6 minute read
Desempeño II.2 Preparación y ajuste de la probeta de acuerdo a WPS


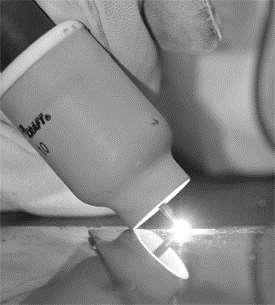
Verificando visualmente la existencia de un arco concentrado con capacidad de fusión del metal base/metal de aporte.
Nota: Es importante que siempre que realices un trabajo de soldadura, leas el procedimiento (WPS) y hacer todos los pasos que se te indique.
Advertisement
Desempeño II.2 Preparación y ajuste de la probeta de acuerdo a WPS
La preparación de la junta en el tubo es una parte esencial antes de soldarlo, ya que la calidad de la soldadura se reduce y las fallas se presentan, si no se tiene el debido cuidado a su preparación. En este desempeño se dan las características para su debida preparación, que consiste en la geometría de la junta:
Abertura de raíz Cara de raíz Ángulo de bisel Ángulo de ranura
1. Preparación de los bordes. Preparar los bordes con un bisel en “V” Sencilla, con el ángulo de acuerdo al WPS para la unión de los tubos.
Nota: Los elementos de una junta a tope en “V” son un estándar para que los memorices.
APLICAR SOLDADURA POR ARCO METÁLICO Y ELECTRODO DE TUNGSTENO CON PROTECCIÓN DE GAS GTAW/TIG EN TUBERÍA DE ACERO AL CARBONO EN POSICIÓN 6G 35
6
3 5
4 7
1 2
2. Limpiar las superficies de la junta.
Antes de soldar la unión del tubo, tienes que limpiar las superficies de la junta, eliminando grasa, aceite, óxido, polvo, u otros elementos que puedan contaminar el baño de fusión en la soldadura. 1. Abertura de raíz: La separación entre las piezas que se van a unir 2. Cara de la raíz: Cara de la unión adyacente a la raíz. 3. Cara de la ranura: La superficie de las partes incluidas en la unión. 4. Ángulo del bisel: El ángulo entre el borde preparado de una pieza y un plano perpendicular a la superficie de ella. 5. Ángulo de la ranura: El ángulo total de las piezas a ser soldadas en la unión. 6. Tamaño de la soldadura: La penetración de la unión (el tamaño del bisel más el de la raíz cuando se especifica). El tamaño de una soldadura de tope y su garganta efectiva son lo mismo. 7. Espesor de la placa: Espesor de la placa a soldar.

3. Alinear y ajustar la unión de los tubos. Al hacer la unión de los tubos, debes revisar que no exista desalineamiento entre ambos, ni exista demasiada separación, rígete por la separación que te indica el WPS
APLICAR SOLDADURA POR ARCO METÁLICO Y ELECTRODO DE TUNGSTENO CON PROTECCIÓN DE GAS GTAW/TIG EN TUBERÍA DE ACERO AL CARBONO EN POSICIÓN 6G 36
Ángulo del biselado Separación de los tubos Alineación de los tubos
4. Aplicar los puntos de soldadura en la unión de los tubos. Después de haber sido alineados los tubos y la separación indicada, coloca un espaciador de alambre, y aplica cuatro puntos de soldadura de ¾” de longitud divididos alrededor del tubo. Al término del armado, retira el espaciador.
Cuatro soldaduras provisoras
5. Fijando la probeta en el soporte de la mesa de trabajo con una inclinación de 45°
grados 6G. Colocar la probeta en el posicionador, verificando el grado de inclinación con el transportador.
Verificando el grado de inclinación Ángulo de anclaje Ángulo de trabajo
APLICAR SOLDADURA POR ARCO METÁLICO Y ELECTRODO DE TUNGSTENO CON PROTECCIÓN DE GAS GTAW/TIG EN TUBERÍA DE ACERO AL CARBONO EN POSICIÓN 6G 37
Desempeño II.3. Montaje y colocación de los tubos en la posición 6G de acuerdo al WPS
Ejecuta la probeta de acuerdo al WPS.
1. EJECUTANDO EL PASO DE RAÍZ
Coloca la antorcha en la posición de las 6 horas con un ángulo de trabajo de 90° y otro ángulo de avance de 5° a 10°, terminar en el punto de las doce, aplicando el cordón en forma ascendente con la oscilación mínima.
Avanzar hacia arriba por la junta a una velocidad de avance constante y suave:
Sostener la varilla con un ángulo de 10°, con el extremo en contacto con la junta. No sumergir la varilla de aporte Conservar la longitud de arco de 1/16”
La velocidad de avance se determina a través del tamaño del charco de la soldadura.
Si la velocidad de avance es muy lenta, el charco de la soldadura se amplía y no hay suficiente penetración.

APLICAR SOLDADURA POR ARCO METÁLICO Y ELECTRODO DE TUNGSTENO CON PROTECCIÓN DE GAS GTAW/TIG EN TUBERÍA DE ACERO AL CARBONO EN POSICIÓN 6G 38
El resultado en el cordón causa concavidad Una velocidad de avance muy lenta, crea deformación en la pieza y causa exceso de refuerzo en la raíz. Si la velocidad de avance es muy rápida el charco de soldadura se reduce y no alcanza la fusión suficiente. El resultado, penetración insuficiente
En el cordón de soldadura terminado debe observarse penetración completa en la raíz y fundirse en los bordes de la junta.
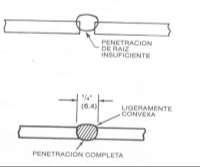
La cara de raíz debe ser ligeramente convexa y de ¼” (6.4) de ancho. Llenar el cráter al final del cordón. Complementando del mismo modo el lado opuesto/restante de la unión; Limpiando y desbastando las discontinuidades de la unión con disco abrasivo y cepillo de alambre.
Aplicando el paso de raíz Cordón de raíz terminado
APLICAR SOLDADURA POR ARCO METÁLICO Y ELECTRODO DE TUNGSTENO CON PROTECCIÓN DE GAS GTAW/TIG EN TUBERÍA DE ACERO AL CARBONO EN POSICIÓN 6G 39
2. EJECUTANDO EL PASO CALIENTE
Aplicando el cordón en descendente partiendo del punto de las doce al punto de las seis; Colocar la antorcha en la posición de las 6 horas con un ángulo de trabajo de 90° y uno de avance de empuje de 5 a 10°.
Sostener la varilla de metal de aporte en un ángulo de 10°, con el extremo en contacto con la junta. No sumergir la varilla de aporte Conservar la longitud de arco de 1/16”.
Complementando del mismo modo el lado opuesto/restante de la unión.
3. EJECUTANDO EL PASO DE RELLENO.
Utilizar el mismo procedimiento que en el cordón de raíz, solamente hay que aumentar el movimiento de pie a pie del cordón.
Ajustando las variables para aplicar los pasos de relleno.
Aplicando cordones en serie en función del espesor de pared del tubo en forma ascendente partiendo del punto de las seis al punto de las doce.

APLICAR SOLDADURA POR ARCO METÁLICO Y ELECTRODO DE TUNGSTENO CON PROTECCIÓN DE GAS GTAW/TIG EN TUBERÍA DE ACERO AL CARBONO EN POSICIÓN 6G 40
Complementando del mismo modo el lado opuesto/restante de la unión.
Continuando el procedimiento de relleno hasta dejar un milímetro antes de la superficie como preparación para los pasos de vista.
4. EJECUTANDO EL PASO DE VISTA
Aplicando cordones en serie en función del espesor de pared del tubo en forma ascendente partiendo del punto de las seis al punto de las doce.
Se recomienda utilizar cordones angostos. Complementando del mismo modo el lado opuesto/restante de la unión. Corrigiendo errores aparentes de continuidad geométrica en el cordón. Desbastando la zona afectada con disco. Retirando el material con defecto para recibir el cordón de reparación. Aplicando nuevos cordones con dimensiones equivalentes a las solicitadas por la geometría final de la unión. Ajustando las variables eléctricas en función de la posición de cada uno de los cordones. Aplicando el número de pasadas por unión requerido en la WPS.
La soldadura terminada debe quedar ligeramente convexa con un refuerzo de cara que no exceda de 1/8” (3.2mm)
APLICAR SOLDADURA POR ARCO METÁLICO Y ELECTRODO DE TUNGSTENO CON PROTECCIÓN DE GAS GTAW/TIG EN TUBERÍA DE ACERO AL CARBONO EN POSICIÓN 6G 41

APLICAR SOLDADURA POR ARCO METÁLICO Y ELECTRODO DE TUNGSTENO CON PROTECCIÓN DE GAS GTAW/TIG EN TUBERÍA DE ACERO AL CARBONO EN POSICIÓN 6G 42

