Towards 2050: working collectively for climate neutrality
Innovation is a key word in the packaging industry, and it’s through innovation that we can solve even the most urgent problems. Right now, these challenges are circularity and decarbonization in industry.
Circularity means using resources wisely by reusing and recycling. A fully circular system is an ambitious goal that companies can aim for as a guide.
On the other hand, decarbonization is a necessity for transformation, affecting not just processes but also materials, especially plastic. We know where we need to go. To get there, we must keep innovating, with companies and institutions working together. It’s a team effort with big potential. Here’s to innovation for all.
Quarterly magazine dedicated to the world of packaging. Registration: Court of Monza no. 5. Reg. Stampa of 22/12/2020. Rivista trimestrale dedicata al mondo del packaging. Registrazione: Tribunale di Monza al N. 5 Reg. Stampa dal 22/12/2020.
Editorial management and registered office: Via Cesare Cantù, 16 20831 Seregno (MB) - Italy
Subscription payment can be made in the name of Editrice Zeus srl, by bank money transfer or cheque.
amministrazione@editricezeus.com project and layout design creative dep. ZEUS Agency grafica@editricezeus.com
translations: Zeus Agency printing: Zeus Agency
latest news
SINGLE-USE PACKAGING: ENVIRONMENTAL PROBLEM OR UNAVOIDABLE NECESSITY?
In recent years, the issue of single-use packaging has been at the center of heated debate. On one side, there are growing concerns about the environmental impact of these materials, often made of non-recyclable plastic and destined to end up in landfills or, worse, in the oceans. On the other side, many companies and consumers defend their utility and practicality, highlighting how single-use packaging offers quick, economical, and hygienic solutions, especially in sectors like food and healthcare. This tension between sustainability and practicality raises a crucial question: is single-use packaging an insurmountable environmental problem or still an unavoidable necessity?
One of the main arguments in favor of single-use packaging is its ability to ensure safety and hygiene. This aspect is particularly relevant in areas such as catering, healthcare, and the food industry, where protection against contamination is a top priority. During the COVID-19 pandemic, for example, the use of single-use packaging increased significantly to meet the growing demand for takeout food and the need to contain the spread of the virus. The convenience of single-use allowed many businesses to continue operating safely, providing consumers with the reassurance of purchasing protected and risk-free products.
At the same time, the production of single-use packaging is deeply rooted in market logic. Their relatively low cost and ease of production make them an attractive choice for businesses, especially in sectors with narrow profit margins where cost optimization is key. Fast food chains, food industries, and even consumer goods manufacturers have relied on this type of packaging for decades to ensure fast, accessible service to a broad audience. Moreover, the lightweight nature of these materials helps reduce transportation and storage costs, a crucial factor in a globalized economy that demands rapid and efficient movement of goods.
However, the environmental damage caused by single-use packaging cannot be ignored. According to the latest data, a significant portion of plastic waste found in the oceans comes from single-use packaging, with devastating effects on marine ecosystems. Every year, millions of
by Our Editorial Team
tons of plastic end up in the seas, suffocating marine life and compromising water quality. The problem is not just aesthetic or related to biodiversity: this waste degrades slowly, releasing microplastics that enter the food chain and, eventually, our bodies. The long-term effects of this contamination are not yet fully understood, but early research suggests potentially serious consequences for human health.
In an effort to address this problem, many companies are exploring alternative solutions, focusing on recyclable or biodegradable materials. Paper, cardboard, bioplastics, and other compostable materials are gradually replacing conventional plastic in various sectors. International regulations are also trying to encourage this transition: for example, the European Union has introduced a series of restrictions on the use of single-use plastics, aiming to drastically reduce the production and consumption of these materials in the coming years. These measures, along with growing consumer awareness, are leading to a slow but significant transformation in the packaging industry.
Despite these trends, the shift to a system entirely free of single-use packaging is neither simple nor immediate. Alternative solutions still present various limitations. For example, biodegradable materials, while promising, require specific disposal conditions to be truly effective. If not properly managed, they can end up in landfills or the ocean, where they do not decompose as expected. Additionally, the production and distribution costs of these new materials are currently higher than those of traditional single-use plastic packaging, making widespread adoption less economically viable for many companies.
Moreover, consumer behavior poses another challenge. The convenience of single-use packaging is hard to replace: it is lightweight, easy to use, and does not require special disposal measures. Habits that have been ingrained over the years are difficult to break, and the shift towards more responsible consumption
will require not only technological innovation but also a profound cultural transformation. In this sense, educating consumers will be crucial: raising public awareness about the environmental damage caused by single-use packaging and promoting sustainable alternatives is a fundamental step in fostering more conscious demand.
The future of single-use packaging will therefore depend on the ability to balance sustainability needs with those of practicality and cost-effectiveness.
While it is clear that the packaging industry will have to adapt to a reality increasingly oriented towards environmental respect, it will be necessary to find solutions that do not sacrifice efficiency and convenience.
ALTECH: LABELLING MACHINE FOR FOOD TRAYS
ALTECH offers industrial labelling machines for all sectors featuring rapid and efficient application at highly competitive costs.
To meet the coding and labelling requirements of the food sector, ALTECH has produced a line of labelling machines purposely designed for flat products (food trays mainly) used to preserve an extensive variety of fresh food.
This line is called ALbelt, successfully traded in Italy and abroad by ALTECH. It is a compact and automatic linear
ALbelt - Top and Bottom Labelling
PROVEN INNOVATION
ALine E - An in-line labelling system configured to apply two front and back labels to rectangular and ellip�cal shaped products.
• Integrated management via PLC, with Industry 4.0 and remote support.
• Touchscreen controller on a swivel panel, which can store up to 100 labelling formats.
• Silent, modular conveyor with automa�c synchroniza�on.
• Digital posi�oners on all adjustment handwheels, with recipe format values available from the control panel.
• Perimeter base, with over structure for system rigidity and internal ligh�ng.
Innova�on or conserva�on? These philosophies are apparently opposite and irreconcilable. The former promises superior performance and new features. The la�er guarantees the reliability and prac�cality typical of tried and tested solu�ons.
ALTECH is commi�ed to both innova�on and conserva�on in our labelling machines. Each of them contains the most innova�ve technologies, but it is also the result of design refinements based on 30,000 acceptance tests. Thanks to such technical exper�se, we are able to state that every labeller we offer is not only state-of-the-art, but it is also user-friendly, func�onal, and reliable.
An example? Our ALline E system.
ALTECH Srl
Viale de Gasperi, 70
20008 Bareggio (MI) - Italy
Tel. +39 02 90363464
info@altech.it
www.altech.it
system equipped with one or more labelling heads of the series ALstep and ALritma, depending on the best configuration required by the application.
The most classic configurations can be found in the systems for top labelling, top and bottom labelling, angle and U-labelling (C-wrap labelling) typical of the seals of the trays commonly used to preserve fresh products such as pasta, meat, salad, and more.
For bottom labelling, the system is provided with a two-section conveyor with label dispenser blade installed between the two sections, or high-adhesion side belts system to lay the lower part of the product for labelling.
Highly flexible and with expandable and adjustable components , ALbelt can also be configured as to meet any labelling requirement. As well as applying one or more labels on various parts of the product, ALbelt can also be used for more complex applications, such as overlapping labels (to propose a discount or special offer), to make a non-stop system for continuous labelling.
ALstep/ALritma labelling heads can also be equipped with print units to apply variable data, such as best
before date, barcode, and other useful information. Every day, the labelling machines built by ALTECH are used in over 50 countries, in multinationals, big companies and SMEs mainly operating in the food & beverage, chemical, cosmetic, pharmaceutical and component industries.
Visit: www.altech.it
SECTORS
PACKAGING LABELLING
FOOD - NO FOOD
ALbelt - C-Wrap Labelling
ALbelt - Top and Bottom Labelling - Non Stop Configuration
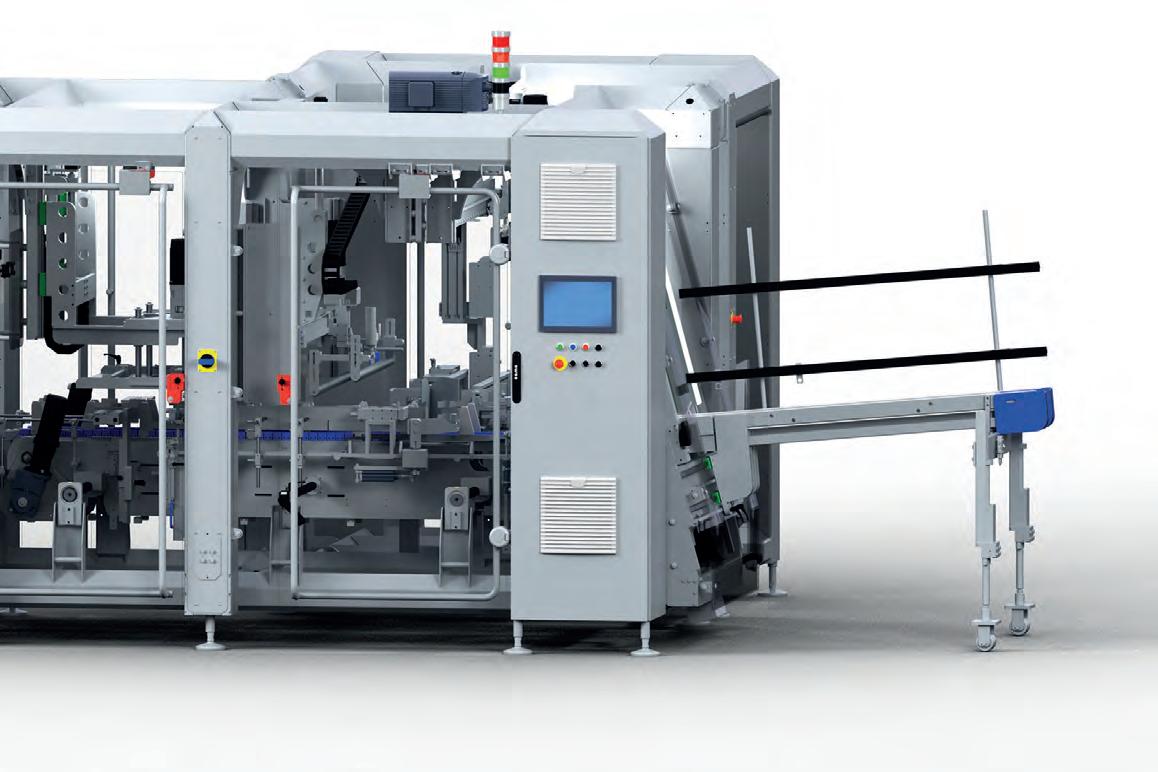
CAMA’S WRAP AROUND CREDENTIALS
Create retail and shelf-ready packaging for any type of product in a one-piece wrap around case or tray and lid display box.
At All4pack we will showcase a wrap-around cartoner as part of a complete line for tea bags.
The line includes product handling, a horizontal side cartoner for resealable ‘cathedral’ boxes and this compact case packer.
The CAMA range of SRP case packers, developed since the early 1990s, is constantly developing in terms of applications, loading solutions and machine design.
Wrap-around electronic case packer to produce tray or full wrap around cases. Several infeeds available, racetrack, robots, accumulation; products can be positioned into the case flat, on edge or standing up on one or multiple layers. Compact machine, flexible frame approach, hygienic machine design, easy entry and access.
Special features of machine
• Metal frame or stainless steel
• High Speed
• Various type of primary product (pouches, flowpack, thermoformed etc.)
• Type industry
• Left and right hand
Break Through Generation
•No hollow body
•Modular Frame Design
•No retention
•Energy saving
•Ergonomics
•Safe easy entry
•Semi automatic change over
Industry
•Food
•Beverages
•Personal, Home & Health Care
•Pet Food
www.camagroup.com
About CAMA France
Created in 1984, the French subsidiary has a team of around fifteen people focused on supporting French customers. This team with a technical and commercial profile is involved in the study of the best technical solution and in the maintenance of Cama portfolio machine. Involved very early in the project, french services team participates in launch meetings, assembly, FAT –SAT, training, etc.
Location:
4, Rue de Lamirault, Lot A4
77090 Collegien
Phone: +33 1 82350530
Fax: +33 1 84107430
Email: cama-FR@camagroup.com
GSP - PACKAGING MACHINES AND AUTOMATIC PACKAGING SYSTEMS
General System Pack builds and supplies packaging machines and automatic packaging systems, distinguishing itself with its advanced technology and extremely high quality standards.
The packaging lines produced by General System Pack are electronically managed, extremely sturdy, durable, and simple to operate and are built adopting solutions that aim to meet the most stringent ergonomic and hygienic demands. The wide range of models which General System Pack offers provide excellent flow pack solutions for every packaging sector, including automatic feeders and end-of-line equipment, ranging from controlled atmosphere to high speed, all the way to maximum levels of automation. The packaging lines offered are the best solutions for small and medium enterprises that wish to provide industrial-style packaging for their products.
GSP 65 BB
GSP 50 EVO
The following are several examples of packaging machines and automatic series:
GSP 55 EVO: Electronic packaging machine, versatile and reliable, extremely flexible when it comes to changes in format, perfect for food and non-food products, for both single servings and multi-packages. It is characterised by a cantilevered structure and ease of accessibility, as well as its hygienic standards, simple maintenance, and built-in safety.
GSP 65 BB: Horizontal electronic packaging machine for long term heat sealing, designed to create hermetic bags in a controlled atmosphere for products that are more challenging to transport or that require extreme caution and zero shocks during transport and insertion
in the film. It is the perfect solution for increasing the shelf life of food products, while also providing a bag that is aesthetically pleasing and able to provide good mechanical protection to the contents.
GSP 50 EVO: Highly technological horizontal electronic packaging machine: a fast, easy-touse, and versatile machine that is capable of combining high technology and an excellent quality-price ratio.
Visit: www.gsp.it
FOOD BIOMEDICAL HARDWARE SECTORS
GSP 75 EVO
NEW DOSAGE TECHNOLOGIES TRANSFORM THE PHARMACEUTICAL INDUSTRY
Advanced technologies, including controlled release systems, personalized dosing, and innovative administration platforms, are redefining the concept of pharmacological therapy.
Traditionally, pharmaceutical dosing has focused on the mass production of standardized pharmaceutical forms. However, technological evolution has introduced the ability to customize dosing based on the individual needs of the patient, significantly improving treatment efficacy and reducing the risk of side effects. The new dosage technologies use advanced algorithms and biometric sensors to analyze patient data in real time, allowing for unprecedented customization of pharmacological treatment.
One of the most promising innovations in the field is the controlled release system. This technology allows drugs to be released gradually into the body, maintaining therapeutic levels over time and reducing the need for multiple daily administrations. Controlled release not only improves convenience
by Our Editorial Team
The new frontiers of dosage technologies in the pharmaceutical industry represent a crucial turning point in the production and administration of drugs, offering innovative solutions to improve therapeutic effectiveness and patient safety
for the patient but also adherence to treatment, both of which are crucial for therapeutic success.
Simultaneously, the introduction of micro and nanoparticles in pharmaceutical formulations is revolutionizing the way active ingredients are delivered to their site of action.
These particles, designed to overcome biological barriers and release the drug in a targeted manner, promise to reduce side effects and increase the efficacy of treatments, especially in fields like oncology, where dosage precision is critical.
The pharmaceutical industry is also exploring the use of 3D printers for the production of pharmaceutical forms. This technology offers the possibility to create customized tablets that can contain multiple dosages or release drugs at different rates, adding another level of treatment personalization. Moreover, 3D printing could enable the “on demand” production of drugs in hospitals or pharmacies, revolutionizing the pharmaceutical distribution chain.
The challenges accompanying these innovations are significant, including regulatory issues, the need for investment in research and development, and the training of healthcare personnel on the new dosing modalities. However, the potential to improve the efficacy of treatments and the quality of life for patients makes these challenges worth tackling.
We can therefore assert that dosage technologies in the pharmaceutical industry promise to bring profound changes in how drugs are produced, administered, and experienced by patients.
As we move towards an era of greater customization and precision in pharmacological therapy, collaboration between researchers and pharmaceutical companies will be crucial to realizing the full potential of these revolutionary technologies.”
IFP PACKAGING. UNA NUOVA
SERIE DI MACCHINE ADATTE AL
FILM TERMORETRAIBILE: SSIT E SSI
Siamo un team dinamico di professionisti entusiasti del nostro lavoro; ognuno di noi integra tutti i giorni la propria ultraventennale esperienza con quella dei colleghi.
La nostra nuova sede è la testimonianza di una crescita costante che passa attraverso il grado di soddisfazione della nostra Clientela.
Possiamo tranquillamente affermare che siamo un punto di riferimento nel nostro settore e siamo felici di poter condividere con Voi quanto siamo attualmente in grado di realizzare.
Non ci spaventano le sfide più impegnative. La conoscenza approfondita nel tempo del packaging di processo e fine linea, ci consente di proporre soluzioni che co-
prono una vastissima gamma di prodotti di ogni genere. La nostra produzione spazia dalla piccola macchina entry-level alle linee di grandi dimensioni, mantenendo inalterato l’elevato standard qualitativo.
Oggi IFP PACKAGING mette a disposizione della propria utenza la nuova serie di macchine confezionatrici per film termoretraibile SSI e SSIT, con o senza tunnel di termoretrazione integrato.
Frutto di 40 anni di esperienza e pensate per ottimizzare prestazioni, qualità senza compromessi e investimento, le macchine saldatrici in continuo della serie SSI e SSIT sono confezionatrici di ultima generazione studiate per assicurare versatilità, affidabilità e ottime velocità operative. Sono concepite per avvolgere sia prodotti sottili che di buon spessore, solidi di piccole, medie e grandi dimensioni.
La robusta struttura e l’integrale controllo di tutte le funzioni tramite touch screen fanno di queste confezionatrici la scelta ideale sia per usi artigianali che industriali ad alta produttività.
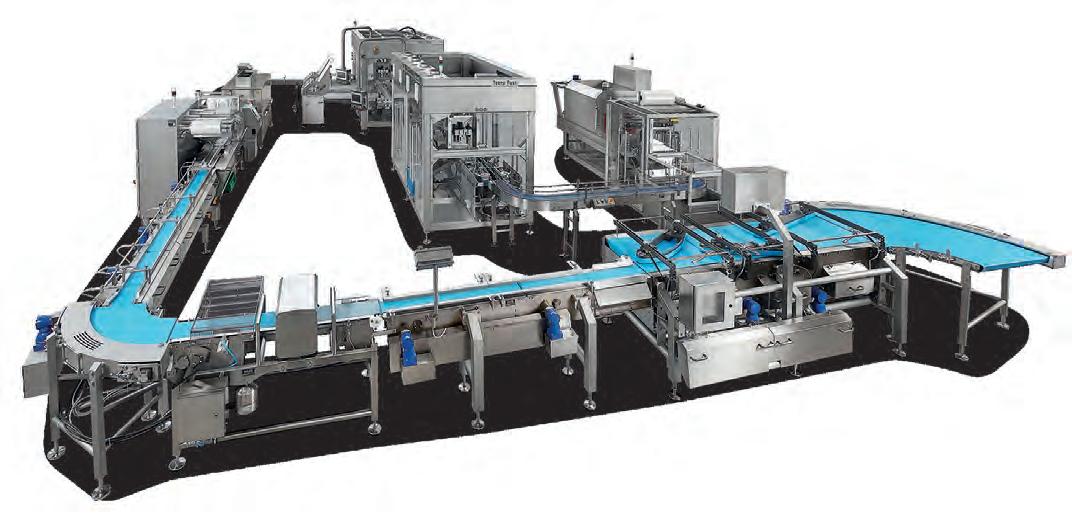
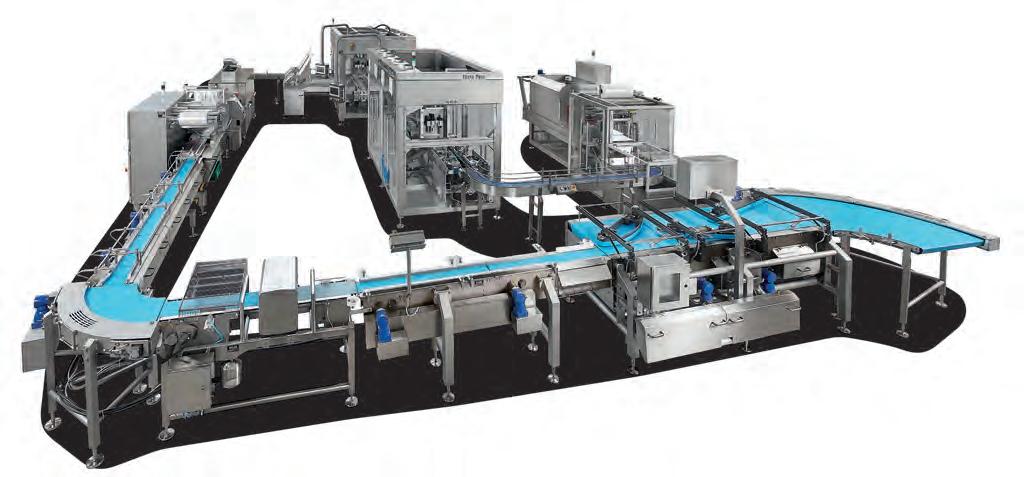
TECNO PACK: DEVELOPMENT AND STRATEGY TO REACH NEW GOALS
Over three decades have passed since the early 1980s, when, in a small building on the outskirts of Schio, two enthusiastic and passionate technicians began tinkering with several used packaging machines with the intention of getting them back into working order.
This type of activity was known as “revision”, a term that has become extinct in this world of “disposable” products.
It was through the continuous process of disassembling, replacing, modifying, and testing these ageing machines that the two ultimately decided to develop the new and
modern flow pack packaging machines. In 1985, the first packaging machines from the newly established Tecno Pack company were introduced on the market and immediately received a favourable reception from clients.
Thus began the company’s long journey, a company whose priority is to respond in a timely and professional manner to the increasingly stringent demands of the market, courageously and determinedly embarking on the challenging path of automatic packaging systems
These were years of hard work, sacrifice, and ongoing research, as well as of achievements and growth.
In 2011, operations moved to a new facility occupying over 6,000 square meters, still located in the traditionally industrious town of Schio, since the second half of the 19th century nicknamed “the Little Manchester of Italy”.
Machine after machine, system after system, the story continued with the inevitable intertwining of professional and personal events that never undermined the company’s corporate ideological continuity, which was supported through the years by a constant investment
SECTORS
LABELING CODING COSMETICS
in and commitment to research and innovation.
This generated the success which allowed Tecno Pack, during these years of continuous growth and development, to purchase and revive three companies and see them flourish: General System Pack, IFP Packaging, and Euroimpianti.
Thanks to their global technological portfolio, the group of Schlio companies is now recognised as a world leader in the packaging industry, providing a global solution that covers everything from product manufacturing to packaging, at every stage. Their automated solutions, tailored to each individual client company, integrate primary, secondary, and tertiary packaging, as well as palletizing.
Today, the world of small and medium-sized industry that relies on the Tecno Pack group can benefit from the experience and technology that the company has developed over decades with all of the major global food groups which, by renewing their trust each day, continue to fuel ongoing research and development.
www.tecnopackspa.it
INNOVATION AND SUSTAINABILITY: THE REVOLUTION OF PRINTING IN FOOD PACKAGING
By the editorial staff
In the modern era, the food industry is facing a dual challenge: meeting the growing demands of consumers for high-quality products and, at the same time, adopting sustainable practices that respect the environment.
In this context, printing in food packaging emerges as a crucial element for the innovation and sustainability of the sector. The advent of cutting-edge technologies has radically transformed the way food packaging is printed. High-definition digital printers allow unprecedented precision in color and detail reproduction, ensuring a stunning visual impact on consumers.
This precision is essential not only to enhance the aesthetic appearance of packaging but also to provide crucial product information, such as ingredients, expiration dates, and usage instructions.
Moreover, digital printing offers unparalleled flexibility and customization. Companies can easily adapt packaging to market needs, creating unique designs and distinguishing
themselves from the competition. This flexibility not only enables greater consumer engagement but also reduces waste resulting from overproduction.
In addition to new technologies, another area of great interest is the eco-sustainability of food packaging. In particular, the materials used for packaging and the inks used in printing play a crucial role in reducing the environmental impact of the food industry. A growing trend is the adoption of biodegradable and compostable materials for packaging. Biodegradable
plastic, recycled paper, and compostable materials derived from renewable sources are gradually replacing traditional non-recyclable plastic packaging.
This transition to more sustainable materials significantly reduces the accumulation of plastic waste in the environment, contributing to the fight against pollution.
Simultaneously, developments in ink formulation are revolutionizing the eco-sustainability of printing in food packaging. Water-based inks and vegetable inks, free from harmful substances such as chemical solvents, offer a safer and more eco-friendly alternative to traditional solvent-based options. These inks reduce the emission of volatile organic compounds (VOCs) during the printing process and facilitate the recycling of packaging.
Printing in food packaging represents a crossroads between technological innovation and environmental sustainability. New technologies enable precise and personalized printing, while the adoption of ecofriendly materials and inks promotes the reduction of the environmental impact of the food industry.
In an increasingly eco-conscious world, investing in sustainable printing practices is not only a necessity but also an opportunity to stand out in the market and contribute to a greener and more prosperous future.
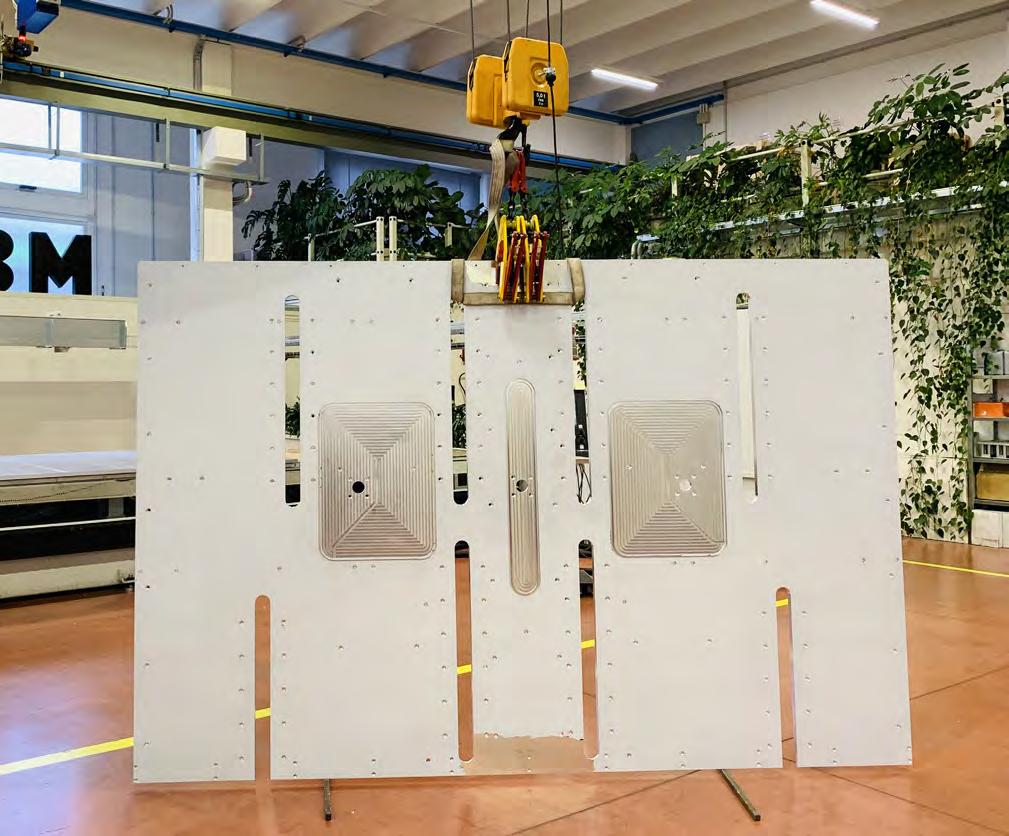
B.M. GROUP SRL ALL-AROUND SERVICE: CNC MACHININGPRE-TREATMENTS - ANODIZING
B.M. Group S.r.l. was founded more than 50 years ago and its Quality Management System is certified to the worldwide standard ISO 9001:2015. We count on two different production hubs – located in Thiene and Zanè - both easily accessible with the highway.
Our Chairman, Mr. Silvano Busin, has developed a deep knowledge of both sector through the years and for this reason he in person is managing the technical department. On the other hand, our VP Ms. Marina Vitacca, is managing both communication strategies and research
departments. Moreover, our team is made up with young and qualified staff aiming at continuous self-improvement, in line with our Management working philosophy.
CNC Machining of big-sized aluminum plates has enabled us to establish also abroad in the main European markets and to meet the requirements of a niche sector in which B.M. Group S.r.l. has recognized the potential. Aside from the CNC Machining we perform pre-treatments as mechanical brushing with different types of finishing or chemical pre-treatments, as well as anodizing.
Our strong point is the speed of service, thanks to our warehouse which allows us to stock materials of different alloys (5083, 6082, 7075 etc.) and thicknesses, and also to our machines up to 13 meters long and 2,5 meters wide that enable us to machine multiple plates at the same time.
Upon the customer request we are able to release declaration of compliance with the order, as well as the normative MOCA (foodrelated norm), measurement reports, anodizing and/or material certificates as regulated by the European standard UNI EN 10204.
We were able to conjugate our know-how with the passion that has always distinguished us. We like thinking that our customers may find a partner able to make a difference.
www.bmgroupsrl.com
BIOGEST SRL: ANALYSIS OF FOOD CONTAINERS AND PACKAGING
The world of packaging intended for food contact is certainly one of the continuously evolving sectors, both in the regulatory and technological fields.
All companies that produce and / or use food packaging face various problems every day. All materials that come into contact with food, from manufacturers’ packaging to crockery, cutlery, glass, ceramics and food storage containers, must be tested to ensure their safety. In fact, they must not transfer unacceptable quantities of their components to food. The analysis of materials intended for food contact protects the health of consumers.
The current regulatory framework is complex, because alongside the analytical checks on the finished product, there is also the need to verify the compliance of the additives and technological adjuvants used that meet the legal requirements [Ministerial Decree 21 March 1973, Reg. CE 1935/2004 and Reg UE 10/2011]
According to current legislation, all packaging intended for contact with food requires the carrying out of global and / or specific migration tests to verify the absence of release of harmful substance.
Biogest Srl is able to carry out tests on:
• global migration according to the methods DM 21/03/73 and UNI EN 1186
• specific migrations according to the UNI EN 13130 methodologies (they include the migrations of monomers (eg. Phthalic acids, vinyl chloride, etc ...)
•migration of traces of technological adjuvants
•control of the composition
•purity requirements
• sensory analysis (PANEL TEST), both olfactory and gustatory, according to UNI and DIN standards
•migration of dyes
• searches for pollutants (eg. PHTHALATES, DIPB, Disopropylnapltalenes DIPN, Bisphenol A, o-phenylphenol, etc.)
SECTOR
PHARMACEUTICAL COSMETIC FOOD
All the determinations regarding the packaging are carried out by qualified personnel with the implementation of official national or European standards.
Food packaging and materials intended for food contact are regulated by the following regulations:
•In the EU area, for:
• All materials - Framework Regulation (EC) n. 1935/2004
Biogest laboratory technicians perform rigorous product inspections and analyzes for the following categories of food containers, packaging and items intended to come into contact with food:
•Paper, glass and ceramic containers (for single or multiple use)
• Jars, cans and bottles
•Plastic, metal and wooden containers
• Ceramic and glass objects • Kitchen utensils and cookware
• Silver plated items
•Water bottles and thermos
•Baby meal set, bottle and lunch box
Biogest laboratory technicians perform the following checks to ensure the quality and safety of your items intended to come into contact with food:
•Visual examination and evaluation
•Size control
•Sensory analysis and stain detection
•Physical risk assessment
•Color bleeding
•Composition control
•Overall and specific migration test •
• Substances added unintentionally (NIAS)
•Volatile organic compounds
•Heavy metals (extractable and at risk of release)
•Residual monomers and solvents
•Impurities and by-products
•REACH SVHC (Substances of Extremely Concern)
www.csagroup.it
The Ultra Solo by Quadpack: airless technology in a monomaterial packaging HIGH PROTECTION IN A SINGLE MATERIAL
Airless technology meets monomaterial design in Ultra Solo, the latest addition to the airless range from the international manufacturer and supplier of cosmetic packaging, Quadpack. The polyethylene (PE) packaging also features a metal-free pump making it recyclable and monomaterial. Moreover, the airless technology adds a whole range of benefits for the formula, the brand, and the consumer, making Ultra Solo the perfect mix between sustainability and performance.
The single-wall packaging boasts a minimal yet sophisticated design. Made of PE, Ultra Solo’s sleek profile can have a glossy finish; the wide variety of possible decorations then makes it adaptable to any brand’s identity. It is available in 15, 30, and 50ml sizes, for top filling.
The airless technology ensures precise dosing of 0.15cc per dispensation, which does not vary even with changing the applied pressure. The hermetic structure protects the formula from external contamination and reduces the need for artificial preservatives. The pump also allows consumers to use it at all angles, always maintaining excellent performance.
All components of Ultra Solo - cap, pump, actuator, and bottle - are made of PE. Thus, the entire product boasts
100% recyclability, certified through the evaluation standards of the European leader Institute Cyclos-HTP*.
“We aim for greater recyclability in the development of our products,” explains Alejandra Isern, Quadpack Category Specialist, “and nothing is simpler than recycling a monomaterial solution. Ultra Solo is also our first airless solution in PE that expands the range of materials in our airless portfolio.”
As with all Quadpack’s catalog products, an Environmental Report is also available for Ultra Solo. This document provides the life cycle assessment and other data on environmental impact to help brands achieve their sustainability goals.
www.quadpack.com
GPI, THE EXTENT OF SUCCESS IN THE FOOD INDUSTRY
Tomanufacture a successful end-of-line plants it is crucial to become customer’s algorithm, and to be a proactive listener of his visions, an expert able to provide efficient and personalized answers.
It is not by chance then that GPI’s motto is “Tailor made innovation with reliability”, a catchphrase for innovative, customizable and highly renowned technologies.
In the forefront of the sector, GPI - Geo Project Industries has created a team of skilled experts in packaging advice and sales engineering able to build tailored solutions upon their partners’ production and sales requirements.
GPI offers a comprehensive range of horizontal cartoning machines, forming machines, closing units as well as flexible lines and modular projects whose arrangement and configuration are adjustable.
That’s a real revolutionary governance of the production of some of the most popular international brands.
Tailor made plants whose every single phase - from depalletization through primary and secondary packaging and right to palletization - expresses highly specialized know-how to meet customer’s requirements down to the finest details, in any food sector.
A customized and successful answer in various sectors, such as dairy, confectionery, pasta, yoghurt & juice, frozen and dry food, and pet food.
PACKAGING SECTORS
The demand for automation in end-of-line packaging processes is growing, such as pouches, doypack, flowpack, bags, sachets, alu-trays, and thermoformed trays, in different formats and materials. It is also worth remembering the most appreciated and unquestionable advantage of the pouches: moderate logistic expenses, easy disposability for end consumers thanks to small volumes, and sustainability deriving from low carbon footprint: energy cost per each package is lower and footprint minimal. Environmental awareness sharing continuous innova-
tion to be on the frontline of packaging evolution, which needs fast and constant study to safely handle the most diverse types of packaging.
Such teamwork also involves all the company’s co-operators in an environment that focuses on innovation, full customization and reliability, values that blend with GPI’s passion and well-established experience.
www.gpindustries.eu
Indian Printing Packaging & Allied Machinery Manufacturers’ Association (Serving the Industry Since 1988)
In the beverage can growth segment traditional brewery Estrella Galicia in Spain opted for the clever Nature MultiPack system – not once but twice DONE EVERYTHING RIGHT
In the far northwest of Spain lies the region of Galicia. It’s famous not only for its capital of Santiago de Compostela, a place of pilgrimage and final destination on the Way of St. James, but chiefly for its climate: nowhere else on the Iberian Peninsula does it rain as frequently and as much as here. In strong contrast to the rest of the country, some of it plagued by drought, the green hills, regular mist and often stormy winds are reminiscent of the Irish coast. Farming and fishing are therefore both important here, with the Galicians especially proud of the variety and quality thereof. This is also what Jesús Martínez Garcia confirms, plant manager for beverage producer Hijos de Rivera. “In our region we’re very conscious of the importance of the origin of our products, of the passion and creativity that goes into them and the demand for quality when it comes to asserting yourself on competitive markets,” he says. “The high appreciation
consumers have for Galician produce is based on a long manufacturing tradition for high-quality produce.”
Estrella Galicia, the flagship of the family-run business based in the port of A Coruña, benefits from this horn of plenty. The fourth-largest brewery in the country is famous for its light, golden beer made of particularly bitter malt and hops. It takes over 20 days to brew, ferment and mature, thus lending the beer its pleasant, characteristic hoppy note. The company is also distinguished by its great willingness to experiment, as master brewer Luis Alvar proudly states. “Each year we brew three or four specialties as limited editions to test their acceptance among consumers. In the past we’ve flavored our beer with chestnuts, pumpkin or honey, for instance, and even with goose barnacles. For one of our milk stouts we laced the beer with milk from cows fed with spent grain (Spent
grain = the residue from the brewing malt produced during beer production that can be used industrially or as animal feed). And our pimientos de Padrón beer that we add small, local, sweet peppers to is a real hit.”
Both modern and traditional
The special beers crafted under the name of “fabrica de cerveza” are just one of many examples for the company’s claim to premium quality. “As opposed to the big industrial breweries of Spain, despite our recent rapid growth in size we still see ourselves as a traditional company,” Alvar stresses. “We use cutting-edge technology but always with recourse to classic methods. We’ve drawn a number of red lines in the brewing process that we don’t cross, for instance. And for us, quality always takes precedence over quantity or speed: producing a good product simply takes time – and we give ourselves this.”
In 2019 MEGA was opened on the brewery premises, a world of experience plus museum and events location devoted entirely to beer culture. This is where Hijos de Rivera tells the story of the company and pays tribute to the family of owners by celebrating their innovative culture and experiences but also their battle against the increasing uniformity of beer. This is also where concerts, festivals and exhibitions are held that regularly attract a large audience.
Besides its commitment to innovative products, the lager marketed under the Estrella Galicia brand continues to be the brewery’s top seller, with Estrella Galicia aiming to sell an impressive almost five million hectoliters of beer in 2023. Thanks to an upward trend that’s way above the average for the rest of the country, the company is clearly on course for success – and sees considerable potential for growth in the future, too. After all, for a few years now the amount of beer consumed in Spain has steadily increased.
On course for further growth
Accordingly, its plans are no less than ambitious: as the existing Agrela production site in A Coruña is at the limits of its capacity with nine filling lines, the brewery is currently investing in a new plant ten kilometers away from the present location. An area covering a total of 500,000 square meters will soon be available that will provide plenty of room for further expansion. One of the key technology suppliers to Hijos de Rivera is Dortmund engineering company KHS. To date, the machine and systems manufacturer from Germany has delivered no fewer than five lines for glass, beverage cans and kegs to A Coruña. “For us, KHS has been one of our most important partners for many years,” claims Martínez. “We particularly like their high level of innovation which in our opinion makes KHS systems among the best in the world.” One
of the most recent joint projects is a turnkey canning line, for example, with a capacity of up to 72,000 containers per hour. The system has two packaging machines. One of these is an Innopack Kisters Nature MultiPacker for the high-capacity range, on which beverage containers are turned into packs of four or six using easy-to-remove dots of adhesive without the need for any film or cardboard. The other is an Innopack Kisters TSPP that has a paper-wrapping module that packs 12 to 24 containers in perfectly folded and glued paper instead of in shrink film. The purpose of both packers is to provide optimized systems that consume as little material as possible and at the same time significantly reduce the packaging’s carbon footprint. In parallel, an existing KHS canning line with a maximum output of 60,000 containers per hour was also expanded to include an Innopack Kisters Nature MultiPacker.
Unique packaging system
“Traditionally, we’ve always packaged our beverage cans in cartons so that we don’t have to use any plastic,” explains Garcia. “In view of the current debate on packaging and the environment, our competitors are now also increasingly doing away with film or hi-cone packs and instead using cardboard. In this context, we find it important that the packaging systems used for our products continue to be unique on the market. This is why we’ve gone for Nature MultiPack – a real first on the Spanish market.”
Hijos de Rivera supported the launch of the new, sustainable alternative with an extensive marketing campaign. Under the motto of “the best packaging is the one that isn’t there”, the Estrella Galicia six-pack is sold as a NoPack. Thanks to advertising in the form of eye-catching videos chiefly posted on social media channels that showed consumers how to handle the packs, the new system has been outstandingly well received on the market. “We have had lots of absolutely excellent feedback,” smiles Garcia. “Consumers are specifically asking for the
SECTORS
PACKAGING
NoPack which for them is both an attractive and environmentally- and climate-friendly variant. The most important thing, however, is that we can gage our success not just through our high media presence but also by looking at our sales figures: since the launch our market share has clearly increased.”
Consistent branding
The generally high brand awareness of Estrella Galicia is the result of widespread sponsoring measures that the company consistently implements in many different areas. Activities it supports include Formula 1, MotoGP and soccer – as sponsor of the local club and several teams in Spain’s Primera División, among others – and countless major music festivals up and down the country. The brand is also everywhere in its home town of A Coruña: from house facades in the city center to the control tower of the local airport. What’s more, the Cuatro Caminos beer bar in the middle of an old factory complex boasts the highest beer sales in the whole of Spain. The marketing ploy is so successful that it has attracted a number of imitators. “We’ve strengthened the brand, its values and its identity with our strategy and forged a close bond with the consumer,” Garcia states.
Pledged to provide premium quality, the brewery isn’t satisfied with simply investing in high-profile advertising but also wants to set a good example. “An important part of our activities focuses on saving resources and reducing our carbon footprint,” the plant manager emphasizes. “This was one reason why we again chose KHS to supply our most recent canning line. The systems provider not only scored points with us for its line layout but also by having the lowest energy consumption on the market. We not only implement particularly energy-efficient technologies but also use methods designed to recover energy. And we think long and hard about the packaging of our products: how can we save even more material? Which materials are recyclable, have a positive ecobalance and at the same time are economically sustainable?” Besides using secondary packaging such as Nature MultiPack or the KHS PaperWrapper, Estella Galicia is thus increasingly opting for the beverage can as its primary packaging of choice. “We’re convinced that this type of container will play an increasingly bigger role thanks to its excellent recyclability and simple handling for consumers,” finds Garcia.
Reliable partner
“In KHS we definitely have the right technology partner at our side to take us through this development,” production director Carlos Bao believes. He particularly appreciates the smooth coordination and cooperation between the project team on the one hand and installation and commissioning personnel on the other. Above all, the lo-
cal service and support provided by the regional Spanish office are of prime importance to him. “We’re extremely pleased with our new system and especially with the packaging equipment. If you want to be a pioneer, it’s good to know that you can rely on your partners 100%. In this respect, we’ve done everything right.” And so that this stays this way in the future, too, the Dortmund engineering company has now received orders for two more turnkey lines with a respective upper capacity of 72,000 non-returnable glass bottles per hour – in perfect time for the move to the new brewery.
For more information go to: www.khs.com/en/media
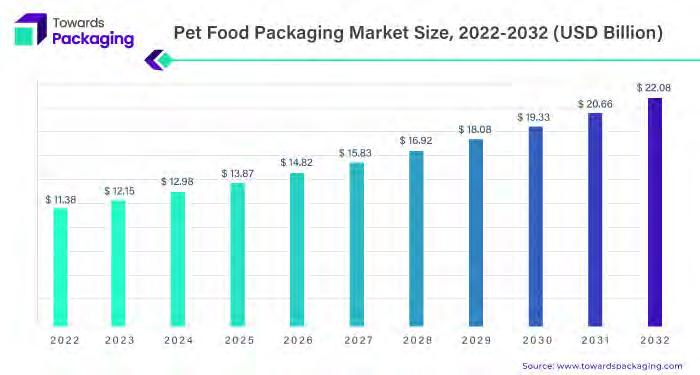
GLOBAL PET FOOD PACKAGING MARKET SET TO DOUBLE BY 2032
The global pet food packaging market is set to double by 2032. This surge is expected to propel the market value from USD 11.38 billion in 2022 to an impressive USD 22.08 billion by 2032.
The Global Pet Food Packaging Market projections indicate a robust trajectory, was estimated on USD 19.33 Billion on 2030.
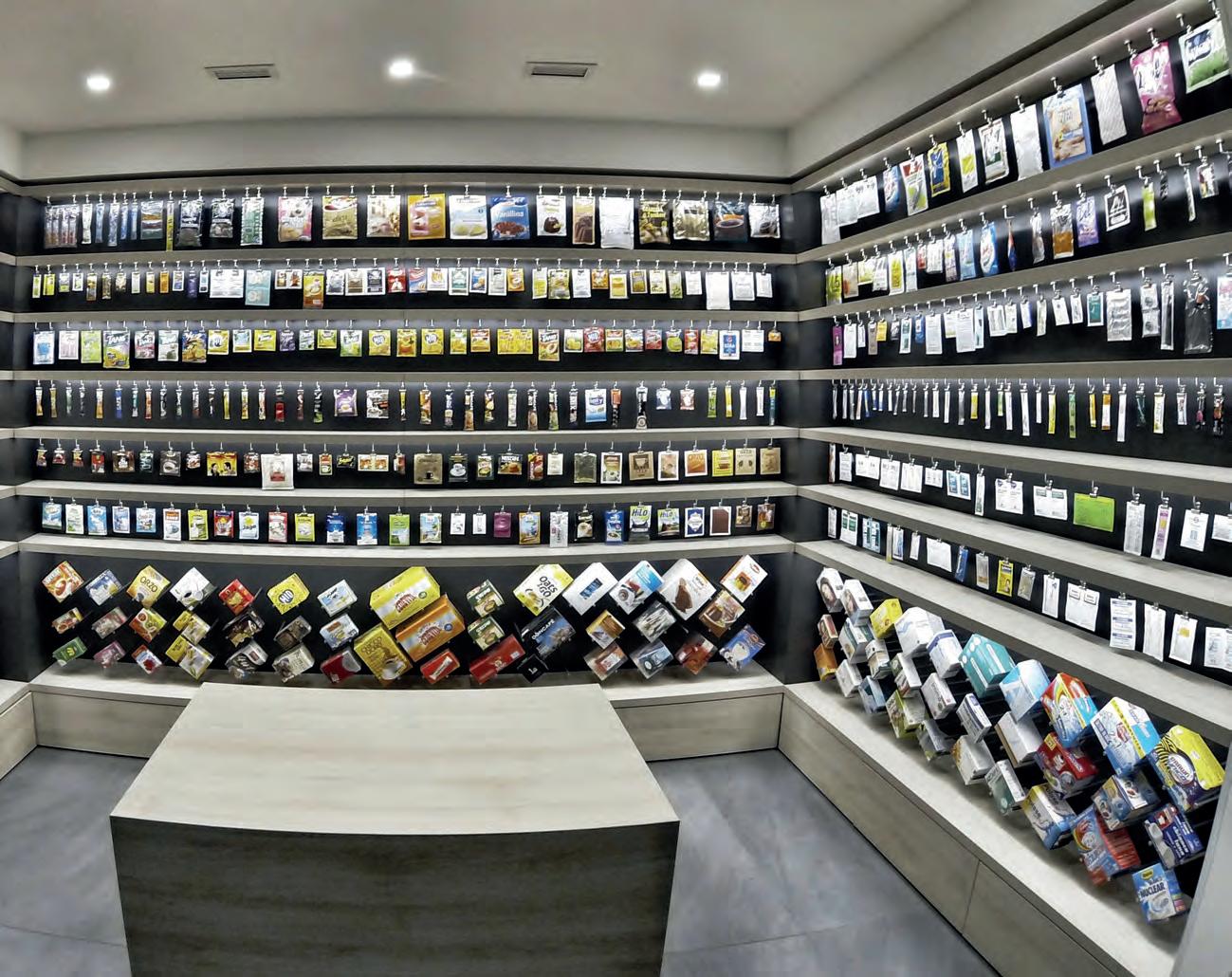
Pet food packaging plays a vital role in safeguarding pet food products’ integrity and nutritional value. Beyond its protective function, packaging is an essential source of factual and legal information for pet owners who seek to make informed choices about the food they provide for their pets.
Key Drivers for Market Expansion
1. Increasing Pet Ownership Rates
The surge in pet ownership worldwide is a significant catalyst for the escalating demand in the pet food packaging market. As more families welcome furry companions into their homes, the need for high-quality, sustainable packaging solutions becomes paramount.
2. Growing Awareness of Pet Health and Nutrition
Pet owners are becoming increasingly discerning about
the quality and nutritional value of the food they provide for their pets. This shift in consumer behavior is driving the demand for packaging that not only preserves the freshness of pet food but also conveys a sense of trust and reliability.
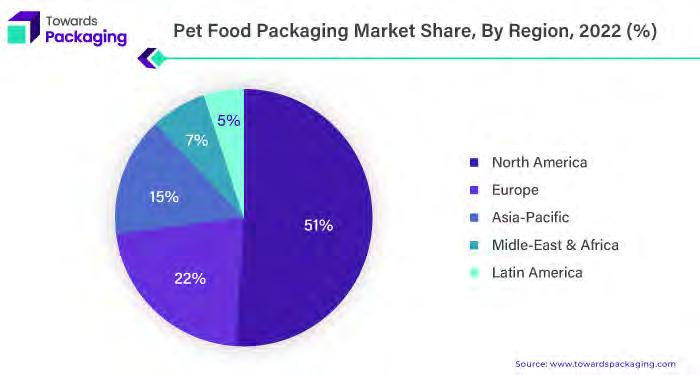
Global Pet Food Packaging Market: Regional Insights and Growth Prospects
The North American region has established itself as a dominant global pet food packaging player, securing the largest market share. A notable trend among U.S. consumers, characterized by the inclination to treat their pets as integral family members, has driven a surge in the premiumization of pet food products and their corresponding packaging solutions within this geographical segment. The United States stands as the principal market in this region, with Canada following suit.
While the sale of packaging products for dog food has historically been robust, the industry is projected to experience heightened demand for packaging solutions designed for cat food. This shift can be attributed to the growing consumption of cat food products, particularly within the wet cat food segment.
The escalating demand for pet food packaging within North America can be closely linked to the rising trend of pet adoption in the region, particularly the adoption of
rescue dogs. Data from the National Pet Owners Survey of 2021-2022 conducted by the American Pet Products Association (APPA) underscores this connection.
The Market for Packaged Dog Food in India
Pet dogs in India have significantly transformed their role within households. Over the years, their status has evolved from that of a protective watchdog to that of a cherished and indispensable family member. This shift in perspective has also been mirrored in the changing behaviors of dog owners, which is evident in their expenditure patterns on dog food and care-related products.
Environmental Considerations Remain a Top Priority.
The pandemic has notably influenced various facets of consumer shopping behaviour; however, sustainability remains a paramount concern and a prominent topic for consumers globally. Notably, the recent decline in carbon emissions from COVID-related restrictions has contributed to the amplification of discussions regarding sustainability and the envisioned trajectory in a post-pandemic context. This reinforces the enduring importance of environmental sustainability and stimulates contemplation on the shape of the future in a post-COVID landscape.
Advantages of Utilizing Flexible Packaging for Pet Food Products
Freshness:
• Flexible packaging offers the most effective solution for preserving and extending the shelf life of pet food products.
Sustainability:
• Recognizing the growing demand for organic pet food and the increasing emphasis on environmental consciousness, FoxPak has taken steps to develop a comprehensive lineup of recyclable packaging solutions. These innovative solutions cater specifically to pet food producers, aligning their packaging options with their product offerings and brand values.
Convenience:
• Flexible packaging proves to be a versatile solution that caters to a wide spectrum of pet food products, accommodating pack sizes ranging from 100g to 15kg. This adaptability makes it a perfect fit for a diverse range of pet food offerings.
• Moreover, the easy opening and closure options available in flexible packaging add to its appeal. These features enhance user convenience and ensure the continued freshness of the pet food. Additionally, the packaging’s minimal storage requirements contribute to its practicality, allowing for efficient use of space.
Recent Developments:
• 14 Feb 2023, ProAmpac has introduced a cuttingedge polyethylene (PE)-based flexible packaging series, branded as ProActive Recyclable® R-2050. This patent-pending packaging innovation is now accessible within the European market, offering versatile applications across various sectors, including dry food, frozen food, fresh produce, and pet treats. The introduction of ProActive Recyclable® R-2050 underscores ProAm-
pac’s commitment to advancing sustainable packaging solutions, catering to a range of industries while contributing to enhanced environmental responsibility.
• 04 May 2023, UPM, a prominent player in the industry, has introduced an environmentally conscious solution to the pet food packaging sector. This innovation entails the launch of an eco-friendly pet food sack, aligning with the company’s commitment to sustainability and responsible packaging practices
• 04 Oct 2023, ProAmpac has unveiled its latest groundbreaking innovation, the PRO-EVO Recyclable packaging, explicitly focusing on dry pet food products. This patent-pending packaging solution represents a remarkable stride in sustainable packaging. Crafted from a multi-wall, paper-based material, the packaging is a self-opening-sack (SOS) bag. Particularly noteworthy is its certification for curbside recycling, a significant advancement that underscores its commitment to bolstering the recyclability of pet food packaging. Introducing PRO-EVO Recyclable underscores ProAmpac’s dedication to environmentally conscious packaging, aligning seamlessly with their ProActive Recyclable series of products.
About Us
Towards Packaging is a leading global consulting firm specializing in providing comprehensive and strategic research solutions across various industries. With a highly skilled and experienced consultant team. We offer specialized consulting in the packaging industry, providing comprehensive insights into market trends, regulations, and emerging technologies. Our tailor-made services address unique challenges, keeping you ahead in an evolving market. With a focus on innovation and sustainability, our solutions drive growth, enhance customer experiences, and elevate your business in the global market.
www.towardspackaging.com
KOROZO GROUP AND BOREALIS COLLABORATE TO CREATE LAUNDRY DETERGENT PACKAGING THAT IS DESIGNED TO BE RECYCLED
Korozo Group and Borealis collaborate to create laundry detergent packaging that is designed to be recycled
Henkel’s laundry detergents are now being sold in packaging produced by Korozo Group (Korozo) that is designed to be recycled and constructed with the European Packaging and Packaging Waste Regulations (PPWR) in mind.
This project has seen the creation of mono-material films that initially feature 30% PCR. The PCR content was supplied by Ecoplast, a member of the Borealis Group. Borealis is one of the world’s leading providers of advanced and sustainable polyolefin solutions. The polymers were in turn extruded by Korozo into mono-material constructions for Henkel’s laundry detergents, such as Persil. Printing and converting of the packaging were carried out by Korozo on its high-end presses and pouchmaking lines. Products sold in these packs are already on shelves in Central Eastern Europe.
Borealis Ecoplast’s high-quality LDPE recycled materials are ISCC Plus and EuCertPlast-certified, guaranteeing that the recycled content can be tracked and traced throughout the value chain. The specific grade used to make the packaging for Henkel was Borcycle™ CWT100VL. The grade offers a very low gel level resulting in a very high optical and printing quality enhancing shelf appeal and delivering mechanical properties for product safety.
PPWR includes requirements for minimum recycled content in plastic packaging, as well as targets for all packaging in the EU market to be recyclable. Specifically, PPWR will require 35% PCR in recyclable films by 2030. By commercialising a product that is already manufactured with 30% PCR content, Korozo is well-positioned to deliver packaging to brands that is tailored to the requirements of PPWR.
As a result, the films now being used by Henkel’s consumer brands are a ‘major milestone’ in the journey towards the circular economy.
Fatih Imre, Technical Account Manager, Consumer Packaging, at Korozo Group, said: “We’re delighted to have contributed our expertise as a global leader in flexible packaging to the creation of this innovative, circular solution. Collaboration throughout the value chain is essential to delivering sustainable packaging solutions and transitioning to a circular economy.
“Brands need solutions they can rely on, and consumers want straightforward options that enable them to be more sustainable. Mono-material packaging that is de-
signed for recycling is the answer to both of these needs.”
This is further evidenced by previous work involving Korozo and Henkel. This has included the creation and use of recyclable mono-material PE pouches for toilet rim blocks and dishwasher tablets. In the case of the WC Frisch toilet rim blocks, the pouches equated to a 75% reduction in material use and needed a third fewer trucks on the road for transportation, when compared to a standard single pack.
The laundry detergent project has been recognised in the first-ever PAGÇEV Plastics Recycling Awards, with Korozo awarded in the Plastic Packaging and Packaging Materials Category. It has also been nominated in the Crescents and Stars for Packaging Competition 2024, organised by the Turkish Packaging Manufacturers Association (ASD). The winners in that competition are to be announced shortly.
“Such a level of recognition confirms and celebrates our commitment to innovation and sustainability,” said Selin Bahar Mesulam, Non-Food Flexibles Unit Director at Korozo Group.
“We thank Henkel and Borealis for their collaboration and our incredible team for their hard work to make this accomplishment possible.”
Fatih added: “Our sustainability policy is guided by an awareness that the planet and its natural resources belong to society as a whole and future generations. This successful transition represents a milestone in the journey away from fossil resources and towards a circular economy.”
Korozo Group, Borealis and Henkel will present the results of their latest collaboration at the Sustainability in Packaging Europe conference, taking place 8-10 October in Barcelona, Spain.
Korozo Group is also exhibiting at FachPack 2024 across 24-26 September in Nuremberg, Germany. On stand 343 in hall 4, the company will showcase a number of sustainable flexible packaging solutions.
www.korozogroup.com
OPPLIGER: THE EXCELLENCE IN SHEET-TO-SHEET LITHO-LAMINATING
Since 1994, Oppliger, a Swiss engineer, is leading the market of the laminators. Our facility is located in Brescia, Northern Italy.
The fully automatic sheet to sheet litho laminator
Oppliger Sintesy 1616 S3 and 2020 S3 is an extremely high-performance machine that is fundamentally different from the rest of the machines on the market thanks to its innovative technical characteristics.
Some of the key characteristics that make the Oppliger Sintesy line one of the leaders in the world market include: high-speed performance of up to 9000 sheets per hour, a no-waste concept, high-precision lamination even with large formats, set-up times of just one minute thanks to the Matic S3 system and savings on glue consumption of up to 35%.
Thanks to all of this and more, another well-known manufacturer of machines within the graphics and converting industry has chosen to build the Sintesy machine under licence. In addition, its edge-to-edge lamination, coversheets with grammage below 150 g/m2 and several new
technical details have also become standard for this machine line.
Another key feature of the Sintesy machine is its compactness: thanks to a unique delivery system it is only 56 ft in length which makes it on average 28 ft shorter than its competitors without compromising on quality or reliability. Sintesy is available in two sizes: 65”x65” (standard) and 81”x81” (maxi). It is also modular, which gives greater flexibility for the user.
Yet another selling point of the Sintesy S3 product line are auxiliary machines that allow it to be 100% integrated into the end user’s existing production line.
One such auxiliary machine is the new DUPLEX prefeeder, which feeds the substrate completely independently with any kind of material and allows the user to operate the machine automatically and safety. The
other auxiliary machine is the innovative Un-Flip-Flop Pile Equaliser TWIST 160 that normalises pallets with laminated sheets and is stacked in such a way as to avoid the warping effect.
The ready-formed and alternated packages are stacked in an even pile ready to go into the die-cutter, hence avoiding the need for manual operation by at least two employees in the die-cutting department.
The latest sales figures from Italy, Spain, Poland, Ukraine, the US, France and so on confirm the global leadership of our company. For us there are no problems, only solutions to meet the needs of our customers. It also enables them to combine the pre-feeder with a corrugator to create an ‘in-line’ production set-up without compromising
the functioning of the standard sheet–sheet lamination. Many major customers have chosen the Sintesy S3 solution from Oppliger for its technical features which differ so much from anything else on the market. When a potential customer is deciding between the Sintesy S3 and one of our competitors’ products, all we have to do is demonstrate our machine on their premises and we will always come out on top. No one of others machines gave even comparable results to those achieved by the Sintesy S3 when it comes to performance and reliability. Several very important companies in the USA have placed their trust in Oppliger’s Company.
www.oppliger.eu
ROTOPRINT, PACKAGING FIRST AID SINCE 1978
Rotoprint Sovrastampa S.r.l., born in 1978 in Lainate (Mi), with the packaging saved from waste and refurbished in the forty years of activity, has recovered over 1,000,000 km, it could go around the world almost 25 times.
This important result was achieved thanks to the system invented by Gian Carlo Arici to modify already printed, wrong or obsolete packaging, with overprinting with rotogravure machines.
Rotoprint specializes in graphically modifying pre-printed packaging, whether in formats (tetrarex, combibloc, elopak, boxes, cases, clusters, envelopes, bags) or in reels with single or multi-layer support (AL, CA, PA, PE, PP, PET, sleeves, tetrabrik, ecolean, adhesive labels, etc...).
Attentive to the environment, it has adopted the UNI EN ISO 9001 Certified Quality Management System.
Numerous awards that the company has collected over the years at an international level for eco-sustainability, including the WorldStar Packaging Award 2015, the most important world award in the packaging sector awarded each year by the World Packaging Organization.
The recognition received by Enel and the Symbola Foundation, which included Rotoprint among the examples in the report “100 Italian circular economy stories”, was very important. Among the hundred leading Made in Italy companies, Rotoprint Sovrastampa stands out for having
brought something unique to the market, a system (International Patent - patented in the United States) that allows companies to fully recover their non-usable packaging leftovers (a due to errors, defects, updates in the labels, etc: it happens more often than you think) until the last participation with excellent results at the Nuremberg Fachpack 2022 fair.
“Ours is a small business and each order is handled with artisan care and in a personalized way.
At the same time, we have given ourselves an industrial perspective, because we are able to manage large orders and oversee the DE, FR, BE, NL, SP markets, declares the CEO Giovanni Luca Arici.
PACKAGING OVERPRINTING FOOD SECTORS
While being able to count on a unique technology of its kind, Rotoprint does not stop innovating. For example, there is also flexo overprinting, a system that makes even the orders of small quantities of overprinted material convenient, which thanks to the automatic changeover and the latest generation technology is able to significantly reduce processing waste and guarantee quality with a “100% control system”. And then, as always, there is the aspect of respect for the environment: “A project for the
use of water-based colors in overprinting is in progress, a further guarantee of eco-sustainability - concludes the CEO of Rotoprint -. It took a lot of study and research, because using these colors in overprinting is a demanding technical challenge. But we believe it is important to take the path of innovation and environmental sustainability to bring our customers further added value “.
www.rotoprint.com
SUPPLYONE REVOLUTIONIZES MEDICAL AND PHARMACEUTICAL PACKAGING, DRIVING DOWN COSTS AND ENHANCING PROFITABILITY
SupplyOne, Inc., the largest independent supplier of corrugated and other value-added packaging products, equipment, and services in the U.S., highlights its innovative packaging solutions specifically designed to address the key challenges faced by medical device and pharmaceutical manufacturers.
“Regulatory compliance, product protection, cost efficiencies and waste reduction are major hurdles in the medical and pharmaceutical industries,” said Dave Whitney, SVP of Packaging at SupplyOne. “Our comprehensive offering of packaging products, equipment, and packagingrelated services are strategically designed to overcome these challenges and optimize the bottom line.”
SupplyOne’s unique approach focuses on Total Cost of Ownership (TCO), which includes both direct and indirect costs of packaging. By adopting this approach, SupplyOne helps manufacturers evaluate the full spectrum of packaging-related expenses and identify areas for improvement.
In addition, SupplyOne’s commitment to sustainability aligns with the growing demand for environmentally friendly packaging. “Our mission at SupplyOne is to provide innovative packaging solutions that not only meet regulatory standards but also drive customer success,” said Dave Whitney, SVP, Packaging at SupplyOne. “Our comprehensive suite of solutions for the medical and pharmaceutical industries underscore this commitment.”
SupplyOne is the largest independent supplier of corrugated and other value-added packaging products, equipment, and services in the U.S. It provides mid-sized manufacturers, food processors, medical and e-commerce companies industry-leading packaging programs, products, and supply chain solutions from a single point of contact to unlock efficiency and direct cost savings. Since its founding in 1998, SupplyOne has become the acquirer of choice for privately held specialty corrugated packaging manufacturers and value-added packaging distributors. SupplyOne is a portfolio company of Wellspring Capital Management.
To learn more about how SupplyOne’s products, packaging equipment, and services can benefit your medical or pharmaceutical manufacturing processes.
www.supplyone.com
OUR IDEAS, YOUR NEEDS
Since 1979
Sacchettificio Toscano has been on the market since 1979 and from the beginning we chose to offer beauty and quality through our products for packaging: fabric pouches, non-woven fabric and cotton canvas shoppers, paper bags, GOTS – Global Organic Textile Standard – certified, environmentally friendly pouches, all rigorously Made in Italy.
Since 2012 the company moved to the new plant in Cerreto Guidi, a splendid building of about 3.000 m2 and built using innovative cladding material. It has a large warehouse which allows us to quickly process orders for pouches in the most common materials. A new building is currently being built to respond to the growth in the volumes of work.
We work every day with big fashion and jewellery brands, small quality boutiques, companies of all kinds that are looking for pouches in line with their image. Indeed, the relatively low production minimums allow us to also serve small-sized clients.
We always start from your ideas and from listening to your needs: each pouch, each package, must dress your product to perfection, but even earlier, they must dress your brand and contribute to creating a quality experience for your clients.
This is why we assist you in designing and developing the pouch, providing you with all our technical skill, experience and passion.
HAUTE COUTURE FOR PACKAGING
Our philosophy is to enhance the value of the products. When a low neckline is a masterpiece of craftsmanship, a bag is an object of desire, a boutique is an enchanted place where you can be nurtured by shapes and colours, at Sacchettificio Toscano we would like to add a small piece to the dream.
We do it with delicate satins that caress the crafted leather, velvets that dress small jewels, strong but resplendently coloured fabrics which hide gifts chosen with love, making them, at the same time, even more desirable. We have chosen to give you Haute Couture for the packaging: we study what conforms to your style with you and we do it with the passion of those who love beautiful things. Our job is to enhance and embellish your work. We like to think of ourselves as good travel companions that help you, season after season, to create emotions for the buyers of your products, so that they never forget your name!
ATTENTION AND CARE FOR THE ENVIRONMENT
100% ecological products.
From our love for beauty comes the one for harmony: this is why we are so careful as to be an ethical company that respects nature.
Indeed, the attention and care that transform a simple pouch into an object that your client will keep with care can only come from a peaceful environment.
HIGH QUALITY MATERIAL AND DESIGN
We create pleasant to the touch and the eye pouches to captivate all the senses.
This is why we only use selected suppliers and process only Italian made fabrics. The environmental certifications FSC® and GOTS also guarantee raw materials like paper coming from sustainably managed forests and cotton from organic farms for the most conscientious clients.
The choice of the model, its customisation, the colours… for all of this we work alongside you offering our competence and professionality. We assess the feasibility of the models, we suggest modifications, we optimise the costs to offer you a product in line with your needs.
www.sacchettificiotoscano.it
PACKAGING SECTORS
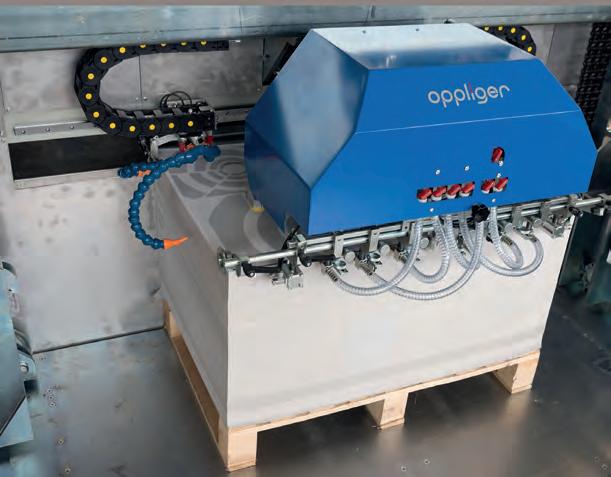
SCANNY3D: GEOMETRIC DEFORMATION CONTROL ON GLASS BOTTLES
Scanny3D has designed and developed a double laser spot rotating 3D scanner. It is a patented device, 100% “Made in Italy” that performs a 360 ° scan without contact, at high speed, at very high resolution and in a completely automatic way.
The 3D scanner allows you to digitize and analyze bottles, plastic bottles, containers of any material and shape and various accessories.
The device returns a high fidelity 3D model and the supplied software offers numerous functions designed specifically for the beverage, packaging and bottling sector, among which the possibility of exporting the 3D model as a “solid”, thus ensuring maximum compatibility with the main CAD-CAM software.
The scanner management software contains many features, including: section analysis and measurement; assessment of the centers of gravity; automatic alignment; symmetry calculation; quality check; evaluation of inclination and stability etc.
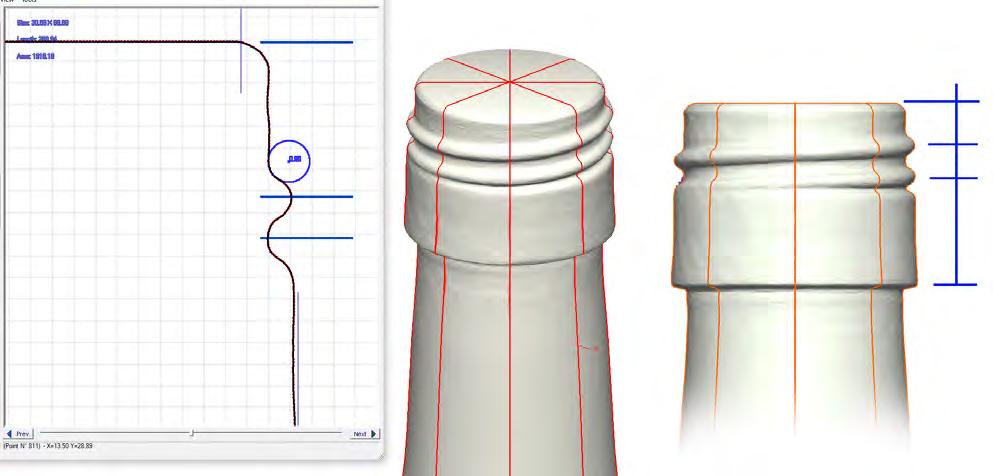
One of these functions, for example, allows you to obtain and analyze all the sections of the bottle, easily carry out all measurements, evaluate the centroids of the sections, align the 3D model based on the center of gravity or the symmetry of a section and more.
Among these numerous features, one is of particular importance for quality control on bottles.
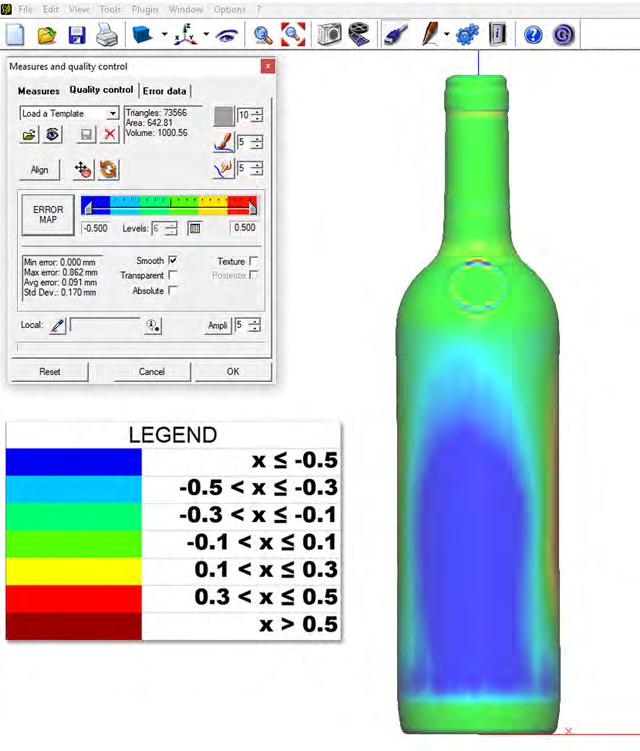
This function allows you to geometrically and numerically evaluate the deformations of a bottle with respect to the “theoretical” model or with respect to a reference bottle.
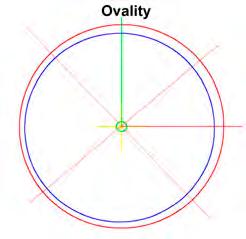
With this function, the software automatically calculates and displays the ovality of a section of the bottle, the accuracy of the bottleneck screw, the symmetry of the neck, the inclination (slope) of the bottle with respect to the plane, any deformations in the lateral surface of the bottle. , and much more.
The automatic screw control of the bottleneck, among other things, is very important to ensure a perfect closure of the cap.
These geometric evaluations are carried out automatically by the software, which generates both a graphical and numerical report, and it is possible to export the results in various formats (eg Excel) for statistical purposes.
The constant mission of the R&D department is to design systems that are increasingly accurate, reliable but at the same time easy to use for the end customer, thanks to the use of cutting-edge technologies.
www.scanny3d.com
EXPERTISE AND RESEARCH OF THE BEST RAW MATERIALS TO GUARANTEE A HIGH QUALITY PRODUCT
Stella Maris brand was born in 2014 in Canosa di Puglia, from the desire of a young woman, Doctor Garofalo Vanessa graduated in pharmacy with a master in cosmetics at the University of Ferrara. Confidence in her abilities, trust in her personal skills and the audacity of her ambitions lead Stella Maris to be constantly expanding in the production of cosmetics.
The production of Stella Maris ranges between the various categories: from hair care, body to face, providing solutions to various problems, offering products that fully adapt to the needs of the consumer.
Stella Maris is based in Canosa di Puglia with a production site and a web page for sale online, where each product bears a detailed description of each aspect. The company respects the well-being of the customer, thanks to the use of natural ingredients for its products.
The strengths points are the competence and the daily research of the best raw materials, to ensure a high quality product that meets certain standards. The strict control and the research methods are applied from the very beginning: from the cultivation and the initial stage, the raw materials are subjected to processes that guarantee compliance with company regulations, and then receive accurate review even in the final packaging.
STELLA MARIS is composed by a young and dynamic team that leaves nothing to the approximation that study every situation in a scrupulous way, in fact, with the help of a computerized system for the management of Iogistica and the use of innovative equipment and machinery, is able to optimize the production process, making Stella Maris efficient and professional, able to operate competitively throughout Italy and abroad.
STELLA MARIS manufactures and produces any cosmetic product, from natural to organic, ensuring and satisfying every customer such as: pharmacies, beauty centers, hairdressers, gyms and companies. Each cosmetic is formulated and produced following the instructions of the customer in terms of ingredients, textures, fragrances.
COSMETIC PRODUCTION SECTORS
Stella Maris offers the possibility to create an ad hoc line starting from the origins, helping the costumer in the study of individual ingredients and guiding him in the process. Alternatively, it offers lines that are already formulated meeting your needs.
Fundamental to the company policy is a regime of transparency: on the site are in fact available, visible and accessible to all, the ISO 22716 certifications, which certify that the company fully respects the Good Manufacturing Standards of Cosmetic Products. Stella Maris, in addition to scrupulous compliance with European and national legislation relating to the placing on the market of cosmetic products and their use, is constantly looking for methods to define production standards aimed at the pursuit of higher and higher quality levels.
www.stellamariscosmetica.com
NEW STANDARDS, NEW TECHNOLOGY
In the recent years we entered the era of sustainable packaging. New procedures and technologies help our market to raise its standards and as packaging machinery designer and builder we implemented new instruments to face new challenges. The need for flexibility, traceability, sustainability and attention for consumers gave us the opportunity to improve our offer.
Simple and hygienic
Universal Pack machines are built to guarantee the highest hygienic level in the simplest manner. The R&D department has designed and developed automatic
CIP systems for cleaning the inner parts of dosing systems. As a matter of fact, these systems ensure the full equipment cleaning without the need for disassembling. These solutions are aimed to reduce machine downtime by providing ready-to-work spare units. All cleaning systems are designed and built abiding by EHEDG guide-
lines and 3-A sanitary standard. The next hygienic level available implies Ultraclean technology, equipped with laminar flow to prevent contamination of the product area by isolating the dosing and forming groups from the external environment. The hygienic proposal is also extended to the packaging: decontamination and sterilization lamps ensure the highest hygienic level of the laminated film.
Traceability and certifications
We uniquely code every single component, keep full track of it and provide documentation certifying its compliance with Pharmaceutical and Food industry regulations. An essential list includes for instance: certificates of all materials and parts in contact with the product,
welding certificates, calibration certificates and parts full traceability. The provision goes beyond the latter certificates for proving the components quality and compliance, as it stretches to further documents concerning the line construction and effectiveness. The list goes on with IQ (Installation qualification), OQ (Operational qualification), PQ (Performance qualification), FDS (Functional design specifics), HDS (Hardware design specifics) and Risk analysis, FAT and SAT ad hoc protocols.
For the planet
Our non-stop research in reducing the packaging industry carbon footprint resulted in streamlined machinery design for packing recycled, recyclable and compostable laminates. LCA (life cycle assessment) is used to meas-
ure the environmental impact of our products and identify optimal ways to reduce it. It is a 360° analysis that goes beyond the mere packaging produced and involves every step of the packaging machinery production process. We develop our solutions shoulder-to-shoulder with the main global film suppliers and test them in agreement with major multinational companies in order to provide them with a turnkey solution able to produce ecopackages.
Universal lab
Over 30 years of scientific research. Our in-house laboratory was built to always ensure the most sustainable and efficient packaging solution. The research in Universal Lab allows us to optimize machine design, efficiency and reliability by studying the most significant properties of products and newly developed laminates. That’s why we are ready to pack any product using the latest ecolaminates in the market and always looking out for the development of new materials.
The company
Universal Pack is an international reference in the field of packaging. The company has over 50 years of experience in designing and building vertical machines and complete automatic lines for packaging single dose products for the food, pharma, chemical and cosmetic industry. It is present in over 150 countries and has installed more than 8000 systems. It offers cutting-edge solutions for any type of package: stick-packs, sachets sealed on all four sides, shaped packs and cartons.
www.universalpack.it
PACKAGING PHARMACEUTICAL FOOD SECTORS
FACEGLOSS PACKAGING COMBINES RECYCLABILITY AND
Launching a new cosmetic brand in such a competitive market is no easy feat. facegloss appeared on the scene in October 2023 with a full range of skincare products. Four months later, the Spanish brand found itself at the top of the charts, acclaimed on social networks and high-profile media. A key factor in its success is the beautiful recyclable packaging developed by the international cosmetics packaging manufacturer and supplier Quadpack.
Anna Arbós – founder, cosmetic coach and “skinfluencer” – already had a loyal following on social media as “Glow by Anna”. Creating facegloss was the realization of a dream; Anna has brought together all her knowledge in the creation of a range of highly performing and affordable skincare products, aimed at the millennial audience. With €220,000 in funding and the right partner network, they turned to Quadpack for the packaging of various products such as Cloud cleansing mousse, Chill toning and emollient spray, Superglow antioxidant serum, Glasskin all-in-one serum and the Feels Like Water moisturizing cream.
Quadpack has created a simple and refined range, in different formats, customizing some of its flagship items such as the Skin-Up bottle and the Regula glass jar as well as an excellent foamer and a nebulizer spray. The caps and pumps were decorated with a pastel lilac injection while the
bottles and jars remained transparent but with a light touch of color, to highlight the formula inside.
For facegloss, sustainability is a fundamental factor, a part of its philosophy and its way of being. The packaging materials – polypropylene (PP), polyethylene terephthalate (PET) and glass – were in fact chosen based on their recyclability.
Arbós said: “facegloss has been incredibly well received. We already have loyal consumers who appreciate the brand not only because it offers high quality products but also for its aesthetic image and spectacular packaging. As we always say, these are the products that you want to have in your bathroom.
“Our packaging is absolutely beautiful. Even though we were clear on what we wanted, Quadpack helped us from the beginning to consider the best options, always supporting us and offering us the best quality. Their professionalism and closeness to an emerging brand like ours is It was flawless!”
www.quadpack.com
INNOVATIVE AUTOMATIC DOSING SYSTEM: FAST, ACCURATE AND ECO FRIENDLY
Color Service is an Italian excellence and since 1987 has positioned itself as a leading supplier of automatic dosing systems for any kind of powder and liquid product
With a start in the textile field and thanks to years of experience and know-how, Color Service introduced its unique technology into many markets segments (rubber, tire, cosmetics, plastics) before orienting his innovation into the food industry, where the dosing of powders and liquids requires considerable precision, speed and traceability.
Why dosing is so important in food processing?
Weighing is a key element of the food production process for quality compliance: dosing the proper amount of ingredients is extremely important to fulfill recipe specifications and constant quality requirements.
In most cases, the food industry’s weighing department employs operators who manually dose raw ingredients,
resulting in difficult and complicated management in terms of weighing accuracy.
To support this necessity, our technology is designed to solve problems associated with the manual weighing of any kind of powders and liquids applied in the food industry and it is developed with the goal of achieving a safe, fast and precise dosing. The aim is therefore the development of high-efficiency systems that allow to minimize the production costs and boost productivity while also improving final product quality, essential for
the competition of all companies. According to customer’s requirements, Color Sevice offers to the market two solutions of automation: a complete full automatic and a semi automatic weighing system.
Full automatic dosing system
With the full automatic dosing system, all processes are automatically monitored and data are recorded in the software integrated with the customer’s management system. The activity of the operator is exclusively confined in the loading of products into storage silos of various capacities through high-performance vacuum for powders and pump for liquids that guarantee fast loading with low air consumption.During the dosing, a multi-scale conveyor completely aspirated through a dedicated dust extraction system allows high dosing accuracy of recipes that can be dosed directly into a bucket or in identified bags created in a completely automatic way: this is a fundamental characteristic that allows each individual recipe to be traced. The full automatic system, guarantees High Dosing Accuracy, Batch Traceability and Modularity of storage stations and according to product consumption and production requirements, the system offers several storage modules of different capacities that could be interchangeable or expanded in the future.
Semi-automatic dosing system
On the other hand, the semi-automatic weighing system can offer a good compromise: the robotic storage of pow-
der products with the manual weighing assisted by a PC. In this way, according to the recipe, the system drops the right box and transfer it to the weighing position, where the operator, guided by the PC can dose the product.
Key benefits of our automatic dispensing system
By investing in an automatic dosing system, the customer will be able to benefit from a repeatable production process that runs 24 hours a day, is reliable and fast, in which human error is definitively eliminated and which allows leading to high-quality end products with uniformity features throughout time. Systems are user-friendly and software is intuitive and easy to use, allowing a quick and easy understanding.
„Dosing right the first time” as a consequence of accurate and exact dosing of powders and liquids, results in a reduction of product waste, energy/water consumption, processing times and, as a consequence, cost. From the ecological point of view, our technology reduces to zero the exposure for operators to dangerous substances or toxic ingredients and provides absolute control of the dust emitted during the weighing with the use of special suction devices, ensuring total operator safety and environmental protection. Another significant advantage is the traceability of recipes. Indeed with a manual weighing, in case of non-conformity, it is impossible to identify all the products that are affected by this problem downstream and it is difficult to trace the causes upstream that can be represented for example by an incorrect mixing proportion or from a non-conformity of a specific ingredient. Without expensive labor costs due to manual batch processing and profit loss due to recipe formulation mistakes, companies can begin to boost profits, while offering a superior and uniform product to their customers.
www.colorservice.eu
PROTECT YOUR VALUABLE COMPONENTS WITH NEW TRIPLE PROTECTION PACKAGING SOLUTION
Cortec® Launches EcoSonic® Bubble Film and Bags that Combine Cushioning Packaging with Permanent ESD protection and VpCI® Corrosion Protection Technology
ESD managers in the electronics industry are well-aware of the critical threat electrostatic discharge poses to electronic equipment. Did you know that you can shield your components from both ESD and corrosion at the same time? Cortec® Corporation’s European plant, EcoCortec®, launched EcoSonic® VpCI®-125 HP Permanent ESD Bubble Film and Bags powered by Nano VpCI®. They combine vapor phase corrosion inhibitors with cushioning packaging bubble
bags and permanent ESD protection to protect sensitive electronic equipment from corrosion, physical damage, and the creation of triboelectric charges. This innovative packaging solution provides comprehensive protection for electronics throughout the manufacturing, shipping, and storage processes.
EcoSonic® VpCI-125 HP Permanent ESD Bubble Film and Bags work by saturating the enclosed airspace with Vapor phase Corrosion Inhibitors that form a protective molecular layer on all packaged metals without leaving behind a noticeable film or residue. The bubbles serve as cushioning, dunnage, and void fill material. Why combine corrosion and permanent ESD protection in a single bubble bag? Consider this: electronics are complex and sensitive components that often contain multiple metal types within a single unit. Any discoloration, let alone corrosion, can lead to rejection by end users due to the potential for failure. While dry environments pose small
risk, shipping electronics across continents or exporting them worldwide exposes them to unpredictable and extreme conditions—fluctuating temperatures, humidity, and even condensation. This creates a fertile ground for corrosion within the electronics package. And let’s not forget the high costs and logistical challenges of climatecontrolled warehousing in hot, humid climates. By combining corrosion protection with ESD packaging and bubble wrap, you’re combating three threats at once. It’s a more convenient and efficient solution that ensures your valuable electronics arrive at their destination safe and undamaged.
Where to Use EcoSonic® VpCI-125 HP Permanent ESD Bubble Film and Bags
EcoSonic® VpCI®-125 HP Permanent ESD Bubble Film and Bags are recommended for packaging integrated circuits, printed circuit boards, PCB components, telecommunications equipment, electronic and electrical panels and enclosures. Fragile or static-sensitive components where triboelectric charge generation and corrosion are concerns will receive full protection.
EcoSonic® VpCI®-125 HP
Permanent ESD Bubble Film and Bags meet NACE TM0208-2018 “Vapor Corrosion Inhibiting Ability” standard for corrosion protection as well as German TL-8135-002 standard for corrosion protection. They are available by prompt delivery to our customers worldwide from EcoCortec® plant located in Croatia.
Film and bags are available in custom-size rolls, sheeting, or heat-sealed bags.
- Please contact EcoCortec® for more information and minimum quantity requirements.
- You can find out more about EcoSonic® VpCI®-125 HP Permanent ESD Bubble Film and Bags here: https:// ecocortec.hr/eng/ecosonic-vpci-125-hp-permanentesd-bubble-film-and-bags
Need a high-resolution photo? Visit: www.cortecadvertising.com
PROTECTING YOUR PRODUCTS
SINCE 1991
It was 1991 when Walter, Maria Grazia, and Davide started and shaped their project of manufacturing beehives and separators. Back then, the idea of offering the market that particular support for protecting products being shipped worldwide wasn’t very widespread, but it immediately received a positive response.
From that moment, the three pioneers made investments and innovations to stay one step ahead, creating a wellorganized structure with technologies and machinery and ensuring quick and customized responses to their customers. Today, L’Alveare, considered a leading company in the production and delivery of tensioned and corrugated
cardboard packaging products, relies on highly experienced collaborators, an always updated machine park, the ability to work with various sizes, and the availability of its own means for direct deliveries. Sustainability, environmental attention, and organizational efficiency are at the core of the company’s philosophy, in addition to being the basis for the quality of the
offering, with the awareness that dealing with fragility and responding to the need to “protect” means thinking thoroughly about preserving every creation of humankind.
The use of recycled and recyclable cardboard allows customers to reduce the carbon footprint of their products, support-
SECTORS
PHARMACEUTICAL FOOD COSMETICS
ing the image of a sustainable company, which is increasingly demanded by the market and consumers.
Solutions of every complexity and size are available for different categories of clients, including the Beverage Sector (separators and beehives for wine, spirits, beverages, and wa-
ter bottles), Glassware Sector (for glass bottle and container manufacturers, up to a maximum size of 1250 mm), Mechanical and Mechatronics Sector, as well as the Pharmaceutical/ Cosmetic Sector.
www.alveare.com
DOMINIONI: PRODUCTS FOR ANY REQUIREMENT
DOMINIONI SRL, certified ISO 9001:2015, is leader in the production of thermoplastic and of techno polymer COMPOUNDS: ABS – ABS V0 (ROHS) - SAN – PS – PP – PMMA – SMMA - PC – PC/ABS – PET-G – BIO.
We offer advanced products for any requirement in the field of PACKAGING for COSMETICS, PHARMACEUTICAL products, COSTUME JEWELLERY, ELECTRICAL components, HOUSEHOLD APPLIANCES, TOYS, FURNITURE, LIGHTING, GIFTS and FANCY GOODS, etc.
Thanks to its structure, our Company can guarantee to the Customers a service of total and constant cooperation made of flexibility, dynamism and reliability. Each product is the brainchild of our colorists, in direct collaboration with the customer.
The experience gained in this field give us the opportunity to rapidly realize new colors, both transparent and opaque, and special effects such us:
- metallic
- fluorescent - pearled
marbled - iridescent
wood
opalescent - granite
COMPOUND AND STAINING OF THERMOPLASTIC RESINS
Moreover, we produce an aesthetic high-density compound with high specific weight (to be used to prevent the insertion of metal materials) suitable for painting, plating, galvanizing and UV rays metallizing.
www.dominionisrl.it
ECO3 BROADENS FLEXO
OFFERING AT DRUPA
The ECO3 flexo lab in its headquarters in Mortsel, Belgium
Guy Desmet Head of Marketing at ECO3
Building on the successful launch of its flexo prepress system for the label segment, ECO3 is now set to extend its portfolio into the flexible packaging market. By adding further ecological benefits, ECO3 offers a total solution for sustainable prepress and in-house platemaking.
From May 28th until June 7th, ECO3 will demonstrate a complete aqueous system for the flexible packaging segment at drupa, including a digital imager, dry film laminator and an all-in-one exposure-processing unit. In addition, the new MAGIS Eco ReFlow water reclaiming unit will premiere at the show. This revolutionary system
allows customers to reduce their waste generation during platemaking drastically.
“Expanding the reach of our MAGIS ECO solution to the flexible packaging segment is a natural progression of our growth strategy in the flexo market,” says Guy Desmet, Head of Marketing at ECO3.
“The industry has been incredibly receptive to our aqueous prepress system, welcoming the sustainability aspects and the ‘total solution’ approach. MAGIS ECO supports repro houses and printers to move to a water-based system, offering highest image quality, all the way from artwork to press-ready flexo plates.”
The upcoming trade show will also mark the extension of ECO3’s dry film assortment to enable full compatibility with the broad installed base of flexo imaging systems. The film can be used as a drop-in product, drastically increasing image quality compared to current setups. Dry film lamination can be combined with both MAGIS waterbased and solvent-based flexo plates.
Demonstrations of ECO3’s dedicated packaging software solutions will also take place on the booth. These include the Amfortis all-in-one PDF workflow with SPIR@L screening and GridTune surface patterning for image quality and ink transfer enhancement.
“At drupa, ECO3 will show the many opportunities for repro houses and printers to integrate an eco-friendly solution, either in full or by choosing those components that fit into their operations,” explains Rainer Kirschke, Market Manager Flexo.
“MAGIS ECO represents an integrated solution from one sole supplier, offering inherent advantages, but it remains an open system giving customers the flexibility to tailor it to their needs.”
ECO3 WILL BE PRESENT IN HALL 5, BOOTH C31.
About ECO3
ECO3 is a leading global supplier of prepress systems to the printing industry. We provide a wide range of integrated solutions to commercial, newspaper, packaging and label printers. These solutions include printing plates, computer-to-plate systems, workflow and print management software and pressroom chemicals.
For more information on ECO3, please visit www.ECO3.com
ECO3 MAGIS LA 370 laminator
ECO3 MAGIS Eco ReFlow unit for water recycling
PHARMA PACKAGING:
LESS WASTE, INCREASED RECYCLABILITY, AND SUSTAINABILITY AS THE KEYWORD
Certainly, the magnitude of waste in Pharma is not as impactful as that of the food sector. Indeed, the regulations governing packaging are very strict. However, due to the EU Regulation on packaging and packaging waste, change is on the horizon here too. It’s less immediate, requires management, but must certainly be taken into account from now on.
by Elisa Crotti
We are facing a contradiction in terms: human health is tightly linked to the health of the planet, yet often, when considering packaging, the Pharma sector focuses much on the former and very little, if at all, on the latter. Until recently, this could go unnoticed, but now we are at a turning point: the world of pharmaceutical packaging can no longer ignore sustainability, especially since the World Health Organization itself is demanding it.
Thus, whereas a few years ago the choice of a drug’s packaging was dictated primarily by two fundamental aspects, namely safety and
latest news
reliability, sometimes supplemented by convenience, today sustainability becomes—and will increasingly be—a key aspect, to be considered by design.
Certainly, in terms of waste, the Pharma sector does not “boast” the same volumes as other sectors, such as the food industry, but reflection is needed, if only because here change is certainly more gradual and, above all, complex. Essentially, it needs to be managed.
Primary and secondary packaging: very different wastes
In Italy, the disposal of drugs, considered special waste, is regulated by the decree of the President of the Republic of July 15, 2003, no. 254 (“Regulations concerning the management of healthcare waste pursuant to art. 24 of the law of July 31, 2002, no. 79”); the European Union obviously has its guidelines, but each country has specific regulations.
When it comes to recycling, it is essential to distinguish between packaging that directly contacts the product (called primary), which remains contaminated by the latter even after use, and secondary packaging, whether it be a protective film, a paper box, or other.
In Pharma, for secondary packaging, disposal is simple: just collect and dispose of waste as directed by the
authorities. But for primary packaging, more caution is needed because the substance or drug cannot be treated like, for example, simple food residues. In some cases, indeed, the residues left inside the primary packaging can chemically interact to the point of compromising the recycling process.
This is particularly true for compostable materials: without knowing the exact chemical composition of the cream or fluid, we cannot be sure that these are compostable. And if they are not, the disposal of that container would truly compromise the celebrated “return to nature” of compostable packaging. Given how utopian it is to think that Pharma sector packaging can be completely decontaminated to the point that it can be recycled and reused safely, the only alternatives on the horizon are incineration or landfill disposal. But even here, the issue is more complex than it seems: can the substances in question be burned without releasing harmful gases? Or can they be stored without altering groundwater?
It’s clear how the theme of recycling pharmaceutical packaging is of primary importance. For this reason, the WHO encourages pharmaceutical companies to consider the degree of recyclability of their products at the end of their lifecycle, aiming, where possible, to prioritize packaging with a lower environmental impact.
latest news
Stringent regulation and the need for minimalist packaging
We know how the EU Regulation on packaging and packaging waste will require the use of recyclable packaging made with a minimum percentage of recycled material for all medicinal products by January 2035. Moreover, the packaging must be reduced to the minimum necessary size. These requirements create particular challenges for the sector: time and investments will be needed to find feasible solutions that reduce the environmental impact of packaging waste, while simultaneously meeting the high standards of quality and safety of pharmaceutical products. Certainly, it’s not an easy transition, especially since pharmaceutical packaging is strictly regulated by stringent regulations aimed at protecting the end consumer.
When a new drug is introduced to the market, it must pass rigorous tests that also include an evaluation of its packaging. Any changes to it require a new, complete regulatory assessment, leading to extended timelines and additional costs. This makes pharmaceutical companies very cautious in their packaging decisions, often forcing them to accept compromises that are not optimal from a sustainability standpoint.
A strongly followed path is that of lightweighting, i.e., reducing the weight of the packaging, which however remains unchanged in terms of format and materials. The goal of lightweighting is to reduce production costs, resource consumption, and the overall environmental impact of the packaging, while maintaining standards of protection and presentation of the product. It is certainly a less impactful choice, but one that does not effectively fit into the logic of sustainability, and above all, of a paradigm shift. Yet, according to the recent report from PMMI (Association for Packaging and Processing Technologies) entitled “Pharmaceutical Manufacturing, Trends Shaping the Future,” a full 67% of drug manufacturers cite lightweighting as a strategy for environmental sustainability.
Sustainable packaging by design
If on one hand, the legislator can do much, for example, encouraging greater openness to innovative materials, like biopolymers, and processes that save in terms of energy and materials, it goes without saying how the attention of the consumer can also play a key role. Here it must be noted that the urgency of the problem is increasingly concerning patients, leading them to loudly demand public awareness campaigns and legislative measures that would have a strong impact on pharmaceutical companies. A bottom-up driven change, as is happening in other sectors.
The repercussions of plastic pollution are vast, and we all have before our eyes the images of plastic islands (or Plastic Vortex) in the heart of the oceans. What does it mean, then, for a company to contribute to reducing this devastation? There are various paths, which can also be integrated. The first, more obvious, involves optimizing packaging, which involves removing unnecessary elements without compromising the safety of the product. Optimized packaging not only reduces waste but can also help minimize other environmental impacts—including the production of those same removed elements. Packaging optimization is now a well-established trend in many sectors and is also appreciated by consumers. Another step involves increasing, where possible, the percentage of recycled materials, promoting the circular economy, and reducing the demand for virgin resources. If this is not possible for packaging in direct contact with the drug, it is quite different for secondary packaging. But even considering recycling already at the design stage is an important step. By creating designs for packaging that are easy to disassemble, prioritizing materials with a lower environmental impact, and adhering to the design for recycling criteria defined in the EU Regulation on packaging and packaging waste, a big difference can be made.
A future to be written
It’s always a matter of how you look at the glass, whether half full or half empty. But this time optimism has its reasons: the margins for improvement are immense, technologies can help drastically reduce, minimize in the true sense of the word, the impact of Pharma packaging on the planet. The paths are varied, the consumers (here patients) are informed, the market is ready. It’s just a matter of embracing this change, knowing that, like any novelty, it represents a challenge, but that, like all challenges, can yield unexpected results. Packaging is no longer seen just as an accessory, but as an integral part of a purchasing decision. May it be the best possible solution.
FIORINI INTERNATIONAL: THE PARTNER FOR SUSTAINABLE PAPER PACKAGING SOLUTIONS
Fiorini International produces small and medium paper bags for international customers in the human food and pet food industry, agriculture, chemical industry, hygiene and personal care segments and for global leaders in large-scale distribution: a range of products and finishes that supplies a flexible solution to every need.
Achieving excellence by focusing on the continuous improvement of quality of products, services and processes and designing a sustainable production model to ensure environmental and human respect are the main values that drive the definition of the strategies and everyday actions.
A constant consolidation of the market share and the new challenging opportunities in the packaging industry have been the main drivers for Fiorini International to be come a strategic partner in the Drive to Paper process and in the design of sustainable packaging solutions, fully and easily recyclable, compliant with existing filling technologies, according to the European directives.
In order to measure and evaluate sustainability and per formance and design the path for a sustainable de-velop ment, Fiorini International has started its sustainability performance assessment with a series of activities fo cused on minimising environmental impact and to creat ing awareness of sustainability culture, offering solutions
and answers to the community and engaging the entire company network, supporting by a strategic scientific partner Università Milano Bicocca and Toroto, a leading environmental company.
The company commitment to sustainability development has been awarded with the Leader in Sustainability 2023 award: the important acknowledgement is the result of a research by Il Sole 24 Ore and Statista that examined about 1,500 Italian companies based on 45 key sustainability environmental, social and economic indicators. The continuous analysis of trends and consumer habits, and the ongoing research into technological solutions and innovative materials have aided an organic and rapid growth in the packaging industry, leading the company to successfully diversify production, while firmly maintaining the eco-friendly commitment to the exclusive use of paper, FSC certified in compliance with the forest chain of custody and ecosystem.
Made up of 2 manufacturing companies, located in Italy and the Czech Republic, and 2 trading companies operating in France and China, Fiorini International stands out as a worldwide production, commercial and logistic
THE IMA GROUP AT CPHI WORLDWIDE, MILAN
Discovering the All-In-One supplier for the Pharmaceutical, Personal Care, Homecare and Toiletry Industries
CPHI Worldwide, the event that brought together the entire pharma supply chain, took place from October 8th to 10th, 2024, and has once again proven to be a standout event in the calendar year for many professionals.
The IMA Group’s divisions and specialists were delighted to have introduced their latest and most innovative technologies for the processing and packaging of not only pharmaceutical, biomedical, and nutraceutical products but also products in the personal care, homecare, and toiletry sectors.
On show:
IMA Life, the Aseptic Processing & Freeze-Drying Solutions division, showcased INJECTA 36, an advanced robotic fill-finish solution that set a new standard for high-speed processing of Ready-To-Use syringes. This innovative technology, recently awarded the Best in Show Award at Interphex NY 2023, introduced an advanced solution for 100% In-Process Control and checkweighing, further solidifying IMA Life’s role in the Ready-To-Use segment for automatic filling & closing machines, with a focus on maximizing production performance.
During this edition of CPHI, IMA Active also presented a dedicated Continuous Manufacturing corner, emphasizing its commitment to advancing pharmaceutical products through en-
hanced process control. IMA Active’s extensive R&D efforts have strengthened their belief and expertise in Continuous Manufacturing, marking significant advancements in pharmaceutical technologies.
Omas Tecnosistemi, a recent acquisition by IMA, presented its cutting-edge solutions for liquids, creams, hot creams, and powder products, designed for the Personal Care and Health Care sectors. Visitors to the booth had the chance to see the GD-250 double pitch filling and capping machine, the CX-50 turbo emulsifier mixer, and the DEP-MI Powder Filler, which were all on display.
Many sustainable packaging solutions were also showcased by IMA, with experts on hand to explain the Group’s eco-friendly initiatives. IMA Safe and IMA EOL presented the latest advancements in green packaging, highlighting recyclable and biodegradable films, sustainable plastics, and paper materials.
IMA MED-TECH, the new business unit powered by IMA AUTOMATION, was also present at the event. The team provided valuable insights into their most recent assembly solutions for medical technologies, including drug delivery injectors, inhalers, in vitro diagnostics, wearables, tubing sets, and more.
IMA Pharma: the All-In-One supplier
IMA Pharma, with its expert divisions, demonstrated their ability to offer tailor-made solutions for even the most sophisticated demands of the pharmaceutical market. IMA Active, IMA Life, IMA Safe, IMA EOL, and IMA MED-TECH worked together seamlessly, combining their knowledge and skills to offer comprehensive solutions in processing and packaging.
Visitors to CPHI Worldwide in Milan were able to explore IMA Active’s complete range of machines for oral solid dosage forms, as well as IMA Life’s extensive product portfolio, which includes aseptic and non-aseptic processing equip-
ment. IMA Safe demonstrated its expertise in packaging solutions, while IMA EOL showcased its end-of-line technologies. Additionally, IMA MED-TECH highlighted its advanced assembly solutions for medical devices.
IMA’s participation in CPHI Worldwide Milan 2024 solidified its role as a leading supplier across multiple industries, offering cutting-edge technology and sustainable solutions. For those who attended, the IMA Group’s presence was a true highlight, offering a glimpse into the future of processing and packaging for the pharmaceutical, personal care, and homecare industries.
For more information, please visit our websites: www.ima.it www.ima.it/pharma
PHARMACEUTICAL CHEMICAL FOOD & COSMETIC SECTORS
IPAK, A PIONEER IN SUSTAINABLE AND INNOVATIVE PACKAGING SOLUTIONS IN PAKISTAN
International Packaging Films Limited (IPAK), founded in 2017, has quickly established itself as a leader in Pakistan’s packaging industry. Known for its innovation, superior quality, and commitment to sustainability, IPAK has made a mark in flexible packaging solutions, offering products that cater to a wide range of industries. Headquartered in Karachi, IPAK operates a cutting-edge manufacturing facility in Lahore, allowing the company to serve both local and international markets.
In this article, we explore IPAK’s journey, its product offerings, sustainability initiatives, leadership vision, and the future of this pioneering company in the packaging industry.
Foundation and Growth Trajectory
IPAK was born out of the vision to revolutionise Pakistan’s packaging sector by introducing advanced packaging technologies.
It became the first company in the country to introduce five-layer Biaxially Oriented Polypropylene (BOPP) films, which set the standard for quality, R&D and efficiency in packaging solutions. With state-of-the-art manufacturing equipment sourced from renowned international engineering firms, IPAK quickly rose to prominence, establishing itself as a trusted name in both the local and international packaging markets.
Since its inception, IPAK has achieved significant milestones, including becoming the largest manufacturer of packaging films in Pakistan by 2024.
The company’s rapid expansion has been supported by its commitment to technological innovation and a relentless focus on meeting customer demands. IPAK’s manufacturing facility, spanning over 46 acres, enables it to produce a diversified range of products tailored to meet the specific requirements of various industries.
Product Portfolio: Versatility and Innovation
IPAK offers an extensive product portfolio, providing flexible packaging solutions for industries such as food, labels and industrial products.
While the company is particularly recognized for its contributions to the food packaging sector, its films are widely used in multiple applications, offering higher productivity, extended shelf life, aesthetics and durability.
Key Product Lines:
• BOPP Films: IPAK’s BOPP films are highly sought after for their high gloss, transparency, and protective barrier properties, making them ideal for food packaging, such as snacks and bakery items. These films also offer excellent printability, allowing brands to maintain vibrant packaging designs that enhance shelf appeal.
• CPP Films: Cast Polypropylene (CPP) films are widely used in laminations and flexible packaging applications due to their superior seal strength and puncture resistance. They are ideal for packaging that requires high clarity and durability.
• BOPET Films: Biaxially Oriented Polyester (BOPET) films are known for their strength and barrier properties. These films are extensively used in the packaging of electronics, industrial goods, and consumer products, where robust protection is needed.
• Metallized Films: Metallized films provide excellent barrier properties against moisture, oxygen, and light, extending the shelf life of perishable goods. These films are commonly used in the packaging of snacks and confectionery items that require enhanced protection.
• Cavitated Films: Known for their lightweight, high yield and aesthetics, cavitated films reduce the overall use of plastic without compromising on performance. They are widely used in food packaging, offe-
ring an eco-friendly and cost-effective solution.
IPAK’s commitment to continuous technological innovation has been a driving force behind the success of its diverse product offerings. As the packaging industry evolves, the company remains at the forefront by developing high-performance films that meet both domestic and international standards.
Sustainability at the Core
Sustainability is integral to IPAK’s business philosophy. The company has implemented a comprehensive sustainability strategy aimed at reducing its environmental impact while promoting the principles of the circular economy. IPAK’s sustainability initiatives focus on three primary areas: energy efficiency, waste reduction, and product recyclability.
To reduce its carbon footprint, IPAK has invested heavily in renewable energy. Its Lahore facility, for example, generates over 4.1MW of solar power, with plans for future expansion. This transition to renewable energy not only helps reduce greenhouse gas emissions but also supports IPAK’s broader goal of achieving net-zero emissions in the future.
IPAK is also committed to reducing plastic consumption through downgauging technology, which allows the company to manufacture thinner films without compromising on quality. This process results in lower material usage, decreased plastic waste, and more environmentally
friendly packaging solutions. Additionally, IPAK is exploring the development of bio-based and recycled-content films to further align with global sustainability trends.
Circular Economy Initiatives
In alignment with its sustainability goals, IPAK is a strong proponent of the circular economy. The company actively participates in international sustainability initiatives, including partnerships with platforms like RecyClass and CEFLEX, which focus on enhancing the recyclability of plastic packaging and promoting eco-friendly production processes. These efforts reflect IPAK’s dedication to minimising its environmental footprint and contributing to a sustainable future. By prioritising recyclable materials and optimising its manufacturing processes to reduce waste, IPAK is helping to set new standards for sustainability in the packaging industry.
Leadership and Strategic Vision
IPAK’s growth and success can be attributed to its strong leadership. CEO Naveed Godil and Chairman Muhammed Amin have played pivotal roles in shaping the company’s direction, ensuring that innovation, quality, and sustainability remain at the forefront of its operations. Under their guidance, IPAK has expanded its product offerings, strengthened its presence in international markets, and fostered a corporate culture that values innovation and environmental responsibility. A key milestone in IPAK’s growth trajectory was its Initial Public Offering (IPO) in 2024. The IPO was highly successful, with an oversubscription rate of 1.73 times, reflecting investor confidence in the company’s future. This marked a turning point for IPAK, enabling it to further accelerate its growth and pursue new opportunities in international markets.
Expanding Global Presence: IPAK Connect
As part of its global expansion strategy, IPAK launched a subsidiary in Dubai, IPAK Connect, in 2023. This subsidiary was established to create stronger connections with international markets and facilitate seamless order execution for IPAK’s global clientele. The strategic location of IPAK Connect in Dubai allows the company to efficiently serve customers in regions such as the Middle East, Europe, and Africa, helping to broaden IPAK’s reach and enhance its global presence.
IPAK Connect is a key part of the company’s international growth plan, acting as a bridge between IPAK’s manufacturing operations and its global customers. By leveraging Dubai’s world-class infrastructure and strategic location, IPAK is well-positioned to tap into new markets and build lasting partnerships.
Research and Development (R&D)
At the heart of IPAK’s innovation efforts is its robust Research and Development (R&D) department. The company’s Center of Excellence in Research and Development (CERD) plays a critical role in driving product innovation, process optimization, and sustainability initiatives. IPAK’s R&D team works closely with its customers to develop tailored packaging solutions that meet their specific needs, focusing on improving recyclability, reducing plastic waste, and enhancing product performance. The company’s product development process is guided by the 5R strategy—Reduce, Reuse, Redesign, Recycle, and Refuse—demonstrating its commitment to sustainable packaging. One of IPAK’s key future innovations is the development of Biaxially Oriented Polyethylene (BOPE) films, which offer enhanced sustainability credentials. The company is also exploring the use of biobased materials and top-coated films to align with global trends toward reducing plastic waste and promoting the use of sustainable materials.
Employee Engagement and Corporate Culture
IPAK’s success is also a result of its strong corporate culture, which values collaboration, professional development, and inclusivity. The company places great emphasis on employee well-being and provides state-ofthe-art facilities, such as a fully equipped gym, a guest house, and the Executive Mess, where employees can unwind and network.
The Human Resources (HR) department at IPAK has implemented several initiatives to foster employee engagement and create a positive work environment. One of these initiatives is the Smart Employee Self Service (ESS) portal, which allows employees to manage their tasks efficiently and access important HR-related information. This digital transformation aligns with IPAK’s
broader strategy to create a more agile and responsive organisation. IPAK’s focus on employee satisfaction and development ensures that its workforce remains motivated, productive, and committed to the company’s vision. A strong corporate culture is vital to IPAK’s long-term success, helping the company attract and retain top talent.
The Road Ahead: IPAK’s Vision for the Future
As IPAK looks towards the future, it remains firmly focused on innovation, sustainability, and global growth. The company has laid out ambitious plans to expand its product offerings, invest further in renewable energy, and continue developing eco-friendly packaging solutions. With a strong foundation built on technological innovation and a commitment to environmental responsibility, IPAK is poised to lead the packaging industry into a future where sustainability is key.
A major area of focus for IPAK moving forward is its ongoing investment in sustainable materials and packaging solutions that reduce the environmental impact of plastic. The development of bio-based films, increased use of recycled content, and further integration of renewable energy sources are central to the company’s strategy. IPAK’s efforts to contribute to the circular economy, combined with its innovative product portfolio, place the company in a strong position to meet growing global demand for sustainable packaging solutions.
IPAK’s continued expansion into international markets is another important aspect of its long-term strategy. With the launch of IPAK Connect and its growing presence in regions such as the Middle East, Africa and Europe, the company is well on its way to becoming a global player in the packaging industry. Its commitment to building lasting relationships with customers and partners around the world ensures that IPAK will remain at the forefront of innovation and growth.
Key Focus Areas for Future Growth
1. Expansion of Product Lines: IPAK is actively working to introduce new product lines, including BOPE films and top-coated BOPP and BOPET films, that offer enhanced sustainability features. These new products are designed to meet the evolving needs of global markets, with a focus on reducing plastic usage and promoting recyclability.
2. Renewable Energy Investments: The company is planning to increase its investment in renewable energy, building on its success with solar power at its Lahore facility. This will help IPAK reduce its reliance on fossil fuels, lower its carbon footprint, and work towards its goal of achieving net-zero emissions.
3. Strengthening Global Presence: IPAK’s expansion into international markets is set to continue, with a focus on building strong partnerships and
exploring new opportunities. The company aims to further establish itself as a global leader in flexible packaging, serving customers across a wide range of industries.
4. Sustainability and the Circular Economy: IPAK is deeply committed to promoting the circular economy in packaging, with a focus on developing fully recyclable and biodegradable packaging solutions. By aligning with global sustainability initiatives, IPAK is working to reduce the environmental impact of plastic packaging and contribute to a more sustainable future.
Conclusion: A Commitment to Leadership, Innovation, and Sustainability
IPAK’s journey from a young company to becoming Pakistan’s largest manufacturer of flexible packaging films has been marked by its relentless pursuit of excellence, innovation, and sustainability. Through its advanced product portfolio, commitment to reducing environmental impact, and strategic global expansion, IPAK has established itself as a leader in the packaging industry. The company’s success is underpinned by its dedication to providing high-quality packaging solutions that meet the diverse needs of its clients while contributing to a more sustainable world. With a strong leadership team, a clear vision for the future, and a focus on innovation, IPAK is well-positioned to continue driving positive change in the packaging industry. As the global demand for sustainable and innovative packaging solutions grows, IPAK’s forward-thinking approach ensures that it will remain at the forefront of the industry. By staying true to its core values of quality, sustainability, and customer satisfaction, IPAK is set to lead the way in transforming the future of packaging, offering solutions that not only meet today’s needs but also anticipate the challenges of tomorrow.
Final Thoughts
IPAK’s remarkable growth story is a testament to the power of innovation and strategic leadership. The company’s ability to adapt to changing market demands, prioritise sustainability, and continually innovate has enabled it to rise as a dominant player in the packaging industry. As IPAK continues to expand its product offerings and strengthen its global presence, it remains committed to delivering high-performance packaging solutions that align with its core values of sustainability, quality, and innovation.
Looking ahead, IPAK is well-positioned to shape the future of packaging, setting new standards for excellence and sustainability in an ever-evolving global market..
ipak.com.pk
KM PACKAGING CELEBRATES 40 YEARS OF INNOVATION AND EXCELLENCE
KM Packaging, a leader in innovative flexible packaging solutions, is celebrating 40 years of delivering reliable, cutting-edge packaging across many varied sectors, including fresh produce, ambient, chilled and frozen convenience foods, confectionery, and snacks. This milestone highlights four decades of dedication, growth, and strong partnerships that have consolidated the company’s standing in the industry. Since its inception in 1984, KM Packaging has established a reputation for close collaboration with customers, ensuring their products are well-protected, presented, and preserved.
KM Packaging’s ability to adapt to the ever-changing market has fostered long-term loyalty, with key customers staying with the company from its inception. This enduring trust reflects KM’s commitment to providing high-quality, tailored packaging solutions.
Reflecting on the company’s journey, Managing Director Frances Busby said: “Our success stems from our strong team culture and commitment to excellence. Transitioning to Employee Ownership Trust (EOT) status has strengthened our laser focus on collaboration and customer-centricity in everything we do.”
The company’s longevity and market leadership are also attributed to its robust supply partnerships, which have been carefully nurtured over the years. This strategic approach allows KM Packaging to offer one of the most comprehensive ranges of lidding films around the world. Looking ahead, KM Packaging is committed to sustainable growth, ensuring long-term business viability.
Frances said: “A key part of this strategy is ensuring that we offer recyclable products that cater to our customers’ needs across the globe. Having the right products to meet the individual recyclability agendas of various markets is essential to our continued success and growth.
KM is dedicated to reducing its carbon footprint by 45% by 2030, with comprehensive measurement of emissions
across Scope 1, 2, and 3. Frances added: “This measurement enables us to understand our impact more precisely and reduce it through product innovation and collaboration with supply partners.
“Our team is focused on developing materials that support these goals, ensuring they meet both sustainability and functionality requirements. We will continue to collaborate with customers and suppliers to achieve these targets effectively.”
Additionally, KM has achieved an AA grade in its BRCGS audit for the past six years. BRCGS is a globally recognised standard in the food industry, and AA is the highest announced audit grade that can be awarded.
The company’s expansion into Australia and more recently North America highlights its commitment to growing its global presence while maintaining exceptional customer service.
Frances said: “Setting up these entities and recruiting local teams are clear demonstrations of our dedication to providing localised support, backed by our global expertise and round-the-clock service.”
As the company aligns its growth strategies with evolving market needs, it remains dedicated to innovation and relevance in its product offerings. With plans to enter new product sectors and markets, KM Packaging is well-positioned for continued success, building on its 40-year legacy of excellence.
www.kmpackaging.com
PAPACKS: SUSTAINABLE PACKAGING SOLUTIONS FOR THE FUTURE OF FOOD
In today’s world, where environmental concerns are becoming increasingly important, the future of food packaging hinges on sustainability, efficiency, and the conservation of natural resources. At PAPACKS, we are committed to revolutionizing the packaging industry by creating innovative, eco-friendly solutions that meet the demands of both manufacturers and consumers in the food industry. Our fiber-based packaging not only provides a sustainable alternative to traditional plastic packaging but also maintains high standards of quality and food safety.
Words from Tahsin Dag, founder & ceo of PAPACKS:
“The food packaging of tomorrow will be lighter, more efficient, and environmentally sustainable—designed to protect food while significantly reducing its impact on the planet. In the food industry, the use of compostable and biodegradable materials is essential to ensuring that packaging can be safely reintegrated into the environment without causing harm. Sustainable packaging must not only preserve the quality and freshness of food but also align with the growing consumer demand for ecofriendly solutions.” At PAPACKS, we have pioneered the use of renewable materials such as cellulose and industrial hemp fibers. These biodegradable and compostable materials are ideal for food packaging, offering the industry a pathway toward reducing its reliance on plastic. Our molded fiber packaging solutions provide superior pro-
tection, durability, and ease of handling while being customizable to the specific needs of the food sector. They are lightweight, versatile, and can be designed in various shapes and sizes, making them suitable for a wide range of food products.
Molded Fiber: a smart choice for food packaging
The materials we use at PAPACKS come from sustainable sources, such as virgin cellulose fibers sourced from wellmanaged forests and industrial hemp, a plant that grows quickly, requires minimal water, and absorbs four times more CO2 than trees. Hemp fiber has proven to be an outstanding alternative to traditional materials, offering the same performance levels as tree-based fibers but with far less environmental impact.
In addition to their environmental benefits, molded fiber packaging solutions provide excellent cost-efficiency. They are competitive with conventional packaging materials in terms of production costs and offer superior shock absorption, ensuring that even the most fragile food products are protected during transport. Moreover, these packaging solutions are easily recyclable or compostable, fitting seamlessly into the circular economy
that is becoming increasingly important for food manufacturers and retailers alike.
Addressing raw material shortages and rising costs
The packaging industry, particularly the food sector, is facing significant challenges due to raw material shortages and rising prices, especially for paper and plastic. At PAPACKS, we have taken proactive steps to safeguard our supply chain by planting over 2,000 hectares of industrial hemp in Ukraine in collaboration with the European Material Bank (EMBA). This initiative not only ensures a consistent supply of high-quality raw materials but also shields our customers from market fluctuations and potential future price increases.
By investing in a self-sufficient source of renewable fibers, PAPACKS is positioning itself to meet the growing demand for sustainable packaging solutions while keeping costs competitive. This forward-thinking approach allows us to continue delivering high-quality packaging for the food industry, even in the face of external challenges.
Leading the charge in the future of food packaging
Investing in sustainable packaging is no longer optional for the food industry—it’s essential. Consumers are increasingly prioritizing eco-friendly products, and businesses that fail to innovate risk being left behind. At PAPACKS, we are committed to pushing the boundaries of packaging innovation, delivering solutions that not only meet the stringent requirements of food safety and quality but also contribute to a healthier planet. As the food industry evolves, PAPACKS remains at the
forefront of innovation, offering packaging solutions that help reduce the carbon footprint of food products, lower production costs, and align with global efforts to minimize waste.
Our vision is clear: to lead the way in sustainable packaging technologies that not only benefit businesses but also protect our planet for future generations.
For more information, visit: www.papacks.com
REVOLUTIONIZING PACKAGING: THE TRENDS SHAPING A SUSTAINABLE FUTURE
These factors are pushing the adoption of new technologies ranging from mechanical engineering to recycling, redefining the very concept of packaging and the materials used.
The focus on sustainability has highlighted the urgency to reduce the environmental impact of packaging. Companies are investing in research and development to create biodegradable, compostable, or recyclable materials that can replace traditional plastics. Among these, bioplastics and fiber-based packaging are gaining traction. These new materials, in addition to being less harmful to the environment, must ensure the same functionality and product protection as conventional materials.
by Our Editorial Team
In recent years, the packaging industry has undergone a radical transformation, driven by efforts in sustainability and regulatory changes.
latest news
Regulations play a crucial role in this transition. The European Union, for instance, has set ambitious targets to reduce plastic waste and increase recycling.
These regulations are forcing companies to rethink their production processes and seek innovative solutions to comply with the new standards. It is not just a mandatory adjustment but an opportunity to demonstrate leadership in sustainability.
Smart designs are becoming protagonists in this context. Technological innovations allow for the creation of packaging that not only protects and preserves the product but also interacts with consumers in an interactive way.
QR codes, smart labels, and integrated sensors provide information about the product, its origin, and recycling methods, promoting transparency and consumer awareness.
These advanced designs not only improve the user experience but also help reduce waste and optimize logistics.
Startups are playing a fundamental role in this packaging revolution. Thanks to their agility and ability to innovate, these young companies are introducing disruptive ideas that are rapidly changing the landscape of the sector. From reusable packaging solutions to tracking technologies for recycling, startups are creating a fertile ecosystem for sustainable innovations.
Collaborations between large companies and startups are becoming increasingly common, as the former seek to quickly integrate the new technologies developed by the latter.
It is clear that the transition in packaging is not just a matter of materials but involves a broader change that encompasses the entire production chain.
Companies must adopt a holistic approach, considering not only the final packaging but also the entire product lifecycle, from production to postconsumption.
This entails investments in new technologies, staff training, and closer collaboration among all stakeholders in the value chain.
The trends in packaging are marking an epochal shift, driven by the need for sustainability and new regulations. The combination of new materials, smart
designs, and the innovative energy of startups is reshaping the future of packaging.
To never miss a trend, companies must be ready to continuously innovate and collaborate for a more sustainable future.
VETROPACK OPENS FULLY AUTOMATED WAREHOUSE IN BOFFALORA SOPRA
TICINO
It is a glimpse into the future: Vetropack, one of Europe’s leading glass manufacturers, is embracing the full potential of a smart factory in Italy. At its new manufacturing site in Boffalora sopra Ticino, the company operates a state-of-the-art, fully automated warehouse. Customers benefit from shorter lead times and seamless transparency.
The fully automated warehouse is equipped with state-ofthe-art technology designed to optimise logistics operations at Vetropack’s new site in Italy. It achieves notably higher efficiency in order processing compared to conventional or partially automated warehouses. Thanks to this new system, Vetropack Italia ensures real-time full traceability, enabling immediate responses to any deviations and significantly reduced lead times. Automation also ensures the even distribution of tasks across available resources, helping Vetropack avoid bottlenecks and ensure efficient capacity utilisation.
“In Boffalora, all processes are aligned with the latest technology,” says Jaroslav Mikliš, Group Supply Chain Projects and Transformation Manager. This includes the logistics, which were planned using simulations. “In a fully automated warehouse, unnecessary movements are a thing of the past. At the same time, precise data acquisition enables us to control and monitor processes with exceptional accuracy,” Jaroslav Mikliš explains further. To ensure smooth operations, the entire system can be remotely monitored.
Maximum safety, more sustainability, no waiting times
Avoiding manual intervention enhances both occupational safety and the quality of secondary packaging: The use of automation technologies and artificial intelligence prevents risky situations as well as damage to secondary packaging. The fully automated warehouse also contributes to Vetropack’s sustainability goals. The entire fleet
of vehicles has been equipped with state-of-the-art, lowconsumption lithium batteries, which not only reduce the charging cycle durations but also significantly improve the charging process efficiency. “Thanks to our efficient use of the entire area, we are reducing shuttle traffic to other warehouses and will hopefully soon be able to eliminate it completely,” comments Jaroslav Mikliš. The new fully automated warehouse once again exemplifies the positive impact of the ultra-modern and resourceefficient site in Italy on the entire Group.
www.vetropack.com
The system in Boffalora offers shorter lead times, end-to-end control, high operator safety, sustainability, and seamless transparency
“In Boffalora, all processes are aligned with the latest technology,” says Jaroslav Mikliš, Group Supply Chain Projects and Transformation Manager
TEK IN PAK: MACHINE BUILDING EXPERIENCE FOR PACKAGING IDEAS AND DESIGNS
TEK in PAK srl is a small-sized company that carries forward a machine building experience for packaging ideas and designs, both for agriculture, with the creation of the first machines for corrugated cardboard trays, and for various industrial sectors, for example, the confectionery industry with large containers (8 panettone pandori), as well as the liquid detergent and soft drink sectors with the creation of the Visual Box and related wraparound lines.
This packaging combines a significant reduction in cardboard while allowing for excellent and immediate product visibility, avoiding the need to cut packages for display and sale.
Furthermore, many other packages for different sectors are always used, using paper or corrugated cardboard, which is an ecological and economic material. As happens with most small companies, to keep up with the times and
TEKINPAK s.r.l.
manage themselves effectively, they must continuously study prototypes, seek appropriate personnel, explore international market demand, and make new choices. They stop to study another product with great characteristics, evaluating respect for ecology, the ability to contain and protect the product, and the relevant machines for production. Once they find this new product, whether it is material, packaging, or machinery and has no competition, TEK in PAK starts to produce it.
The material they have adopted is PP in its various forms, including CARTONPLAST, BUBBLE GUARD, and other forms. This product has various characteristics such as being food-grade, reusable, regenerative, moisture-resistant, neutral and unaffected by adhesives or other agents.
TEK in PAK has studied its own fastening system, which has led to the construction of various models of packaging without the use of current fastening systems such as adhesives or staples.
They have produced trays for fish, trays for vegetables, fruits, and vegetables that can be watered, American boxes (RSA), or sleeves for pallet boxes. In production, they also make lines for pallets of large and small sizes (BOX PALLET), which are easily produced since only adjustments are required, avoiding costs for molds and warehouse storage, unlike those on the market so far with fixed sizes.
Additionally, they have a line for interlocking edges, a fully automatic line with corner trimmers and cutters with different radii, and semi-automatic machines. TEK in PAK’s production includes tray-forming machines, tray-forming
machines, box bottom welders, and two-head welding machines for large boxes or pallet sleeves. www.tekinpak.com
PACKAGING
INTERLAYE PALLET FROM WELDED DIE CUT SHEETS
BOX PALLET
CONTAINMENT SLEEVE "TIP"
CONTAINMENT
AMERICAN SLEEVE EDGE BOXES "W"
ANGULAR LARGE PLATEAUX THICKNESSES WELDED FLAUTE
VOLPAK AND LECTA TEST
ECO-FRIENDLY PAPER-BASED PACKAGING MATERIALS
Volpak, a Coesia company, specialized in horizontal form-fill-seal solutions for the packaging industry, and Lecta, a premier European manufacturer and distributor of specialty papers, have embarked on a collaborative project aimed at testing and validating sustainable materials for packaging applications.
Origins and Objectives of the Partnership
The partnership between Volpak and Lecta originated from a shared commitment to innovation and sustainability. With the packaging industry moving towards more environmentally friendly solutions, it is essential for manufacturers to adapt and innovate. Lecta, with its expertise in specialty papers, recognized the importance of collaborating with Volpak to ensure that these new materials can be effectively utilized on existing packaging machinery. This collaboration aims to bridge the gap between material innovation and practical application,
ensuring that eco-friendly papers meet the operational requirements of modern packaging lines.
Sustainability and Market Trends
The shift towards sustainable packaging is being driven by both regulatory pressures and consumer demand. According to a Bain & Company report, 71% of European consumers and a similar percentage of US consumers express a preference for purchasing sustainable products, with many favoring products that use minimal or recyclable packaging (Bain). Additionally, a study by NIQ and McKinsey found that 92% of shoppers consider sustainability an important factor when choosing a brand, highlighting the growing consumer expectation for ecofriendly packaging solutions (NIQ).
By focusing on paper-based packaging, which is recyclable and aligns with circular economy principles, Volpak and Lecta are addressing these consumer preferences
and contributing to a reduction in the environmental impact of packaging.
Development of Eco-Friendly Papers
Lecta has already introduced barrier products to the market, which are suitable for a variety of packaging applications. These include flow packs, sachets, and wrapping materials, such as butter wrappers. The company continues to innovate, combining different barrier properties and heat-sealability to meet specific packaging needs.
Lecta has been at the forefront of developing specialty and graphic papers that cater to diverse industrial needs. The company has leveraged its technological know-how and production capabilities to create new functional metallized, uncoated and coated one side papers with barrier properties. These papers are designed to maintain eco-friendly characteristics while providing essential protections, such as barriers against water vapor, grease, oxygen, and alcohol. Notably, these papers are recyclable and can be processed in standard paper recycling circuits, aligning with the principles of a circular economy.
Applications and Potential Markets
The primary focus of this joint project is to explore the use of Lecta’s sustainable papers in flexible packaging. Potential applications span various sectors. The versatility of these new papers also extends to food service items, including cups, demonstrating their broad applicability.
Testing at Volpak’s Pouch Lab
Volpak’s role in this project involves conducting rigorous
tests to assess the performance of these materials in real-world scenarios. These tests are carried out within Volpak’s “pouch lab,” an internal research and development facility designed to evaluate the machinability and durability of new materials. The pouch lab allows Volpak to simulate actual production conditions, ensuring that the environmentally friendly papers can be seamlessly integrated into existing packaging processes without compromising efficiency or quality.
Project Timelines and Ongoing Testing
The collaboration is structured around a series of phases, beginning with the initial development and testing of the materials. Currently, both companies are engaged in extensive trials involving actual products to evaluate the
PACKAGING
effectiveness of the new papers. These tests are crucial for identifying any potential improvements and obtaining the necessary certifications for commercial use.
Volpak and Lecta are committed to a continuous process of innovation. Lecta’s product, innovation, and factory teams are dedicated to expanding the range of barrier products and enhancing their performance. Simultaneously, Volpak is leveraging its technical expertise and market insights to ensure that these materials meet the high standards required for packaging applications.
Packaging is often perceived as merely a functional container, a protective layer for products during transport and distribution. However, in today’s world, packaging is much more than that. It has evolved to become a key element in a company’s marketing and communication strategy. In an increasingly competitive market, packaging plays a crucial role in differentiating a brand, communicating its values, and capturing consumer attention. It’s the first point of contact between the product and the customer, and it often represents the first impression that forms in the buyer’s mind. For this reason, packaging design has become an art in itself, capable of influencing purchasing decisions and contributing to customer loyalty.
Modern packaging must meet a range of needs that go far beyond physical protection. It needs to be visually appealing, functional, and sustainable, but most importantly, it must communicate the brand’s identity. Good packaging is instantly recognizable and reflects the values the company wants to convey. It’s a vehicle for storytelling, capable of telling a story without words, using design, the materials, colors, and even the format. For example, minimalist, clean packaging can communicate a message of elegance and quality, while a more colorful, bold design might suggest a dynamic, youthful brand.
An emblematic case is packaging in the luxury sector, where aesthetics are often considered just as important as the product itself.
A well-known example is Apple products: the packaging is meticulously designed to offer an unboxing experience that lives up to the brand’s expectations. Attention to materials, the sound of the box as it opens, the arrangement of accessories—all these elements contribute to creating a moment of connection between the customer and the product, making the consumer feel part of something special. In this context, packaging is not just a means of protecting the product but becomes an integral part of the purchasing experience.
But packaging isn’t just about aesthetics. Another crucial aspect is its functionality. A good design must be practical, easy to use, and, at the same time, optimize space to reduce shipping costs and minimize environmental impact. Companies are increasingly investing in solutions
by Walter Konrad
that are not only beautiful but also sustainable. The theme of sustainability is now one of the main drivers of innovation in the packaging sector. The use of recycled, biodegradable, or easily disposable materials has become a key element for many companies that want to position themselves as responsible brands with environmental awareness. This is especially true for brands targeting a young, conscious audience, for whom sustainability is a non-negotiable value.
Another aspect of packaging that deeply affects a brand’s image is consistency—visual consistency, of course, but also consistency in messaging. Packaging must be perfectly aligned with the rest of the brand’s communication, from advertising campaigns to website design. Everything needs to speak the same language. This consistency helps build a strong, recognizable identity that sticks in the consumer’s mind. In a world where we are constantly bombarded with visual stimuli and advertising messages, having a clear and distinctive identity is essential to stand out and be remembered.
Thus, packaging can be a powerful branding tool, but it must be authentic to truly work. Today’s consumers are more attentive and informed than ever and can quickly recognize a fabricated or artificial message. Packaging that promises sustainability but uses nonrecyclable materials risks seriously damaging the brand’s reputation. Therefore, companies must be transparent and consistent, not just in terms of aesthetics but also ethically.
Lastly, we can’t talk about packaging without mentioning the importance of interactivity. With the advent of new technologies and the integration of digital elements, packaging has become an interactive tool that can enhance the consumer’s experience.
One example is the use of QR codes, which allow access to digital content, explanatory videos, or exclusive promotions. This integration between physical and digital enables the brand to create a direct dialogue with the customer, enriching the buying experience and offering
content that can positively influence the perception of the product.
In conclusion, packaging is no longer just a “simple box,” but a fundamental element for building and promoting a brand. It’s a communication tool, a means of telling a story, a channel for connecting with the consumer, and a symbol of the company’s values. In an increasingly crowded market, good packaging can make the difference between a product that goes unnoticed and one that captures the attention and loyalty of customers. Being aware of this transformation is essential for companies that want to continue growing and standing out in an increasingly demanding and complex competitive landscape.
ZERO-WASTE PACKAGING: PERSPECTIVE ON REDEFINING PACKAGING DESIGN FOR CIRCULAR ECONOMY
Sustainability is the backdrop to facilitate and accelerate the advancements in circular economy. Material decarbonization will spice up the consumer’s requirements and laterally aid in the betterment of the environment. World around us has an environmentally conscious consumer base, prompting demand for zero-waste packaging. Businesses are reimagining packaging design from biodegradable materials to reusable containers to minimize waste and promote sustainability. The connotation of a green world is a growing circular economy where people reuse resources efficiently rather than dispose.
How did the concept of Zero-Waste Packaging arise?
Let’s pen up who made it happen and how. The global packaging industry produces 141 million tons of plastic packaging annually. This is about 40% of all plastic waste. This number has doubled since 2000 to 2019, reaching 353 million tons. This has accelerated and curated the need for building lower carbon products resulting in saving the greens.
by Ismail Sutaria
What is the impact of Zero-Waste Packaging on the packaging industry?
The packaging industry has caught a significant increase in consumption, resulting in a surge of waste and carbon emissions. This has propelled both businesses and consumers to seek eco-friendly alternatives to minimize the industry’s impact on the environment. As a result, manufacturers are striving to make their primary and secondary product packaging free from single-use plastic (SUP) and incorporating recycled cardboard. It also involves embedding carbon reduction
strategies into every business process, including procurement, product design, and go-to-market. Companies across varied sectors, from food and beverage to personal care and fashion, are addressing innovative ways to reduce their environmental footprint through packaging redesign. One notable example is Loop, a global shopping platform that partners with major brands to offer products in durable, reusable containers. Customers receive orders in specially designed packaging, which they return for cleaning and refill, thus eliminating single-use packaging waste.
Boons and Banes of Zero-Waste Packaging
Holding promises, Zero-Waste Packaging presents challenges for businesses. Material choice, product protection, and consumer convenience are all considerations that hold a tough job for designing packaging to be sustainable and functional. Transitioning to zero-waste packaging may entail upfront costs and operational changes for companies. Still, we can also count down on the long-term benefits, including reduced environmental impact, enhanced brand reputation, and potential cost savings.
Inventing New Trends and Innovations
Trends running throughout are increasing surge for alternative materials such as compostable plastics, plant-based fibers, and mushroom-based packaging. These materials offer biodegradability and lower environmental impact compared to traditional plastics. Clean air technology and renewable energy innovations are central to the zero waste movement. Developments in sustainable materials like recyclable resins and compostable packaging are also reshaping the approach to waste. Another trend is the rise of package-free stores and refill stations. Here, customers can purchase products in bulk or bring their own containers for refilling. This practice not only lowers the pile of waste but also promotes a more mindful approach to consumption. Taking more trends like advances in design technology. 3D printing and digital prototyping, are enabling companies to create innovative packaging solutions that are both eco-friendly and aesthetically pleasing.
Partnering Future Perspective
“Adopting zero-waste packaging presents a metamorphic opportunity for businesses, promising cost savings, heightened brand reputation, and sustained customer loyalty, shaping the future of sustainable packaging practices” – Says Ismail Sutaria, Chief Packaging Analyst.
Adopting Zero-Waste Packaging is shaking hands with a resourceful and green environment. This is what is going to make you have a better future. Governments, businesses, and consumers alike are increasingly recognizing the urgency of addressing plastic pollution and other environmental challenges. Manufacturers, companies, and humans are building a more resilient and regenerative economy that benefits both people and the planet. This will not only put bangs for bucks but will draw a future with enough oxygen to breathe.
Rotating the Steering towards Sustainability
Different packaging industries are striving to implement the concept of sustainable packaging practices to minimize their impact on the planet. For instance, the food and beverage industry is exploring using biodegradable and compostable materials for packaging their products. In the same way, cosmetic sectors are moving towards refillable and reusable packaging options to lower carbon footprints. Then comes the e-commerce industry. They are adopting innovative delivery packaging solutions that are eco-friendly and cost-effective. For example, Amazon has created the idea of the Ships In Product Packaging (SIPP) program. Here, they let the items to the original manufacturer’s packaging itself without additional Amazon packaging. This allows them to avoid unnecessary packaging altogether and reduce the weight of deliveries. Amazon also encourages selling partners and vendors to re-engineer packaging to meet SIPP standards. This flow demonstrates the efforts of varied packaging industries to design and embrace the trend of sustainable packaging practices that support a circular economy. Another example of Human staking sustainability as a habit was the foundation of the Chakra Sutra Organization. Himesh Fernando, founder and CEO of Chakra Suthra, aims to combat packaging waste in Sri Lanka by promoting zero-waste practices for homes and businesses. Inspired by his scientific background and experiences working in biotech and sustainable business models, Fernando established Chakra Suthra in 2020. The company’s name, derived from Sanskrit, reflects its mission of providing circular solutions to waste management.
According to FMI, https://www.futuremarketinsights.com/ reports/zero-waste-packaging-market,the global zero-waste packaging market value reached US$ 984.9 million in the base year (2022). The top 3 countries are likely to hold around 35 to 40% of the global zero-waste packaging market share in 2023. The ultimate goal of sustainable packaging is zero waste. Ellen MacArthur Foundation discovered that only 14% of the plastic packaging used is recycled, with the remaining 40% ending up in landfills and the remaining 32% in ecosystems (the remaining 14% is used for energy recovery or incineration).
Finishing Lines
Owning the planet filled with all its resources, the spur for making it all green craves the topic of Zero-Waste Packaging. Packaging is the most detailed framework of a product; it not only holds the product but also defines the overall brand value and tampered effects that consumers always opt for. With increasing awareness and a nascent need to save the planet comes the prioritization of sustainable packaging goods. While challenges remain, recent trends and developments indicate a growing momentum towards embracing zero-waste principles across industries. Zero-waste packaging represents a paradigm shift in the way we think about packaging design. Together, embracing the journey towards zero waste and building a planet where packaging not only acts as a protective barrier but serves as a preserver for our planet for coming generations.
Discover state-of-the-art solutions for the production of beer, wine, spirits and more at BrauBeviale in Nuremberg. Expand your network and discuss current topics. Be there when industry leaders set the course for tomorrow!
EXHIBITIONS 2024-2025
PROSWEETS
28-31/01/2024
COLOGNE Fair for the sweets and snacks industry.
FRUIT LOGISTICA
07-09/02/2024
BERLIN Fair for fruit and vegetables.
BEER&FOOD ATTRACTION
18-20/02/2024
RIMINI
Fair for beers, drinks, food and trends.
MECSPE
06-08/03/2024
BOLOGNA Fair for the manufacturing industry.
PROWEIN
10-12/03/2024
DUSSELDORF
International wine & spirits exhibition.
ANUGA FOODTEC
19-22/03/2024
COLOGNE Fair on food and beverage technology.
VINITALY
04-08/04/2024
VERONA International wine & spirits exhibition.
LATINPACK
16-18/04/2024
SANTIAGO CHILE
International packaging trade fair.
HISPACK
07-10/05/2024
BARCELLONA
Technology fair for packaging
CIBUS
07-10/05/2024
PARMA Fair of food product.
MACFRUT
08-10/05/2024
RIMINI
Fair of machinery and equipment for the fruit and vegetable processing.
SPS/IPC/DRIVES/ ITALIA
28-30/05/2024
PARMA Fair for industrial automation sector.
FISPAL
18-21/06/2024
SÃO PAULO Fair for product from packaging.
FACHPACK
24-26/09/2024
NUREMBERG International packaging trade fair.
MCTER expo
16-17/10/24
VERONA Exhibition on energy efficiency.
MIDDLE EAST 2024/25
GULFOOD
19-23/02/2024
DUBAI Fair for food and hospitality.
DJAZAGRO
22-25/04/2024
ALGERI Fair for companies of the agro-food sector.
PROPACK ASIA
12-15/06/2024
BANGKOK Fair for packaging, bakery, pastry.
IRAN FOOD+BEV TEC
16-19/06/2024
TEHRAN Fair for food, beverage&packaging technology.
GULFHOST
05-07/11/2024
DUBAI Fair of hospitality.
HOSPITALITY
QATAR
12-14/11/2024
DOHA Fair of Hospitality and HORECA.
GULFOOD MANUFACTURING
05-07/11/2024
DUBAI Fair for packaging and plants.
EXHIBITIONS 2024-2025
SIAL
19-23/10/2024
PARIS
Fair on food products.
SUDBACK
26-29/10/2024
STUTTGART
Fair for bakery and confectionery
ALL4PACK
04-07/11/2024
PARIS
Exhibition about packaging technology.
SIMEI
12-15/11/2024
MILAN
Fair for vine-growing, wine-producing and bottling industry.
BRAU BEVIALE
26-28/11/2024
NUREMBERG
Fair of production of beer and soft drinks.
TUTTOFOOD
05-08/05/2025
MILAN
Fair B2B show to food & beverage.
SPS/IPC/DRIVES/ ITALIA
13-15/05/2025
PARMA Fair for industrial automation sector.
IBA
18-22/05/2025
MONACO
Fair for the bakery&confectionery industry.
IPACK-IMA
27-30/05/2025
MILAN
Exhibition about food and non-food processing and packaging.
DRINKTEC
15-19/09/2025
MONACO
Fair for the beverage, liquid food industry.
POWTECH
23-25/09/2025
NUREMBERG
The trade fair for powder processing.
CIBUS TEC FORUM
28-29/10/2025
PARMA Exhibition-conference on food technology trends
HOST
17-21/10/2025
MILAN
Fair for bakery production and for the hospitality.
SAVE 2026
VERONA Fair for automation, instrumentation, sensors.
INTERPACK
07-13/05/2026
DUSSELDORF
Technology focused on packaging, bakery, pastry technology.
CIBUS TEC
27-30/10/2026
PARMA Fair for food & beverage technologies trends.
WE’VE TALKED ABOUT...
ALTECH SRL
6/8
V.le A. De Gasperi, 70 20008 Bareggio - MI
ItalY
B.M. GROUP SRL 26-27
Via Garziere, 36 36010 Zanè - VI
Italy
BIOGEST SRL
28/30
Corso Crimea, 35 15121 Alessandria - AL
Italy
CAMA GROUP
II COP-10/11
Via Verdi, 13 23847 Molteno - LC
Italy
COLOR SERVICE SRL 62-63
Via Divisione Julia, 15 36031 Dueville - VI
Italy
DOMINIONI SRL
69
Via Resegone, 7/9 22070 Locate Varesino - CO
Italy
ECO3 70-71
Septestraat 27 B-2640
Mortsel Belgium
ETIPACK SPA 9
Via Aquileia, 55-61 20092 Cinisello Balsamo - MI
Italy
FIORINI INTERNATIONAL SPA 75
Via Maestri Del Lavoro,13 ZI Ponte Lucerta 60012 Trecastelli - AN
Italy
GENERAL SYSTEM PACK SRL - GSP 12/15
Via Lago di Albano, 76 36015 Schio - VI
Italy
GEO PROJECT INDUSTRIES SRL - GPI
32/34
Via Leonardo da Vinci, 43 35015 Galliera Veneta - PD
Italy
IFP PACKAGING SRL 17/19
Via Lago di Albano, 76 36015 Schio - VI - Italy
IMA SPA 76-77
Via Tosarelli, 184 40055 Castenaso - BO
Italy
INTERNATIONAL PACKAGING FILMS LIMITED 78/81
Manga Chowk, Raiwind, Bypass Road, Raiwind District, 55150 Pakistan
www.packaging-mag.com - www.packaging-mag.com -
WE’VE TALKED ABOUT...
L’ALVEARE SRL
43-66/68
Via Vialetti, 178/180
36029 Campolongo sul Brenta - VI
Italy
NVC - NETHERLANDS
PACKAGING CENTRE
95/98
Stationsplein 9k
PO BOX 164
2801 AK Gouda
The Netherlands
OPPLIGER SRL
44-45
Via Mandolossa, 55 25030 Roncadelle - BS - Italy
PAPACKS SALES GMBH
84-85
Von-Hünefeld-Str. 1 50829
Cologne - Germany
PE LABELLERS SPA
I COP
Via Industria, 56
46047 Porto Mantovano - MN
Italy
ROTOPRINT SOVRASTAMPA SRL
46/48
Via Puccini, 25 20020 Lainate - MI
Italy
SACCHETTIFICIO TOSCANO SRL
50-51
Via della Costituzione 1/3/5
50050 Zona Industriale Stabbia
Ceretto Guidi - FI
Italy
SCANNY3D SRL
52-53
Via Archetti - Zona Artigianale, 15 63831 Rapagnano - FM
Italy
STELLA MARIS DI VANESSA GAROFALO
54/56
Via Alcide De Gasperi, 202 76012 Canosa di Puglia - BT
Italy
TECNO PACK SPA IV COP-20/22
Via Lago Di Albano, 76 36015 Schio - VI
Italy
TEK IN PAK SRL
90-91
Via Ercolani, 9 D 40026 Imola - BO
Italy
UNIVERSAL PACK SRL
58/60
Via Vivare ,425 47842 San Giovanni In Marignano - RN Italy
Circularity at the heart of ALL4PACK
EMBALLAGE PARIS :
The scale of the environmental challenges facing the packaging industry is leading companies to place circularity at the heart of the value chain.
ALL4PACK EMBALLAGE PARIS, France’s leading packaging and intralogistics exhibition, aims to bring together all the players involved in eco-design, recycling, reuse and reducing the environmental footprint, while highlighting innovative solutions for companies using packaging.
INNOVATION NEVER STOPS
45.000
PROFESIONNALS
1.100 80 COUNTRIES EXHIBITORS AND BRANDS To visit Stefania GEMELLI To exhibit Eleonora FERRARI sgemelli@salonifrancesi.it eferrari@salonifrancesi.it