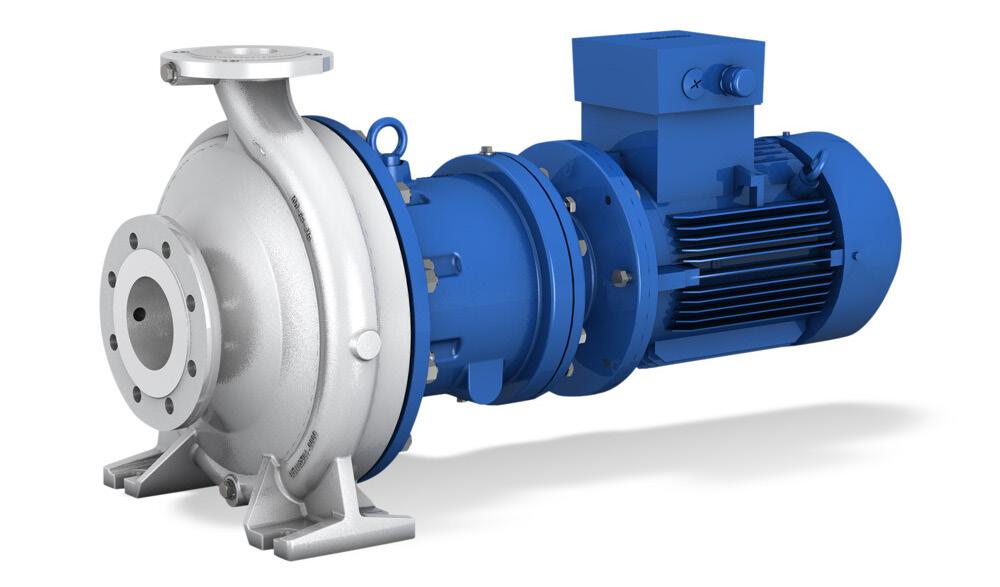
We offer valves for precision processes - and demanding applications.
Our valves fulfill the highest of standards and are designed for many years of safe and reliable operation. Our service specialists regularly check, monitor and maintain all relevant system components - depending on what has been agreed. Our modular framework agreements offer you individual service and spare parts concepts. And we even go one step further. We additionally check systems for efficiency in order to reduce operating costs and increase productivity. For example, with the SES System Efficiency Service.
Submersible and centrifugal pumps: Wacker
Dupleix
Managing Editor: Surita Marx
Tel: +27 (0) 87 700 9834
Email: info@pumpsandvalves.co.za
Web: www.pumpsandvalves.co.za
Sales: sales@pumpsandvalves.co.za
Production Manager: Xane Roestroff
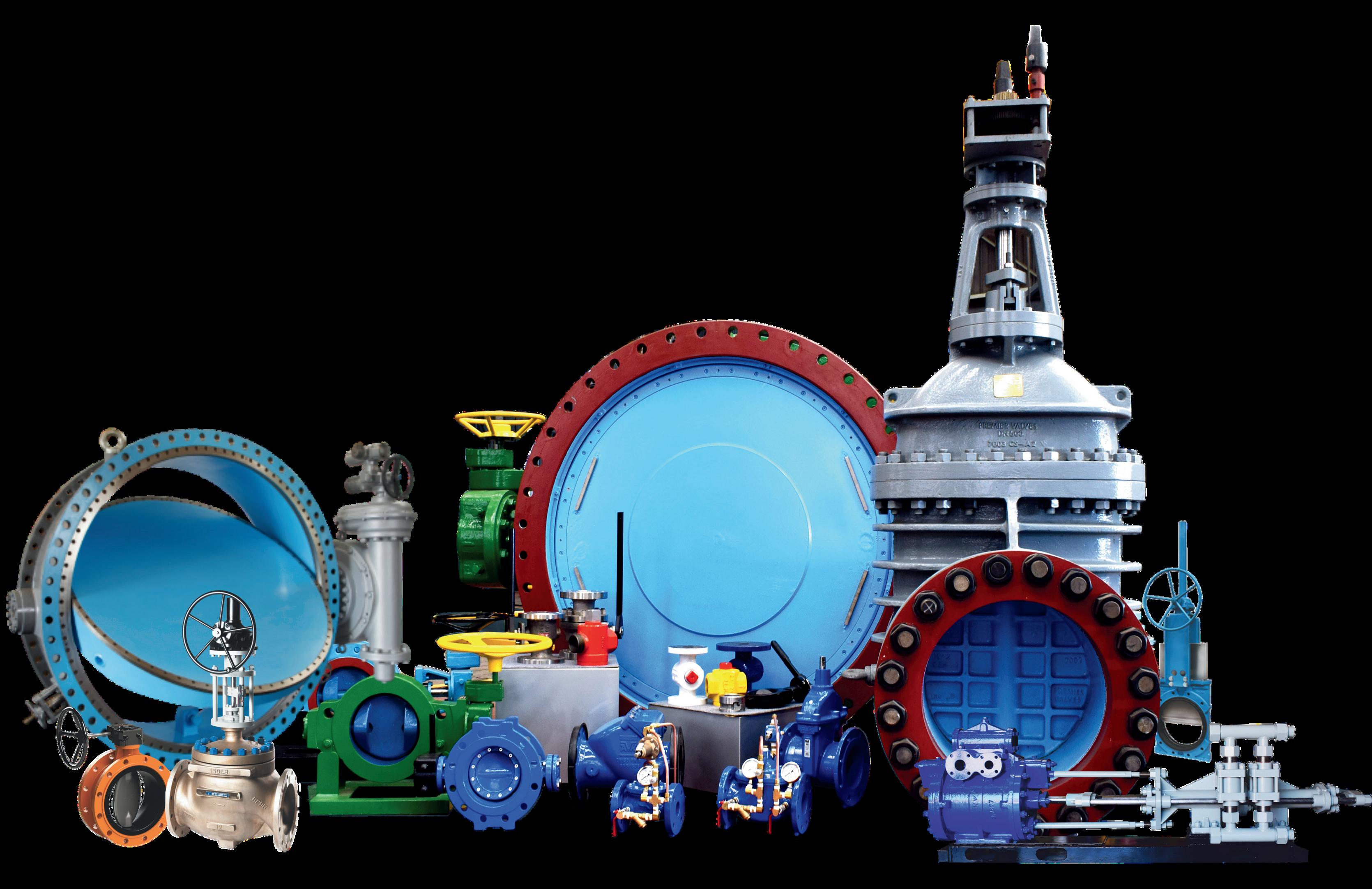
Expert solutions in overpressure protection, flow measurement, control and automation
As a proudly South African organisation, DLM has embodied quality and service when it comes to providing their customers with the right solutions.
DLM is renowned for having the right solutions for overpressure protection; flow, level and density measurement; automation and control requirements and maintains a substantial stock holding with a branch infrastructure capable of providing skilled technical and sales service. DLM has three divisions, namely Valves, Flow and Instrumentation.
The company supports a wide variety of industries in the South African market including mining, petrochemical, sugar, pulp and paper, food and beverage, oil and gas, power generation, pharmaceutical, water and wastewater treatment plants.
With over 60 years in the industry, they have grown into an organisation that now employees over 150 staff members within South Africa. DLM’s products are either locally manufactured or distributed in terms of exclusive license agreements with renowned international suppliers.
DLM’s Divisions
Instrumentation: The Instrumentation division focuses on industrial and process field instrumentation for flow, level, temperature and pressure measurement. Refractometers for concentration measurement and interface detection and a full range of boiler control equipment.
petrochemical market for safe and accurate measurement and control of fuel. It delivers a technologically superior range of products and solutions that are sourced both locally and internationally to meet the demanding liquid custody transfer applications for fuel storage and distribution through rail and road transport.
Terminal Automation and Reconciliation Software is also offered to complete the fuel depot requirements.
Valves: The valve division is one of Southern Africa’s leading suppliers of valves; pneumatic actuators and accessories; control valves and fittings. Our extensive range covers all operating types and is available in a wide variety of materials to suit differing media, pressure and temperature requirements. This enables us to offer products for both general and specialized process and industrial applications.
Growing the Rienzi Brand
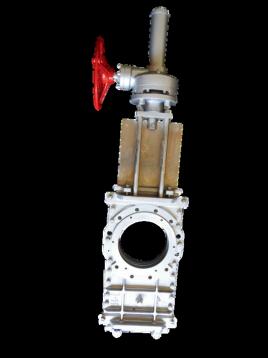
In 1994 DLM acquired the Rienzi knife gate and nonreturn valve product range and has grown the brand into a well-established and recognized product in the marketplace due to its robust design and quality, making it well suited for abrasive duty applications in mining. The Rienzi product range is locally manufactured by DLM and conforms to the local content manufacturing requirements of South Africa.
Flow: The flow division focuses on the Southern African
With the success of the DLM Rienzi Knife Gate Valve, the next step was to acquire a precision engineering company that could design and manufacture our valve specific mounting
kits as well as our brand new Pneumatic Linear Actuator.
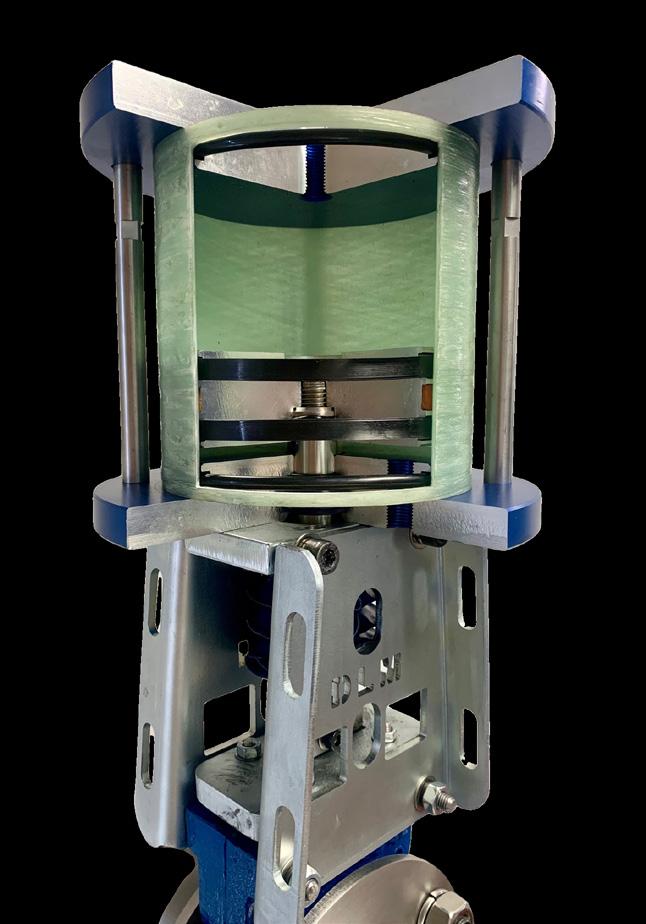
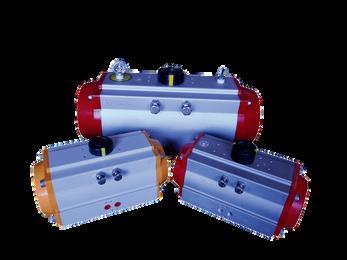
Introducing DLM’s Innovative Pneumatic Linear Actuator
In the ever-evolving landscape of industrial automation, the quest for efficiency, reliability, and precision continues.
DLM, has once again set a new standard with the launch of its cutting-edge Pneumatic Linear Actuator. Designed to meet the demands of modern manufacturing processes, this innovative device promises to redefine performance benchmarks in the industry.
At the heart of DLM’s Pneumatic Linear Actuator lies a culmination of years of research, engineering expertise, and a deep understanding of our customers’ industrial automation needs. During the development stage, extensive testing was carried out before the manufacturing process commenced. Built upon robust principles of pneumatic power, this actuator offers unparalleled reliability and responsiveness, crucial for applications where precision and speed are paramount.
DLM Pneumatic Linear Actuator Features:
• Superior application specific u-shaped piston seals to improve sealing.
• Chemically resistant seals, increasing the longevity of the actuator
• Flanges and piston manufactured from hardened aluminium making the product lightweight and resistant to corrosion.
• Aluminium anodized components, adding protection against corrosion.
• Shaft and clevis machined from stainless steel, adding strength and protection against corrosion.
• Adjustable clevis height which optimizes the valve blade sealing in seat.
• Actuator design pressure of 10 bar
• Working pressure of 3.0 to 6.0 bar
Full Range of Accessories to Enhance Functionality
• Position Feedback (open/close indication)
• Electro Pneumatic Positioners
• Solenoid Valves.
Electra Mining 2024
Electra Mining Africa has become the stage for innovation and what an opportunity to launch DLM’s Pneumatic Linear Actuator to the market. Positioned at the forefront of industrial automation, DLM’s new actuator promises to redefine standards in efficiency, reliability, and precision across the mining and industrial sectors.
The Power of Precision and Performance
Key features include:
• Precision Control: Ensuring accurate and consistent movement crucial for tasks requiring high levels of precision.
• Durability: Built to withstand harsh environments typical of mining operations, offering long-term reliability and minimal maintenance requirements.
• Energy Efficiency: Optimized to minimize energy consumption without compromising on performance, contributing to sustainable operational practices.
Looking Ahead
Visitors to DLM’s Stand (Hall 6, Stand D11) at Electra Mining Africa will have the opportunity to experience firsthand the capabilities and benefits of the Pneumatic Linear Actuator.
It marks a significant milestone in the company’s journey of innovation and leadership in industrial automation. By pushing the boundaries of technological advancement and sustainability, DLM continues to empower industries with solutions that drive efficiency, safety, and profitability.
Press fit systems vs. welded pipe: an in-depth comparison
When selecting a piping system, the choice between press fit systems and welded pipes is crucial for ensuring reliability and efficiency. This comprehensive article explores both methods, with a particular focus on the features and benefits of press fit systems, their advantages in various applications, and their suitability for steam systems.
Press Fit Systems
Overview: Press fit systems join pipes and fittings using a mechanical press tool that crimps the fitting onto the pipe, creating a secure and leak-proof connection without the need for soldering or welding. This method has become increasingly popular due to its efficiency and ease of use in a variety of settings.
Speed and efficiency:
• Quick Installation: The installation process is streamlined, significantly reducing the time required compared to traditional methods. This allows for rapid project completion, which is particularly beneficial in situations where time is of the essence, such as emergency repairs or fast-track construction projects.
• Minimal Downtime: Press fit systems are ideal for repair and maintenance work where minimising downtime is crucial. Systems can be brought back online swiftly, reducing the impact on operations and ensuring continuity.
Safety:
• No Open Flames: The press fit method eliminates the need for open flames, enhancing safety by reducing the risk of fire hazards. This makes press fit systems particularly advantageous in environments with flammable materials or where fire safety is a major concern.
• Less Hazardous Fumes: The absence of welding means there are no harmful fumes or gases produced during installation. This contributes to a safer and healthier working environment for installers and others on site.
Ease of use:
• Reduced Skill Requirement: The installation process for press fit systems is straightforward and does not require extensive training or highly specialised skills. This makes it accessible for a broader range of technicians and can help reduce labour costs.
• Simple Tools: The mechanical press tools used in these systems are user-friendly and designed to ensure consistent, secure crimps every time. This reduces the likelihood of installation errors and ensures a high-quality finish.
Versatility:
• Material Compatibility: Press fit systems are suitable for a wide range of materials, including copper, stainless steel, and PEX. This versatility makes them adaptable for different types of piping projects, from residential plumbing to large-scale industrial applications.
• Wide Range of Applications: These systems can be used in various sectors, including residential, commercial, and industrial settings. They are suitable for plumbing, heating, cooling, and even some gas applications.
Reliability:
• Leak-Proof Joints: When installed correctly, press fit systems provide reliable, leak-proof joints that maintain the integrity of the piping system. This ensures a longlasting and dependable connection.
• Durability: The fittings are designed to withstand various pressures and temperatures, making them durable for long-term use. This durability reduces the need for frequent repairs or replacements, contributing to lower maintenance costs.
Press fit systems for steam applications:
With the correct materials and seals, press fit systems can be effectively used for steam applications. This involves utilising specialised seals and materials capable of handling the high temperatures and pressures typical of steam systems.
• Materials and Seals: High-Temperature Seals: For steam applications, press fit systems use seals made from materials such as EPDM (ethylene propylene diene monomer) or FKM (fluoroelastomer). These seals are specifically designed to withstand the high temperatures and pressures associated with steam systems. Stainless Steel and Copper: The pipes and fittings used in press fit systems for steam applications are typically made from high-temperature resistant materials such as stainless steel and copper. These materials ensure the system can handle the demands of steam without degrading over time.
• Advantages for Steam: Efficiency and Speed: The quick installation process is particularly beneficial in steam applications where reducing downtime is essential. This ensures that steam systems can be brought back online rapidly, minimising disruption. Safety: The absence of open flames and welding minimises fire hazards and the need for hot work permits, enhancing safety on site. Reliability: Using the correct materials and seals ensures that press fit systems provide reliable, leak-proof joints suitable for steam applications. This reliability is critical in maintaining the integrity of steam systems.
Welded Pipe Systems
Overview: Welded pipe systems involve joining pipes by melting the pipe material and adding a filler to form a strong, permanent bond once cooled. This traditional method is well-known for its robustness and durability.
Key features:
Strength and Durability: Welded joints are often stronger than the base material, making them suitable for highpressure applications. This strength ensures that the piping system can withstand significant internal pressures without failing.
Permanent and Robust: Welded systems provide a more permanent solution compared to mechanical fittings, which are less likely to fail over time. This permanence is particularly important in critical applications where joint failure is not an option.
Material Compatibility: Welding is ideal for joining materials that are challenging to connect using mechanical fittings. This includes materials that require a seamless bond to maintain their integrity.
Cost-Effective for Large Projects: For large-scale projects, the cost of welding can be more economical in the long term. While the initial labour costs may be higher, the durability and strength of welded joints can result in lower maintenance and repair costs over the life of the system.
Considerations:
Skill Requirement: Welding requires highly skilled labour, which can be costly and time-consuming to acquire. Proper training and certification are necessary to ensure quality and safety.
Safety Risks: The welding process involves open flames and high temperatures, posing fire and safety hazards. Adequate precautions and safety measures are crucial to prevent accidents.
Time-Consuming: The process of welding, including preparation, actual welding, and cooling, is typically slower than press fitting. This can result in longer project timelines.
Potential for Defects: Improper welding can lead to defects such as cracks, porosity, and weak joints, which can compromise the system’s integrity. Regular inspections and quality control are essential to mitigate these risks.
Choosing Between Press Fit Systems and Welded Pipe Systems
Factors to Consider:
• Application Requirements: Assess the specific needs of
the project, including pressure and temperature ratings, material compatibility, and environmental conditions. This helps determine which system is more suitable for the intended application.
• Installation Environment: Consider the installation environment. Press fit systems are advantageous in areas where open flames are a concern or where quick installations are necessary. In contrast, welded systems may be preferable in environments where maximum joint strength is required.
• Budget: Evaluate the overall cost, including the initial investment in tools, fittings, and skilled labour. While press fit systems may have higher initial costs, the reduced labour and downtime can offer significant savings. Welded systems may be more cost-effective for large-scale projects with high-pressure requirements.
•Long-Term Reliability: For projects requiring long-term durability and high strength, welded systems might be more appropriate despite the higher skill and time requirements. However, press fit systems can also offer reliable performance with the added benefit of quicker installations.
Conclusion
Both press fit systems and welded pipe systems offer unique features and benefits. Press fit systems excel in speed, safety, and ease of installation, making them ideal for various applications, including steam systems with the correct materials and seals. Welded pipe systems provide robust and durable connections suitable for high-pressure and high-temperature applications but require skilled labour and pose safety risks.
Selecting the appropriate method depends on factors such as the specific application, required joint strength, installation environment, and available resources. Understanding these differences ensures the most suitable and efficient method is chosen for each project, leading to successful and reliable piping systems.
Aeration of Wastewater by means of a blower & air diffusors
What Wastewater Aeration Does
By adding air to wastewater in a treatment plant it assists the aerobic microorganisms in the consumption of pollutants. Wastewater aeration is a vital part of most every biological treatment system. A well designed and operated wastewater aeration system will accomplish two main jobs:
• Adds air to the wastewater thus increasing the dissolved oxygen (DO) levels
• Mixes the wastewater
Adding Air to Wastewater
The first job of wastewater aeration is adding air to the wastewater. In a secondary biological treatment process, aerobic microorganisms consume the organic pollutants in the wastewater. These microorganisms require adequate dissolved oxygen or “DO” to thrive. Without sufficient oxygen, microorganisms are not able to consume the incoming organic pollutants in a reasonable time. In order to maintain DO levels, an aeration system is a must.
Mixing the Wastewater
The second job of wastewater aeration is mixing the wastewater. Proper mixing keeps solids in suspension thus avoiding a build-up of sludge. Mixing also ensures that there are no anaerobic (without air) zones in the wastewater. A common problem, especially with lagoons, is that there is less oxygen present on the bottom. Mixing makes sure all the water and microorganisms come into contact with oxygen.
How does Wastewater Aeration Work? Sub-Surface Aeration
A sub-surface aeration system provides oxygen to microorganisms by injecting air into the wastewater. Blowers (side channel blowers or Roots / rotary lobe type blowers) or low-pressure screw compressors or turbo blowers for the larger installations) the air which is delivered through airlines to diffusers installed on the
bottom of the tank or lagoon. The diffusers are installed in a pattern on the bottom of the tank or lagoon for uniform coverage. The diffusers have tiny holes that create bubbles that come into contact with the water. Diffusers come in two basic types: fine bubble and course bubble.
Fine Bubble Diffusers
Fine bubble diffusers typically have thousands of tiny holes and produce the smallest bubbles. The smaller bubbles provide the maximum surface area for contact with the wastewater. They also rise to the surface at a slower rate which provides for a longer contact time. These two factors make fine bubble diffusers the best choice for what is called “Oxygen Transfer Efficiency”. Oxygen transfer efficiency is the amount of air absorbed by the wastewater as a percentage of the amount of air produced by the aeration system.
Course Bubble Diffusers
Course bubble diffusers typically have a few larger holes that produce larger bubbles. These larger bubbles travel faster to the surface than the fine bubbles. This aspect creates more turbulence and mixing in the wastewater. Course bubble diffusers are an excellent choice in situations where mixing is most important. It should be noted that course bubble diffusers can require twice as much air to operate as fine bubble diffusers.
Wastewater Aeration as Part of a Treatment Process
Wastewater aeration is typically used during the secondary treatment process. This process is most often an activated sludge process. Aeration in an activated sludge process is accomplished by pumping air into the tank or lagoon. Proper aeration promotes the growth of microorganisms or microbes in the wastewater. The microbes feed on the organic pollutants and form flocs which can easily settle out. The flocs are allowed to settle out in a separate settling tank or lagoon. The flocs of bacteria that settle and accumulate on the bottom of the tank or lagoon form activated sludge. The activated sludge can then be recirculated back to the aeration basin or lagoon to increase the rate of consumption of pollutants.
Wastewater aeration is also used in tanks and lagoons used for storage. Examples of these storage tanks and lagoons would be ones used as sludge holding and flow equalization. In these portions of a wastewater treatment system (tank or lagoon) it is important to maintain the living microorganisms. If the microorganisms begin to die, the wastewater will become septic, and odour will start to be an issue. Air & Vacuum Technologies (Pty) Ltd can assist you with all your needs when it comes to most of the equipment required on a wastewater treatment plant. We are the direct importer of the full Robuschi range of Rotary lobe, screw compressors, turbo blowers & centrifugal pumps, all commonly found on said plants. We offer peristaltic pumps, doing pumps & side channel blowers. We are the SOLE distributor for the WTE range of air diffusers.
The ROBUSCHI RBS range of low-pulse, tri-lobe blowers & exhausters with pressures up to 1bar & vacuum levels to -500mbar. Flow rates from 240m3/hr up to 10,400m3/hr.
PeriBest Peristaltic pumps offer extremely heavy duty design for the most demanding applications up to 10 bar. and the latest technology peristaltic hose with XXL roller technology. PeriBest’s ease of assembly, operation and maintenance saves on costs and downtime.
Instruvac (a division of Air & Vacuum distributor for Robuschi liquid ring vacuum pumps as well as roots blowers & blower packages –all made in Italy.
Grundfos E-pumps: Superior value for the sustainability agenda
Combining energy efficient pumps, motors, drives and controls into a solution that adds more value, more efficiency, more energy savings and a lower carbon footprint.
While many component suppliers can deliver energy efficient pumps, motors or drives, Grundfos is the only one who develops, designs and manufactures all of these elements and puts them together into one compact solution: the E-pump. Furthermore, Grundfos designs its E-pumps specifically for applications in industrial processes, buildings and water supply.
With their superior efficiency paired with Grundfos iSOLUTIONS digital cloud connectivity, E-pumps offer a major opportunity for energy and carbon savings. They can also benefit overall system performance.
Customers are calling for climate action – from manufacturers, water utilities and building owners. Shareholders want it. The United Nations’ climate reports continue to give dire warnings – “Every tonne of CO₂ emissions adds to global warming,” says a headline in the 2021 report, recommending urgent action.1 The UN Sustainable Development Goals (SDGs) are driving that action.
In response, companies all over the world are pursuing new ways to be more sustainable. They are forming new visions and strategies based around the SDGs. They are pledging bold CO₂-reduction targets and energy-saving goals. While there are many low-hanging fruits in ways to save energy and cut carbon, there is a major, often overlooked opportunity for nearly every factory, building or utility: the pumps, their processes and the potential for savings.
Electronically controlled pumps – known as E-pumps –
offer a unique and superior potential for energy savings, cut large amounts of carbon emissions and improve pumping systems overall.
Danish consulting engineering company Rambøll declared that pumps will “play a major role in the sustainable society of the future.”3 With this paper, we want to show how Grundfos E-pumps with iSOLUTIONS can be part of that future in sustainable manufacturing and smart cities.
Whiskey distillery uses E-pumps for boiler feed for massive system improvements
Commercial whisky production relies heavily on steam. William Grant & Sons’ Girvan Distillery in Scotland was having a problem with its steam quality. This was because plant operators had to control the levels manually. This wasted energy and affected the whiskey production negatively.
The company replaced its fixed speed pumps on the boiler with Grundfos E-pumps automatically controlled the level in the steam boilers, going up and down in speed depending on demand. At the same time, digital E-pump functions reduced other complex system operations.
“The number of improvements that we can create from such a small change is pretty extreme,” says Scott Curran, maintenance team leader at William Grant & Sons. The company saved 40% energy with the pumps, and up to 6% savings on boiler gas usage.
From old to innovative pumping technology
Electric motors consume about half of the world’s
electricity,6 and pumps use around 20% of that.7 Therefore, pumps consume about 10% of the world’s electrical power. In Europe alone – the world’s third-largest electricity consumer behind China and USA – pumps consume 300 terawatt hours (TWh) per year – or the equivalent to 30 coal-fired plants.
By improving efficiencies around pump systems – pumps, motors, drives, controls – we can reduce large amounts of energy consumption to help meet carbon emission targets.
How is this possible?
Take an application like cooling or heating, in which the flow requirement changes depending on the demand. “Old solutions use valves to decrease the flow,” says Professor Anibal Traça de Almeida, Department of Electrical Engineering and Computers, University of Coimbra in Portugal.
Thus, the pump is going at full throttle, but the operator can open valves to let out some of the liquid and pressure in the pipes, slowing down the flow. “But this does not save energy on a pump that is going at full power,” says Almeida. “To use a valve makes as little sense as driving a car with one foot on the accelerator and controlling the speed with the brake. Nobody does that.”
Instead, the operator can use a variable speed drive (VSD) with the pump. This is also known as Variable Frequency Drive (VFD) or a frequency converter. These allow you to adjust the speed and flow of the pump to the requirements of the application, avoiding waste.
Electronic VSDs slow down or speed up automatically according to the application’s demand, producing
energy and environmental savings in variable flow, pressure or temperature applications such as heating, cooling and water supply when compared with other conventional technologies. Additionally, VSDs bring process improvement.
Grundfos E-pumps integrate the VSDs inside a Grundfos MGE pump motor, bringing built-in intelligence and premium efficiency. But Grundfos does not stop there as it also integrates other components like controller and sensors into Grundfos E-pumps. “Our approach is not just making great pumps or motors or VSDs or sensors,” says Morten Gylling, Multistage Product Director in Grundfos.
“We have competitors who can do good pumps, good motors, good VSDs. But Grundfos is the only solutions provider that puts it all together into one unit.
“To become world class, you need a world class pump, a world class motor, a world class drive, world class sensoring technology and world class algorithms to adapt to the specific application. That’s why we put our efforts into developing and mastering all these technologies and their ideal interactions.”
UK OEM fuel polishing systems
EU moving toward pump system efficiency legislation
The European Union is in fact updating its Eco-Design directive from 2009, which considers minimum efficiencies for the pumps alone. A proposed legislation will require minimum efficiencies of the combined system of pump, motor and VSD. This is called the Extended Product Approach.
This approach focuses on optimising the energy
consumption of the full pump unit in the ac tual flow system it is intended to operate, in this way only using the electrical energy necessary to operate at the desired flow. The potential energy savings by this approach are enormous, according to Europump, the European pump association. A Europump Eco-Design study found that if pumps were looked at in isolation to trim their electrical consumption, they would save 5 TWh in Europe by 2030. But with an Extended Product Approach, they would save between 35-43 TWh/year or more.
The digital layer
Grundfos E-pumps are part of the Grundfos iSOLUTIONS digital universe, combining intelligent pumps, cloud connectivity and digital services to create a full system approach. Together, E-pumps and iSOLUTIONS enable real-time monitoring, remote control, fault prediction and system optimisation.
Grundfos iSOLUTION systems like Smart Filtration Suite, iRO (Intelligent Reverse Osmosis) or Condition Monitoring are fundamentally software-based to help operate plants in a better, smarter way. But they need E-pumps to get the full benefits of these software solutions and advanced algorithms.
University Hospital Brussels, Belgium
When running a manufacturing facility or a business, processes must be operating in the most optimal manner with the uptime and efficiency required, not only reducing consumption and emissions but also impacting positively in the operation of multiple products. This is also about using resources such as water, energy, and chemicals as wisely as possible. Grundfos Electronic pumps (E-pumps) paired with system integrated iSOLUTIONS enable that to happen, resulting in significant savings and waste reduction.
“Also, the more intelligence that goes into managing a process, the more your people can actually focus on adding value in other places, as opposed to spending time monitoring what is happening in the pump,” explains Julián Trascasa Caño.
“With efficient and optimised operations, you’re unlocking creative and operational potential to do other things, so
you add more value to your business.”
“E-pumps and motors are known to improve the efficiency of the entire system, but also help in reducing energy consumption, and helping us mitigate climate change,” says Jimm Feldborg Head of Product Develepment IND. “This is what we push further to the benefit of our customers and end-users in reducing cost and CO₂ emissions. We at Grundfos are proud to pioneer in creating the digital products and solutions of the future.” Grundfos estimates that the yearly avoided CO₂ emissions from E-pumps in 2020 alone was 270,000 tonnes.
IE5 efficiency and the system approach
Grundfos E-pumps are rated IE5, or Ultra-Premium Efficiency, the highest efficiency under the International Efficiency (IE) standard rating system for motors. These IE codes serve as a reference for governments who specify the efficiency levels for their minimum energy performance standards for motors in their respective countries. While the market standards or requirements are at IE3 level, Grundfos offers superior efficiency with its IE5 motors, which in reality exceed the IE5 efficiency requirements by as much as 2%. “Our aim is not just to obey legislation,” says Morten Gylling. “Our technology allows us to go above that. And that’s why we do it.”
Carlsberg taps into process water reuse with onsite treatment
Carlsberg brewery wants to cut its water use by 50% by 2030. In its production facility in Fredericia, Denmark, Carlsberg has developed a Total Water Management treatment plant. The onsite facility treats used process water, purifies it to drinking water quality and sends it back to the brewery to be reused as process water. The plant recovers and reuses 90% of its process water. Grundfos E-pumps play an important role.
This has been a dream for us says the company’s brewing director.
Grundfos South Africa, +27 (0) 10 248 6000, lgradidge@grundfos.com, www.grundfos.com
Clearing the blockages and sealing the leaks
A European sewage treatment works was experiencing problems with constant blockages and leaking glands. Access difficulties meant that maintenance costs were high. The installation of Vaughan Chopper Pumps achieved significant savings on labour and electricity consumption. Later, retrofitting proved to be self financing with payback within a year.
Following the installation of Vaughan Chopper Pumps supplied by P&M Pumps, a Severn Trent Water facility achieved important benefits, including reducing costs associated with unplanned maintenance and achieving significant savings on energy consumption.
The Sewage Treatment works at Netheridge in Gloucester had experienced problems with existing pumps, which were continuously blocked, and they also suffered from leaking glands. The application was pumping raw sewage from 20 m below ground from wet wells to the inlet works. To complicate matters, the pumps were housed in a dry well, which was subsequently classified as a ‘confined space’, and this required operators to have breathing apparatus escape sets to meet health and safety requirements. Therefore, when contractors were called in to regularly unblock the original pumps maintenance costs escalated further, in the region of R2.3m for one year.
Initially, Severn Trent Water operated one Vaughan Chopper pump on a trial basis for an extended period to see if it would meet the challenges of the demanding application and this pump is still used as a stand-by on VSD Drive.
Following the successful trial, additional pumps were installed and the process now involves a total of four Vaughan Chopper pumps operating continuously at a fixed speed. The pumps are 12 in discharge PE12U’s with 90 Kw, 970 rpm motors.
Jeff Beddall, a work flow technician at Netheridge Treatment Works comments, “We have achieved significant savings on labour and electricity consumption, the problems we were experiencing of blockages and leaking glands with the original pumps have been eliminated, following the switch to Vaughan Chopper Pumps”.
Jeff added, “We particularly appreciate the fact that the pumps do not block, one pump has already been installed for just over three years running 24/7 and it has never blocked”.
Through their experiences at numerous UK waste water treatment sites, P&M Pumps have been able to demonstrate that Vaughan Chopper Pumps can bring significant cost-savings. In most cases, retrofitting a Vaughan Chopper Pump into a problematic area improves the whole process and will be self-financing, with payback periods of less than one year, thereafter minimising the effect to the budget holders.
Monitor Pumps and Systems, +27 (0) 11 6183860, sales1@monitorpumps.co.za, www.monitorpumps.co.za
There’s no secret to achieving equipment reliability - it’s premium after-market service delivered by professionals
Plant optimisation and ultimately, business profitability, are dependent on high machine and equipment performance, reliability and availability which are, in turn, dependent on the strict implementation of well-orchestrated service and maintenance strategies.
“Maintenance procedures, while comprising a vast range of topics, is in fact a very simply concept,” says Business Line Manager for Power Technique’s Service Division, Douw van Schalkwyk. “It really all comes down to adhering to the maintenance schedules and service intervals of each machine or piece of equipment. When a customer invests in an Atlas Copco machine, they will get the performance and reliability they expect from the brand. However, to ensure they get this consistently from their machines, good maintenance practices are critical and, going hand in glove with this, is after-market service quality. It really is no different to servicing one’s car at an OEM dealer.”
Elaborating on service quality, Van Schalkwyk says that first up is ‘who’ is performing the service? Atlas Copco strongly advises customers to appoint only OEMs (Original Equipment Manufacturers) to service and repair their machines. As an OEM, Atlas Copco must follow global requirements and adhere to international rules and standards. “This compels us to create a pool of highly trained, highly skilled product specialists who know the Atlas Copco products inside out.”
Atlas Copco identifies and develops stand-out talent amongst all employees and also fosters an apprenticeship initiative, creating an internal pool of top performers. Power Technique provides hands-on training in-house while theoretical training is managed by Atlas Copco’s HR department in collaboration with an outside Mercetaapproved company.
“This enables us to offer customers best-in-class service and support provided by highly trained, skilled technicians,” says Van Schalkwyk.
“Next comes the ‘how’. Using the correct tooling and genuine OE parts, our technicians take care of service, maintenance and repair work in the shortest possible time, helping to get customers up and running as soon as possible.
Van Schalkwyk also draws attention to the fact that in the event of a warranty issue, the customer, having followed the OEM’s recommended service intervals, can depend on the OEM for an immediate response. “Moreover, fully serviced units fetch a better selling price, similar to a car
with a FSH (Full Service History).”
“We, as the OEM, will carry the consequential damages resulting from the failed part. On the contrary, failure to follow OEM requirements will result in claims being declined, leaving the customer with down time and repairrelated costs. Customers must also bear in mind that sub-standard parts are known to fail, driving up operational costs through downtime, production losses and parts replacement.”
Addressing the ‘when’, Van Schalkwyk highlights the importance of following the OEM’s recommended service intervals. “A preventative maintenance culture will help to reduce the risk of component failure and resultant unplanned, costly stoppages, subsequently increasing machine availability and extending life cycles, delivering an uptick in production low total cost of operation and ownership.”
Now for the ‘what’; alongside servicing and repairing Atlas Copco’s comprehensive mobile equipment range, the Power Technique after-market team also completely and/ or partially rebuilds portable equipment components.
Power Technique’s range of mobile equipment, including air compressors, generators, light towers and pumps, is used for a wide variety of applications such as water well and exploration drilling, mining, quarrying and construction. Atlas Copco Power Technique has created a strategic dealer network that stretches across South Africa and into neighbouring countries to bring products, qualified technicians and OE parts closer to customers who operate equipment on remote job sites.
“As our dealers are at the coal face, they are able to deliver rapid turn-around times, helping to maximise customer uptime,” says Area Sales Manager, Roelf van Niekerk.
Further adding value to the supply chain, Power Technique has invested substantially in digitalised systems, developing several user-friendly online platforms that enable customers, with the click of a button, to conveniently stay connected with their machines and equipment, access vital product information and purchase parts online 24/7/365.
This high-quality general purpose drive is ideal for a variety of uses. The iC2-Micro exhibits unparalleled dependability in intricate applications. Condensed functionality, ease of commissioning, and user-friendliness are all included in one potent little package.
The iC2-Micro is intended to be a simple replacement for the VLT® Micro Drive FC 51. It is more intelligent, powerful, and compact than its predecessor. Installing and using this sturdy and dependable drive couldn’t be simpler.
It is possible to lower system expenses and complexity without sacrificing functionality. In-built control panel, torque open loop control, locked motor detection, permanent magnet motor control, and, of course,
communication with our MyDrive® Suite digital tools are just a few of the new features.
Supply voltages and power range 1 x 200-240 V ... 0.37-2.2 kW 3 x 380-480 V ... 0.37-22 kW
With an extensive stockholding, contact us today on +27 11 620 1500 for your consumablerelated enquiries.
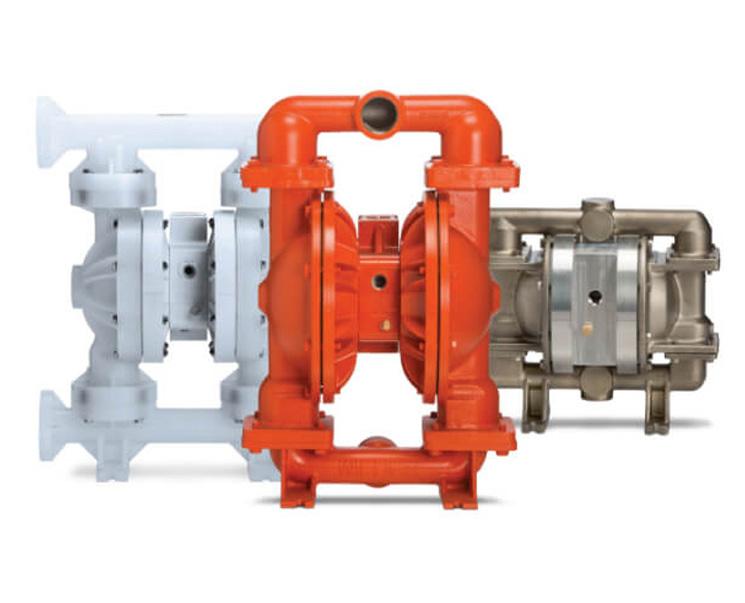
Choosing your right Air Distribution System (ADS)
Wilden Air Distribution System
Since their invention, most AODD pumps have included an air distribution system because it can control the amount of air required to operate the pump effectively and efficiently.
By taking a proactive approach to examining the performance of your pump’s ADS, you can help ensure proper air delivery for optimum flow and energy efficiency — which translates to cost savings.
Here are the five main ADS options Wilden offers:
Pro-Flo® SHIFT Series
The industry’s premier ADS and the ideal solution to increase productivity, reduce air consumption, lower energy consumption, and simplify maintenance.
Pro-Flo® Series
As the industry’s workhorse, the time-tested Pro-Flo Series combines elegant simplicity with robust and reliable performance that end users have come to depend on for more than 20 years.
Turbo-Flo™ Series
Portable and available in a single-point exhaust option for submersible applications, the Turbo-Flo excels in utilitariantype applications, including the transfer of water, slurry and more.
Accu-Flo® Series
Featuring a direct electrical interface that utilizes electrical impulses to stroke the pump, the Accu-Flo Series is ideal for precise metering and batching applications.
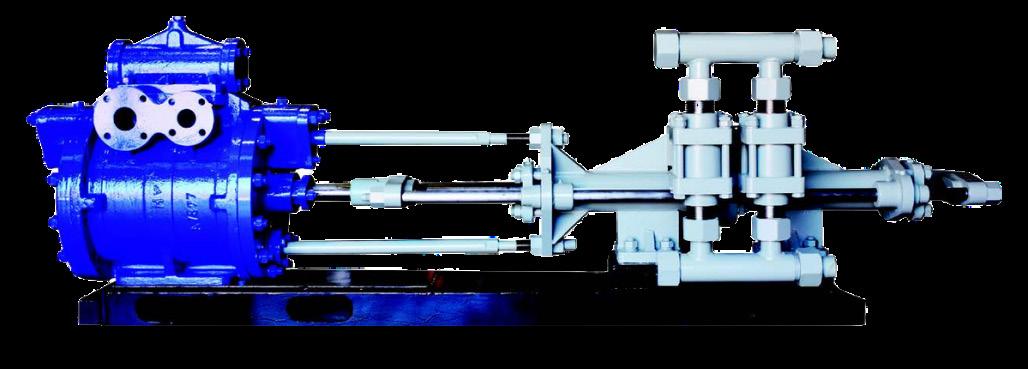
High-Pressure Series
Utilizing a double-acting power piston and Duplex technology, high-pressure pumps are ideal for the transfer of viscous and solids laden products at high discharge pressures up to 300 psig (20.7 bar).
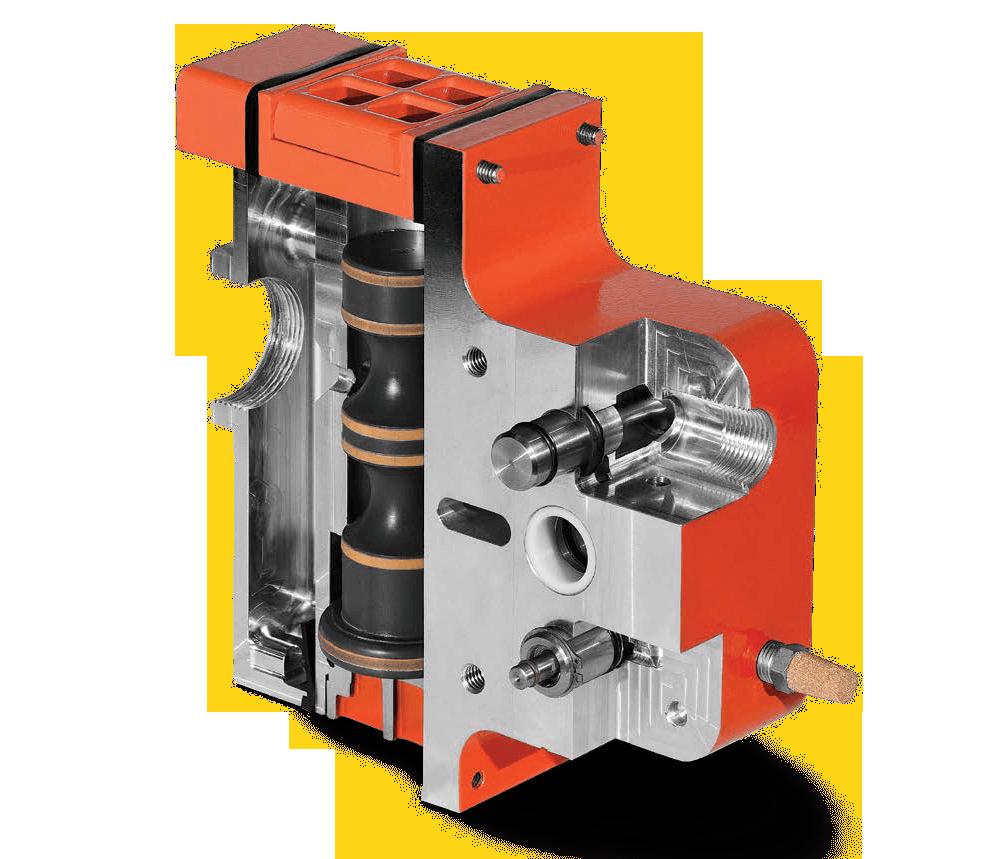
Is Pro-Flo SHIFT Your Best Choice?
With design benefits unmatched by any other AODD ADS on the market, the Pro-Flo SHIFT features an air control spool that eliminates overfilling of the air chamber with no reduction in flow rate, automatically optimizing air consumption.
• Up to 60% in air savings
• Greater flow rates and high suction lift capabilities
• Lower kilowatt usage and more gallons pumped per SCFM
• Expansive range of chemical compatibilities
• Bolted design for superior containment
• Fewer operating parts for reduced maintenance and less downtime
The operational benefits of the Pro-Flo Shift Series make it an ideal pump option for various applications. However, depending on your specific application, careful consideration of all available ADS options is recommended.
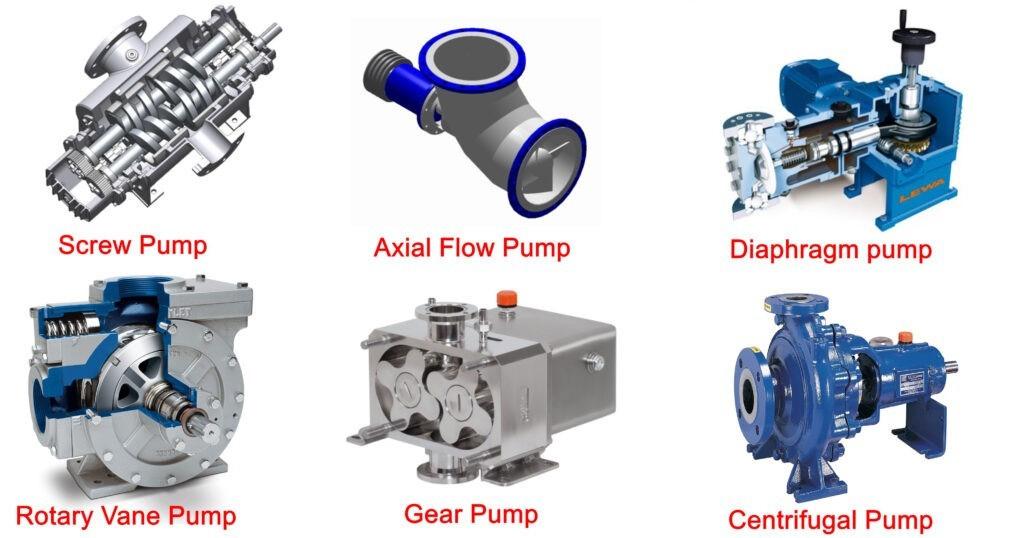
Pumps are essential devices used to move fluids (liquids or gases) from one place to another. There are various types of pumps designed to suit different applications and fluid-handling requirements. Some common types of pumps include:
Boiler feed water pump
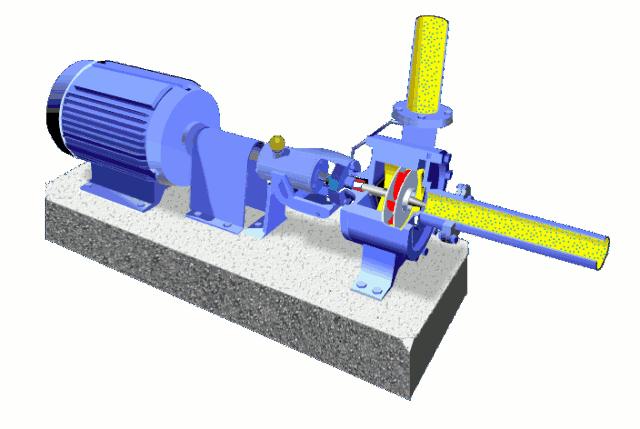
Centrifugal Pumps: These pumps use centrifugal force to impart energy to the fluid by rotating an impeller.
They are widely used in industrial, municipal, and residential applications for water supply, circulation, and drainage.
Positive displacement pumps:
• Reciprocating Pumps: These pumps use a piston or diaphragm to displace the fluid, creating pressure and flow. Examples include piston pumps and diaphragm pumps.
• Rotary Pumps: These pumps use rotating mechanisms to trap and transfer fluid. Examples include gear pumps, vane pumps, screw pumps, and rotary lobe pumps.
Axial Flow Pumps: These pumps move fluid parallel to the shaft axis with the help of propeller-like blades.
They are suitable for applications requiring high flow rates at low heads, such as irrigation and drainage systems.
Fundamentals of pumps
Mixed Flow Pumps: These pumps combine features of centrifugal and axial flow pumps, suitable for medium heads and flows.
Jet Pumps: Also known as ejector pumps, these pumps use highvelocity jets of fluid to entrain and transport another fluid.
They are commonly used for lifting water from wells and boreholes.
Submersible Pumps: Designed to be submerged in the fluid being pumped, these pumps are often used in applications such as groundwater extraction, sewage handling, and deep well pumping.
Maintenance of pumps
Metering Pumps: These pumps are designed for precise control of flow rates, commonly used in chemical dosing applications, water treatment, and process industries. Air-operated
Diaphragm Pumps (AOD Pumps): These pumps use compressed air to move a diaphragm, creating suction and discharge strokes to transfer
fluid. They are often used in industrial and chemical applications.
Rotating Equipment Knowledge
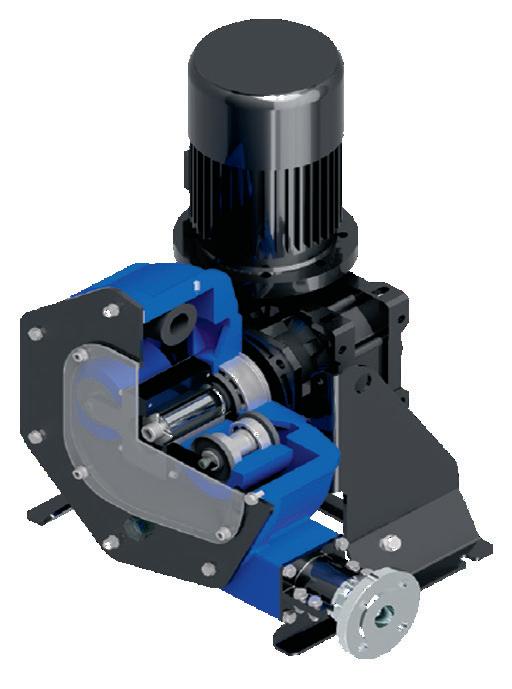
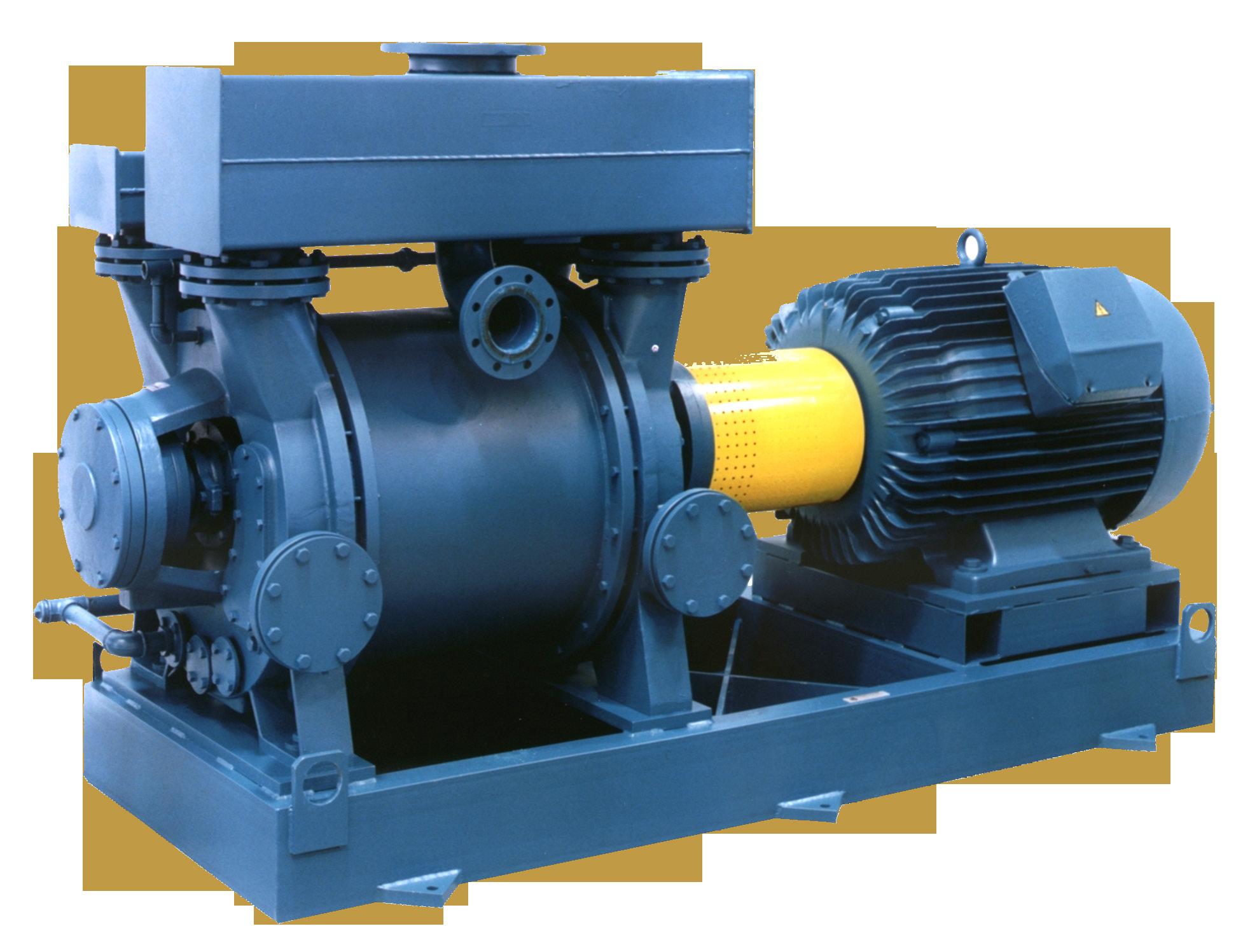
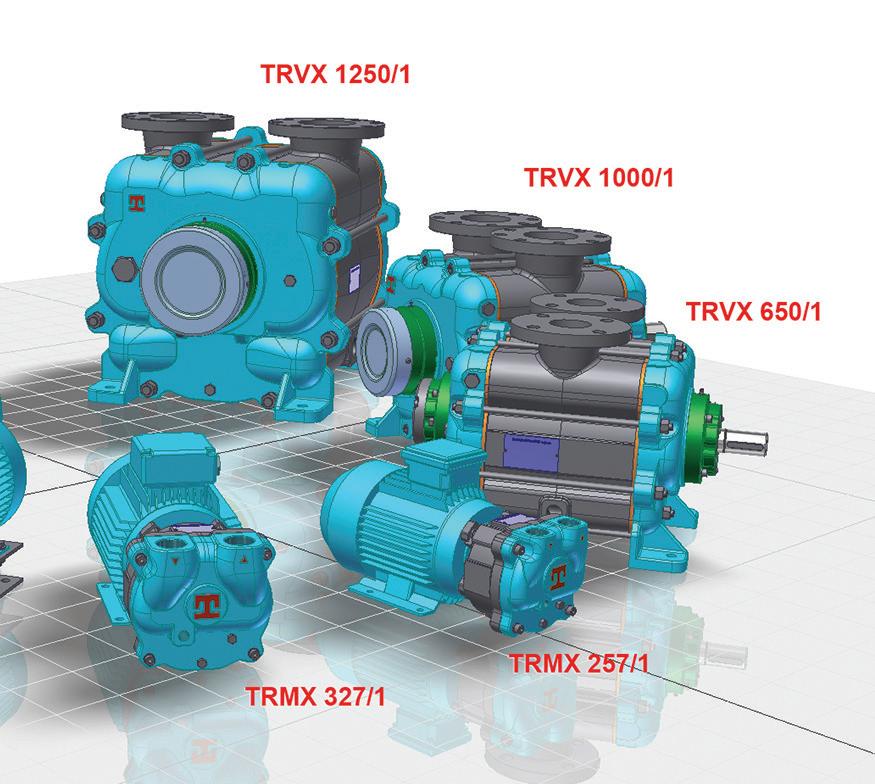
New generation liquid ring vacuum pumps
A range of single stage, variport liquid ring vacuum pumps is ushering in a fresh era in design performance and reliability.
TRVX Pompetravaini’s technology offers tangible benefits for food and beverage manufacturers. The new hydraulic profile allows performance increases of more than 10 per cent over traditional liquid ring designs. Increases in efficiency and operational cost savings can now be achieved over the entire pump life.
Advantages when compared to traditional liquid ring vacuum pumps:
• Pump weight is 30 per cent less on average compared to traditional designs
• Units are compact and dimension and volume is 40 per cent less than traditional designs
• Features single and direct service liquid connections
• Up to 50 per cent less service liquid usage reduction
• Central body impeller housing with integrated suction and discharge manifolds. This feature reduces pump components and increases robustness
shaft, resulting in easy maintenance, performance optimisation, assembly time and cost
• Length between bearing supports is 25 per cent less than
• Suction, discharge port plates and impeller in stainless steel allows greater reliability.
• Standard ISO 3069/DIN 24960 mechanical seals are easily obtainable. This reduces component stocking
• Mechanical seals can be replaced without disassembly of the pump reducing downtime
• Features external precision regulation of the impeller
traditional pump designs. This results in a reduction of eventual vibration and shaft deflection
• Connections are universally flanged to meet both DIN-EN and ANSI standards.
The TRVX is a true leader in its own class with capacities up to 2 000m³/h with a maximum vacuum of 33mbar abs.
Werner Pumps concludes delivery of 50 trucks for KZN municipal use
Over the period of one calendar year, leading manufacturer of high-pressure jetting equipment in South Africa, Werner Pumps, has delivered a total of 50 truck units to a supplier for eThekwini Municipality. The contract – which is the company’s largest single order to date – included four street cleaning trucks, two combination jetting and vacuuming trucks, and 44 jetting trucks.
Sebastian Werner, MD at Werner Pumps, says the fleet will be put to use for street cleaning, sewer maintenance and stormwater drain cleaning, helping to improve service delivery in the municipality.
The Werner Pumps Impi combination units are one of the company’s flagship products and offer hydraulicallyoperated jetting and vacuum functionality. They are 100% locally manufactured by the company and customised according the customer’s requirements.
The high-pressure pump on the Werner Impi system has a capacity of 295l/min at 135 bar and is fitted with a pneumatically operated regulating valve, making pressure adjustment simple and contributing to operator safety. The vacuum pump has a 1700m3/hr suction capability and the vehicle is fitted with a 12.500 litre stainless steel tank. Other features include a hydraulic slewing suction boom, two hydraulic-driven hose reels and multiple toolboxes.
“The Impi trucks allow sewers to be cleaned using a high-pressure water hose with a specialist jetting nozzle that dislodges waster and flushes it down the gully hole,” explains Werner. “The vacuuming units then remove material that has been flushed down the gully hole, with water and solid waste being deposited into the sludge tank through a suction hose. The cleaning of sewers with simultaneous jetting and vacuuming increases the efficiency of the line clearing process.”
While eThekwini Municipality services a major metropolitan area and requires a sizeable fleet, Werner
says that many smaller municipalities rely on Werner Pumps for their jetting and vacuuming needs too. “We are happy to partner with local municipalities to provide them with technical advice to ensure they get exactly what they need to service, maintain and repair their infrastructure, within their budgets,” he says. “We pride ourselves on delivering not only exceptional vehicles that will be reliable and effective, but also
understanding our customers’ needs and matching them with the best vehicles for the job, and then assisting with aftersales service too.”
This includes operator training, truck maintenance and repairs, and access to truck rentals, as well as a comprehensive range of jetting and vacuuming accessories and spares through Werner Pumps.
“We aim to support our customers – whether growing businesses or large contractors – with everything they need related to jetting and pumping,” says Werner. “Our success over the years has been based on building mutually beneficial, long-term relationships, and we hope to continue to service more municipalities around South Africa with everything they need to maintain their waste water systems.”
Werner Pumps, +27 (0) 11 362 6280, sebastian@wernerpumps.com, www.wernerpumps.com
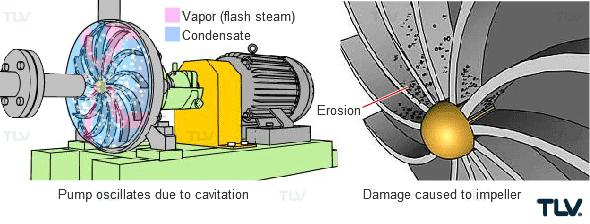
Centrifugal pump cavitation and solutions
Centrifugal pump cavitation is a phenomenon that occurs when the pressure within the pump drops below the vapor pressure of the liquid being pumped, causing the formation of vapor bubbles within the liquid.
These bubbles collapse when they enter regions of higher pressure, leading to noise, vibration, and damage to the pump components over time.
Cavitation can be detrimental to the pump’s performance and lifespan if not addressed properly. Here are some common causes of centrifugal pump cavitation and potential solutions:
Training manual of centrifugal pump
Insufficient Net Positive Suction Head (NPSH):
• Cause: If the pressure at the pump suction is too low or if the temperature of the liquid increases, it can lead to a decrease in NPSH, causing cavitation.
• Solution: Increase the suction pressure, reduce the fluid temperature, or select a pump with lower NPSH requirements.
Operating Beyond the Pump’s Capacity:
Cause: Operating the pump at a flow rate higher than its designed capacity can result in cavitation.
Solution: Operate the pump within its specified flow rate range or install a larger pump if necessary.
Air Leaks in the Suction Line:
• Cause: Air leaks in the suction line can reduce the pressure at the pump suction, leading to cavitation.
• Solution: Identify and repair any leaks in the suction line to ensure proper pressure at the pump inlet.
Blockages or Restrictions in the Suction Line:
• Cause: Obstructions or restrictions in the suction line can cause a drop in pressure at the pump inlet, resulting in cavitation.
• Solution: Remove any blockages or restrictions in the suction line to ensure smooth flow to the pump.
Impeller Damage or Wear:
• Cause: Damaged or worn impeller blades can create turbulence and low-pressure zones, leading to cavitation.
• Solution: Inspect and repair or replace the impeller as necessary to restore proper pump performance.
Operating at Low Flow Rates:
• Cause: Operating the pump at low flow rates can cause recirculation and turbulence, leading to cavitation.
• Solution: Avoid operating the pump at flow rates significantly lower than its design capacity, or install a variable frequency drive (VFD) to adjust the pump speed
based on demand.
Increase the System Pressure:
• Cause: Increasing the pressure on the discharge side of the pump can help prevent cavitation by ensuring that the pressure remains above the vapor pressure of the liquid.
• Solution: Adjust system parameters or install pressure boosting equipment to maintain adequate pressure levels.
Rotating Equipment Knowledge
Submersible and centrifugal pumps: Wacker Neuson has
‘All
it takes’ for superior water management solutions
In a market inundated with such a vast range of choices, Wacker Neuson stands head and shoulders above water with its comprehensive range of superior quality, ultrareliable pumps for fast and efficient water management.
Wacker Neuson, a globally renowned name in light- and compact equipment, is proud to highlight its advanced pumping solutions, designed to tackle the toughest conditions across Sub-Saharan Africa. “Engineered for the effective management of clear water, water with some solid content, mud, and slurries, Wacker Neuson pumps are a testament to our commitment to product quality, reliability, and efficiency,” says Stefan le Roux, Wacker Neuson Sales Manager for Sub-Saharan Africa. “Manufactured from superior quality components to endure the rigors of the African landscape and designed for almost every scenario, our pumps are more than just equipment; they are lifelines for the agricultural, mining, quarrying, and construction sectors.”
The company’s robust pump line-up of submersible, clearwater, and trash pumps is tried, tested, and proven across the Sub-Saharan region. Wacker Neuson’s pumps are ideal for a wide range of water drainage applications such as water removal from flooded mines, construction and quarry sites, pond drainage, and more. Le Roux adds that these pumps’ high suitability for emergency water drainage applications also makes them popular with municipalities.
Wacker Neuson’s range of self-priming centrifugal trash pumps provides a rapid solution for efficiently removing water containing solid debris. They are ideal for general dewatering applications, covering virtually any scenario where water extraction is necessary. This line-up includes lightweight, high-performance models like the PT2A, PT3A, and PTS4V, along with heavier-duty options such as the latest addition, the PT6 unit, which was introduced to the local market in mid-2023. Also available is the PST2400 submersible trash-water pump. These pumps are all designed with portability in mind, featuring compact and lightweight designs, as well as ergonomic handles or lifting points for easy transportation and handling on job sites. Le Roux explains that all the pumps Wacker Neuson provides to the Sub-Saharan region are top-tier, Germanengineered products, meticulously designed for premium quality and equipped with essential features for effective water management. However, there was a distinct demand in the mining, quarrying, and agricultural sectors for a durable, cost-effective solution capable of withstanding Africa’s challenging conditions. “Thus, we found the PT6 pump to be an ideal choice. Renowned for its rugged design and competitive pricing, the PT6 is tailored for
emerging markets, ensuring efficient and dependable performance in demanding environments.”
Wacker Neuson’s competitive edge in the pump market is centred on four primary differentiating factors - engine and component quality, self-priming functionality, after-market support, and brand reputation. The power units in all the Wacker Neuson pumps offer unparalleled quality and reliability. Additionally, the pumps incorporate high-quality components such as impellors and seals.
Wacker Neuson’s larger trash pumps are fitted with a double / twin-cylinder engine. This makes them superefficient, super-reliable, and long-lasting with higher capabilities and performance compared to anything else available in the market. “We are one of the very few manufacturers who offer this,” confirms le Roux.
Le Roux describes the self-priming functionality of various Wacker Neuson pumps as a game changer. “It is widely understood that a pump cannot operate with air in the system. Our self-priming pumps address this issue by bypassing air through a valve. This ensures that once in position, the pump can be started immediately and safely, eliminating any risk of damage to its components. By eliminating the time-consuming task of manual priming, these user-friendly pumps are easy to set up and keep productivity levels high.”
The company’s commitment to after-market support
further enhances the value proposition for customers. “We are squarely focussed on maintaining high parts and stock availability to minimize downtime, maintaining an 84% to 85% fill rate over a long period, assuring customers of access to essential components whenever needed.”
Regular maintenance goes hand in hand with pump performance, longevity, and reliability. “Never skip a service,” advises le Roux and explains that even the smallest detail such as using the correct oil, can make a huge difference
With a legacy of quality and innovation, Wacker Neuson continues its industry leadership as a specialist supplier of efficient, reliable, and competitively priced pump solutions designed with the end-user in mind. Le Roux concludes: “What sets our pumps apart is not just their superior engineering but their total value offering of high performance, efficiency and uptime, low operational costs, and rapid Return On Investment (ROI). We’re not just selling pumps; we provide water management peace of mind, demonstrating that finding the right partner for effective water management is ‘all it takes’.”
Optimizing pumping systems for agricultural irrigation
Effective water management ensures high yields and prevents crop loss. Pumping professionals must assess site needs and performance to optimize water coverage.
With so many pumping options available – including lineshaft turbines, submersible turbines, and centrifugal pumps – you want to be sure the application is serviced by the best long-term solution.
From shallow to deep well settings: Address water supply with submersible pumping systems
Questions to consider:
• Is electricity available?
• Is the pump going to be used in a well – and how deep is the well?
Submersible pumps are rugged, electric-driven systems designed to draw water from wells as shallow as 10 feet or as deep as 3,000+ feet. With submersible pumping systems, both the motor and pump are installed within a well and underground, protecting them from weather, implements, livestock, and other surface hazards.
The versatile array of large submersible pumps and turbines, such as the premium construction of STS Series, is designed to perform in harsh environments through maximum abrasion resistance, ensuring increased pump life. To size and select a submersible pumping system, it’s important to consider several key aspects – including flow and head requirements, set depth, casing size, screen location, and controls. When considering submersible motors for ideal pairing, installers can also leverage the latest technology (permanent magnet motors) to deliver higher efficiency – equating to cost savings on operation.
One example of this technology in action is Franklin Electric’s MagForce™ High Efficiency System solutions. Available for jobs up to 300 hp, MagForce™ solutions are driven by a permanent magnet motor. These utilize lower input power to deliver the same output, saving on operational costs every time the motor runs. These motors offer a 94% efficiency rating, providing an investment payback of less than two years in most long-or continuousrun applications (based on Franklin Electric Field Data).
Even if power isn’t readily available, some farming operations can still utilize solar-based pumping systems. Franklin Electric’s Fhoton™ SolarPAK and SubDrive SolarPAK are pump, motor and drive solutions that convert alternative energy sources to a DC power supply to generate flow rates up to 90 U.S. gpm. The DC power goes through an inverter with max power point tracking to supply AC current to a standard AC motor and pump. There are some size parameters to these systems, so installers will need to work with a manufacturer that understands the benefits and limitations of solar power.
• Are there sandy conditions or abrasive particles in the soil?
• How critical is ease of installation?
• How frequently can crews perform required maintenance?
Vertical lineshaft turbine systems utilize a submerged pump, a shaft system installed from pump to surface, and a driver that is located above ground. Vertical lineshaft turbines, like Franklin Electric’s FVT Series, can be installed anywhere from 10 feet to 2,500+ feet below grade and move up to 42,000 gallons per minute. Applications include supply to pressurized irrigation systems, filling settling reservoirs, boosting pressure from a wet well, flood irrigation, extensive water features, and much more.
A vertical lineshaft turbine delivers several key benefits, including:
Serviceability: When uptime is critical, vertical lineshaft turbines allow for flexible servicing on both new and existing systems. A pump or bowl assembly can be replaced while the column, tube, shaft, discharge head, and motor are retained. When sand and other debris consistently wear components, semi-open impellers can be reset to optimize flow.
Durability: The materials used throughout the key components of a pumping system can prolong its lifecycle. For example, systems that utilize silicon carbide mechanical
seals can pump water that contains silt, sand, or other mildly abrasive particles that are found in agricultural settings. These types of seals also help users avoid reliance on full oil cans for adequate shaft lubrication and dripping at the discharge head.
Move massive volumes of water: mixed or axial flow lineshaft turbines
Questions to consider:
• Is high flow essential?
• Is the water source shallow?
Mixed flow and axial flow vertical turbine pumps are both good choices when the application demands a high flow. FAF Series axial flow pumps allow for shallow depth sets up to 35 feet while FMF Series mixed flow work in depths up to 150 feet. Both are ideal for applications where you need to move a lot of water that is readily available – for example, from a lake or pond.
Move large volumes of water at the surface: centrifugal pumping systems
Questions to consider:
• Is water pressure a concern?
• Is water available from a nearby source?
A centrifugal pumping system is used in surface water applications, providing a versatile solution to a variety of agricultural irrigation needs. Common applications include boosting water pressure from creeks, rivers, reservoirs, and canals, water transfer across fields, and center pivot end gun boosters.
Sometimes referred to as above-ground or surface pumps, these systems can be packaged with a variety of industry standard motors and must be primed when the water level is below the pump suction. Centrifugal pumps are relatively easy to maintain and have few moving parts, reducing the likelihood of breakdowns.
They are also generally inexpensive systems compared to other types of pumps, and they can handle both clean water and suspended abrasives common to rivers, canals, and reservoirs.
Prolonging the system’s life & improving efficiencies: don’t forget the drive
Questions to consider:
• Does the application require variable flow and water pressure?
• Will pumping be performed on a schedule?
Any agricultural pumping system is an investment for the grower, including operational expenses. That’s where controllers come in. They not only optimize performance but also provide varying levels of system protection from the power supply and operating conditions.
A variable frequency drive (VFD) like Franklin Electric’s all-inclusive Cerus® X-Drive, is an example of a controller that offers built-in features designed to protect and extend the life of the pumping system. Cerus® X-Drive helps with control, data gathering, troubleshooting, and efficiency, providing precise water delivery to the fields. For example, dry seasons lead to lower water levels; VFDs offer programmable low water level settings to dial in the trip points, ensuring the system shuts down when the pump
starts pulling in air with the water. This protection feature also allows programmable recovery time, giving water levels time to recover and reducing the harmful effects of surging the well.
VFDs like SubDrive Connect Plus can also optimize an irrigation system to deliver constant pressure with varying flow requirements and water levels. Whether supplying water to a center pivot, multiple sprinklers, a drip system, or misters, the system can be designed to perform efficiently across the board. Constant pressure systems deliver the right amount of water across a property without gaps to maintain consistent yield. Constant pressure allows operators to dial in the ideal pressure required to operate their nozzles and emitters to what is best for their application and crops.
VFDs can be as complex or simple as needed for the user and application. Drive solutions can be fabricated with several options including status lights, service-entrance rated disconnects, input and output filtering, and communications or telemetry.
When rated for outdoor use, they save time in building a structure to house them. You can program multiple speed set points with well level measurement devices to avoid running the well dry. Optional telemetry controls allow the grower to control the system remotely and compile data using a smartphone or computer. With Franklin Electric’s portfolio of VFDs, setup is fast and easy, using simple LCD graphic display and comprehensive menus —no complicated programming is required. The drive can also be configured and monitored using integrated Bluetooth and the FE Connect mobile app.
An alternative to advanced control with VFDs is a reduced voltage soft starter such as the IPS-RV Intelligent Pump Soft Starter. These controls limit the voltage and torque while the motor is starting to facilitate smooth current progression; this process reduces electrical costs from startup current, power supply stress, mechanical wear, and hydraulic shock. Soft starters accept dry and voltage input signals, do not require complex electrical filtering, and often utilize a bypass contactor for system reliability.
Whenever controlling the startup time of a motor, ensure the time does not exceed the manufacturer’s recommended length.
Franklin Electric, +27 (0) 11 723 6500, info@franklin-electric.co.za, www.franklin-electric.com
Celebrating 100 years of excellence
Founded in 1924, Tsurumi Pumps remain a benchmark for reliability, quality and durability. Proudly designed, engineered and manufactured in Japan, our pumps are built to endure the harshest environments, from heavy-duty mining operations to critical food processing applications.
As extreme weather events and flooding become more common, our solutions stand at the forefront of global efforts in water management, offering unmatched durability and performance. Whether for large-scale flood mitigation or consistent water flow in demanding industrial settings, Tsurumi’s pumps deliver proven results, protecting communities and ensuring operations run smoothly even in the most challenging conditions.
• Mining Pumps : High capacity, abrasion resistance, and energy efficiency.
• Sewage Pumps : Clog resistance, robust construction
• Flame-Proof Pumps : Compliance with safety standards, durability
• Flood Control Solutions : Rapid deployment and high flow capacity
Tsurumi Pumps are built to endure
Explore our specialized pumps engineered for demanding applications, each designed to cater to your specific challenges. Built for maximum efficiency and minimal maintenance, our solutions are trusted globally for their ability to perform under pressure in the toughest environments. In addition, our flame-proof range is highperforming and set to deliver safe, consistent and reliable service in hazardous and explosive settings, ensuring peace of mind where safety is paramount.
Tsurumi Pumps recently provided several critical water reticulation solutions for leading diamond and gold mines in Angola and Ghana. One mine faced challenges in efficiently managing water transfer between a quarry and its operational areas.
Tsurumi designed a custom pontoon system equipped with four powerful LH 8110 [110kW] high-pressure submersible pumps to address this.
Known for their reliability in rigorous environments, these pumps provided consistent, high-volume water movement essential for the mine’s operations.
The solution enabled stable water levels and uninterrupted processes, allowing the mine to enhance productivity while minimizing downtime.
Visit us on 2-6 September at Electra Mining, Stand D15 in Hall 5, to discuss your needs with our experts and discover tailored solutions for your operations. Alternatively, visit us from 24-26 September in Las Vegas, USA for Minexpo.
Tailored solutions for pumps at Electra Mining 2024
The mining industry presents challenging conditions for pumping equipment. Continuous operation under harsh and sometimes unforeseen conditions accelerates the wear of mechanical components and can lead to equipment failure.
However, with the right equipment, you can ensure durability, efficiency and plan for the next maintenance, says Habermann Aurum Pumpen GmbH. The firm has developed tailored solutions for every mining process, including standardised and specially designed pumps to meet these demands.
The firm was founded in 1927 when mining in Germany peaked in the Ruhr area – now a major industrial hub and one of the world’s leading mining regions. This is where Habermann Aurum Pumpen GmbH has been based ever since. Over the years, the firm has gathered valuable knowledge from the mining sector and developed robust solutions for the extraction and processing of minerals, designed to endure abrasive applications and ensure reliable performance in the toughest mining environments.
Ore and mineral processing
In ore and mineral processing, pumps face several challenges. They must handle abrasive slurries with highly coarse-grained solids, which cause significant wear on pump components. Additionally, the corrosive nature of certain ores and chemicals used in processing can deteriorate pump materials. Habermann Aurum Pumpen GmbH designs heavy-duty KBKM centrifugal pumps fabricated from highly wear-resistant high chrome steel to
withstand these harsh conditions, ensuring reliable and efficient performance. An important criterion for reliable solids transport is the minimum flow speed required to avoid sedimentation. This is essentially determined by the sinking rate of the solids and therefore by the mineral weight, grain size, grain shape and transport concentration. In the case of coarse grain, it is necessary to consider that the maximum grain should not be larger than half the pipe diameter.
HPK-series pumps with elastic lining of all inner parts exposed to the slurry and heavy-duty NPK-series pumps made of highly wear-resistant cast material are designed to handle abrasive and corrosive slurries with ease, ensuring the continuous flow of material through various stages of separation. For instance, filter presses require pumps that can consistently deliver slurry to effectively separate solids from liquids. In this process, the media typically contains small solid particles, which can be perfectly managed with smaller HPK (40/65/80) pumps equipped with polyurethane APFlex®. This special formulation ensures resistance against wear for both abrasive and corrosive media. Similarly, hydro cyclones rely on pumps to provide a steady, high-velocity feed to separate particles based on size and density, making the robust HPK & NPK-series pumps ideal for this application, says the firm.
During flotation, handling frothy slurries with pumps presents challenges due to the presence of gas-containing media, which can disrupt continuous processing. To address this issue, Habermann Aurum Pumpen GmbH developed the HPK pumps in a vertical design. Utilizing N-series or V330 pump types ensures a continuous process.
Chemical processing
In chemical processing in mining, pumps are essential for handling various reagents and chemical slurries used in the extraction and processing of minerals. Here, pumps must be resistant to chemical corrosion and capable of handling a wide range of fluid viscosities and densities. The HPK-series pumps, with their elastic linings, are particularly suited for these environments, providing excellent chemical resistance and durability, says the firm, “Our further improvement of pump performance is the use of CeramCarbide®, a non-metallic composite material consisting of 80% silicon carbide and 20% vinyl ester resin as a binder. The pump’s wet parts are coated with CeramCarbide® which is used for application with hypochlorite and highly concentrated acids and alkalis.”
Mines and quarry dewatering
For dewatering in mines or quarries, Habermann Aurum Pumpen GmbH offers a comprehensive range of products. This includes centrifugal pumps for sludge treatment and specialised solutions such as vertical pumps installed in containers or on swimming pontoons. Additionally, the firm provides suction dredgers equipped with dredging pumps and submersible motor pumps from the Apollon® series.
These solutions will be presented by the firm’s partner, Neksol Engineering, at Electra Mining 2024 in hall 5 at stand A17.
• Low Voltage TEFC frame Electric Motors to IEC60034
• Ratings from 0.37kW up to 1000kW at 400V, 525V and 1000V
• Premium Efficiency to IEC 60034-30 (IE3)
• IP66 & Class H Insulation
Rubber linings resist coarse particle abrasion in pumps
Weir has found that its customers dealing with large particle abrasion in their pumps can save significantly on components and maintenance downtime by using rubber linings. According to Marnus Koorts, General Manager for Pump Products at Weir, these linings excel in applications where particles are being driven by a great deal of energy.
“Rubber is very good at absorbing and transferring the energy from moving particles , whereas metal liners are more readily worn away by those impacts,” says Koorts.
“This makes rubber linings ideal on the larger mill pumps and similar applications, which is where our customers get optimal value from this solution.”
He notes that Weir has spent decades developing its elastomer technology and trialling it in the field, giving it considerable advantage over competitors – many of whom have only recently begun introducing rubber lining on their pumps.
“We have helped customers to deal with some of the most abrasive applications to be found in mining. These conditions are commonly found where hard rock is mined, crushed, and milled, and the coarse particles leave the mill to be pumped further,” he says. “Among our case studies are installations where the pump’s wear life was improved significantly after it was lined with rubber.”
Another benefit of using rubber in these large pumps is that it is relatively lightweight compared to unlined metal pumps, enhancing safety and easing maintenance of rubber parts.
“A mill pump is a mission-critical item of equipment, so maintenance really needs to be as fast and infrequent as possible,” emphasises Koorts. “The whole plant process often comes to a halt when the mill stops if there is no standby pump, what we call a Service Class 5 pump.”
Replacing a rubber lining on a pump can be done quickly, and less often – giving the plant optimal uptime. He points out that this also provides a higher level of safety against the risk of particle wear actually breaking through the shell of the pump. In cases where these incidents have occurred, the high pressure inside the pump can spray slurry up to a couple of hundred metres – presenting considerable safety and environmental hazards.
“Where the rubber lining is present, it is encapsulated by a metal shell for added support,” he says. “Maintenance planning can be enhanced by using Weir’s Synertrex wear monitoring technology, which would alert the operators to the need for parts replacement, avoiding failures.”
He highlights that many of Weir’s pump ranges are available with the option of either rubber or metal liners. This has allowed many customers to easily trial the rubber lined option, as this can be done through a simple swap-in process during the plant’s shutdown period.
“We’ve seen a definite shift in the mining industry towards rubber lining on pumps, as mines recognise their value in these applications,” he concludes. “This is also a time when mining companies are starting to consider their upstream and downstream carbon impact. They can gain from the lower carbon footprint associated with rubber linings compared with steel.”
Heavy-duty pumps for abrasive slurries & continuous processes
Heavy duty pump range for continuous pumping of highly abrasive or dense slurries in processes from cyclone feed to regrind, flotation and tailings.
SafeR® series slurry pumps are a safe and environmentally friendly solution ideal for harsh mining conditions.
The pump footprint and all parts are fully interchangeable with the 60-year-old ‘AH’ workhorse, enabling old pumps to be retrofitted with safer designs. Upgrades are also available to extend pump life and reduce maintenance time with the One LinerTM, Gland GuardTM, Bearing GuardTM, Safer-SealTM or Wolfram long life shaft sleeves.
We currently hold extensive pump builds from 1.5/1 to 8/6, with competitive lead times for larger sizes.
Specifications:
• Size range (discharge) 25 mm to 450 mm (1” to 18”)
• Capacities to 5 000 m3/hr (22 000 gpm)
• Heads to 73 m (240 ft)
• Pressure to 2 020 kPa (300 psi)
Applications:
• Mineral processing
• Low pressure tailings
• Mill discharge
• Coal preparation
Benefits of the SafeR® series pump:
Sealing mechanism: a variety of seals are available including packed gland, expeller or mechanical seal. The sealing arrangement can be upgraded with a Gland Guard which reduces flush water costs and keeps slurry out of gland packing, extending overall wear life. Flushless designs are available on request.
Bearing assembly: all bearings are heavy duty to reduce stock requirements and extend wear life. They can be upgraded with a Bearing Guard which last at least triple the life of conventional piston ring designs.
Wet end: material options include hard metals, polyurethane, or rubber.
Enhanced efficiency and improved wear performance.
Multotec South Africa, +27 (0) 11 923 6000, marketing@multotec.com, www.multotec.com
New system improves performance of magnetic drive pumps
KSB Pumps and Valves has introduced its ground-breaking MagnoProtect system for the local Petrochemical, Chemical and General Industry markets to enhance the safety and performance of its magnetic drive pumps.
KSB’s MagnoChem range of magnetic drive pumps are essential in industries where handling hazardous and valuable liquids without leakage is paramount.
Traditionally, these pumps use mechanical seals, often requiring double mechanical seals for extra protection against leaks. However, these double seals demand an additional sealing system using buffer or barrier fluids to prevent the pumped liquid from escaping into the atmosphere. This method, while effective, has significant drawbacks, including the potential contamination of the pumped fluid, with pressurized systems, and the added complexity and cost of maintaining the sealing system. Fridah Magoro, KSB’s Market Area Manager for Petro-/ Chemicals and Energy in Sub-Saharan Africa, explains that the contamination of valuable fluids due to seal leaks can result in additional costs. Recognising these challenges, KSB has developed the MagnoProtect system, which enhances the reliability and safety of magnetic drive pumps by eliminating the need for traditional mechanical seals and their associated drawbacks.
“Compliance with stringent industry standards and regulations is non-negotiable in chemical and petrochemical operations, and our MagnoProtect system ensures that our MagnoChem pumps meet the relevant international standards, including API 685 and ISO 5199.
This compliance guarantees that the pumps are suitable for use in highly regulated environments, providing peace of mind to operators and plant managers.”
“Our MagnoProtect system is essentially an upgrade to the existing MagnoChem pumps which are designed with magnetic drive to inherently avoid the leakage issues associated with mechanical seals. The new MagnoProtect system incorporates a dual shell or “can-design”, which is an evolutionary to provide yet another layer of security against leaks.”
“To do this it features an inner and outer shell, with the space between these shells filled with a monitoring liquid and maintained at a vacuum. This design ensures that any breach in the inner shell results in a detectable change in pressure in the space, providing early leak detection. The vacuum between the dual shells is continuously monitored. Atmospheric pressure within this space indicates an outer shell breach, while an increase in pressure signals an inner shell breach. This dual monitoring system allows for early detection and preventive maintenance, minimising the risk of hazardous leaks,” Fridah explains.
She continues that the new design also features grooves that help reduce eddy current losses by up to 20% compared to previous models. This improvement not only
enhances pump efficiency but also reduces operational costs as a result of energy savings. This efficiency also extends to maintenance. The modular assembly can be quickly replaced which further minimises downtime and ensures that the pump can return to operation swiftly.
Some of the advantages of the MagnoProtect over traditional mechanical seal systems:
• By removing the need for buffer or barrier fluids, the MagnoProtect system eliminates the risk of fluid contamination. This is particularly crucial for handling valuable or hazardous fluids where purity is essential.
upgrade for existing installations.
• The reduced need for additional sealing systems and the lower risk of leaks translate to significant cost savings in both operational and maintenance expenses.
• The dual-shell design with vacuum monitoring provides a fail-safe mechanism, ensuring that any leaks are detected early, thus preventing hazardous fluid release and ensuring a safer working environment.
• An important aspect of the MagnoProtect system is its retrofit capability. Existing MagnoChem pumps can be upgraded with the MagnoProtect system, providing users with the latest safety and efficiency enhancements without the need for a complete pump replacement. This retrofit involves installing the new dual-shell and integrating the vacuum monitoring system, making it a cost-effective
• Cost effectiveness when compared to Pumps with Double Mech. Seals and Systems
“Our new MagnoProtect system represents a significant advancement in the field of magnetic drive pumps and offers improved safety, efficiency and ease of maintenance. By addressing the limitations of traditional mechanical seal systems and providing a better solution for handling hazardous and valuable liquids, users can continue to prioritise safety and efficiency with either new or retrofit systems,” Fridah concludes.
Founded in 1994, we have proudly imported and distributed HCP Submersible water pumps across South Africa, serving municipal, industrial, domestic, mining, and agricultural markets.
This anniversary is a testament to our unwavering commitment to excellence, innovation, and customer satisfaction.
Reflecting on the Journey:
In 1994, we embarked on a mission to provide superior water management solutions. Over the past three decades, we have navigated challenges, seized opportunities, and consistently delivered high-quality products to meet the diverse needs of our customers.
Our growth and success are rooted in the trust and support of our valued customers, the dedication of our passionate team, and the outstanding quality of HCP Submersible pumps.
Expanding Our Product Offerings:
Our product catalogue covers a wide array of applications related to water transfer, ensuring we can meet the needs of the domestic, industrial, mining, and agricultural markets. The versatility and reliability of our offerings make us a trusted partner in water management solutions across various sectors.
We are proud to offer RAM air-operated double diaphragm pumps, available in aluminium, stainless steel, and polypropylene, allowing us to pump almost any Newtonian fluid. This versatility ensures that we can provide solutions for a broad range of fluid transfer needs.
Introducing TORO Vacuum-Assisted
Auto Prime Centrifugal Pumps:
The latest addition to our product line, the TORO vacuumassisted auto prime centrifugal pumps, has been a gamechanger in construction, mining, and municipal bypass
pumping applications. These pumps are designed for optimal performance and efficiency, further enhancing our ability to serve our customers effectively.
Here are some key features and benefits of the TORO pumps:
• Driven by Diesel Engine or Electric Motor: Flexibility to meet different operational requirements.
• High Efficiency 50Cfm Single Diaphragm Vacuum Pumps with a Priming Chamber: Ensures quick and reliable priming.
• Ductile Iron Pump Casings with Stainless Steel Impellers: Provides durability and resistance to corrosion.
• Dry Run Mechanical Seal Arrangement with Oil Reservoir: Prevents damage during dry run conditions.
• Greased Bearings: Ensures smooth operation and longevity.
• Bare Shaft or SAE Couplings Pumps Available: Versatile installation options to suit various applications.
Performance Capabilities:
• Clean Water Models: Available in High Head, Medium Head, and Low Head/Large Flow models to meet specific water transfer needs.
• Solids Handling Pumps: Capable of pumping solids up to 100mm, ideal for challenging environments.
• High Head Pumps: Capable of pumping heads in excess of 200m, perfect for demanding applications.
• Low Head/Large Flow Pumps: Capable of pumping 4200l/ sec, suitable for high volume water transfer.
Package Options:
• Fabricated Mining Trailers, Skid Base, or High-Speed Roadworthy Trailers: Designed for ease of transportation
• Silent Units: Available for noise-sensitive environments.
• Murphy or Deepsea Controllers: Standard on all ECU engines for reliable and efficient operation.
Join Us at Electra Mining Africa 2024
We are excited to announce that HCP Pumps SA will be exhibiting at this year’s Electra Mining Africa show, taking place from 2-6 September 2024. This event provides a fantastic opportunity to showcase our extensive product offerings and connect with industry professionals. We invite you to visit our stand to explore our latest innovations, including the TORO vacuum-assisted auto prime centrifugal pumps and more.
Commitment to Quality and Innovation:
Quality has been at the heart of our operations. Our partnership with HCP, a globally renowned manufacturer, has enabled us to offer state-of-the-art submersible water pumps that meet and exceed industry standards. From municipal water systems to industrial processes, domestic use, mining operations, and agricultural irrigation, our pumps are designed for durability, efficiency, and reliability.
Innovation has driven our journey forward. We have embraced technological advancements, adapted to evolving market demands, and consistently introduced new products to better serve our customers. Our commitment to innovation has ensured our continued success and contributed to the growth and sustainability of the industries we support.
Gratitude
and Acknowledgments:
On this momentous occasion, we extend our heartfelt
gratitude to our loyal customers and partners who have supported us throughout the years. Your trust has been our greatest asset, and we look forward to continuing our journey together. We also express our sincere appreciation to the dedicated team members of HCP Pumps SA. Your hard work, expertise, and passion have played a pivotal role in our success. As we celebrate 30 years, we recognize and applaud each member of our HCP family.
Looking Ahead:
As we celebrate our past achievements, we also look towards the future with optimism and excitement. HCP Pumps SA is committed to remaining a leader in the industry, driving innovation, and providing unparalleled service to our customers. We are confident that the next chapter of our journey will be even more inspiring and impactful.
Join Us in Celebration:
To mark this special occasion, we invite you to join us in celebrating 30 years of HCP Pumps SA. Stay tuned for upcoming events, promotions, and initiatives as we express our gratitude and share this milestone with the community that has been integral to our success.
Once again, thank you for being an essential part of our journey. Here’s to 30 years of excellence, and to many more years of success, growth, and collaboration!
Guide Rail System Stainless Steel
Axial Flow Pumps Air Diaphragm Pumps
General Dewatering Construction and Mining Sewage
Self-Priming Pumps
THE SOLUTIONS THE SOLUTIONS YOU NEED YOU NEED
THE STANDARD THE STANDARD YOU EXPECT YOU EXPECT
Product range: Product range:
Gate Valves For Water
Check Valves, Needle Valves And Butterfly Valves For Water
Service Connection Valves For Water
Hydrants For Water
Gate Valves, Butterfly Valves And Knife Gate Valves For Wastewater
Check Valves, Air Valves And Penstocks For Raw Water & Waste Water
Gate Valves, Ball Valves And Butterfly Valves For Gas
Hydrants And Valves For Fire Protection
Valve Accessories
Centrifugal pump commissioning & installation
Pre-Installation Inspection:
• Inspect the pump and associated components for any visible damage incurred during transit.
• Ensure all parts and accessories required for installation are present.
Location Selection:
• Choose a suitable location for the pump considering factors such as accessibility, ventilation, and proximity to the fluid source.
Foundation Preparation:
• Prepare a solid, level foundation capable of supporting the weight of the pump and motor assembly.
• Ensure proper alignment with the connected piping system.
Piping Installation:
• Install the suction and discharge piping, ensuring they are correctly sized, supported, and aligned.
• Use appropriate fittings, gaskets, and sealing materials to prevent leaks.
Electrical Connection:
• Connect the pump motor to the power source according to the manufacturer’s specifications.
• Ensure proper grounding and protection against overloads.
Alignment:
• Align the pump and motor shafts using precision alignment tools to minimize vibration and wear.
• Follow the manufacturer’s guidelines for alignment tolerances.
Coupling Installation:
• Install the coupling between the pump and motor shafts, ensuring proper fit and alignment.
• Tighten coupling bolts to the recommended torque values.
Prime the Pump:
• Fill the pump casing and suction piping with the fluid being pumped.
• Vent any air pockets to ensure proper priming and prevent cavitation.
Startup:
• Gradually start the pump motor and monitor for any unusual vibrations or noises.
• Verify that the pump is operating within the specified operating parameters (flow rate, pressure, etc.).
• Adjust speed or impeller diameter if necessary to achieve desired performance.
Performance Testing:
• Conduct performance tests to verify that the pump meets the required flow and head specifications.
• Measure power consumption and compare it to the manufacturer’s data.
Safety Checks:
• Ensure all safety guards and covers are in place.
• Verify that safety devices such as pressure relief valves and temperature sensors are functional.
Documentation:
• Keep comprehensive records of the installation process, including alignment measurements, test results, and any adjustments made.
• Update operating manuals and maintenance schedules as necessary.
Training:
• Provide training to operators on the proper operation, maintenance, and troubleshooting procedures for the centrifugal pump.
Maintenance Schedule:
• Establish a regular maintenance schedule, including tasks such as lubrication, alignment checks, and vibration analysis, to ensure the long-term reliability of the pump.
Empowering women in mechanical engineering: The journey of women at Rapid Allweiler Pumps
In the traditionally male-dominated field of mechanical engineering, the emergence of women who break barriers and redefine success stories is both inspiring and crucial. At Rapid Allweiler Pumps, a South African company specializing in the manufacture of pumps, the story of women in engineering is not just one of participation but of leadership, innovation, and dedication. Through the experiences of Mercy Mawelele, Angelique Saunders, Caroline Houghton, and Belinda Kuncl, the company exemplifies how women are shaping the future of mechanical engineering.
A Legacy of Leadership: Caroline Houghton
Caroline Houghton stands at the helm of Rapid Allweiler Pumps, embodying the legacy of her grandfather, AJ Hindry, the company’s founder.
With over 20 years in her role, Caroline was one of the first women in South Africa to lead an engineering company of this scale.
Her pioneering presence in the industry has not only been a testament to her capabilities but also to the progressive values that Rapid Allweiler upholds.
Under her guidance, the company has continued to thrive, embracing innovation while maintaining its commitment to quality and engineering excellence in pump manufacturing.
Caroline’s leadership serves as a powerful reminder that women can lead successful engineering firms, driving them to new heights while honoring the legacy of those who came before them.
Breaking Stereotypes: Mercy Mawelele’s Journey as a Fitter and Turner
In an industry where women are still underrepresented, Mercy Mawelele’s story is one of breaking barriers and defying stereotypes. As a young Black female and a qualified fitter and turner at Rapid Allweiler Pumps, Mercy has demonstrated that mechanical engineering is a field where skill, dedication, and passion matter most. Her role involves precise mechanical work, demanding both technical knowledge and hands-on expertise— qualities that Mercy embodies with pride. Mercy’s journey into mechanical engineering was not without its challenges. Yet, she has continually proven her worth, showing that women, regardless of background, can excel in technical roles traditionally held by men. Her presence at Rapid Allweiler is not just about fulfilling a job; it’s about paving the way for other young women of color who aspire to enter the engineering world. Mercy’s success story serves as an inspiration, encouraging more women to pursue careers in technical fields and challenging the status quo.
From Office to Workshop: Angelique Saunders’ Role as Production Controller
Angelique Saunders’ journey within Rapid Allweiler Pumps reflects her adaptability and ambition.
After seven years as a stay-at-home mom, she returned to the workforce, initially starting in an office role as a receptionist and PA to the Operations Manager. However, Angelique soon sought greater challenges and opportunities, transitioning from the office environment to the workshop space, where she now serves as the Production Controller. In her new role, Angelique is responsible for overseeing the production process, ensuring that all pumps and components are manufactured to the highest standards and delivered on time. Her move into this technical and demanding role exemplifies the opportunities available to women in mechanical engineering, even those who initially start in non-technical positions. Angelique’s ability to navigate this transition successfully highlights her determination and the supportive environment at Rapid Allweiler that allows women to grow and excel in various facets of the business.
Championing Women in Engineering
Leadership in Action: Belinda Kuncl’s Path to Operations Manager
Belinda Kuncl’s career at Rapid Allweiler Pumps is a story of dedication and growth. Having been involved in many aspects of the business before advancing to her current role as Operations Manager, Belinda represents the leadership opportunities available to women in mechanical engineering. Her journey through the ranks of the company reflects a deep understanding of its operations, from the intricacies of pump manufacturing to the complexities of managing large teams. In her role, Belinda’s leadership extends beyond just operations. She also supports key areas such as Internal Sales, where she collaborates closely with Pam Naidoo and Chanine Theunissen, and in Finance, providing guidance and support to Naomi Mashatola and Ivonne Swiegers. Belinda’s involvement in these diverse areas underscores her versatility and commitment to the company’s success. Her leadership is characterized by a hands-on approach, ensuring that every aspect of the business runs smoothly and efficiently. Belinda’s success is a powerful example of how women can rise to leadership positions in mechanical engineering, contributing to the strategic direction and success of the company.
The stories of Caroline, Mercy, Angelique, and Belinda highlight the diverse roles that women can play in mechanical engineering, from leadership and technical expertise to administration and operational management. Rapid Allweiler Pumps is more than just a company; it is a beacon of what can be achieved when women are given the opportunity to thrive in engineering roles. The company’s commitment to fostering an inclusive environment where women can grow and lead is a testament to its forward-thinking approach. As the engineering industry continues to evolve, the need for diverse perspectives and skills becomes increasingly clear.
Women like those at Rapid Allweiler Pumps bring invaluable insights, drive innovation, and help build a more inclusive and dynamic engineering community. Their contributions are not only shaping the future of Rapid Allweiler but also paving the way for the next generation of women engineers. In a world where engineering is still seen by many as a male domain, the success of women at Rapid Allweiler Pumps serves as a powerful reminder that talent knows no gender. Their stories inspire us to continue breaking down barriers and to ensure that engineering is a field where everyone, regardless of gender, has the opportunity to excel.
Tel: 011 573 7400
Sales: 082 456 5399 / 072 026 8217
www.rapidallweiler.co.za
IN THE INDUSTRY
appointed Branch Manager of Hytec South Africa Sasolburg
Hytec South Africa, a Bosch Rexroth Africa Group Company, is proud to announce the appointment of Valenchia Swan as the Branch Manager of its Sasolburg branch, effective 1 May 2024. Swan’s journey within the company, marked by dedication and leadership, has led her to this significant role.
Swan has been instrumental in driving several key initiatives during her tenure at Hytec South Africa. One notable accomplishment was introducing the site hose container at Arcelor Mittal for safekeeping hoses, fittings, connections, and other accessories when not in use. This initiative streamlined operations and enhanced safety protocols, showcasing Swan’s ability to implement practical solutions in industrial environments.
Her appointment drives the Group’s People and Culture pillar of its business strategy, which aims to break barriers and foster a diverse and inclusive environment. Under this pillar, women on the move making significant strides in a male-dominated industry are celebrated, empowered, and encouraged.
As a woman in leadership, Swan shares a motivational message with women aspiring towards similar positions: “Remember, your journey can inspire and pave the way for others. Together we can break barriers, shatter glass ceilings, and create a more inclusive and diverse industry. Your unique perspective and talents are invaluable. Embrace your journey with confidence and determination, believe in yourself, seek mentorship and support, advocate for yourself, and know that you have the power to achieve great success.”
Swan began her career at the company in 2013 as a Junior Technical Sales Representative. “I was eager to dive into the world of hydraulics and automation,” Swan recalls. In her first three years, she focused on gaining a deep understanding of the industry and its customers by seeking mentorship from senior colleagues and familiarising herself with the technical aspects of the company’s products and services.
Looking ahead, Swan plans to implement several strategic initiatives to drive growth and innovation through her role. “I have the privilege of leading a fantastic team at Hytec South Africa and I am committed to fostering a culture of excellence, innovation, and teamwork.”
The Group congratulates Swan on her appointment and wishes her the best in her new role.
Bosch Rexroth South Africa
Tel: 011 979 4630
Cell: 060 564 2347
Email: gillian.allin@boschrexroth.co.za
Website: www.boschrexroth.africa
AVK Valves Southern Africa: leading the way
With three decades of expertise in the local valve industry, AVK Valves Southern Africa, stands out for its high quality products. Pipes, Pumps and Valves Africa finds out more.
AVK Valves Southern Africa is making headlines with its high-pressure mining products under the Cementation Engineering brand. Renowned for their exceptional reliability, quality and durability these products stand the test of time. Innovative in their design with a high safety record they are ideal for the mining industry.
The Cementation Engineering range includes grouting pumps, water cabinets, cock valves, tele pipes, and other accessories. According to a spokesman for the company, AVK Valves leverages its extensive knowledge and understanding of the valves sector to perfect its products.
“Some of these products have improved longevity compared to competitor offerings, while others feature a more compact design and enhanced efficiency for higher volumes,” he explains.
Pumps make the difference
One notable innovation within the AVK Cementation range is the design of robust, compact grouting pumps capable of delivering the required output in extreme environments, such as mining. These pumps are manufactured locally in South Africa, allowing for continuous adjustments and improvements during the research and development phase. As a result, mining operations benefit from noticeable enhancements.
At AVK Valves the emphasis is always on product quality. The company recognises that failures in harsh mining environments can lead to significant consequences, including production loss and even personal injury or loss of life.
By prioritising robustness and reliability, AVK Valves Southern Africa distinguishes its products from emulation.
“It is critical that our offerings always enhance safety and efficiency in mining operations. The Cementation range achieves this while remaining cost effective for mining applications,” says the spokesman.
With this in mind, the company operates at a high level
of efficiency and effectiveness, backed by ISO 9001 and ISO 45001 certifications. Their products can be tailored to meet various international and local specifications when required.
Strategic leadership objectives
With its decades of experience AVK Valves focuses on providing comprehensive solutions that reduce total cost of ownership and enhance operational efficiency across various industries, including mining.
The company invests significantly in research and development (R&D) to address the specific needs and challenges of the African mining sector. By collaborating closely with customers, AVK Valves develops user-friendly products that require minimal maintenance, thereby minimising downtime.
The company highlights the importance of training and
operates its own in-house training facility called The Academy. This facility, established in September 2016, accommodates up to 40 attendees and features an impressive flow lab. Through practical demonstrations, participants gain a comprehensive understanding of waterrelated processes, including how water flows through a series of valves. The Academy offers three courses: the Valves Fundamentals Course, which provides essential knowledge of valves in theory and practice; the Advanced Valves Course, which delves deeper into fluid pressure, flow, and field applications; and the Technical Process Course for Valves, addressing valve failures and related
issues. These courses are registered with SAIMechE (South African Institute of Mechanical Engineers) and qualify for 2 Continuing Professional Development (CPD) points for professionals. The Academy’s mission is to train consultants, engineers, clients, staff, and students on various aspects of valve selection, operation, and maintenance. “AVK goes beyond product supply; we seamlessly integrate into operational processes,” says the spokesman. “Despite challenges faced by the
manufacturing sector, such as supply chain disruptions, we view these obstacles as growth opportunities. By adapting to market dynamics and external factors, we ensure longevity and relevance, continuously improving our offerings to meet industry demands.”
Amid global supply chain disruptions, AVK Valves Southern Africa has proactively adjusted its planning and booking processes to mitigate delays, ensuring consistent service delivery to its valued customers.
The hydrogen economy and the role of the valve industry
Hydrogen is the most abundant element in the universe; however, it does not exist on its own and must be produced from a broad range of sources, some of which are kinder to the planet than others. To reach the goal of net zero, it is important to use energy more efficiently and produce it from sustainable resources.
The variations in hydrogen production are subtle and typically focus on the difference in energy source; the current primary methods are green hydrogen and blue hydrogen. As valves are essential to the production of any type of energy or fuel source, it is interesting to consider what role they will play in the hydrogen economy.
Green and blue hydrogen
Green hydrogen is made from renewable resources such as wind, solar, and water, through a process called electrolysis. This process involves taking water and breaking the hydrogen atoms out of it. There is a major global push to meet net-zero greenhouse gas (GHG) emissions and the production of green hydrogen is driving that initiative forward. This trend has been particularly significant in the U.S. and Europe, where CAPEX is spending hundreds of billions of dollars to create these facilities and a large percentage of it will be government subsidized.
Blue hydrogen is produced by capturing the carbon emissions, via a carbon capture unit & storage (CCUS) system, from a steam methane reformer. This unit breaks the hydrogen out of the hydrocarbons to create energy. This is a great solution for refineries or foundries that do not have a renewable energy source and are looking to reduce emissions in the next 1020 years. A grey hydrogen facility can be converted to blue by adding a CCUS to the steam methane reformer.
An uphill battle
Although the industry is moving toward these low GHG emission methods of producing hydrogen, there is a very long uphill battle that will need to be waged to usurp grey and black hydrogen production. Government regulations
and subsidizing, along with major industrial gas supplier buy-ins, have played a major role in the current global project backlogs as they stand today. More specifically, it is beneficial to investigate the global net-zero initiatives and the direction the world is moving towards.
Overall, many major global economies have hydrogen strategies in place that are driving the net-zero mentality forward. The European Union (EU) was the front runner in the net-zero transition in 2019 with the Green Deal and set a target to reduce GHG emissions by at least 55% by 2030, compared to 1990 levels. China, the world’s largest emitter of GHGs, announced its goal to achieve carbon neutrality before 2060, though policy details are lacking at this time. India has established a plan to reduce emissions by 3335% below 2005 levels by 2030, but they do not have a longterm target for carbon neutrality.
In North America, Canada, and U.S. energy mixes are fossil fuel dominated. Both governments have net zero GHG targets for 2050 with an intermediate goal of producing 5052% less than 2005 levels by 2030.
High gasoline prices and energy security concerns in the wake of Russia’s invasion of Ukraine have augmented the focus on the transition to EVs, but also triggered calls to increase the region’s oil output, suggesting a stasis in decarbonization focus, at least in the short term.
From a regulation standpoint, Canada’s Next Steps for Clean Air and a Strong Economy (Government of Canada, 2022) as well as the U.S. Inflation Reduction Act (2022), are major steps towards supporting GHG targets. Within the IRA, the U.S. will be providing USD $8B for the U.S. Department of Energy to invest in regional hydrogen hubs, accelerating uptake in end-use sectors. In addition, USD $30B will be provided for solar panels, wind turbines, batteries, geothermal plants, and advanced nuclear reactors, including tax credits over 10 years.
Offshore wind, specifically, has seen a swell of interest with major developers, private equity, and oil and gas majors securing lease areas on the U.S. Atlantic coast. This includes collaborative efforts between Atlas Cop-co and Plug Power for turboexpander production to support LH2 production and transportation. This governmental policy push will be complemented by growing corporate net-zero commitments in the coming years to solidify this net-zero transition.
The next steps
Hydrogen has had several false starts in the past, but momentum has picked up significantly as governments pledge net zero carbon targets as indicated previously.
Nevertheless, it is still an early stage of deployment – with several barriers to overcome before a fully developed market can emerge.
What are some of those barriers? In terms of 2023 production, green hydrogen costs roughly USD $10/kg, blue hydrogen costs roughly USD $4/kg, and grey hydrogen costs roughly USD $2/ kg. Green hydrogen has the greatest potential to be more economical than grey hydrogen production, but this is not projected to occur until 2050, based on the current rate of net-zero progress goals.
Electrolyzer efficiencies are also a major concern for green hydrogen expansion. Although there are currently large-scale electrolyzers in production, the process to convert power to hydrogen and back to power has a round-trip efficiency of 18%-46% depending on the size and type of electrolyzer being utilized. Even if electrolyzer efficiencies are reduced, there are significant renewable energy limitations that need to be addressed.
To support some of the current industrial processes that use hydrogen (fertilizers, hydrocracking, desulphurization) it would take 143% of all existing wind and solar power available. This does not factor in any other uses like gas grid enrichment and transportation where hydrogen is currently almost non-existent in the global scope of supply.
have the adequate standards necessary. A butterfly valve, for example, whether it is a zero, double or triple offset, has many pros inherent in its design for hydrogen applications.
Typically, they offer the lowest cost of ownership, the smallest envelope compared to any other valve type, and low fugitive emission capabilities. In terms of the limitations, butterfly valves are prone to cavitation and are limited in pressure drop capabilities due to the disc being in the flow path.
Butterfly valves can be utilized in switch valve applications, desulphurization feed, and hydrogen liquefaction.
Globe valves will be heavily utilized in feed control, offering a variety of flow characteristics with shorter overall strokes, compared to quarterturn valves, due to their linear function.
The linear function, however, can lead to early packing wear and requires greater force to seat the valve which means a larger actuator is typically needed to support required leakage rates.
Globe valves can be found in fuel flow regulation and steam control within both the blue and green production chains.
Clearly, there is a need for a significant uptick in renewable energy sources. Finally, as there are no international standards associated with hydrogen production, current project scopes are not being harmonized. With all these hurdles, new projects are being added to the backlog daily; the proverbial chicken is therefore coming before the egg. With this information in mind, one can ponder what part valves will play in this economy.
The role of valves
Valves will be required in the processes used to form various forms of hydrogen, however, not all valves will
Finally, ball valves will play an important role in the netzero movement as they offer the highest capacity flow coefficent (Cv) ratio of any valve type, while still being able to support erosive/abrasive media extremely well.
Similar to butterfly valves, ball valves are prone to cavitation and offer limited differential pressure and temperature capabilities within hydrogen production. Ball valves will be heavily utilized in ESD shutdown applications as well as hydrogen compression and storage.
Effective bolt tensioning for valves
BMG’s Nord-Lock bolting solutions include Boltight hydraulic bolt tensioning tools, which have been developed for use in all industries where critical bolting requires accurate and reliable tightening.
Boltight hydraulic bolt tensioning equipment - which can be used to tighten bolts simultaneously, ensuring even preload in industrial applications and extreme environments – is particularly useful for bolts on valves, pipes, pumps and engines.
“Advanced bolting technology in large machines and equipment eliminates the risk of loose or over-tightened bolts and is critical to ensuring optimum performance and safety in arduous conditions, like mines and quarries,” says Maryna Werner, BMG’s Fasteners Sales Manager. “As bolts increase in size, so the load critically increases and operators are faced with the challenge of achieving the correct bolt elongation, to ensure bolt load accuracy.
“When tightening a bolt using traditional torque methods, it can be difficult and sometimes impossible, for the operator to achieve the correct bolt elongation, due to friction.
“Boltight hydraulic bolt tensioners - manufactured to stringent global quality and safety specifications - use high-pressure hydraulics and a pre-determined pressure to make on-site bolting jobs safer, faster and more efficient. These tools have been specially developed to axially stretch the bolt. The nut is then rotated down the joint face, accurately locking in the bolt load.
“BMG offers a wide range of standard and customised bolt tensioning tools to optimise bolt tightening during the construction of new plants and equipment, or for maintenance operations.”
“Boltight tools provide continuous performance, without the need for frequent maintenance and repair. In addition, the fast and efficient turnaround and reliability of these tensioners is vital to saving time on site and for the controlling of running costs.”
The Boltight operating principle is based on the flow of hydraulic oil into the load cell. The load generated by the load cell is transferred into the puller and the puller then transfers the load directly into the bolt. The nut lifts clear of the flange mating surface due to bolt stretch and the socket is used to turn the nut down, retaining the load.
Boltight tools are used extensively throughout the mining, marine and oil and gas industries, where reliable and accurate bolt tightening is critical to operational efficiency. Standard bolt tensioners are used on onshore and offshore pipeline flanges, compact flanges, heat exchangers, cranes, pumps, valves and for other critical bolting applications. Xtra load bolt tensioners are recommended for higher loads and for restricted space applications.
BMG’s Fasteners team - which offers an extensive range of quality branded fasteners and specialist solutions for every application - is committed to eliminating breakdowns, controlling downtime and ensuring optimum safety in diverse industries.
Xylem’s innovative solar water solutions provide adaptability for dependable underground or surface water access. They are designed to:
• Meet all agricultural needs
• Protect you from energy cost fluctuations
• Provide rapid return on investment.
This system satisfies all your agricultural needs, including watering crops and livestock, along with household water demands on your farm or ranch.
Dependable access to underground or surface water resources can be challenging. As demand for safe, sustainable, cost-effective solutions grows, Xylem – in partnership with Lorentz –has provided an answer.
Discover our complete range of sustainable solar solutions.
The original since 1919
Founded with a vision to deliver precision-engineered products, Ainsworth Valves has grown from a local business into a global player for the mining industry Over the decades, the company has built a reputation for quality and reliability, a reputation that has been solidified through its commitment to excellence Each valve manufactured by Ainsworth Valves is a testament to our engineering prowess and attention to detail, ensuring that clients receive products that exceed expectations
Quality the mining industry can trust
For over a century, Ainsworth Valves has been setting the standard in industrial valve manufacturing Our valves are engineered for excellence, delivering unmatched performance across the most demanding industries Proudly certified under ISO 9001:2015, we ensure every valve meets the highest quality standards, providing you with the reliability you need to keep your operations running smoothly
Global Reach, Local Expertise
With a solid presence in both local and international markets, Ainsworth Valves continues to expand its footprint We take pride in our ability to deliver customized solutions that meet the unique needs of clients across the globe
In line with our commitment to excellence, Ainsworth Valves recently upgraded its online presence, moving to a new domain at www ainsworthvalves com This change reflects our growing global presence and dedication to serving our clients better
Ainsworth Valves is a name synonymous with reliability and innovation, it has become a cornerstone for industrial valves, providing top-notch valve solutions that meet the demanding needs for the mining and other industries worldwide
Phone: +27 (0) 10 020 8388
Email: , sales@ainsworthvalves com
Website: www ainsworthvalves com Since
Address: 48 Kindon Road, Robertsham, Johannesburg, South Africa, 2091
Mastering the water transition
Drought and flooding are posing greater threats to people and the environment than ever before. “Business as usual” is not an option, and a water transition is essential. Digitalisation is becoming a key technology in this regard. Valves and actuators are important components of Water Management 4.0, which merges the real world with the virtual.
Intensifying climate change and population growth are exacerbating the global water supply crisis. This is prompting countries in the Middle East to invest heavily in their water infrastructure, while Europe and America are focusing in particular on refurbishing and modernising existing plants. At the same time, flood prevention, which increasingly relies on modern, digital technologies, is moving more into the spotlight.
Collect – Evaluate – Respond Quickly
Water management processes must therefore become more efficient, more cost-effective, and more reliable. This is made possible through digital water management, using networked measuring instruments, control systems and processes.
Data – for example from drives – is accessed, collected, and finally analysed, in real time in order to make quick and more informed decisions. Processes are being automated, making them more efficient. This digital transformation is taking water management to a new level.
However, digital automation not only protects and supports people and the environment, but is also an effective means of combating an increasing shortage of skilled workers in water management. A win-win situation for people and the environment.
You can explore the trends and highlights from the valve and fittings industry at VALVE WORLD EXPO from 3 to 5 December 2024 in Düsseldorf. Find the latest news about the sectors and product information on the Internet portal at www.valveworldexpo.de.
VALVE WORLD EXPO, HartmannP@messe-duesseldorf.de. www.valveworldexpo.com
Leveraging expertise and custom solutions to lead in control valve projects across diverse industries
Since its foundation FLOVAL has mainly concentrated on tendering for and executing project orders for Control valves. The company has enjoyed a good degree of success in this field due to the inherent technical and sales expertise of incumbent staff.
FLOVAL’S strength lies in the ability to identity customer bottom line requirements, and to provide a ‘fit-forpurpose’ project package. FLOVAL is involved in a broad cross-section of industry, including, mining, minerals processing, power generation, iron & steel and water treatment. FLOVAL (Pty) Ltd was formed during 1988 to manufacture a range of Multi-Function Control Valves for Liquid applications. The range includes pressure reducing, pressure relief/sustaining, level control, deluge control and solenoid operated isolation.
The “PHOENIX MFC” valve is ideal for industrial, mining, municipal, irrigation and fire protection applications as no shafts, seals or guiding bearings exist in the valve which could be corroded or eroded by dirty, abrasive or chemically contaminated media. The valve can be installed in any position enabling its utilization in various applications. The valve can be controlled by the line media pressure, or if this is unsuitable, by an external separate
hydraulic or pneumatic pressure source equal to or greater than the line pressure. The controlled media would then only contact the internals of the valve body and the bottom surface of the diaphragm.
Manufactured and supplied in response to demand for….
Simplicity
The “PHOENIX” MFC is a direct sealing diaphragm valve which consists of only three main parts: body, bonnet, and diaphragm
Versatility
The “PHOENIX” MFC valve is designed tO withstand heavy duty conditions with the capability of providing a for flow control applications.
Reliability
The “PHOENIX” MFC valve is ideal for industrial, mining, municipal, irrigation and fire protection applications as no shafts, seals or guiding bearings exist in the valve.
Pace Valves, +27 (0) 11 452 6826, sales@pacevalves.co.za, www.pacevalves.co.za
More sea to quench the thirst
The need for action is growing every year. Because fewer and fewer people have adequate access to water supplies. At the same time, water shortages are harming industry, agriculture, and tourism.
Seawater desalination plants offer a way to alleviate this situation. Many countries are therefore convinced that “more sea” is a really promising idea. The valve industry is proving itself to be an enabler of this trend. Because it can handle it – and even better with digitalisation.
The numbers are alarming: According to the UN, more than 3.6 billion people suffer from inadequate water supply for at least one month per year. And the problem of water scarcity will continue to worsen as, according to WMO (World Meteorological Organization) figures, global fresh water demand grows by one percent annually. At the same time, water reservoir capacities are decreasing. According to the 2021 World Water Development Report, a water deficit of 40 percent will develop by 2030. Increasing droughts as a result of climate change are exacerbating the decline in supply.
A wide range of valves and actuators in use
More and more desalination plants are therefore springing up out of the far-too-dry ground. The valve industry is supplying them with plenty of components, as the systems rely heavily on valves and actuators. Experience in the challenging field of desalination is worth its weight in gold for companies. According to the manufacturer InterApp, “a solid knowledge of the desalination process and a wealth of experience in projects” is important. This is because the requirements for a valve vary according to which part of the system it is used in, such as seawater extraction, treatment stages, and feed-in to the drinking water
network, as well as cleaning processes.
High salinity in the air and the sea, along with aggressive media, push the materials to their limits. For example, super-duplex stainless steels with PREN (Pitting Resistance Equivalent Number) values of more than 40 can withstand the considerable corrosion potential. In addition, Halarcoated windows also demonstrate high levels of quality and meet stringent design standards, explains InterApp. Various dimensions are available, as desalination applications involve different pressure ranges.
Increase efficiency – reduce energy consumption
The product portfolio must be tailored to seawater desalination. That is why AWS Apparatebau puts such importance on material suitability. “Our range includes resistant super-duplex alloys as a casting material in 1.4469 or as a forging material in 1.4410.” For desalination, the company offers dual-plate check valves, as well as wafertype check valves and non-return valves.
When planning modern desalination plants, the most important factors are cost-efficient water production, energy consumption and system availability. For this reason, Flowserve, for example, offers complete, integrated flow-control systems that are “energy-efficient and scalable”. This allows desalination plants to operate economically and grow with demand.
Energy consumption is often the biggest operating-cost driver in reverse osmosis systems. Efficiency is therefore
key. “Our high-pressure diaphragm pumps and ERDs –including Flowserve FLEX™, Calder® DWEER™ isobaric devices and Calder ERT energy recovery turbines – feature optimised hydraulics and advanced material technologies, which keeps operating costs low and ensures plants can run profitably,” explains Flowserve. For instance, the company has installed seven isobaric Flowserve FLEX™ Energy Recovery Devices (ERDs) for the Las Palmas III seawater reverse osmosis plant in the Canary Islands, “which contribute to significant savings in operating costs and capital expenditure”.
Experts are also currently noting that users’ expectations are changing. For example, AWS Apparatebau has recognised that the pressure ranges in certain system areas are increasing; up to ANSI 600 is no longer rare. This results in even more demanding requirements.
Ready for the desalination boom
Expectations are also being fuelled by the growing demand for seawater desalination plants: The market will grow from USD 15.65 billion in 2023 to USD 17.57 billion in 2024, with an average annual growth rate (CAGR) of 12.2 percent, as reported by the Business Research Company (BRC) in its “Water Desalination Equipment Global Market Report 2024”. This growth is attributed to “increasing water scarcity, population growth, government initiatives, rising industrial demand, and increasing urbanisation”.
Companies like AUMA are ready for the ramp up. Its actuators are in demand, for example, at the Keppel Marina East Desalination Plant in Singapore, which has a capacity of 137,000 cubic meters of water per day. 156 AUMA actuators are distributed across the various treatment stages. In the ‘Carlsbad Desalination Plant’ in California, which supplies 200,000 cubic meters of water per day, there are even around 500 AUMA actuators. In view of the high requirements, the outstanding corrosion resistance, high positioning accuracy and modular design of AUMA actuators proved to be particularly advantageous. “Our actuators are up to any challenge in seawater desalination,” explains AUMA.
High investment in desalination plants
The epicentre of desalination capacity is the Middle East, led by Saudi Arabia and the United Arab Emirates. The Middle East is one of the driest regions in the world and is struggling with ever-increasing shortages of water. The Middle East and North Africa regions account for around 48 percent of the global desalination volume.
For example, Egypt plans to invest billions in the expansion of seawater desalination by 2025 in order to quadruple the corresponding capacities. According to Germany Trade and Invest (GTAI), a total of USD 2.5 billion will be invested in the construction of 17 new seawater desalination plants over the next few years.
Morocco is also investing heavily in desalination. The government plans to build up capacities of more than 1 billion cubic meters per year by 2030. At present, seawater desalination plants only account for three percent of the country’s water production. Prolonged droughts have taken their toll on the Moroccan agricultural sector in particular. Increased digitalisation for lower costs
At the top of the operators’ wish list is the highest possible system efficiency in order to reduce costs. For this reason, suppliers in the valve industry are offering components that can be digitalised and automated. The use of digital twins enables simulations to be run to evaluate problem areas and areas for improvement. This extends the service life of membranes and optimises the use of chemicals. Digitalisation is another ground breaking chapter in the success story of desalination. All this will ensure that more people have access to drinking water again...
Trends and highlights from the valve industry can be experienced at VALVE WORLD EXPO from 3 to 5 December 2024 in Düsseldorf. Current industry and product information can be found on the internet portal at www. valveworldexpo.com.
VALVE WORLD EXPO, HartmannP@messe-duesseldorf.de. www.valveworldexpo.com
Valve Manufacturers & Reconditioners
Electrolux (Kwikot) tanks gain global demand, expanding across Africa
Electrolux (Kwikot) Industrial’s massive water heating tanks are making a name for themselves beyond local borders. The tanks, which vary in size from 500 to 30,000 litres and used in settings such as mines, hotels, lodges and student accommodation, are sought after as far afield as Mauritius, Angola, and Mozambique with new countries in the region set to come on board.
Murray Crow, Electrolux Managing Director (MD) for South Africa, says the latest green industrial heat pumps are a game-changer. They efficiently heat water, using much less electricity, making them a popular choice for industrial tanks. “The shift to heat pumps instead of traditional elements has resulted in substantial cost savings on electricity bills for industrial sites,” he says, adding that the company maintains stock ranging from 500 to 3,000 litres, “ensuring prompt supply to meet the demands of our diverse clientele”. Industrial Department General Manager, Harry Huyser, says Electrolux (Kwikot) Industrial specialises in the meticulous construction of geysers tailored to meet the specific requirements of these diverse industries. The business has over the decades also shown a remarkable stride towards innovation and efficiency, bringing a new era of excellence in the realm of industrial water heating solutions with tailored industrial geysers to meet varied needs. From mines, hotels, lodges, and holiday resorts to other large-scale facilities requiring copious amounts of hot water, the industrial department at Electrolux (Kwikot) delivers geysers built with precision and to customer specifications. “We cater to anyone who needs a substantial supply of hot water, whether it’s for ablution
blocks at mines, factories, hotels or any industrial setting,” says Huyser. Beyond geysers, Electrolux (Kwikot) Industrial is a one-stop solution for industrial water heating needs. The company supplies solar heaters, industrial heat pumps, and a full range of industrial valves and spares essential for installations. The industrial heat pump, a testament to new technology, offers significant energy efficiency and cost savings.
Setting the company apart, Electrolux (Kwikot) Industrial proudly emphasises local manufacturing. “Ninety percent of our tanks are locally manufactured in Benoni. From rolling the tank material to welding and assembly, everything is done locally according to customer specifications,” says Huyser.
The company’s factory in Benoni is a hive of activity where domestic geysers and industrial tanks are produced under the same roof. Specialising in building stainless steel tanks, Electrolux (Kwikot) Industrial caters to unique needs, even constructing tanks for dairy farms where stringent hygiene standards are imperative.
Electrolux (Kwikot) Industrial boasts an impressive track record of quality and durability. Tanks are commissioned
on-site to ensure proper installation, covering their warranty. Huyser proudly reveals: “Our tanks have a track record of two-year and five-year guarantees. We haven’t had a guaranteed replacement in 16 years, except for cases of customer negligence,” says Huyser.
The longevity and reliability of their tanks are underscored by the fact that replacements from 2010 are only occurring now, with tanks from 1996 still in operation.
While quality comes at a price, Electrolux (Kwikot) Industrial ensures a spectrum of options to meet diverse budgetary needs. Prices range from R60,000 to R500,000, with stainless steel tanks commanding a premium.
The company even manufactures electric panels locally, providing flexibility to cater to unique requirements. Electrolux (Kwikot) Industrial prides itself on a dedicated team of coded welders, qualified boilermakers, and skilled individuals with expertise in cladding and insulation. With nearly two decades of experience, the team’s collective knowledge ensures consistent excellence.
“In our team, we’ve cultivated a culture of expertise, and our specialised staff ensures minimal staff turnaround. Our welders and boilermakers are highly qualified, bringing years of experience to their roles,” says Crow.
In an effort to integrate industrial water heating solutions from the design stage, Electrolux (Kwikot) Industrial actively collaborates with architects.
Huyser encourages architects to factor in their water heaters from the inception of building designs, emphasising the importance of early involvement to ensure seamless integration.
Electrolux (Kwikot) Industrial is constantly meeting with role players to come up with new innovations in the industrial water heating systems.
Think about opening a tap only to see a tepid stream of water flow from it. How does that make you feel? Frustrated? Concerned? Even fearful? The connection we make with water is primal. There are few experiences that so readily stoke feelings of insecurity, panic and dread like not having access to water.
Today, protests over water shortages are becoming more common across South Africa, even in major metros such as Johannesburg and eThekwini. Yet, those communities are still in a relatively positive position, considering that 19% of rural SA don’t have access to reliable clean water.
The recent WISA 2024 Conference, hosted by the Water Institute of Southern Africa at the Inkosi Albert Luthuli International Convention Centre from 12-14 June, provided an excellent platform to tackle these problems. The best minds and most passionate changemakers gathered
to see what we can do about South Africa’s critical water issues.
Dry taps and popular anger over water shortages are not forming in a vacuum. However, we can find solutions if we look into these problem areas. The WISA conference highlighted several solutions that we can start enacting.
Foremost, several speakers said that we need to change attitudes around water. It’s not someone else’s problem—water concerns everyone.
South Africa needs a culture shift towards protecting water, similarly to how the nation reacted to the electricity crisis.
Encouraging water knowledge and community ownership improves water conservation, pollution reporting, rainfall capture and greywater recycling. Smaller and rural communities can control their water through solar borehole pumps and low-maintenance infrastructure, and
community farms save considerably when they use techniques such as drip irrigation and water recycling.
Delegates discussed the problems at local government water facilities, notably crumbling infrastructure and budget shortfalls. Non-revenue water losses such as leaks and water theft are harming service delivery, sustainability and funding. But there are effective ways to tackle these issues.
Through smart metering and billing solutions, municipalities can better predict water consumption and appropriately bill large water consumers. Modern technologies can detect leaks and water theft, recouping lost earnings without halting operations. Industries including mines, farms, and manufacturers, can leverage smart water technologies to save money and reduce risks and losses around water rationing and quotas.
The topic of water pollution surfaced often during WISA 2024 discussions. Several experts lamented the dire state of local rivers and wetlands. They urged much greater urgency and collaboration to act on water issues, with an emphasis on stopping pollution at the source and rehabilitating heavily-polluted waterways. Many of these changes can happen through private and municipal treatment operations.
Modular water treatment solutions integrate new technologies into established treatment sites. Resilient and variable-frequency pumps require less maintenance while handling a wider range of solid objects and fibres that normally damage traditional pump systems.
UV and ozone systems complement chlorine disinfection while reducing reliance on and storage of corrosive chemicals. Self-contained modern bioreactors remove harmful bacteria without requiring regular maintenance or costly manual interventions.
enforcement of pollution laws, rehabilitating wetlands and rivers, and recharging aquifers.
The WISA 2024 Conference produced many more ideas to help turn the tide on water shortages. It’s crucial that we do so. The anguish caused by strained water resources is very evident in our society. People are concerned and angry. We are in the
midst of a growing water crisis. Yet, we have the expertise and technology to change the tide and keep water flowing. It’s not too late to change the picture and ensure everyone enjoys reliable access to clean water.
These examples apply to public and private use cases: industrial, food processing, and agriculture sites can deploy modular waste treatment systems that increase water efficiency and lower costs. And we can widen the scope to include aggressive
Endorsed by:
Vesconite Hilube bearings resilient in hypochlorite environment
At a Gulf Coast seawater cooling pump station, the resilience of Vesconite Hilube bearings in hypochlorite came to the forefront, showcasing their superiority in challenging environments.
Sodium hypochlorite, commonly known as bleach, is a staple in water treatment and cooling systems and is hailed for its potent disinfectant, anti-microbial and marinegrowth-inhibiting properties. These properties led to hypochlorite being adopted at the Gulf Coast deepwater cooling application where seawater must be disinfected before use.
However, when its concentration was inadequately monitored at the pump station, the consequences were severe.
Pumps fitted with conventional A106 seamless carbon steel and bronze wear components suffered considerable damage due to exposure to concentrations of hypochlorite exceeding the typical 2-3 ppm concentrations.
In contrast, pumps fitted with Vesconite Hilube parts emerged unscathed, demonstrating remarkable resilience to the corrosive effects of hypochlorite. Even after eight years of operation in these conditions, Vesconite Hilube bearings show no deterioration.
Commenting on this development, Vesconite Bearings application engineer Louis Gouws remarks, “We are delighted to see our Vesconite Hilube bearings deliver exceptional performance in environments challenged by hypochlorite.”
“This reaffirms our commitment to providing solutions that withstand the most demanding conditions, ensuring uninterrupted operation for our customers,” he says.
Vesconite Bearings’ chemical-resistance chart underscores the suitability of Vesconite bearings and wear parts for environments exposed to various chemicals, including acids, alkalis, organic compounds, solvents, oils, and fuels.
Notably, Vesconite Hilube bearings can withstand sodium hypochlorite solutions, making them the ideal choice for water applications where hypochlorite is used.
The success of Vesconite Hilube bearings in this demanding application has prompted the scheduling of replacements for pumps fitted with bronze components, with Vesconite Hilube parts set to take their place.
This transition reflects a strategic shift towards reliability and longevity in pump operation, mitigating the risks associated with chemical exposure.
LNG has never been as valuable as it is today – because liquefied natural gas is now helping to close the gap which has been created by Russia’s failure to supply gas volume. And time is running out: In order to satisfy the increasing hunger for energy, the countries of Europe are now increasing the pressure when creating an LNG infrastructure, for which valves are also essential.
In view of the altered geo-politic and energy policy framework conditions, an energy supply which could dry up must be prevented at all costs. An important mosaic stone for this is the forced usage of LNG. Liquefied natural gas terminals are therefore now springing up like mushrooms. There are currently 45 LNG terminals located throughout Europe – and over 40 are under construction or in the planning stage. The consequence: The European Council now states that the EU is the world’s largest importer of LNG.
LNG demand remains on course for growth
Most of the liquefied natural gas which lands here comes from the USA, which has massively expanded its export capacities and is continuing to do so currently, as well as deliveries arriving from Qatar, African countries such as Nigeria, Algeria, Egypt, Angola and Mozambique and Norway. “Overall, the LNG import terminals which are presently available in the EU can cover about 40 percent of Europe’s natural gas demand. By 2030, the available capacities should be increased from 252 billion m³ to 406 billion m³”, reports the German Maritime Platform e.V. Promising prospects for the LNG industry and its suppliers.
The growth in LNG demand is also largely influenced by China. The country plans to “reduce CO2 emissions in the industrial sector by switching from coal to gas,” explains the LNG Outlook 2024 from Shell. Considering that China’s coal-based steel sector produces more emissions than the entire industry of the UK, Germany and Turkey combined, it is clear that gas “plays an essential role in tackling one of the world’s largest sources of CO2 emissions and local air pollution.” According to experts, India is also increasingly relying on LNG and gas instead of coal.
Systems and plants for production, storage and transport
Due to the development which has occurred in recent years, LNG plants are experiencing great demand – for production, storage and transport. Liquefied natural gas must be brought on shore, re-gasified and forwarded on. The technology for this has long been available and has proven itself. For example, müller quadax has developed the QUADAX Top Entry butterfly valve especially for LNG applications. “In order to keep the gas liquefied, the pipelines and storage tanks must be able to withstand a temperature of -162°C and be appropriately insulated. Before delivery to the supply network, the liquefied gas
is subsequently heated evenly and thereby becomes gaseous again,” explains the company. Top-entry valves are utilised for these applications. Advantages are, for example, that the central upper flange can be taken off and all internal components can be easily removed from the housing.
Valves affect safety and efficiency
Emerson is also aware of the challenges created by LNG. Natural gas must be constantly brought to low temperature for transport in liquid state, and many safety factors have to be implemented in many areas. “As global demand grows, complexity and risk increase, while speed and reliability become more important than ever,” the company explains. The selection process for valve technology can be a major influence on system safety, efficiency, reliability and therefore cost-effectiveness. Emerson has therefore developed specific solutions for the LNG sector.
Emerson has, for example, developed automated valves for cryogenic use “which can provide safe, leak-free shutoff during demanding unloading operations, including isolation, flow control and emergency shut-off”. The company develops valves which protect the compressor from damaging excess pressure incidents. A desuperheater in turn enables accurate gas temperature control under cryogenic conditions. In order to prevent any excess pressure damage to the LNG tanks, as well as to reduce the loss of natural gas and maintenance costs, Emerson has suitable safety valves available in its portfolio. The use of digitalisation also supports processes in the LNG sector: An Emerson-designed digital valve regulator enables more precise control.
LNG supports the achievement of climate targets
But LNG is more than just a gap filler and is not only able to secure the energy supply. Rather more, liquefied natural gas contributes to the achievement of climate goals to a certain extent by releasing significantly less greenhouse gases when burning gas when compared to other fossil fuels. The possibilities of this energy source are not yet fully developed. For example, Bio-LNG, which is produced synthetically via power-to-gas processes from renewable energies, water and CO₂, is considered to be almost CO₂-neutral. Another option is the liquefaction of biomethane to Bio-LNG. It is therefore foreseeable that these developments will also provide an impetus for the development of suitable technologies.
Ecological transformation for shipping LNG also enables shipping to undergo the much-needed ecological transformation. Because propulsion with liquefied natural gas is much more climate-friendly than with diesel. Herose has already pioneered and supplied valves for the world’s first cruise ship which is now powered entirely by LNG for AIDAnova. The valves are equipped with a fire-safe approval and can be operated manually or pneumatically. In addition, there are valves which can regulate the required amount of gas via actuators.
But here, too, the following applies: Fossil LNG can only be a transitional solution, albeit a significant one, which can be made increasingly climate-neutral with the help of blends of Bio-LNG and synthetic LNG. “This
means that LNG will always remain an important fuel for climate-neutral shipping even in ten years’ time, but with a significantly reduced greenhouse gas intensity,” emphasises the Maritime Platform e.V.
LNG terminals must be H2 ready
So the prospects for LNG remain favourable: Global trade in LNG reached 404 million tons in 2023, compared to 397 million tons in the previous year. LNG demand will reach approximately 625-685 million tons annually in 2040, according to the latest industry estimates from Shell’s LNG Outlook 2024.
And for the time when less LNG is needed, provisions have already been implemented. Because LNG terminals must always be “H2-ready” or “ammonia-ready”. This will make them an import hub for hydrogen and hydrogen derivatives in the future. Investments in LNG terminals are thereby also investments in the energy transition. The valve industry has also long been ready for handling hydrogen. So the future can quickly become the new present...
Trends and highlights from the valve industry can be experienced at VALVE WORLD EXPO from 3 to 5 December 2024 in Düsseldorf. Current industry and product information can be found on the internet portal at www. valveworldexpo.com.
VALVE WORLD EXPO, HartmannP@messe-duesseldorf.de. www.valveworldexpo.com
High performance in a small, new package
BMG – which celebrates 50 years of business this year - has recently released the new Danfoss iC2-Micro Drive into the African market. This advanced system has been designed with new features for easy replacement of the VLT® Micro Drive FC 51.
“The new versatile iC2-Micro Drive - that delivers superior motor control and mechanical brake performance - is more intelligent and powerful than its predecessor and is easier to use, install and commission,” explains David Dyce, Business Unit Manager: Electronics, BMG. “The advanced iC2-Micro Drive, with reduced complexity and greater functionality, offers improved performance and energy efficiency over the VLT Micro Drive FC 51, ensuring a seamless retrofit for existing applications – and for complex tasks.
“This compact unit, with a small footprint and side-by-side mounting, can be installed in tight spaces and is able to withstand a wider operating temperature range, for safe use in harsh environments. In fact, these drives – available in a power range for 1-phase of 200–240 V AC: 0.37–2.2 kW and for 3-phase of 380–480 V AC: 0.37–22 kW - can operate reliably at full load for ambient temperatures up to 50°C. In addition, the drives come standard with coated circuit boards and controlled airflow movement to reduce the possibility of corrosive contaminants coming into contact with the drive’s circuitry. The drive’s fan system has built in on/off control to reduce noise and save energy. The fan is also removable for simplified drive maintenance.
“A key feature of the iC2-Micro is the integrated PID controller that enables users to programme closed loop functions directly into the drive, improving its speed and
process control capability. Advanced control algorithms and digital signal processing ensure more precise control over motor speed and torque, resulting in improved efficiency of the system and reduced energy consumption.
“We highly recommend iC2-Micro Drives to our customers needing to upgrade existing drives, or who are in the process of selecting drives for a new project.”
Other new features include torque open loop control, locked motor detection and permanent magnet motor control.
This system, with PM motor compatibility, provides efficient permanent magnet motor control in open loop under VVC+ throughout the power range and is available in two versions, with or without the RFI filter.
Integrated energy efficiency features, including an automatic energy optimiser and sleep mode, can reduce energy consumption by up to 30%. In addition, the iC2Micro Drive has new safety features, including enhanced overcurrent protection and short circuit detection, which protect the motor and drive from damage in the event of a fault.
The iC2-Micro Drive comes standard with an intuitive, userfriendly interface with display and keypad. The local control panel also has a standard potentiometer for local speed adjustment. This drive is incorporated with spring type I/O terminals for simple external control wiring. The VSD can be quickly and easily installed and configured, saving users time and reducing the risk of errors.
An optional remote control panel provides extra functionalities, including a monochrome display, multilanguage support, a parameter copy and download, easy connection with RJ45 port and a remote mounting kit. The drive can also be programmed with the Danfoss ‘MyDrive Insight’ commissioning and monitoring tool. This software enables users to perform off site commissioning and backing up of the drives programme. It also allows hot commissioning while monitoring live scope readings. The software includes valuable predicative maintenance features such as motor winding and load envelope monitoring.
BMG’s range of Danfoss drives has been designed to save energy, optimise process control and improve productivity in many sectors, including processing, mining and minerals, industrial HVAC, marine and water, as well as chemical, oil and gas industries.
Schneider Electric launches competitively priced new range of Easy TeSys contactors
Schneider Electric, the leader in the digital transformation of energy management and automation, has launched its latest range of Easy TeSys contactors, used in industrial automation applications, to South Africa, as well as in 23 countries in East, West and Southern Africa.
Roy Otieno, Offer Manager - Power Products at Schneider Electric, says the Easy TeSys contactor range is designed to control motors ranging from 2.2 kilowatts to 335 kilowatts (6A to 630A), suitable for light-duty applications.
“This is an easy solution for Original Equiment Manufacturers (OEMs), panel builders, contractors and system integrators who have a need for motor control, resistive load switching and isolation applications. The product covers 80% of all industrial motor applications, says Otieno.
He explains that Easy TeSys contactors are typically used for applications such as conveyors, packaging, pumps, compressors, HVAC, refrigeration and furnace applications among others. The contactors are ideal for these types of applications with power ratings and operational life of approximately one million electrical operations.
Additional applications
“The Easy TeSys range is an upgrade of Schneider Electric’s EasyPact TVS contactors, with the main improvement being additional application areas that the product is suited
to, particularly HVAC systems,” says Otieno. “In addition, Easy TeSys contactors are suited to Direct Current (DC) applications, whereas the previous range was primarily used for Alternating Current (AC) applications.”
Otieno notes that the Easy TeSys family of products can be grouped into three main areas:
• Protection – which consists of a motor protection circuit breaker, which essentially protects a system against short circuit faults.
• Control – this is the contactor which determines when the equipment or motor is switched on and off.
• Overload – this system protects the equipment against extreme thermal conditions when operating temperatures become too high.
Value for money
“The new Easy TeSys range offers better value for money compared to its performance. Compared to Schneider Electric’s other control systems, we are introducing this product at a lower price range, with additional functionality but without compromising on quality,” he says.
“We would like our distribution partners to know that despite the lower price point, they can expect the same reliability and performance from this product as from any other Schneider Electric range. The Easy TeSys range essentially provides just the right balance of budget, technological advancement and robustness.”
An additional feature of the Easy TeSys range is that it comes with a scannable QR code, that reduces the risk of counterfeiting by enabling serial number confirmation, ensuring peace of mind for end users.
“The OR code also provides 24/7 access to product guides which helps to ensure a seamless install process. Scanning the QR code directs users to a repository of datasheets, catalogues and brochures,” says Otieno.
As control applications are largely similar across the entire Anglophone Africa region, Otieno notes that the Easy TeSys contactor range is being simultaneously launched in South Africa, as well as in 23 countries in East, West and Southern Africa.
The LiqEvac filtrate extraction pumps are specifically designed to remove liquids from vessels which operate under vacuum conditions The LiqEvac model 2x9 and 4x9 are available in standard SGI units or a combination of SGI units with a 316 stainless steel impeller or in full 316 stainless steel construction. The LiqEvac operates on a standard centrifugal principal with the exception of the pumps ability to evacuate liquids under vacuum conditions.
Supplied and Service by:
Vac-Cent Services (Pty) Ltd
Greenco Sliding p
The Greenco Sliding vane vacuum pump cater for a wide range of applications The Pump is Intended for the suction of air and other dry, non-aggressive, non-toxic and non-explosive gases. Conveying media with a higher density than air leads to an increased thermal and mechanical load on the pump. The Sliding vane vacuum pump is equipped with a gas ballast (optional), water vapour within the gas flow can be tolerated within certain limits. The Sliding vane vacuum pump is thermally suitable for continuous operation.
Nash CL Liquid Ring Vacuum Pump
CL Pumps are single stage vacuum pumps ideal for demanding applications in extremely tough conditions. Heavy duty pumps, they are able to service a wide range of applications, which can include dewatering in the paper industry and vacuum filtering in mineral ore processing.
info@vaccent.co.za www.vaccent.co.za
Industrial Dry Rotary Vane Vacuum Pump
Dry rotary vane vacuum pumps find extensive application across a wide range of industries due to its oil-free advantage. Some notable applications include: