Full subscription rates(butsee page 734for offer): (12months, 26 issues,inc post andpacking)–UK £132.60. Export ratesare also available, UK subscriptionsare zero-rated forthe purposes of ValueAddedTax Enquiries: subscriptions@mortons.co.uk
PRINTAND DISTRIBUTIONS
Printedby: WilliamGibbons &Son,26Planetary Road,Willenhall, West Midlands,WV133XB
Distribution by: SeymourDistributionLimited, 2EastPoultry Avenue,LondonEC1A9PT
EDITORIALCONTRIBUTION
Accepted photographsand articles will be paid for upon publication. Itemswecannotuse will be returned if accompaniedbya stampedaddressed envelope andrecordeddeliverymustclearly statesoand enclosesufficient postage. In commonwithpractice on otherperiodicals,all material is sent or returned at thecontributor’s ownriskand neitherModel Engineer, theeditor, thestaff norMortons MediaLtd canbe held responsiblefor loss or damage,howsoever caused.The opinions expressedinModel Engineer arenot necessarily thoseofthe editor or staff. This periodical must not, withoutthe writtenconsent of the publishers first beinggiven,belent, sold,hired outor otherwisedisposedofina mutilatedcondition or in otherunauthorisedcover by wayoftrade or annexed to or as part of anypublicationoradvertising,literary or pictorialmannerwhatsoever.
http://www.facebook.com/modelengineersworkshop
http://twitter.com/ modelengineers
Vol. 233 No.4757 29 November –12December 2024
732 SMOKERINGS
News,views andcomment on theworld of modelengineering
736 MIDLANDS MODEL ENGINEERINGEXHIBITIONHIGHLIGHTS
John Arrowsmith provides an overview of the recent Midlands show at TheFosse
739 ABRSTANDARDCLASS 4 TENDER ENGINE
Doug Hewson leadsusthrough the construction of theBRStandardMogul
744 ARADIALMARINE STEAMENGINE
IanCouchman buildsa triple expanson marine engine with thecylinders arranged radially
748 BOOK REVIEW
Brian Bakercelebratesthe publicationofthe lastvolumeofBrian Reading’slocomotive photographsfromhalf acentury ago.
750 THESTATIONARY STEAMENGINE
RonFitzgerald tells thestory of the developmentofthe stationary steamengine.
753 AGWR PANNIER TANK IN 3½ INCH GAUGE
Gerald Martyn buildsa 1366 Classlocomotive from worksdrawings.
756 UNSEIZINGA BEAM ENGINE
MitchBarnesrestoresa nicely made but neglectedbeamenginetoworking order.
760 POSTBAG
Readers’ letters
762 ENGINEERING’SLOCAL HEROES
RogerBackhouse looksatthe lives of an inventivefatherand sonfromScarborough
765 BUTTERSIDE DOWN
SteveGoodbody writes with talesofthe trials andtribulationsofa modelengineer’s life
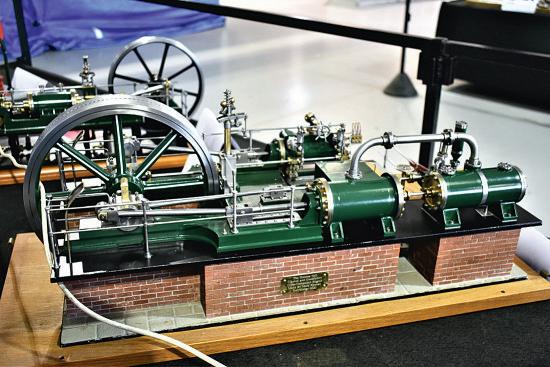
768 ATANDEMCOMPOUND MILL ENGINE
DavidThomasrevisitsArnoldThrop’s design of aCorlissmill engine
775 ANOTHERSTEAM PLANT
IanBeilbyreckons that twosteam plants are betterthanone
777
FLYING SCOTSMAN IN 5INCHGAUGE
PeterSeymour-Howellbuildsa highly detailedA3locomotivebased on Don Young’sdrawings.
779
THE2024 USK COUNTRYSHOW
John Arrowsmith visits oneofthe longest running countryshows in thecountry
Averypretty GWR1400 classlocomotive and‘Toad’guard’s vanin10¼ inch gauge seen at theMidlandsshow (photo:JohnArrowsmith)
LOWMEX
MARTIN EVANS Editor
DIANE CARNEY Assistant Editor
As usualatthistimeof year,I trekkedacrossEast Anglia to visitthe Lowestoft modelengineeringexhibition (LOWMEX),heldatthe East CoastCollege in Lowestoft. This is ashowthatgoesfrom strength to strength,gettig biggerand betterfromyear to year.Itisorganised by the Halesowenand District Model EngineeringSociety under theverycapable leadership of KevinRackham.Standing sentinel at thedoorwas Clive Randlesome’s very fine3 inch scaleFowlershowman’s engine (photo1). Inside was theshow’scharacteristically diversedisplay of models of allkinds,and work in progress. Theshow’sonlyweakness is that it is locatedinthe easternmosttowninthe UK, on theEastAnglian coast, whichmakes it alongjourney foranyoneapproachingfrom beyond thewestofCambridge
While themajor national shows(with theexception of theMidlandsshow) appear to have more or less disappeared from thecalendar, anumberof regional showsare becoming more prominent, this andthe recent St Alban’sshowbeing primeexamples.
Isuspect amajor reason forthe loss of some of our majorshows is theincreasing expenseofrunning these showsatmajor venues, especially in London.The regional showsrun on much smallerbudgets andare more likelytobeprofitable
Rochdale
BobHayterhas writtentome with thefollowing:
‘AtRochdaleSMEEweran a halloween specialonSunday 28th October. Allour young andjuniormembers were presentdressedready to give ourpassengersscary rides, it wasa good opportunityto
presentcertificates recognising thecontributionthese younger membersmaketothe running of theclub. Margaret Foster, whoinitiated theawards, wasonhandtomakethe presentations(photo2). The club hasbeen fortunateto have fiveyoung andjunior membersthisyear; they have notonlyhelpedrun railway operations butare active in theclubpublicity on social mediacreatingand maintaining aYouTube channeltoshare thevideo that they make.The effect hasbeen substantial -the halloween eventgave over 900rides in the3 hours of eveningoperations. The rain held offuntil thefinish but everyone gotverywet packing up,bolstered by achilli and hotpot supper.’
OldEngine
PeterBill hopestorestore this oldengine(photo3), dating back to the1930s.Itwould help in therestoration if the original makerand type of engine were known. Peter wonderswhether anyofour readerscan shed light on this Ishall be pleased, of course,to pass on anyideas
Mar tin Evans can be contacted on the mobile number or email belowand would be delighted to receive your contributions, in the form of items of correspondence, comment or ar ticles. 07710-192953 MEeditor@mortons.co.uk
Cock-upCorner
Lynx-eyedreaders,especially thosewitha keen interest in mathematics, will have spottedthe incomplete sentence in Rhys Owen’s artcle on Kinematics (M.E.4755, November 1, p.628) at the bottomofthe first column.The complete sentence should read ‘… (i.e.the rate of increase of theverticalcomponent relative to theincreaseofthe horizontal component)’.Myapologies for this omission
Whether you’ve been searching for the perfect gift forfriends andfamily, or you’re just wanting to tre yourself–look no further!
Midl ands Model En gine ering
Ex h i bi tio n– ib it io Highlight s
John Arrowsmith offers his frst impressionsofthe Midlands show.
Presentingthe highlights of this year’s exhibition is uitedifficultbecause thereweresomanythings worthy of mention. So let’s start iththe attendance this year hich as e cellent on all days and as complemented by increasedentries in allbut t oofthe competitionclasses. ddtothata completely ne organisation attending, in the form of the ssociation of elicopter erosports. They provided ane look at some e cellent miniaturehelicopters They call them miniatures rather than models becausethe waytheyare builtisthe same as theirfullsi ecounterparts. The ying displays of these machines ase ually outstanding giventhe often blustery eatherconditions outside andheretheyprovided somethingthathas notbeen seen at theexhibitionbefore. n to themoreconventional andtraditional offeringsinthe sho .The ualityof orkin some of theclasses really as outstandingand showed that theskilledmodel engineer is still very much aliveand kicking despiteall thedoomand gloom that surrounds us these days. very competitionclass hadentries e ceptt o so the organisers ere very pleased ith theresponsethisyear. ookingatthe varioussections thereweresomeoutstanding models in many classesand in particular the R tandard lass locomotive o. 3 displayedonthe nch auge ocietystand ando ned by ndy arvey.This as an e cellent e ampleofboththe modelmaker’s skill andthe finishedproduct photo1). Theother largelocomotive hichcaughtthe eye as the inchgauge R tanklocomotiveand
Toad guard’svan featured on the nch ocietystand eautifully made andfinished it asane cellent contribution
to thesho photo . n complete contrast to both theselarge locomotives the little inchgauge R T3
Asuperbexample of aBRStandardClass 5locomotive.
The10¼ inch gaugeGWR 0-4-2tanklocomotiveand Toad guard’svan
This delightful2½inchgauge LSWR T3 class4-4-0 locomotive wasbuilt by Terence Woodward
Twelve year oldTommy Pugh-Bodman built this smalloscillatingenginefrom scrapmaterial.
lass locomotive asa delight to see photo3). mentioned thehelicopters beinga newaddition to the sho andthe yingdisplay wasanother highlight,with some ama ingaerobatics beingperformed by thepilots photo ).
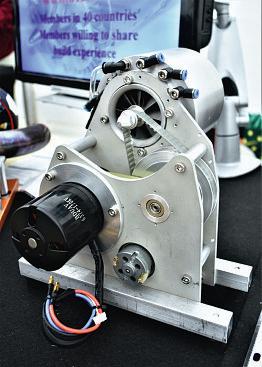
uilders ssociationsho ed howmodel engineeringhas progressedoverthe years photo6 . This ne engine operates at rpm ith thegenerator orkingat rpmand cangenerate . k . ot bad foranengine hich eighs just 3. kgand is only . mm diameter with a66mm diameter turbine. Thee haust is pure atervapoursoitis very environmentally friendly That is theessenceofthese e hibitions hichcan sho thee emplary orkmanshipof theold traditionalcraftsand enginesright up to modern technology hich modern day youngpeople illbe orking with Thee hibitionhad e amples of allthe modern technology from 3 printing to lasercutting andthese high tech machines to theold stylemachining techni ues andfitting. ome of the orkproducedbyyoung engineers as e cellent am talkingno of youngsters from up to aboutmiddle t enties.The ormula replica steering heel displayedby ngus rench photo7)to thelittleoscillating engine built by year oldTommy ugh odman photo8) andthe atadorlorry under construction by Tommy’s brother ai ho is no photo9), just show theversatilityoftoday’s youngsters Talking ithsomeof thetraders they were quite buoyantabout theshow, saying 4 6 8 9 7 5
An AECMatador lorryunder construction from KaiPugh–Bodman.
The hris eith emorial Trophy forthe est in ho modelincompetition ent to aquite outstandingmodel of The olmes ill laytonand oodfello cross compound steamengine photo5)built by ick eenan.Thismodel as completely builtfromscratch
ith no commercialfittings allthe nuts andbolts pinsetc beingmadebythe builder gain in complete contrast to this th centuryengine the cutting edge technology of a ne esktop’ hydrogen ) gasturbine demonstrationunit displayedbythe asTurbine
scalemodel of aRoyal a y a elle estland helico terbeing own by GlenDavies.
The‘Desktop’ hydrogen demonstration unit.
ThereplicaFormula 1steeringwheel built by AngusFrench.
business wasgood,sothat is encouragingas ell. fine andveryvarieddisplay by an increasednumberofclub stands this year provided a good representation of hat is happeningaroundthe Lots of newbuildsand some
oldfavourites ereonsho andasfar as could seestand ste ards ere kept very busy answeringquestions from visitors andfello model engineersalike.
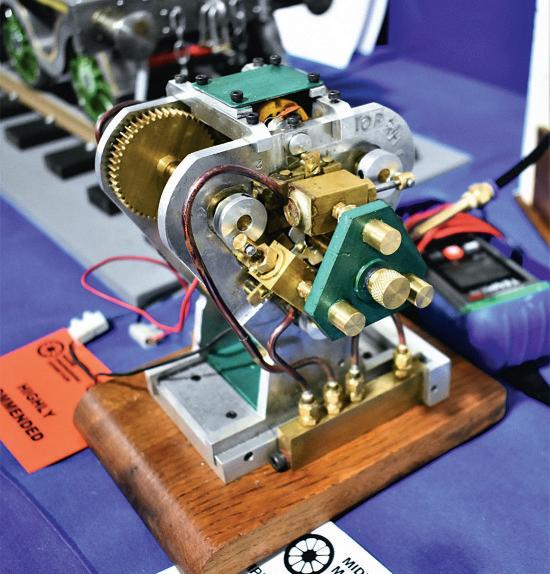
The ociety of odeland perimental ngineers hada largedisplay area this year photo1 )witha well stockedstand including a ide varietyofmodelsfromtheir e tensivecollectionas ell as a orkshopdemonstrating different machiningtechni ues. embers erekeptverybusy answeringmanyquestions from visitors. nadditionto theseolder models some very ne and up to date offerings ere also on sho .The optical
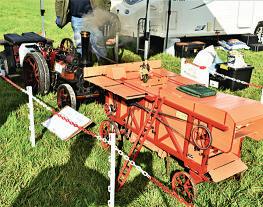
dividing head basedaroundan e isting orm drivegearbo andmicroscope photo11) wasinteresting as wasthe si cylinderoscillating steam engine built in atriangular configuration photo1 ). n themar uee the nightcote odel oat lub displayeda fineselection of modellifeboats with informationabout each class of boat on display photo1 ). utside the osse ay teamers hada full programof activities to keep thevisitors entertainedand they were luckybecause despite therain earlierinthe eek the ground conditions ere relatively good Thelittle3 inch scale arshall traction engine ith a3 inch scale layton thresher drum coupledtoit photo1 )was
an attractive setupto atch in operationand againreminded people ho the modern day farmingcommunity has progressedoverthe years. That just aboutsumsup the idlands odel ngineering hibition hich combined some very oldand traditionalskills ith up to date cutting edge technology providinga ide andvaried e hibition foreveryone. hope this very brieflookatthe sho combined ith reportsne t time of thecompetition entries andthenthe clubsand display features ill encourageboth youngand oldtocontinueto support this finee hibition hichatthe moment is the only oneofthissi einthe
Plenty of interest in theSMEEdisplay
An opticaldividingheadbased around an existing worm drivegearbox.
fine dis layoflifeboats from the nightcote odel oat lub.
The6 cylinderoscillatingengines in atriangularformation
This 3inchscale Claytonthresher drumisbeing driven by a3 inch scale Marshall traction engine.
ABRStandardClass 4 AB ta Tender Engine Engin
Doug Hewson describes a5 inch gaugeversion of theBRStandard2-6-0 tender engine
Continuedfromp.720
M.E.4756 November 15
Wewillnow concentrate on thewheelsand axles( to ). Theseare thesameonall BR Standardsexceptthatwheels on theBritannias,Clans,Class 5s andDukeofGloucesterare on roller bearings.However, some of theBritanniaswere on plainbearings. Nowone of thethingsI can’tfathom, is whyonearth thedriving wheels on the76000sare different from the82000swhenthey arethe same diameter?The tank engineswerebuilt at Swindonand thetenderlocos were builtatDoncaster,Derby andHorwich.I can’thelpbut feel that theremusthavebeen abit of pettiness goingon here.The tender engineshave sixteen spokes,and thetank
engineshaveseventeen just to be different.Theyeachhave thecrank boss between two spokes
We will startthistimewith some full size photographs of acoupleofthe 76000s hoto ph shows76033 lookingratherworse forwear with no frontnumberplate. However, it still hadthe AWS battery boxonthe left-hand platform anditalsohas tablet catchers in thecab sides. It is coupledtoa BR2tenderbefore it wasconverted to aBR2A tender.The photowas taken at Eastleighon12th March 1967.Thisnextphotograph (photo )isof76064 takenat SouthamptonTerminuslooking much betterand nicely polished anditiscoupled to aBR1B
Machiningallowance 0.0625
Drivingand coupledwheels.
Drivingbalance weights coverseven spokes
tender.Thiswas takenon26th June 1957, whichexplainsa lot. We nowcometowhatis probably oneofthe most satisfying jobs in locomotive buildingand that is turningthe wheels. Good qualitycastiron is wonderfulstuff to machine and al ays findita pleasure to seethe roughcasting go into thelathe chuckand anicely machined face come out. There arevarious schoolsofthought on turningwheelsand Iknow that alot of people saythat they have describedthisbefore so referbacktosuchand such butI do notlikethatasI think theseriesshouldbewrittenas astandalonepiece
Firstofall, youwill need thejawsofthe chuckturning inside outsothatthe wheel
Balanceweights fittedtospoke pads usingcsk.rivets
Coupledbalance weights coverfivespokes& both are offset to left
canbegrippedbythe rimbut usesome3/16inchpacking pieces behind thewheel so that thewheel is just held by thetipsofthe jaws.There is quiteoften some slight discrepancyinalignmentof
thespokesbetween thefront andthe rear of thewheel,so start by gripping the ange andgetting thetread to run trulyasthisisthe side of the wheel that yousee. Ifeed the tool across thewheel as fast
as it will go withoutstalling thelathe as thereisnopoint in hangingabout.The otherthing is that tippedtools likebeing fedthisway.You will have to be abit more carefulwhen youreach thecrank pinboss
andtakethata littleslower butcontinuefeedingright to thecentreofthe wheel.You will probably need at leastone more cutof30thou’ which should leavea finishing cutof about thou’. orthe finishing
Pony truckwheels.
cut you ill need uitea fine feed to achievea nice finishon therim
Next,centrethe wheelsand drill throughwithsomething likea ¼inchdrill fora start butthe drill will need the cutting edgestakingoff with just atouch on thegrinder so that theactualcutting edge scrapesawayatthe cast iron rather than trying to cutunder it.You need to aimata bore into whichthe lead endofa ¾ inch reamer will just beginto enterand then theholecan be finishedoff ith thereamer. Thesewheelswill come with thebalance weight pads cast in so youwill have to pull the latheround by hand.Change thetool fora attoppedknife edgedtippedtool andturnthe treaddowntoabout 30 thou’ over the inchesand do not bother aboutthe taperatthis stage. Youshouldalsojustbe
able to turn alittlebit of the angecasting a ay butdonot startcatchingthe chuckjaws.
Youcan nowgripthe treads of thewheelsand face theback in asimilarmanner, though in this case youwillneedtomake alittlegauge outofa scrapof 16swgplate,brass or steel -it does notreally matter- which hasa slot cutout of it at one endexactly ½inchwideand aboutthe same depthand you canuse this as agauge for finishing thethickness of the wheel.
To complete thewheels, youwillneed to make your ownfaceplate outofa blank disc of steel about or inch in thicknessand 5¾ inches diameter with anotherdiscof similarmaterialapproximately 3½ inches diameter welded to thebackofit. o ever first of allitisadvisable to make the pinthatgoesintothe middle
ofthe plateonwhich to mount thewheel.You will need a pieceof or inchfreecutting mild steel barand turn down approximately½ inch diameter andthreaditwithwhatever½ inch diethatyou have to hand, preferably somethinglike½ inch BSF. Part offabout 1inch from theshoulderand then this canbescrewed into the face plateonceyou areatthe required stage.
Now, mountyourfaceplate in thefour-jawchuck with the rear boss facing outwards and turn it down to areasonable finish though thediameter is notimportant,and it does notrequire facing,although youshouldaim to endupwith abouta inchstep here you finishthe turningasthis ill be used as aregisteragainst thechuck jaws when youturn it round. Youcan nowturnthe plateround andholditinthe
outerjawsofthe three-jaw chuckmarking with apop mark at No.1 jawsothatwhenyou take thefaceplate outyou can replaceitinthe same position Thefaceplate nowneeds facing andfor this jobI usea replaceabletippedtool. You canalsotakea cutacrossthe outerrim just to tidy thejob up andremovethe burrs with a finefile. nmyo n face plate Irelievedthe centre with a10 thou’cut leavinga rimabout ½inchwidesothatwhenyou tightenthe wheel onto theface plate it ill grip on the ange andnowhere else.
Next,centredrill andtap thecentreofthe platetoyour favoured ½inchthreadand screwinyourpartmadecentre pin. This nowneedstobe turned down very carefully until thewheel will just slideonwith no shake. Theouter endofthe pincan then be turned down to
76064 –a much betterturnedout Mogul(photo: Rail Online).
your ½inchthread, againsuch that theshoulderisjustslightly recessedinthe wheel boss. This canthenbefitted itha stoutwasherand nut. Before youstart on thenextstage, youneed apiece of 16swg brassstrip,9/16inchwideand approximately1 inch long and on oneend of it draw thewheel profile.Thisthenmakes your everlasting heel profilingtool grinding gauge. Younow need to grindthe reverseprofileonto theend of apiece of inch square tool steel andthisagain will make your everlasting heel profilingtool andevery time yousharpen it,you should usethe brassgauge to check theprofile. Thefront rake of the tool needsgrindingtoabout 4 degrees butthe topcan be left at.
oucan no put thefirst wheel on your face plate, face outwards,and tightenthe nut andwasherand then turn do n the ange to inches diameter.The remainderofthe treadcan nowberoughed out leavingthe angethickness of just over 3/32 inch.Turnall of thewheelstothisstage and then,withthe last one, setthe topslideover3 degrees and lock thecross slideand saddle so that only thetop slidecan be moved. Nowyou canturn thetaper on thetread with one cut. Just wind thetop slide back,put thenextwheel in position anddothemall to the same stage.
With thelastwheel still in position,you cannow swap
toolstoyournewly made profilingtool and iththe top slidestill setto3 degrees you canverycarefully form the root radius andouter radius of the ange. ou canapplythe rear radius to the ange ith a medium cutfile though liketo do this with thelathe running alittlefaster- somethinglike thehighest back gear.The top slidecan nowbeset over to 30 degrees andyou need to go back to your normal cast iron turningtool to machine theouter chamferontothe treadbut do notbetempted to usea chamfering tool anddo this in onecut as it is boundto chatter.
Thefinaloperation on the face of thewheel is to cutthe groovetoshowthe inneredge of thetyreand this canbedone with asmall partingtool set paralleltothe lathebed though youwillneed to unlock the crossslide forthisoperation and henyou have finished onegroove, setthe dialson both thecross slideand the topslide to zero andturnall theotherstothe same setting orthese finishing operations it is as well to putyourchuck keyonthe benchratherthan keep it on thelathe so that you remember to take thewheels offusing thenut on theface plateratherthanundoing the chuckjawsbymistake as you do notwanttodisturb theface plate. Thewheelsalsonow need thetyregrooveturning on therearofthe treadinthe same wayasjustdescribed
It is very importantto turn alllocomotivewheels to this profile particularly if youare running on aground levelrailway wherethere is pointwork. Thesmall chamfer on theouter edge of thetread givesa smoothrun across crossing nosesand the taperonthe treadgives the differentialactiononcurves. Apartfromanythingelseit makesfor amuchfreer running engine than if thetreadsare turned parallel.
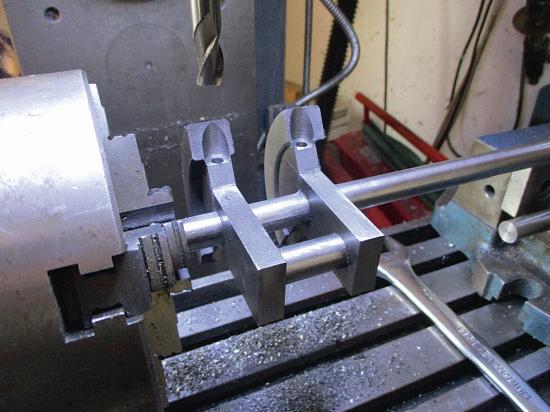
hoto ph areGeoff Whittaker’sphotos showinghim reamingone of hiswheelsonhis milling machineand then machining thecrank pinface. Thesewere forhis 75069.I know that Geoff drilledhis crankpin holesusing adifferent method to what I have always used andI thinkit is preferable to my method.He used hismillingmachine to do thejob whichI didnot have at that time.Asyou will seefrom
thephotographs,Geoff has mountedthemeccentrically on thebed such that thechuck wascentred over thecrank pin hole.The holeswerecentred, drilledand reamed from there. Youcan nowturnthe pony wheelsand forthisjob Iwould usethe three-jawchuck with theouter chuckjawsset.The main axlesonthe full size engine arenot thesameasI have drawnthemhereas, on thefullsizeengine, thewheel seat is alargerdiameterthan theaxlejournal andthere is no shoulder on theaxlefor useinregistering thebackto-backdistanceofthe wheel sets.I have takenthe liberty of altering thedesignslightly from thefullsizesothatwedohave ashoulderonour axlesupto whichthe back of thewheel maybepressed.
Thereisnosubstitutefor silver steel foraxles as it comes itha ground finish anditishardwearing without
Reamingthe crankpin hole
alanceweights with ri ets filed down
Facing forthe crankpin
Machininganaxle.
49
50
Full size drivingwheel –with16spokes.
having to do anything to it.If youcan only obtain thesilver steel in 13 inch lengths, then Iamafraidyou will require twolengths as theaxles are5
13/16incheslong. If youhave alathe bigenoughyou maybe able to part theseoff usinga good stoutparting tool anda slow speed,otherwise youwill
have to resort to sawing them offatabout 515/16 inch long just to allowfor cleaning them up andcentringatbothends. If youare aproud possessor
of theordinary3½inchMyford, then youshouldbeabletoget theaxlefar enough into the chucktobeabletofacethe endand centre it. ncecentred it is advisabletosupport the endwitha revolvingcentre in thetailstock -althoughto reachthe wheel seat youmay have to anglethe topslide. This meansthatyou will not geta direct readingonthe dial, although if youset thetop slide to exactly30degrees thedial indicatorwill read exactlytwice thecross feed measurement. This is handyasfor everythou’ addedonthe dial,you only get ½thou’ feed hoto ph sho shim fitting hisbalance weightsbothrearand frontand photo showsGeoff turning hisaxles.
hoto ph shows aphotographwhich Itook showingone of thedriving wheels. As youwill seeithas sixteen spokes Imuchprefera good old fashionedpress fit formy wheelsand,inthiscase, you need to turn thetip of theaxle down untilitwilljustenter the hole in the heel by about inch andthen wind thetop slidebacktotakeout the backlash andfeed it in again½ thou’short of whereyou were before.The otherimportant dimensiononthe axlesisthe 411/16 inches to gaugethe back to back of thewheels and if thea les arefinished between centres, youwill be able to measurethiswitha calliper gauge. Theponytruck axlesare asimilar turningjob from 9/16 inch silver steel andyou will need some of the same material formakingthe drivingwheel crankpins. Ihave changedmydesignofthe axles slightly in that Ihavedone away with theoil holesinthe axle ends as allthisdoesisto dribbleoil alloverthe trackand that causes abig headache at Gillingand at othertracks, whichwouldn’tsurprisemeat all. Thereisjustnoneed forall that oil. In anyevent thedriver should neverbewithout arag in hishandtowipeupany drips of strayoil.
To be continued.
AR ad i al Mar ine adi St eam Engi ne ea mE ng in e
PA RT 2
Ian Couchman buildsa rather unusual‘quasi radial’ triple expansion engine
Continuedfromp.679
M.E.4756 November 15
Crossheadguides
Theseweretrickylittlebeasts to hold.Inthe end, Imade apairofhalfshells to fit around thebodyofthe guides (photo1 )- the3Dprinter again! Luckilyenough, Ihad a four-jaw independentchuck with abig enough bore to (just) take theguide with theshells Once mountedand trued, it was astraightforward jobtoface thefirstend turnthe locating spigot andborethe bore (photo1 ). They were then
turned around andmounted on an expandingarbor.The cylinderend wasthenfaced andthe second spigot turned Moving to themill, theguides were mountedonthe rotary tablefitted iththe chuck holdingthe expandingarbor to hold theguides(photo1 ). The 12 holesper endweredrilled usingthe same DROfunction andsettingsasusedonthe upperframe so,hopefully, they’llfittogether. andthey do fit photo20)!
Thecrankshaft
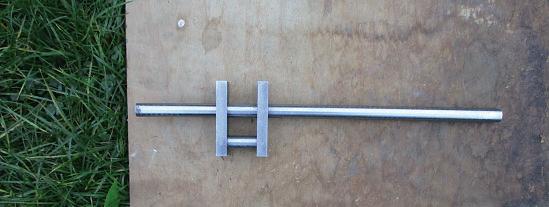
This will be made from silver steel forthe shaftand crankpin,mildsteel forthe webs andcastironfor the counterweights.The plan is to assemble it usinghighstrength retainingcompoundthendrill, ream andpin with taperpins. Thecounterweightswill be bolted to thewebs, as in the proto-type (withsomemoreof that retainingcompound, just in case...)
Thewebswerecut to length, then held together in thevice anddrilledand boredtosize. Thesquareendsweremilled to length,withthe otherends left over-sizetoallow for machining.
Here theshaftshavebeen gluedinplace,drilledand pinned(photo 1). To avoid unnecessary stress on the joints,the main shaftwill not be cutuntil themachining is finished.
On to thecounterweights, currently pretending to be a shortlengthofcastironbar Setupina four-jaw chuckwith as much as possibleprotruding from thejaws, thefaceof therim andthe recess are machined,and a1 inch hole
rillingthe fi ingholes
boredinthe centre (photo ). Afterturning around in the chuck, therim is machined then theinnerweb reducedtosize -the widthofthe crankshaft web. Therim wasleftoversize on widthand outsidediameter to allo for afinalskim hen thecrankshaftisassembled. More precisionengineering; theblank is cutinhalfwithan anglegrinder.After mounting theremnantsinthe vice,a side
and face cutter, mountedon thehorizontalarbor,isused to cutthe slotsintowhich the crankshaft ebs ill fit making theslota slidingfitonthe ebs (photo23). Thelastoperation on thecounterweightsbefore fitting is to machinethe angled faces(photo24).
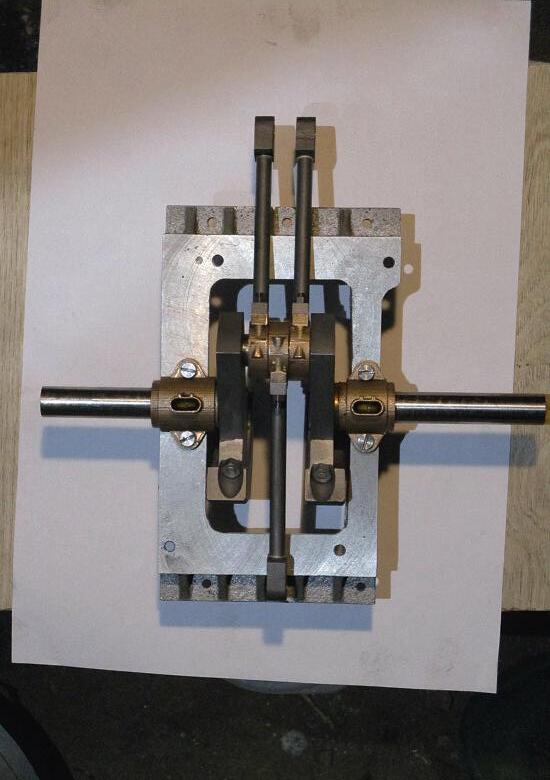
Fitting thecounterweights wasfun Ilocated theweights on thewebsbyclamping pieces of steel atbar either
erfect fit
Thecrankshaftisglued together andpinned.
Initialmachining of thecounterweights.
Fitting thecounterweightstothe crankwebs.
rillingthe counterweightfi ing holes.
Thebig ends
side of theweb,thendrilled andreameda hole throughthe weightsand webs.Leaving the clampedlocatingbarsinplace, ashort length of roundsteel
wasglued in place(photo25). Usingthispin andthe clamping pieces,after applying themagic retaining uidtoall faces the weight wasslid into placethen
Drivingthe counterweightintoposition.
Thecompletecrankshaft.
Connectingrods.
clampedinplace by applying pressure with thedrill chuck (photo26). Next,the holesfor thebolts were counter-boredand drilled
(photo ). Thebolts were fittedand thecounter eights andweb ends skimmedin thelathe.The pieceofthe main shaftbetween thewebs
wascut out(making sure I cutthe rightpiece...) andthe cutendscleaned up.Finally, aftermasking up theshafts, theassemblywas sand blasted, clearing up anyminor blemishesand leavinga nice matt finish photo ).
Bigendsand conrods
Thebig ends arelostplastic castings.The faceswere machined,holes drilled andtappedasappropriate (photo ). Then they were mountedina four-jaw chuck, theend facedand thehole boredtosize. Finally the second face wasmachined, holdingthe pieceinan expandingarbor
Idecided to fabricatethe con rods.The endattachedtothe bigend asa simple atpiece ith threeholes t o forfi ing to thebig endand thecentral
hole to alignthe rod. Thelittle endconsistsofa length of at barwithone endrounded,a hole forthe bush anda hole to locate therod.The rodhas a spigot on each endfor location Photograph 30 showsa cluster of bits waitingtobecome connectingrods. Acoupleof centre pops were made on the at surfaces to leavea smallgap to allowthe solder to o . n photo 1 youcan seethe arrangementfor silver soldering; theright hand rodis soldered andyou canjustsee ashort length of silver solder on the u ed assembly in the middle.
Before assemblingthe little end, acentrepop wasmade on thesideofthe locating pin. Theplan as to u the parts assemblingand aligning the twoends, with thecentrepop holdingthe assembly untilit
Connectingrodsaddedtothe engine.
is soldered.The plan worked! (photo32). Once again, the steel partsweresandblasted to give anicemattfinish and as abonus removingthe u residue).Justthe last bush to fit and finally a complete connectingrod andbig end (photo33)and afullset on the crankshaft (photo34).
Thecross headswill be lost plasticcast. Because theprocess takessolong (about 12 hoursusing the recommended cycle),I’llleave theseuntil Ihaveenoughparts to have arun (I candohalfa do en asks at once .
To be continued.
Silver solderingthe ends to therods.
Complete connectingrod with bigend.
Rods with thelittleend added.
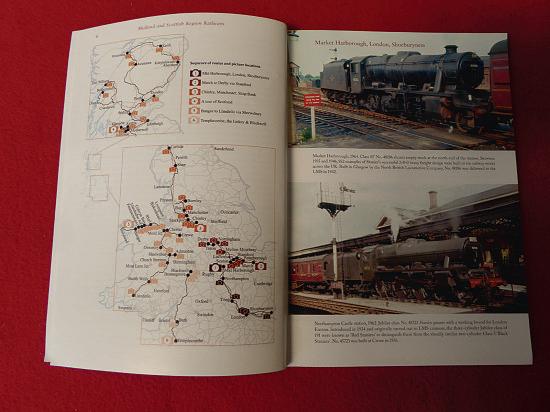
BookReview Co mpleting th eQ ui ntet
heffthedition of rian eadin sphoto raphs with omp ter asedrestoration an eadin .
Atlastthe final member of theReading family’s series of books comprising photographstaken by rianReading during the ’s and ’s. This volume concentrates mainly on e ondon idland cottish rail ay territory andindeed e tendingfrom hoeburyness in theeast Templecombein thesouth olyheadinthe est and ort illiamand nverness in thenorth a pretty e tensive area
e startat arket arborough thendo nto illesden unction here e enterthe shed and thephotos sho therange of locomotives in use from inties Royal cots ubileesand several versions of the and tank classes an interesting shed tour beforemovingonto easdenshed ith asimilar selectionoflocomotives then adip into amden shed uston station evons Road shed and the hoeburyness ith aphoto of an immaculate a 3
cylinder tanier justback from overhaul.These ere the 3 locomotivesconstructed for the ondon Tilbury outhend Rail ay that kne ell. eaving ondon e spend time in archshed regularly used by e locos particularly on freightduties from the idlands before vie ing s’and ub ’ classesat eterborough
Published by Amberley
together ith a arratt on shed and eare only just athird of the ay throughthisfine volume veryphotographis accompaniedbyaninteresting andinformative caption often ithe tra snippets of informationabout theclass or location.The photographs have allbeen carefully restored andenhancedrecentlyand arefullofdetailusefultoa modellerora historian. ome areincolourand particularly enjoyedphotosof orking on the icky nclineand of ath reen ark station.
This book containingmany useful snippets of information illustratesthe forgotten orldofrail aysand their operation concentratingon the region ispublished by mberley ublishing of troud and is availablefrom booksellers or ma on