Full subscription rates(butsee page 6for offer): (12months, 26 issues,inc post andpacking)–UK £132.60. Export ratesare also available, UK subscriptionsare zero-rated forthe purposes of ValueAddedTax Enquiries: subscriptions@mortons.co.uk
PRINTAND DISTRIBUTIONS
Printedby: WilliamGibbons &Son,26Planetary Road,Willenhall, West Midlands,WV133XB Distribution by: SeymourDistributionLimited, 2EastPoultry Avenue,LondonEC1A9PT
EDITORIALCONTRIBUTION
Accepted photographsand articles will be paid for upon publication. Itemswecannotuse will be returned if accompaniedbya stampedaddressed envelope andrecordeddeliverymustclearly statesoand enclosesufficient postage. In commonwithpractice on otherperiodicals,all material is sent or returned at thecontributor’s ownriskand neitherModel Engineer, theeditor, thestaff norMortons MediaLtd canbe held responsiblefor loss or damage,howsoever caused.The opinions expressedinModel Engineer arenot necessarily thoseofthe editor or staff. This periodical must not, withoutthe writtenconsent of the publishers first beinggiven,belent, sold,hired outor otherwisedisposedofina mutilatedcondition or in otherunauthorisedcover by wayoftrade or annexed to or as part of anypublicationoradvertising,literary or pictorialmannerwhatsoever.
http://www.facebook.com/modelengineersworkshop
http://twitter.com/ modelengineers
Vol.
4SMOKE RINGS
News,views andcomment on theworld of modelengineering
8SMEENEWS
Martin Kyte reportsfromthe Societyof Modeland Experimental Engineersstand at theMidlands exhibition
10 ABRSTANDARDCLASS 4 TENDER ENGINE
Doug Hewson leadsusthrough the construction of theBRStandardMogul
15 ATANDEMCOMPOUND MILL ENGINE
DavidThomasrevisitsArnoldThrop’s design of aCorlissmill engine 19 ROBROY
RALLY2024
RexHanmanlooks back at this year’s rally, hosted by theBromsgroveSociety of Model Engineers. 22 BUTTERSIDE
DOWN
SteveGoodbody writes with talesofthe trials and tribulations of amodel engineer’s life.
MitchBarnesrestoresa nicely made but neglectedbeamenginetoworking order.
John Arrowsmith reportsfromThe Fosseon thecompetition results. 40 ARADIALMARINE STEAMENGINE
IanHorsfieldtakes Paul Wootton’sRob Roy fora spin around theBromsgrovetrack at this year’s RobRoy rally (photo:Rex Hanman).
MerryChristmas
MARTIN EVANS Editor
Allofushereat Model Engineer wouldliketowish allour readersa very merry Christmas.
DIANE CARNEY Assistant Editor
Youmight thinkthisa littlepremature,given that thereare acouple of weeksstill to go but ournextissuedoesn’t appear untilafter ChristmasDay so this is ourlastchancetowish youthe best of theseason. As it is,you’reprobablystill writingyourChristmas cards, dustingoff andputting up last year’s festivebaubles (ifyou’re abaublehousehold –I’m not) andwondering what to get UncleFredfor Christmas. Everyyear, Iresolve to get Christmasunder controlin good time butI neverdo. I bought my Christmascards weeksago (and thestamps–before theprice went up!) but they remain unwritten. Every year,theyget dealtwithatthe last minute andevery year I promisemyselfthatI will write them earlynextyear. Inever do andI know very well it will be just thesamethisyear. Then there’sthe desperatetrawling of theAmazonwebsite,trying to findappropriate presents forrandomrelatives.And of course,there is theprovisioning forChristmas itself.Where can we finda turkey that won’tgo green before Christmasfinally
arrives? Howmanypoundsof sproutswill we need (none, of course,but we neverlearn)? Howdoyou roastpotatoes withoutcasehardening them? Yorkshirepuddings(no)? Sausages wrappedinbacon (ohyes)? It allgetsa bit desperate, doesn’tit? So whydowedoit? Iblame Prince Albert,withhis Teutonic Christmastrees,cards,candles andbaubles –the architect of ourmodernChristmas Then there’sturkeys,presents, crackers andChristmas puddings(no doubtinspired by hiswife).It’sall very jolly, isn’tit? Yes, it is,and that’s the pointofit. It’s an opportunity to spendqualitytimewith family andfriends,enjoy their companyand brighten up the darkestdaysofwinter. Turkey andstuffing or beansontoast? It doesn’treally matter, does it?It’swhatisround thetable, notwhat’sonit, that is thereal magicofChristmas.I hope you have agood one.
SweetPea Rally
It’s time to startthinkingabout next year’s events andBryan Finch, secretaryofthe Guildford ModelEngineeringSociety, writes with thefollowing.
‘The Sweet PeaRally is an annual eventfor owners of Sweet Pealocomotives andits variants –Sweet Violet,Sweet William, andMetre Maid.The
Rally hasbeen held up and down thecountry forover30 years, such is thepopularityof theselocomotives.In2025it will be hosted by theGuildford ModelEngineeringSociety at itssiteinStoke Park,Guildford, Surrey, over theweekendof Saturday 14th andSunday15th June
‘GMESwould liketotake theopportunity of inviting applications to take part in this eventand we will also welcome interested folk to come along to watch. We anticipate starting theRally on theSaturday morning, andwe’ll have thefinal runs earlyonSundayafternoon giving time forthose travelling long distancestobehomeward boundata sensible time
‘The Sweet PeaRally will be runonthe Society’sdual gauged 3½/5 inch raised track whichis1405ft long,where curves aretypically 60ft to 70ft in radius with ashort length of 50ftradius, andthe dual gauged 5/7¼ inch ground level whichisabout 990ftlongwith aminimum radius of 68ft.The raised trackincorporatesantitiprails
Mar tin Evans can be contacted on the mobile number or email belowand would be delighted to receive your contributions, in the form of items of correspondence, comment or ar ticles. 07710-192953 MEeditor@mortons.co.uk
‘For friendsand relatives whomight wish to spenda fewmoments of theweekend away from theRally,Guildford hasmanytourist attractions –historicbuildings,the castle groundsand itsgardens,the ‘cobbled’HighStreet (actually, they’resetts), agoodrange of shops, cafesand restaurants, riversidewalks,and the20th Centurybrick-built cathedral on Stag Hill. Thetowncentre is about20minutes walk away,orthereare busstops forbothdirectionsjustoutside theGMESsite. Thereare also ornamental gardensand an open airlidoatthe otherend of StokePark.
‘There area good number of hotels andguest houses in the Guildford area,and we hope to be able to offera limited number of campingspaces on theadjacentChallengers Fieldfor theweekend, on afirst come first servedbasis
‘For furtherinformation and an entryform, please contact GMES viasweetpea2025@ gmes.org.uk‘
MalcolmHightakes AdeleMarie roundthe Farehamtrack at the2022 Sweet Pearally
Fornews, innovativefeatures, tech talk andpractical tests, head to Fast Bikes.
subscrib
Whether you’ve been searching for the perfect gift forfriends andfamily, or you’re just wanting to tre yourself–look no further!
SMEE N ew s The MidlandsExhibition
Martin Kyte hasthe latestfrom theSociety of Modeland Experimental Engineers.
InOctober SMEE were delighted to be able to contribute to thesuccess of this year’s Midlands Model EngineeringExhibition. After last year’s celebrationofthe Society’s125th birthday,which wasverymucha retrospective, we went alittlePythonesque anddid somethingcompletely different.Althoughwedid have afew favourites from our‘historic collection’ the focuswas very much on those starting outinthe hobby or hopefully thinking of doingso.
Consequently we populated thestand with amuchlarger rangeofdemonstrationsand a greateroffering of current work (photo1). To adda dynamic feel we hada rangeofengines runningoncompressedair and with allthe rods and ywheels in motion hopefully achieved plenty to look at.
Forthe demonstrators Myford Ltdkindlysupplied acoupleoflathestorun alongsideour smallSieg mill suppliedbythe Marshall Houseworkshop. Therewas plenty goingonwithRalph Thompson’s team of Terry Mendham, Jonathan Tickner andJohnFlorentin making partsfor thesmall Elmer engine,chosenfor itssimplicity as somethingthatcould,witha bitofapplication, be made in a weekendorevenina dayatthe show mobhanded(photo2). This last target turned outtobe
alittleambitious -not because of theworkloadbut becauseall themachinistswereinterrupted frequently by visitors asking questions. Whilstthiswas a very welcomeproblem to have we diddecidethatwedoneed to double up on staffinthe future maybewithsomeone fendingquestions in frontand explaining allthe machining goingoninthe background.As theimportant thingwas talking to people though we didn’t mind at all.
At theother endofthe stand Alan Hopwoodshowedhis comprehensivecollection of George Thomas Tooling, somethingI wasvery impressedby. I’mquite afan of George Thomas andhave made alot of hiskit butI thinkAlanmay have made a cleansweep of allofGHT’s designswhich made fora splendid spectaclewhenall 1
laid out. Alan spentall four days carrying outmachining operations on thesecond Myford andtalking aboutthe GHTtooling. Partingoff with Jenny Bond’s wonderfully narrowparting toolsstarted aminor salesrushand Jenny sold outofall shehad brought with her. Alan’s demonstration of ball turningdrewquite a crowdand at onetimethere wasevena Eureka backing offtool in operationwhich hastobequite araresight RalphThompsonadded spice to allthisatthe otherend with hisdemonstrationsof carbidetip brazingand drill sharpening andNeilWyatt who broughtalong hisresin printer turned outengineeringparts throughout theshow(photo4).
On thelongshowtable in the centre of thestand wasPeter Wardropper’ssuperb County of Dorset,a 3½ inch GWR4-6-0 basedona LBSC design,and hispartbuilt Harringay,a 5inch GNR0-4-4 tank,bothofwhich attracteda lotofattention anddemonstratedwhatcan be achievedwithexperience. IunderstandPeter started buildingengines when he was 14 andisnow alittleolder In contrast PeterMconachie showed what canbeachieved by relative beginners with his triple expansionenginewhich is actually only hissecondbuild -sowelldonehim
Models workingonair included thegloriousOwen Bird beam engine including scaleengineman,carefully restored by MitchBarnes, whichproducedverypleasing chuff-chuffnoises. TheC.H Tidy wall engine intrigued people and Theseus performed
beautifully with thethree different sizedengines purring away contentedly. Alistair Milne provided hisnicelybuilt steam hammerfromHemingway castings whichI have to say Iloved forits controllability anditdelighted theaudience whenever it wasoperated. It wasjustlikethe real thing anditwas unusualenough to attracta lotofattention as soon as people sawitinaction. AllenBerman’s‘Polly’ waswell liked especially as it wasthe only engine inside theshow actually producingsteam and enabledustotalktopeople abouttraining, whichweare committedtoreactivatenext year
Theexperimental‘E’ in SMEE wasnicelyrepresented by Bob Reeveand Jonathan Tickner. Jonathan hadconverted a worm andwheel gearbox acquired at arummage sale into an opticaldirectdividing head by theneatadditionof arearplate with agraduated scaleand aUSB microscope andlaptopscreen.Healso showed that an alternative versioncould be achieved with an oldiPhonewitha fiducial’tapearrow stuckto thescreen.Shows youwhat youcan achievewithwhat youhavelying aboutand it gothim Second Prizeinclass. Bob’scontributionwas his stepperdrivenrotarytable controlledbyeitherMach3 or Arduinoand histestbed for hiselectronically driven gear hobberset up forhis Sieg 3CNC mill. Despitebeing somewhat noisyitwas a
good demonstrationofhow thesoftwaredevelopment processisaided by knocking up atestbed to runall the components of theeventual full system.Being able to drivethe rotary encoder with asimpleDCmotor to simulate theSieg’sspindle made theprocess much more controllableaswellasallowing developmenttotakeplace in thehouse rather than out in theworkshop. (Wehave been following Bob’sprogress on this projectwithinterest in theSMEEdigital group.)
RalphThompson’s6 cylinder wobbler attractedinterestand aHighlyCommended andin my opinionwas novelenough to be ‘experimental’.The judge describeditas‘sweet’.
Current work included three very nice HemingwayKits projects from Nick Jones, a relatively newmember, in the form of atwo part vice forthe millingtable,a rotary broach andthe ever usefulfinger plate. AcoupleofMyford
itemswereprovidedbyme, namely aGeorgeThomas inde ing toolpost on amodified topslidewithimproved micrometer dial andGraham eek’s modificationof eorge Thomas’Myfordcross slide micrometer with slidelock andvernier which, with the looseningofa single caphead screw, allows thecross slide thefreedom required to use thetaper turningattachment withoutdisassembling theend bracket. With Alan Hopwood andhis display anddemonstration of George Thomas toolingold GHThad a good outing
Allthismadea very good basisfor chatting to thevisitors to thestand andwedid seem popular. At some points in the dayI thinkI countedasmany as eightdifferent conversations goingonatoncesointeraction washighand we came away with alonglistofnew contacts to followup.
t wasreally nice finding out what people aredoing in their ownworkshops,answering questionsand chatting about theitems on display. Imet a youngnineyearold ladwho hadlearned howtodraw engine partsonthe computer at home andget them to fit together.Hewas interested to seethe 3D printersomaybe he will starttobring some of his drawings to lifeinfutureyears So here is to next year and hopefully to seemanymoreof youonthe stand.
So aMerry Christmasfrom allatSMEE.
Themob getstuck in to theElmer engine
PeterWardropper’s County of Dorset and Harringay chassis.
NeilWyatt (left) magics up anotherpartfromhis resinprinter
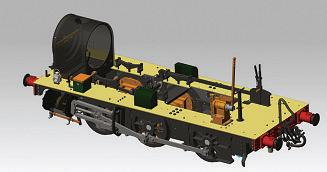
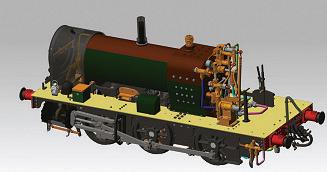
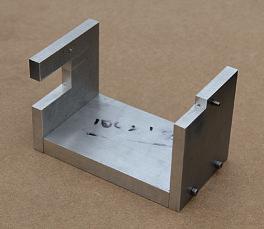
ABRStandardClass 4 AB ta Tender Engine Engin
Doug Hewson describes a5 inch gaugeversion of theBRStandard2-6-0 tender engine
Continuedfromp.743
M.E.4757 November 29
Spring Hanger Cotters
Mat’l: 1/4x 1/16 M.S. Full size locoshave springsadjustedby cotters having notches of different depths
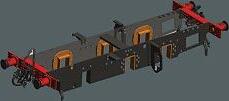
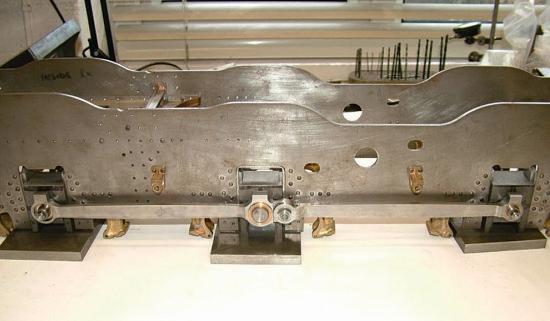
Horn blocks
We will make astart on the horn blocks first of all now that Ihaverememberedtoput them on thedrawing!. Words fail me. heseare allthe same as on my but as youare unlikelytohavereadabout them in thepast, Iwilldetail them here andnow.
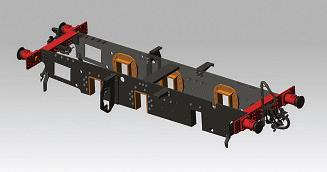
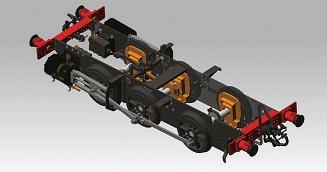
efore we canstart any assembly of theframesproper, we need thehornblocksand spring hanger brackets as theseneed to be bolted or
rivetedtothe frames first fgs30 to 32 . hemain hornsare anotherone of those jobs whichI wastoldcouldn’t be done as they aredouble anged. ince then, have hadlostwax cast ones made knowofveryfew people whohavea millingmachine largeenoughtolay thewhole locomotive frames on thebed to machinethe aws of the horn blocks,so prefer to do it at this stage. heleading andtrailinghorns areseparate
Main AxleboxSprings
16 leaves,3/8 x20SWG Allleavesare spring steel Do notuse anyTufnolleaves 6req’d
Alternativescrew adjuster will be shownonmaindetail drawing
6off no.46holes forØ5/64 rivets
cheeksbut cast in pairs, but thesecan be dealtwithmore simply in themachine vice. he rivetholes cannow be marked anddrilledand also theholes forthe liner boltsand lubricator connection. helinersare ust inch lengthsof inch bar clampedtothe hornsand drilledthrough,and each onemarkedwitha hard stamptoidentifyit. o cutthe oilgrooves Iusedmyvertical slideand helda pointedlathe tool in thefour awchuck.
Shockabsorber (Spencer block)
Rubberblock from 3/4intap washer 80079 on theSevern Valleyrailway hasbeen convertedtoscrew adjustment as shown, it is suggested that the 5” gaugeengineis similarlyconverted
Mat’l: Lost waxcasting or machined from solid M.S.
locked thechuck with theback gear so that thetool pointwas horizontal andset thevertical slideto45degrees.Withthe horn liner in themachine vice,I then just draggeditacrossthe tool pointwiththe crossslide screwwhilstwinding thelead screwhandwheel to give acut of about thou’ata time. he grooves only need to be about 20 thou’deep anyway.Once allcomplete, case harden the faces.
No.34holes for6BA bolts
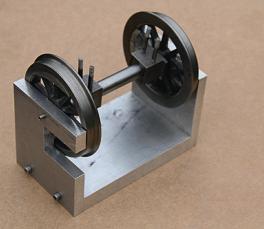
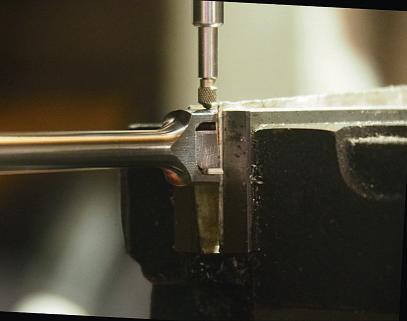
Quartering thewheels
hewheelsmustbe uar teredasthatishow asteam locomotive worksand givesit four beatstothe bar, or puffs Photograph 51 showsa very sophisticatedrig for uartering thewheelsona beingbuilt by RonHead. Ialso have photographsofanother more simple rigwhich consists of threepiecesofaluminium plates screwedtogetherwith bits cutout of it,onone end
to rest theaxlewiththe crank pinatbottomdeadcentre, andatthe otherend it has anothershelf on whichthe a le restswiththe crankpin level across. hetwo photos 52 and 53 show this perfectly. his wasmadefor a . hefirst
crankpin needspressing in fully home,but thesecondone needsa bitofa lead so that it will stay putwhenyou fit it into thewheel. nce uartered youcan then pressithometo agood tightfit. Formypart, used aheightgauge anda try Fig 31
Horn blocks.
Horn keep
Simple quartering jig.
RonHead’squarteringjig forhis BR Standard 4MT.
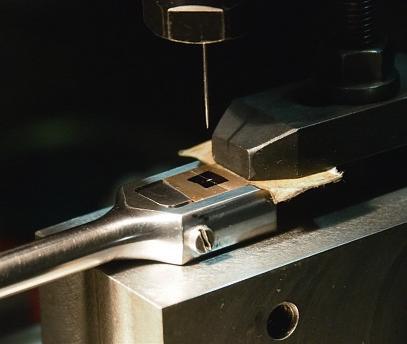
s uare anda slideonbush thesamesizeasthe axle end. herestwas done by sight. ake sure that your trys uare touchesthe bush photo54 andaligns with theaxleend Nowhavea look at theother side andcheck this with your height gaugeand hopefully it will look like photo55. ou couldalsouse an angleplate forthis ob as haveshown in photo56
Axle boxes
We cannow deal with the hornsand a le bo es. Firstof all, youwill need to take askim offthe horn cheeksmaking sure that they remain dead on theaxlecentres,otherwise youmight be in trouble he hornsare fi ed with bolts whichwould be fittedbolts’. Photograph 57 showsthe horn blockbolts.For asmall locomotive Iwould saythat thereisnoneed to make them fitted’ as long as youdrill the holeswitha o. drill for thebolts andyou mayhave to popa reamer throughthe holes. amstill usingmy inch reamer whichI made to C’s instructions. hen wasbuildingmy ich’ in , he just said to usea 2inch pieceof inchsilver steel filed to an angleofabout degrees,polishitthenharden andtemperit. Imadeall my horn blockbolts formyengines outof inchrivets. ne thingthatI didn’t do wasto turn theheads down to afine cone shape, abit likea very shallowChinese hat. his will also mean countersinking the holesa littleand if youput the rivets througha similarhole in apiece of inchplate or similarand whackitoverthe head with a1½lbhammeryou should finditforms itself into a countersunkbolt, andthenyou canformthe Chinesehat Ithenstarted by usinga tailstock dieholdertothread therivets photo58 , but that wastakingfar toolong, so Iheldthe dieholderin thethree awchuck andheld theembryoboltina pair of endcutters andpushedthe bolt into thedie anddid the obinlessthanhalfthe time
Usinga trysquarefor wheelquartering.
Horn fxingbolts
Ø3/32silversteel keep pins,2 perbox
Axlekeeps
Mat’l: Cast iron 6req’d
Main Axleboxes
Mat’l: Cast iron 6req’d
AxleboxGimbals
Mat’l: Mild steelfabrication
Axle boxgimbals
photos 59 and 60 . think the jobtook certainlylessthana couple of hours.
hea lebo es fgs33 and 34 comeina stickofpairs
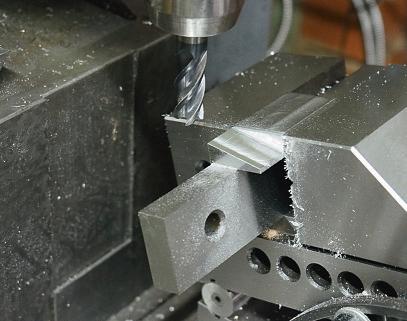
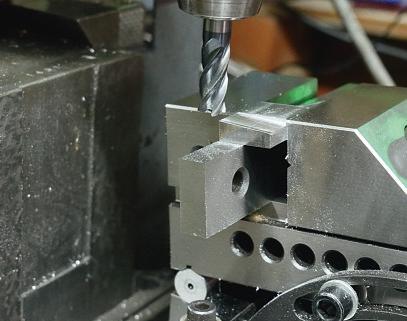
andyou will need to machine theoutsidesfirst, allround,as astick. aw them into single boxesand then youcan shape therestofthemup. ark out
Creating thepocketfor theaxlebox keep
thecentrelines on each box andthenyou canboreand ream them heinsides nowneed machiningand Ihaveused
some of eoff hittaker’s photographsinthiscase. he first photo61 shows eoff reamingthe a le bo esfor his td , andthiswas
Axle boxes.
followedby photo62 which showshim machiningout the pocket forthe a le bo keep cum oilbo . hiswill need an oilpad in it to lubricatethe a les. his also needsanoil feed to it,which comesfrom theright hand lubricator viaa
siphon to the inchpipe. hepipetothe underkeep needsa shortpiece of e y pipe to connect it to the lubricator pipe.Itwould also be very nice if youcould also addthe dust shieldswhich fit on thetop of thehorns.
5BAstudcross drilled no.54for Ø3/64split pin
Dust shield over thedriving horns.
Photograph 63 showsthe rods fittedto eoff’sengine. have just added photo64 in there to show youthe dust shield on oneofthe drivinghorns.
Return crankfixingwas changedtothe LMSstyle four stud type from about 76035 onwards
Driving
I’ve also includea drawing forthe crankpinssoyou can finishyourwheelsoff fg 35 .
To be continued.
4off 10BAstuds on 1/4PCD
OffsideTrailing
4BAcsk.Allenscrew
Rods fttedtoa BR Std4-6-0
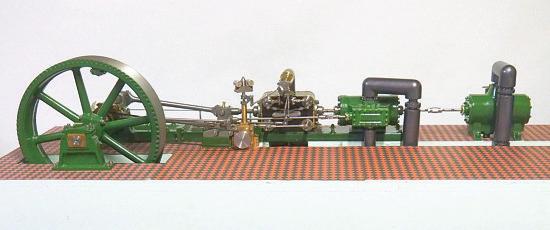
ATan dem ATandem Compound Mill Engine
David Thomas builds
Arnold Throp’smodel of aCorlissmillengine.
Continuedfromp.773
M.E.4757 November 29
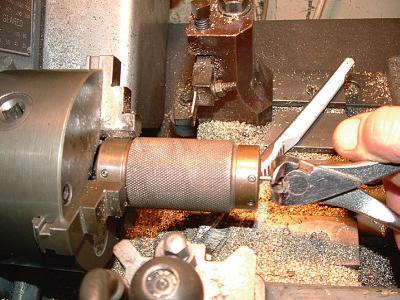
Aswiththe crankshaft in Part 2(M.E.4751, September6th)my metalhoard produced apiece of scrapfor theconnecting rod(fg 25)thatwas just the rightsizeand made from an unknowntypeofsteel that proved difficult to machine. t wouldbea much betteridea to buyineither inch at or inch roundFC . f was making anotherversion of themodel and, givena mill with powerfeed, ’d probably usethe roundbar despite having to turn most of it into swarf. Photograph 147 shows theodd bitofbar on themill tablelocated by low profile clamps andtwo square pegs
that were filed to aclose fit in thetable slots. n photo148 is theratherpretty swarfwhose
colour showsthat wasdriving thecarbide toolingatabout theright rate andwhose shape indicatesthatthe material wasprobablysomesortof stainlesssteel.The original drawings show theendsof therod curved in twoplanes but settled for ustthe one (photo149 . hesacrificial plateonthe rotary tableallows forreally firmclampingand location with apin in acentral hole.After aligning thepin with
Thechips that came offwerepretty to look at butthe machiningwas noisy.
LittleEnd Bearing Mat’l: Bronze,screw M.S.
Connectingrod andbearing parts.
Drillingthe centres.
ConnectingRod
M.S. or S.S.
BigEnd Bearing Mat’l: Bronze,screw M.S.
Theset-upfor turningthe shaftofthe rodand forrounding theoutsidesofthe ends.Thisalmostturnedtodisasterwhen themetal work hardened
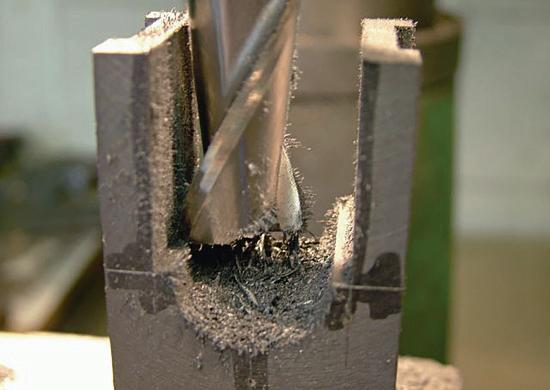
Thespacesfor thebearingswerechain drilled… …and then cleanedout with endmills
themill axis andzeroing the DRO(or dials) producingthe curved endisstraightforward; having made thesteppermotor drivefor the felt obliged to useitbut turninga handle worksjustaswell. had thoughtahead and drilledthe centresthatare needed forturning thecentral part of therod when thepiece wasa rectangularbar. hat ’d forgottenwas that some metal mightberemoved from the ends when they were rounded over andthe centresended up tooshallowtobeuseful. When thebar wasrectangular it easily went into afour-jaw chuckand,after roughing-out theshape,itwas harder to hold Photograph 150 shows theuniversal mill in an unusual configuration butone that solved theproblem.The central part of therod wasthenturned to itstapered shapeusing the centresbut notwithout drama as the unknownium’decided to bite back andworkhardened in places. tfirst, thought that
Accurate andmatchingangledsurfacesare essentialfor thefaces of thewedgesand bearingbrasses; asinevice makesthiseasy. However, 90 –84degrees does notequal 16 degrees!
With thesineviceset up correctly machiningthe rest of the bearing partswas easy
Theset-upfor drilling.The colour is abit offbecause thedrill/ mill is nderthe ho seand lightingisdiffc lt.
Afterpolishing to asatin fnishthe rod with thebearingsinplace looked like this.Notethe centre pops that will help with keepingmatchingbitstogether.
thepiece wasscrap anditwas time to startagain but, with nothingtolose, took abig cut and, perhapsluckily,got under thehardbitsand achieved a decent finish photo151). Theholes forthe bearing brasseswereroughed outby chaindrilling(photo152)and broughttosizewithanend mill (photo153). Leavingthese cornersrounded from thetool meansfilingthe bearingparts to matchbut found that was easier to do neatly than to file theinternalcorners square Make your ownchoicefor this Photograph 154 shows howeasyitistomachine an angled surfacetoa very precisebut incorrect angle usinga sine vice -setting up 90 degrees minus84degrees as 16 degrees rather than 6degrees andnot noticing untila couple of cuts have been takeninvolvesa serious brainfade! Photograph 155 showswhatitshouldhave looked likeand aftergetting theset-upcorrect therestof thebearing partsall turned out really well (photo156). The wedges were left undrilleduntil theparts couldbeassembled andwedgedtogetherintheir final homes. he drill mill doesn’thavea so used a dial gaugetofind thecentreline forthe clamping screwholes (photos 157 and 158). With thoseholes drilledand tapped thebearingswereassembled with temporaryscrewsand the bearingcentrelocated with a needle andsomemagnification foraging eyes (photo159). igure 26 showsthe model as drawnand photo160 the actual,lessperfect,result. The oilercan be just a6BA plug or have athrough hole andthe
With atemporary clampscrew in placea needle wasusedto pickupthe split lineofthe bearingfor drillingand reaming.
Findingthe topofthe curved endprior to drillingfor abearing clamp bolt
Machininga bearingwedge to thecorrect 6degreeangle
LockingNuts
Sectionalpistonrod
Theoriginaldrawingsshowthe piston rodasa single,verylongand fragile, part. I chosetomakeitinsectionsand this worked outwell.
clamping screws need to be made in-house
Having thepistonrod (fg 27)tohandwill be very useful forsetting up theHP cylinderwhich will be thenext bittotacklesonow is the time to make it.The original drawings show this as avery long and imsy single piece.
ven usinga fi ed steady for intermediate support, didn’t fancymychances of getting agood finish. partfromthat thepartisprobablygoing to be sticking outofthe back of theHPcylinderfor alongtime andbeveryvulnerable. Given thosepotential problems chosetotry making each of
thefoursectionsseparately andscrewingthemtogether (photo161). Thereisa risk with this,inthattoleranceswill accumulate anda kinked rod result,but everything worked outwellfirsttime. ’ve been avoiding giving much advice on fitsand finishbut the oints here need closeattentionto concentricity, squareness of theshoulders andfit. Finding appropriatesizes foreachof
thepairs of threadsresulted in themix of BA andmetric sizes- obviouslybuilders canmaketheir ownchoices here Photograph 162 shows thefinalresultwiththe piston in placebecause this wasthe stagereached before rememberedtotakethe picture. To
LP Tail RodToAir Pump Piston
HP Piston To LP Piston
hefnalprod ct complete iththe H piston the ario slockn tsand theco pler forthe rodtothe airpump.
Ro bRoy Rall y2 024
Asuccessful dayoffailures!
Rex Hanman reports from this year’s eventful gatheringofthe RobRoy clan
Withthe Andovertrack duefor extensive renovations, the2024 rally wasonceagain held at the lovely Bromsgrove society’s well maintained club site.It wasa successful daydespite a fewenginefailuresasthe day unfolded.
As is tradition, it wasa beautifulSeptember day. In adecadeofralliesthere has neverbeena wetone.The author arrivedaroundmidmorningand wasnot in the leastsurprised to seePaul Woottonstorminground the track(photo1)asthough he wasstill goingsince last year,and lookingasthough he wouldnever stop.Sadly, hisrun didcometoanend laterwhenthe locomotive developeda stiffness. Early diagnosissuggested the
waterpump. Theenginewas declared as ‘failed’.Nodoubt atriptothe workswill sort things outand Paul will be back next year.
Theauthorwas notthe only Andovermemberattendingthis year.FellowclubmemberPeter Brownalsovisited with hisas yetunpainted engine (photo2).
Paul Wootton.
TheAndover visitors getsteam up
Normally agreat littlerunner, Pete’s locomotive refusedto go forwardonceonthe track. A pinhad disappeared from the valvegear. Reversinground the trackwas notanoptionso, like Paul’s,Peter’s engine wasalso declared as ‘failed’ Following apreviousyear’s embarrassing problems with ablocked blower pipe,the author took no chancesthis
time.Withbrand newboiler test certificatesand athorough trialand examinationjustdays before theevent,all wasset for agreat run. Problems appeared on thefirstlap when thea le pump seemed as though it wasn’t working. (Yes,axle pump.Thisisperhaps theonly RobRoy with an axle pump rather than theusual crosshead pump!) Having returned to the
steaming bays,the locomotive wasraisedabove therails and theregulator wasopened, only to reveal aperfectly operating pump.A number of subsequent laps showed no further problems
With visitors coming from farand wide,itwas arecord turnoutoflocomotives this year, more than adozen andseveral halves.It’salwaysgood to see more examples beingbuilt Phil Hale is buildinga Rob Royand aSimplex.Itwas
noticeable howsimilarhis Simplexchassisistothatof aRob Roy, very much abig brother(photo3).
Last year Irudelycommented on therather shabby appearance of Paul’s engine y contrast,someofthe finest paintworkwas evidentthis year,withseveral outstanding lookinglocomotives on show (photo4).
This year it wasgoodtosee host club member andrally organiser, an orsfieldactually take to thetrack,eventhough he didn’t usehis ownfine locomotive (photo5)!
Oneofthe beauties of Rob Roys is that they arevery portable,evenwitha sore finger photo6)!
Sadly, Alan Harrishad passed away sincelastyear. Diane broughtalong herhusband’s first build,a blue ob oy now called ucy. ianeoften visits theBromsgrovecluband will be bringing Lucy to future rallies. With Paul Wootton’sengine sulkinginits box, therewas the traditionallineupofengines andtheir owners (photo7). It wasn’t just locomotives on display afine arrayof stationary engineswas provided by Bill Kite (photo8). It wasanother greatday Thanks as always to thehost club forproviding thevenue anda superlunch.Thanksalso to Martin Attewell forproviding thephotographs
Next year’s rally details will be posted in duecourse. See youall againnextyear.
Phil Hale poseswithhis Simplex chassis.
Abeautifully paintedexample
an Horsfeld taking a l ootton senginefor aspin.
Bill Kite showshow easily RobRoyscan be transported.