Talk Media,The Granary, DownsCourt, Yalding Hill, Yalding, Kent ME186AL
PUBLISHING
Salesand Distribution Manager: Carl Smith
Marketing Manager: CharlottePark
Commercial Director: Nigel Hole
Publishing Director: DanSavage
Published by: MortonsMedia Group, Media Centre, MortonWay,Horncastle,LincsLN9 6JR
SUBSCRIPTION
Full subscriptionrates (but see page 54 foroffer): (12months12issues, inc post andpacking) –UK £70.20.Exportrates arealsoavailable –see page 46 formoredetails.UKsubscriptionsare zeroratedfor thepurpose of Value Added Tax. Enquiries: subscriptions@mortons.co.uk
PRINT ANDDISTRIBUTIONS
Printed by:Acorn WebOffsetLtd., W. Yorkshire Distribution by:Seymour DistributionLimited, 2EastPoultry Avenue, London, EC1A 9PT TelNo: 02074294000
EDITORIALCONTRIBUTIONS
Accepted photographsand articles will be paid foruponpublication.Items we cannot usewillbereturned if accompanied by astamped addressed envelope, andrecorded deliverymustclearly statesoand enclosesufficient postage. In commonwithpractice on other periodicals,all materialissent or returned at thecontributors ownrisk and neither ModelEngineers’WorkshopMagazine theeditor,the staffnor MortonsMedia Ltdcan be heldresponsible forlossordamage, howsoevercaused. Theopinions expressed in MEWare notnecessarilythose of theeditor or staff. This periodicalmust not,without thewritten consent of thepublishersfirstbeing given, be lent,sold, hired outorotherwise disposed of in amutilated conditionor, in anyunauthorised coverby wayoftrade or annexedtooraspartofany publication or advertising, literary or pictorialmatterwhatsoever.
This issuewas published on 14 August 2024
Thenextissuewillbeonsale20September 2024
On the Editor's Benc h
The Llandovery BikeWeekend
Afew weeks ago Ispent aday at the Llandovery BikeWeekend,a familyfriendly two-day event held in support of Blood BikesWales. Blood Bikers are all volunteersand theyplaya vital role in supporting the NHS by transporting blood fortransplants, donated organs and other urgent supplies between hospitals. Iwas thereaspart of the musical entertainment, butI had plenty of timetolook around and thought I would sharea fewphotographs Itook.
First is the World’sFastest Wheelbarrow,which achieved over 58mph at Elvington, ‘piloted’byDylan Phillips. Next is the ‘Lister/Honda’a diesel-powered motorbike. Rumour has it that powerisdeliveredatthe rate of approximately onestrokeper 100 yards… Youcan see theskills arena behind, wherewesaw alot of extreme kneescraping as riderscirculated among the cones.
Therewerelotsofvery beautiful bikes on display, but the one Ihavedecidedto
single out is abeautifully restored 173cc 1968 BSABantam. Iremember one of my friends, ‘Cookie’, who wasconsidered really cool as he came to school on avery battered Bantam, wearing a1950’sstyle white leather helmetand RAF-surplus goggles,atleast on the days when he could getittostart. Ithink his wasan ancient123ccmodel, which would have been over 25 yearsold even then!
Neil Wyatt
9 Hardness Testing
Jaques Maurel explains howVickers Hardness is tested, with plans for making your owndeviceofapplying repeatable forcetoaspecialindenter.
16 From the Archives
In this issue we sharesomevery useful tool and cutter grindertips.
18 The History of the Lathe Henk-Jan de Ruiter takes brieftour of thelong history of thisubiquitous machine tool.
21 Workshop Diary
In the frst instalment of anew, occasional, series, AlexduPrê explains howtomakea tailstock fora dividing head.
GeofAndrewsdetails amodifcation you can use to increasethe accuracy when using adigital caliper to measuredepth
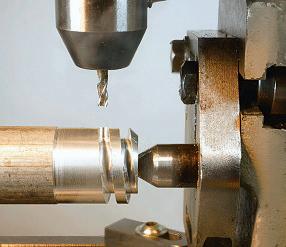
32 Building aMarble Run Chain Hoist
While waiting forhis newworkshop to be ready,Mark Noel tackled acomplex Ukrainian wooden constructionkit.
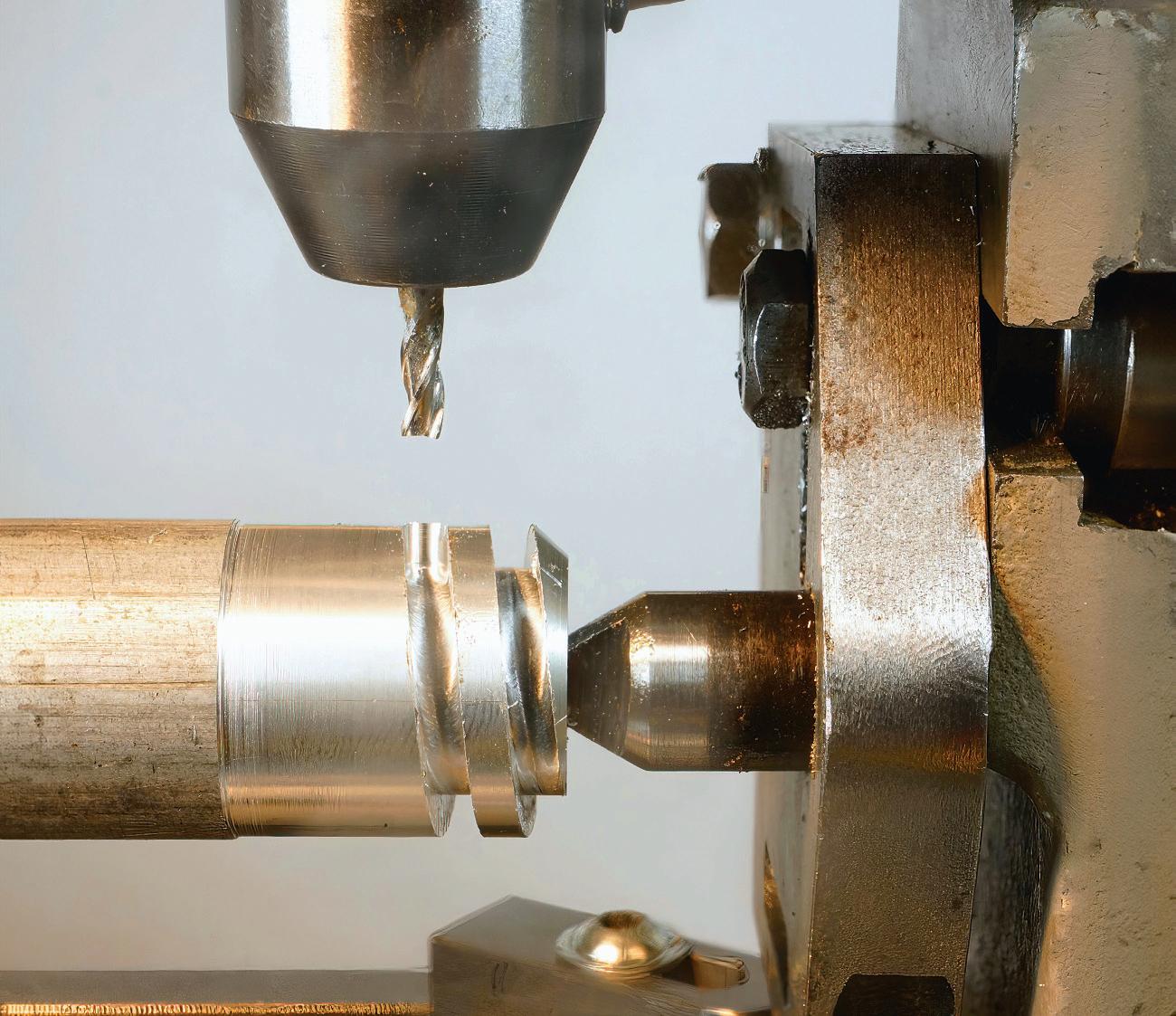
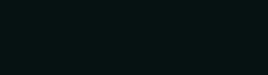
40 ThreadMilling in the Workshop
Bob Reevecompletes his thread milling challenge, this article supports atalk to be given at MMEX in October.
46 Entries forthe Stevenson Trophy2024
We have had abumper crop of entries forthe Stevenson Trophy, we present the work of the finalists in their own wordsand pictures and explain how youcan cast avotefor the winner
53 Getting the most out of your Brushless Mill -Part4
Jason Ballamyconcludes his short series with aguide to ftting alignment buttons to amilling vicefor easyand accuraterelocation.
56 The Midlands Model Engineering Exhibition
Here’s an update on howMEW will be taking part in this October’sMMEX exhibition.
60 Beginner’sWorkshop
Geometer looksatradiuses –how they arespecifed and howtocheck them in your engineering projects.
61 Getting To Love My DenfordNovaturn
Mick Knights explains howheuses Quickturn CNC with hisNovaturnCNC lathe..
Coming up…
in our next issue
In our next issue we have detailed plans forMichael Cox’s precision headstock dividing devicefor mini-lathes.
Regulars
3 On theEditor ’s Bench
The Editor went to abiker festival and saw some very unusual vehicles.
36 Readers’ Tips
Our winner ofersa neatchute to help keep swarf away from moving parts of amini-lathe. Send your tips to meweditor@ mortons.co.uk,you could win aprize
38 On theWire
This month we have news from the SMEEand Chester Machine Tools, as well as an exciting newapplicationfor 3D printing.
58 Scribe ALine
Enjoythis month’s postbagwith feedback from readersand an updatefor overseas subscribers. We arealwayskeen to hearfromyou –send the editor your thoughts at meweditor@ mortons.co.uk.
64 Readers’Classifieds
This month’s collection of readers’for sale andwantedadverts.
ON THE COVER
Ourcover featuresBob Reeeve’s setup formillinga square-section thread on alarge bar. Seemore details on page 40
Website
THIS MONTH’S BONUSCONTENT ExtraContent!
See the videos forJason Ballamy’s Brushless Millseries: https://www.model-engineer.co.uk/forums/topic/getting-the-mostfrom-you-brushless-mill/
Or search the forum for‘gettingthe most’
Hottopics on the foruminclude:
Model Turbines Started by Turbine Guy
This detailed thread will be of interest to those readersfascinated by the rotorsfeatured in MikeTilby’smicro-milling machine. Pin sharp images achievedbyearly plate cameras. Started by Greensands
Comparing old and newtechnology.Doesthe Cameralie, or is it just the processing?
The Prusa method of p3D-printing holes –who knowsmore?
Started by Versaboss
Abriefmention in RogerFroud’sPaint Can Turner article has piqued readers’ curiosity
Come and have aChat!
As well as plenty of engineering and hobbyrelated discussion, we arehappyfor forum memberstouse it to share advice and support. Come and join us –it’sfreetoall readers!
Hardness Testing
Jacques Maurel, in France, makesadevicethatapplies arepeatable forcetoa special indenter forVickers Hardness Testing.
It’sworthknowing the hardness of the materials used in model engineering, mainlythe steels coming from the scrapboxtohavesome idea of the tensile strength, and to estimate its machinability.But hardness testing can also check theresultofa heattreatment (quenching, annealing, casehardening) A ery crudetest from aplain fle or from grinding sparks canbemade but is not very accurate.
Ipropose to youanattachment for making a“Vickers” test and another one using a“struck ball” as hardness test
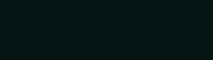
Vickershardness tester
he idea came a er reading the article from RodJenkins in issue 245ofModel EngineersWorkshop about the Lammas tester (itself described in Model Engineer in 1989). The Vickerstest seems the easiest one fora model engineer; a pyramid shaped diamond indenter (but acarbide one works as well)isfed into the test piecefor aduration of f een seconds with aknown force(Iused 100kgf). Asquareimprint is obtained, the diagonalofthe square“d” is then measured.
The Vickershardness is the ratio between the forceand the pyramid imprint surfacearea, using the calculation:
Hv =1.8544F/d2
F =force in kgf, d =squarediagonalin mm, Hv =Vickershardness in kgf/mm2
Notes
he result is the same fora diferent force o en kgf ut the igger the imprint the easier it is to measure.The imprint is small, so the test piecesurface must be smooth to ensureaccuracy.
About the units. The kilogram (kg) is amass unit, the forceunit is usually the Newton(N).One kilogram-force (kgf)isthe forceexerted by the gravity on a1kgmassso9.81N(as the gravity acceleration is 9.81m/s2)sovery near 10Nor1daN. The mass is constant while the weight (due to gravity)isnot,so it would be smaller on the moon, for example.
Attachment forVickerstesting
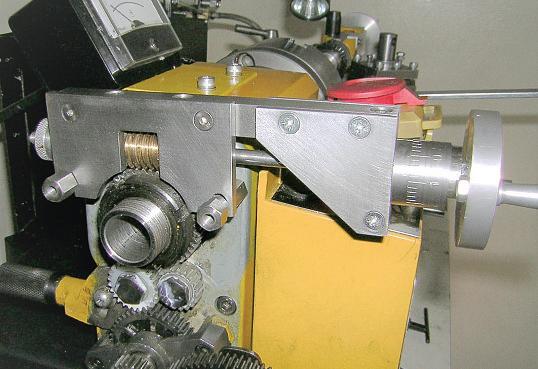
See photo 1 and fig. of the Vickers testing device, which applies a
TheVickersHardnessTester
Bath scaleondrillpress forcalibration
Dis-assembled to showthespring.
controlled forcetoacarbide indenter, acommercially obtained part shown The idea is to use adrill press (asa press here) to lowerthe deviceuntil it contacts the test piece.The internal spring will then be applying the 100kgf to the indenter.This is nota problem as the forceismultiplied by about eight from the capstan levertothe spindle on my drillpress.This is easy to calculate, it’sthe ratio between the capstan leverradius and half the rack driving pinion pitch circle diameter
This radius is easytocalculate without dismantling, just measurethe spindle movement forhalfa turn of the capstan and divide this movement by, asthe pinion pcdisrolling without slipping on the plane of the rack machined on the spindle barrel.
Measuring the force
his wasfrsttested with a athroom scale. It wastested foraccuracywith calibrated masses up to 7kgwith agood result, so it wasexpected to be the same until100kg. See photo2 showing the scale on the drill press table, the test pieceset in the centreona steel strip, the indenter setinthe drill chuck, this worked well.
The usual bathroomscale measures the weight in kgf, thisissatisfactory for ourpurpose (the authorlives in France, UK and American readersmay need to convert from stones and pounds).
Commercial scales measurethe mass (in kg)bybalancing againsta referenceone (their measure should be the same on the moon).
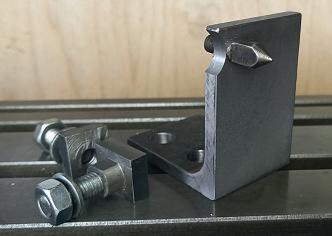
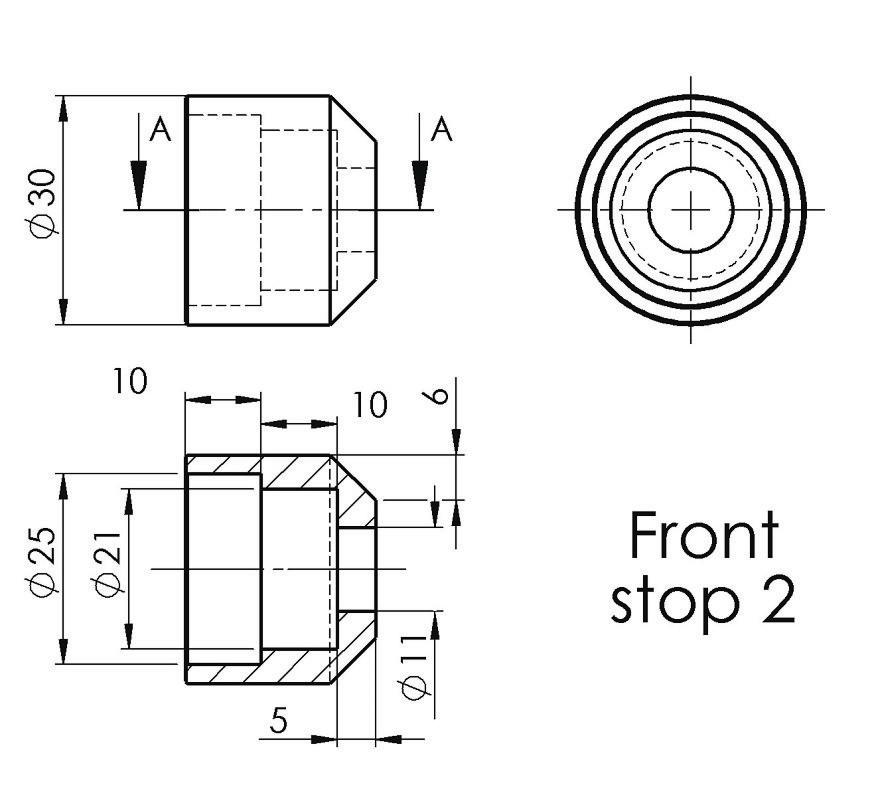
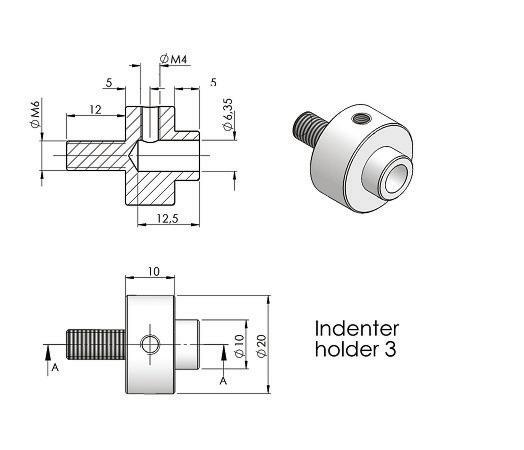
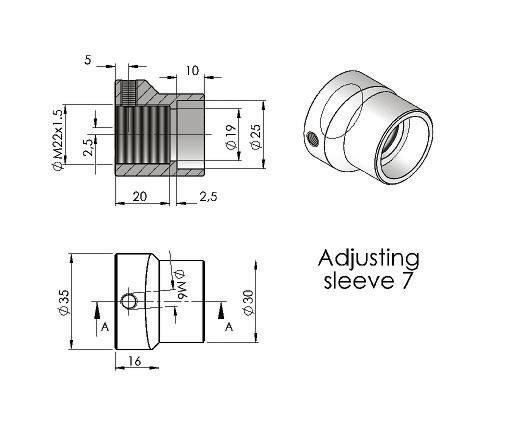
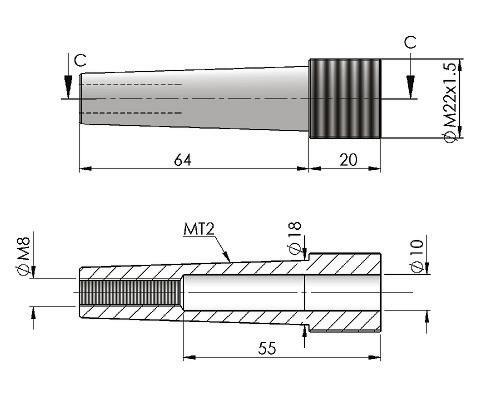
In the attachment, the forceis controlled by aspring, it’sa standard stif spring using as uare wire, see photo3.This spring 4 is compressed by the indenter holder 3 setina guiding spindle 5. In turn it slides in the Morsetaper 2(MT2)bracket 8, held in the drilling machine spindle. The compression throw of the spring is limitedbythe frontstop 2.This front stop is linked to the spacer 6, itself linked to the adjusting sleeve 7.Itis thereforepossibletoadjust the throw by turning 7, which is screwed on 8 and to lock the positionwith screw 10.Only the machined parts areillustrated
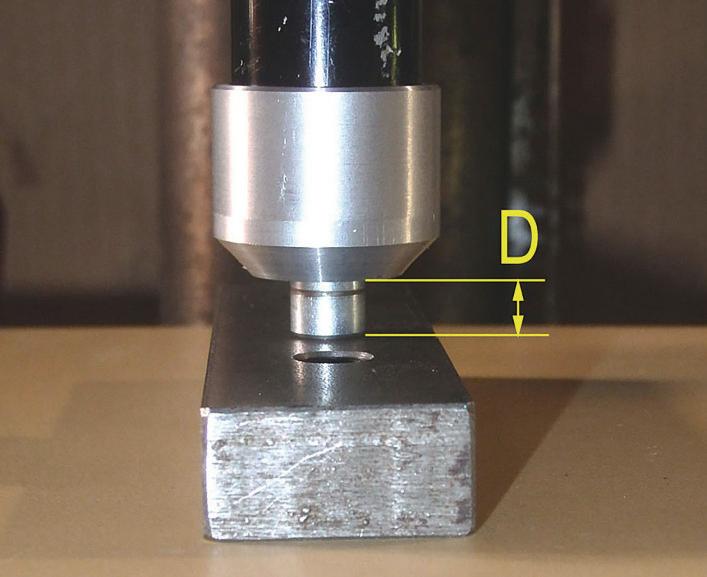
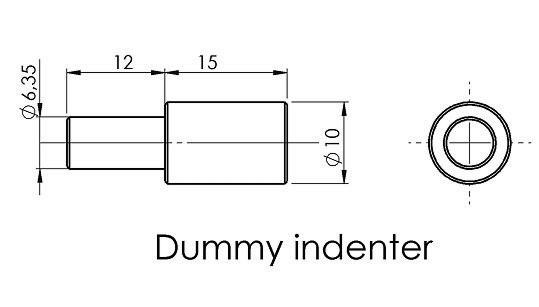
The calibration is made in the following way, photo 4.A dummy indenter, fig. ,longer (15mm)than
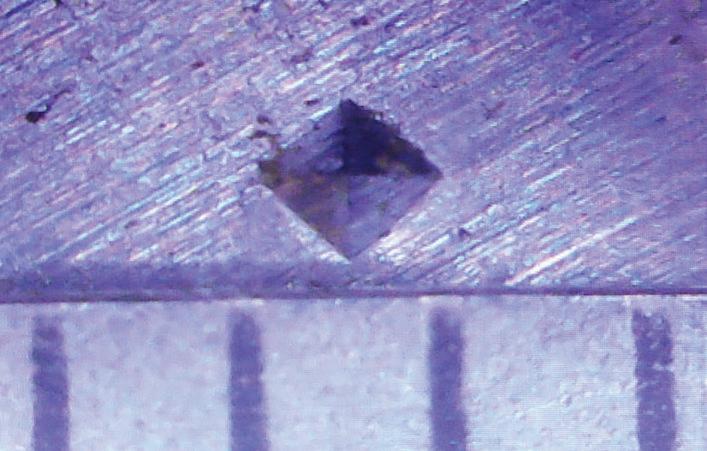
Indent viewedthrough the microscope.Measurement ofthisimage givesthe diagonal size.
the genuine one (which is 12.5mm long isftted in the indenter holder and pressed on the scale until it reads 100kgload. The distance, Dinphoto 4, is measured (I used aset of drills stepping by 0.1mm). From this result adjust the spring until the forceis 100kgwhen 2.5mm of the dummy indenter protrudes. With the actual indenter in place, theforce will be 100kgf when the face of the tool contacts the test piece. Thereisa slight error upto forthe so est steel giving the largest imprint)due to the indenter penetration in the test piece.
Measuring the imprint
Iused alow-pricedigital microscope itwas in , see photo 5, the diagonal measurementwas frst made directly on the screen (when the viewisclear)with agraduated rule, the magnifcationisnear to times (between 18.5 and22) and notthe same in the horizontal direction as in the vertical one. It also varies as time passes. To cope with theseproblems, the fnely graduated rule wasplaced y the indent (see photo 6). If thereisnoroom fora graduated rule on the part, frst measure the graduated rule foranactual calibration.
By dividing the diagonal imprint width (measured on the screen)bythe 1mm (1 graduation) width (also measured on the screen), it’spossible to calculate the actual imprint diagonal width in mm, whate erthe magnifyingcoe cient Itispossi le to uy fnely graduated glass graticules thatcouldbeplaced over the indent fordirect and accurate measurement –Ed.)
Useofthe attachment
• Setthe attachmentinthe drill press spindle.
• Setthe test pieceonthe drill press table.
• Slowly lowerthe indenter on to test pieceuntil the front stop contacts the test pieceand wait for15 seconds.
• Release the load and bring the test piecetothe microscopefor measuring the diagonalimprint.
• Calculate thehardness from the formula explained above, Hv =1.8544 F/d2
Digital microscope.
Notes
The tensile strength is usuallyaround in da mm forcar on steel and lowalloysteels, but notnormally specifed forhighly alloyed teels either is it specifedfor cold rolled steels due to work hardening. Conversion tables areavailableto convert the Vickershardness (Hv)into the Rockwell C(HRC)scale forhigh hardness (hardened)steels.
Hv 446 596 697
HRC 40 45 50 55 60 65
Forexample, roller bearings parts have ahardness around 60 HRC. Formeasuring on acylinder,set the testpieceonVees and useastrip of steel sheettocentre the indenter,see photo
5 Ø2 1
1 6
Aligning the tester with acurved surface.
Part 8. MT2Bracket
Parts list
One of each part is required
Name Material Remarks 1 IndenterSee text 2 Front stop 2017 3 Indenter holder FCMS
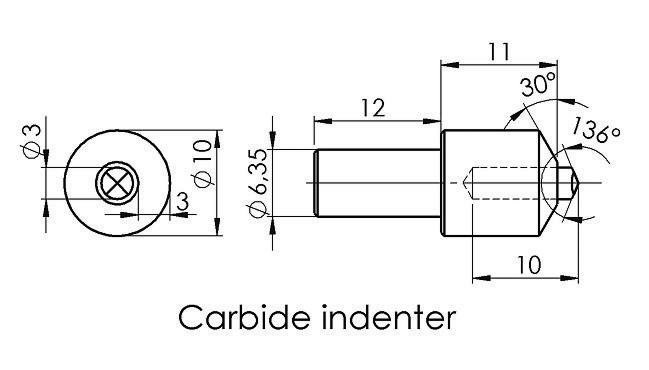
Ibought alow pricediamondone from Ama on in and madeone from car ide ,a mm diameter mm long pieceofcarbide stuck in afreecutting mild steel (FCMS)bracket, ground with adiamondwheel see fig. thatworked well Ofcoursethe length is the same as the diamond one to ensure getting the sameloadfrom the spring. See photo 8 showingthe indenters used includingthe dummy one used forload calibration, fig. Thereisared point on the diamond indenter, this is to showone diagonal direction, this couldbe of someuse when alarge part is to be setunder themicroscope and if youwantone diagonaltobehorizontal on the screen.
Loading spring 4
his is astandardstif spring usually used in die punching works)external
diameter is19mm,4mm squarewire, mm length at rest he stifness is kgf/mm (I’vemade aplainrig fortesting) so a out mm compression will e needed fora 100 kgfload.
Spacer6
The actual length is 66 mm,but could be adjusted, see later
Adjusting
sleeve 7
The excentric part is justfor lodging thelocking screw,put a4mm thick packingunder one aw of the aws chucktoset the eccentricity.Ifthe contact between jaw and cylinder is aplaneperpendicular to the jaw calculation gives:
Packing thickness h=1.5 xe (e = eccentricity)
Ishould ha e used mm as packing, but this is nota critical dimension.
Thereshould be no problem with machining the other parts.
Setting
and adjusting :
The spacer 6 should be stuck to the parts 7 and 2,but this wayit’snot easytochange the indenter,though it is possible to drill aradial hole in 2 forunscrewing 11.Aplain and easy solution is to ha e apress ft etween these parts, astrong one between 7 and 6 and alight one between 6 and 2.This is possible with no pain by squeezing the ends of part 6 in the aw chuck,the thin walled tu ing getting atriangular shape. This worked well.
A er cali ration we want no load at rest on the spring, thereisevenaslight free axial movement forthe indenter,this waythe slight press ft etween 6 and 2 is su cient and the indenter easytochange This can be achievedbyadjusting the length of the spacer.Myspacer 6 length is 66 mm, relativetomyspring 4 length.
In afuturearticle Iwill explain howto usethe “struck-ball” method of hardness testing.
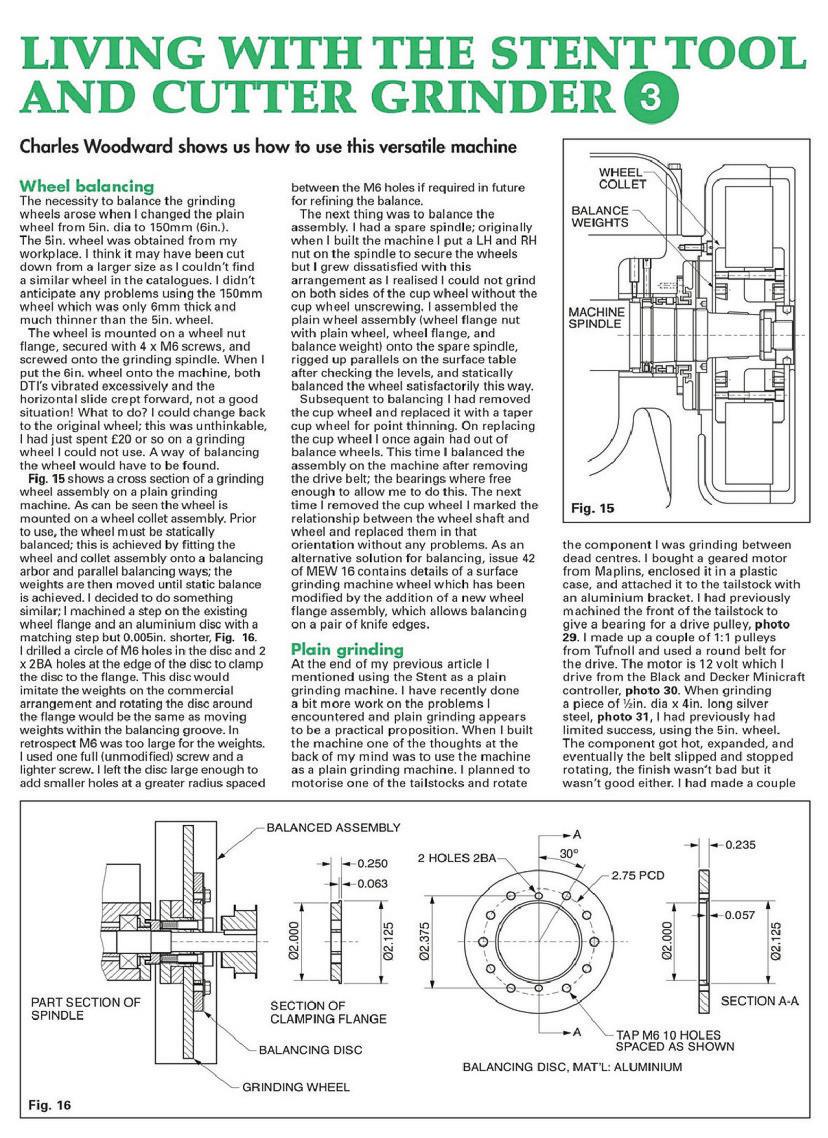
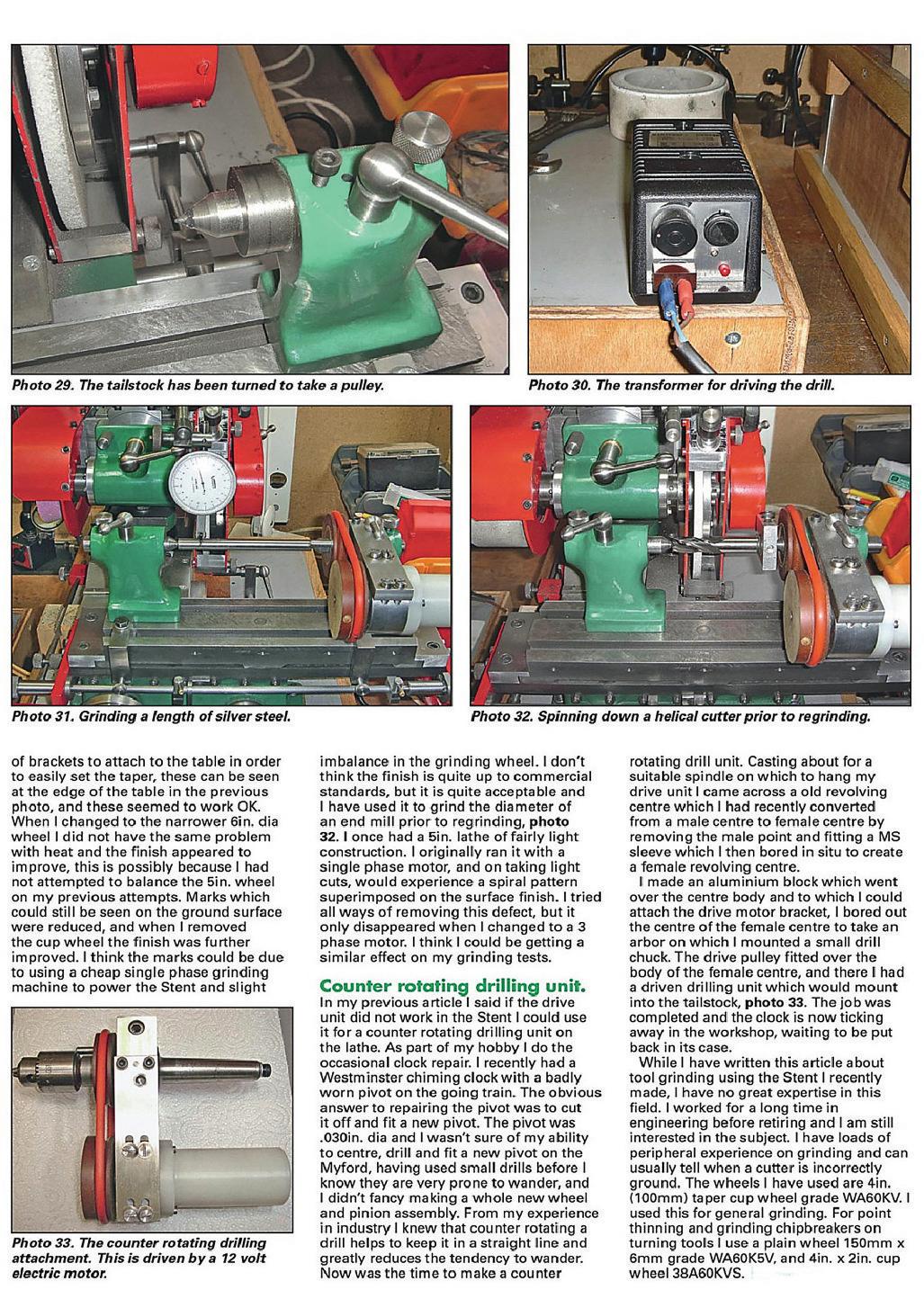
With over125 yearsofModelEngineer magazine and nearly 35 yearsofModel Engineers’ Workshopinour archives, there’sa hugeselection of fascinating and o en useful ideas forthe workshop to e found rom Issue ,Autumn ,we ha e aparticularly useful instalment from harles oodward s series on i ingwiththe tent ool and utter Grinder ust areminder, always use the cardwashers on oth sides of agrindingwheel when clampingit
TheHistory of Lathes
Henk-Jan de Ruiter takes alook at thelonghistoryofour favourite machine tool.
With today’sCNC Lathes you might think thatthe lathe as amodern tool is probably only 100 yearsold or so.However,asa matter of fact, the frst toolsworking as aprimitivelathe date back from ancient times as early as the year 1300 BCE and have been found in China,Egypt and Greece. In comparison, Archimedes describedthe water screw,asolution for raising water in 234 BCE, although it was known earlier thanthis.
The early lathes were used forturning wood into bowls, dishesand formaking weapons. Theywereoperated by two persons, one would turn aworkpiece with arope in asortoflathe frame and the other person wouldshape the object with asharp tool.
Lathes were further developed by the Romans in Italy,astheyneeded a sturdier lathe to work on shale, aso type of sedimentary rock from clayfor bricks, tiles and pottery.
The Vikings used bowl and pole lathes to makehouseholdobjects, forexample wooden chair legs. During the Medieval period, woodwork such as furniture makinggrewinto an importantjob and provided an incomefor manypeople, photo 1
Later,several sketches have been found from Leonardo DaVinci about screw cutting lathes. In 1718,Audrey Nartov, aRussian engineer invented one of the frst lathes with amechanical cutting tool supporting carriageand a setofgears otmuch later,the frst metal slide rest lathewas invented by Jacques de Vaucanson, afamous builder of automatons, in 1751
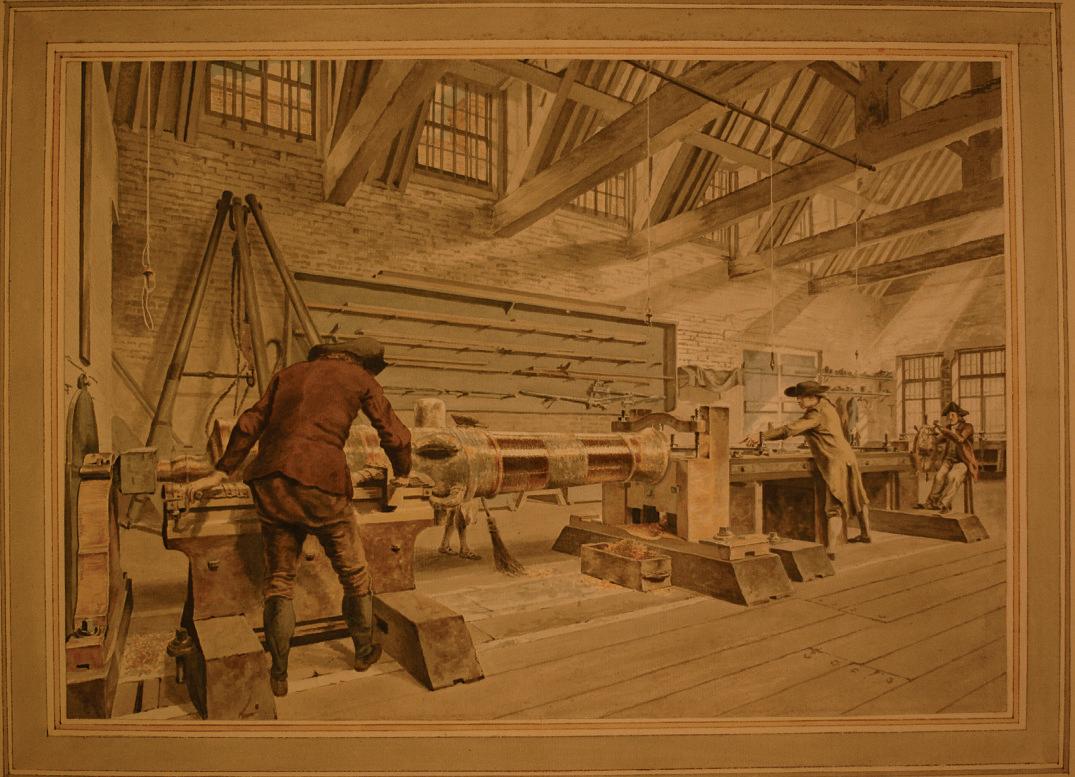
Around thesame period ahorizontal boring machine wasinstalled by Jan Verbruggen in 1772 in the RoyalArsenal inWoolwich, England, photo 2.These were poweredbya horse and used formakingheavier cannons. Another Englishman, Henry Maudsley, made
manyimprovements to this horse poweredlathe and he is also regarded as the inventorofthe metal lathe.
All these steps playedanimportant role from transforminga traditional agriculturalsystem into amore mechanized society which wasstarted by the Industrial Revolution around 1750 in England. This wasmade possible also y fnancial funding y pri ate individuals and throughthe forming of newnon go ernmental fnancial institutions looking fornew investments.
During the Industrial Revolution people were trying to fnd new productionmethods, forexample, mechanizedtextile spinning was introduced, and people started using mechanized power, generated by water wheels or steam engines, transmitting it to alathe ia o erhead line sha ing to ease the work and to producea higher and moree cientproduction in order to keep up with demand from
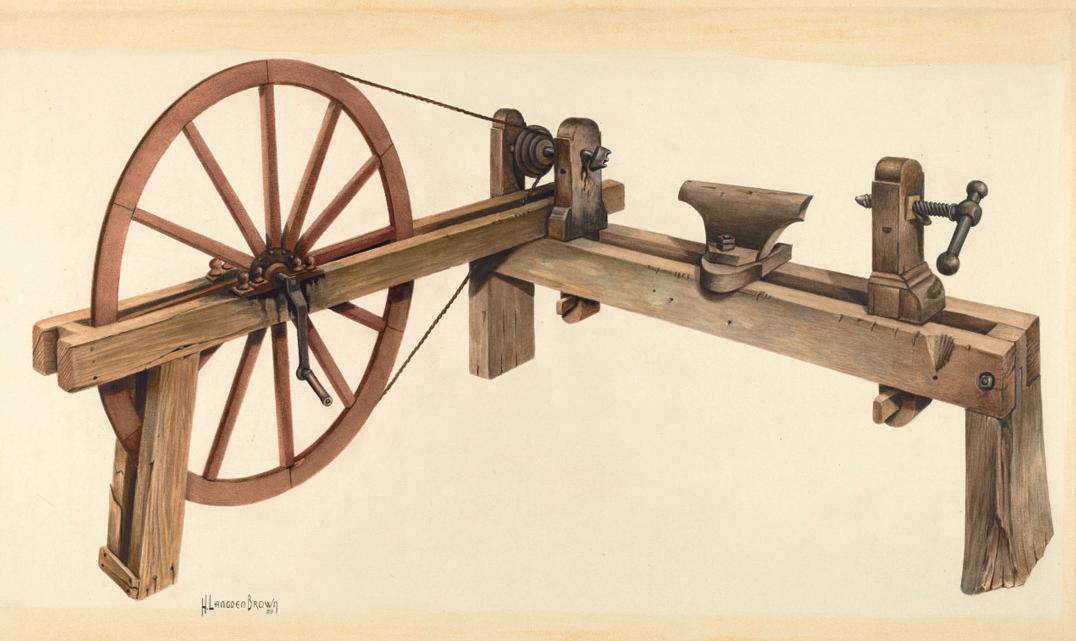
Painting of aManual Woodturning Latheby H. LangdenBrown,1939.
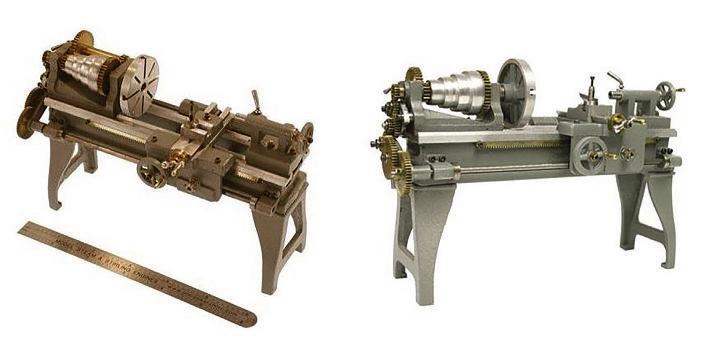
agrowing world population. This all led to the development of the basics of the modern lathe as we knowittoday, photos 3 and 4
When electric motorsmadetheir entranceinthe late 19th century this line sha ing wasgradually replaced y them. More recently modern servocontrolled mechanismswereapplied to control lathes in the 1950’s, which led
to todays’CNC Computer Numerical Controlled lathes. hereare manydiferent types of lathes to be found in the modern manufacturing environment, each of them made fora specifc task
The oldest ones arewoodworking lathes,but thereare alsoduplicating or copying lathes, pattern making lathes forfoundries,metalworking lathes,cue
lathes formaking billiardcues, glass working lathes, metal spinning lathes, rotary lathes (invented by Immanuel Nobel, the father of A. Nobel)used for working with wood veneer,ornamental turning lathes fordecorativework, reduction lathes which can convert acertain workpieceinto asmaller scale, watchmaker lathes and music recording lathes.
Most diverse arethe metal making lathes; these can be categorized into manytypes. Bench mounted centre lathes arethe mostcommon forthe home machinist, but thereare also
lathes (for the Railways),pit lathes and vertical lathes.
Some popular names come to mind in the world of metal lathes. Companies who have been around forquite awhile
areCowells, photo5,and Myford, photo ,fromthe UK, Proxxonand WabecofromGermany, Unimatfrom Austria, Bergeonand Schaublin from Switzerland and Sherline from the USA.