Talk Media,The Granary, DownsCourt, Yalding Hill, Yalding, Kent ME186AL
PUBLISHING
Salesand Distribution Manager: Carl Smith
Marketing Manager: CharlottePark
Commercial Director: Nigel Hole
Publishing Director: DanSavage
Published by: MortonsMedia Group, Media Centre, Morton Way, Horncastle,LincsLN9 6JR
SUBSCRIPTION
Full subscriptionrates (but see page 54 foroffer): (12months12issues, inc post andpacking) –UK £70.20.Exportrates arealsoavailable –see page 46 formoredetails.UKsubscriptionsare zeroratedfor thepurpose of Value Added Tax. Enquiries: subscriptions@mortons.co.uk
PRINT ANDDISTRIBUTIONS
Printed by:Acorn WebOffsetLtd., W. Yorkshire Distribution by:Seymour DistributionLimited, 2EastPoultry Avenue, London, EC1A 9PT TelNo: 02074294000
EDITORIALCONTRIBUTIONS
Accepted photographsand articles will be paid foruponpublication.Items we cannot usewillbereturned if accompanied by astamped addressed envelope, andrecorded deliverymustclearly statesoand enclosesuffcient postage. In commonwithpractice on other periodicals,all materialissent or returned at thecontributors ownrisk and neither ModelEngineers’WorkshopMagazine theeditor,the staffnor MortonsMedia Ltdcan be heldresponsible forlossordamage, howsoevercaused. Theopinions expressed in MEWare notnecessarilythose of theeditor or staff. This periodicalmust not,without thewritten consent of thepublishersfrstbeing given, be lent,sold, hired outorotherwise disposed of in amutilated conditionor, in anyunauthorised coverby wayoftrade or annexedtooraspartofany publication or advertising, literary or pictorialmatterwhatsoever.
This issuewas published on 16 October2024 Thenextissuewillbeonsale15November2024
On the Editor's Benc h
Caveat Emptor
By thetime youread this, Iwill be, hopefully,demonstrating3Dresin printing with the Society forModel and Experimental Engineeringatthe Midlands Model EngineeringExhibition. Naturally Iwant this to go well, so I decided to change the FEPflm on my printer.I opened up anew packet of flm, clearly marked with the correct size, only to fnd it contained fveflms to ft a smaller printer
The priceofflm varies alot,and Isuccumbed to the temptation of ordering apacket of the correct size from overseas at acompetitiveprice; thedelivery time wasreasonable, and itarrived last week. Fitting anew flm wasstraightforward, the HalotMage Prodoesn’t have locating pegs,just screwsmaking the taska little easier than forthe HalotOne featured in a recent article. Idid some testprints which were OK, but when Icame to do
alarge object it failed, with abig hole. went through the cleaning routine and tried again. Afer afew moretries Idiscoveredthatresin had leaked through apinhole and setonthe screen beneath (thankfully it didn’t get inside the screen).
Iput this down to bad luck,although Icouldn’t think howthe flm could have been damaged (I made surethe flm and screen were scrupulously clean before fllingwith resin). Butwhen Iwent to ft areplacementfromthe same pack,I found thatall four remainingpieces had aslit through them. As Ihad opened the pack by hand and nevertaken them out, this must have been therefromthe start. My conclusion is thatmysource of ‘cheap’FEP is selling material from reject batches, possibly that’show Icame by the undersizeFEP as well.
Ihavereordered from a, hopefully, reputable UK supplier; fngerscrossed thatall will be well forMMEX!
Neil Wyatt
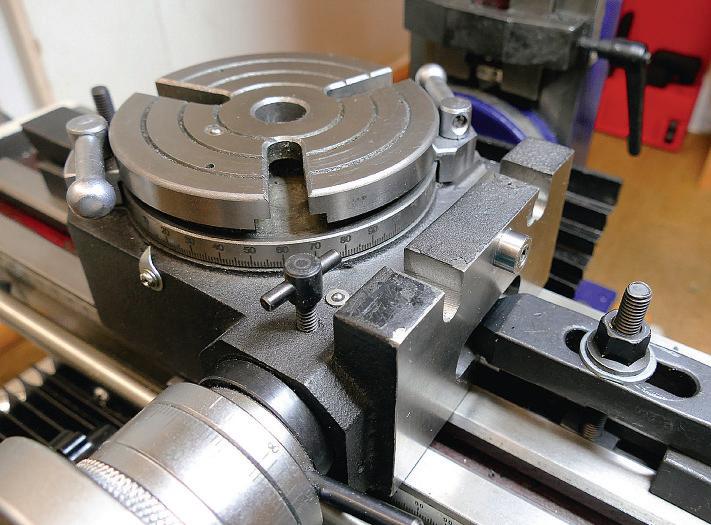
9 Enlarging aSmall Rotary Table
eo Andrewsfsa faceplate to increase the capacity of his rotary table, and shares the detailsofseveral other improvements to usability
17 Tool tip zero setting for DRO lathes
imon avies’ completes the construction of his tool tip setting deviceand e plains how to calibrate anduse it
28 The Stevenson Trophy Competition 2024– The Results! eaders ouhavevoted andnow we can reveal the results of the tevenson Trophy ompetition.
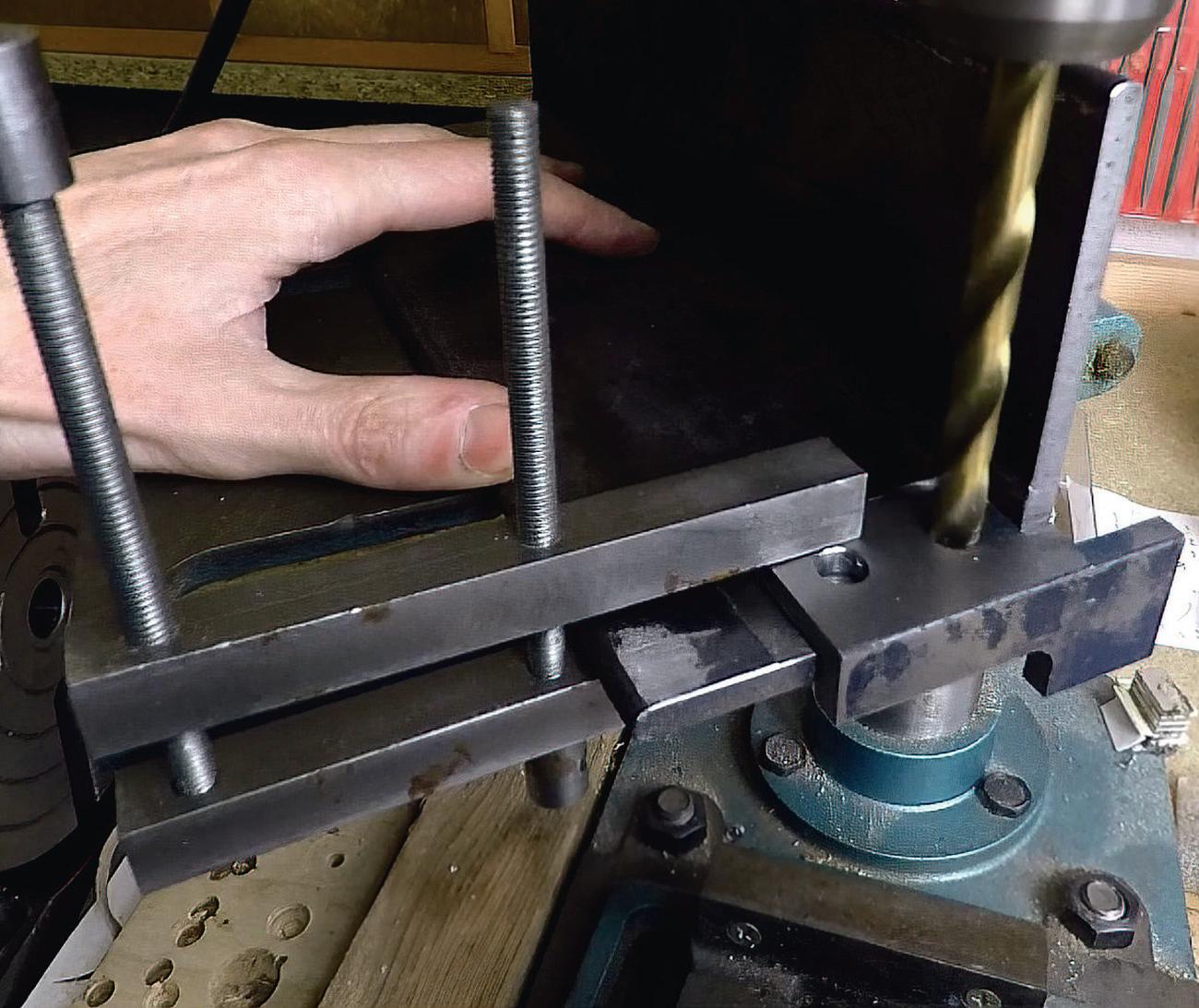
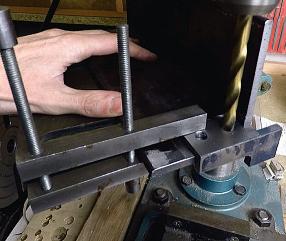
30 Extended LengthTee Nuts fora Milling Machine Table
Keith Keen avoids the possibility of tee slot damage by making e tended tee nuts to spread the load.
34 Learning to love my DenfordNovaTurn, Part 5
ick Knights concludes the story of his e periences with on a enford ovaturn lathe.
34 Pull-Out Print
ur centre pages this month feature ‘The athe’ by eanette hadwick.
38 My Railway Journey
The Editor s ornbyrailwaysand the chancetowin atrainsetfrom ornby’s newTT range.
40 HotFlanging Steel Sheet
Andrew ohnston takes on a metalworking challenge using intense heattohelp bend mm steel into comple shapes.
48 Beginner’sWorkshop
Keepingwith the shape forming theme eometer shares some gentler approaches to metalworking.
50 AWorkshop Diary
To conclude our journeyinto metal forming techni ues,wevisit Ale du Pre’sworkshop oncemoreashedetails the making of asmall but very e ective sheetmetal folder
58 From the Archives
In this issue we look at avery useful e planation of howBurnerd rip Tru chucks operate.
59 Unlocking aSecret
tub andrel fnds ftting akey to be an interesting e ercise in hand work and along the waye plains the workings of amorticelock.
Coming up…
in our next issue
In our ne t issue tewart art details howtomakea combination bolt to help keep your workshopsecure.
Regulars
3 On theEditor ’s Bench
The Editor is kicking himself for‘buying cheap’.
26 Scribe ALine
This month we getsome responses to ing ut’s re uest for suggestionsfor freside reading this winter. e arealwayskeen to hearfromyou send the editor your thoughts at meweditor mortons.co.uk.
16 Readers’ Tips
This month our winner is atip foreasingthe ft of printed parts. end your tipstomeweditor mortons.co.uk, youcould wina prize.
32 On theWire
This month, the arden ail showfor hasbeen announced, aviaduct is restored andthe story of two ueens.
64 Readers’Classifieds
This month we have atremendous selection of readers’ forsale andwanted adverts, is it time foryou to grab abargain
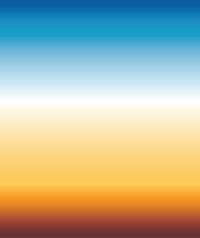
ON THE COVER
Ourcover featuresone of the operationsinmakingAlexduPre’s sheetmetal folder.For more details of howhemadethisusefuldevice, seepage59.
THIS MONTH’S BONUSCONTENT
ExtraContent!
isit the odel Engineer Forum to fnd e tracontent and discuss this issueof odel Engineers’ orkshop www.model engineer.co.uk
Hottopics on the foruminclude:
Milling viceChoice started by ohn rey .
hat’sthe best sizeofvicefor abenchtopmilling machine
Bed for6040 CNC? tarted by teve . hat’sagood choicefor a outer Build
Super7 Spindle run out opinions started by chrisem.
hat’sthe best waytoensurea well used latheisset up to achieve good results
Come and have aChat!
As well as plenty of engineering and hobbyrelated discussion, we arehappyfor forum memberstouse it to share advice and support. ome and join us it’sfreetoall readers
EnlargingaSmall Rotary Table
Geof Andrewsexplains howtoincrease thecapacityofa 100mm rotary table, and details some other improvements he made as the job went along.
Ihad seen an advertisement with awell priced o er fora mm diameter rotary tableatAxminster
Tools and co-incidentallyI wason holidayin orsetthe following week I placed an order formetocollect when there. The table is of a erco type of design but with no identifablemaker.It is howevera very good uality device,so Iwas pleased with my purchase.
n arriving home Ifrsthad to replace the rectangular base locating pins as
these were toowide forthe slots in the table of my milling machine. ather than make newrectangular pins Iturned circular locating ‘buttons’.These had adiameter to ft the groove already in the rotarytablebase andaslightly smaller diameter to suit the millingtable slots. These were held by the original screws, so installation wassimple. Therewas no groove in the endsurface of the tablefor when it maybeused vertically so afer very carefully marking,
drillingand tapping f ing positions, twolocating ‘buttons’ were turned of aconstantdiameter to suit the milling table slots and ftted herealso.
The original table with these ftted can be seen in photo 1. Putting the rotary tables uarelyonthe milling machine either horizontally or vertically is nowautomatic and simple. Ihad already ftted these ‘buttons’ in the same waytomymilling viceand to my anglevice.
original table withlocating 'buttons'
hile keen to try my newaccessory out on the millingmachine it wasonly then Irealisedthatinfactat mm diameter it wasine ect uite small and di cult to ft anything of anysize together with the holding clamps. A mm diameter tablewouldhavebeen much better although asI wasnot about to change the table, Ibegantothink about increasing the diameter. ylathe faceplate is mm diameter,sovery suitable in size and forwhich, by some uirk of fate, Ihappen to have twoso this wasthe direction to go.IfI could devise away of repeatably centring the face plate onto the table and securing it, this could be asolution. Face plates of course already have slots forclamp f ings so onceftted it would achieve whatI wanted to do,and one of the two face plates could be ftted permanently The face plate forthe mini lathe is ftted by arecessed location on the rear which fts to asmall shoulder on the lathe spindle. It is held in placetothe lathe spindle by three screwswith nuts into threaded holes of the faceplate. The rotary table has three ‘T’ slots alsobut
unless Iwas to drillthe threadsout and use screwsinto ‘T’ nuts in the table these f ing positions were notgoingtobe of use. In addition keeping the tapped holes would provide three additional f ing locations.
The rotarytableitself has anumber orse taper central hole so it was clear thishad to be the primary means of centringthe faceplate onto the table. learly usinganumber orse taper ‘pin’would be the answer.Ifthe internal taper of thetable should need to be accessed when the face plate was fully secured the pincouldberemoved temporarilyotherwise it would remain in place. Ihad the idea also of using a similar pin to uickly and accurately centrethe table itself,inlinewiththe centreofthe milling spindle, but this would have to be of adi erent design so to makeboth, Ibought two blank end arbours.The sofsection of these was mm diameter mm long. The frst task wastomakesurethe faceplate wasrunningtrue. This was done by ftting it to the lathe and skimming across theface. Easier said
than done in this case. Because Ihad modifed the cross slide on my mini lathe (see E article issue ), tool travel across the mm diameter and turning the perimeter wasnoproblem. owever, the plate is either made of particularly hardmaterial orfnished possibly within the crust of the original casting and so is uite hard. The T Ttoolmanaged the job but getting areally nicefnish while notreducing itsthickness toomuch wasdi cult. Itrued up the outer edge of the plateand then boredthe central hole to bring this true. Ifnished with an internal diameter of mm. uite an arbitrary dimension, but it would do the jobneeded at this size
Iwanted the arbour to be aclose ft yet easytoremove if needed to retain access to the rotarytable’staper.I ftted a o. to o. sleeve into the lathe spindle and then ftted the arbour into the lathe with adrawbar to holditwell in. At mm it wastoo long, so Iparted o mm and then reduced the diameter.Inthe fnal stages it wasa ftting jobsoinstead of relying onmeasurements alone Io ered up the faceplate to achievethe fnal ft.
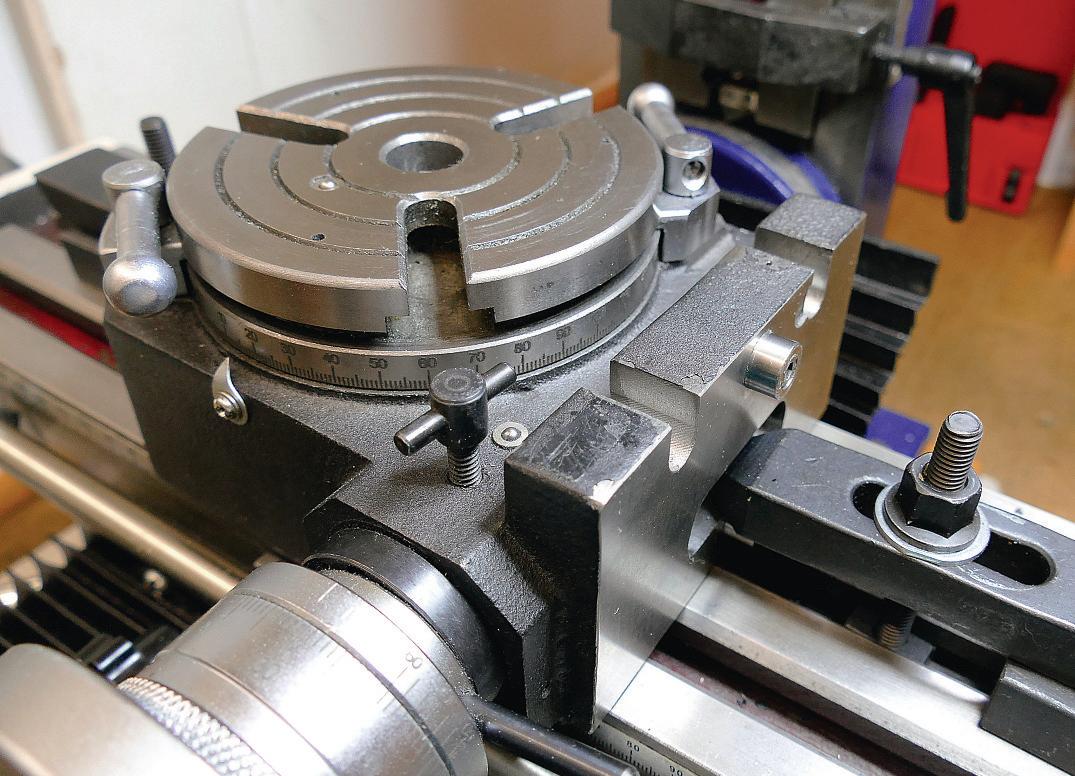
Face plate &pin inplace.
The rotarytable had beenmounted on the milling machineand centred true using my dialtest indicator, TI, ftted to the millingspindleand reading the internal diameter of the table adjusting the and a isinturn. ith the newlocatingpin installed the face plate wasftted andcheckedfor rotation with the DTI. Therewas no variation from the boreofthe table The same wastrue forthe e ternal edge of the face plate. Photograph 2 shows the faceplate with the locating pin ftted. The increase in table size is very evident comparedtophoto and shows the recessed pinforminga recess -asdescribed below. y originalintention wastofnish the newcentring pin ush with thetop of the faceplate. owever, by chanceIcame across a ouTube video by Blondiehacks orner ounding and End ounding Made Easy!” She shows in the video an e cellent idea using anumber orse taper pin she had made ftted in the rotary table taper in which she hasa recess turned in the top face into which replaceable insets of various diameters
can be interchanged. Thisisideal for uickly centring androundingthe end of abar or fora plate having screw holes in each corner.A bar,for e ample, with ahole near to the end is placed onto the pin of the hole’s diameter,the bar is clamped and the end rounded easily because the pin immediatelylocates the bar on centre. These inserts being interchangeable, theycan accommodate inserts to suit anyhole diameter
Following this idea, if instead of making my locatingpin ush with the face plate topasintended it could be lef at alower levelthus forming the recess forftting interchangeable inserts as she had shown in her video. ycentring pin would nowbedoing two uite separate jobs.
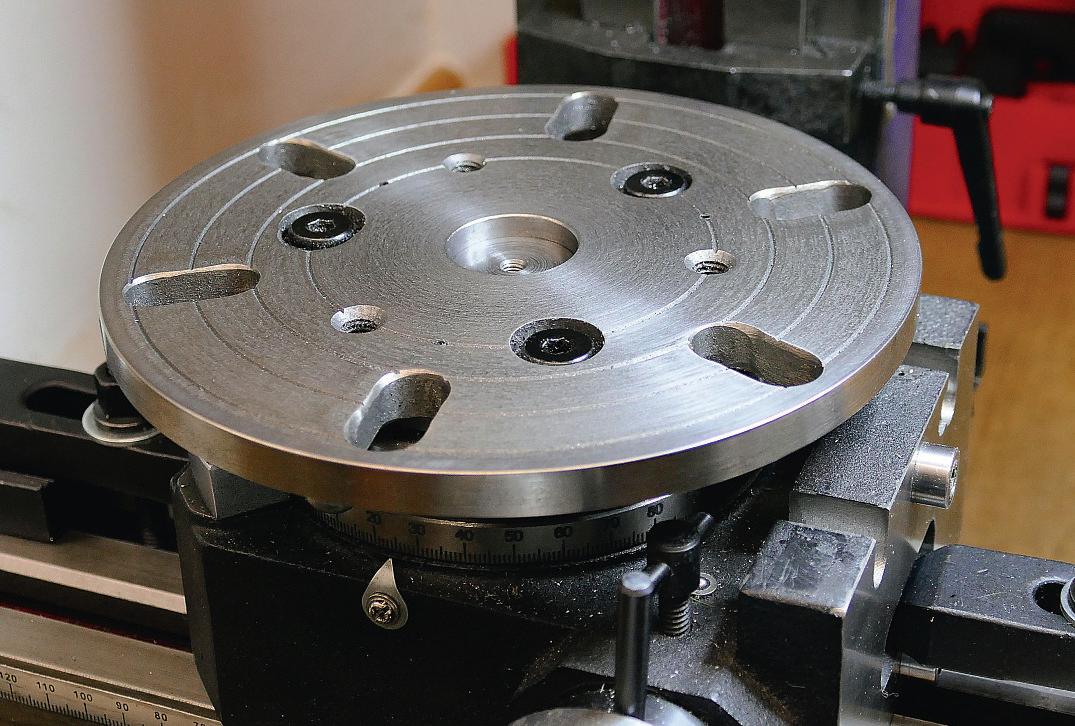
Fortunately the diameter of the rear locating ring of the face plate forftting to the lathe spindle wasjust less than the diameter of the rotary table so it would sit securely.The table has three slots and so three 8mm diameter holes were drilled in line with theseslots and at the same radius as the original face plate screw f ing positions.
Thesewereonthe line of the frst ring in the face of the plate. Another consideration wasthatI wanted two of the slots in the face plate to be in the same plane as the milling machine table and thus the a is of its travel when the indicator of the rotary table wasset to the zero mark. This Ifelt was muchbetter than the slotsappearing randomly.This meant thatthe new f ing holes areslightly o setradially from the original screw f ing holes of the face plate. This howeverispurely cosmetic and having the alignment is much moreimportant.
The f ing holes being as far outwardasIcould brought them close to the outer diameter of the table. ecessing theseholes in the face plate fora socket headed screw could have brought the recess too close to the edge of the ring and may break through. It seemed appropriate, therefore, to use Flatheaded screwswhich re uired ashallower recess and had alarger holding diameter of mm. Imarked and drilled the three holes on my pillar drill.
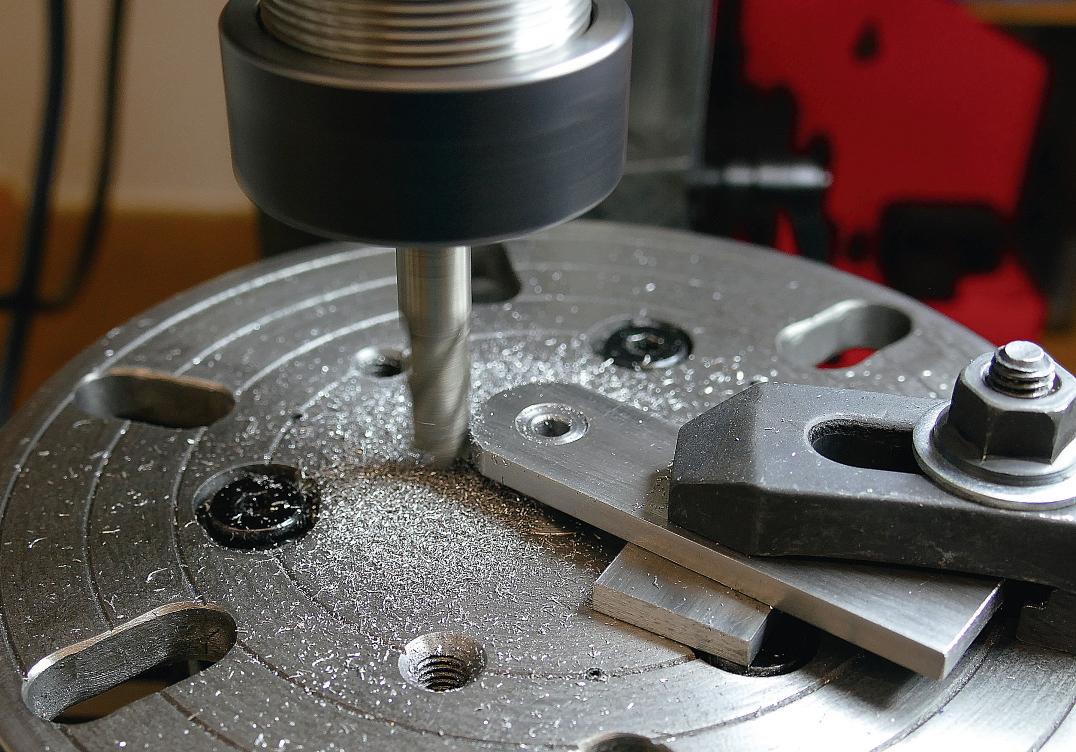
Using the centring pintolocate the table and abolt in twoofthe holes to ’T’ nuts in the table Iused an end mill to provide the recess with as uarebottom. y nearest sizewas mm diameter,so Iused this rather than buy anew end mill just forthis purpose. Even though all waslocked down the hardsurfaceofthe face plate made thisdi cult work. y frst attemptcaused the recess to run o centreslightly.This unfortunate event mayjust be seen in the photograph. Afer working moresteadily Ihad the recess bored correctly.The other two recesses were done steadily and formed as re uired.
If Iwanted to remove the centring pin forsome reasontoleave the orse taper in the table still accessible, Idid notwant to rely only on the screws to hold the face plate in register.For this reasonI ftted three small roll pins through the face plate into the table to ensurecentring remained accurate. As the screwswerevery near to the edge of the table the length of the ‘T’nuts had to be shortened onone end so as notto interfere with the locking groove in the
Adiagram of the arrangement can be seen in whichalso gives the
Ø27
tappedhole
dimensions which Ifound appropriate. As can be seen the mm diameter of the pin at mm high wassu cient for the job whilst leaving arecess mm deep forthe interchangeable inserts.I put an thread in the centreofthe top of the pin, this is to holda mm deep blanking insert to be ush with the top of the face plate when the recess is not in use and prevent swarfbuild up.This thread can also be used if it should prove necessary fora socket screw to be ftted, and the pin can be leveredout with my improvised lifing tool. Providing the pin has notbeen ftted too frmly it would obviate the need to remove the table from the milling machine in order to knock the centring pin out.
Colletchuck
Liftingtool made from spannerifneeded
Pinlocatingintable Morsetaper
TableCentringPin
Made from no.2 Morsetaper arbour
This lifing tool wasmade by removing one arm of a mm spanner using an anglegrindercut o disc. This is shown in photo 3 and using it is shown in The centring pin is theretoradially locatethe faceplate and otherthan being frm does notneed ftting tightly into the taper
Afer fttingI checked the face plate again with my TIand it remained true. Inow have whatI consider to be a fully permanentrotarytable of mm diameter
Figure also showsane ample of an interchangeable centre. Ihavemadea fewofthesefor themost common sizes of hole Ithink Iamlikely to use. mm, mm, mm, mm plusthe blanking
insert which is held by the csk. screw.Ialso made some‘blind’ inserts into which can be ftted separatepins if the need arises foranodd size. It is much easier to makeapin than to setup and makeaspecial insert. The head of my cap head stainless steel socket screwsfor e ample are mm diameter so thereisone ready madepin if needed. Photograph 4 shows a mm insert pin in placeand photo 5 shows arange of sizes.
To makethe inserts Istarted with a mm diameter mild steel bar turning a length about mmlong to the mm diameter.Idid temporarily remove the face plate from the table to checkthe ft. Ipreferred to makealength of material at this diameter and part o as re uired. Iput a mm diameter hole in the centre. The frst insert wastobethe blanking plate, so this wascountersunk in the top face to ft the countersunk screw Iwas to use forf ing it in place then parted o with the lathe centre in the tailstock to mm long. The fnish on the rear of this wasnot as good as I would have wished butitftted and was ush with the top of the plate, so it has remained.
Rotary table
Figure 2
Idecided to use apieceof atstock forthe packerunder anyworkpiecetokeep themilling cutterabove the table surface. This actually measured . mm . mm. The width is immaterial, but the height is important. As this has to be the height of the material support section of the insert. Ialsodetermined to
makethis support . mm wider on the radius forthe workpiecetoftbut allowa radius to be formed uiteclose to the original hole drilled in it. Afer facing o the blank insert Iturnedthe insert to suit a mm diameter hole. This meant thatthe support diameter would be mm. the locating pin mm diameter and ashoulder between the
twoat . mm long. This would then be parted at something longer than the mm recess depth to be faced back at the ne t stage. Icontinued this with the other insertsthenreversed each in the chuck to face o to the mm recess depth. The fnal insert ( mm )can be seen being parted o in photo 6.
5mmdiameter insert.
Selection of insertpins.
Photograph 7 shows aworkpiece with a mm diameter hole ftted into the insert and the endmill forming the end radius. In photo 8 the fnished radius and, minus the swarf, the insert can be seen.
It seemed thatthe easiestway to ensurethatthe rotarytable itself was centred correctly with the milling machine spindle wastoagain use a
number orse taper.The second blank arbour wasaccordingly turned down to provide a mm diameter upper section to be held in an E collet. The rotary table is already located in the milling table slots and clamped down to the table, so the and position is adjusted until the taper locates into the rotary table. This is a uick process providing careistaken to ensurethatthe taper pin does in fact
8 9
enter the tableeasily.Afertesting this afew times nowitispossible to uickly achieve aconcentricity of less than . mm ( . ). This is fne formost of my applications but can of course be improvedifreally necessary by using the DTIasisnormal. Photograph 9 shows the pin in use. Photograph 10 shows both the faceplate centring pin and the table centring pin.
Forming radius using 10mm insert.
Radius completed -10mminsert.
Using the table centringpin.
Details areshown in fg. 2which also shows the use of the larger diameter ring in this pin. If perchancethe taper fts too tightly the pin can be released from the colletand the improvised lifing tool used to ease the taper pin out of the table. In cases wherethereisnofxing hole around which to form the radius for general work,the table is still centred by using the centring pin, but this is then replaced by aturned true centrethis can be used to position the workpiece on the tablebyplacing it onto the marked centreofrotation position of theworkpiece. Imade this from a 60mm lengthof10mm diameter silver steel held in acolletchuck in the lathe. Additional clamping maybeneeded as
the locating positionwill notbethere and the piecewill need supporting under the position to be radiused, photo 11. This simple arrangementhas given me
Next Issue
Wecould all do with abit of extracash these days; Martin Berry suggests some ways to makethe hobbypay its way. Make lifeinthe workshop alittle bit easier with Greg Widin’s Universal Mill Wrench.
both alarger rotarytable which is very useful andaneasymeans of locating a workpiecefor rounding cornerswhereit has afxinghole or not ❚
Improve the security of your workshop by making Stew Hart’s combination door bolt.
Faceplate and centringpins.
Setting up to form aradius without acentre hole.
Readers Tips
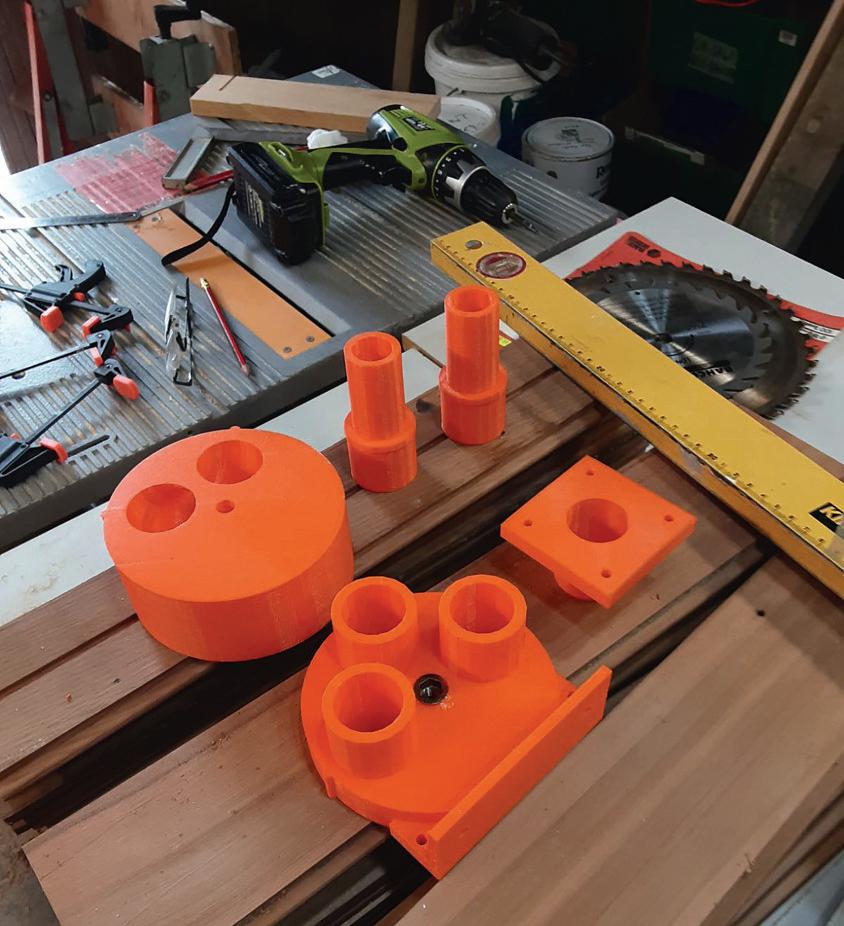
Assembling 3D Printed Pipe Parts
s on s w nner s
r an oo er w a oreas n e o
r n ed ar s
As part of adding a vacuum system to my mobile work bench I decidedtomakethe air connection components with my d printer.Afer taking greatcarewith my measurementsIstill found thatthe e ible tube connections were too tight to ft. Idecided to insert the tubing into hotwater to sofen the plastictoassist ftting. I found the 3d printed part became sofbut retained its shape. aking the fnal ftting easy
The bottom line is dip tight parts in hotwater to getthatfnal ft.
r an oo er
THETIPOF WINNER!MONTH
e a e n o ers o r es o en neer n s ers es er a ne oo s or ea on s o Email your workshoptips to ewed or or ons o marking them 'ReadersTips',and youcould be awinner.Try to keep your tip to no morethan400 wordsand apicture or drawing. Don’tforgettoinclude your address! Every month we'll choose awinner forthe TipoftheMonth will win n o ers ro es er a ne oo s.Visit www es er o s ore o to planhow to spend yours!
Please note thatthe frst prizeof hester ouchersisonly available to UK readers. ou can makemultiple entries,but we reservethe right nottoaward repeatprizestothe same person in order to encourage newentrants. All prizesare at the discretion of the Editor
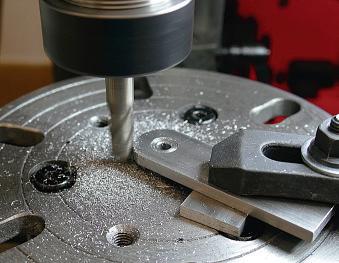
The locking cam, ,relies on the machinedsurfaceunder the bed normally used by the tailstock locking plate.Using acam means thatattaching the tool and locking it into place is a simple and swif process. The overall length of the locking camshould be slightly less than the ma imum available spaceunder the bad. The curved cam shape only needs to provide clearance to the cam when it is inserted into place and tightened by the M6 bolt. In use, the camisrotated to be in line with thebed and the unit located on the groove The cam is then rotated 90° clockwise until it locks in the sheersand the bolt is tightened suitably.
Istartedwith apieceofscrap plate o ering a mm mmfreepiece.
This wasmilled out using CNC but could equally easily been machined on arotarytable or even fled by hand. The arcofthe curveiscentred on the oppositecorner of the rectangular
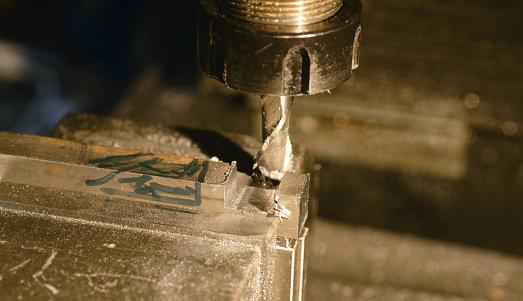
plate formarking out purposes. The centrehole wasdrilled and tapped for M6 and wasmated with aM6x45 cap screw Photographs and show the cam being machined from the
Finish machiningthe cam under CNC. Aradius table could perform the same task. LockingCam
Figure 2
redundant initial version of thevertical support –waste not, want not!
Vertical support
This component, ,needs to present the optical switch bracket to the tip of atool andneeds to crank across from the bed bar to givesu cient access. It has apinch bolt solution to allowthe optical switch mount tobe settothe optimumheight.This could be redesigned to merge these two components if desired.
This wasadapted from theoriginal version and has afew unnecessary holes now. It is asimple pieceof aluminium or steel plate cuttoshape as shown in photos and .I drilled the mounting holes towards the bed bar frst ( clearance) then clamped the twocomponents together and onto the lathebed. Alathe tool wasused to scratch the centreheight to allowa precise position forthe switch mount hole. In spite of this, the hole is actually too lowonmine, compensated by twisting the switch mount. Theprinciple was excellent, the workmanship was unfortunately lacking!
Startagainbycleaning the surfaceofapieceofplate
The pinch section at the top was created by drilling the tapping hole followedbya clearancehole to half depth, photo .Final step was cutting the slotwith aslitting saw in my case, but ahacksaw would give e ual service.
Opticalswitchmount
This component, ,incorporates the mount forthe switch and the shafand its holder as well as apin to connect to the vertical support. A printed version wasinitially created to understand what the fnal steel version needed to look like
Figure 3
Figure 4
as shown in photo .Iused alength of s uaresection brightmild steel (B ), drilled forthe holder at one end and a short shafatthe other.
The back side of the B was machined away to givespace forthe optical switch and to allowittobe bolted in placewith the mounting holes in the switch pcb as shown in photos and .Icontemplated a printed mount, but it waseasier to do it this wayonthis occasion. Idid however model the optical switchboardand mounting holes to getmyhead around howtoactuallyattach it. crewsare critically spaced to ensurethatthey ft the circuit boardand placeitinthe correct placefor the beam-breaking rodtopass through the optical switch. I used . socket cap screws because I
int d conc t i c s i int d andits o s
Slots hacked out and holes machined forthe tworods. The 3Dprinted conceptpiecein theforeground.
Firststage inmaking theoptical switch mount. Lots of marker pen to show whattoremove