Talk Media,The Granary, DownsCourt, Yalding Hill, Yalding, Kent ME186AL
PUBLISHING
Salesand Distribution Manager: Carl Smith
Head of Marketing: CharlottePark
Commercial Director: Nigel Hole
Publishing Director: DanSavage
Published by: MortonsMedia Group, Media Centre, Morton Way, Horncastle,LincsLN9 6JR
SUBSCRIPTION
Full subscriptionrates (but see page 54 foroffer): (12months12issues, inc post andpacking) –UK £70.20.Exportrates arealsoavailable –see page 46 formoredetails.UKsubscriptionsare zeroratedfor thepurpose of Value Added Tax. Enquiries: subscriptions@mortons.co.uk
PRINT ANDDISTRIBUTIONS
Printed by:Acorn WebOffsetLtd., W. Yorkshire Distribution by:Seymour DistributionLimited, 2EastPoultry Avenue, London, EC1A 9PT TelNo: 02074294000
EDITORIALCONTRIBUTIONS
Accepted photographsand articles will be paid foruponpublication.Items we cannot usewillbereturned if accompanied by astamped addressed envelope, andrecorded deliverymustclearly statesoand enclosesuffcient postage. In commonwithpractice on other periodicals,all materialissent or returned at thecontributors ownrisk and neither ModelEngineers’WorkshopMagazine theeditor,the staffnor MortonsMedia Ltdcan be heldresponsible forlossordamage, howsoevercaused. Theopinions expressed in MEWare notnecessarilythose of theeditor or staff. This periodicalmust not,without thewritten consent of thepublishersfrstbeing given, be lent,sold, hired outorotherwise disposed of in amutilated conditionor, in anyunauthorised coverby wayoftrade or annexedtooraspartofany publication or advertising, literary or pictorialmatterwhatsoever.
This issuewas published on 18 December2024 Thenextissuewillbeonsale24January2025
On the Editor's Benc h
Merry Christmas and aHappy New Year
The John Lewis advert. Kevin the Carrot of on an adventureand Dawn French fying around aladen dining table?A huge powersurge every eveningasmillions of sets of garden lights areswitched on at 3:30pm?Isit really thattime of year again? Yes, it appears thatthe ever-longer festiveseason is well and truly upon us. To celebrate the seasonI asked Microsof’sAI image generator to come up with some of suitably themed images forthis issue. I’msurethatthose readerswith more acute eyesight will enjoypondering the purposes and capabilities of the various machine and handtools hereand on page 58.I found them disturbingly reminiscent of Gary Larsen’s “Cow Tools” –Isuggest yousearch the internetfor them if the referenceisunfamiliar! While AI is capable forsome remarkable things, its artisticendeavoursdoseem frmly
planted in Impressionism, notleast as farasanythingmechanical is concerned. Nevertheless, it did do asterling job of combining theideas of ‘Christmas’ and ‘Victorian Workshop’ creating a charmingscene which Iamconfdent neverhappened in reality!
Ihopereadersenjoythe touch of seasonal whimsyinthisissue. Iwish youand your families the very best wishes of the seasonand apeaceful and productiveNew Year
Neil Wyatt
9 ARetracting Topslide for the Emco Compact 5
Graham Meek gives detailed instructions on howtomakethis valuable accessory,adaptable to other small lathes.
17 First Steps in CNC
Mark Noel bought arelatively simple machine to see howhecould use CNC in hisworkshop
26 Cleaning aSurface Plate
Roger Backhouse brings alightly abused workshop grade plate backinto use.
29 Sharpening aBoring Tool
Your brazed carbide tools can be tricky to keep sharp,HowardLewis’sjigs makethe task easy.
38 Tooling at the Midlands Model Engineering Exhibition 2024
Neil Wyatt, MEW Editor,concludes his report from the exhibition with afocus on tooling.
43 AGuide Block Challenge
Marcus Bowman uses ingenuity and 3D printing to simplify the production of a curiouslyshaped component.
50 Beginner’sWorkshop.
Geometer looks at panel beatingagain, this time howtoget ridofdents and bulges.
52 Combination Door Bolt
Stewart Hart details howtocomplete his heavyduty combination bolt that can be used to help keep your workshop or shed secure
56 From the Archives
This month away to achieve quickrelease half-nuts on Myford Sevenseries lathes.
58 Reversing Time
Some seasonal humour with Humphrey Park looking at ways to getmoretime in the workshop
59 An Eccentric Turning Chuck BernardTowersshares moredetails of his Stevenson Trophy-winning workholding device.
62 Funding Model Engineering
Martin Berry has found manywaysto help coverthe costsofhis hobbyover the years, he shares some moreofhis experiences with readers.
Coming up…
in our next issue
In our next issue Adrian Garner details his exquisitely made riveting tool.
Regulars
3 On theEditor ’s Bench
The Editor has just returned from theMidlands Model Engineering Exhibition.
24 Scribe ALine
Another greatselection of ideasand feedback on your favourite magazine.Weare alwayskeen tohearfromyou –sendthe editor your thoughts at meweditor@mortons.co.uk.
34 On theWire
This month, 3D printing metalinspace,weatheringmodels and newofthe Garden Rail Show.
36 Readers’ Tips
This month our winner sharesaquick guide forsubstituting hard to fnd NC screws. end your tips to meweditor mortons. co.uk,you could win aprize.
64 Readers’Classifieds
This month we have atremendous selection of readers’ forsale andwanted adverts, is it time foryou to grab abargain?
ON THE COVER
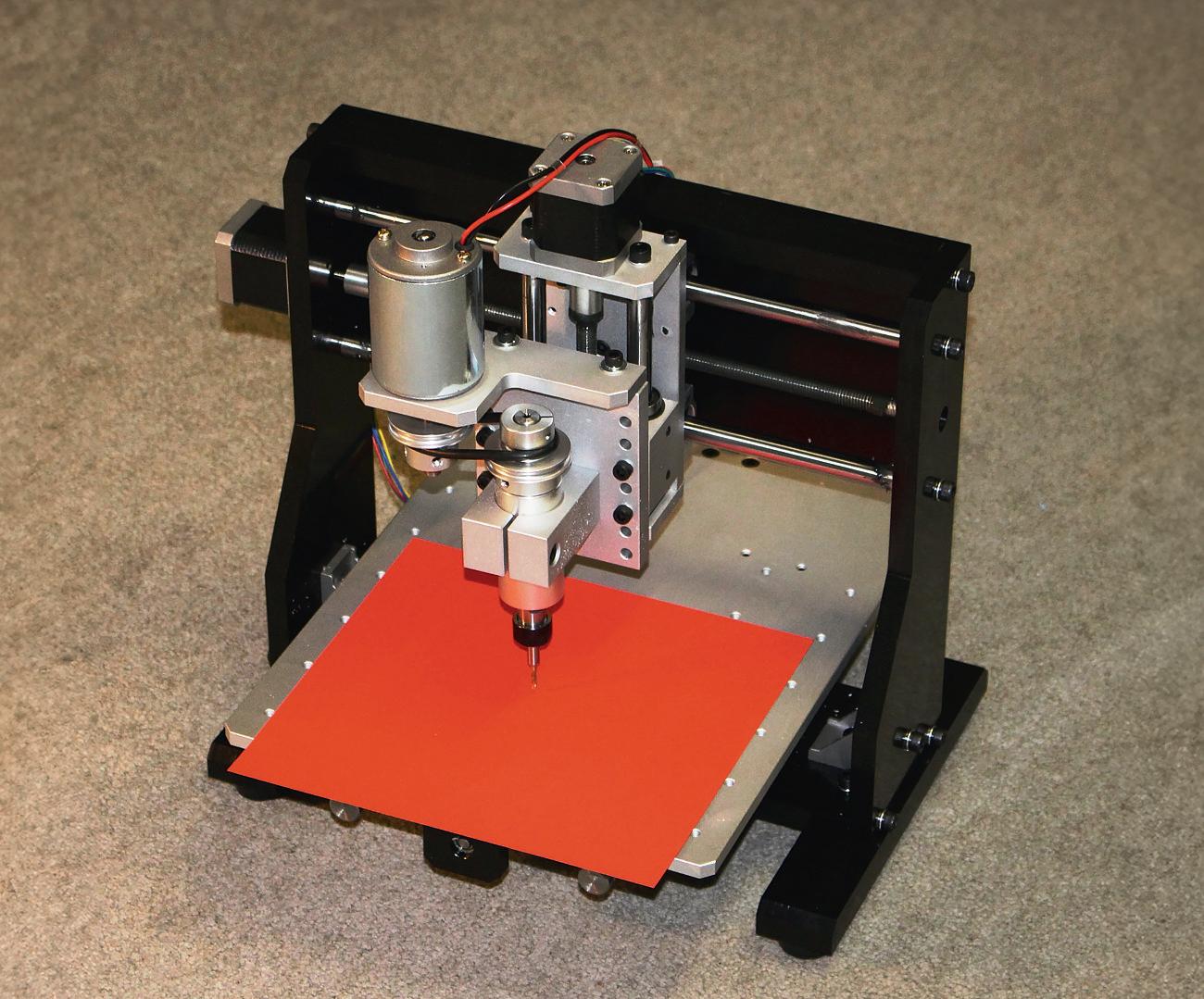
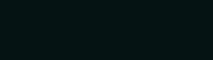
Ourcover featuresMarkNoel’s small Sabel2005 benchtop CNC millingmachine. Part waybetween aCNC router anda full milling machineitisabletoworkinthe moreeasily machined metals,such as aluminium andbrass.See page17 formoredetails
THIS MONTH’S BONUSCONTENT
ExtraContent!
Visit the Model ngineer Forum to fnd the archived Griptru article and discuss this issue of Model Engineers’ Workshop! www.model-engineer.co.uk/768209/the-workings-of-a-griptruchuck/
Hottopics on the foruminclude:
Whatis(Traditional)ModelEngineering? Started by Martin Kyte. I’msureevery reader will have an opinion on this topic
Asmall 4-jawchuck started by Michael Gilligan. Atreat forthose who enjoydelicate work!
Mufflefurnace started by Sonic Escape. seful discussion of making an electric furnace.
Come and have aChat!
As well as plenty of engineering and hobbyrelated discussion, we arehappyfor forum memberstouse it to share advice and support. Come and join us –it’sfreetoall readers!
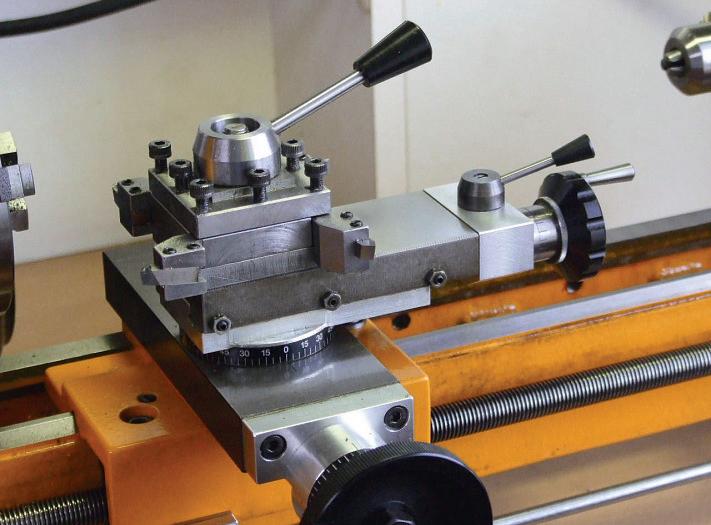
ARetracting Topslide forthe EmcoCompact 5
Graham Meek describesa device to makescrewcutting amucheasier task.
Tomakethe bestuse of my screwcutting attachment for the Compact 5(to appearin MEW early in 2025), some form of repeatable tool retractionis areal boon. Yearsago Idesigneda lever operated retracting tool holderfor my Emco MaximatSuper11, (EiM June 2012 and Projects foryour Workshop Vol. 1).While this worked faultlessly forexternal threads, cutting internal threads wasstill done by conventional means. Howeverthis canprove to be along and tedious exercise just using the cross slide and topslide feedscrew handles.
Adedicated retracting tool specifcally forinternal threads is an alternative, but these usually come with limitations as regards the size of tool thatcan be held. Also the separate retracting toolholder is not the best waytogowhen using smaller lathes as these tend to introducefurther
overhanging cutting loads and possible chatter,orworse. It is farbetter to try andkeep the cutting forces within the manufacturer’sdesign envelope. This
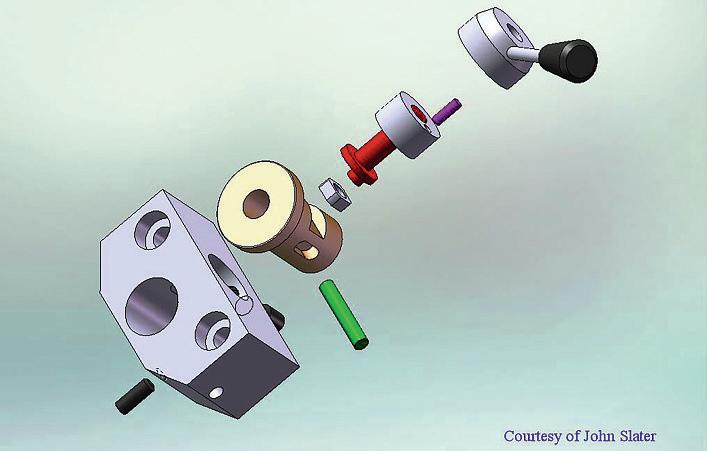
is one of the reasons it wasdecided to ft aretracting topslide to the Compact 5, see John Slater’srender and the enera arran e en
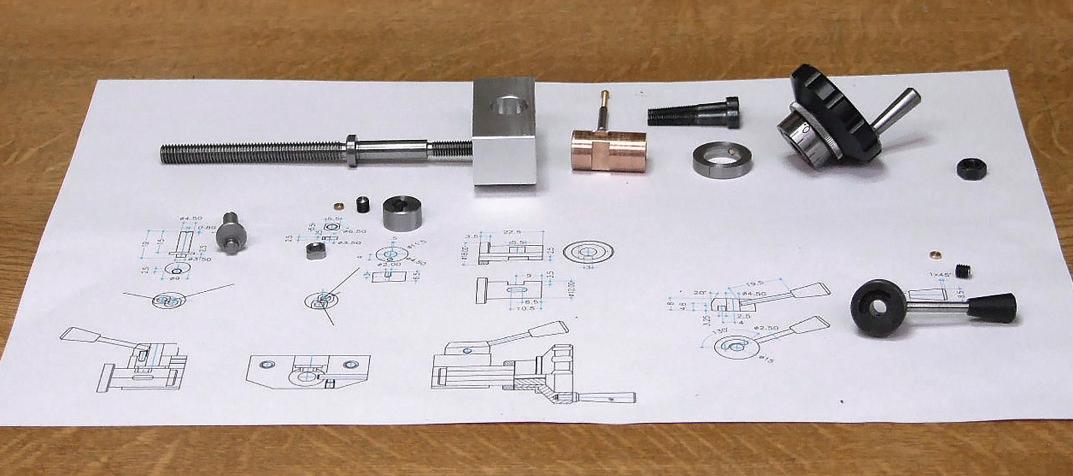
GeneralAssembly
Figure 1
Fittingaretracting topslide, , allows the useofstandardtooling which is heldfrmly in the standardor bespoketoolpost. ure shows how it movesthe tool. The attachment also has the capacity to do either internal or external threads merely by inserting the correct tool. Albeitinternal threads requirethe tool be inserted upside down and facing towardsthe rear of the machine. One down side forthe retractingtopslide is thatitonly works
Figure 2
Slider AndIndex Ring
with the set-over topslide method. This Iknowisnot everyone’s cup of tea,but it is the method thatI wastaught as an apprentice. The usual objection is the need to calculatethe in-feed due to the angle. This is notthe case and thereisa farsimpler waytoestablish the thread depth.
With the topslide swung around to something near half the included angle, an exact measurement is notneeded. Manipulate the twohandwheels on the topslide and cross slide until the tool is just touching the revolving work. Set both dials to zero,then wind back on thetopslidehandwheel, one or two turns depending on the thread depth. Advancethe cross slide the thread depth
amount and then lock the cross-slide, (don’t forget to double the amount if the cross-slide dial is calibrated in material to be removedand notdirect reading). This dimension is found easily in thread tables. Nowadvancethe tool using the topslide only until the revolving work is again touched by the tool. From this point on continue screwcutting until zero is reached on the topslide dial. It is agood policy to stop short of zero and test the thread forftting with the mating part, as the radius, or fatonthe tool will playa big part on the “ft” of the thread.
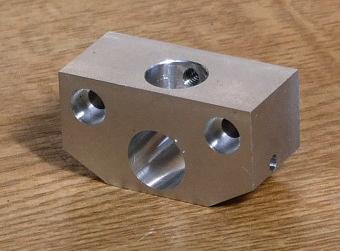
Construction started as always with the main body of the unit, .This wasmadeout of aluminium as the requirements of
this detail is merely to takethe sliding member which houses the feedscrew Thereisvery little wear going to take placeasthe slidingelement is moving at arelatively slowspeed and notoverany greatdistance.
The reader can if he or she wishes makethis item out of some other material, likemild steel or cast iron, but therewill be very little gained as regards longevity.Although therewill be considerably more work and energy required in the manufacturing process.
The slider, ,was made out of phosphorbronze. Thistakes the rotary motion of the feedscrew and the sliding motion of the eccentricpad. Adowel working in aslotinthe side of the slider acts as astoptolimit travel and stop the slider from rotating. Aseparateindex ring is attached to provide azerofor the feedscrew graduated dial. Thesize of this detail will depend on whether the reader stays with the existing Emco feedscrew handwheel or the revised version with adjustable dial shown in the drawings. This latter item features a larger calibrated dial and ameans to set the dial to zero
As mentioned earlier the retraction movementofthe slide is restricted by apin in the side of the slider.The slot needs to be agoodftonthe pin and attentionneeds to be drawn to two shallowcountersinks at the ends of the slot. The chamfer does notneed to extend the length of the slotjust on the twoends. In use therewillbesome bruising of the phosphorbronzematerial as the slider repeatedly abuts the pin. In time this will throw up aburr at the ends of the slot. The burr in turn will damage the main body and makethe retraction stifen up.A chamfer of about 0. to0. mm is all thatisrequired.
The newfeedscrew, , wasturned fromagood quality high
Figure 4
Figure 5
Mainbody
tensile bolt. This material usuallyturns extremely well and provides agood bearing surface. Cutting oil wasused during the manufactureassuds, or water-based coolant tends to makethe material gla eoverand di culttocut. It goes without saying thatthe threads
on this component need to be screwcut. Preferably between centres to ensure complete concentricity between the two threads. In screwcutting the M6 by1mm pitch thread the opportunity wastaken to makeita better ft in the topslide base.
This does entail using the lathe without the topslide in place. Instead using the Emco riser block supplied with the machine. It does, however, mean thethread cannotbescrewcut using my preferred setovertop-slide method. It goes without saying thatthe bearing
Handle Assembly
LargeDial
portion of the feedscrew alsoneeds to be machined between centres.
Asimple f turewas made to manufacturethe eccentric, this makes aligning the screwdriver setting slot with the eccentric easier.This is made using an ofcut of material about mm diameter.This wascleaned up to a convenient sizeonthe outside diameter and facedof. This is then parted of and the parted face,faced of.Transferring to the milling machine andusing a veeblock in the machine vicewith the part held vertically. The milling spindle centre-line is brought coincidental with the embryo jig. Then moving in the x-axis onlyanamount equaltothe throw of the eccentric. Aholeisdrilled and reamed to takethe main journalof the eccentric. Repositioning the part in the machine vicewithout altering
the y-axis. Such thatthe reamed hole is aligned with the x-axis and with the reamed hole at the bottom of the machine vice. Ahole is drilled and tapped on the centreline of the jig to break into the reamed hole. Apiece of sofcopper under agrubscrew willholdthe work while the eccentric journal is machined
The setting screwdriverslotisthen setvisually in line with the locking screw This does nothavetobeperfect as it is only to giveanindication during setting up the eccentric of wherethe eccentric actually is. Afer mounting the f turein the 3-jaw chuck it is then asimple matter to turn the eccentricjournal. If the reader is at all worried thatthe partmay rotate during machining, then asmall centrein the work and some tailstock support in the form of arunningcentrewill remove this problem.
The eccentric pad wasturned to less than the across the cornersdimension to avoidany fouling of the cornersinthe main body.The eccentricjournal bearing hole wasthen drilled and reamed. A small chamferisprovided around the holetoensurethe partfts fush on theeccentric and to denote whichface is squarewith the reamed hole. Using parallels and the machine viceonthe milling machine. The chamfered side is loaded against the f ed jaw and half the material to be removedismachined away.Afer careful deburring the part is replaced in the machine viceagain with the chamferedhole against the f ed jaw of the machine vice.The remainder of the material is then machine away, but it is best to takethe part out and try the ft in the phosphor bron eslider Just before the nominal sizeisreached. It is alwaysbetter to creep upon the size than to have to start again. Oncethe sizeisreached, then hold the part across the vice, gripping on the just machined facesand with the unmachined edges resting on aparallel and the other pointing skyward. Againremove half the material from the exposed side, Followedbya repeatofstep one above, as this dimension does nothavetoft anythingprecisely.A chamfer needs to be provided on the twoedges of the side opposite to the chamfered hole. These aretoensurethe padfts in the groove in the slider and rests on the bottom of the groove,and notrest onthe tworadii lef by the cutter thatmadethe groove Asparehandle wasavailable from my Emco Unimatrestoration, and this wasused as abasisfor the topslide attachment. At the time Iwas making newadjustable aluminium dials forthe Compact 5, so theopportunity wastaken to ft alarger adjustable aluminium dial to the topslide, .This follows the same pattern as thenew larger Compact 5adjustable dials. The larger dial on the topslide also allows formorenumerals to be stamped on the dial. Rather than the original Unimat0 and 0.5markings. The later painted numerals were not presentonthe original UnimatthatI was restoring.
Forthose who aregoing to makethe newfeedscrew dial assembly, The handwheel wasmade from Delrin, and 9.The segment produced with the slitting saw is designed such as
Figure 7
Figure 8
to givefreemovement of the dial when this is rotated in aclockwise direction. To givethis segment some additional springiness a2.5 mm diameter pocket is machined in the mild steel insert, .This pocket is assembled near to the free end of the segment. Into the pocket is placed apiece of 2.5mm diameter SiliconeO-ring.This Ifound gave the desired amount of drag on the graduated dial.
Afer turning the eccentric bush blank, ,this can be transferred to the milling machine. Thereisa 0.5mmofset forthe eccentric hole which is drilled and reamed. Using the same set-up as was used to producethe eccentric turning f ture. The dowelholefor the pin that restricts the handle movement canalso be drilled and reamed at this setting. eware this holeisalso ofsetby0.5 mm to the main diameter and is in-line with theeccentric hole. This item was made from mild steel as the eccentric is made of silver steel. These twometals work well together,but the reader can if desired makethis item outofphosphor bronze.
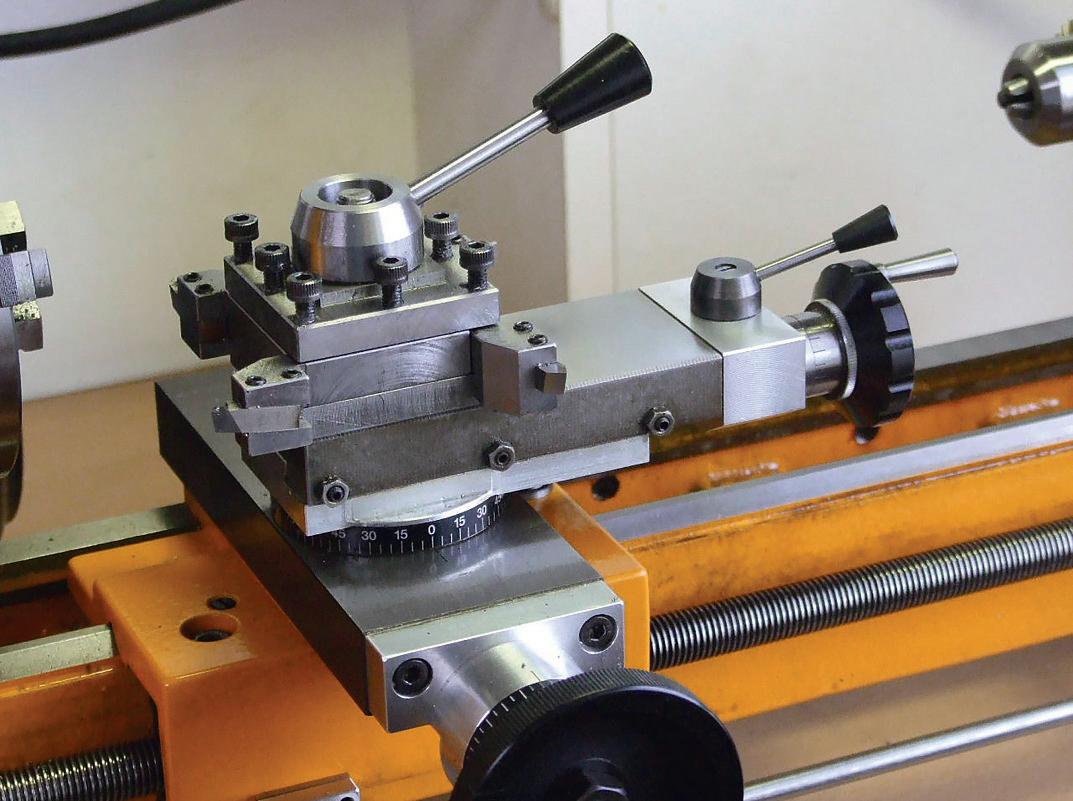
With the parts all laidout, , the assembly is fairly straightforward with somelight oilbeing applied to all the bearing surfaces. Whilesome grease will be found benefcial to keep the eccentric pad on the eccentric journal. Don’tforgettoassemble this part with
Figure 9
Figure 10
Figure11
the chamfer on the pad borenearest the webofthe eccentric. The free play on the feedscrew bearing is best setof the machine. Some form of split bush
to hold the thread will be found to be an advantage while performingthis operation. It is possible to presetthe playusing afeeler gaugebetween the
feedscrew thrustfaceand the end of the slider.I found 0.05 mm wasabout right. If this adjustment is tootight it will make turning tapersareal pain.
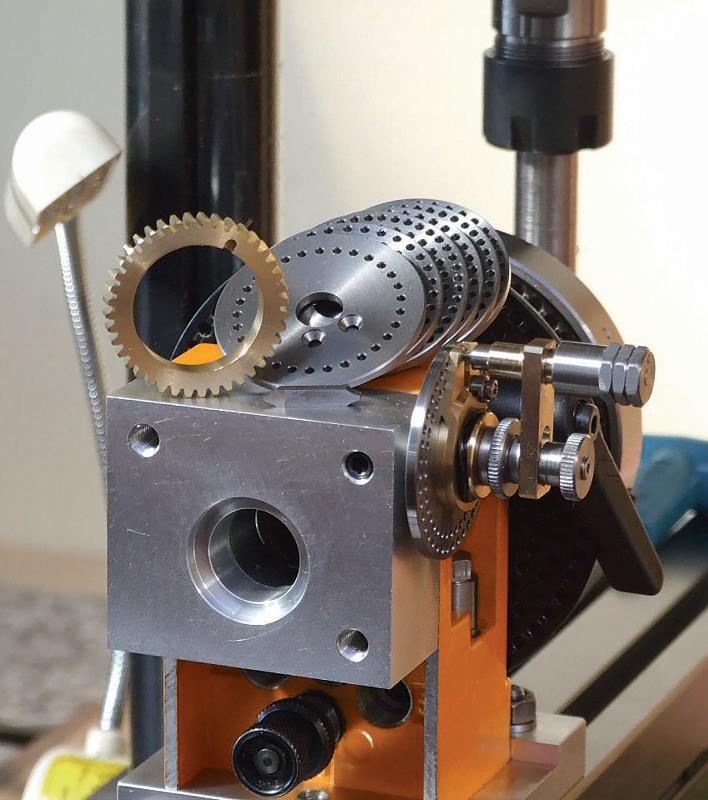
Dividingplates andspareworm wheel
When it comes to setting the eccentric, the fnished handle is mounted on the eccentric shafloosely The eccentric is turned using the screwdriver slotand the eccentric pin is pointing away from the mainbody mounting face.The ideal set-up is
when the eccentric pin just passes the Null point by about 10 degrees.This is when the eccentric should be felt to lock up.The handle is used to turn the eccentric bush to optimisethis position. The eccentric bush shouldbelightly tightened afer each adjustment and
acopper pad is bestused under the grubscrew.Temporarilylock the handle to the eccentric using afat point Allen grubscrew and check the setting. If it is notquite right, re-adjustasdescribed above.When satisfed with the setting makesurethe handle locking screw and eccentric bush aretight.
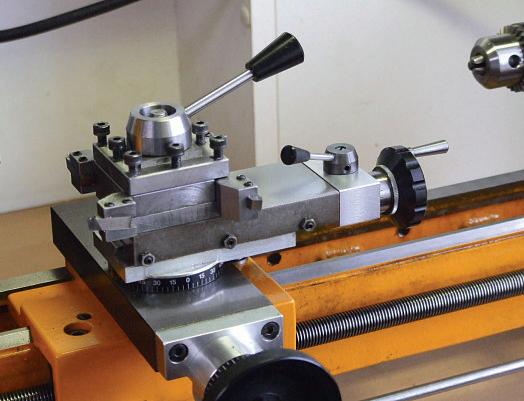
To assemble the unit onto the lathe frst remove the old feedscrew and then screwinthe newfeedscrew.As regards lubrication Iuse Molykote GN paste, (usual disclaimer), forthis feedscrew.Trying to getanoil can to work against gravity is noteasy, plus Ihavefound the paste lasts avery long time in service. Fresh paste is easily applied with asmall artist’spaint brush, which is reserved forsuch tasks. With the topslide almost abutting the base the attachment capscrews areinserted and lightly tightened. The unit when fully assembled should give4mmofretraction movement on the slide, and .Try the handwheel forfreedom of movement if all is fne frmly lock the attachment to the topslide. If thereisany tightness try urging the attachment frst one wayand then the other until the best degree of freedom is found. Locking the attachment to the topslide afer each iteration before trying. All thatis needed nowissome screwcutting to trythe attachment out, .The frst job formy Twas the 0 tpi lefhand worm forthe 40:1driveonmy modifed mco dividing attachment. Perhaps with the Editorsblessing we can continue with this attachment in the future .
Fullyretracted 4mm.
The retracting toolpost inaction, 10tpi lef-hand-thread.
First Steps in CNC
Afer along time dithering, at last Mark Noel decided to dive intoCNC machining.
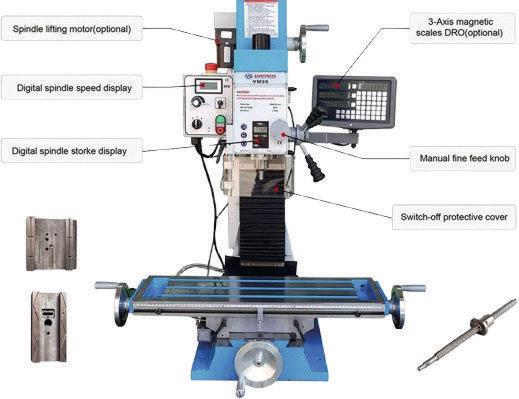
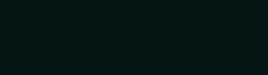
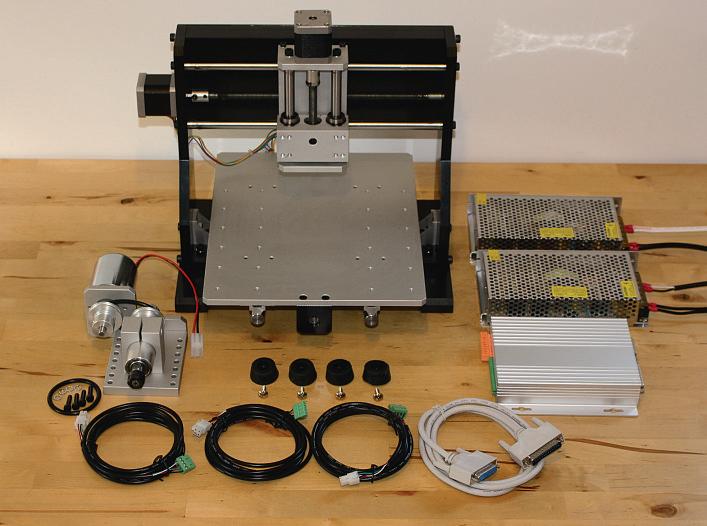
For some time Ihavebeen aware of the potential of Computer Numerical Control(CNC) to enhancethe potential of alathe ormill. Whatheld me back froma purchase wasthe cost of yetanother machine tool, and the challengeoflearning another technology.Eventually I took the plunge, startingsmall with thepurchase of adinky CNC millthe Sable 2015 which had received excellent reviews on theInternet. This machineismade in Taiwan andrefects their tradition of quality design and manufacture, and came complete with everything needed to getupand running as shownin and This article describes how Iimproved the little Sable, andmyjourney through the CNC jungle to eventually makeparts thatwould otherwise be di cult using conventional machine tools.
ar n r n n
Most readersofthis magazine will already have alathe, amill and other tools thatwhittle away stock material to produceparts fora loco or other contraption. This process of subtractive manufacturinghas been at the heart of human creativity since the frst stone tools were made by our forebearsover three million yearsago.Itwas only duringthe Industrial Revolution that coal and water provided motiveenergy to add precision and speed to these processes to satisfy our increasing demand forfint arrowheads at lower cost and with consistentquality.You will have seen thattheyare nowavailable in every corner shop.
It tookuntil 1945for it to be realised that aprocess of additivemanufacturing could build apart without the waste associated with subtractivemethods. Developments in computing led to the frst additivemachine in ,since when progress hasbeenrapid to the point where3Dprintersthatfabricate
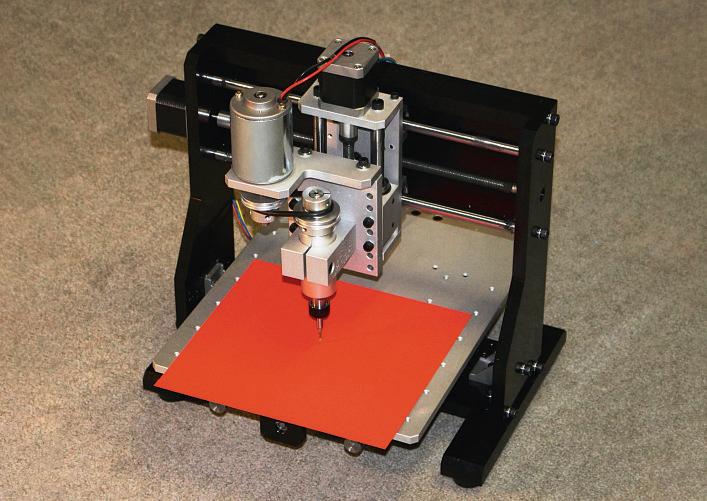
ableC Cwithspindleftted.Theredcardrepresents themachinableareaof 0 1 cm
in awide range of polymerscan ft the wallets of manyMEW readers. In my case the purchase of an Ultimaker 3 has completely changed my approach to design and manufacture: as Iwrote in MEW issue 313,mythoughts have essentially switched from ‘Whatcan I make’ to ‘What would Iliketomake’ on the basis of the creative freedom that this remarkable technology provides,
.Meanwhile the priceofCNC tools has tumbled to the point where this type of automated subtractive machine deserved asecond look: hence the acquisition of the Sable.Moreover, aCNC mill would compliment my 3D printer to expand the materialsthat could be numericallyprocessed in my workshop,toencompass metals, plastics and wood.
c u r n e are
When diving into CNC or 3D printing it is easy to overlook the efort re uired to become profcient in the relevant design sofware. The cost of this sofware and acomputer with the powertorun it can actually exceed thatofthe CNC machine! Fortunately thereare now some free 3D modellingprogramsand extensivelibraries of 3D models thatcan ft one’s needs, with e amples listed in the Resourcessection. As Idiscoveredit is essential to make the right sofware choiceatthe outset between programs thathaveanartistic or freeform intent, and those thatare specifcally intendedfor engineeringpurposes.The former aresuited to carving or printing fowing shapes such as fgurines in which dimensionalaccuracy is of lesser importance. In contrast, engineering programs focus on dimensionalaccuracy but with fewertools forthe creation of free-fowing shapes. To summarise: e aretrue Solid Modelling programs in which parts aredesigned as prismatic closedsolids, saved in formats thatcan be exchanged
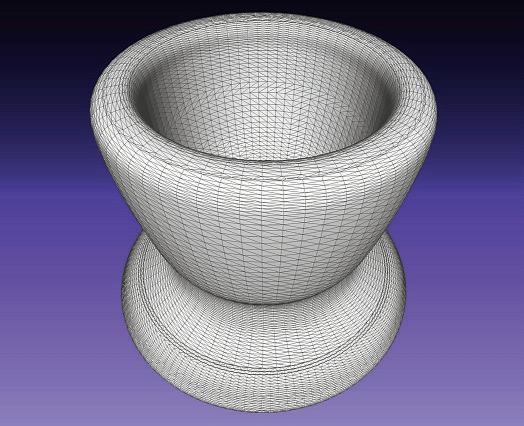
between other engineering programs. The model’sprecision is retained irrespectiveofscale. Examples include Fusion 360, AlibreDesign, Designspark,Onshape, Sketchup, FreeCAD and OpenSCAD e areprograms thatshape parts as surfaces rather than solids, the emphasis being on providing tools to create freeform shapes,bounded by so-called ‘NURBS’ (Non-Uniform Rational B-Splines,ifyou mustknow) surfaces, suitable forcarving or 3D printingaesthetic objects.Mostsave fles in TL formatwheresurfaces are defned as adense triangular mesh such as thatseen in Examples include Moment of Inspiration, Rhinoceros and Blender.
Note thatalmost all Type 1programs can also output fles in TL format suitable forCNC millingor3Dprinting, but usually cannot importan TL fle for editing.
ar n r f r an r n n
It is interesting to comparethe workfows when movingfromidea-topart in 3D printing and CNC machining. In either case the part’sshape is usually savedinto an TL fle usingone of the program types listed above. Prior to 3D printing this fle is processed with a ‘slicer’ programtocreateasequenceof extruder movements andsquirts that will deposit the molten material. Some printersare optimised to work with a specifc slicer,for e ample ltimaker
printersintegratewithCura, while Prusa printerswork bestwith PrusaSlicer, although thereare also independent alternatives such as Simplify3D, ideaMaker and OctoPrint, some of which arefree. The generated list of move-ands uirt instructions arefnally sent to the printer’son-boardprocessor to laydown material and create the part.
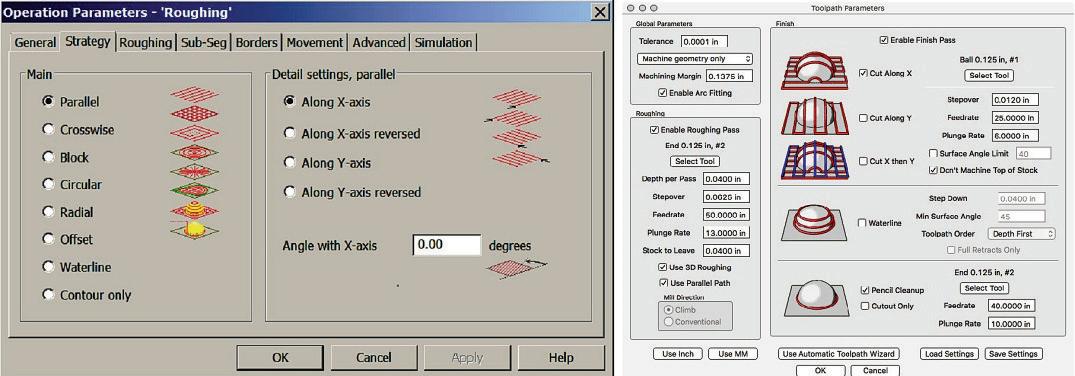
Ifthe partistobeCNC machined, then theworkfow is more complicated. Thedesign fle is frst passed to aCAM (Computer-Aided Machining)program thatasks the user to defne the si eand shape of the stock to be machined and the typeofcutter to be employed, e.g. afat or ball-nosed tool. Achoicemust also be made from arange of cutting strategies thatcan include CutAlong X, CutAlongY,Waterlineand Contour, with the optimum strategy based on one’sexperience and geometry of the parttobemachined.The process usually starts with aroughing cut thatquickly removesthe bulk of material, leaving a thin skin which is fnally removedwith afnishing cut, thatskims of awhisker of material perhapsusing adiferent tool. To minimise the risk of the cutter colliding with the part asafeheight above the stock needs to be defned to prevent damage as the tool moves between areas to be machined. Further options ofen include conventional or climb milling, cut speed and ramp angle which determines the slope at whichthe cutter gently entersthe stock.
Thereare anumber of CAM programs focussed on the hobby community
An e ample ofan T mesh surfaceonthestartingdesignfor theegg cup shown inphoto .
ggcup designed in Alibre, piercedinMeshmi er andprintedin A, with an egg e trudedbyachic en.
each with varying power, complexity and challenge of learning. The choice ranges from the simple yetveryefective MeshCAM through to the moreinvolved Deskproto. All will producea fle containing alist of e which are the standardised instructions thatcommand aCNC machine to undertake all the cutter movements and tool changes thatwill subtract apart from stock.
M n n r er
Industrial CNC machines have embedded controllersthatacceptand process these G-Codes directly.However,hobby machinesrequireanexternal processor in the form of aPCrunning Windows or Linu thatreads the se uenceof G-codes, translating these into aseries of cutter movements. Such aprocessor is called aNumerical Control or NC Program of which the mostpopular by farisMach 3: this moveseachaxis of the machine via pulses sent from aparallel or USB port into an external motor drive module. Mach 4isthe latestiteration of this program providing anew interface and moreadvanced options.
However, exactly whathappens next canbecomplicated sincethereare severalmethods of ensuring thatthe exact movement of agiven axis complies with the instructions sent from the computer.Most hobbymachines work on the open loop principle wherebythe table carrying the stock is movedback and forth by ascrew or belt driven by a stepper motor (a type of DC motor that rotates asmall angle, such as 1.8°, upon each current pulse received). The NC sofwareassumes thatthe tablemoves in strict accordancewith all pulses sent,
without anyloss of increments, even though thousands of pulses maybe transmitted to the machineoverthe cutting job. Provided the motor power is su cientfor the specifc task then all will be well, but should the motorstall for an instant when,for example, the cutter encounters ahardknotofwood then errorsinstep counting accumulate and the fnal part will have imperfections.
One solution to this problem is toreplace the basic stepper motor with aservo stepper motor which incorporates adigital shafencoder.A microprocessor inside the unit detects errorsinthe shafrotation compared to the instructions sent and, if necessary, forces the shaftocomply by increasing the motor current. Nevertheless, the electromechanical systemofthe CNC machine stillremains openloopin the sense thatitisassumedthereare no errorsinthe pitch of the screwor belt driving the table, i.e. thereisno monitoring of the desired movement.
These problems areovercome by confguring aclosed loop system in which thereisaprecision distance
encoder f ed to each a is, usually based on optical or magnetic technologies. The NC controller sendsmovement instructionstothe machine and regulates the motor driveinorder to match the desired travel with that detected andreceivedfromeach encoder.Inthis waystep-errorscannot accumulate, movement precision is maintained, andsuch machines areofen faster than those based on open loop technologies. However, this advanced form of motioncontrol is seldom seen on hobbygrade machines owing to the increased cost compared to simpler open loop confgurations.
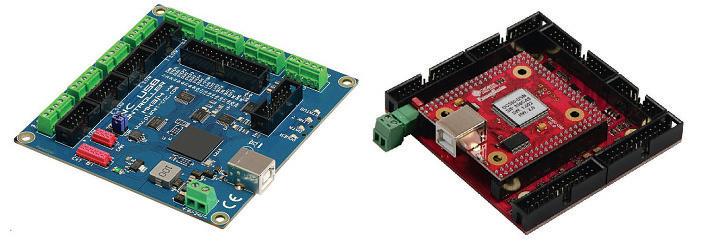
By nowyourshinynew CNC machine might be gathering dust while your brain melts grappling with the dog’sdinner thatisMach 3:ascreen packedwith a bewildering array of buttons. However, thereare other more intuitiveand up to date NC programs from frms such as PlanetCNC, EdingCNC and UCCNC which arebundled with USB-linked modules thatcalculate andperform tool movements without taxing the PC,
amples ofmulti-a issteppermotor drivermodulesfrom lef lanetC C and right CC C. These serveasthe interfacebetween aComputer and C C machine and performthe movement calculations freeing the C from thiscomple tas .
Figure 1: ptions forvarious cutting strategies o eredby lef Des rotoand right MeshCAM.
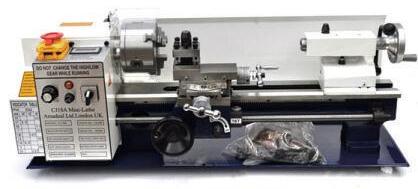
ro onFF 00 C Cmachine -asmall C C turret millpopular withsmall-scalemodel ma ers,especiallyin ermany.
M a e a ca e
Mac ne
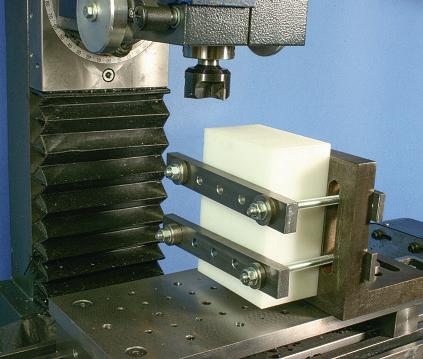
ra and show examples of smallCNC machines typicalofthose installed in ahome workshop.The ProxxonFF500 and WabecoFF1210 areessentially small turretmillswith stepper motorsdriving the X, Yand Z
The abecoFF1 10 is aC C conversion oftheirturret millftted withsteppermotorstomovethetable and uill. fheavier construction thanthe ro onthis machine is morecapable of cutting ferrous materials.
a es. The tepcraf M500 is morelightly constructed as afat bed router with alarge platform carryingthe material, again with stepper motors drivingall three axes. Conversion of inexpensive turret mills to CNC operation is apopular route formanyand can producea sturdy machine capable of cutting hard
materials such as steel.Machines of the tepcraf format carry the cutter spindle on agantry rather than on a stif column, aregenerally less rigid, and usually focus on carving wood, MDF or non-ferrous metals. Many following this confguration have also been homebuilt. All machines of this type areftted
8 9 10
The tepcraf M 00 is essentiallya C C router with large tablethat can accommodate sheets ofmaterial such as MDF or plywoodforcarving. oth larger and smallerversions areavailablefrom this manufacturer with di erentspindle options.
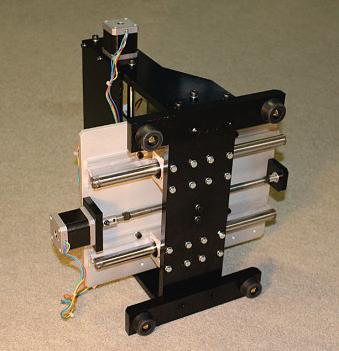
ndersideviewofthe able 01 showing the sturdyconstruction with aframe milledfrom 1 mm thic aluminiumplate allguides and afne-pitch screw forthe a is can be seenunderneath.
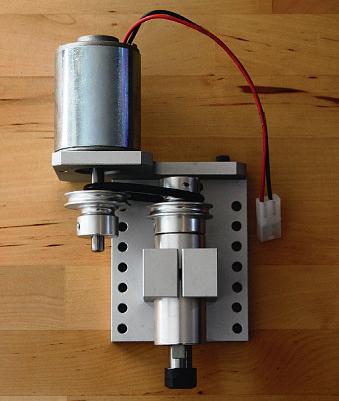
The ablespindle and na ed 1 motor Twospeed ranges areavailablevia two pairsofpulleys