






























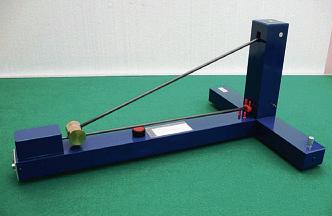
Apractical exampleof clampingon amodified bandsaw.

















July. 24 No.341 INSIDE
ISSUE: MODIFICATIONSTOASMALL
THISPACKED
MILL
Four ways tomakeyour
Getmoreout of your workshop with MEW Findoutmoreat: www.model-engineer.co.uk ANMT2SPINDLEFORTHEDRUMMOND/MYFORDTYPEM. CONTROLSYSTEMFORA MICROMILLINGMACHINE. GETTINGTHEMOSTFROM YOURBRUSHLESS MILL. MAKINGA SIMPLE TOOLANDCUTTERGRINDER. CLAMPINGAND WORKHOLDING. REPLACINGTHEFEP FILMON ARESINPRINTER. EXPERIENCESWITH SDENFORDCNCLATHE. MMEX 2024–LATEST NEWS. LEFT-HANDEDSCREWCUTTING. PLUSALL YOURREGULAR FAVOURITES! BUS YI NT HE WO RK SH OP FEEL
THEMAGAZINE FORHOBBYENGINEERS, MAKERS ANDMODELLERS JULY2024ISSUE341 WWW.MODEL-ENGINEER.CO.UK WIDERVICEJAWS
copeswithodd-shapedworkpieces. WIDER VICE JAWS
clever design that also copes with odd-shaped
benchtopmill morepleasanttouse.
THE EARTHMOVE Mark Noelpreviews histalk at theMidlands Model Engineering Exhibition.
Acleverdesignthatalso
A
workpieces.

EDITORIAL
Editor: Neil Wyatt
Designer: Druck Media Pvt. Ltd.
Publisher: Steve O’Hara
By post: Model Engineers’ Workshop, MortonsMedia Group,Media Centre, Morton Way, Horncastle,LincsLN9 6JR
Tel: 01507529589 Fax: 01507371006
Email: meweditor@mortons.co.uk
©2024Mortons Media ISSN0033-8923
CUSTOMER SERVICES
General Queries &BackIssues
01507529529
Monday-Friday: 8.30-5pm Answerphone24hr
ADVERTISING
Group Head of Investment
Model &Tractor Publications
Mason Ponti
Email: mason@talk-media.uk Tel: 01732920499
Investment Manager
KarenDavies
Email: karen@talk-media.uk
Tel: 01732448144
Talk Media,The Granary, DownsCourt, Yalding Hill, Yalding, Kent ME186AL
PUBLISHING
Salesand Distribution Manager: Carl Smith
Marketing Manager: CharlottePark
Commercial Director: Nigel Hole
Publishing Director: DanSavage
Published by: MortonsMedia Group, Media Centre, Morton Way, Horncastle,LincsLN9 6JR
SUBSCRIPTION
Full subscriptionrates (but see page 54 foroffer): (12months12issues, inc post andpacking) –UK £70.20.Exportrates arealsoavailable –see page 46 formoredetails.UKsubscriptionsare zeroratedfor thepurpose of Value Added Tax. Enquiries: subscriptions@mortons.co.uk
PRINT ANDDISTRIBUTIONS
Printed by:Acorn WebOffsetLtd., W. Yorkshire Distribution by:Seymour DistributionLimited, 2EastPoultry Avenue, London, EC1A 9PT TelNo: 02074294000
EDITORIALCONTRIBUTIONS
Accepted photographsand articles will be paid foruponpublication.Items we cannot usewillbereturned if accompanied by astamped addressed envelope, andrecorded deliverymustclearly statesoand enclosesuffcient postage. In commonwithpractice on other periodicals,all materialissent or returned at thecontributors ownrisk and neither ModelEngineers’WorkshopMagazine theeditor,the staffnor MortonsMedia Ltdcan be heldresponsible forlossordamage, howsoevercaused. Theopinions expressed in MEWare notnecessarilythose of theeditor or staff. This periodicalmust not,without thewritten consent of thepublishersfrstbeing given, be lent,sold, hired outorotherwise disposed of in amutilated conditionor, in anyunauthorised coverby wayoftrade or annexedtooraspartofany publication or advertising, literary or pictorialmatterwhatsoever.
This issuewas published on 19 June 2024 Thenextissuewillbeonsale19July2024

On the Editor's Benc h
Busyinthe Workshop
Recently a‘popular social media site’has been sending me multiple advertisements forturntable weights to keep LP records from slipping, andto help fatten out slightly warped records. I haven’tboughtanLP sincelast year,but Ihave acoupleofhundred dating back to the early sixties, so unfortunately thereare afew that could do with abit of a’steadying hand’.It seems morethan a little profigate to buy such athing when I have aworkshop full of all the required bits, so Ithought Iwould knock one up as the basis of an article for readersrelatively newtoturning.AsI’m nowina part of the world wheresteel stockholdersare less abundant (one thing Idefnitely miss about the West Midlands)grabbingashort end of freecutting stainless steel is notasquick as it was. But Ihaveacouple of feet of 2” diameter EN1a Pb,freecutting mild steel, in the workshop, Ithought the exercise might also be an excuse to getsome chemical blacking solution in.


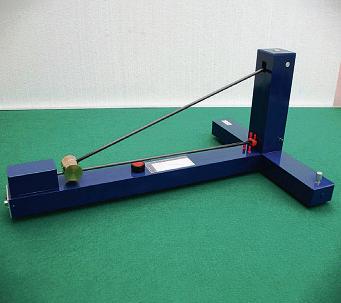
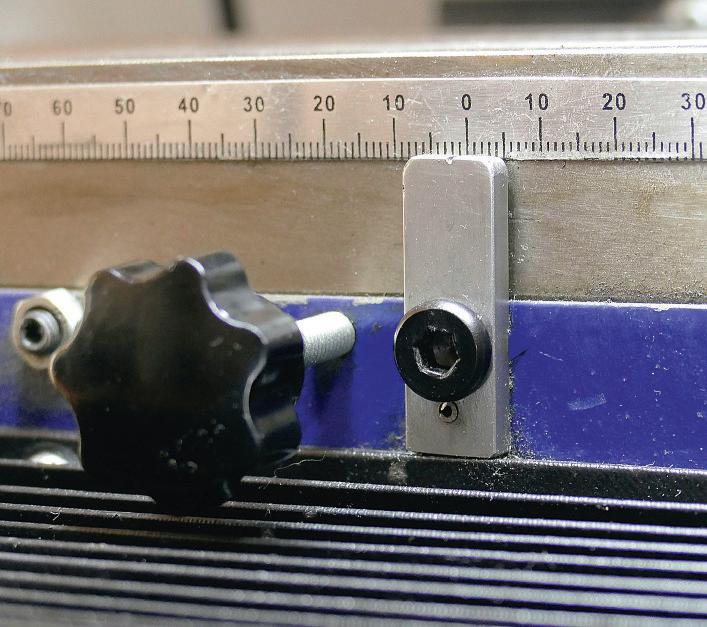
I’ll keep the details until the next issue when Iwill have spacetodescribe some of the steps involved in moredetail, but Ithought some readersmight fnd the coverphoto useful, as it shows afew ‘improvements’ to my bandsaw.The moving jaw of the vicehas the otherwise pointless redundant facing plate forthe fxed jaw attachedtoit, this allows it to
support work very close to the blade. An M10 screw allows fneadjustment of the backofthe vicesoshort workpieces can be gripped securely.Inthis case Iused av-block(with an ofcut to protect it) as additional spacing. Finally,under the workpieceisa ‘shelf’made of angle iron thatensures the work is supported right until the end of the cut.Here’sanother viewthatshows the shelf and packing abit moreclearly.Incidentally,the saw wasused to cut its ownrunout groove in the shelf
Neil Wyatt
3 July 2024
















9 Milling Machine Modifcations
eof ndrewshas made several useful modifcations to his madeal bench mill thatwill be of interest to all usersofsmaller milling machines
15 ThirdDimension: Replacingthe Film on a3D Resin Printer
eil Wyattexplainshow to successfully replacethe special flm on a resin printer
19 Getting the most out of your Brushless Mill -Part 3 ason allamylooks at howtoget the best resultswith diferent types of cutters and inserts
24 From the Archives useful article with advice on cutting le -handed threads in usingyour lathe
28 Micro-Milling
Mike ilbyexplainshow he achieved automated control of the movement of his micro-milling machine
32 Wider ViceJaws
Marcos ini makes somelarger capacity vicejaws, that also provide a larger work surfacewith the ability to holdawkwardshapes with ease

38 The Midlands Model Engineering Exhibition
More news about this ctober sMM exhibition in Warwickshire
40 HowtoBuild a Seismometer
ere s the fascinatingbackground forone of the M W alks planned for MM ,tobegiven by Mark oel
41 AMyford/Drummond Lathe Spindle
36 Beginner’sWorkshop taying with the theme of workholding, eometer introduces arangeof clamping options formachining and handwork
avid eorge has made further improvements to his vintage ype Mlathe, in this article shows readers howtomakealarger capacity M spindle
50 Some Useful Gadgets for Model Making ere areaselection of simple devices including cuttersand jigs, mostly made from easily hardened tool steel
54 The John Stevenson Trophy2024 reminder forreaderstoenter this year sfreecompetition
55 Getting To Love My DenfordNovaturn
Mick nights gets an ageing enford machine back into shape
59 The PottyEngineering Cutter Grinder
tewart art continues his uick and easy design grinder forrestoring blunted milling cutters















Model Engineers’ Workshop www.model-engineer.co.uk 6 SUBSCRIBE TODAY! GETYOUR FAVOURITE MAGAZINE FORLESS DELIVERED TO YOUR DOOR! Seepage24-25 fordetails
Contents
£5.8 ly.24 No.341 INSIDE THIS PACKED ISSUE: MODIFICATIONS TO ASMALL MILL Apractical example of example clamping on a modified clamping bandsaw Four ways to makeyour benchtop mill morepleasanttouse. Getmoreout of your workshopwithMEW ind m t: ww odel-eng o.uk ANMT2 SPINDLE FORTHEDRUMMOND/MYFORD TYPE M CONTROLSYSTEM FOR A MICROMILLING MACHINE GETTING THE MOST FROM YOUR BRUSHLESS MILL MAKINGA SIMPLETOOLANDCUTTERGRINDER. CLAMPINGAND WORKHOLDING. REPLACINGTHE FEP FILM ON A RESIN PRINTER EXPERIENCESWITH S DENFORD CNC LATHE MMEX2024 – LATEST NEWS LEFT-HANDEDSCREW CUTTING. PLUS ALL YOURREGULAR FAVOURITES! BUSY IN THE WORKSHOP FEEL THE EARTHMOVE EARTH MOVE Mark Noel previews his talk at the Midlands Model Engineering Exhibition. THE MAGAZINE FOR HOBB ENGINEERS, MAKERSAND MODELLERS JUL 2024 ISSUE341 WWW.MODEL NGINEER O.UK WIDER VICE JAWS A cleverdesign that also copes w th odd-shaped workpieces R clever design that with odd-shaped workpieces. 09 40
Coming up…
in our next issue
In our next issue aul ineyexplainshow youcan makeyour ownsheetmetal rolling machine


3 On theEditor ’s Bench
he ditor has been backinthe workshop this month
26 Readers’ Tips
ur winner thismonth ofersa uick and reliable waytomount gauges on the lathe end your tips tomeweditor mortons co uk,you could win apri e
34 On theWire
his month s round up of news from theworldofhobby andfullsi eengineering
48 Scribe ALine
In this month s postbag includes afrst-hand description of thread chasing in industry Weare always keen to hear from you send the editor your thoughts at meweditor mortons co uk
65 Readers’Classifieds
his month s collection of readers for sale andwantedadverts
ON THE COVER
Ourcover featuresmodifications to theEditor’sbandsaw,seen cutting aturnedpart from amild steel bar. Seemoredetails on page 3. anddownload thefilesfrom www.model-engineer.co.uk
THIS MONTH’S BONUSCONTENT
ExtraContent!
ee the latest videos for ason allamy s article on using diferent types ofmilling cutter and the resulting surface fnishes
https www model-engineer co uk forums topic getting-the-mostfrom-you-brushless-mill r search the forum for gettingthe most
Hottopics on the foruminclude:
ThoughtsonDetecting Pendulums! tarted by illy ld ufer What sthe best waytoensureclean triggering of apendulum in an electrical clock











FireExtinguisher forthe workshop? tarted by osun useful discussionofdiferent types of freextinguisher andtheir applications




BoxfordAUD metric gears tartedby M seful information for oxford lathe owners
Come and have aChat!
s well as plenty of engineering and hobbyrelated discussion, we arehappyfor forum memberstouse it to share advice and support ome and join us it sfreetoall readers
7
Regulars
Visit our Website Why notfollowusonTwitter?twitter.com/ ModelEngineershashtag #MEW
ome
join us it sfree
readers www.model-engineer.co.uk M W M M I I I I I £5.8 Ju No.341 INSIDE THIS PACKED ISSUE: MODIFICATIONS TO ASMALL MILL MALLMILL Apractical exampleof clamping on amodified bandsaw. Four ways to makeyour benchtop mill epleasant t Getmoreout of your workshop with MEW .model-engineer D/ MICROMILLINGMACHINE. GETTINGTHE MOST FROM YOUR BRUSHLESS MILL. MAKING A FILM ON ARESIN PRINTER EXPERIENCES WITH SDENFORD CNC LATHE. MMEX 2024–LATEST BUSYINTHE WORKSHOP SH FEEL THE EARTHMOVE Mark Noel pr ie his talk at the Midlands Model Engineering Exhibition. WIDERVICEJAWS Acleverdesign thatalso copes with odd-shaped workpieces. R VICE JAWS A cle r design t also workpiec July 2024
and
toall






























































Milling Machine Modifcations
Geof Andrewsmadea number of improvements to hisAmadeal model type XJ12B benchtopmill.
Aer Ihad made anumber of modifcations to my mini lathe (M W issues 1 , 0 and 1) and fnding the limitations of using a vertical milling slide, Idecided eventually to add asmall milling machine into my workshop Iamvery pleased that Idid he model which Ichose wasan madeal model type 1 aving abrushlessmotor it is very uietin operation, robustly made and acapable small machine which willdoeverything I expect it to handle
his particular model is nowno longer available, however, thereare manymodels currently sold by various suppliersand of course many older models in use around the country er using the machine fora while Idecided thattherewerea fewmodifcations which Iwouldliketomake
irstly,a featureonmost larger machines is the ability to setstops to at least the longitudinal travel of the table his clearly makes lifemuch easier for example when taking repeatcuts to a particular length econdly,thismachine is ametric model, which has a1 mm pitch leadscrew hereare handles at both ends of the 0 x110mm table which have calibrated dials with readings up to increments per revolution ach calibration is 0 0 mm giving atravelof 1 mm per single revolution he crossfeed screw is the same, however, the fne down feed screwhas 0 increments of astated 0 0 mm and 001 ( hese arethe same increments shown onthe mini lathe dials) It seemed odd however to work with twodiferent feedscrew increments on the one machine s it happens, Iam uite oldfashioned and prefer to use thous when working in smallmeasurements earsofpractice

meansthatthese have abetter feel for me o with that in mind Idecidedto change the leadscrew dials to give 0 increments similar to the down feed his would givemetricincrements of 0 0 mm and 001 approximately hirdly,cleaning the swarf from within the table slots is nottoo bad butgetting all the swarf of the table is apainsoIset about asimple modifcation to ease this considerably inally,I wanted to alter the locking operation of the table forwhich Iused some threaded knobs from my stock to replacethe awkwardlever screwswhich were ftted
In addition thesemachines need to be securely fastened to abench butin common with manypeople Iamrather short on spaceinmyworkshop o I needed ameans to keep thisheavy machine in onelocation to be brought forwardwhen needed and foritto remain secureinuse
Traversing stops
Photograph 1 shows my simple table stops made from inexpensiveand easily obtainablematerials he stainlesssteel bar is a 0mmlong kitchen door handlebought from a I store his one measures 11 mm diameter hese handles come with twoshort legs for ftting to adoor but when these legs areunscrewed theyleave twocounterbored holes Ifound the diameter of the counter-boreisaneasyftfor an M stainless steel cap screw which Iused for retainingthe bar to the table and looks uite ft forpurpose when ftted he holes which were previously screwed forthe legs were drilled right through at mm dia and each ftted with an M x mm cap head screw he edge of the table nowneeded threading forthese screwsand formeI found the optimum distance belowthe table top was1 mm to the centreofthe screw his position is well clear of the dovetail
› 9 Mill Modifcations July 2024
1
the longitudinal table stops.

slide of the tableand allowsvisual access to the measuring tape which came already ftted to the machine table ositioning the frst screw holeatthis distancedownand ensuring the two screw holes would be at e ual distances from the centreline of the table Iplaced acentremark he hole wasdrilledwith ahand drill ensuring it waslevel and vertical It wasthen tapped M hen a er fastening the bar to the table this
wasclamped at the 1 mm height at the other end and ahole drilled through the second hole in thebar into the table hus ensuring an accuratelocation he bar needs aspacebetween it and the table forthe sliding adjustable stops and also to clear the fxed stopwhich will be needed to be ftted to the cross slide o provide thisspaceI found that an M nyloc nut to be the ideal si e providing agap of approximately mm
hese can clearly be seen in placeinthe photograph orthe adjustable slides Iused M1 nyloc nuts drilled outonmylathe with a1 mm drill he nyloninsert does not drill uite to this si e, so it provided a nicedegree of resistancetothe nut slidingalong the bar when it needs to be adjusted It is forthisreasonthatI chose to usethese nuts rather than making purpose machined stops yensuring the points ofthe nutare hori ontal these run closely to the table to meet the fxed table stop Italso provided su cientamount of threadfor an M locking grub screw to be ftted into the nut he nuts were held in avicein the drilling machineand tapped with apiloted spindle tap holder held in the drill chuck to ensureagoodalignment forthe tread Inow had the basis of the sliding stops all thatwas neededwas the fxed stop on the table
Photograph 2 shows this fxed stop It is asimple pieceof1 x 1 mild steel fatform stock 11 long his is ftted onto the edge of the cross slide and ftted with an M x 0mm cap screw Itwould of course tend to twist with only onefxing point but therewas insu cient spacefor twoscrews o prevent twisting Iused asmall, rolled springdowel through the stop and into the table his has proved uite su cient Ihad also placed amark across the topofthe fxed stoptoalign with the measuring tape hisgives me an overall travel of 0mm between the stops I have so farnot needed to use anything near thatlength
ouwill also see in photos 1and that the sprung leverscrewso ensupplied with these machines to lock the table and cross slide have been replaced by a much easier to use plastic knob screw Ihad something to do uite some time ago forwhich Ineeded twoofthese threaded knobs but of course they arriveinpacks of ten ne is then le looking forsomething else to do with the other eight heseare threaded M and have athread length of 0mm With this length the knobs project comfortably forwardofthe newly ftted stop slide bar and areeasilyfastened or released Ihaveftted asimilar screw to the cross slide also which is positioned underneath the table Inow have threaded knobs to fnd ause for
Model Engineers’ Workshop www.model-engineer.co.uk 10
Fixed Stop
slottoremove milling chips.
Cleaning slot
Whilst dealing with the table, another point arose pretty uicklyinusing the milling machine y its naturemilling produces alarge number of short sharp needles manyofwhich settle in the table slots and aredi culttoclean While abrush run along the slotcan gather these getting the accumulation of needles out of the table slots fullyis di cult o my thinking waswhy allow them to accumulate Photograph3 was my solution simple slot in the end of the table allows the chips to be sweptawayinto apan or wherever omakethis slot the table top wasfrstlocked into a fxed position he handle anddial were removedand a er the internallevel of the slots had been marked on the inside
of the endplate of the table this was removedalso
Photograph 4 shows the end plate removedtemporarily and held in avice on the milling table whereaslotwas milled using the cross-slide feed he rough cornerswerefled away by hand and then the endplate reftted his is nowsomuch easier to remove the needles and other debris from the table completely
Moving the machine
nother factor with which Iamafected andpossibly manyotherpeople also is the o en-limitedspace we ahave in our workshop Ihaverelatively little bench spacele so fxing this machine in placepermanently wasnot going to be possible ortunately the bench


whereI wastoinstall the machine is uite deep at 00mm he solution wasmounting the machine on atimber base at the rear of the bench which could then be slid forwardintoposition andlocked in place
o do this Imounted the machine on twolayersof1 mm board(coloured brownin photos 5 and 6)into which the four fxing bolts forthe machine are ftted hese were fastened to athird larger board(facedinwhite)togivethe machine more stability and to provide a means of fastening the machine to my bench when needed o prevent wear of the holes Iftted twosleevesinthe lowerboardmade from M1 bolts which were threaded into thisbase and having a mm holedrilled through he head of these were facedto mm to reducethe thickness
With the machine in placeI drilled mm diameter through the sleevesinto the bench hese were then opened up to 11mm and the screwed M socket screwed in his is shown in photo with one(of two) already in placeinthe bench top hese threaded socketsare areadily available item at fxings suppliers
When in usethe machine is pulled forwardand the holes in the base boardare lined with the threaded sockets he M fxing screw is then tightened up nlytwo of these are re uired and theydohold the machine very stable ncefnished using they areunscrewed, the machine is then pushed back into place, and Ihavemy bench area back again
When notinuse Ikeep an M grub screw in the socket of the bench to

› 11 Mill Modifcations July 2024
M t ad d soc ts s andf in sc odin do n sc ocat d
slotting the endplate.


prevent swarf and other rubbish getting into the fxing hole canjust be seen in the top boardwhich is wherethe fxing screw is held when notinuse hese could just have easilybeen twoofmy M screwsand Iwould then have only le overbut the M wasalso the right length so Iwent forthem
Micrometer dials
s mentioned Ialsowanted to change the odd micrometer dials from the
divisions of 0 0 0mmofthe original metric dials, photo 7,togiveaclose e uivalent of 0 001 forimperial dimensions his would mean the divisions of the table would match the divisions given on the down feed dial ftted by the by the manufacturers his is notanexact conversion to imperial as 1 0mm lead screw pitch gives atravelof0 0 0 per revolution ust less thatone thou per revolutiondiference his is howeverno
diferent than anyother dual dial reading dials on other machines with metric lead screws hereforethe newdial re uired 0 divisions giving 0 0 mm and so 0 001 per division hereare two handles anddials forthe table traverse, I decided to leave the le one untouched and thereforemade twonew dials ne forthe length traverse of the table and one forthe cross feed
lthough the original dial relies upon on asimple o ring internally to hold the position of the dialand to provide aresistance, it did re uirea bit of efort when turned Idecidedtomakethe ft alittle looser on the o ringand have agrub screw to gently tighten when in position ortunatelyI had apiece of mm diameter aluminium bar just waiting to be turned into the new mm diameter dials
he original dials were 0 0(11 mm) wide with aboreof0 ( 0 0mm) diameter With the aluminium in my three jaw chuck Iturned a1 length to mm dia sing anumber of drills Idrilled the centreto1 mm diameter and then bored to the fnished 0mm ish borediameter lthough Iknewthe targetdiameter,whatwas important herewas the feel ofthe resistanceon the o ring hereforethe fnal ft as achievedbylightly boring and trying the handle in the bore until it felt as I wanted it
ncehappy with thisthe next operation wasscribing the dial In my article Modifcations to aMini athe (M W issue 1)I had described my simple method of using aspindle extension with changegearsfor making divisions on this machine, photo 9 his method can of course also be used to lock the lathe spindle if re uired ther latheswill of course re uirea diferent arrangement he process of making the division marks in the dial is straightforward y using asharp pointed tool (a thread cutting tool in this case)onits side and raking the lathe carriage frst to all sixty positions using astop on the lathe bed hen adjusting the bed stopslightly and increasing the length of each of the position marks at each tenth division of the already markeddial nceback to the start move fvenotchesforward adjust the bed stop again to the full length then mark the 10 positions Idid
Model Engineers’ Workshop www.model-engineer.co.uk 12
ac nt dia i t di ision
o i ina
t
ic di ision dia
dia

changegear dividingonamini lathe.
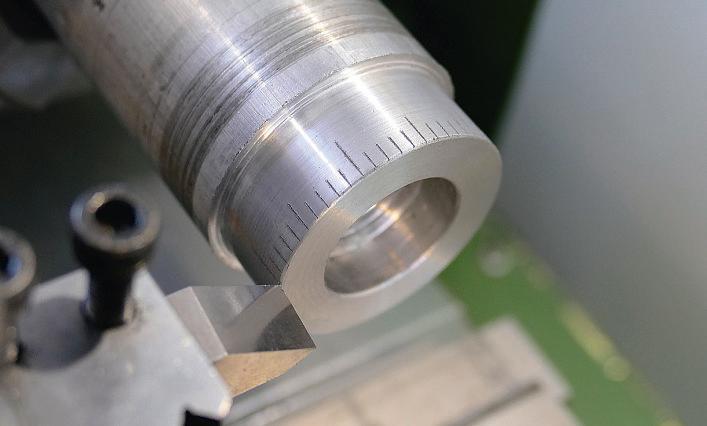
dialmarkings before cleaningup
this forthe frst dial then parted it of to slightlyoverthe length re uired so that it can be facedtolengthonthe next stage Ithen repeated the process for the second dial, photo 10 o number punch the dial it is best to beremovedfromthe lathe rather than making an arrangement forholding the dial in the lathe while itispunched, as lathe bearings arenot intended to
takeheavy sideways shock as occursin punching orthis Idid notanticipate makingmoredials so no need fora beautiful engineering solution Imade avery simplepunch holder out of ply, photo 11 I turned asmall mandrel to suit the dial borewhich wasthen bolted into apieceof mm ply ome small ply strip waspinned and glued to be acloseftonthe width and depth of

simplenumberpunchjig.
› 13 Mill Modifcations July 2024
10 11

thenumber punch Photograph 12 is self-explanatory as farasconstruction wasconcerned oldingthe dial in the correct position which, as it rested on the vicejaw with alittle protection underneath to prevent bruising, ensured the vicewas taking the force of thestrike his ensuredtherewas no bouncewhenthe uite strongstrike wasmade his simple deviceworked perfectly so Ikeptit- one neverknows it maybeused again one daya er all he photo shows the original handle with o ring and the fnished dial
he 0 position wasplaced directly underits mark ll other numbersare double, so thesewereplaced just either side of their respective mark In this view the division marks areawayfromthe ply face Itisimportant to remember that this meansthatall numbersare punched upside down as seen by the user to ensure the correct orientation forwhen in use o aid with thisI temporarily put asmall pieceoftape on the side of the punch which wastobetowardmyself before punching he newdials revolve morefreely than the originals with a
positiveresistancewhich arethen locked with the grub screwsasre uired
Potentiometer
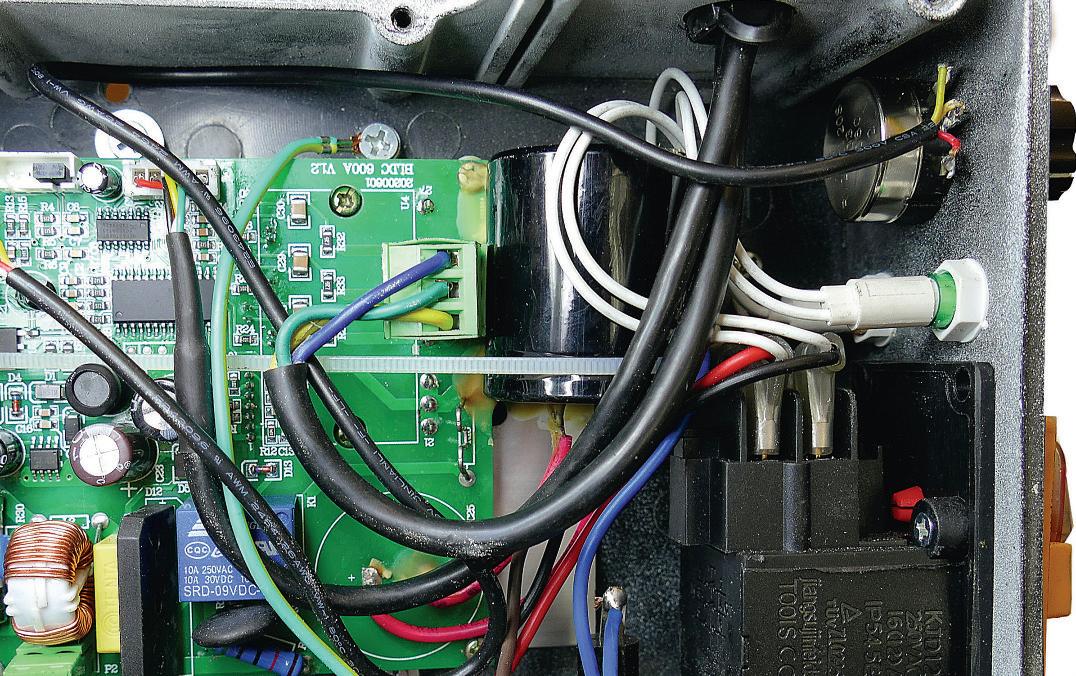
Ihaveonlyhad one small problem with this machine which Inoticed a fewmonths out of warranty isn t this alwaysthe case I found a dead spot in thespeed of the machine as Iturned the speed control dial whilst otherwise all wasworking perfectly well bviously concerned thatthismay mean an expensivecontrol boardreplacement I peered inside the control box(with the powerdisconnected) Iwas pleased to fnd thatthe potentiometer which Iwas reasonably surehad aproblem wasan independentunit, photo 13 I wasable to read the manufacturer,model number and rating
ortunately wasable to fnd this exact item on the internetand to fnd it wasnot aspecifc factory only item fewdays later the replacement potentiometer arrived er frst taking aphotograph to check later thatI had wired the newitem correctly before switching on, to my relief all worked perfectly well nowproviding asmooth continuous increase in speed with no dead spots
Model Engineers’ Workshop www.model-engineer.co.uk 14
o i ina and it o in and n dia ot ntio t to i t and co n 1 1
ThirdDimension: Replacingthe Film on a3DResin Printer
Neil Wyattundertakes some routinemaintenancefor resin printers.

It ssometimes asurprise to fnd thata skill tested by one of your hobbies fnd application in another In this case, it wasthe experience of ftting avelum skin toa banjo mandolin,probably about forty years ago ncepopular instruments, there were awhole assortment of banjostyleversions of popular stringed instruments he banjo ukulele wasa rather louder version of thetraditional


ukulele, andthe preferred choiceof eorge ormby ut toreturntothe point in hand, resin printers, photo 1,use atransparent flm (usually about transmission)toseal the bottom of the printing vat, photo 2 he material is luorinated ethylene propylene ( )a copolymer of hexafuoropropylene and tetrafuoroethylenethatisessentially athermoplastic
of ver
time, the can pick up damage If you have object or failed print stick to the bottomofthe vat, it can be tempting to just try and prise them of,and this can stretch the flm, or even nick it if you useasharptool It sbetter to remove anysuch object by using the cleaning function his will print asingle, thick layerofresin thatcan be carefully peeled of ou can either use aplastic scraper, photo 3,orI wear apvc glove and use
› 15 Replace FEP July 2024
version
Creality HalotOne Plus resinprinter
Aprint slowly emerges from the vat, one layerata time.
1 2 3
Atypicalplastic scraper.Donot use ametal scraper on the FEP
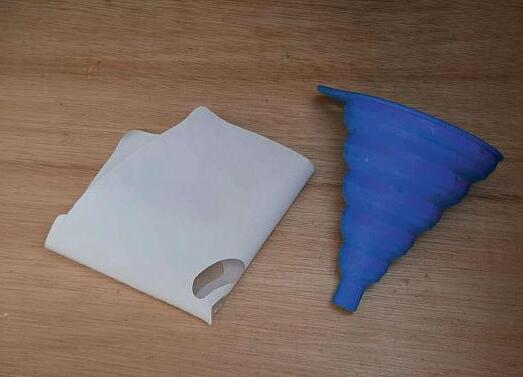


my fngernail to gently start the peel Ifnd glovesmoreresistant to the resin he also gradually uses it stransparency with use, so periodic replacementisre uiredanyway It is importantthe flmisanexcellent seal, as leaking resincould damage the displaythatprints each layerof the printed object ust like the banjo mandolin skin,the flm has to be stretched over an inner frame (the sides of the vat) and held in placebya screwtightened outer frame he frst step is to drain anyremaining resin from the , it can be poured back into its original container,usually resin is suppliedwith mesh-insertflter papers specifcally forthis purpose, photo 4 Wear latexor glovesand keep them on while handling anything contaminated with resin oucan clean out the vatwith ordinarykitchen roll, using alittle isopropyl alcohol to complete the process Wearing gloves
Model Engineers’ Workshop www.model-engineer.co.uk 16
ot cti f o dand t i d to si t f co d a t an t is
M s f t a and nn o st ainin n s d sin
Vintage Reg-u-letts tin forstoring screws.
ftt d o s ot cti f sti in ac
4 6 7 8
Piercing screw holes


in case anyle overresin is present, unscrew the retaining frame (whateverI am dismantling, Istore screwsinamagnetic tray or asmall tin, photo 5) emove and dispose of the old ,then complete cleaning the frame and vat
It is important to getthe correct si eof (orlarger)as some of the compatible flms sold on line are actually undersi e, and this makes
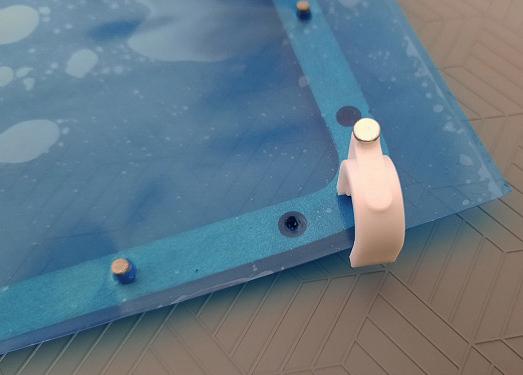
ftting almost impossible orthe alot ne lus, the flm si e is 1 0mm by 00mm, photo 6 ilm is supplied with aprotectivelayer on both sides,leave this on forthe initial stages of ftting tart of by ftting the overthe pegs onthe frame, photo cable clip provides ahandy tool forstarting holes in the ,which should pulled taught but without stretching at this stage he next step is to go around
the frame, making aperforation aligned with each of the screw holes, photo 8
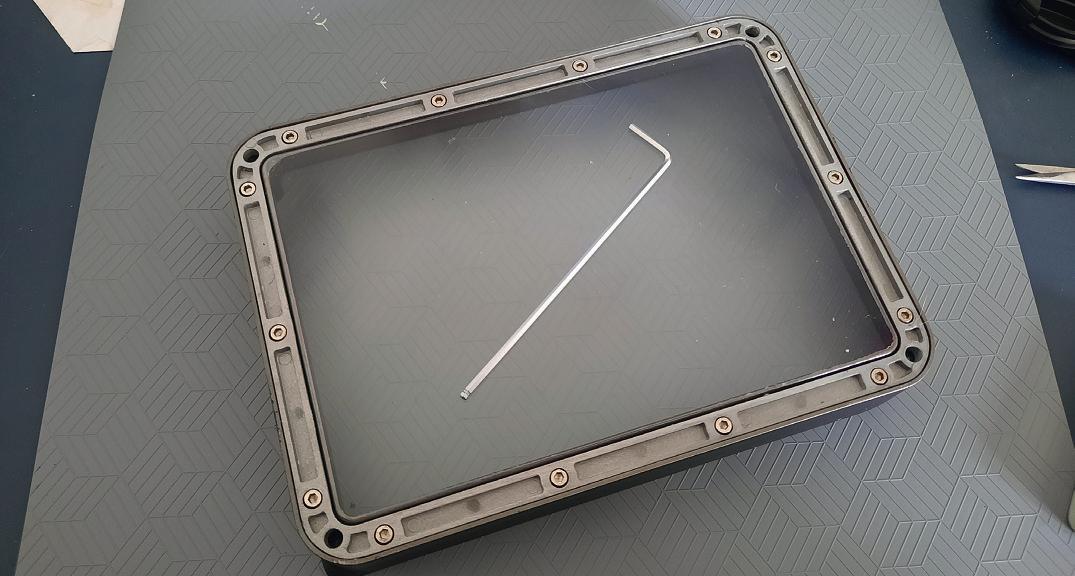
nce this is done, youcan remove and discardthe protective flm and replaceit on the frame, at thisstage youcan tim it to the outside of the frame, photo , youmay wish to lifeaslightly larger margin if youare cautious heck the vatisclean without anyprojections that could pierce the , photo 10
› 17 Replace FEP July 2024
i st si sc s n a d tnot tti t n d 10
nd sid o at a c anin

osition the frame with the on the undersideofthe vat, and start ftting the screwsstarting withopposing holes, photo 11,and only tightening them enough to gentlygrip the flm dding morescrews, ig agging around the perimeter of the frame nceyou have all the screwsinplace, tighten them up acouple of aturns at atime, aiming to
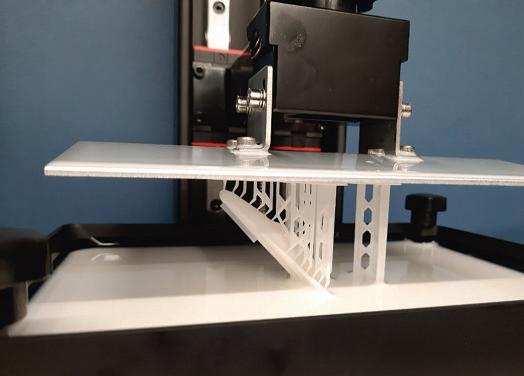
keep thepressureevenly applied and avoiding distorting the frame he fnal result should be securely snugged down, and be taught, in close contact with the lowerrim of the vatand free of creases photo 12 ou should test forleaks with water,but if youhave taken the tighteningprocess steadily youshould have no problems
It is good practicetolevel the printing platform before replacing the vat his is done by looseningthe platform fxing screwsand lowering it onto thin card without the vatinplace olding the platform down frmly,retighten the screws, then raise the platform oucan nowreplacethe vatonthe printer,refll it and youcan start printingagain
Model Engineers’ Workshop www.model-engineer.co.uk 18
XXXXXXXXXXXX 11 12
sc sftt d and ad a ti t n d to s c and st tc t
Getting the most outofyour BrushlessMill. Part 3

Jason Ballamylooksinmoredetailatusingdi erent types of cuttinginsert on your mill.
Inthe previous instalment Ishowed howa change in approach from the traditional to one of using shallow but fast cuts can improve howface/shell mills perform on hobby sizemachines. This time Iwill showhow achange of insert can further improvefnish, speed up the machining time and also put less load onto alighter machine.
nsert Types
Although thereare manystyles of insert forthe vast array of holders on the market,theycan generally be dividedinto twomain types: Those thatare designed forcutting ferrous metals such as steel andironand those designed to cut aluminium and other non-ferrous metals. Theones for ferrous tend to have abluntercutting edge as theyare moulded from powder and then just coated and can usually be distinguished by havingagold/bronze colour but also can be grey.Depending on their exact intended material use some can be “blunter” than others. The inserts fornon-ferrous on the other hand aremuch sharperwhich is o en aresult of grinding, polishingor lapping a er the initial shapehas been moulded and theytendtohaveabright polished appearance.
The codes used to distinguishthese twomain types of inserts arenot aclear cut as theyare forlathe turning inserts so youmay fnd the thirdletter in the code does notalwayssignify what purpose theyare intended for. Some manufacturerstend to su xthe shape sizecode with one thatrelates tothe intended materialsuch as HO1for the polished inserts foraluminium.
It is the sharpness of these nonferrous inserts thatcan be taken advantage of on alighter constructed and less powerful hobbymachine as forthe same given sizeofcut they do notload the machine as much as the ferrous inserts do.This notonly puts less strain on the motor and drivetrain but as the cutter is less likely to be forced of the surfaceas the machine fexesthe resulting cut is likely to be moreaccurateand have a better fnish
This sharpness also makes it possible to increase the feed rate when using these cuttersand still notload the machine as much as it would taking asimilar depth but slower feed with non-ferrous inserts. As an example
although Iwas able to cut at 450mm/ min feed with the ferrous inserts I could hear the machine wasbeing loaded quite alot so afeedof300mm/ min would be about as fast as Iwould want to go forgeneral use. However the machine sounded farhappier cutting at 450mm/feed with the nonferrous inserts
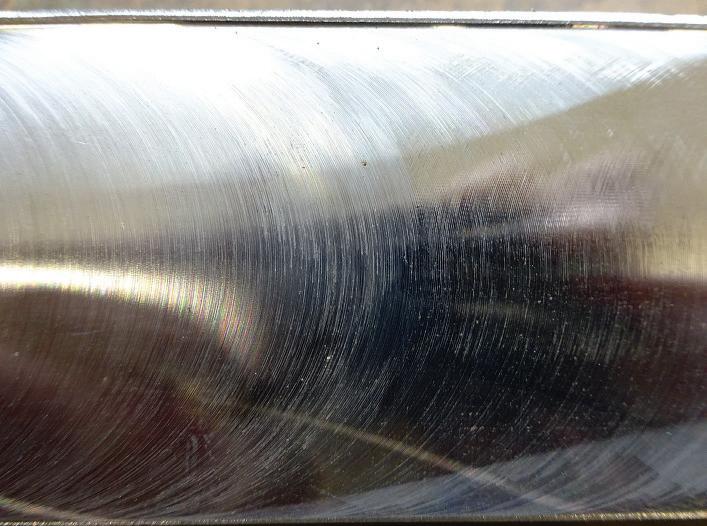
Photograph is aclose up of the fnish from ageneral purpose APMT insert and although it has quite abright refectivelook when you examine it closely thereissome tearing of the surface, and the back edge of the cutter le a morepronounced mark which suggests the machine was fexing with the load of theleading edge cut.
› 19 Brushless Mill July 2024
11
Close upofsteel cut with APMT“Moulded” inserts
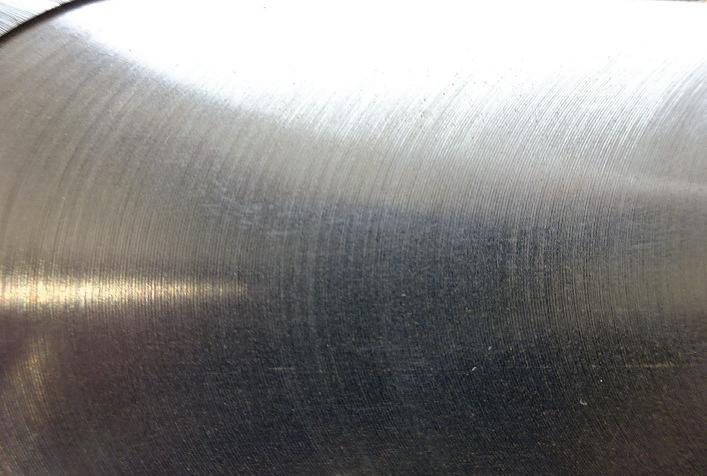

Photograph 2 is aclose up of the fnish from apolished non-ferrous insert which is farmore uniform with no signs of thesurface being torn as the sharper cutting edge cuts rather thanpushes thematerial out of the way. There is also very little sign thatthe back edge wascutting suggestingless load is beingcreated thatmay fexthe cutterawayfromthe work. Photograph 3 showsthe two surfaces back to back.
he fnal photo related to the insert face shell milling cutters, photo gives an idea of the type of fnish the non-ferrous inserts willgivean arange of materials commonlyused in the home workshop.All samplesare approximately 50mm wide andwere
cut using afve-insert 0mm diameter cutter running at 000rpm,feed rate of 450mm/min and adepth of cut of 0.5mm. All were cut dry with the exception of the aluminium which had a small amount of para nbrushed onto the surface, which helpsprevent abuildup of material on the tipofthe insert. rom le toright the samples are 6082-T6aluminium. 070M20 (EN3)
steel. CZ121 Brass and GR17 cast iron. The following link will takeyou to a YouTube video of thesepieces being cut and should better show the fnish obtained. The QR code will takeyou to apage on the forum with links to all the videos forthis series.
youtu be/mipbey

In summary,the fgures belowcan be taken as astarting point whenusing insert face and shell mill cuttersona bench top hobbymachine, theycan be further tweaked depending on the actual machine and type/sizeofcut. See the previous part of this article on howtowork out the rpm and feed rate fora specifccutter using the parametersbelow.
Steel &Ironwith APMT orother moulded typeinserts 200-250m/min cutting speed anda chip load of 0.02mm to 0.03mm per insert. Depth of cut 0.5mm.
teel Ironwith orother polished non-ferrous insert 225-275m/ min cutting speed and achip load of 0.025mm to 0.035mmper insert. Depth of cut 0.5mm.
Aluminium and other non-ferrous metals with or other polished nonferrous insert 300-350m/min cutting speed and achipload of 0.04-0.05mm per insert. Cuttingdepth of 0.5mm.
Solid milling cutters
In much the same wayasfacemills the traditional approach with “slotdrills” and “end mills” wastorun fairly slowly and remove areasonableamount of material per pass which wasfne on aheavy full-size machine but is not alwaysthe best optionwith the smaller bench top machines.For these alook at howCNC machining methods make use of lightercuts but with the tool running faster can getthe job done in the same or even less time.
he faster running is o en due to using solid carbide cutterswhich have amuch faster cutting speed -typically three times thatofHSS and thatisan option forhomeuse as the diferencein cost between the twomaterials certainly in the smaller diametersisnot that great oweverevensticking with , if the diametersare kept small then the hobbymill can still be run at or around
Model Engineers’ Workshop www.model-engineer.co.uk 20
Closeup of steel cut with APKT “Polished” inserts
to
12 13
Back-to-backAPMT&
APKT cuts
steel
