BrettMeacle explains aneatand versatile drawbar forhis Pultra lathe.
CHERRYHILL
EDITORIAL
Editor: Neil Wyatt
Designer: Druck Media Pvt. Ltd.
Publisher: Steve O’Hara
By post: Model Engineers’ Workshop, MortonsMedia Group,Media Centre, Morton Way, Horncastle,LincsLN9 6JR Tel: 01507529589 Fax: 01507371006
Email: meweditor@mortons.co.uk
©2024Mortons Media ISSN0033-8923
CUSTOMER SERVICES
General Queries &BackIssues
01507529529
Monday-Friday: 8.30-5pm Answerphone24hr
ADVERTISING
Group Head of Investment
Model &Tractor Publications
Mason Ponti
Email: mason@talk-media.uk Tel: 01732920499
Investment Manager
KarenDavies
Email: karen@talk-media.uk Tel: 01732448144
Talk Media,The Granary, DownsCourt, Yalding Hill, Yalding, Kent ME186AL
PUBLISHING
Salesand Distribution Manager: Carl Smith
Head of Marketing: CharlottePark
Commercial Director: Nigel Hole
Publishing Director: DanSavage
Published by: MortonsMediaGroup,Media Centre, Morton Way, Horncastle,LincsLN9 6JR
SUBSCRIPTION
Full subscriptionrates (but see page 54 foroffer): (12months12issues, inc post andpacking) –UK £70.20.Exportrates arealsoavailable –see page 46 formoredetails.UKsubscriptionsare zeroratedfor thepurpose of Value Added Tax. Enquiries: subscriptions@mortons.co.uk
PRINT ANDDISTRIBUTIONS
Printed by:Acorn WebOffsetLtd., W. Yorkshire Distribution by:SeymourDistribution Limited, 2EastPoultry Avenue, London, EC1A 9PT TelNo: 02074294000
EDITORIALCONTRIBUTIONS
Accepted photographsand articles will be paid foruponpublication.Items we cannot usewillbereturned if accompanied by astamped addressed envelope, andrecorded deliverymustclearly statesoand enclosesufficient postage. In commonwithpractice on other periodicals,all materialissent or returned at thecontributors ownrisk and neither ModelEngineers’WorkshopMagazine theeditor,the staffnor MortonsMedia Ltdcan be heldresponsible forlossordamage, howsoevercaused. Theopinions expressed in MEWare notnecessarily thoseofthe editor or staff. This periodicalmust not, withoutthe writtenconsent of thepublishersfirstbeing given, be lent,sold, hired outorotherwise disposed of in amutilated conditionor, in anyunauthorised coverby way of tradeorannexedtooraspartofany publication or advertising, literary or pictorialmatterwhatsoever.
This issuewas published on 22 January2025 Thenextissuewillbeonsale21February2025
On the Editor's Bench
Important News for All Readers
Afer almost thirty-five years, the decision has been made to re-combine the spin-offtitleModel Engineers’ Workshop into Model Engineer
Thenew title will be monthly and continue the numbering of Model Engineer and will be titled Model Engineer &Workshop, anod to the magazine’s original title “The Model Engineer &Electrician”aswell as MEW.
Sothis issuewill be the last under the presentmasthead; 25 yearsand 348 issues on.Look out forModel Engineer & Workshopappearing in February as the March2025 issue.
Ifyou have an existing subscription youwill continue to receiveME&W. Thereare manydifferent permutations of readership and subscriptions, complicated by around aquarter of the readership taking both titles. All subscriberswill be contacted soon with full details of howthe changes will be processed.
Forwell overtwenty-five yearsI’ve been aModel Engineer reader and for the last ten, EditorofModel Engineers’
Your SubscriptionUpdate
Workshopmagazine. Both magazines have benefited from their editorsand writersbeing activemodel engineers themselves. It’sbothanhonour and a huge responsibility to takeonthe task of bringing together thesetwo magazines –the incredible heritage behind Model Engineer and the toolsand techniques focus of MEW
Thechange has been precipitated by the retirementofmyesteemed colleague, Martin Evans, who I’dlike to thank forhis sterling work as editor of Model Engineer.I’m delighted that the newpublication will have increased pagination, and thatDianeCarney will continue as Deputy Editor to help ensurecontinuity.Our visionisthatin one, larger,magazinewecan coverthe full scopeofour incredible hobby, from steam powertogas turbines and treadle lathes to CNC milling and beyond.
If youare an MEWsubscriber,your subscription willcontinueasusual, and you’ll receivethe newModel Engineer and Workshopmagazine, nowbigger and better!
- Fornon-Direct Debit subscriberstobothModelEngineer andModel Engineers’ Workshop: Your Model Engineer &Workshop subscription will be extended by the equivalent value of the remainingissues fromyourModel Engineer subscription.
-For Direct Debit subscriberstobothModel Engineer andModel Engineers’ Workshop: Youwill instead receivethe equivalentvalue of your remaining Model Engineer issues as asubscription to The Railway Magazine, another title published by Mortons Media GroupLtd.Your Model Engineers’ Workshop subscription will continue under the newtitle of Model Engineer &Workshop.We understandthatthese changes might notsuit everyone. If this is the case, please contact us on 01507529529 or email emailqueries@mortons.co.uk,and we’ll behappytosuggest an alternativemagazineorarrange arefund.
Neil Wyatt
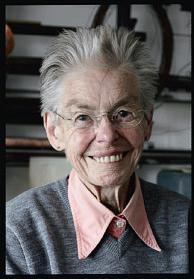
9 ATributetoCherryHill
In 2008, former MEW Editor Geoff Sheppardinterviewedthe late Cherry Hill about her workshop.We reproduceithereintribute to one of the finest modelengineers of our age
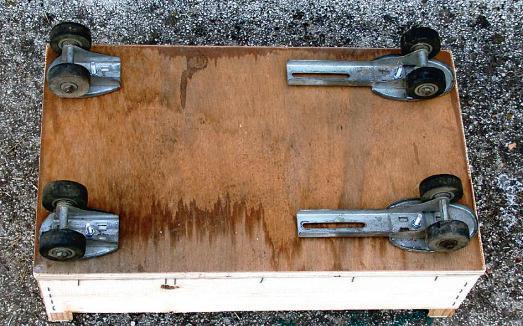
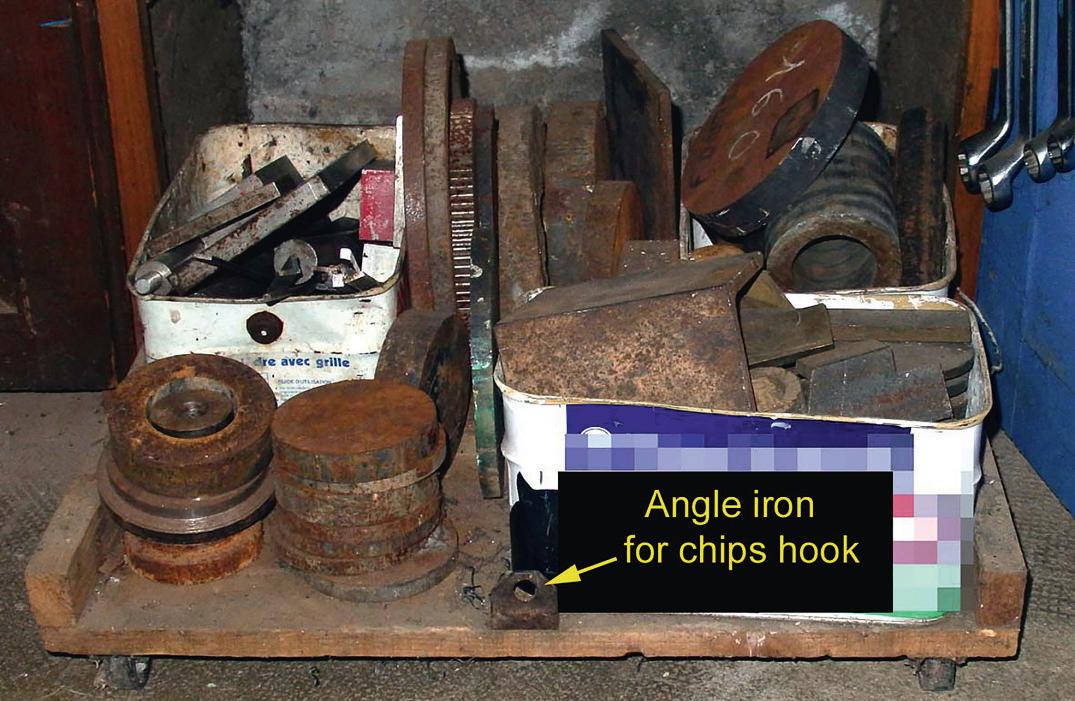
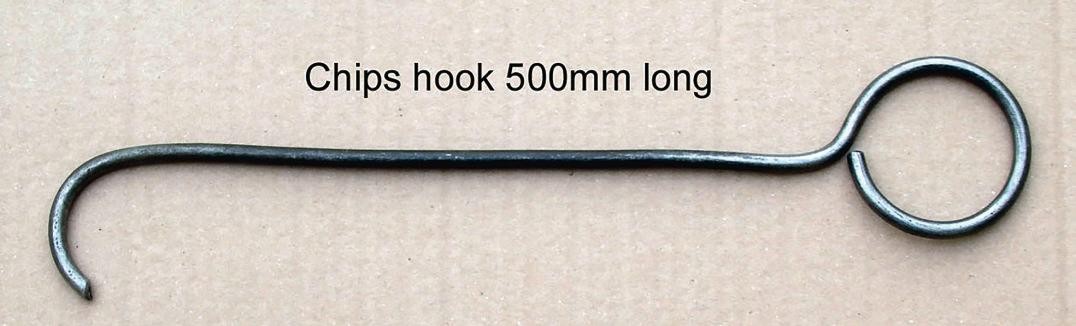
18 ARolling Box
aques Maurel offerssome useful ideas forstoring heavier itemsinawkward spots.
20 3D printing: a Young Engineer’s perspectiveon innovation and potential Apprenticeengineer TomDale discusses his experience of 3D printing and howitfits with his aspirations as a model engineer
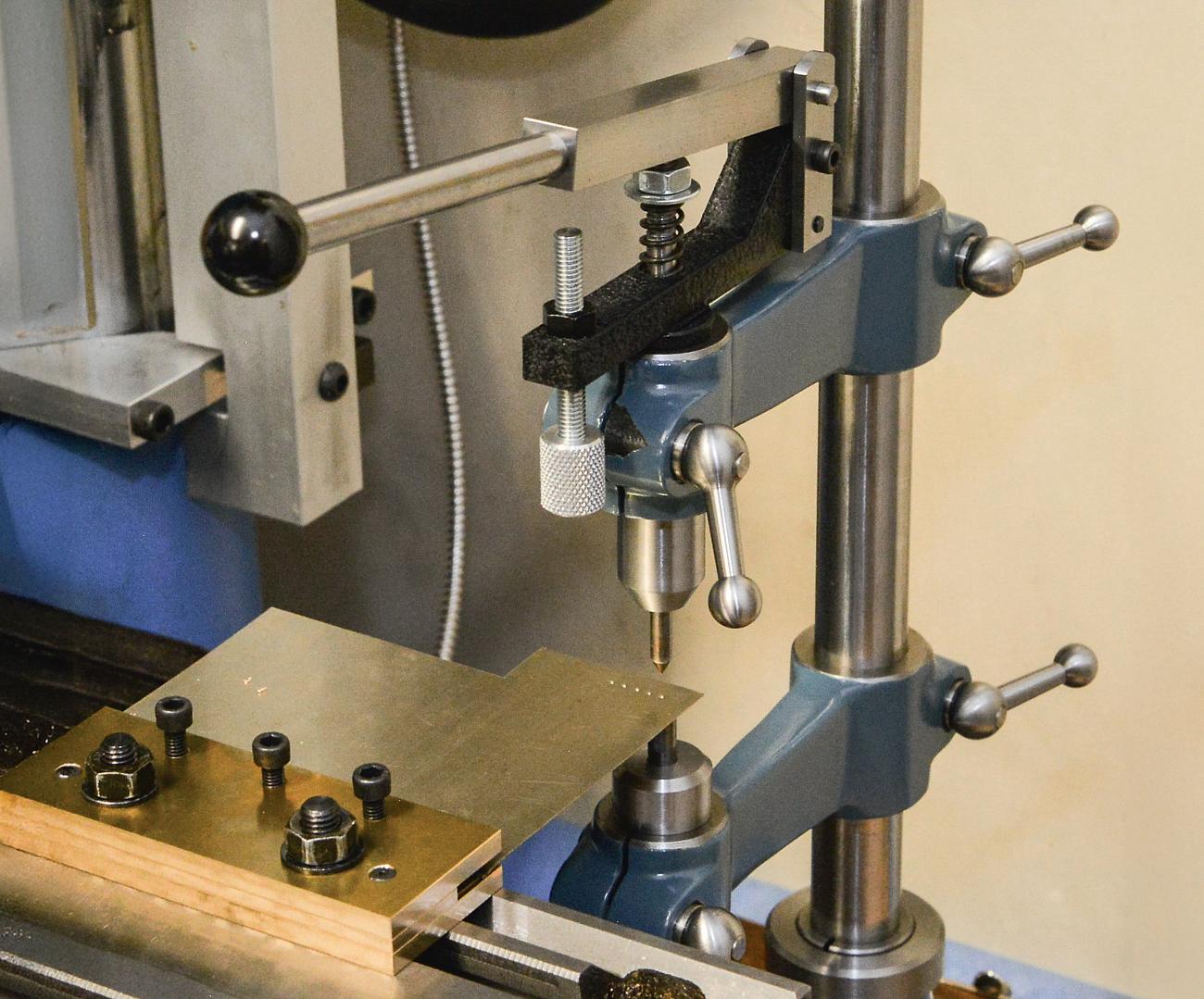
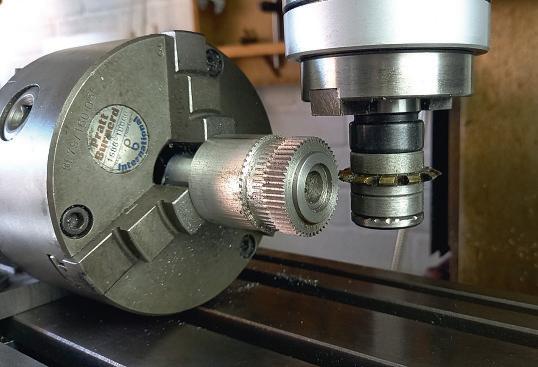
24 Making aPultra Lathe ColletDrawbar
BrettMeacle describes his versatile drawbar thatacts as aprecision stop and rear steady –and it’s easily adaptedfor other types of draw in collet.
30 From the Archives
To mark our final issue under the masthead “Model Engineers’ Worksop”, we revisit auseful article on clamping from the very first issue in 1990.
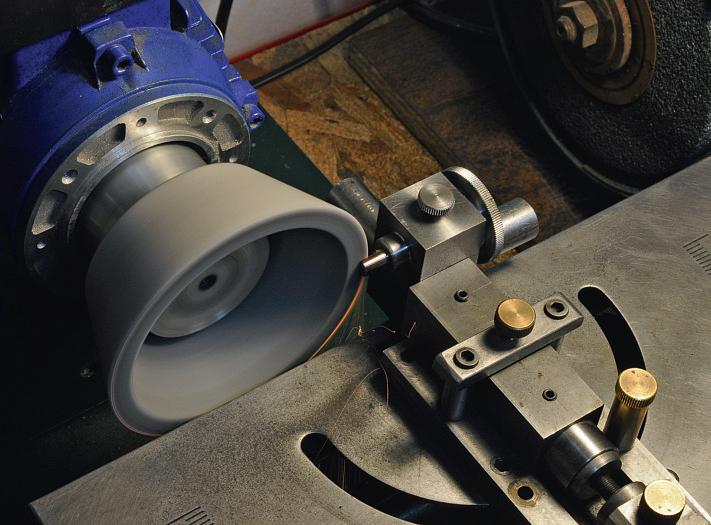
32 Accessories forthe Worden Tool and Cutter Grinder
RodJenkins explains how to makea setoffixturesthatheuses with the Worden grinder to makespecialist cuttersand D-bits.
36 Cherry Hill, 1931-2024
We mark the passing of an exceptional model engineer.
39 AModel Riveting Attachment
Adrian Garner details his devicefor impressing rivetsfor smaller scale models,making use of George . Thomas’ illar Tool.
46 ANoisyProblem
Laurie Leonarddiscoveredproblems with his Myford ML7lathe’s clutch; he describes howhetracked down the problem and solved it.
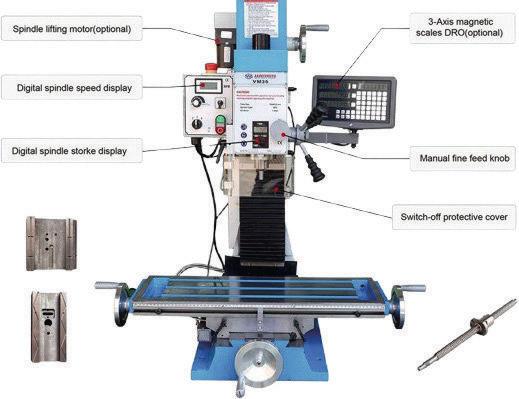
52 Measuring the “Frankestein mill”
While Brian Wood’sDoreWestbury TomSenior mill is probably unique, his solutions to fitting digital readouts will be useful to ownersofmanymilling machine types.
60 Beginner’sWorkshop
Geometer looks at fitting and removing studs –challenges ofen facedwhen working with older machines.
61 First Steps in CNC part 2
Mark Noel concludes his first experiences of CNC by discussing some improvements to his machine.
ATribute to Cherry Hill
In 2008, former MEW Editor GeofSheppard and photographer Justin Lambert visited the late Cherry Hilltotalk to herabout her workshop and models. This article appearedonlyina'special' magazineand we reproduce ithereintribute to one of thefnest model engineersofour age.
The remarkable thing about Cherry Hill’sworkshop is thatitisquite unremarkable–exceptthatit is so clean and tidy.For afacilitythat has produced asuccession of models thathavebeen awarded eight Duke of Edinburgh Trophies as well as many Goldand Silver Medals, trophies and other awards, this is aworkshop which is modestlyequipped. True thatall the machine tools which populate it areof excellent quality,but it is just asmall collection of nicelathes, milling machines anddrilling machines plus abandsaw, a couple of off-hand grindersand afiling machine. All this goes to emphasizethe point that the quality and complexity of the items producedthereare atribute to the skill of the operator andher ability to manipulate these machines andthe hand tools which augment them.
Cherry picked up these skillsinher younger days because her father had established ahome workshop,the centrepieceofwhich wasa1913 Pittler lathe which has had achequered history.Its previous owner hadused it to produceparts formunitions, probably under the Amateur Ordnance Volunteer (AOV)Scheme, which made asignificant contribution to the war effort. It wasreported that, at one stage this scheme wasproducing 47,500 fuse screws and 5,000 socketsper week, leading to complaints from engineering firms thattheywerelosing business to these volunteers! When the Second World Warcame along, its newowner againvolunteered its services anditwas transferred to aMinistry establishment in the Farnborough area, complete with George Hinds (Cherry’sfather)to operateit. Later it re-located to another

facility in the West Midlands, and on ‘demobilisation’, back to the Hinds family workshop.The machine still haspride of placeinCherry’sworkshop, now frequently setupindividingmode and fitted with its cutter frame to produce such things as hexagonal items (nuts, bolts etc) which areall specially made.
With aDegree from St.Andrews niversity,Cherry oined the family firm, asmall organisationwhich designed and made agriculturalequipment, including hop-picking machinery. ereshe was expected to participate in all aspects of the operation, becomingasfamiliarwith theworks activities as shedid with the design side. The extensive knowledge gained duringthis phase obviously equipped herwell to meetthe challenges encountered in her modellingactivities.
These started when, on the return journeyfromabusiness trip to Kent, she and her father stopped off at Bond’s, this being in the days when it wasstill possible to park outside the shop on Euston Road. Of the designs on offer,the Bassett-Lowke 1in. scale traction engine wasconsidered, butfather thought that this was, perhaps, toocomplex atask on which to start, so aStuartTurner No. 9 orizontal Engine became the first pro ect. Bill ughes’ version of the Allchin tractionengine ‘Royal Chester’ wasthe next to attract attention, but at 1½in. scale it wasfelt to be abit on the big side, so it wasre-worked at half size. This in. to 1footscale has nowbecome the norm forall Cherry’smodelling projects. Cherry felt thatsome of the details on the ughes design didnot accurately re ect
Cherry’scurrent project, the1863Robert BlackburnAgriculturalengine, showingthe horizontal boiler mountedwithin the drum. (CH)
Cherrypointsout some ofthe finer details ofthedesign.(JL)
those of the prototype, so sought out the full-sizeengine in order to improve the fidelity of her model. This, of course, generated much favourable comment when it wasdisplayedatthe 1964 Model Engineer Exhibition, winning aSilver Medal, with the Stuart Turner No. 9, also displayed, gaining aBronzeMedal. Cherry’s skills were now, well andtruly, attracting the attention of the model engineering world, with an editorial in ‘SmokeRings’ in the 15 October 1964 edition of Model Engineer andan article by Bill ughes in the following issue. Hughes mentioned thatthe next planned project wasamodel of asteam propelled Merryweather fireengine, a2in. scale version of which wastobe found in the National Museum of Wales, in Cardiff
Therethen started aprocess cycle which is nowwell established –a research phase, followedbydetail design, followedbymanufacture. The detail design activity is ofen accompaniedbythe construction of whatmight be called a‘feasibility model’, aprototype in aluminium, brassand whateverother material is appropriate to allowa check to be made of the practicality of the evolving design. Hence thereare ofen twomodels,bothtothe same high standard! It’sjust thatone is produced from materialsnot employed on the prototype.
Some of the projectschosen by Cherry have been of little-known pieces of road machinery or agricultural equipment, the only source of information being
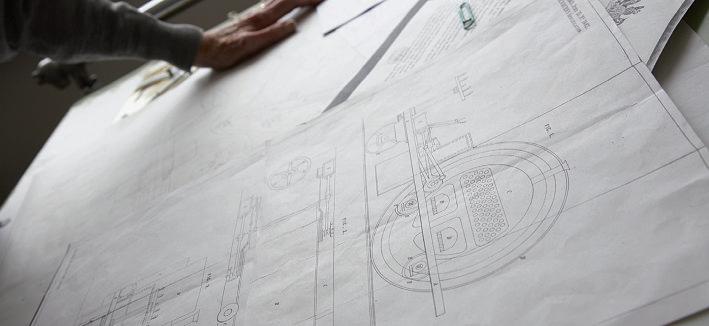
still made in the traditional way, without theaid of electronic equipment, drawn at eitherfull size or tentimes full size.
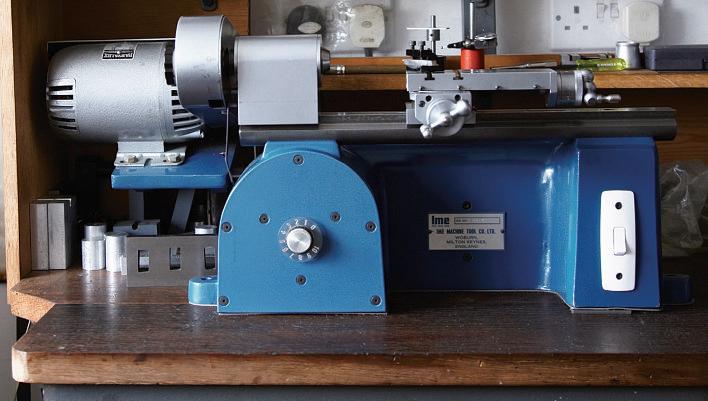
This room is mainly used forfitting work, but also housesthe IMElathe and Meddings drill.The chassis bedplate ofthe latest project is coveredbythe cloth.(JL)
patentapplications or reports in technical ournals of the first and perhaps only)appearanceofthe device at some early agricultural show. The feasibility model sometimes shows thatthe full sizemachine wasanything but feasible. Forexample, the latest
designexercise hasshown thatthe valvegear of the steam engine section of the machine could nothavebeen mounted where the only available drawing depicts it because it would have resulted in totally inadequate bearing scantlings. Changes must have been
Drawingsare
(JL)
Aviewofthe machine shop withthe Centec 2A milling machine in the foreground and theMyfordConnoisseur lathe to the rear.The Pittler lathe is beside it and the Wabeco milling machine is largely hidden.(JL)
Cherrygatherssome ofthesmalleritems forassemblytotheBlackburnbedplate.(JL)
made to the prototype, so Cherry has schemedout something which islikely to have been adopted. This approach is essential because, despite observations to the contrary,all Cherry’s models are capable of being operated andvideo footage is taken of eachone performing when connected to acompressedair supply.Theywould be capableofbeing
steamed, but the inaccessibility of fire hole doorsonsome of the prototypes would makestoking very difficult and the subsequent task of cleaning themodel to bring it back to pristine condition doesn’t bear thinking about.
Incidentally,the Merryweather fire engine brought Cherry another Silver Medal, her first Bradbury Winter Trophyand an appearanceonthe coverof‘M. E.’(16 February 1968). Hersubsequent model, an Aveling
and Porter road roller captured the supreme award, the Dukeof Edinburgh Trophyin1971afer having wonthe Championship Cupfor Road Vehicles and the Crebbin Memorial Trophyin1970.
The latest model is of aRobert Blackburn AgriculturalEngine of 18 3, afollow-on from the 1857 version which wonCherry her eighth ‘Dukeof Edinburgh’when it wasexhibited at the 2007 Model Engineer Exhibition. This
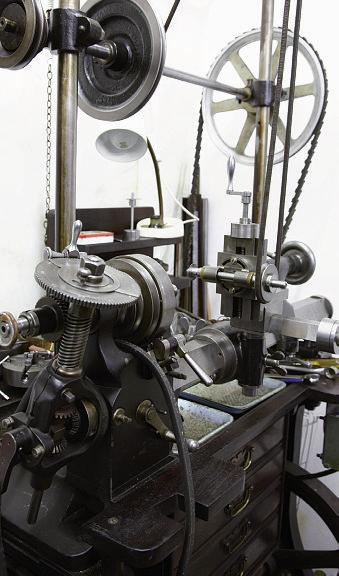
The1913 Pittler lathe is setupfor dividing andmilling, having been motorised at some stage of its career.(JL)
Anelegant pieceofEdwardian engineering. (JL)
Right uptodateistheMyford Connoisseur lathe.(JL)
The Pittleroverheaddrives the cutter frame. (JL)
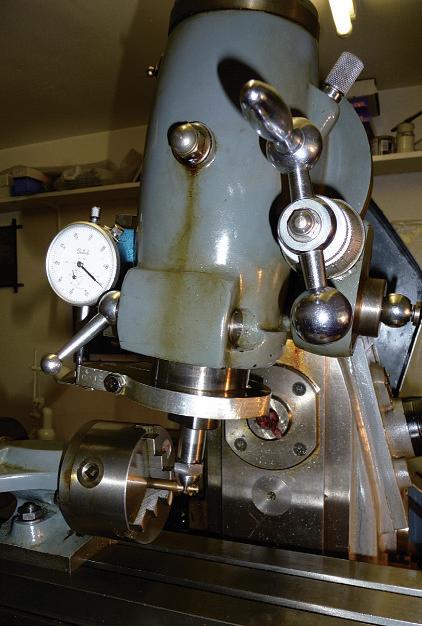
TheCentec 2Ahasbeenfittedwithdial gauges to measuretravelontheXandZ axes. (JL)
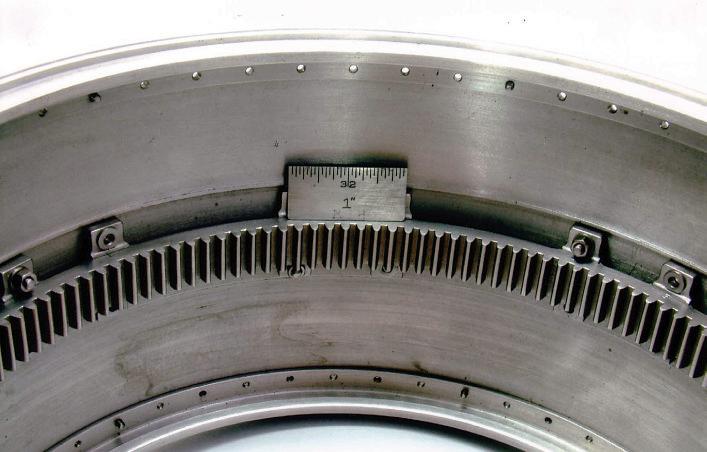
prototype had ahorizontal boiler, photo 2 rather thanthe vertical boiler of the earlier one.
So,whatofthe workshop in which these masterpieces areproduced? The one we visited is only in use forpart of theyear because Cherry andher husband Ivor also have ahome in Florida wherethe manufactureofsome parts is also possible. At their British base, the workshop occupies twoground oor basement rooms of abungalow built on asteep slope. This location allows each room to have the benefit of natural light, essentialwhen the model reaches the painting stage, a process which is alwayscarried out in this country.A further smallroom
Asimplecollarclampedto thequill bears againsttheplunger oftheZaxis clock.(JL)
on the oor above is equipped as the drawing office, complete with traditional drawing board, photo 3 on which General Arrangement and component detail drawings areworkedupfromthe ofen meagreinformation which can be gleaned about the prototype. Some of the drawings arecreated at full model size, photo 4 but Cherry prefersto work at ten times fullsizefor most as, at this scale, shefinds thatshe can assess clearances more accurately
One of the workshoprooms is equipped mainly as amachineshop, photo 5 while the other is wheremost of the handwork and fittingtakes place, photos 6 and 7.Asmentioned previously,pride of placeinthe machine
The Xaxis reactionpoint isapieceofangle attachedtoapermanentmagnet. (JL)
AnothersurvivorfromtheHinesfamily originalworkshopisthissmallsensitive drillingmachine.(JL)
Cherry at work at the largest machine in the shop,theMyford VMC mill.(JL)
IMElathes were madebyTheIdealMachine Tool and Engineering Company ofKingsland Road, LondonE8. Cherry’sisone ofthe Model 100 Series. (JL)
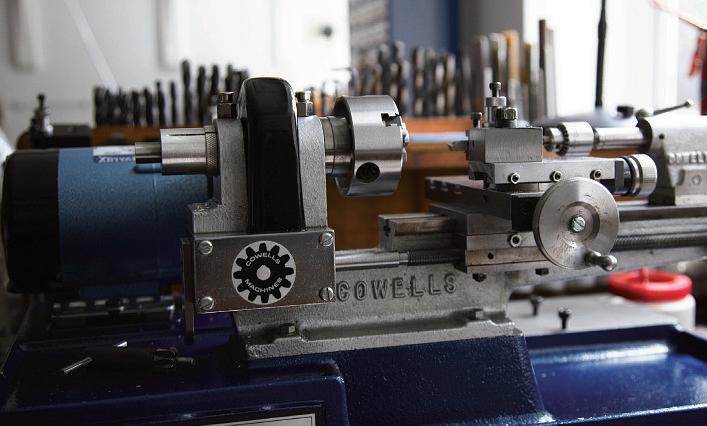
Cherry’sother lathe forsmall work is aCowells90of1.75in. centreheight, amodel which is still in production.(JL)
Cherry’sother lathe forsmall work is aCowells90of1.75in. centreheight, amodel which is still in production.(JL)
shop is still occupied by the Pittler lathe, photos 8, 9 and 10 but this is augmentedbythe latest in asuccession of Myfords, this being the Connoisseur version, photos 11 and 12.The largest
millingmachine in the workshopisa Myford VMC, photo 13 which is capable of dealing with the heaviest work thatCherry is likely to undertake. An additiontothe VMC is an inverter drive
The“RawMaterialStore” is well stocked andeasily accessible.(JL)
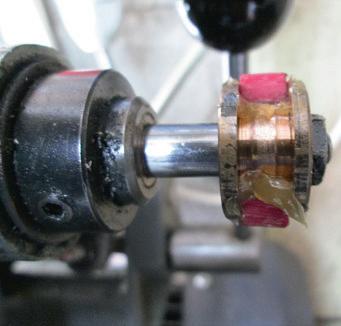
Asimplebuffing andpolishingspindle is avital tool whenimparting thehigh finish whichCherry achieves. (JL)
Some items ofthe rear cultivator drive ofthe1863 Blackburnengine, showing howsome ofthe chain components are developed.(JL)
The small sizeofCherry’smodels requires the manufactureofa significantnumber ofspecialtools, manyofthem being specialspannerssuch as this, each being hardened.(JL)
TheUniversalPillarToolto theGeorge Thomasdesign –one ofthefirst made.(CH)
which allows control of motor speed, aparticularly welcome feature, says Cherry,asthis obviates the need for frequent changes of drivebeltposition –not the easiest of exercises on this tall machine. Alongside the VMC is a bench mounted Centec 2A horizontal vertical miller which Cherry says that she finds particularly useful because, in some circumstances, the horizontal arbor can be used with the verticalhead still in place. This proved to be the case recently when cutting the teeth on some lengths of rack forthe Blackburn 18 3 engine.The Centec, though, does have one annoying habit –thatofleaking oil from the vertical head when notinuse –hencethe plastic ‘drip container’ seen in photo 5. An addition to the Centec which has proveduseful is the fitting of dial gauges to indicate movement on the X and Zaxes, photos 14, 15 and 16.
ThePillarTool isfullyequipped with the accessories describedby GHT.(CH)
TheUPT setupin‘light’staking mode i.e. with the ‘anvil’ setinthe arm, rather than in thebase. (For heavier riveting and staking, aset-up similarto thatshown in photo 28 is used.)(CH)
Sitting opposite the Centec is another bit of history,asimple sensitive drill, photo 17 which wasacompanion of the Pittler lathe in the original workshop. The drillingmachine is still in use, butthe heavier work is nowhandled by some moremodern companions,aStartrite Mercury Mk II, aMeddings and asmall Toyo,the latter twobeing in the other
Cherry hasproduced asimplerversion of thetop arm foruse with the toolsshown in photo 29.(CH)
room, as can be seen in photos 6 and 7. The Meddings is bestsuited to drilling smaller holes due to its high speed.
An additional millingmachine has morerecently been installed, this being the WabecoF1210E which can be seen on theextremerighthand edge of photo 5.This is equipped with digital scales onall three axes, whichhave currently still to be setuptoCherry’s satisfaction.
Thetools ofvarious diametersare located directly in theadapters which areplugged into thespecialtop arm. (CH)
As has been mentioned, the second room of the workshop complexis thefocusfor benchwork,although it doeshouse somesmaller machines such as the Toyo and Meddings drills already described and acoupleofsmall lathes. These area2in. centreheight IME instrument lathe, photos 18 and 19 and a1 in. centreheight Cowells machine, photo 20 both being used for smaller components. Asimple buffing and polishing spindle made by simply mounting achuck and ahub forthe mop to awell-known makeofreversible electric motor is one of the tools used to bring components to ahigh standard of finish, photo 21
With work benches setata convenient height and plenty of natural light from a large window, this workshop is the ideal setting forthe fine fitting work required on Cherry’smodels. While we were there we had the opportunitytosee (and handle!) some of the components of the
The range ofhome-madedividingplates availableforuse on thedividing head.(CH)
Thedividing head on the Centec equipped with one ofthedividingplates madebyCherry.(CH)
Thegashing of aworm wheel nears completion. (CH)
Machining aworm gear on theIME 100 lathe. (CH)
Aslenderworm shafrequires carefully sharpened tools and fine cuts! (CH)
The Centec ‘A’milling machine setupfor gashing aworm wheel. (CH)
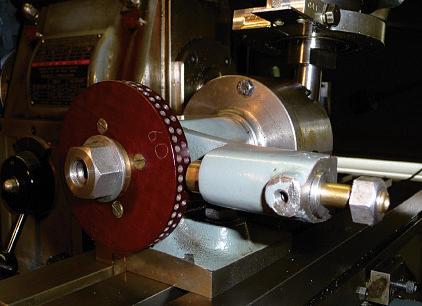
The Pittler lathe and overheaddriveset up forlapping aworm geartoits worm wheel. (CH)
Lapping in progress –alwaysremember to protect the lathe bed! (CH)
Slotting the worm wheel keyway on the Myford. The boreis9/32in. diameter and thekeywayis.024in.wide. (CH)
drivetrain to the cultivator section of the Blackburnengine. The two-stage sprocket and entails the manufactureof avery large number of components, just
and wheel nearing completion. (CH)
with a20p coin emphasizesthequality ofthe workmanship.(CH)
aselection of which is seen in photo 22, while afew of the specially madetools involved areshown in photo 23.
With the very restricted space available on models of this scale, Cherry has found thatpurpose-made spanners areessential andnow has alarge selection of the type seen in photo 24, all of which arehardened fordurability.
As would be expected of Cherry, anyhome-built pieceofworkshop equipmentwould be to the same high standardasany other pieceof her work. Typical is anicePillarTool to the George Thomas design, photo 25 which is fully equipped fortappingand riveting, photos 26 and 27 with some additional items of Cherry’sown design to increase its versatility, photos 28 and
29.GeorgeThomas visited Cherry soon afer the completionofthe illar Tool, commenting thatitwas the first he had seen following the constructional series published in Model Engineer
Although therewerenomajor machining operations in progress at the time we visited, Cherryhas supplied some photos of her own, taken at the various stages of machining aworm gear and wheel pair forthe newmodel, photos 30 to 40.The photos of the internal gear and the associated tooling, photos 41 and 42 also illustratethe amount of effort which goesinto ensuring thateach component is not onlycorrect in appearance, but fully functional. On occasions, however, alldoes notgoaccording to plan and,
Theworm
Thecomparison
More gear cutting, butthistimetheinternalgear whichcan beseen on theinnerperipheryofthedruminphoto2.(CH)
The tools used to cut theinternalgearseen in photo41with the ‘tools’ usedtomake thetools. (CH)
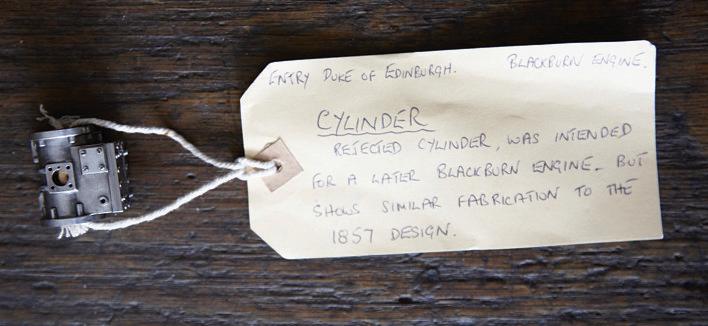
Therejectedcylinderfabrication, ofwhichthelowercylinder coverstudbosses were just too long, wasusedas‘supporting evidence’whenthe1857 Blackburn enginewasentered forthe‘DukeofEdinburghTrophy’competition,whichitwon. (JL)
The excellent detail and fine finish on the motion work ofthe Gilletts and Allet engine, which also wonthe Dukeof Edinburgh Trophy, in 2004, afer having wonaGold Medal and the Bradbury WinterMemorialTrophyin2003.(GS)
despite allthe careful calculation and detail drawing, finished components do notalwayscome up to the high standardwhich Cherry sets. She has no hesitation in rejecting acomponent if she is notsatisfied so,despite many hoursofwork, acylinderfabrication, photo 43 wasdiscarded because the bosses forone setofcylindercover studs appeared to be too long. It did have ause however, because its similarity to the component on the 1857 engine made it useful “supporting evidence” fora competition entry It will be alittle while yetbeforethe components of the later 1863 Robert Blackburn engine will be ready for painting and final assembly,soIinclude aphoto, photo 44 of the motion work of the Gilletts and AllatenginewhichI took on an earlier visit. Thisclearly illustrates the high standardoffinish and detail thatCherry is able to achieve It wasagreat pleasureand privilege to be abletovisit this charming and talented ladyand to admire her workshop and the work which emanates from it. The lesson to be learned is thatitisnot necessary to owna facility packed with hugely expensiveand complex state-of–theart machinerytobeable to producetop class work. Over the years, descriptions of manyaward-winning models have made referencetothe modestly equipped workshops in which theyhave been produced. The same still applies today. We look forwardtoseeing the next masterpiecefromCherry.