MSc. Rafael Villarroel, Gerente de Planificación yControl Estratégico de CVG Ferrominera Orinoco,C.A.
I+D+i
“Evaluacióndelosnivelesdetransformacióndefasesalcanzadasylaspropiedades físicas obtenidas en la Magnesia calcinada (MgO), a partir del mineral de Magnesita (MgCO3)provenientedelEstadoNuevaEsparta”
“Diseño de un Sistema de Indicadores de Confiabilidad utilizando el Método de MínimosCuadrados”.
MSc. Rafael Villarroel, Gerente de Planificación y Control Estratégico de CVG Ferrominera Orinoco, C.A.
“LaI+D+iesunpilarfundamentalparademostrar el compromiso de la empresa con la excelencia operativa y la innovación, mejorando su imagen y atractivo para inversionistas, socios y talento humano”. 4
Noticias del Mercado Siderúrgico Internacional. 10
Perspectivas de Mercado del Mineral de Hierro.
I+D+i
Ing. Silva Abarca, Martín Alejandro “Evaluacióndelosnivelesdetransformaciónde fases alcanzadas y las propiedades físicas obtenidas en la Magnesia calcinada (MgO), a partir del mineral de Magnesita (MgCO3) provenientedelEstadoNuevaEsparta”
Ing. Argénis José Rodríguez Amaíz
“Diseño de un Sistema de Indicadores de Confiabilidad utilizando el Método de Mínimos Cuadrados”.
Breves Noticias de Ciencia y Tecnología. 46 Eventos. 48 Efemérides.
Mercado, Ciencia y Tecnología Mercado, Ciencia y Tecnología Mercado, y
Ferrosiderúrgico Ferrosiderúrgico Mundo Mundo
EDITORIAL EDITORIAL EDITORIAL
Apreciados lectores, CVG Ferrominera Orinoco, C.A., a través del Centro de Investigación y Gestión del Conocimiento les hace llegar la edición Nº 49 de la Revista Mundo Ferrosiderúrgico; donde se exponen temas relacionados a la investigación, desarrollo tecnológico e innovación, de los sectores del hierro y acero,contribuyendoalatransformaciónyafianzamiento de las potencialidades en la industria metalúrgica nacional.
Con el objetivo de brindar información destacada y de interés, se evxibe en la sección Entrevista con Propósito al MSc. Rafael Villarroel, quien a través de su experiencia y respetada trayectoria nos brinda la oportunidad de conocer aspectos de su vida profesional; realizó estudios de especialización y maestría, ambos en Gerencia mención Operaciones y Producción. Actualmente se desempeña como Gerente de Planificación y Control Estratégico en CVG Ferrominera Orinoco, C.A., destacando la importante labor como asistente y asesor técnico en distintas áreas de esta organización.
En las Noticias del Mercado Siderúrgico Internacional se muestra como primera noticia del portal web Report Acero el aumento del 2.6 % en el mes de junio del año 2024, según la cotización referencial de la chatarra HMS 1 & 2 (80:20) en Turquía a 390 USD/TM CFR y de la Bigmint Consulting India estimulará el enriquecimiento demineraldehierroparasatisfacerlasnecesidadesdelos fabricantesdeacero.
El análisis elaborado por el Lcdo. Luis Quiroz Consultor de Proyectos Gerencia General de Ingeniería y Proyectos de CVG Ferrominera Orinoco, C.A., en la Sección Perspectivas de Mercado, se expone el comportamiento enelpreciointernacionaldelmineraldehierroduranteel primersemestredelaño2024yagregaademásdostemas relacionadosa:lasexportacionesmundialesdemineralde hierro crecieron un 5 % interanual en el primer semestre delaño2024ylaproducciónmundialdeaceroduranteel periodo enero– mayo 2024 alcanzó los 793,2 millonesde toneladasdeacuerdoalaAsociaciónMundialdelAcero. En la sección I+D+i, se visualiza el primer artículo, desarrollado por el Ingeniero Metalúrgico Silva Abarca,
Martín Alejandro egresado de la Universidad Experimental Politécnica Antonio José de Sucre (UNEXPO), con el tema titulado: Evaluación de los niveles de transformación de fases alcanzadas y las propiedades físicas obtenidas en la magnesia calcinada (MgO), a partir del mineral de magnesita (MgCO3), proveniente del Estado Nueva Esparta, a través de este trabajo se logro determinar las características del mineral bajo criterios y equipos necesarios, obteniendo en las distintas fases: la granulometría, porcentaje de absorción deagua,densidaddegranosasí como,laincidenciadela temperatura sobre este mineral, exponiendo ademas recomendaciones para beneficiar de manera más optima elprocesodelamagnesita.
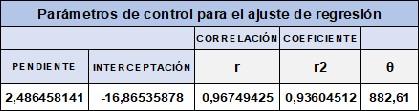
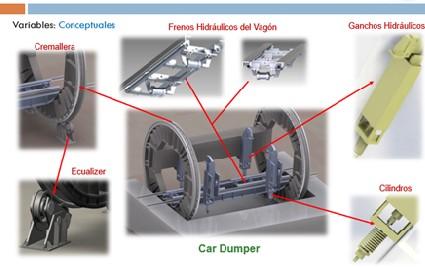
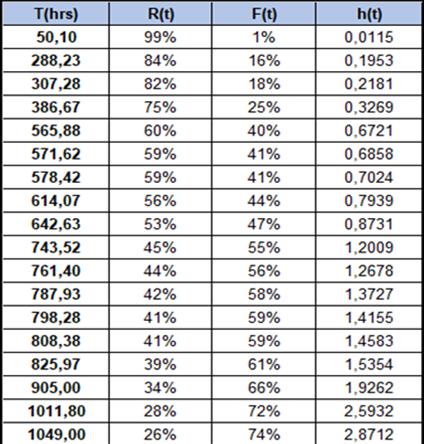
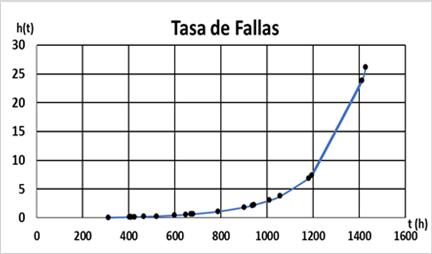
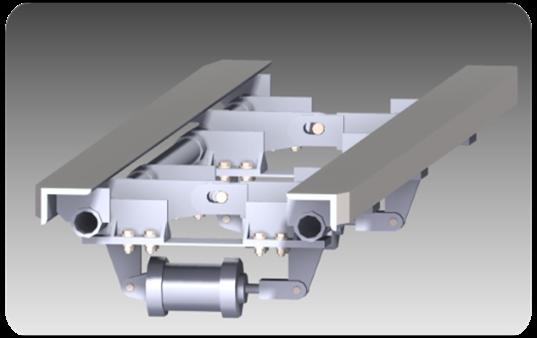
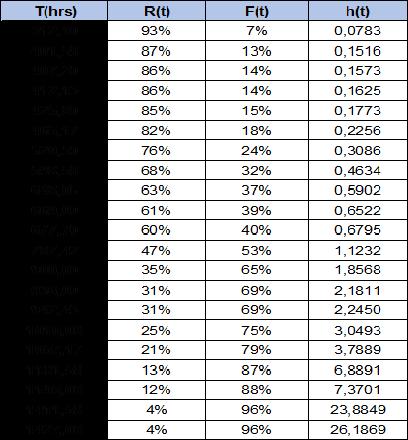
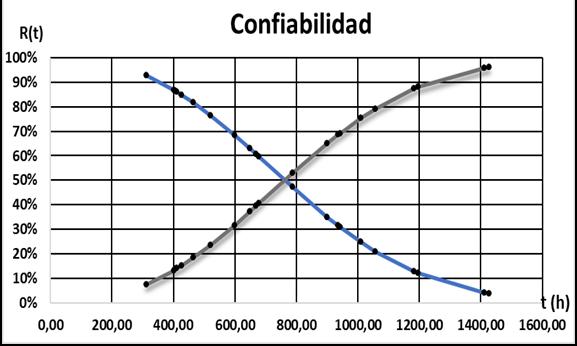
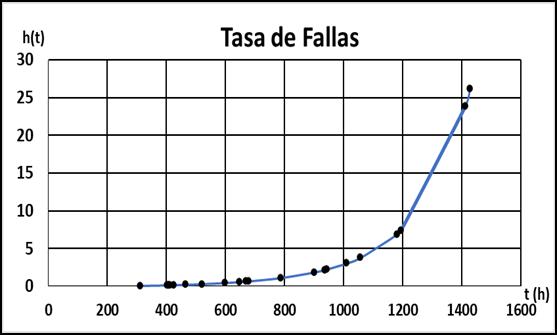
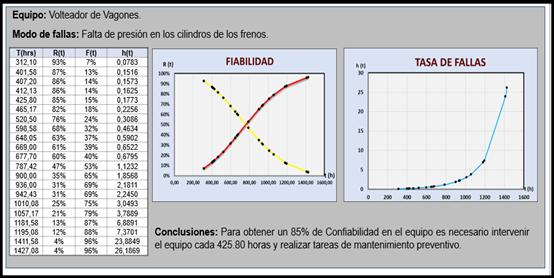
En el segundo artículo, se pueden apreciar los resultados obtenidos por el Ingeniero Rodríguez Amaíz, Argenis José Especialista en Gerencia de Mantenimiento de la Universidad Experimental Politécnica Antonio José de Sucre (UNEXPO), quien elaboró el trabajo titulado; Diseño de un sistema de indicadores de confiabilidad utilizando el Método de Mínimos Cuadrados, inicialmente aplicó el método para el cálculo de los parámetros de forma y escala de la distribución de Weibull; para posteriormente elaborar el Análisis de Modo de Falla y sus Efectos (FMEA) y de ese mismo modo construir la matriz de cálculo del Tiempo de Falla, representando gráficamente el comportamiento de la vida útil de un equipo de área industrial denominado,“Volteador de Vagones” encontrando indicadoresimportantesparasumantenimiento.
La Gerencia Centro de Investigación y Gestión del Conocimiento, agradece a todos los investigadores que comparten sus investigaciones para nutrir nuestras ediciones, gracias a ellos, es posible llevarles a ustedes información actualizada y relevante en materia ferrosiderúrgica.
ENTREVISTA CON PROPÓSITO
“La I+D+i es un pilar fundamental para demostrar el compromiso de la empresa con la excelencia operativa y la innovación,mejorando su imagen y atractivoparainversionistas,sociosytalentohumano”.
REVISTA
MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
MSc.
Rafael
MSc. Rafael Villarroel
Villarroel, Gerente de Planificación y Control Estratégico , Gerente de Planificación y Control Estratégico
MSc.Rafael Villarroel
GerentedePlanificaciónyControlEstratégico
CVGFerromineraOrinoco,C.A.
ElIngenierodeSistemasRafaelA.VillarroelZ,tieneuna especialización y maestría en Gerencia de Operaciones y Producción de la Universidad Nacional Experimental de Guayana (UNEG), siendo sus trabajos de grado el “Análisis de las paradas frecuentes no programadas que afectan la disponibilidad de la Planta de Pellas de CVG FerromineraOrinoco,C.A.”, y “ModelodePlanificación de Operaciones bajo incertidumbre en Planta de Procesamiento de Mineral de Hierro”, respectivamente. Se ha desempeñado como profesor y asesor de diferentes trabajos de grado de distintas instituciones educativas, siendo autor y coautor intelectual de varias investigaciones en diferentes especialidades (Industrial, Mecánica, Metalúrgica, Informática y Sistemas). Durante 33 años de trayectoria en la estatal minera CVG Ferrominera Orinoco, C.A., ha llevado varios proyectos e ideas que se han materializado a través de trabajos de investigación de tesistas universitarios y mediante la participaciónenequiposmultidisciplinarios.
Desde sus inicios en los años 90 ha participado activamente en el desarrollo y gestión del procesamiento de datos masivos donde se puede mencionar el desarrollo e implementación de diferentes rutinas para: generación de datos encriptados (Codificación-Decodificación), reducir el tiempo de mantenimiento de la base de datos, validar la autentificación del usuario para solicitar restablecimiento de clave de acceso a los Sistemas CorporativosdeCVGFerromineraOrinoco,enviarcorreo con el motivo de felicitaciones al trabajador cuando esté de aniversario laboral. Igualmente en el desarrollo de diferentes sistemas como el Sistema Integral de Operaciones – Control deCalidad (SIOCCA), Sistema de
Administración y Seguridad Informática (SASIN), con versionesactualizadas,entreotras.
Otra de sus múltiples facetas es el deporte destacándose en las disciplinas de Beisbol y Softbol donde se desempeñó como Presidente de Liga “Pequeñas Ligas de Guayana” en el período 2009-2010, siendo Campeón Nacional en la Categorías Infantil y Juvenil; asistiendo como Delegado de selección de Venezuela en los juegos Latinoamericanos celebrados en Guatemala y Panamá, obteniendoeltercerysegundolugarrespectivamente.
A lo largo de su trayectoria laboral, ¿cuál ha sido el proyecto más importante que ha tenido bajo su coordinación?
Desde mis inicios en CVG Ferrominera en la década de los 90, he colaborado en la definición de actividades y ejecutado el Plan de Contingencia de los Sistemas de Información bajo elAmbiente Mainframe para garantizar la continuidad de los servicios informáticos. Con la llegada a Ferrominera de la tecnología de desarrollo de aplicaciones bajo el ambiente Cliente–Servidor en el año 2007, conté con la responsabilidad de coordinar, migrar, diseñar y elaborar los perfiles de usuarios que se tenían bajo en ambiente Mainframe a la plataforma SAP con la creación de roles y perfiles en función de las descripciones de cargo de cada unidad organizativa de la empresa, considerando las diferentes vistas que proporciona los módulos del sistema SAP, abarcando todoslosprocesosdelacadenaproductivadeFerrominera y las áreas de soporte y apoyo. Las actividades realizadas son usadas en diferentes plataformas estandarizadas para garantizar la integridad, confiabilidad y confidencialidad delainformación.
En los diferentes cargos como asistente y asesor técnico del área de Procesamiento de Mineral de Hierro (PMH) y apoyando a las decisiones estratégicas de la Gerencia General de Operaciones Puerto Ordaz, he realizado investigaciones con estudiantes universitarios en PMH sobre: Determinación de los Tiempos de Ciclos y Demoras que Ocurren en los Despachos de Mineral de Hierro; CostosdeoperacióndelaLíneadeProduccióny Despacho; Identificación y Evaluación de los Riesgos
ENTREVISTA CON PROPÓSITO
“La I+D+i es un pilar fundamental para demostrar el compromiso de la empresa con la excelencia operativa y la innovación, mejorando su imagen y atractivoparainversionistas,sociosytalentohumano”.
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
MSc. Rafael Villarroel MSc. Rafael Villarroel, Gerente
Gerente
de
existentes en los Equipos del Proceso Productivo en las Áreas de Cernido Natural (Panel 10) y Apilamiento de AcuerdoalaNormaISO31000:2018;AnálisisdeEfectos y Modos de Fallas de los Trituradores del Sector Terciario; Identificación y Análisis de Partes y Piezas paralaAplicacióndelProgramadeSustituciónSelectiva deImportación(PSSI).
Actualmente como Gerente de Planificación y Control Estratégico apoyo a la alta dirección, los procesos claves y de soporte, a la transformación y adecuación de los objetivos de gestión en cada una de las unidades involucradas bajo el enfoque de Gestión de Riesgo y Oportunidades, con la colaboración de un grupo de pasantesdeIngenieríaIndustrial.
Desde su punto de vista, ¿cómo se pueden mejorar los sistemas de producción de CVG Ferrominera Orinoco, C.A.?
Todo sistema productivo es mejorable y adaptable con el tiempo,enconcordanciaconlosavancestecnológicos.En Ferrominera se puede mejorar y optimizar el diagrama de flujo de proceso desde la extracción hasta el beneficiamiento, identificando cuellos de botella e ineficiencias. Esto puede incluir el uso de sistemas avanzados de control de procesos y análisis de datos, implementando tecnologías y equipos avanzados como sistemas de clasificación automatizados, rodillos de molienda de alta presión (HPGR) y separadores magnéticos mejorados para aumentar la eficiencia de los procesos, incluso se debe gestionar eficientemente los recursos para un mantenimiento proactivo y comprometidodelosempleados.
En CVG Ferrominera puede mejorar significativamente la eficiencia de sus sistemas de producción de mineral de hierro para lograr una minería sostenible a largo plazo, equilibrando la explotación del mineral de hierro como recurso con la protección del medio ambiente y el bienestardelascomunidades.
Planificación
y Control Estratégico ,
de Planificación y Control Estratégico
MSc. Rafael Villarroel en la Sala Control Central de PMH en CVGFerromineraOrinoco,C.A.
¿Qué opina usted sobre; el área de Investigación, Desarrollo e innovación (I+D+i) en CVG Ferrominera Orinoco,C.A.?
Es un área de suma importancia que impulsa y promueve la investigación, el desarrollo de ideas e innovación de nuevosmétodosdetrabajoparamejorarcualquierproceso de la empresa a través de las iniciativas y conocimientos de lostrabajadoresquehanadquirido en eltranscurrirdel tiempo;registrosdeloscambiosytendenciastecnológicas enmateriademinasdemineraldehierroysusderivados.
En tal sentido, la investigación, desarrollo e innovación (I+D+i) desempeña un papel crucial en el éxito y sostenibilidaddeunaempresa demineraldehierro.Entre algunasdelasconsideracionesclaves,setienen:optimizar procesos de extracción, transporte y tratamiento del mineral;innovacióntecnológicaqueayudaaminimizarel impactoambientaldelasoperacionesmineras,atravésde técnicas más limpias y sustentables; investigaciones geológicas para identificar nuevos yacimientos y ampliar las reservas de mineral a largo plazo, asegurando la continuidaddelnegocio.
La I+D+i es un pilar fundamental para demostrar el compromiso de la empresa conlaexcelencia operativa, la innovación, mejorando su imagen y atractivo para inversionistas,sociosytalentohumano.
ENTREVISTA CON PROPÓSITO
“La I+D+i es un pilar fundamental para demostrar el compromiso de la empresa con la excelencia operativa y la innovación, mejorando su imagen y atractivoparainversionistas,sociosytalentohumano”.
REVISTA
MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
MSc. Rafael Villarroel
MSc.
Rafael Villarroel, Gerente de Planificación y Control Estratégico , Gerente de Planificación y Control Estratégico
De acuerdo a su perspectiva, ¿hacia donde deberían enfocarse las empresas tuteladas, en cuanto a la Investigación,Desarrolloeinnovación?
Deberían enfocarse en las áreas como seguridad minera, recuperación de mineral grueso, modularidad y sostenibilidad, eficiencia del agua y protección de los recursos hídricos, entre otros. La industria minera está cambiando, las soluciones modulares y reubicables pueden ayudar a enfrentar desafíos, para maximizar la eficiencia reduciendo el impacto ambiental. Las plantas industriales debenserdiseñadaspensandoenla seguridad y el mantenimiento, ofreciendo la máxima productividad. Igualmente, la eliminación eficaz de contaminantes como la sílice y la alúmina en el procesamiento del mineral es crucial para aumentar la ley del mineral de hierro, mejorando la eficiencia en el proceso de producción de acero,lastecnologíasdeseparaciónporgravedadylavado primariopuedenayudaralograresto.
Estas áreas de investigación, desarrollo e innovación permitiránalas empresasmaximizarla eficiencia,reducir loscostosyminimizarelimpactoambiental.
¿Cuáles son los desafíos y metas para el año 2024, como actual Gerente de Planificación y Control Estratégico?
ComoGerentedePlanificaciónyControlEstratégicopara esteaño2024,setienencompromisosyresponsabilidades con la organización en la elaboración de planes de acción concretos y medibles alineando cada estrategia de la cadena de suministro con la empresa para garantizar el éxito; anticipar y adaptarse a los cambios en el entorno global, como las condiciones económicas, avances tecnológicosyfactoressocioculturales.
Comunicarclaramentelaestrategiaatodala organización para asegurarquetodos conozcan susresponsabilidades y cómo medir el éxito del plan comprometiendo al equipo conlaejecucióndelmismo.
El mayor desafío es lograr un Plan Estratégico para el periodo 2025-2030 que rompa con los esquemas de los últimos 10 años donde cada trabajador y trabajadora se
sienta inmerso con su aporte para el bienestar de todos y lograrlaCertificacióndelaNormaISO9001:2015.
Entre las principales metas están anticipar cambios en la oferta y demanda; diseñar estrategias para aprovechar oportunidades del mercado y las capacidades de la organización; prevenir errores, disminuir riesgos, proyectar tendencias competitivas y tecnológicas; identificar las áreas prioritarias de inversión de recursos financieros, humanos y tecnológicos para maximizar el impacto; trazar un mapa de procesos con indicadores clavesderendimiento,entreotras.
Finalmenteundesafíoymetaeslogrardarrespuestaalas observaciones por la SUNAI (Superintendencia Nacional de Auditoría Interna) a la auditoría realizada en el año 2023.
Como Gerente de Planificación y Control Estratégico, explique ¿cómo Ud. garantiza que la planificación estratégica esté alineada con las metas y objetivos dela nación?
Se ha de garantizar con el uso y aplicación de las pautas establecidas en el Tercer Plan Socialista de Desarrollo Económico y Social de la Nación 2019-2025 (Plan de la Patria)yelCuartodelas7líneasdeTransformación2025 -2030,conociendoloslineamientosdelejecutivonacional donde CVG Ferrominera Orinoco, C.A., se propone cumplir a corto, mediano y largo plazo con los compromisosdelsectorhierroyacerodelanación.Porlo cual se utilizan las siguientes herramientas: análisis de fortalezas, oportunidades, debilidades y amenazas (FODA) de todas las unidades de la empresa en el contexto de las prioridades nacionales; mapas mentales para contribuir a las metas de desarrollo del país, fomentando una visión holística de la alineación; análisis de lo político, económico, social, y tecnológico (PEST) que permita evaluar el entorno externo con mayor profundidad que surgen de factores macroeconómicos; análisis de la cadena de valor que nos conduce a estrategias más detalladas para mejorar las capacidades internas.
ENTREVISTA CON PROPÓSITO
“La I+D+i es un pilar fundamental para demostrar el compromiso de la empresa con la excelencia operativa y la innovación, mejorando su imagen y atractivoparainversionistas,sociosytalentohumano”.
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
Rafael Villarroel MSc.
MSc.
Rafael Villarroel, Gerente de Planificación y Control Estratégico , Gerente de Planificación y Control Estratégico
Integrando todas estas herramientas; proporcionan una evaluación completa de la posición estratégica de la empresa que conduce a la formulación de estrategias más efectiva y plenamente incorporadas con las prioridades y metasdedesarrollodelpaís.
Actualmente la empresa se encuentra implementando un Plan de Adecuación para recuperar la certificación conla NormaISO 9001:2015. ¿Cuál es sucompromiso conesteproceso?
Como Gerente de Planificación y Control Estratégico se tieneelcompromisodeaplicaraccionesquepermitenala empresa demostrar su compromiso con la norma ISO 9001:2015 y asegurar una gestión de la calidad eficaz y conformeconlosrequisitosdelestándar.
Enfrenta desafíos como: identificar y evaluar los riesgos claves que puedan afectar el logro de los objetivos del Sistema de Gestión de Calidad (SGC); implementar acciones para abordar los riesgos y oportunidades identificados y evaluar la eficacia de estas acciones; promoverunaculturaorganizacionalquevalorelagestión de riesgos como parte integral del SGC; asegurar que el personal cuente con las competencias y recursos necesariosparalaidentificaciónygestiónderiesgos.
Considerandolosriesgosyoportunidades sedeberealizar el seguimiento y la medición de los procesos y los productos/serviciosresultantesrespectoalaspolíticas,los objetivosylosrequisitoseinformarsobrelosresultadosy tomaraccionespara mejorarcontinuamenteel desempeño delSGC.
Es necesario la participación activa y la asignación delos recursos requeridos de la alta dirección, comunicar la importancia de estos enfoques a toda la organización y asegurar que sean comprendidos y aplicados por el personal, promover una cultura de mejora continua y aprendizaje organizacional a través del ciclo Planificar, Hacer,VerificaryActuar(CicloPHVA).
Gestionar el cambio cultural necesario para pasar de un enfoque de cumplimiento a una mejora continua basado en riesgos. Esto demanda liderazgo y comunicación efectiva, por lo cual, se elaboró un procedimiento de Gestión de Riesgos y Oportunidades (955-P-01) que fue publicado el 08/07/2024 en la Intranet de CVG Ferrominera para la divulgación a todo el personal de la estatalminerayenespecialparalosdueñosdeprocesos.
¿Qué valores cree usted, se deben recuperar para impulsarelsentidodepertenenciaenlostrabajadores?
Dentrodelosvaloresclavesquedebemosrecuperarestán: Respeto y Dignidad, para que los trabajadores se sientan respetados, valorados, tratados con dignidad por parte de suslíderesycompañeros.Estoincluyeescucharsusideas, tomar en cuenta sus opiniones, reconocer sus esfuerzos y logros. Confianza y Transparencia, lo cual es esencial, para que los trabajadores sean honestos y abiertos sin temor arepresalias, dondeloslíderes debencomunicarde manera clara y oportuna sobre la situación de la empresa, planes futuros y expectativas. Compromiso y Pasión, donde se inspire a los trabajadores a que se sientan conectados con el propósito de la organización y tiendan a involucrarse más, siendo participes del crecimiento personal mediante capacitaciones, mentorías, proyectos desafiantes y planes de carrera. Reconocimiento y Recompensa, dondesepremieloslogros ycontribuciones delostrabajadoresdemaneraoportunaysincera,paraque sientan que su trabajo es valorado y que son importantes para la empresa. Esto puede ser a través de elogios públicos,promocionesuotrosbeneficios.
En consecuencia, recuperar valores como respeto, confianza, compromiso, desarrollo, colaboración y reconocimiento puede ser muy efectivo para impulsar el sentido de pertenencia en los trabajadores. Esto a su vez se traduce en mayor motivación, productividad y retención de talento. Los líderes deben predicar con el ejemplo, comunicarse con transparencia, reconocer los logros, esto sienta las bases para una cultura organizacionalsaludableydealtorendimiento.
ENTREVISTA CON PROPÓSITO
“La I+D+i es un pilar fundamental para demostrar el compromiso de la empresa con la excelencia operativa y la innovación, mejorando su imagen y atractivoparainversionistas,sociosytalentohumano”.
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
MSc. Rafael Villarroel
,
MSc. Rafael Villarroel, Gerente
Gerente de Planificación y Control Estratégico
de Planificación y Control Estratégico
¿Cómo ha sido su experiencia como facilitador interno enlaempresa?
Como Instructor Interno de CVG Ferrominera Orinoco, C.A.,sonmuchaslasexperienciasquehetenidoalolargo del tiempo y basándome en los conocimientos adquiridos durante los 33 años de servicios que me han permitido llevaroconducirlostalleresdeunamaneramuynaturaly llegarlealaaudiencialaaplicabilidaddelateoríaencada espaciodecadaunidadorganizativadelaempresa.
La clave ha sido formarme continuamente en técnicas de facilitación, gestión de grupos, comunicación empática, entre otros para poder brindar un acompañamientoseguro yefectivo.
De acuerdo a sus vivencias en el desarrollo del Sector Industrial, ¿qué mensaje enviaría a los nuevos talentos deCVGFERROMINERA?
Las nuevas generaciones en el sector industrial deben familiarizarse con las últimas tendencias tecnológicas del sectorindustrial(nuevosprocesos,equiposmáseficientes, entre otros), participar en proyectos de investigación del sectorindustrial,comprenderlaimportanciaestratégicade laindustriasiderúrgicaparaeldesarrolloeconómicodela nación, aprovechar el potencial de los yacimientos de mineral de hierro que se tienen como reservas para las siguientesgeneraciones.
¿Qué recomendación le daría a los trabajadores para mejorar la motivación, sus habilidades y elevar la calidaddevidaanivel desaludyesparcimiento?
Los trabajadores tienen que buscar constantemente oportunidades de desarrollo profesional dentro de CVG Ferrominera, capacitación, programas de mentoría o participación en proyectos desafiantes que le permitan adquirir nuevas competencias. Esto no sólo mejorará sus habilidades sino que también incrementará su motivación para establecer metas claras y alcanzables en su área de trabajo.
Mantener una salud física y mental, hacer ejercicio regularmente, llevar una alimentación saludable, dormir lashorasnecesarias,dedicartiempoenactividadesdeocio y esparcimiento, tener un estilo de vida equilibrado; le ayudaráagestionarmejorel estrés,mejorarensu entorno familiar y rendir más en el trabajo. Pasar tiempo con familiares,amigosycultivarinteresespersonalesfueradel ámbitolaboral,paraunbienestarcomplementario.
Invertir en su desarrollo profesional, cuidar su salud, buscar balance y comunicarse efectivamente son algunas de las claves para mantener la motivación alta, mejorar sushabilidadesydisfrutardeunamejorcalidaddevida.
MSc. Rafael Villarroel en el volteador de vagones de CVG FerromineraOrinoco,C.A.
MSc. RafaelVillarroelenelpatio de equipospesados de CVG FerromineraOrinoco, C.A.
Noticias del Mercado Siderúrgico Internacional
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 |
DE LA CHATARRA HMS 1 & 2 (80:20) EN TURQUÍAA390USD/TMCFR
Los precios mundiales de la chatarra ferrosa HMS 1 & 2 (80:20) se estabilizaron a principios del mes de julio del año 2024 y no se espera un aumento significativo de los precios en las próximas semanas. Es importante aclarar queHMSserefiereaHeavyMeltingSteel,dondeelTipo 1nocontieneacerogalvanizadomientrasqueelTipo2sí. ProporciónentreTipo1&2es(80:20).
Los precios de la chatarra ferrosa durante la primera semana del mes de julio del año 2024 aumentaron ligeramente en la mayoría de las regiones o se mantuvieronestables.
LospreciosdelachatarraHMS1&2(80:20)enTurquía aumentaronun2.6%enelmesdejunioyseestabilizaron en 390 USD/TM CFR a principios del mes de julio del año2024.Hayligerasfluctuacionesdentrodelos2USD/ TM, lo que se explica por la falta de demanda de los fabricantes de acero. Los productores de acero han cubierto sus necesidades inmediatas de materias primas para julio y han adoptado una actitud de espera, aunque lospedidosdeagostosoncasiinexistentes.
Las acerías locales están intentando presionar a los proveedores, citando la debilidad de los mercados del acero yde la chatarra,peroestos últimos destacanque es
poco probable que los precios de la chatarra bajen en el futurocercanodebidoaladificultaddeconseguirmateria prima. Además, los productores de acero se enfrentan a unos costos de producción elevados, en particular debido a los altos precios de la energía y no ven perspectivas positivasparaelmercadodelaceroenelentornoactual.
Se espera que las siderúrgicas turcas entren pronto al mercado para comprar cargamentos en el mes de agosto. Aunquelasaceríasestántratandodeejercerpresiónsobre los precios, es probable que la demanda acumulada haga que los precios se estabilicen en 390 USD/TM o aumentenenunrangode10USD/TM.
EnAméricadelNorte,lospreciosdelachatarraHMS1& 2 (80:20) han aumentado un 0.6 % hasta los 364 USD/ TM desde principios del mes de julio. Igualmente, en el mes de junio, las cotizaciones de la materia prima en el mercadoaumentaronun2.3%.Almismotiempo,elnivel de precios actual es el más alto desde principios del mes deabril.
El mercado estadounidense de la chatarra siguió siendo débil en el mes dejulio. Apesar delas diferencias enlas expectativas, prevalecen los pronósticos negativos, impulsados por los menores precios internos del acero y la cancelación de entregas de productos de acero pedidos anteriormente.
Los participantes del mercado estadounidense esperan que los precios de la chatarra de alta calidad se mantengan estables en comparación con el mes de junio, mientrasquelosprecios delos grados con menor calidad caerándentrodelos20USD/TM.
El mercadoeuropeodelachatarra muestraunaevolución mixta. En Alemania, los precios de la chatarra han aumentado un 1,4 % desde principios del mes de julio, mientras que en Italia han caído un 5 % hasta los 360 €/ TMy380€/TMEx-Works.
ApesardeunligeroaumentodelospreciosenAlemania, el mercado local se mantiene en gran medida estable, debido a la demanda interna y de exportación sin cambios.
Imagen 1. Recepción y apilamiento de chatarra ferrosa en centrodeacopio.Fuente:ReportAcero
Noticias del Mercado Siderúrgico
Internacional
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO
Los volúmenes comerciales siguen siendo muy bajos, en particular la industria automovilística alemana que consume mucho menos acero debido a la reducción de la producción, lo que se refleja en una fuerte caída de la demanda de chatarra. Sin embargo, varios pedidos de exportación de Turquía se concretaron a precios ligeramentemásaltos.Estoimpulsóaalgunosfabricantes de aceros alemanes, que necesitaban materias primas antesdelaspróximasvacacionesdeveranoparavolveral mercado.
La mayoría de los participantes de este mercado no esperan cambios en los precios de la chatarra en Alemaniaenlaspróximassemanas,perosilademandade exportación continúa creciendo, es posible que se produzcaalgúnaumento.
En Italia, los precios de la chatarra cayeron principalmente debido a las bajas ventas deproductos planos y largos. Los fabricantes de acero están presionando a los proveedores de materia prima para que recuperen parte de sus ganancias. Al mismo tiempo, algunos de ellos están reduciendo la producción de acero para equilibrar la oferta y la demanda, lo que indica que las paradas de mantenimiento del mes de agosto de este añopodríanduraralmenostressemanas.Seesperaqueel tercer trimestre sea un desafío para el mercado de la chatarra debido a una desaceleración de la actividad de losusuariosfinales.
Los precios de la chatarra china han aumentado ligeramente desde principios del mes de julio, un 1.3 %, hasta los 377 USD/TM. Al mismo tiempo, en el mes de junio, la dinámica fue negativa, con una caída de los precios del 3.1 %. El aumento actual de los precios se debeaunareduccióndelaofertadebidoalascondiciones meteorológicasdesfavorablesparalarecogidadematerias primas y su entrega a las acerías. Esto ha provocado una escasez de chatarra en algunas regiones del país. Sin embargo,hayrumoresenelmercadodequelasaceríasen la provincia de Jiangsu, han recibido avisos de restricciones en el suministro eléctrico, lo que puede reducir su producción y la demanda de materias primas. Se espera que este acontecimiento frene un posible aumentodelospreciosacortoplazo.
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 |
INDIA ESTIMULARÁ EL ENRIQUECIMIENTO DE MINERAL DE HIERRO PARA SATISFACER LAS NECESIDADES DE LOS FABRICANTES DE ACERO.
Debido al crecimiento de las capacidades siderúrgicas, la disponibilidad de materias primas con un mayor contenidodehierrosiguesiendounaincógnita.
La India estimulará el enriquecimiento de mineral de hierro para satisfacer las necesidades de la industria siderúrgica ysutransiciónhacia una producción deacero respetuosa con el medio ambiente. Así lo informa BigMint.
Se espera que la producción de acero en el país alcance los 200-210 millones de toneladas para el año fiscal 2029/2030, lo que representa un 40-47 % más que en el añofiscal2023/2024.
Este rápido crecimiento conducirá a un fuerte aumento del consumo interno y de la producción de mineral de hierro.SegúnBigMint,laproduccióndemineraldehierro alcanzará aproximadamente 390 millones de toneladas para el año fiscal 2029/2030. Sin embargo, la disponibilidad de materias primas con un mayor contenidodehierrosiguesiendodesconocido.
En el año fiscal 2023/2024, el suministro de mineral de hierrodelaIndiaconuncontenidodesuperioral65%Fe disminuyó un 20 % interanual, hasta los 32 millones de toneladas. La oferta de mineral con un contenido del 6265 % Fe ha aumentado notablemente, pero sólo después de un período de fuerte disminución en los últimos años fiscales.
Por el contrario, en el país la producción de mineral de hierro, con un contenido de inferior al 58 % Fe aumentó de17,08millonesdetoneladasenelañofiscal2018/2019 acasi54millonesdetoneladasenelañofiscal2021/2022 y se ha mantenido aproximadamente en el mismo nivel desdeentonces.
Esto plantea serios desafíos; para la producción de tipos de acero de alta calidad, el desarrollo de la ruta de hierro dereduccióndirecta(HRD)yhornosdearcoeléctrico,así
A medida que crece la capacidad de HRD de la India, el rápido deterioro de la calidad del mineral de hierro nacional es un problema grave y el enriquecimiento es la necesidaddelmomentoparaelpaís.
Es probable que la capacidad de enriquecimiento de mineral de hierro en la India aumente a 143 millones de toneladas para el año fiscal 2024/2025 y a 170 millones de toneladas para el año fiscal 2029/2030 desde los 136 millones de toneladas actuales. La mayor parte de esta capacidadseencuentra enelestadodeOdisha(casiel35 %delacapacidadtotaldelpaís).
El gobierno de la India está desarrollando una política para enriquecer el mineral de hierro de bajo tenor, con el findeaumentarlaproduccióndeacerohaciendoelmejor usodelasmateriasprimaslocales.Segúnlosinformes,el ministeriopertinentefinalizaráprontoestetrabajo.
India aumentó la producción de mineral de hierro a un máximo histórico de 282 millones de toneladas en el año 2023, un aumento de casi el 14 % interanual. En particular, las empresas mineras aumentaron los volúmenes debido a la demanda estimulada por el aumento de la producción de acero en el país y el potencialdeexportaciónaumentó.
Fuente: BigMintConsulting
Imagen 2. Recuperador de mineral de hierro. Fuente: https:// www.bigmint.co/
Lcdo.LuisQuiroz
ConsultordeProyectos
Perspectivas de Mercado del Mineral de Hierro
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49| JULIO 2024
GerenciaGeneraldeIngenieríay Proyectos
COMPORTAMIENTO DEL PRECIO INTERNACIONAL EN EL MINERAL DE HIERRODURANTEELPRIMERSEMESTRE DELAÑO2024
Los precios del cargamento de mineral de hierro con un contenido de 62 % Fe subieron un 0,45 % a 110,5 USD/ TM para el 09 del mes de julio del año 2024, estabilizándose después de perder casi un 3 %, ya que los inversoressopesaronvariosfactoresdeofertaydemanda.
Gráfico 1. Período: 09/julio/2023 – 09/julio/2024 – Cotización del Mineral de Hierro 62% Fe Spot CFR Puerto Tianjin China (USD/ TM)Fuente:Bloomberg;S&P GlobalCommodityInsights(Platts).
Datos recientes mostraron que los inventarios de mineral de hierro en los puertos chinos alcanzaron un máximo de casi dos años, lo que indica una demanda más débil de las acerías para la producción de acero. La inflación al consumidor en China también aumentó menos de lo esperado en el mes de junio, mientras que la deflación de los productores se extendió por vigésimo primer mes consecutivoenlaúltimaseñaldedebilidaddelademanda. Por otra parte, a medida que disminuyeron las fuertes lluvias en el sur de China, mejoró la demanda de acero, Tangshan lanzó un plan deemisiones máximas de dióxido de carbono y la disminución de las ventas del mercado inmobiliarioseharalentizado.
Aun así, los inversores mantienen la esperanza de que Beijín introduzca nuevas medidas de estímulo en la Tercera Sesión Plenaria del Comité Central del Partido
Comunista Chino, ya que el país intenta lograr un crecimientodel5%esteaño.
Estos factores han provocado que continúen fluctuando al alza y que los precios del acero al contado hayan subido simultáneamente.
Además, el período pico de los envíos de las empresas mineras ha pasado, lo que alivia la presión sobre el suministrodemineral dehierroymejoralos fundamentos, lo que debería hacer subir los precios. Sin embargo, este aumento es una recuperación; la demanda de acero en China no ha mejorado significativamente. El aumento de los precios del mineral de hierro ha erosionado las gananciasdelacero,loquehallevadoalgunosaltoshornos ainiciarmantenimientosyreducirlaproducción.
Los inversores siguen evaluando las perspectivas de la demanda en China como de costumbre porque como se ha destacado en esta sección, este país es el mayor consumidormundialdemineraldehierro.
Imagen 1: Proceso de carga de mineral de hierro por medio de carga barcosparaexportación.Fuente:FinancialTimes.
El país importa el 76 % del mineral de hierro extraído en todo el mundo cada año. Por lo tanto, la tasa de demanda allí tiene una influencia muy significativa en el precio lo queafectaalosproductoresmundialescuandoelpreciode lasmateriasprimascaeoseescuchannoticiasnegativasde China.
Perspectivas de Mercado del Mineral de Hierro
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49| JULIO 2024
El economista senior de la consultora Westpac, Justin Smirk,esperaqueelpreciodelmineraldehierrocon62% Fe caiga a partir de aquí, considera que el precio del mineralcaeráaunpromediode102USD/TMafinalesdel tercer trimestre del año 2024 y a 90 USD/TM para finales de ese mismo año. Asimismo, prevé un nuevo descenso entre85y87USD/TMalfinaldelprimertrimestredelaño 2025.
Elgobiernoaustralianotambiénpronosticaqueelvalordel mineral de hierro caerá. Su último pronóstico oficial apuntaaunacaídadelpreciospotdel62%aunpromedio nominal de 96 USD/TM en el año 2024. Igualmente vaticinan un nuevo descenso hasta alcanzar una media nominal de 84 USD/TM en el año 2025 y de 77 USD/TM enelaño2026.
Fuente: Bloomberg; Financial Times; S&P Global CommodityInsights(Platts).
LAS EXPORTACIONES MUNDIALES DE MINERALDEHIERROCRECIERONUN5%
INTERANUAL EN EL PRIMER SEMESTRE DELAÑO2024
Las exportaciones mundiales de mineral de hierro en los meses de enero-junio del año 2024 aumentaron un 5 % en comparación con el mismo período del año 2023, hasta 751millonesTM,segúndatosdeBigMint.
El principal exportador de materias primas es Australia, con427millonesTM(+2%interanual)
Los envíos de las empresas mineras australianas se recuperaron ligeramente en el segundo trimestre después de caer en los meses de enero-marzo un 1 % interanual. Luego el suministro se vio afectado por: condiciones meteorológicasadversas,serviciostécnicos,elcierredelos puertos de Rio Tinto, Dampier y Walcott por el ciclón Olga,asícomofallosdecargaenPortHedland.
Brasil exportó durante estos 6 meses 181 millones TM de mineraldehierro,loquesuponeun 6%másqueentrelos meses de enero-junio del año 2023. Esto se vio impulsado por el aumento de la utilización de la capacidad de Vale y CSN.Almismotiempo,enelprimertrimestre,lastasasde crecimientodelasexportacionesfueronmásaltasun12% interanual.
Sudáfricaaumentó los envíosdemineral dehierroenun 3 % interanual en comparación del período del año 2023, hasta 30 millones TM; Canadá, en un 10 % interanual, hasta27millonesTM;India,enun20 %interanual,hasta 26millonesTM;Ucrania,enun100%interanual,hasta17 millonesTM.
Las exportaciones ucranianas se caracterizan por un aumento significativo en el contexto de una base de comparación baja, así como por un aumento de las exportaciones de materias primas de las empresas nacionalesdebidoalaaperturadelcorredordeexportación marítima.
Chinafueelprincipalimportadordemineraldehierropara enero-juniodeesteaño2024,conunaumentodemásdel6 % interanual, hasta los 615 millones TM. Japón y Corea del Sur observaron una disminución de las importaciones demásdel2%yel5%,respectivamente.
A pesar del crecimiento de los suministros en el primer semestredelaño,afinalesdelaño 2024,lasexportaciones de mineral de hierro pueden mantenerse sin cambios en comparación con el año 2023, ya que muchas provincias chinas están desarrollando planes para limitar la producción de acero, debido a las altas existencias portuarias.Almismotiempo,seesperaquelademandadel sudesteasiáticosigasiendoalta.
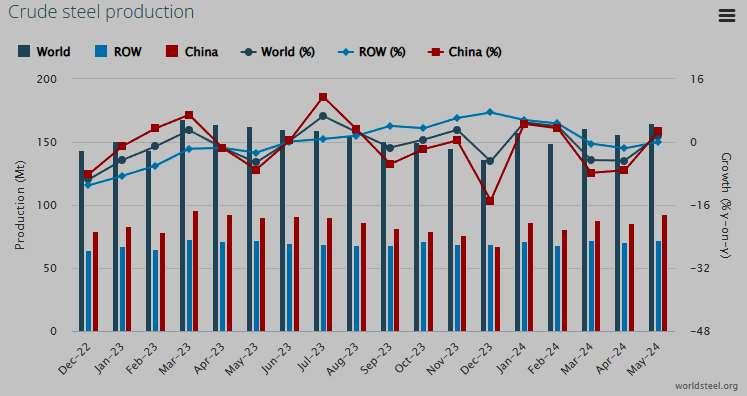
La producción mundial deacero entrelos meses de eneromayo del año 2024 disminuyó un 0,1 % en comparación con el mismo período del año 2023, hasta los 793,2 millonesTM.
Imagen 2: Buque carguero de mineral de hierro. Fuente: BigMint Consulting
Perspectivas de Mercado del Mineral de Hierro
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49| JULIO 2024
PRODUCCIÓN MUNDIAL DE ACERO
DURANTEELPERIODOENERO–MAYO2024
ALCANZÓ LOS 793,2 MILLONES DE TONELADAS DE ACUERDO A LA ASOCIACIÓNMUNDIALDELACERO.
Mundial del Acero (Worldsteel) para la publicación de Mundo Ferrosiderúrgico, indican que, durante el mes de mayo del año 2024, los 71 países que reportan a la Asociación produjeron165,1 millonesdetoneladas,loque supone un incremento del 1,5 % en comparación con el mesdemayodelaño2023.
En cuanto a los principales países productores de acero durantelosmesesdeenero–mayodelaño2024,Chinaes el líder con una producción de 438,6 Millones de TM, seguida de India y Japón con 61,9 Millones de TM y 35,7 MillonesdeTMrespectivamente.SeguidosdeEEUUenel cuartolugarcon33,4MillonesdeTMyRusiaenelquinto lugar con 30,9 Millones de TM. De los países latinoamericanos, el primero es Brasil quien está ubicado en la décima posición con una producción de 13,6 MillonesdeTM.
Fuente: Asociación Mundial del Acero - 21 de junio de 2024
Gráfico 2. Producción mundial de acero de 71 países que reportan a la Asociación Mundial del Acero (Worldsteel). Fuente: Asociación MundialdelAcero,21/06/2024.
I+D+i
I+D+i
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVAESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
ArtículodeInvestigación:
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADASYLASPROPIEDADESFÍSICASOBTENIDASENLAMAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTEDELESTADONUEVAESPARTA
Resumen- La investigación se desarrolló con el objetivo de evaluar los niveles de transformación de fases alcanzadas y propiedades físicas obtenidas de la magnesia calcinada (MgO) a partir de mineral de magnesita (MgCO3).Paraello,serecolectóunamuestrade50kgdemineraldemagnesitaparaserestudiadaatravésdeLupa Estereoscópica, Microscopio óptico y Difracción de Rayos X. Se determinó que el mineral poseía un alto nivel de contaminación superficial y en menor medida a nivel interno. A partir de Difracción por Rayos X, se evaluó una muestra de magnesita lavada con calidad A y reflejó un 98,02 % MgCO3 y 1,96 % de SiO2. Esta fue seleccionada por la calidadapropiadaparael desarrollodeltrabajo. Lasvariables establecidas parael estudiofueron losrangos degranulometría1”>x>34”,34”>x>12”,12”>x>14”y14”>xylastemperaturasdecalcinaciónde1250°C,1350 °C y 1390 °C. Los rangos de granulometría relacionados con un mayor tamaño de partícula, favorecieron la obtencióndealtosporcentajesdeMgOybajosporcentajesdeSiO2 luegodelacalcinaciónalas3temperaturas.La influencia generada por la temperatura sobre los niveles de transformación de fases alcanzadas en las muestras calcinadaspudoapreciarseenlosresultadosrelacionadosconlaspropiedadesfísicas.Elporcentajedeabsorciónde aguaparamuestrasdemagnesitacalcinadasfuede1250°C,1350°Cy1390°Cconporcentajesde29,22%,19,2% y 13,5 % respectivamente. Se determinó la densidad de grano para muestras de magnesita calcinadas a 1250 °C, 1350°Cy1390°C,convaloresde1,77g/cm3,2,17g/cm3 y2,68g/cm3 respectivamente.
Palabras claves- Fases, calcinación, carbonato, densidad de grano, absorción de agua, granulometría, magnesita, Magnesia.
Ing.SilvaAbarca,MartínAlejandro1
I+ D+i
I+D+i
I+D+i
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVAESPARTA
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
Abstract- The present work was developed with the objective of evaluating the phase transformation levels achieved and the physical properties obtained in calcined Magnesia (MgO) from Magnesite mineral (MgCO3). For this, a 50 kg sample of Magnesite mineral was collected to be studied through a Stereoscopic Magnifying Glass, Optical MicroscopeandX-rayDiffraction. It was establishedthat the mineral hada high level of surface contamination and to a lesser extent internally. . A sample of washed Magnesite with quality A was evaluated using X-ray Diffraction and reflected 98.02% MgCO3 and 1.96% SiO2. This was established as the appropriate quality for the development of the work. The variables established for the study were the granulometry ranges 1”>x>34”,34”>x>12”,12”>x>14”and14”>xandthecalcinationtemperaturesof1250°C,1350°Cand1390 °C.ThegranulometryrangesrelatedtoalargerparticlesizefavoredobtaininghighpercentagesofMgOandlow percentagesofSiO2 aftercalcinationatthe3temperatures.Theinfluencegeneratedbytemperatureonthelevels of phase transformation achieved in the calcined samples could be seen in the results related to the physical properties.ThepercentageofwaterabsorptionwasdeterminedforMagnesitesamplescalcinedat1250°C,1350 °C and 1390 °C with percentages of 29.22%, 19.2% and 13.5% respectively. The grain density was determined forMagnesitesamplescalcinedat1250°C,1350°Cand1390°Cwithvaluesof1.77g/cm3,2.17g/cm3 and2.68 g/cm3 respectively.
La magnesita es un carbonato de magnesio, su fórmula química es MgCO3, con 46.8 % de MgO y 52.2 % de CO2. Presenta un color blanco principalmente; a menudo en tonalidades grises o amarillo pardo y raya color blanca. Su origen es producto de la alteración de rocas ricasenmagnesio.
Venezuela cuenta con yacimientos de magnesita, explotadosinicialmenteentrelosaños1930y1940según informes del Instituto Nacional de Geología y Minería (INGEOMIN), actualmente se pretende retomar la explotación, con el objetivo de lograr la obtención de materia prima para la fabricación de material refractario. Con base en esto, la investigación fue estructurada por una serie de capítulos que comprenden el estudio realizado con respecto a la evaluación de los niveles de transformación de fases alcanzadas y las propiedades físicasobtenidasenlamagnesiacalcinada(MgO)apartir de mineral de magnesita (MgCO3) proveniente del EstadoNuevaEsparta.
II.MARCOMETODOLÓGICO
Determinar las características físicas, morfológicas y mineralógicas en las muestras del mineral de Magnesita mediante Lupa Estereoscópica,MicroscopioÓpticoyDifraccióndeRayosX.
Con la finalidad de caracterizar física (tamaño de partícula,color,superficie,contaminaciónasociada,etc.), y morfológicamente (planos cristalográficos) el mineral de magnesita a estudiar, se realizaron análisis por Microscopio Óptico y evaluación con Lupa Estereoscópica.
LupaEstereoscópica.
Para realizar el estudio mediante el uso de la Lupa Estereoscópica, se tomaron muestras de magnesita no lavadasylavadas,conlongitudaproximadaentre12y15 cm.Primeroserealizóunestudioanivelmacroscópicoy luegounestudiolocalizadoconunaumentode10xsobre lasmuestras.
I+ D+i
I+D+i
I+D+i
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVAESPARTA
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
MicroscopioÓptico.
Para el estudio vía Microscopio Óptico, se escogió una muestra con longitud aproximada de 6,1± 1 cm. La cual fue preparada mediante etapas de desbaste grueso, fino y pulido.
DifracciónporRayosX.
Para lograr realizar las pruebas de calcinación a las temperaturas establecidas, resultó necesario preparar y adecuar físicamente, el mineral de magnesita que se estudió.
Se establecieron tres (3) calidades de mineral de magnesita, denominadas como A, B y C. Se tomó una muestra de cada uno yse realizó un análisis por DRX en laempresaCVGBauxilum.
Se determinó teóricamente el porcentaje de las fases presentes antes y después del proceso de calcinación, teniendo en cuenta la reacción de descomposición del carbonato.
Evaluar la influencia de los rangos de granulometría establecidos en 1”>x>¾”, ¾”>x>½”, ½”>x>¼” y ¼>x ylastemperaturasdecalcinaciónde1250°C,1350°C y1390°Csobreelniveldetransformaciónenlasfases alcanzadas por la magnesia calcinada mediante DifraccióndeRayosX(DRX).
Las muestras de magnesita con la calidad establecida, fueron sometidas a un proceso de trituración en una trituradora de mandíbula. Posteriormente, fueron clasificadas por tamaño según los siguientes rangos de granulometría: 1”>x>¾”(muestra 1), ¾”>x>½”(muestra 2), ½”>x>¼” (muestra 3) y ¼”>x (muestra 4). Para cada rango,setomóunamuestrade500±15gyseprepararon para someterlas a calcinación a 1250 °C, 1350 °C y a 1390 °C durante un periodo de 5 días, equivalente a 108 horas, en un horno túnel con las siguientes especificaciones:
Longituddelhorno:120metros.
Régimen de quemado del horno: 12 vagonetas por día.
Cuenta con cuatro (4) zonas de calentamiento: (precalentamiento, calentamiento, cocción, enfriamiento), determinadas porel tipode material queseestáquemando.
Enlostres(3)casos,elmaterialcargadoenlasvagonetas está expuesto a la zona 3 (zona de cocción) durante aproximadamente5horas.
Finalizadas las pruebas por calcinación a 1250 °C, 1350 °C y 1390 °C, se evaluó el nivel de transformación alcanzadodelamagnesiaproducidamedianteanálisispor DRX, con la finalidad de conocer los compuestos presentes en la muestra final y su proporción. Determinándose la contribución de las diferentes fases presentessobrelasdeinterésobtenidas.
Determinar porcentaje de absorción de agua por las muestras de magnesita calcinadas a 1250 °C, 1350 °C y 1390 °C mediante ensayo ASTM C 20 “Método de Prueba Estándar para determinar Porosidad Aparente, Absorción de Agua, Gravedad Específica Aparente y Densidad Aparente de Ladrillos RefractariosQuemados”.
Para la determinación del porcentaje de absorción de agua relacionado con la magnesita calcinada,se siguió el procedimiento establecido por la norma ASTM C 20. El porcentaje de absorción de agua, se determinó según la siguienteexpresión:
Determinar densidad de grano en las muestras de magnesita calcinadas a 1250 °C, 1350 °C y 1390 °C mediante ensayo ASTM C 357-07 “Densidad de GranodeMaterialesRefractarios”.
Para la determinación se siguió el procedimiento establecido por la norma ASTM C 357-07. La densidad degranosecalculósegúnlasiguienteexpresión:
I+D+i
I+ D+i
I+D+i
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVAESPARTA
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
Relacionar la influencia de los rangos de granulometría establecidos en 1”>x>¾”, ¾”>x>½”, ½”>x>¼”y¼”>xylastemperaturasdecalcinaciónde 1250 °C, 1350 °C y 1390 °C sobre el nivel de transformación de fases alcanzadas y las propiedades físicasobtenidasenlamagnesiacalcinada.
Luego de realizar las pruebas de calcinación a las temperaturas establecidas y de obtener los resultados correspondientes a niveles de transformación de fases alcanzadasenlapericlasa,densidaddegranoyabsorción deagua,se realizó el análisisylaevaluación mediantela implementación de gráficos, la influencia o la relación que guardan la granulometría del mineral y la temperatura de calcinación sobre las propiedades resultantes en la magnesia calcinada y el grado afectado lacalidaddelapericlasa.
De acuerdo a la información suministrada por CVG Refractarios Socialistas de Venezuela, C.A. (RSV), relacionada con la densidad de grano y el porcentaje de absorción de agua estimado para la magnesita adquirida por esta empresa para la fabricación de material refractario, se determinará si dichas propiedades logran poseer uncarácterrefractarioo siesnecesariocalcinarel mineralatemperaturasmáselevadas(vertabla1).
Tabla 1. Especificación de calidad en la magnesita adquiridaporlaempresaRSV.
Determinar las características físicas, morfológicas y mineralógicas de las muestras de mineral de magnesita mediante Lupa Estereoscópica, MicroscopioÓpticoyDifraccióndeRayosX.
LupaEstereoscópica
La magnesita sin lavar presentó un grado importante de contaminaciónsuperficial.
Desde el punto de vista morfológico, el mineral presenta una característica amorfa, por lo que resulta imposible visualizar con claridad los planos cristalográficos asociadosalamuestra(verfigura1).
Con el objetivo de analizar la muestra de forma más detallada, un aumento de 10x en la lupa, permitió determinar características relacionadas a la contaminación asociada al mineral. En principio, se observaron zonas parcialmente blancas, consideradas fundamentalmente como magnesita (MgCO3) y zonas cubiertas por un tipo de material arenoso, denominado para efectos del estudio como un material “limoarcilloso”(verfigura2).
La muestra de magnesita lavada, presenta una característicaimportante,queapesardellavadodondese retiró la contaminación superficial, parte quedo adherida porcompletoenrocaynosepudosacar.
Figura 1. Muestra de Magnesita natural. Fuente: Elaboraciónpropiadelautor
Figura 2. Muestra de magnesita natural vista con aumento 10x.Fuente:Elaboraciónpropiadelautor.
I+D+i
I+ D+i
I+D+i
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVAESPARTA
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
También se evidencia que, otras rocas de magnesita pertenecientes a la muestra de estudio, no poseían este tipo de contaminación adherida a la superficie, luciendo uncolorblancocasiensutotalidad.
De esta manera, se evidencia que el proceso de lavado, permite obtener magnesita en mejores condiciones desde el punto de vista del grado de contaminación asociado al mineral(verfigura3).
Generalmente, el mineral de magnesita está asociado puntualmente a dos compuestos catalogados como impurezas, como: la sílice y los compuestos de hierro. Este último, representa un material perjudicial para los materialesrefractarios.
El contenido de ambos en porcentaje, depende exclusivamente del yacimiento y del tipo de magnesita quesepresente,teniendocomovaloroptimoun5%para la SiO2 y un 3 % para los compuestos de hierro. Porcentajes superiores en ambos casos, perjudican el procesamiento del mineral de magnesita, generando en principio,mayorescostosdeproducción.
Teniendo en cuenta la diferencia presentada en el grado de contaminación observado entre las muestras de magnesita lavadas y no lavadas, se determinó que la presencia de impurezas, estaban asociadas al material denominado como “limo-arcilloso”, previsto en la figura 2 y la presencia minoritaria, estaba asociada a la contaminación que no pudo ser retirada mediante el lavado (ver figura 3) y a la posible presencia de contaminaciónanivelinterno.
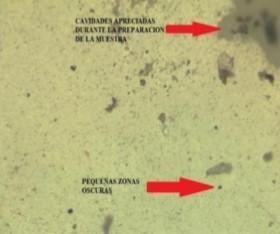
Con un aumento de 10x en las muestras de magnesita lavadas, permitió apreciar una zona cercada por un círculo rojo, donde se evidenciaron pequeños puntos negrosyunazonauntantomásamarillenta,característica asociada a la presencia desílice en el mineral (ver figura 4).
Asimismo, en la figura 5 se refleja un aumento de 50x sobre la superficie del mineral de magnesita, donde se observaron pequeñas zonas oscuras y una zona mayoritariamente blanca correspondiente al carbonato de magnesio(magnesita).
Figura 5. Muestrade mineraldemagnesitalavadavistaconun aumentode50x.Fuente:Elaboraciónpropiadelautor
I+D+i
I+ D+i
I+D+i
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVAESPARTA
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
Durante la preparación de la muestra, luego del proceso de desbaste y pulido, se pudo observar que el mineral poseía pequeñas cavidades a nivel interno, el cual tenía una forma similar de pequeñas grietas alargadas (ver figura6).
Tanto en las figuras 5 como la 6, se observa que la zona predominante en ambas imágenes, es la zona blanca, correspondiente al carbonato de magnesio. Las zonas reflejadas en la figura 6, relacionadas con las cavidades previstas durante la preparación de la muestra, no representaron gran parte de la imagen mostrada, y fundamentalmente al tratarse de cavidades, solo reflejan espacios vacíos. Por otro lado, las pequeñas zonas oscuras, que podrían estar asociadas con partículas de sílice o de compuestos de hierro, tampoco representaron unazonaampliaenlaimagenmostrada.
Por esta razón, se determinó que la presencia mayoritaria de posibles partículas de sílice o compuestos de hierro, estaban asociados principalmente a la contaminación superficial, denominada como material “limo-arcilloso”, previstoduranteelestudioporLupaEstereoscópicayque las pequeñas zonas oscuras, reflejadas en la figura 6, podrían indicar la presencia de pequeñas partículas de sílice o compuestos de hierro contenidos en la magnesita anivelinterno.
De este modo, resultó favorable analizar mediante difracción por rayos X, las muestras de magnesita que se utilizaron para el desarrollo de la investigación, con el objetivo de determinar la presencia de fases mineralógicas relacionadas con la sílice o con compuestosdehierro.
DifraccióndeRayosX.
En la tabla 2 se observa los resultados del análisis por DRX para cada una de las calidades de magnesita establecidasduranteelestudio.
Tabla 2. Resultados de fases presentes por DRX en muestrasdemagnesitanaturales.
El proceso de trituración manual, lavado y clasificación establecido durante el procedimiento experimental, permitió obtener magnesita de calidad A con porcentaje de cuarzo de1,96% yunelevado porcentaje de 98,04% de carbonato de magnesio. La calidad A de magnesita, está relacionada con rocas que exteriormente lucen un colorblancocasiensutotalidad,yaquelapresenciadela sílice asociada, se debió mayoritariamente a la contaminaciónanivelinterno(verfigura6).
Con el objetivo de comparar posteriormente los porcentajes de sílice obtenidos en las muestras de magnesita calcinadas, se determinó el porcentaje teórico de sílice generado para la calidad A, a partir de la reacción en la descomposición del carbonato durante el proceso de calcinación. El 52 % del MgCO3 se tomó como materia perdida durante la calcinación y desprendimiento de CO2. El 48% restante, setransforma enMgO.
Tabla 3. Porcentaje teórico de MgO y SiO2 en muestras calcinadasdemagnesitaconcalidadA.
Figura 6. Zonas de interés en muestra de mineral de magnesita lavada vista con un aumento de 50x. Fuente: Elaboraciónpropiadelautor
Calcita
I+D+i
I+ D+i
I+D+i
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVAESPARTA
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
Evaluar la influencia de los rangos de granulometría establecidosen1”>x>¾”,¾”>x>½”,½”>x>¼”y¼”>x ylastemperaturasdecalcinaciónde1250°C,1350°C y 1390 °C sobre el nivel de transformación de fases alcanzadas en la magnesia producida mediante DifraccióndeRayosX(DRX).
En la tabla 4, se reflejan los resultados del análisis por DRXparamuestrasdemagnesitacalcinadasa1250°C.
Se observó en principio que para el rango de granulometría 1”>x>¾”, de las partículas de mayor tamaño, un 94,4% de MgO, 4,9 % de forsterita y0,7 % de cristobalita. Para el rango de granulometría ¾”>x>½”, se tiene 94,6 % de MgO, 4,9 % de forsterita y 0,4 % de cristobalita.
Enamboscasos,seevidencióquelatransformaciónylos porcentajes correspondientes a las fases presentadas, fueron sumamente similares. Sin embargo, la tendencia observada para los últimos dos rangos de granulometría, correspondieron a ½”>x>¼” y ¼”>x, muestra que el tamaño de partículas menores implica una disminución progresiva del porcentaje de periclasa y como consecuencia,unamayorpresenciadesíliceenlamuestra calcinada, tanto en forma de cristobalita, cuarzo, o en la faseforsterita.
Losresultadosparalasmuestrascalcinadasa1350°C,se observaron en la tabla 5 y permitieron verificar que el rangodegranulometríademayortamaño,correspondióa 1”>x>¾” y no generó precisamente una transformación completa de la periclasa, solo se obtuvo un 75,9 % de MgO y una destacada presencia de la fase forsterita con 19,3%y4,8%decristobalita.Losporcentajesobtenidos enestamuestraresultaronconsiderablementeatípicos.
Tiempoen horno(h) T Calcinación (°C) Rango granulometría Periclasa (MgO) Forsterita Mg2SiO4 Cristobalita (SiO2) Cuarzo (SiO2)
1081350
1’’>x>¾’’ ¾’’>x>½’’ ½’’>x>¼’’ ¼’’>x
75,919,34,8–92,05,42,6–87,49,82,7–88,29,32,5–
Para los siguientes tres (3) rangos de granulometría, se repitió la tendencia mostrada para los resultados generados en la tabla 4, en donde una disminución del tamaño de la partícula, generó un aumento progresivo en el porcentaje de sílice presentes en la muestra calcinada (cristobalita, cuarzo o en la fase forsterita) y una disminuciónenelporcentajealcanzadodelapericlasa.
La tabla 6, indica las fases presentes en las muestras calcinadas a 1390 °C. En este caso, los porcentajes de la fase MgO resultaron bastante bajos paratodoslos rangos de granulometría, teniendo como mayor contenido un 88 %,correspondientesalrangodegranulometría1”>x>¾”.
Nuevamente, se reflejó la tendencia mostrada en las calcinaciones anteriores, donde una disminución en el tamaño de partícula, generó una disminución en el porcentaje de periclasa obtenida y un incremento en el porcentaje de sílice (cristobalita, cuarzo o en la fase forsterita)presentesenlamuestracalcinada.
I+D+i
I+ D+i
I+D+i
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVAESPARTA
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
En primera instancia, resultó llamativa la presencia de la fase forsterita para todos los rangos y las tres (3) temperaturas de calcinación estudiadas. La formación de estafasesedaapartirdelareacciónenestadosólidodel MgOylaSiO2 porencimadelos1200°C.Generalmente enelámbitoindustrial,losprocesosdecalcinaciónsuelen ser desarrollados en hornos tipo rotatorios, debido a que estos permiten mantener la carga interna en constante movimiento, además, el tiempo de residencia característico que tiene la carga dentro se ubica entre 5 a 7horas.
Paraeldesarrollodeestainvestigación,elhornoutilizado paracalcinarelmineraldemagnesita,fue tipotúnel.Con base a esto, existen diferentes condicionantes que influyensobrelosporcentajesylasfasespresentesquese obtuvieron en las muestras calcinadas. En primer lugar, este tipo de horno es utilizado por la empresa RSV, para laquemaycoccióndeladrillosrefractariosconformados.
Actualmente se ingresan ladrillos silico-aluminosos para su quemado y cocción. En este sentido, resulta probable que se genere un grado de contaminación que afecte las fasespresentesysurespectivoporcentajeenlasmuestras demagnesitacalcinadas.
Por otro lado, el tiempo de residencia de 5 días que permaneciólamuestrademagnesitadentrodelhornoyla condiciónestáticaenlaqueéstaseencontródurantetodo el recorrido, propiciaron el contexto idóneo para la formación de la fase forsterita. No obstante, la presencia de esta fase, no significó un problema de gravedad que generara percances, de hecho la forsterita, es conocida como una fase que brinda mejoras en las propiedades de un material refractario, debido principalmente a su elevado punto de fusión de 1890 °C. La verdadera problemática resideen el porcentajetotal de sílice quese obtieneenlamuestracalcinada.
Para determinar este porcentaje, se consideró la cantidad de sílice que se combina con el MgO para formar la fase forsterita. Estequiométricamente el compuesto Mg2SiO4 contiene un 43 % de SiO2 y un 57 % de MgO. El contenido de sílice representa una impureza de sumo cuidado queperjudicalacalidaddela materiaprimapara
la fabricación de material refractario. La cantidad de sílice se evidencia inicialmente, con un porcentaje determinado presente en el mineral de magnesita y luego este aumenta debido a la posterior descomposición del carbonatoduranteelprocesodecalcinación.
Con base a los porcentajes reflejados en la tabla 3, el contenido de SiO2 en las muestras de magnesita calcinadasa1250 °C, 1350°C y 1390 °C deberíasituarse alrededor de un 4 %. Esto claramente, evidenció un porcentaje aproximado que podría obtenerse en condiciones óptimas, haciendo referencia principalmente al tipo de horno adecuado para este proceso. Sin embargo,atemperaturassuperioresalos1600°C,lafase periclasa permite disolver cerca del 10 % de SiO2 en su matriz.Deacuerdoacálculosestequiométricos,latabla7 permite apreciar el porcentaje total de MgO y SiO2 que conforman la totalidad de la muestra calcinada, considerando las cantidades específicas que se combinaronparaformarlafaseforsterita.
Teniendo en cuenta el tiempo de residencia de la magnesita en el interior del horno, la condición estática de la muestra que propicia la generación de la fase forsteritaylaposiblecontaminacióngenerada,paratodas las muestras, se obtuvo un porcentaje de MgO ≥ a 89 %, a excepción de lo mostrado por la muestra calcinada a 1350°Cenelrangodegranulometría1”>x>¾”.
De acuerdo a los valores expresados en la tabla 6, los mayores porcentajes depericlasa,seobtienenenelrango degranulometría1”>x>¾”,aexcepcióndelacalcinación a1350°C.Paralosrangosdegranulometría12”>x>¼”y ¼”>x, el porcentaje de periclasa disminuye y aumenta la presenciadelosporcentajesdeSiO2.
Por otro lado, la influencia generada por la temperatura sobrelosnivelesdetransformacióndefasesesindudable, pero no es apreciable con base a estos resultados y a la técnica utilizada para el análisis. Sin embargo, la repercusióndelainfluencia generadaporlatemperatura, severeflejadasobrelaspropiedadesfísicasdelamuestra resultante, específicamente en el porcentaje de absorción deaguayladensidaddegrano.
I+D+i
I+ D+i
I+D+i
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVAESPARTA
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
Determinar porcentaje de absorción de agua en las muestras de magnesita calcinadasa1250 °C, 1350 °C y 1390 °C mediante ensayo ASTM C 20 “Método de Prueba Estándar para Determinar Porosidad Aparente, Absorción de Agua, Gravedad Específica Aparente y Densidad Aparente de Ladrillos RefractariosQuemados”.
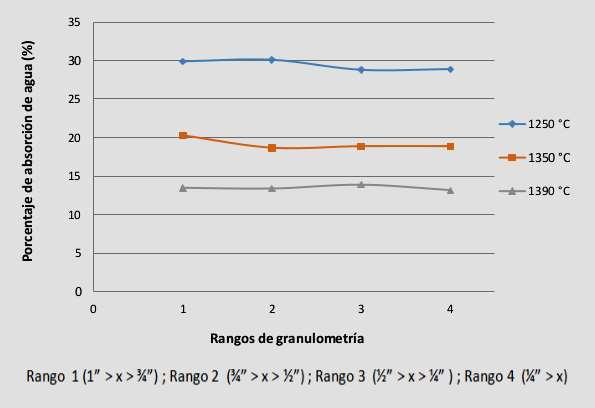
El porcentaje de absorción de agua para las muestras de magnesita calcinadas a 1250 °C, se encuentra situado en un 29,9 % para el rango de granulometría 1”>x>¾”, un 30,1%paraelrangodegranulometría¾”>x>½”,un28,8 %parael rangodegranulometría ¾”>x>½”yfinalmente un28,9%paraelrangodegranulometría¼”>x(vertabla 8). No se evidencia que esta propiedad halla sido influenciadaporlostamañosdepartículaestablecidos.
De igual manera para la tabla 9, los porcentajes de absorción de agua para cada rango de granulometría, no distan excesivamente unos de otros. Sin embargo, puede apreciarse una diferencia mayor a 1 % entre el rango 1”>x>¾”ylosdemás.Lainfluenciadelatemperaturade calcinación fue notoria, reflejando una disminución cercana al 10 % en la capacidad de absorción de agua paratodoslosrangosdegranulometríadelasmuestrasde Magnesitacalcinadasa1350°C.
Tabla 8. Porcentaje de absorción de agua para muestras deMagnesitacalcinadasa1250 °C.
Por su parte, los resultados para las muestras de Magnesita calcinadas a 1390 °C, se observan en la tabla 10. Nuevamente se evidenció que la granulometría no representaunavariableinfluyenteparaestapropiedad.
I+D+i
I+ D+i
I+D+i
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVAESPARTA
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
Tabla 9. Porcentaje de absorción de agua para muestras demagnesitacalcinadasa1350°C.
Caso contrario es la temperatura, que con un incremento de 40 °C, generó una disminución cercana al 6 % en la capacidad de absorción de agua para las muestras calcinadas a 1390 °C, con respecto a las muestras calcinadas a 1350 °C. El porcentaje de absorción de
humedad varía entre 13 % y 14 % para todos los rangos degranulometría.
Determinar densidad de grano en las muestras de magnesita calcinadas a 1250 °C, 1350 °C y 1390 °C mediante ensayo ASTM C 357-07 “Densidad de GranodeMaterialesRefractarios”.
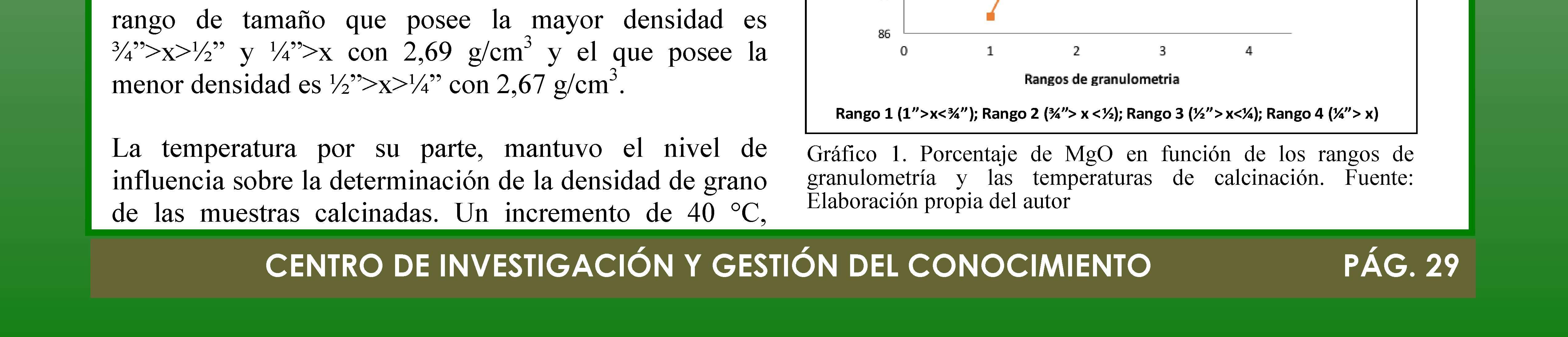
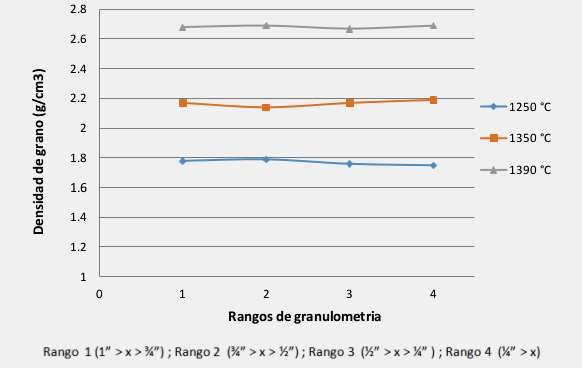
Los resultados para la determinación de la densidad de grano delas muestras de magnesita calcinadas a1250°C se muestranenlatabla 11.En este caso,sereflejóque la granulometría no influye sobre el valor que se tiene para la densidad de grano determinada en las muestras. Entre todoslosrangosdetamaño,ladensidadvaríaentre1,78y 1,75g/cm3 .
Tabla 11. Determinación de la densidad de grano para muestrasdemagnesitacalcinadasa1250°C.
(1’’>x>¾’’) Rango granulometría Nº muestraPSeco(g)
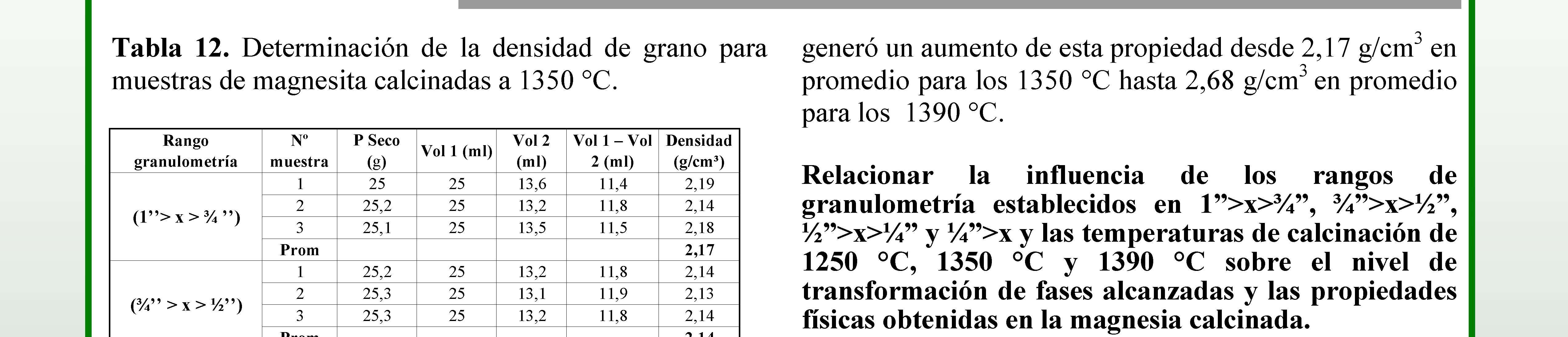
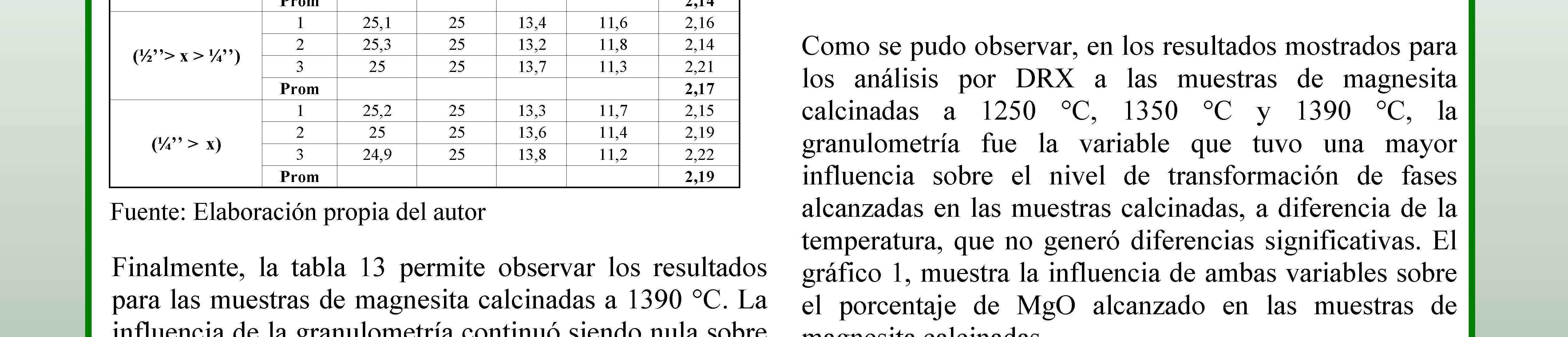
Para las muestras calcinadas a 1350 °C, los resultados se muestran en la tabla 12, donde se observa que la granulometría sigue sin generar un cambio importante sobreelvalordeterminadoparaladensidaddegrano.
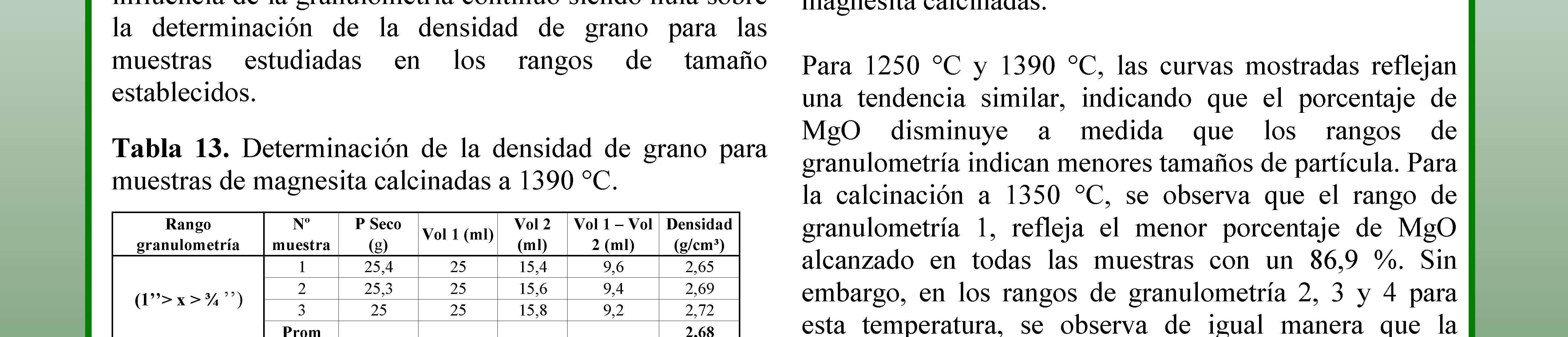
El rango de tamaño que posee la mayor densidad es ¼”>xcon2,19g/cm3 yelqueposeelamenordensidades ¾”>x>½” con 2,14 g/cm3. A diferencia de la granulometría, un incremento de temperatura de 100 °C, generóun aumentoenladensidaddegranodesde1,77g/ cm 3 en promedio para los 1250 °C hasta 2,17 g/cm3 en promedioparalos1350°C.
esta temperatura, se observa de igual manera que la
I+D+i
I+ D+i
I+D+i
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVAESPARTA
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
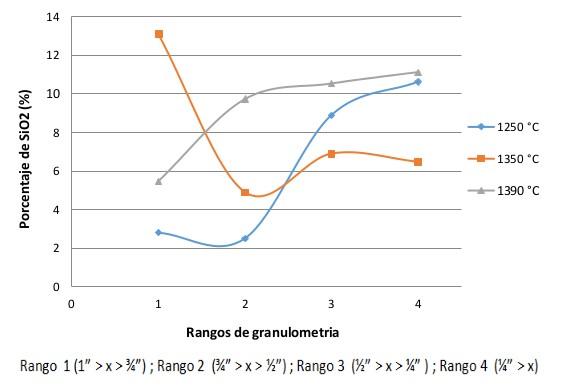
Por otro lado, el gráfico 2 refleja la influencia que tuvo lagranulometríaylatemperaturadecalcinaciónsobreel porcentaje de SiO2 en las muestras calcinadas. Para la calcinación a 1250 °C y 1390 °C, se observa una tendencia similar en ambas curvas, e indican que los rangos de granulometría con mayor tamaño de partículas,propicianlaobtencióndemenoresporcentajes deSiO2.Estoaexcepciónporsupuestodelosmostrados por la curva referente a la calcinación a 1350 °C, donde elrangodegranulometría1,tieneelmayorporcentajede SiO2 conun13,10%.
Gráfico 2. Porcentaje de SiO2 en función de los rangos de granulometríaylastemperaturasdecalcinación.Fuente:Elaboración propiadelautor
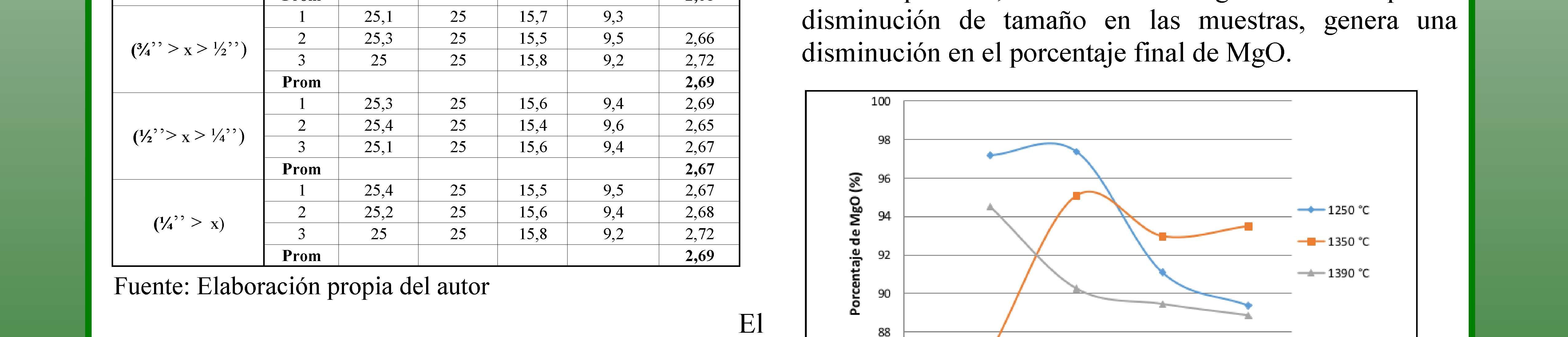
Con base a lo mostrado en los gráficos 1 y 2, se puede determinar que la mayor obtención de MgO y la menor cantidad de SiO2 en las muestras de magnesita calcinadas, se favorece con tamaños de partícula ubicadosentre1”y½”.
Los porcentajes de MgO y SiO2 resultantes de las muestras de magnesita calcinadas con granulometría 1”>x>¾” y ¾”>x>½”, son los que se acercan mayormentealosporcentajesdeterminadosteóricamente paralacalcinacióndemagnesitadecalidadA.Para1250 °C, el rango de granulometría 1, refleja un 97,2 % de MgO y 2,8 % de SiO2. Para 1350 °C el rango de granulometría 2, refleja un 95,1 % de MgO y 4,9 % de SiO2. Para 1390 °C el rango de granulometría 1 refleja un94,5%deMgOy5,5%deSiO2.
De igual manera, resulta importante destacar que en las temperaturas de trabajo superiores a los 1500 °C, la periclasa permite disolver cerca de un 10 % de SiO2 en sumatriz.
Sin embargo, a medida que las cantidades de sílice se aproximen en mayor medida a este límite, esto perjudicaría la calidad de la periclasa obtenida. Por esta razón, el cuidado de los porcentajes de SiO2 resulta sumamente importante y lo ideal es que este se sitúe en un5±1%luegodelacalcinación.
Como se hace mención anteriormente, la influencia generadapor latemperatura,no es apreciableconbasea los resultados generados por el análisis de difracción de rayos X. Para cada una de las tres (3) temperaturas, se evidencialapresenciadelasmismasfasesynosetienen cambios significativos en los porcentajes de las mismas. Sinembargo,loquegeneralatemperaturacomovariable de estudio, tiene repercusión y se ve reflejado sobre las propiedades físicas resultantes de las muestras calcinadas, como son: el porcentaje de absorción de humedadyladensidaddegrano.Enesesentido,elpapel que desempeña la temperatura de calcinación, radica principalmente en disminuir progresivamente esta capacidad de absorción, a medida que la temperatura se incrementa.
Latabla8,indicaqueelporcentajedeabsorcióndeagua seubicaenpromediodeun29,4%paratodoslosrangos de granulometría a 1250 °C. En la tabla 9, se observa que un incremento en la temperatura de calcinación desde1250°Chasta1350°C,generaunadisminuciónen el porcentaje de absorción de agua de hasta un 10 %, encontrándose este en 19,2 %. De igual manera, la tabla 10 refleja que un incremento en la temperatura de calcinación desde 1350 °C hasta 1390 °C, donde genera una disminución en el porcentaje de absorción de agua hastaun7%,encontrándoseesteen13,5%.
En el gráfico 3 se visualiza la influencia generada por ambas variables durante la determinación del porcentaje de absorción de agua para las muestras calcinadas. Se aprecia que la variabilidad de esta propiedad depende netamente de la temperatura de calcinación alcanzada y nodelosrangosdegranulometríaestablecidos.
I+D+i
I+ D+i
I+D+i
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVAESPARTA
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
Gráfico 3. Porcentajedeabsorcióndeaguaenfuncióndelosrangos de granulometría y las temperaturas de calcinación. Fuente: Elaboraciónpropiadelautor
DeacuerdoainformaciónbrindadaporlaempresaRSV, el porcentaje de absorción de agua perteneciente a la materia prima MgO adquirida por esta empresa para la fabricación de material refractario, indica que el porcentaje de absorción de agua máximo, se encuentra en un 0,5 %, lo que dista sustancialmente del porcentaje adquirido para la calcinación a 1390 °C como máxima temperatura establecida en esta investigación, con un 13,5 % en promedio para todos los rangos de granulometría.
Durante la determinación de la densidad de grano para las muestras calcinadas a las tres (3) temperaturas, se presenta la misma situación que durante la determinación del porcentaje de absorción de agua, donde la granulometría no genera diferencias considerables en los resultados obtenidos, como la temperatura que juega un papel fundamental en este sentido.
En primera instancia para las muestras calcinadas a 1250°C, la densidad de grano promedio se encuentra en 1,77 g/cm3. Un incremento de la temperatura desde 1250°C hasta 1350 °C, genera un aumento en la densidad de grano promedio determinada, situándose en 2,17g/cm3 .
Posteriormente, un incremento de la temperatura desde 1350 °C hasta 1390 °C, genera un aumento en la
densidaddegranomedida,encontrándoseen2,68g/cm3 . El gráfico 4, permite visualizar la influencia generada por ambas variables durante la determinación de la densidaddegranoparalasmuestrascalcinadas.
DeacuerdoalaempresaRSV,ladensidaddegranodela materia prima MgO para fabricar material refractario indica que la densidad mínima aceptada se encuentra en 3,48 g/cm3, lo que dista sustancialmente de la densidad obtenida para la calcinación a 1390 °C como máxima temperatura establecida en esta investigación, con un valor de 2,68 g/cm3 en promedio para todos los rangos degranulometría.
Gráfico 4. Densidad de grano en función de los rangos de granulometría y las temperaturas de calcinación. Fuente: Elaboraciónpropiadelautor
IV.CONCLUSIONES
Se determinaron las características físicas, morfológicasymineralógicasdemuestrasdemineral de magnesita mediante Lupa Estereoscópica, microscopia óptica y difracción de rayos X, observando contaminación a nivel superficial denominada “material limo-arcilloso” y la presencia enmenormedidadecontaminaciónanivelinterno.
Etapas de lavado, trituración y separación manual, permitieron obtener magnesita de calidad A con 98,02%deMgCO3 y1,96%deSiO2
I+D+i
I+ D+i
I+D+i
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVAESPARTA
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
La influencia de los rangos de granulometría estudiados sobre el nivel de transformación de fases alcanzadas en la magnesia calcinada, reflejó que el rango de granulometría 1”>x>¾” favoreció la obtención de mayores porcentajes de MgO y bajos porcentajesdeSiO2.
La influencia generada por la temperatura sobre los niveles de transformación de fases alcanzadas no es apreciable a simple vista a partir de los resultados mostradosporlosanálisisdedifracciónderayosX.
Lageneracióndelafaseforsterita,seviobeneficiada por la condición estática y el tiempo de residencia que tuvo la muestra durante su recorrido en el interiordelhornotúnel.
Sedeterminóelporcentajedeabsorcióndeaguapara las muestras de magnesita calcinadas a 1250 °C, 1350 °C y 1390 °C mediante ensayo ASTM C 20 “Método de Prueba Estándar para Determinar Porosidad Aparente, Absorción de Agua, Gravedad Específica Aparente y Densidad Aparente de LadrillosRefractariosQuemados”conporcentajesde 29,22%;19,2%y13,5%respectivamente.
Se determinó la densidad de grano para las muestras demagnesitacalcinadasa1250°C,1350°Cy1390°C mediante ensayo ASTM C 357-07 “Densidad de Grano de Materiales Refractarios” con valores de 1,77 g/cm3, 2,17 g/cm3 y 2,68 g/cm3 respectivamente.
Se relacionó la influencia de los rangos de granulometría establecidos en 1”>x>¾”, ¾”>x>½”, ½”>x>½” y ½”>x y las temperaturas de calcinación de 1250 °C, 1350 °C y 1390 °C sobre los niveles de transformaciónalcanzadosenlaMagnesiacalcinada, resultando que la calcinación de Magnesita con tamaños de partícula comprendidos en el rango 1”>x>¾” y ¾”>x>½”, permitieron obtener mayores porcentajes de MgO y menores porcentajes de SiO2 Los tamaños de partícula comprendidos entre los rangos ½”>x>¼” y ¼”>x, reflejaron una disminución en el porcentaje de MgO y un aumento enelporcentajedeSiO2
Paraelcasodelaspropiedadesfísicasdelamagnesia calcinada, el aumento de la temperatura de calcinación,generóunadisminuciónprogresivaenel porcentaje de absorción de agua y a su vez, un aumentoenladensidaddegrano.
V.RECOMENDACIONES
Diseñar una metodología estricta y detallada relacionada con la adecuación previa del mineral de magnesita, que incluya procesos de trituración, separación y lavado, con el objetivo de obtener magnesita con un grado de contaminación mínimo o imperceptible.
Disponer de un equipo que permita realizar análisis químico elemental a las muestras calcinadas, principalmenteparadetectartodosloselementosque se encuentran presentes. El equipo de difracción de rayos X, solo detecta fases mineralógicas cristalinas, su uso y utilidad en algunos casos, puede generar resultadosreferenciales.
Realizar análisis mediante microscopia electrónica de barrido a muestras de magnesita natural, con el objetivo de estudiar a nivel interno la posible presencia o no de partículas de SiO2 y demás compuestosconsideradoscomoimpurezas.
En caso de confirmarse la presencia de agentes contaminantes a nivel interno, determinar e identificarlamorfologíacaracterísticadecadauno.
Reproducir ensayos de calcinación a temperaturas superiores a los 1550 °C, a escala de laboratorio en unambientecontrolado.
Para la realización de ensayos de calcinación, considerarúnicamentetamañosdepartículaubicados enelrango1”>x>¾”.
Determinar el tamaño de grano del cristal de periclasaenmuestrasdemagnesitacalcinadas,conel objetivo de evaluar cómo afecta a esta propiedad, la temperaturadecalcinación.
I+D+i
I+ D+i
I+D+i
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVA ESPARTA
EVALUACIÓN DE LOS NIVELES DE TRANSFORMACIÓN DE FASES ALCANZADAS Y LAS PROPIEDADES FÍSICAS OBTENIDAS EN LA MAGNESIA CALCINADA (MgO), A PARTIR DEL MINERAL DE MAGNESITA (MgCO3) PROVENIENTE DEL ESTADO NUEVAESPARTA
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
VI.REFERENCIAS
1. Álvarez-Estrada, d. A. (1965). Análisis y estudio tecnológico de un sinter de magnesia de fabricación española.España.
2. BIRCHAL, R. C. (2000). The efect of Magnesite calcination condicions on Magnesia hydration. Belo Horizonte,Brasil.
7. G. W. Brindley, R. H. (2006). Kinetics and mechanism of formation of forsterite (Mg2SiO4) by solidstatereactionofMgOandSiO2.Japon.
8. González, J. L. (2017). Estudio de la evolución de la descomposición térmica de Magnesita (Carbonato de Magnesio) de dos diferentes grados de pureza, mediante análisisTermogravimétricoydedensidadASTMC18895aniveldelaboratorio.Guatemala.
9. Jing Zhu, N. Y. (2013). Evaluation on Hydration Reactivity of Reactive Magnesium Oxide Prepared by CalciningMagnesiteatLowerTemperatures.China.89
10. Lakshya Mathur, S. H. (2017). Synthesis of nanocrystalline forsterite (Mg2SiO4) powder from biomass ricehusksilicabysolid-stateroute.India.
11.LimingHuang,Z.Y.(2020).Influenceofcalcination temperature on the structure and hydration of MgO. Shangai,China.
12. Mirabbos, A. P. (2009). Characterization and processing of talc-magnesite from the Zinelbulak deposit.U.S.A.
13. Pazanin, M. A. (2002). Obtención de concentrados deoxidodemagnesio,apartirdeMagnesitaproveniente del área Cerrito Blanco en Tinaquillo, estado Cojedes. Caracas,Venezuela:UCV.
14. Ruiz, J. G. (Enero de 2020). Color y Ciencia – JM Burgos. Recuperadoel 25deJuniode 2021, de https:// colorycienciajmburgos.wordpress.com/2020/01/27/ladifraccion-de-rayos-x/
15. T. HATFIELD, C. R. (1971). Relaciones de compatibilidad entre las fases de periclasa y silicato en refractarios de magnesia a altas temperaturas. UniversidaddeSheffield,Inglaterra.
16. Upik Nurbaiti, T. M. (2016). Synthesis of microforsterite using derived-amorphous-silica of silica sands.Indonesia.
17. Vicente Aleixandre Ferrandi, J. M. (1969). Obtención de forsterita a partir de varias serpentinas españolas.LaCoruña,España.
Imagen de archivo. Exploración de mineral de magnesita en el Edo.NuevaEsparta
Ferrosiderúrgico Mundo
Mercado, Ciencia y Tecnología
Revista Mundo Ferrosiderúrgico, es una publicación de corte científico y tecnológico de laGerencia Centro de Investigación yGestión del Conocimiento de CVG Ferrominera Orinoco, C.A.
Política de Ciencia, Tecnología e Innovación de CVG Ferrominera Orinoco, C.A.
“Promover la investigación, el desarrollo tecnológico, la sistematización y la innovación, con base en las necesidades de la organización, hacia la mejora continua de los procesos, con énfasis en el fortalecimiento en el capital intelectual y la democratización del conocimiento como elemento clave de la sostenibilidaddelnegocio”.
CENTRO DE INVESTIGACIÓN Y GESTIÓN DEL CONOCIMIENTO
I+D+i
DISEÑO DE UN SISTEMA INDICADORES DE CONFIABILIDADUTILIZANDOELMÉTODODEMÍNIMOS CUADRADOS
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
ArtículodeInvestigación:
DISEÑO DE UN SISTEMA DE INDICADORES DE CONFIABILIDAD UTILIZANDOELMÉTODODEMÍNIMOSCUADRADOS
Ing. Argénis José Rodríguez Amaíz1
Especialista en Gerencia de Mantenimiento – Universidad Nacional Experimental Politécnica “Antonio José de Sucre” ViceRectorado Puerto Ordaz (UNEXPO 2014), Ingeniero Mecánico (UNEXPO 2006), Auditor de Sistemas de Gestión de la Calidad (BureauVeritas),ProfesionaldelÁreadePlanificacióndeMantenimientoeInspecciónTécnica. PuertoOrdaz,Venezuela. 1
Resumen -El artículo deinvestigación, muestra el diseño deun Sistema de Indicadores deConfiabilidad, el cual permite estudiar el comportamiento de la vida útil de un equipo. Para la base del diseño de indicadores,estearticulodescribelospasosaseguirparalaaplicacióndelmétododemínimoscuadrados, con el propósito de calcular los parámetros de forma y escala de la Distribución de Weibull. Adicionalmente, se presenta la ecuación que define el estimador de Rango de Mediana y las funciones para determinar la pendiente y la intercepción de la línea de regresión, teniendo una data precisa de los Tiempos entre Fallas (T.E.F), insumos necesarios para obtener valores de Confiabilidad, Desconfianza y Tasa de Fallas. Una vez completada la matriz del cálculo, se selecciona el sistema o equipo para el estudio,serealizael Análisis de Efectos y Modos deFallas de los elementosque conforman elequipo, y se procede a simular con datos históricos de fallas las curvas representativas que describen la Confiabilidad y Tasa de Fallas. Los valores encontrados, son indicadores importantes de mantenibilidad que les permite a las unidades de mantenimiento y a la Gerencia de Producción, la toma de decisiones basadas en hechos, como por ejemplo, actualizar las frecuencias de intervención de las tareas de reposición y/o reparación en los Programas de Paradas, así como, definir nuevas tareas con tiempos ajustados a la realidad que experimentan los equipos, con el fin de mantener la confiabilidad de los equiposporencimadelvalordeclaradoporlasunidadesdemantenimientoenlosobjetivosdeGestión.
Palabras Clave - Distribución Weibull, Método de Mínimos Cuadrados, Indicadores de Mantenibilidad,Confiabilidad,TasadeFallas,TiempoentreFallas,ReporteGerencial.
I+D+i DISEÑO DE UN SISTEMA DE INDICADORES DE CONFIABILIDADUTILIZANDOELMÉTODODEMÍNIMOS CUADRADOS
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
Abstract - The research article shows the design of a Reliability Indicator System, which allows studying the behavior of the useful life of an equipment. For the basis of indicator design, this article describes the steps to follow for the application of the least squares method, with the purpose of calculating the shape and scale parameters of the Weibull Distribution. Additionally, theequation thatdefines the Median Range estimator and the functions to determine the slope and intercept of the regression line are presented, having a precise data of the Times between Failures (T.E.F), necessary inputs to obtain Reliability values, Distrust and Failure Rate. Once the calculation matrix is completed, the system or equipment for the study is selected, the Analysis of Effects and Failure Modesofthe elements that make up the equipment is carried out, and the representative curves that make up the equipment are simulated withhistorical failuredata.describe the Reliabilityand FailureRate.The values found areimportant indicators of maintainability that allow maintenance units and Production Management to make decisions based on facts, such as updating the intervention frequencies of replacement and/or repair tasks in the Shutdown Programs, as well as defining new tasks with times adjusted to the reality experienced by the equipment, in order to maintain the reliability oftheequipmentabovethevaluedeclaredbythemaintenanceunits inthe Managementobjectives.
La confiabilidad entendida como la probabilidad de que un componente o sistema funcione sin fallas durante un período de tiempo determinado, es un concepto fundamental en diversos campos como la ingeniería, la industria, la medicina y la economía. Para analizar la confiabilidad y tomar decisiones estratégicas sobre la vida útil de equipos y sistemas, se requieren herramientas matemáticas precisas. En este contexto, la distribución Weibull destaca como una herramienta poderosayversátil.
Para evaluar la confiabilidad de un componente o sistema utilizando la distribución de Weibull, se utilizan varios indicadores como la función de densidad de probabilidad, la función de distribución acumulativa, la tasadefallayeltiempomediodefalla.
Beneficios de los indicadores de confiabilidad y distribucióndeWeibull:
Modela diferentes tipos de comportamiento de falla.
Le permite estimar con precisión la confiabilidad decomponentesysistemas.
Facilita la toma de decisiones estratégicas sobre mantenimientoyreposición.
Contribuye a mejorar la confiabilidad de los sistemas y equipos.
II.MARCOTEÓRICO
La Distribución Weibull, nos permite estudiar la distribución de fallos de un componente clave de seguridad que pretendemos controlar y a través de nuestro historial de fallos observamos que éstos varían en el tiempo y dentro de lo que se considera tiempo normaldeuso.[1]
I+D+i DISEÑO DE UN SISTEMA DE INDICADORES DE CONFIABILIDADUTILIZANDOELMÉTODODEMÍNIMOS CUADRADOS
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
ExpresiónMatemáticadelaDistribución
La función de densidad de la distribución de Weibull para la variable t, mencionada por Realiabilityweb (2020),vienedadaporlasiguienteecuación[1]: Dónde,
��, en confiabilidad esta variable representa el tiempoentrefallas ��>0,Parámetrodeforma. ��>0,Parámetrodeescala. ��,Parámetrodeubicación.
Nota: El parámetro beta determina la forma de la distribución; el parámetro theta indica qué tan nítida o plana es la función. Una distribución biparamétrica está definidaporestosdosparámetros.
La confiabilidad, se puede definir como la capacidad de unproductoderealizarsufuncióndelamaneraprevista. Definida por Nava (2004)como: “se dice que un equipo es confiable cuando funciona cada vez que se necesita y hace bien el trabajo para el cual fue diseñado, de otra manera,sedicequeesdesconfiable.” (p.32).
La función de confiabilidad R (t) de la distribución de Weibullestádeterminadaporlasiguienteexpresión:
A partir de esta ecuación, podemos decir que la función dedistribuciónacumulativa,eslafaltadeconfiabilidado probabilidaddefalla.
MétododeMínimosCuadrados
El método de mínimos cuadrados permite calcular los parámetros de forma y escala, mediante la aplicación doble logarítmica de la función de distribución acumulativa (Ecuación 3). Esta doble transformación logarítmica permite convertir la función de distribución acumulativaenunaecuaciónderegresiónlineal.[1]
Deduccióndelaecuaciónderegresiónlineal
Funcióndedistribuciónacumulativa.
La función de distribución acumulada F(t) es el complemento de la función de confiabilidad, definida porlasiguienteecuación:
Aplicando
I+D+i DISEÑO DE UN SISTEMA DE INDICADORES DE CONFIABILIDADUTILIZANDOELMÉTODODEMÍNIMOS CUADRADOS
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
θ es función de la intersección b de la recta y el parámetrodeescala,deduciendoentonces: pordefinicióndelogaritmo,
En el análisis del Mantenimiento Centrado en la Confiabilidad (RCM), según el Manual de Reliasoft (2010), indica que: “Provee de un marco estructurado para analizar las funciones y fallas potenciales de los activos físicos para desarrollar un plan programado de mantenimiento que proveerá de un nivel aceptable de operabilidad, con un nivel de riesgo aceptable, en una maneraeficienteyefectivaenelcosto”.(p.7).
El FMEA como metodología proactiva tiene el objetivo deidentificar,evaluaryprevenirfallaspotencialesenun equipo,productooproceso.Seutilizapara:
Reducir el riesgo de fallas: Al identificar las fallas potenciales antes de que ocurran, se pueden tomar medidasparaprevenirlasomitigarsusefectos.
Mejorar la calidad: Un FMEA puede ayudar a identificar y corregir las causas de defectos de calidad, lo que lleva a productos y procesos de mayorcalidad.
Aumentar la seguridad: Al identificar los peligros potenciales, un FMEA puede ayudar a prevenir accidentesylesiones.
RangoMedio
Para trazar la línea de regresión, debemos calcular un estimadorllamadoRangodeMedianaparalafunciónde distribución acumulativa F(x). El estimador se basará en el orden de fallas. Es necesario organizar los datos (tiempo entre fallos) en orden ascendente (de menor a mayor).
Se trata de un proceso sistemático que implica los siguientespasos:
1. Definirelequipoaanalizar.
2. Identificarloscomponentesdelsistema.
3. Para cada componente, identificar los posibles modosdefalla.
Dónde:
RM (xi):Rangomedio.
4. Para cada modo de falla, identificar los posibles efectosdelafalla.
5. Evaluarlagravedaddecadaefectodefalla.
I+D+i
DISEÑO DE UN SISTEMA DE INDICADORES DE CONFIABILIDADUTILIZANDOELMÉTODODEMÍNIMOS CUADRADOS
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
6. Evaluar la probabilidad de ocurrencia de cada mododefalla.
7. Calcular el Número de Prioridad de Riesgo (NPR)paracadamododefalla.
8. Desarrollar acciones para prevenir o mitigar cadamododefalla.
9. Documentarlosresultados.
Las políticas de mantenimiento que se puedan implementar, según Milano Teddy (2005), “Son líneas directrices específicas, los métodos, los procedimientos, las reglas, las formas y las prácticas administrativas que se establecen para implementar las estrategias y respaldar y fomentar los trabajos que llevarán alcanzar losobjetivosenunciados”(p.70).
En la época actual, debido a las consideraciones demandadas por el mercado, nos encontramos en un estado de transición en el que la excelencia es considerada parte del producto. Eventualmente, las empresas tienen latente el reto de cómo mejorar sus actividades de gestión del mantenimiento para ser más sostenibles. Expresa Cáceres (2007), “El proceso de gestión debe garantizar el control de los costos y la calidad del mantenimiento, asegurando los tiempos y recursos para la ejecución, la entrega y el cumplimiento delanormativadeseguridadyambiente”.
III.MARCOMETODOLÓGICO
Este tipo de investigación es no experimental, ya que se caracteriza por la ausenciade manipulación o control de las variables. Igualmente, se observa y analiza el fenómenoo evento tal ycomoocurrendeformanatural, sinintervenirenellos.
También es una investigación aplicada, ya que tiene como objetivo generar conocimiento con aplicación directa para resolver problemas específicos o satisfacer necesidades prácticas. Se centra en encontrar soluciones a problemas del mundo real y mejorar productos, procesososerviciosexistentes.
5. Para cada componente identificar los posibles modosdefalla.
6. Para cada modo de falla, identificar los posibles efectosdelafalla.
7. Evaluarlagravedaddecadaefectodefalla.
8. Evaluar la probabilidad de ocurrencia de cada mododefalla.
9. Identificar los indicadores de confiabilidad adecuadosparaelsistemaysuscomponentes.
10. Aplicar el método de mínimos cuadrados para ajustar los datos de fallas al modelo matemático, con el objetivo de evaluar las diferentes variables deconfiabilidadpresentesconmayorexactitud.
11. Interpretar los valores de los indicadores de confiabilidadobtenidos.
12. Identificar los componentes críticos del sistema querequierenmayoratención.
13. Desarrollar acciones para prevenir o mitigar cada mododefalla.
14. Documentarlosresultados.
IV.RESULTADOS
A continuación, se muestra un ejemplo con una secuencia de pasos para la aplicación del método de mínimos cuadrados y el cálculo de los parámetros de formayescala.
Supongaqueelparámetrodeubicaciónesigualaceroy ordene los datos (tiempos entre fallas) en orden ascendente.Vertabla1.
a) Calcule el rango medio para cada elemento (i), utilizandolaecuación(12).
n=21(datoshistóricostotales)
i = toma el valor de la primera columna de la tabla, en ellasemuestranlosvalorescalculados.
I+D+i DISEÑO DE UN SISTEMA DE INDICADORES DE CONFIABILIDADUTILIZANDOELMÉTODODEMÍNIMOS CUADRADOS
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
Tabla1.TiempoentreFallas
Fuente:Elaboraciónpropiadelautor
b) Calcular el logaritmo natural del tiempo entre fallas paracadaítem(i):
Considerando la cuarta columna, la función LN (número),elparámetroUbicación,tieneunvalordecero (0). En el caso de que se requiera calcular este parámetro,lasceldasdeestacolumnaseprogramanpara obtenerelvalorajustado.
c)Calcularlosvaloresdelejedeordenadas(Y),esdecir, ellogaritmodellogaritmodelainversadeunomenosel rango de la mediana para cada uno de los ítems de la muestra.
Los valores del eje deabscisasse muestran en latabla 2 ylosvaloresdelejedecoordenadasenlatabla3.
Tabla2.ValoresdelEjedelasAbscisas
Fuente:Elaboraciónpropiadelautor
Tabla3.Valoresdelejedeordenadas
Fuente:Elaboraciónpropiadelautor
d) Generar la gráfica de la ecuación de la recta con los datos X e Y.Parahaceresto,seleccionelaopcióngráfico XY (dispersión) en el menú Insertar de Excel. Para encontrar la ecuación de la recta de regresión, use las funciones: PENDIENTE ( y conocida; x conocida) son los valores dependientes (columna 5) y, x conocida son los valores independientes (columna 4) para estimar la pendientedelalínea.
I+D+i DISEÑO DE UN SISTEMA DE INDICADORES DE CONFIABILIDADUTILIZANDOELMÉTODODEMÍNIMOS CUADRADOS
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
INTERSECCIÓN.AXIS ( y conocida; x conocida) para estimarlainterseccióndelalínea.
Para determinar el grado de correlación lineal de los puntos, utilice las funciones: PEARSON (matriz1; matriz2) donde matriz1 son los valores dependientes (columna 5) y matriz2 son los valores independientes (columna4).
Esta función devuelve el coeficiente de relación r. COEFFICIENT.R2 ( y conocida; x conocida) devuelve elcuadradodelcoeficientedecorrelación.
Estos valores, en sí mismos, representan una especie de prueba de bondad de ajuste de la recta de regresión. El coeficientedecorrelaciónindicaquétanfuerteodébiles la relación lineal entre los datos; si este valor está más cercadeuno(1),existeunafuertedependencialineal.
Por otro lado, el coeficiente de determinación, r2, está indicando el porcentaje de puntos que están relacionados linealmente. Aplicando las funciones anteriores de Excel se obtiene la siguiente recta de regresión: y = 2.4865x16.865(13).
Tabla4.ParámetrosdeControldeRegresión
Fuente:Elaboraciónpropiadelautor
El coeficiente de correlación, r, indica que existe una excelente relación lineal (dependencia) de los datos, ya que su valor es muy cercano a uno (1). El coeficiente de determinación, r2, indica que el 93.60 % están relacionados linealmente en la muestra N° 4. En conclusión, estos valores indican que la muestra se comporta de acuerdo con la función de densidad de Weibull.
Una vez determinados los parámetros de forma y escala, utilizando las ecuaciones mencionadas anteriormente, se propone una simulación del comportamiento de la vida útil de un equipo de área industrial denominado, “Volteador de Vagones” , ver imagen 1, tomando como muestra los tiempos entre fallas ordenados de menor a mayor de dos (02) elementos de ese equipo que son los Cilindros Hidráulicos de los ganchos (ver imagen 2) y Frenos Hidráulicos del vagón (imagen 3), aplicando primeramente el análisis por modos de fallas y sus efectos(FMEA):
Gráfico 1. Línea de Regresión. Fuente: Elaboración propia delautor
I+D+i DISEÑO DE UN SISTEMA DE INDICADORES DE CONFIABILIDADUTILIZANDOELMÉTODODEMÍNIMOS CUADRADOS
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
ComoprimerejemploenlosCilindrosHidráulicosdelos ganchos, ver imagen N° 2, seleccionamos el modo de falla “Acumulación de mineral en la guía de los ganchos”
Imagen 2. Cilindros Hidráulicos de los Ganchos. Fuente: ElaboraciónPropiadelAutor.
Aplicación del Análisis de Modos de Falla y sus Efectos(FMEA)paraloselementosseleccionadosdel VolteadordeVagones.Vertabla5.
Tabla 5. Análisis de Modo de Falla y sus Efectos (FMEA)
Fuente:Elaboraciónpropiadelautor.
I+D+i DISEÑO DE UN SISTEMA DE INDICADORES DE CONFIABILIDADUTILIZANDOELMÉTODODEMÍNIMOS CUADRADOS
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
Modo de falla N° 1. Acumulación de mineral en la guíadelosganchos.
A continuación, se muestra los tiempos entre fallas de acuerdoalmododefallaseleccionado.
Tabla6.Tiempoentrefallas(MododefallaN°1)
Fuente:Elaboraciónpropiadelautor.
Gráfico 2. Confiabilidad “Cilindros Hidráulicos de los Ganchos”.Fuente:Elaboraciónpropiadelautor.
Para obtener un 84 % de confiabilidad en el equipo, es necesario intervenir el equipo cada 288,80 Horas y realizar tareas de mantenimiento preventivo. Ver gráfico 2.
La curva de tasa de fallas, experimenta un crecimiento exponencial moderado en el periodo de desgaste, con niveles de alerta a partir de las 800 horas de funcionamiento.Vergráfico3.
Gráfico3.TasadeFallas“FrenosHidráulicosdelVagón”
Fuente:ElaboraciónpropiadelAutor.
Como segundo ejemplo en este equipo se optó por los Frenos Hidráulicos del Vagón (ver imagen 3), seleccionamos el modo de falla “Falta de presión en los cilindrosdelosfrenos”.
Imagen 3. Frenos del Vagón. Fuente: Elaboración propia del autor.
I+D+i DISEÑO DE UN SISTEMA DE INDICADORES DE CONFIABILIDADUTILIZANDOELMÉTODODEMÍNIMOS CUADRADOS
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
Modo de falla N° 2. Falta de presión en los cilindros delosfrenos.
Seguidamente se muestran los tiempos entre fallas de acuerdoalmododefallaseleccionadoparaesteelemento delvolteadordevagones.
Tabla7.Tiempoentrefallas.(MododefallaN°2)
Para obtener un 85% de confiabilidad, es necesario intervenirelequipocada425,80horasyrealizartareasde mantenimientopreventivo.Vergráfico4.
La curva de tasa de fallas describe un crecimiento exponencial agresivo, después de las 1200 horas de funcionamiento, con un indicador de desconfianza elevado ameritando intervención programada en el equipo.Vergráfico5.
Gráfico 5. Tasa de Fallas “Frenos Hidráulicos del Vagón”.Fuente:ElaboraciónPropiadelAutor.
FinalmentesemuestraelmodelodeReporteGerencialde este sistema, ver imagen N° 4. En este se visualizan los indicadores de confianza del equipo o elementos seleccionados, aplicando la metodología con el propósito de realizar seguimiento y control para que la toma de decisiones sea efectiva basaba en los resultados obtenidos.
DISEÑO DE UN SISTEMA DE INDICADORES DE CONFIABILIDADUTILIZANDOELMÉTODODEMÍNIMOS CUADRADOS
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
V.CONCLUSIONES
1. El método de mínimos cuadrados facilita el cálculo de los parámetros de la distribución de Weibull cuando se utilizan herramientas informáticas, minimizando el tiempo en comparación con el uso del papel especial de probabilidaddeWeibull.
2. Los parámetros de la distribución de Weibull representan un insumo necesario para obtener curvas de comportamiento de confiabilidad, indicadores que intervienen en el diseño de los objetivos de calidad de una Gestión de Producción.
3. Las curvas de confiabilidad permiten visualizar y determinar los tiempos de intervención de un equipo según el modo de falla, así como, la actualización en la frecuencia de las tareas proactivasdeunProgramadeMantenimiento.
4. Las curvas de tasa de fallas, son una herramienta gráfica que permite evaluar el punto de crecimiento exponencial del desgaste de un equipo.
5. Los historiales de fallas de fuentes confiables en una organización de mantenimiento, ordenados por modo de falla, permiten determinar los tiempos de operación de manera precisa. Los tiempos entre fallas (T.E.F), la confiabilidad y la tasa de fallas, constituyen los indicadores más importantes en el análisis de la vida útil de un equipo.
6. Los indicadores de mantenibilidad permiten a una Gerencia de Producción tomar decisiones basadas en hechos, manteniendo así el ciclo de mejora continuaenelSistemadeGestión.
VI.RECOMENDACIONES
1. Paraobtenerunresultadoóptimodelosindicadores de confiabilidad, se debe introducir la data de un históricodefallasconfiable.Lasaveríasregistradas en el sistema deben ser evaluadas por el personal capacitado, con el fin de seleccionar los tiempos por modos de fallas y realizar análisis de forma sencilla.
VII.REFERENCIASBIBLIOGRAFICAS
[1] Intelligent Reliability Leadership “International Maintenance conference” (2020). Cálculo de los Parámetros de la Distribución de Weibull. https:// reliabilityweb.com/es/.
[2] Instituto de Investigación de Ingeniería e confiabilidad.(2020).Análisisdelmododefallaysus efectos (FMEA). https://institutoconfiabilidad.com/ anali-sis-del-modo-y-efecto-de-falla-amef/.
[3] Cáceres, I. (2007). Ingeniería de Mantenimiento y FiabilidadAplicada,Venezuela,Caracas.6ta.Edición.
[4] Nava Aranguren, J. (2006). Teoría de mantenimiento definiciones y organización. Universidad de los Andes (ULA): Consejo de Publicaciones.Mérida,Venezuela.
[5] Manual de Mantenimiento ReliaSoft (2010). Mantenimiento centrado en la confiabilidad RCM++. SaoPaulo,Brasil.
La tecnología térmica ha demostrado ser una herramienta esencial para abordar los desafíos únicos de la minería subterránea, la cual, es una actividad fundamental en la extracción de recursos minerales, pero presenta desafíos únicos relacionados con la seguridad y la eficiencia. La visibilidad limitada es uno de los mayores desafíos en la minería subterránea, lo que aumenta el riesgo de accidentes. La tecnología térmica utiliza la radiación infrarroja para crear imágenes térmicas, permitiendo la detección de objetos ypersonas incluso enentornos con baja visibilidad.
Aplicaciones Prácticas. Detección de Personas y Equipos: permite la identificación de personas y equipos en tiempo real, mejorando la seguridad al prevenir colisiones y garantizar la evacuación rápida en caso de emergencias; Monitoreo de Temperatura: La supervisión de la temperatura es esencial en la prevención de incidentes como incendios o sobrecalentamiento de equipos. La tecnología térmica proporciona unmonitoreo continuo ypreciso.
Cuáles son las últimas innovaciones en equiposde perforación minera
El mercado de perforación minerano es ajeno a las nuevas tendencias que rigen la industriamoderna, la automatización de estos equipos son características indispensables para la fabricación de estas maquinarias a fin de garantizar la eficiencia, seguridad y precisión de las operaciones. De acuerdo a Samuel Ponce, Key Customer Manager de Epiroc, la “transformación tecnológica también está en el ADN de los fabricantes de equipos de perforación paraminería, pues Epiroc tiene en el mercado equipos con niveles sofisticados de Telemetría, equipos con tableros digitales y completamente autónomos. Para ello, cuentan con una computadora a bordo y gracias a la tecnología del CANBUS, los equipos son inteligentes y pueden interactuar mediante una serie de sensores y sistemas de protección electrónica”. Por su parte, Iván Escobar, senior de Ingeniería de Tumi Raise Boring, señala que otra de las innovaciones aplicadas en equipos de perforación es la tecnología de baterías para equipos de perforación subterránea. Otras de las nuevas tecnologías aplicadas en la fabricación de estos equipos son los sistemas de navegación yposicionamiento.
¿Cómo aprovechar larealidad virtual en minería subterránea?
La realidad virtual ha llegado para transformar la forma en que abordamos los desafíos en la minería subterránea. La minería subterránea ha sido una actividad crucial a lo largo de la historia, proporcionando recursos esenciales para la sociedad. A medida que avanzamos en el siglo XXI, la integración de tecnologías emergentes, como la realidad virtual (RV), ha revolucionado la forma en que abordamos los desafíos asociados con la minería subterránea. Simulaciones inmersivas para entrenamiento: La seguridad en la minería subterránea es una prioridad fundamental. La RV ofrece la posibilidad de crear simulaciones inmersivas que permiten a los trabajadores entrenar en entornos virtuales antes de ingresar a situaciones de la vida real. Planificación y diseño de minas virtuales: La RV puede ser utilizada para crear modelos virtuales precisos de las minas subterráneas, permitiendo a los ingenieros y planificadores visualizar y optimizar diseños antes de realizar excavaciones reales. Monitoreo en tiempo real con RV: permite a los operadores supervisar las condiciones subterráneas sin lanecesidad deestar físicamente presentes.
Cuatro tendencias tecnológicas para unaminería más segura einteligente
El mundo sigue avanzando hacia un futuro más tecnológico, y la minería no es una excepción. La tecnología minera innovadora emplea el conocimiento de la ubicación, el aprendizaje automático, la robótica y otras tecnologías que permitirán a las empresas mineras automatizar muchos de sus procesos y pasar de operaciones semiautónomas a totalmente autónomas. Esto no sólo reducirá los costes, sino que también aumentará la seguridad. El uso de camiones mineros, excavadoras y equipos mineros autónomos o teledirigidos permite a veces eliminar a los seres humanos de las tareas peligrosas, evitando así accidentes. Un ejemplo de tecnología que permite una mayor automatización en la minería es el chirp. Chirp es una tecnología de comunicación inalámbrica que complementa al GPS y al LiDAR para intercambiar datos (mensajes, datos de sensores), determinar ubicaciones y medirdistancias, por ejemplo, entremineros, equipos deminería y vehículos.
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII | NÚMERO 49 | JULIO 2024
Del 11 al 13 de septiembre del año 2024, novena edición de EXPOMINAPERÚ2024,Lima,Perú.
Evento organizado por el Grupo Digamma, reunirá a más de 800 proveedores del sector minero, en el Centro de Exposiciones Jockey, ubicado en Surco. Después de ocho exitosas ediciones que la han consolidado, EXPOMINA PERÚ abrirá sus puertas en el Centro de Exposiciones Jockey, ubicado en la ciudad de Lima, Perú. Durante tres días, EXPOMINA PERÚ reunirá a los principales proveedores mineros en una sede de 47,000 m², que contará con más de 1270 stands y delegaciones internacionales. Lo último en maquinarias, tecnología y servicios estará en exhibición para losmásdemilesdevisitantesqueseproyectarecibir.
Del 02 al 03 de octubre del año 2024, V CONGRESO INTERNACIONAL MINERÍA CHILE Y AMÉRICA LATINA. SantiagodeChile.
Congreso Internacional y Exposición Minería Chile y América Latinaeslaúnicaplataformaprofesionalparaeldesarrollode negocios a alto nivel con empresarios claves en la industria, organismos reguladores, entidades gubernamentales, proveedoresdetecnologíayequiposeinversionistas
https://mininglatamcongress.com/es/
Del 24 al 26 de septiembre del año 2024, MINEXPO INTERNACIONAL2024,LasVegas,Nevada,USA.
¡Las Vegas se está preparando para recibir a MINExpo Internacional 2024, el evento más esperado en el mundo de la minería! Conocido como el destino de entretenimiento por excelencia, la ciudad del pecado está lista para acoger a miles deprofesionalesdelaindustriamineradetodoelmundo.Serán días llenos de innovación, networking y oportunidades de negocioenunambientevibranteyemocionante.Descubretodo loqueesteeventoprometeofrecerycómopuedesserpartede esta experiencia única en MINExpo Internacional 2024 Las Vegas. Será la exposición global de equipos, productos y servicios de minería más grande y completa del mundo. Organizado por la Asociación Nacional de Minería (NMA), MINExpoINTERNATIONALesunpuntodeencuentroparatodas las personas relacionadas con equipos de minería, equipos de seguridad, ingeniería, servicios de construcción y minería, equiposdeperforación,manejodematerialesy muchomás.
Del 28al31deoctubredelaño2024,IIConferenciadelCobre yFeriaMineraMundial,Lima,Perú.
¡EXPOCOBRE lanza su segunda Edición 2024! en el Centro de Exposiciones Jockey, Lima, Perú. El objetivo para esta segunda edición será crear las mejores condiciones para buenos negocios y nuevos mercados a través de reuniones y actividades académicas de primer nivel. , EXPOCOBRE es el único evento que reúne a los principales actores potenciales del sector y es la plataforma ideal para que los proveedores y compradores realicen negocios cara a cara y aprendan sobre las últimas tendencias de la industria y establezcan contactos conlosmásimportanteslíderesmundiales.
https://expocobre.com/
Efemérides sobre Ciencia, Tecnología e Innovación
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII| NÚMERO 49| JULIO 2024
01 ABRIL DE 1976
Steve Jobs, Steve Wozniak y Ronald Wayne fundan Apple Computer. La empresa de computación más innovadora de los últimos tiempos. Steve Wozniak construyedemanera artesanal su primer ordenador elcualse llamaríaAppleI.
04 ABRIL DE 1975
Bill Gates y Paul Allen, fundan la empresa Microsoft en Albuquerque, Nuevo México, para desarrollar BASICparaelAltair8800 (primer ordenador personal). Microsoft a principios de los 80 consigueenpocostiempo dominar el mercado de ordenadores personales conelsistemaoperativo MS-DOS.
10 ABRIL DE 1982
El Día Mundial de la CienciaylaTecnología secelebracada10de abrilyfueestablecido enelaño1982porla Conferencia General delaUnescoenhonor al nacimiento del Dr. Bernardo Houssay (1887),galardonadocon el Premio Nobel de Medicinaenelaño1947 por sus investigaciones enFisiologíayMedicina.
26 ABRIL DE 2000
En el año 2000, los estados miembros de la OMPI acordaron fijar una fecha específica para conmemorar el Día Mundial de la Propiedad Intelectual, al coincidir con la entrada en vigor del Convenio que hizo posible su conformación, en el año1970.
03 MAYO DE 1984
Se funda Limited PC. Conocida como “Dell Inc”.
Michael Dell, de 19 años de edad, estudiante de primer añodelaUniversidad de Texas, funda un nuevo negocio de las computadoras con US$1.000, bajo el nombredeLimitedPC. Luego será conocida comoDellInc.
07 MAYO DE 1963
SelanzóelTelstar2, diseñado para retransmitirtelevisión, teléfono y datos de comunicacionesaalta velocidad. El primer satélite artificial de telecomunicaciones comercial del mundo fueelTelstar1yfue puesto en órbita terrestre por los EstadosUnidos.
Se lanza Telstar 2. El segundo satélite artificial comercial
17 MAYO DE 2004
El 17 de mayo se celebra el "Día de Internet", el objetivo deeste díaes dara conocer las posibilidades que ofrecen las nuevas tecnologías para mejorarelniveldevida delospueblosydesus ciudadanos. Esta iniciativa surge, en España,enelaño2004.
24 MAYO DE 1844
Samuel Morse demuestraeltelégrafo magnético utilizando para ello el código Morse.Estemensajese realizadesdeelsótano delAntiguoPalaciode Justicia del Tribunal Supremo en Washington DC a su compañero,AlfredVail, que se encontraba en Baltimore,Ohio.
Samuel Morse presenta por primera vez el Telégrafo
Se funda Apple Computer.
Se funda Microsoft.
Día Mundial de la Ciencia y la Tecnología
Día de Internet
Día Mundial de la Propiedad Intelectual
Efemérides sobre Ciencia, Tecnología e Innovación
REVISTA MUNDO FERROSIDERÚRGICO | AÑO XIII| NÚMERO 49| JULIO 2024
01 JUNIO DE 1956
02 JULIO DE 2001
Nace Tim Paterson, programador informático estadounidense, mejorconocidocomo el autor original de MS-DOS, el sistema operativo de computadoras personales más utilizadoenladécada de1980.
13 JUNIO DE 1928
NaceenChicago,Estados Unidos, Martin Cooper, uningenieroelectrónicoe inventorestadounidense, consideradoel“Padredel teléfono móvil”. Cooper eselCEOyfundadorde ArrayComm, una compañíaquetrabajaen la investigación de antenasinteligentesyla mejora de la tecnología delasredesinalámbricas.
23 JUNIO DE 1943
Nace en New Haven, Conn., EEUU, Vinton Gray Cerf, informático considerado junto con RobertKahncomouno delosfundadoresdela Internet.En2004,tanto CerfcomoKahnfueron merecedoresdel Premio A.M. Turing,elmásalto honorenlainformática, porsutrabajopionero sobrelainterconexión.
30 JUNIO DE 1970
IBManunciasunuevo modelodemainframe el IBM System/370, sucesor de la familia System/360. Este nuevo mainframe mantiene la retrocompatibilidad conelanteriorloque facilitalamigracióna losclientesademásde mejorar el rendimiento.
IBM lanza el System/370, el ordenador que introduce la
Se celebra el Día MundialdelosOVNIS, tambiénconocidocomo World Ufo Day, promovidopormilesde fervientes creyentes, seguidores e investigadores particulares de este fenómenoysuférrea creencia de que no estamos solos en el Universoyqueexisten seresmásavanzadosen elespacioexterior.
04 JULIO DE 1996
Sabeer Bhatia y Jack Smith lanzan su servicio webmail “HoTMaiL”. Se lanzó comercialmenteenel Día de la Independencia de los Estados Unidos, que representa simbólicamente la libertad de los proveedores de servicios de Internet. Su nombre es una referenciaa HTML.
29 JULIO DE 1958
Se crea la NASA
El presidente de los Estados Unidos Dwight D. Eisenhower firmala creación de la NASA (National Aeronautics andSpaceAct).LaNASA es la agencia responsable del programa espacial civil delosEstadosUnidosy para la investigación aeronáutica y aeroespacialeiniciósus actividades el 01 de octubrede1958.
31 JULIO DE 1941
Nace en Surabaya, Indias Orientales Holandesas, Victor "Vic" Hayes , popularmenteconocido como el "padre de la tecnología Wi-Fi" Desde su creación en 1990hasta2000, Hayes presidió el grupo de trabajo IEEE normas que define el IEEE 802.11 conjunto de estándares de redes inalámbricas, más conocidocomo Wi-Fi
Nace el padre de la tecnología "Wi-Fi”
Día Mundial de los OVNIs
Se lanza "HoTMail". Uno de los primeros webmail
Nace Tim Paterson. El padre del MS-DOS
Nace Martin Cooper. El padre del teléfono móvil
Nace Vinton Gray Cerf. Uno de los padres del Internet