
 Editor: Lou Reade Advertising Sales: David Chadd
Editor: Lou Reade Advertising Sales: David Chadd

Editor: Lou Reade Advertising Sales: David Chadd
A study from ABI Research
– Industrial machine vision systems: innovations, key players, and differentiators driving quality management excellence – says the market is facing a period of “significant evolution”, with AI techniques such as machine learning acting as enabling technologies.
ABI estimates that the quality control machine vision market will swell from US$2.3 billion in 2023 to US$7.2bn in 2028 – an increase of more than 210%.

“AI is improving the efficiency of the machine vision market,” said James Prestwood, industrial and manufacturing industry analyst at ABI Research. “However, while many AI solutions can easily integrate with existing machine vision hardware and software, its lack of ‘explainability’ can be challenging.”
AI can increase inspection speeds and enable the movement of quality upstream – while being more adaptable than traditional software. However, it could struggle to gain acceptance in high-regulation vision
system markets if its benefits cannot be properly explained, the report added.
“While some AI vendors are making great strides to support their software with this functionality, it is not yet a standard feature,” said Prestwood.
The ability to streamline the integration of AI techniques into vision systems will be critical to its adoption, he concluded.
“For most manufacturers, budget and build complexity will be defining factors for choosing off-the-shelf and build-your-own solutions,” he said. “Smaller manufacturers will likely find the greatest use for off-the-shelf solutions due to their lower cost and simpler requirements.”











Editorial material in this section is provided by UKIVA Members. Content accuracy is the responsibility of individual UKIVA Members.
www.bytronic.com
Bytronic Vision Intelligence says it is the first European partner of Cognex to install a modular vision tunnel (MVT). The installation, for a European logistics firm, was designed, installed and commissioned in three days.
In February 2022, Bytronic became the first UK company to be granted Logistics Partner Integrator (LPI) status. Since then, it has completed over 190 logistics projects with Cognex.
“Having Bytronic as part of the LPI programme enables them to learn new products like the MVT, in an environment where a Cognex engineer is there to get them up to speed, said Daniel Sampson, logistics field service engineer at Cognex.
MVTs are designed to raise the speed and efficiency of sorting, inbound receiving, and outbound logistics operations. They are built around a standard frame with angles and mirror positions pre-set up to suit customer specifications. Bytronic now has three expert MVT integrators on its team.

Martin Hurworth, CEO of Bytronic, added: “Becoming the first Cognex partner in Europe to install an MVT cements our position as a leading vision innovator.”
www.alrad.co.uk
A food industry customer is using more than 20 high-speed cameras in a single automated optical inspection (AOI) system for surface analysis of food.
The project, which originally relied on 10GigE cameras, now uses Eros 5GigE cameras from Emergent Vision Technologies. These are designed to bridge the gap between standard-speed GigE cameras and for where 10, 25 and 100GigE cameras may offer more speed than required. The 5GigE series provides a blend of performance and reliability for many multi-camera inspection applications, says Alrad.
The system can stream data from multiple cameras through a single switch into one workstation, using GPU Direct technology and eCapturePro software. This enabled the customer to apply AI-trained models for detailed surface inspection.
The Eros 5GigE family captures high-resolution images at speeds suited for inspecting the many details critical in food and beverage production – from packaging and labelling accuracy to contaminant detection and portion control.

Laurie Barnes has been appointed Automate UK’s chief technical officer (CTO) – having previously been head of application engineering at Festo in the UK and Ireland.

“Vision is a vital part of manufacturing and without the skills and knowledge of UKIVA members, many production lines would not be able to run with such high quality and throughput,” says Barnes.
He will help develop one of Automate UK’s main topics: to create an independent Certified Integrator Programme, providing a platform for members to highlight their services.
“This will help industry to identify which members have the best fit for a particular application,” he adds.
Another priority will be to introduce more technically focused training, covering topics that help train the industry in selecting the right technology for their projects.
“A key part of my role will also be to visit the membership – who I look forward to meeting at their premises or at MVC,” he says.
The Machine Vision Conference (MVC) returns to Coventry this year, with a few changes to its format.
The most noticeable is that booths in the exhibition area will now be 3m x 3m (they were previously 2m x 2m). This gives exhibitors more demonstration space, so more extensive vision systems can be showcased.
In addition, conference papers will be presented in three compact lecture theatres. This follows feedback from visitors, who experienced too many clashes between overlapping presentations. Organising talks in this way will allow delegates to see more papers – which will still cover the same breadth of subjects: Deep learning and embedded vision; Vision in robotics; 3D vision; Systems and applications; Vision innovation; Optics and illumination; Camera technology; and Understanding vision technology.
Once again, MVC will be co-located with Automation UK. Running the shows together gives visitors a chance to learn more about both vision systems and robotics – either separately or in combination.
MVC24 runs at the CBS Arena on 18-19 June 2024. For more details, see: www.machinevisionconference.co.uk
www.micro-epsilon.co.uk
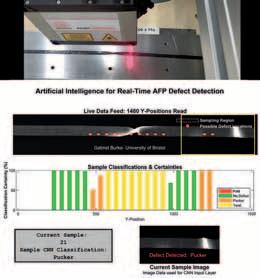
Researchers at the Bristol Composites Institute (BCI) have used laser profile sensors from Micro-Epsilon to find defects formed during the composites manufacturing.
By linking live laser sensor data with a convolutional neural network (CNN), the BCI team can conduct real-time automated inspection of parts. This new inspection technique could help to improve efficiency and reduce waste.
Micro-Epsilon sensors were embedded into a lab-scale automated fibre placement (AFP) system, a method commonly used in the aerospace industry. AFP uses robotic arms to deposit layers of carbon fibre reinforced composites onto bespoke moulds at high speed – but this can introduce defects, which degrade the strength of the final parts. The new system can locate and classify these defects in real-time.
“The system can correctly identify and differentiate between three defects – fold, twist and pucker – in real-time, using a three-stage algorithm,” says Gabriel Burke, an intern at BCI.
The first algorithm stage is data collection and pre-processing. The second is a sampling and image optimisation algorithm to produce a moving window of input images for the CNN. The third stage is defect detection and classification using the CNN.
The ScanControl 3000-25 sensor used by BCI has a compact housing with integrated controller, allowing fast integration into confined spaces. With a measuring range of 25mm, it provides calibrated 2D profile data with up to 5.5 million points per second. A high-resolution sensor matrix offers a resolution of 2,048 points per profile with an ultimate point distance spacing of 12μm, allowing measurements of fine surface/geometrical details.
www.fishersmith.co.uk
Fisher Smith recently developed a vision system to inspect pharmaceutical packaging – to ensure precise print and label alignment.
The challenge lay in creating a system for colostomy bag packaging that met – and exceeded – regulatory requirements. It implemented embedded Cognex machine vision devices to address the issue. The devices scrutinise print and label alignment, to ensure that all products leaving the factory meet the quality standards required by the industry.
The system includes a symbiotic barcode reader. This dual-functionality system simultaneously checks the quality of 1D and 2D codes, providing real-time feedback on their reliability.
In addition, the company devised a complex vision system for a second application – to check 25 distinct points on high-value pharmaceutical parts made from medical-grade plastics.
“What sets this solution apart is the self-developed inspection software,” said Mark FordLangstaff, marketing manager at Fisher Smith.

www.scorpion.vision
Scorpion Vision has developed a system that can automate the cataloguing of used books.
The project, for WoB (formerly World of Books), has been installed on existing production lines leading to a 15% increase in productivity and a reduction in costs. The system can even process books with no ISBN – a unique identification number that was first used in 1970. Books without ISBNs account for around 30% of WoB’s intake and are currently processed using a laborious manual process.
“We’ve completed thousands of identification projects, and this – like many – needed a bespoke solution,” said Paul Wilson, managing director of Scorpion. “WoB funded R&D for us to create a proof of concept at our development lab, which took about six months.”
The system, called Iris, captures images of front and back covers and reads a barcode simultaneously within a second.
“We positioned a tower over a conveyor belt with a narrow gap to enable an upward-facing line-scan camera to image one side of a book as it passes over the gap,” says Wilson. “To capture and process products in any orientation on a 700mm-wide conveyor at speed was particularly challenging.”
A high-resolution colour camera at the top of the tower collects images of the entire width of the belt. A further three medium-resolution monochrome cameras capture images of three segments of the belt, to cover the entire width. From these images, Iris creates a data package for each book. This is then sent to a cloud-based book title database where the covers are analysed and recognised by an AI-based optical character recognition system. Scorpion has now built four systems for WoB, to install at its various UK warehouses.

The perfect combination of powerful hardware and easy-to-use software makes it possible to easily implement vision sensors in gripper applications from Universal Robots. The core element of the ifm vision sensor is a 3D camera chip. It creates a 3D image using
The UR+ plugin ensures smooth and quick integration of the sensor. It detects any object, even moving ones, and transmits its exact position and dimensions to the robot control. Never before was gripper navigation so easy! ifm – close to you!
ifm.com/uk








Lighting is fundamental to any image-capture system, whether it’s a movie camera or a machine vision system. While film directors take lighting very seriously regarding infills and warm colour temperatures, industrial vision system users must take things to the next level for optimal results. Unfortunately, for the inexperienced, lighting is usually the last part of a vision system to be specified and is sometimes completely overlooked. It’s vital to know that cameras only ‘see’ light (or its absence). The key to any industrial vision system is to control the light and make it consistent. The camera should only ‘see’ the light it is meant to, with ambient light being eliminated or attenuated as much as possible to avoid variation. Specialist lighting has always been available, but many applications overlook the sophisticated products now able to supply the correct lighting to many applications.
Lighting systems can be targeted at the exact type of application they are serving. For instance, checking a bottle top with a raised design requires one kind of lighting product – which is very different to that used to effectively read barcodes on a fastmoving production line. Similarly, correct choice of lighting can help to overcome problems such as reflective or uneven surfaces, irregular part orientation and ambient light variability.

Most sophisticated camera or vision sensor will struggle to gather images without correct – and sufficient – lighting. In this section, we will cover the basic principles behind lighting for machine vision systems, addressing questions such as:
What type of lighting for which application?
How should lighting be designed in?
What advantages can they bring?
How are these systems used?
As well as the lighting sources themselves, we will look at other critical components – including optical filters – as well as delving into non-visible wavelengths such as NIR and THz, which offer advantages in particular applications.
In addition, a number of real-world examples are used to show how a planned approach to lighting can help boost the performance of a machine vision system.
Lighting is about creating contrast. Just as different parts of a barcode are black and white, so different aspects of any other object need to be picked out from one another. A superior camera or sensor can only enhance what it is presented with – and this will be better if an object is ‘prepared’ in the best way through correct lighting. There are four key lighting criteria to consider when designing a vision system: Geometry; Structure (or pattern); Colour (wavelength); and Filtering. The importance of each will vary according to the application. In general, geometry and structure are more critical with specular surfaces, while colour and filtering are more important in colour and transparency applications. It is often necessary to use more than one criterion to solve a problem.
This is the spatial relationship between the light source, camera (or sensor) and object being analysed. For instance, an object can be lit from the front or back – and from many different angles. These aspects will change depending on a particular application. Front lighting is most commonly used – especially in a mode called bright field lighting, which works best with non-reflective objects. A potential downside to overcome with technique is ‘hotspots’ – but this can be overcome using by softening the illumination with the use of diffusers. (This can also be achieved with dome reflectors to project light from all directions, reducing glare and shadows.) Back lighting is often preferred for transparent or translucent objects, in order to highlight edges of internal or external defects. Objects can also be illuminated from the so-called ‘dark field’, in which the light source is typically at a very low angle. This is particularly effective for edge detection or finding surface scratches, or engraving.
front helps minimise glare from reflective surfaces. Diffuse backlighting is used for applications such as silhouetting (in which the shape or size of an object is critical. The use of line lights is also growing within machine vision. The line of light is focused to produce very high intensity and is often used in moving web applications, where continuous inspection is carried out using a linescan camera.

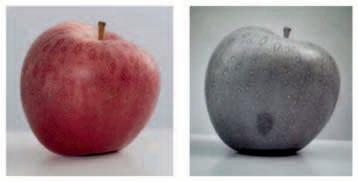
A key factor that influences contrast is the colour – or wavelength –of light. Using a fundamental understanding of light reflection and absorbance, a red surface, for instance, will preferentially reflect red light – and appear brighter. In the same way, light from the ‘opposite’ end of the spectrum will make the object appear darker. This can be used very effectively to enhance contrast in object of a specific colour or to look ‘through’ translucent objects, for example. It can also be used to pick out objects of a particular colour on a surface. Visible light is most typically used in vision systems, which can be divided into polychromatic or broadband (‘white’) or single colour, monochromatic light. In addition, there are many ‘non-visible’ wavelengths of light –and these are covered later.
This refers to the type of light being directed onto the object. Examples include diffuse light and collimated light. Diffuse light is uniform ‘soft’ light, which can be achieved by using a diffuser over a ringlight or barlight, or the use of a dome reflector. Diffuse illumination from the
Light from the environment can negatively affect image capture as it is not consistent. An effective lighting system may need to cancel out the effect of ambient light. This can be done in a few ways, such as a sufficient controlled light level, or running the system in a lightproof enclosure. However, this is not always practical. Instead, using filters combined with single-colour lights can attenuate ambient light significantly. Alternatively, strobe lighting can raise lighting intensity and de-emphasise the effect of the ambient light. Another solution could be to use a filter like a polariser to eliminate some reflections. These fit over both the light source and the lens to eliminate ‘hot spots’ of the light being analysed.
Although vision systems can spot things that are undetectable by the human eye, they are far less versatile. This is because they cannot actually ‘see’ an object – but only the light reflected from it. For this reason, optimal lighting helps a vision system to improve image capture.
Just as light-emitting diode (LED) lights are becoming more widespread for home use, so the majority of lighting for machine vision applications rely on them. LEDs are semiconductor devices that emit light photons when a current is applied. The light wavelength emitted –whether in the visible spectrum or not – can be altered to suit a particular application. Many output wavelengths – such as a specific colour – are now available using LED technology.
In addition to LEDs, there are other methods such as fluorescent, quartz-halogen and xenon lighting. Each has its own advantages and disadvantages. LED lights are cost effective, stable and have longer life expectancy; fluorescent lighting may be more appropriate for larger-scale inspection due to its lower cost per unit illumination area; and a xenon source is typically used in applications that need a very bright strobe light.

Lights are available in a number of different forms – such as ring lights, collimated lights, diffuse lighting and dome lights – which are used for specific applications. Choosing the most appropriate type – as well as factors such as angle of illumination – can reveal details that cannot be detected under ambient light.
A variety of filters can be used to alter the characteristic of light entering a lens. These can have a variety of uses: restricting some wavelengths from reaching the camera, for instance, or polarising the light to cut glare and reveal more detail in the image. As an example, daylight cut filters can block visible light, allowing only near infrared (NIR) light to reach the sensor. This helps avoid fluctuations in an image due to changes in ambient light conditions.
“Filters are a necessity, not an option,” according to Georgy Das, director of systems & training at Midwest Optical Systems (Midopt).
He told delegates at last year’s Machine Vision Conference (MVC) that filters are essential in areas such as contrast, resolution, repeatability, glare reduction and colour correction. For example, a bandpass filter can be used to correct chromatic aberration – a type of distortion caused when a lens fails to focus all colours to the same convergence point, leading to a fuzzy image.
Bandpass filters are also likely to find use in ‘next generation’ applications such as self-navigating drones. These use UV light to navigate densely packed environments – with a UV bandpass filter that blocks interfering wavelengths, he said.
At the same event, Thomas Armspach-Young of Edmund Optics explained how polarisation filters have a number of practical uses: eliminating glare from light scattering; increasing the contrast of – or removing hotspots from – reflective objects; and allowing detection of ‘hidden’ features (such as stress within transparent parts).

“However, most polarisers achieve only about 40% transmission – so may significantly reduce overall light intensity,” he said. “Imaging lens aperture will need to be opened up to achieve similar light levels to an unpolarised setup.”
Not all light can be seen, as the electromagnetic spectrum extends beyond the visible. However, while it cannot be detected by the human eye, non-visible light is vital in certain types of vision system and applications.
This is not an exhaustive list, but several types of infrared (IR) radiation form the basis of useful techniques – such as short-wave (SWIR), long-wave (LWIR) and near (NIR) infrared – as do wavelengths from other parts of the spectrum such as UV and terahertz (THz) radiation.
Sophie Perrot, account manager at CCS Europe, told MVC delegates that some materials are only transparent in the infrared spectrum, while others absorb IR light – making SWIR a valuable technique.
“What works for one sample might not work for another,” she said. “Defining the absorption/reflection ratio is key when using SWIR lighting.”
She cited several examples of where inspection with SWIR is useful, including liquids, electronics components, food and silicon wafers. For instance, checking the liquid level in an opaque bottle is impossible using visible light – but easily revealed when scanning in the 1450nm range using SWIR. Similarly, SWIR finds foreign objects easily in applications such as rice inspection.
NIR runs from wavelengths of around 750 nm to 1 μm and allows subsurface features of an object to be viewed. Some dyes and inks appear transparent to NIR, so it can inspect products through printed packages. It is commonly used in food inspection to check for signs of decay, mechanical bruising or pest damage below the surface.
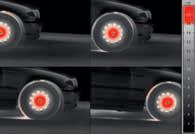
One way in which sophisticated lighting can help is by overcoming problems caused by parallax – where objects not in a direct line with a camera will appear different to those at an angle.
“To process good images, a camera needs good contrast of object features and a field of view with high homogeneity,” said Jack McKinley, product manager at TPL Vision, in a presentation at MVC23.
On a pick-and-place line, a camera determines the position of objects – which helps a robot to grab them accurately. However, objects at an angle to the camera may appear different, due to light reflecting unevenly off a diffuse surface. One way to overcome this (the parallax effect) is to increase the distance between camera and object – but there are limits.

Distribution of light across the field of view will not be even – and the camera may see a ‘hot spot’ in the centre. This is because reflected light is stronger in the camera’s central axis than at the edges. This effect is amplified by smooth or shiny surfaces. It means that objects in a direct line may be difficult to detect accurately.
One solution is to use a light source such as TPL’s Modular Bar, which has extra diffusion in the middle section. This helps to vary the light intensity across the field of vision – and ‘smooth out’ the brightness that is seen by the camera. TPL calls this the curve effect.
McKinley said this approach can be applied widely to vision-guided robotics applications.
One feature of LED lights is that they can be pulsed. Steve Kinney, director of training, compliance, and technical solutions at Smart Vision Lights (SVL), says this is a way of creating “more light for free”.
In this case, the LED is overdriven by up to 10 times its rating – but for very short periods of time. The light must rest in the off condition for a short period to cool the LED die, before initiating the next pulse.
“We can run the LED light at multiple times the steady state continuous rating,” he told the MVC23 conference. “It would burn up if we didn’t limit the pulse to fractions of a second.”

Machine vision does not always require continuous light – and often relies on short pulses of light to strobe and ‘freeze’ the motion of moving objects. Overdriving allows the maximum amount of light when it is needed, he said.
SVL also uses pulsing to overcome the physical effects of strobing. Strobing is common in machine vision but can cause conditions such as headaches and nausea in staff. ‘Hidden strobe’ technology pulses at very high frequency that is undetectable by the human eye to overcome the effects.
It works because personnel see constant flashes at 1.3 kHz, which is perceived as constant light. The camera, however, only ‘sees’ a single exposure pulse – which is synchronised with the moving production line.
In a separate paper, Douglas Bourne, product and applications manager at Gardasoft Vision, told delegates that ‘overdriving’ can deliver a number of benefits other than freezing fast-moving parts – such as allowing multiple inspections per station, reducing average power and improving or fixing depth of field issues. Fixing the depth of field issues works because overdriving increases the light intensity – even though very briefly – leading to a much brighter image.
UK-based Identify Direct helped a major aerosol manufacturer develop a way to inspect products on-line – which incorporates specially designed illumination. The vision system visually inspects laser-etched engravings on the bottom of aerosol cans – which are manufactured for the pharmaceutical industry.

Identify Direct’s ‘flat dome’ ensured fast, accurate inspection of laser etchings on cans
Several issues had to be solved so that the cans could be measured quickly and accurately. First, the writing and DataMatrix were both laser-etched onto the cans – rather than being printed – so had very low contrast. In addition, the writing was not straight across, but in an annulus around the base of the can. To add complication, the bottom of the aluminium can was concave and shiny.
Inspection accuracy needed to be 100%, even though the cans moved quickly along a production line and had varying positions across the track.
Identify Direct developed an in-house ‘flat dome’ which – in combination with a classic dome and ring light – gave a consistent image of all the cans. The company also developed software based on a ‘polar unwrap’ tool. This used the central DataMatrix mark as a ‘locator’ to position the polar unwrap region of interest (ROI) correctly on each can, using a DALSA camera to capture the images.
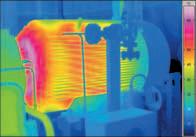
As with so many things, sophisticated software can help systems to raise their performance. In one case, a system that uses multiple lights – and cameras – to find surface defects (such as a scratch on a turbine drum, or the quality of a weld) has been improved with a new software package.
Observant Innovations has made a version of its Inspect 3D package – which analyses solid surfaces – available as a stand-alone application. Ordinarily, it is supplied along with cameras and lighting to help clients reconstruct and measure very challenging surfaces.
“Now, the output of a linescan camera can be imported into the cutdown version of Inspect 3D,” said Gareth Edwards, Observant’s technical director. “This will allow interactive lighting and measurement and analysis.”
A critical part of the process is to light the surface from eight different angles. The information this delivers is then analysed by Inspect 3D.
Do you need help developing your machine vision system?
Obsessed
Certified
Dedicated Engineering Professionals
www.lasercomponents.com/uk
In a recent study into short wave infrared (SWIR) sensor technology, scientists at the University of Western Australia found that Laser Components’ IG22 series InGaAs photodiodes offer the highest quantum efficiency at 2 μm.
For the study, they compared data from sensors made by several leading manufacturers.
The wavelength range explored is interesting because Lidar – and similar optical tracking techniques – achieve their highest range at 2 μm. The influences of scattering and refraction balance each other. In contrast to shorter wavelengths, pulsed lasers in the SWIR are considered eye-safe. This makes it possible to achieve higher pulse energies. In addition, the systems are less susceptible to interference such as fog, dust and smoke. Experts believe that technologies for civil and military tracking systems will soon shift to this wavelength range –such as for sensors for autonomous driving.
www.qd-uki.co.uk
Specim has upgraded its FX50 middle-wave infrared (MWIR) hyperspectral camera, which is available from Quantum Design UK.
The company says it is the first – and only – push-broom hyperspectral camera on the market that covers the full MWIR spectral range of 2.7-5.3 μm.
The product can detect materials – such as hydrocarbons, minerals, oil, and contamination on metal surfaces – that cannot be found with other wavelengths or imaging methods, says Quantum.
“The improved FX50 is a significant milestone for us and our customers,” said Tapio Kallonen, CEO of Specim. “We’re excited about the untapped possibilities it offers.”
The new device contributes to cost efficiency and sustainability by enabling efficient raw material detection – identifying valuable materials worth recovering for recycling and reuse. In particular, it revolutionises the sorting of black plastic, being the only product with the required wavelength range that can do this, the company says.
“The FX50 enables the identification and separation of black plastics effectively, helping to boost the efficiency, accuracy, and profitability of this crucial process,” said Kallonen.
www.micro-epsilon.co.uk
Micro-Epsilon has further developed its white light interferometers with a system designed for non-contact thickness measurement of monocrystalline silicon wafers.
Its new IMS5420-TH24 system incorporates a broadband super-luminescent diode (SLED) with a wavelength range of 1100 nm, allowing thickness measurements of undoped, doped and highly doped silicon wafers using one measuring system.
Thicknesses of 50-1050 μm can be measured with a doping up to 5 mΩ cm from a distance of 24 mm. Signal stabilities (z-axis resolution) of less than 1 nm can be achieved. Even for highly doped wafers with a specific resistance of 0.005 Ω cm, thicknesses of 0.05-0.85 mm can be measured.
With a measuring rate up to 6 kHz, it can handle in-line and at-line thickness measurements, after and during grinding and lapping, and during quality control. Other applications include thickness measurement of glass, film or silicon carbide wafers.
The device is available as a thickness measuring system or as a multi-peak (MP) version to measure up to five layers (e.g. wafer thickness, air gap, film and coatings > 50 μm) with silicon thicknesses from 0.05 to 1.05 mm. The measurable thickness of air gaps is up to 4 mm.
TPL Vision has introduced the Z-Spot high-power spotlight, which will be seen at the forthcoming Machine Vision Conference (MVC) in June.
The Z-Spot is aimed at applications that require focused, directional illumination in small spaces – such as quality control, pick-and-place and both barcode- and UV-inspection.
The company says that a new zoom lens – with built-in adaptability – allows fine-tuning of illumination for working distances ranging from 30 mm to 1000 mm. This gives users the control to change the direction and focus of the light, to highlight key features or reduce reflections and glare in images.
The device also offers a four-fold intensity boost through auto-strobe overdrive mode, for maximum brightness intensity – which is ideal for applications inspecting fast-moving parts. M30 mounting allows optimal compatibility with a variety of standard mounting solutions.





Alrad Instruments says the Eros 5GigE camera series from Emergent Vision brings versatility and affordability to high-speed imaging.
The Eros cameras – which cater for a range of applications – support 5GigE, 2.5GigE, and 1GigE speeds through auto-negotiation. They feature many Sony 4th generation Pregius S CMOS image sensors, similar to those used in 10GigE and 25GigE models.
In addition, they offer lower speed, lower cost and smaller-sized options – while maintaining a zero-copy imaging approach. This relies on built-in header splitting features in network interface cards (NICs) to perform zero-copy image transfer – a critical requirement for raising performance in lower speed multi-camera configurations.
Alrad says the Eros series is an affordable alternative to higher-speed cameras, while retaining quality. They are designed to be smaller and more compact, for integration into systems where space is a premium. In addition, models using Sony’s SenSWIR CMOS image sensors extend imaging into the shortwave infrared range (400-1700nm) – which is typically used in agricultural imaging and semiconductor inspection.
Polarised camera models – based on Sony’s Polarsens technology – deliver enhanced surface inspection and are particularly useful for finding defects on shiny or reflective surfaces.

www.ifm.com
IFM says that its new O2I multicode reader shows how IO-Link can still be used in modern vision systems.
The device enables various 1D and 2D codes and texts to be evaluated in a single image. Applications for the new sensor are mainly in logistics. The O2I checks the quality of codes and text information or ensures traceability along the entire process. For use in dark or shaded environments, it is equipped with integrated RGBW lighting which enables reliable detection of difficult colour combinations of code, text and background.
The reader uses the COM3 standard with a speed of 230.4 kbaud for data transmission via IO-Link. For better transferability, data over 32 bytes is automatically divided into several blocks for fast transfer to the controller.
IO-Link also makes handling the O2I multicode reader easier. Thanks to a teach button, users can easily set the sensor. To do this, the sensor is aligned with the code, then automatically performs focusing, code type recognition and exposure setting. The multicode reader is then ready for operation within seconds. The basic configuration is possible via a smartphone app, which can also be used to set triggers or the IP address.
The smartphone generates a data matrix code, which is held into the O2I’s field of view to configure the sensor.

www.opto-e.com
Opto Engineering has extended its range of LED pattern projectors with two new series.
The LT2PRXP (40W continuous) and LT2PRUP (100W continuous) series operate in both continuous and strobe mode and are compatible with any C mount projection lenses up to 1.1 inches.
The pattern projectors have been designed for applications including control in food and packaging (to check for correct volume), dimensional measurement of electronic components, planarity control of products, robot guidance for pick and place and alignment and 3D profiling/reconstruction.
Unlike laser sources, which can show poor line sharpness and power distribution – as well as scattering, speckle and diffraction effects – these use LED sources and engraved patterns. This helps to ensure thinner lines and sharper edges, more homogeneous illumination and pattern uniformity, and eye safety, says the company.
LT2PRXP features high-power LED pattern projectors available in two versions: a standard version, which integrates a built-in driver for both continuous and strobe mode operations; and a compact version, which operates only in strobe mode – for applications with space constraints. LT2PRUP is for higher speed applications that need extreme brightness. It has a built-in driver, allowing both continuous and strobe mode operations, which also ensures greater application flexibility.
Both projector series feature a selection of interchangeable projection patterns (PTPR series) which can be easily integrated to project any kind of shape. They also use an aluminium heat sink to dissipate heat – ensuring long lifetime of the LED module and driving electronics, even at high power rates.
DESIGNED














Visitor registration is now open for the much-anticipated Machine Vision Conference, taking place on 18-19 June 2024 at the CBS Arena in Coventry. It is renowned for bringing together the machine vision industry, from leading brands showcasing cutting-edge solutions to industry experts sharing their vast knowledge. Plan your visit and register now for your free ticket!



Machine vision inspections can now be configured in 3D in a ‘snapshot’, by combining Sick’s Visionary-T Mini AP camera with its Nova 3D Presence Inspection SensorApp.
The Visionary-T Mini AP uses time-of-flight snapshot technology for detailed environmental perception at rapid production speeds. It captures both the 3D depth and 2D intensity values of every pixel at a (512 × 424 px) resolution in a single shot of light, at up to 30 3D frames per second.
Typical 3D inspection tasks in factory automation and logistics – such as completeness, fill level monitoring and robot palletising – can be set up quickly in combination with the SensorApp. Users select the 3D machine vision tools they need via a graphic user interface –and the camera can deliver inspection results via I/O to the machine controller or over TCP/IP.
“Thanks to our Nova foundation software, you don’t need programming skills to run a ready-made SensorApp directly onboard our smart devices,” said Nathaniel Hofmann, market product manager for machine vision and measurement at Sick.
With a low-weight and no moving parts, the Visionary-T Mini’s IP65/67 housing measures 80 x 70 x 77 mm, making it ideal for installation in compact robotics and automation solutions. It performs reliably despite the shocks and vibrations of applications such as robot palletising and depalletising. MURRELEKTRONIK
www.murrelektronik.co.uk
Murrelektronik has a developed a device that combines power and Ethernet communication in a single switch.
The Xelity Hybrid Profinet switch, contained in a robust IP67 housing, can transmit data at speeds up to 1 Gbit/s between different network devices while providing them with sufficient power. It can help companies keep up with the increasing need for precision, speed and flexibility in industrial image processing, says Murr.
Having six Gigabit Ethernet and four NEC Class 2 power ports, the user can connect up to four devices such as cameras, light sources or barcode readers together in a decentralised installation. If it’s needed to add more devices to the network, daisy-chaining multiple switches won’t compromise the data transfer performance. Daisy-chaining multiple switches – which do not compromise data transfer performance – can be used to add more devices to the network.
Wenglor has expanded its optoelectronics portfolio with a new series of reflex light barriers.
Its P1PM reflex light barriers – available in four variants – use an innovative detection method that records back-scattered light intensity and distance. The sensors use red LED light for contactless detection of objects up to 1 metre – regardless of colour, surface finish and shape. They are taught any reference background via teach- in. Reliable detection of glossy, uneven and even semi-transparent objects can be achieved without an additional reflector.
The sensor can be mounted in places where there is no space for a reflector. Reflector-free installation also enables considerable time and cost savings. This avoids system downtimes due to dirty or defective reflectors.
The device has two separate teach-in modes, which can be taught on both a static and a moving reference background. Parameterisation via IO-Link allows both operating modes to be set – meaning sensor can be adapted easily and individually to each application. The P1PM detects objects even if they are located directly in front of the sensor optics, as they work without a blind spot.
www.alliedvision.com
Allied Vision is expanding its Alvium cameras for machine vision applications.
The new models use Sony’s second-generation SenSWIR InGaAs sensors – IMX992 and IMX993. This helps the cameras to deliver high resolution images at fast frame rates in a design that offers small size, light weight, low power consumption – and low cost. The sensors will be available in Alvium cameras with 5GigE Vision, USB3 Vision and MIPI CSI-2 interfaces.
Alvium SWIR cameras support a spectral range of 400-1700 nm at high quantum efficiencies. This allows images to be captured in both the visible and SWIR spectra with a single camera – helping users reduce overall system cost. Combined with high-precision sensor alignment at production time, it allows inspection systems with high image quality, resolution and precision requirements to be realised.

Sick says it can now configure machine vision inspections in 3D in a ‘snapshot’ by combining a camera and app





We provide Area Scan and Line Scan Industrial Cameras and Machine Vision Systems.
ALRAD supplies Vision Systems for all wavelengths from Ultraviolet (UV) through Visible, Near-Infrared (NIR), Shortwave Infrared (SWIR) and Thermal (LWIR). We also offer Polarised image sensing cameras






We provide innovative lighting solutions to support your applications, including: Bar, Ring, Backlight, Darkfield and Brightfield solutions, On-Axis and Smart lighting.

Our range of high power light engines and specialist light sources can provide the controlable power you need in all wavelengths from Ultraviolet (UV) through Visible to Shortwave Infrared (SWIR).
With 50+ years experience in Machine Vision, we can calculate and recommend the best optics to make the most of your vision investment.



StingRay is a high-performance Top-Hat-Profile Laser with a choice of fan angles to create the line you need. Our all-in-one 3D Profile Camera is a simple and effective solution.

For Vision Engineers and Integrators we provide a complete range of diagnostic tools together with a full portfolio of machine vision components and imaging systems.
Telephone: 01635 937000
Email: imaging@alrad.co.uk
Web:www.alrad.com
