Reducing chattering and burr by specialized cutting edge design for aluminium.
2-Flute Square End Mill for Aluminium
L/D = 2
AL2D-2
= 4
AL4D-2
Features
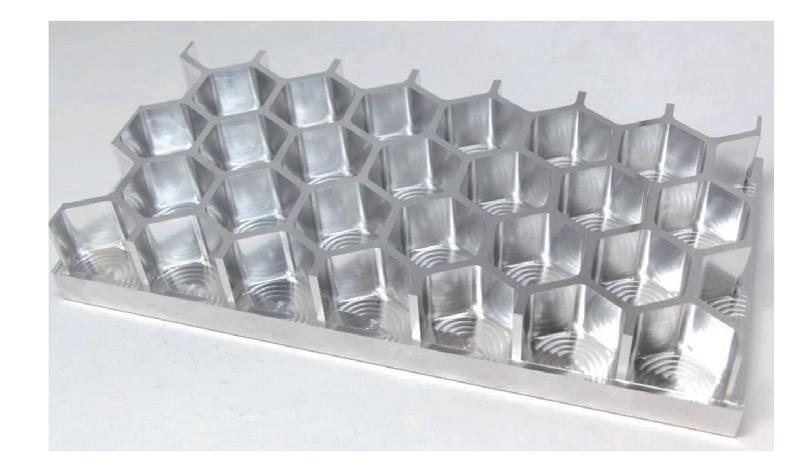
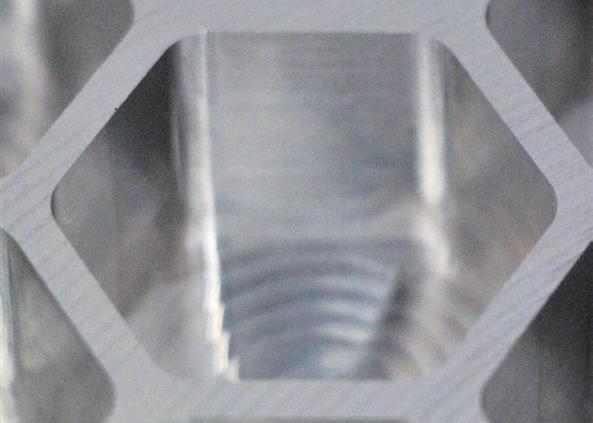
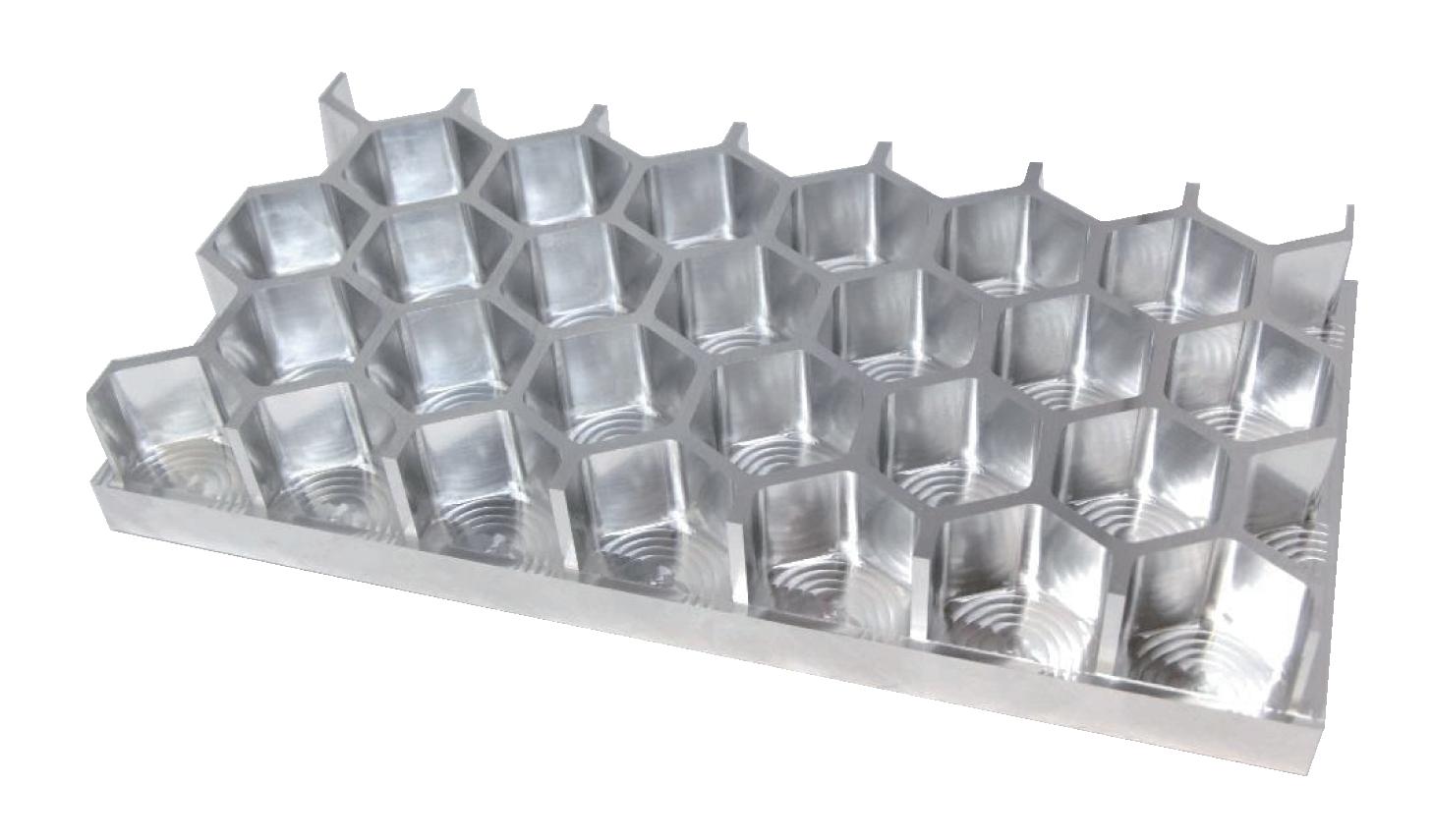
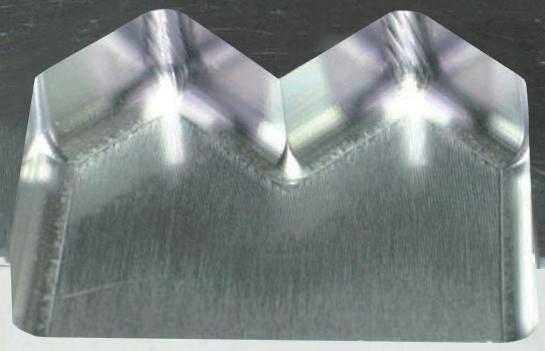
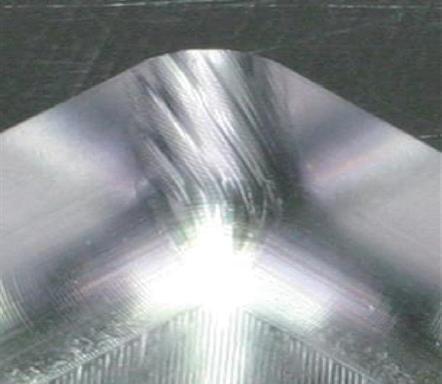
With a special cutting edge, chatter vibration during machining is suppressed. Achieves stable machining even in corner with heavy machining loads and high-speed conditions.
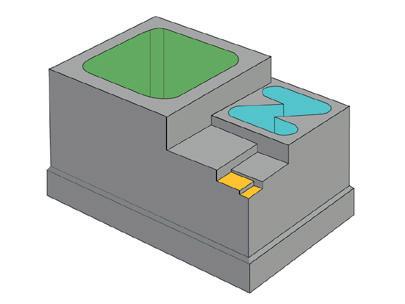
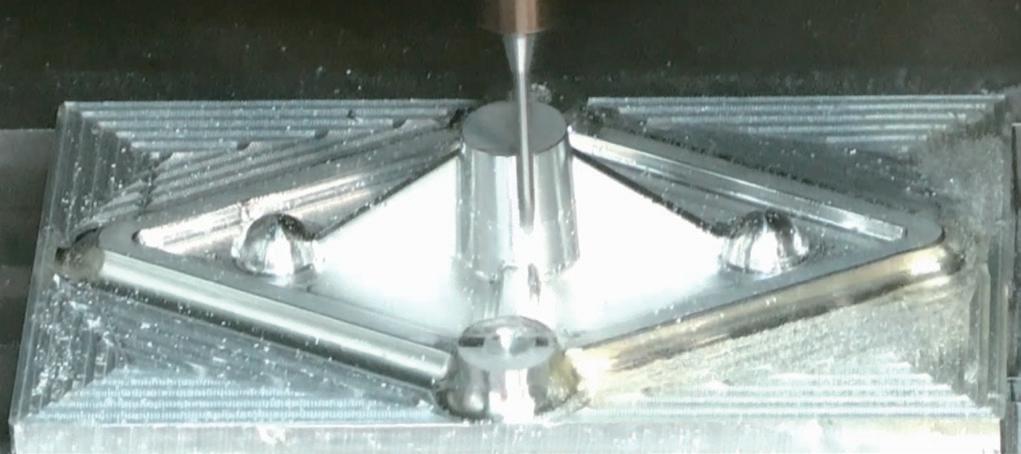
Performance
• Work material: A5052
• Coolant :Water-soluble fluid
• Machined size: 12.5 × 35 × 30 mm
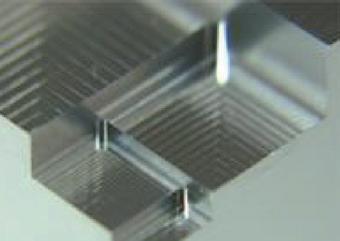
AL5D-2 realized no chattering within a wide range cutting speed, 40m/min~360m/min, achieved stable machining even at high cutting load corner part and high speed condition.
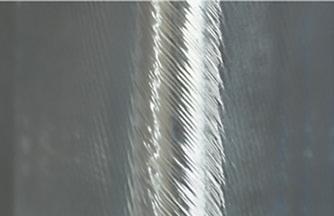
AL5D-2 Other Tool Brand
AL5D-2 Other Tool Brand
AL3D-2 O. D. Cutting edge
AL2D-2
2-Flute L/D=2 End Mill for Aluminium
AL2D-2DLC
▪ Die AL-Serie realisiert hochpräzise, stabile Bearbeitungen
La série AL permet des usinages très précis avec une grande stabilité
▪ Werkzeug poliert und geläppt | Outil poli et rodé
Work Material
Aluminium Alloy Copper Resin N O
▪ Die Original DLC-Beschichtung bewirkt eine Erhöhung der Standzeit Durée de vie accrue grâce au revêtement DLC spécifique
Work Material
Aluminium Alloy Copper Resin N O N N
A
A
A
A
AL2D-2 2.1
A
A
A
9,000
1. Adjust both the spindle speed and feed at the same rate. (When using spindle speed 20,000 or more, the same adjustment is required.)
2. Use a rigid and precise machine and chuck holder.
3. Adjust milling conditions when vibration and abnormal sounds occur according to the rigidity of the machine and the chuck holder, or work clamping condition.
4 . Water-soluble fluid is recommended.
Depth of Cut
(D:Dia.)
▪ Die AL-Serie realisiert hochpräzise, stabile Bearbeitungen
La série AL permet des usinages très précis avec une grande stabilité
▪ Werkzeug poliert und geläppt | Outil poli et rodé
Work Material
Aluminium Alloy Copper Resin N N O
▪ Die Original DLC-Beschichtung bewirkt eine Erhöhung der Standzeit Durée de vie accrue grâce au revêtement DLC spécifique
Work Material
Aluminium Alloy Copper Resin N N O
Notes
1. Adjust both spindle speed and feed at the same rate. (When using spindle speed 20,000 or more, the same adjustment is required.)
2. Use a rigid and precise machine and chuck holder.
3. Adjust milling conditions when vibration and abnormal sounds occur by the conditions of the machine, chuck holder and work clamping.
4. Water-soluble fluid is recommended.
Depth of Cut
(D:Dia.)
▪ Die AL-Serie realisiert hochpräzise, stabile Bearbeitungen
La série AL permet des usinages très précis avec une grande stabilité
▪ Werkzeug poliert und geläppt | Outil poli et rodé
Work Material
Aluminium Alloy
▪ Die Original DLC-Beschichtung bewirkt eine Erhöhung der Standzeit Durée de vie accrue grâce au revêtement DLC spécifique
Notes
1. Adjust both spindle speed and feed at the same rate. (When using spindle speed 20,000 or more, the same adjustment is required.)
2. Use a rigid and precise machine and chuck holder.
3. Adjust milling conditions when vibration and abnormal sounds occur by the conditions of the machine, chuck holder and work clamping.
4. Water-soluble fluid is recommended.
Depth of Cut
(D:Dia.)
AL5D-2
▪ Die AL-Serie realisiert hochpräzise, stabile Bearbeitungen
La série AL permet des usinages très précis avec une grande stabilité
▪ Werkzeug poliert und geläppt | Outil poli et rodé
Work Material
Aluminium Alloy Copper Resin N N O
▪ Die Original DLC-Beschichtung bewirkt eine Erhöhung der Standzeit Durée de vie accrue grâce au revêtement DLC spécifique
Work Material Aluminium Alloy Copper Resin N N O
Notes
1 Adjust both spindle speed and feed at the same rate. (When using spindle speed 20,000 or more, the same adjustment is required.)
2 Use a rigid and precise machine and chuck holder.
3 Adjust milling conditions when vibration and abnormal sounds occur by the conditions of the machine, chuck holder and work clamping.
4 Water-soluble fluid is recommended.
Depth of Cut
(D: Dia.)
3-flute high helix angle for Aluminium. Continuous machining from plunging to slotting.
High Efficient 3-Flute End Mill for Aluminium L/D=1.5
ALZ345
Total 124 sizes
~ φ12
DLC COATING High Efficient 3-Flute End Mill for Aluminium L/D=1.5
ALZ345-DLC
~ φ12
Total 17 sizes
Features
Feature 1
Achieves 1.5 times higher feed than the 2-flute AL2D-2 type for aluminium.
Feature 2
Fine machining surface
Minimized chattering even with sharp cutting edge
Chatter vibration during machining can be suppressed with a special cutting edge design. Achieves stable machining even at heavy loads corner part and high-speed conditions.
Feature 3
Chip evacuation capability
Machining case 1
• Work material: A5052
• Coolant: Water-soluble fluid
• Total machining time: 6 min
Core thickness design with improved chip evacuation
ALZ345 O. D. Cutting edge
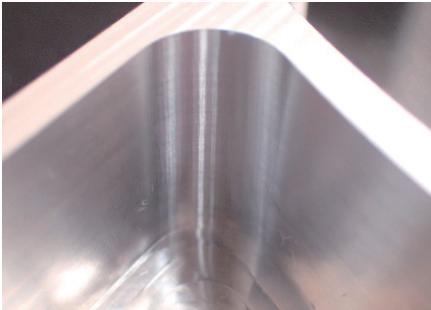
In-corner surface after finishing
ALZ345 Other Tool Brand
ALZ345 General 3-flute
Machining case 2
Machining part Peripheral
• Work material: A6061
• Coolant: Water-soluble fluid
• Work size: 200×100 mm
• Total machining time: 18 min
Realize high efficient machining with 97.2cm capability even for dia. 6mm.
machining surface on corners yet for milling by full length of cut.
3-Flute long shank end mill for aluminium for deeper area milling
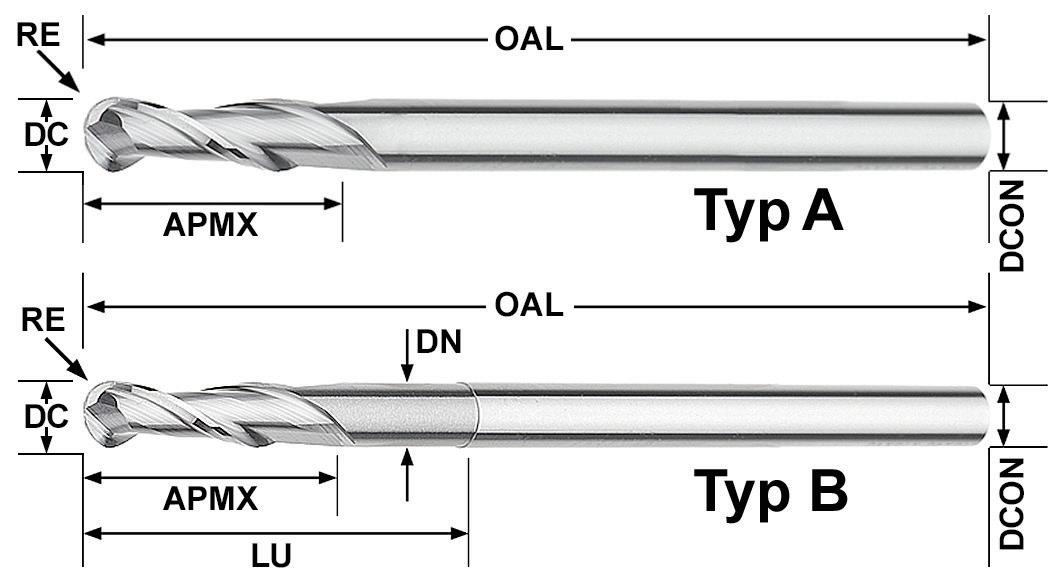
3-Flute Long Shank End Mill for Aluminium
Not recommend for plunging
Features
No step mark after machining.
Corner-C
▪ Die AL-Serie realisiert eine stabile und hoch effiziente Bearbeitung La série AL permet des usinages très précis avec une grande stabilité
▪ Werkzeug poliert und geläppt | Outil poli et rodé
▪ Verbesserte Bohrleistung! | Amélioration conséquente en perçage!
Aluminium Alloy Copper Resin N N O
Machining Case
Re-griding is available (Overall length must be over 15mm. Please inquire for details) When you order, indicate ALZ345 (D)[×(ℓ1)]. Indicate (L) for Type A . (γ) is reference value.
Ab Durchmesser 6 bis 12.0 jeder Zehntel ab Werk verfügbar (Preis/Lieferzeit auf Anfrage).
Du diamètre 6 au diamètre 12.0 mm, disponibles tous les 0.1 mm chez notre fournisseur (prix et délai de livraison sur demande).
Notes
1 Adjust both spindle speed and feed at the same rate. (When using spindle speed 20,000 or more, the same adjustment is required.)
2 TYPE A : Recommended milling conditions for full length of cut type are at overhang 3D. Adjust spindle speed and feed rate at 80% for overhang 5D, and 50% for 7D.
3 Use a rigid and precise machine and chuck holder.
4 Adjust milling conditions when vibration and abnormal sounds occur by the conditions of the machine, chuck holder and work clamping.
5 When tending to have chip packing during plunging, step milling is recommended.
6 Water-soluble fluid is recommended.
Depth of Cut
(D: Dia.)
ALZ345-DLC
Die AL-Serie realisiert eine stabile und hoch effiziente Bearbeitung
La série AL permet des usinages très précis avec une grande stabilité
Werkzeug poliert und geläppt | Outil poli et rodé
Verbesserte Bohrleistung! | Amélioration conséquente en perçage!
▪ Die Original DLC-Beschichtung bewirkt eine Erhöhung der Standzeit
Durée de vie accrue grâce au revêtement DLC spécifique
Work Material Aluminium Alloy Copper Resin N N O
When you order, indicate ALZ345-DLC (D). (γ) is reference value.
Recommended Milling Conditions
Notes
Machining case
1 Adjust both spindle speed and feed at the same rate. (When using spindle speed 20,000 or more, the same adjustment is required.)
2 Use a rigid and precise machine and chuck holder.
3 Adjust milling conditions when vibration and abnormal sounds occur by the conditions of the machine, chuck holder and work clamping.
4 When tending to have chip packing during plunging, step milling is recommended.
5 Water-soluble fluid is recommended.
• Tool: ALZ345-DLC φ 5, ALZ345-DLC φ 6
• Work material: A2017
• Work size: 100 × 100 × 40 mm
• Coolant : Water-soluble fluid
• Total machining time : 115 sec (11 hole)
AL-3LS
3-Flute Long Shank End Mill for Aluminium
▪ Die AL-Serie realisiert eine stabile und hoch effiziente Bearbeitung
La série AL permet des usinages très précis avec une grande stabilité
▪ Verbesserte Bohrleistung! | Amélioration conséquente en perçage!
▪ Extralanger Schaft | Queue extra-longue
▪ Werkzeug poliert und geläppt | Outil poli et rodé
Above recommended milling conditions are based on 4D overhang. In case of more than 4D overhang, refer to the below table.
3-flute high helix angle for Aluminium. Realized a stable and high efficient machining.
High Efficient 3-Flute End Mill for Aluminium L/D=3
AL3D-345
~ φ12
New
High Efficient 3-Flute Corner Radius End Mill for Aluminium L/D=3
AL3D-345R φ2 × R0.2 ~ φ12 × R2
Total 9 sizes
Total 39 sizes
Features
Feature
1
High efficient
Realize no chattering and high efficiency even with high feed rates
With a special cutting edge, chatter vibration during machining is suppressed. Achieves stable machining even in corner with heavy machining loads and high-speed conditions.
Performance Chattering confirmation while changes in cutting speed
• Length of cut: φ 6×18
• Work material: A5052
• Coolant: Water-soluble fluid
AL3D-345R O. D. Cutting edge
AL3D-345
Machining case
• Work material: A5052
• Coolant :Water-soluble fluid
• Machined size: 15 × 35 × 18 mm
1,500 ap×ae mm Depth of cut 18 × 1.8 18 × 0.1
chattering AL3D-345R Conventional tool Chattering
Conventional tool Chattering
Shorten machining time
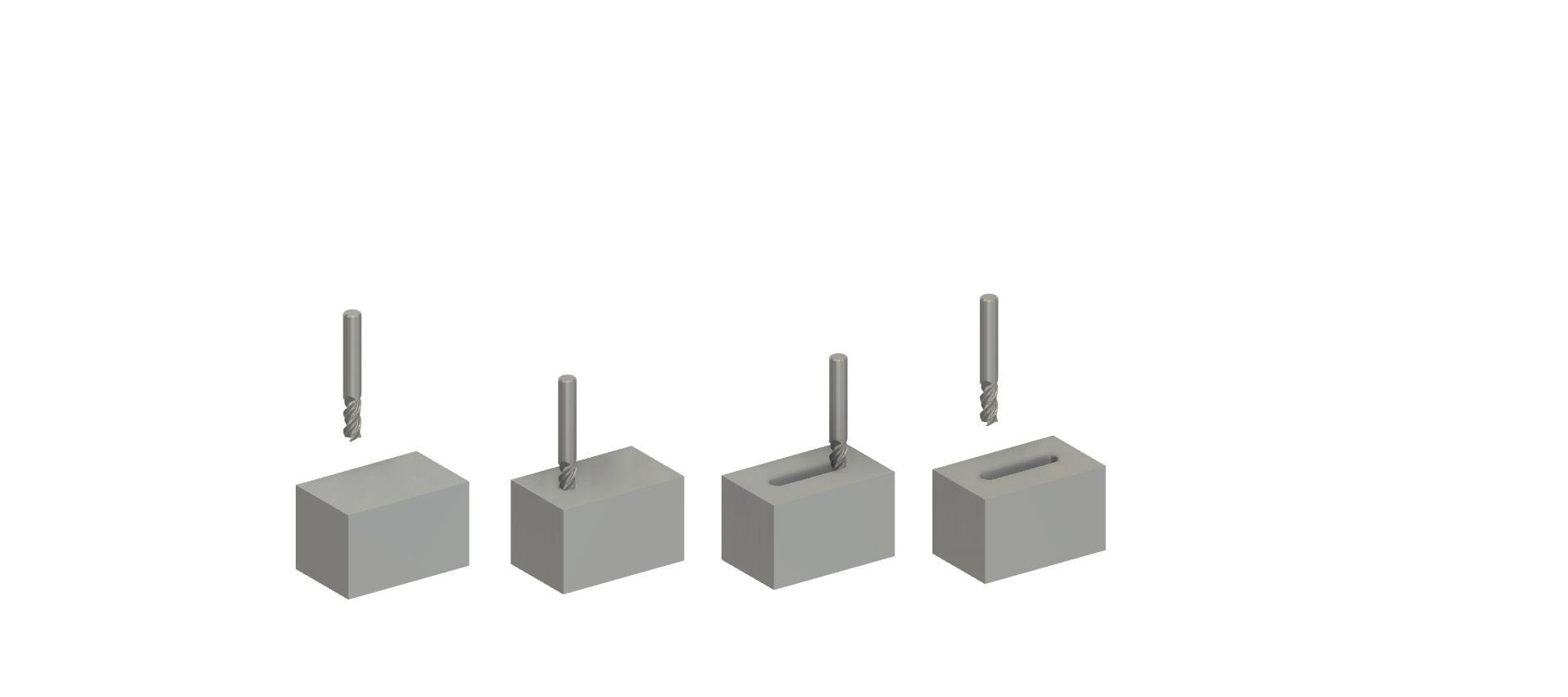
Bottom cutting edge shape realizes plunging to grooving
Achieves 1.5 times higher feed than the 2-flute AL3D-2 type for aluminium.
AL3D-345R
Unique end teeth design for plunging
chip disposal pocket
Plunging on Aluminium alloy with 3-flute, continuous grooving / pocket machining
AL3D-345
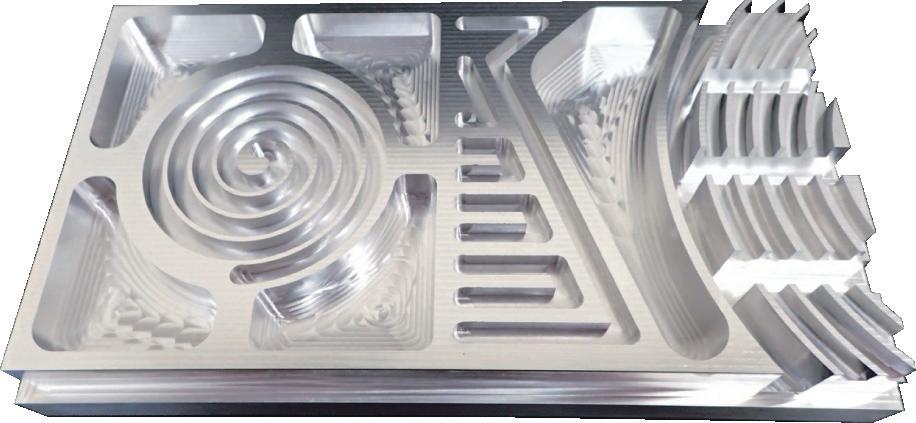
▪ Ermöglicht eine ausgezeichnete Oberflächengüte auf grosser Fläche, selbst beim Hochgeschwindigkeitsfräsen tritt kein Rattern auf.
Permet une excellente finition de surface sur une grande surface, aucun bavardage ne se produit même lors du fraisage à grande vitesse.
▪ Die AL-Serie realisiert hochpräzise, stabile Bearbeitungen
La série AL permet des usinages très précis avec une grande stabilité
▪ Werkzeug poliert und geläppt | Outil poli et rodé
Machining case
Work material: A5052
Work size: 250 × 140 mm
• Machining depth: 18 mm
• Coolant: Water-soluble fluid
Notes
1. Adjust both spindle speed and feed at the same rate. (When using spindle speed 20,000 or more, the same adjustment is required.)
2. Use a rigid and precise machine and chuck holder.
3. Adjust milling conditions when vibration and abnormal sounds occur by the conditions of the machine, chuck holder and work clamping.
4. When tending to have chip packing during drilling, step milling is recommended.
5. Water-soluble fluid is recommended.
Depth of Cut
(D:Dia.)
AL3D-345R
▪ Ermöglicht eine ausgezeichnete Oberflächengüte auf grosser Fläche, selbst beim Hochgeschwindigkeitsfräsen tritt kein Rattern auf. Permet une excellente finition de surface sur une grande surface, aucun bavardage ne se produit même lors du fraisage à grande vitesse. Die AL-Serie realisiert hochpräzise, stabile Bearbeitungen La série AL permet des usinages très précis avec une grande stabilité
Work Material
Aluminium Alloy Copper Resin N N O
Released in January, 2024
Notes
1. Adjust both spindle speed and feed at the same rate. (When using spindle speed 20,000 or more, the same adjustment is required.)
2. When machining shallow grooves where the cutting depth is about the corner radius of the tool, adjust the spindle speed to 60% and the feed rate to 60%.
3. Use a rigid and precise machine and chuck holder.
4. Adjust milling conditions when vibration and abnormal sounds occur by the conditions of the machine, chuck holder and work clamping.
5. When tending to have chip packing during drilling, step milling is recommended.
6. Water-soluble fluid is recommended.
Depth of Cut
(D:Dia.)
Reducing chattering even for milling at corner and curved surface.
Ball End Mill for Aluminium
ALB225
R0.3 ~ R6
DLC COATING Ball End Mill for Aluminium
ALB225-DLC R0.3 ~ R6
Features
Feature
Fine machining surface
Minimized chattering even with sharp cutting edge
With a special cutting edge, chatter vibration during machining is suppressed. Achieves stable machining even in corner with heavy machining loads and high-speed conditions.
Performance
• Work Material: A5052
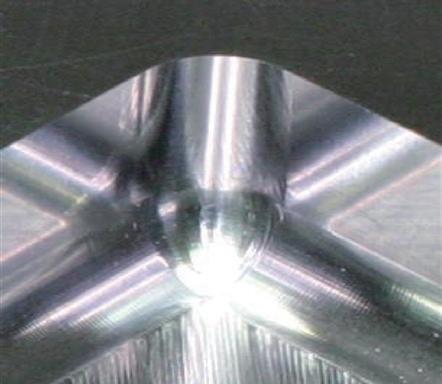
Chattering occurred at the corner part after machinedby other brand tool
ALB225 achieves good machining surface and no chattering at the corner
ALB225 O. D. Cutting edge
ALB225
Other tool brand
Machining case
• Work material: A6061
• Coolant : Oil mist
• Work size: 100 × 60 mm
• Total machining time: 3hr20min
realizes no chattering and stable performance even under very high speed condition, 7,500mm/min feed.
L/D=20 still can achieve good finishing surface without chattering.
Stable machining at fillet part where the chattering is easy to occur.
ALB225
▪ Die einzigartige NS Schneidengeometrie reduziert Ratterspuren, speziell beim Umsäumen | La géométrie de coupe spécifique à NS réduit les vibrations spécialement en fraisage de formes
▪ Für hochpräzise Schlichtbearbeitungen in Aluminium | Usinages de finition de haute précision dans des matériaux non-ferreux tels que l’aluminium et le cuivre Werkzeug poliert und geläppt | Outil poli et rodé
Work Material
Aluminium Alloy Copper Resin N N O
Machining Case
▪ Die Original DLC-Beschichtung bewirkt eine Erhöhung der Standzeit Durée de vie accrue grâce au revêtement DLC spécifique
▪ Werkzeug poliert und geläppt | Outil poli et rodé
Work Material
Aluminium Alloy Copper Resin N N O
ALB225 ALB225-DLC
1 Depth of Cut: ap=Axial Depth of Cut / ae=Radial Depth of Cut.
2 Adjust both spindle speed and feed at the same rate. (When using spindle speed 20,000 or more, the same adjustment is required.)
3 Use a rigid and precise machine and chuck holder.
4 Adjust milling conditions when vibration and abnormal sounds occur according to the rigidity of the machine and the chuck holder, or work clamping condition.
5 Water-soluble fluid is recommended.
▪ Einsetzbar für hochpräzise Schlichtbearbeitungen in Nichteisen-Material wie Aluminium und Kupfer | Usinages de finition de haute précision dans des matériaux non-ferreux tels que l’aluminium et le cuivre
RSE230 0.1x0.3 (Type A)
RSE230 0.1x0.3x0.8 (Type B)
RSE230 0.1x0.3x1 (Type B)
RSE230 0.15x0.45 (Type A)
0.15x0.45x1 (Type B)
0.15x0.45x1.5 (Type B)
0.2x0.6 (Type A)
0.2x1 (Type A)
RSE230 0.2x0.6x1 (Type B)
0.2x0.6x1.5 (Type B)
0.2x0.6x2 (Type B)
RSE230 0.3x0.9 (Type A)
(Type A)
0.3x2 (Type A)
RSE230 0.3x0.9x1.5 (Type B)
RSE230 0.3x0.9x2 (Type B)
RSE230 0.3x0.9x2.5 (Type B)
RSE230 0.3x0.9x3 (Type B)
0.4x1.2 (Type A)
0.4x2 (Type A)
0.4x3 (Type A)
RSE230 0.4x1.2x2 (Type B)
RSE230 0.4x1.2x2.5 (Type B)
RSE230 0.4x1.2x3 (Type B)
RSE230 0.4x1.2x4 (Type B)
RSE230 0.4x1.2x5 (Type B)
RSE230 0.5x1.5 (Type A)
0.5x2.5 (Type A)
RSE230 0.5x5 (Type A)
RSE230 0.5x1.5x3 (Type B)
RSE230 0.5x1.5x4 (Type B)
RSE230 0.5x1.5x6 (Type B)
RSE230 0.5x1.5x8 (Type B)
RSE230 0.5x1.5x10 (Type B)
RSE230 0.5x1.5x12 (Type B)
RSE230 0.5x1.5x15 (Type B)
RSE230 0.5x1.5x20 (Type B)
RSE230 0.6x1.8 (Type A)
RSE230 0.6x3 (Type A)
RSE230 0.6x4 (Type A)
RSE230 0.6x1.8x4 (Type B)
RSE230 0.6x1.8x6 (Type B)
RSE230 0.6x1.8x8 (Type B)
RSE230 0.6x1.8x10 (Type B)
RSE230 0.6x1.8x12 (Type B)
▪ Werkzeug poliert und geläppt | Outil poli et rodé
▪ DC Toleranz 0/-0.02
RSE230
0.8x2.4 (Type A)
RSE230 0.8x4 (Type A)
0.8x6 (Type A)
0.8x2.4x6 (Type B)
(Type B)
0.8x2.4x10 (Type B)
0.8x2.4x12 (Type B)
RSE230 0.8x2.4x16 (Type B)
1x3 (Type A)
1x10 (Type A)
1x3x6 (Type B)
1x3x8 (Type B)
1x3x10 (Type B)
1x3x12 (Type B)
1x3x15 (Type B)
1x3x20 (Type B)
1x3x25 (Type B)
1x3x30 (Type B)
1x3x35 (Type B)
1.5x4.5 (Type A)
1.5x7.5 (Type A)
1.5x4.5x12 (Type B)
1.5x4.5x15 (Type B)
1.5x4.5x23 (Type B)
1.5x4.5x30 (Type B)
1.5x4.5x38 (Type B)
1.5x4.5x45 (Type B)
1.5x4.5x53 (Type B)
2x6 (Type A)
2x10 (Type A)
2x15 (Type A)
RSE230 2x20 (Type A)
RSE230 2x6x12 (Type B)
RSE230 2x6x15 (Type B)
RSE230 2x6x20 (Type B)
2x6x24 (Type B)
2x6x30 (Type B)
2x6x40 (Type B)
2x6x50 (Type B)
2x6x60 (Type B)
2x6x70 (Type B)
RSE230 3x9(D3) (Type A)
3x9(D6) (Type A)
RSE230 3x15(D3) (Type A)
RSE230 3x15(D6) (Type A)
RSE230 3x20 (Type A)
3x25 (Type A)
3x30 (Type A)
3x9x15 (Type B)
3x9x20 (Type B)
RSE230 3x9x24 (Type B)
RSE230 3x9x30 (Type B)
RSE230 3x9x36 (Type B)
RSE230 3x9x45 (Type B)
RSE230
3x9x60 (Type B)
3x9x75 (Type B)
4x12(D4) (Type A)
4x12(D6) (Type A)
(Type A)
4x20(D4) (Type A)
4x30 (Type A)
4x40 (Type A)
RSE230 4x12x20 (Type B)
4x12x70 (Type B)
5x10 (Type A)
5x15x55 (Type B)
5x15x70 (Type B)
RSE230 6x12 (Type A)
6x18x40 (Type B)
6x18x60 (Type B)
RSE230 6x18x80 (Type B)
RSE230 Werkzeugdaten
Données d’outils
RSB230
▪ Einsetzbar für hochpräzise Schlichtbearbeitungen in NichteisenMaterial wie Aluminium und Kupfer | Usinages de finition de haute précision dans des matériaux non-ferreux tels que l’aluminium et le cuivre
R0.1x0.6 (Type A)
R0.1x1 (Type A)
RSB230 R0.1x0.6x2 (Type B)
(Type A)
R0.3x3 (Type A)
RSB230 R0.3x1.8x6 (Type B)
R0.4x2.4 (Type
(Type B)
R0.5x3 (Type A)
R0.5x5 (Type A)
R0.5x3x15 (Type B)
RSB230 R0.5x3x20 (Type B)
R0.5x3x30 (Type B)
R0.75x4.5 (Type A)
R0.75x7.5 (Type A)
RSB230 R0.75x15 (Type A)
RSB230 R0.75x4.5x15 (Type B)
R0.75x4.5x30 (Type B)
R0.75x4.5x45 (Type B)
R1x6 (Type A)
RSB230 R1x10 (Type A)
RSB230 R1x20 (Type A)
▪ Werkzeug poliert und geläppt | Outil poli et rodé
▪ RE < 0.25 Toleranz RE ± 0.005
▪ RE ≥ 0.25 Toleranz RE ± 0.01
Fortsetzung auf der nächsten Seite | Suite à la page suivante
RSB230
R1x6x20 (Type B)
RSB230 R1x6x30 (Type B)
RSB230 R1x6x50 (Type B)
R1x6x70 (Type B)
R1.5x9(D3) (Type A)
R1.5x9(D6) (Type A)
R1.5x15 (Type A)
RSB230 R1.5x9x30 (Type B)
RSB230 R1.5x9x45 (Type B)
R1.5x9x60 (Type B)
R3x18x60 (Type B)
RSB230 R3x18x80 (Type B)
PREALPINA SUISSE GmbH
Ein Unternehmen der Swiss Tool Trading Holding AG
Ringstrasse 18
CH 5432 Neuenhof
Fon +41 56 416 01 80
Fax +41 56 416 01 81
www.prealpina-suisse.ch info@prealpina-suisse.ch
GmbH Gesellschaft mit beschränkter Haftung
Geschäftsführer: Marco Grüter Gerichtsstand CH 5400 Baden HR Kt. AG CH 400.4.022.359-1