Die Prealpina Suisse GmbH Präzisionswerkzeuge steht seit 2001 für Tradition und Innovation. Seit 2001 dreht sich in Neuenhof, im schönen Limmattal, alles um hochwertige Präzisionswerkzeuge und Maschinenausrüstungen. Heute sind wir mit unseren 18 Mitarbeitern und dem grossen Lager, regional verankert, sowie national und international erfolgreich. Machen Sie sich ein Bild der Prealpina Suisse GmbH und lernen Sie uns auch persönlich kennen. Wir freuen uns auf Sie!
Die Firma NS Tool CO. LTD. wurde im Jahre 1954 von der Familie Goto gegründet. Mit den Jahren wuchs die Firma weltweit zu einer der innovativsten Werkzeughersteller im Durchmesser-Bereich von 0.01 mm – 6.0 mm. Die Werkzeuge werden im Hause konstruiert, geschliffen und getestet. Nach etlichen Kontrollen werden diese dann für den Verkauf zugelassen. Im Werk Sendai, werden die Werkzeuge auf über 150 Rollomatic Schleifmaschinen aus der Schweiz geschliffen und kontrolliert. Die Verpackungen werden ebenso im Hause produziert und beschriftet. Das Head Office befindet sich in Tokio. Mit NS Werkzeugen sind Sie immer am Puls der neuesten Werkzeug Geometrie.
La société NS Tool CO.LTD a été fondée en 1954 par la famille Goto. Au fil des années, elle est devenue mondialement réputée comme une des sociétés la plus innovatrice dans la réalisation d'outils de très haute qualité dans les diamètres de 0.01 mm à 6.0 mm. Les outils sont entièrement fabriqués, affûtés et contrôlés minutieusement sur place avant d'être livrés. L'unité de Sendai est équipée de plus de 150 affûteuses Rollomatic Suisse. Les emballages sont également produits et marqués sur place. La maison mère est située à Tokyo. Avec des outils NS, vous avez toujours la certitude d'être à la pointe de la technologie.
Qualité et service depuis plus de 22 ans!
La société Prealpina Suisse GmbH vend des outils de précision depuis 2001 et est reconnue pour son dynamisme et son esprit d'innovation. Située à Neuenhof dans le "Limmattal" la société s'est spécialisée dans la revente d'outils de haute précision et d'équipements machine de qualité. Aujourd'hui, fort de nos 18 collaborateurs et d'un stock conséquent, notre réussite est autant nationale qu'internationale. Nous serions très heureux de vous donner envie de nous connaitre, même personnellement.
Preise excl. MwSt. und Verpackung. Alle Preise sind in Schweizer Franken (CHF) angegeben. Preisänderungen und Zwischenverkauf vorbehalten. Prix hors TVA, frais de port et d’emballage. Tous les prix en Francs Suisses (CHF). Sous réserve de modification de prix et de données.
PREALPINA SUISSE GmbH
Ein Unternehmen der Swiss Tool Trading Holding AG
Ringstrasse 18, CH 5432 Neuenhof
Fon +41 56 416 01 80
Fax +41 56 416 01 81
www.prealpina-suisse.ch info@prealpina-suisse.ch
GmbH Gesellschaft mit beschränkter Haftung
Geschäftsführer: Marco Grüter
Gerichtsstand CH 5400 Baden HR Kt. AG CH 400.4.022.359-1
Beschichtete Werkzeuge Outils revêtus
NOUVEAUX Ø DISPONIBLES ●
NEUE Ø VERFÜGBAR
Baustähle, Werkzeugstähle Aciers structurels, Aciers à outils < 1000N/mm² Werkzeugstähle | Aciers à outils < 1300N/mm²
Die Werkzeugdaten (wie z.B. Schnittdaten, STEP- und DXFDaten) stehen per QR-Code/ Verlinkung für Sie zum Ansehen und Herunterladen beim jeweiligen Artikel zu Verfügung. Les données d’outils (comme par exemple les données de coupe, les données STEP et DXF) sont disponibles par code QR/lien pour que vous puissiez les consulter et les télécharger à partir de l’article correspondant.
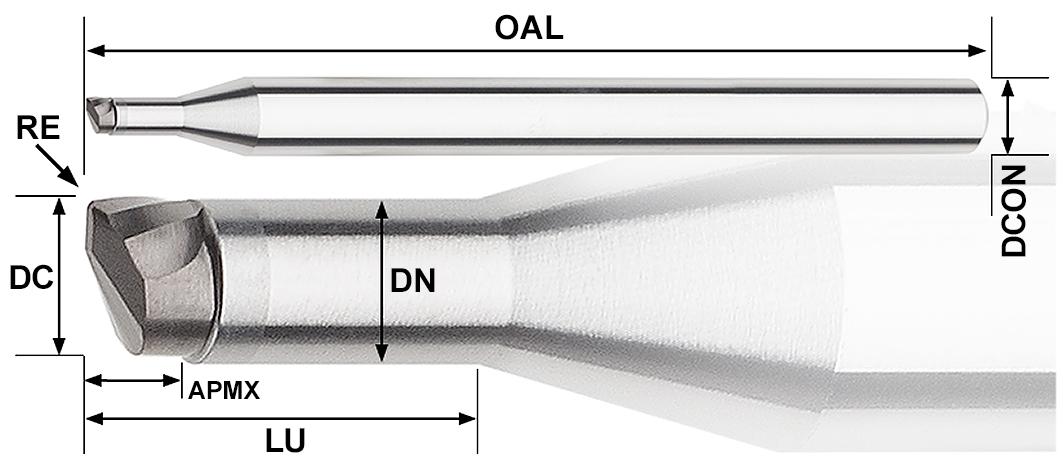
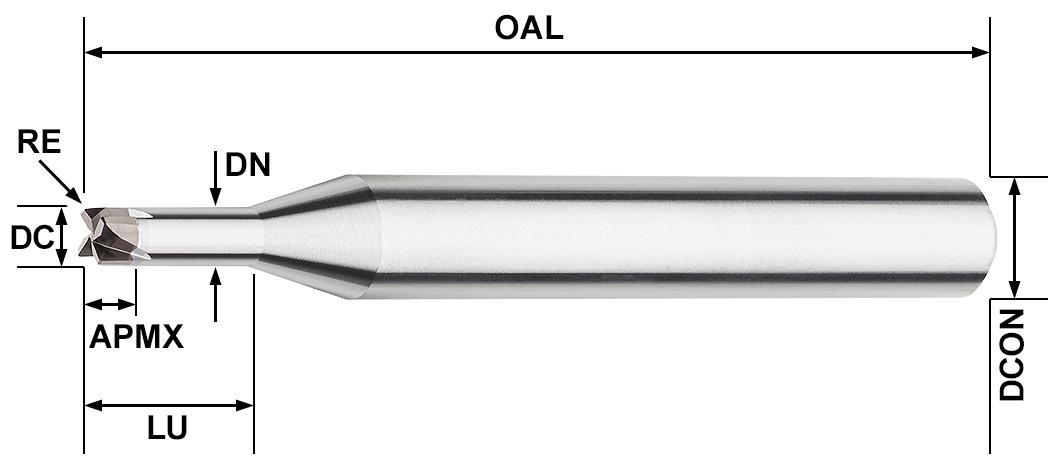
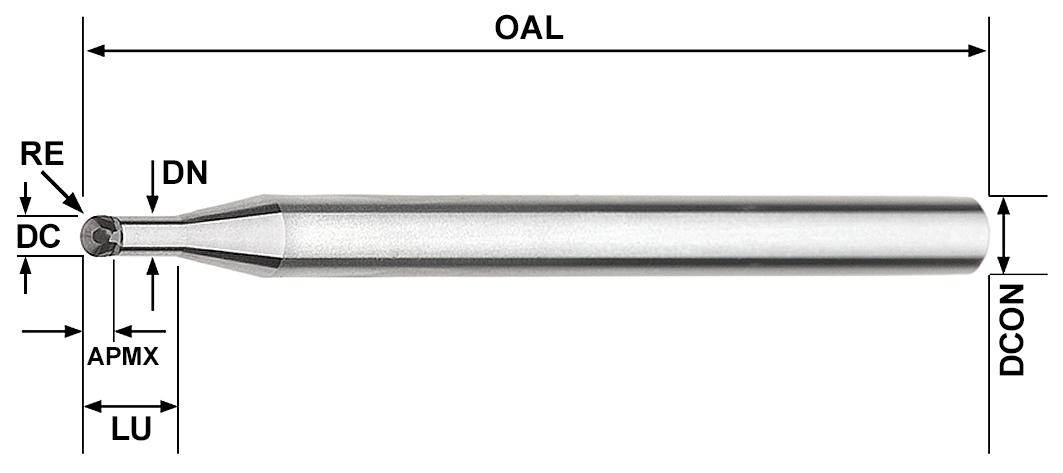
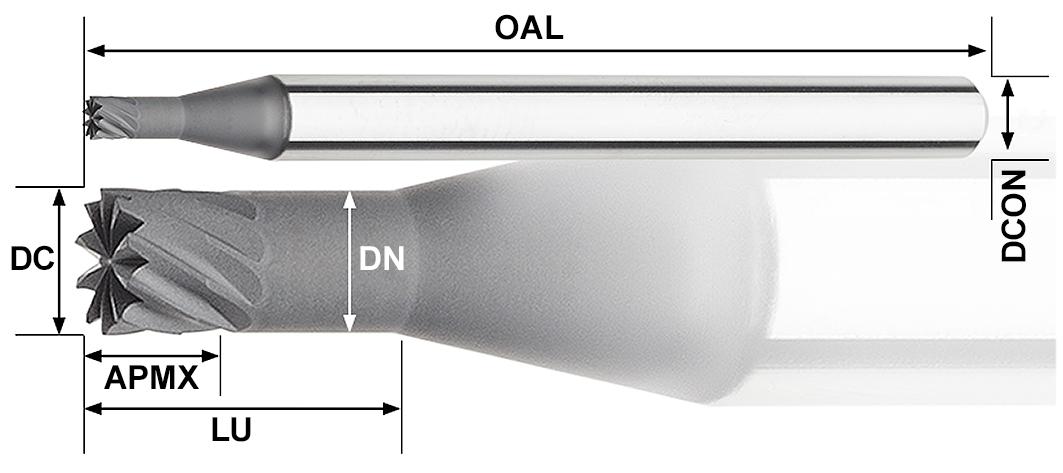
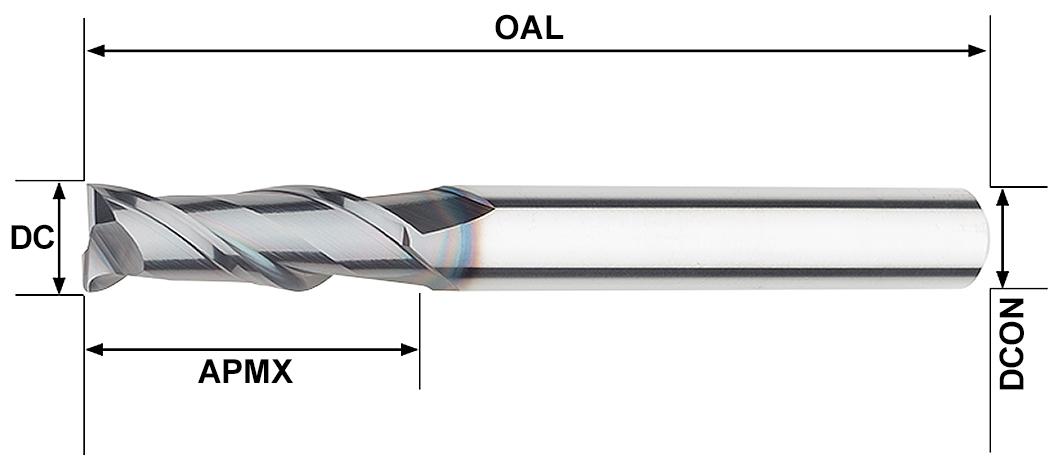
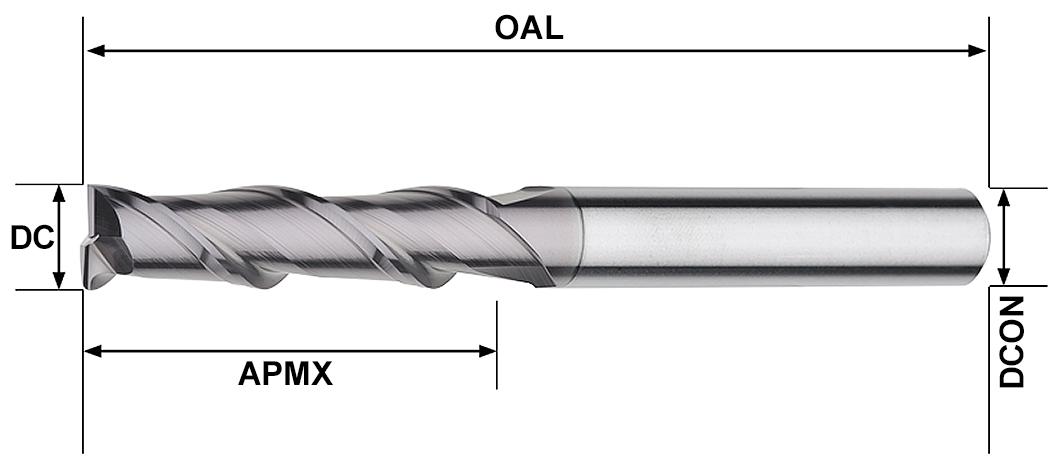
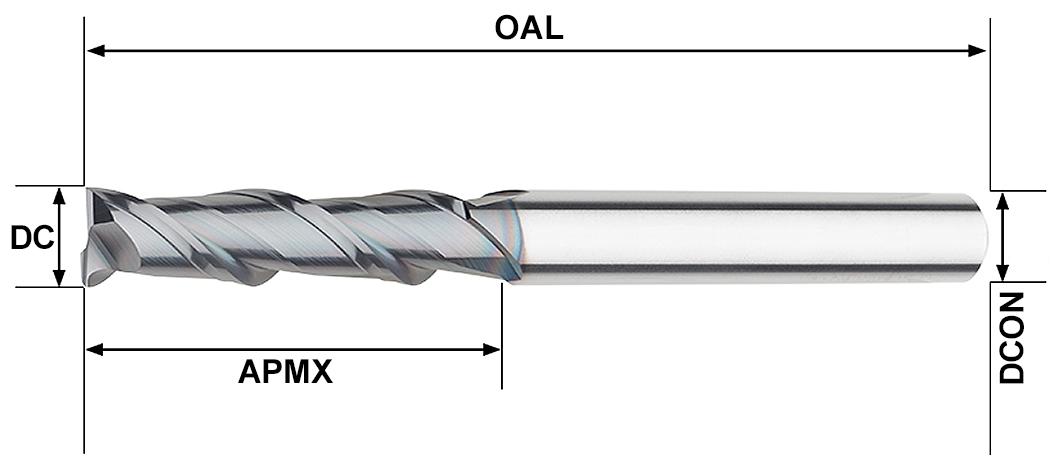
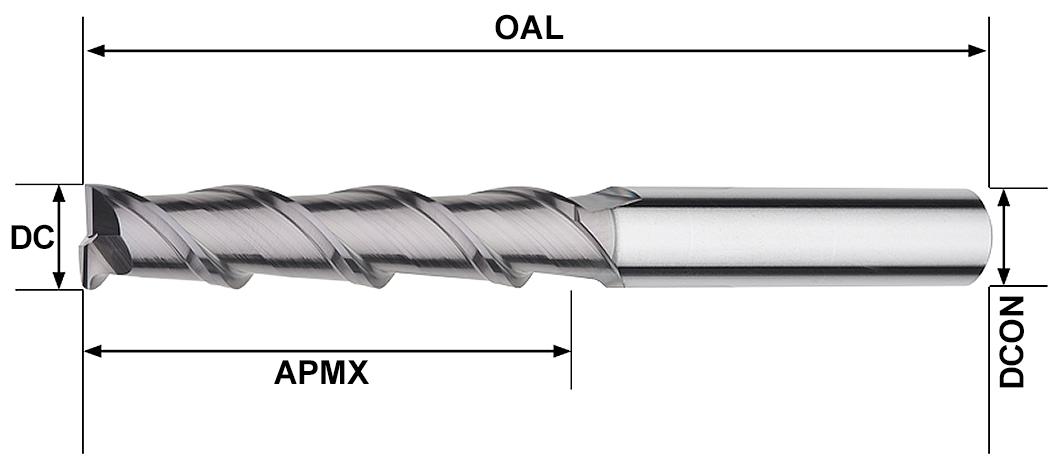
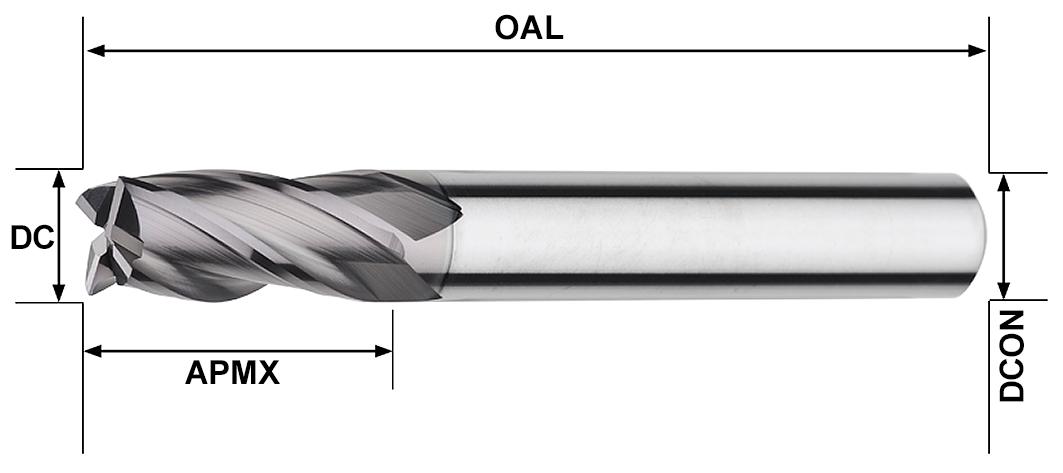
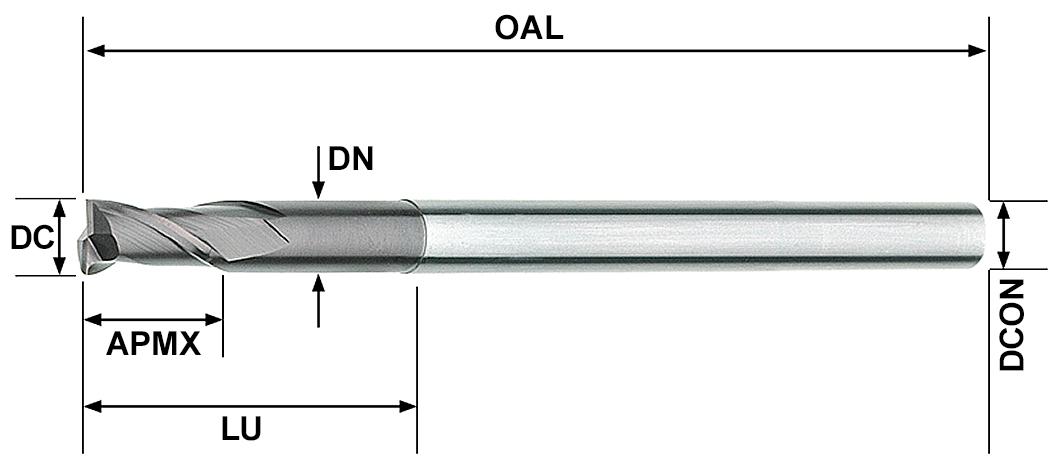
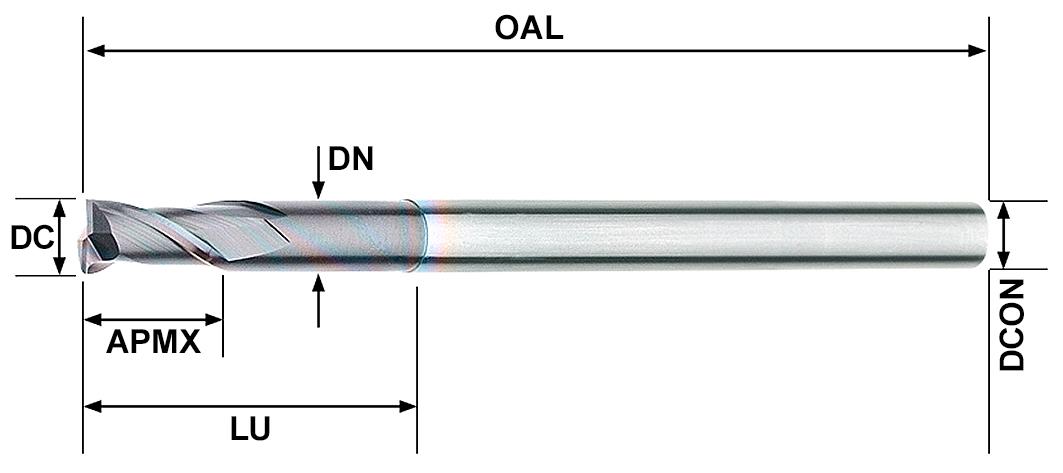
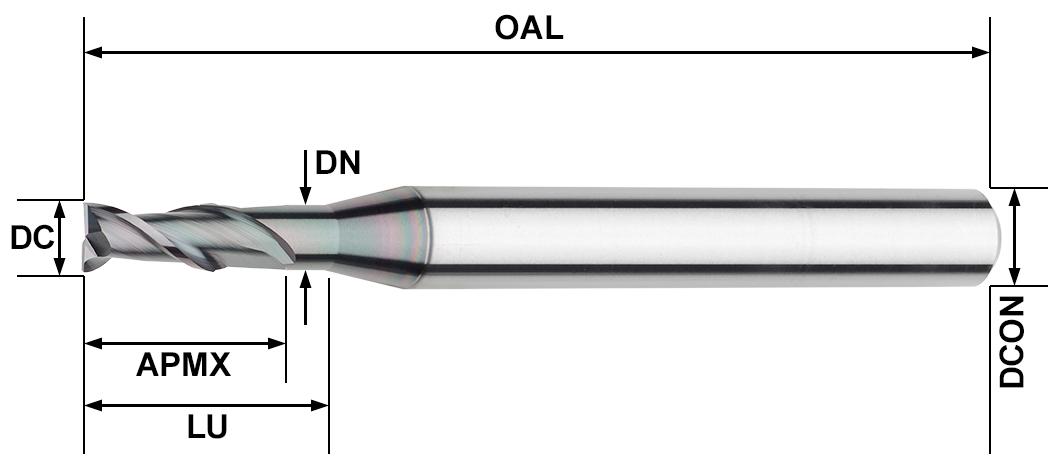
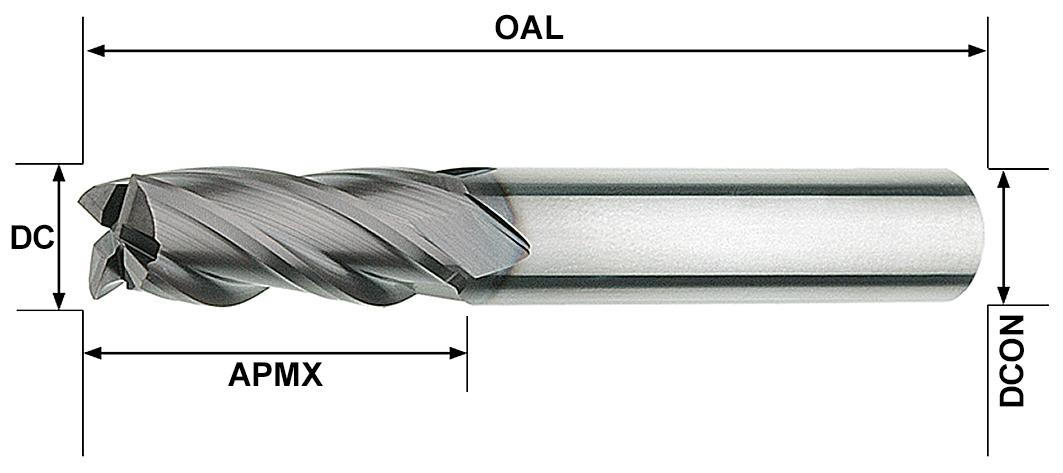
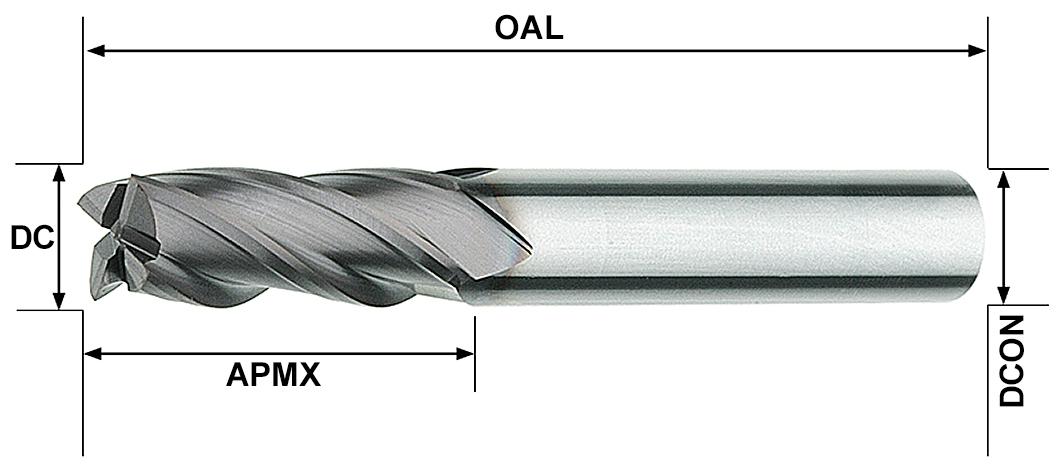
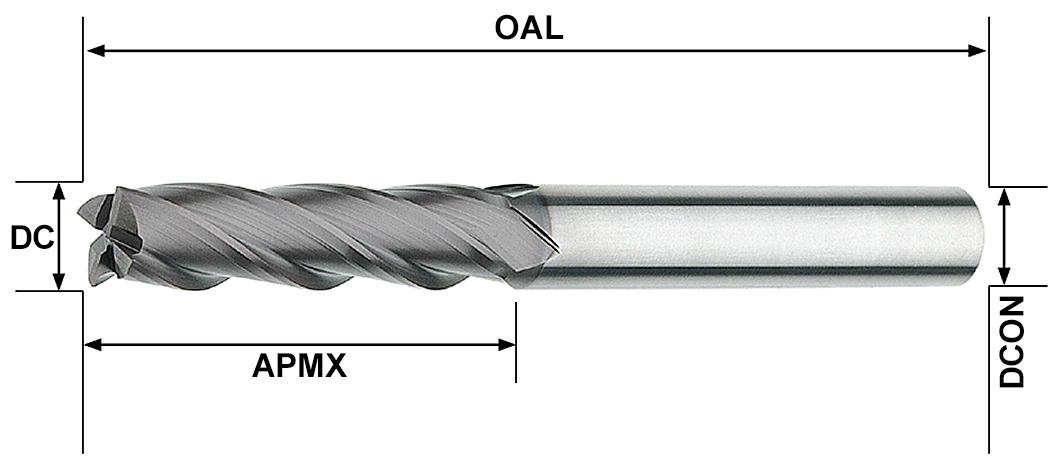
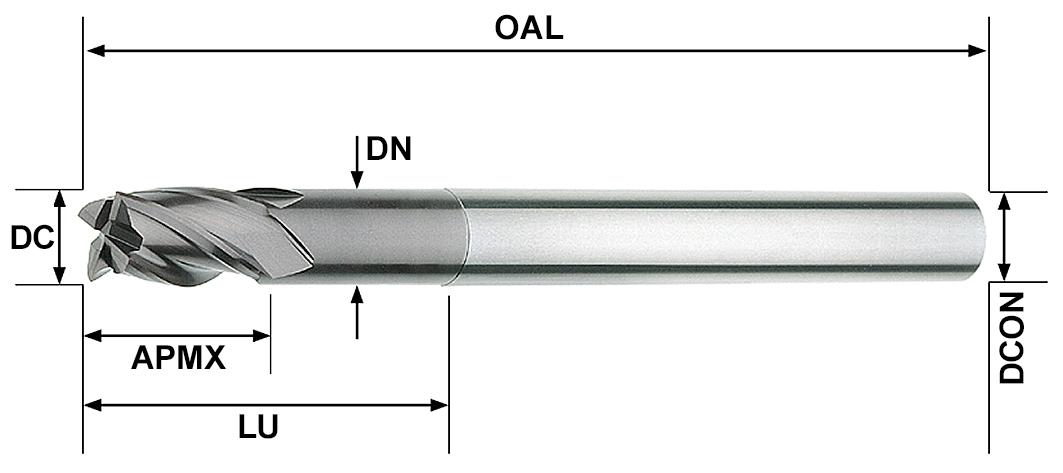
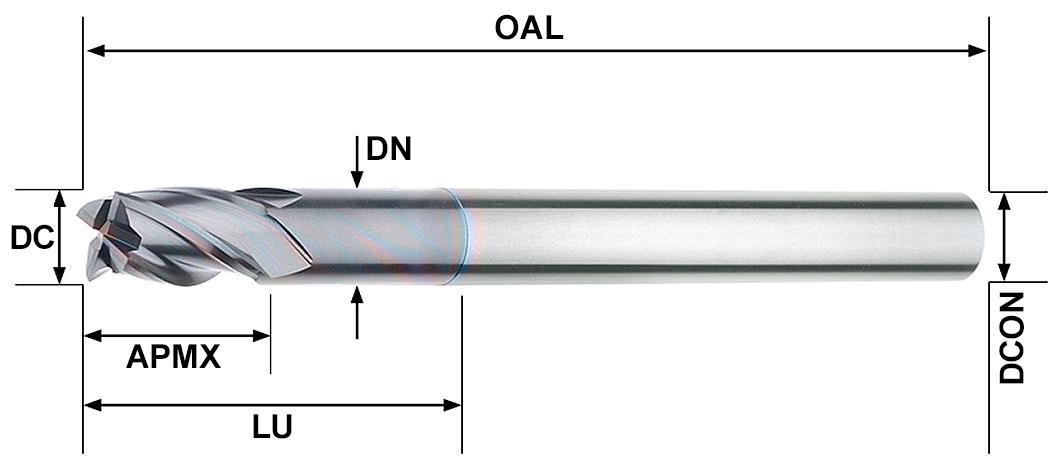
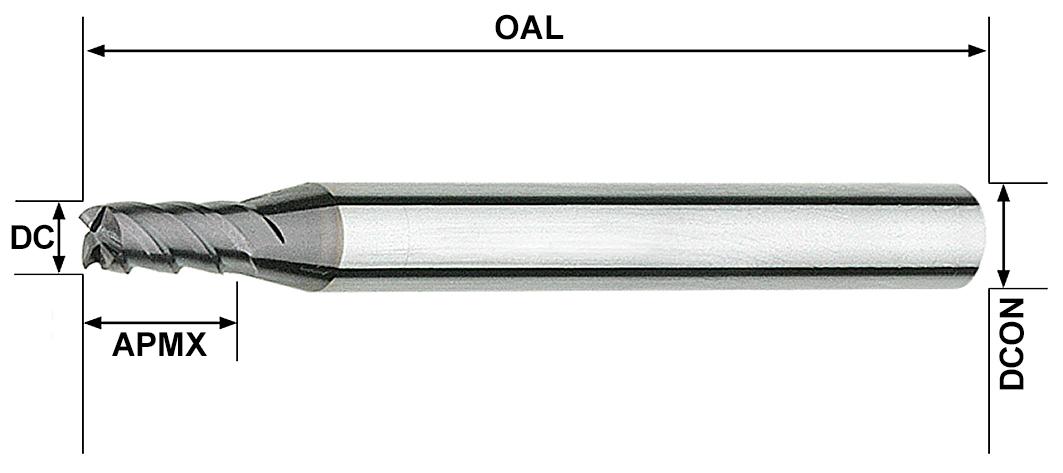
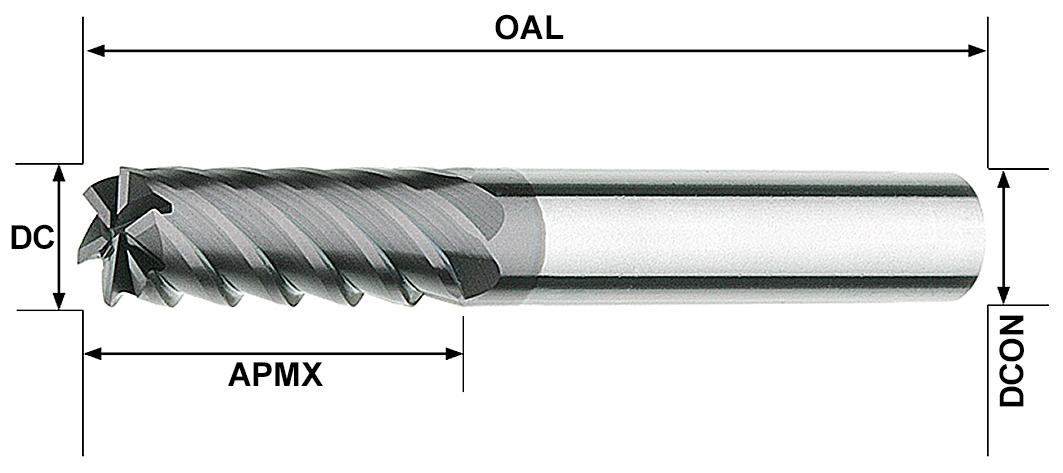
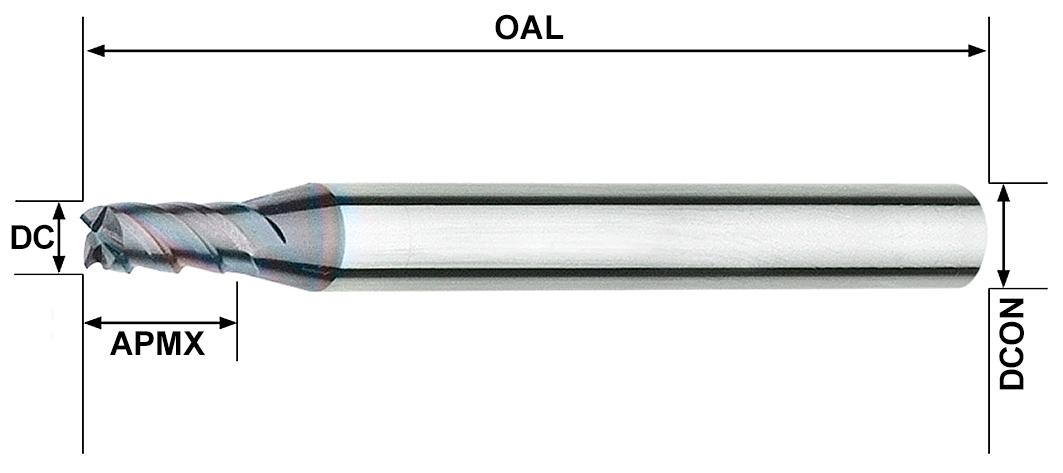
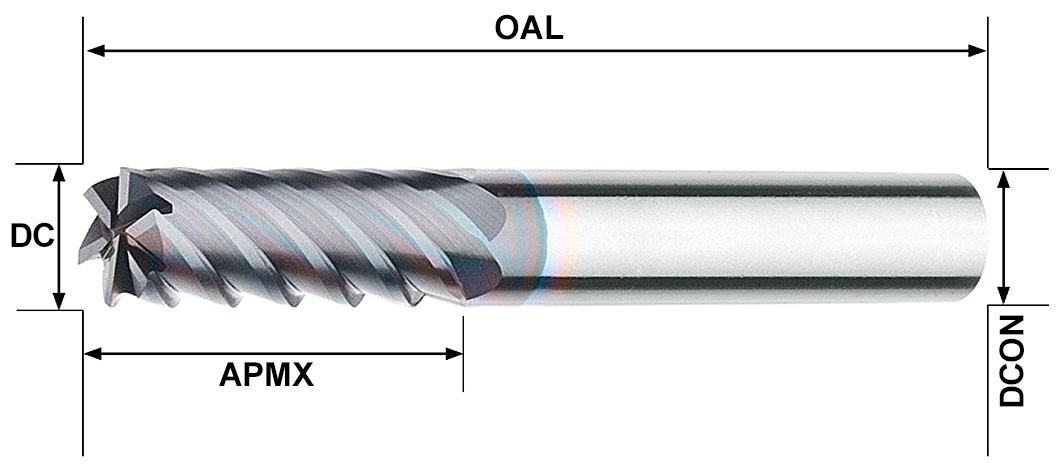
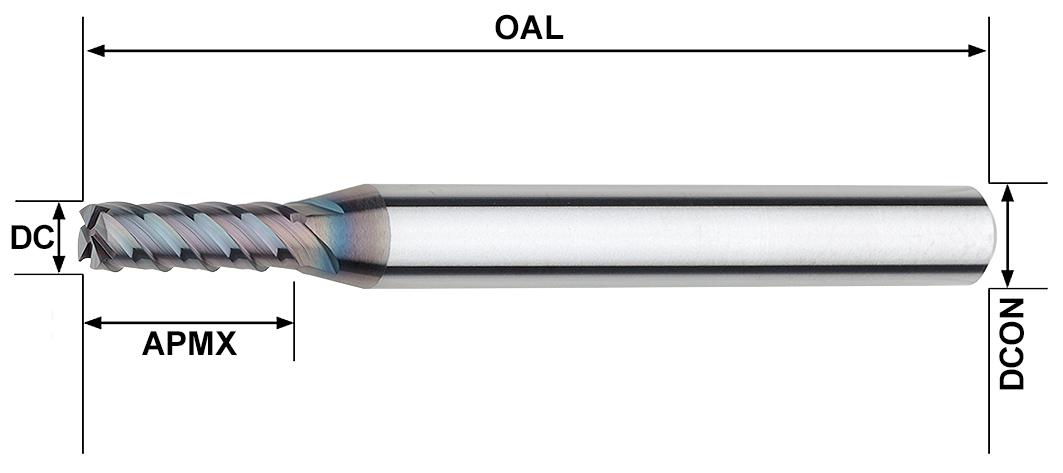
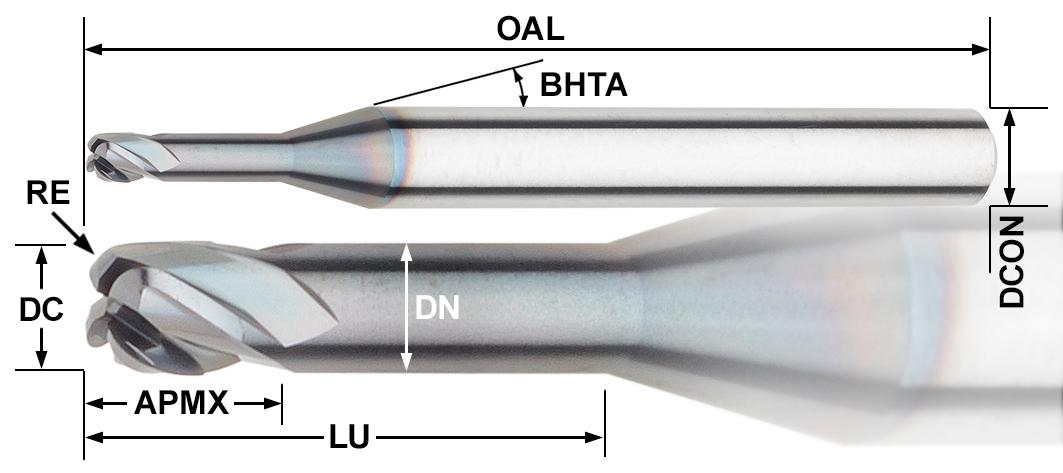
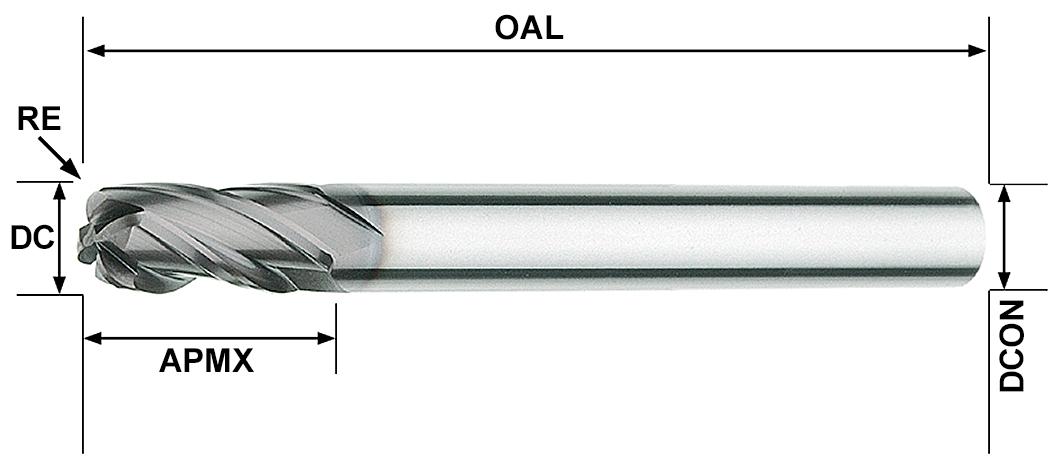
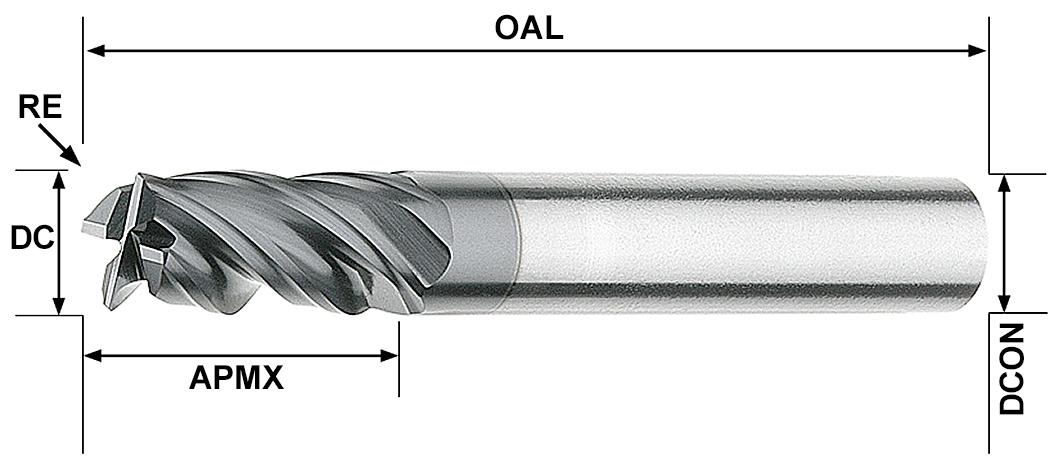
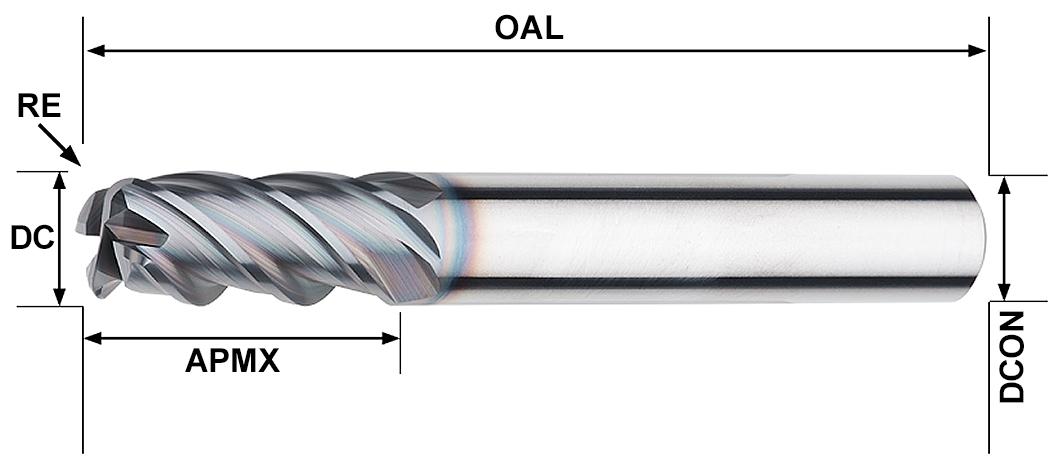
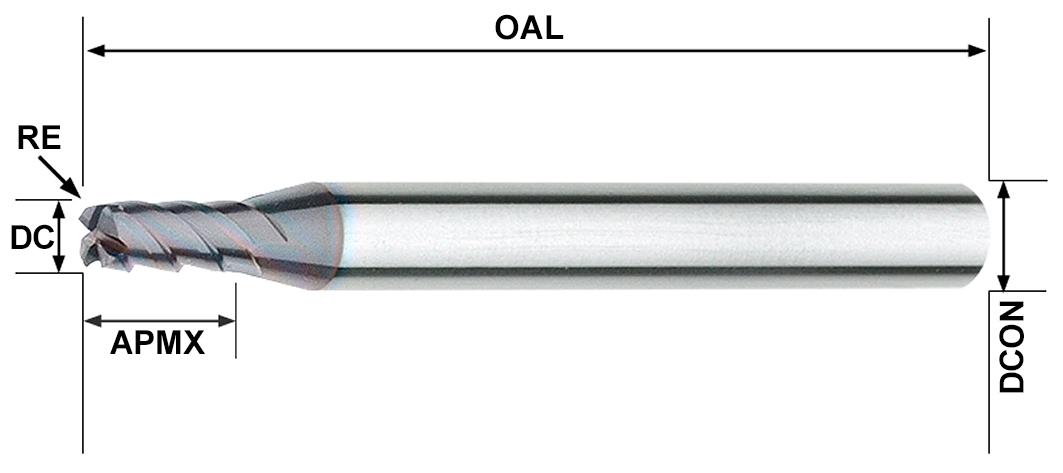
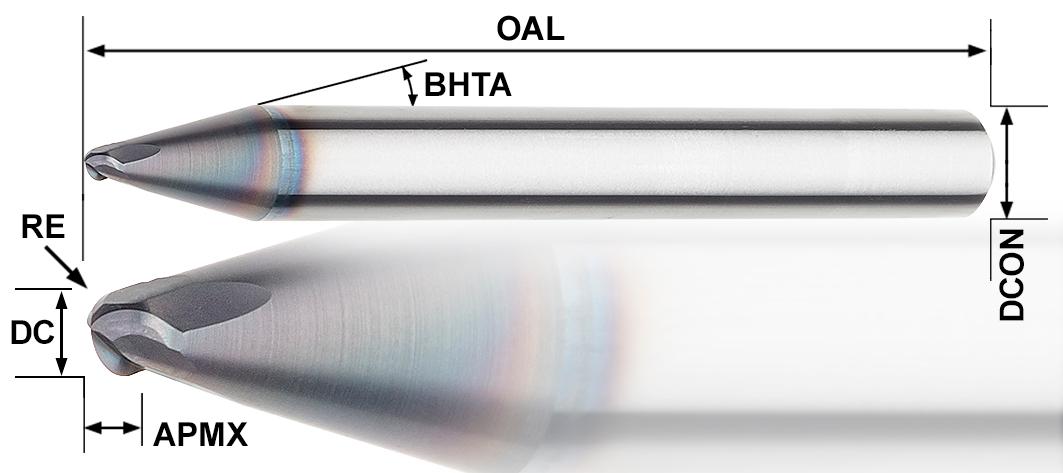
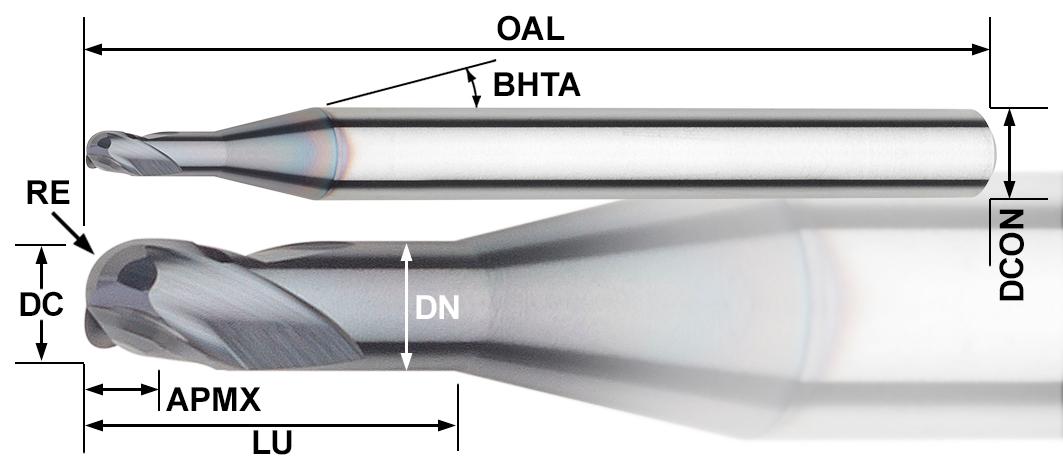
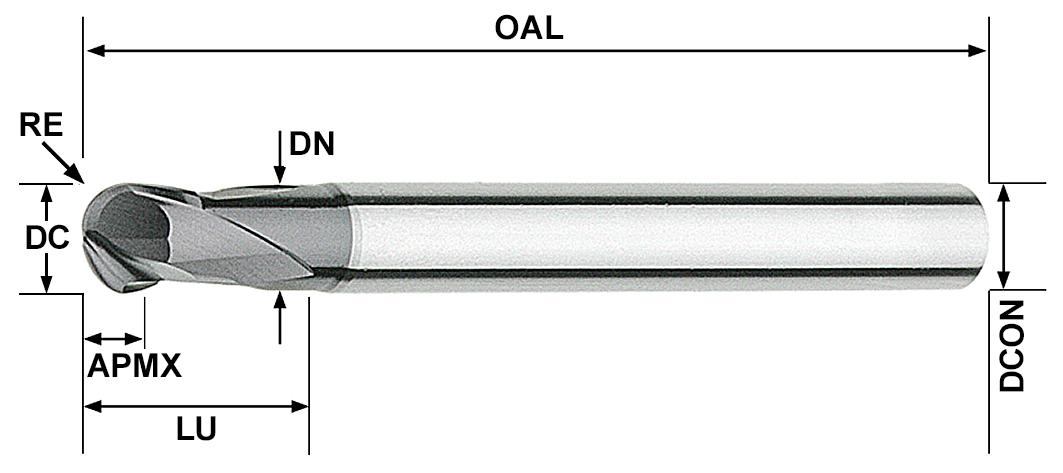
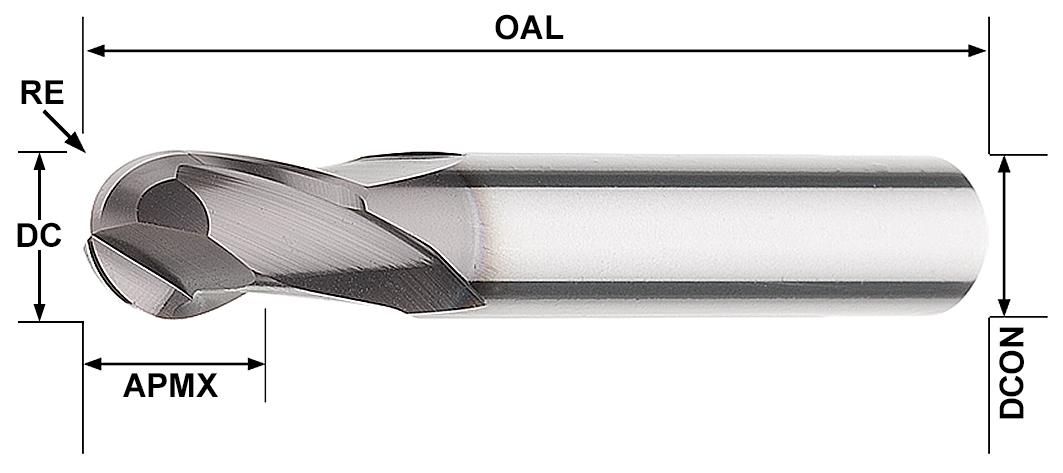
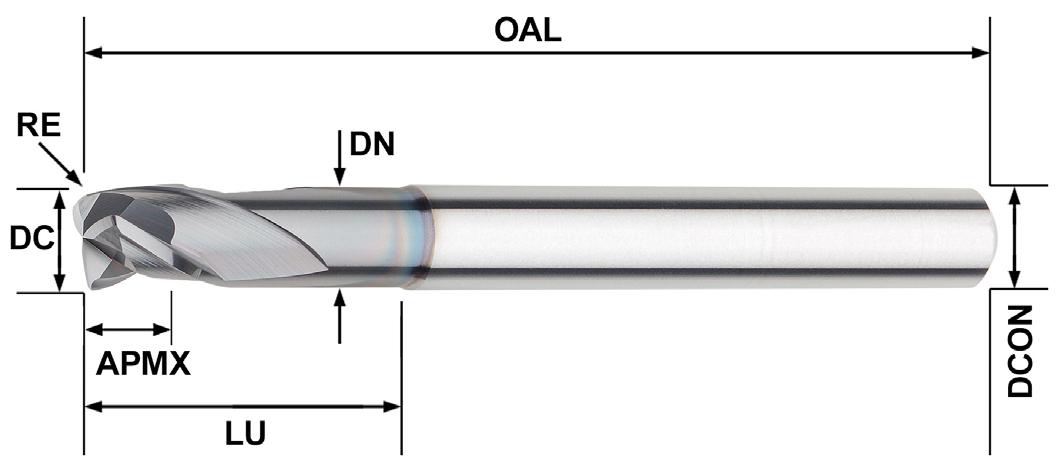
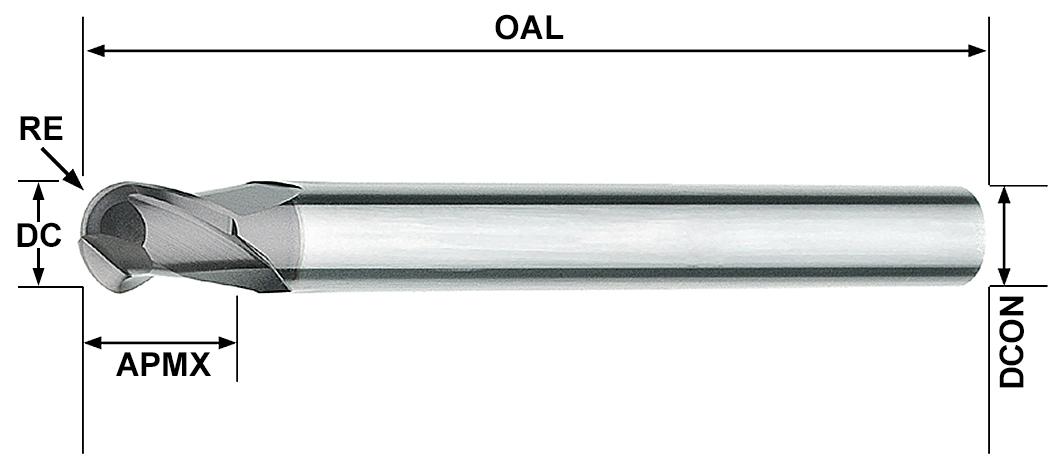
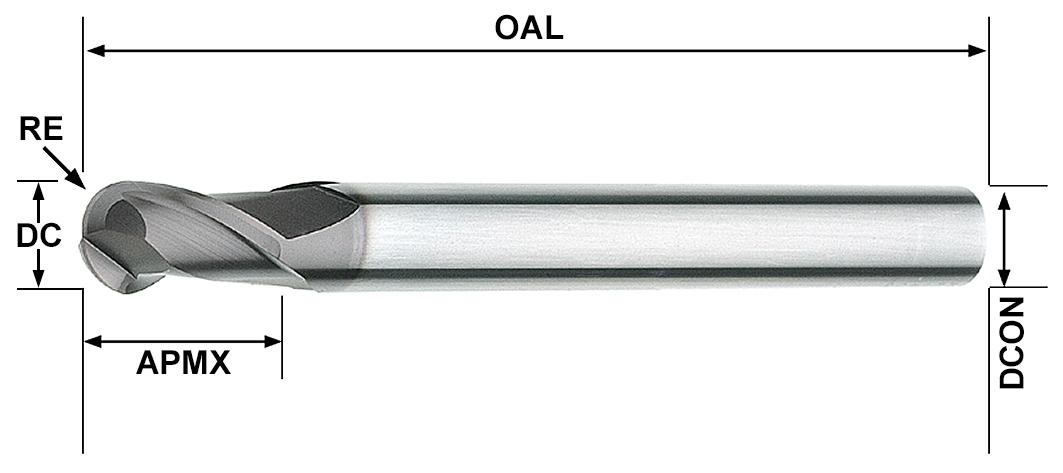
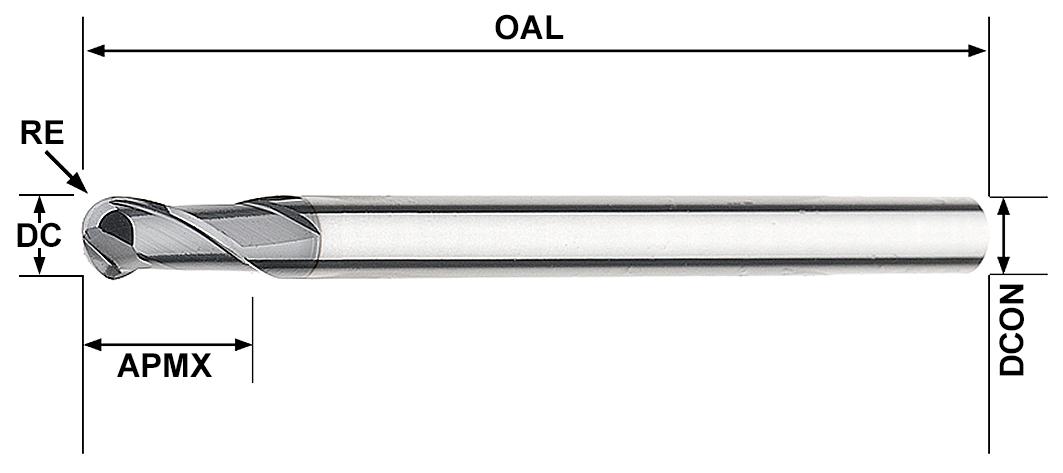
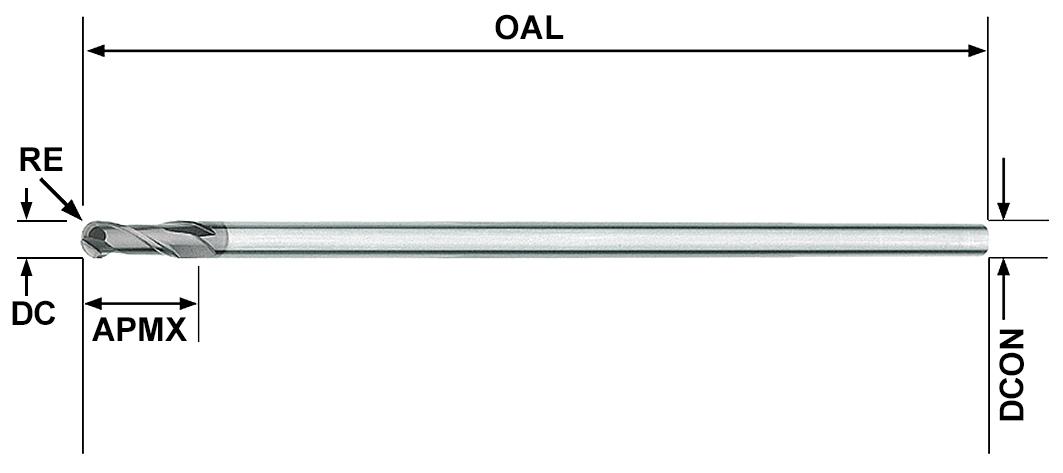
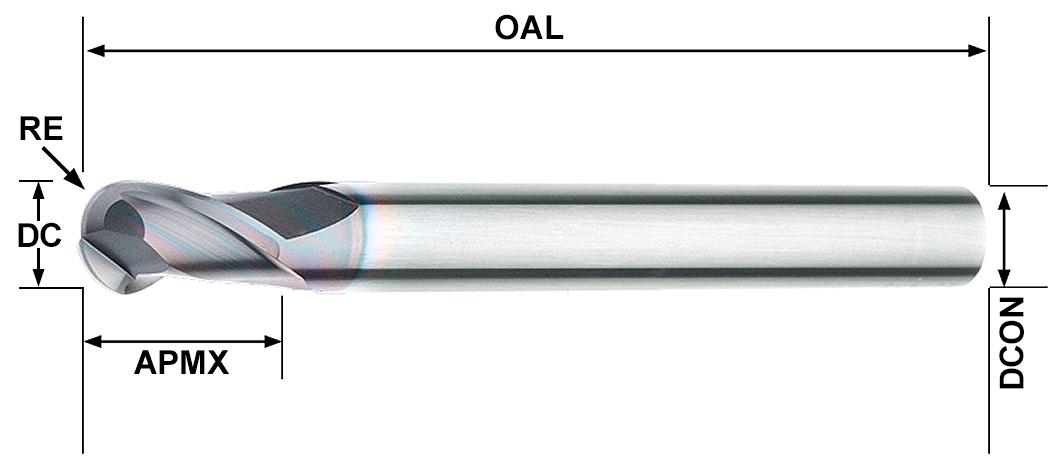
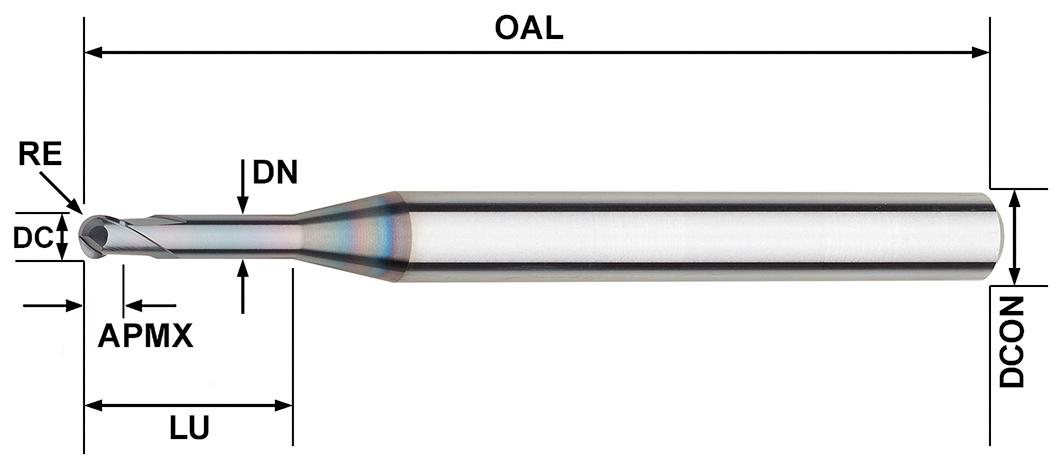
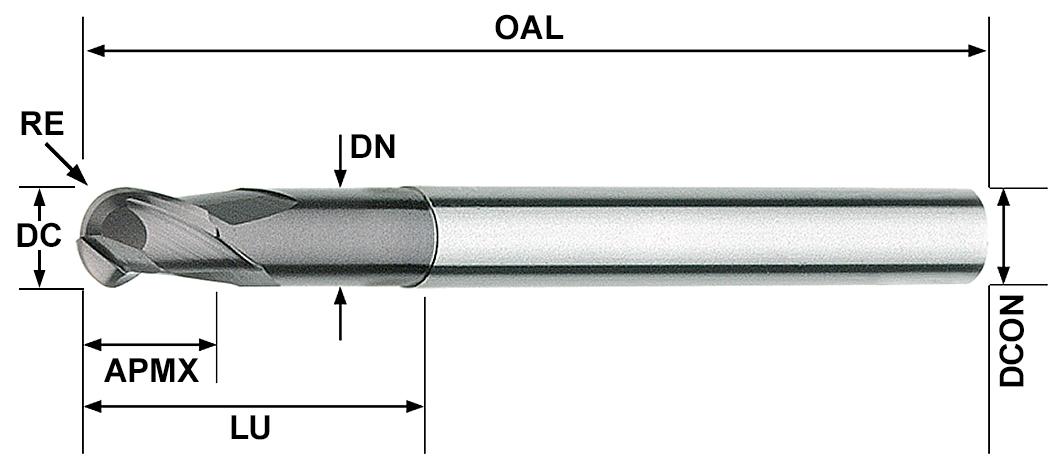
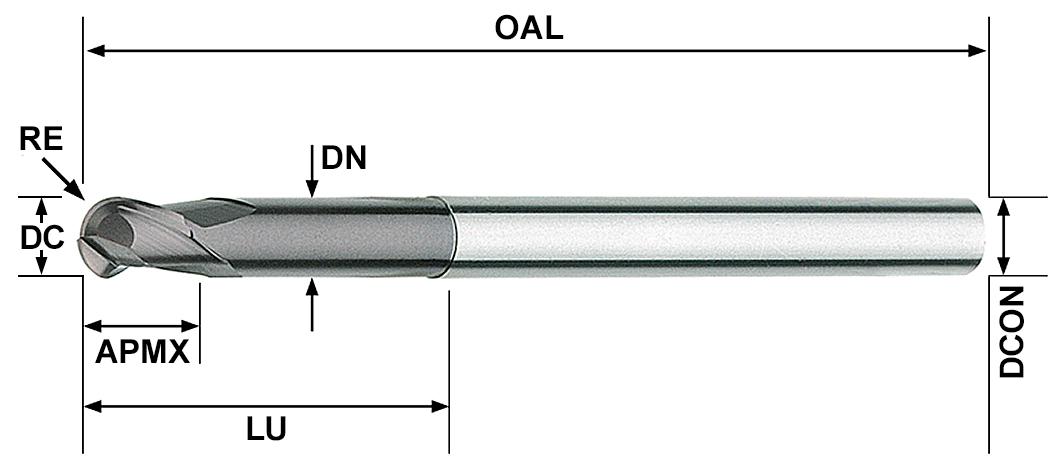
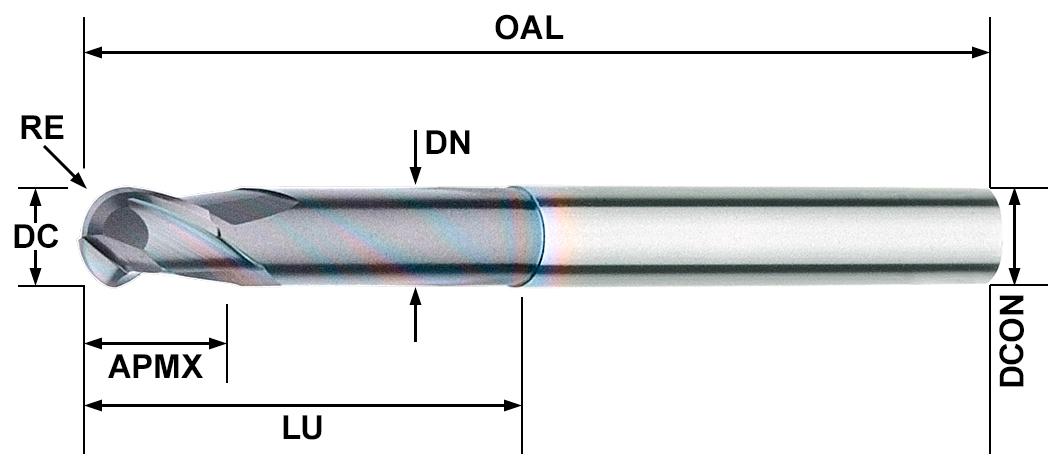
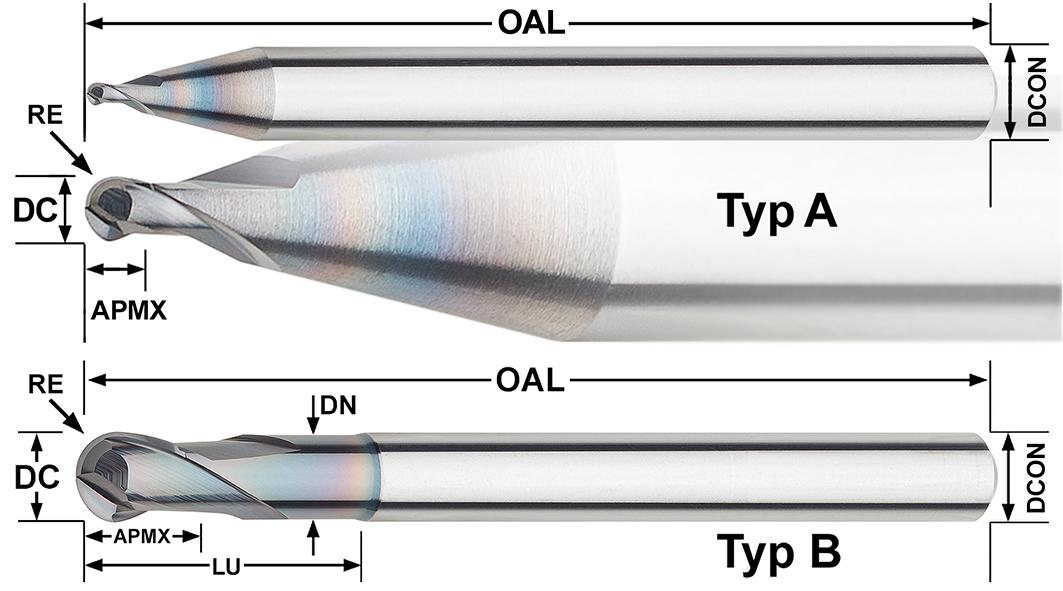
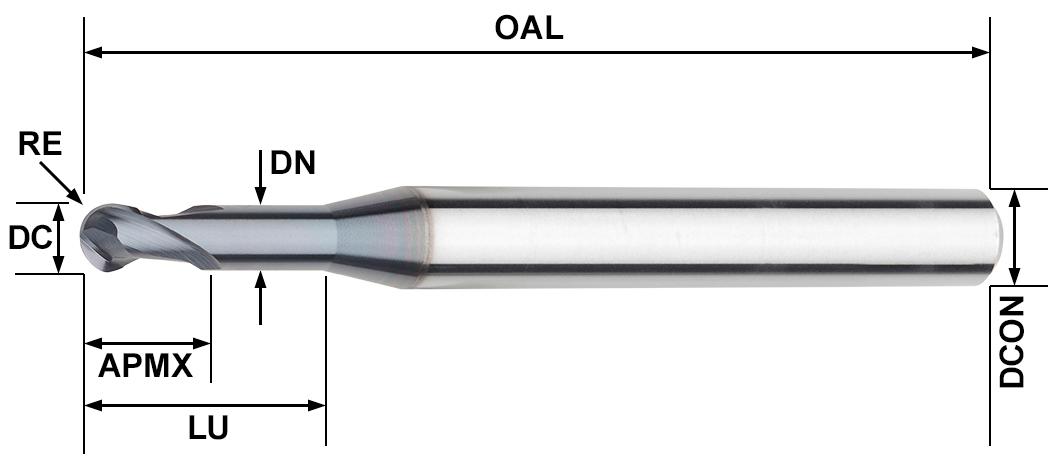
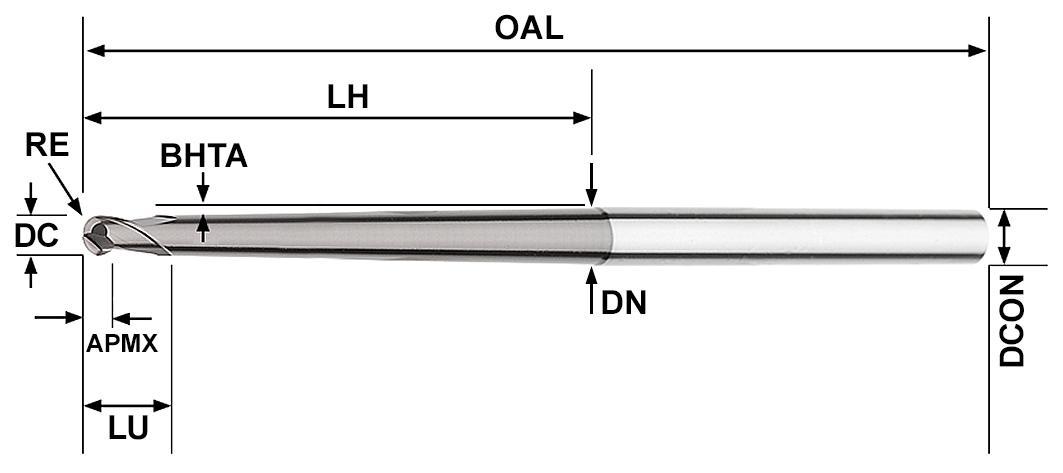
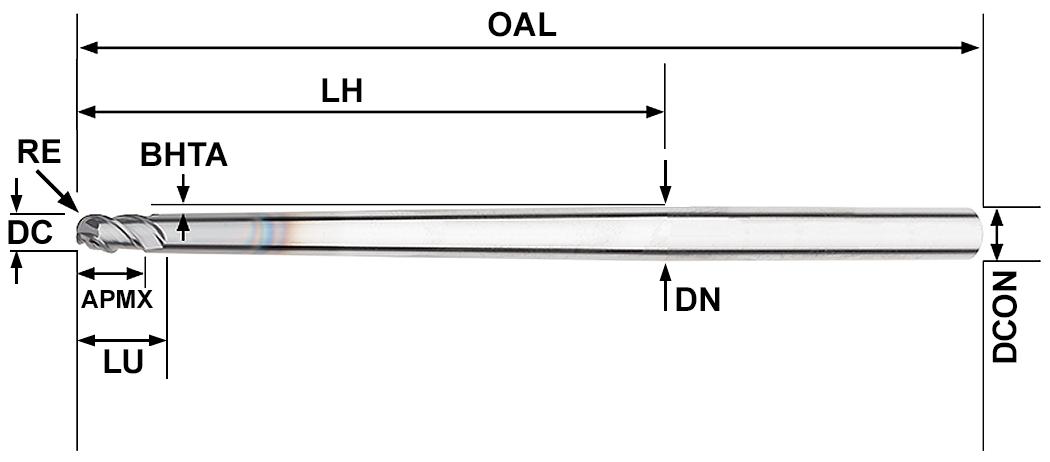
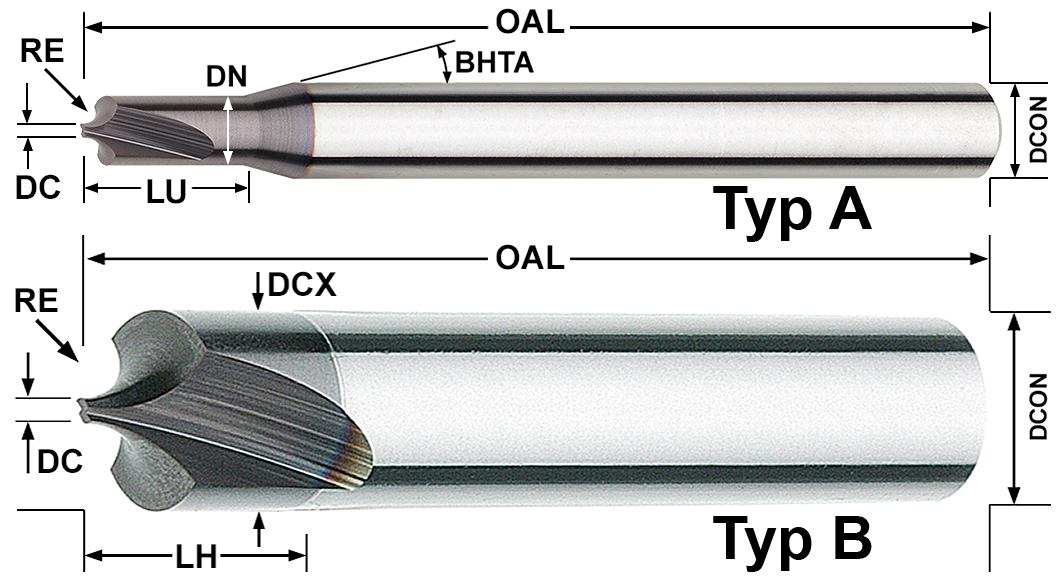
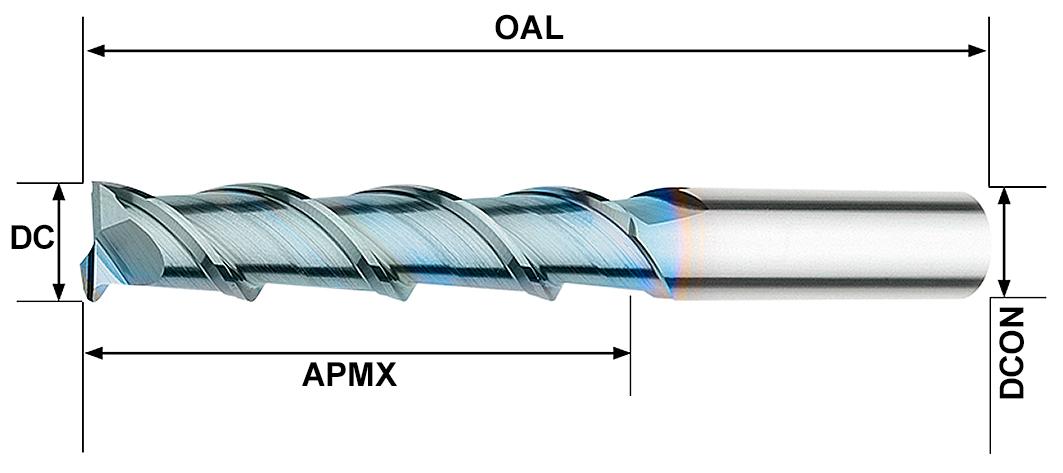
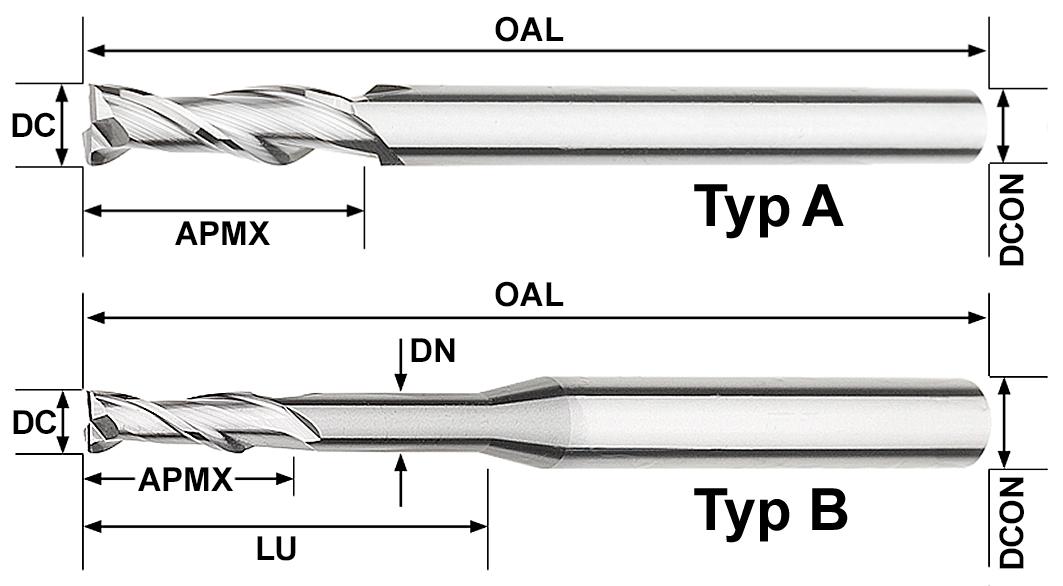
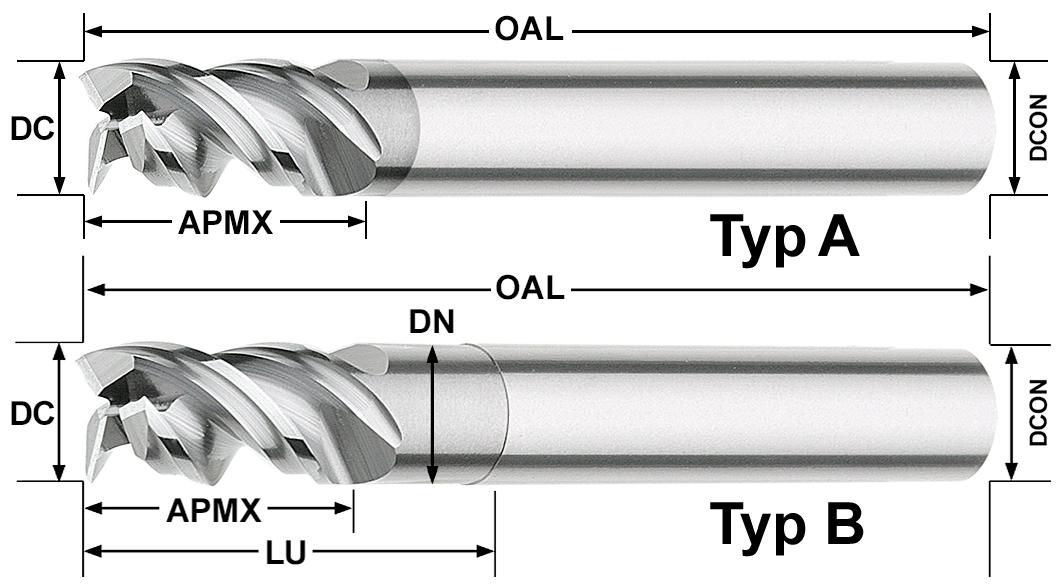
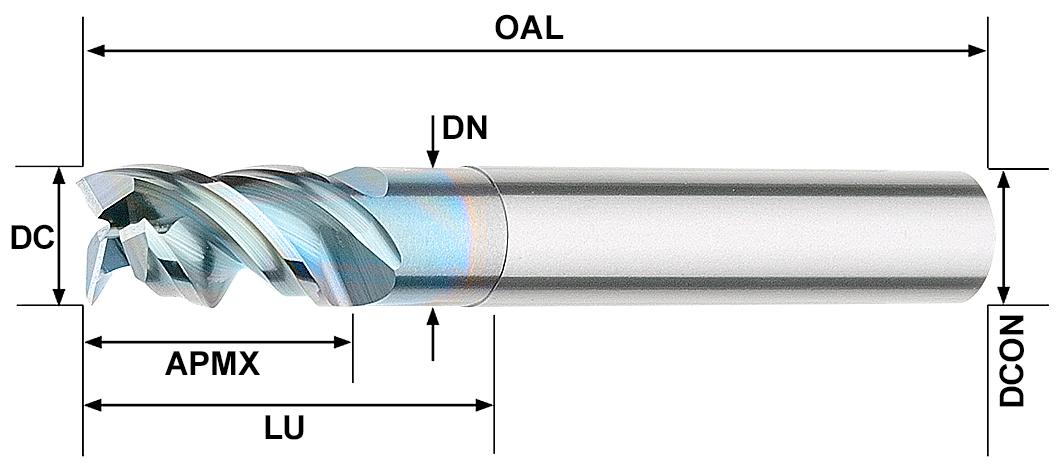
BHTA = Anzugswinkel
BHTA = Angle de serrage
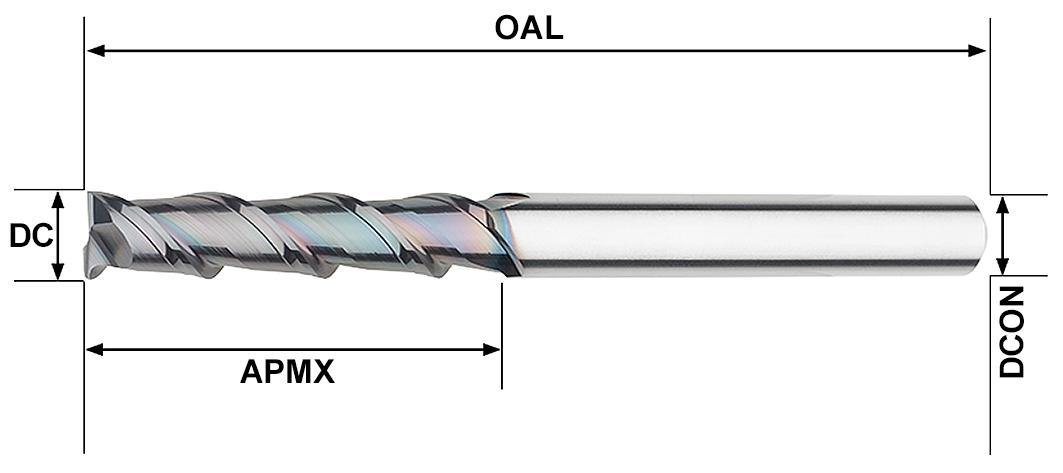
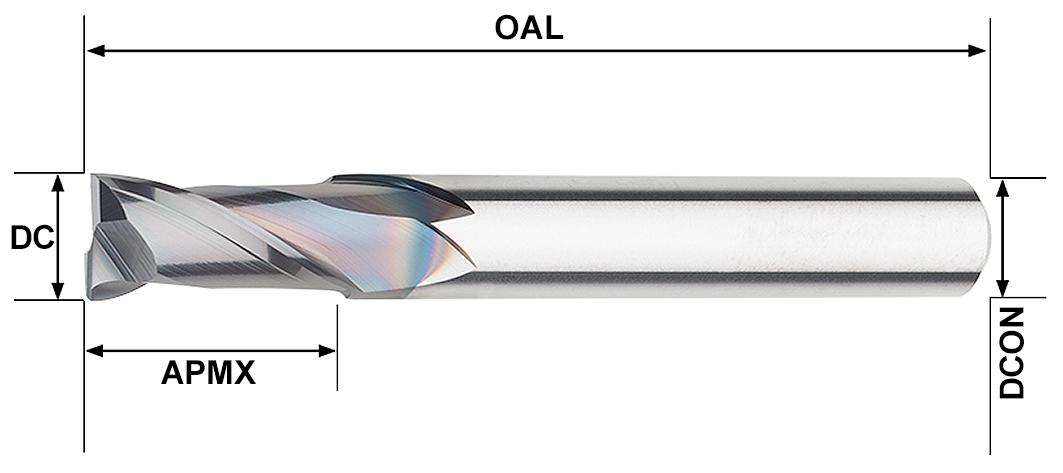
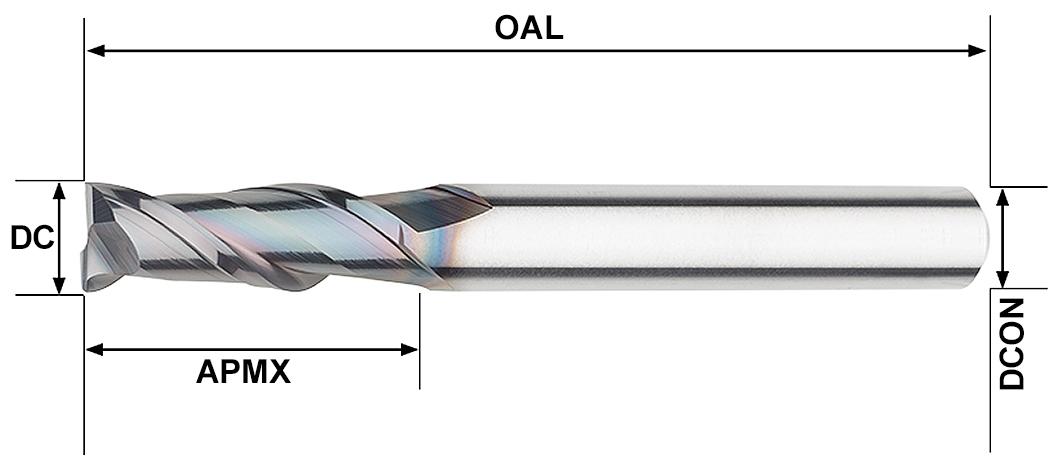
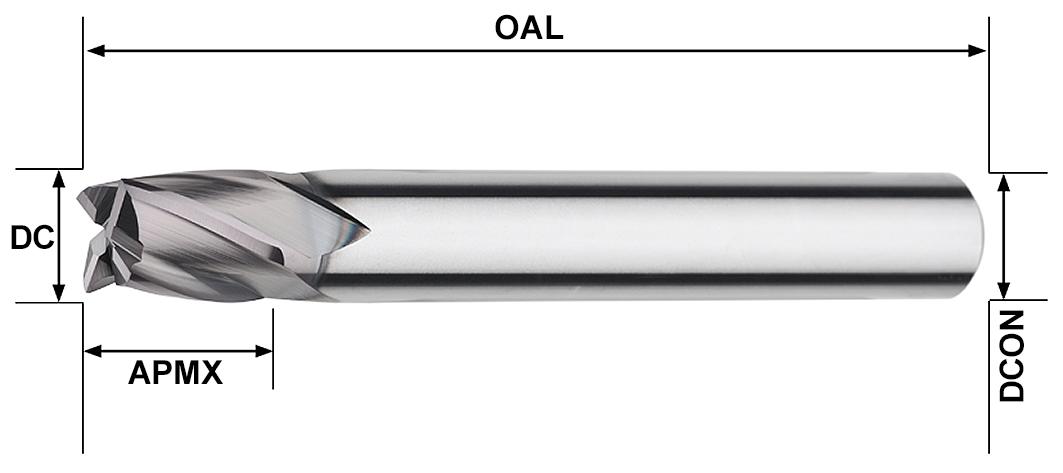
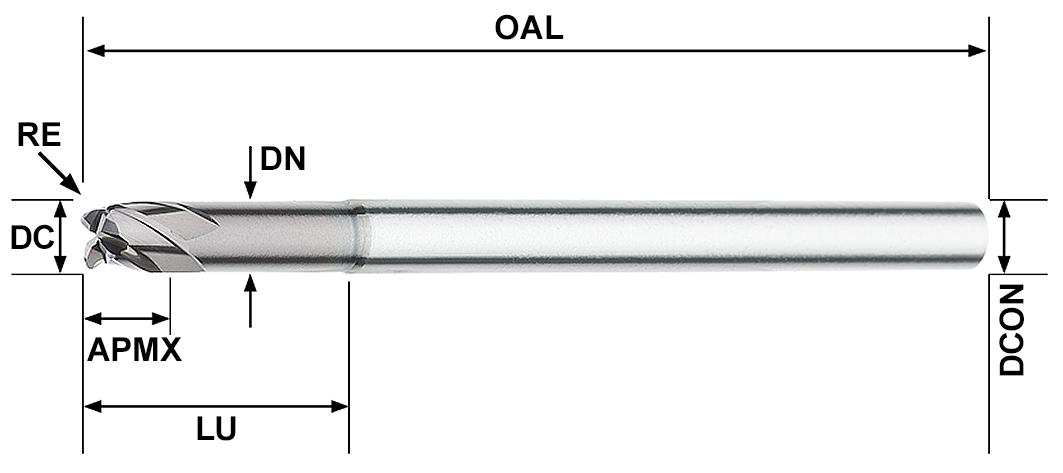
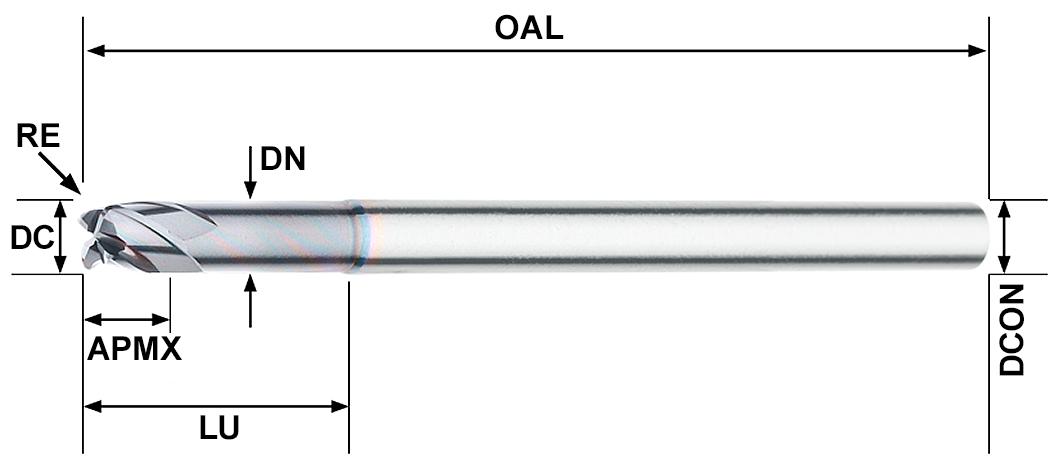
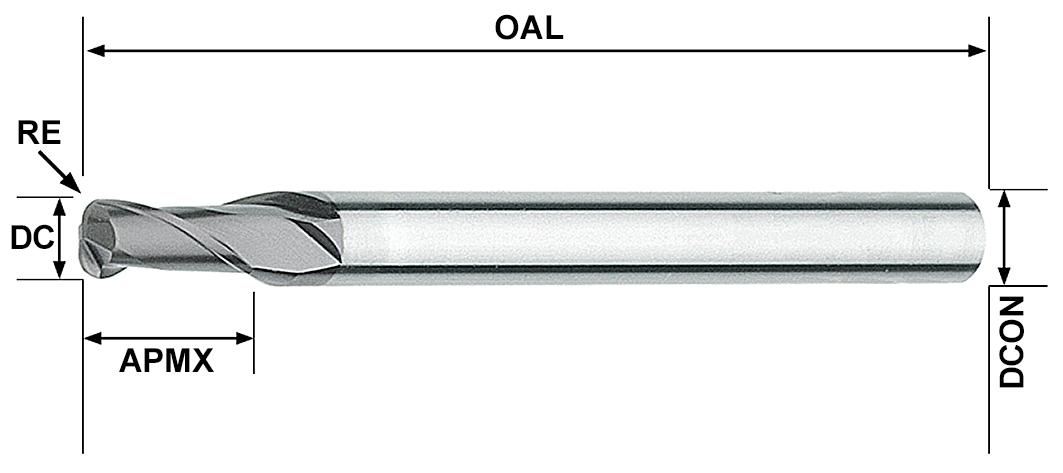
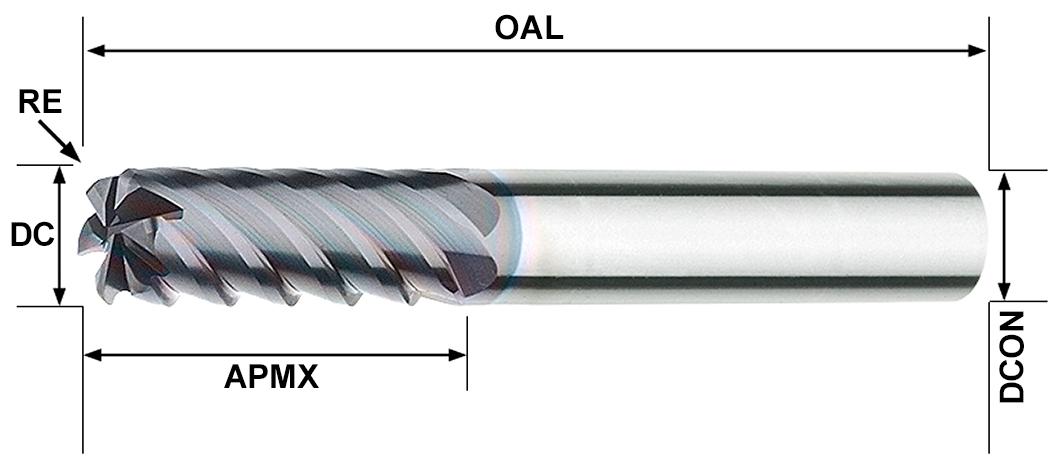
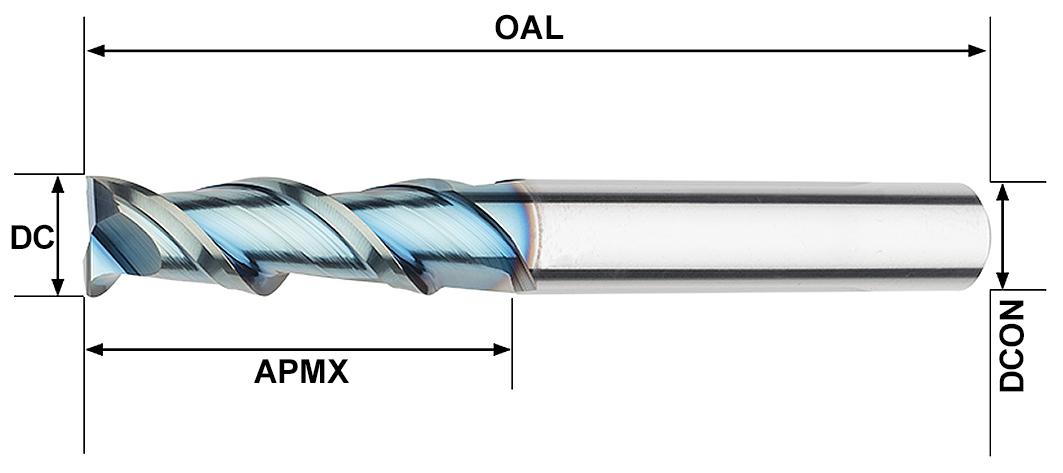
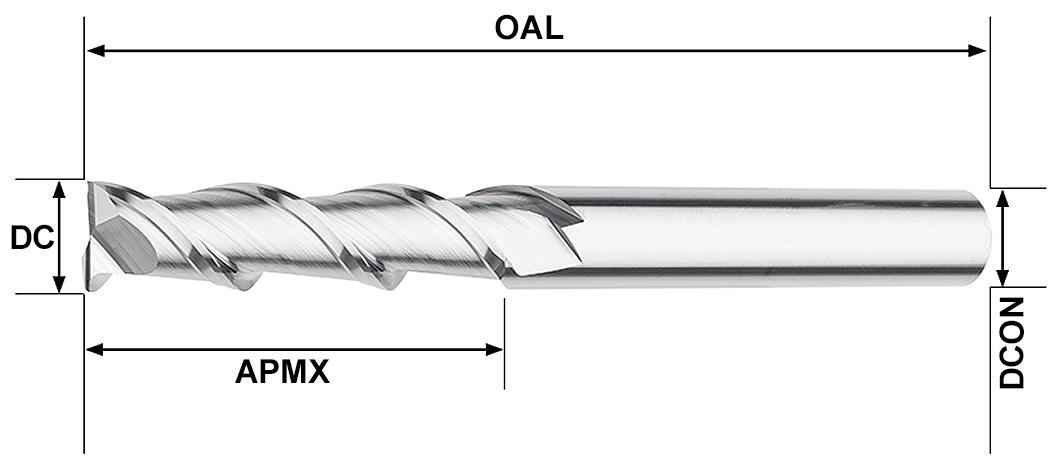
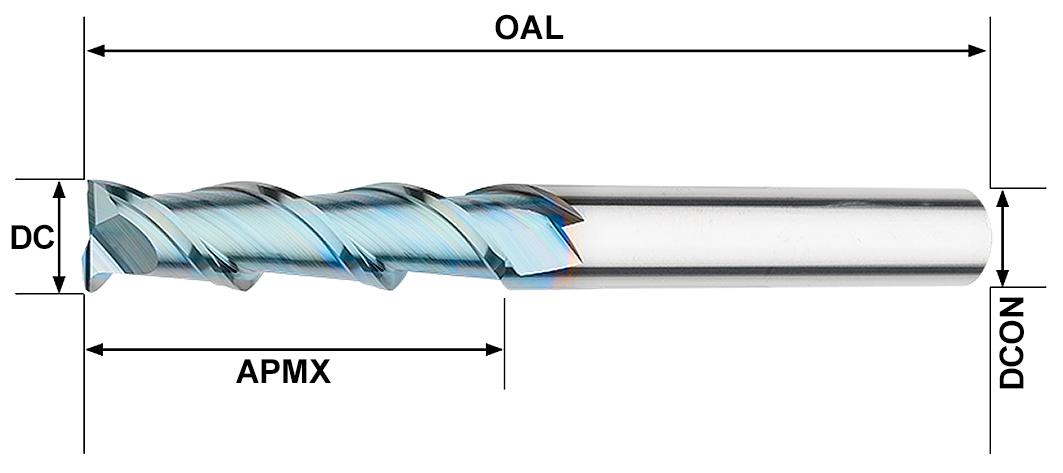
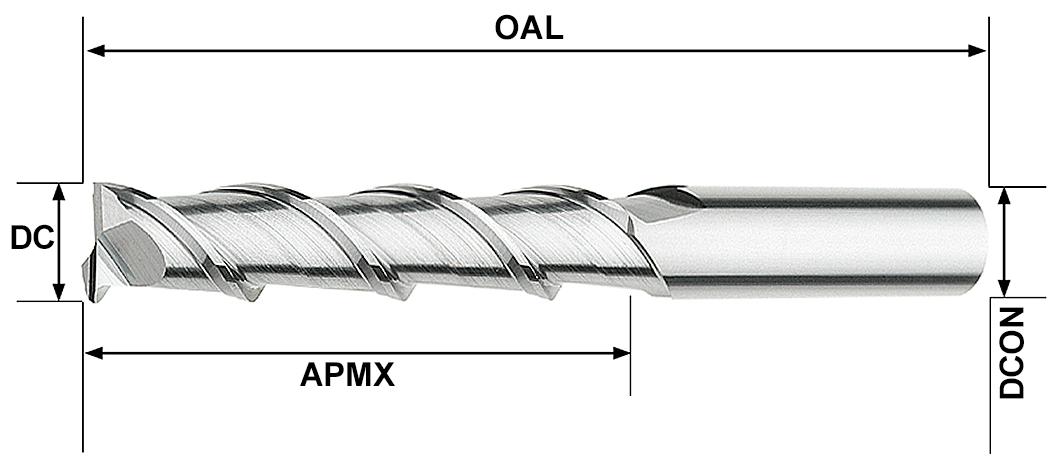
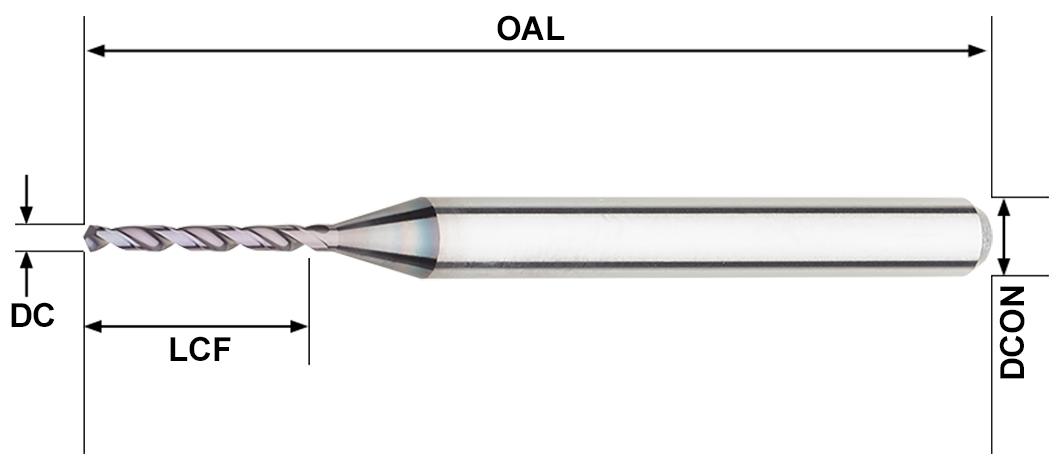
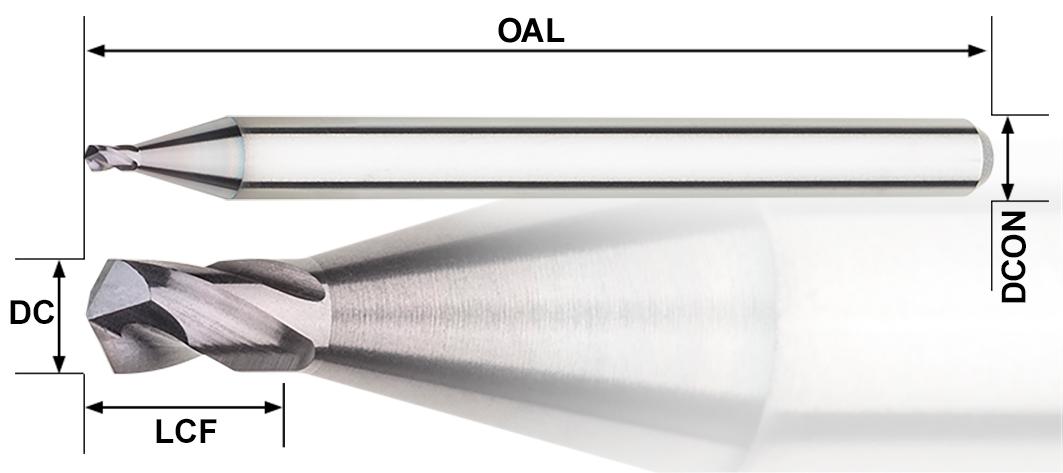
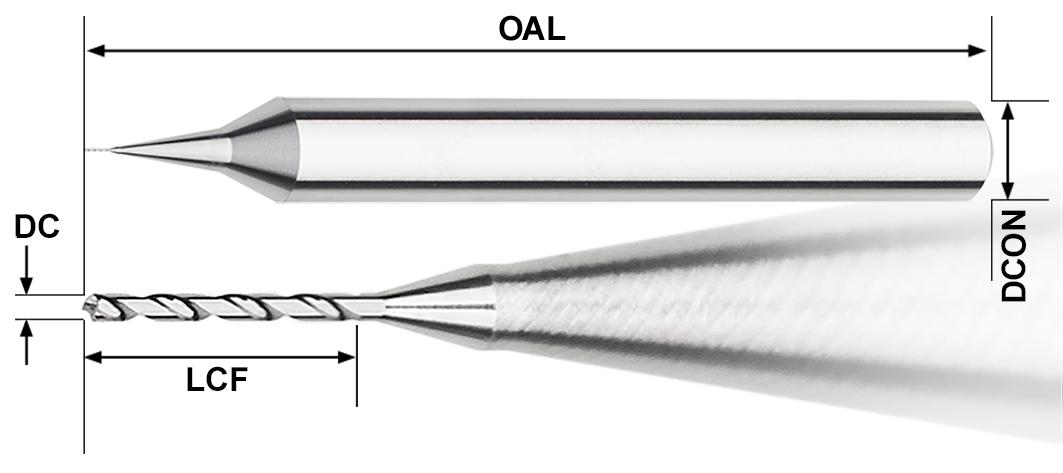
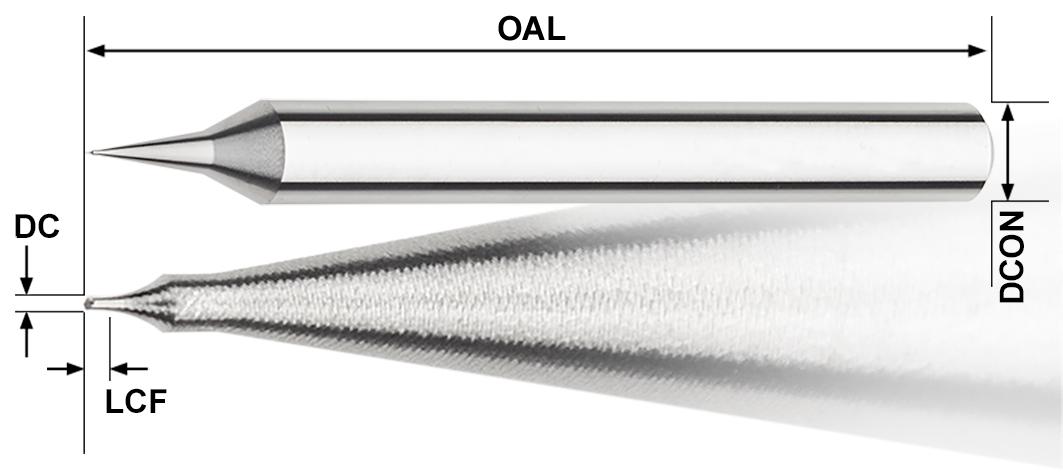
Hinweis zur Schafttoleranz DCON Toleranz in h6, wenn nicht anders angegeben Information concernant la tolérance des diamètres de queues DCON tolérance h6 si pas d’autres précisions
Preise exkl. MWST u. Verpackung, Preis- u. Modelländerungen sowie Zwischenverkauf vorbehalten, Nov. 2022 Tous les prix s’entendent hors TVA légale et sont indiques en Francs Suisses (CHF), novembre 2022
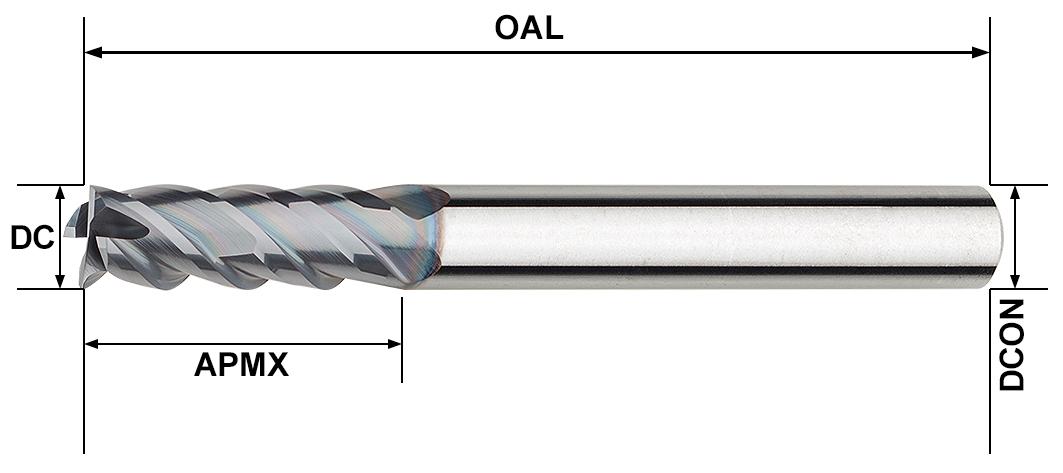
SMEZ120
▪ NS ausgewähltes CBN Material | Choix de la meilleure qualité de CBN
▪ Scharfkantiges Werkzeug | Très tranchant
▪ DC Toleranz ± 2μm
▪ Für hochpräzise Mikrobearbeitung von gehärteten Stählen Adapté à des usinages de haute précision dans des aciers
▪ DCON Toleranz h3
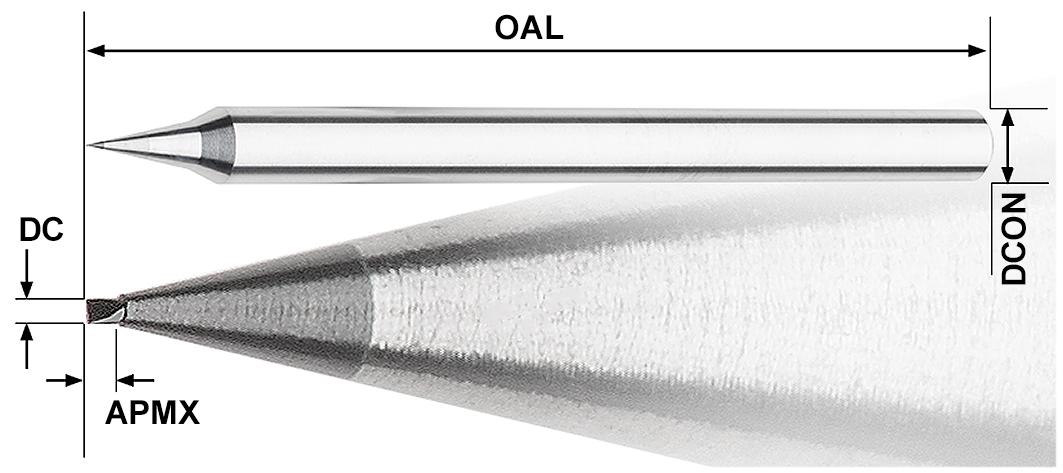
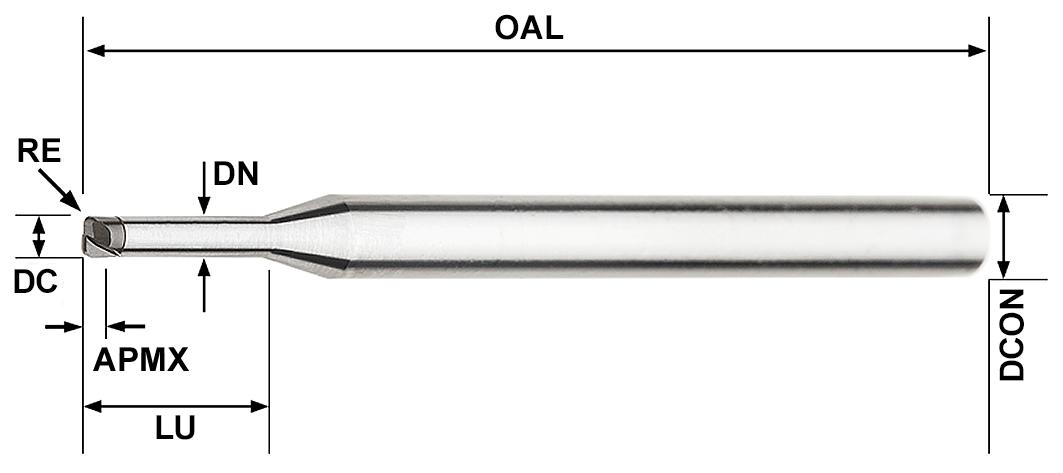
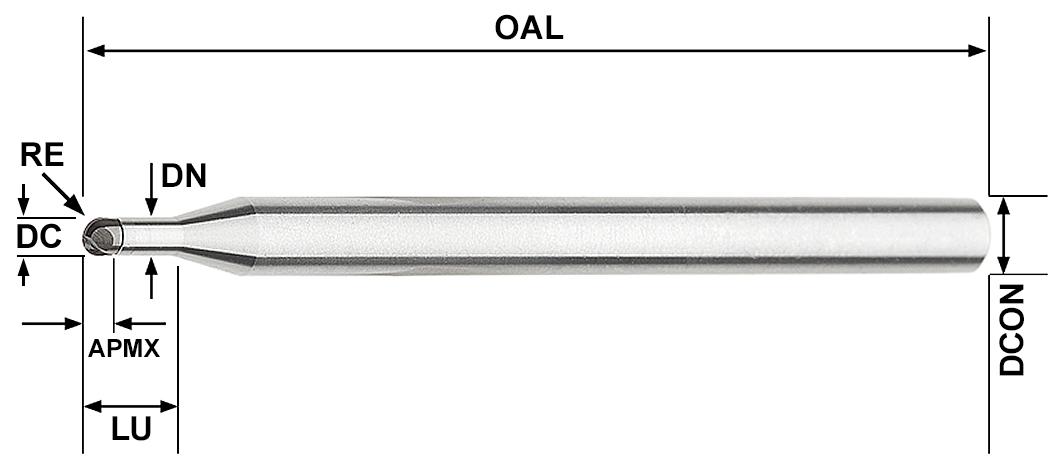
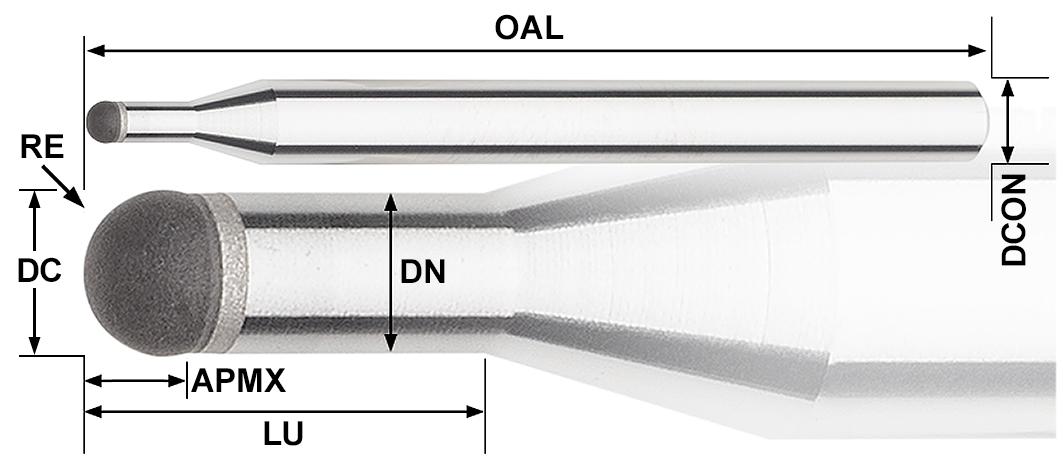
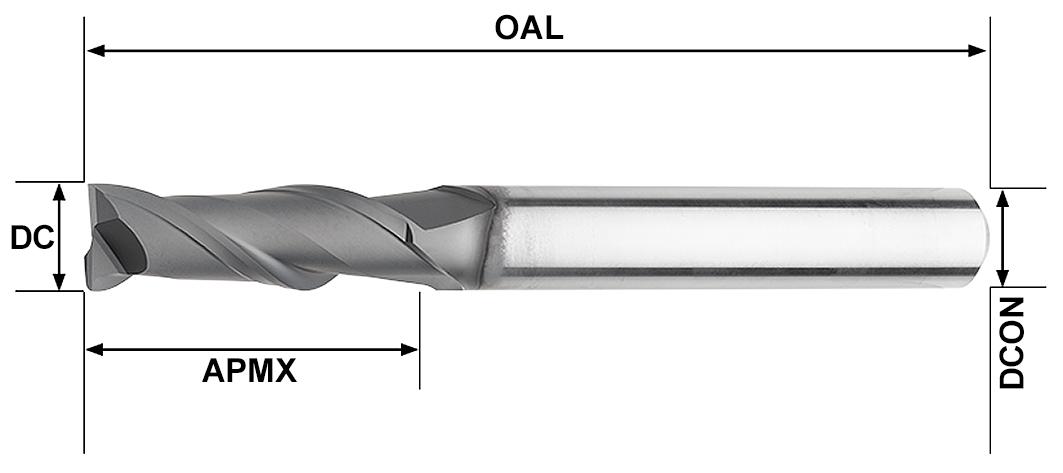
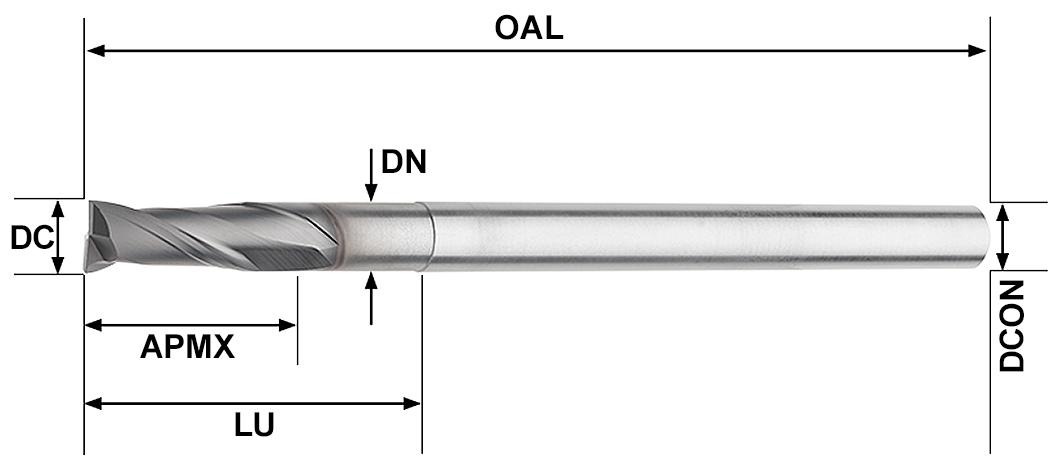
Technische Daten zum Werkzeug | Caractéristiques techniques de l’outil
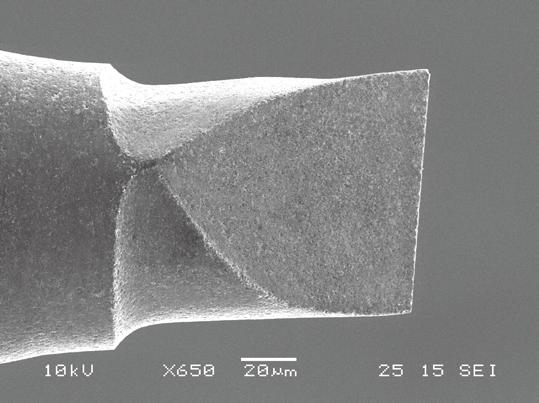
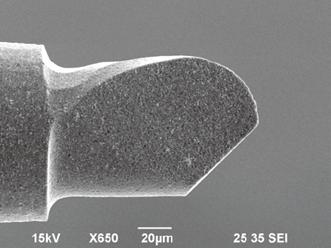
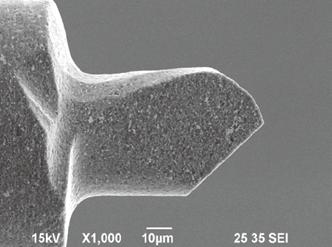
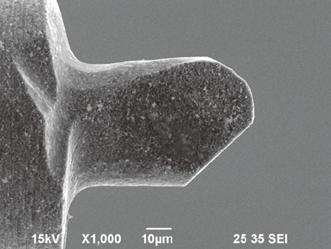
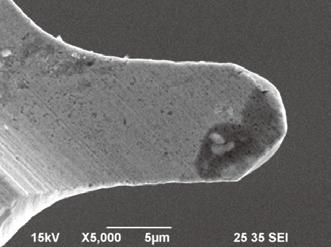
NS Tool CBN Micro Kante Z Original Schneiden-Design patentiert. Micro-arrête de coupe forme Z en CBN spécifique à NS Tool et breveté.
Mit dem NS-Tool Schneiden-Design werden eine sehr hohe Stabilität und Lebensdauer des Werkzeuges realisiert, zusätzlich wird eine ausgezeichnete Fräsoberfläche am Werkstück erreicht.
▪ Spezialdesign der Schneidkante
▪ Eckenradius am Werkzeug kleiner als 5μm
Avec cette forme spécifique à NS Tool, l'outil est très stable et possède une résistance à l'usure accrue, tout en permettant d'obtenir un excellent état de surface sur la pièce.
▪ Forme spécifique de l'arrête de coupe
▪ Rayon inférieur à 5µm
SMEZ120
Werkzeugdaten
Données d’outils
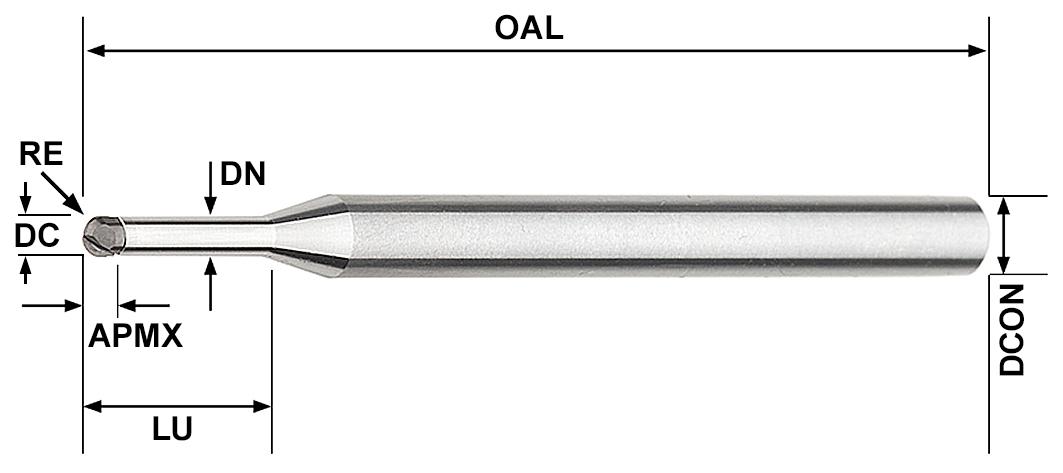
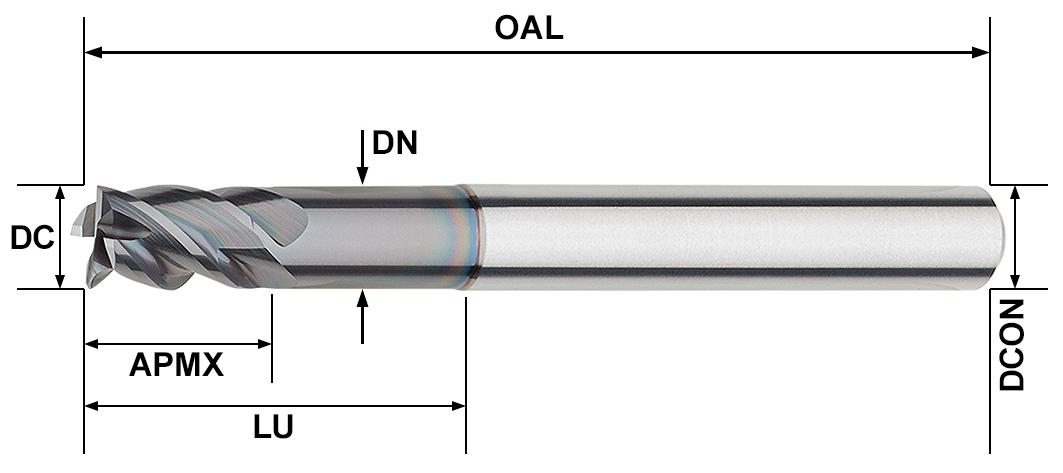
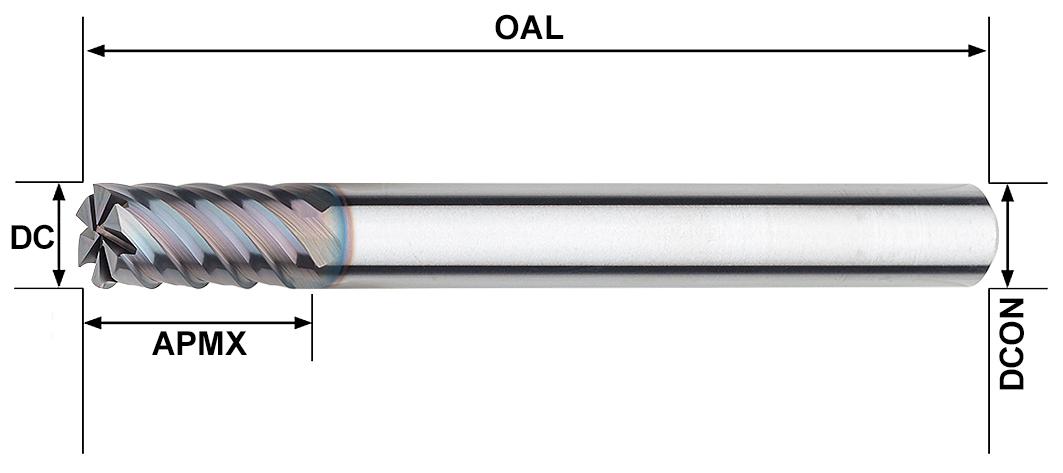
SSE400
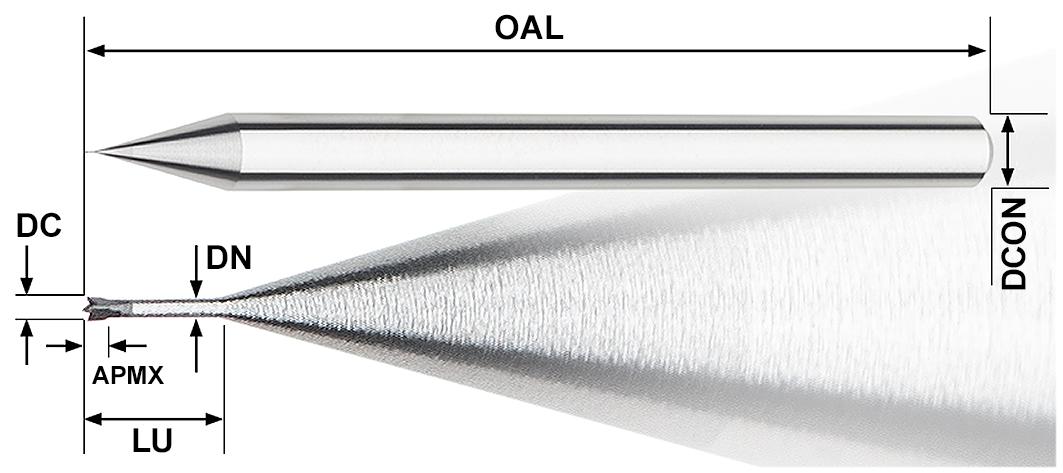
▪ NS ausgewähltes CBN Material für hohe Verschleissfestigkeit NS choisit le meilleur CBN pour une plus grande résistance à l’usure
▪ DC Toleranz 0 /-0.01
▪ DCON Toleranz h4 Artikel-Nr. | Réf.
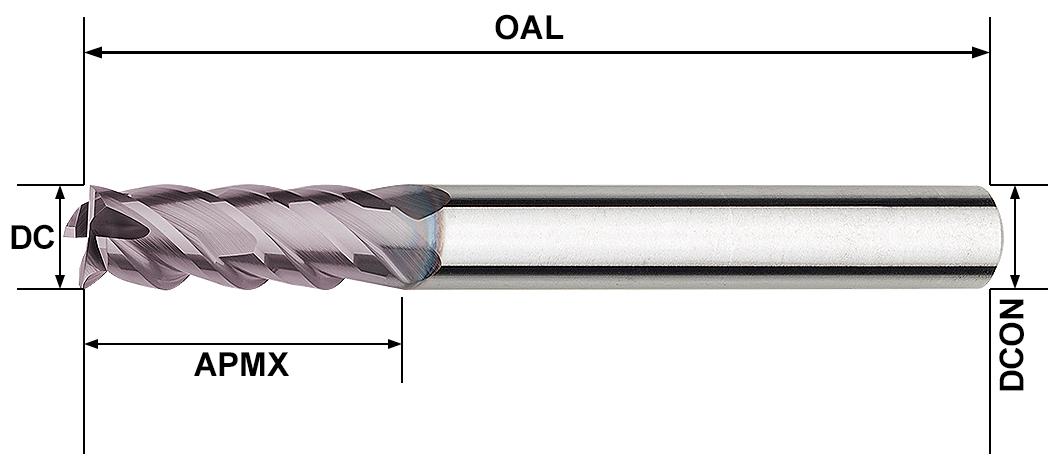
SSE600
▪ Erhöhte Verschleissfestigkeit durch das originale NS-SchneidkantenDesign CBN Material | Grande résistance à l’usure grâce à la forme spécifique à NS de l’arrête de coupe de l’insert CBN
SSE600 1x5
SSE400 Werkzeugdaten Données d’outils
SSE600 Werkzeugdaten Données d’outils
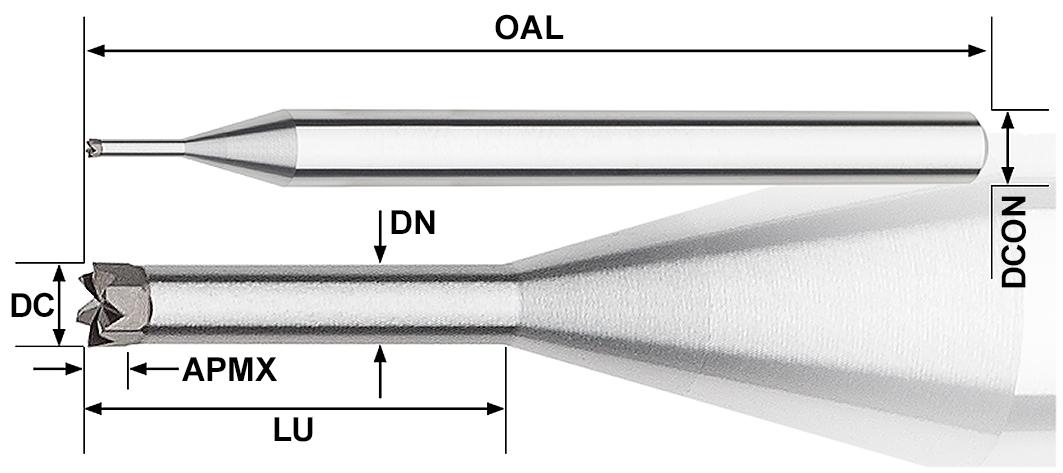
▪ Geeignet um scharfkantige Ecken bei gehärtetem Stahl zu Fräsen Recommandé pour l’usinage d’angles vifs dans les aciers trempés
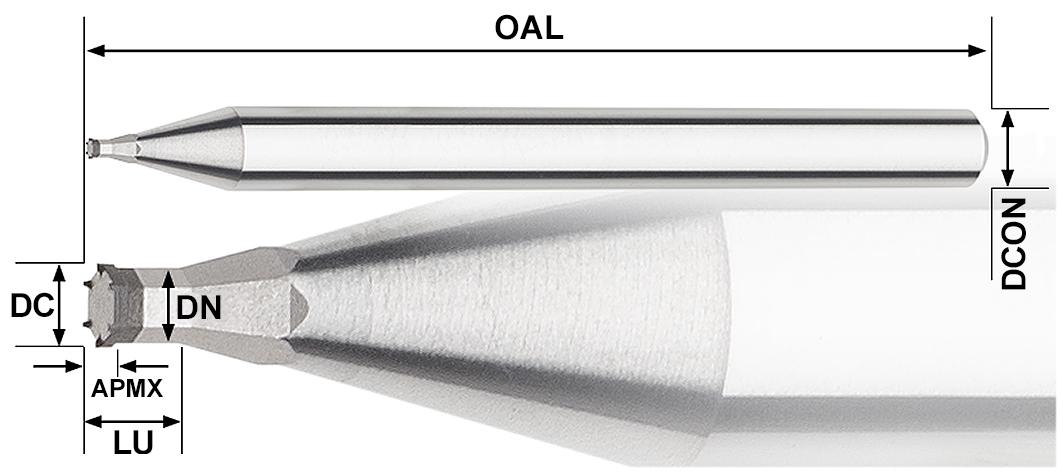
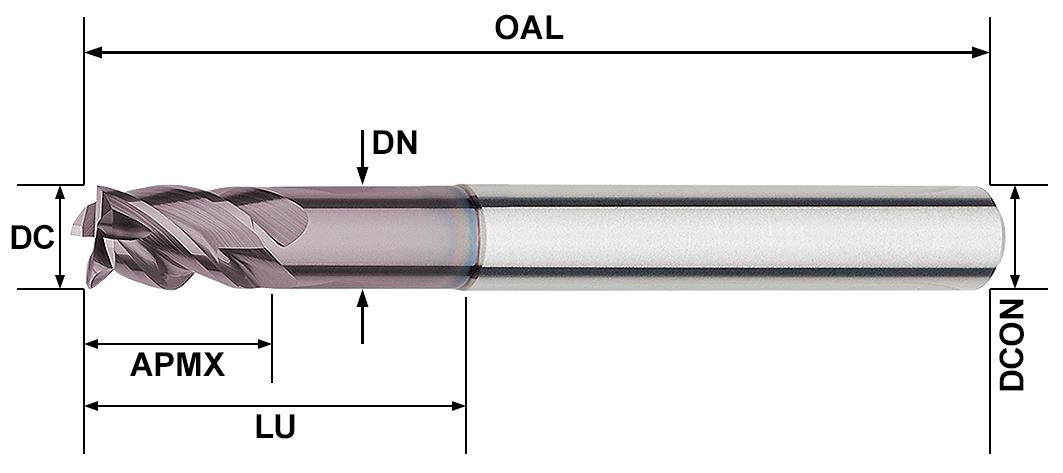
SSF120
▪ NS ausgewähltes CBN Material mit Eckenradius erzielt höchste
Oberflächengüten | Excellent état de surface grâce à la meilleure qualité de CBN et un rayon adapté
▪ DC Toleranz 0 /-0.01 | RE Toleranz ± 0.005
Artikel-Nr. | Réf. d’article
▪ Präzisionsbearbeitung von Flächen | Usinage précis de surfaces planes
▪ Einzigartige Schneidengeometrie mit Torus für stabilste Bearbeitung Géométrie de coupe torique pour une grande stabilité
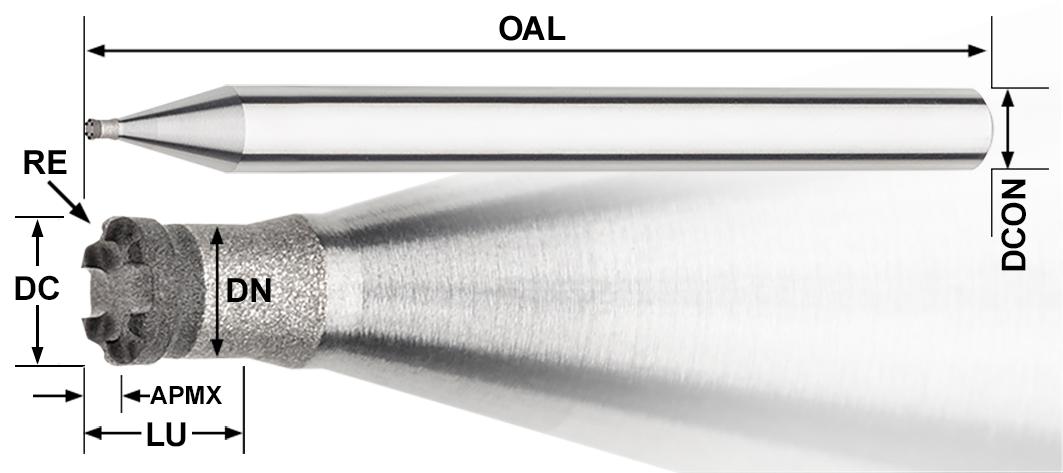
▪ NS ausgewähltes CBN Material mit Eckenradius erzielt ausgezeichnete Oberflächengüten durch hohe Verschleissfestigkeit La sélection du meilleur matériel CBN et un rayon adapté permet d’obtenir un excellent état de surface et une usure réduite de l’outil
Artikel-Nr. | Réf.
SSR200 0.3xR0.02x0.5
SSR200 0.4xR0.02x1.5
SSR200 0.4xR0.02x2
SSR200
▪ Geeignet um Bezugsebenen oder Dichtflächen zu bearbeiten Adapté à l’usinage de surfaces de références ou étanches
▪ DC Toleranz 0/-0.01 | DCON Toleranz h4
▪ RE ≤ 0.03 Toleranz ± 0.002 | RE > 0.03 Toleranz ± 0.005
SSR200
SSR200 0.4xR0.1x1.5
SSR200 0.4xR0.1x2
SSR200 0.5xR0.02x0.5
SSR200 0.5xR0.03x1.5
SSR200
SSR200 1xR0.02x5
SSR200
SSR200 2xR0.03x4
SSR200 2xR0.05x10
SSR200
SSR200 2xR0.3x6
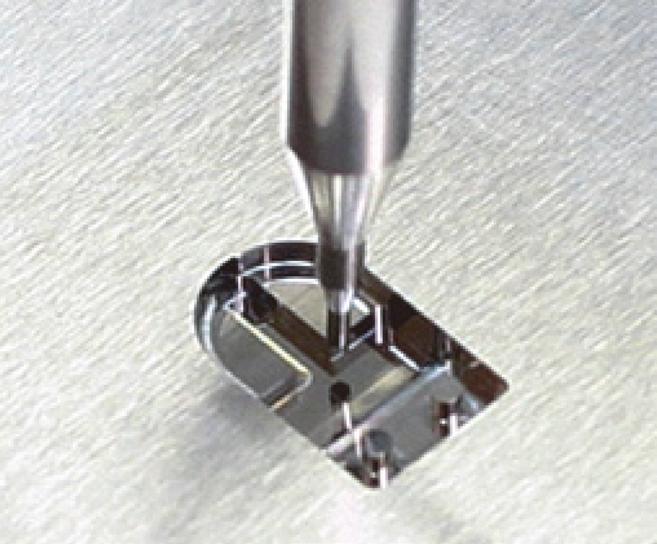
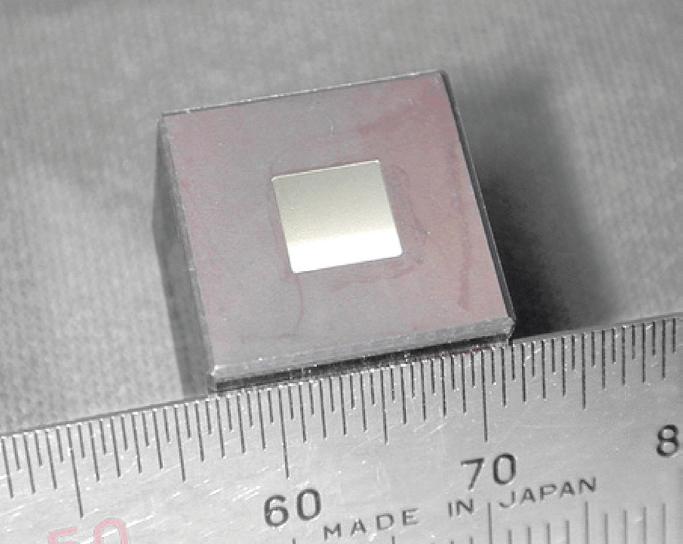
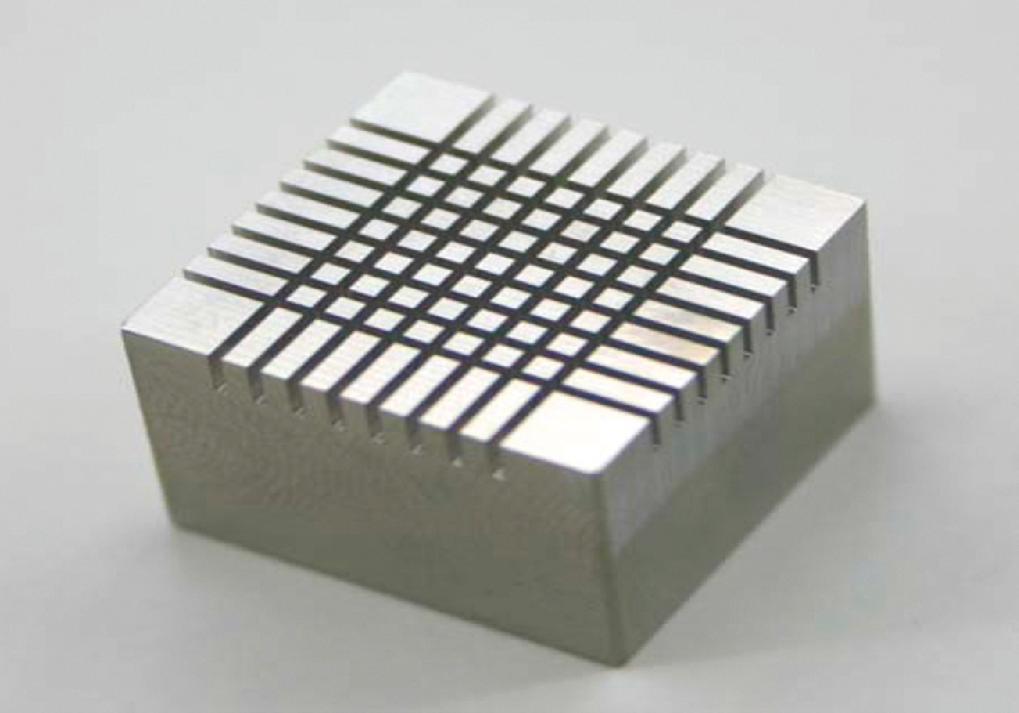
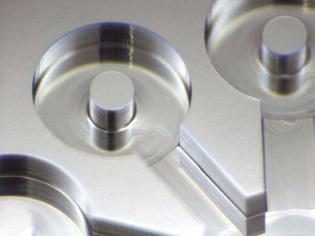
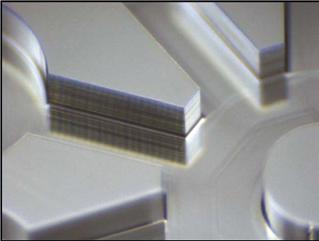
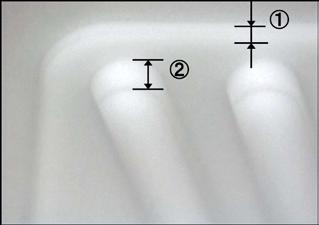
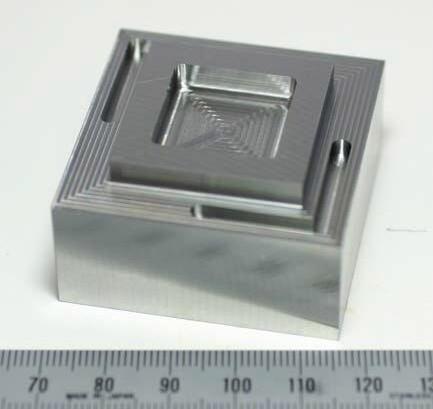
16 Schlitze, Länge 18 mm, Tiefe 2.5 mm | 16 rainures, longueur 18 mm, profondeur 2.5 mm
Material | Matière DC53 60 HRC
Drehzahl | Vitesse de coupe 60 000 U/Min.
Vorschub | Avance 200 mm/Min. Schruppen | Ebauche
Zeit | Durée 2 h Kühlung | Refroidissement Ölnebel | Brouillard d’huile Werkzeug | Outil
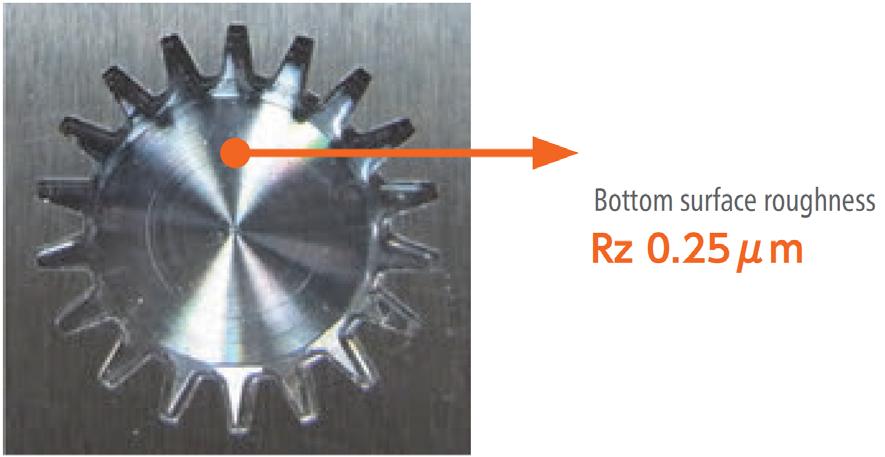
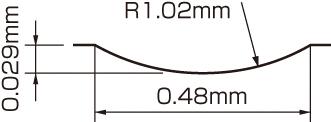
Rauheit der Bodenoberfläche Rugosité de la surface du fond RZ 0.25 µm
SSR200 Werkzeugdaten
Données d’outils
SHR320
▪ NS ausgewähltes CBN Material mit Eckenradius erzielt ausgezeichnete Oberflächengüten durch hohe Verschleissfestigkeit La sélection du meilleur matériel CBN et un rayon adapté permet d’obtenir un excellent état de surface et une usure réduite de l’outil
SHR320
Werkzeugdaten
Données d’outils
▪ Geeignet um Bezugsebenen oder Dichtflächen zu bearbeiten Adapté à l’usinage de surfaces de références ou étanches
▪ DC Toleranz 0 /-0.01 | DCON Toleranz h4
▪ RE Toleranz ± 0.005
SHPR400
▪ Es wurde ein neues Werkzeugdesign entwickelt, um den Schnittwiderstand zu verringern und die Schlichtgenauigkeit zu verbessern! Une nouvelle conception d’outil a été développée pour réduire la résistance à la coupe et améliorer la précision de la finition !
▪ Bei der Mikrobearbeitung werden höhere Effizienz und stabilere Werkzeugstandzeiten erreicht! Le micro-usinage permet d’obtenir un meilleur rendement et une durée de vie plus stable des outils !
▪ Die Genauigkeit des Schaftdurchmessers beträgt 0.002 mm (-0.001~ -0.003) und unterstützt auch hochpräzise Schrumpfaufnahmen. La précision du diamètre de la tige est 0.002 mm (-0.001~ -0.003), et supporte également les supports à ajustement fretté de haute précision.
▪ DC ≤ 1.0 Toleranz 0/-0.005 | DC > 1.0 Toleranz 0/-0.007
▪ RE Toleranz ± 0.002
▪ DCON Toleranz -0.001/-0.003
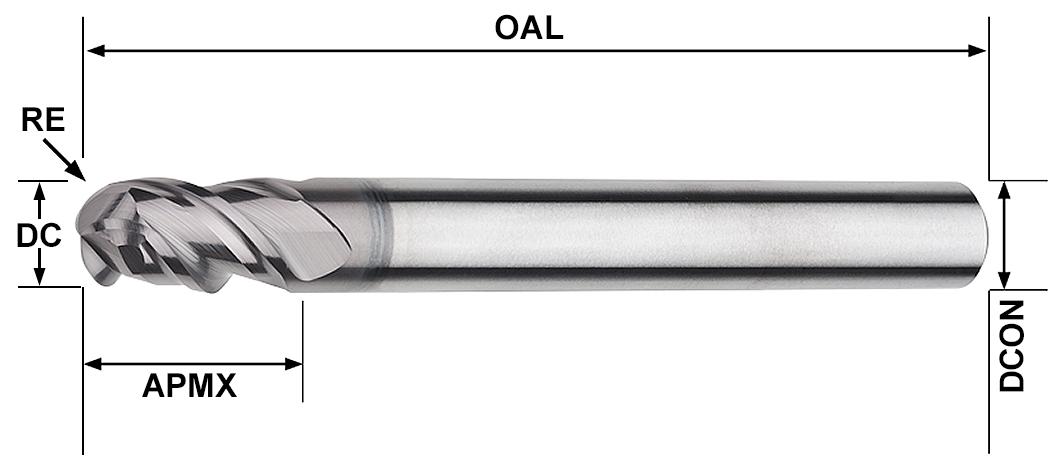
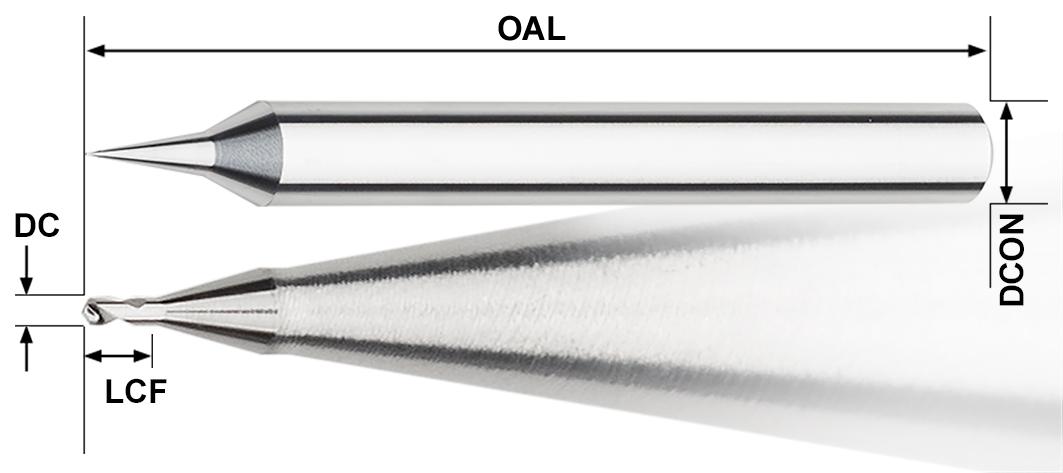
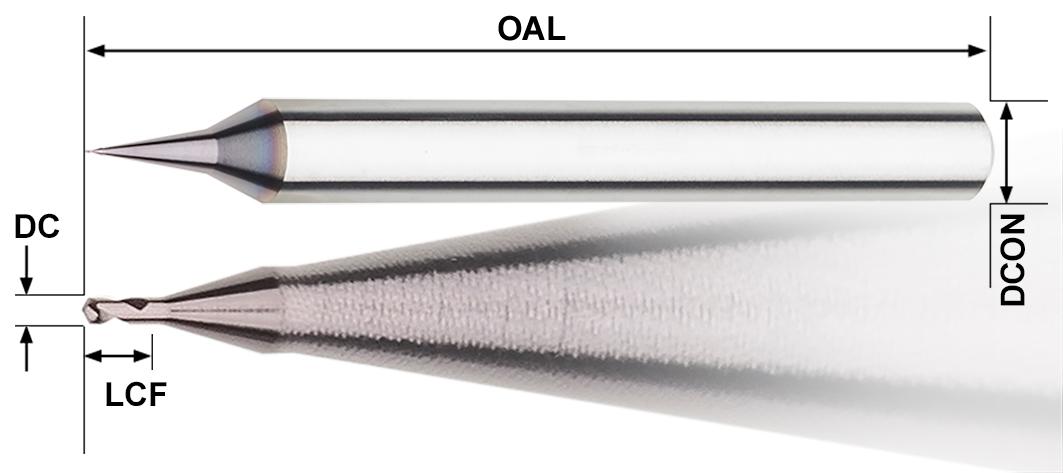
SMB120
▪ Der weltweit erste entwickelte CBN Micro Kugelfräser
Première micro-fraise hémisphérique CBN développée au niveau mondial
▪ Neue Bearbeitungsmöglichkeiten in höchster Präzision Nouvelles possibilités d’usinages ultra-précis
|
▪
▪ Scharfe Schneidkante | Très tranchant
▪ RE Toleranz ± 0.002
▪ DCON Toleranz h3
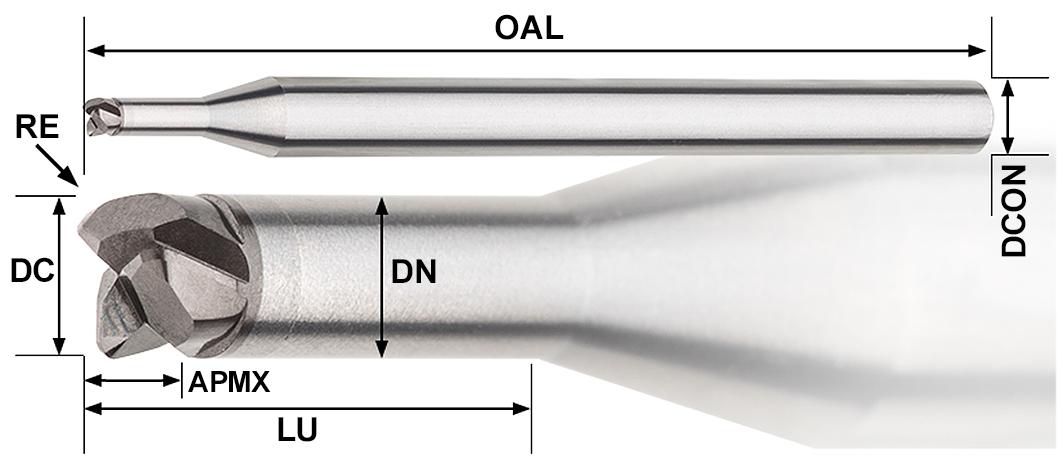
Technische Daten zum Werkzeug | Caractéristiques techniques de l’outil
When you order, indicate SFB 200 (R). ●切削条件表はB-013に記載 ●Recommended Milling Conditions are shown on page B-013.
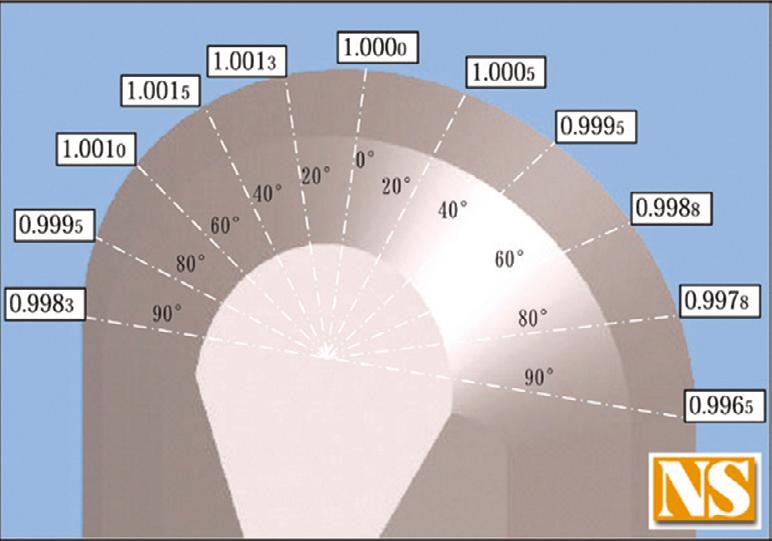
Scharfe Schneidkanten garantieren eine lange konstante Genauigkeit. Arrêtes vives pour garantir une précision de longue durée constante.
Arbeitsgrösse: 20 × 20 mm Taille du travail
ワークサイズ:20×20mm
Work size : 20×20mm
新発想・新形状の採用でR中心 刃の切れ味が抜群です。長時間 の超精密仕上げ加工に最適です。 Sharp tooth edge guarantees long and consistent accuracy.
SFB 200
SFB200
SSB200
▪ Dieser CBN Fräser realisiert beide Vorteile von CBN und VHM Fräsern
Cette fraise CBN réunit les avantages des fraises CBN et carbure
▪ Die Zustelltiefe kann im Vergleich zu VHM Fräsern erhöht werden
En comparaison des fraises carbure, la profondeur de passe peut être augmentée
Höhere Zustelltiefe realisierbar mit guter Spanabfuhr. Profondeur de passe plus importante avec une très bonne évacuation des copeaux.
SSB200 Werkzeugdaten Données d’outils
▪ Das ungleiche Schneiden-Design mit RE ± 0.003 Genauigkeit verhindert ungünstige Spanbildung | Les arrêtes de coupe inégales avec RE tolérance ± 0.005 favorise une très bonne évacuation des copeaux
▪ RE Toleranz ± 0.003
▪ DCON Toleranz h4
SSB200
SSBL200
▪ Längere Auskraglängen für extratiefe Bearbeitungen Dégagées pour des usinages de grandes profondeurs
▪ RE Toleranz ± 0.003 | DCON Toleranz h4
SSBL200 Werkzeugdaten
Données d’outils
▪ Das ungleiche Schneiden-Design mit RE ± 0.003 Genauigkeit verhindert eine ungünstige Spanbildung | Les arrêtes de coupe inégales avec RE tolérance ± 0.003 favorise une très bonne évacuation des copeaux
PCDSE Werkzeugdaten Données d’outils
PCDRS Werkzeugdaten Données d’outils
PCDSE
▪ Erzielt eine feine und präzise Oberflächen auf Hartmetallmaterialien Usinage de finition avec un excellent état de surface dans le métal dur ▪ Ermöglicht eine Oberflächenqualität im Nanobereich bei ultra-feinen Bearbeitungen | Tolérance de l’état de surface de l’ordre du micron pour des usinages ultra précis
▪ Durch das spezielle NS-Schneidkanten-Design wird die Verschleissfestigkeit erhöht und eine kontrollierte Spanabfuhr erzielt La géométrie de coupe spécifique à NS garantit une grande résistance à l’usure et une optimisation de l’évacuation des copeaux
▪ DCON Toleranz h3 | DC Toleranz 0/-0.01
PCDRS
▪ Starker Widerstand gegen Verschleiss durch das NS Original Schneiden-Design | Grande résistance à l’usure grâce à la géométrie de coupe spécifique à NS
Artikel-Nr. | Réf. d’article
PCDRS
▪ Auf Hartmetallmaterialien werden feine und präzise Oberflächen erzielt Adapté à des usinages de précision dans le métal dur
▪ RE Toleranz ±0.005 |
PCDRB
▪ Gespiegelte Oberfläche auf Hartmetallwerkstücken
Pour une finition miroir dans l’usinage du métal dur
▪ Ermöglicht bei ultra-feinen Bearbeitungen eine Oberflächenqualität im Nanobereich | Tolérance de l’état de surface de l’ordre du micron pour des usinages ultra précis
▪ Starker Widerstand gegen Verschleiss durch das NS Original Schneiden-Design | Grande résistance à l’usure grâce à la géométrie de coupe spécifique à NS
● Original DIAMOND COATING realized a long tool life for the machining of graphite, silicon-aluminum alloy and brittle mater ● Square design of L/D=3 is suited for the machining of narrow and deep area.
▪ Durch die original Diamantbeschichtung von NS wird eine lange Lebensdauer für die Bearbeitung von Graphit, Sillizium-Aluminum Legierung und sprödem Material erzielt | Grâce à un revêtement diamant spécifique à NS il est possible d’usiner des matériaux tels que le graphite, l’aluminium
被削材 Work Material グラファイト Graphite 高Siアルミニウム High Silicon Aluminum Alloy 繊維入り樹脂 Fiber Reinforced Plastics (FRP) ◎ ○ ○
● Original DIAMOND COATING realized a long tool life for the machining of graphite, silicon-aluminum alloy and brittle mater ● Square design of L/D=3 is suited for the machining of narrow and deep area. コードNo.
avec une haute teneur en silicium et des matériaux cassants avec une résistance à l’usure accrue
▪ DCON Toleranz h5
▪ DC Toleranz 0/-0.02
単位[寸法
オーダー方法
Vergleich der Standzeit | Comparaison de la durée de vie
DCSE235 刃径(D)を指示してください。
※(γ)は参考値です。
DCSE235 刃径(D)を指示してください。 ※(γ)は参考値です。 When you order, indicate DCSE235 (D). ※(γ) is reference value.
●切削条件表はC-011に記載 ●Recommended Milling Conditions are shown on page C-011.
When you order, indicate DCSE235 (D). ※(γ) is reference value.
●切削条件表はC-011に記載
●Recommended Milling Conditions are shown on page C-011.
Vergleich der Beschichtungen durch das Bearbeiten von Glasfaserverbundstoff Comparaison des revêtements par le traitement des composites en fibre de verre
寿命比較 Comparison of life
寿命比較 Comparison of life
カーボン入り樹脂加工時のコーティング比較検証 Comparison of coating by machining Resin inclusive of carbon
Diamantbeschichtung Revêtement en diamant Standard Werkzeug Outil standard
Verschleissgrad der Schneide Degré d’usure du tranchant min.
カーボン入り樹脂加工時のコーティング比較検証 Comparison
ダイヤモンドコーティング Diamond Coating
従来品(TiAIN) Standard tool
刃径後退量(mm) Wear amount of cutting edge
刃径後退量(mm) Wear amount of cutting edge
時間(分) min.
Werkzeugstandzeit Durée de vie des outils
工具寿命 Tool life
微小な摩耗 Minimal wear
微小な摩耗 Minimal wear
Minimaler Verschleiss Usure minimale
min. 工具寿命 Tool life
従来品 (TiAIN コーティング) Standard tool
(TiAIN コーティング)
TiAlN Standard Werkzeug TiAlN outil standard Diamantbeschichtung Revêtement en diamant
コーティング Diamond Coating
加工事例1
Technical Data 1
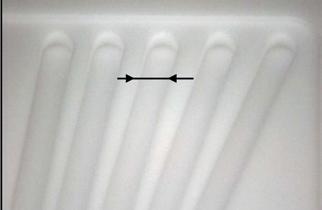
(n: 10 000 min-1, Vf: 1 000 mm/min, Schnitttiefe | Profondeur de coupe: 2 mm (ap) × 0.1mm (ae), Schnittlänge | Longueur de coupe: 40 m, Schnittzeit: 60 min, Trocken | Sec)
Material: Glasfaserverbundstoff Matériaux : composite en fibre de verre
2mm Tiefe Profondeur
3mm Tiefe Profondeur
Breite der Nut | Largeur de la rainure: 1mm
Tiefe der Nut | Profondeur de la rainure: 5mm
Arbeitsgrösse | Taille de travail: 30×30×10mm
C-010
DCHR230
▪ Die Original Diamant-Beschichtung realisiert eine lange Standzeit bei der Bearbeitung von Graphit, Silizium-Aluminium-Legierungen und spröden Materialien | Le revêtement original revêtement en diamant a permis d’obtenir une longue durée de vie de l’outil pour l’usinage du graphite de l’alliage silicium-aluminium et des matériaux fragiles.
Artikel-Nr.
DCHR230 Werkzeugdaten Données d’outils
▪ Der lange Schaft ist für die Bearbeitung von schmalen und tiefen Bereichen geeignet | La conception à long col est adaptée à l’usinage de zones étroites et profondes.
▪ DC Toleranz 0/-0.02
▪ DCON Toleranz h5
▪ Verwirklichung von feinen und präzisen Oberflächen auf VHM Materialien Réalisation d’usinages ultra précis dans le métal dur ▪ Einsatz in VHM < 95 HRA und Keramik Adapté à l’usinage dans le métal dur < 95 HRA et la céramique
Technische Daten zum Werkzeug | Caractéristiques techniques de l’outil
DCMS - 0.3×1.2
Werkstück | Pièce: Ø 6 mm
Material | Matière Hartmetall | Métal dur 92.5 HRA
Drehzahl | Vitesse de coupe 40 000 U/Min.
Vorschub | Avance 80 mm/Min.
Länge | Longueur ap -0.001 mm × ae -0.13 mm
Zeit | Durée 8 h 30 Min.
Kühlung | Refroidissement Emulsion
DCMS
Werkzeugdaten
Données d’outils
▪ Ermöglicht eine Oberflächenqualität im Nanobereich bei ultra-high Präzisionsbearbeitungen | Excellent état de surface de l’ordre du micron
▪ Zum Fräsen von extrem harten, spröden und verschleissfesten Materialien Pour l’usinage de métaux durs, cassants et résistants à l’usure
▪ DCON Toleranz h3 | DC Toleranz 0/-0.02
DCMS - 1.0×2.0
Werkstück | Pièce: 15×15 mm
Material | Matière Hartmetall | Métal dur 92.5 HRA
Drehzahl | Vitesse de coupe 80 000 U/Min.
Vorschub | Avance 150 mm/Min.
Länge | Longueur ap -0.002 mm × ae -0.6 mm
Zeit | Durée 17 h 50 Min.
Kühlung | Refroidissement Emulsion
DCMB
▪ Verwirklichung von feinen und präzisen Oberflächen auf VHM Materialien Réalisation d’usinages ultra précis dans le métal dur
▪ DCON Toleranz h3
DCMB Werkzeugdaten
Données d’outils
▪ Ermöglicht eine Oberflächenqualität im Nanobereich bei ultra-high Präzisionsbearbeitungen | Excellent état de surface de l’ordre du micron
▪ RE Toleranz ±0.01
DCRB230
▪ Lange Lebensdauer für die Bearbeitung von Graphit, Sillizium-Aluminium Legierung und sprödem Material | Possibilité d’usiner des matériaux tels que le graphite, l’aluminium avec une haute teneur en silicium et des matériaux cassants avec une résistance à l’usure accrue
Artikel-Nr. |
DCRB230 Werkzeugdaten Données d’outils
▪ Das Schaft-Design ist passend für die Bearbeitung von engen und tiefen Stellen | La conception de la queue de l’outil permet d’usiner dans des endroits difficiles d’accès ou profonds
▪ DCON Toleranz h5 | RE Toleranz ±0.01
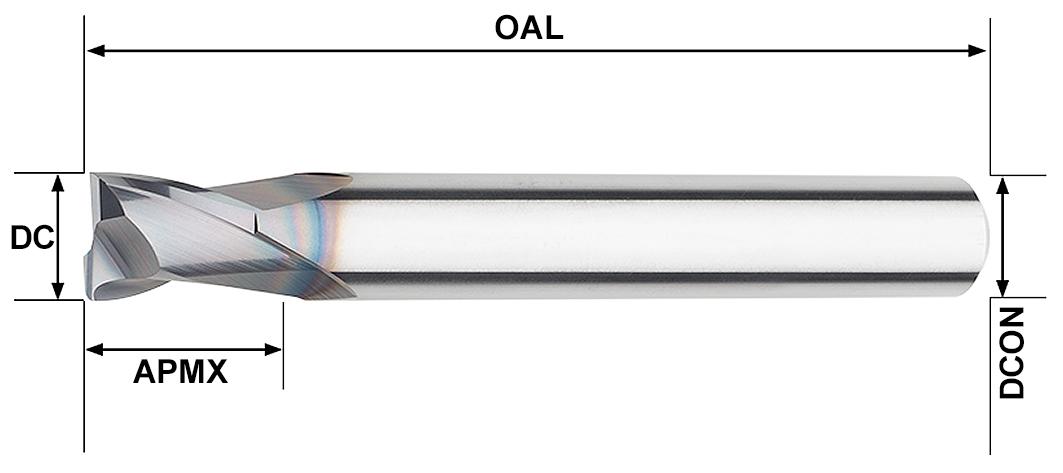
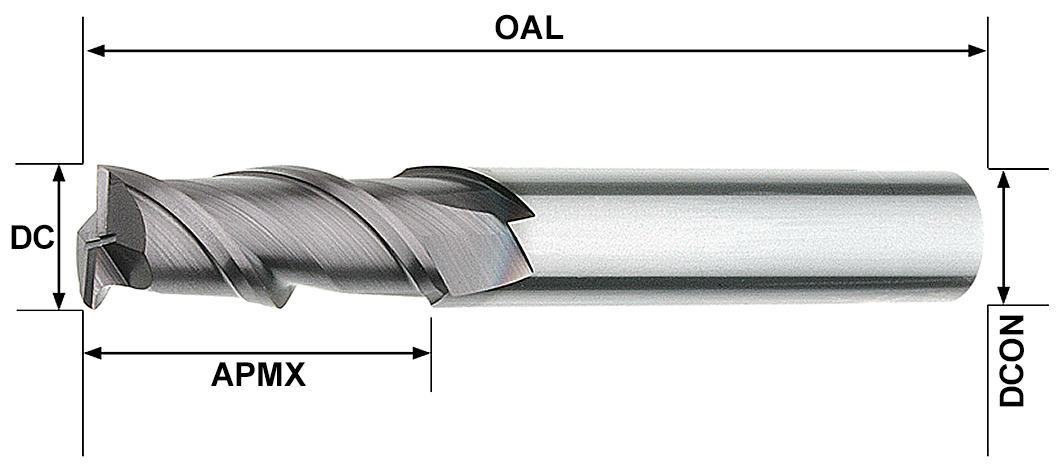
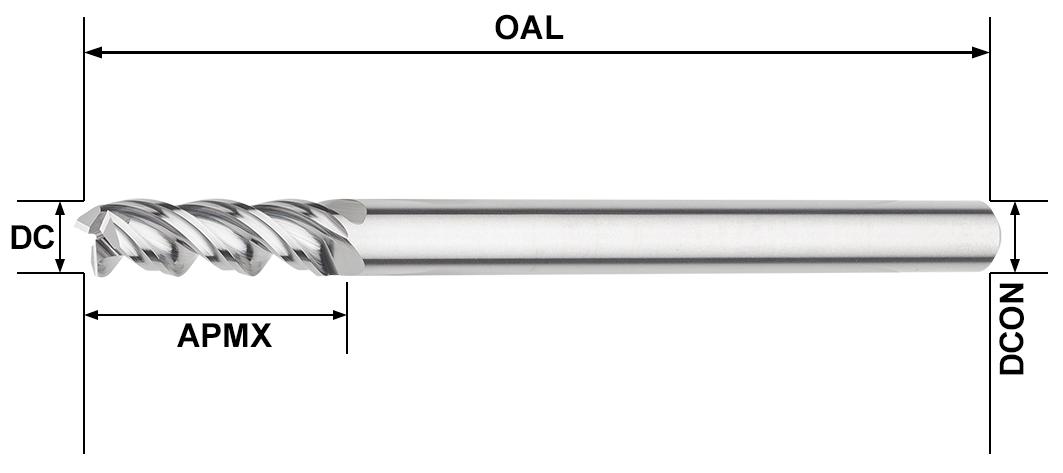
MX225
▪ Extrakurzer Fräser, 25° Helix für extreme Steifigkeit, um eine hocheffiziente Bearbeitung zu garantieren | Fraise extra-courte avec une hélice de 25° pour une très grande rigidité et une efficacité d’usinage améliorée
▪ DC ≤ 3.0 Toleranz 0 /-0.01 | 3.0 < DC < 6.0 Toleranz 0 /-0.015
MX225 Werkzeugdaten
Données d’outils
▪ Beugt Vibrationen und Massabweichungen beim Nutenfräsen vor Réduit les vibrations et garantie une meilleure tenue des tolérances dimensionnelles
▪ DC = 6.0 Toleranz -0.01 /-0.025 | DC > 6.0 Toleranz -0.01 /-0.03
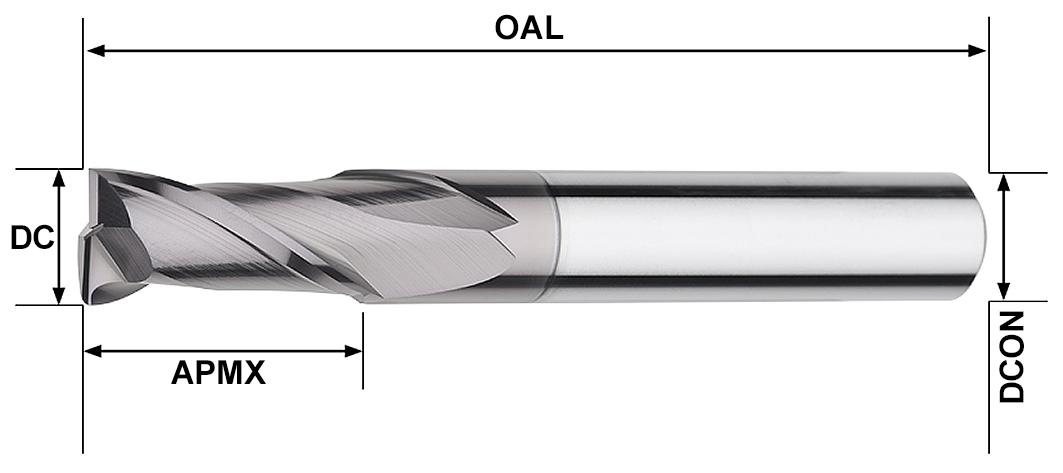
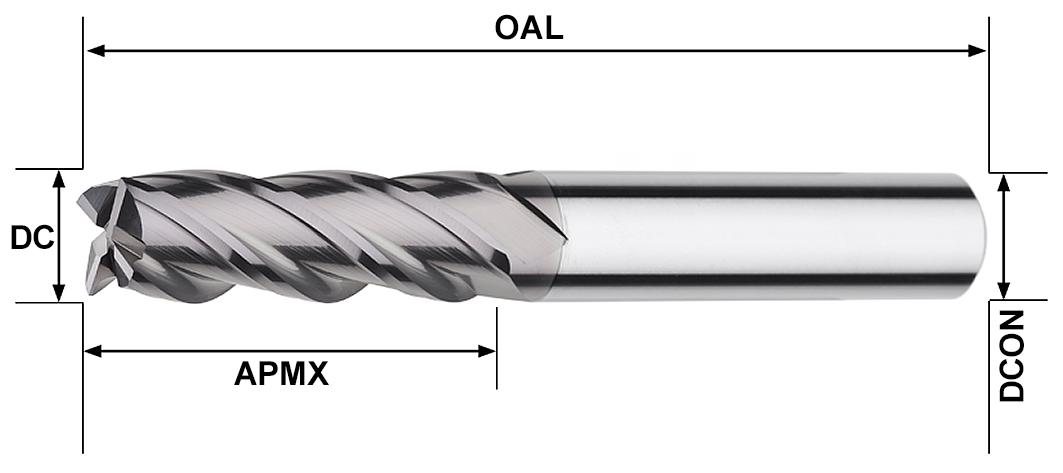
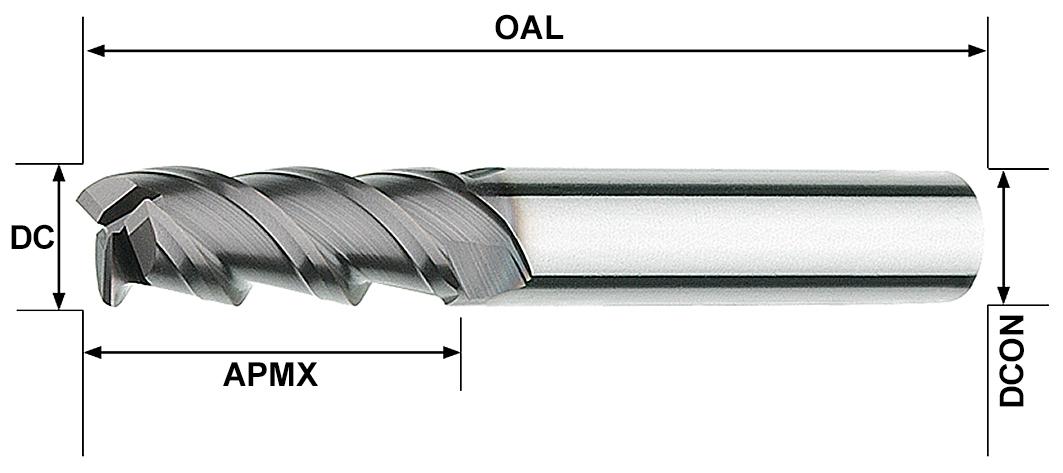
▪ Geeignet für die Bearbeitung von hitzeresistenten Legierungen wie auch für rostfreie Stähle und Titanlegierungen | Adaptée à l’usinage d’alliages résistants à la chaleur ainsi qu’aux aciers inoxydables et alliages de titane
▪ Die Helix von 25° sorgt für eine hohe Steifigkeit des Werkzeuges, um eine hocheffiziente Bearbeitung zu garantieren | L’hélice de 25° garantie une grande rigidité et un procédé d’usinage amélioré
MXH225 Werkzeugdaten
Données d’outils
▪ Beugt Vibrationen und Massabweichungen beim Nutenfräsen vor Réduit les vibrations et permet une meilleure tenue des tolérances dimensionnelles
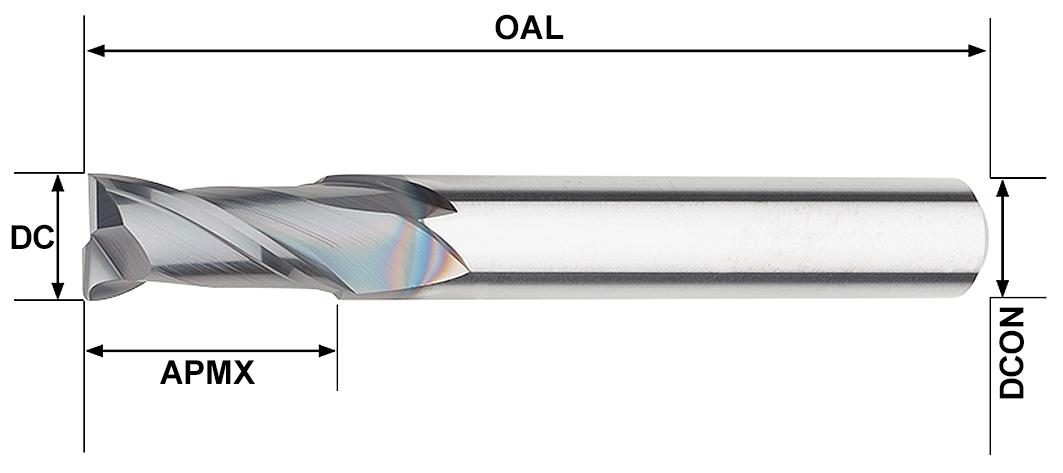
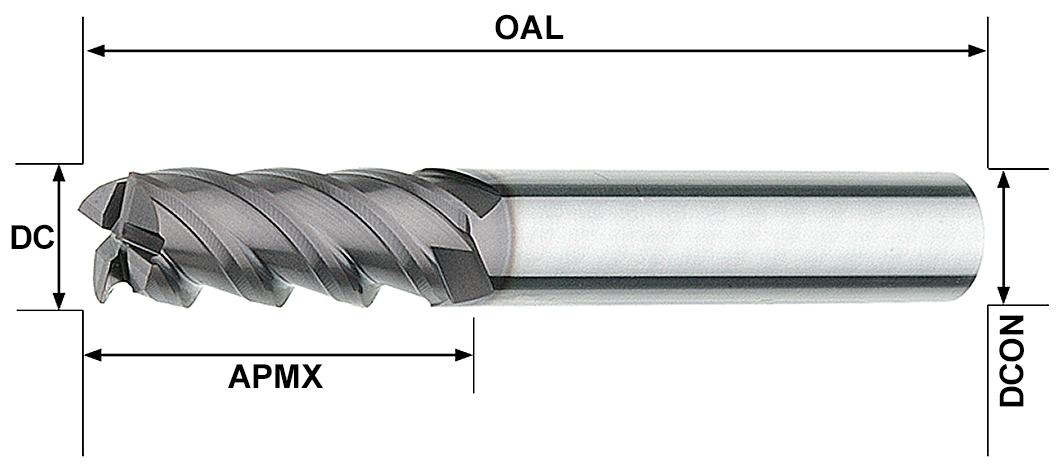
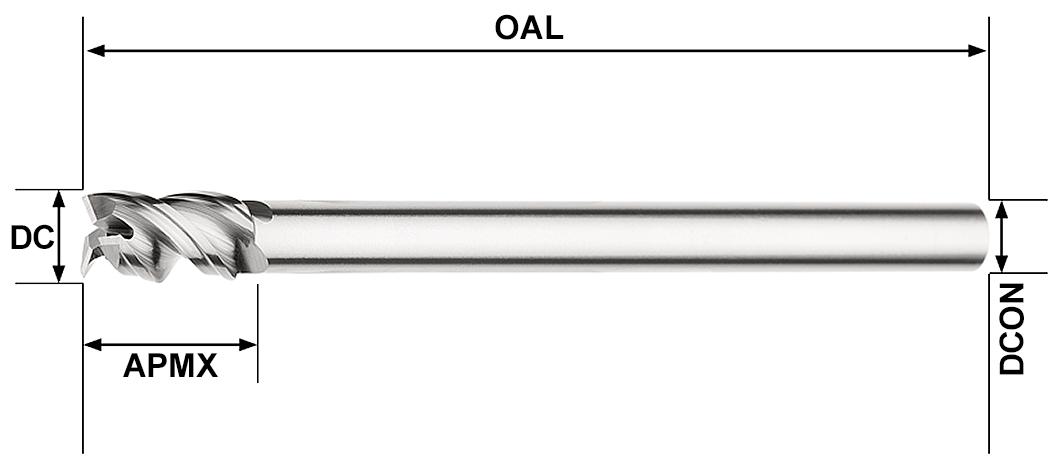
MX230
▪ Geignet für Umfang- und Nutenfräsen
Adaptée à l’usinage de contours et de rainures
MX230
MX230 Werkzeugdaten
Données d’outils
▪ Geeignet für die Bearbeitung von hitzeresistenten Legierungen wie auch für rostfreie Stähle und Titanlegierungen | Adaptée à l’usinage d’alliages résistants à la chaleur ainsi qu’aux aciers inoxydables et alliages de titane
MXH230 Werkzeugdaten Données d’outils
▪ Verwirklichung von feinen und präzisen Oberflächen auf unlegierten und legierten Stählen | Réalisation d’usinages ultra précis dans des aciers alliés / non alliés
|
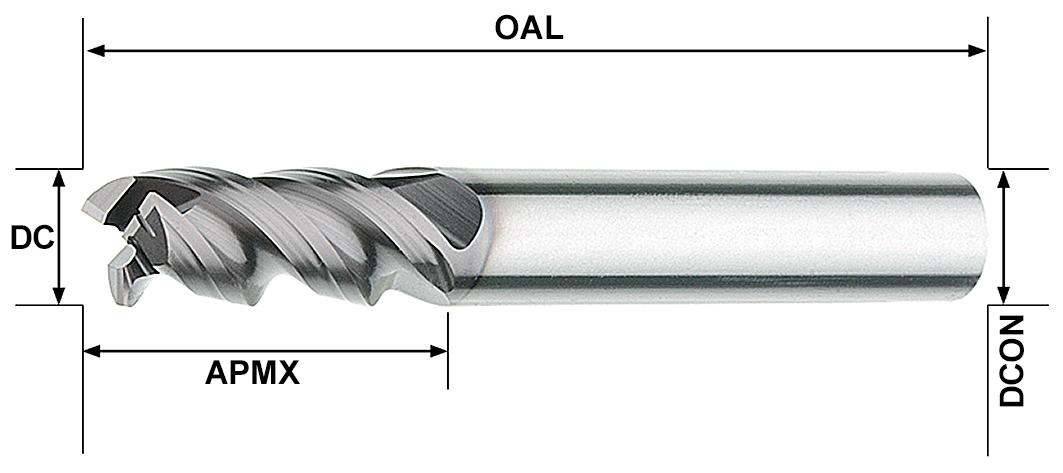
MX235
MX235
Werkzeugdaten
Données d’outils
▪ Geeignet für die Bearbeitung von hitzeresistenten Legierungen wie auch für rostfreie Stähle und Titanlegierungen | Adaptée à l’usinage d’alliages résistants à la chaleur ainsi qu’aux aciers inoxydables et alliages de titane
MXH235 Werkzeugdaten
Données d’outils
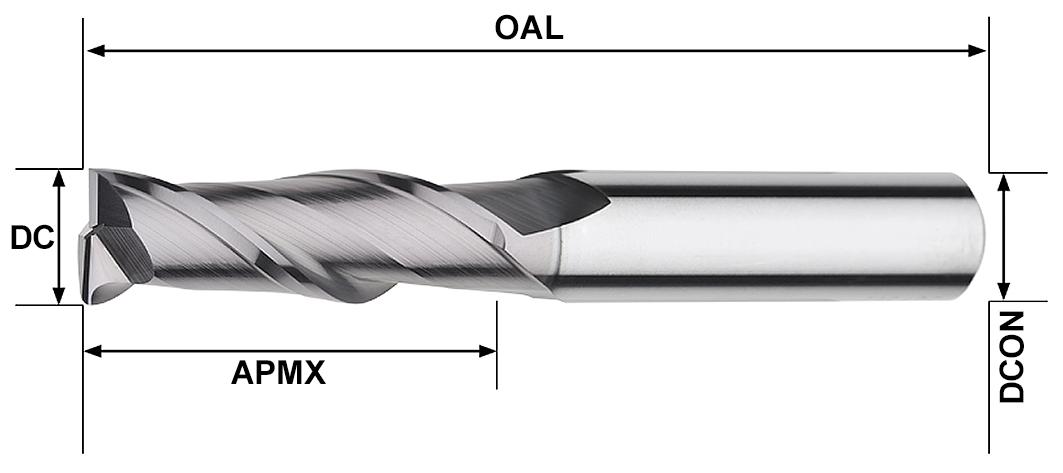
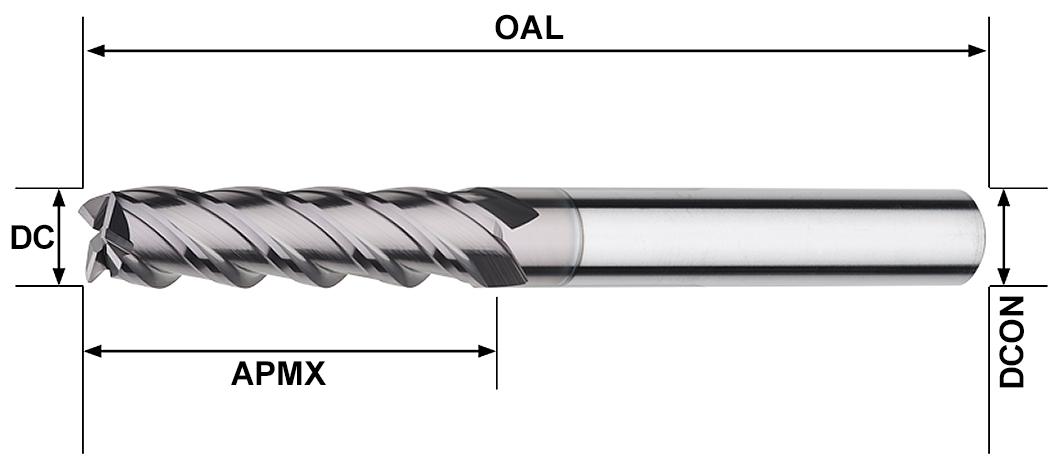
MX240
▪ Verwirklichung von feinen und präzisen Oberflächen auf unlegierten und legierten Stählen | Réalisation d’usinages ultra précis dans des Aciers alliés / non alliés
MX240
▪ Für die Bearbeitung von hitzeresistenten Legierungen, wie auch für rostfreie Stähle und Titanlegierungen geeignet | Adaptée à l’usinage d’alliages résistants à la chaleur ainsi qu’aux aciers inoxydables et alliages de titane
▪ DC < 0.5 Toleranz 0 /-0.01 | 0.5 ≤ DC ≤ 3.0 Toleranz 0 /-0.015
MX240 Werkzeugdaten Données d’outils
▪ Geeignet für tiefe Bearbeitungen bei geringster Deflektion und guter Oberflächenqualität | Permet des usinages profonds avec un risque de déviation réduit et un bon état de surface
▪ 3.0 < DC < 6.0 Toleranz 0 /-0.02 | DC = 6.0 Toleranz -0.01 /-0.03
MXH240 Werkzeugdaten Données d’outils
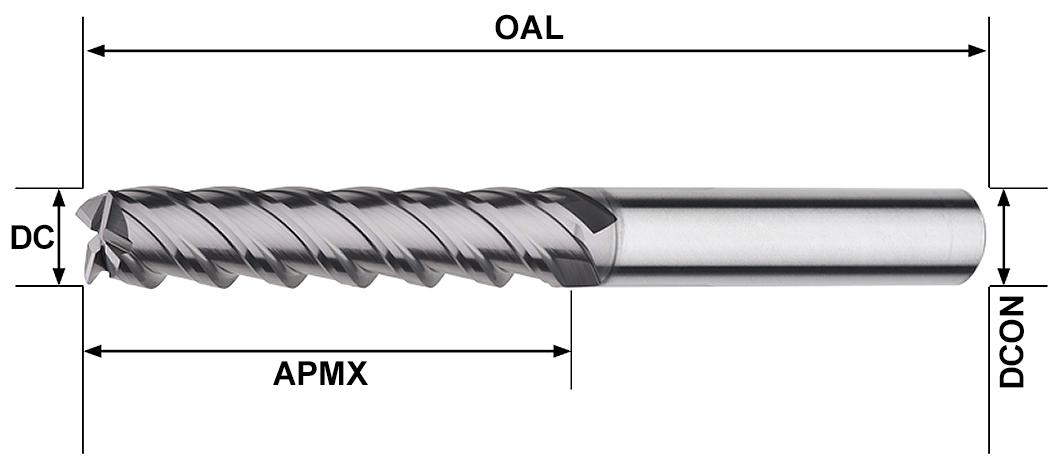
MX245
▪ Verwirklichung von feinen und präzisen Oberflächen auf unlegierten und legierten Stählen | Réalisation d’usinages ultra précis dans des aciers alliés / non alliés
MX245 Werkzeugdaten
Données d’outils
▪ Für die Bearbeitung von hitzeresistenten Legierungen, wie auch für rostfreie Stähle und Titanlegierungen geeignet | Adaptée à l’usinage d’alliages résistants à la chaleur ainsi qu’aux aciers inoxydables et alliages de titane
▪ DC < 0.5 Toleranz 0 /-0.01 | 0.5 ≤ DC ≤ 3.0 Toleranz 0 /-0.015
MXH245
Werkzeugdaten
Données d’outils
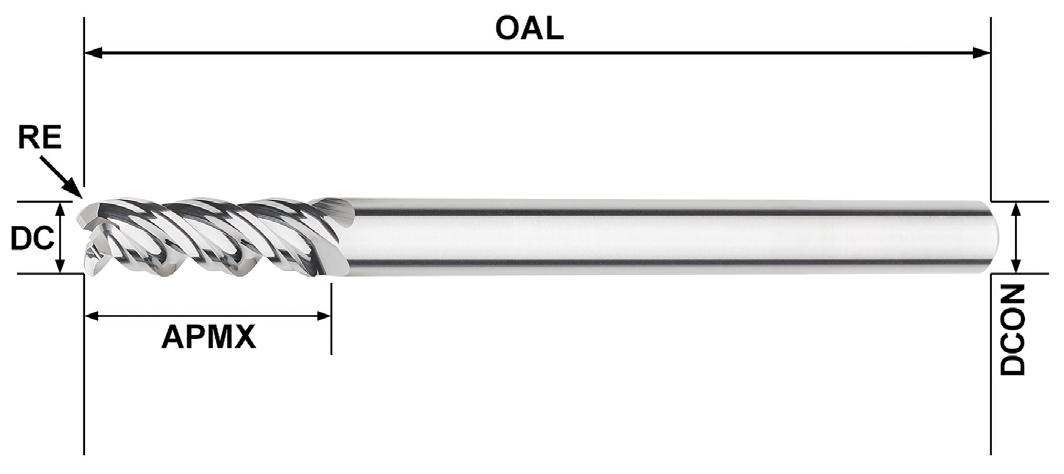
▪ Die hohe Schnittlänge von 5×D und 45° Drall reduzieren die Fräsdeflektion Longueur de coupe utile de 5×D avec un angle d’hélice de 45° pour réduire les déviations de la fraise
▪ 3.0 < DC < 6.0 Toleranz 0 /-0.02 | DC = 6.0 Toleranz -0.01 /-0.03
MXH225P
▪ Für die Bearbeitung von hitzeresistenten Legierungen, wie auch für rostfreie Stähle und Titanlegierungen geeignet | Adaptée à l’usinage d’alliages résistants à la chaleur ainsi qu’aux aciers inoxydables et alliages de titane
MXH225P Werkzeugdaten
Données d’outils
▪ Für die Bearbeitung von hitzeresistenten Legierungen, wie auch für rostfreie Stähle und Titanlegierungen geeignet | Adaptée à l’usinage d’alliages résistants à la chaleur ainsi qu’aux aciers inoxydables et alliages de titane
MXH230P Werkzeugdaten
Données d’outils
▪ Für die Bearbeitung von hitzeresistenten Legierungen, wie auch für rostfreie Stähle und Titanlegierungen geeignet | Adaptée à l’usinage d’alliages résistants à la chaleur ainsi qu’aux aciers inoxydables et alliages de titane
MXH235P Werkzeugdaten
Données d’outils
▪ Die Mugen-Premium-Beschichtung ermöglicht ein Fräsen in rostfreiem Stahl und Titan | Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage des matériaux non ferreux et des alliages de titane
MX425
Werkzeugdaten
Données d’outils
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
▪ DC ≤ 3.0 Toleranz 0 /-0.01 | 3.0 < DC < 6.0 Toleranz 0 /-0.015
|
5 5.0
MX430 Werkzeugdaten
Données d’outils
▪ Die Schnittlänge von 2×D und 30° Drall erlaubt Nuten- und Umfangsfräsen | La longueur de coupe utile de 2×D avec une hélice de 30° permet d’usiner des contours et des rainures
▪ DC = 6.0 Toleranz -0.01 /-0.025 | DC > 6.0 Toleranz -0.01 /-0.03
MX435 Werkzeugdaten
Données d’outils
MX440 Werkzeugdaten
Données d’outils
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien
Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
▪ Realisiert höchste Effizienz, minimiert Vibration Minimise les vibrations pour une optimisation de l’usinage
▪ Die hohe Schnittlänge von 5×D und 45° Drall reduzieren die Fräsdeflektion Longueur utile de 5×D avec une hélice de 45° pour réduire les déviations de la fraise
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
▪ Im Vergleich zu Fräsern mit 30° Helix kann die Schnittkraft reduziert werden | En comparaison de fraises avec une hélice de 30°, l’hélice à 45° permet de réduire l’effort de coupe
▪ DC Toleranz 0/-0.02
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
▪ Im Vergleich zu Fräsern mit 30° Helix kann die Schnittkraft
werden | En comparaison de
MSE445
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
▪ Im Vergleich zu Fräsern mit 30° Helix kann die Schnittkraft reduziert werden | En comparaison de fraises avec une hélice de 30°, l’hélice à 45° permet de réduire l’effort de coupe
▪ DC Toleranz 0/-0.02
MX445 Werkzeugdaten
Données d’outils
MSE245 Werkzeugdaten
Données d’outils
MSE345 Werkzeugdaten
Données d’outils
MSE445 Werkzeugdaten
Données d’outils
MSZ345
▪ Patentierter Spanbrecher und Schneidgeometrie für extrakurze Späne und reduzierte Vibrationen | Brise copeaux breveté et géométrie de coupe spéciale pour des copeaux très courts et moins de vibrations
▪ Effizientes Bohren, Ausräumen und Fräsen mit einem Werkzeug Percer et fraiser efficacement avec un seul outil
MSZ345
Ab Durchmesser 8.1 bis 12.0 jeder Zehntel ab Werk verfügbar (Preis/Lieferzeit auf Anfrage).
Du diamètre 8.1 au diamètre 12.0 mm, disponibles tous les 0.1 mm chez notre fournisseur (prix et délai de livraison sur demande).
Luft | Air wasserunlösliches Öl | Huile insoluble à l’eau
Material | Matériau 1.2344 vor der Wärmebehandlung 1.2344 avant traitement thermique
MSES230P
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
MSES230P Werkzeugdaten
Données d’outils
MSE230 Werkzeugdaten
Données d’outils
(S.52) Werkzeugdaten
Données d’outils
MSEM230
MSE230
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
Schnittdaten auf S. 50 | Données de coupe à la p. 50
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
Schnittdaten auf S. 50 | Données de coupe à la p.
▪ Das neue Design leitet den Span ausgezeichnet, verhindert Rattermarken und erzeugt exzellente Oberflächen | La nouvelle forme de l’outil permet une évacuation optimale des copeaux et réduit les vibrations pour un meilleur état de surface
Artikel-Nr. | Réf.
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
▪ DC < 0.5 Toleranz 0 /-0.01 | 0.5 ≤ DC Toleranz 0 /-0.02
MHR230 Werkzeugdaten Données d’outils
▪ Das neue Design leitet den Span ausgezeichnet, verhindert Rattermarken und erzeugt exzellente Oberflächen | La nouvelle forme de l’outil permet une évacuation optimale des copeaux et réduit les vibrations pour un meilleur état de surface
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
▪ DC < 0.5 Toleranz 0 /-0.01 | 0.5 ≤ DC Toleranz 0 /-0.02
MHRH230 Werkzeugdaten
Données d’outils
DHR237
▪ Spezialisiert auf Kupferlegierungen | Spécialisé dans les alliages de cuivre.
▪ Ein Drallwinkel von 37.5 Grad sorgt für eine hohe Oberflächengüte und verhindert Kratzer auf der Schnittfläche | Un angle de torsion de 37.5 degrés garantit une qualité de surface élevée et évite les rayures sur la surface de coupe.
▪ DCON Toleranz h5
▪ Durch das optimierte Design und die DLC-Beschichtung erreichen Sie eine stabile Fräsleistung mit langer Standzeit und eine hohe Qualität. La conception optimisée et le revêtement DLC assurent une performance de fraisage stable avec une longue durée de vie et une haute qualité.
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
MSE430 Werkzeugdaten
Données d’outils
▪ Einsetzbar für weichen und harten Stahl Utilisable dans les matériaux tendres et durs
▪ DC Toleranz -0.02
MSE430P Werkzeugdaten Données d’outils
Werkzeugdaten Données d’outils
MSEM430
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
|
MSEM430
▪ Für prozesssichere Bearbeitungen von normalisierten und vergüteten Stählen | Grande régularité d’usinage dans divers matériaux à basse et hautes vitesses de rotation
▪ Geeignet zum Schlichten | Fraise de finition
▪ Für niedrige und hohe Drehzahlen geeignet Adapté à des vitesses de rotation élevées ou basses
▪ DC Toleranz 0/-0.02
▪ Das neue Design leitet den Span ausgezeichnet, verhindert Rattermarken und erzeugt exzellente Oberflächen | La nouvelle forme de l’outil permet une évacuation optimale des copeaux et réduit les vibrations pour un meilleur état de surface
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
▪ DC Toleranz 0/-0.02
▪ Das neue Design leitet den Span ausgezeichnet, verhindert Rattermarken und erzeugt exzellente Oberflächen | La nouvelle forme de l’outil permet une évacuation optimale des copeaux et réduit les vibrations pour un meilleur état de surface
Artikel-Nr. |
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
▪ DC <6.0 Toleranz 0/-0.02 | DC = 6.0 Toleranz -0.01/-0.03
MHR430 (S.64) Werkzeugdaten Données d’outils
MHRH430 Werkzeugdaten Données d’outils
MSUSZ440
NEUER ARTIKEL NOUVEL ARTICLE
▪ Ungleiche Nutenteilung und Drallwinkel minimieren Rattermarken und realisieren eine hocheffiziente Bearbeitung | Le pas irrégulier des rainures et l’angle d’hélice minimisent les marques de broutage et permettent un usinage très efficace
▪ Mugen-Premium-Beschichtung mit hoher Hitzebeständigkeit für mehr Haltbarkeit der Schneidkanten | Le revêtement Mugen-Premium apporte un plus important en résistance à la chaleur et améliore la durée de vie de l’outil
▪ Eine neu entwickelte Schneidkante ermöglicht die multifunktionale Bearbeitung von Umfang-, Nuten- und Bohrfräsen in Edelstählen Une arête de coupe nouvellement développée permet l’usinage multifonctionnel des fraisages périphériques, des rainures et des perçages dans les aciers inoxydables
▪ DC Toleranz 0/-0.01
▪ DCON Toleranz -0.001 / -0.003
MSUSZ440
MSUSZ440 Werkzeugdaten Données d’outils
MSUSZ440-LN
▪ Ungleiche Nutenteilung und Drallwinkel minimieren Rattermarken und realisieren eine hocheffiziente Bearbeitung | Le pas irrégulier des rainures et l’angle d’hélice minimisent les marques de broutage et permettent un usinage très efficace
▪ Mugen-Premium-Beschichtung mit hoher Hitzebeständigkeit für mehr Haltbarkeit der Schneidkanten | Le revêtement Mugen-Premium apporte un plus important en résistance à la chaleur et améliore la durée de vie de l’outil
MSUSZ440-LN Werkzeugdaten
Données d’outils
▪ Eine neu entwickelte Schneidkante ermöglicht die multifunktionale Bearbeitung von Umfang-, Nuten- und Bohrfräsen in Edelstählen Une arête de coupe nouvellement développée permet l’usinage multifonctionnel des fraisages périphériques, des rainures et des perçages dans les aciers inoxydables
▪ DCON Toleranz -0.001/-0.003
▪ DC Toleranz 0/-0.01
MSCZ440
▪ Ungleiche Nutenteilung und Drallwinkel minimieren Rattermarken und realisieren eine hocheffiziente Bearbeitung | Le pas irrégulier des rainures et l’angle d’hélice minimisent les marques de broutage et permettent un usinage très efficace
▪ Mugen-Premium-Beschichtung mit hoher Hitzebeständigkeit für mehr Haltbarkeit der Schneidkanten | Le revêtement Mugen-Premium apporte un plus important en résistance à la chaleur et améliore la durée de vie de l’outil
▪ Eine neu entwickelte Schneidkante ermöglicht die multifunktionale Bearbeitung von Umfang-, Nuten- und Bohrfräsen in Edelstählen Une arête de coupe nouvellement développée permet l’usinage multifonctionnel des fraisages périphériques, des rainures et des perçages dans les aciers inoxydables
▪ DC Toleranz 0/-0.01
▪ DCON Toleranz -0.001/-0.003
MSCZ440
MSCZ440 Werkzeugdaten
Données d’outils
MSCZ440-LN
NEUER ARTIKEL NOUVEL ARTICLE
▪ Ungleiche Nutenteilung und Drallwinkel minimieren Rattermarken und realisieren eine hocheffiziente Bearbeitung | Le pas irrégulier des rainures et l’angle d’hélice minimisent les marques de broutage et permettent un usinage très efficace
▪ Mugen-Premium-Beschichtung mit hoher Hitzebeständigkeit für mehr Haltbarkeit der Schneidkanten | Le revêtement Mugen-Premium apporte un plus important en résistance à la chaleur et améliore la durée de vie de l’outil
MSCZ440-LN Werkzeugdaten
Données d’outils
▪ Eine neu entwickelte Schneidkante ermöglicht die multifunktionale Bearbeitung von Umfang-, Nuten- und Bohrfräsen in Edelstählen | Une arête de coupe nouvellement développée permet l’usinage multifonctionnel des fraisages périphériques, des rainures et des perçages dans les aciers inoxydables
▪ DC Toleranz 0/-0.01
▪ DCON Toleranz -0.001/-0.003
▪ Hohe Standzeiten in gehärteten Stählen realisierbar
Très bonne résistance à l’usure dans les aciers trempés
▪ Reduzierte Deflektion | Déviations de l’outil réduites
|
▪ Zum Nuten und Umsäumen für perfekte Oberflächen | Permet d’usiner des rainures et des contours avec un excellent état de surface
▪ DC Toleranz 0/-0.02
MHD645
▪ Hohe Standzeiten im gehärteten Stählen realisierbar
Très bonne résistance à l’usure dans les aciers trempés
▪ Reduzierte Deflektion | Déviations de l’outil réduites
▪ Zum Nuten und Umsäumen für perfekte Oberflächen | Permet d’usiner des rainures et des contours avec un excellent état de surface
▪ DC Toleranz -0.02/-0.045
MHD445
Werkzeugdaten
Données d’outils
MHD645 Werkzeugdaten
Données d’outils
▪ Hohe Standzeiten im gehärteten Stählen realisierbar
Très bonne résistance à l’usure dans les aciers trempés
|
▪ Zum Nuten und Umsäumen für perfekte Oberflächen | Permet d’usiner des rainures et des contours avec un excellent état de surface
▪ DC Toleranz 0/-0.02
MHDH645
▪ Hohe Standzeiten im gehärteten Stählen realisierbar
Très bonne résistance à l’usure dans les aciers trempés
▪ DC Toleranz -0.02 /-0.045
▪ Zum Nuten und Umsäumen für perfekte Oberflächen | Permet d’usiner des rainures et des contours avec un excellent état de surface
MHDH445 Werkzeugdaten
Données d’outils
MHDH645 Werkzeugdaten Données d’outils
MHDSH445
▪ Hohe Standzeiten im gehärteten Stählen realisierbar
Très bonne résistance à l’usure dans les aciers trempés
|
▪ Zum Nuten und Umsäumen für perfekte Oberflächen | Permet d’usiner des
|
MHDSH645
NEUER ARTIKEL NOUVEL ARTICLE
▪ Hohe Standzeiten im gehärteten Stählen realisierbar Très bonne résistance à l’usure dans les aciers trempés
▪ Zum Nuten und Umsäumen für perfekte Oberflächen | Permet d’usiner des rainures et des contours avec un excellent état de surface
▪ DC Toleranz 0/-0.01 | DCON Toleranz -0.001/-0.003
MHDSH445 Werkzeugdaten Données d’outils
MHDSH645 Werkzeugdaten Données d’outils
▪ Das neue Design leitet den Span ausgezeichnet, verhindert Rattermarken und erzeugt exzellente Oberflächen | La nouvelle forme de l’outil permet une évacuation optimale des copeaux et réduit les vibrations pour un meilleur état de surface
Artikel-Nr. |
MHR230R
MHR230R 0.5xR0.1x4(D4)
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
▪ DC < 0.5 Toleranz 0 /-0.01 | DC ≥ 0.5 Toleranz 0 /-0.02
▪ RE ≤ 2.5 Toleranz ± 0.005 | RE > 2.5 Toleranz ± 0.01
MHR230R
MHR230R
MHR230R 1xR0.05x4(D4)
MHR230R 1xR0.05x4(D6)
MHR230R
MHR230R 1xR0.3x10(D6)
MHR230R
MHR230R 1.5xR0.3x4(D4)
MHR230R 1.5xR0.3x10(D4)
MHR230R
MHR230R 2xR0.3x20(D4)
MHR230R 2xR0.3x20(D6)
MHR230R
MHR230R 3xR0.3x12(D6)
MHR230R 3xR0.3x36(D6)
MHR230R
MHR230R 6xR1x48(D6)
MHR230R Werkzeugdaten
Données d’outils
▪ Das neue Design leitet den Span ausgezeichnet, verhindert Rattermarken und erzeugt exzellente Oberflächen | La nouvelle forme de l’outil permet une évacuation optimale des copeaux et réduit les vibrations pour un meilleur état de surface
▪ RE Toleranz ±0.005
Artikel-Nr. |
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
▪ DC < 0.5 Toleranz 0 /-0.01 | DC ≥ 0.5 Toleranz 0 /-0.02
▪ DCON Toleranz h5
MHRH230R Werkzeugdaten Données d’outils
DHR237R
▪ Spezialisiert auf Kupferlegierungen | Spécialisé dans les alliages de cuivre.
▪ Ein Drallwinkel von 37.5 Grad sorgt für eine hohe Oberflächengüte und verhindert Kratzer auf der Schnittfläche | Un angle de torsion de 37.5 degrés garantit une qualité de surface élevée et évite les rayures sur la surface de coupe.
▪ DCON Toleranz h5 | RE Toleranz ±0.005
DHR237R 0.6xR0.1x4
DHR237R 0.6xR0.1x6
▪ Durch das optimierte Design und die DLC-Beschichtung erreichen Sie eine stabile Fräsleistung mit langer Standzeit und eine hohe Qualität La conception optimisée et le revêtement DLC assurent une performance de fraisage stable avec une longue durée de vie et une haute qualité. ▪ DC ≤ 1.0 Toleranz 0 /-0.006 | DC > 1.0 Toleranz 0 /-0.01 | DC < 6.0 Toleranz 0 /-0.01 | DC =
DHR237R 2xR0.5x10
DHR237R
DHR237R Werkzeugdaten
Données d’outils
MHR430R
▪ Das neue Design leitet den Span ausgezeichnet, verhindert Rattermarken und erzeugt exzellente Oberflächen | La nouvelle forme de l’outil permet une évacuation optimale des copeaux et réduit les vibrations pour un meilleur état de surface
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
▪ DC Toleranz 0/- 0.02
▪ RE ≤ 2.5 Toleranz ± 0.005 | RE > 2.5 Toleranz ± 0.01
Fortsetzung auf der nächsten Seite | Suite à la page suivante
MHR430R
MHR430R
MHR430R 6xR1x48
MHR430R Werkzeugdaten
Données d’outils
MHRH430R
▪ Das neue Design leitet den Span ausgezeichnet, verhindert Rattermarken und erzeugt exzellente Oberflächen | La nouvelle forme de l’outil permet une évacuation optimale des copeaux et réduit les vibrations pour un meilleur état de surface
▪ Die Mugen-Beschichtung ermöglicht ein Fräsen in div. Materialien Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
MHRH430R
MHRH430R
MHRH430R
MHRH430R
MHRH430R
MHRH430R
MHRH430R
MHRH430R Werkzeugdaten
Données d’outils
MHRSH430RSF
▪ MUGEN COATING PREMIUM Plus für gehärtete Stähle mit starkem Rückseitenkegel reduziert das Rattern und sorgt für lange Standzeiten und hervorragende Oberflächengüte. | MUGEN COATING PREMIUM Plus pour les aciers trempés avec une forte conicité arrière réduisant le broutage pour obtenir une longue durée de vie de l’outil et une excellente surface de finition.
▪ Wiper Geometrie | Wiper géométrie
▪ 4-Schneiden-Fräser für die Hochleistungsbearbeitung | Fraise à 4 dents spécialisée dans l’usinage à haut rendement
▪ DC ≤0.15 Toleranz 0 / -0.007 | 0.15 < DC ≤ 2 Toleranz 0 / -0.01
MHRSH430RSF
MHRSH430RSF
MHRSH430RSF Werkzeugdaten
Données d’outils
MSRS230
▪ Durch den Eckenradius und die kurze Bauform ist ein Simultanfräsen möglich | De par la conception courte et le rayon, il est possible de fraiser en simultané
▪ DC Toleranz 0/- 0.02
▪ DC ≤ 2.5 RE-Toleranz ± 0.005
▪ DC > 2.5 RE-Toleranz ± 0.01
MSRS230 Werkzeugdaten
Données d’outils
▪ Durch den Eckenradius und die kurze Bauform ist ein Simultanfräsen möglich | De par la conception courte et le rayon, il est possible de fraiser en simultané
▪ Sehr gut geeignet zum Schruppen und Vorschlichten Pour usinages d’ébauche et de semi-finition
▪ Das Schneidendesign mit ungleicher Geometrie reduziert Vibrationen La conception avec géométrie de coupe inégale réduit les vibrations
MSRS430 Werkzeugdaten
Données d’outils
Werkzeugdaten Données d’outils
▪ Sehr
▪ Mugen-Premium-Beschichtung mit hoher Hitzebeständigkeit für mehr Haltbarkeit der Schneidkanten | Le revêtement Mugen-Premium apporte un plus important en résistance à la chaleur et améliore la durée de vie de l’outil
Artikel-Nr. | Réf. d’article
▪ Das Schneidendesign mit ungleicher Geometrie reduziert Vibrationen La conception avec géométrie de coupe inégale réduit les vibrations
▪ DC < 6.0 Toleranz 0/-0.02 | DC ≥ 6.0 Toleranz -0.01/-0.03
▪ RE Toleranz ± 0.015
MHDH445R
▪ Mugen-Premium-Beschichtung für gehärtete Stähle | Revêtement MugenPremium pour une meilleure résistance à l’usure dans les aciers trempés
▪ Zum Nuten und Umsäumen für perfekte Oberflächen | Adaptée à l’usinage de rainures et de contours avec un excellent état de surface
▪ High Helix Drall für eine ausgezeichnete Schneidschärfe Hélice très prononcée pour une meilleure coupe
▪ Einzigartiges neues Schneiden-Design | Géométrie de coupe spéciale
▪ DC Toleranz 0/-0.02 | RE ± 0.01
MHDH645R
▪ Mugen-Premium-Beschichtung für gehärtete Stähle | Revêtement MugenPremium pour une meilleure résistance à l’usure dans les aciers trempés
▪ DC Toleranz -0.02 /-0.045
Artikel-Nr. | Réf.
MSXH440R Werkzeugdaten
Données d’outils
MHDH445R Werkzeugdaten Données d’outils
MHDH645R Werkzeugdaten Données d’outils
▪ Zum Nuten und Umsäumen für perfekte Oberflächen | Adaptée à l’usinage de rainures et de contours avec un excellent état de surface
▪ RE Toleranz ± 0.01
NEUER ARTIKEL NOUVEL ARTICLE
▪ Der hocheffiziente 3-Schneiden-Kugelfräser optimiert die Form der Zentralkante und ermöglicht eine hohe Schnitttiefe | La fraise à billes à 3 cannelures à haut rendement optimise la forme de l’arête centrale et permet une grande profondeur de coupe.
▪ RE Toleranz ± 0.005 | DC Toleranz 0/-0.01
▪ Selbst gehärteter Stahl von 45 bis 70HRC kann mit langer Standzeit und hoher Effizienz bearbeitet werden | Même les aciers trempés de 45 à 70 HRC peuvent être usinés avec une longue durée de vie et une grande efficacit
▪ DCON Toleranz -0.001 / -0.003
MRBSH330
NEUER ARTIKEL NOUVEL ARTICLE
▪ Der hocheffiziente 3-Schneiden-Kugelfräser optimiert die Form der Zentralkante und ermöglicht eine hohe Schnitttiefe | La fraise à billes à 3 cannelures à haut rendement optimise la forme de l’arête centrale et permet une grande profondeur de coupe.
▪ DCON Toleranz -0.001 / -0.003 | DC Toleranz 0/-0.01
▪ Selbst gehärteter Stahl von 45 bis 70HRC kann mit langer Standzeit und hoher Effizienz bearbeitet werden | Même les aciers trempés de 45 à 70 HRC peuvent être usinés avec une longue durée de vie et une grande efficacit
▪ RE Toleranz ± 0.005
MRBSH330
NEUER ARTIKEL NOUVEL ARTICLE
MACH225SF
▪ High-Speed-Cutting für gehärtete Stähle | UGV dans les aciers trempés
▪ Hartfräsen bei kleinen Schnittiefen und hohen Vorschüben
Avance rapide avec de petites profondeurs de passes dans le fraisage dur
MSBSH330-5X Werkzeugdaten Données d’outils
MRBSH330 Werkzeugdaten Données d’outils
MACH225SF Werkzeugdaten Données d’outils
▪ High-Speed-Cutting für gehärtete Stähle | UGV dans les aciers trempés
▪ Hartfräsen bei kleinen Schnittiefen und hohen Vorschüben
Avance rapide avec de petites profondeurs de passes dans le fraisage dur ▪
R0.1x0.5(D6)
MACH225 Werkzeugdaten
Données d’outils
Werkzeugdaten
Données d’outils
Werkzeugdaten Données d’outils
MSB230SF
MLFH330
MSB230SF
▪ Hartfräsen bei kleinen Schnittiefen und hohen Vorschüben
Avance rapide avec de petites profondeurs de passes dans le fraisage dur ▪ Extra kurzer Schaft | Queue extra-courte
|
▪ High-Speed-Cutting für unlegierte und legierte Stähle UGV dans les Aciers alliés / non alliés ▪
MLFH330
NEUER ARTIKEL NOUVEL ARTICLE
▪ Durch die 5-Achsen-Bearbeitung kann eine hohe Produktivität erreicht werden, indem grosse Pickvorschübe bei konstantem Schnittpunkt gefahren werden. L‘usinage sur 5 axes permet d‘atteindre une productivité élevée en effectuant de grandes avances de picking avec un point de coupe constant.
▪ Die 3-schneidige Linsenform bietet einen grösseren Vorschub und eine verbesserte Bearbeitungseffizienz gegenüber Kugelfräsern. La forme de la lentille à 3 arêtes offre une plus grande avance et une meilleure efficacité d‘usinage par rapport aux fraises sphériques
▪ DCON -0.001 | -0.003
▪ RE Toleranz ± 0.005
*(R)Endzahn Unterer Radius
MSB230S
▪ Kurze Schneide | Coupe courte
▪ Mugen-Beschichtung für gehärtete Stähle | Revêtement Mugen pour une meilleure résistance à l’usure dans les aciers trempés
MSB230S
MSB230S Werkzeugdaten Données d’outils
MSB230
▪ High-Speed-Cutting für gehärtete Stähle | UGV dans les aciers trempés
▪ Hartfräsen bei kleinen Schnittiefen und hohen Vorschüben
Avance rapide avec de petites profondeurs de passes dans le fraisage dur
MSB230
MSB230 R5.5
MSB230 Werkzeugdaten
Données d’outils
MSB230G2
▪ Höchste Genauigkeit | Très grande précision!
Artikel-Nr. | Réf. d’article
MSB230G2 Werkzeugdaten Données d’outils
▪ RE Toleranz ± 0.002
▪ DCON Toleranz h5
▪ Mugen-Beschichtung für gehärtete Stähle | Revêtement Mugen pour une meilleure résistance à l’usure dans les aciers trempés
▪ DCON Toleranz h5
▪ Der Nutzen einer ausserordentlichen Gesamtlänge Grande longueur totale pour des usinages profonds
▪ RE Toleranz ± 0.01
▪ Mugen-Premium-Beschichtung für gehärtete Stähle | Revêtement Mugen pour une meilleure résistance à l’usure dans les aciers trempés
▪ Einzigartiges neues Schneidendesign | Géométrie de coupe spécifique
MSBH230 R6
MSBL230 Werkzeugdaten
Données d’outils
MSBH230 Werkzeugdaten Données d’outils
XRBH230
▪ Neu entwickelte Beschichtung MPX speziell für SUS420J2, gehärtete Stähle | Nouveau revêtement MPX spécialement développé pour les aciers trempés SUS420J2
▪ Mehr als doppelt so lang wie herkömmliche Werkzeuge | Plus de deux fois plus long que les outils traditionnels
▪ RE Toleranz ± 0.003 | DCON Toleranz -0.001/-0.003
XRBH230
XRBH230 Werkzeugdaten
Données d’outils
MRB230SF
▪ Mugen-Beschichtung für gehärtete Stähle | Revêtement Mugen pour une meilleure résistance à l’usure dans les aciers trempés
Artikel-Nr. | Réf.
MRB230SF
MRB230SF Werkzeugdaten
Données d’outils
MRB230
▪ Mugen-Beschichtung für weiche und gehärtete Stähle | Le revêtement Mugen apporte un plus important en résistance à la chaleur pour l’usinage dans des matériaux variés
▪ RE ≤ 1.5 Toleranz ± R0.005 | RE > 1.5 Toleranz ± R0.01
Artikel-Nr. | Réf. d’article
▪ Tiefes und präzises dreidimensionales Fräsen im niedrigen bis hohen Drehzahlbereich | Usinages profonds 3 dimensionnels très précis avec des vitesses de coupe basses et élevées
▪ DCON (OAL < 80) h5 | DCON (OAL ≥ 80) h6
MRB230
MRB230
MRBSH230SF
▪ Realisierung einer stabilen Zerspanungsleistung selbst bei gehärteten Stählen mit 70 HRC | Obtenez des performances de coupe stables même pour des aciers trempés à 70 HRC
▪ RE Toleranz ± 0.003
▪ DCON Toleranz - 0.001mm / - 0.003
▪ Entwicklung der neuen Mugen Premium Plus Beschichtung zur Verbesserung der Oxidationsbeständigkeit und Abriebfestigkeit Développement du nouveau revêtement Mugen Premium Plus pour améliorer la résistance à l’oxydation et à l’abrasion
▪ DC ≤ 2.5 Toleranz 0/-0.008 | DC > 2.5 Toleranz 0/-0.01 Artikel-Nr.
MRBSH230SF
MRBSH230SF Werkzeugdaten
Données d’outils
MRBH230
▪ Mugen-Beschichtung für gehärtete Stähle | Revêtement Mugen-Premium pour une meilleure résistance à l’usure dans les aciers trempés
▪ RE Toleranz ± 0.005
▪ Für hochpräzise dreidimensionale Bearbeitungen mit tiefen Eingriffen Usinages profonds 3 dimensionnels très précis
▪ DCON Toleranz h5
R0.3X2.75 (D4)
MRBH230 R0.3x3
MRBH230
MRBH230
MRBH230
MRBH230 Werkzeugdaten
Données d’outils
DRB230
▪ Durch das optimierte Design und die DLC-Beschichtung erreichen Sie eine stabile Fräsleistung mit langer Standzeit und eine hohe Qualität La conception optimisée et le revêtement DLC assurent une performance de fraisage stable avec une longue durée de vie et une haute qualité.
▪ Spezialisiert auf Kupferlegierungen | Spécialisé dans les alliages de cuivre
▪ DC ≤ 1.0 Toleranz 0 /-0.006 | DC ≥ 1.0 Toleranz 0 /-0.01
▪ RE (RE ≤ 0.2) Toleranz ±0.002 | RE (0.2 < RE ≤ 0.5 Toleranz ±0.003) | RE (RE ≥ 0.5) Toleranz ±0.004
▪ DCON Toleranz h5 Fortsetzung auf der nächsten Seite | Suite à la page
DRB230
DRB230 Werkzeugdaten
Données d’outils
MRBTN230
▪ Höhere Zerspanung und Vorschubdaten gegenüber konventionellen Werkzeugen | Permet un usinage plus rapide (volume de copeaux plus important) en augmentant l’avance
▪ Durch die konische Freistellung ist eine höhere Stabilität gegeben Meilleure stabilité grâce au dégagement conique
MRBTN230
MRBTN230
MRBTN230
MRBTN230 Werkzeugdaten
Données d’outils
Auf Anfrage verfügbar: Ausführung MRBTNH230 bis 68 HRC Disponible sur demande : Conception MRBTNH230 jusqu’à 68 HRC
MRBTNH345
▪ Höhere Zerspanung durch das Original 3-Schneiden-Design Permet un usinage plus rapide (volume de copeaux plus important) grâce à la géométrie spécifique 3 dents
▪ Durch die konische Freistellung ist eine höhere Stabilität gegeben Meilleure stabilité grâce au dégagement conique
▪ RE Toleranz ± 0.01
MRBTNH345
MRBTNH345 Werkzeugdaten
Données d’outils
MSB345
▪ Effiziente Vibrationsvermeidung durch ungleiche Schneidenteilung
Réduction des vibrations grâce à la géométrie de coupe 3 dents avec pas inégal
▪ Realisiert 30% effizientere Bearbeitung als 2 Schneider 30 % plus rapide qu’une fraise 2 dents
Artikel-Nr. |
▪ Mugen-Premium-Beschichtung für gehärtete Stähle bis 60 HRC Revêtement Mugen pour une meilleure résistance à l’usure dans les aciers trempés jusqu’à 60 HRC
▪ RE Toleranz ± 0.01 | DCON Toleranz h5
Werkzeugdaten
Données d’outils
MSB345
▪ Realisiert 30% effizientere Bearbeitung als 2 Schneider 30 % plus rapide qu’une fraise 2 dents
▪ Effiziente Vibrationsvermeidung durch ungleiche Schneidenteilung Réduction des vibrations grâce à la géométrie de coupe 3 dents avec pas inégal
Artikel-Nr. |
▪ Mugen-Premium-Beschichtung für gehärtete Stähle bis 65 HRC Revêtement Mugen-Premium pour une meilleure résistance à l’usure dans les aciers trempés jusqu’à 65 HRC
▪ RE Toleranz ± 0.01 | DCON Toleranz h5
Werkzeugdaten Données d’outils
MSBH345
▪ Die Mugen-Beschichtung ermöglicht eine hohe Standzeit Grande résistance à l’usure grâce au revêtement Mugen
MTE230
Fortsetzung auf der nächsten Seite | Suite à la page suivante
MTE230
MTE230 Werkzeugdaten
Données d’outils
MTB230
▪ Gleichzeitige Bearbeitung von Kugel und Konus Usinage simultané d’arrondis et de surfaces coniques
▪
▪
MTB230
MIR200
▪ Standzeitverlängerung durch verschleissfeste Mugen-Beschichtung Grande résistance à l’usure grâce au revêtement Mugen
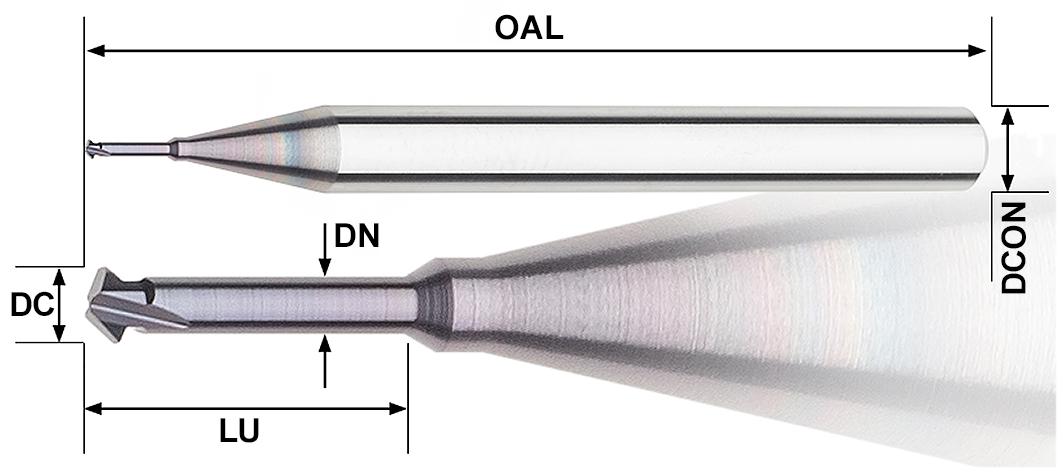
▪ Der weltweit kleinste Gewindefräser mit einem Gewinde Durchmesser von 0.1 mm | Avec un S 0.1 mm, cette fraise à fileter 2 dents est une exclusivité mondiale de NS
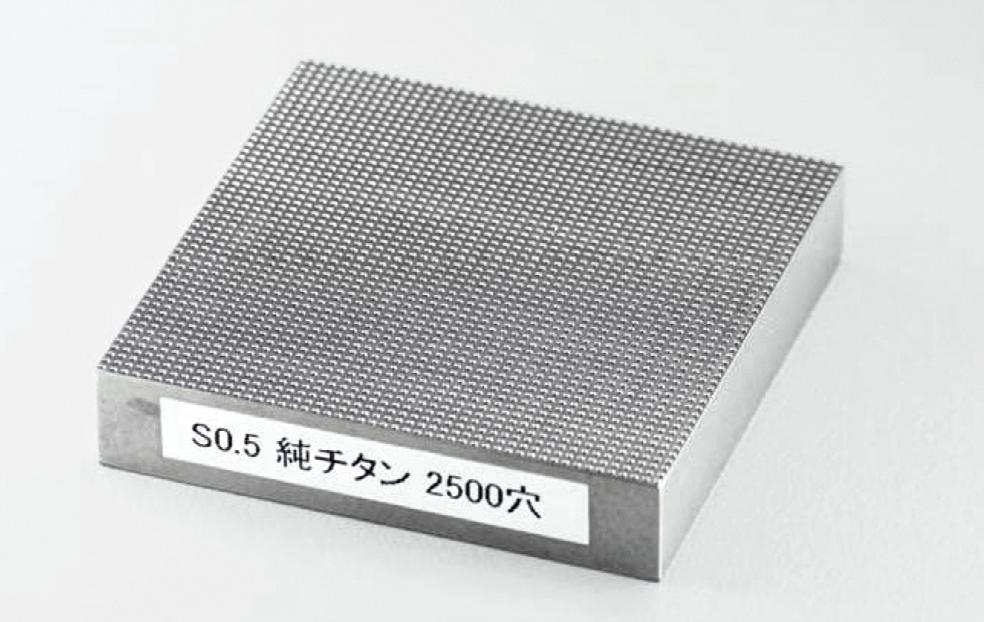
S 0.5 Test mit 2500 Gewindelöcher 2500 filetages réalisés en S 0.5 lors d’un essai
MMTS
Werkzeugdaten
Données d’outils
▪ Für hochpräzise Mikro-Gewindearbeiten | Réalisation de micro-filetages ultra-précis
▪ Für hochpräzise Mikro-Gewindearbeiten Réalisation de micro-filetages ultra-précis
MMTM Werkzeugdaten Données d’outils
▪ DCON Toleranz h5
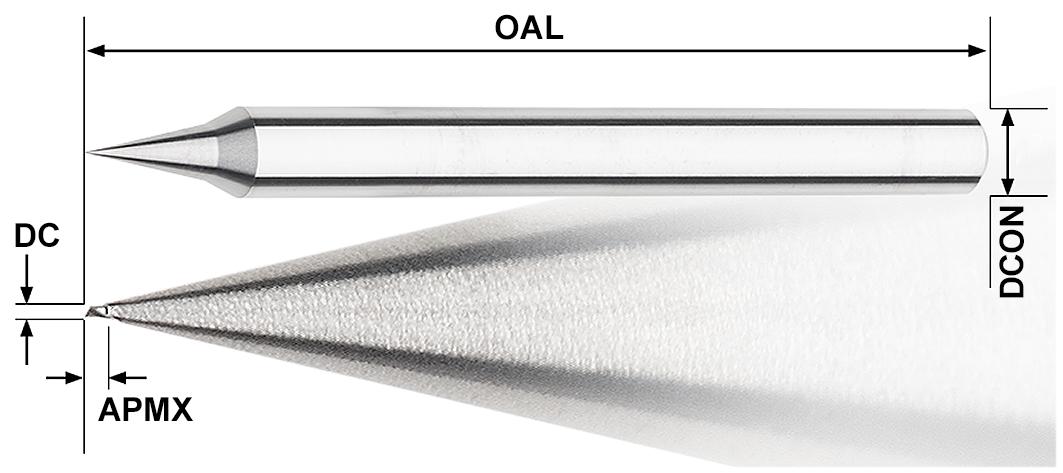
NSME100
▪ Ultra-high Präzision mit einer Schneidengenauigkeit von ± 2 μm Pour des usinages ultra-précis grâce à une tolérance de coupe de ± 2 µm
▪ DC Toleranz ± 0.002
|
▪ Schaftdurchmesser Toleranz h3 mit
Queue
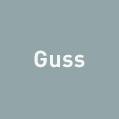
NSME230
▪ Ultra-high Präzision mit einer Schneidengenauigkeit von ± 2 μm Pour des usinages ultra-précis grâce à une tolérance de coupe de ± 2 µm
▪ DC Toleranz ± 0.002
▪ Schaftdurchmesser Toleranz h3 mit einer Rundlaufgenauigkeit von 0.1 μm Queue tolérance h3 avec une précision de concentricité de 0.1 µm
▪ DCON Toleranz h3
NSME100 Werkzeugdaten Données d’outils
NSME230 Werkzeugdaten Données d’outils
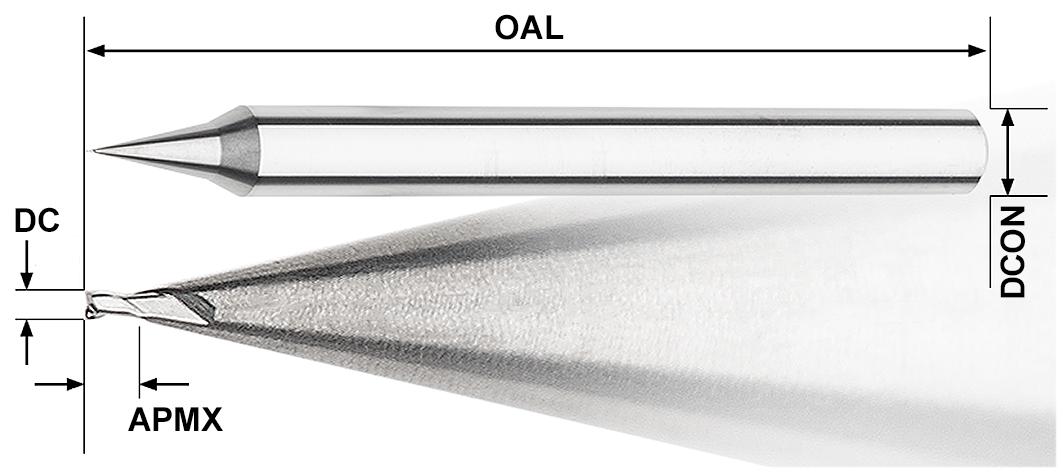
NSMB100
▪ Der weltweit erste entwickelte Microfräser mit einem Radius von RE 0.005 mm in höhster Präzision | Avec un rayon RE de 0.005 mm ultra-précis, cette micro-fraise est une exclusivité mondiale de NS
Artikel-Nr. | Réf. d’article
NSMB100 R0.05
R0.03 Linsen Model | Modèles de lentilles en RE 0.03 mm
▪ Die AL-Serie realisiert hochpräzise, stabile Bearbeitungen La série AL permet des usinages très précis avec une grande stabilité
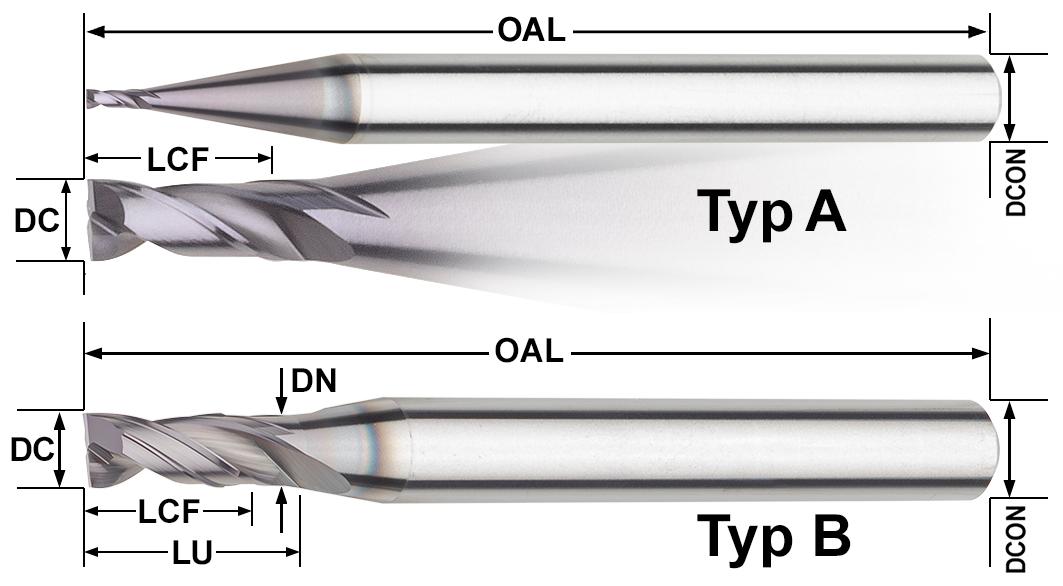
AL2D-2
Werkzeugdaten
Données d’outils
▪ Werkzeug poliert und geläppt | Outil poli et rodé
▪ DC Toleranz 0/-0.02 | DCON h6
AL2D-2DLC
▪ Die Original DLC-Beschichtung bewirkt eine Erhöhung der Standzeit Durée de vie accrue grâce au revêtement DLC spécifique
AL2D-2DLC Werkzeugdaten Données d’outils
AL3D-2 Werkzeugdaten Données d’outils
AL3D-2DLC Werkzeugdaten Données d’outils
AL4D-2 (S.160) Werkzeugdaten Données d’outils
AL4D-2DLC (S.160) Werkzeugdaten Données d’outils
AL5D-2 (S.161) Werkzeugdaten Données d’outils
AL5D-2DLC (S.161) Werkzeugdaten Données d’outils
AL3D-2
▪ Die AL-Serie realisiert hochpräzise, stabile Bearbeitungen La série AL permet des usinages très précis avec une grande stabilité
|
AL3D-2DLC
▪ Die Original DLC-Beschichtung bewirkt eine Erhöhung der Standzeit Durée de vie accrue grâce au revêtement DLC spécifique
AL4D-2
▪ Die AL-Serie realisiert hochpräzise, stabile Bearbeitungen La série AL permet des usinages très précis avec une grande stabilité
▪ Werkzeug poliert und geläppt | Outil poli et rodé
▪ DC Toleranz 0/-0.02
AL4D-2DLC
▪ Die Original DLC-Beschichtung bewirkt eine Erhöhung der Standzeit Durée de vie accrue grâce au revêtement DLC spécifique
AL5D-2
▪ Die AL-Serie realisiert hochpräzise, stabile Bearbeitungen La série AL permet des usinages très précis avec une grande stabilité
▪ Werkzeug poliert und geläppt | Outil poli et rodé
▪ DC Toleranz 0/-0.02
Schnittdaten auf S. 158 | Données de coupe à la p. 158
AL5D-2DLC
▪ Die Original DLC-Beschichtung bewirkt eine Erhöhung der Standzeit Durée de vie accrue grâce au revêtement DLC spécifique
▪ DC Toleranz 0/-0.02
Schnittdaten auf S. 158 | Données de coupe à la p. 158
RSE230
▪ Einsetzbar für hochpräzise Schlichtbearbeitungen in Nichteisen-Material wie Aluminium und Kupfer | Usinages de finition de haute précision dans des matériaux non-ferreux tels que l’aluminium et le cuivre
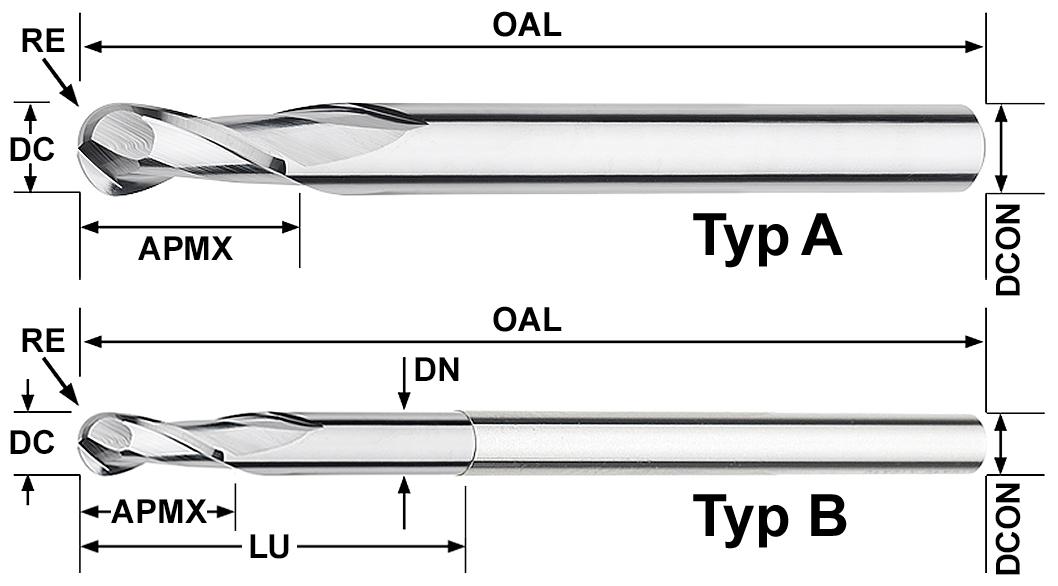
RSE230 0.1x0.3 (Type A)
RSE230 0.1x0.3x0.8 (Type B)
0.15x0.45 (Type A)
(Type B)
0.15x0.45x1.5 (Type B)
RSE230 0.3x0.9x1.5 (Type B)
0.3x0.9x2 (Type B)
0.3x0.9x2.5 (Type B)
0.4x1.2 (Type A)
0.4x3 (Type A)
RSE230 0.4x1.2x2 (Type B)
RSE230 0.5x1.5 (Type A)
0.5x1.5x6 (Type B)
0.5x1.5x12 (Type B)
RSE230 0.5x1.5x15 (Type B)
RSE230 0.5x1.5x20 (Type B)
RSE230 0.6x1.8 (Type A)
RSE230 0.6x1.8x12 (Type B)
▪ Werkzeug poliert und geläppt | Outil poli et rodé
▪ DC Toleranz 0/-0.02
2x6x20 (Type B)
3x9(D3) (Type
3x9x30 (Type B)
3x9x36 (Type B)
RSE230 3x9x45 (Type B)
RSE230
6x25 (Type A)
RSE230 6x30 (Type A)
6x18x80 (Type B)
RSE230 Werkzeugdaten Données d’outils
ALZ345
▪ Die AL-Serie realisiert eine stabile und hoch effiziente Bearbeitung
La série AL permet des usinages très précis avec une grande stabilité
▪ Werkzeug poliert und geläppt | Outil poli et rodé
▪ Verbesserte Bohrleistung! | Amélioration conséquente en perçage!
▪ DC Toleranz 0/-0.02
Fortsetzung auf der nächsten Seite | Suite à la page suivante
ALZ345
Ab Durchmesser 6.1 bis 12.0 jeder Zehntel ab Werk verfügbar (Preis/Lieferzeit auf Anfrage)
Du diamètre 6.1 au diamètre 12.0 mm, disponibles tous les 0.1 mm chez notre fournisseur (prix et délai de livraison sur demande).
ALZ345 Werkzeugdaten
Données d’outils
ALZ345-DLC Werkzeugdaten Données d’outils
AL3D-345 Werkzeugdaten Données d’outils
ALZ345-DLC
▪ Die AL-Serie realisiert eine stabile und hoch effiziente Bearbeitung
La série AL permet des usinages très précis avec une grande stabilité
▪ Werkzeug poliert und geläppt | Outil poli et rodé
▪ Verbesserte Bohrleistung! | Amélioration conséquente en perçage!
▪ Die Original DLC-Beschichtung bewirkt eine Erhöhung der Standzeit Durée de vie accrue grâce au revêtement DLC spécifique
▪ DC Toleranz 0/-0.02
AL3D-345
NEUER ARTIKEL NOUVEL ARTICLE
▪ Ermöglicht eine ausgezeichnete Oberflächengüte auf grosser Fläche, selbst beim Hochgeschwindigkeitsfräsen tritt kein Rattern auf. Permet une excellente finition de surface sur une grande surface, aucun bavardage ne se produit même lors du fraisage à grande vitesse.
▪ Die AL-Serie realisiert hochpräzise, stabile Bearbeitungen La série AL permet des usinages très précis avec une grande stabilité
▪ Werkzeug poliert und geläppt | Outil poli et rodé
▪ DC Toleranz 0/-0.01
AL3D-345R
▪ Ermöglicht eine ausgezeichnete Oberflächengüte auf grosser Fläche, selbst beim Hochgeschwindigkeitsfräsen tritt kein Rattern auf. Permet une excellente finition de surface sur une grande surface, aucun bavardage ne se produit même lors du fraisage à grande vitesse.
AL3D-345R 2xR0.3
3xR0.2
AL3D-345R 4xR0.2
AL3D-345R 8xR0.3
▪ Die AL-Serie realisiert hochpräzise, stabile Bearbeitungen La série AL permet des usinages très précis avec une grande stabilité
▪ DC Toleranz 0/-0.01 | RE ± 0.01
▪ DC h6
AL3D-345R Werkzeugdaten Données d’outils
AL-3LS
▪ Die AL-Serie realisiert eine stabile und hoch effiziente Bearbeitung
La série AL permet des usinages très précis avec une grande stabilité
▪ Verbesserte Bohrleistung! | Amélioration conséquente en perçage!
|
▪ Extralanger Schaft | Queue extra-longue
▪ Werkzeug poliert und geläppt | Outil poli et rodé
▪ DC Toleranz 0/-0.02
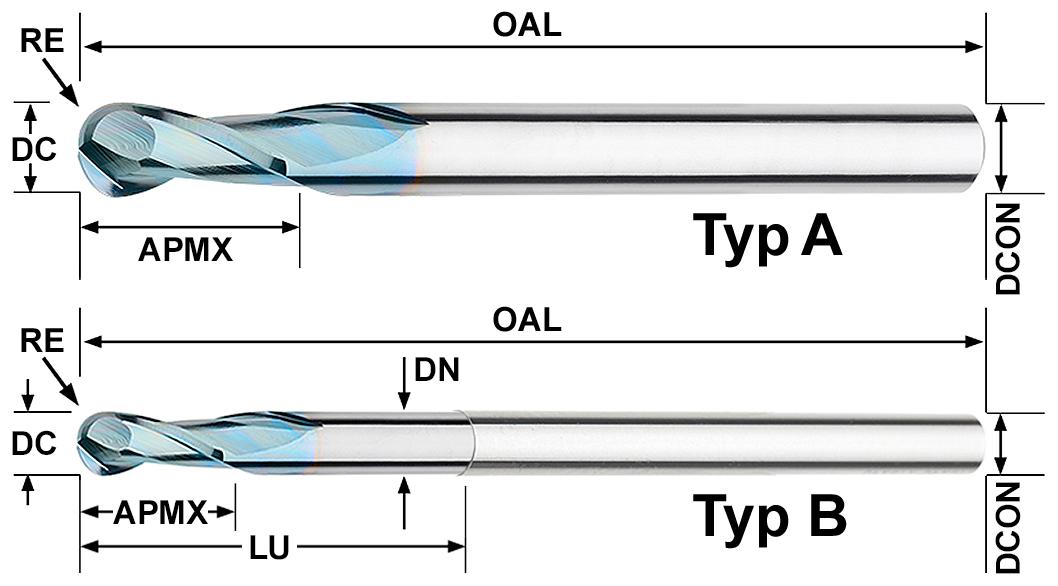
RSB230
▪ Einsetzbar für hochpräzise Schlichtbearbeitungen in NichteisenMaterial wie Aluminium und Kupfer | Usinages de finition de haute précision dans des matériaux non-ferreux tels que l’aluminium et le cuivre
RSB230 R0.25x1.5x20 (Type B)
▪ Werkzeug poliert und geläppt | Outil poli et rodé
▪ RE < 0.25 Toleranz RE ± 0.005
▪ RE ≥ 0.25 Toleranz RE ± 0.01
RSB230
RSB230 R3x18x60 (Type B)
AL-3LS Werkzeugdaten
Données d’outils
RSB230 Werkzeugdaten Données d’outils
ALB225
▪ Die einzigartige NS Schneidengeometrie reduziert Ratterspuren, speziell beim Umsäumen | La géométrie de coupe spécifique à NS réduit les vibrations spécialement en fraisage de formes
▪ RE Toleranz ± 0.01 | DCON Toleranz h5
R6x24 (Type A)
ALB225
Werkzeugdaten
Données d’outils
▪ Für hochpräzise Schlichtbearbeitungen in Aluminium Usinages de finition de haute précision dans des matériaux non-ferreux tels que l’aluminium et le cuivre
▪ Werkzeug poliert und geläppt | Outil poli et rodé
ALB225-DLC
▪ Die Original DLC-Beschichtung bewirkt eine Erhöhung der Standzeit Durée de vie accrue grâce au revêtement DLC spécifique
▪ Werkzeug poliert und geläppt | Outil poli et rodé
▪ RE Toleranz ± 0.01 | DCON Toleranz h5
ALB225-DLC Werkzeugdaten
Données d’outils MFD (S.173) Werkzeugdaten
Données d’outils
▪ Stabile Bohrungen für Schrägflächen, gekrümmte Flächen und Halbkreisbohrung | Alésages stables pour surfaces inclinées, incurvées et alésage semi-circulaire
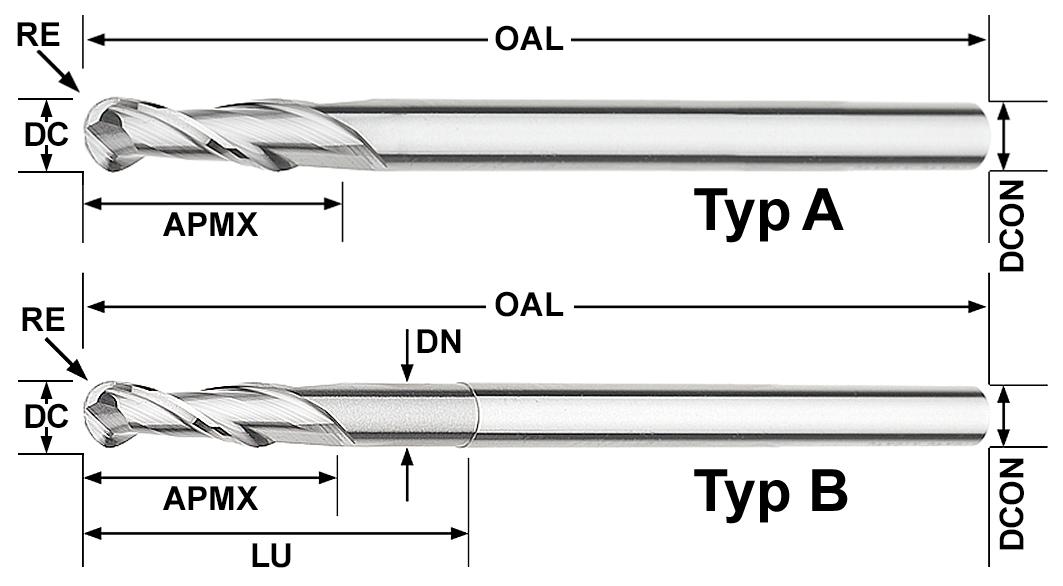
▪ Reduktion der Gratbildung | Réduction de la formation de bavures
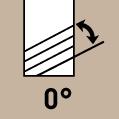
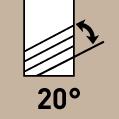
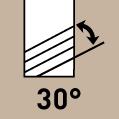
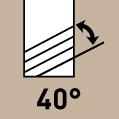
▪ Drallwinkel 20° - Ø DC < 0.5 | Drallwinkel 30° - Ø DC ≥ 0.5
▪ Typ A: DCON Toleranz -0.001/-0.003 | DC ≤ 0.75 Toleranz 0/-0.006 | 0.75 < DC < 1.0 Toleranz 0/-0.008
▪ Typ B: DCON Toleranz h5 1.0 ≤ DC < 6.0 Toleranz 0/-0.01 | DC = 6.0 Toleranz 0/-0.015
Fortsetzung auf der nächsten Seite | Suite à la page suivante
MFD 6x12 (Type B)
Flachbohrer 180° Foret plat 180°
Schnittdaten auf S. 172 | Données de coupe à la p. 172
BHTA ist ein Referenzwert. Zur genauen Bestimmung des Winkels wird eine Werkzeugmessung empfohlen. BHTA est une valeur de référence. Nous vous recommandons un mesurage d’outil pour la détermination précise de l’angle.
Halbkreisförmiges Loch Alésage semi-circulaire
Winkellöcher
Orifice à angle
Précision des trous: H9 (JIS)
Loch-Genauigkeit: H9 (JIS)
Stabiles Bohren auf gekrümmtem konkavem Profil
Forage stable sur profil courbe concave
Précision des trous: H9 (JIS) Loch-Genauigkeit: H9 (JIS)
Durchgangbohrung Alésage traversant
MDR-R
▪ Mugen-Beschichtung garantiert hohe Masshaltigkeit bei langer Bearbeitungsdauer | Le revêtement Mugen garantit une grande précision d’usinage avec une durée de vie plus importante
DC Toleranz 0/-0.005
▪
MDR-R
MDR-R Werkzeugdaten
Données d’outils
MDR-PD (S.177) Werkzeugdaten Données d’outils
NSMD (S.177) Werkzeugdaten Données d’outils
NSMD-S (S.178) Werkzeugdaten Données d’outils
NSMD-M (S.178) Werkzeugdaten Données d’outils
MDR-PD
▪ Der Pilotbohrer für Mugen-Mini-Bohrer ist zum Bohren von dünnem Material geeignet | Foret-pilote également adapté au perçage de matières fines
Artikel-Nr. |
NSMD
▪ Super-Präzisions-Mikro-Bohrer | Micro-foret de très haute précision
▪ DC Toleranz 0/-0.003 | DCON Toleranz h3
▪ Spezielle Ausspitzug der Querschneide zur Reduktion der Schnittkräfte Pointe dégagée pour une réduction de la pression
NSMD-S
▪ Spezielle Ausspitzug der Querschneide zur Reduktion der Schnittkräfte Pointe dégagée pour une réduction de la pression de coupe
▪
|
▪ DC Toleranz 0/-0.003 | DCON Toleranz h3
Schnittdaten auf S. 176 | Données de coupe à la p. 176
NSMD-M
▪ Super-Präzisions-Mikro-Bohrer | Micro-foret de très haute précision
▪ DC Toleranz ± 0.0025 | DCON Toleranz h3
▪ Spezielle Ausspitzug der Querschneide zur Reduktion der Schnittkräfte¹ Pointe dégagée pour une réduction de la pression de coupe
Schnittdaten auf S. 167 | Données de coupe à la p. 167
▪ Super-Präzisions-Mikro-Pilotbohrer
Micro-foret pilote de très haute précision
▪ DC Toleranz -0.003 / -0.006
▪ Spezielle Ausspitzug der Querschneide zur Reduktion der Schnittkräfte
Pointe dégagée pour une réduction de la pression de coupe
▪ DCON Toleranz h3
NSPD-M
▪ Super-Präzisions-Mikro-Pilotbohrer
Micro-foret pilote de très haute précision
▪ DC Toleranz 0 /-0.005
▪ Spezielle Ausspitzug der Querschneide zur Reduktion der Schnittkräfte
Pointe dégagée pour une réduction de la pression de coupe