






INTERNATIONAL Spanish/Espanol - Septiembre 2022WWW.GLASS-INTERNATIONAL.COM
sobre la
corrosión. Nosotros
www.refel.com FUSED CAST REFRACTORIES Excellence Made in Italy
Todos estan preocupados
resistencia a la
no.
www.glass-international.com

Editor: Greg Morris
Tel: +44 (0)1737 855132 Email: gregmorris@quartzltd.com



Deputy Editor: Jess Mills Tel: +44 (0)1737 855154 Email: jessmills@quartzltd.com
Designer: Annie Baker


Sales Director: Ken Clark
Tel: +44 (0)1737 855117 Email: kenclark@quartzltd.com
Sales Executive: Manuel Martin Quereda Tel: +44 (0)1737 855023 Email: manuelm@quartzltd.com


Managing Director Tony Crinion tonycrinion@quartzltd.com
Chief Executive Officer: Steve Diprose Chairman: Paul Michael
Subscriptions: Jack Homewood
Tel: +44 (0)1737 855028 Fax: +44 (0)1737 855034 Email: subscriptions@quartzltd.com

Published by Quartz Business Media Ltd, Quartz House, 20 Clarendon Road, Redhill, Surrey RH1 1QX, UK. Tel: +44 (0)1737 855000. Fax: +44 (0)1737 855034. Email: glass@quartzltd.com Website: www.glass-international.com

Septiembre 2022
2 Perfil de la empresa: Leerdam Crisal Glass Recorriendo un camino sostenible en vajilla


Descarbonización Objetivo: fabricar envases de manera sostenible
Descarbonización Descarbonizar la industria del vidrio: el papel de las soluciones refractarias
Hornos Un enfoque híbrido para el futuro



Inspección Illuminación multiespectral para inspeccionar el cuerpo de vidrio
Fabricación de vidrio digital Todo preparado para un futuro digital

Pruebas de quemador de oxicombustión con hidrógeno y etanol
Inspección Inspección por cámara de alta precisión desde Alemania
Hornos El melter inteligente del futuro

Glass International annual subscription rates including Glass International Directory:
For one year: UK £205, all other countries £268.
For two years: UK £369, all other countries £482.
For three years: UK £408, all other countries £563. Airmail prices on request. Single copies £53.


Printed in UK by: Pensord, Tram Road, Pontlanfraith, Blackwood, Gwent NP12 2YA, UK.
Glass International Directory 2020 edition: UK £185, all other countries £195.
Printed in UK by: Marstan Press Ltd, Kent DA7 4BJ
Glass International (ISSN 0143-7838) (USPS No: 020-753) is published 10 times per year by Quartz Business Media Ltd, and distributed in the US by DSW, 75 Aberdeen Road, Emigsville, PA 17318-0437. Periodicals postage paid at Emigsville, PA. POSTMASTER: send address changes to Glass International c/o PO Box 437, Emigsville, PA 17318-0437.
© Quartz Business Media Ltd, 2022 ISSN 0143-7838
Embalaje para vidrio Minimizar los desechos plásticos en la industria del vidrio
Technología digital
Programación con restricciones en la planificatión de producción de vidrio
Contents
www.glass-international.com 1
find us on
and
Glass International, Septiembre de 2022
Plus
LinkedIn
Twitter. www.glass-international.com @Glass_Int
Official publication of Abividrothe Brazilian Technical Association of Automatic Glass Industries
Member of British Glass Manufacturers’ Confederation
China National Association for Glass Industry
United National Council of the glass industry (Steklosouz)
8
11
15
19
22
27 Descarbonización
30
33
38
40
2 22 30 33
Las operaciones en Europa de Leerdam Crisal Glass ya van bien encaminadas a encontrar soluciones sostenibles.
Mientras las empresas de otras industrias pueden estar recién empezando su camino hacia la descarbonización, hace varios años que la sostenibilidad y la neutralidad de carbono son temas centrales entre los fabricantes de vajilla de vidrio de Europa.
La empresa, antes Libbey EMEA, fue comprada hace poco por el fondo de inversiones neerlandés Anders Invest. Tiene plantas de producción en Leerdam, en los Países Bajos, y en Marinha Grande, en Portugal, y una de sus fábricas ya funciona con energía eléctrica 100 % ecológica. Además, sus oficinas van camino a dejar de utilizar papel y plástico y a utilizar iluminación con ledes; también se instalarán paneles solares. Ahora, la empresa tiene como objetivo descarbonizar por completo sus fábricas de producción antes de la fecha límite del 2050 que estableció el Acuerdo de París.



Como comenta Marco van Valburg, Director de programas estratégicos en Leerdam Crisal Glass: «cómo llegar a ser libres de carbono para el 2050 es un tema muy importante para nosotros, para la industria y para mí personalmente. Somos parte de las industrias pesadas y sabemos que tenemos que reducir el gas, debatir qué hacer con la reducción de CO2 y, relacionado con esto, utilizar la electrificación y el hidrógeno».
Sostenibilidad
El señor van Valburg y su colega Antoine Jordans, Gerente general de Leerdam Crisal Glass, suman entre los dos más de 66 años de experiencia en la fabricación de vidrio en la empresa. Ambos ocuparon varios puestos dentro de la empresa, en la planta y en sus oficinas corporativas, y conocen muy bien el proceso de fabricación del vidrio. Ambos están orgullosos del progreso alcanzado por la empresa en sus esfuerzos de sostenibilidad.
El señor Jordans comentó que: «el objetivo es producir vidrio libre de carbono idealmente antes del 2050. Ya estamos encaminados y buscamos nuevas tecnologías de hornos y otras tecnologías
que puedan ayudarnos a descarbonizar la fusión y las máquinas, tales como el recocido, que utiliza grandes cantidades de energía».
Si bien el proceso de fusión representa aproximadamente un 70 % de toda la energía que se utiliza en la fabricación de envases de vidrio, las estadísticas son diferentes cuando hablamos de vajilla. Tanto el proceso de recocido como el requemado del producto utilizan una cantidad importante de gas natural.
El señor Jordans también comentó que: «cuando miramos en general y nos preguntamos ¿dónde podemos electrificar y utilizar una fuente diferente al gas natural? Hay soluciones simples, pero para algunas todavía falta inventar la tecnología y, en otros casos, tenemos que ver qué efectos tiene, por ejemplo, quemar hidrógeno en los materiales refractarios.
«Además, nos preguntamos si hay suficiente energía eléctrica en la red para pasar los hornos a electricidad. Porque muchas veces no hay suficiente energía».
Los dos reconocen que la infraestructura en su país natal tendrá que ser actualizada para cumplir con los requisitos de capacidad si se quiere descarbonizar a todas las industrias pesadas.
Glass
www.glass-international.com 2
Perfil de la empresa: Leerdam Crisal Glass
International, Septiembre de 2022
Leerdam Crisal Glass (antes Libbey EMEA) ya obtuvo enormes logros de sostenibilidad desde que introdujo la tecnología Optimelt en sus plantas de fabricación hace cuatro años, pero ese no fue el final de la historia. Ya transformó una de sus plantas de gas en eléctrica y quiere ser libre de carbono mucho antes de la fecha límite climática del 2050. Greg Morris habló con Antoine Jordans* y Marco van Valburg**.
� Antoine Jordans (arriba) y Marco van Valburg.
� Planta de Crisal.
Recorriendo un camino sostenible en vajilla
Éxito
Si bien saben que llegar a la neutralidad de carbono no es un camino fácil, señalan el éxito reciente de la empresa con la tecnología Optimelt como indicador de lo que se puede lograr. El señor van Valburg trabajó en el proyecto y vio en primera persona los beneficios de sostenibilidad que la nueva tecnología le trajo a la empresa.
Para el proyecto L1 se instaló un sistema con
regenerador termoquímico (TCR, por su sigla en inglés) Optimelt para reducir el consumo de gas natural y las emisiones de dióxido de carbono de los gases de combustión en un 20 %. En este proyecto también se redujeron de manera considerable las emisiones de NOx y Sox así como el polvo en la fábrica.


El señor van Valburg comentó que: «fue un sueño hecho realidad para nosotros ver lo que ahorramos en energía y emisiones. Estoy orgulloso de lo que logramos, tuvimos las agallas de ir por el L1 y la tecnología Optimelt como la primera en el mundo en esta industria, y estamos muy satisfechos con los resultados que hemos conseguido hasta ahora».
Los señores Jordans y van Valburg comentan que la alianza con su socio de suministro Praxair (ahora Linde) junto con el ayuda económica de la UE contribuyeron al éxito del proyecto.
Desean buscar colaboraciones similares con socios en el futuro para su intento de descarbonizar.
El señor Jordans comentó que: «siempre estamos mirando al futuro a nuevas tecnologías para los hornos. Es un gran reto crear la hoja de ruta adecuada y tomar las decisiones correctas. Faltan
International, Septiembre de 2022 www.glass-international.com 3
Perfil de la empresa: Leerdam Crisal Glass Glass
Continúa>>
� Optimelt en Leerdam.






GLASS SERVICE Tying Technology Together
con
electricidad,
FIC
proveer modelado CFD para
FIC ...el camino hacia un futuro más limpio www.fic-uk.com +44 (0) 1736 366 962 The World,s Number One in Furnace Technology FIC (UK) Limited Long Rock Industrial Estate, Penzance, Cornwall TR20 8HX, United Kingdom
¿Busca el futuro de la reducción de CO2? No busque más... Confíe en FIC La posible solución son los hornos híbridos que funcionan hasta
un 80% de
PERO los pequeños pasos aumentan el boosteléctrico para reducir el CO2 por lo tanto superboost. GS y
son las empresas INDICADAS para
sus hornos flexibles futuros.
casi 30 años para el 2050, pero eso son solo dos vidas útiles de un horno, por lo que cualquier decisión con respecto a los hornos debe ser la correcta».
«Esperamos que algunos países de la UE apoyen a la industria en general porque hacer la transición es costoso y habrá demandas de otros sectores, como el del acero y el del cemento».
«Vaya como ejemplo el reciente proyecto Horno del Futuro que no obtuvo fondos de la UE porque otros proyectos industriales ahorraban más CO2».
«Es importante obtener este tipo de subvenciones porque es un gran paso y se trata de una tecnología nueva. Es una gran inversión y se asume un riesgo enorme. Pero si estamos dispuestos a asumir riesgos, estoy 100 % seguro de que encontraremos la manera de mejorar», comentó el señor Jordans.
Optimismo
Poco después de nuestra entrevista, los Países Bajos informaron que el 50 % de su energía total se generaba con energía «verde», como, por ejemplo, la energía solar y el biogás.
«Es una tendencia que continuará, pero hay que trabajar en forma conjunta con los gobiernos y, con suerte, también con la UE en nuestro caso, como lo hicimos con el L1, y se podrá conseguir un subsidio, y eso ayuda en verdad», comentó el señor Jordans.
Son optimistas de que la industria encontrará
soluciones antes del año 2050 y, en el caso de Leerdam Crisal Glass, creen que en el 2040 habrán cumplido entre el 80 y el 90 % de su objetivo. Ambos concuerdan en que la respuesta para la tecnología de los hornos será probablemente una combinación de electricidad y quizás hidrógeno. La electricidad permite procesos más eficientes, mientras que la llama se encendería con hidrógeno. Un horno para vajilla suele durar 15 años y los dos esperan que, durante el ciclo de vida útil de un horno, se encuentren las soluciones para el hidrógeno.

Mientras que las partes comerciales ya están ofreciendo la tecnología para los quemadores y las plataformas, lo que no se ha probado aún es el impacto de esta tecnología en la calidad del vidrio. El objeto de varios proyectos de instituciones como el de nuestros compatriotas de CelSian es encontrar la calidad del vidrio adecuada bajo diferentes condiciones de fusión y el impacto en los materiales refractarios y en la fusión.
Por si fuera poco, la inversión prevista en la red eléctrica nacional garantizará probablemente el suministro de energía.
«Si nos unimos, en cuatro o cinco años, sabremos mucho, encontraremos las soluciones», comentó el señor van Valburg.
Glass Glass International, Septiembre de 2022 www.glass-international.com 5
Perfil
de la empresa: Leerdam Crisal
Continúa>>
«Caminar por la fábrica y ver los hornos es como ver lava de un volcán, y después obtenemos un producto final cristalino. Es un proceso hermoso», concluye el señor Jordans.



GLASS SERVICE Tying Technology Together Ayude al planeta con la tecnología actual Reduzca el CO2 con: l Boost l Más boost l Alimentadores eléctricos l Superboost l Hornos híbridos Hornos flexibles del futuro fabricados por Glass Service y FIC The World,s Number One in Furnace Technology FIC (UK) Limited Long Rock Industrial Estate, Penzance, Cornwall TR20 8HX, United Kingdom www.fic-uk.com +44 (0) 1736 366 962
COVID-19

Ambos fueron testigos y sobrevivieron a muchas crisis globales en los años que llevan en la industria. La actual crisis del precio de la energía llegó en el mismo momento en el que la industria repuntaba después de la pandemia por la COVID-19. Ambos reconocieron que estuvieron muy preocupados las primeras semanas de la pandemia, cuando se anunciaron los confinamientos en la primavera del 2020.
Pero una vez que el Gobierno neerlandés anunció que ayudaría a las industrias, y en cuanto los detallistas abrieron nuevamente, los pedidos de clientes aumentaron y las ventas crecieron bastante.
El señor Jordans comentó que: «sin contar los tres primeros meses en los que estuvimos muy preocupados, tuvimos dinero suficiente y establecimos un ritmo. Todos nuestros clientes nos pagaron, algunos detallistas más grandes incluso nos pagaron antes para ayudarnos, y eso fue muy amable de su parte».
Tendencias
A pesar de la elevadísima inflación actual en todo, desde el transporte hasta el embalaje, y también los altos precios de la energía, los libros de pedidos están completos. Se mantuvieron las tendencias de clientes sobre la diferenciación y la variedad en la vajilla de vidrio.
«A las personas les gusta ver una variedad de productos antes que ver más de lo mismo a precios aún más bajos».
«Las capacidades del producto que hay en las fábricas son más importantes que las máquinas que hacen la mejor calidad posible al menor coste posible». Vemos diferencias de contornos, de estructuras y formas, de colores y aplicaciones. El vidrio se utiliza, por ejemplo, para plantas, para la decoración, y para almacenar alimentos porque es mucho más seguro que el plástico».
La empresa cuenta con personal que se dedica
a poner un pie afuera del negocio diario de la organización y en «leer el futuro» para detectar las futuras tendencias de los clientes. Esto no solo ayudó a la empresa a seguir siendo creativa e innovadora, sino que también la ayudó a estar siempre un paso adelante de la competencia, la mayoría, maestros en el arte de copiar.
Atraer y conservar jóvenes talentos sigue siendo la prioridad más importante de la empresa, en especial si hay competencia con otras industrias. Cree que su foco en la tecnología digital de fabricación de vidrio, junto con otros factores, es una manera posible de atraer milenials para trabajar en el negocio.
Digitalización
«Estamos avanzando hacia la tecnología digital», comentó el señor van Valburg. «Es necesario avanzar para mejorar los procesos en la fábrica para hacer que los productos sean más eficientes. La tecnología digital puede ayudarnos a ser más astutos y fiables en cualquier proceso que tengamos: la producción, la gestión de los costes o las ventas. Necesitamos tener datos y analizarlos. Debemos predecir las tendencias que veremos y actuar de manera proactiva en consecuencia».
«Una respuesta que era aceptable hace 30 años, hoy es proactiva, y para ello, debemos estar más digitalizados. Entonces, debemos incorporar los sistemas adecuados y las personas adecuadas para analizar y procesar los datos. Esto es lo más importante y lo que impulsará la automatización. Así que nosotros estamos trabajando en este desarrollo».
«Los datos son una forma de atraer jóvenes talentos a la empresa, pero también lo es hacer un producto e incorporar diferentes maneras de trabajo aquí o en el hogar para crear un equilibrio entre la vida personal y el trabajo, y nosotros estamos abiertos a ello».
«El producto que vendemos es atractivo, se vende bien en los bares y clubes de Europa. Siempre veréis nuestras copas de cóctel en los programas de entrevistas de la televisión neerlandesa. La combinación del producto que hacemos, el análisis de datos y la mercadotecnia hacen que la empresa sea atractiva».
A pesar de todos los retos y las crisis que enfrentaron en el pasado, la pasión de ambos por la fabricación de vidrio se mantiene intacta.
«El vidrio se fabrica hace miles de años y, para trabajar para la única empresa local que hace vidrio, tenemos mucha pasión. Muchas personas han trabajado en la fábrica por mucho tiempo, a veces generaciones, y eso es lo que me gusta».
«Caminar por la fábrica y ver los hornos es como ver lava de un volcán, y después obtenemos un producto final cristalino. Es un proceso hermoso», concluye el señor Jordans. �
Glass International, Septiembre de 2022 www.glass-international.com 7
Perfil de la empresa: Leerdam Crisal Glass
* Director de programas estratégicos, ** Gerente general, Leerdam Crisal Glass, Leerdam, Países Bajos
Objetivo: fabricar envases de manera sostenible
El proyecto ZeroCO2-Glas tiene como objetivo desarrollar un depósito de fusión de vidrio de encendido con hidrógeno para fabricar envases neutros en CO2. Christian Roos* comenta el trabajo realizado hasta ahora y los planes a futuro.
Un grupo especializado de organizaciones centradas en el vidrio estableció una alianza en un intento de hacer que el proceso de fabricación de vidrio sea más sostenible al utilizar energía renovable.
Uno de los osados objetivos del grupo ZeroCO2-Glas es fabricar vidrio para la producción de envases con cero emisiones netas y con importantes ahorros de energía.
El ahorro de energía y de emisiones de
CO2 es uno de los mayores retos, sino el mayor, para las futuras generaciones. Otro objetivo de la agrupación es continuar con la larga trayectoria de la industria del vidrio en su esfuerzo para reducir las emisiones y ahorrar energía.

Para lograr estos objetivos, muchas empresas decidieron crear el proyecto ZeroCO2-Glas. Estas son las empresas: Wiegand-Glas, Universidad RWTH, Grupo de la tecnología para hornos de las industrias Horn Glass, y The International

Partners in Glass Research (IPGR). La IPGR está compuesta por estas 10 empresas relacionadas con el vidrio: Emhart, Sisecam, Orora, Nihon Yamamura, Fevisa, Gallo, Vetropack, Wiegand-Glas, Stoelzle y Vidrala.
El objetivo del proyecto es utilizar un enfoque integral para desarrollar un proceso de fusión del vidrio revolucionario.
Esto incluye un nuevo tipo de depósitos de fusión de vidrio que pueda fundir
Descarbonización Glass International, Septiembre de 2022 0 www.glass-international.com
el vidrio para fabricar envases con cero emisiones netas de CO2 y con ahorro de energía.
El Ministerio federal de asuntos económicos y acción climática de Alemania, BMWK por sus siglas en alemán, financió el proyecto con un máximo de 8,4 millones de euros; el coste total del proyecto es de aproximadamente 15 millones de euros. La financiación es para ayudar a aumentar la eficiencia energética, expandir las energías renovables y reducir de manera considerable los gases de efecto invernadero.
ZeroCO2-Glas
El trabajo previo del proyecto empezó hace cuatro años, cuando se evaluaron varios conceptos de fusión y de combustión de hidrógeno.
El señor Roos comentó que la agrupación exploró tecnologías de recuperación del calor, tales como el regenerador termoquímico (TCR, por su sigla en inglés), a partir del metano o del metanol.
Pero la alianza eligió el hidrógeno por estas razones: otras instituciones ya habían analizaron con conocimientos más especializados los dos enfoques con TCR, el TCR nunca había sido el centro principal de atención para la alianza, y el hidrógeno permite un proceso efectivamente libre de CO2 si se genera con recursos renovables.
La agrupación también exploró diseños de hornos y técnicas de calentamiento diferentes así como también varias investigaciones sobre la interacción de la combustión del vidrio. Todo esto contribuyó a completar el diseño del horno.
La etapa de ampliación del proyecto
empezó el 1 de enero de este año y se prevé que seguirá en marcha durante los próximos tres años. Los objetivos son obtener un horno de fusión de vidrio que consuma menos energía (aproximadamente un 15 %) que los hornos tradicionales y obtener una fusión de vidrio libre de CO2
Y se conseguirán utilizando materias primas alternativas y libres de CO2 para coladas de lotes que tienen entalpía de reacción más baja. Esto se plasmará en ahorro de energía al evitar la humidificación innecesaria del lote y un aumento extra de la eficiencia del proceso.
Esto último se debe a un proceso especial de fusión que acortará el tiempo que el vidrio permanece en el horno, y a un diseño mejorado del horno.
El horno se instalará en Aquisgrán en Alemania como un horno híbrido con calentamiento con oxihidrógeno y con oxígeno-gas natural. Con el calentamiento eléctrico adicional, junto con los periféricos correspondientes, se convertirá una fábrica completa de envases de vidrio con una máquina tipo IS.
Con el tanque de fusión se tiene gran flexibilidad para utilizar hidrógeno y electricidad con una amplia relación de mezcla.
Además, en el proyecto se están haciendo pruebas de composiciones de vidrio nuevas, lo que permite ventajas en las emisiones y las propiedades del vidrio acabado. Ya se realizaron pruebas de todos los enfoques en laboratorios.
Alianza
El señor Roos comentó que cada miembro de la alianza aportó una habilidad única al proyecto. Gracias a sus departamentos de
vidrio y de vidrio y cerámica, sus hornos industriales y su ingeniería de calor, la universidad RWTH tiene como base un conocimiento científico sólido.

La IPGR tiene redes y conocimientos tecnológicos de fusión perfectos. En su carácter de reconocido fabricante de hornos, Horn Glass aporta sus conocimientos especializados sobre la tecnología y el diseño de los hornos. Wiegand-Glas ayuda en la evaluación de la formación y la calidad del vidrio como socio de la industria y como consumidor final de la tecnología.
El señor Roos comentó que este proyecto fue diferente a otras colaboraciones porque la agrupación no se centra en generar combustibles renovables. El proyecto se centra en el proceso de fusión del vidrio y «toma como condición previa» que hay disponibles suministros de hidrógeno.
El señor Roos cree que alguna otra cosa podría «extender el proyecto hasta un punto en el que sea inmanejable» para la agrupación.
Conclusión
El señor Roos comentó que la agrupación estaba «muy segura» de que iba a fabricar un envase libre de CO2 al final del proyecto.
A pesar de que el proyecto es arriesgado, él cree que el compromiso, tanto financiero como el del personal, de cada miembro de la alianza para con el proyecto garantizará su éxito. �
* Director general de International Partners in Glass Research (IPGR), Aquis grán, Alemania www.ipgr.com
Descarbonización Glass International, Septiembre de 2022 www.glass-international.com 9












Descarbonizar la industria del vidrio: el papel de las soluciones refractarias
El doctor Michel Gaubil* y Mélanie Allen-Larut** comentan cómo la alta calidad de los materiales refractarios puede ayudar a los fabricantes de vidrio a superar los retos de la neutralidad en carbono.
Además de los retos típicos de producir con sostenibilidad vidrio de alta calidad a costes óptimos, la industria del vidrio se enfrenta a nuevos retos de cambios de paradigma: neutralidad en emisiones de carbono y circularidad. El reto más importante de esta industria en los años venideros es lograr una producción de vidrio baja en carbono. Muchos gobiernos y muchas empresas anunciaron objetivos claros para alcanzar la neutralidad en las emisiones de carbono en las próximas décadas. La industria del vidrio debe cumplir con la parte que le corresponde.
La economía circular es su segundo reto clave. Además de un mayor uso del calcín, se debe tener en cuenta el ciclo de vida total del horno, lo que incluye el final de esta vida útil y el reciclado de los materiales refractarios. Las soluciones refractarias son fundamentales para los hornos de vidrio y su rendimiento. Por lo tanto, su papel clave es el de apoyar a los fabricantes de vidrio en estos nuevos retos.
Servicios para apoyar el cambio hacia la neutralidad en las emisiones de carbono
En el camino de la producción industrial hacia un vidrio neutro en carbono hay aun muchos obstáculos. El más importante es el cambio hacia fuentes de energía renovables. La mayoría de los protagonistas de la industria están probando y desarrollando dos candidatos principales: la electricidad y el hidrógeno. También se están investigando otras opciones, como el biogás y los biocombustibles.
A pesar de la incertidumbre, sabemos que habrá un impacto al cambiar los combustibles de los materiales refractarios del horno de vidrio y que se necesitará más flexibilidad en la mezcla de energías, sobre todo en el período de transición.
Para mitigar los riesgos en la seguridad y la vida útil del horno, serán claves los servicios de simulación numérica en función de un conocimiento especializado en los materiales refractarios para anticipar y tomar las mejores decisiones refractarias. En los modelos

de corrosión se analiza el impacto de los parámetros, como el perfil de temperatura del vidrio, el perfil de velocidad del vidrio, la composición refractaria y la eficiencia de enfriamiento de la vida útil de los materiales refractarios. Estos servicios de simulación numérica ayudan a elegir las mejores soluciones refractarias para las condiciones específicas del horno para vidrio.

Los cambios en las condiciones de funcionamiento, que no se habían visto a esta escala hasta ahora, también intensificarán la necesidad de supervisar los hornos en tiempo real. Los sensores que se pueden colocar en los refractarios para observar la evolución del desgaste del horno en tiempo real garantizarán las funciones del horno, activarán los ajustes necesarios de las condiciones de funcionamiento o, de ser necesario, avisarán sobre la necesidad de mantenimiento o reparaciones antes de que ocurra un accidente importante.

Descarbonización Glass International, Septiembre de 2022 www.glass-international.com 11 Continúa>>
� Fig. 1. Superestructura que utiliza ER 1851 de baja ex.
� Fig. 2. Tuckpro del ER 1195 RT. � Fig. 3. Corona de AZS electrofundidos, baja ex,del ER 1851
Soluciones refractarias de alto rendimiento
Las tecnologías y las medidas que permiten el cambio hacia la neutralidad de carbono, como el boosting eléctrico, más aislamiento en ambos lados de contacto con el vidrio y la tecnología de la superestructura y la combustión de hidrógeno, exigen un rendimiento refractario mayor.
En la aplicación de la superestructura, el uso de tecnología de oxicombustión y más aislamiento térmico dan como resultado un aumento de la exudación y la corrosión.
Muchos productos de alta calidad en la cartera refractaria cumplen con estos requisitos. Se demostró que el uso de AZS electrofundido de baja exudación junto con los materiales electrofundidos con alto contenido de alúmina o circonio son adecuados para lidiar con condiciones del horno más urgentes (Fig. 1).
Utilización de alto contenido de circonio para aplicación de tuckstone

Las superestructuras y los tuckstones en especial estarán en atmósferas más corrosivas. Los tuckstones con alto contenido de circonio garantizan la alta resistencia necesaria para la corrosión, pero, por lo general, son más vulnerables a la tensión termomecánica. Combinar una protección de cerámica compuesta (con alta resistencia de compresión y baja conductividad térmica) con un tuckstone con alto contenido de circonio lo protegerán del riesgo de fisuras por estas tensiones. Por ello, el tuckstone aislante podrá cumplir con su papel de evitar pérdidas térmicas. La estabilidad de la superestructura y la protección térmica de los bloques soldados que están debajo aumentan y contribuyen a una vida útil del horno más larga (Fig. 2).
La oxicombustión, si bien no es una tecnología nueva, vuelve a ser pertinente para los hornos híbridos y de hidrógeno. Con esta tecnología se provocan en comparación temperaturas altas de funcionamiento junto con mucho vapor de agua y concentración de alcalina en los vapores. Los materiales refractarios deben soportar estas nuevas condiciones, sobre todo en la corona.
La primera opción para las coronas en la oxicombustión son las soluciones de refractarios electrofundidos como los materiales AZS con baja exudación o con alto contenido de alúmina. Una unidad con especificaciones muy precisas
garantiza la corrosión necesaria y las propiedades de resistencia a la fluencia en la corona del horno (Fig. 3).
El boosting eléctrico da como resultado directo temperaturas más altas en la base del horno para vidrio y un aumento en la tasa de flujo de convección de la fusión. La respuesta más conocida para estos retos es utilizar cerámicos electrofundidos. Sin embargo, esto ya no es suficiente: se debe tener en cuenta una solución refractaria completa para la base del horno.
El primer elemento de esta solución son los cerámicos electrofundidos sin vacíos. Además de mayor resistencia a la corrosión, los cerámicos deben garantizar el cierre de las juntas después del calentamiento para garantizar la seguridad de la base del horno (Fig. 4).

No se debe ignorar el rendimiento de los morteros. La dilatación armonizada de las distintas capas de los cerámicos y de los morteros es fundamental para evitar filtraciones de vidrio inesperadas.
Para los hornos con mucha energía eléctrica, se debe tener en cuenta usar soluciones adicionales de refractarios electrofundidos con alta resistencia eléctrica, como el Xilec 9, diseñadas especialmente para esas condiciones
extremas. Estos materiales son la mejor opción, y la más segura, para las condiciones de funcionamiento más duras, gracias a su alta densidad de corriente (Fig. 5).
Además del impacto en las losas del horno, las altas temperaturas en la base del horno para vidrio también tienen afectar la parte inferior de los bloques soldados. Se necesita un relleno reforzado en esta zona, donde la colada final solía ser suficiente, con un cambio a los bloques soldados con una cavidad para la colada más reducida y bien controlada.
Circularidad
El primer paso hacia una economía circular es reducir la cantidad de los materiales necesarios para alcanzar un rendimiento similar. Prolongar la vida útil del horno y maximizar el uso de los activos refractarios con materiales refractarios de alta calidad y con operaciones de servicios de reparación específicos pueden ayudar a alcanzar este objetivo.
Al final del ciclo de vida de la producción, todos los hornos de vidrio tienen el mismo problema: un producto de alta calidad se convierte en residuos, y, en algunos casos, en residuos peligrosos.
La mayoría de los proveedores consolidados del mercado ofrecen servicios de demolición y de evacuación de residuos. Algunos ofrecen la revalorización de los residuos y los transforman en materias primas nuevas o los reciclan.
La responsabilidad de la industria del vidrio por la «otra vida» de sus materiales procesados se vuelve más evidente cuando los materiales refractarios se clasifican como residuos peligrosos al momento en el que el horno se apaga, como los materiales que contienen óxido de cromo.
La exposición consciente con la pregunta ¿qué pasa con esos materiales? no se acaba cuando los evacuan y retiran de la fábrica. En muchas tablas de sostenibilidad se incluye el tratamiento de los residuos y se hace aún más responsable a quienes fabrican vidrio.
Esa pregunta es más delicada en los países en los que la legislación responsabiliza a quienes tienen hornos aun después de la evacuación de los residuos. En esas zonas es muy importante encontrar proveedores de servicios que garanticen una utilización aprobada.
Quienes proveen materiales refractarios son parte del Alcance 3 de los fabricantes
Descarbonización Glass
0 12 www.glass-international.com
International, Septiembre de 2022
Extremo de la fusión ER
RIC TJ XiLEC
2010
9 RT
ERMOLD Cemento ERSOL 06 ERSOL SLAislamiento
� Fig. 4. Soluciones para las losas de la base: Losas de AZS dopadas con itrio, cerámicos ER 2010 RIC con capa de seguridad ERSOL SL
� Fig. 5. Bloque de electrodos XILEC 9.
de vidrio. Elegir proveedores de materiales refractarios que puedan garantizar una alta utilización de materias primas secundarias y una mezcla de energía baja en carbono será un factor competitivo clave en los próximos años para quienes fabrican vidrio.


Conclusión

La industria del vidrio se enfrenta a los
retos de cambios de paradigma de la neutralidad en las emisiones de carbono y la circularidad. En este recorrido se movilizarán todos los socios de la industria para trabajar en conjunto para alcanzar objetivos de gran alcance. Como parte de la industria del vidrio, los proveedores que se especializan en materiales y en servicios refractarios cumplen un papel clave y pueden ayudar en la transición a
los fabricantes de vidrio al confiar en la experiencia en materiales refractarios, en las capacidades de innovación y en su enfoque centrado en los clientes. �
* Director de Soluciones refractarias aplicadas, Gerente de marketing estratégico, SEFPRO, Francia www.sefpro.com
Descarbonización












� Diseño de un depósito híbrido avanzado de 400 tpd basado en elementos constructivos fáciles de conseguir.
Un enfoque híbrido para el futuro
Los hornos híbridos y totalmente eléctricos podrían reducir considerablemente las emisiones de CO2 mediante la reducción de la potencia de combustión y la optimización térmica. El Dr. Wolf Kuhn* analiza las ventajas de esta tecnología.
Los depósitos híbridos o totalmente eléctricos presentan vías prometedoras para reducir las emisiones de CO2 del proceso de fusión. Muchos países están descarbonizando de manera progresiva su producción de electricidad. En este artículo, nos centraremos en las emisiones de Alcance 1, es decir, procedentes de la fábrica de vidrio y, por tanto, consecuencia directa principalmente del diseño del depósito de fusión.
Se consideran únicamente las emisiones de CO2 relacionadas con la combustión de gas natural con su 0,2 t/MWh. No se tienen en cuenta las emisiones procedentes de los carbonatos de las materias primas ni de la
producción de energía eléctrica. Tampoco se considera la captura de carbono ni la combustión de H2, ya que no se dispone fácilmente de estas para la industria del vidrio.

Los depósitos para fundir vidrio con boost eléctrico (EB, por sus siglas en inglés) incluyen energía de entrada combinada entre combustión convencional y calentamiento eléctrico por efecto Joule. Este es un concepto ya utilizado en muchos hornos:
� En proporciones pequeñas (< aprox. 20 % de EB) para incrementar la producción o mejorar la calidad del vidrio.
� En proporciones medias (EB desde
20 % hasta aprox. 60 %) para vidrios específicos para solucionar los problemas de las altas tasas de evaporación y la tendencia al espumado.
La necesidad de una drástica reducción de las emisiones de CO2 crea una nueva aplicación para los hornos para fusión de vidrio, o melter, con boosting. Reducir las emisiones de CO2 implica reducir la combustión de gases fósiles en favor de un aumento del consumo de electricidad que se acerque a la fusión eléctrica total. En este artículo, la fusión híbrida se entiende como una sustitución de la energía de
Hornos Glass International, Septiembre de 2022 www.glass-international.com 15 Continúa>>
Depósitos híbridos EF con boosting > 300 tpd 50 % de calcín
EF con boosting
Depósitos con emisión de CO2 en combustión de gas >300 tpd 50 % de calcín
Híbrido alto rendimiento
EF con super-boosting EF con super-boosting
TMER con 50 % de calcín
Consumo Prim. Esp. en kJ/kg CO2 kg/t
Fracción de boosting en %
�
combustión para reducir las emisiones de CO2
Los melter de bóveda fría o «cold-top» totalmente eléctricos presentan, en principio, una solución ideal, pero tienen dos limitaciones:
� La operación debe garantizar que se mantiene la cobertura total del lote, lo cual es posible pero requiere de un ajuste inteligente de la tirada, el calcín, la temperatura de fusión, todo esto adaptado al color de la fusión y la transferencia de calor.
� Las condiciones térmicas en el diseño del melter convencional «coldtop» provocan ciertas restricciones de tamaño1 que actualmente limitan las capacidades a 300 tpd aproximadamente, dependiendo del tipo de vidrio.
Los melter híbridos superan estas restricciones. El principio de fusión híbrida permite una buena flexibilidad en términos de la tirada, el contenido del calcín y el color del vidrio. Se puede aplicar el principio híbrido tanto al vidrio para envases, con extracción del vidrio fundido por una garganta, como a los depósitos de vidrio flotado con grandes zonas de afinado, así como a la extracción del vidrio fundido por medio de «cuellos» con skimmers refrigerados. Sin embargo, el diseño de los melter híbridos es un tema de debate candente. Hasta el momento, no se ha construido a escala industrial ningún horno para vidrio plano o de envases con una entrada de boosting muy alta.
En este punto, es necesario distinguir el término depósito para vidrio «híbrido» de otros conceptos de electrificación. El uso de un boosting alto o super2 tiene como objetivo principal aumentar la capacidad
EF con boosting
Híbrido alto rendimiento

«Coldtop» elec. elec. «coldtop»

Fracción de boosting en %

de producción, con un tamaño y diseño de horno prácticamente sin cambios. La entrada de energía por combustión apenas se reduce. El objetivo del depósito híbrido para reducir las emisiones de CO2 es reducir la combustión.
Esto tiene consecuencias en el proceso de fusión por lotes y en las temperaturas del vidrio fundido y la superestructura. Es necesario adaptar el diseño del horno superior y la disposición del sistema de combustión. Las propuestas para esta adaptación son divergentes.3
Emisiones de CO2
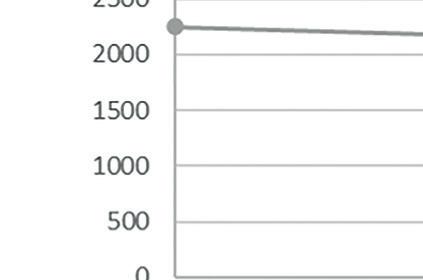
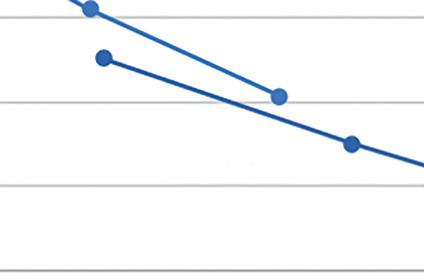
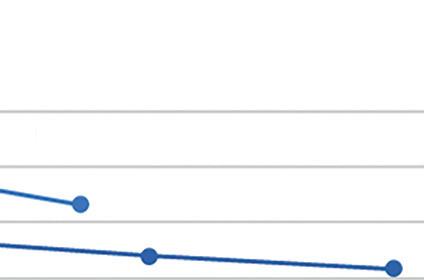
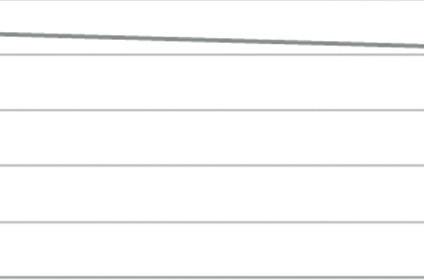
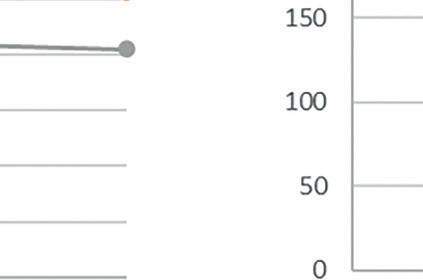
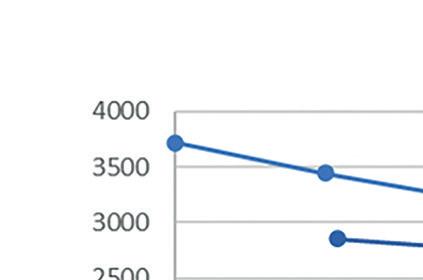
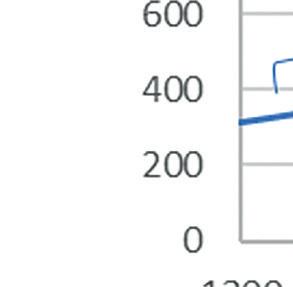
La Fig. 1 muestra los consumos específicos de tres hornos para envases de vidrio con una capacidad de >300 tpd y 50 % de calcín:
1. Depósito «end-fired» (EF), o de llama final longitudinal, eficiente para 0-40 % de boosting
2. Melter totalmente eléctrico. Cabe mencionar que 300 tpd ya está al límite de la tecnología establecida para los depósitos totalmente eléctricos.
3. Melter híbrido de diseño avanzado que permite hasta un 80 % de energía eléctrica.
El diagrama se completa con el requisito de energía de fusión teórica (TMER por sus siglas en inglés) para un lote de vidrio sódico-cálcico con carbonatos convencionales. La temperatura de liberación del CO2 que resulta de la descomposición de los carbonatos influye levemente en el TMER.
Depósitos convencionales:
Un depósito EF altamente eficiente puede alcanzar unos 3600 - 3700 kJ/kg. Con gas
fósil, las emisiones específicas de CO2 son de 200 kg/t de vidrio.
Super-boosting:
Un depósito EF con un aumento de tirada por medio de boosting. El boosting reduce, por supuesto, la fracción de la energía de combustión en la fusión final. Por lo tanto, el super-boosting puede reducir las emisiones de combustión de CO2 a unos 100 kg/t de vidrio fundido.
Fusión híbrida
Un depósito híbrido con una entrada de boosting alto se acerca al consumo específico de un depósito totalmente eléctrico. La reducción drástica de la energía de combustión permite reducir las emisiones de CO2 hasta 30 kg/t.
Fusión eléctrica total
La fusión eléctrica total «cold-top» produce bajas temperaturas en las emisiones del lote y, por tanto, el TMER más bajo. Solo se añaden al TMER las pérdidas por las paredes, lo cual da lugar a los consumos de energía más bajos de todos los depósitos de fusión. En el caso de la electricidad descarbonizada, las emisiones de CO2 por calentamiento caen a cero.
Tasas de fusión y diseño del depósito
La diferencia fundamental entre los melter convencionales, los híbridos y aquellos totalmente eléctricos radica en el drástico cambio del flujo de calor desde la cara superior a la inferior del lote para su fusión.
Esto implica un cambio en el mecanismo de transferencia de calor con temperaturas bastante diferentes:
� Un espacio de combustión puede
Hornos Glass
0 16 www.glass-international.com
International, Septiembre de 2022
Fig. 1. Consumo específico de energía de hornos regenerativos, híbridos y totalmente eléctricos en comparación con la energía de fusión teórica (TMER) de un lote de vidrio para envases con 50 % de calcín. Las emisiones directas de la combustión del gas dieron lugar a la emisión de CO2 por vidrio fundido en el diagrama de la derecha.
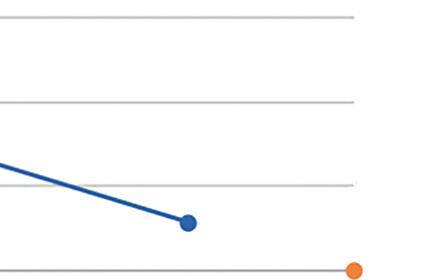
ujo de calor
densidad del
� Fig. 2.
radiación emitida
Fundición de vidrio
Espaciodecombustión
Temperatura °C
alcanzar más de 1600 °C en función del material de la corona. En las llamas se alcanzan temperaturas aún más altas.
� La masa fundida no puede superar unos 1450 °C en el volumen a granel bajo el lote para limitar las temperaturas de las paredes y, por tanto, la corrosión.
Estas temperaturas llevan a una diferencia en las intensidades de radiación que se emiten hacia las caras superiores o inferiores de la manta de composición. (Fig. 2)
El flujo de calor se calcula aquí con una emisividad de 0,9, lo cual es, por supuesto, una simplificación tanto para el espacio de combustión como para el de fusión. No obstante, se puede reconocer la intensa radiación del espacio de combustión con 1600 °C que alcanza valores de más de 600 kW/m² para la radiación incidente. La densidad de radiación emitida por las llamas es aún mayor. Por otro lado, la masa fundida debajo del lote apenas puede superar las temperaturas medias de 1450 °C para limitar la corrosión de las paredes. Esto lleva a limitar la radiación emitida a unos 400 kW/m².

El gas de combustión es un fluido transparente que permite que la radiación de fuentes lejanas (llamas, corona) llegue a la superficie del lote sin una absorción significativa (medio visualmente delgado).
Los vidrios fundidos son menos transparentes en función de su color. La radiación emitida por el vidrio a granel caliente es reabsorbida por el vidrio fundido más frío cerca de la interfaz de fusión del lote. Este mecanismo ralentiza considerablemente la transferencia radiativa hacia el fondo del lote.
Por supuesto, la transferencia de calor
por convección puede contribuir en cierta medida al flujo de calor del vidrio fundido. Pero esto no permite compensar las densidades reducidas de flujo de calor por radiación del vidrio fundido. Las tasas de fusión específicas de los melter híbridos con una baja entrada de combustión son menores comparadas con las de los depósitos de fusión con super-boosting.
Los melter híbridos se aproximan a las tasas de fusión de los depósitos de vidrio «cold-top» con mayores requisitos de superficie para la fusión por lotes.
Gas de salida
El cambio del flujo de calor de la parte superior del lote a la inferior y el aumento de la cobertura del lote en los depósitos híbridos ofrece una característica única para la optimización térmica de la entrada de combustión restante: ahora se dispone de una gran superficie de manta de composición «fría» que da lugar a un intercambio térmico muy eficaz entre la manta y el flujo de gases de salida de la combustión.


Sin embargo, se ha demostrado, mediante un examen exhaustivo y un análisis de la dinámica de fluidos computacional, o CFD por sus siglas en inglés, que los diseños de corona estándar son inadecuados para un intercambio térmico eficaz entre la capa de la composición y los gases de salida. La radiación parásita y el flujo turbulento con recirculación se producen en los diseños de corona altos y convencionales.
Esto puede solucionarse con el diseño propio patentado por Fives Stein (FS) con una sección de corona baja (HRA) 4
Este diseño combinado con la fusión híbrida permite un intercambio térmico eficaz y la consiguiente reducción de la




temperatura del gas de salida hasta unos valores mínimos récord de unos 400600 °C.

El consumo específico de un melter híbrido optimizado es bajo y equiparable al de los totalmente eléctricos. La baja temperatura de salida del gas de salida permite evitar invertir en recuperación de energía mediante regeneradores o recuperadores. En el caso de un funcionamiento prolongado con bajo boosting o alta entrada de combustión, existen dos opciones para mantener el bajo consumo:
� La oxicombustión, que con su reducido flujo de gases, permite reducir las pérdidas de calor en la combustión.
� Recuperación del calor de combustión y precalentamiento del aire con un recuperador.
Ambas opciones hacen posible limitar el consumo de un melter híbrido a unos 3000 kJ/kg en condiciones de 50 % de calcín y 20 % de boosting. El consumo entonces se vuelve equiparable al de los hornos de oxicombustión convencionales con precalentamiento externo de la materia prima y el calcín.5
Diseño híbrido
Los principios de la transferencia de calor a la manta de la composición bajo la fusión híbrida provocan consecuencias en el diseño del depósito como se ha indicado anteriormente. FS emplea estas consecuencias en su diseño patentado.
El diseño presenta una combinación de una sección de fusión eléctrica con un melter de combustión convencional.
Hornos Glass International, Septiembre de 2022 www.glass-international.com 17 Continúa>> 21
Radiación emitida en las caras superior e inferior de la manta de composición.
� Fig. 3. Depósito «cold-top» tipo estante de Fives Stein para 100-150 tpd.
kW/m 2
fl
Al parecer obvio para los seres humanos. ¡Lo es para la NEO también!

Inteligencia artificial NEO para detección de defectos
Iluminación multiespectral para inspeccionar el cuerpo de vidrio
Brian Ensinger* comenta cómo Applied Vision diseña soluciones de iluminación multiespectral para controlar el cuerpo de los envases de vidrio a fin de ayudar a los fabricantes a trabajar con rapidez y eficiencia.
Applied Vision Corporation diseña soluciones de iluminación multiespectral para todo tipo de envases desde 1997. Como una de las primeras empresas en utilizar fuentes de luz de diodos emisores de luz (led) programables y multiespectrales, y cámaras de color en beneficio de la inspección de contenedores, Applied Vision ha desarrollado un enfoque que permite que los sistemas de visión detecten y procesen defectos transparentes, opacos y de otras categorías a partir de un único patrón de iluminación en el que cada defecto tiene su propia luz filtrada óptima, creando así la mejor firma de defectos para su detección.
El uso de la iluminación en color para revisar envases de vidrio puede darles a las fábricas una solución personalizable cuando deben enfrentarse a los defectos inducidos por el proceso y a la creciente complejidad de los envases, especialmente los de alimentos y bebidas. Esto llevó a Applied Vision a diseñar la estación de inspección Volcano, totalmente programable en términos de intensidad, selección de color y geometría del patrón. También utiliza los ledes de color de mayor calidad disponibles, lo que mejora la detección y el reconocimiento de los defectos junto con una mejor clasificación de los mismos, para examinar tanto la parte superior e inferior como el cuerpo del envase, independientemente de si hay gofrados marcados, el color del vidrio o incluso el espesor del envase. Junto con las cámaras en color de alta resolución, las lentes y la óptica, el potente software y los algoritmos de autoaprendizaje, los ingenieros de planta y los responsables de control de calidad obtienen la capacidad de mejorar o «afinar» las imágenes antes de aplicar las inspecciones, lo que favorece una mayor eficacia y coherencia operativa.
� Fig. 1. La iluminación multiespectral pone el color al servicio de los fabricantes de envases de vidrio para que puedan optimizar la precisión, la velocidad y eficacia de las inspecciones del cuerpo de los envases.

Los defectos requieren diferentes enfoques
Todos los defectos de los envases de vidrio requieren una geometría de iluminación y una configuración óptica distintas para optimizar la exactitud y la precisión de la detección, y minimizar al mismo tiempo los falsos rechazos. Es decir que se deben desarrollar la fuente de iluminación y la geometría de la iluminación de manera tal que se pueda detectar la mayor cantidad posible de defectos en la superficie del envase, dentro del envase y por debajo de la superficie (algunos defectos son fácilmente detectables y otros no tanto). Esto también depende de dónde ocurra el problema (Fig. 1).
En el pasado, como se utilizaban técnicas de iluminación, cámaras y geometrías tradicionales, a menudo ha sido necesario dar prioridad a un tipo de detección de defectos en detrimento de otro. Básicamente, el usuario debe optimizar la iluminación y los ajustes
para un defecto concreto de interés y, al mismo tiempo, trabajar para minimizar el impacto negativo en otras inspecciones que se están realizando. Como consecuencia, configurar la máquina se vuelve más complicado y requiere más tiempo, a la vez que disminuye la capacidad para detectar ciertos defectos, lo que puede dar lugar a más rechazos falsos o a que los envases defectuosos pasen desapercibidos.
Para Applied Vision, ayudar a las empresas a evitar hacer concesiones y a implementar una inspección del cuerpo eficaz en sus líneas de producción ha sido un área de interés durante décadas. En la actualidad, la inspección del cuerpo de los envases es una prioridad para los fabricantes de vidrio que desean garantizar la calidad y reducir costes en medio de la creciente demanda mundial de envases para alimentos y bebidas. Al seguir desarrollando herramientas y enfoques patentados propios, Applied Vision pretende ofrecer la próxima generación de soluciones «sin contacto» para la iluminación multiespectral de las superficies del cuerpo de vidrio.
Por delante de la curva Con el enfoque patentado de Applied Vision para realizar inspecciones de color por visión artificial se consigue combinar muchas detecciones de defectos en el cuerpo en una única solución que ayuda a reducir las tasas de falsos rechazos. Esta metodología mejora los enfoques tradicionales, en los que los defectos compiten (a menudo sin éxito) por la geometría óptima de la iluminación, las lentes, la óptica, y la resolución de la cámara dentro de la estación de inspección. Mediante el uso de cámaras color de alta resolución y una geometría configurable
Inspección Glass
de 2022 www.glass-international.com 19 Continúa>>
International, septiembre
de ledes multiespectrales controlados por software, los contornos del envase de vidrio que se está visualizando hacen que se reflejen diferentes colores de luz en la cámara. Applied Vision diseñó un sistema que incorpora 16 cámaras de color equidistantes y una geometría de imagen totalmente calibrada. Esta configuración óptica también utiliza un principio de lente para corregir la distorsión de la perspectiva en las fotografías.
Dentro de la estación de inspección, las ópticas están ubicadas de manera tal que hay un rayo horizontal de cámaras inferiores en la base de los envases (con una visión paralela a la vista de la cinta transportadora) y un rayo horizontal de cámaras superiores en el acabado (viendo directamente a través de la parte superior del envase), lo que ayuda a garantizar que toda la imagen será nítida y estará enfocada con capacidades en las zonas del talón y la picadura del envase (Figuras 2 y 3).

Ubicar cada uno de los iluminadores de forma perpendicular al rayo central de la cámara también reduce las sombras y permite una cobertura completa del envase en todos los puntos de vista.
La geometría de la imagen, que no se basa en ópticas plegables sensibles, está diseñada para minimizar la distancia de separación entre las cámaras y la superficie que se inspecciona.
Además, el ángulo de imagen que ofrecen las cámaras superiores facilita una mejor inspección de las regiones del hombro del envase.
Como resultado, se puede producir un número casi infinito de imágenes en color filtradas a partir de una sola imagen, que luego se utiliza para la inspección de defectos específicos.
Dentro de este ámbito se encuentran los defectos opacos que suelen ser inclusiones (piedras y trozos de refractario, por
ejemplo), así como los defectos transparentes que van desde ampollas y burbujas hasta puntos y grietas. En la solución de inspección de cuerpos Volcano se incluyen cámaras específicas para las tensiones internas que utilizan polarizadores circulares (como los que se utilizan en los equipos de laboratorio).
La inspección dimensional, por su parte, se ocupa del ángulo, el ángulo de la llenadora, la altura, el diámetro y el acabado del tapón y el cuello (medidas dimensionales estándar «E» y «T»), ya que la máquina «ve» la forma y el tamaño ideales del envase trazados por su diseño. Una iluminación óptima para la detección de bordes es importante para las inspecciones dimensionales para no comprometer otras inspecciones. Se pueden lograr todas las detecciones de defectos que aquí se señalan utilizando la iluminación multiespectral dentro de una fábrica de vidrio en líneas que funcionan a velocidades típicas de producción.
Esto es posible, en parte gracias a otras tecnologías de inspección integradas en la estación desarrolladas por Applied Vision que aportan una arquitectura de software novedosa y algoritmos de aprendizaje para resolver los problemas que les cuestan tiempo y dinero a los fabricantes. Un breve vistazo a estas capacidades incluye lo siguiente:
� Una herramienta de software «centinela» que resalta las zonas de la imagen en color que se desvían del modelo estadístico establecido para un envase de vidrio en particular. Estas zonas anómalas son posibles defectos. La herramienta aprende lo que es normal y lo que no mediante el entrenamiento sobre un gran número de envases. Aprende el aspecto del envase y la variación de aspecto que se puede esperar. Cabe destacar que no es necesario que los envases del grupo de entrenamiento sean perfectos. Más
bien, puede haber una distribución típica de envases, incluso los que presentan defectos.
� Clasificación de defectos que utiliza un algoritmo denominado el «clasificador de gotas». Los ingenieros de planta y los responsables de control de calidad quieren saber con exactitud qué defectos se producen y con qué frecuencia. Esta herramienta localiza y organiza por categorías a las anomalías, clasificándolas según su gravedad. Después aplica criterios que ajusta el usuario para identificar cuáles anomalías (si las hubiere) son defectos. Si se identifican defectos, se rechaza el envase.
� Una herramienta de geometría de botellas que básicamente aprende, localiza y registra el cuerpo en la imagen de forma automática, quitando la ardua tarea de la configuración de la ubicación al operario de la máquina. Una vez que se ha establecido una secuencia de inspección, se la puede guardar y recuperar para ser utilizada en el futuro cuando se vuelva a usar ese envase o como punto de partida para productos similares. A medida que se registran las imágenes, se puede utilizar una gran biblioteca de algoritmos para inspeccionar los defectos en estas imágenes procesadas. La diferencia con respecto a muchas otras tecnologías de visión artificial es que se asigna a cada inspección puntual un filtro de color específico que proporciona el mejor contraste y la mejor señal para la detección.
Los algoritmos de inspección de Applied Vision son de los más rápidos del sector, lo que permite procesar un enorme volumen de imágenes y tomar decisiones en poco tiempo. Al mismo tiempo, al aprovechamiento de todo el espectro de colores en beneficio de la inspección del cuerpo mejora en gran medida

Inspección Glass International,
2022 0 20 www.glass-international.com
septiembre de
� Fig. 2 y Fig. 3. El módulo de iluminación multiespectral de Applied Vision se ofrece en el sistema Volcano para realizar la inspección del cuerpo de los envases. Este sistema facilita el trabajo en los envases de vidrio muy decorados, sin contacto ni rotación.
la capacidad de rechazar los envases defectuosos y proporcionar información al «hot-end».
Las soluciones de iluminación multiespectral de Applied Vision cumplen la misión de la empresa de ofrecer una inspección sin contacto de los envases de vidrio a lo largo del proceso de fabricación. La manipulación y la rotación de los envases generan pérdidas de material y, en algunos casos, limitan la velocidad y la capacidad de la línea.

Una inspección sin contacto puede proporcionar un aumento sustancial de
la velocidad de la línea y de la eficiencia de la disposición, una mejora de los rendimientos al reducir las pérdidas asociadas a la rotura de los envases, una disminución del consumo de energía y una mejora drástica de los tiempos de cambio de trabajo. Además, al no ser necesario coger o sostener los envases para girarlos, se libera espacio de fabricación y se reducen los costes de mantenimiento.
En la actualidad, las tecnologías de inspección por visión artificial con todo el espectro de prestaciones de color, software con muchas funciones, y algoritmos de
aprendizaje profundo, están ayudando a que los fabricantes de envases de vidrio puedan desplegar soluciones eficaces para la inspección del cuerpo de los envases a las velocidades de línea. Para la industria de alimentos y bebidas, hay muchos beneficios por explorar. �
* Jefe de línea de productos, Inspección de vidrio, Applied Vision Corporation, Ohio, EE. UU. www.appliedvision.com
Para asegurar una alta fiabilidad y disponibilidad, solo se utilizan elementos constructivos probados y se consiguen con facilidad. Las Figuras 3 y 4 muestran el melter híbrido de FS comparado con un melter eléctrico «cold-top» con un techo plano, suspendido.
Conclusiones
Los melter híbridos pueden lograr reducir considerablemente las emisiones de CO2 con facilidad. Sin embargo, el diseño de los melter híbridos debe regirse por algunas cuestiones fundamentales que lleven a un concepto de diseño sólido. FS ha desarrollado dicho concepto.
Los estudios de diseño detallados confirman la escalabilidad de este diseño
de depósito a capacidades de producción muy altas. Los estudios detallados de modelización confirman una gran flexibilidad en la producción (color del vidrio, calcín, cambios de tirada, entrada de boosting) con bajos consumos específicos. La baja carga específica del boosting eléctrico y las limitadas temperaturas de fusión garantizan largos periodos de funcionamiento para este diseño de melter híbrido.
Por otra parte, para las capacidades de fusión más pequeñas, los melter «cold-top» totalmente eléctricos suelen ser una solución sencilla para conseguir cero emisiones de CO2 en los depósitos, si se implementa un control de funcionamiento y unos programas
de producción adaptados a la fusión totalmente eléctrica. �
Referencias:
1. W. Kuhn, A. Reynolds IGC Boston 2019.
2. Ross&Stewart, Glass Ind. 1978.
3. W. Kuhn et al. GPC 80 Ceram. Trans 2021; Muijsenberg et al. GPC 80, Ceram. Trans. 2021, R. Nebel GPC 81 GMIC symp. 2020, W. Kuhn GPC 81 GMIC symp. 2020.
4. W. Kuhn GPC 77, Ceram. Trans. 2018.
5. S. Chakravarti et al. GPC 81 Ceram. Trans. 2021.
* Jefe Experto en Proceso del Vidrio, Maisons-Alfort, Francia www.fivesgroup.com
Glass International, septiembre de 2022
Inspección
www.glass-international.com 21
Continúa>> 17
Todo preparado para un futuro digital
El Dr. Michael Kellner analiza la digitalización, las emisiones y la inteligencia artificial en la fabricación del vidrio.
El Dr. Michael Kellner, oriundo de Jena, ya había entrado en contacto con el vidrio en sus días de estudiante a través de una pasantía en Schott Glas.
«Vidrio, eso es exactamente lo que debería ser», comenta mirando hacia el pasado, tras haber estudiado en Weimar materiales de la construcción e ingeniería de procesos con especialización en vidrio.
En 1986, colaboró con las primeras cámaras de procesamiento de imágenes y cómo utilizarlas para controlar el vidrio.
«La teoría estaba ahí, pero la tecnología aún no era lo suficientemente potente para la industria del vidrio», afirma.
El Dr. Kellner comenzó a trabajar en Schott Glas mientras estudiaba su doctorado en automatización y tecnología del procesamiento de imágenes en la fabricación de vidrio.
Tras el doctorado, empezó como
aprendiz en la antigua empresa Heye-Glas, una empresa mediana innovadora. Al principio, fue el nexo entre la producción y el desarrollo para incorporar soluciones de automatización a la fabricación de vidrio. En 1992, fue responsable de probar en Heye las primeras aplicaciones de procesamiento de imágenes basadas en procesadores de imágenes, y poco después comenzó a desarrollar soluciones de procesamiento computarizado de imágenes. «Los expertos de la época pensaban que el procesamiento de imágenes nunca podría funcionar en un PC», comenta Kellner. «¡Cuán equivocados estaban!». El «ingeniero de procesos» con un doctorado deja la empresa en el año 2000, pero regresa a Heye en 2006 como jefe de desarrollo.
Desde 2019 ha sido responsable del desarrollo de sistemas digitales, un campo

en el que Heye ha venido participando desde los años 90. Heye introdujo un sistema de temporización electrónico, parametrizable por PC, para controlar las máquinas IS (siglas en inglés para «de secciones individuales») y el sistema de descarte con «hot-end», además de la evaluación del empuje de los recipientes de vidrio desde la placa de enfriamiento hasta la cinta transportadora de la máquina por medio de empujadores.
El proceso completo con «hot-end» fue convertido a la tecnología servo, por ej., desde la formación de la gota hasta la manipulación de la mercancía.
«Esto supuso un gran paso hacia el futuro, ya que ahora las secuencias de movimiento se ajustaban y se seguían por los generadores de feedback de acuerdo con las curvas de movimiento dadas», afirma Kellner.
Fabricación de vidrio digital Glass International, Septiembre de 2022 0 22 www.glass-international.com
� Planta inteligente.
Poco después, también se utilizaron los primeros servomotores en la máquina IS para hacer que las secuencias críticas del proceso fuesen reproducibles y así evitar defectos en los envases.
La introducción del Control de procesos de Heye es sin duda un importante componente en la producción de vidrio ligero, ya que registra y visualiza el proceso de prensado mediante el registro de las posiciones del émbolo.
Cámara de gotas con «hot-end»
En 1998, Heye trabajó en una cámara de gotas con «hot-end» para registrar el corte de las gotas.
Pero la resolución de las cámaras y el rendimiento de los ordenadores no eran suficientes.
La experiencia adquirida fue importante para desarrollar los conocimientos necesarios para los años siguientes. Cuando estuvieron disponibles los primeros digitalizadores grabber o tarjetas de captura de imágenes, se
compraron los nuevos ordenadores Terra y se desarrollaron un lector de números de molde con cámara y un verificador de superficies de sellado con cámara.
La empresa ha transformado plataformas de máquinas completas porque el mercado ha ido triplicando y cuadruplicando las operaciones de las gotas.
«En consecuencia, hemos logrado que todos los equipos con «hot-end» sean «aptos para el futuro». Hoy ofrecemos la plataforma tecnológica completa para todas las aplicaciones. El continuo desarrollo de sensores y actuadores ha creado nuevas oportunidades. Desde la introducción de la industria 4.0, estamos poniendo el listón cada vez más alto».

Por ejemplo, la nueva máquina IS, a la que llamamos Heye SpeedLine, es la primera máquina enteramente apta para bus.
El siguiente objetivo de desarrollo fue crear zonas en la máquina IS en las que se pudieran instalar los sensores,
los actuadores, los cables necesarios y la tecnología del procesador de manera segura y fiable. Seguridad y fiabilidad significan, en este contexto, protección contra el calor, los aceites, vapores de aceite, el agua, el vapor de agua, la suciedad y el vidrio.
«Hemos tenido éxito con la SpeedLine porque hemos concebido el diseño de manera diferente. En primer lugar, se diseñó el trazado de los cables y se probó dónde debían ubicarse los sensores y cómo podíamos protegerlos desde el punto de vista técnico para garantizar su estabilidad a largo plazo.

«Hacer funcionar los sensores sin fallos en un ambiente caluroso de 1000 °C no es tan sencillo. Gracias al sistema bus, todos los sistemas en la máquina están conectados en red y se puede gestionar un gran número de sensores.
«Naturalmente, esto trae nuevas posibilidades y productos, por ejemplo,
Fabricación de vidrio digital Glass International, Septiembre de 2022 www.glass-international.com 23 Continúa>>
� Dr. Michael Kellner.
el control inteligente de los intervalos de lubricación, la Lubricación centralizada multicircuito de Heye, que ahorra aceite y aumenta la vida útil de los componentes. También cabe mencionar la medición en línea de las presiones y temperaturas de los equipos.
«Con esta máquina hemos dado un paso gigante hacia la digitalización. Ahora hay una "torre de comunicación" que combina todos los componentes de la red, los ordenadores y los servidores en un solo gabinete.
«Los componentes están interconectados y se comunican entre sí. SpeedLine es una tecnología de plataforma en la que los componentes tales como robots o los sistemas de control y medición se pueden integrar fácilmente».

A través de la Torre de comunicación existe también una puerta de acceso al exterior, es decir, al cliente.
La Interfaz de programación de aplicaciones SmartLink de Heye le brinda al cliente los datos del proceso de fabricación para el análisis individual de datos.
«Nosotros desarrollamos la mayor parte del software, especialmente en las áreas técnicas clave.
«La industria del vidrio hueco es un segmento de mercado relativamente pequeño y especial. Es difícil explicar los procesos a empresas externas. Hay algunos componentes que compramos, como, por ejemplo, los sensores. Sin embargo, los proveedores trabajan para la industria del vidrio a largo plazo y, por lo
tanto, conocen los requisitos».
Descarbonización
El tema de mayor interés en este momento es la huella de CO2 o descarbonización.
Si se considera el consumo de energía y se dejan a un lado los modelos de compensación, entonces se trata básicamente de utilizar la energía de manera sensata y evitar el desperdicio energético.
«Para nosotros como fabricantes de máquinas, existen dos direcciones diferentes que son relevantes en cuanto a las emisiones.
«Por un lado, es cuestión de minimizar las pérdidas, lo que significa producir hasta el 100 % de las botellas de vidrio posiblemente sin defectos. De este modo no se desechan las botellas de vidrio, no se desperdicia la energía necesaria para fabricarlas, y se obtiene una mejor huella de CO2
«Por otro lado, el enfoque está en la disponibilidad del equipo. Es mejor que la máquina funcione las 24 horas del día, los 7 días de la semana, y que fabrique botellas de vidrio sin ningún defecto. Esto también incluye la reducción de los tiempos de cambio de trabajo.
«Para evitar las emisiones, es importante encontrar y eliminar los errores lo antes posible. Por eso es importante reducir la brecha entre la recolección de información del «cold-end» y el procesamiento de la información del «hot-end». Para aumentar la eficiencia, utilizamos el sistema de información PlantPilot, que registra la situación de
la eficiencia y envía mensajes sobre las desviaciones a los puntos en los que se deben hacer correcciones».
Esto se traduce en una mejora de la disponibilidad de los equipos y un aumento en el rendimiento al reducir las pérdidas en transporte y calidad. Por lo tanto, el aumento de la eficiencia y la reducción del CO2 están muy relacionados.
Entonces, lo ideal sería que las mediciones se realizaran en el «hot-end».
«Sin embargo, esto no es fácil, ya que muchas de estas mediciones son de contacto. Y si toco una botella caliente con una herramienta de medición, la primera se deforma y se vuelve inservible.
«Todavía no tenemos una solución para que se pueda girar una botella caliente y, por ejemplo, medir el espesor de la pared. No es factible por el momento. Hoy en día, queremos medir directamente los parámetros del proceso de formación y mantenerlos constantes dentro de unos límites reducidos.
«Utilizamos cámaras infrarrojas en el "hot-end" para identificar rápidamente las desviaciones en el proceso y, sobre todo, para no sobrepasar los límites o quedar por debajo de ellos, y tomar medidas paliativas inmediatamente».
Esta tecnología se denomina Bucle cerrado del «hot-end». Lo ideal es que los sensores sin contacto controlen y regulen el proceso.
Bucles de control
También se utilizan diferentes sensores en distintos sitios para las diferentes secciones del proceso. Así, se los utiliza para influir en los parámetros de la gota, el párison o la botella.
Si se empieza con la formación de la gota, se utiliza una cámara de gotas para regular y controlar el peso y la forma de la gota. Además, se pueden medir las temperaturas de la gota para influir en la temperatura de la cubeta en el alimentador. En el lado de la pieza en bruto, se puede detectar y regular el suministro de la gota en el molde preliminar. También se pueden medir y controlar las temperaturas de las herramientas en el lado de la pieza en bruto (molde preliminar, anillo-collar y émbolo). Las cámaras infrarrojas sobre la cinta transportadora de la máquina se utilizan con frecuencia hoy en día para medir la distribución del grosor de la pared y detectar errores globales. Está previsto instalar cámaras ópticas en la cinta transportadora de la máquina para
Fabricación de vidrio digital Glass International, Septiembre de 2022 0 24 www.glass-international.com
� Máquina de inspección «cold-end» Smartline 2.
medir y controlar la geometría del envase y para detectar los defectos del vidrio.
El proceso de fabricación finaliza cuando el envase de vidrio pasa por el túnel de recocido. El «cold-end» no se encarga de controlar el proceso.
No obstante, lo que sí hay que mencionar es la comprobación automática del ajuste correcto de las máquinas de inspección mediante el uso de envases de muestra.
Sin embargo, también se pueden controlar y medir los procesos posteriores, tales como la impresión o los tratamientos de la superficie para incrementar la fuerza.
Peso y forma
En los años 90, se desató una guerra de precios en los envases desechables. Para ahorrar en costes de materia prima, energía y transporte, y también para reducir las cargas del sistema dual para los productos a granel desechables, se pusieron en marcha proyectos para reducir el peso de los envases de vidrio, es decir, para fabricarlos con paredes más delgadas.
Heye cuenta con la ventaja de su experiencia en la tecnología H1-2 y pudo transferirla a la tecnología de las máquinas IS. Una reliquia de estos tiempos es la famosa botella de cerveza Paderborner.
Se demostró que la forma tiene una inmensa influencia en el peso del envase mientras mantiene su resistencia. Actualmente, se procura conciliar la forma individual de la botella, su volumen y peso con la suficiente resistencia.
«Si queremos ser más ecológicos, tendremos que sacrificar la forma individual de la botella en favor del peso del envase», afirma Kellner.
Muchos de los componentes de las máquinas y los productos HI, que ya fueron desarrollados en su momento para la tecnología del vidrio ligero, son ahora estándar en la industria. Desde el control de procesos hasta la refrigeración axial y el transporte «hot-end», todos constituyen componentes que pueden ser utilizados con conocimientos para la fabricación de envases ligeros.

Los retos del vidrio ligero
La característica del vidrio ligero simple es que se rompe rápidamente. Se puede solucionar este problema con un tratamiento térmico o químico posterior, pero esto aumentará el coste por unidad. Probablemente nadie haría un depósito de varios euros por una botella de leche hecha de «Gorilla Glass»
Para el futuro, debemos desarrollar una
tecnología que se base en la fabricación actual de vidrio hueco y que sea eficiente.
«Quien consiga aumentar y mantener la resistencia de la superficie del vidrio en la fabricación de vidrio ligero estará a la cabeza en el futuro.
«Veo el gran ahorro de emisiones en la industria del vidrio a nivel mundial en el reciclaje del calcín del mercado (recolección y tratamiento de residuos de vidrio), porque para fabricar botellas de vidrio a partir del calcín se necesita mucha menos energía que para hacerlo a partir de materias primas.
«El ahorro de energía a través de la recuperación de calor en los procesos de formación y en el túnel de recocido tienen más potencial. El enfoque ecológico le sigue el enfoque económico: Si ahorras energía, también ahorras dinero. Esto es un fuerte incentivo. El mayor factor de coste en la fabricación del vidrio es la energía».
Mantenimiento a distancia
Para el acceso a distancia a través de Internet, es esencial tener en cuenta la seguridad. Los ciberdelincuentes están al acecho en todas partes, y como consecuencia, las empresas se aíslan cada vez más. Esto implica que los proveedores de servicios no pueden entrar en las redes de la empresa para conectarse a la máquina y prestar asistencia desde allí sin un esfuerzo considerable. Hay que encontrar soluciones en conjunto con los departamentos de informática de los clientes.
Inteligencia artificial
«La IA ocupa actualmente un lugar
destacado en la agenda. Ahora me encuentro en la tercera ola: La primera fue en los años 80, la segunda en los 90, y la tercera está empezando ahora. Sin duda se pueden hacer muchas cosas con la inteligencia artificial.
«Pero hay que tener en cuenta los límites: La inteligencia artificial se determina a partir de la información aprendida en el pasado.
«Para aprender una red neuronal correspondiente se necesita un gran número de objetos que actúen de ejemplos buenos y malos: hablamos de entre 500 y 5000 datos de información. Conseguir y aprender estos ejemplos supone un gran esfuerzo. Y cuando aparecen nuevos objetos, la red neuronal no puede empezar con ellos».
Existen aplicaciones de IA, y la decisión ya funciona muy bien. En la industria del vidrio, en cambio, solo funciona para aplicaciones sencillas, tales como la lectura de los números de los moldes en el código de siete segmentos. Por otro lado, los defectos del vidrio se vuelven más difíciles porque siempre lucen diferente.
Si se añade nueva información que el sistema entrenado no conoce, la IA no llegará más lejos. Básicamente no hay dos comprobaciones exactamente iguales.
Quizá una combinación de procesos de imágenes y redes neuronales pueda ayudar, pero eso es todavía un sueño para el futuro». �
Fabricación de vidrio digital www.glass-international.com 25
* Ingeniero de desarrollo,
Obernkirchen, Alemania www.heye-international.com
Heye Interna tional,
Glass International, Septiembre de 2022
Máquina IS SpeedLine de Heye






























































Pruebas de quemador de oxicombustión con hidrógeno y etanol
Martin Adendorff*, Robert L. Bell** y Shrikar Chakravarti*** comentan los esfuerzos de Linde para optimizar su cartera de quemadores para utilizarlos con hidrógeno y con otros combustibles ecológicos en el proceso de fabricación de vidrio.
Como resultado del creciente énfasis en la sostenibilidad, las empresas de la industria del vidrio están buscando formas de reducir de manera considerable las emisiones de CO2 en sus operaciones, en especial en el proceso de fusión.
Una de las maneras es usar combustibles bajos en carbono, por ejemplo, hidrógeno renovable, biocombustibles, biogás, gas sintético derivado de la biomasa y amoniaco renovable.
Se que el hidrógeno, en especial, es el combustible del futuro para eliminar las emisiones de CO2 de la combustión de los combustibles de hidrocarburo. Se llevó a cabo recientemente la primera demostración a gran escala de calentamiento 100 % de hidrógeno en un horno de vidrio, en la planta que Pilkington UK posee en St Helens, como parte del proyecto de sustitución de combustibles a nivel industrial de HyNet.1
Sin embargo, para adoptar a largo plazo el H2 como combustible en las operaciones de fusión del vidrio será necesario lo siguiente:
1. Modificar los sistemas del quemador y las tuberías de combustible;
2. Comprender cómo afectará la concentración más alta de vapor de agua en la atmósfera del horno a las propiedades del vidrio y la vida del refractario.
3. Generar y suministrar H2 limpio de manera rentable.
Este artículo se centra en los esfuerzos de los laboratorios de combustión de Linde para optimizar la cartera del quemador Optifire para utilizarlo con combustibles ecológicos, por ejemplo, con H2, mezclas de H2-GN, y con bioetanol.
Sistemas de combustión con H2
Desde el año 2018, Linde ha estado investigando en sus centros de tecnología de la combustión en Suecia, Alemania
Sistema de control que cumple con la norma EN 746-2
Sistema de control del quemador de 500 kW con H2 O2

y los EE. UU. cómo usar sistemas de quemadores con oxicombustión de encendido con hidrógeno para numerosas industrias, tales como la del acero, del vidrio y de los metales no ferrosos.
En la Fig. 1 se señalan algunas actualizaciones en el laboratorio de combustión en Alemania, entre ellas:
1. el nuevo sistema portátil de control con hidrógeno y oxígeno de 500 kW que cumple con la norma EN 746-2 (similar a la NFPA 86) con PLC con doble seguridad y una cámara de horno NDIR de Land;
2. nuevos analizadores de gases de combustión;
3. sistema de suministro de hidrógeno con remolque, conformado por una estación de reducción de alta presión, una tubería de suministro y estaciones de reducción de baja presión de utilización en dos sitios del laboratorio de combustión;
4. nuevo revestimiento del horno de combustión con un material refractario de fibra de 1600 °C que permita un calentamiento más rápido y pruebas más completas a altas temperaturas del horno, similares a las de los hornos de vidrio comerciales.
Descarbonización Glass International, Septiembre de 2022 www.glass-international.com 27 Continúa>>
� Fig. 1. Actualización del laboratorio de combustión en Alemania para pruebas con H2
Las pruebas actuales se centran en comprender cómo afecta usar GN, H2 y las mezclas de H2-GN con distintos tipos de quemadores a los distintos parámetros de llamas físicas y a las emisiones. En la Fig. 2 se muestra un ejemplo de un ensayo de un quemador (con una tasa de calentamiento de 400 kW) para un cliente de vidrio específi co.
También se actualizó el laboratorio de combustión en los EE. UU. para facilitar las pruebas con H2 y las mezclas de H2-GN. En la Fig. 3 se muestran ensayos al aire libre con el quemador Optifi re COROX-R, optimizado sobre todo para los hornos especializados en borosilicato o en vidrio.

Linde diseñó el quemador Optifi re XD para mitigar el incremento de la condensación y la suciedad del puerto refractario.2 Este quemador se comercializó con éxito para ambientes con altos niveles de volatilidad, por ejemplo, la fi bra de vidrio aislante en hornos y puertos de quemadores cercanos a la manta de composición en los hornos para envases de vidrio. En la Fig. 4 se muestra un amplio ensayo con 100 % de H2, con 100 % de GN, y con una gama de mezclas de H2 - GN con el quemador Optifi re XD.
En todos los ensayos de quemadores al aire libre, la llama de hidrógeno es menos luminosa que la del gas natural. Se puede esperar el mismo resultado cuando los quemadores se encienden en el horno de vidrio. El H2 tiene un mayor intervalo de infl amabilidad y mayor temperatura de llama adiabática que el metano. No se espera un impacto negativo por la
transferencia del calor de la radiación ya que la concentración de vapores de agua de los gases de combustión estará cerca del 100 %. Esto mejoraría la emisión de gases de las llamas de oxihidrógeno y de los gases de combustión. Para convertir el sistema actual con gas natural a uno con hidrógeno se necesitará modifi car las tuberías de combustible y los quemadores, pero no se esperan problemas importantes en la transferencia del calor si se utiliza un diseño de quemadores de oxicombustión.

Uno de los retos del calentamiento con oxihidrógeno es la gran cantidad de vapor de agua en los gases de combustión, ~ al 90 % en hornos relativamente herméticos. Aún queda por determinar el impacto a largo plazo en la composición del material refractario y del gas. Se debe
tener en cuenta la gran propensión a la condensación del agua cuando se diseñe un sistema de gases de combustión. También es importante garantizar que el sistema de combustión funciona de modo óptimo: ni mucho exceso de oxidante ni poco combustible sin quemar. Esto se puede supervisar, por lo general, al medir la composición de los gases de combustión. El alto contenido de vapor de agua en los gases de combustión también hace que sea un reto considerable secar y preparar las muestras con los secadores Peltier existentes, antes del análisis de la composición de los gases de combustión. Se necesitan muestras de secadores de alto rendimiento que puedan eliminar casi 1 litro de agua de una muestra de gases de combustión con 2 Nm3 o análisis de la humedad de los gases de combustión.
Linde también participa en varias alianzas de I+D europeas y en proyectos de desarrollo. Entre ellos se encuentran los siguientes:

� Combustión de hidrógeno en procesos de calentamiento industrial (proyecto TKI de DNV3, con 39 participantes de las industrias del vidrio, del acero, del petróleo, del gas industrial y de la cerámica);
� Modelización CDF de la transferencia del calor en llamas ricas en hidrógeno;4
� Infl uencia de la combustión rica en hidrógeno en el espumado.4
Linde también obtuvo fi nanciamiento del Ministerio de Economía, Desarrollo Regional y Energía de Baviera, como parte del proyecto de desarrollo HYDROUS, para la investigación y el desarrollo de tecnologías de quemadores
Descarbonización Glass International, Septiembre de 2022 0 28 www.glass-international.com
� Fig. 2. Realización de ensayos de quemadores para clientes.
� Fig. 3. Pruebas del OPTIFIRE COROX-R de 800 kW en el laboratorio de combustión en los EE. UU.
100 % H2 100 % GN Mezcla: 35 % H2 y 65 % GN OPTIFIRE COROX-R con 100 % de gas natural OPTIFIRE COROX-R con 50 % de hidrógeno OPTIFIRE COROX-R con 100 % de hidrógeno
con oxicombustión de encendido con hidrógeno ecológico para los procesos industriales de alta temperatura.
Otros combustibles bajos en carbono o renovables
Además del H2, se pueden considerar muchos otros combustibles bajos en carbono, por ejemplo, la biomasa, el biogás, el gas sintético derivado de la biomasa y el bioetanol, para ser utilizados como combustibles en los hornos para vidrio5 - 6 . En algunas zonas geográficas existen infraestructuras consolidadas de suministro de etanol. Por pedido de un cliente que hace vidrio, se realizaron ensayos al aire libre de quemadores con etanol en el laboratorio de combustión de los EE. UU. Las pruebas se realizaron sobre una gama de tasas de calentamiento desde 200 hasta 800 kW, tanto con gas natural como con etanol. Se hicieron pruebas con O2, aire y gas natural como
gas pulverizado en la combustión con etanol. En la comparación en paralelo de la Fig. 5 se muestra que las formas de la llama son similares en ambos casos, lo que confirma la madurez tecnológica de los quemadores para utilizarlos con combustibles líquidos como el etanol.


Resumen
Los combustibles bajos en carbono, como el hidrógeno, serán fundamentales para las empresas de vidrio que quieran alcanzar la neutralidad de carbono a largo plazo. Para prepararse para este escenario, Linde invierte en muchas áreas relacionadas con el H2, tanto en los sistemas de suministro7 como en los quemadores por oxicombustión. Las recientes pruebas al aire libre de varios quemadores de la gama Optifire mostraron un alto nivel de madurez para la implementación de hornos para vidrio de encendido con combustibles
ecológicos como el hidrógeno y el etanol.
�

Referencias
1. HyNet Industrial Fuel Switching project, agosto de 2021, https://hynet.co.uk/ 2. G. Kulkarni, U. Iyoha, S. Chakravarti, P. Diggins, A. Francis, and G. J. Panuccio, “Staged Oxy-Fuel Wide Flame Burners to Mitigate Refractory Port Fouling and Foaming in Glass Furnaces”, 79th Conference on Glass Problems, Columbus, OH, octubre de 2018.
3. https://www.dnv.com/news/dnv-gllaunches-hydrogen-industry-consortiumto-reduce-carbon-emissions-frommanufacturing-181919
4. https://www.glasstrend.nl/projects/ 5. H. Kobayashi and S. Chakravarti, “OxyFuel Combustion toward CO2 Neutral Glass Production”, Glass Trend Seminar, abril de 2018.
6. S. Chakravarti, “Low Carbon Fuels for Glass Furnaces”, Sustainability in Glass Manufacturing, GMIC Symposium, octubre de 2019, Columbus, OH.
7. S. Chakravarti and M. M. Shah, “Preparing for Sustainable Glass Production – Technical and Economic Investigation of Hydrogen Supply for Glass Melting”, Webinar by Glass International, junio de 2021.
* Experto sénior en tecnología,
** Ingeniero sénior de investigación,
*** Desarrollo empresarial, Linde S.A, Danbury, Connecticut, EE. UU., www.linde.com Glass International, Septiembre de 2022
Descarbonización
� Fig. 5. Izquierda: oxicombustión GN (400 kW); Derecha: oxicombustión etanol pulverizado con O2 (400 kW).
� Fig. 4. Pruebas de los quemadores OPTIFIRE XD en el laboratorio de combustión en los EE. UU.
29 www.glass-international.com
Inspección por cámara de alta precisión desde Alemania
El incremento de los costes de energía obligan a una mayor precisión en la tecnología de inspección para aumentar la relación paquete/fusión y evitar al mismo tiempo riesgos en el estándar de calidad. Mark Ziegler describe cómo Dr. Günther se centra en la máxima precisión al igual que en los últimos avan ces en la empresa.
uedarse quieto es retroceder» ha sido el lema de Friedrich Günther desde sus inicios como empresario en una pequeña oficina en Zwickau, Sajonia. El principal objetivo de Dr. Günther es conservar los puntos fuertes de la empresa, garantizar seguir siendo líder en la inspección de alta precisión, junto con una destacada proximidad al cliente y un soporte técnico de rápida respuesta. El fuerte crecimiento de la empresa se basa en una cultura corporativa personal centrada en las personas. Linda Günther, el miembro más joven del equipo directivo, expresó que: «Los clientes perciben los canales cortos de comunicación interna y el buen espíritu de equipo de la empresa».
«Q
(Izq.–Der.) Dr. Friedrich Günther, Tilo Günther y Linda Günther: el equipo ejecutivo de Dr. Günther Inspections.

Enfoque global
La empresa tuvo un enfoque global desde el principio. Las primeras máquinas de inspección se instalaron en Polonia y Alemania, y muchos otros países siguieron rápidamente su ejemplo. Durante el primer año, la empresa se centró en el vidrio para envases, antes de ampliar la cartera a la vajilla de mesa en 2010. Además, se han diseñado soluciones específicas para los clientes en el ámbito de los utensilios de cocina y otros segmentos especializados. El Dr. Friedrich Günther dijo que la empresa estaba orgullosa de tener más de 700 máquinas en producción en plantas de vidrio de todo el mundo.
Inspección del cuerpo por cámara (CSWI)
El segmento de los envases de vidrio presenta diferentes retos que van desde los botes de boca ancha hasta las botellas hechas con el proceso de prensado-soplado de cuello estrecho (NNPB por sus siglas en inglés) y productos farmacéuticos,
pasando por los frascos de alta gama.
La tecnología se basa en módulos de cámara de alta precisión, estructurados en diferentes tipos de máquinas. La CSWI consiste en una máquina del cuerpo de los envases con cámara combinada con hasta 18 cámaras. Las máquinas para el cuerpo de los envases de Dr. Günther utilizan una fuente de luz por posición de cámara, lo que proporciona una precisión mucho mayor.
Para muchos tipos de envases, la inspección 360° de la rosca es importante. Aquí se puede examinar toda la zona de la boca, incluido el enmascaramiento automático de la costura. En la zona de la rosca, se detectan defectos como falta de relleno, roturas, deformaciones o inclusiones en o entre la vuelta de la rosca.
El reconocimiento de los defectos de bajo contraste o del logotipo y del grabado en relieve es esencial en muchos casos hoy en día. Tilo Günther está orgulloso del completo paquete de soluciones que
ofrece para este sector. «La iluminación inteligente es un componente clave. Por esta razón, el equipo ha realizado inversiones específicas en I&D. Un módulo especial de procesamiento de imágenes en el software hace visibles incluso los defectos estéticos más pequeños. Comprobar las arrugas horizontales y los pliegues de los frascos es tan fácil como comprobar la simetría de la forma general y el contorno interior del fondo».
Según Tilo, con una de las fuentes de luz propias de la empresa es posible inspeccionar el hombro del artículo desde arriba. «Las desviaciones de forma en el hombro de los botes de crema, por ejemplo, son muy difíciles de detectar si se utilizan cámaras tradicionales. Con nuestra solución a medida, disponemos de una detección precisa de estos tipos de defectos. La buena respuesta que recibimos de manera constante es prueba del alto nivel de funcionalidad en la
Inspección Glass International, Septiembre de 2022 0 30 www.glass-international.com
�
práctica».
Acabado de base a boca (BMF)
El BMF es específico para realizar inspecciones desde la base al labio de la boca e incluye un lector del número de molde. La versión completa incluye cinco estaciones de inspección para la base, la tensión de la base, el número de molde y dos para el labio de la boca. Las imágenes se graban con cámaras con CCD industriales; se utilizan de una a cinco cámaras según los requisitos del cliente. La iluminación con flash led ofrece un alto rendimiento lumínico, un bajo consumo de energía, una larga vida útil y las mejores condiciones ópticas.


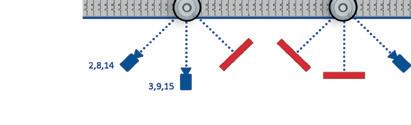





Por ejemplo, en el segmento farmacéutico, la medición del calibre interior de la boca de los envases es uno de los requisitos más importantes, ya que la boquilla de llenado siempre tiene que encajar con precisión en la botella. Los expertos de I&D de Günther han desarrollado un sistema de cámaras preciso que sustituye a los sistemas actuales mecánicos de medición del calibre de la boca en la máquina con rueda de estrella.
Entre los defectos más críticos en la fabricación de envases de vidrio se encuentran el sobreprensado y el borde filoso, especialmente para los fabricantes de envases hechos con el proceso de prensado-soplado de cuello estrecho (NNPB por sus siglas en inglés). El sobreprensado se encuentra en el borde interior de la superficie de sellado, como una aleta de vidrio que se extiende por encima de la superficie de sellado. El borde filoso también corresponde a una aleta de vidrio, pero se encuentra debajo del anillo interior de la superficie de sellado.
Las causas de ambos defectos radican en una gota demasiado pesada o en problemas relacionados con el movimiento del émbolo. El BMF puede detectar fácilmente ambos tipos de defectos. El Dr. Friedrich
Günther está orgulloso de haber sido uno de los primeros en ofrecer una solución tecnológica para estos defectos críticos en la fabricación a alta velocidad de productos NNPB.
Inspección de planicidad (PLA)
Específicamente para los botes, una inspección de planicidad y del borde de la boca mediante dos cámaras puede detectar incluso las desviaciones más pequeñas. Las desviaciones del eje de una cinta transportadora irregular se compensan automáticamente. Las dos cámaras inspeccionan el borde de la boca. Se pueden encontrar desviaciones (+/- 20 micras) y, como resultado, se detectan los defectos como distorsiones que le dan un aspecto arrugado al acabado o grietas.
Los envases con un defecto de cierre crítico son eliminados gracias a estas dos soluciones que usan dos cámaras.


Como la máquina de PLA autónoma puede alcanzar fácilmente velocidades de inspección de hasta 600 bpm, es fundamental una integración flexible en la disposición del «cold-end», señala Tilo Günther, responsable de I&D de la empresa. La máquina solo ocupa un área de 550 mm x 650 mm y puede ser instalada con facilidad en las cintas transportadoras existentes.
Vajilla
La máquina de inspección de vajillas BMSI comprende la inspección del cuerpo, el borde de la boca, la ovalidad, el tallo y la placa base. Es una máquina todo en uno con hasta 15 cámaras, que cubre todas las necesidades de
inspección de los fabricantes de vajilla. Por ejemplo, vasos tipo tumbler, vasos tipo tumbler con manija, cristalería y platos de vidrio coloreado y transparente, independientemente de la posición de rotación de los objetos que se inspeccionan. Se garantiza una medición exacta con objetivos telecéntricos en un área de inspección de 360°.
Vidrio especial
Además de los segmentos de envases y vajilla, se han diseñado soluciones para los utensilios de cocina y el vidrio especial. El amplio equipo de I&D y el desarrollo interno de software permiten crear soluciones específicas para los clientes, como, por ejemplo, una solución de inspección para los utensilios de cocina o para las puertas de cristal de las lavadoras.
Panorama
Es comprensible que los dos últimos años hayan sido un reto para los miembros más jóvenes del equipo ejecutivo. A pesar de los obstáculos actuales, todos los proyectos se finalizaron a tiempo y dentro del presupuesto. «Lo que nos motiva y nos da confianza en nosotros mismos es la continua y positiva opinión de los clientes», afirma Tilo Günther. «Al conjugar nuestro servicio ágil y nuestro enfoque de inspección de alta precisión, hemos creado buenas condiciones para seguir creciendo a escala mundial». Fundada en 1995 por el Dr. Friedrich Günther, la empresa del mismo nombre ofrece soluciones de inspección por cámara de alta precisión para los segmentos de vidrio para envases, cosméticos, vajillas y vidrios especiales. En la primavera de 2020, Linda y Tilo Günther se convirtieron en accionistas y socios ejecutivos de la empresa familiar, formando el equipo de liderazgo junto con su padre Friedrich. �

* Dr Günther Inspections, Meerane, Alemania
Tel.: +49 3764 7791870 correo electrónico: info@optical-inspections.com Sitio web: www.optical-inspections.com
Inspección www.glass-international.com 31
� Posible disposición de la máquina.
Inspección del cuerpo, el hombro y la planicidad
Inspección de la base y la boca, y lectura del número de molde Medición de planicidad
� Edificio de la empresa en Meerane, cerca de Leipzig.

PSR SYSTEM 500 FOREHEARTH www.parkinson-spencer.co.uk
expertos en acondicionamiento de vidrio Logra la mejor homogeneidad térmica del vidrio y eficiencia energética.
Los
El melter inteligente del futuro

Crece el uso de tecnología automatizada en la industria del vidrio. Erik Muijsenberg* analiza las razones por las que se debería adoptar esta nueva tecnología y cómo esto podría ayudar a reducir las emisiones de carbono y a optimizar el funcionamiento de los hornos.
Desde 2020, las nuevas tecnologías tales como las redes neuronales generan oportunidades para la automatización que antes eran impensadas. Como consumidores, lo experimentamos de primera mano en los vehículos autónomos. Si se persigue la automatización de los hornos, los alimentadores, y quizás la producción completa, se hace posible apagar las luces y crear las llamadas «fábricas de luces apagadas» totalmente automatizadas.
Sin duda, el término Industria 4.0 que fue creado durante la Hannover Messe de 2011 (feria dedicada al desarrollo de la industria) ha despertado a la industria moderna para la revolución que se avecina. En la última década, la industria del vidrio ha trabajado con diligencia para optimizar los sistemas, pero se necesita

más. Siendo realistas, la producción en 2030 necesitará mucha menos intervención humana que ahora.

La Industria 4.0, a menudo conocida como «Big Data» o «Internet de las cosas», hace referencia a los altos niveles de automatización de las partes individuales de la producción y la íntima comunicación entre ellas. Por ejemplo, si los niveles de defectos aumentan, el propio sistema decide cómo reaccionar; podría aumentar o reducir la temperatura del horno, en función de lo que sea más apropiado. Actualmente, estas decisiones dependen de la interpretación y experiencia humanas. Haremos un repaso de la próxima automatización que ya se utiliza en la industria del vidrio, e investigaremos nuevas tecnologías tales como la inteligencia artificial (IA),
las redes neuronales, el aprendizaje automático, el aprendizaje profundo y cómo repercutirán en la producción.

Las principales empresas de ingeniería y los fabricantes de vidrio de todo el mundo utilizan la modelización de hornos conocida como dinámica de fluidos computacional (CFD por sus siglas en inglés). Mientras que en 1990 se discutía la precisión de esta tecnología, hoy se la considera fiable y valiosa. Se ha convertido en la tecnología más avanzada para diseñar o reconstruir hornos. Los sistemas actuales de control predictivo por modelos (MPC por sus siglas en inglés) de hornos y alimentadores, entre ellos el Expert System III, han evolucionado mucho más allá de la CFD. Al principio,









Hornos Glass
2022 www.glass-international.com 33 Continúa>>
International, Septiembre de
corona T/P corona tirada vidrio
boost de la barrera boost de la fusión T/P base gas total
� Fig. 1. Relaciones de modelos de control predictivo basado en modelos avanzados.
T/P
T/P garganta
los escépticos no creían que fuera posible controlar un horno aplicando MPC. En la actualidad, más de 330 hornos en todo el mundo lo tienen instalado en muchos de sus alimentadores.



Desde 2010, el interés por la Industria 4.0 se ha disparado con la instalación de nuevos equipos, tales como las cámaras de los hornos para controlar el flujo del lote. La pregunta es: ¿Y ahora qué? Una mirada a la Industria 4.0 desvela muchas tecnologías diferentes que se pueden utilizar y combinar para optimizar el funcionamiento de la fábrica. Muchas tecnologías pueden contribuir a un funcionamiento eficiente, como, por ejemplo, los robots, la realidad aumentada, el Internet de las Cosas y el Big Data (donde se recoge información útil mediante ordenadores potentes).
Un controlador PID (de tres parámetros) proporcional, integral y derivativo emplea un lazo de control mediante retroalimentación. Han sido ampliamente utilizados en aplicaciones que requieren un control modulado continuo, pero a menudo ofrecen un éxito limitado porque: (1) el control PID permanente llevado a cabo por un solo operario era muy exigente y poco fiable; (2) las temperaturas del horno tardaban en reaccionar; y (3) las respuestas a los cambios estaban sujetas a largos periodos de inactividad. Las estrategias de MPC con algoritmos dinámicos ofrecen una alternativa. Captan el comportamiento
Hornos
2022 0 34 www.glass-international.com
Glass International, Septiembre de
� Fig. 2. Ejemplo de relaciones de modelo tras la identificación del proceso mediante datos históri cos.
� Fig. 3. PC ESIII tomando el control del horno con MPC del operador.
� Fig. 4. Imagen de horno utilizando una cámara IR.
Las islas de lotes están identificadas en color amarillo
La llama está identificada dinámicamente
La superficie del vidrio se muestra en color azul
El refractario se muestra en color rosa anaranjado

La acumulación de la cámara se muestra en verde

del proceso con una mínima intervención, a la vez que mantienen la calidad en un nivel óptimo, las emisiones más bajas y los costos operativos mínimos.
El MPC normalmente trabaja con entradas para el horno tales como las temperaturas del gas, la corona y la base (Figuras 1-3). Se crean los modelos matemáticos utilizando programas informáticos tales como el Expert System III y estos datos históricos. Estos modelos lineales predicen la respuesta futura de un horno. Actualmente, rara vez se utilizan las pruebas de paso para conseguir estas relaciones de modelos; solo se utilizan los datos históricos o de funcionamiento.

El siguiente paso exige la comprensión de interrelaciones más complejas. Una de ellas es la relación entre las temperaturas y la calidad del vidrio. ¿Se debe aumentar la temperatura del horno para mejorar la calidad del vidrio, o se debe reducir, como ocurriría en el caso de formación tardía de burbujas o reacciones refractarias? Este tipo de preguntas son un ejemplo de los ámbitos en los que la inteligencia artificial ofrece algo más que modelos lineales sencillos.
Se dispone de muchos más datos que en el pasado, pero, ¿cómo debemos manejarlos? Las cámaras de infrarrojo cercano (NIR por sus siglas en inglés)
www.glass-international.com 35
Hornos Glass International, Septiembre de 2022
Continúa>>
� Fig. 5. Redes neuronales, con capas ocultas más profundas �
�
Fig. 6. Imagen del horno de una cámara identifi cada por una red neuronal.
Fig. 7. Cobertura del lote convertida a vista panorámica aérea y tendencias. Datos
Capa de entrada
Capa de salida
Capas ocultas
de los hornos pueden actuar como termopares virtuales y ver las tendencias de temperatura dentro del horno a lo largo del tiempo (Fig. 4). De hecho, incluso se pueden explorar los perfiles de temperatura. A continuación, exploraremos las capacidades de estas cámaras, y más adelante abordaremos el tema de la precisión de los datos.
En primer lugar, nos planteamos qué es la inteligencia artificial (IA) y sus redes neuronales. ¿Cómo pueden ayudar a la industria del vidrio? La mayoría de los operarios del sector del vidrio están familiarizados con el DCS, un sistema de control digital para un proceso o planta que suele contar con muchos lazos de control y MPC. Antes de la IA, los problemas irregulares eludían a los operarios, lo que daba lugar a ineficiencias y una producción de vidrio de baja calidad. La IA se anticipa y realiza las tareas que antes no podían ser solucionadas con técnicas manuales. Posibilita que el ordenador imite la inteligencia humana para resolver un problema, utilizando árboles de decisión de redes neuronales entrenadas por medio del aprendizaje automático.


El aprendizaje profundo puede parecer mágico, pero no es más que una red neuronal profunda de varias capas que maneja gran cantidad de información; una búsqueda normal en Google emplea la misma tecnología. Google sugiere una respuesta a lo que realmente se está buscando. Por lo tanto, esto ya es IA.
¿Qué es una red neuronal? Probablemente su nombre se deba a que las neuronas del cuerpo humano tienen características similares. Primero hay que analizar un conjunto de datos y, tras el
análisis, el resultado es la capa externa, es decir su significado. Así pues, los datos nacen en la capa interna del análisis, para ser formalizados, y después son añadidos en la red neuronal.
Después, le enseñamos a esta red neuronal a rellenar ciertos altos y constantes dentro de las diferentes neuronas, para aprender (con muchos datos en la entrada) a predecir lo que se produce como salida, y reconocerlo automáticamente. La clave es que no entendemos del todo estas neuronas, y no se necesita entenderlas. Simplemente se rellenan dando suficientes datos y suficiente salida para las neuronas que se van a rellenar con el mecanismo que mejor reconocen. La Fig. 5 muestra la entrada de datos, el análisis de datos y la salida del proceso.
Para ilustrar estos conceptos, veamos una técnica de imágenes que utilizamos con una cámara de horno con NIR. El software de la cámara está entrenado para reconocer las imágenes que ve y, con el tiempo, puede diferenciar entre el lote, la llama, la superficie del vidrio, el refractario y la acumulación de la cámara. Por tanto, si se produce una acumulación alrededor de una cámara que cubre un termopar, ya no se puede utilizar de forma fiable. Entonces, los datos de entrada de este termopar no deben ser aplicados al aprendizaje profundo. El aprendizaje profundo también puede detectar la llama independientemente del lote, determinar su dirección y dar una señal de alarma en caso de que el horno necesite atención. Con la tecnología de redes neuronales podemos aprender mucho más de estas imágenes que solo las temperaturas, y procesarlas para tomar decisiones de
control inteligentes (Fig. 6).
El siguiente paso es medir la distribución del lote. No basta con que un operario diga: «El lote es demasiado largo hoy». La imagen de la cámara se transforma para eliminar los errores de paralaje que ocasiona la inclinación de la cámara (Fig. 7). Las zonas en amarillo representan las pilas de lotes. El software también nos permite una vista panorámica aérea perfecta del lote. En la Fig. 8 se puede ver una configuración típica de la sala de control.
En este horno, hay claramente más lote a la izquierda que a la derecha. De este modo, se puede controlar la cobertura y el movimiento del lote, lo que facilita las acciones correctivas. Para algunos hornos, la estabilidad es vital, para otros no tanto.
La siguiente pregunta es: ¿seguirá habiendo trabajadores empleados si se utiliza tecnología de IA y se convierte en norma común? Para esto, buscamos datos históricos en otras áreas para comparar.
La gran ventaja del MPC es que mejora y actualiza el funcionamiento del horno. Se puede discrepar con respecto a su instalación como resultado de la preocupación por la seguridad laboral. Es importante que se comprenda esto internamente en la fábrica para convencer a los empleados de que no será así, sino que les ayudará en su trabajo. El objetivo es proporcionarles nuevas tecnologías que mejoren los procesos de producción. Es necesaria una formación intensiva y continua de los empleados para gestionar adecuadamente la nueva tecnología. Es necesario incorporar diferentes capacidades y habilidades a la plantilla, un factor constante en la implementación de la Industria 4.0 para cada sector y ámbito.
Con la aceptación de la automatización
Hornos Glass International, Septiembre de 2022 0 36 www.glass-international.com
� Fig. 8. Vista en una sala de control con imágenes NIR y software de IA que analiza el proceso.
de la Industria 4.0, se pueden controlar los hornos utilizando una mayor cantidad de fusión eléctrica, y pueden ayudar a reducir las emisiones de carbono.




La automatización de la Industria 4.0 seguirá avanzando. Una fábrica de vidrio «de luces apagadas» puede ser difícil de imaginar en 2030, pero no en 2050, cuando la luz de las gotas calientes que caen del alimentador sea lo único que ilumine la sala de la fábrica.
Conclusión
En general, la perspectiva es no tener miedo. La revolución de la inteligencia artificial que ya está aquí no se puede evitar. Algunos sugieren que la revolución de la IA es mucho mayor que cualquier revolución de automatización antes vista. Unas sólidas habilidades de liderazgo y prácticas empresariales prepararán a los trabajadores para que puedan entender y aceptar la IA, porque revolucionará nuestras vidas y cerrará la brecha entre lo que los humanos son capaces de hacer y lo que se puede lograr con la tecnología.






La IA penetrará en todas las industrias para hacerse cargo de las tareas básicas de los seres humanos, interactuando a la perfección con nuestra vida cotidiana. Como dijo Elon Musk, ya nos hemos convertido en ciborgs por estar tan integrados con nuestros teléfonos y ordenadores: «Si te olvidas el teléfono en casa, algo tan simple, te sentirás desvalido. Sin tu teléfono te faltarán los números, los contactos, tu agenda, los mapas, y ya no tendrás comunicación, ni nada que hacer mientras esperas. ¿Quién se sabe todavía los números de teléfono y toda la gente que conoce dentro de su teléfono?» �




Este texto ha sido adaptado del capítulo 7 del libro del Año Internacional del Vidrio «Bienvenido a la era del vidrio». El libro es un homenaje a la creación del año, así como a la historia del vidrio y sus futuras aplicaciones. Para leer el capítulo completo del Sr. Muijsenberg, consulte la edición completa del libro a través del siguiente enlace.
* Vicepresidente, Glass Service, Vsetín, República Checa https://www.gsl.cz/
Libro del Año Internacional del Vidrio: https://saco.csic.es/index.php/s/XcPeY6mxGPGs8jy
* latest swabbing-robot installed in July 2017 in Germany * SIN RECHAZO DE ENVASES PRIMER ROBOT DURANTE LA EJECUCIÓN SIN NECESIDAD DE DETENER LA SECCIÓN 75% DE AHORRO EN LUBRICACIÓN DE LIMPIEZA DE INTERIORES Adaptamos nuestro robot de limpieza de interiores a su máquina SI.
Minimizar los desechos plásticos en la industria del vidrio
Talos Recycling está ayudando a garantizar que los fabricantes de envases de vidrio cumplan con sus objetivos de sostenibilidad en toda la cadena de su ministro al trabajar junto con fabricantes tales como Ardagh para reciclar sus embalajes flexibles de plástico usados en un proceso de fabricación de ciclo cerrado. Un informe de Jamie Gibson*.
La sostenibilidad es un valor fundamental en la industria del vidrio y el vidrio en sí mismo es un modelo perfecto para la economía circular, porque se lo puede reciclar constantemente para hacer nuevos envases de vidrio.
Uno de los retos que enfrenta la industria es garantizar que toda la cadena de suministro sea igual de sostenible.
Los beneficios de utilizar embalajes flexibles de plástico en la cadena de suministro de la fabricación de vidrio están bien afianzados. Una parte crucial del recorrido es transportar los envases de vidrio (tarros y botellas) desde el almacén del fabricante hasta las líneas de embotellado de los clientes, y después hasta los consumidores finales a través de detallistas y del comercio autorizado.
Se deben cargar los envases de manera segura en palés para un transporte seguro y eficiente: los embalajes flexibles de plástico protegen los envases de vidrio y así se garantiza que lleguen a su destino final en la misma condición en la que dejaron el almacén.
En función del material de los embalajes plásticos, una vez que se los ha utilizado, se pueden reciclar para hacer embalajes plásticos nuevos.
Se puede lograr un modelo de economía circular al utilizar productos que no solo contienen materiales reciclados, sino que son 100 % reciclables, y así eliminar residuos y reducir las emisiones de carbono: con cada tonelada de plástico que se recicla y vuelve al proceso de fabricación se ahorran 1,5 toneladas de carbono1
abastece a importantes fabricantes de vidrio de ese país. Jamie Gibson y Matt White reconocieron la necesidad de los fabricante de vidrio de poder reducir los residuos plásticos y utilizar embalajes flexibles plásticos con materiales reciclados y por ello fundaron la empresa subsidiaria Talos Recycling, que recoge los residuos de los embalajes de plástico de sus clientes y los convierten en pélets.


Marpak Extrusions es una empresa con sede en el Reino Unido que fabrica embalajes flexibles de plástico y que
Estos pélets se utilizan para crear embalajes plásticos nuevos, con no menos de 30 % de su contenido de materiales reciclados, usando la recicladora mecánica de Talos Recycling en su fábrica de Leeds, Reino Unido.
Este proceso proporciona una vía para que los fabricantes de vidrio garanticen que el embalaje plásticos que se utiliza para transportar sus envases de vidrio se crea en un modelo de economía circular de ciclo cerrado y que, a su vez, cumple con los requisitos del impuesto a los embalajes plásticos del Reino Unido.
Impuesto a los embalajes plásticos
El 1 de enero de 2021 comenzó a regir en Europa una contribución sobre todos los residuos de embalajes plásticos no
Embalaje para vidrio 0 38 www.glass-international.com
Reciclar embalajes plásticos que vuelven al proceso de fabri cación
� Botellas de vidrio en palés envueltos en embala je flexible de plástico.
� El proceso de reciclado: el film plástico usado se recicla para hacer pélets.
ESTUDIO DE CASOS: ARDAGH GLASS PACKAGING
Ardagh Glass Packaging-Europe (AGP-E) está utilizando en la actualidad un producto de papel de aluminio reciclado y sostenible, hecho con residuos de embalaje de plástico de la planta de fabricación en Doncaster, para estabilizar sus envases de vidrio cuando son transportados hasta quienes los consumen.
En una iniciativa para reducir residuos, la empresa desarrolló junto con los proveedores Marpak y Talos Recycling el material de embalaje flexible de plástico, al que llamaron Fuse Seal, que supera al
reciclados con el objetivo de fomentar el uso de plásticos reciclados en lugar de plásticos nuevos. Si los embalajes plásticos contienen menos de un 30 % de materiales reciclados, la UE les cobra a los estados miembros, y no a las empresas, 800 € por tonelada de plástico, pero lo que se espera es que los estados miembros establezcan sus propios impuestos al plástico para financiar su responsabilidad ante la UE.
El impuesto a los embalajes plásticos del Reino Unido entrará en vigor en abril de 2022. Se aplicará un gravamen de 200 £ por tonelada a aquellos fabricantes que utilicen embalajes plásticos que contengan menos del 30% de plástico reciclado y esto afectará a los embalajes plásticos que se fabriquen en el Reino Unido o se importen al Reino Unido. Esto proporciona un incentivo económico claro para que las empresas utilicen más material reciclado en sus embalajes de plástico, lo que también las ayudará a alcanzar sus objetivos de sostenibilidad.
Los embalajes plásticos pueden ser aún más sostenibles
Además de fabricarlos con residuos de plástico reciclados, se puede lograr que los embalajes plásticos sean más sostenibles al usar ingredientes de base biológica en la misma producción de plástico.
El plástico se hace con polímeros; Marpak utiliza en su mezcla polímeros de base biológica derivados de la caña de azúcar del gigante industrial químico Braskem para crear embalajes de plástico más ecológicos. El polietileno ecológico de Braskem se produce con cañas de azúcar de fuentes 100 % renovables, lo que ayuda a reducir los gases de efecto invernadero en la atmósfera y es totalmente reciclable.
Marpak también ofrece un material
material convencional no reciclado en fuerza y rentabilidad. Al estar hecho con 30 % de envoltura retráctil de residuos plásticos, se puede reciclar muchas veces.
Ahora se reciclan todos los residuos de envolturas retráctiles de la planta de Doncaster en un sistema de ciclo cerrado. AGP-E enfarda las envolturas retráctiles usadas de la fábrica, y después Marpak y Talos Recyling las recogen. Para evitar el transporte innecesario, los proveedores recogen los fardos como una carga unificada cuando le entregan

a AGP-E los embalajes de envolturas retráctiles.
El material es clasificado y separado en Marpak y Talos Recycling para volver a utilizarlo. Se granula otra vez para hacer pélets y se lo vuelve a utilizar para hacer el 30 % del nuevo producto Fuse Seal. El 70 % restante es PEBD (polietileno de baja densidad) nuevo, que también se recicla para hacer otros productos. Gracias al 30 % de su contenido reciclado, Fuse Seal no estará sujeto al impuesto a los envases de plástico del gobierno del Reino Unido del 2022.

para el ambiente.
Cerrar el ciclo
Con los embalajes plásticos que se utilizan en el transporte de la industria de los envases de vidrio se pueden alcanzar los objetivos de sostenibilidad de los fabricantes si eligen reducir el peso su producto, utilizar biopolímeros en la mezcla, y reciclar materiales usados que vuelven al proceso de producción.
� Pélets: se puede reciclar el embalaje de plástico usado para hacer pélets que se vuelven a utilizar en el proceso de fabricación.
para embalaje de menor espesor, más ligero y flexible que reduce los costes, las toneladas de plástico producidas y las emisiones de CO2
Si un fabricante de vidrio elige reducir el espesor de sus envases de plástico de 80 a 70 micras, por ejemplo, basado en un uso anual de 2000 toneladas, el ahorro en peso es equivalente a alrededor de 200 toneladas al año y una reducción del CO2 de alrededor del 12,5 %. Esto se puede conseguir sin pérdida de fuerza o de calidad del material: es un beneficio mutuo para los fabricantes de vidrio y
El problema de la lucha contra los residuos de embalajes plásticos en la industria del vidrio comienza con el trabajo conjunto de los fabricantes de vidrio y sus proveedores de embalaje de plástico, y finaliza cuando ambas partes alcanzan sus objetivos de sostenibilidad.
�
1 Fuente: http://www.wrap.org.uk/content/fast-factsplastics
* Director, Talos Recycling, Leeds, Reino Unido Correo electrónico: jamie.gibson@talosrecycling.co.uk Sitio web: www.talosrecycling.com
Embalaje para vidrio www.glass-international.com 39
� Botellas envueltas con film retráctil en palés
Programación con restricciones en la planificación de producción de vidrio
Sylvain Leroy* y Tanguy Lapegue** describen cómo la tecnología de programación con restricciones (PR) puede hacer que los fabricantes de vidrio ahorren tiempo de planificación. Esta tecnología dará más oportunidades para probar escenarios hipotéticos y para realizar tareas de mayor valor añadido, lo que conduce en definitiva a una optimización del rendimiento global.
La mayoría de quienes fabrican vidrio enfrentan problemas similares en cuanto a la planificación de producción, ya que se necesitan generalmente un grupo complejo de interlocutores y sistemas informáticos. Para una planificación eficaz, los gerentes deben coordinar datos provenientes de las ventas, las existencias y la producción, y también deben compaginar tipos de datos variados y dispares (por ejemplo, planillas de Excel, información sobre ERP o planificación de los recursos empresariales, informes por escrito, etcétera).

Por lo tanto, la programación de producción es uno de los problemas habituales que las empresas del sector deben enfrentar. Una de las preguntas que se hace la mayoría del personal de operaciones todos los días es «¿cómo puedo programar los lotes de producción de manera efectiva y eficaz?» Por un lado, el objetivo es no utilizar demasiados recursos para llevar a cabo el programa y, por otro lado, es optimizar el rendimiento y garantizar la entrega a tiempo a los clientes.
De allí el interés en encontrar una solución que se adapte al ambiente único de cada empresa y que incorpore un potente «motor» de cálculo para garantizar una programación óptima para el máximo rendimiento de producción.
El desafío clave para los directivos es asignar los recursos humanos de la empresa a tareas con alto valor añadido para mantenerla competitiva.
La incorporación de las herramientas de última generación respaldará los enfoques de «personas empoderadas» y generará una sensación positiva y moderna en el
Base de datos
Reglas comerciales
Solver de Cosling
� Fig. 1. Arquitectura del software del scheduler o planifi cador de Cosling.
personal.
Con su oficina central en Francia, Cosling es una empresa que ofrece soluciones de software para problemas de planificación y programación al aprovechar mejor los recursos claves.
La empresa fue fundada en 2014 por dos científicos con doctorados que se especializaron en la optimización de procesos, la modelización matemática y la programación con restricciones, entre otra áreas. El director general de Cosling, Jean-Guillaume Fages, ha sido galardonado en dos oportunidades por sus tesis sobre inteligencia artificial y programación con restricciones1 .
Programación con restricciones
La PR es un paradigma de programación que pertenece al extenso campo de la inteligencia artificial (IA). Es un lenguaje
declarativo que permite modelizar los problemas de optimización con variables, dominios y restricciones. Las variables representan las elecciones que se pueden hacer, como a cuál miembro del personal se le asigna una tarea.
Cada variable se relaciona con un dominio que define sus valores alternativos, como, por ejemplo, el personal cualificado para una tarea determinada. Las variables están vinculadas por las restricciones, que establecen las propiedades lógicas que se deben cumplir para obtener una solución viable, como, por ejemplo, asegurarse de que ninguna persona esté trabajando en dos tareas al mismo tiempo.
Una vez que se modeliza un problema de decisión con la PR, se lo puede enviar a
Tecnología digital Glass International, Septiembre de 2022 0 40 www.glass-international.com
Conexión segura
Continúa>>
Respaldado Interfaz del usuario

� Fig. 2. Interfaz gráfica del gestor de planificación del scheduler de Cosling: Vista de recursos (quién hace qué y cuándo).

un solver o solucionador de PR, es decir, a una biblioteca de programación que tiene el propósito de encontrar una solución viable para un modelo determinado. Se pueden utilizar varios solvers de PR, cada uno con su interfaz, su lenguaje, sus fortalezas y sus debilidades propios.
El famoso Choco Solver, desarrollado por el Institut Mines-Telecom (IMT) Atlantique de Francia, es uno de los mejores de su tipo que permite un excelente equilibro entre rendimiento y capacidad de adecuarse con precisión.
A partir de esta tecnología, Cosling desarrolló una agenda con interfaces gráficas de usuarios interactivas, gestión de datos y algoritmos avanzados (Fig. 1).
Esta solución ya ha demostrado ser eficaz para diversas industrias: la aeroespacial y de defensa, de transporte y logística, del gas y el petróleo, entre otras.
Proceso actual de programación
Para ilustrar una situación recurrente, se considerará un ejemplo de una empresa que fabrica envases de vidrio de América del Sur.
El proceso de planificación de producción intenta satisfacer de manera eficaz la demanda del producto final con los recursos disponibles, teniendo en cuenta las limitaciones relacionadas con los hornos, los alimentadores, la mano de obra, los suministros, y demás.
El proceso se lleva a cabo de manera interna y su ejecución está en manos del equipo de planificación que consta de dos personas. Este proceso se divide en tres subprocesos:
1. Actualización manual semanal de las planillas de planificación, que consiste en importar y organizar los datos de varios documentos de Excel de fuentes diferentes.

� Fig. 3. Interfaz gráfica del gestor de planificación del scheduler de Cosling: Vista de pedidos (inicio, final, plazos y recursos asignados).
2. Identificación de la cobertura de las existencias por tipos de botellas.
3. Programa de producción de botellas.
Todos estos pasos son manuales y le insume al equipo de planificación varias horas cada semana. Una vez finalizado el programa de las botellas, se analizan los cambios y las transiciones de cada línea de producción (desde la producción de una botella hasta la otra) con el fin de garantizar que ningún cambio demore la producción (por ejemplo, transiciones de color o cambios complejos en la máquina). Por lo tanto, si se necesita alguna modificación, intercambio o sustitución en los planes de programación anteriores, se vuelven a ejecutar de forma manual.
Por último, el equipo de planificación y los coordinadores de ventas y de producción se reúnes dos veces por semana para compartir y analizar el programa y verificar que se da prioridad a todos los pedidos urgentes. Si hubiese que revisar el programa, se sobrescribe o modifica la planilla de planificación del primer paso, según proceda.
Límites y problemas
El sistema descrito en la sección anterior tiene límites importantes como, por ejemplo:
� procesos manuales que generan posibles errores (manejo y reescritura de varios documentos de Excel);
� tareas que ocupan mucho tiempo para muchas personas de equipos diferentes. Los jefes de planificación deben invertir muchas horas por semana de su tiempo, cuando podrían estar trabajando en actividades de mayor valor añadido;
� tareas complejas, para las que, en
general, es necesario capacitar durante un año a los nuevos jefes para que sean eficientes. Entonces, pocas personas de la empresa tienen en sus manos el conocimiento y no se lo almacena ni capitaliza en una solución de software sólida. Si los jefes de planificación están ausentes (debido a una lesión, a coronavirus, y otras causas), la actividad se ve profundamente afectada;
� las restricciones en la producción y sus costes asociados no se tienen en cuenta al inicio del programa y esto genera cálculos repetidos e ineficientes;
� programas subóptimos que generan una pérdida en el rendimiento de producción;
� se adaptan los planes en lugar de una realizar una nueva optimización cuando los factores iniciales cambian, como, por ejemplo, las necesidades urgentes de los clientes o la máquina falla;
� no hay tiempo para probar escenarios hipotéticos, lo que reduce la capacidad de la empresa de anticipar problemas y adaptarse en consecuencia;
� se necesitan reuniones extras con otros equipos de procesos para una validación definitiva.
En este estudio de casos específico, una de las mayores preocupaciones es la capacidad de la empresa de responder a los cambios en la demanda de manera eficaz. De hecho, en el contexto de una demanda baja y predecible, los cambios en la producción se pueden gestionar de forma relativamente fácil. Sin embargo, si la demanda es alta e impredecible, la necesidad de una solución sólida es muy apremiante. En estos supuestos, las limitaciones en la producción
Tecnología digital Glass International, Septiembre de 2022 0 42 www.glass-international.com
Continúa>>
SociedaddeTecnologfa

delVidrio Formeparte de laredmundialdeintereses quesecentranenhacerde/vidrioa/go maravilloso

Lamisi6ndelaSociedaddeTecnologfadefVidrio(SG7)esestaralseNiciode quienesseinteresanenelaborarvidrioyenlaspropiedadesyusosdeeste material,yaseadesdeelpuntodevistacomercial,estetico,academicootecnico.

Es una organizaci6n sin animo de lucro que cuenta con miembros de todo el mundo, publica revistas especializadas y libros, y organiza encuentros y congresos sobre temas relacionados con el vidrio.
Puede unirse a SGT ahora: visite nuestro sitio web www.sgt.org y elija la opci6n de publicaci6n que desee y el paquete adecuado. Ademas podra conocer la historia completa de la Sociedad y las actividades que desarrolla.
�1__1 / ---------------
:---- ---------------J
-
• Serving the Glass Conununityformore than a century ::!;��.��!'2ow:!!ie�?.t!!�U�63 4455
tienen costes asociados que deben ser considerados.
Mejoras
El primer paso para mejorar el proceso de planificación de la producción es formalizar el problema del programa y recoger todos los datos de entrada (por ejemplo, cualificaciones de la máquina, disponibilidad de operarios/as, existencias y contratos). Entonces, se crea el modelo de PR de manera ágil, con los comentarios y opiniones de los clientes para elaborar un modelo lo más parecido posible a la realidad de las operaciones.
El problema del programa se puede modelizar con la PR a través de tareas y recursos. La idea general es asociar cada pedido a una serie de tareas, que se deben asignar a recursos cualificados y disponibles, antes de una fecha límite determinada. Algunos recursos, tales como hornos y alimentadores, están sujetos a restricciones de capacidad, mientras que otros, tales como los operarios, están sujetos a restricciones disyuntivas2.
Se pueden modelizar los recursos con los que no se cuenta a través de tareas fijas adicionales, cuyo objetivo es reducir las capacidades de los recursos al mínimo durante este período.
Se asociará cada tarea a una variable de asignación, cuyo dominio se puede reducir al tener en cuenta las restricciones comerciales, tales como las máquinas de sección individual (IS en inglés), o las posibles combinaciones de moldes en este tipo de máquinas.
Una vez que se ha realizado el modelo, se puede iniciar el proceso de solución. Los solver o solucionadores de PR son, en general, excelentes para encontrar soluciones viables en pocos segundos. El desafío es encontrar una solución casi óptima en pocos minutos para actualizar la planificación varias veces al día. A partir
de algoritmos avanzados, con el solver de Cosling se pueden encontrar muy buenas soluciones al cabo de 3 a 5 minutos. La planificación que se obtiene se puede visualizar con una interfaz gráfica de usuario (Figuras 2 y 3).
Cabe destacar que estas herramientas son interactivas, quienes las utilizan pueden modificar algunos datos (por ejemplo, añadir algo nuevo que falte) y volver a optimizar el programa para aplicar el cambio. Una vez que el jefe de planificación está conforme con la solución obtenida, pueden validar y publicar la planificación para que pueda ser vista por todo el personal operativo.
Como la herramienta comprueba de manera automática las restricciones comerciales, tales como la capacidad de producción y las fechas límite de los pedidos, ser reduce de manera apreciable el volumen de trabajo de quienes la utilizan. Esto les permite a los jefes prestarle atención a las tareas de mayor valor añadido, tales como estudiar los próximos escenarios hipotéticos:
� ¿Qué pasaría si aplazo o adelanto el mantenimiento de este horno?
� ¿Qué pasaría si contrato a personal operativo nuevo el próximo mes?
� ¿Me beneficiaría un período de poca actividad para reponer algunas existencias?
� ¿Vale la pena hacer un cambio de gota esta noche?
producción. Los estudios de impacto que antes tardaban meses, ahora se pueden hacer en algunos días o minutos.
Conclusión
Los problemas con que se encuentran los jefes de planificación pueden tener un profundo impacto en el rendimiento de la empresa. Los sistemas de planificación avanzados se pueden utilizar para acelerar este proceso y para calcular una planificación casi óptima y, así, será posible hacer una prueba de escenarios hipotéticos, lo que genera una optimización de rendimiento global.
En definitiva, la tecnología les permite a los jefes dedicar más tiempo a las tareas de mayor valor añadido. En estos sistemas se necesitan datos unificados y un modelo detallado de los procesos industriales.
A partir del ejemplo de una empresa de producción de botellas de vidrio, explicamos cómo se pueden utilizar los solvers de PR para hacer un programa de producción eficiente y eficaz.
El software que se obtiene puede ser utilizado no solo para la planificación de la producción sino también para mejorar otros procesos, tales como el mantenimiento, la cadena de suministro, las ventas y los recursos humanos. �

* Fundador de JoonX Consulting, Cuauhtémoc, México, https://joonx.org/ en/home/
�
¿Qué pasaría si accedo a priorizar este pedido?
� ¿Qué pasaría si acepto este nuevo pedido?
Modificar los datos de entrada según el caso, y volver a optimizarlos, puede ahora dar respuesta a todas estas preguntas de manera muy sencilla. Los jefes de planificación pueden, entonces, decidir qué hacer al comparar los indicadores claves de rendimiento (ICR) de
** Cofundador y director de operaciones de Cosling, Nantes, Francia, https://www.cosling.com/
Notas al pie
1 - Mejor tesis doctoral sobre Inteligencia artificial de Francia (AFIA 2015) y Mejor tesis doctoral sobre Programación con restricciones del mundo (ACP 2015).
2 - Una tarea a la vez.
Glass
0 44 www.glass-international.com
International, Septiembre de 2022


53035 MONTERIGGIONI (SI) ITALY - Strada di Gabbricce, 6 Tel +39 0577 304730 ifv@fonderievaldelsane.com www.fonderievaldelsane.com






™ EL FUTURO DE LA CADENA TRANSPORTADORA www.pennine.orgsales@pennine.org +44 (0) 1484864733 PENNINE INDUSTRIAL EQUIPMENT
