



























































































































































































IRONMAKING SOLUTIONS FOR A SUSTAINABLE FUTURE www.steeltimesint.com January/February 2023 - Vol.47 No1
The rise and fall of Redcar’s blast furnace. Local production of strategic goods. The afterburn from Donald Trump’s Section 232 tariffs. A long-read article from Responsible Steel.
HISTORY DECARBONIZATION NORTH AMERICA DECARBONIZATION
TIMES INTERNATIONAL –January/February 2023 –Vol.47 No1 DIRECT REDUCED IRON – THE FUTURE OF GREEN STEELMAKING? Since 1866
STEEL

EDITORIAL
Editor

Matthew Moggridge
Tel: +44 (0) 1737 855151 matthewmoggridge@quartzltd.com
Editorial assistant Catherine Hill Tel:+44 (0) 1737855021
Consultant Editor

Dr. Tim Smith PhD, CEng, MIM
Production Editor




Annie Baker
Advertisement Production
Martin Lawrence
SALES
International Sales Manager















Paul Rossage paulrossage@quartzltd.com Tel: +44 (0) 1737 855116
Sales Director
Ken Clark kenclark@quartzltd.com Tel: +44 (0) 1737 855117

Managing Director
Tony Crinion tonycrinion@quartzltd.com Tel: +44 (0) 1737 855164


Chief Executive Officer
Steve Diprose
SUBSCRIPTION











Jack Homewood
Tel +44 (0) 1737 855028 Fax +44 (0) 1737 855034
Email subscriptions@quartzltd.com



Steel Times International is published eight times a year and is available on subscription. Annual subscription: UK £215.00 Other countries: £284.00 2 years subscription: UK £387.00 Other countries: £510.00 3 years subscription: UK £431.00 Other countries: £595.00 Single copy (inc postage): £47.00 Email: steel@quartzltd.com

Published by:
Business Media Ltd, Quartz House, 20 Clarendon Road, Redhill, Surrey, RH1 1QX,















www.steeltimesint.com
Gwent
©Quartz Business Media
ISSN0143-7798
IRONMAKING SOLUTIONS FUTURE goods. Trump’s Section 232 tariffs. Responsible Steel. STEEL TIMES INTERNATIONAL January/February 2023 Vol.47 No1 DIRECT REDUCED IRON – THE FUTURE OF GREEN STEELMAKING? Sinc 1866 CONTENTS – JANUARY FEBRUARY 1 2 Leader
4 News
The
10
Details
13 USA
Locking
17 Latin
20 India update From imports to exports. 23 Decarbonization The gold standard? Direct Reduced Iron 34 Local production of strategic goods. 40 Moving from natural gas to hydrogen. 46 Perspectives Q&A: WKE With CEO Ian Jones. 48 History The rise and fall of Redcar. 23
Quartz
England. Tel: +44 (0)1737 855000 Fax: +44 (0)1737 855034 www.steeltimesint.com Steel Times International (USPS No: 020-958) is published monthly except Feb, May, July, Dec by Quartz Business Media Ltd and distributed in the US by DSW, 75 Aberdeen Road, Emigsville, PA 17318-0437. Periodicals postage paid at Emigsville, PA. POSTMASTER send address changes to Steel Times International c/o PO Box 437, Emigsville, PA 17318-0437. Printed in England by: Pensord, Tram Road, Pontlanfraith, Blackwood,
NP12 2YA, UK
Ltd 2023
Cover courtesy of Midrex FlexTM: Moving from natural gas to hydrogen in decarbonizing ironmaking
By Matthew Moggridge.
round-up
latest global steel news.
FUTURE STEEL FORUM 2023
of the seventh Future Steel Forum , 21-22 September in Vienna.
update
horns with WTO.
America update Brazil and decarbonization.
The 7th Future Steel Forum, Vienna 21-22 September...










At this time of year I’m always wondering how long – or on what date – I’m allowed to stop wishing people a Happy New Year. It’s 19 January 2023 as I sit here writing this leader, alone in the office after dark, and I guess now is as good a time as any. But before I slam a ban on myself I might as well take this opportunity to wish all readers of Steel Times International, even the Chinese, who celebrate Chinese New Year on 22 January, a Happy New Year.




Right, that’s it, no more, not until next year at any rate.





One big thing I need to discuss is the Future Steel Forum 2023. If you turn to pages 10 and 11 of this issue you will find the first in-magazine promotion of our SEVENTH Future Steel Forum. It’s hard to believe that we’re on to our seventh successful conference, but we are and this year’s event takes place in Vienna, 21-22 September.
email address is under that image of yours truly on the left hand side of this page (and yes, I know, I need to upgrade it). I want speakers willing to make a 20-minute presentation on the relationship between digital manufacturing and decarbonization. This year’s conference will focus attention on the two big D words: digitalization and decarbonization. Can one aid the other? Let’s find out how. Not every paper will focus on this topic – there are other areas that need to be discussed too, like that of Industry 5.0. Is there such a thing? If you know the answer, drop me a line and let’s work up a presentation on the subject. I’m also looking for dicussion panelists (for the digitalization/decarbonization debate) as well as session chairs for the entire twoday event.
Matthew Moggridge Editor matthewmoggridge@quartzltd.com

Vienna is an amazing city and worth a visit. If you have a professional interest in digital manufacturing or decarbonization, please attend and/or present a paper. On the latter, the programme is currently under development and I’m looking for participants, so please get in touch (my
From a speaker perspective – or perhaps that should be ‘from a programme perspective’ – it is important that we have steelmakers speaking, mainly because this is a steel event, but we also need production technology companies, consultants and academics in the field so please get in touch and let’s make the seventh Forum the one to remember.

2 www.steeltimesint.com January/February 2023 LEADER
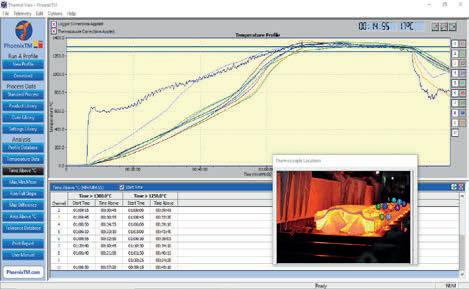
Temperature Profiling Solutions In the Steel Reheat Industry Comprehensive • Passes through furnace with Slab • Get an accurate Slab temperature profile • Measurement at up to 20 points • Live 2 way radio communications Safe • Safe system installation without production delays • Reliable protection of data logger up to 1300°C Easy • Optimise your process accurately • Validate your furnace mathematical model. PhoenixTM GmbH Germany info@phoenixtm.de PhoenixTM Ltd UK sales@phoenixtm.com PhoenixTM LLC USA info@phoenixtm.com Benefits • Optimise furnace programs • Save energy and increase production • Obtain optimal drop out temperatures • Minimise scale build up • Prevent hot roller wear & tear Where experience counts ! www.phoenixtm.com



Our innovations aiming at decarbonizing the steel industry: CO2-free steel production process Siderwin, Furnace Electrification, Carbon Capture, Heat Recovery, Jet Vapor Deposition (JVD), E-Qual® Electrical Steel Processing Technologies Technologies for cleaner and smarter steel making Innovation is part of our Group’s DNA. For over 200 years John Cockerill Industry has demonstrated its ability to think differently and its capacity of seeing things from another angle. Still today, we are combining talent and technology, history and modernity, engineering and services. Virtues that help us to accompany our steelmaking clients in their digital transformation journey and their transition to responsible, zero carbon steel making. TrainLab™ Virtual reality & immersive e-training platform for considerably improved learning retention. Follow us on johncockerill.com/industry Eagle Eye Coating® A unique and intelligent zinc coating technology. JOHN COCKERILL INDUSTRY METALS Reheating Furnaces Pickling Acid Regeneration Cold Rolling Strip Processing Automation
The Scottish Liberal Democrat party has criticised Scottish trade minister Ivan McKee after obtaining new documents about the sale of Liberty Steel’s Dalzell mills in 2016. The party claimed the documents showed ‘a cavalcade of Scottish government deception’.

Scottish National Party ministers agreed to buy the plants from Tata Steel subsidiary Longs Steel UK for £1 then ‘immediately’ sell them for £1 to metal tycoon Sanjeev Gupta’s Liberty Steel in a so-called ‘backto-back agreement’, but the plant in Motherwell, North Lanarkshire, has been under pressure as Gupta’s company, GFG Alliance, is investigated for alleged fraud.
Source: The Herald, 5 December 2022
Liberty Steel suspended production at the last operating blast furnace at its Galati plant in Romania during December to carry out a $3.92m maintenance programme. Furnace five, which last year produced 2.3Mt, will be offline until early 2023. "The timing of the programme, with steel demand across Europe impacted by macro-economic issues, will allow Galati to make the improvements to its production processes without impacting customer delivery,"

Liberty said.
Source: Argus Media, 6 December 2022
Kazakhstan’s infrastructure and industry minister, Kairbek Uskenbayev, has threatened to ban global steel giant ArcelorMittal from operating in the country after a fatal accident at a factory belonging to the Luxembourgbased company. Uskenbayev said ‘tough decisions’ were being made against the company, after a worker was killed in a factory in the Kazakh town of Termitau, and added that the government had created several commissions to study the company's safety measures.
Source: Barron’s, 8 December 2022
APOLOGY:
German steelmaker StahlHolding-Saar has announced that it has decided to invest €3.5 billion with its subsidiaries Dillinger and Saarstahl to ‘transform the industry’ in the Saarland, Germany, by enabling the production of green steel. A new production line with an electric arc furnace is planned to be built at its Völklingen site, and an electric arc furnace and direct reduced iron plant will be built at its Dillinger plant site.
Source: Steel Orbis, 6 December 2022

Swiss microtechnology company Panatère, a watch component manufacturer and steel recycling business based in Saignelégier, has announced that it will soon inaugurate its industrial solar furnace. According to the company, the pilot model will be able to melt green steel to produce components for the watchmaking, medical and aeronautical sectors. “Our material will be 100% recycled and melted using renewable energy,” stated Liselotte Thuring, project manager. Instead of sourcing recycled metal bars from China, Panatère plans to produce and use its own steel.

Source: Energy Industry Review, 7 December 2022
The World Trade Organization has found that tariffs on steel and aluminium imports that were imposed by the US under former president Donald Trump violate global trade rules. Trump had claimed national security concerns when he announced the new border taxes in 2018, sparking a wave of trade fights around the world. The


WTO rebuffed that argument, saying the duties did not come ‘at a time of war or other emergency’. The US said it stood by the tariffs, with assistant US trade representative Adam Hodge commenting that ‘the US strongly rejects the ruling and has no intention of removing the measures’.
Source: BBC, 9 December
In an article on Green Steelmaking in the November/December 2022 edition of Steel Times International, written by Myra Pinkham, Tim Landrum’s job title was printed incorrectly. We said that Tim was Accenture’s North American Lead when in fact he is really North America Metals Lead at Accenture. We apologise to Tim for this error.

4 NEWS ROUND-UP
Total Construction Supplies, a UK-based manufacturer of prefabricated reinforcement steel has invested £4m into a 220,000 sq ft facility in the Midlands, with 57 jobs created so far. The company, which was founded in 1998 by Craig Gibbons and Matthew Hague, has opened a site fitted with cutting and bending machinery, welding equipment and overhead gantry cranes. Hague said: "There's a lot of talk about the UK heading for recession, but we're not seeing this, especially with the products we supply being so important for completing infrastructure projects all over the UK’’.
Source: Insider, 12 December 2022
Russian steelmaker Severstal’s Cherepovets iron and steel plant has launched two new VR simulators in employee training. The VR system is designed for training operators of metal coating and cutting machines, simulating the process of replacing paint and varnishing, as well as metal packaging. According to Severstal, the VR space is completely consistent with the real workshop situation, which can greatly enhance the accuracy of employee operations and training efficiency.

Source: Yieh Corp Steel News, 12 December 2022
ArcelorMittal Nippon Steel India has signed a memorandum of understanding with the National Skill Development Corporation to provide digital skill training to more than 1,600 young people across India. “The initiative aims to motivate young people
Ukrainian MPs have demanded that Vladimir Lisin, the head of Russian steel giant NLMK, must be sanctioned for supplying one of Vladimir Putin’s largest tank factories. Lisin is Russia’s richest man according to Forbes magazine. He was placed on Australia’s sanctions list in April, but unlike other prominent Russian tycoons, such as Roman Abramovich and Mikhail Fridman, has so far avoided designation by the EU, US and Britain.


Source: Stuff, 13 December 2022
ArcelorMittal Poland has announced that current European market conditions mean it won't be able to restart one of its idled blast furnaces before early 2023. The Luxembourg-based steelmaker idled its number 3 blast furnace at its Dabrowa Gornicza plant in early October, citing weakened European demand for steel, slowing economic activity, high energy costs and high foreign steel imports.
Source: MarketWatch, 13 December 2022
from four states – Odisha, Chhattisgarh, Gujarat, and Maharashtra – and equip them with vocational skills that will support their ability to secure and undertake employment in roles such as IT helpdesk attendants, and data entry operators," the company said in a public statement.

Source: Mint, 16 December 2022
Tata Steel has signed a memorandum of understanding with Hockey India to become an official partner of the FIH Odisha Hockey Men's World Cup 2023. Speaking on the news, Chanakya Chaudhary, vice president, corporate services, Tata Steel, said: “As a committed and long-term patron of sports in India, Tata Steel takes pride in being associated with the Hockey Men’s World Cup once again. The state of Odisha has come to be recognised as a hub of the national sport, and Tata Steel is honoured to be part of the journey. We wish the tournament all the very best and hope it will encourage more youngsters to take up this sport in the future.”

Source: Tata Steel, 14 December 2022
Tata Steel has said that its plants in Wales will pause operations for hours at a time to reduce its load on the energy grid during periods of peak demand. In an arrangement called 'load management', Tata Steel says it responds to prices, with electricity changing hourly, and turns down or turns off some energy-intensive


production lines such as rolling mills and coating lines, during peak periods.
Source: Business Live, 16 December 2022
NEWS ROUND-UP 5
South Korean steelmaker

POSCO has resumed operations at a key steel plant after a three-month-long suspension due to a typhoon. POSCO restarted the no. 2 hotrolled steel production plant in Pohang, bringing the number of running plants to 13 out of 18 following the natural disaster, the company said in a statement. The no. 2 hotrolled steel plant processes 5Mt, or 33%, of 14.8Mt of steel products churned out at POSCO's integrated steel mill.

Source: Yonhap News Agency, 18 December 2022
Turkish special steel producer Yukselen Celik expects to increase its production capacity to 200kt/yr thanks to its investment in the Dilovası service centre, as reported by Steel Orbis. The construction of the service centre will be completed in the first half of 2023 and its commissioning is planned no later than the end of the year. Investments will amount to $7-8 million, the company said in a public statement. In 2020-2021, the company increased its capacity for the production of special value-added steel from 25kt/yr to 100kt/yr following growth in export markets.
Source: GMK Center, 16 December 2022
Tata Steel has carried out the demolition of two obsolete coke plant facilities at its Jamshedpur Works under controlled conditions. The steelmaker is replacing the existing coke ovens with ‘the latest technology and higher energy efficiency’. Sanjiv Paul, vice president, safety, health and sustainability, Tata Steel, said: "We have completed an important step of safe and controlled implosions of obsolete coke plant facilities. This is a testimony to our commitment to operational efficiency, safety, resource optimisation and sustainable growth strategy."

Source: Market Screener, 18 December 2022
Nissan Motor Co and Kobe Steel have announced that Nissan plans to use ‘Kobenable steel’ for Nissan models from January 2023 onward. With this, Nissan becomes the latest global carmaker to confirm future use of low-carbon steel. Ford, Mercedes-Benz and BMW are among the other carmakers who have already collaborated with Kobe Steel. Kobenable steel, commercialised by Kobe Steel, is claimed to significantly reduce CO2 emissions in the blast furnace process. This will be the first time Kobenable Steel will be used in massproduced vehicles.

Source: Autocar Professionals, 19 December 2022
India steelmaker Rungta Mines Limited has commissioned a wire rod mill at Chaliyama steel plant in Jharkhand. The commissioning of the wire rod mill will help Rungta Mines to ‘expand the portfolio of products and serve customers with a wide array of solutions’, the company stated. The wire rods will be available on a pan-India basis. According to the company, the sale of wire rods will be made available not only for wire rod traders but also for end users.
Source: The Avenue Mail, 19 December 2022
Australian iron ore company, Fortescue, has signed a memorandum of understanding with Austria’s only crude steel producer, voestalpine, Mitsubishi Corp and Primetals Technologies, aimed at designing and engineering an industrial-scale prototype plant with a new process for net-zero-emission ironmaking. The partners also plan to investigate the implementation and operation of the plant, which will be located in Linz, Austria.

Source: Renew Economy, 20 December 2022
Indian union minister of steel, Jyotiraditya Scindia, has stated that the Indian government is considering mandating the use of ‘green steel’ in government projects. Scindia said that emissions from the steel industry have been brought down by 15% between 2005 and 2022, with the country targeting an additional 10% reduction in emissions by 2030. Energy consumption per tonne of steel produced has also come down as well as emission intensity in terms of CO2, he added. Source: The Indian Express, 20 December 2022


6 NEWS ROUND-UP
Indian steel magnate Lakshmi Mittal was photographed with Tesla and Twitter owner Elon Musk at the FIFA World Cup 2022 final in Qatar. Also seen in the viral photograph was Jared Kushner, son-inlaw of former US President Donald Trump. Elon Musk and Lakshmi Mittal, the UKbased executive chairman of ArcelorMittal, were among a large number of high-profile spectators spotted at the footy final, which was watched by billions across the world.

Source: Money Control, 20 December 2022
Nippon Steel Corp. offered to pay as much as 136.6 billion yen ($1 billion) to take Nippon Steel Trading private. Nippon Steel, which currently owns 34.5% of Nippon Steel Trading, will eventually own 80% of the company with Mitsui & Co. holding 20% if the deal succeeds and the company is delisted, according to a publicly released statement.
Source: Bloomberg, 21 December 2022
Ukraine’s Ferrexpo, one of the world’s biggest producers of iron ore pellets, has announced that improvements in its power supplies has allowed it to reopen one of its production lines. Russian targeting of Ukraine’s energy grid with missile strikes has caused widespread disruption, and transport logistics have also been complicated by the war. The London-listed company is one of the biggest employers in central Ukraine, with around 10,000 employees. Alongside use of stockpiles, the restoration of production means Ferrexpo will be able to meet the requirements of existing customer contracts. At full capacity, it has four pellet production lines.

Source: yahoo!finance, 21 December 2022
The UK's Trade Remedies Authority (TRA) has proposed that a countervailing measure on imports of stainless-steel bars and rods from India be revoked. Countervailing measures are put in place to offset imports being sold at unfair prices due to government subsidies in their country of origin. The TRA set out in its Statements of Essential Facts that revoking the measure would be unlikely to cause injury to the UK industry.
Source: Outlook, 22 December 2022
Baowu Steel, the world's largest steelmaker, has been issued approval by Chinese authorities for its takeover of Sinosteel Group, a stateowned mining enterprise. The absorption, announced by China's state-owned Assets Supervision and Administration Commission, represents the latest in a series of purchases by Baowu Steel.


Source: Nikkei Asia, 22 December 2022
A stainless-steel sculpture representing a willow tree is to be installed in Sheffield, UK, as a permanent memorial to the Covid pandemic. Artist George King's design was chosen out of 14 entries after Sheffield City Council asked for submissions. The city centre sculpture would be a ‘meaningful, long-lasting and creative’ tribute to those who died, as well as to key workers, the council said. The memorial is due to be installed in spring next year.
Source: BBC, 22 December 2022
The Netherlands public prosecution department has said Tata Steel IJmuiden should be fined €100,000 for five different infringements of environmental rules between 2018 and 2021. In two cases, the company discharged ‘graphite dust’ into the atmosphere, which led in one instance to black snow falling

in the surrounding area. In one case, the company dumped waste into the water supply and in two others, experiments with cooling coal waste with water broke environmental guidelines, the public prosecutor said.
Source: Dutch News, 22 December 2022

www.steeltimesint.com January/February 2023 NEWS
ROUND-UP
7
Hoa Phat Group, a major Vietnamese steel manufacturer, has inked a contract to export 10kt of wire rod steel to Europe – the firstever order of Vietnamese steel bound for the continent – and plans to export the products to Cambodia. The contract is expected to unlock a ‘new, potentially lucrative market’ for Vietnamese steel products. According to a representative of Hoa Phat Hung Yen Steel Co. Ltd., a subsidiary of Hoa Phat Group, the low-carbon wire rod batch is expected to be delivered to the European buyer in February 2023.

Source: Khmer Times, 26 December 2022
CSN Mineração, the second largest exporter of iron ore in Brazil, has signed a contract for the purchase and sale of iron ore with Swiss trading company Glencore. According to the document filed with the Securities and Exchange Commission, the project foresees an export prepayment of up to a maximum value of $500 million. With the investment, the company looks to increase its own production and the purchase of iron ore from third parties from 34Mt in 2022 to 68Mt in 2027.

Source: Mining.com, 27 December 2022
International gas and technology supplier Air Liquide has recently inaugurated a four-kilometrelong pipeline that connects the Duisburg steel mill run by Thyssenkrupp Steel Europe with the French company’s hydrogen network in the Ruhr district of North Rhine-Westphalia, Western Germany. "The pipeline will enable climate-friendly hydrogen to be delivered to us from 2024 onward. We will need it for research and simulation purposes and then, most importantly, to power our first direct reduction plant," said Bernhard Osburg, CEO of Thyssenkrupp Steel.

Source: Renewables Now, 28 December 2022
Two motorists escaped serious injuries near Connecticut, USA, after colliding with a steel guardrail that impaled their car on 26 December – Boxing Day. Footage posted by the local fire rescue service showed the guardrail stuck between the passenger seats of the car following the single-vehicle accident, and debris strewn across the interstate. “Miraculously the occupants suffered only minor injuries and were transported to a local hospital with fire department paramedics,” a public statement read.
Source: yahoo!news, 28 December 2022

Kezad Group, a subsidiary of AD Ports Group, which operates industrial cities and free zones in Abu Dhabi, has signed a preliminary agreement with Dana Steel for the establishment of a new steel plant in Abu Dhabi

as the region focuses on boosting its manufacturing sector. As part of the agreement, Dana Steel will develop a 50,000-squaremetre hot and cold rolling steel complex that will help the company to increase its
manufacturing capacity in the GCC and replace imported raw materials with a new ‘made in UAE’ supply, AD Ports announced.
Source: The National News, 30 December 2022
The UK Ministry of Defence has announced the delivery of over 1,000 metal detector systems and 100 bomb defusing kits to Ukraine. The detector systems have been donated to enhance the capabilities of the Ukrainian forces to de-arm unexploded ordnance and ensure the safety of civilian homes and different infrastructures across the country. UK defence secretary Ben Wallace said: “Russia’s use of landmines and targeting of civilian infrastructure underline the shocking cruelty of Putin’s invasion. This latest package of UK support will help Ukraine safely clear land and buildings as it reclaims its rightful territory.”
Source: Army Technology, 2 January 2022

www.steeltimesint.com January/February 2023 8 NEWS ROUND-UP
ORANGE IS THE NEW GREEN. REDEFINING SUSTAINABLE METALS PRODUCTION

As the metals industry transforms in pursuit of green steel, the future of sustainability demands pioneers and leaders with vision, courage, and a willingness to push the boundaries of innovation and eco-friendly metals production. Primetals Technologies is redefining sustainable metals production.
We’re making orange the new green.
LEARN MORE
AT METEC 2023 primetals.com
FUTURE STEEL FORUM
VIENNA, AUSTRIA


DIGITALIZATION AND
The Future Steel Forum, now in its SEVENTH successful year, is heading for Vienna in September to examine the important relationship between digital manufacturing and the decarbonization of the steelmaking process. Come and listen to experts from the two most important areas of global steelmaking at present. This is a must-attend conference for anybody with an interest in the fast-developing world of Industry 4.0 technologies and those responsible for sustainable steel manufacturing.

SEPTEMBER
2023
2023
www.FutureSteelForum.com @Future_Steel Join our Future
Steel Forum Group
DECARBONIZATION
HAVE SOMETHING TO SAY AND WANT TO CONTRIBUTE?
We are now accepting abstracts for The Future Steel Forum. If you'd like to be a part of this event as a speaker, please contact Matthew Moggridge now on matthewmoggridge@quartzltd.com
SPONSOR OR EXHIBIT

To discuss any sponsorship opportunities or exhibition enquires, please contact Paul Rossage now on paulrossage@quartzltd.com
Sponsored by O cial Media Partner
To be the first to hear when registration opens for the Future Steel Forum event in Vienna, please scan this QR code
Organised by
Since 1866
BUSINESS MEDIA LTD

Locking horns with the WTO
THE ruling by the World Trade Organisation (WTO) that the tariffs imposed in 2018 by former US president Donald Trump against imports of foreign steel and aluminium violated global trade rules, did not seem to bother the administration of President Joe Biden, which had, by and large, continued with Trump’s tariffs. However, the Biden administration imposed tariff-free quotas, instead of tariffs, for certain countries with which it has special ties.
The tariffs of 25% and 10% on foreign steel and aluminium respectively had angered America’s allies, including the European Union and Japan, particularly because Trump had invoked a scarcelyused provision of US trade law, declaring imported steel and aluminium as a threat to US national security under Section 232 of the Trade Expansion Act of 1962.
China, the world’s largest steel-producing nation whose steel exports to the US were affected, had, along with other countries, challenged the tariffs at the WTO.
The WTO maintained, in its ruling, that it was ‘not persuaded’ that the US had faced ‘an emergency in international relations’ to justify the tariffs. The WTO rejected the USA’s argument of imposing the tariffs for national security reasons, saying the duties did not come ‘at a time of war or other emergency’.
But, the WTO’s ruling is unlikely to be of any impact at this point. Indeed, if the US does appeal against the WTO ruling, the matter will not be moved ahead,
considering that the WTO’s Appellate Body has not functioned for three years since the US blocked the appointment of new judges in the body.
Also, the Biden administration has gained confidence after reaching agreements with its main trading partners – the European Union, Japan and the UK – to practically drop the tariffs and substitute them with import quotas, exempting them from the levies. The trading partners, in return, dropped their retaliatory tariffs against the US.
The Biden administration has in fact taken a jibe at the WTO. “The United States strongly rejects the flawed interpretation and conclusions,’’ said Adam Hodge, spokesman for the Office of the US Trade Representative. “The United States has held the clear and unequivocal position, for over 70 years, that issues of national security cannot be reviewed in WTO dispute settlement,’’ Hodge continued, adding that the WTO had no authority ‘to second guess the national security decisions of member countries’.
However, Hodge emphasized that the Biden administration was committed to preserving US national interest by ensuring the long-term viability of the US steel and aluminium industries, adding that the reports ‘only reinforce the need to fundamentally reform the WTO dispute settlement system’.

Experts believe that the Biden administration is trying to strike a balance
between the US trading partners who were unhappy with Trump’s ‘America first’ trade policies, and retaining tariffs that are popular among many US steel and aluminium producers and their workers.
The WTO ruling against the tariffs, however, did not surprise some steelconsuming industries. There had been criticism from some quarters that the tariffs were protectionist and even though the US decision to impose tariffs for national security reasons was a sovereign one, the WTO did not agree with the logic behind the US decision.
Apparently, seeing its argument vindicated by the WTO ruling, China reacted in a statement saying that it hoped that the US would respect the ruling and correct its policies while Switzerland, which along with Norway had contested the tariffs, said that the WTO report only confirmed that countries enjoyed broad discretion to protect security interests –‘provided they meet certain minimum requirements’. Norway had contended that it had contested the US tariffs at the WTO ‘to prevent protectionism … so that the rules-based, multi-lateral trading system is not undermined’.
The US trade representative’s office sent a proposal to the EU outlining a new plan to shape the global steel and aluminium market, with the goal of promoting trade in metals that are produced in ways that minimize carbon emissions and impose tariffs on metals that are deemed to cause
13 www.steeltimesint.com January/February 2023
* US correspondent, New York
USA UPDATE
The World Trade Organisation’s recent ruling claims that tariffs imposed by the USA in 2018 ‘violate’ global trade rules, which the US government has firmly rejected, despite previous criticism from its trading partners. By Manik Mehta*
too much pollution. Details of enforcing such a plan were not publicized at the time of writing this update.
Reacting to the WTO ruling on US tariffs, which were widely supported by US steel producers, the American Iron and Steel Institute (AISI) president and CEO Kevin Dempsey, rejected the WTO dispute panel’s ruling, saying that it had ‘once again gone beyond its mandate’.
Dempsey said: “The tariffs and quotas on steel were instituted by the President following a determination by the Secretary of Commerce that high levels of steel imports and continuing global excess capacity in steel threatened to impair US national security as defined in section 232 of the Trade Expansion Act of 1962. The WTO has no authority to second guess the US government on matters of our national security. This decision highlights once again why significant and systemic reform of the WTO dispute settlement system is essential to ensure that all WTO members’ rights are fully protected.”

Dempsey further argued: “The Section 232 programme on steel has worked to reduce the repeated surges in imports that threatened the health of the American steel industry. It also has incentivized new capital spending by US steelmakers, with investments of more than $22 billion in new, expanded or restarted production since March 2018. Unfortunately, the global steel overcapacity crisis continues to plague steelmakers worldwide, with excess capacity estimated to exceed 562Mt in 2022, more than six times total steel production in the United States.”
Dempsey said that many countries continued to increase their steel capacity. For example, cross-border investments into Southeast Asia, including many incentivized through China’s Belt and Road Initiative, will add over 90Mt of new, export-oriented
steelmaking capacity in that region alone over the next few years. “Given these facts, we believe the Section 232 measures on steel remain critically important for US national security. AISI strongly urges the Biden administration to maintain the Section 232 programme in steel and disregard this erroneous decision.”
An issue which is raising the American consciousness is climate change and the need to reduce pollutants in the environment to improve the quality of life.
The Biden administration recently proposed that the EU establish an international consortium dedicated to promoting trade in metals produced with less carbon emissions while imposing tariffs on steel and aluminium supplied by China and other polluting countries.

The proposal, drafted in a document prepared by the Office of the US Trade Representative, provides an unprecedented model of trade co-operation which the US sees as a focal point of its approach to trade policy. The concept of such a consortium, which the Americans see as a Global Arrangement on Sustainable Steel and Aluminium (GASSA), would have
the weight of the huge American and European markets aimed at strengthening domestic industries, reducing stress on the environment and minimizing climate change impact. Tariffs would be used by the participating countries against metals whose production causes environmental harm. Experts say that the tariffs would be imposed against metals exported by China and other countries which are not in the group, while those in the group would have favourable trade terms for metals –particularly steel and aluminium.
Indeed, to become part of the arrangement, countries would have to ensure that their steel and aluminium industries comply with certain emission standards. Governments wanting to join would also have to commit to not engaging in over-production of steel and aluminium which have pushed down global metal prices and limiting activity by state-owned enterprises through which subsidies are passed. The US and European Union have been negotiating a climate-specific deal for the steel and aluminium industries since 2021.
Meanwhile, Nucor Corp has made an equity investment in a start-up company developing a process that can produce iron from low-grade ores and renewable electricity. Without giving details about the investment, Nucor said that the process being developed by the Colorado-based Electra had the ‘potential to be a gamechanger’. Indeed, Nucor chairman/CEO Leon Topalian said that ‘we are excited to partner with Electra and its revolutionary process to produce emission-free iron’.
The transformative technology ‘… could change the steel industry as we know it’, he claimed. �
www.steeltimesint.com January/February 2023 USA UPDATE 14













LINEAR POSITION SOLUTIONS FOR STEEL APPLICATIONS ABSOLUTE POSITION SENSORS WITH INDEPENDENT DETACHED ELECTRONICS Highest performance with Industry 4.0 and 85 ºC (185 ºF) Higher temperatures up to +105 °C (+221 °F) temposonics.com | info.us@temposonics.com | 800 633 7609 MTS Systems Corporation, Sensors Division • 3001 Sheldon Drive Cary, NC www.mtssensors.com/industrial Temposonics® Magnetostrictive Linear Position Sensors SOLUTIONS FOR HIGH TEMPERATURE APPLICATIONS Absolute Position Sensors with Independent Detached Electronics Accurate Measurement | Varied Operating Temperatures up to +105 °C (+221 °F) Contact applications support at 1-800-633-7609 / sensorsinfo@mts.com Model RD4 Model GBS Model ET V

Brazil and decarbonization

Wieland Gurlit, senior partner at McKinsey’s office in São Paulo, delivered an interesting presentation entitled: ‘Brazil: a potential leader in the decarbonisation of the iron and steel industry’ at ABM Week, a conference organised by the Brazilian Metallurgical Association (ABM) that was held in June 2022. This article is a recapitulation of the aforementioned presentation. By Germano Mendes de Paula*
GURLIT’S approach was divided into three parts:
a) Why is decarbonisation of the steel industry important?
b) Which are the fundamental decarbonisation alternatives?
c) How can Brazil become a leader in decarbonising the steel industry?
Regarding the last question, he paid attention to two issues – biocarbon and green pig iron; green H2 to green HBI –which are also the focus of this article.
Biocarbon in Brazil
Considering specifically the Brazilian industry, McKinsey stated that biocarbon of the future will be very different from the charcoal of the guseiros (the independent pig iron producers, which rely upon charcoal blast furnaces and consumption of mini-lump iron ore). Fig 1 shows that the guseiros’ model is dependent on eucalyptus of sometimes non-traceable
and uncertified origins. In addition, this business format has four disadvantages: a) it generates significant greenhouse gas (GHG) emissions in the form of methane in the carbonisation process; b) it has low yield and no by-products; c) it consumes poor-quality charcoal; d) it does not allow for appropriating economies of scale, as the typical blast furnace varies from 50 to 150kt/yr nominal capacity.
The second option regarding biocarbon in the Brazilian steel industry, analysed by McKinsey, was called the ‘optimised charcoal blast furnace model’, which refers to charcoal integrated mills, such as Vallourec and Aperam. In this system, 100% of the eucalyptus comes from replanted and certified forests. In contrast to guseiros, it consumes high-quality charcoal and pellet. Charcoal production can generate valuable by-products and no GHG emissions, while the blast furnaces generate a comparatively higher yield. The blast furnace’s size is
around 300-500kt/yr installed capacity. The consultancy firm believes that it is a feasible solution for Brazil in the age of steel decarbonisation.
The third and final alternative concerning Brazilian steel based on biocarbon was described as the ‘scalable metallurgic biocarbon model’. Biomass feedstock will utilise replanted and certified eucalyptus, agricultural and forestry residuals. This model will employ emerging technologies such as Tecnored or Perpetual Next horizontal kilns. It might offer two advantages: a) the fabrication of valuable by-products; b) the production of charcoal fines, to be briquetted into a product with higher strength and density rather than charcoal. Such inputs can be consumed both in the Tecnored (or similar plant) ironmaking equipment and as a PCI substitute in a coke integrated mill. In Gurlit’s opinion, this third model has potential to be a global solution.
* Professor in Economics, Federal University of Uberlândia, Brazil. E-mail: germano@ufu.br
17 www.steeltimesint.com January/February 2023
LATIN AMERICA UPDATE

Fig 1
McKinsey also considers that the combination of biocarbon and carbon capture, utilisation and storage (CCUS) could lead to steel production even with a negative carbon footprint. The use of biocarbon in the sintering plant and in the blast furnace (by maximising fine injection up to 180 kt/ton and by substituting PCI) could reduce by 0.75t GHG/t crude steel, or roughly 35% of the specific generation of emissions from coke integrated mills.


As CCUS could capture 1.68t GHG/t crude steel, the outcome would reach a negative 0.43t GHG/t crude steel.
Gurlit believes that biocarbon could become an attractive complement to steel decarbonisation. He stressed that none of the emerging technologies alone will enable a global net-zero steel industry by 2050. In fact, all of them will need to be employed in combination. Nevertheless, biocarbon needs to improve its perception in the eyes of regulators and the scientific community. At least two problems should be overcome: a) the scepticism about achieving scalability with sustainability; b) the hypothesis that large scale biocarbon production would displace food production. Summing up, biocarbon is an interesting alternative for the decarbonisation of the steel industry, mainly in Brazil, but its future performance might face some relevant concerns.
Exports of H2-based HBI
A second good opportunity for the Brazilian steel industry, derived from the need to decarbonize, refers to export H2-based HBI, mainly to Europe. Gurlit said that green hydrogen will be in short supply in Europe
over the next decades. Taking Germany as an example, he estimates that demand for green H2 will amplify from 1.5Mt in 2020 to 3.4Mt in 2030 and even to 6.9Mt in 2040. Meanwhile, the respective supply will expand from zero to 1.7Mt and to 3.2Mt.
Brazil can fill the gap left by the shortage of green H2 in Europe, because the availability of competitive renewable energies puts the country among the most competitive green H2 players in the world. However, it will be quite expensive to transport H2 from Brazil to Germany. McKinsey estimates that the cost to produce green H2 in Brazil as of 2040 will be $1.20/ kg, but the ammonia costs will add $0.88/ kg and the transportation costs (including shipping and cracking) another $1.34/kg. Bearing this context in mind, the possibility to export H2-based HBI from
Brazil to Europe seems more economical. To reach such a conclusion, McKinsey assumes the following assumptions:
• Raw materials and freight: last two years’ on average;
• Electricity costs ($/MWh): Europe ($37) x Brazil ($23);
• H2 cost of production ($/kg): Europe ($2.4) x Brazil ($1.7);
• H2 transport via ammonification route from Brazil to the European Union ($/kg H2): $2.1;
• Carbon price (€ CO2eq/t): $85;
• Exchange rate ($/€): $1.2.
Fig 2 demonstrates that using the technological route consisting of H2DRI /Submerged Arc Furnace (SAF)/BOF, the landed cost to produce slabs (fully verticalised in Europe) will be equivalent to $595/t in 2030. However, by fabricating HBI in Europe, but importing H2 from Brazil, the result will be $670/t. Considering the possibility of producing H2-DRI in Brazil and exporting it to Europe, the total costs will reach $565/t. Moreover, if only the rolling activities will be performed in Europe, the costs will be $521/t. Consequently, it will be viable to export slabs and H2DRI, but not H2 properly. Similar exercises and conclusions, using the H2-DRI / EAF technological route, are shown in Fig 2
McKinsey has a positive view of the Brazilian steel value chain under the huge challenges that the global industry will face due to decarbonisation.
Biocarbon, which is a peculiarity of the country’s steel sector, and H2-DRI can be valuable assets during the future transformational changes. �
19 www.steeltimesint.com January/February 2023
Fig
LATIN AMERICA UPDATE
2
From imports to exports
Despite being the second largest crude steel producer, India has struggled to raise its exports, relying on the imports of speciality steel from other markets. With new schemes in place, the Indian government is hoping to drive self-reliance, and increase capacity. By Dilip Kumar Jha*

AFTER attaining the status of the world’s second largest crude steel producer, India is now focusing on achieving Aatmanirbhar (self-reliance) in specialty steel in the next few years. The Indian government has been making all possible efforts to attract investment in this highly remunerative sector with little success so far. But, the government is looking now to turn the tide with favourable policy support to make India a large specialty steel exporter in the years to come.
Despite having achieved 154Mt of crude steel production capacity, claiming the world’s second largest crude steel producer’s slot, (only after China which contributes nearly 57% of world output) India continues to remain highly dependent on imports of specialty steel from countries including South Korea and Japan to the
Year-wise incentive outlays (all product categories)
Financial year (April-March)
Amount (INR billion)
2024-25 7.75 2025-26 10.88 2026-27 13.94 2027-28 13.77 2028-29 12.93 2029-30 2.22 2030-31 1.73
Source: Ministry of Steel, Government of India
Product category-wise incentive outlays
Particulars

Amount (INR billion)
Coated/plated steel products 25.05
High strength/wear resistant steel 19.20
Specialty rail 2.09
Alloy steel products and steel wires 8.52
Electrical steel 8.09
Source: Ministry of Steel, Government of India
India correspondent
www.steeltimesint.com January/February 2023 INDIA UPDATE 20 *
tune of up to 4Mt, nearly two-thirds of all types of annual steel import of 6.7Mt. India currently produces nearly 18Mt of specialty steel against the annual consumption of around 22Mt. But, the trend is now set to change as the union government plans to bring down overseas dependence in specialty steel and thus foreign exchange outgoings of over $4 billion (INR 300 billion).
Production-linked incentive scheme
In an endeavour to attract capital investment, generate employment, promote technology up-gradation in the steel sector, and eventually bring down imports, the government of India introduced a production-linked incentive (PLI) scheme with a total capital outlay of INR 63.22 billion, which initially received a lukewarm response. Launched at first for five years, the PLI scheme was expanded to last another two years. Later, domestic producers were encouraged to participate in this highly remunerative specialty steel production. Five product categories were primarily covered under this scheme which includes coated/plated steel products, high strength/wear resistant steel, specialty rails, alloy steel products and steel wires, and electrical steel, as well as 19 sub-categories.
All these product categories and subcategories contribute a mere 8% of India’s existing domestic annual steel production
of 102Mt. By launching the PLI scheme in the specialty sector, the government intends to become self-sufficient in specialty steel production and move up higher on the steel value chain to be at par with advanced steelmaking countries like Japan and South Korea. Additionally, the Indian government also aims to expand exports of specialty steel to 5.5Mt by 2026-27, and consequently refuel India’s forex reserves by approximately $4.43 billion (INR 330 billion).

Encouraging response
After repeated extensions in deadline, the government finally received an encouraging response from existing and potential new steel producers. A total of 79 applications from 35 small and large steel-making companies were received with a total investment commitment of INR 460 billion to set up 28Mt of additional specialty steel production by 2030. However, out of the 79 applications, only 67 applications from 30 companies were selected, with a total committed capital outlay of INR 425 billion to set up 26Mt of new greenfield and brownfield production. Selected companies have committed 70,000 new job opportunities.

Bimlendra Jha, managing director, Jindal Steel and Power Ltd (JSPL), said that his company has committed an investment of INR 79.30 billion to manufacture eight
types of high-end alloy steel in India. JSPL is one of the qualifiers of the PLI scheme and now aims to increase the output of value-added steel using new age technologies in the Indian steel sector. JSPL along with its subsidiary Jindal Steel Odisha has submitted the highest number of entries to manufacture specialty steel products such as HR coil, sheets and plates, and API graded products used in sectors like oil and gas. Further, the company also plans to manufacture high tensile sheets under the PLI scheme which are used in structural grade fabrication and the automobile industry. JSPL has also identified auto-grade steel AHSS and cold rolled and coated products for use in the auto sector, as well as tin mill products for use in the tin and food processing industry. For application in white goods, and auto and roofing segments, JSPL group plans to manufacture coated/plated products of metallic/non-metallic alloys, colour coated, and aluminium (Al)- zinc (Zn) coated (galvalume) grades.
Similarly, Tata Steel has submitted bids to manufacture seven types of specialty steel products, while JSW Steel applied for six categories. The official documents submitted to the government reveal that ArcelorMittal Nippon Steel India has also submitted four entries, while the Indian government-owned Steel Authority of India Ltd (SAIL) submitted the least number of applications for just two specialty steel categories.
Conclusion
Specialty steel is a value-added variety wherein normal finished steel is worked upon by way of coating, plating, and heat treatment to convert into high value-added steel for use in various strategic sectors such as defence, space, power, and automobiles, among others. The price of specialty steel is increased in proportion to the additional
efforts made to produce such high-end products. With this, India is on course to become a net exporter of specialty steel in the next four to five years.
21 www.steeltimesint.com INDIA UPDATE
January/February 2023
Proven solutions for carbon capture

Ready to invest in carbon capture? Munters has the expertise and equipment to support your project. We have decades of experience in Mass Transfer and Mist Elimination – Clean technologies that are essential to any successful carbon capture project, no matter the industry. You can count on Munters proven solutions to support your carbon capture project.
Clean technologies by Munters
Learn more at www.munters.com/cleantechnologies
The gold standard?
The ResponsibleSteel Standard does not say no to new blast furnaces or ban the use of coal. The aim is not to tell companies how to make their steel, but rather to set a standard to reduce the impacts of their production processes – and that requires that all certified steel must have lower than average emissions for given inputs and production systems… and then to improve on that.
IN the small town of Lulea in northern Sweden, they are reinventing how we make one of the most common materials in the modern world. The process of manufacturing steel being pioneered there may rescue the metal alloy from its growing reputation as an environmental pariah, responsible for approaching a 10th of the annual emissions of gases causing climate change. For the pilot plant on the shores of the Baltic Sea does away with the coal-guzzling blast furnace, one of the foremost technologies of the industrial age, and replaces it with a system that employs hydrogen, made using water and wind power.
Hydrogen Breakthrough Ironmaking
Technology (HYBRIT) is a collaboration between the Swedish government and the country’s biggest steel, iron-mining, power, and car-manufacturing companies. It currently produces one tonne of steel per hour, some of which has gone into Volvo vehicles rolling off the production line during 2022. But by 2026, a commercialscale plant should be turning out more than a million tonnes of ‘green steel’ a year. And by 2050, its backers believe the technology could be making most of the world’s primary steel and cutting the industry’s carbon dioxide (CO2) emissions by more than 90%.
But HYBRIT, like other technologies now being developed to decarbonize steel
making, is currently costly. It adds about $300 to the price of a car. So, are there enough makers and consumers of steel products willing to pay this green premium? Or are governments willing to subsidize it or regulate to require it? If there are, then how can manufacturers effectively brand and certify their green-steel products – and give the financiers who must bankroll the trillion-dollar industrial transition confidence they will get returns on their investment?
Setting the standard
At ResponsibleSteel, we believe we have the answer. Set up seven years ago by steel makers and civil-society activists as an independent body, we have devised an

DECARBONIZATION 23 www.steeltimesint.com January/February 2023
international climate, environmental, social and governance standard for steel that we believe can drive the market, while making it transparent, honest and verifiable.

Steel making is the largest materials industry in the global economy. Nothing else matches steel’s combination of strength, durability and low cost, for building bridges and skyscrapers, pipelines and railway tracks, ships and automobiles, stadiums and wind turbines, consumer goods and the machines that make them. Developed countries typically have around 10 tonnes of steel in use for every man, woman and child. Around two billion tonnes more is manufactured worldwide every year.
Steel builds big. The 163-storey Burj Tower in Dubai contains 31kt of the stuff; the Beijing ‘bird’s nest’ Olympic Stadium 42kt; and the Sydney Harbour Bridge weighs in at 53kt. Yet such statistics are dwarfed by the steel content of the world’s motor vehicles. More than a billion tonnes

of steel is driving around the world’s roads every day.
But there is a downside. The production of steel is a prodigious source of the CO2 emissions warming the atmosphere. It is responsible for around 3.7 billion tonnes annually, according to the International Energy Agency (IEA). This is due primarily to its reliance on coal, the dirtiest fossil fuel, as both a fuel and a feedstock.
How steel is made
Chemically, iron ore comprises various oxides of iron. So to make steel, it has first to be stripped of its oxygen atoms. This is done by mixing the ore with coke in a
Not all steel comes from blast furnaces. Increasingly, the world is recycling scrapped steel. This does not require carbon to remove the oxygen. It can be done by melting scrap in electric-arc furnaces. Rather than coal, these furnaces require lots of electricity. So the overall carbon footprint of the process depends on how that electricity is generated in the power station. Generally, that fuel is still coal or natural gas, resulting in worldwide average emissions for electricarc furnace production of 0.6 tonnes of CO2 per tonne of output. But emissions can be much less if the electricity comes from low-carbon sources, such as wind turbines, solar panels, hydroelectric dams or nuclear
blast furnace. Coke is made from a very hard form of coal known as metallurgical (as opposed to thermal) coal. When this is burned, it creates the high temperatures needed to melt the iron ore and release its oxygen, which is captured by the carbon in the coal. The resulting ‘pig iron’ falls out to the bottom of the furnace, from where it is further refined to make steel. But the other output of the process is carbon dioxide. The production of a typical tonne of steel made in a blast furnace typically emits around 2.3 tonnes of CO2
reactors.
While some 85% of the world’s steel scrap does get recycled, this cannot meet rising global demand for steel, which has doubled in the past two decades. More than two-thirds of demand is met with primary steel from blast furnaces, making steel responsible for some 11% of global CO2 emissions and 8% of all greenhouse gas emissions. With blast furnaces making up more than three-quarters of new steel-making capacity currently under construction (India’s production is set to more than double by 2030, for example), the industry’s outsized contribution to climate change seems set to rise further –especially as other industries decarbonize.
This cannot go on. The IEA says that if the international community is to meet its pledges to limit warming to near 1.5 degrees C, the steel industry needs to reduce its CO2 emissions by more than 90% by 2050. Time is short, warns SteelZero, a Climate Group initiative run in partnership with ResponsibleSteel with a focus on scaling demand for net-zero steel

DECARBONIZATION 24 www.steeltimesint.com
by mobilising quantified and timebound public commitments from private sector steel buyers, under which steel purchasers promise to achieve 100% net-zero steel sourcing by 2050. It says that to be on track will require ‘substantial emissions reductions within this decade.’
Rising quantities of scrap


There is good news for the long term. The carbon intensity of steel production should fall as rising quantities of scrap become available to make new products. But the long lifetime of many steel products, especially in construction, means that in most countries supply will continue to lag many decades behind demand, says ResponsibleSteel co-founder Matthew Wenban-Smith, who led on the greenhouse gas requirements of the new ResponsibleSteel International Standard V2.0.
“To achieve net-zero steel, we will have to use steel efficiently, and maximize the recovery and recycling of scrap. But that is not enough,” he says. Even on optimistic assessments, there won’t be enough scrap to be the key to decarbonizing steel making for at least half a century, even if every electric-arc furnace runs on renewable energy. So the industry urgently needs other solutions. “We need to produce net-zero steel from iron ore – and at scale.”
Enter ResponsibleSteel. Our organization was set up in 2015 by veterans of past green business certification systems such as the Forest Stewardship Council (FSC), to stimulate this process. Co-founder Francis Sullivan, today calls ResponsibleSteel ‘a coalition of the willing.’ We had initial funding from ArcelorMittal, the world’s second-largest steel producer, and Australia’s BlueScope Steel, and today our

membership is responsible for around 13% of the global industry.
Under ResponsibleSteel’s membership rules, steel makers must submit at least one production site for certification to an entry-level standard, which also means committing their business to working towards near-zero emissions, explains Thuong Bui, standard and assurance director at ResponsibleSteel. By late 2022, 53 sites had been certified across five continents, collectively producing over 100Mt of steel per year. A further 15 site audits are in the pipeline, Bui explains.
The universal standard? ResponsibleSteel has enthusiastic NGO members, too. “We think it is going to be the universal standard,” says Reecha Upadhyay of Climate Catalyst, which campaigns on green steel. “We tell
for making greener steel is not ready yet, so it intends to reline an existing blast furnace at its giant ResponsibleSteel-certified Port Kembla plant, to come into operation between 2026 and 2030.
The company says this does not undermine its environmental credentials. It has committed to reducing the carbon intensity of its steel making operations by 12% between 2018 and 2030, and the relining will help achieve that. It is also expanding scrap recycling at its operation in the United States and partnering with Shell and Rio Tinto to develop greener steel making technologies, which it says it will adopt swiftly as they become commercially available and as markets open up for green steel.
The stakes are high. Blast furnaces last many decades and generally need their interior brickwork replaced every 15 to 20
governments and others considering devising their own standards: don’t spend years reinventing this. The work is done. Look no further.” But it is early days for delivery, she says. “None of the certified sites yet have clear financed pathways and action plans to achieve near-zero.”
That is hardly surprising. The transformation will be expensive. Companies considering the necessary investment fear greener, more expensive products will lose out to cheaper and dirtier competitors. But on the other hand, if markets start demanding certified green steel at scale, first movers may have an advantage, as slow adopters find themselves with shrinking markets and stranded assets.
One company on the cusp of such a decision is ResponsibleSteel founder BlueScope. It says the alternative technology
years, at a cost of hundreds of millions of dollars. Under business-as-usual, half of all steel plants globally are due for this relining before 2030. The Global Energy Monitor,
DECARBONIZATION 25 www.steeltimesint.com January/February 2023
BOX ONE – GREENHOUSE GASES
GRAPH PRODUCED BY RESPONSIBLESTEEL AND STEELZERO

ResponsibleSteel’s certification system is evolving. On 14 September 2022, initial requirements for the certification of production sites were extended, following an extensive consultation. The new International Standard V2.0 sets additional tougher requirements for certifying steel, allowing steel makers that meet these to make enhanced claims to their customers.
Under the system, sites can be certified at four levels of emissions of greenhouse gases (not just CO2) of increasing strictness. To meet Level 1, the entry level for initial steel certification, producers must be better than the current average for the proportion of scrap in their feedstock. Where there is no scrap, that average is the greenhouse gas equivalent of 2.8 tonnes of CO2 per tonne of steel. It declines on a sliding scale as more scrap becomes part of the mix, to 0.35 tonnes for 100% scrap.
Level 1 is intended to be temporary. As Smith of Mighty Earth puts it: “We need to get rid of Level 1 as soon as possible. Better than average is not compliant with Paris.” Level 2 requires emissions a quarter below the current average. Levels 3 and 4 are tougher again, with Level 4 requiring emissions below 0.4 tonnes of CO2 per tonne of steel for no scrap, and below 0.05 tonnes for all scrap. The level will allow those who achieve it to claim “near-zero” emissions.
Certification requires companies to track and publish updates on their progress to reducing site emissions and on their current performance to produce certified steel. ResponsibleSteel does not currently set a timetable for companies to graduate through the levels. But Climate Catalyst says they should aim to hit Level 2 by 2030, Level 3 by 2040 and Level 4 by 2050. “It’s going to take a massive effort to get to Level 4 by 2050,” says Heaton. “But that’s what we have to aim for.”
time. If we all can be clear and consistent on that, the market can really drive change. Our aim is to work with the market to create those signals to drive that change.”
ResponsibleSteel avoids being technically prescriptive. The ResponsibleSteel Standard does not, as some NGO activists propose, say ‘no new blast furnaces’ or ‘banish coal now’. “Our position is not to tell companies how to make their steel, but to set a standard to reduce the impacts, however, they make it,” says Heaton. Initially, that requires all certified steel to have lower than average emissions for given inputs and production systems. And then to improve on that.
Critical here is the proportion of scrap used in production. This is by far the biggest determinant of emissions, but one over which a shortage of supply means many producers have little control. So ResponsibleSteel’s emission standard has a sliding scale from where no scrap goes into production and higher emissions are allowed, to 100% scrap where the required levels are much lower (See Box 1).
The purpose of this approach is partly to maximize industry buy-in and kickstart the industry towards low-carbon. But partly also because it makes no sense to set a standard that stimulates a rush for scrap when there is only a limited supply. That may help green the output of downstream companies that can afford to pay the most and corner the market in scrap, but it would penalize others, especially in developing countries with little scrap available. “It would be a beggar-myneighbour strategy,” says Heaton.
an independent think tank, reckons that the steel sector could spend $70 billion on blast furnaces in the next few years, which it estimates would lock in the future emissions of some 65 billion tonnes of CO2
Surging demand
Annie Heaton, CEO at ResponsibleSteel, expects that demand for decarbonized steel will surge with the first ResponsibleSteel
certification of steel, due in 2023, and with the growing influence of SteelZero among steel purchasers. “We believe buyers will compete to be responsible,” she says. “Our view is that the market will reward the right thing if the conditions are there. The big question for both private and public sector procurement teams has been how they can specify steel in a way that will make a difference and be credible at the same
This pragmatic, flexible approach can be a hard sell to policymakers in Europe who are attracted to promoting local recycling and adopting simple carbon-intensity targets for steel, she says. “We can seem to be apologists for dirty steel makers.” But it has widespread backing among industry analysts, including the IEA, which publishes its own sliding scale. Many environmental advocates also agree. “We need to increase scrap use as much as possible, but it has a finite supply, so you can end up with cherry-picking by the auto industry and leaving other sectors without. That doesn’t help anyone,” says Roger Smith, Japanbased project manager at Mighty Earth, a US-based environmental group and ResponsibleSteel member.
Luckily, there is an alternative to blast furnaces. It turns iron ore into pig iron
DECARBONIZATION 26 www.steeltimesint.com January/February 2023
Graph produced by ResponsibleSteel and SteelZero
without melting, by running a huge electric current through the ore, and stripping out the oxygen atoms using a gas, usually natural gas. A few plants already use this system, known as direct reduction, notably in the Middle East, where natural gas is cheap and plentiful. They typically produce half as much CO2 as coal in a blast furnace. But direct reduction can also run on hydrogen. Then, with no carbon involved, the by-product is not CO2 but H2O – water.
The hydrogen must be manufactured, however. This is best done by electrolyzing water, which also requires large quantities of energy. But if the energy for both making this ‘green hydrogen’ and running the furnace comes from low-carbon sources, then primary steel can be made with CO2 emissions as low as 0.1 tonnes per tonne of steel. This is what HYBRIT is piloting in Sweden. Vattenfall, the Swedish state electricity utility and partner in the project, calls it ‘the biggest change in steel production in over a thousand years.’
Many regard direct reduction with green hydrogen as the technical Holy Grail for near-zero production of primary steel. If it happens at scale, then it will require the creation of a huge new industry for producing green hydrogen. Alongside SSAB, a growing number of steel producers now plan to use the technology to deliver near-zero emissions by 2050, from, ArcelorMittal, Voestalpine and ThyssenKrupp in Europe to POSCO in South Korea.
Alternative fuels
Another, less technically radical way to lower emissions in primary steel production may lie in using alternative fuels in blast furnaces. For instance, coal can be replaced as a carbon fuel and feedstock by biomass.
In Brazil, steel companies already grow trees to make charcoal to burn in blast furnaces. Provided new trees replace those cut down, this could theoretically be carbon neutral. But would it in practice?
This issue has been a talking point during discussions about ResponsibleSteel’s Standard. Some environmentalists argue that timber would be better used to replace steel in construction, where the carbon remains in the wood. Others say that the claimed carbon-neutrality is a fantasy and
could collect CO2 from there and other local heavy industries, for burial in nearby former gas fields under the North Sea.
However it is done, creating low-emission ways of making primary steel is likely to remain costly, and increasingly it looks like a holding strategy until the world generates enough scrap to meet most demand through recycling in electric-arc furnaces.

Steel is already one of the most recycled of all materials. But scrap’s takeover of the industry is bound to be slow. In many developing countries that are still installing their urban infrastructure, there is as yet little scrap available. But even in developed nations its use varies greatly. In Europe, much of the abundant scrap is exported to countries where lower electricity prices make running electric-arc furnaces cheaper. The UK exports three-quarters of its scrap steel, and just 18% of its steel production is from scrap.
Green steelmaking in the USA

But in the US, which has lower electricity prices, around 70% of steel production is from scrap. (As a result, the carbon intensity of its steel industry is lower than most other countries at less than 1 tonne of CO2 per tonne of steel).
Wherever supplies are available, scrap recycling needs to be encouraged. Alongside this, we at ResponsibleSteel are also keen that our Standard ensures that electric-arc furnaces reduce the CO2 embodied in their output, by powering them with low-carbon electricity. Many still run on electricity generated in power stations that burn coal. “Just because electric-arc furnaces are lower-carbon than blast furnaces doesn’t mean they have a get-out,” says Jen Carson, head of industry at Climate Group. “Coal has to leave electric-arc furnaces, too.”
add that there is only a limited amount of land to grow trees, most of which already has other uses, such as growing food.
Coal could itself have a future if blastfurnace CO2 emissions were captured, and either used as an industrial feedstock or buried underground. Carbon-capture technology has been piloted on a small scale in the steel industry, but nobody has yet scaled it up sufficiently to deliver the kind of carbon reductions needed. Still, the British government appears keen. It envisages creating a carbon-capture hub near British Steel’s Scunthorpe plant, which
Steel companies are often big enough customers to demand green electricity from their local grids. One is US Steel, which is doubling the capacity of its recently certified Big River Steel electric-arc furnace site in Arkansas, and plans to roll out a range of branded sustainable steel products made there. It has encouraged its energy supplier to invest in new solar power capacity to meet its demands, according to senior vice president and chief strategy and sustainability officer, Richard Fruehauf.
While low-carbon steel is high on the industry’s agenda, it faces other challenges that must be addressed to meet society’s
DECARBONIZATION 27 www.steeltimesint.com January/February 2023
BOX TWO – SOURCING
Alongside greenhouse gases, the second addition to the ResponsibleSteel Standard is bringing responsibility for the sourcing of the industry’s input materials. Supply chains are complex, so this will take time and patience, says Bammert. Initial rules require companies to commit to responsible sourcing in principle. Then they must develop a full understanding of their supply chains, and assess their suppliers’ environmental, social and governance performance. Once the performance of suppliers has been assessed, companies will be required to increasingly source from suppliers that have a proven good performance, and to report publicly on their efforts.
Performance in the supply chain will, where possible, be assessed according to existing industrial certification standards, such as those of Bettercoal, the Initiative for Responsible Mining Assurance (IRMA), and for timber or charcoal replacing coal in blast furnaces, the FSC.
There are some quantifiable targets along the way. For instance, Level 1 requires producers to know where 80% of their iron and coal-based inputs come from, as well as the country of origin of 40% of scrap, and to have 100% of wood supplies from FSC-certified plantations. Level 2 will require 80% of iron and coal to come from suppliers that meet recognized performance levels, and 30% of scrap to come from audited suppliers.
By Level 4, certification will require producers to know where 98% of their ironand coal-based materials comes from, with 80% from suppliers meeting recognized standards, and to know the country of origin of 80% of scrap inputs, with 60% of that scrap from audited suppliers.
expectations of 21st century businesses. Those challenges are also reflected in ResponsibleSteel’s principles and Standard. “This non-carbon stuff is not, as some say, baggage slowing down the journey. We can’t and won’t ignore other issues,” says Heaton. “You can’t be certifying steel products that have low carbon emissions but are bad on the environment or human rights,” agrees Smith at Mighty Earth.
These issues are important in the audits carried out by independent bodies for ResponsibleSteel certification, says Sabine Bradac who has carried out these audits at LRQA, the successor to Lloyds Register. ResponsibleSteel’s audits are more thorough than many, she says, covering everything ‘from ethical governance, health and safety, human rights, collaboration with interest groups, to greenhouse gas and noise emissions, water management, biodiversity and decommissioning procedures.’ Auditors ‘interview not only employees, but also representatives of communities, NGOs, environment agencies and others,’ she says, because the companies must show they are willing to co-operate with these stakeholders.
ArcelorMittal’s European CEO Geert Van Poelvoorde observes that the process ‘has helped us improve our approach
towards our rights holders, including our local communities, our employees, and the contractors working on our sites.’
Labour and human rights
Still, there are issues to be resolved.

Setting an international industry standard for labour and human rights is complex, because even developed countries have widely differing national laws that may not meet the expectations of stakeholders in the certification process.
For instance, International Labour Organization (ILO) norms on labour rights, which are incorporated in ResponsibleSteel’s Standard, are not enshrined in United States law. This has created problems
for the member of the ResponsibleSteel board from the trade union movement, the Geneva-based international federation of trades unions, IndustriALL. Matthias Hartwich, its director for base metals, says that while the Standard is generally “strong and well-elaborated, and sometimes higher than ILO standards,” auditors aren’t always seen as fully implementing it to the letter.
This is where ResponsibleSteel’s assurance programme has the discretion to encourage progress rather than making binary assessments of pass or fail. Where one element of the Standard has not been met, the auditor can flag a ‘minor nonconformity’ for the site to improve on before the auditor’s next visit in 18 months’ time.
Establishing the credentials of process input materials from mining and elsewhere is another key requirement of certification. Overall, iron mining is estimated to be responsible for 23% of greenhouse gas emissions from the mining sector. But establishing the actual environmental footprint of these activities is not easy to achieve, says Marnie Bammert, who led the drafting of requirements on sourcing at ResponsibleSteel. “Supply chains are so complex. Some companies don’t know where much of their material comes from.”
So the current entry-level requirements ask for companies to set up procedures, collect data, increase transparency and assess and seek commitments from suppliers. At subsequent levels, they will adopt existing recognized standards – for instance on responsible mining – asking steel manufacturers to source from suppliers meeting specific performance indicators (See Box 2).
A growing issue will be ensuring good working conditions for the millions of collectors and sorters of steel scrap across the world, whose supplies the industry will use in increasing volumes. In some parts of the world, these small operators often operate in the informal economy. “Scrap is often regarded as sustainable, because it is recycling,” says Bammert. “But there can be issues around environmental and labour conditions, and few standards exist.”
The ultimate aim for most resourceintensive industries in the 21st century is likely to be the more efficient use of energy and materials. Steel will be no exception. So how can it be done? Many of the gains are likely to be downstream, among the major industrial users of steel.
DECARBONIZATION 28 www.steeltimesint.com January/February 2023
More than half of the world’s steel is used in construction. The CO2 emissions from steel production that is embodied in buildings and infrastructure is huge. This received little attention until recently, as the standards and purchasing decisions of the construction industry have come under closer scrutiny. Some companies are addressing the challenge.

Wind farms

One is Orsted, a leading Danish windpower developer and founder member of SteelZero. The construction of wind farms is among the largest consumers of steel in Europe today. A single wind turbine can contain as much as 300 tonnes of steel. But the company says the specialised alloys needed are not available from low-carbon sources. It recognizes that it is crazy to fritter away climate gains by generating low-carbon electricity from its turbines by using high-emission steel in their construction. So, it intends to work with suppliers to have a carbon-neutral supply chain by 2040.
Also ahead of the game is Lendlease, an Australia-based international property company that is a member of both ResponsibleSteel and SteelZero. It procures 600kt/yr of steel for its buildings. But even this demand leaves it a minnow in the marketplace. Still, says the company’s head of sustainability in Europe, Paul King, by combining with other companies in construction, shipping, car production and the renewable energy industry and others, “we can send a stronger signal to steel manufacturers, and help them justify greater investment in decarbonizing further.”
Greener purchasing is not the only approach, however. Sometimes not

purchasing is best.
To make their building stock more energyefficient, some property companies want to
embodied in the new structures, which will typically make up a third of an office block’s lifetime emissions.
Whole life carbon assessments
Some European countries require mandatory ‘whole life’ carbon assessments for new buildings. But not yet the UK, where the issue has surfaced over plans by the retail giant M&S to demolish and replace a landmark store in central London. Objectors say the project will generate 40kt in embedded CO2 emissions. M&S claims the energy savings in the new building will recoup this within 17 years. A final decision awaits a public inquiry.
The optimum solution when replacing existing buildings will often be to reuse structural steelwork, says Will Arnold, climate change specialist at the UK Institute of Structural Engineers. “My mantra is simple: use less stuff,” he says. A bit of ingenuity can halve material use in buildings. Buildings should from now on be designed with reuse in mind – for example, by using standard-sized beams, and employing bolted connections rather than welded joints.
tear down poorly insulated buildings and replace them. But architects are warning that such efforts often ignore the emissions
The second largest user of steel is the vehicle industry. The average road vehicle contains almost a tonne of steel. With many makers keen to improve the saleability of their vehicles by improving their green credentials, Sullivan sees the industry as a key market driver for greening steel production. Especially, he says, since the trend to electric vehicles running on renewable energy means the embodied emissions from steel used in their
DECARBONIZATION 29 www.steeltimesint.com January/February 2023




















E: Onlinesales@eddisons.com T: +44(0)1724 334411 W: w w w.eddisons.com Catalogues, bidding and FAQs are available through our website Instructed by Liber ty Pressing Solutions (Coventr y) Ltd For Sale by Negotiation 18 Double Column and Other Presses from 300 tonnes to 1000 tonnes capacity. Including: - 2011 Seyi SN2-500t Double Column Progressive Transfer Press withcoil car, decoiler and 7 roll leveller ; Max die size 2000 x 1400mm - A pair of Wilkins and Mitchell S2-600-2000-1250 600t Double Col-umn Progressive Transfer Presses with coil car, decoiler, 7 roll levellerand joint scrap elevating conveyor - CMC Clearing F-4350-108 320t Double Column Press - Cowlishaw Walker S4-400-108-16 400t Double Column Press - 2x Wilkins & Mitchell S4-400-108-60 400t Double Column Presses - 3x Cowlishaw Walker S4-600-108-24 600t Double ColumnPresses - Cowlishaw Walker S4-1000-108-18 1000t Double Column Press - Wilkins & Mitchell L601-14TR 600t Double Column Press. - Danly S2-1000-84-72 1000t Double Column Press - Cowlishaw Walker S4-500-108-16 500t Double Column Press - Schuler P2E2sq 450/2 4/0 5 450t Double Column Press - British Clearing S4-650-108-64 650t Double Column Press - Taylor & Challen DS2-300-48-42 Double Column Progressive Transfer Press with coil car & decoiler, Durmech 7 roll leveller & press feeder - Cowlishaw Walker S1 400 C Frame Progressive Transfer Press with coil car Offers invited for individual presses (all offers subject to addition of 15%buyer ’ s premium) Location: Coventr y, UK Release Date: Early 2023 For fur ther information contact: Charles Moses, +44(0)7831 854971, Charles Moses@eddisons com or Alan Maddison +44(0)7967 327867, Alan Maddison@eddisons com Liberty HP_MM - MTI HP 03/01/2023 11:41 Page 1 E: Onlinesales@eddisons.com T: +44(0)1724 334411 W: w w w.eddisons.com Catalogues, bidding and FAQs are available through our website For Sale by Negotiation - Instructed by Outokumpu Distribution Timesavers Sheet Polishing & Grinding Line 1992 Bonak 1500 x 4mm Cut to Length Line for Stainless Steel Coils Located: Outokumpu, France. Sheet Width: 1500mm Sheet Length: 800-4000mm Sheet Thickness: 0 6m-4mm Line Includes: • Universal Laminators Vacuum Sheet Loader • Infeed Conveyor • 2003 Grinding Master Timesavers Type 62-serie-WW grinding/polishing unit with 2x abrasive belts; S/N 2129-10; 96Kw; 50Hz; 415V (no brushing head) • Intermediate Conveyor • Film Applicator • Outfeed conveyor • Universal Laminators Vacuum Sheet Unloader Price: €65,000 ‘ as is where is’ Inspection: Contact Charles Moses on +44 (0) 7831 854971 or Charles.moses@eddisons.com Located: Outokumpu, Poland • Available March 2023 • Can be seen working • Coil weight: 20tonnes • Coil width 400-1500mm • Strip thickness – 0 4mm – 4 0mm • Cut length: 380mm – 10,000mm • PVC Top Sur face Coating • Paper Interleafing In excellent condition – can be seen working Available for release March/April 2023 Price: Offers Around €250,000 Outokumpu_MM - MTI HP 03/01/2023 11:25 Page 1
BOX 3: CHINA
In the race to decarbonize the world’s steel, much hangs on China. The country is currently home to half the world’s steel production, much of it to meet the demands of its booming construction sector. Annual Chinese steel consumption is currently 0.7 tonnes per person – higher than peak levels seen in the past in Europe or the US. Its blast furnaces take more than 30% of the country’s coal output.
Beijing promises more scrap recycling in future, using electric-arc furnaces. But this could be a slow change since the average age of its blast furnaces is today only 13 years. China aims to peak steel industry emissions by 2030, but an analysis by the environment think tank E3G suggests that a 1.5-degree compatible pathway requires those emissions to be halved by then.
ResponsibleSteel has high hopes of launching its Standard in China. “I think we will find China willing to engage,” says Heaton. “In some areas, such as air pollution, Chinese standards are often already higher than in Europe.”
be designed to match the costs incurred by European steel manufacturers who must buy emissions permits under the EU Emissions Trading Scheme (ETS) and is intended to stop high-carbon producers gaining a competitive advantage in European markets.
It may also encourage investment in lower emissions technologies outside the EU. “The EU tariffs are already concentrating minds in Asia,” says Upadhyay at Climate Catalyst, which works with governments in the region. “It is an incentive for them to up their game.”
Government procurement policies

construction is becoming an increasingly large part of their lifetime carbon footprint.
Volvo keen on HYBRIT Thus, Swedish car maker Volvo is keen to be part of the HYBRIT project. The company was also the first car maker to join SteelZero. The ResponsibleSteel Standard requires steel makers to disclose verified information about the steel they supply, giving credibility for Volvo and others in meeting their supply-chain targets. “It limits our exposure to future climate risks and regulations,” says chief procurement officer Kerstin Enochsson.
Fruehauf at US Steel says his car-making customers ‘are all going green.’ His company recently introduced a sustainable steel line, verdeX®, which he hopes will comply with ResponsibleSteel’s product certification. Meanwhile, he wishes more of his customers would join ResponsibleSteel and recognize its certification. “We have one big auto maker here who sends us a long questionnaire every year to fill in on sustainability issues. But the questions all coincide with the principles of ResponsibleSteel’s Standard,” he says. “So,
if that company would just recognize that our certification answers their questions, life would be a lot simpler.”
Fruehauf says this story illustrates one of the great potential benefits for the steel industry from the widely applied ResponsibleSteel Standard for steel. “There are a lot of people out there – environment groups, customers, bankers, regulators and so on – with their own definitions. An agreed definition would help us all.”
Governments
A third group of market players should be even more influential, however: governments. Their policies will be critical to advancing low-carbon steel, through regulation, financial subsidies for ‘green steel,’ and market incentives. In June 2022, the European Parliament adopted a carbon legislative package including the new Carbon Border Adjustment Mechanism (CBAM). Through the CBAM provision, the EU plans to impose a carbon levy on imports if certain product groups are deemed ‘emissions intensive,’ including iron and steel, starting in 2027, with a full phase-in taking several years. The levy will
But equally important will be government procurement policies. Public construction projects such as bridges, buildings and railways account for around a quarter of global steel use. This makes governments into major market players. If they choose, they can set, recognize and uphold standards that other purchasers will follow.
At the climate COP in Glasgow in late 2021, world leaders launched a Breakthrough Agenda. They declared their hope that by 2030 ‘near-zero emissions steel’ will be ‘the preferred choice in global markets.’ ResponsibleSteel and SteelZero are among the initiatives included in the agenda, to drive private sector demand for low-emissions steel. But will governments themselves play their part in making this happen? Some have already moved ahead. The state of California sets thresholds for the levels of embodied CO2 in steel purchases for public works projects. But elsewhere policies on public procurement often lag.
The Industrial Deep Decarbonization Initiative (IDDI) was designed to drive some momentum here, by bringing together governments in a pledge to buy low-carbon
DECARBONIZATION 31 www.steeltimesint.com January/February 2023
steel and concrete under the auspices of the Clean Energy Ministerial (CEM). At the end of September, leading countries including Canada, Germany, India, and the United Kingdom, pledged to require low-emission steel and cement in public construction projects starting no later than 2030, and the governments of Saudi Arabia, the United Arab Emirates, and the United States announced they were joining the initiative. This is welcome news.
The British government, as the host in Glasgow, was a prominent signatory of the Breakthrough Agenda. Yet until now it had not set embodied CO2 standards for its own steel projects – including the HS2 highspeed rail line, which is currently Europe’s largest construction project, and will require an estimated 2Mt of steel over the current decade. “Post-Glasgow, there has been a huge misalignment between what governments say on policy and what they do on procurement,” says Sullivan.
Finance
Right now, bankers are trying to look greener. There is a growing appetite among many financiers to set tough decarbonization standards as a condition for their investment. Steel making is a very capital-intensive business, and many financiers see the industry’s continued high emissions as ‘a hotspot in their portfolios [that] poses risks from a valuation standpoint, says Lucy Kessler, a climate finance specialist at the think tank RMI (formerly the Rocky Mountain Institute).
Future investments in blast furnaces risk becoming financial liabilities, and even
if those furnaces continue to function, they will put many financiers at odds with their public climate commitments. ResponsibleSteel’s Standard can serve as a risk-mitigation tool for banks and financial institutions lending to or investing in the industries, says Shiva Kumar, its policy and impacts director. “We want to tell the financial world that there is a standard you can use to benchmark your portfolios.” We have a huge potential to help galvanize finance for decarbonization, with credit linked to ResponsibleSteel certification,” believes Kumar.
Substantial emissions mitigation
Some in the finance world say the Standard does not yet go far enough, however. The Climate Bonds Initiative, a member of ResponsibleSteel that has been developing its own certification system for green investment across industry, has been consulting on a proposed standard for steel.
“Our standards don’t allow investment in old blast furnaces without substantial emissions mitigation,” says its industry transition analyst, Fabiana Contreras. “Investors want more. We only certify if 50% of emissions will be mitigated before 2030. Industry groups don’t like our pathways. But we say the technology is in place and the money needs to go there.”
This assertive approach is matched by the Europe-based Institutional Investors Group on Climate Change, whose members include Goldman Sachs, Allianz and other pension funds, banks and asset managers. In 2021, it called for the industry to make
cuts in its emissions of 29% by 2030. But it noted that, while existing technology could deliver 85% of the target, ‘the sector is currently not on track… by some margin.’
No insuperable barriers
The bottom line is that despite the uncertain timelines, there are likely to be no insuperable technical barriers to the global steel industry cutting emissions by 90% by 2050 or so.
Near-zero is achievable. By then, coal burning in blast furnaces could be all but banished, except when equipped with carbon capture. Continuing production of primary steel could mainly employ direct reduction technology using green hydrogen. But recycled scrap could be the main source of steel from new products and infrastructure.
Steelmaking in the year 2070
By 2070, things could look even better. Primary steel production could be largely phased out, as the world’s needs are met from recycled scrap. The HYBRIT plant in Lulea may lie abandoned.
These changes would mean steel production requiring a lot more electricity than today. That electricity will have to come from low-carbon sources, whether solar, wind, nuclear, or hydroelectric power. It would be a complete transformation, with an industry that helped drive the industrial revolution reinvented for the Anthropocene.
If it happens, then perhaps ResponsibleSteel will be out of business, our job done. �

DECARBONIZATION 32 www.steeltimesint.com January/February 2023






+1.914.968.8400 www.GRAPHALLOY.com Yonkers, NY USA Handle High Temperatures and Harsh Operating Conditions with Ease. • Survives when others fail • Run hot, cold, wet or dry • Corrosion resistant • Self-lubricating • Low maintenance • -400˚F to 1000˚F (-240˚C to 535˚C) • Ovens, furnaces, conveyors, mixers, dampers GRAPHALLOY® Bearings... We Go to Extremes combilift.com Safety Storage Efficiency Manage your steel more safely and more productively using less space with Combilift’s materials handling solutions
Local production of strategic goods

IT is easy to like David Ricardo (17721823), one of the great economists from the early 19th century. Apart from laying the ground for a system with independent
central banks, that today is a role model in many countries stabilising the economy, he spoke out against slavery which he thought was a stain on the character of the nation.
He also opposed protectionism during the Napoleonic war, making food more expensive and, therefore, life harder for the less fortunate. Ricardo’s perhaps most
DIRECT REDUCED IRON 34 www.steeltimesint.com January/February 2023
*Founder, CEO, Kobolde & Partners
Must steel companies necessarily do their own iron ore reduction? Rutger Gyllenram* offers a story about David Ricardo, wine, cloth and green DRI
Rutger Gyllenram with a raw material producer in the cloth-supply chain and a bunch of grapes – or is it green DRI?
Photo: Pelle Berglund Znapshot, DRI grapes: Emirates Steel and Therése Gyllenram
famous work is On the Principles of Political Economy and Taxation published in 1817 where he, among other things, presents the theory of competitive advantage advocating free trade. His example of production of cloth and wine in England and Portugal, where the latter had better conditions for vineyards and the former better conditions for manufacturing of textiles, is well known and his basic idea was that it is beneficial for both parties to specialize and trade.
Although not being an economist, I have always found it puzzling that we in the steel industry, for such a long time, have claimed it to be necessary to keep a fullscale steel industry in almost every country sometimes leading to operations with very poor profitability. I was once told that ‘the steel industry is the bedrock of our nation’s industry’ when performing a due diligence at an integrated plant in urgent need for money and with very little prospect of ever becoming profitable. In a country building up its basic industry and infrastructure, an ambition to keep the steel industry working within the country is understandable. In addition, the uncertainty that lies in long complicated supply chains may be a concern for companies of all countries in unstable times. Maybe, therefore, the prevailing model for ore-based steelmaking is still integrated reduction and steelmaking plants. The key questions are if that is an optimal solution when the steel industry now aims to decrease the emission of greenhouse gases to very low levels and if the industry is ready to try new supply chain models?
Although the entire steel life cycle contains steps that emit greenhouse gases, it is the iron ore reduction that is the greatest emitter and that at present is under scrutiny. Scrap-based steelmaking has lower emissions, but since available scrap is limited by the flow of obsolete products in society, increasing scrap-based steelmaking is not a possible solution. The dominant reduction furnace today is the blast furnace where iron ore is reduced and smelted to pig iron and blast furnace slag from iron ores of varying quality, coke, coal and limestone. Producing direct reduced iron, DRI, in a shaft furnace with a reduction gas is the main alternative to the blast furnace today. The product is solid in contrast to the liquid pig iron from the blast furnace and since the gangue from the ore stays in the DRI the ore quality is more of a concern in the DR process.
There are in principle only two ways to decrease emissions from iron ore reduction:
1. Applying carbon capture usage or storage, CCU/CCS (CCUS)
2. Replacing fossil carbon with ‘fossil free’ reductants and fuels.

This decrease must now start in a world where the energy and raw material availability sets limitations to our choice of technology. We are coming from a world where raw materials, like ore and coal, have been transported over the oceans at low cost and processed in standardised, energy-efficient processes. Steelmaking sites have to a large extent been chosen from a market perspective. We might be heading for a world where we are more restricted by existing industrial structures, available raw materials and energy supply than we want to acknowledge and production sites may become, to a larger extent, dependent on the raw material situation and the resulting process selection.
Decarbonisation with CCUS
In the ULCOS project, mainly financed by European taxpayers and completed in the first decade of this millennium, CCUS was the main method chosen. A blast furnace design was developed using oxygen instead of air as blast and with capture of CO2 in the top and recycling of the CO to tuyeres in the middle of the shaft to ensure heating of the burden. The concept of top gas recycling, TGR, was tested in the LKAB Experimental Blast Furnace and found promising, but plans to scale up the concept were never realised. As an alternative to the blast furnace, ULCOS also proposed a DR furnace with hydrogen made from natural gas using CCUS for the generated CO2
It seems, that for a number of years, CCUS as a general method for decarbonisation in the steel industry was put aside partly due to technologies avoiding fossil carbon and partly due to arguments that CCS cannot be considered a long-term solution since carbon storage needs geological formations with certain characteristics that may be in short supply. It seems, however, that CCUS again is considered a necessary constituent in a decarbonisation roadmap. Especially storage or permanent usage of CO2 of biogenic origin that creates a carbon sink to make up for fossil emissions that cannot be avoided. It is hard to tell the reason for this
DIRECT REDUCED IRON 35 www.steeltimesint.com January/February 2023
a) b)
Fig 1. Tentative estimation of the cost of low fossil DRI production with: natural gas + CCS (amber), hydrogen (blue) and biogenic syngas + CCS (green) as a function of a) the cost for natural gas and biomass and b) the cost for electricity. The same cost for iron ore is assumed for the alternatives. Calculations based on the FerroSilva pre-study and first presented at the Worldsteel 57:th RAMCO meeting 2022.

sudden acceptance, but it is sad to realize that we have lost a decade of development that would have come in handy now.
Geographic areas considered suitable for storage of CO2 are often, but not exclusively, regions with oil and gas resources which means that these both have access to a reduction agent for DRI production and the means to store the resulting CO2
Replacing fossil fuels with hydrogen, biogenic material and electricity

The most drastic move and the one frequently advocated today is to replace reduction in the blast furnace process with a gas based direct reduction furnace followed by smelting in an electric furnace. Choice of the smelting and steelmaking operations depend, among other things, on the ore quality. But the important necessary requirement when replacing melting in the blast furnace with melting in an electric furnace is that the electricity used has a very low carbon footprint since the blast furnace is highly energy efficient.
Gas based direct reduction is today performed with a reformed natural gas which is a mix of hydrogen and carbon monoxide. As an alternative, direct reduction can be made with pure hydrogen or a syngas of biogenic origin with an analysis similar to that of reformed natural gas. Hydrogen production in an electrolyser is restricted by the available amount of low fossil electricity and the transmission capacity; production of syngas on the other
hand is restricted by the available amount of biomass within a reasonable transport distance.
With top gas recycling still very much on hold, the suggestions put forward to increase productivity and decrease CO2 emissions in the blast furnace are manyfold. Injection of biomass or hydrogen, use of biocoke or using electricity to improve the heat balance with electricity are some. A
well-established method is to charge scrap or DRI in the blast furnace down to the limit where the coke charge is reduced to the minimum level determined by the need for furnace permeability. Supplying low fossil DRI to the blast furnace market as a complement to iron ore may prove an efficient way to partially decarbonise this dominant process. Iron ore is to a large extent traded across the globe. DRI production included in the supply chain may be done at the mine shipping side, the receiving port plant side or as a stopover service between the mine and the plant.

Production of low fossil DRI to be used in blast furnaces
So far, we do not have published reports on costs for full scale production of DRI with very low greenhouse gas emissions and, therefore, have to rely on estimations. A tentative calculation was made in the FerroSilva project aiming at producing DRI from DR pellets and a syngas from forest residue. A full paper with all the assumptions will be published in 2023, but the main cost figures are shown in Fig 1
The model assumes that all CO2 from the natural gas process is captured and stored as well as that from the biogenic gas thus, in the latter case, generating a ‘carbon sink credit’. It is provided here as a basis for discussion and to give an indication on how to understand strengths, weaknesses, opportunities and threats in a SWOT analysis.
Fossil free reduction with hydrogen
DIRECT REDUCED IRON 36 www.steeltimesint.com January/February 2023
HBI
For 40 years, Köppern briquetting machines have played a key role throughout the world in the production of HBI for DRI processes.

And HBI is still in demand, as demonstrated by the new HBI plants equipped with Köppern roller presses at LEBGOK (Russia) and Voestalpine (USA) and the upcoming installation at CLIFFS (USA).

» State of the art technology
» Experts in process technology
» High plant availability
» Long-lasting equipment
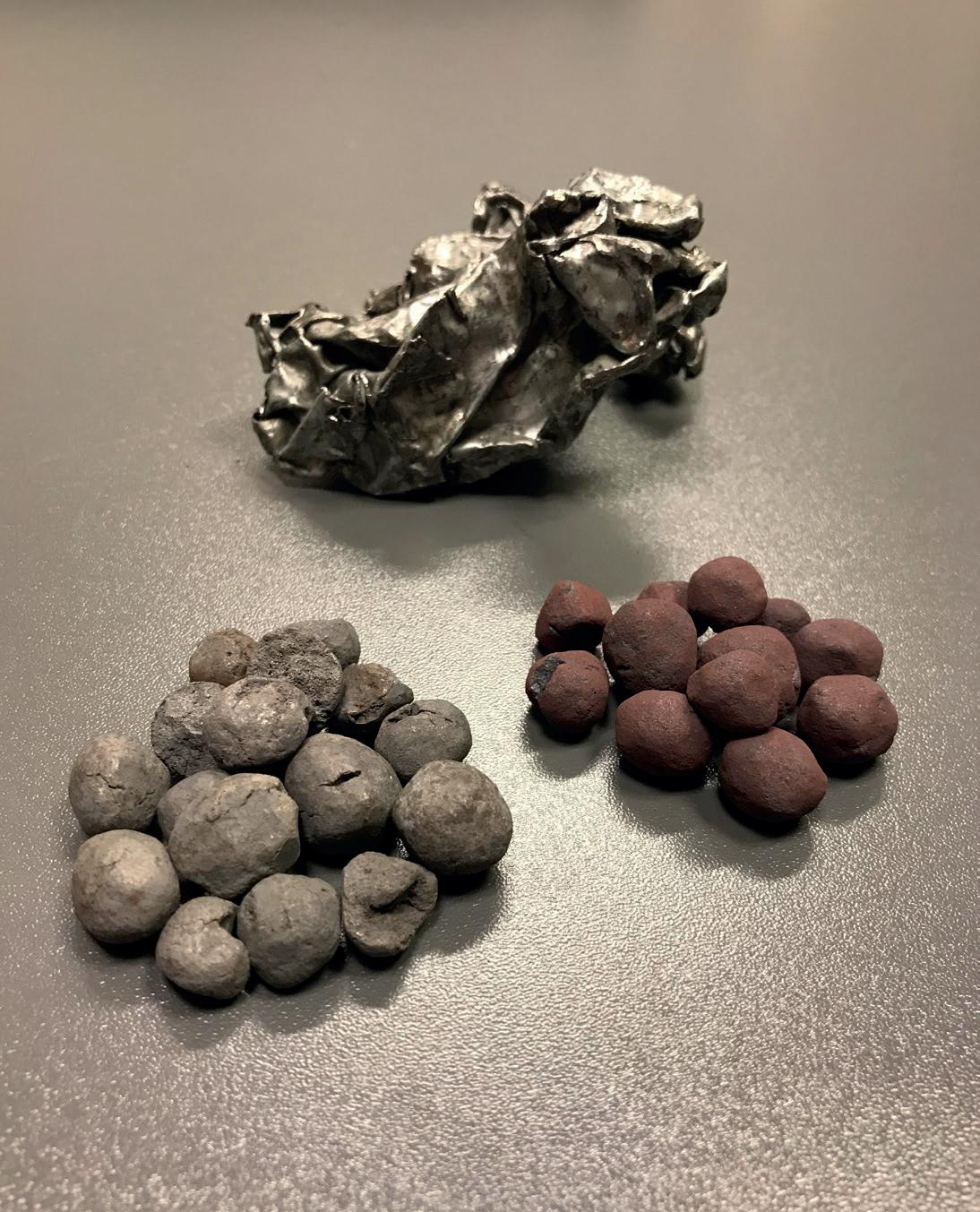
Köppern – Quality made in Germany.
www.koeppern.com
is here to stay!
Raw material assessment for the DR-EAF route Value in Use considering Productivity, Environment and Resource Efficiency. • Value in use considering productivity, environment and resource efficiency • Scrap chemical analysis and uncertainty • Benchmarking recipe cost against theoretical optimum Contact rutger.gyllenram@kobolde.com / www.kobolde.com Kobolde annons.indd 1 2021-01-19 08:09
is sensitive to the electricity price, and electrolyser efficiency is definitely a weakness, but it has its strength in that it does not rely on CCS. Promising development in electricity and hydrogen production is an opportunity, but the dangers of handling hydrogen and possible complications from the endothermic nature of reduction with hydrogen may be considered a threat.
The main strengths of DRI production with syngas of biogenic origin are that it can use forest residue that otherwise would have been left in the forest to rot emitting methane, and that the biogenic CO2 can be either used or stored to create a carbon sink. A weakness is the voluminous nature of wood chips that may limit transport distances and that it is a material with varying properties that may be challenging. The rising interest worldwide in harvesting this material is an opportunity, but political ambitions in some regions, like in the EU, to restrict the use of bioenergy, for instance, is a grave threat.
DRI production with natural gas has the advantage of being low cost, well established, apart from a necessary complete capture of CO2, and with adjacent possibilities of CCS in natural gas-rich areas. The main weakness is the fact that leakage normally occurs in natural gas processing and that methane is a strong greenhouse gas. The opportunity is the vast amounts of natural gas that is available in certain regions, making possible production sites numerous, but in the case of a stopover service the main threat is the unwillingness of companies to lose control over the supply of critical raw materials.
Will we have a reduction stopover service in the future?
Since Fig 1 does not include transport of the DRI and since production conditions vary, the main conclusion is that all processes may be profitable at the mine side or the plant side of ore trade routes, but only reduction with natural gas may have the cost situation making it possible to have a stopover service for ore reduction covering the costs of extra unloading and loading. Furthermore, it is hard to imagine that we can transform the entire steel industry in such a short period that lies ahead of us without using the cheapest, most developed route available for us and that is direct reduction with natural gas with CCS. This may be a real business
opportunity in the MENA region and other natural gas rich parts of the world.
From a decarbonisation perspective, as some companies have already identified, a stopover service for reduction is probably a faster way to start the road to the carbon neutral world than to invent completely new process lines and force through new fossil free electricity production. There are, of course, a number of questions that have been left out in this article, like transport and the advantages of charging hot DRI, but they are probably minor details in the big picture.
Sitting in our software lab at Kobolde, almost on the border to the arctic world, it is presumptuous to say that many companies worldwide are wrong in choosing to adapt their processes’ layout
to keep integrated plants fully integrated. However, I am worried that transition to the suggested paths is unnecessary, slow and costly and may not only make us miss the goals set out to meet the Paris agreement but might cause us to miss abatement of greenhouse gases altogether.
Eventually, we should decide at which level we need to have local production of strategic goods to ensure undisturbed supply chains and to what extent we can rely on a rule-based world order where we can focus on doing what we do best and have competitive production conditions.
Building trust and stability may prove as important as providing new technology. Like wine and cloth, all in the spirit of David Ricardo. �
This is the third and final article in a series about the conditions for DRI-production as a means to decarbonise steel production. The others are “Between a pony and a pink unicorn” STI October 2021, and “Betting on a winning horse” STI September 2022.

REDUCTION AS A STOPOVER SERVICEA KEY TO FASTER DECARBONISATION OF STEEL PRODUCTION:
1. Produce low fossil merchant DRI/HBI where natural gas is cheap and CCS possible.
2. Create diverse and stable supply chains involving many (all?) stakeholders.
3. Create market conditions where both the DRI carbon footprint and composition matters.
DIRECT REDUCED IRON 38 www.steeltimesint.com January/February 2023
IRON ORE & PELLETIZING TECHNOLOGY
DISC SUSTAINABLE AND EFFICIENT PRODUCTION OF IRON ORE PELLETS


PELLETIZING
Scarabaeus pelletizing discs provided by HAVER & BOECKER NIAGARA are used for sustainable and efficient production of iron ore pellets. The unit’s design minimizes circulation, increasing productivity and profitability. The pelletizing discs used for agglomerating iron ore concentrates into pellets are remarkable for their very narrow particle size distribution with a target size of 10 to 14 mm, important for DR-Processes.
YOUR BENEFITS
1. IMPROVED PRODUCT QUALITY
The Scarabeus process creates higher quality pellets, which can be sold at better prices due to significantly tighter particle size distribution spread and a higher iron ore content.
2. INCREASED PRODUCT OUTPUT
The Scarabeus process generates higher tonnages by minimizing the material return rates and avoids double processing of over or undersized pellets due to automatic machine parameter adjustments, which can also adapt to varying material property fluctuations in the feed material.

3. REDUCED CO2 EMISSIONS
The Scarabeus process creates pellets so high in quality that they can be utilized for the direct reduction process. This in return can create e normous CO2 emission savings, thus minimizing the mine’s impact on the environment.
THE SCARABAEUS®7500
CONTACT pelletizing@haverniagara.com +49 (0) 37 31 / 419 700 Design und Quelle des Textes: Pelletizing - Haver Niagara
HAVE R & BOECKE R NI AG AR A
Moving from natural gas to hydrogen
Direct Reduced Iron (DRI) was introduced commercially in the late 1950s and was viewed as a niche material for use in electric arc furnaces (EAFs) where vast amounts of steel were not needed or where adequate supplies of scrap were not available. Things have since taken an upwards turn as progressive EAF-based minimills, based predominantly in the USA, and buoyed by the fact that DRI has had a positive effect on inclusions in scrap, have started to produce high-grade steels at highly competitive prices. But how is Midrex approaching decarbonization and the move towards hydrogen steelmaking?
By Todd Astoria*, Greg Hughes** and Noriaki Mizutani***
A LOT has changed in the world of iron and steel production in the last 50 years. The cost efficiencies of oxygen steelmaking – a method in which pure oxygen is blown into large quantities of molten blast-furnace iron (hot metal) and scrap to oxidize impurities such as carbon, silicon, phosphorus, and manganese – sounded the death knell for open hearth steelmaking. Today, the majority of global steel production (about 66%) is produced in basic oxygen facilities.[1]
The emergence of the electric arc furnace (EAF) provided the coup de grace for the open hearth.* Initially used for speciality steels and the manufacturing of steel alloys, the EAF began competing for the production of carbon steels (long products). Because EAFs could be sized to meet the needs of a specific market and used local or regional scrap resources for their iron charge, they became known as mini-mills or market mills. The percentage of EAF-based steelmaking has been steadily increasing due to its flexibility, economy-of-scale, and cost-competitiveness and now accounts for about 33% of global steel production[1] and over 70% in the USA[2]
On the ironmaking side, coke-fuelled blast furnaces were producing large volumes of hot metal to satisfy the growing need for steel products to support global industrial expansion. Direct Reduced Iron (DRI), introduced commercially in the late 1950s, was viewed as a niche material for use in EAFs where vast amounts of steel were not needed or where adequate supplies of scrap were not available. However, progressive EAF-based steel companies took notice of the positive effect DRI had on inclusions in scrap and
found that they could produce even the highest-grade steels – and at a cost that few traditional integrated steelmakers could match.
However, the use of significant percentages of DRI in EAFs has given rise to one of the biggest iron and steel industry facelifts in history – decarbonization. Steel production via the DRI-EAF route has the lowest carbon dioxide (CO2) emissions of any iron ore-based method. MIDREX® Plants based on clean-burning natural gas (MIDREX NG™) are seen as the most viable near-term response to the need to reduce CO2 emissions associated with iron and steel production.
Hydrogen steelmaking
As the means of producing sufficient volumes of hydrogen at competitive prices develop for use as fuel and reductant in direct reduction plants, Midrex can modify existing plants to replace natural gas with hydrogen (MIDREX Flex™) and design new plants to use up to 100% hydrogen for their fuel and reductant (MIDREX H2™).

* The last open-hearth facility in the US closed in 1992 and in China in 2001.[1]
Iron and steel CO2 intensity
The direct CO2 intensity of crude steel has been relatively constant (within a 20% range) during the past two decades, and in the last couple of years has returned to roughly the 2000-08 level[3]. According to the International Energy Agency (IEA), the CO2 intensity of crude steel needs to fall by an average of 2.5% annually between 2018 and 2030. Achieving this and maintaining it after 2030 will not be easy.
Energy efficiency improvements spurred much of the reduction in recent years, returning CO2 intensity to previous levels, but opportunities for further efficiency improvements will likely soon be exhausted. Thus, innovation to commercialize new low-emissions process routes, including those integrating CCUS (Carbon Capture, Utilization, and Storage) and hydrogen, in the upcoming decade, will be crucial to realize the long-term transformational change required.
*Director, research and technology development, Midrex Technologies Inc. **Manager, process analysis, Midrex Technologies Inc. ***Technology and process engineer, Kobe Steel Ltd.

DIRECT REDUCED IRON 40 www.steeltimesint.com January/February 2023
Left to right: Todd Astoria, Greg Hughes, Noriaki Mizutani
While the energy intensity of steel has gradually fallen since 2009, expanding production from 2009 to 2014 raised total energy demand and CO2 emissions. After a small decline between 2014 and 2016, energy demand and CO2 emissions increased in 2017 and 2018, primarily because of higher steel production. Based on total steel industry emissions (see Fig 1) and global annual CO2 emissions (52 Gt, as reported in the UN Emissions Gap Report 2020, or 33 Gt in 2019, as reported by the IEA), the global steel industry accounts for around 7-11% of total global CO2 emissions[4]

Substantial cuts in total energy demand and CO2 emissions will be needed by 2030 to be on track with the IEA Sustainable Development Scenario (SDS), which envisions a major transformation of the global energy system that is in keeping with the three main UN Sustainable Development Goals (SDG): social development, environmental protection, and economic growth.
New technologies
Short-term CO2 emissions reductions could come largely from energy efficiency improvements and increased scrap collection to enable more scrap-based production. Longer-term reductions would require the adoption of new direct reduced iron (DRI) and smelt reduction technologies that facilitate the integration of low-carbon electricity (directly or through electrolytic hydrogen) and CCS (carbon capture and storage), as well as material efficiency strategies to optimize steel use.
Using hydrogen (H2) to make iron is not a new concept. Therefore, it is more of an evolution than a breakthrough that the MIDREX Process can be adapted to accommodate more hydrogen as it
becomes economical to do so. The MIDREX Process uses CO and H2 to accomplish reduction, which is the removal of oxygen from ore (opposite of oxidation). There are many reactions occurring in the direct reduction reactors, but the primary ones are shown in Fig 2. Iron is represented by Fe and methane (primary component of natural gas) and is represented by CH4

In the case of the standard MIDREX Process using natural gas (MIDREX NG), the typical gas content is 55 mol % H2 and 36 mol % CO with the balance comprised of H2O, CO2, N2, and CH4 Since reduction occurs between 800 and 900°C, temperature control is a very important consideration. Reaction 1 is endothermic (requires heat) while reaction 2 is exothermic (gives off heat). Reforming reactions are highly endothermic and mostly done in the reformer, although some in-situ reforming is taking place in the shaft furnace. The thermal balancing of Reactions 1 and 2 makes the MIDREX Process easy to control because the temperature in the furnace stays relatively constant. Since 1969, MIDREX Plants have produced more than 1 billion tons of DRI made with over 50% hydrogen.

Direct reduction with higher levels of hydrogen has been proven in a MIDREX Shaft Furnace. The FMO MIDREX Plant in Venezuela uses a steam reformer, and H2/ CO has varied from 3.3 to 3.8. There are also six MIDREX Modules that utilize gas made from coal, and these have H2 to CO ratios from 0.37 to 2.0. Thus, the MIDREX Process has successfully produced DRI at H2/ CO ratios from 0.37 to 3.8.
On a smaller scale, Midrex has vast experience with hydrogen reduction. In the late-1970s to mid-1980s the company operated a pilot plant at its Research & Development Technology Centre, which is shown in Fig 3. The pilot was built to test and demonstrate the Electrothermal Direct Reduction Process (EDR). While the purpose of this pilot plant was not to test hydrogen reduction, several campaigns utilized a very high hydrogen content – as high as 4.2 H2/ CO in 1986.
More recently, all reduction steps in the tests conducted in the experimental furnace designed to evaluate carburization kinetics (which formed the basis for the MIDREX Adjustable Carbon Technology, ACT™) were performed under pure hydrogen.
DIRECT REDUCED IRON 41 www.steeltimesint.com January/February 2023
Fig 2. Ironmaking reactions Fig 3. Multi-purpose pilot plant at Midrex R&D Technology Centre circa 1990
Fig 1. The global steel industry emitted around 3.5 Gt of CO2 emissions in 2019. Of this, 2.6 Gt were from fuel use (direct emissions) and 0.9 Gt was from electricity use (indirect emissions). Source: Global Efficiency Intelligence blog, January 6, 2021
Midrex hydrogen ironmaking




Steelmakers – especially European steelmakers – face a daunting challenge in transitioning to near carbon-free ironmaking. Traditional operation of blast furnace/basic oxygen furnace (BF-BOF)








steel mills is unlikely to meet the target CO2 reductions in the Paris Agreement of 2016, and BFs are generally old and need expensive relines. EAFs will need significant amounts of ore-based metallics (pig iron and DRI/HBI) to dilute the residuals in



Table 1. H2 Injection point based on percentage of NG replaced by H2
scrap. Pig iron production is predominantly BF-based and there is but one DRI plant currently operating in the European Union (EU), ArcelorMittal Hamburg. Hydrogen is not available in the quantities nor the cost needed to be competitive, and no one can predict when it will be.
However, the same basic process technology that is in use by ArcelorMittal Hamburg – MIDREX NG – is the first step in the Midrex transition to 100% hydrogen ironmaking. MIDREX NG already uses significant amounts of hydrogen in its reducing gas and can cut CO2 emissions by 35% compared to the coke oven/ blast furnace (CO/BF) ironmaking route. For a typical MIDREX NG plant, up to 30% of the natural gas input to the plant can be replaced with hydrogen without









DIRECT REDUCED IRON 42
4. H2 injection points based on percentage of NG replaced
H2 H2 injection point NG replacement by H2 (%) 1 Downstream 0 – 90% of Reformer 2 Burner fuel 75 – 100% 3 Upstream of Reformer 85 – 100%
Fig
by
Your leading Refractory Technology Partner for the Transition to DRI and Hydrogen Atmospheres
any changes to the process equipment. Operation with higher percentages of hydrogen is achievable with low-risk equipment modifications.
Therefore, a MIDREX NG plant operating with 100% natural gas could be built now, while the availability of hydrogen in sufficient quantities and at a competitive cost is being developed, and later transitioned to use up to 100% hydrogen (MIDREX Flex).
Midrex can design greenfield plants based on MIDREX H2 technology specifically for 100% hydrogen operation or for majority hydrogen operation with minimal natural gas usage. Hydrogen for a MIDREX Flex or MIDREX H2 plant can be obtained from various sources including carbon capture (see later in this article).
MIDREX Flex
A MIDREX NG plant can be equipped to operate with H2 substituted for some or most of the natural gas normally utilized by the plant. This evolutionary plant technology, known as MIDREX Flex, provides the flexibility to replace any percentage of the natural gas (NG)
feedstock with H2 based on the plant’s operating goals. This provides the flexibility the plant needs to respond to ever changing market needs and feedstock availability. The flowsheet shown in Fig 4 indicates the three H2 injection points when utilizing MIDREX Flex technology. Any existing MIDREX NG plant can be easily converted to a MIDREX Flex plant.
Table 1 indicates the H2 injection point and when it is used based on the percentage of NG replaced by H2
In the early stages of H2 transition, the small amount of H2 added is injected downstream of the reformer without preheating. From 0-75% NG replacement, the hydrogen is only utilized in the process downstream of the MIDREX Reformer. This facilitates optimizing the reformer operation so it can be held as close to the MIDREX NG operating conditions as possible during H2 transition while maximizing the reducing gas quality to the reduction furnace. In order to maintain the DRI product carbon as far into the replacement as possible and still continue to reduce the carbon footprint, when the NG replacement percentage reaches ~75%, H2 is added to the reformer


burners. H2 injection is introduced upstream of the MIDREX reformer between ~85 to 100% NG replacement in order to maintain reducing gas quality and enhance energy efficiency in the process.
Conversion to MIDREX Flex –philosophy
The Midrex philosophy for converting from MIDREX NG to MIDREX Flex is as follows:
• Maintain full plant capacity across the full transition range.
• Maximize the DRI carbon at each point across the full transition range.
• Maintain optimum reducing gas quality >9.5 to the reduction furnace can be achieved with H2 addition downstream of the reformer up to 80% NG replacement by H2. Above 80% NG replacement, the H2 addition is transitioned to the feed gas side of the reformer.
• Apply the standard type of centrifugal compressors used by Midrex (with the addition of a 3rd stage of compression for higher NG replacement >80%).

• Maintain the required amount of thermal mass flow to support the increasing endothermic reduction load. A higher H2
DIRECT REDUCED IRON 43
STEULER-KCH GmbH | 56427 Siershahn | GERMANY Phone: +49 2623 600-216 | E-Mail: info@steuler-kch.de www.steuler-linings.com
Fig 5. H2/CO trend of reducing gas

endothermic reduction load in the furnace requires a larger thermal mass flow at the bustle since the H2/CO increases as H2 addition increases (See Fig 5). The bustle gas flow per ton is increased steadily over the transition to 100% H2, as the H2/CO ratio rises to infinity.
• Minimize equipment modifications or the addition of new equipment to the plant.
Conversion to MIDREX Flex –equipment
An existing MIDREX NG plant requires very little equipment modification to be converted to MIDREX Flex. No equipment modifications are required to the feed/ discharge systems, reduction furnace, scrubbers, process piping, reformer, oxygen injection systems, carburizing gas injection systems, product cooler, and HBI cooling systems. This section describes the major plant areas that need to be considered and modified to accommodate the full range of operation from 100% NG to 100% H2
1. Process gas compressors
Increasing addition of H2 to the loop requires that the total process gas flowrate needs to increase. The increasing flow is driven by the fact that reduction by hydrogen is more endothermic than reduction by CO. The higher process gas flowrate is needed to maintain the energy balance (thermal mass) in the shaft furnace. For an existing plant, the process gas compressor capacity will become limiting at about 30% NG replacement. The addition of a single additional compression stage allows for operation across the full transition range.
Fig 6 .Cold and hot process water flow during H2 transition
2. Heat recovery area
The heat transfer load on the heat recovery system decreases as H2 addition increases. In order to maintain high energy efficiency and operational flexibility, some modifications are needed for the heat recovery system. For example, additional piping and valving adds the ability to control and balance the performance of the heat recovery bundles, which along with some minor equipment additions allows the system to operate across the full range of the transition.
3. Cooling gas compressor area
If the MIDREX NG Plant is designed to discharge CDRI either directly from the reduction furnace or through an external product cooler at NG replacement levels > ~70%, an additional small parallel compression step needs to be installed. As the NG replacement progresses and NG is withdrawn from the cooling zone, the gas composition reverts to mostly N2 or a mixture of H2 and N2, which drives the cooling gas requirement from 650 Nm3/tDRI up to as much as 1,000-1,100 Nm3/tDRI.
4. Process water areas
The load of cold process water and hot process water changes as H2 addition increases. Fig 6 indicates one example of this water flow trend with NG replacement.

To take advantage of this reduction in hot water demand and increase in cold water demand, the installation of piping and valves to support this operational change need to be made. Additionally, more cooling tower capacity, recirculation and supply pumps with interconnecting piping for the higher H2 operation are required to support the higher
Fig 7 .Carbon in the DRI as H2 replacement increases

condensation and cooling loads on these systems.
Effect on plant operation and DRI carbon
DRI carbon is derived from the NG consumed in a MIDREX Plant. Maintaining carbon in HDRI is possible across most of the range from 0-100% H2 within specified limitations. As the transition to 100% NG replacement progresses, maintaining a higher percentage of product carbon is not possible. For example, hot DRI (HDRI) carbon would be ~1.5-2.0% in the case of 30% NG replacement and ~1.3-1.5% in case of 7585% NG replacement (See Fig 7).
Though carbon in cold DRI (CDRI) is higher than in HDRI since carbon loss occurs at the hot transport conveyor, this drop in carbon content is directly related to the removal of carbon atoms from the process by NG replacement. Operation of the process and the priority given to which NG users are replaced first is optimized to retain as much carbon in the HDRI as possible for as long into the transition as possible.
Carbon capture, utilization and storage (CCUS)
CO2 removal is not necessary in a MIDREX NG plant or a MIDREX Flex plant because the CO2 is recycled back into the reformer and converted into CO – a kind of a carbon loop. However, it is possible to include a CO2 removal system in these plants if it is economical (e.g. carbon tax credits) and if there is a means to store or utilize the CO2. Additionally, Midrex has engineered CO2 removal systems for plants based on coal gasification – which is required for the process – that can take advantage of carbon capture and storage (CCS).
There are two options to separate CO2and
DIRECT REDUCED IRON 44 www.steeltimesint.com January/February 2023
capture it:
1. Remove CO2 from the top gas fuel, which is used in the reformer for heating. CO2 emissions can be reduced by 0.25 to 0.35 t/t DRI.
2. Remove CO2 from the flue gas of the reformer, after heat recovery. CO2 emissions can be reduced by ~0.5 t/t DRI (for a 2Mt/ yr plant, that means an additional 500kt to 1Mt/yr of CO2).
The two options can be used together. Each option removes about half of the CO2 being emitted, making it possible to achieve near zero CO2 emissions. Any MIDREX Plant can be built with CO2 removal or provisions to install CO2 removal at a later date, when the economics are more favourable.

Conclusion
Iron and steelmaking are a large contributor to the emission of greenhouse gases, notably CO2. The industry is facing increasing pressure to decarbonize, but there are many challenges to overcome. Hydrogen ironmaking is a real possibility for future (near) carbon-free steelmaking, but there are significant uncertainties around
the availability of hydrogen in the volumes needed for ironmaking and at a competitive cost.





The best possibility for reducing the steel industry’s CO2 footprint is the use of hydrogen as an energy source and reductant for iron ore in the MIDREX Process. Today, reduction of CO2 emissions by 50% (over BF/BOF) is achievable and well-proven. Although the hydrogen comes from natural gas (‘blue hydrogen’), the process is flexible enough to accept ‘green’ hydrogen produced from water electrolysis as it becomes available and economical, which will further reduce CO2 emissions.
Midrex offers technologies that bridge the transition from 100% natural gas to 100% hydrogen direct reduction: MIDREX NG, for the immediate and mid-term future allowing up to 30% natural gas replacement with hydrogen without equipment modifications; MIDREX Flex, which provides a plant the flexibility to operate on any mixture of natural gas and hydrogen (up to 100% hydrogen) with some low-risk modifications; and MIDREX H2, which is designed to use up to 100%
hydrogen in a MIDREX Shaft Furnace as the feed gas. All MIDREX Process configurations can operate on the industry’s broadest range of raw materials and reducing gas sources including hydrogen from carbon capture, utilization, and storage (CCUS).
Ultimately, MIDREX H2 holds great promise for advancing the decarbonization of ironmaking leading to near zero-emission steelmaking. However, investments for the future can be made today in plants based on MIDREX NG technology, knowing they are readily adaptable as we advance toward the hydrogen economy. �





References
[1] Bell, Terence. “The History of Steel.” ThoughtCo, Aug. 28, 2020, thoughtco. com/steel-history-2340172.
[2] Hites, Becky E. “The Growth of EAF Steelmaking.” Recycling Today, April 30, 2020.



[3] IEA (2020), Iron and Steel, IEA, Paris https://www.iea.org/reports/iron-and-steel [4] https://www.globalefficiencyintel.com/ new-blog/2021/global-steel-industrys-ghgemissions

DIRECT REDUCED IRON 45 www.steeltimesint.com January/February 2023
WWW.STEELTIMESINT.COM CONNECTING THE INTERNATIONAL STEEL INDUSTRY @SteelTimesInt Steel Times International Directory FOR MORE INFORMATION ON ADVERTISING OR HOW TO BE LISTED CONTACT: ESME HORN esmehorn@quartzltd.com | +44 (0) 1737 855 136 The Directory is the essential guide to steel manufacturers, producers, suppliers of plant equipment and services to the steel industry. It provides comprehensive listings, product information and key contact details. TECHNOLOGIES, INC. A GLOBAL STRATEGIC ALLIANCE o ering: TECHNOLOGIES, INC. A GLOBAL STRATEGIC ALLIANCE o ering: www.steeltimesint.com STEEL TIMES INTERNATIONAL DIRECTORY 2022 DIRECTORY 2022 Since 1866 FROM JUST £105 STI_Directory_HalfPageAd_PRINT.indd 1 08/12/2022 10:11
The future of fuel
Alternative, renewable fuels are the way to build a greener industry, says Ian Jones*, as they not only offer a lower cost to traditional fuels, but exist as a here and now option to decrease emissions and reach net zero targets while further technologies are in still in development.

1. How are things going at WKE? Is the steel industry keeping you busy?
We are just starting our commissioning stage. Things are very exciting at present, we’re keen to see how the plant will perform as everyone who has gone through a similar process knows.
We have been working with a number of potential off takers in the steel industry and it’s fascinating to see how our product can aid the industry in reducing CO2 emissions.
2. What is your view on the current state of the global steel industry?
The market seems very busy with several challenges on the horizon, not least emissions and the drive towards net zero. Some producers are looking at wood biomass to meet these challenges, but availability and cost will be an issue.
We have confidence the industry can meet these challenges especially as, I think, we’re starting to see the beginning of a European recession and the slow down in production should give manufacturers an opportunity to look at the process changes that will be required to utilize different fuels.
3. In which sector of the steel industry does WKE mostly conduct its business?
We have had dealings so far with the blast furnace and EAF plants.
4. Where in the world are you busiest at present?
We’re mostly busy in Europe, but we have been speaking to several interested parties across the globe which is really exciting.
5. Can you discuss any major steel contracts you are currently working on?
We hope to have news very soon with a few interested parties that we are looking to contract with for the first plant.
6. Where does WKE stand on the aluminium versus steel argument?
Both metals have their advantages and are utilised within our plant, and both products have their merits. We are fairly agnostic and neutral in the argument. We just hope producers of both can see the emissions and cost benefit in using our product.
application to help the industry reduce its CO2 emissions.
9. In your dealings with steel producers, are you finding that they are looking to companies like WKE to offer them solutions in terms of energy efficiency and sustainability? If so, what can you offer them?
Absolutely! We are contacted about potential use all the time. WKE pellets have a biomass content of over 50% which has been refined through our unique process where we pulverise the material to <10mm. This presents our pellets as an alternative fuel, reducing the need for coal, at half the current costs of coal, with reduced CO2 emissions.
10. How quickly has the steel industry responded to ‘green politics’ in terms of making the production process more environmentally friendly and are they succeeding or fighting a losing battle?
7. What are your views on Industry 4.0 and steelmaking and how, if at all, is WKE using it?
We aim to provide the very best SIRF (solid improved recovered fuel) with the best available technology and standards; this is the aim of the team. We welcome any improvements that will help reduce CO2 and provide efficiency to our process.
8. Hydrogen steelmaking appears to be the next big thing. What’s your view?
Hydrogen offers a great opportunity in the future and there are a lot of exciting potential applications which we welcome. While these are being developed, WKE SIRF pellets can offer a here and now
We’ve found the industry to be pragmatic. It recognises the need to reduce reliance on fossil fuels and questions relating to storage, transportation, and how to feed the fuel into the process have been asked from the outset. Based on the people we have met in the industry, we believe the steel industry is up for the challenge of responding to ‘green politics’.
11. Where does WKE lead the field in terms of steel production technology? We help with steel production technology by finding new ways to use our pellets in production to replace traditional fossil fuels and biomass.
12. How do you view WKE’s development over the short-tomedium term in relation to the global steel industry?
We are keen to grow and develop with the
PERSPECTIVES Q&A: WKE 46 www.steeltimesint.com January/February 2023
*CEO, WKE
Ian Jones, CEO, WKE (credit: Chris J Parker Photography)
steel industry. We have plans for UK and European plants to support the industry, as it moves away from coal. We are also able to look at co-locating a pellet plant to further reduce carbon miles and ensure long term supply.

13. China dominates global crude steel production and is accountable for almost half of global production. How should the industry react to this situation?
China isn’t as focused on green steel production as other manufacturers are, and they have an endless supply of cheaper labour with less emphasis on HSE, emissions and carbon neutrality.
Manufacturers and consumers need to focus on marketing the product with ethical buyers in mind as the landscape is changing, but this cannot be at any cost and a continued focus on long term efficiency, production cost and greener fuels would benefit all.
14. What is WKE’s experience of the Chinese steel industry?
The steel we have used on the plant has
mainly come out of Europe and we haven’t at this time engaged with any Chinese plants.
15. Where do you see most innovation in terms of production technologies – primary, secondary or more downstream?
We are engaged with both primary and secondary facilities which is really exciting, but both have their challenges to get the best out of WKE pellets.
16. How optimistic are you for the global steel industry going forward and what challenges face global producers in the short-to-medium term?
We are very optimistic for the future of the global steel industry, using our pellets as an alternative to fossil fuel, aiding in the reduction of CO2 emissions, and allowing an industry to grow further using alternative fuels.
17. What exhibitions and conferences will WKE be attending in over the next six months?
We will be looking at some of the steel industry exhibitions and conferences taking place over the next few months. We can’t wait to grow our network.
18. WKE is headquartered in the UK, but what’s happening steel-wise in the country?
The UK steel market is looking into using alternative fuels but there are long lead times on permits needing to be changed. The market is constrained by high fossil fuel prices and high energy costs. We hope the government will investigate this further and help open doors for alternative fuels in the production of UK Steel.
19. Apart from strong coffee, what keeps you awake at night?
The cost of transport, gas and electricity.
20. If you possessed a superpower, how would you use it to improve the global steel industry?
An immediate move to a sustainable renewable fuel. �
www.steeltimesint.com January/February 2023
Q&A: WKE 47
PERSPECTIVES
WKE’s Middlesbrough plant (credit: Chris J Parker Photography)
The rise and fall of a blast furnace
Tim Smith* chronicles the history of an iconic UK landmark, Redcar furnace, which after close to five decades of service, was demolished in late 2022.
AT 9am, local time, on Wednesday 23 November 2022, the most significant destruction of the iron industry of Teesside, Middlesborough, North Yorkshire, UK, took place with the demolition of the Redcar blast furnace. Demolition specialists, Thompsons of Prudhoe based in Northumberland, UK, used 175 tonnes of explosives to bring down the largest blast furnace in the British Isles and once, the second largest in Europe. The BOS shop had already been demolished by them in October along with much of the former works infrastructure to make way for a £113m regeneration of the 600 acre (243 hectare) site, at the mouth of the River Tees, as a ‘Freeport’.
The blast furnace was commissioned in 1979 under the ownership of the then nationalised British Steel Corporation as part of a £400m investment, with a further £100m to upgrade the nearby Lackenby steelmaking complex.

The new blast furnace had a design capacity of 10kt/day (3.25Mt/yr) and, at the time, was planned as one of two
identical furnaces to be built on the site to accommodate an annual output close to 6.5Mt. In the event, the second furnace was never built.
Open hearth furnaces
Furnaces were first built at Redcar in 1874 by Robson, Maynard & Co which become Walker, Maynard & Co nine years later when four furnaces were in blast. Dorman Long & Co Ltd took over the site in 1915 when assets included two furnaces in operation and an ironstone mine at nearby Kilton. Dorman Long had earned a reputation for bridge building, ship plate manufacture and steel construction activities, at home and abroad. Steelmaking was by basic open hearth furnaces. In 1929, they acquired the one-time world’s largest ironworks, Bolckow-Vaughan & Co, which itself had taken over the Clay Lane ironworks at Eston, Redcar in 1900. The number of furnaces peaked at 40 in 1929 but had fallen to just two by 1957, both located at the Clay Lane works. In 1958, Dorman Long commissioned a Universal
Beam mill 4km to the south-west of Redcar at Lackenby.
In 1967, the company became part of British Steel and Tube Ltd – a consortium including the steelmakers, Stewarts and Lloyd’s at Corby, Northants, and South Durham Steel & Iron, Middlesbrough. However, this merger was short lived as the UK government nationalised the UK’s steel industry in July of that year, with the works becoming part of British Steel Northern and Tubes Group.
In 1974, under the management of the British Steel Corporation, plans were put into action to build a new modern iron and steel plant at South Gare, Redcar which saw the opening of Britain’s largest ironmaking complex on 12 October 1979; the furnace being lit with fire from Clay Lane’s BF No 1.
In 1988, Britain’s iron and steel industry was once again privatised, and the Teesside complex became part of privatised British Steel. In 1999, British Steel merged with Dutch steelmaker, Koninklijke Hoogovens to form the Corus Group. Corus was sold to Tata Steel of India in 2007 but
HISTORY 48 www.steeltimesint.com January/February 2023
*Consulting editor, Steel Times International and a member of the Historical Metallurgy Society
The moment of demolition the Redcar blast furnace was demolished (Picture courtesy Teesside Live Reach PLC)
retained the Corus name and logo on Teesside until September 2010. With sufficient steel capacity supplied by Port Talbot and Scunthorpe works, the Redcar complex sought to supply steel to external customers. However, a 10-year agreement with Marcegaglia of Italy ended prematurely and, with no alternative demand, the furnace was blown out in December 2009 and mothballed. A short reprieve occurred in 2011 when the Thai Steel company, Sahaviriya Steel Industries (SSI) bought the iron and steel works to supply slab to its rolling mill in Thailand. Modernisation of the furnace was completed and it was re-lit in April 2012. In 2015 SSI UK went into liquidation and the furnace was blown out once again, never to be reprieved.
A heritage task force was established to document the 170-year history of iron and steel on Teesside with the aim of recording the cultural and economic industrial heritage of the area. From a public response of just 200 people, of which only one third commented on the blast furnace, just over half called for its demolition. Consequently, the task force recommendation was not to preserve the furnace as a public attraction but rather to retain various artifacts from it
to be put on display near the entrance to the site and also to enhance existing nearby industrial heritage resources including the ‘Steel Stories’ exhibition at Kirkleatham Museum, Teesside Archives British Steel Collection and the Cleveland Ironstone Mining Museum in Skinningrove, which has undergone capital development.
They did recommend considering preservation of the Dorman Long Tower, originally a coal bunker, and finding a new use for it. However, this was demolished in September 2021.
Lack of preservation
Sadly the destruction of the UK’s 20th century heritage is all too common and contrasts with that found elsewhere. Only the Magna Science Adventure Centre in Rotherham, the former Templeborough open hearth steel shop, later converted to electric arc steelmaking, has been preserved. Here, one of the electric arc furnaces has been retained, its light and sound reproduced periodically.
In Europe, the European Route of Industrial Heritage (ERIH) lists numerous preserved sites country by country. If one selects the ‘Iron & Steel’ filter details of

iron related sites, including those with preserved furnaces, are revealed: https:// www.erih.net/. Germany is particularly rich in sites including one of two blast furnaces at Neunkirchen decommissioned in 1982. This was the first blast furnace worldwide to be actively refurbished for the purpose of opening to the public. More recently, BF No 5 of Thyssen Krupp, Duisburg has been preserved in-situ within what is now the Duisburg Landscape Park. Further afield, we have the Carrie Furnaces in Homestead, Pennsylvania USA (decommissioned in 1978) open for special occasions and in Japan, the Yahata Steel Works in Yahatahigashi-ku, Kitakyushu, decommissioned in 1972.
Future of the site
In addition to becoming the UK’s largest Freeport, the site is already earmarked for the Net Zero Teesside Power carbon capture, utilisation and storage, power plant, and GE Renewable Energy’s mammoth wind turbine blade manufacturing facility. Development of the site will be Europe’s largest brownfield undertaking, planned to create 18,000 jobs over the next five years.
�
ON THE INTERNET
1) Demolition videos
https://news.sky.com/video/teessidesiconic-redcar-steelworks-blast-furnacedemolished-12754292

(Source: Sky News)
https://www.youtube.com/watch?v=_ mmxJtvStWo
(Source: Thompsons of Prudhoe) https://www.youtube.com/ watch?v=8zZ02VSwyc8
(Source: Fat Egg Media)
2) Teesworks Heritage Task Force https://www.teesworks.co.uk/about/ teesworks-heritage-task-force
3) Kirkleatham Museum Steel Stories https://redcarcleveland.co.uk/enjoy/steelstories-2/
4) Cleveland Ironstone Mining Museum https://landofiron.org.uk/
5) Teesside Archives British Steel Collection
https://teessidearchives.wordpress.com/ tag/british-steel/
49 www.steeltimesint.com January/February 2023 HISTORY
The Redcar 14m hearth diameter blast furnace had a working volume of 4246m3 a PCI rate of 240kg/t and reached an output of 11kt/day of iron (Picture copyright J Aylen)


