Mastering Metal: A Look Inside Allis Roller's High-Precision Machining
Innovating Safety in Metalworking: How Bolb's SUVOS BioCleanse Enhances Workplace Safety and Efficiency
American Owned — American Built: CINCINNATI Puts its Pride on Full Display at Fabtech 2024
Micro Arc Joining for Electric Vehicle & Battery Applications
Technology offers mechanically robust and electrically conductive joints.
Little-Known Advanced Automation Training Class Results in a Rewarding Career
SLA - How Gulf Wind Technology Pushes Wind Energy Forward with the Help of 3D Printing
AUTOMATIC VERTICAL BAND SAW
OUR AFFORDABLE, HIGH QUALITY SAWS ARE UNMATCHED IN PROVIDING THE BEST COST-PER-CUT ON THE MARKET
• AUTOMATIC PROGRAMMABLE MITERING
• AUTOMATIC MULTI-INDEXING
• GRAPHICAL ICON
CLEAN AIR STARTS HERE
FUMEVAC’S FV-190 is a portable, continuous duty unit for weld fume extraction applications
FumeVac OFF
FumeVac ON
CIRCUIT-BLOCK
MANIFOLDS… With MacMillin
“Circuit Blocks”, numerous valves and controls can be plugged in to a single space-saving manifold. Eliminates troublesome plumbing problems, such as leaking or broken hose and pipe connections, that can cause system failure.
North America’s Manufacturing Resource for Industry Professionals Since 1986
William C. Strickland III, publisher william.strickland@indmacdig.com 800-366-0676 ext. 103 | Fax: 866-826-5918
Lisa Hanschu, Sr. Account executive lisa@indmacdig.com 785-965-9159 | Fax: 785-965-7199
William C. Strickland III, National Sales 205-903-9178 | fax 866-826-5918
Susan Strickland, Accounting susan@indmacdig.com 205-542-1098 | Fax: 866-826-5918
CIRCULATION & SUBSCRIPTIONS
ImD, 3590-b Hwy 31 South, Suite 233, pelham, AL 35124 circulation@indmacdig.com | Fax: 866-826-5918
REPRINTS to purchase article reprints please call 800-366-0676 ext. 103 or email wstrickland@indmacdig.com
POLISHERS &
BOOTH N237503
Welcome to this special issue of Industrial Machinery Digest — our highly anticipated ImtS edition! As the largest and most influential trade show in the world for industrial technology, the International manufacturing technology Show (ImtS) presents a unique opportunity to witness the latest advancements, network with industry leaders, and explore innovative solutions that are shaping the future of manufacturing.
At ImtS this year, the spotlight is on automation, smart technologies, and sustainable practices that are revolutionizing how we think about industrial machinery and manufacturing processes. From cutting-edge robotics to the newest CNC machines, additive manufacturing innovations, and the latest in digital transformation, ImtS showcases it all. It’s where the industry gathers to not just see, but also to experience the future of manufacturing.
In this issue, we bring you comprehensive coverage that aligns perfectly with the themes of ImtS. We delve into the advancements driving the next generation of manufacturing, featuring articles on topics ranging from AI-powered automation to sustainable manufacturing practices. Our cover story highlights a remarkable journey in advanced robotics education, underscoring the importance of continuous learning and adaptation in this rapidly evolving field.
For those of you attending ImtS, we hope our show issue serves as a valuable guide, offering insights and information that will enhance your experience. Whether you're a seasoned veteran of the show or a first-time visitor, there is always something new to discover at ImtS. be sure to visit the exhibitors, attend the keynote sessions, and take full advantage of the networking opportunities.
ImtS is not just a trade show; it’s a celebration of innovation, a gathering of minds, and a testament to the enduring spirit of manufacturing. We are excited to be a part of it and to bring you, our dedicated readers, along on this journey of discovery and advancement.
As always, we value your feedback and encourage you to reach out with your thoughts, suggestions, or stories you’d like to share. together, let’s continue to drive the conversation forward and build the future of manufacturing.
Warm regards,
William Strickland
William Strickland publisher, ImD
3DCeram Sinto, Inc. receives Large Scale Ceramic printer
Order from NASA NASA’s marshall Space Flight Center, in collaboration with Jacobs Space exploration Group, has awarded 3DCer Am Sinto, Inc. a significant contract to supply a C1000 Flexmatic Ceramic printer. this partnership is a strategic step towards leveraging 3DCer Am’s advanced ceramic 3D printing technology in the development of innovative materials that will undergo rigorous testing in space and other extreme environments.
INDUSTRY NEWS
t he C1000 Flexmatic Ceramic printer will be instrumental in fabricating both small and large parts, which will be used in the materials International Space Station e xperiment (mISSe) program. t he first test parts produced by this printer will be launched to the International Space Station (ISS) as part of an evaluation process. t hese parts will undergo exposure to the harsh conditions of outer space, including zero gravity and solar radiation, for a period of six months. t his exposure will help scientists gather crucial data on the durability and performance of 3D-printed ceramic materials in space. t he outcomes of these tests will not only advance our understanding of material behavior in space but also pave the way for the potential use of these ceramics in critical aerospace applications, such as flight-worthy hot
structures and heat shields. t he C1000 Flexmatic’s large 320 mm x 320 mm printing platform will allow NASA to produce fully dense and large-scale parts, enhancing the capabilities for future space missions.
For more information, please visit www1.grc.nasa.gov/space/ iss-research/misse.
machinetech Named Southeast Distributor for AImS metrology
In response to the growing demand for precision measurement in the U.S. machine tool industry, which is projected to reach $20.8 billion by 2033, North Carolina-based machinetech has been named the Southeast distributor for AImS metrology’s revolution Series 5-axis coordinate measurement machines. this new partnership significantly expands machinetech’s product offerings, enabling them to provide more comprehensive solutions to high-production facilities, job shops, and fabricators.
blake english, Vice president of machinetech, emphasized the importance of this addition to their portfolio, noting that metrology had been a missing component in their service offerings. With the integration of AImS metrology’s advanced equipment, machinetech is now well-positioned to address the challenges of automating high-mix environments, particularly for companies struggling with labor shortages.
machinetech, a family-owned business with over 25 years of service in the Carolinas, Virginia, and West Virginia, prides itself on providing quick and reliable
service, often dispatching technicians to customer sites within one to three days. t his commitment to customer service is further bolstered by the recent opening of a new technical Center in Charlotte, North Carolina, where the company showcases its latest machinery and automation technologies.
AImS metrology is also making strides to support the Southeast region with its planned Southeast technical Solutions Center in Advance, North Carolina. t his center will offer service, programming, turnkey integration, and training on its coordinate measuring machines, further strengthening the partnership between AImS metrology and machinetech.
For more information, please visit www.machinetechcnc.com or www.aimsmetrology.com.
redex USA to Showcase Advanced machine tool Drives at ImtS 2024
redex USA is set to showcase its cutting-edge portfolio of high-performance machine tool drives at the International manufacturing technology Show (ImtS) 2024. the event, which will take place at Level 3, booth 236016, will feature some of redex’s most advanced solutions for linear and rotary axis drives, as well as spindle drive gearboxes designed to deliver consistent power and precision in various machining applications.
Among the highlights at the redex booth will be the latest Srp+ and Krp+ rack & pinion Dedicated reducers. t hese products are designed to deliver smooth operation with minimal transmission error, low noise levels, and enhanced surface finish when driving machine tool axes. t he Srp+ and Krp+ reducers have been upgraded to offer a torque capacity that is seven to forty percent greater than previous models, making them ideal for high-stiffness applications.
Another key innovation on display will be the Dual Krp rack & pinion Drive, a closed-loop system that uses two Krp reducers combined with a DualDrIVe mechanical preload. t his setup effectively eliminates backlash, ensuring precise positioning along the entire axis length while requiring only a single motor to drive the axis.
Additionally, visitors will have the opportunity to see the mSr High-torque V tC table Drive in action. this system uses two identical right-angle two-speed gearboxes that evenly share driving torque during turning operations. this configuration allows for precise, backlash-free C-axis motion, making it ideal for milling and drilling applications.
For more information, please visit www.redexusa.com.
Concurrent technologies Corporation Working on AFrL Contract to expand Additive manufacturing Capabilities
Concurrent technologies Corporation (C tC) has been awarded a $4.4 million contract by the U.S. Air Force research Laboratory (AFrL) to develop a next-generation additive manufacturing (Am) machine tailored for the production of advanced weapon system components. this project, now in its second phase, is focused on overcoming the limitations of current Am technology, particularly in the production of large parts that are critical for defense applications.
traditionally, the manufacturing of large, complex weapon system components has required the joining of multiple smaller Am parts, which can lead to issues such as inconsistent mechanical properties, reduced strength, and limited design flexibility. CtC’s new Am machine is being designed to address these challenges by enabling the production of longer, more integrated components, thereby streamlining the manufacturing process and enhancing the overall performance of the final products.
of Am, including design, testing, post-processing, machining, and qualification of the produced parts. the goal is to deliver a machine that can produce near- or full-height geometries with consistent and reliable performance.
edward J. Sheehan, Jr., president and CeO of CtC, emphasized the importance of this project in advancing manufacturing capabilities within the defense sector. CtC's work under this contract will encompass the entire lifecycle
Ken Sabo, Senior Director of manufacturing at CtC, expressed pride in AFrL’s continued confidence in CtC’s ability to contribute to this critical effort. the project’s success will not only benefit the Department of Defense but also set new benchmarks in additive manufacturing technology, with potential applications extending beyond military use.
For more information, please visit www.ctc.com.
easyCmm Unveils revolutionary retrofit Cmm Controller and mediator Software at ImtS 2024
easyCmm , a forwardthinking technology company, is poised to revolutionize the Coordinate measuring machine (Cmm) industry with the introduction of its Chameleon retrofit Cmm motion controller and mediator software. these innovative products will be showcased at the 2024 International manufacturing technology Show (ImtS) in Chicago, where attendees can experience firsthand the advanced capabilities of easyCmm’s offerings at booth No. 134750 in the east building, Level three.
t he Chameleon controller is the most advanced retrofit Cmm motion controller available on the global market, offering seamless integration with a wide range of Cmm brands without necessitating software upgrades, part program rewrites, or adaptations to the I++ protocol. It is compatible with leading Cmm software platforms, including p C-D m IS®, m cosmos®, Calypso ® , and others, making it a versatile solution for modern metrology needs.
In addition to the Chameleon controller, easyCmm’s mediator software provides unparalleled flexibility by allowing users to operate any Cmm software while retaining their existing Cmm controller. this eliminates the need for costly hardware retrofits and supports both tactile and scanning probes, as well as specific line-laser probes, ensuring broad compatibility across different Cmm systems. easyCmm’s mapper software, another highlight at the booth, offers a unique calibration solution for Cmms, enabling calibrators to access and modify error maps from top controllers such as Hexagon®, mitutoyo®, and renishaw® t his innovative tool simplifies the calibration process, providing a comprehensive solution for maintaining the accuracy and performance of Cmms across the industry.
For more information, please visit www.easycmm.com.
eSAb® Fabtech 2024 booth Showcases Industrial Systems, Hands-On Demos of manual Welding and Cutting products
eSAb is gearing up for FAbteCH 2024 with a comprehensive exhibit tailored to meet the diverse needs of both large industrial customers and small- to medium-sized fabricators. the event, scheduled from October 15-17 in Orlando, Florida, will feature eSAb’s expansive booth at the entrance to the West building, booth W3801. this year marks eSAb’s 120th anniversary, and the company is set to showcase its advanced portfolio of welding and cutting products, emphasizing productivity, cost savings, and quality.
eleanor Lukens, p resident of e SA b Americas, expressed excitement about this milestone anniversary
and highlighted the company’s long-standing contributions to the fabrication industry. e SA b ’s exhibit will be divided into two sections: one focused on industrial customers and the other catering to small and medium-sized businesses.
For industrial customers, the booth will feature live arc demonstrations of the award-winning Warrior ® edge 500DX/robustFeed edge DX, known for its SpeeD, pULSe, tHIN, and rOOt weld modes, which enhance travel speeds, reduce heat input, and improve puddle control. t he exhibit will also include the e SAb Cobot, industrial robots, the new roboFeed edge robotic wire feeder, and the Aristo® edge 500r power source. Additionally, e SAb will showcase the InduSuite FloCloud system for tracking gas process parameters and the WeldCloud suite for managing welding productivity metrics and compliance.
For small and medium-sized businesses, the exhibit will feature technologies like the renegade™ VOLt eS 200i battery-powered welder, recognized by popular mechanics as a tool of the Year. t he eSAb Cobot, designed for easy programming and competitive bidding, and cutting automation systems like Swift-Cut pro will also be on display, empowering smaller companies to bring metal cutting in-house and enhance service offerings. New products for 2024 include the rebel™ emp 215ic with pulsed DC tIG capabilities, the t hermal Dynamics Cutmaster™ 50+ and 70+ manual plasma cutters, and the Savage A50 LUX helmet with superior optical clarity. e SAb will also host hands-on skills contests, promotional drawings, and other activities to celebrate its 120th anniversary.
For more information, visit www.esab.com.
FAbteCH 2024 Speaker Lineup to Highlight manufacturing Innovation, Leadership resilience, and Future-ready Workforce Strategies
FAbteCH 2024, North America’s premier event for metal forming, fabricating, welding, and finishing, will take place from October 15-17 in Orlando, Florida. this year’s event features a dynamic lineup of speakers and industry leaders who will explore the latest trends in manufacturing, from advanced technologies and AI to workforce development and the rising impact of women in the industry.
tracy Garcia, Group Director for FAbteCH Series at Sme, emphasized the event’s focus on driving change and innovation across the manufacturing sector. t he special events at FAbteCH 2024 are designed to provide attendees with the knowledge and inspiration needed to embrace new technologies and practices, empowering them to overcome industry challenges and propel their organizations forward.
t he event kicks off on October 15 with FA b x tech talks, featuring a keynote session from 8:30-9:30 a.m. et, where industry leaders will share insights on transforming challenges into opportunities. Notable presentations include “ e mbracing Change: Lessons from Immigration Stories Applied to m anufacturing transformation” by Andrew Kossowski, owner of Veterans m etal LLC, and “ r eviving the Flatlining Steel b usiness & e mbracing Change” by troy Underwood, owner of Urban m etals LLC.
On October 16, the Women of FAbteCH breakfast will feature keynote speaker Angela phillips, CeO of phillips tube Group Inc., who will discuss her journey in manufacturing leadership and her approach to resilience and innovation. t his session aims to inspire other women to pursue leadership roles in the industry. Additionally, NASA astronaut peggy Whitson will deliver a keynote on leadership and teamwork, drawing from her experiences in space exploration.
t he event will also feature panels on attracting and retaining the next generation of manufacturing talent, led by industry experts like max Ceron, e xecutive Director of CWb Association, and michael Cole, regional Campus president at Stratatech education Group. On the final day, t itan Gilroy, CeO of tItANS of CNC, will present a keynote on CNC machining innovation.
FAbteCH 2024 offers a comprehensive conference with 60–90-minute sessions and workshops covering advanced fabrication and welding technology, workforce development, and management topics. t he event also introduces the FAbteCH emerging Leaders program, designed to equip young professionals with the tools to shape their future in the industry.
For more information, visit fabtechexpo.com or follow FAbteCH on social media.
Gauge
Press Bed bolted on, not welded, to prevent distortion. Large press bed to accommodate a variety of tooling other than just punching. Pump, motor, valve and reservoir are all easily accessible for maintenance.
rectangular tubes used at base of machine to give safe, instant portability.
• The sealed ink system allows discontinuous operations with immediate start-up of comparable previous impressions
• Machines can be modified or made to order for your particular marking application
7 DEADLY SINS OF MANUFACTURING
By Chris Pinaire, MBA, PMP, Director of New Implementations, Global Shop Solutions
the “seven deadly sins of manufacturing,” also known as the seven wastes of lean manufacturing, categorize inefficiencies that can affect a company’s productivity and profitability and a lot more. Some of these sins are obvious, such as flawed inventory management, inconsistent transportation processes, and product defects. Others can be hard to identify and quantify. either way, every sin creates an unwanted impact on your business.
Learning how to identify and prevent these sins will reduce or eliminate unnecessary waste, improve efficiency and productivity, protect profitability and cash flow, and uphold your company’s reputation. If any of these sins are lurking within your business, here’s how to identify and rectify them.
1. Transportation
Delivering products on time to manufacturing customers is essential for building vendor loyalty. However, waste created by unnecessary movement of raw materials, finished goods, or work in process (WIp) can make it difficult to meet expected shipping dates, leading to increased costs and dissatisfied customers. In addition to wasting fuel and energy costs, excess transportation can also trigger other wastes such as waiting and motion. transportation waste often results from poor plant design, such as large distances between operations. It can also be generated by large batch sizes, poorly designed production systems, and multiple storage facilities, as well as inefficient material flows during storage, retrieval, and transfer. to prevent this kind of waste, design a sequential
flow from raw materials to finished goods, don’t store WIp in inventory, and maintain consistency and continuity when assigning job priorities.
Value stream mapping (VSm), a lean manufacturing technique for analyzing, designing, and managing the flow of materials through the shop floor, can be very effective in identifying transportation waste. It involves full documentation of all aspects of your production flow rather than just mapping specific production processes.
the voice of customer (VOC) can be used in conjunction with VSm to add important information. If your VOC has information critical to success that is not supported in your VSm, (e.g. customer says they want delivery in X days, your VSm says the process takes greater than X days) the two documents together can guide the improvement efforts.
2. Inventory
excess inventory is a form of waste related to the holding costs of raw materials, WIp and finished goods. In addition to driving up inventory costs, this deadly sin ties up capital, takes up space, and allows for inventory to age and become obsolete. excess inventory is a good indicator of other issues within the production process.
excess material purchasing resulting from poor forecasting and production planning is often caused by a poorly designed link between the procurement department and the manufacturing and scheduling departments of an organization. Due to a lack of visibility and an unknown future, procurement is forced to err on the side of ordering too much material.
purchasing raw materials only when needed and reducing the need for safety stock will minimize this waste. erp Inventory software simplifies this process by tracking inventory counts with remarkable accuracy to facilitate the reduction of over- or under-purchasing.
mobile barcode scanning for inventory receiving and movement can reduce this type of waste by providing high levels of inventory visibility and control. It reduces the need for manual inventory and cycle counts, increasing accuracy of stock on hand. real-time inventory data improves the performance of forecasting software so purchasers know when to order more stock.
3. Motion
this deadly sin consists of unnecessary movements by employees or machines that don’t add value to the product or service. Common sources of motion waste include poor workstation layout and negligent production planning and process design. Shared equipment and machines, siloed operations, and lack of production standards can be added to this list.
motion on the shop floor can include reaching for raw materials, walking to get tools or materials, or moving finished goods out of the work area. redesigning your shop floor to simplify the work will help reduce excess motion. In the office, wasted motion can include searching for files, sifting through spreadsheets or multiple folders to find what
is needed, excess mouse clicks, and double data entry. erp software can jettison a lot of this waste by automating processes to eliminate manual data entry, reduce paper, and simplify purchasing and receiving.
Implementing 5S, a five-step methodology that creates a more organized and productive workspace, can also play a role in minimizing motion waste:
1. Sort – Keep only what you need
2. Set in Order – Keep it organized
3. Shine – Keep it clean
4. Standardize – Keep it the same across workstations
5. Sustain – Keep it consistent over a long-time horizon
4. Waiting
Wasting time waiting for materials, information, equipment, or people is considered a sin because it slows production, increases costs, and adds no value. Furthermore, it can prevent finished goods from being delivered on time – a bigger sin in the minds of customers.
A major source of waiting occurs when production employees don’t know which job to be working on now and what comes up next or have not been provided with the necessary raw materials. erp software can solve that problem by making the information directly available to machinists without leaving their workcenters and providing the warehouse with a dispatch list of jobs slated to start. to reduce this waste, use VSm to analyze the total time spent working on jobs from order to shipment and summarize the amount of time where value is not added to your product. make the process flow as seamless as possible by creating buffers between production steps and create standardized instructions to provide consistency in the method and time required for each step.
Four rules to minimize waiting waste:
1. Automate scheduling so workers always know what to do and when.
2. Design processes to ensure continuous or single-piece flow.
3. Have standardized work instructions.
4. Develop multi-skilled workers who can quickly adjust to unexpected work demands.
5. Overproduction
Overproduction occurs when manufacturing the product is required or before it is asked for. Often referred to as the “just in case” sin, manufacturers tend to use overproduction as a backup in the event of unexpected increases in demand. However, it can lead to a rash of problems, from preventing smooth workflow and increased storage costs to hidden defects within WIp. All of which requires additional capital to fund excessive lead times and the production process.
Strategies for terminating overproduction include:
» Use a pull system to control manufacturing capacity.
» make sure the rate of manufacturing between stations remains even.
» reduce setup times to facilitate production of small batches or single-piece flow.
» Adjust the production pace to match the rate of customer demand.
A relatively new strategy consists of integrating artificial intelligence (AI) with your erp system to more accurately forecast product demand based on historical data, market trends, and customer behavior. With AI you can also predict consumer demand for individual SKUs using data based on seasonality, pricing, promotions, and product life cycles.
6. Over-Processing
this waste can be hard to uncover because it often hides in activities that, from the customer’s perspective, don’t add value to your product. Over-processing gets uncovered when customers reject product features, capabilities, and services they don’t want or consider excessive. these can range from rework, excessive analysis, and over-engineering a solution in a way the customer doesn’t deem necessary or worth the additional cost.
Over-processing in the office typically involves administrative and workflow overkill. Customers see it as unnecessary steps in the purchasing process, unnecessary signatures on forms or documents, and other forms of red tape. For office personnel, it comes in the form of double data entry, unnecessary forms, and extra steps in a workflow. putting the brakes on over-processing starts with understanding the work requirements of the customer. this is where specification documents or prototype/first articles can be leveraged to ensure the customer and you are on the same page, especially for new product developments. If you don’t align, make adjustments to your manufacturing process so it syncs with what the customer wants. remember:
» Always have the customer in mind before starting production.
» build a level of quality that meets customer expectations.
» produce only the quantities needed.
7. Defects
products that fall short of yours or the customer’s quality requirements certainly qualify as a deadly sin, especially if they get shipped out before the defect is discovered. the cost of the wasted materials, labor time, and rework are bad enough. Lost customers and the damage to your company’s reputation can extract a higher price over the long term. the best way to counteract defects is to identify them as they occur, and implement corrective actions that will prevent them from reoccurring in the future. this is best done with erp Quality Control software. Start by monitoring the completion of every step of the production process through your erp system. When defects are detected immediately, enter the non-conforming part into the erp system, halt production, analyze the problem, and outline cause and corrective action if necessary.
If you have frequent defects with particular parts, using tools such as a Fishbone Diagram, a visual way to look at cause and effect, can help brainstorm and identify the root
cause of the most common faults and why they continue to happen. then redesign the process so those defects don’t occur and standardize the work to ensure a consistently defect-free manufacturing process.
Anti-defect rules to remember:
» Implement a process protocol that brings consistency to all your manufacturing methods.
» Never pass defective items along the production process.
» track non-conformance by vendor, customer, employee, department, and product.
» Always require engineering signoff before deploying a cause and corrective action.
Why waste time creating waste?
erp software can help eliminate waste while you improve processes at the same time.
ABOUT THE AUTHOR
Chris pinaire, mbA, pmp is the Director of New Implementations at Global Shop Solutions, where he has been a part of more than 350 erp software implementations. His team has more than 250 implementations active at any given time. With Global Shop Solutions for more than 20 years, pinaire daily helps manufacturers simplify their operations and become better.
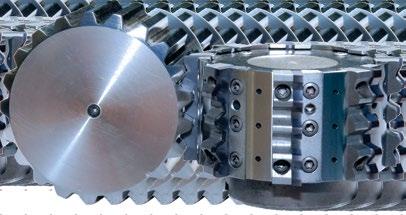
Mastering Metal: A Look Inside Allis Roller's High-Precision Machining
Allis roller, a precision machining company based in Franklin, WI, is recognized for its commitment to high-quality production, advanced technology, and customized solutions. Serving primarily the agriculture and construction industries, Allis roller has established itself as a leader in the precision manufacturing sector. the company’s success is driven by its investment in state-ofthe-art equipment, skilled personnel, and a dedication to innovation that ensures precise, reliable, and efficient solutions for its customers.
Cutting-edge equipment & technology
At the heart of Allis roller’s operations is a commitment to utilizing advanced technology to deliver superior results. the company’s capabilities include CNC machining, welding, and complex assembly processes that allow them to work with a wide variety of materials, including steel, aluminum, and other nonferrous metals. these processes
are integral to producing parts that meet the stringent requirements of their customer base.
One of the standout pieces of equipment in Allis roller’s arsenal is the mAZAK V tC-805G Vertical machining Center. this machine is equipped with smoothing technology and a full traveling column design, which enables it to handle long and heavy workpieces with incredible precision. the center’s ability to be partitioned into two separate work areas optimizes cycle times and enhances productivity, ensuring that even the most complex projects are completed efficiently and to the highest standards.
the power of Submerged Arc Welding
Allis roller’s expertise is not limited to machining; the company is also a leader in welding technologies, particularly Submerged Arc Welding (SAW). this welding method, first developed in the early 1900s, is known for its safety, consistency, and high deposition rates. SAW is an
automated process where a CNC program rotates the part at a controlled speed while managing the heat and speed of the weld. this meticulous control ensures that the welds are of the highest quality and consistency, making SAW particularly effective for heavy-duty welding tasks, such as large components for mining and construction machinery.
One of the primary advantages of SAW is its ability to deposit large amounts of metal quickly, significantly boosting productivity. this is particularly beneficial in industries that require large-scale welding, such as the mining industry. the automated nature of the SAW process not only ensures consistent quality but also enhances operator safety and comfort, as it produces low fumes and no open arc. this makes SAW an ideal choice for projects where both efficiency and safety are paramount.
At Allis roller, SAW is not a one-size-fits-all solution. the company’s engineers are experts at tailoring the SAW process to meet the specific needs of each project. every job that comes through their doors is carefully reviewed, and the best machines and methods are selected to ensure that parts are manufactured accurately and cost-effectively. this commitment to customization and precision has made Allis roller a trusted partner for manufacturers who rely on their industry-leading welding services.
Welding & Fabrication expertise at Allis roller
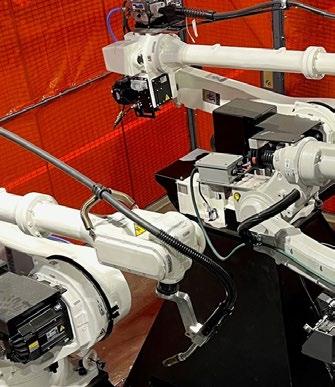
In addition to SAW, Allis roller employs a range of welding techniques to meet the diverse needs of their customers. the company’s welding capabilities are bolstered by a combination of robotic and manual systems that allow them to assemble complex components and structures with precision and efficiency.
One of the key assets in Allis roller’s welding operations is their three-armed robotic welding system. this advanced system is capable of handling weldments up to 1,100 lbs and 170 inches in length. each of the three robotic arms is dedicated to specific tasks, such as parts handling and welding. the simultaneous welding on opposite sides of components ensures pinpoint accuracy and significantly reduces cycle times. this efficiency allows Allis roller to take on large-scale projects while consistently maintaining their high standards of quality.
beyond robotic systems, Allis roller’s facilities also include a range of advanced welding equipment, such as the miller Xmt and 450 series welders. this diverse array of tools allows them to tackle a wide variety of welding tasks, from simple brackets to intricate assemblies. the combination of advanced equipment and skilled personnel ensures that every welding project meets the highest standards of quality and precision.
Dynamic Fixturing – A Key Component for project Flexibility
A critical aspect of Allis roller’s success in precision machining is their expertise in fixturing. Fixturing involves designing custom workholding devices that securely hold parts in place during the machining process. this practice
is essential for maintaining tight tolerances and ensuring consistent quality in machined components.
Allis roller’s team of engineers and toolmakers are experts in developing custom fixturing solutions tailored to the specific requirements of each project. this team ensures that every part produced meets the exact specifications demanded by customers, which often include Fortune 500 companies. the use of dynamic fixturing techniques, such as modular fixturing systems, allows Allis roller to efficiently manage both high-volume and low-volume production runs, ensuring flexibility and quick turnaround times. the ability to create custom fixtures for each project also enables Allis roller to take on complex jobs that other manufacturers might find challenging. this capability, combined with their advanced machining and welding processes, positions Allis roller as a leader in the precision manufacturing industry.
A Commitment to Quality & Innovation
Allis roller’s dedication to quality is evident in every aspect of their operation. the company’s investment in stateof-the-art machinery is matched by their commitment to continuous improvement and innovation. many of their skilled personnel participate in ongoing training and education on-site, ensuring they are always at the cutting edge of the latest manufacturing techniques. this commitment to innovation extends to their processes as well. Allis roller employs lean manufacturing practices to streamline production flows and eliminate waste. by optimizing their processes and utilizing team members with high-ranking belts in Lean Six Sigma, they can offer competitive pricing without compromising on quality, providing their clients with exceptional value. moreover, Allis roller’s approach to quality is comprehensive. they don’t just focus on the end product; they also prioritize the processes and systems that lead to that product. this includes rigorous quality control measures at every stage of production, from initial design and prototyping to final assembly and inspection. this meticulous attention to detail ensures that every part leaving Allis roller’s facility meets the highest standards of precision and durability.
Allis roller’s comprehensive capabilities in precision machining, welding, and fabrication make it a valuable partner for industries requiring high-quality, reliable components. their investment in cutting-edge technology, including advanced welding systems and custom fixturing solutions, combined with a strong focus on quality and innovation, ensures they meet and exceed the demanding requirements of their clients. Whether it’s through their expertise in SAW, their state-of-the-art machining centers, or their innovative fixturing techniques, Allis roller is committed to delivering excellence in every project they undertake.
For more information, visit Allis roller's official website at www. allis-roller.com/precision.
Innovating Safety in Metalworking: How Bolb's SUVOS BioCleanse Enhances Workplace Safety and Efficiency
In the world of metalworking, safety is paramount. the use of metalworking fluids (mWF) is essential for the cutting, grinding, and machining processes that form the backbone of manufacturing. However, these fluids, while crucial for cooling and lubricating tools, can pose significant health risks to workers if not properly managed. With the increasing focus on workplace safety and efficiency, innovations like bolb's SUVOS bioCleanse UVC module are revolutionizing how industries approach mWF management.
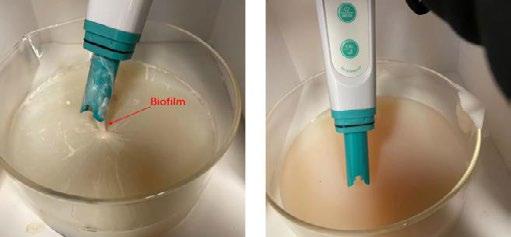
the Hidden Dangers of metalworking Fluids metalworking fluids are vital in reducing heat and friction during machining processes. However, they are also prone to contamination by microorganisms such as bacteria and fungi, which can lead to biofilm formation. these contaminants not only degrade the quality of the fluid but also pose severe health risks to workers. exposure to contaminated mWFs can cause a range of health issues, including dermatitis, respiratory problems, and even more severe conditions like sepsis or chronic lung diseases. Additionally, the presence of biological contaminants can lead to unpleasant odors, making the work environment uncomfortable and potentially hazardous. traditional methods of managing these fluids often involve the use of harsh chemicals or frequent fluid replacement, both of which have their drawbacks, including increased costs, environmental impact, and potential safety risks associated with handling chemicals.
A New era in Safety: the
SUVOS bioCleanse Solution enter bolb’s SUVOS bioCleanse UVC module, a cutting-edge solution designed to tackle the issues associated with mWF contamination head-on. the SUVOS bioCleanse leverages UV-C LeD technology to deactivate or eliminate biological contaminants present
in mWFs, thus extending the life of these fluids while simultaneously enhancing worker safety.
the technology works by emitting UVC light, which breaks down the DNA and rNA of harmful microorganisms, effectively stopping their growth and reducing the risk of contamination. this process not only keeps the fluids cleaner for longer periods but also helps in maintaining the pH balance, which is crucial for preventing corrosion and maintaining the effectiveness of the mWFs.
Safety and Cost-effectiveness: A Dual benefit
the implementation of SUVOS bioCleanse offers a dual advantage: improving safety while reducing costs. According to early adopters like t&K machine, the technology has revolutionized their CNC machine maintenance processes. by eliminating the need for constant maintenance and fluid replacement, companies have reported significant savings—up to $2,000 per machine per year. this reduction in downtime, labor, and disposal costs adds up quickly, making it a financially sound investment.
but the benefits extend far beyond cost savings. by maintaining cleaner fluids, the risk of worker exposure to harmful contaminants is drastically reduced, leading to a safer and more comfortable working environment. this is particularly important in industries where compliance with safety standards is not just a matter of regulatory obligation but a core component of operational excellence.
Case Study: Implementing SUVOS bioCleanse in real-World Settings
t&K machine’s experience with SUVOS bioCleanse underscores its effectiveness. by incorporating this technology into their mWF management system, they have not only improved the quality of their cutting and cooling processes but also enhanced overall workplace
SUVOS BioCleanse module
safety. the technology’s ability to extend the life of mWFs from weeks to months without the need for chemical additives or frequent replacements highlights its potential to transform the industry.
moreover, the use of SUVOS in centralized treatment systems capable of handling large volumes of mWFs has shown that even in high-capacity environments, the technology remains efficient and effective. the reduction in odors, the elimination of harmful biological hazards, and the overall improvement in the working environment make SUVOS bioCleanse a valuable addition to any metalworking operation.
Looking Ahead: the Future of mWF management and Workplace Safety
As industries continue to prioritize both efficiency and safety, innovations like SUVOS bioCleanse are likely to become standard practice. the integration of such technologies into the broader framework of workplace safety not only protects workers but also enhances operational efficiency and reduces environmental impact. For companies looking to improve their safety standards and operational efficiency, investing in advanced mWF management solutions like SUVOS bioCleanse offers a clear path forward. As the technology becomes more widely adopted, we can expect to see a significant reduction in the health risks associated with metalworking, alongside increased productivity and cost savings.
POWER of
Bolb Reduces Metalworking Fluid Management Costs and Improves Worker and Environmental Safety with SUVOS BioCleanse
the adoption of bolb’s SUVOS bioCleanse technology marks a significant step forward in the quest for safer, more efficient metalworking environments. by addressing the challenges posed by mWF contamination with innovative UVC technology, industries can protect their most valuable assets—their workers—while also enhancing their bottom line.
As the technology becomes more widely adopted, we can expect to see a significant reduction in the health risks associated with metalworking, alongside increased productivity and cost savings.
For more information, please visit www.bolbinc.com or visit their stand at ImtS 2024, mcCormick place, Chicago, North building, Level 3, booth #236376.
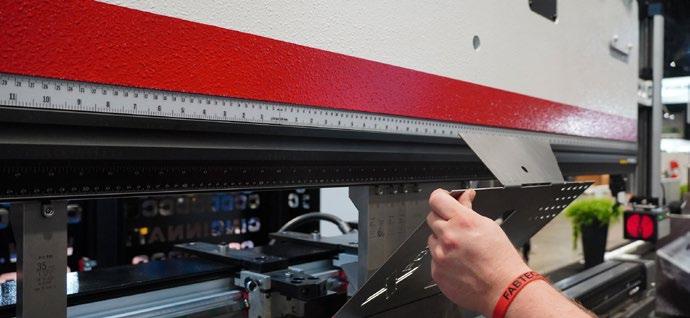
American Owned — American Built CINCINNATI Puts its Pride on Full Display at Fabtech 2024
Show highlights to include a special presentation to the Folds of Honor charity.
CINCINNAtI® Incorporated (CI) has proudly served American manufacturing for more than 125 years. today, the company continues to offer innovative solutions to enhance the operator experience while advancing productivity. Fabtech attendees (October 15-17, 2024) looking to enhance shop floor operations can get a first-hand look at what CI has to offer at exhibit space S13085.
marketing manager, Nikki Stenzel explained that the event offers attendees a unique opportunity to see that American pride is alive and well at CI.
“Fabtech is North America’s premier metal fabrication event, and we’re excited to show the industry what we’re all about,” said Stenzel. “Our show theme is "American Owned – American built", highlighting the essence of owning a CINCINNAtI machine. but this isn’t just a slogan for a week, month, or even a year. these words are a part of our history and embedded in our DNA. And this pride encapsulates the entire owner and operator experience - from the quality of our machines to the craftsmanship and innovation of the team that builds it.”
CI will hold daily demonstrations throughout the event showing the life cycle of an assembly. this will include issues that a production facility might typically face along with how the software can pivot to address these issues.
Attendees will also get a look at the company’s latest press brake, welding, and laser cutting technology along with related automation. Learn more about CI’s Fabtech initiative by visiting: www.e-ci.com/fabtech-2024
eNCOmpASS Software
CI’s eNCOmpASS software suite supports a fully integrated manufacturing process. this empowers operators to become more productive and efficient while allowing fabricators to become more profitable.
eNCOmpASS bridges the gap between digital designs and physical components enhancing productivity and efficiency from start to finish. From the initial unfolding, through nesting, cutting, bending, and monitoring the machine's overall health, eNCOmpASS seamlessly covers these critical aspects of transforming digital designs into tangible parts efficiently.
press
brake bending
the next generation of CINCINNAtI press brake technology, CI’s groundbreaking XForm, will also be on display. this cutting-edge machine features innovative advancements including faster ram speeds, a quieter drive system, larger control screen, larger standard stroke and throat, and a standard 5-axis back gage.
Laser Cutting
What is Fabtech without fiber lasers? With a wide range of power (5kw to 15kw), CI’s CLX fiber laser can handle a wide variety of material types and sizes. the hardware-based back-reflection protection allows the processing of highly reflective metals with no interruptions or damage to the laser.
eZ technology
EZ Bend
CI’s eZ bend cell uses cobot technology to simplify programming. because it’s not tied to any one press brake, operators can roll eZ bend to other press brakes and use it where needed. make it a point to see how eZ bend is transforming bending operations.
EZ Weld
CI’s eZ Weld leverages a cobot inside of a closed welding cell. Operators can be welding on one side of a protective screen while the machine is working on the other creating a continuous cycle of productivity.
Folds of Honor
CINCINNAt I is showcasing its partnership with the Folds of Honor charity by designing two limited edition machines. t he sale of these machines will result in a significant donation to the Folds of Honor charity at the show. Attendees are invited to this special event on tuesday, October 15th at 9:00 A m in the CINCINNAt I exhibit.
Christina march, owner of CINCINNAtI, Inc., explained that while philanthropy has always been a staple for the company, the Folds of Honor charity takes on a very special meaning.
“CINCINNAtI has a long history of supporting our country’s safety and freedom. throughout the 1940s we shifted production for several years to support the war effort. And today, we employ a large number of veterans, first responders, and others who volunteer their time in such areas.
Folds of Honor provides scholarships for families of the military and first responders who have been lost or disabled in the line of duty. Such worthy causes reflect our values and beliefs, and we are honored to offer our support.”
more than a machine business Unit Leader, matt Garbarino explained that, for CINCINNAtI, Fabtech extends far beyond showcasing machines and collecting leads.
“As much as we want to promote our company and technology, Fabtech is just as much about learning about what people are experiencing and what’s going on in their shop. this allows us to further enhance our offerings and remain focused on what’s really important to current and future customers.
When you buy a CINCINNAtI machine, you really are buying our company and people. We hope that someone will have that machine for decades to come, and they’ll be talking about it to their colleagues, their daughters, their sons, or whoever else might come into business.”
EZ Weld
ABOUT CINCINNATI, INCORPORATED
CINCINNAtI Incorporated is a U.S.-based, build-to-order machine tool manufacturer with over 125 years in the industry. Our engineering and manufacturing expertise makes us the ideal partner for companies building innovative products that demand extraordinary durability, stability, and industry-leading features. At our state-of-the-art, Ohio-based facility, we develop and build custom software, dependable laser cutting systems and automation equipment as well as metal fabrication equipment, including press brakes, shears, and pm presses. Our extensive knowledge puts us in a unique position to help drive efficiency in your manufacturing process no matter how simple or complex.
THE LEADER IN INNOVATIVE SURFACE FINISHING SOLUTIONS
Since 1969, Dynabrade has been a global leader in the innovative design and manufacture of industrial abrasive power tools and related accessories. We’ve earned an outstanding reputation and position of leadership in the pneumatic tool market and have been supplying high quality, American Made power tools to customers through a worldwide network of professional distributors.
DISCOVER THE DYNABRADE DIFFERENCE
SALES SUPPORT
+ Factory-trained experts on tools, air systems, accessories and abrasives.
+ “Process Solutions” approach: sales personnel outfitted with tools, accessories and abrasives for on-site demonstrations.
COST SAVINGS
+ Let us analyze your air system with our Performance Assurance Kit.
+ “Same Day/Next Day” shipping on most USA orders.
+ USA Flat Rate Repair Program offers quick repairs by factory-trained experts.
+ End-user conversion programs.
TRAINING
+ On-site tool training clinics to educate your personnel.
+ USA Mobile Training Units bring products directly to the workplace.
+ Online demonstration videos available.
CUSTOMER SERVICE
+ Talk with a trained Customer Service Representative.
+ Discuss tool specs and applications with an experienced Technical Support Person.
+ Utilize our online literature library.
THE LEADER IN INNOVATIVE SURFACE FINISHING SOLUTIONS ABRASIVE BELT TOOLS
Quickly grind and remove welds, deburr rough edges, and polish hard-to-reach areas. American-made quality tools are precision designed and manufactured, allowing for fast and efficient production with less rework.
Experience the ease of working with Dynabrade with free on-site demonstrations, excellent customer service, and products that are in-stock and ready for immediate shipment.
“The Original” Dynafile®
Dynafile® II
Pipe Belt Finisher
Dynafile® III
Micro Arc Joining for Electric Vehicle & Battery Applications
Technology offers mechanically robust and electrically conductive joints.
By Richard Barber, AMADA WELD TECH Europe
micro Arc Joining uses the thermal energy generated by a current arcing across an arc-gap to melt and join conductive materials together. the technology is prized for its inherent capability to join conductive and dissimilar materials without solder and is also known as micro tIG ( tungsten Inert Gas) Welding, GtAW (Gas tungsten Arc Welding), or pulse Arc Welding. the resultant joint is both mechanically robust and electrically conductive, making it an excellent choice for electric vehicle (eV) applications, particularly e-Axle drive units, coils, and batteries.
micro Arc Joining Under the Hood
pieces of the same metal of similar size. However, it is also possible to weld dissimilar metals.
Which materials?
micro tIG is an arc welding process that creates a high temperature (5000°C) plasma arc between a tungsten electrode and the workpiece. An inert gas (typically argon) helps plasma arc generation by displacing air from the weld area, thus lowering the resistance or voltage requirement to jump across the gap. the technology is geared toward weld areas that are less than 18mm², for example, a copper busbar, and reaching spots as small as 0.14mm², such as thermocouple wires. this is achieved by supplying a lower current for shorter times with more precise control.
micro tIG welders typically supply a current from 5 to 300 Amps with pulse durations of up to 999ms. Sometimes the pulse is divided into multiple pulses by rapidly turning the current on and off. this feature, called “current modulation,” reduces the porosity of the completed weld nugget. by heating metal material through the arc formation, micro tIG welding causes materials to melt and fuse together. the best results come from joining two
Good materials for micro tIG Welding include copper, phosphor bronze, iron, nickel, stainless steel, molybdenum, tungsten, platinum, and titanium. brass and galvanized steel are not considered appropriate for micro tIG welding because their zinc content causes welding issues such as porosity and soot contamination. Applications of pulsed micro tIG Welding include battery tab welding and coil wire welding.
Different micro Arc Joining technologies are suitable for different applications and/or process requirements. the three most common use a touch-start mechanism, high-voltage start mechanism, or a percussive process.
touch-Start
If a touch-start mechanism is used, the electrode comes down to touch the workpiece and then retracts, causing an arc to be generated. the weld area is generally protected from atmospheric contamination by the use of an inert shielding or cover gas (argon or helium).
High-Voltage Start
With a high-voltage start mechanism, the standoff between electrode and workpiece is set at a fixed distance. the start arc must then overcome the breakdown of air to bridge the gap.
percussive Arc Welding
percussive Arc Welding combines micro Arc tIG welding with a mechanical “percussive” movement that forces the arcing components together. t he heat from the arc creates two molten interfaces which, when pushed together, fuse as a weld and extinguish the arc, forming a butt weld. t he process is very quick and controllable, requiring high-speed real-time control elements and a degree of programmable flexibility to deliver a manufacturing standard system. It is widely used for butt welding of thin wires, stranded wire to pin joining, and blind thermocouple welding.
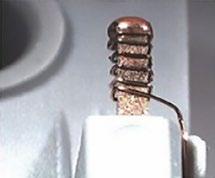
Application examples
examples of micro tIG Welding used for typical coil to pin termination and e-mobility applications are shown in Figure 2.
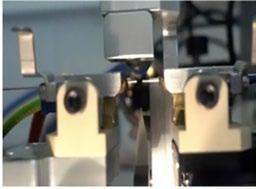
Hairpin Joining
One of the most common applications is hairpin joining, which is being used more and more as manufacturers seek to build smaller, lighter, more powerful electric motors that improve electro-conductivity.
With micro tIG Welding, accessibility to the weld joint is from the top of the hairpins, making it a good process to consider when there are space constraints. Alignment of the pins is key to getting a good weld. the pins and torch need to be precisely aligned such that the center of the torch is positioned in the middle of the pins. tooling is required to achieve precise and repeatable alignment; this will result in symmetrical weld geometries.
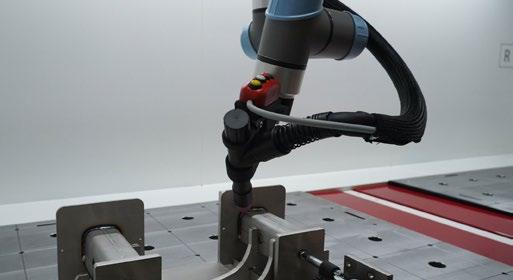
micro tIG Welding equipment Selection equipment selection is key to successful micro tIG Welding. One option is AmADA WeLD teCH’s touch retract System, which includes the tr-t0016A touch retract micro Arc torch paired with the pA-t0200A power Supply. the touch retract micro Arc torch works like a hand-held tool, allowing staff to use the torch after a short training to rapidly assemble prototype technologies such as battery packs.
Shield gas, control signals, and power connections
Machine mounting collar
Removable endcap for electrode maintenance
Nozzle Handle
Figure 5. TR-T0016A Torch can be mounted on automated production solutions for uniform and high-speed production. Source: AMADA WELD TECH
the welding process proceeds in three steps:
» Approach: the electrode extends below the nozzle, enabling the operator to see where they are placing the weld.
» Compression: During the compression step, the operator pushes down on the torch. A small current detects that the electrode is in contact with the workpiece.
» retraction: In the final retraction phase, the electrode retracts, drawing an arc with an intermediate current. When the mechanism is at full travel, the main welding current is applied.
on automated production solutions for uniform and high-speed production.
t he torch offers a machine mounting collar for integration into automated solutions. A 7mm nozzle and protruding electrode lead to easy location of the weld area, and it includes an integral ground contact for arc operation and welding gas discharge port. t here is no user contact with components at high voltage and no direct exposure to artificial optical radiation. For scaling up production, the tr-t0016A torch can be mounted
t he high degree of control offered by the pA-t power Supply enables the resultant spot welds to be size-optimized while minimizing battery can heat penetration. t he power supply includes an intuitive color touch screen, I/O configuration and calibration screens, a built-in weld counter, and a graph of voltage for the last weld and energy trend against time. It is fully programmable with upslope, peak, and downslope. Current modulation allows the user to selectively turn
the current on and off during the weld. t his results in controlled heat input to the part, eliminates internal porosity and external dimples, and makes the weld size and shape uniform.
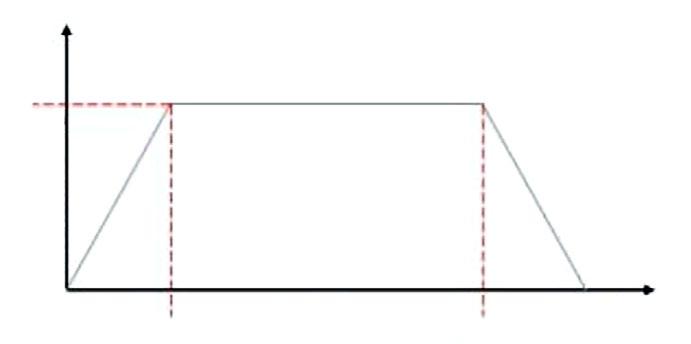
For example, a typical 0.3mm copper strip to 18650 battery can application will require a weld profile as shown in Figure 6. t he touch retract system has a duty cycle rating of 5 percent at 100A. For a weld with the profile shown, this equates to a maximum work rate of a single 50ms pulse of 100A per second or a weld about every 1.3 seconds.
For percussive arc welding for on-axis stranded wire to pin terminations, a good power option is the percussive Arc power Supply pA-p 200A. t his 200-amp percussive arc linear t IG welding power supply incorporates power electronics interfacing and software to facilitate highly controlled percussive arc processes to be performed with a high degree of process control, monitoring, and checking.
Summary
For e V manufacturers looking for mechanically robust and electrically conductive joints, m icro t IG Welding can be an excellent choice, particularly for battery cell/busbar assembly, sensor joining, and connector joining, as well as automobile coil, busbar, solenoid harness, and sensor applications.
ABOUT AMADA WELD TECH
Am ADA WeLD teCH is a leading manufacturer of equipment and systems for Laser Welding, Laser marking, Laser Cutting, resistance Welding, Hermetic Sealing, and Hot bar reflow Soldering & bonding. We design and manufacture industry-leading product families for the global market and customize our products around specific micro-joining applications. Am ADA WeLD teCH’s key markets include medical devices, battery, automotive, solar industry, electronic components, and aerospace. Am ADA WeLD teCH europe is headquartered in Germany and has additional production facilities in the Netherlands and UK, as well as sales offices in France, Hungary, and Italy. the company is part of the global Am ADA Group, with over 8,500 employees worldwide. more information on products and services can be found at https://www. amadaweldtech.eu.
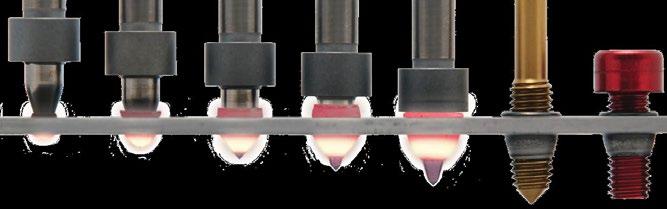
Professional machine shop operators depend on STEEL BLUE® Layout Fluid to scribe sharp, clear, precise lines. When applied, our layout fluids provide a uniform deep blue color that prevents glare and dries in minutes.
FEATURES
• Provides a thin blue film without cracking or chipping
• Dries in minutes
• Prevents glare with a uniform, deep color
• Reduces eye strain
• Toluene-free
Little-Known Advanced Automation Training Class Results in a Rewarding Career
One graduate of a FANUC America partner school talks about his successful journey into advanced robotics.
By Debra Schug, PR and Content Lead
Alec Crook didn’t know much about advanced automation and robotics when he was in high school, but he knew he liked taking things apart and wanted to do something hands-on.
“I signed up to go to Utah State University to train to be an electrical engineer, but they don’t tell you what an electrical engineer actually does,” he says. “So I thought, ‘I’m going to spend five grand a semester, and I don't know what I’m actually going to do.’”
He then signed up for a class through bridgerland technology College (bteCH) on automation controls and learned about an advanced automation program the school was offering that could be completed within 18 months. the program had a 99 percent job placement rate, offered a solid salary, and would cost a total of $5,000.
“You can teach yourself a robot, you can go pick it up and read the manuals, but to have an instructor and try it out and test it,” he says, “it's so much different because you can ask questions.”
bteCH is one of the over 1,600 schools that partners with FANUC America to offer advanced automation education and certification programs using real-world FANUC automation equipment. these programs are developed with industry-recognized technology and demonstrate the collaboration between industry and education.
Initially, Crook took three classes based on FANUC products: FANUC basic, Dual Check Safety (DCS), and Ir Vision. He says the experience was invaluable because working with actual advanced automation products used in real manufacturing applications laid the groundwork for all future work he did with robotics.
While attending bteCH, Crook started working in the manufacturing industry as a maintenance technician for Autoliv, the world’s largest automotive safety supplier. the company designs, develops, and manufactures worldleading passive safety systems for the automotive industry as well as mobility safety solutions.
Autoliv helped Crook pay for his schooling, which he completed. Soon after graduation, he went to work for premier tech, a FANUC Authorized System Integrator, as an installation and commissioning technician helping the company build packaging systems.
“ they'd ship them out all over the world, and I'd fly out with them to install, program, tune-up, as well as teach customers’ staff how to run them,” says Crook.
He was traveling the world right out of school to places like China and Austria, helping to program FANUC robots to boost productivity for premier tech’s clients.
He then again enrolled at Utah State University, but this time with the ability to use his work experience to count as college credit. After an internship at another FANUC Authorized System Integrator, J r Automation, where Crook continued to program FANUC robots, he was ready to graduate with his bachelor’s degree and began looking for a full-time job.
Crook landed an automation control engineer position back at his old stomping grounds, Autoliv. Quickly after, he moved into a robotics engineer role at the company and is currently the Lead robotics engineer at Autoliv.
“When I first started in the robot position, we had about 30 robots. right now, we have hundreds and hope to have even more by the end of the year,” says Crook. “I also often support training for my coworkers as needed. taking classes about FANUC products not only helped me learn robotics, but it also taught me how to teach them to other people.”
t he fact that FANUC robots are so easy to operate also aids his teaching, he adds. He appreciates that even though someone can learn how to use FANUC robots in a couple of minutes, the automation is capable of extremely complex tasks.
As an automotive safety product provider, FANUC has supported Autoliv well in providing consistent and reliable applications for Autoliv’s high-quality products.
“ right now we're creating cells that have 20 FANUC robots working together. So it's not just that we're adding more automation, but that the complexity has skyrocketed,” he says.
to keep himself and his staff current, Crook came to FANUC America’s headquarters in rochester Hills, m ichigan, to train at FANUC Academy. Over the years, he has taken a total of ten FANUC Academy classes, which are all designed to teach FANUC customers how to operate, maintain, and optimize FANUC equipment.
“I’m taking 3D camera training because we're trying to create more complex robotic cells that need a lot more vision,” says Crook. “We’ve sent a bunch of people to train here because we’re ramping up so fast.”
to support the growth, Autoliv is continuing to hire more automation engineers, sometimes with four-year degrees. However, Crook says that in his opinion, he’s noticed the best robotics workers started out as technicians at the company.
“ t hat’s why I’m really happy I started out going to a trade school and working, not just getting an engineering degree,” he says. “Working in the industry, I think, is amazing. It's a great opportunity to start doing hands-on work fast.”
SLA - How Gulf Wind Technology Pushes Wind Energy Forward with the Help of 3D Printing
Catching the Wind for a Greener Future
You’ve probably seen them sprouting from the landscape or seashore. the white rotors of these modern-day windmills slowly turn in hypnotic unison, making it hard to believe wind turbines produce much electricity. but that is their sole purpose, and they do it well. According to the U.S. energy Information Administration, a typical wind turbine installed in 2020 creates enough electricity in 46 minutes to power the average U.S. home for one month. that kind of power generation wouldn’t be possible, however, without the turbine’s rotors – the blades or airfoils – that harness the power of the wind.
Airfoil Design Challenges
the technology and engineering behind these expansive wing-like appendages are the expertise of Gulf Wind technology, a company dedicated to developing rotor design solutions to address current wind turbine limitations and future needs. And like any technology, advancements are often borne out of a desire to improve the status quo or to solve a problem.
to illustrate, the U.S. Gulf Coast presents wind turbine manufacturers with several challenges. Wind velocities are highly variable, ranging from very light to hurricaneforce. to find a solution, Gulf Wind technology partnered with a leading energy company with interests in the region to develop solutions that allow wind turbines to work effectively in both conditions. the resulting collaboration formed the Gulf Wind technology Accelerator, the most advanced rotor innovation center in the U.S., which utilizes a state-of-the-art technology facility. but how do you design, validate, and test rotors that can be longer than an American football field? Computational fluid dynamics analysis offers a starting point, which provides a theoretical model. However, validating the mathematical model typically requires wind tunnel tests using scaled-down rotor models. these models are usually CNC machined or formed with a carbonfiber lay-up applied over a mold. According to Gulf Wind technology senior product developer Joe Lotuaco, “we’re given a problem statement, and then we’ll scale it down, investigate it, and develop solutions.”
3D printing provides a Solution manufacturing wind tunnel models with 3D printing offers Gulf Wind technology several benefits. the first is shortening the design and fabrication cycle, including the time to iterate and finalize the design. Second, 3D printing’s additive nature gives their specialist engineers the unique advantage of incorporating pressure taps directly into the models. these small ports provide essential data on the airfoil’s performance and are very difficult – and sometimes close to impossible – to incorporate in a machined or molded wind tunnel model.
“We’ve been able to design the internal structure of our test articles to have all the pressure taps run to a manifold, which I can just plug into the pressure scanner. then it’s easy to swap between models,” says Lotuaco. “I don’t see how they could have been done in a traditional way without doing a multiple-section model.”
Another advantage of 3D printing is the wide range of technology choices and compatible materials, ranging from FDm® to powder bed fusion to stereolithography (SLA). For the wind tunnel application, available materials, surface finish, and printer size were among the important decision criteria. After reviewing possible options with the team from prototyping Solutions, a 3D printing service provider serving the southeast U.S., Gulf Wind technology chose the Stratasys Neo®800 SLA printer. In particular, the capabilities of the materials helped tip the scale in the Neo’s favor.
perFOrm reflect material: the Game Changer perFOrm reflect is ideal for wind tunnel testing primarily because of its strength, stiffness, and temperature resistance. these characteristics allow the airfoil models to withstand the wind speeds and resulting loads and surface temperatures they experience during testing. besides delivering a resilient and slippery aerodynamic surface, perFOrm reflect reduces the cycle time to produce a test-ready model. Its orange color provides the right finish to minimize light distortion and optimize particle reflection needed for accurate pIV (particle imaging velocimetry) testing. Other materials have to be coated after printing, adding time to the process.
the proof is in the results
As is often the case in client work, timelines are tight, and that reality is no different for Gulf Wind technology. Fortunately, the Neo800’s speed in producing wind tunnel models helps the engineers meet their project deadlines. Lotuaco explains, “When our CeO asked me to put together the business case for 3D printing, I compared it against the traditional methods of CNC machining and composite lay-up. And it always came down to the time factor. Using the Neo to make the same exact airfoil, same geometry and size, was on the order of 2.5 to 5 times faster to print versus composite lay-up or CNC machining.”
perFOrm reflect’s durability also played favorably with the small air channels used for the airfoil’s pressure taps.
Despite their small size, these orifices were also printed with integral threaded connections. “ t he fact that we can put a decent amount of torque on them without stripping, I think that’s something that is unique with this material,” Lotuaco notes. t he ability to print these ports right in the model also speeds up the process. Lotuaco affirmed this benefit, noting that adding these pressure-sensing channels to a traditionally made test article would increase its lead time by several orders of magnitude.
A technology that Applies to Any Industry
While this might appear to be a story about how 3D printing benefits the wind turbine industry, that’s not the complete picture. At a deeper level, it illustrates what’s possible at the nexus between innovative companies like Gulf Wind technology and the enabling technology of additive manufacturing.
When Joe Lotuaco learned that Formula 1 race teams use 3D printed wind tunnel models to optimize their cars’ shape, he made the connection with using the same process to refine wind turbine rotor design. t he result is a faster, more efficient means of developing the optimal airfoil shape to harness wind power in the Gulf of m exico.
Looking Ahead
Like most businesses that adopt additive manufacturing, once they grasp its capabilities, new application opportunities seemingly present themselves at every turn. And that usually leads to a broadening of additive capabilities. When asked about Gulf Wind technology’s plans, Lotuaco sees several possibilities. “One of the things we are looking at down the road is not just getting more SLA capacity, but looking at the different additive technologies that are out there and how we might be able to apply them in the future for other things that we think we’ll need,” he says. “We are looking at metal printing, and we’re looking at the Stratasys FDm machines to print some of the high-performance engineering plastics like ULtem™, things like that,” he adds.
t he scope of available additive technologies and the ever-expanding material capabilities give manufacturers the tools to dramatically change how things are designed, tested, and produced for the better. Gulf Wind technology recognizes this, leveraging additive technology to help forge a greener future through better wind turbine rotor design. but in the end, it helps differentiate Gulf Wind technology in its industry space. And it’s a perfect example of how virtually any business in any industry can use additive to capitalize on the advantages and set itself apart.
Joe Lotuaco sums it up this way: “Customers see that we’re not doing things the way they’ve always been done. When they come to our facility and see that we have our own wind tunnel and this (additive) lab setup, that’s unlike anybody else. So I think using (additive) as a tool shows that we are leveraging and using new technologies you don’t typically associate with wind.”
Purpose-Built Forged Parts Optimized for "End Use"
By Royce Lowe
Working with an experienced supplier of open die forgings, seamless and contoured rolled rings, and complex forged parts that prioritizes the "end use" of the part form in the early stages of the process helps ensure quality, performance, safety, and compliance in critical applications.
When forging seamless rolled rings for diverse sectors such as industrial machinery, pulp and paper, turbines, and oil & gas exploration, it is crucial to tailor components for their specific applications or “end use.” In the realm of metal parts, this term commonly denotes the ultimate form and state of the final machined part along with a comprehension of the operating conditions it will face during service.
“by understanding the final application or purpose – the end use – for which these parts are designed and manufactured, forged parts suppliers can determine the appropriate materials, manufacturing processes, and quality standards necessary to ensure that the metal parts perform effectively and reliably in their intended applications,” says Jeff Klein, Director of Sales for All metals & Forge Group. the ISO 9001:2015 and AS9100D-certified manufacturer produces open die forgings, seamless and contoured rolled rings, and complex forged parts to industry standard specifications in 8-10 weeks.
According to Klein, open die forgings and seamless rolled rings play a crucial role as components in gears, turbines, bearings, clutches, couplings, drives, flanges, valves, machines, and rollers for a wide variety of end uses. As such, these items must exhibit exceptional attributes such as strength, durability, precision, and resistance to fatigue, deformation, and harsh environments in saltwater or downhole uses to meet precise performance standards when deployed in the field.
In some cases, failing to consider the end use can even introduce serious risk, including catastrophic failure of a part while in operation.
For example, aircraft engines include seamless rolled rings. If such a part fails catastrophically during takeoff, flight, or landing, the engine can tear itself apart or explode, sending pieces of hot metal at high speed through the engine housing and into the plane wing, compromising
structural integrity or the passenger cabin, causing dangerous depressurization, passenger death, or an airliner crash.
In the oil and gas exploration industry, the failure of a forged part can occur more than a mile underground, causing a well shutdown and the withdrawal of the failed part that may be more than 10,000 feet below the surface. In machinery, a part failure can cripple production, and a replacement part may not be obtainable for several months.
Consider end Use from the Start
the consideration and planning to meet end use requirements should begin with the service requirements outlined during the engineering phase of design and conclude when the part is in its operating position, performing as intended.
“It is vital that the manufacturer specify the end use of each part and ensure it is communicated throughout the production chain from the design engineer through purchasing, the forging operation, heat treating, finish machining, and final assembly of the end use, including the mechanical property requirements and the heat or corrosive conditions in which the forged part will perform,” says Klein.
According to Klein, different industries such as food processing, paper manufacturing, machinery building, oil and gas exploration, or energy have unique specifications and standards that metal parts must meet. t he specific function of the part will dictate its design, dimensions, material selection, forging, heat treating, and finishing
Custom forged parts for critical applications assure quality, performance, safety, and compliance.
processes. In all cases, the part must be manufactured to industry standard specifications such as AS tm , A mS, AISI, or ApI unless the Oem has developed their own requirements by modifying one of those standards. In short, the finished product must comply with all quality, durability, chemistry, and mechanical properties within the selected standard.
Seamless rolled rings can be produced in a variety of alloys, sizes, and shapes specific to fit end use requirements. However, by collaborating closely with the forging supplier, engineers, buyers, and machinery builders can ensure the ideal selection of chemistry, mechanical properties, heat treatment, machining, and testing ultimately required for each part’s end use.
t he process often begins with the selection of the alloy grade used in open die forging or seamless rolled ring production, which can apply to many specific end uses. t hese range from low and medium carbon steels through high-carbon steels, aluminum alloys, alloy steels, stainless steels, nickel alloys, tool steels, and titanium alloys. t he precise alloy for the intended end use should always be specified and stated in the purchasing process according to final mechanical property requirements and service conditions.
material properties can also be altered for specific end uses by hot working as well as by using various chemistries, temperatures, heat treatment times, and cooling methods. t his facilitates the production of seamless rolled rings or forged parts with optimized mechanical properties and structural integrity before the part moves on to finish machining.
each metal possesses unique alloy chemical compositions formed during the steel mill process, along with diverse production procedures for generating ingots or billets of different grades and purities tailored for industry specifications. Consequently, the quality of steel mill output is critical.
In the case of All metals & Forge Group, end use is emphasized from the very beginning in the request for quote (rFQ) process. t he company works with its steel mills to purchase the correct starting stock to achieve the specified properties and operating reliability required of every part. In addition, rough machined parts are tested at least three times to prove chemistry, mechanical properties, and soundness before shipping.
According to Klein, there are groups of alloys within each metal material that lend themselves to specific end uses.
High-nickel alloys (I625, I718, I825), for example, are used at high temperatures in applications such as jet engine parts, nuclear power generation, and heat-treated fixtures where high oxidation resistance is required. Other alloys within this group find use in the pulp and paper or oil and gas industries where corrosive conditions may be severe.
t he Inconel 600 and 700 series were developed for specific end uses. Inconel 600 resists chloride-ion stress
corrosion cracking. Inconel 690 resists sulfur-bearing gases. Inconel 718 is a precipitation-hardening alloy designed to give very high yield, ultimate tensile strengths, and resistance to creep rupture at temperatures up to 1300°F (705°C).
end use is equally important with stainless steels, where the various groups of martensitic (hardenable), ferritic, and austenitic types cover a very wide range of properties and applications when resistance to corrosion and heat are critical.
basic type 410 martensitic grade stainless with around 13% chromium is sufficient for mild corrosive conditions, whereas the ferritic type 430 with 17% chromium shows resistance to more severe environments. t he performance of the austenitic stainless steels based on the 18% chromium/10% nickel in type 304 is selected for certain end uses when correctly heat treated and not subject to carbide precipitation. t he various additions to the base 304, such as molybdenum, improve resistance to pitting corrosion. t he resultant molybdenum-containing grades are types 316 and 317, normally supplied in the low-carbon versions 316L and 317L.
t he range of stainless steels continues through types 329 and 2205 duplex alloys – austenite and ferrite – that provide good resistance to pitting and stress corrosion cracking, to precipitation hardening grades such as 13-8mo, 15-5pH, 15-7mo, and 17-4pH. t hese latter grades reach high yield and ultimate tensile strengths from a single low-temperature heat treatment following a solution anneal. t his makes these types of stainless steels suitable for challenging applications such as oil field valve parts, chemical process equipment, forged aircraft fittings, nuclear reactor parts, and jet engine components.
With so many options available, a thorough grasp of the end use is vital for establishing the correct material, dimensions, and properties needed during forging to guarantee peak performance in the eventual application. by collaborating with an experienced seamless rolled ring manufacturer that can tailor the forging process to the specific end use, Oems can ensure their final product meets all the necessary requirements and industry standards for their specific application.
For more information, contact All metals & Forge Group LLC at 75 Lane road, NJ 07004; (973) 276-5000; Canada (416) 363-2244; toll-free (800) 600-9290; fax (973) 276-5050 or visit www. steelforge.com.
ABOUT THE AUTHOR
Lowe is a highly qualified troubleshooter when metallurgical failures occur, with over thirty years of experience in metallurgy, sales, and marketing of a broad range of carbon and alloy steels, including all stages of their processing. He has coincident experience with stainless and nickel in the suitability of these alloys based on their metallurgical and mechanical properties for the end uses. He often writes articles about alloy applications as well as issues in the industries that use them.
Strategic Data Alignment: How Top Industrial Automation Companies Gain a Competitive Edge
By Henrik Reif Andersen, Chief Strategy Officer and Co-founder of Configit
the industrial automation industry needs continuous modification and maintenance to keep up with industry trends and customer demands. At a projected growth rate of 9% per year, the global industrial automation market is expected to reach roughly $265 billion by next year. Additionally, the global market for the industrial Internet of things (IIot ) is forecasted to grow to $3.3 trillion by 2030, up from $544 billion in 2022.
However, for optimal success, automation companies rely on an accurate, complete single source of truth to facilitate a coordinated and efficient manufacturing process.
Achieving this is easier said than done; there are multiple challenges along the way. A configuration technology approach can help address these challenges to increase engineering productivity, eliminate manual rework, and deliver a better customer experience.
Four Challenges Hindering Successful Automation
One of the main challenges for industrial automation is siloed systems. to optimize processes, increase efficiency, and realize digital transformation goals, alignment across functions is essential. However, many organizations today face difficulties due to silos, which make this alignment impossible. ensuring that systems can communicate efficiently and doing so in an automated fashion is key. manual efforts are not efficient and can introduce errors. Integrating the various systems so they can communicate is a crucial step.
A second challenge is the lack of data alignment, which stems from the problem of silos. Over the years, manufacturers have built up their data sets for engineering, sales, manufacturing, and service in different functions. Sometimes, language and descriptors cause a problem: even a simple concept such as “voltage” can be modeled differently across departments (e.g., how is it expressed that there is an option where the equipment accepts both 240V and 400V?).
Descriptors and information tend to be structured differently from department to department, largely because each has a different perspective on the products. engineers view a product differently than sales, for example. Sales is more focused on customer requirements and performance, which differs from the assembly and physical structure needed in engineering.
Similarly, the third challenge is a disconnect between manufacturing and engineering. Different tools and systems with different bills of material (bOms) and functions are being used, making the idea of a universal bOm structure that could be used in all functions impractical. there isn’t one single structure that will meet all needs, so that approach is flawed.
Finally, industrial automation companies often struggle with significant technical debt, primarily caused by numerous legacy systems originating from home-grown solutions or acquisitions. these diverse technology ecosystems contribute to poor performance, constant rework, and frequent downtime.
A better Approach to Aligning Data
the right approach to bringing these different functions together is to respect that certain structures work well in specific functions. thus, a new structure should be created behind the existing ones to connect these functions effectively.
this is the thinking behind a configuration technology approach: you need another level of abstraction. It’s a structure where different views can coexist while still being linked. the terminology is features and feature strings. these feature strings act as the DNA that binds everything together. You can view your structure from an engineering perspective, with the associated DNA mapping
to what's happening in sales. Sales make choices on what configuration of the product is needed for a particular purpose, which maps to the DNA and to the structure in engineering. this is the key idea behind configuration technology and the “secret sauce” that ensures different views can coexist.
efficient digitized processes are also important. When you have an update to your product, you can efficiently propagate it through the functions to ensure the updates are applied. If a mistake is discovered in a version of the product, you can fix it and quickly release the correction to all other functions to prevent recurring issues. Or, if you add a new feature to your product and want to get it to market quickly, digitized processes will enable that.
bringing It All together
Ultimately, you can create a shared source of product configuration that traverses engineering, manufacturing, and sales. b y aligning data across departments and systems, industrial automation companies can reduce or eliminate configuration errors in the products they manufacture, get to market faster, and achieve greater customer satisfaction. Industrial automation companies that have adopted a configuration technology approach have eliminated manual rework, increased engineering productivity, and delivered better customer experiences.
Our on-the-shelf inventory of Hydraulex Reman™ pumps, motors and valves can get you back up and going in no time. Set to OEM spec, tested and backed by an industry-best 24-month warranty—purchase with peace of mind. Make Hydraulex your first call when you need replacement hydraulic components for your industrial equipment.
To learn more, give us a call, email us or visit us at HYDRAULEX.COM
PRODUCT SHOWCASE
FEATURED PRODUCT
Concentric maxi torque Keyless bushing Connection System: efficient and reliable for power transmission
Custom machine & tool Co., Inc. (Cmt ) introduces the Concentric maxi torque Keyless bushing Connection System, designed for small shafts and drive components in power transmission and motion control markets. t his system offers easy installation, precise positioning, and removal of drive components without traditional keyways or setscrews.
System Overview
t he system works through a mechanical shrink fit, using a setscrew to force a tapered bushing into a matching hub taper. t his compresses the bushing, securely clamping the pulley to the shaft. t he setscrew can also be reversed to release the fit, facilitating quick adjustments or repositioning. t his design reduces shaft damage and allows for compact, lightweight drive designs.
» reliability: Offers superior torque capacity compared to conventional methods.
» economical: eliminates the need for extended hubs and reduces costs associated with shaft modifications.
Akribis Systems Introduces rod motor positioning modules With Submicron Accuracy
Akribis Systems has launched the SG r Series rod motor positioning module, offering submicron accuracy crucial for industries such as semiconductor, biotechnology, and precision assembly. t he module features the Akribis rDm-A Series coreless direct drive rod motor, a linear guide rail, and an integrated optical encoder. It is available with strokes from 70 to 720 millimeters and customizable force ranges, ensuring high precision in various applications. t he ironless motor design ensures cog-free operation, and the optical encoder provides 0.2 µm resolution for exceptional repeatability. With a compact size, strong aluminum housing, and economical configuration, the SG r Series is suitable for use in sectors like medical equipment and laser processing.
For more information, visit www.akribis-sys.com
Akribis Systems Introduces Rod Motor Positioning Modules With Submicron Accuracy
Aviatools, Inc. - De-powdering machines for Additive manufacturing
Aviatools presents a new line of depowdering machines for additive manufacturing (A m), including models Dp 400, 500, 1000, and 1500. built on the company’s expertise in machine manufacturing and CNC, these machines efficiently remove unsintered powder from
3D-printed parts, handling pieces up to 1 metric ton and 1.5 meters tall. t he systems feature an optional atmospherically controlled cabin, integrated CNC capabilities, and AI-powered software for simple programming. Designed to handle complex parts and reactive metal powders, they offer 360-degree rotation, inert gas capabilities, and programmable cleaning cycles.
For more information, visit www.AviatoolsUSA.com
beckhoff Launches Compact, multi-I/O e-Z LOK Introduces press-in threaded Inserts for plastics e-Z LOK has announced the e-Z press™ inserts, designed for post-molding installation in thermoset and thermoplastic materials. t hese inserts have a slotted design with a diamond-knurled outer diameter for secure "cold" installation, reducing molding costs and eliminating thread chasing. Available in flush, flanged, and reverse slot styles, e-Z press™ inserts are installed easily with tools
UNLOCK EVERY INCH OF
STORAGE SPACE!
ranging from a rubber mallet to an arbor press, minimizing reject waste and ensuring proper alignment.
For more information, visit www.ezlok.com
emUGe-Fr ANKeN expands Line of High-performance end mills em UG e-F r ANK eN USA has expanded its high-performance end mill line, adding nearly 2,500 new tools for a total of over 6,000 options. t he expanded lineup includes the versatile tO p-Cut VA r e nd m ills, available in multiple configurations for a
Combilift’s range of multidirectional forklifts, pedestrian reach trucks, straddle carriers and container loaders will allow you to maximize the capacity, improve
wide range of applications. New additions also feature Cera-Cut e nd m ills for heat-resistant super alloys, high-precision skiving tools, and more, meeting diverse milling requirements and enhancing productivity in challenging operations.
For more information, visit www.emuge-franken-group.com
rust proof Chemical resistant Canopy Hoods
Canopy Hoods are designed to effectively collect and exhaust corrosive vapors, heat, steam, and odors. Available in multiple widths—36”, 48”, 72”, and 96”—these hoods come in both Wall and Island models, offering
versatility for different setups. made from either molded, chemical-resistant, flame-retardant composite resin or welded type 304 stainless steel, the hoods ensure durability and resistance to harsh chemicals. Wall models include mounting kits, while Island models offer optional suspended mounting kits. Corner canopy hoods are available to maximize space utilization, with options for wall mounting or ceiling suspension. Additional features like vapor-proof lights, switches, and enclosure panels improve airflow and containment. Custom sizes are available upon request.
For more information, visit www.HemCOcorp.com
KHK USA Inc.
Highlights
extensive Line of metric Helical Gears
KHK USA Inc. showcases its extensive line of metric helical gears, manufactured to high standards by Kohara Gear Industry Co., Japan. these gears, designed for high-speed rotation applications, provide smooth transmission, reduced vibration, and less noise compared to spur gears. the KHG Ground Helical Gear series is noted for its strength and wear resistance, utilizing alloy steel and a ground finish for superior durability. these gears can replace spur gears without altering the existing gear train, offering a compact design advantage. KHK helical gears are ideal for use in machine tools, speed reducers, and other industrial machinery requiring high-speed rotation.
For more information, visit www.khkgears.us
mallard mfg Unveils New Slim-Fit Full-Length Carton Flow Divider
mallard manufacturing introduces the Slim-Fit full-length dividers for wheeled carton flow systems, enhancing order picking speed and accuracy. these dividers offer adjustable
increments to maximize SKU lanes and reduce wasted space. Features include secure double-action locking, color-coding options, and compatibility with mallard’s carton flow rack products. Designed for industries such as retail, grocery, and e-commerce, the dividers provide a cost-effective solution for streamlining warehouse processes and improving operational efficiency.
For more information, email info@mallardmfg.com
8 x 12-inch bench Lathe from palmgren palmgren introduces the 8 x 12-inch bench Lathe, designed for precision turning operations typical of larger machines.
Constructed from heavy cast iron with smooth power transmission through helical gears, this lathe ensures long-lasting, trouble-free performance. It is ideal for prototype shops, home machinists, and tool rooms, capable of turning small metal parts with precision. Standard features include a 3-jaw chuck, tool post guards, a 4-way tool post, and precision bearings. palmgren, a C.H. Hanson® brand with over 100 years of experience, guarantees quality and durability.
For more information, visit www.palmgren.com
extensive Inventory of bmt Live tools Available from platinum tooling platinum tooling technologies, Inc., the exclusive importer of Heimatec live tools, offers a wide inventory of bmt (base mount tooling) products available for immediate delivery from its Chicagoland location. the range includes adjustable tools, speed increasers, and internal coolant tools in various standard bmt sizes. Heimatec tools feature the u-tec® changing system for flexibility with different collet systems and tool adapters. Designed for high power transmission and increased rigidity, these tools enhance
tool life and finish quality, making them ideal for the North American machine tool market.
For more information, visit www.platinumtooling.com
S tUDSON Disrupts Industrial Safety market with buckle-Free Chinstrap Helmets
S tUDSON introduces the S tUDSON by Highbar type II safety helmet featuring a unique, buckle-free Highbar chinstrap system. Originally designed for action sports, this chinstrap provides a better fit and enhanced safety for industrial workers in construction, oil and gas, and manufacturing sectors. the innovative mono-chinstrap is easily adjustable with a twist dial, even with gloves, offering a more hygienic and comfortable experience compared to traditional four-point systems. the helmet also incorporates Koroyd technology for improved impact absorption and ventilation, along with twiceme for storing health data accessible to first responders.
to learn more, visit www.S t UDSON.com
Your partner in specialized protection through risk management expertise
At Nationwide®, risk management isn’t just protocols and standards; it’s also about our people. You care about your workforce and community. Let us help you protect them. Nationwide has a dedicated manufacturing team in risk management that includes Professional Engineers (PEs), Certified Fire Protection Specialists (CFPS®), Certified Professional Ergonomists (CPE®) and Certified Industrial Hygienists (CIHs) who understand the unique risks to manufacturing operations like yours.
Learn more at nationwide.com/safety or scan the QR code with your phone.