13 minute read
THE DED HEAT



WORDS: SAM DAVIES
In 2019, one of the largest steel producers in the world, ArcelorMittal, played matchmaker to give the additive manufacturing (AM) industry another player in the increasingly competitive Direct Energy Deposition (DED) market. The joint venture between metal AM fi rm AddiTec and 3D printer distributor Sicnova yielded the Meltio brand to commercialize the former’s patented LMD-WP process.

Three years earlier, Formalloy was established after two 3D printing hobbyists – one aerospace engineer and one mechanical engineer – saw the potential of DED to build parts, repair parts and print parts in multiple materials.

Nearly twenty years before that, Optomec had delivered the fi rst of its 250+ DED platforms, before a 5 million USD project with Boeing, Rolls-Royce, Siemens and the DOD in 2003, and an announcement in 2020 that it had used the technology to refurbish more than 10 million turbine blades.

The likes of Trumpf, DMG Mori, Norsk Titanium, GEFERTEC and Prodways are other established players to off er DED technology. Mitsubishi is the latest company to throw its hat into the ring.
And the reason there are so many providers of DED technology – which is defi ned as a process that adds material, whether it be metal powder or wire, alongside the heat input, whether it be from a laser or an electron beam or a plasma arc, simultaneously – is because there are so many opportunities. At the recent AMUG Conference in Chicago, Paul Gradl – a Senior Propulsion Engineer at NASA – outlined that NASA is looking to DED for large scale nozzle development, for the additive manufacture of larger parts than manufacture of larger parts than is possible with current powder bed fusion is possible with current powder bed fusion (PBF) platforms, and to explore the bimetallic (PBF) platforms, and to explore the bimetallic 3D printing of heat exchangers. “DED continues to gain ground in its sweet spots: repair, multi-material builds and large-format part production,” Optomec VP of Marketing & Product Management Mike Dean told TCT. “One of the reasons it’s gaining popularity is that it produces a fully dense part with mechanical properties that match wrought materials. For many metal AM applications, fatigue strength is a critical design criterion, so fi nal part density is a At least two of the three companies
“DED continues to gain ground in its sweet spots: repair, multi-material builds and large-format part production,” Optomec VP of Marketing & Product Management Mike Dean told TCT. “One of the reasons it’s gaining popularity is that it produces a fully dense part with mechanical properties that match wrought materials. For many metal AM applications, fatigue strength is a critical design criterion, so fi nal part density is a key factor in qualifi cation.”
At least two of the three companies interviewed for this piece – Optomec and Formalloy – count NASA amongst their
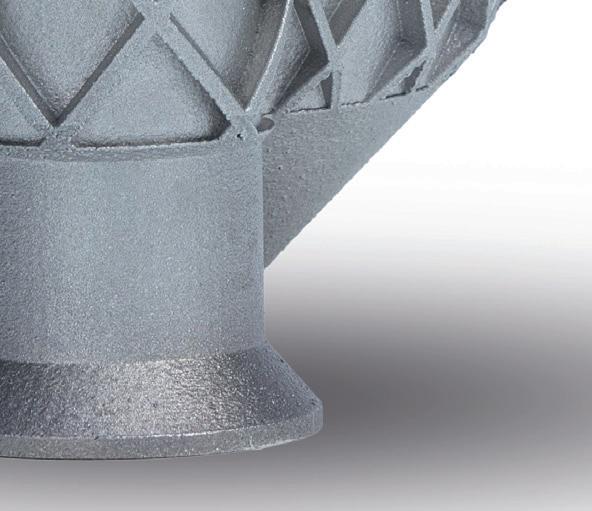
SHOWN:
12.1KG NAVAL PROPELLER PRINTED 12.1KG NAVAL PROPELLER PRINTED WITH THE MELTIO ENGINE ROBOT INTEGRATION IN 316L AT A COST OF 189.71 EUR

users. While Meltio hasn’t publicly named NASA as a customer, it has already sold 135 of its machines in 35 countries, with industrial adoption said to be starting to outpace the sales into education and technology centers. Of course, there is a whole world out there, and though Gradl’s highlighting of DED technology at AMUG was some handy validation for these players, there are plenty of applications, industries and opportunities to chase. One of those, as already referenced by Dean, is to pick up the applications that powder bed fusion – perhaps the dominant metal additive manufacturing process in industry – can’t feasibly facilitate. In his AMUG presentation, Gradl noted that parts with dimensions that exceeded 1m x 1m – such as a large nozzle that measured 2.4m in diameter and 3m in height – would be additively manufactured with DED rather than PBF. “For some aerospace components, they don’t fi t well into most powder bed systems,” Formalloy CEO Melanie Lang – the aerospace engineer who founded the company with Jeff Riemann – said. “And some [applications] have been fairly welldefi ned using powder bed processes, but now they either want to go to higher throughput or larger build volume size, and those are the good uses cases for now.” “Just this ability to freeform fabricate components removes a lot of the restrictions you have in a powder bed fusion process,” Meltio CTO Brian Matthews added. “So really, there’s no size constraint. The other appealing thing, for me, is the fact that, especially in a wire-based process, all of the material ends up in the part, so nothing beats that on an economical basis.” Increasingly, suppliers of DED technology are tweaking their products to allow customers to explore larger components. In Optomec’s LENS Print Engine, Meltio’s Engine CNC and Robot Integration options, and Formalloy’s off ering of specialty hardware – including its AX Metal Deposition Head, PG Powder Feeder and ADF Alloy Development Feeder – users can benefi t from modularity and fl exibility as they work on larger parts or look to scale their operations. “We made the Powder Feeder and the Alloy Development Feeder available in standalone mode, [so users] can integrate those with other DED processes. We wanted to give access to the power [of those products] to people that might already be using a DED process,” Lang explained of Formalloy’s approach, before adding: “We want to be able to support our customers when they’re ready to take it to full-rate production. For some customers, that means very high throughput and it means setting up an additive cell versus putting our machine on the production fl oor. You’ve seen pictures of automotive manufacturers, it’s a very well-oiled machine, it’s very lean, everything’s been very well planned out. So, the chance that they’re going to take a Formalloy X5 and put it in the middle of their fl oor and disrupt that is pretty low. By productionizing it, we made the key components available so it can be integrated into a customer’s production line.” Meltio’s modular off ering comprises the Engine CNC integration to create a hybrid manufacturing solution that enables part repairs and post-processing to be done at once, while its robot integration has been off ered to facilitate large, complex shapes to be printed. Optomec’s LENS Print Engine, meanwhile, features modular components such as deposition heads, powder feeders, process controls, a motion controller and tool path software. This off ering, like Meltio’s, is put forward for hybrid manufacturing, reworks and repairs. Part repairs and reworks are where Optomec has had much of its success with DED thus far. In the last two years, the company has not only recorded its 10 millionth turbine blade refurbishment with DED but also been awarded a 1m USD contract with the US Air Force, a 500,000 USD contract with the Air Force Sustainment Center and delivered a 1m USD metal 3D printing system to an existing aerospace customer, all for the same kind of application. The company believes this to be a great example of
NASA as a customer, it has already sold 135 of its machines in 35 countries, with industrial adoption said to be starting to outpace the sales into education and technology centers. ‘DED’s unique problem-solving ability’ and expects component repair applications to continue to grow in the future. “In the past, the metal was added back with hand TIG welding,” Dean explained of the typical turbine blade component repair process. “There are problems with TIG welding, however. First, it adds excess heat to the blade, often degrading its metallurgy. Second, the hand process is inherently not repeatable, resulting in a high scrap rate. Finally, the TIG process results in excess added weld material that is costly to remove later. The DED process, on the other hand, is automated, very precise, adds far less heat to the base metal and results in much less overbuild. By adopting DED, the overhauler sees immediate reductions in cost and scrap while improving the quality of the repair.” Reaching the milestones that Optomec has with its use of DED to repair components, Dean says, felt better than selling 100 machines for the same application because it represented years of ‘detailed development in metallurgy, laser processing, powder delivery, automation, robotics, software and recipe development in partnership with top aviation companies.’ Indeed, to keep moving forward onto the next big opportunity with DED, the same endeavor will be required. At AMUG, Meltio had a range of printed parts that exhibited its DED technology’s capacity to produce parts in multi-material, including one component that utilized stainless steel, mild steel, Inconel 718 and copper rods, with each material changeover completed in seconds with no cost penalty.
Of course, there is a whole world out there, and though Gradl’s highlighting of DED technology at AMUG was some handy validation for these players, there are plenty of applications, industries and opportunities to chase.


One of those, as already referenced by Dean, is to pick up the applications that powder bed fusion – perhaps the dominant metal additive manufacturing process in industry – can’t feasibly facilitate. In his AMUG presentation, Gradl noted that parts with dimensions that exceeded 1m x 1m – such as a large nozzle that measured 2.4m in

SHOWN:
PARTS PRINTED WITH MELTIO’S DED TECHNOLOGY
This, DED vendors believe, could open the doors to an increase in design the doors to an increase in design creativity and enhancements in part performance.
“For example, you could print a cylindrical object with a corrosionresistant alloy on the inside and a high thermal conduction alloy on the outside, or an object that has a high hardness in one area and high strength in another area and so on,” Dean exampled. “This capability is a relatively new concept for mechanical designers who were used to thinking that each part had to be made out of single material, but we’re now seeing new multi-material designs emerging, particularly in the aerospace industry.”
“My gut feeling is that multi-material is the thing that going to get people excited,” Matthews said. “Because it’s not even a consideration; when you design a part, you don’t think about some transition where you change the material. When people start thinking in that way, that’s going to really put fuel on the fi re.”
“I think many of the engineers who are still designing parts today, and people in leadership roles, they didn’t have the ability to think about how do we make this heat exchanger with multi-material to control the thermals and the strength? That wasn’t a tool in the toolbox,” added Lang. “Now that tool is in the toolbox, I think there are more people that are starting to think about how you do that and what you incorporate. That’s why I see it you incorporate. That’s why I see it improving in the future because now improving in the future because now you have more exposure, you have you have more exposure, you have researchers that are working on their researchers that are working on their PhDs now, or maybe in the national PhDs now, or maybe in the national labs. At some point, they’re likely to go labs. At some point, they’re likely to go into industry or infl uence industry, and into industry or infl uence industry, and they’re going to make it well known they’re going to make it well known that it’s proven technology and it’s that it’s proven technology and it’s another tool in your toolbox, so don’t another tool in your toolbox, so don’t limit yourself to a single material when limit yourself to a single material when you’re designing a component or even you’re designing a component or even a single process.” a single process.”

Standing in the way of, or at least Standing in the way of, or at least slowing down, DED’s potential slowing down, DED’s potential is a few things. In the early is a few things. In the early days, a lack of standards days, a lack of standards stymied adoption, stymied adoption, but ASTM published but ASTM published its standards in its standards in 2016, with SAE 2016, with SAE and some DOD groups and some DOD groups following in the last 24 following in the last 24 months. Some vendors suggest they have also been waiting for software technologies to catch up, while trust in the process and technology readiness are both cited as challenges still to be fully overcome.
With DED set to have a big play in sectors like aerospace, defence, oil & gas, at AMUG Gradl also highlighted a consideration he is having to make around the printing of witness specimens and tensile bars when using DED: “Do I build specimens before and after [the build of the part]? Or do I build some excess stock on I build some excess stock on my part that I sample as my part that I sample as well?”
Lang suggests that these Lang suggests that these are possible approaches, are possible approaches, though Formalloy would also though Formalloy would also suggest DED users harness suggest DED users harness its DEDSmart software platform its DEDSmart software platform – which can collect parameter – which can collect parameter and sensor data from a build and and sensor data from a build and correlate properties and quality correlate properties and quality – to 'ascertain the quality of a – to 'ascertain the quality of a part to complement, and in part to complement, and in the future even replace, the future even replace, the need for witness samples.'
Along the same lines, Along the same lines, Dean says that the approach Dean says that the approach to controlling the output of the to controlling the output of the process is to control all inputs – process is to control all inputs – calibrating things like powder fl ow calibrating things like powder fl ow and laser powder according to preset and laser powder according to preset intervals. Otherwise, samples are to be printed on the same build plate; before or after if there are space constraints; and in the case of repairs, their preferred approach is to use nondestructive testing on a portion of the repairs and destructive testing on other portions.
And with that guidance on off er to all those who adopt their technology, the vendors believe DED belongs in the hands of manufacturers, whether they be in aerospace and defense, or automotive and jewelry. There are large parts, complex parts and multimaterials that need to be produced, and some which, in time, will need repairing. In many of those cases, Optomec, Formalloy, Meltio and others believe their technology to be capable.
“Getting the technology in the hands of the makers, that’s what we want to do,” Matthews fi nished. “And not to say that R&D and technology centers and what they do is not important, of course, it’s incredibly important, but if that doesn’t fi lter down to all the industrial sectors, then that would be a tragedy, so we’re trying to accelerate that migration from the few to the many. Our goal is to sell thousands of machines – not because we have done a fi nancial analysis, it’s because that would tell us that we’re making the kind of impact that we want to make.”
SHOWN:
5KG ENGINE MANIFOLD PRINTED WITH THE MELTIO ENGINE ROBOT INTEGRATION IN 316L AT A COST OF 95.86 EUR