
39 minute read
PROJECT MY2K: PART 9 BUYING USED AND


PROJECT
MY2K: PART 9
Advertisement
BUYING USED AND GETTING BACK TO BASICS
It ’s been a year since this truck was purchased to help generate, what we hope, is good technical content around the 7.3L Power Stroke. We’d hoped to be able to share more in-depth information on the strengths and weaknesses of this platform, what can be upgraded for better reliability. What parts are worth upgrading and why. Mostly, we just wanted to show the guys out there still driving a twenty year old truck , that while it ’s old and outdated compared to the new trucks, they can still be plenty capable when it comes time to work . KC Turbos Stage One With the most basic upgrades already taken care of, and a lot of the common failure points resolved, its time to jump into some of the more in-depth installs, like replacing the worn out and undersized stock turbo and replacing the leaking exhaust up-pipes. We’ve done articles on 7.3L turbo upgrades before, and one of our favorites to date was a KC300X that was installed on a 1996 Power Stroke project a few years back. Leaning on that knowledge, we reached out to KC Turbos for their opinion on the best option for our mild daily driver/tow rig build. With plans of a Stage 1 or 1.5 injector down

In factory form, the stock turbocharger on the 1999.5-2003 7.3L trucks, wasn’t a bad little setup. But with added fuel from tuning or larger injectors could quickly show its pitfalls. With more than factory power levels, the stock turbo is prone to compressor surge while towing and can run out of air quickly, leading to hot EGT’s, and smoky driving conditions under load.
We knew added airflow would be necessary for this truck, to attain our goals for the built and upon closer inspection, found leaking exhaust up-pipes and had developed a nasty oil leak coming from the turbo pedestal. So, this seemed the opportune time to install the slightly larger 63/68/.84 drop-in turbocharger from KC Turbos.
This appears to be the original turbocharger on the truck and at 170,000 miles, we think it’s paid its dues. While there are some less expensive options on the market to upgrade the factory unit to eliminate surge and improve airflow, a complete replacement unit seemed to make the most sense for this truck.
the road, we needed the air to support 400hp, but didn’t want to give up low end spooling, so we ordered the Stage One drop-in turbocharger from them, along with their high flow outlet and non-EBPV turbo pedestal kit.
In speaking with KC Turbos owner, Charlie Fish, he suggested their latest rendition Stage One stock replacement KC300x turbocharger because of its use of their Gen 2 63m compressor wheel, and Borg Warner SX-E based 68mm turbine wheel, they had specifically designed and produced for the 7.3L applications. Since the Super Duty trucks came factory equipped with a wastegated exhaust housing, the tighter .84 housing offers the best of both worlds for both drivability and high RPM EGT/boost control. For our build, their 63mm compressor wheel would move enough air to support a Stage One injector while running great on stockers, should we never get around to upgrading them. The Gen 2 63mm wheel offers great spool-up and a broad power curve thanks to its seven-by-seven extended tip blade design and profile. Paired with their uniquely styled compressor cover, the larger map groove offers excellent surge control while towing.
Since our factory pedestal has been leaking oil from the warmup valve rod, this was the perfect time to









The 1999+ trucks made it much easier to swap turbocharger than the previous 1994-1997 trucks, as Ford moved over to v-band style exhaust inlet and outlet. The change in firewall and cowl design also makes it much easier to access everything with your hand tools, including the pedestal bolts.
eliminate that problematic system from the truck all together. This offers two benefits. First, we’ll eliminate that pesky oil leak. Second, we can remove the restrictive warm up butterfly valve from the exhaust outlet and free up the exhaust to help bring exhaust temperatures down some more. The high flow outlet removes any restrictions on the exhaust side of things, offering the absolute best in EGT control.
Riff Raff Up-Pipes While speaking of exhaust, the factory Ford exhaust up-pipe design leaves a lot to be desired. Our factory up-pipes have been leaking for some time, and now is the perfect time to replace. The stock units use a simple crush donut to seal the pipes to the turbine collector, but after thousands of heat cycles, these crush donuts just simply don’t hold up. Riff Raff Diesel is another great shop that focuses primarily on the Power Stroke platforms and has really put a lot of effort in to making products that not just resolve factory issues but improve performance or efficiency while they’re at it. Their bellowed up-pipe kits for the 7.3L were designed to replace the donut gasket with a better performing design that fits like OEM pieces would. They are built right here in the USA using aircraft grade 321 Stainless Steel, ensuring they’ll never rust or crack. By incorporating a bellow into the pipe, you’ll still get the flex and expansion
With the intercooler pipes removed, we needed to remove the ‘spider’, which is the x-shaped unit sitting in the valley of the engine. With the spider out of the way, you have easy access to removing the turbocharger and up-pipes.


With the v-band clamps all removed and the joints broken loose, the last step to removing the turbo is removing the two pedestal bolts. The turbo can then be lifted off it’s perch and finagled up and out of the engine bay exposing the exhaust up-pipes back against the firewall and the factory leaking pedestal.
needed in the up-pipe with continuous heat cycles, while keeping a leak free seal.
Results After the install was complete and we were able to use KC Turbos nifty boost leak detector to ensure the system was sealed up tight we made our first drive around town and were blown away at the responsiveness of this 63/68 turbocharger. You’d never know this turbo was larger than stock , aside from the slightly different tone it produces. While it’s quite a bit larger than the stock turbo, with the exhaust leaks sealed up and the .84 a/r exhaust housing, the turbo makes boost effortlessly. Whether we’re leaving a stop light or rolling into the throttle when cruising, boost comes up easy and really limits smoke output of the exhaust. The power band feels wider, and our boost pressures have come up to peak in the 24-25psi range. We’ve seen over a 200 -degree drop in our EGT’s at wide open throttle and towing trailers has become effortless.
In upcoming issues, we are going to address a few more things on the charge air system, like an intercooler upgrade, intake plenum repair, and diving into a couple of other exhaust related repairs. We also need to spend some time on the interior with some replacement leather seat covers, and address a mild coolant leak we’ve developed recently.

With the turbocharger out, it was also the perfect time to address the failure prone exhaust up-pipes. These pipes direct exhaust from the exhaust manifolds to the turbine inlet of the turbocharger. The factory design uses a crush style donut, that after time, and thousands of heat cycles will lose its ability to seal. This leads to poor turbocharger performance, excessive EGT’s, and a sooty mess under the hood.
The factory turbocharger is equipped with a warmup valve on the exhaust side, which will close on cold start ups to allow the engine to reach operating temperatures sooner. Downside here, is the actuator used to open/close that butterfly often deteriorates in the pedestal and will create a substantial oil leak. Which you can obviously see is the case here.

To eliminate the chances of this happening in the future, we’ve opted to remove the warm-up valve all together. For this change, the turbo must be equipped with the higher flower non-EBPV outlet and you’ll need a non-ebpv pedestal, which we sourced from KC Turbos when we ordered our new 63mm unit.
When the pipe will come out of the upper collector without removing the bolts and breaking the seal on the crush donut, you know it’s time to replace the up-pipes.


SOURCES
KC TURBOS WWW.KCTURBOS.COM RIFFRAFF DIESEL WWW.RIFFRAFFDIESEL.COM

Riffraff Diesel uses a completely unique style up-pipe with an integrated bellow to allow some flex and movement with the continuous heat cycles. This style up-pipe offers much better durability and a leak free seal the factory style crush donut up-pipes can’t.

The new style up-pipe offers much better sealing to ensure proper turbocharger performance and thousands of trouble free miles. We will note, on our new set, we did need to oblong our upper holes slightly while on the bench, to allow the bolts to easily thread into the collector without being cross threaded.
The brand new up-pipe and non-EBPV pedestal bolt right back in place of the factory units. Riffraff’s kit includes all new hardware as well, making reinstallation a breeze. Before snugging the up-pipes to the manifold, you’ll want to have everything loose, this will allow the collector to clamp onto the turbine inlet without much fight.


Looking at the outlet of the factory turbo, you can set the large butterfly valve located within the stock exhaust housing. This is the warm-up valve we were referring to earlier. By removing this valve, we can free up some restriction on the exhaust side for better flow, while ensuring we never have to deal with a sticky valve or leaking pedestal in the future.

With the high flow outlet installed on the turbocharger, you can look deeper into the turbine housing to see the highly custom turbine wheel KC Turbo’s uses for the 7.3 applications. The original turbo uses an antiquated Garret designed turbine wheel that doesn’t offer much flow, so KC has developed a duplicate version to the better performing Borg Warner SX-E style turbine wheel, built specifically by them as a direct fit piece for the Garrett style reverse rotation turbo.
Sitting on the new non-EBPV pedestal, that 63mm unit looks right at home on the old Power Stroke. While we opted to go with the smaller 68mm turbine wheel and tighter .84 exhaust housing, the built-in wastegate will allow us to maintain quick low end response without worrying over excessive boost pressures under wide open throttle pulls.
The latest Gen 2 compressor wheel design used in the KC drop-ins offers incredible spool-up, with a wider map groove for excellent towing performance and higher RPM flow to support 450hp without EGT concerns.
One other significant difference you’ll see between the stock and the KC turbos is the size of the compressor inlet. KC Turbos ups the ante by using a full 4” intake tube, this offers maximum intake flow to the compressor wheel, without the choke point like a factory compressor inlet would create.














DE-STROKED DURAMAX

THE INNER WORKINGS OF AN LMM BUILT TO LIVE AT HIGH-RPM

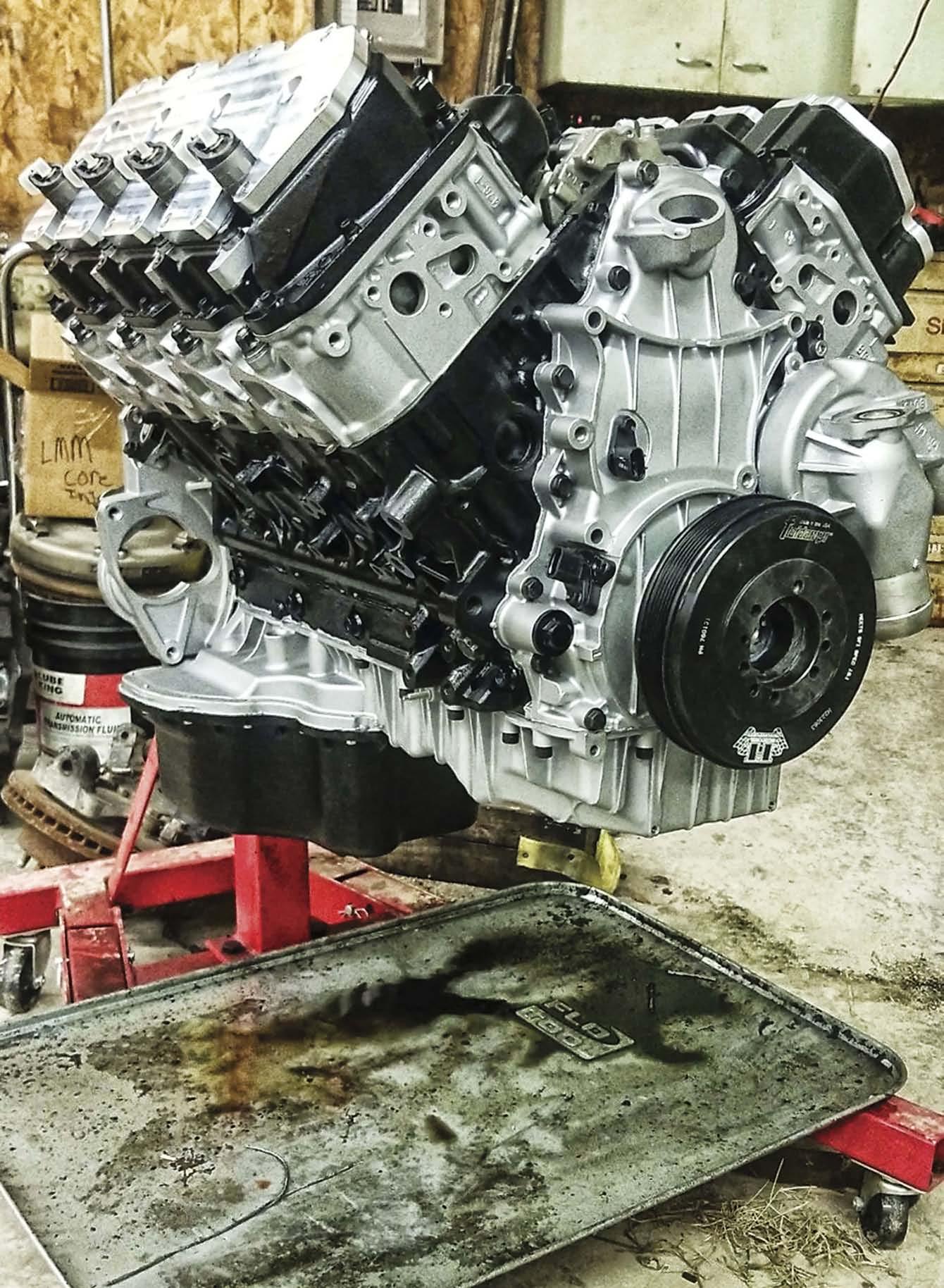
At the heart of the build, you’ll find a Callies Ultra Billet crankshaft with a custom, 3.750-inch stroke (vs. 3.897-inch stock) that was internally balanced at Wagler Competition Products. Callies machines the crank from triple heat-treated 4330v steel before being treated to the company’s Perma-Case nitriding process (for surface hardening). Compared with the factory forged-steel crankshaft from GM, the rod journals are narrower (2.165 inches in width) for improved strength.
Designed and intended to be run upstairs, the short-stroke engine is void of a girdle or billet main caps, but does employ ARP main studs. Made from 8740 chromoly steel, ARP’s main studs have a 200,000-psi tensile strength rating. Prior to the engine’s assembly, the entire rotating assembly (complete with an SFI-approved Fluidampr harmonic balancer and Sun Coast zero balance flex plate) was internally balanced at Wagler Competition Products. All of the machining (including line boring of the main bearing bores) took place at Wagler’s Odon, Indiana facility as well. W e see a lot of engines go to gether here at Diesel World, but occasionally we’re able to sit in on a highhorsepower build that breaks the mold. After playing a key role in keeping as many as seven pulling trucks operational during the summer, Kevin Dermody of Dermody Diesel didn’t settle in for a long winter ’s nap once the weather in his native Illinois turned cold. Instead, he found himself busy indoors, piecing together a fairly unique combination of parts for a power-hungry Duramax owner. It wouldn’t be a big bore engine nor a stroker, but rather a de -stroked LMM designed to live at high rpm.

Having been around big bore and stroker versions of the 6.6L in the past , Dermody was accustomed to sizing turbochargers for stock or increased displacement engines. Needless to say, turbo selection presented a new challenge for a high-rpm screamer. First and foremost , he wanted chargers that wouldn’t run out of steam at 3,500 rpm. However, he needed them to be reasonably responsive at low rpm. Beyond turbo selection, Dermody would enlist the help of some of the biggest names in the industry, with companies like Wagler Competition Products, Diesel

The Ultra Billet crank swings a set of forged-steel connecting rods from Wagler, which accommodate a Trend Performance Hemi-style wrist pin on the small end. Forged from 4340, the I-beam style rods are shot-peened for enhanced strength and utilize 7/16-inch ARP2000 cap bolts. Used in countless truck pulling and drag racing applications, these rods have been proven to handle more than 2,000 hp without issue.
A forged-aluminum, 16:1 compression Ross Racing piston resides in each cylinder. The 4.075-inch bore (vs. 4.055 stock) pistons feature Ross’s black skirt coating, much like hard-anodizing, with a Teflon seal for longer skirt life. To safeguard against piston-to-valve contact at high rpm, 0.095-inch deep valve reliefs are present.
With big horsepower comes the need for added oil pressure, and one of Wagler’s pinned oil pumps got the call for this build. The pump’s 0.030-inch shims provide for 25 psi of oil pressure at idle and 90 psi peak. For added peace of mind, the oil pump is pinned to ensure the gear never spins on the shaft.
Valve actuation is controlled via a Dominator series, standard firing order camshaft from Diesel Technology Source. Wagler 4130 chromoly, 3/8 x 0.135inch wall pushrods link the cam to the billet rocker shafts (also sourced from Wagler).

Technology Source, S&S Diesel Motorsport , and HSP Diesel all coming onboard.
For a look at the complete build sheet behind this short-stroke, 390 ci Duramax ’s somewhat unorthodox route to making power, keep reading.



For optimum combustion sealing, the block was machined to accept stainless steel O-rings. Wave-Stopper head gaskets from Mahle, which feature a patented design that entails concentric waves around the combustion chamber area to allow each gasket to adapt to varying loads and pressures, accommodate the 0.064-inch thick O-rings.

A set of Dominator series race heads from Diesel Technology Source were supplied for the build, and anchor to the block by way of ARP Custom Age 625+ head studs. The stock size intake and exhaust valves were retained (33mm and 31mm, respectively), but the heads underwent extensive CNC porting. As a result, the intake valves flow 225 cfm per cylinder (stock heads max out at roughly 180 cfm).

With the water pump being a common failure point in Duramax mills that see excessive engine speed—and because this engine will often find itself above 4,000 rpm—a welded or pinned factory water pump just wouldn’t suffice. For ultimate peace of mind, a Wagler billet water pump got the nod. It employs a billet impeller (vs. plastic on late-model Duramax’s), a hardened tool steel shaft, ceramic seals, roller bearings, and an anodized hard coat.
Dual valve springs with Titanium retainers provide the proper spring rate and seat pressure for the kind of elevated rpm and boost levels the engine will see. Also notice the Dirty Hooker Diesel billet-aluminum coolant block-off plate behind the passenger side head, which was installed to rule out the possibility of the common coolant leak occurring at the rear engine cover.



Topping off the heads, Dermody installed a set of these trick upper valve covers from Wagler. They’re machined from billet 6061 aluminum, feature a leak-free O-ring seal, and come with all 28 required mounting bolts.
To avoid overspeeding issues that might surface while running a VGT at high rpm, two fixed geometry turbos are used in the engine’s compound arrangement. Sourced from HSP Diesel, the T4 pedestal for the high-pressure charger utilizes the factory turbo mounting points at the back of the lifter valley. The exhaust gases used to drive the high-pressure turbo route through PPE highflow, cast-iron manifolds and 2-inch diameter stainless steel up-pipes, both of which are heatwrapped to aid spool up.


Rather than opt for dual CP3’s, Dermody replaced the factory unit with a 14mm stroker pump from S&S Diesel Motorsport. With 71-percent more displacement than a factory CP3, this LBZ-based unit is known to support more than 1,500 hp (at the crank), and also eliminates the 3,000-plus rpm fuel flow restrictions present in stock CP3’s.
The reason behind the 14mm CP3 becomes clear when you realize it has eight 250-percent over injectors to feed. Also built by S&S Diesel Motorsport, the 250-percent over units are capable of supporting between 1,000 and 1,700 hp (at the crank), depending on how much air you have available. A set of Industrial Injection’s billet-steel injector hold-downs (with ARP mounting bolts) fasten the S&S injectors in place in the heads.
A high-rpm engine presents a unique challenge in turbo selection. First
things first, you want turbos
that aren’t out of steam at 3,500 rpm. However, you also need them to be as responsive as possible at low rpm. To perform well in both extremes and last while doing it, Dermody turned to the proven S300 and S400 platforms available from BorgWarner. Starting with a box S366 SX-E (the unit shown), the turbo was treated to compressor wheel, turbine wheel, and map groove work, which culminated in
a 15-percent gain in flow.
The T4 charger retains its 360-degree thrust bearing assembly for optimum shaft support and makes use of a 73mm (exducer) turbine wheel inside a 0.91 A/R exhaust housing.
With the long-block assembled and the CP3, injectors, and turbo pedestal installed, an oil pan from PPE was bolted on, too. The cast-aluminum pan is designed to drain completely, but also adds an extra quart to the engine’s oil capacity.



Picked to serve as the atmosphere turbo, an S480 SX-E based charger sits next to the passenger side battery. It too benefits from compressor and map groove enhancements, as well as flowing approximately 15-percent more air than it did in stock form (135 lbs/min or roughly 1,930 cfm, stock). The big T6 turbo conceals an 88/96mm turbine wheel inside a 1.32 A/R exhaust housing.



To keep both the free-flowing S480 SX-E as responsive as possible while also reducing radiant heat under the hood, a DEI turbo blanket is employed, along with exhaust wrap around the HSP Diesel hotpipe. The Max-Flow Y-bridge, 3-inch hot-side, and 3-inch cold-side intercooler pipes were also sourced from HSP. The S400 routes exhaust out a 4-inch downpipe.
Back in the truck, the freshly-built LMM rests on XD motor mounts from the Dmax Store. An LML-derived upper radiator hose, Mishimoto intercooler, DTS-built Allison six-speed, BD Double-Stack transmission cooler, 260-gph FASS system, and RCD Performance sump would also be installed before all was said and done.
For Dermody, the last order of business before handing the keys over to the truck’s owner entailed 100 break-in miles and a trip to the chassis dyno. Aboard the rollers, a little EFI Live magic from the tuning gurus at Custom Tuning Team will be used to get the truck as far into fourdigit horsepower territory as possible.
As an extreme example of what a destroked Duramax is capable of, looking no further than Tony Rizzi’s Outcast. The nitrous-huffing short-stroke in his ’37 Chevy pickup spins an insane 7,800 rpm, has carried him through the eighth-mile in as little as 4.5 seconds, and has been as fast as 171 mph. Factoring in the truck’s trap speed with its race weight, more than 2,000 hp is making it to the rear wheels.



SOURCES
ARP 800.826.3045 ARP-BOLTS.COM CALLIES PERFORMANCE PRODUCTS 419.435.2711 CALLIES.COM DERMODY DIESEL 217.473.4606 DERMODYDIESEL.COM DIESEL TECHNOLOGY SOURCE 770.266.0555 DIESELTECHNOLOGYSOURCE.COM DMAX STORE 877.469.3629 DMAXSTORE.COM FLUIDAMPR 716.592.1000 FLUIDAMPR.COM HSP DIESEL 586.785.3110 HSPDIESEL.COM INDUSTRIAL INJECTION 800.836.4207 INDUSTRIALINJECTION. COM MAHLE US.MAHLE.COM PPE 714.985.4825 PPEDIESEL.COM RCD PERFORMANCE 309.822.0660 RCDPERFORMANCE.COM ROSS RACING PISTONS 800.392.7677 ROSSPISTONS.COM S&S DIESEL MOTORSPORT SSDIESEL.COM SUN COAST CONVERTERS 800.868.0053 SUNCOASTDIESEL.COM WAGLER COMPETITION PRODUCTS 812.636.0391 WAGLERCOMPETITION. COM

ROCK CRUSH ING POWER

1955 INTERNATIONAL HARVESTER UD-18A


ROCK CRUSH ING POWER



By the serial number, this is a 1955 unit. It was in continuous use for nearly 20 years, acquiring over 9,100 operating hours. One of the most amazing parts is that is still has the original side covers, much of that tin being the same as what was used on the TD-18 crawlers of the era. The starting sequence for the gas-start diesels requires the covers to be removed and, very often, operators find some corner to stash the covers and usually they get lost. It’s mounted on the original steel bed, which was once part of the asphalt plant. Note the dual stacks. The engine has two cylinder heads, each covering three cylinders and each with a separate exhaust manifold and stack. Dewey added the axle, wheels, hitch and jack to make the unit more portable.

The diesel side of the engine shows the IH-built two-plunger injection pump that debuted in 1946 with the UD-18A series engines. In the year this UDR-18A was built, the bare engine was rated for a maximum 131.5 horsepower at 1650 rpm. In power unit form, the maximum intermittent rating was 125 horsepower at 1600 rpm. Maximum continuous was 100 horses at 1600. Rated torque was 462 lbs-ft at 850 rpm. International Harvester is well known for tractors, crawlers, combines and construction equipment, almost all powered by engines built in-house. For the better part of a century, IH, and it’s corporate descendant Navistar, was a renowned engine builder. Not only did they power their own wheeled equipment, they sold engines all over the world for every conceivable purpose, many tailor-made for specific applications. Because heavyduty engines suitable for tractors and construction equipment are also generally suited to stationary applications, much of the engine line back in the day was seen in several venues. That included the 691 cubic inch UD-18 six-cylinder gas-start diesel.
CRAWLER ROOTS The 691 cubic inch, six-cylinder IH diesel debuted in July of 1936 as the PD-80. It was a 6-cylinder first cousin to the PD-40, a four-cylinder that had emerged in 1933 to power America’s first production dieselpowered wheeled tractor, the WD-40. The 100 horsepower PD-80 did not immediately find a home in tractors or crawlers but was sold as the UD-80 for power units and other stationary applications. It began an evolution almost immediately and an updated variant debuted at the end of 1938 in the TD-18 crawler, which became International’s largest. The main thrust of the evolution was to improve combustion efficiency, so the cylinder heads and injection system had been much improved. The engine designation also changed to UD18 in stationary units and TD-18 in crawlers.
Research shows the first UD-18 power unit being built in January of 1940 and it debuted as the big boy in the lineup. World War II soon overtook IH, as it did with most American industry, but by the end of the war, the IH engineers had worked out enough improvements to bring forth UD-18A in 1946. A good deal of the improvement came from a new twin-plunger injection pump but there were also further improvements on the combustion side and many small durability and serviceability updates.
A LONG PRODUCTION RUN If you count the original ancestor, the PD-80, and the final variant, the UD-691as part of the family, this engine was in production for 31 years, from 1936 to 1964. The UD18A had the largest number produced, with 8,944 units listed from ‘46-59, the UD-691 listing shows 500 were built from ‘59-64.

A cutaway of the twin plunger injection pump. Each of the high pressure plungers feeds three cylinders. A similar single plunger pump was used on four cylinder engines. This pump actually predates the engine. By serial number, the pump in Dewey’s engine was built in 1947. Either it sat around before being installed in 1955, or the pump was replaced by a reman at some point in the engine’s life.
The gas side of the engine shows the carburetor, divided intake manifold, spark plugs and distributor. Engines used on crawler and other mobile equipment usually had a magneto instead of a distributor and coil so the distributor mounting hole was capped.

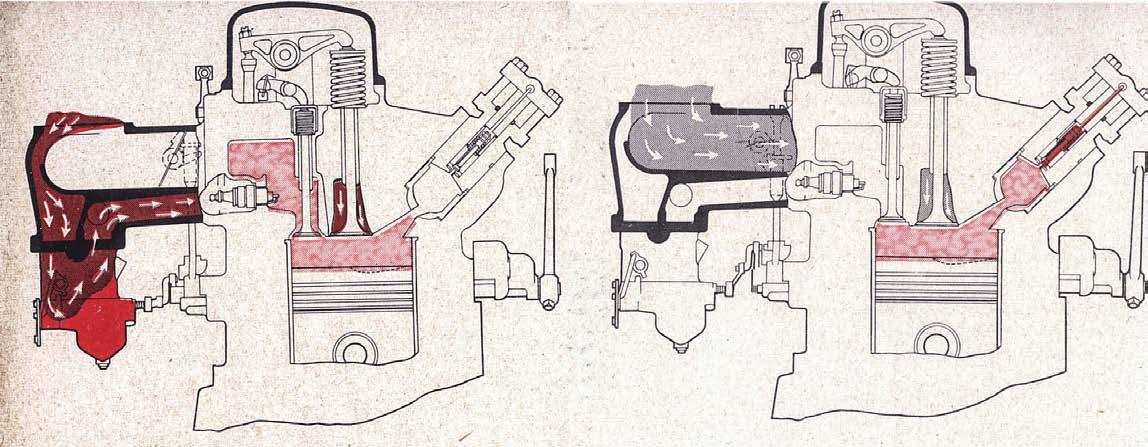
Here is how the gas start system worked on the UD-18A. On the left is the engine in gas mode. The red areas show the gas intake system and combustion chamber. The starting valve (third valve) is open, connecting the gas combustion chamber with the diesel side and that drops the compression ratio from 15.5:1 to 6.5:1.
The flapper valve is closed
in the diesel runner of the intake manifold. The spark ignition is energized and
the flow valve allowing fuel
to the carburetor is open. On the right, diesel mode is shown and with the starting valve closed, the compression is back up to
15.5:1, the intake flapper
is open and the engine is drawing air through the main runner. The ignition is de-energized and the carb is not getting fuel.
The hour meter shows 9137 hours. That’s a lot of hours on an engine, equivalent to about 550,000 road miles on a vehicle, but considering about 20 years of service, that’s only about 450 hours per year. The UD-18A’s big cousin, the monstrous 1091ci UD-24A (aka UD-1091), lasted a bit longer and was built into 1965. Other siblings included the UD-14A, which shared the same bore and stroke as the UD-18A, and the UD-525, which was a six-cylinder that shared the same 4.44 x 5.50-inch stroke as the original 460 ci WD-40 diesel. By the middle 1960s, the gas start feature was becoming a bit clunky. Better diesels, better electrics and glow plugs offered more efficient and less complication.
A TRIO OF ROCK CRUSHING DIESELS In the mid-1950s, The National Lime & Stone Company acquired at least two and probably three UD-18A power units. At any given moment, two of the engines were powering an asphalt plant. If one engine went down, they would quickly swap it out with the third engine to keep the plant running. It’s known from the current owner, J. Dewey Hetzel, that two of the engines have consecutive serial numbers. He owns both those engines but the third got away. While he thinks they were all bought at the same time and are likely consecutive, he can’t prove it. We consulted with National Lime & Stone and they couldn’t offer any more information. The Carey quarry has a long history, going back to 1903 and the beginning of National Lime & Stone. The engines were in use into the early 1970s. When the asphalt plant in the Carey, Ohio, quarry was taken down in the early


The simple control panel has survived 69 years so far.

The performance chart of 1955 shows the maximum, intermittent and continuous ratings, as well as the fuel consumption. At it’s maximum power of 131 hp, it used a pretty reasonable 8.4 gallons per hour. ‘70s, Dewey was on hand to take two of the power units for his collection of IH equipment.
The power unit shown here was seen at the Red Power Round Up in Springfield, Ohio, in the summer of 2022. When Dewey demonstrated the unit for us, it quickly drew a small crowd of people. It ’s still hale and hearty. At over 3,000 pounds as you see it here, moving it around is no cakewalk but visitors were appreciative of the opportunity to see a working example of a bit of Red Power engine history.
SOURCES
THE NATIONAL LIME & STONE COMPANY HTTPS://NATLIME.COM/ RED POWER ROUNDUP HTTPS://RPRU2023.COM/

We wondered what an asphalt plant looked like and found this image that dated to 1953, same as the engine, but we don’t know if it was the same make of plant as used in Carey. We reached out to National Lime & Stone for info on the asphalt plant used at their Carey, Ohio, gravel pit but they couldn’t come up with details by press time. They haven’t mixed asphalt there in a long time. The Carey pit is the one that started their business back in 1903 and the company is proud to still be privately owned and
flourishing nearly 123 years later.



TREAD ONLINE
GO VISIT US WWW.TREADMAGAZINE.COM






TWO FACES
OF 706 EARLY VS LATE FARMALL 706

The Farmall 706 and 806 tractors debuted in the summer of 1963. Both were badly needed touchdowns after several unexpected years of John Deere dominating the game. The 806 debuted with the new D361 engine but the 706 used an updated version of the D282 six-cylinder engine which had debuted in the late ‘50s and powered several IH tractors, including the somewhat notorious ‘58- 63 560. engine but in the rest of the tractor, particularly the final drive. The new transmission had a four-speed main box , with a two speed range box . It featured an optional hydraulic TA (Torque Amplifier) that could split each gear, instantly and with no clutching. The 06 tractors also featured a centralized, three pump hydraulic system of greater capacity than ever before offered. Not only did it power remotes for hydraulic implements, it operated an integral hydrostatic power steering system, hydraulic power brakes
Thomas Geise’s 1963 Farmall 706 is a narrow front model and shows the 706 line in the early days. Comparing it with the later unit nearby, you can see some detail differences, such as the clamshell rear fenders. Also different is the “Farmall” badge.
Robert Keener’s 1967 Neuss-powered 706 illustrates the 2nd Generation tractor. The second generation 706 emerged November 1, 1966 at serial number 37237. Generally speaking, “Second Generation” is indicated by the addition of the D310 Neuss engine. Approximately 9,410 Neuss-powered 706 Farmalls were built. Keener’s is a relatively early 706. It’s a wide front model which had proven to be more popular over time than the narrow front. The rear fenders are the
flattop type that were
called the “Deluxe” fender. They debuted on the 1206 in ‘65 but became optional starting around 1966 and became very popular.
The D282 dated back to July 1958 and appeared in the 560 tractors. The D282 engine was an adaptation of the successful Black Diamond series gas six architecture. History has judged it a successful engine, but just barely. It was part of a family of six-cylinder engines that were built in three displacements, 236 (short stroke) and 282 cubic inches with dry sleeves and 301 cubic inches as a parent bore, both long stroke. With only four main hearings and a few
less head bolts that it probably should have had, D282 had a reputation for not being durable in hard use and needed to be babied a little. It was fuel efficient
but limited in power. There were four cylinders that used the same architecture and a short stroke parent bore variant that didn’t make production. Tough they never put the D282 in trucks, it’s parent-bore D301 was used in trucks and made 112 horses at 3000 rpm.

and had juice left over for the new hydraulic TA and a hydraulically actuated PTO. Yeah, the 706 was the tractor the 560 should have been.
The 706 was a big tractor in it’s class, with a high seating position placed forward of the rear axle for an improved ride. The plush (by tractor standards) seat was adjustable and featured a suspension system. It could be ordered with dual 540 and 1000 rpm PTOs. It came optional with Front Wheel Assist, using a Coleman axle. A cab was also optional, which was later available with air conditioning. With it’s bigger 806 brother, the 706 was definitely the shape of IH things to come and launched the company into a very successful decade. The Farmall 706 was offered with either narrow or wide adjustable front axles and being a rowcrop tractor, an adjustable rear track width. At the working end were a new 3-point lift and dual range PTOs. Of course gas and propane powered variants were sold but the vast majority were diesels. A fixed track , wide front International (Farmall being the row crop tractor designation) version was built for utility, industrial or wheatland use but they were only about 20 percent of total 706 production.




The D310 was everything the D282 wanted to be but wasn’t. It had a stout 7-main bottom end, wet sleeves and direct injection. It made about 4 more rated horsepower in the tractor but unlike the D282, it was not frail and could be used to full potential. Most who have driven both versions of the 706 state there is a bigger difference in apparent grunt than the number on paper would indicate. The D310 in the 706 was rated at 76 PTO horsepower at 2300 rpm but when used as a truck powerplant, as it was in Europe and Australia, it could deliver 92-95 horses at 3000 rpm. Unlike the D282, the D310 did not have glow plugs. The early D310s had a low 15.9:1 compression ratio and have the reputation of being poor cold-starters. It did have an etherizer, a device that allowed the operator to add a squirt of ether from the comfort of his seat. The Bosch VA pump also had an enrichment device but if you lived in a cold climate, you were using that block heater for reliable starting. Strangely, the D282 with glow plugs has the same cold-start bad rap.

The working end of the early 706 is largely the same as the later... dual 540 and 1000 rpm PTOs and stout 3-point hitches with draft control. Differences you can observe are in the fenders, the clamshell style shown here, which were the only option through 1965.
Instead of having a fixed swinging drawbar, this older 706 has a drawbar attachment added
to the 3-point hitch. 1ST GENERATION: NEW TRACTOR, CARRYOVER ENGINE The 706 was powered by an updated version of the D282 diesel that had debuted in the ’58 560 models. It was a 282 cubic inch, naturally aspirated, indirect injected, dry-sleeved, four-main bearing six-cylinder engine that featured glow plugs for cold starts. It had picked up more than 10 PTO hp from 61 to 72 PTO horsepower in the translation from the 560 to the 706, mainly by tuning of the pump and raising the peak power rpm from 1800 to 2300. At that output, the final drive was essentially bulletproof.
2ND GENERATION: OLD TRACTOR, NEW ENGINE There were many small changes to the 706 in it’s lifetime, but only one really big one. For the 706’s last year, the aging D282 was replaced by the German built directinjected D310 (309.6ci), which made a few more ponies than the D282 and was more fuel efficient. Built by the German IH subsidiary, Neuss, the D310 emerged from the Neuss-on-Rhine factory starting about 1965. The Neuss factory had been owned by International Harvester since 1908 but didn’t start building tractors until 1936. After being destroyed in World War II, the factory reopened in 1946 and soon began building tractors and engines. At first, they were American designs but they soon began building engines designed in-house.

From the operator’s point of view, there isn’t much to choose between the early and late 706s. The layout is largely the same. By the 1960s, new engine designs were planned and a new line of four and six cylinder engines went into production in 1965. At first these engines were allocated only to the European market but as the North American market expanded, IH needed more powerplants to supplement their own tractor. Neuss had some extra production capacity and it kept the German factory working cost effectively at full speed. Among the engines chosen for fitment into American tractors were the Neuss D310 and a little later the Neuss D358. They were both direct-injected engines with a 3.69 -inch bore, but the D310 had a 4.39 -inch stroke while the D358 used a 5.06-inch stroke and gained nearly 50 cubic inches.
FADED AWAY The 2nd generation 706 debuted for 1967 but was soon updated to be a member of the new 56 series tractors that appeared as the 756 for 1968. It was largely the same tractor as the 706 but with significant restyling. The 706 Farmall was an extremely popular IH model, with nearly 47,000 built between the end of 1963 and 1967. You can add to that nearly 5,500 standard tread 706 International-branded tractors. Nearly 9,500 of the Farmall total were last year 2nd Generation models. So, yeah, you can definitely say the 706 was a touchdown tractor for International Harvester and one that is still fondly remembered today. And still used on farms around the country.
SPECIFICATIONS
EARLY IH FARMALL 706/ LATE FARMALL 706
ENGINE: IH D282/Neuss D310 inline six DISPLACEMENT: 281.3/ 309.6ci BORE & STROKE: 3.69 x 4.39/ 3.88 x 4.38 in. *282 PTO POWER: 72.42 hp @ 2300 rpm **310 PTO POWER: 76.09 hp @ 2300 rpm
*282 DRAWBAR POWER: 63.30 hp @ 2300 (no ballast)
**310 DRAWBAR POWER: 65.70 hp @ 2300 (no ballast)
COMPRESSION RATIO: 18.2:1/15.9:1 FUEL CAPACITY: 33 gal. TRANSMISSION: 8-speed (4x2) standard 16-speed (4x2x2) optional WEIGHT: 8530/9160 lbs. TIRES: 6.50 -16 front (narrow front) 15.5-38 rear (std)
*FUEL CONSUMPTION: 5.5 gph @ max power
**FUEL CONSUMPTION: 5.1 gph @ max power *DRAWBAR PULL: 8026 lbs @ 14.57% slip (max ballast) **DRAWBAR PULL: 8416 lbs @ 14.90% slip (max ballast) TOP SPEED: 18.5 mph (both)
*As Rated by Nebraska Tractor Test 856 **As Rated by Nebraska Tractor Test 955

ADVERTISER
PAGE NUMBER 4x4 Tech Inc. 111
American Force Wheels 6-7
Amsoil 123
ARP 121
Atturo Tire 45
Automotive Touch Up 109 Banks Power 105
Banks Power 2-3
Bean’s Diesel Performance 67
Bradford USA 77
Bullet Proof Diesel 14-15, 113 Colt Cams Inc. 109
Diesel Performance Parts, Inc. 27 Direct Diesel, Inc 83, 105 EFILive Limited 47
ETL Performance 111
EZ LYNK 85
Ford Performance Specialists 119 Full River Battery 89 Fusion Bumpers 31, 101 Goerend Transmission 119
Haisley Machine 113 Hellwig Suspension Accessories 103 Industrial Injection 61 KT Performance 105
LMC Truck 19
Mag-Hytec 65
MKM Customs 68-69
Move Bumpers 21 Navistar (Diamond Advantage) 51 Nitto Tires 124
Powermaster Performance 103
PowerTeq /Edge Products Inc. 43 PPE (Pacifi c Performance Engineering) 22-23 Pure Diesel Power 79, 111 Riff Raff Diesel 13
Rigid Industries 49 Scheid Diesel Service Co., Inc 59 SHELL OIL CO (SLL) 8-9, 29 SpynTec Industries 109 Strictly Diesel 73 Summit Racing 38-39 The Wheel Group 33, 75 Thermo-Tec Automotive, Inc. 77 Transfer Flow 63
Vitro Agency Warn 37
11
Wheel Pros 16-17
Wheel Pros 54-55
Wilwood Disc Brakes 93
Simply The Best! Simply The Best!
Two head studs may look similar, but Two head studs may look similar, but the extra steps taken by ARP make the extra steps taken by ARP make all the difference in the world.
Formed to SAE AS8879D Specifications Formed to SAE AS8879D Specifications
Provides superior thread engagement
Precision Centerless Ground
To ensure perfect concentricity
The Best Material Grades Material Grades
Superior to “Aircraft” and “Commercial” quality
The Strongest Alloys
Up to 285,000 psi nominal tensile strength Precise Heat Treatment Precise Heat Treatment
computer controlled, through hardened
Hex-Broached
For ease of installation and removal
Threads Rolled After Heat-Treat Threads Rolled After Heat-Treat
10-times longer fatigue life
All operations are done in-house at ARP’s California facilities to the industry’s highest standards. With over five decades experience, the company remains family owned and operated through three generations.
Go to our special diesel portal: www.ARPdiesel.com
Get personalized tech help: 800-826-3045
Check out 5,000+ fastener kits online or request a free printed copy of the new catalog www.ARP-bolts.com







