THE BULLETIN
J ournal of the As sociation for Petroleum and Explosives A d ministration
I VOLUME 18 No. 4
LIMITED
Office
STATION ROAD
DRIVE.
DUAL FUEL PETROL - PROPANE MOTOR VEHICLE CONVERSIO N S, TANK S & FITTINGS TO B.S. SPECIFICATIONS OR TO CUSTOMERS REQUIREMENTS .
Registered
10.
WITTON BIRMINGHAM 6. Telephone: 021·328 0034 Works STATION
THORNHILL ROAD. STREETLV. SUTTON COLDFIELD. WEST MIDLANDS B74 3EN. Telephone : 021·3536288 (3 Lines)
Talking Point
I have recently been informed of a successful appeal made against a decision by West Midlands to refuse to licence an above ground petrol tank on a filling station. The appeal has allowed the tank to be installed using the 14 ft rule One wonders what has happened to our code which has so stood the test of time, fire, accidents and even terrorist bombs. I hope this does not reflect a trend either in applications from Oil companies or as a precedent for other HSE inspectors to allow similar appeals.
May I be so bold to suggest that the HSE might consider drawing from the wealth of experience wi t hin the LA inspectorate to hear these appeals in fu t ure. This could them making a dangerous mistake.
VOlume 18 Number 4 July 1980 Contents
TALING POINT NOTES & NEWS SEMINAR REPORT HAZCHEM IN 80'S CORROSION OF STORAGE TANKS BRANCH REPORTS REHABILITATION OF TANKS
CHEMICAL FIRE FIRE PRECAUTIONS IN CHEMI CAL PLANT INDUSTRIAL POLLUTION BASEEFA NEW INTERCEPTOR INDEX
ry
101 102 106 110 112 117
Hono rary S e cret a
Mr. E. B r own The Bulletin Published by the Association for Petroleum and Ex plosives Administration Opinions e x pressed in this Journal are not necessarily the views of the Association
119 126 128 129 130 131 132
Camb r i dg e s h i r e Count y Cou nc il
101
Hon o rary Editor
Mr. J.A.J. Thompson,
The Association welcomes the following new members
Mr Campbell
Mr Hanniffy
Mr Moore
Mr Rose
Mr Staveley
Craigavon CC Suffolk CC Co Meath Lincolnshire Humberside
Mr Weddell, Mr Hall and Mr Seldon of Flametamers Ltd
Mr Clothier Chevron Associate Member
Texaco Ireland Ltd Associate Member
Mr R Bedhall National Benzole Associate Member
Mr Williams Warwickshire Oil Storage Co Associate Member
The Safety Officer Amoco Associate Member
Mr Massie Pump Maintenance Associate Member
Mr Norfolk Normand Instruments Ltd Associate Member
Mr Pitts Western Garage Associate Member
Mr Fowles-Smith John Smith Corrosion ConSUltants Ltd Associate Member
At the AGM in Birmingham in April the following officials wereaected.
CONSULTATION
Conveyance of dangerous substances by road
Following evaluation of comments resulting from conSUltation last year when a consultative document, Proposals for Dangerous Substances (Conveyance by Road) Regulations, was published in March, the Commission have decided to publish revised proposals for regulations for the conveyance of dangerous substances by road tankers and tank containers in a second consultative document.
Publication is expected in June and comments will be invited up to 31 August.
Copies will be obtainable from HMSO.
Two further sets of proposals for regulations will follow to cover packaging and labelling of dangerous substances and conveyance of dangerous SUbstances as packaged goods.
DEATHS DUE TO ACCIDENTS AT WORK CONTINUE TO FALL SAY HEALTH AND SAFETY COMMISSION
150 fewer people were killed in acidents at work in 1978 than in 1974, the year the Health and Safety at Work Act was passed, in comparable sectors of work, says the Health and Safety Commission and Executive Annual Report for the .financial year 1978-79*, published today.
The Commission say that while a decline for four years cannot be regarded as a trend, credit is due to all those at work who have contributed to increased concern over hazards, which has been channelled into a more systematic approach to prevention.
In their foreword, the Commission add that while well-conceived health and safety requirements produce real benefits, they are conscious that improvement can be costly. Their representative nature and extensive conSUltation procedures help to ensure a realistic approach to costs but they are also taking steps to improve their ability to assess the commercial and technical implications of health and safety proposals. Such assessments would be included in consultative documents where appropriate.
Notes and News
Mr S Worsfold
The Treasurer
Chairman
Mr RC Jones Petroleum Officer Suffolk County Council
102
The Honorary Secretary Mr Brown and Editor Mr Thompson were re-elected to serve another year.
at Gosport are worried because plans for a massive fuel tank to be built above ground near the town centre were upheld by a Department of the Environment Inspector.
Borough planners originally rejected the proposal for a 3,000-gallon diesel tank at the Anson petrol filling station in Forton Road. They said council policy was for all garage.fuel tanks to be below ground and· the tank would be detrimental to the surrounding area.
Anglesey ward councillor Mr. Reg Pearce said he was "extremely surprised that this particular appeal was upheld by the inspector."
Bridemary councillor Mr. Len Humphries, added: "What really worries me is the protection we must have against vandalism, which in the case of this fuel tank might lead to an absolute disaster.
BLAST
"I thought the very reason we put these tanks underground was that in the unlikely case of an emergency there would be far less of a blast. An above-ground tank could become a virtual fireball."
Gosport Chief Technical Officer (Mr. Arthur Price) stressed that diesel ·fuel is far less hazardous than petrol. Planning officer Mr. Geoffrey Smith, said: "The inspector basically said that he supported the council's present policy on underground fuel tanks but that an exception could be made in this particular case."
Mr. Eddie Sears (Brockhurst), added: "Recently, every time we have had an appeal decision the inspector seems to have supported our policy yet the decision has gone against us. It might be better if they started questioning our policy. I would then feel inspectors were 100 ling at the policies more thoroughly."
Councillors were worried that the appeal decision could lead to a precedent and weaken a future stand against similar plans.
Mr. Gordon Maynard (Anglesey) pointed out that although diesel fuel was safer than petrol, a tank filled with diesel fumes was far more hazardous.
HEALTH AND SAFETY TO TAP INnUI=lTlUAL EXPERTISE FOR APPROVED CODES
The Health and Safety Commission were looking to industry to prepare proposals for ·standards which could form the basis of some Approved Codes of Practice, which had legal force, said Mr Bill Simpson, Chairman of the Health and Safety Commission, in Oxford. He was addressing an audience of senior management and professional engineers, convened by the Institution of Gas Engineers for a course on hazard prevention.
The best tool the Health and Safety Commission had, he said, to give standards developed by industrial and professional expertise a more effective role, in providing guidance on the requirements of the Health and Safety at Work Act, was the approval of Codes of Practice. Such codes, when approved by the Commission, with the consent of the Secretary of State, had a special legal status, roughly equivalent to that of the Highway code. While the provisions of the code were not themselves mandatory, failure on the part o:f the employer to implement them would amount to a breach unless he had taken other e:f:fective steps to comply with the broader provisions of the law.
The Approved Code therefore allowed flexibility on the part of the employer, he continued, so that, for example, if superior technology to that referred to in the Code were developed, the employer was free to use it, provided always that the same degree of protection was obtained. The onus was on the defendant to show that he had compiled with the statutory reqUirements.
103
EVACUATION OF MOTORWAY SERVICE AREA
On Sunday 24th February, 1980 the discharge of 5 gallons of contaminated petrol upon the open ground resulted in the evacuation of the North-bound Service Area of the M.l motorway at Toddington, Bedfordshire
A van driver wrongly filled his diesel tank with 19 gallons of petrol and a breakdown firm who lease part of the Service Area undertook the task of removing the contents of the van's fuel tank.
One of the garage staff disposed of 5 gallons of the contaminated petrol directly onto the ground to the rear of the service bay but unfortunately, under the area of discharge there was a service ducting constructed of brick walls with sectional concrete covers which ran from the garage area to the main cafeteria, and the petrol seeped into the duct.
This duct carried the heating and domestic water pipes along with electrical cables and followed the contour of the site which meant that the duct rose upwards at all times.
The highest point of the serv,ice duct terminated in the main kitchen area and with the kitchen extract fans, assisted in drawing the petrol vapours into the main cafeteria, in fact, the duct became a natural chimney for the vapours.
Before the actual cause was established, the usual checks were carried out on the petrol sales area and the whole Service Area was closed down for 3i hours. The public and vehicles were continuously entering the area but none were leaving and it became very dangerous due to the congestion bui lding up.
The major clue as to the cause was an observation that the area of' spillage revealed several dead worms and weeds and when members of the garage staff observed the removal of soil and weed samples, one of the staff admitted that he had discharged approximately 5 gallons of petrol onto the ground shortly before vapours entered the main building.
PETROL PUMP BLAST
On Monday, 7th January, 1980 at approximately 08.47 a.m. a member of a local car dealer made a delivery of petrol to a staff van from a nonretail installation, replaced the nozzle and locked the pump in accordance with Company regulations.
At approximately 08.57 a.m. a member of the staff discovered a small flame at the base of the pump. He immediately warned other members of the work force and a fire alarm was actuated with a call made to the Fire Service by G.P.O. line.
The fire was attacked by two employees of the firm wi th hand foam extinguishers. By this time the flames were issuing out of the top part of the pump when an explosion occurred causing both men to be thrown to the ground with one man receiving the full force of the blast (he was treated for burns to his face, hands and chest at a local hospital and allowed home after treatment).
The fire was extinguished by the Bedfordshire Fire Service at 09.02 hours.
The,pump was a Beck M70/LC type and a subsequent inspection of the installation revealed that the junction box terminal shorted out and the result was that a hole was blown in the casing, igniting the vapours within the pump.
HUMBERSIDE COUNTY COUNCIL
At Driffield Magistrates' Court on the 4th February, 1980, Mr. J. Boyes of Driffield pleaded guilty to keeping petroleum spirit without there being in force a licence.
The charge resulted from a visit to Mr. Boyes' premises, a tobacconist's shop, where 7 x 2 gallon cans full of petrol were detected. They were suitable for petroleum but were stored in cardboard cartons in a room at the rear of the premises. The room was used also for the storage of Cigarettes, salted peanuts, crisps etc.
Mr. Boyes was fined a total of £50 plus £10 costs.
104 -
Report of a Case under the Explosives Act heard at Hull Magistrates Court.
On Tuesday the 6th November, 1979 Senior Trading Standards Officer E.W. Dean of the Humberside County Council visited a warehouse in Hull and detected the storage of 18 tons gross weight of Safety Cartridges.
The consignment comprised of 44 wooden cases each marked Explosive and were the produce of Poland plus 36 cardboard cartons from Hungary. They were the property of an importer and had been in the warehouse a fortnight awaiting despatch to various parts of the country.
Mr. E. Furniss Senior Assistant Chief Officer for the Trading Standards Dept. presented the facts to the Stipendiary Magistrate in Hull. He informed the Magistrate that a search of the departmental records revealed that no licence or registration was in force on the 6th November, 1979 for the particular premises, nor was there any record for such a licence or registration for any period during the previous two years.
An interesting aside is that Mr. Dean the investigating officer who is also the Treasurer of the Yorkshire and Humberside Branch of the A.P.E.A .• retires on the 30th May, 1980 after a career as a qualified Weights Measures Inspector who has always had a particular interest in the storage of petroleum and explosives. It is nice to note that he has finished his career with a "b-ang".
The information laid in this as follows:-
On the 6th November, 1979 being the occupier of a certain place known as did there keep certain explosives, namely safety cartridges, the said place not being authorised for the keeping of explosives contrary to Section 5 and 39 of the Explosive Act, 1875, as amended by Regulation 2 of the Explosives Act, 1875 and 1923 etc., (Repeals and Modifications) Regulations 1974, and contrary to Section 33 (3) of the Health and Safety at Work Etc., Act, 1974.
Heard on the Eighth day of May, 1980.
Report of a case under the Explosives Acts heard at Clee thorpe and Magistrates Court
An 11 year old boy sustained minor burns from some toy explosive caps i.e. 100 Shot Plastic Strip Amorces, which had exploded in his pocket Cleethorpes Magistrates were told.
A Humberston shop proprietor John David Smith, of Little Lane, near Skegness, pleaded guilty to keeping explosives in unregistered premises and was fined £5 and ordered to pay £40 costs.
Prosecuting for Humberside County Council Mr. E. Furniss Senior Assistant Chief Officer of the Trading Standards Dept. said a Humberston woman reported that her son had sustained minor burns, and it was found he had five toy caps in his pocket.
The boy had bought the caps from a shoP called Davids in North Sea Lane, An offl.·cer from the Trading Humberston. Standards Dept. went to the shop, which was found to be unregistered for keeping explosives.
Smith told the Court he was completely ignorant of the fact that he was not allowed to sell the caps. He apologised to the Court and said he had no intention of allowing it to happen again.
A fire has recently occurred on a road tanker cunveying petroleum spirit involving the delivery hoses. After an investigation it appears that the hoses caught fire within minutes of a delivery being finished when the hoses had been replaced on the hose rack of the vehicle. It has been concluded that the incident was caused by a static discharge as the delivery hose has been found not to be electrically bonded. We are now aware that there have been three such incidents all involving new hoses.
If anyone has any further details or information regarding similar occurrences please contact :Alan W. Freer, Assistant Area Controller (Safety) Greater Manchester Council, Trading Standards Department,
105
.................................................
SEMINAR CONVEYANCE OF HAZARDOUS SUBSTANCES
AT THE- SHIRE HALL, CAMBRIDGE 19 JUNE 1980
In the very pleasant setting of the Shire Hall delegates were welcomed to Cambridge by the Chairman of the County Council who wished us a succesful seminar.
After coffee the seminar commenced in the Council chamber where Mr S Worsfold the chairman of the Association set the scene and introduced the speakers.
Mr Bill Simpson the Chairman of the. Health and Safety Commision opening address was humerous and interesting, he described the role of the commission and the problems they have had in dealing with the regulations governing the conveyance of dangerous substances. He also informed delegates that another cosultative document was being issued towards 'the end of the month. It was also confirmed at this stage that the new document did not include Local Authorities as enforcing authorities.
Mr C L Davids. was the next speaker who gave the Local Authority viewpoint. He illustrated the problems that existing legislation held for the LA inspector and skillfully pOinted to the many deficiencies that exist in the HSE interpretation when it came to approving tank wagon design. On the draft proposals which exclude the L.A. from being the enforcing authority Mr Davids concluded by quoting the following:-
"In much wisdom is much grief; and he that increaseth knOwledge increaseth sorrow" (Ecclesiastes 1.13)
After Lunch Mr Alan Stow of Esso Petroleum gave an Oil Coy view. He supported the view of earlier speakers of the need for new legislation and also spoke at length on the second
draft consultative document which is due for publication shortly.
The new regulations would appear to be relaxed in the case of Oil companys who have been used to existing legislation, but it was pointed out that this did not apply to those not previously covered under legislation who might find it onerous in places.
The changes seem quite radical to the LA inspector. There is talk of driver supervised delivery, with possibly no licensee present. Drivers being allowed to carry matches, the use of cargo pumps to deliver petrol under pressure, the waiving of petroleum certificates on private installations; and others. While Mr Stow welcomed in the new nronosals he did have reservations on some aspects. He did not like the idea of pumping the petrol into underground storage tanks, nor the idea of no certificates at private installations.
On the position of enforcement he explained that some were competant and professional in their approach to inspections and checking of tankwagons but others were not. He did on the whole feel it would be a shame to lose the expertese of the LA inspector.
Dr Jim Jeacocke of the HSE was the final speaker and with care he explained the background the new regs, and conSUltative documents. The main idea in the Regs is to avoid the problems encountered under the existing regs this will now be overcome by issuing codes of practice covering such things as Tanker construction.
PETROLEUM 80
106
These codes are not legally enforceable but when prosecuting it could be said that not complying with the code would be a primea facia case against. There was much discussion on this point.
The open forum commenced with questions from all sides, it was interesting that a Pol i ce representative was opposed to the Police being given enforcing powers for the following reasons .
1) They had no expertese in that field 2) They had enough to do without being given more .
3) Regula r inspection of Tan k Wagon s wo u ld not likely to be of the n umb e r s or quality alread y accounted fo r b y LA i n spec t o r
Th is le d weigh t t o t h e a r gume n t e xpre ss ed by ma n y d eleg a tes t h a t th e HSC sh ould i nc l ude t h e LA in s p e ctors am ong t h e e n f orcin g authority. In view o f t he reduction of HSE s t a f fing and es pecially as L A. i n s pe c tors already
visit such places to carry out their work under the consumer protection, Fire brigade, or petroleum inspector guise.
It is perhaps pertinant that Dr Jeacocke stressed numerous times that as there was such strong feeling on this point that LA's through their various agencys should make representation to the Health and Safety Commision after publication of the new consultative document He would also report on th i s feeling .
He e x plained that the r e is need for speed as the new regs wi ll be placed before parliament dur i ng October and it is hoped to be mad e Law b y J anua ry 1st 1981. '
Mr Wo r sf o ld t he chairman o f the As so c i a t i on t o ld dele g a t e s that the Ass oci a tion would be doin g their p a r t in commenting on the draft a nd he conclude d by th anking the s peakers and c losed what proved t o b e a s uccesful semi n ar
Bill Simpson with Syd Worsfold
107
 Mr Stow, Mr Davids Mr Frid Dr Jeacock Mr Worsfold
Delegates
Mr Stow, Mr Davids Mr Frid Dr Jeacock Mr Worsfold
Delegates
o108
Published byTHE ASSOCIATION FOR PETROLEUM AND EXPLOSIVES ADMINISTRATION by demand CODES OF PRACTICE Obta inable from rePrinciples of Construction Electrical Requirements Model Licence Cond itions, etc. PRICE £2 (Including postage) J. A, Jo ThompSC;H Editor A. P. E. A. Bulletin S Beechfield. Hoddesdon. Herts. ENll 9QH 109 -
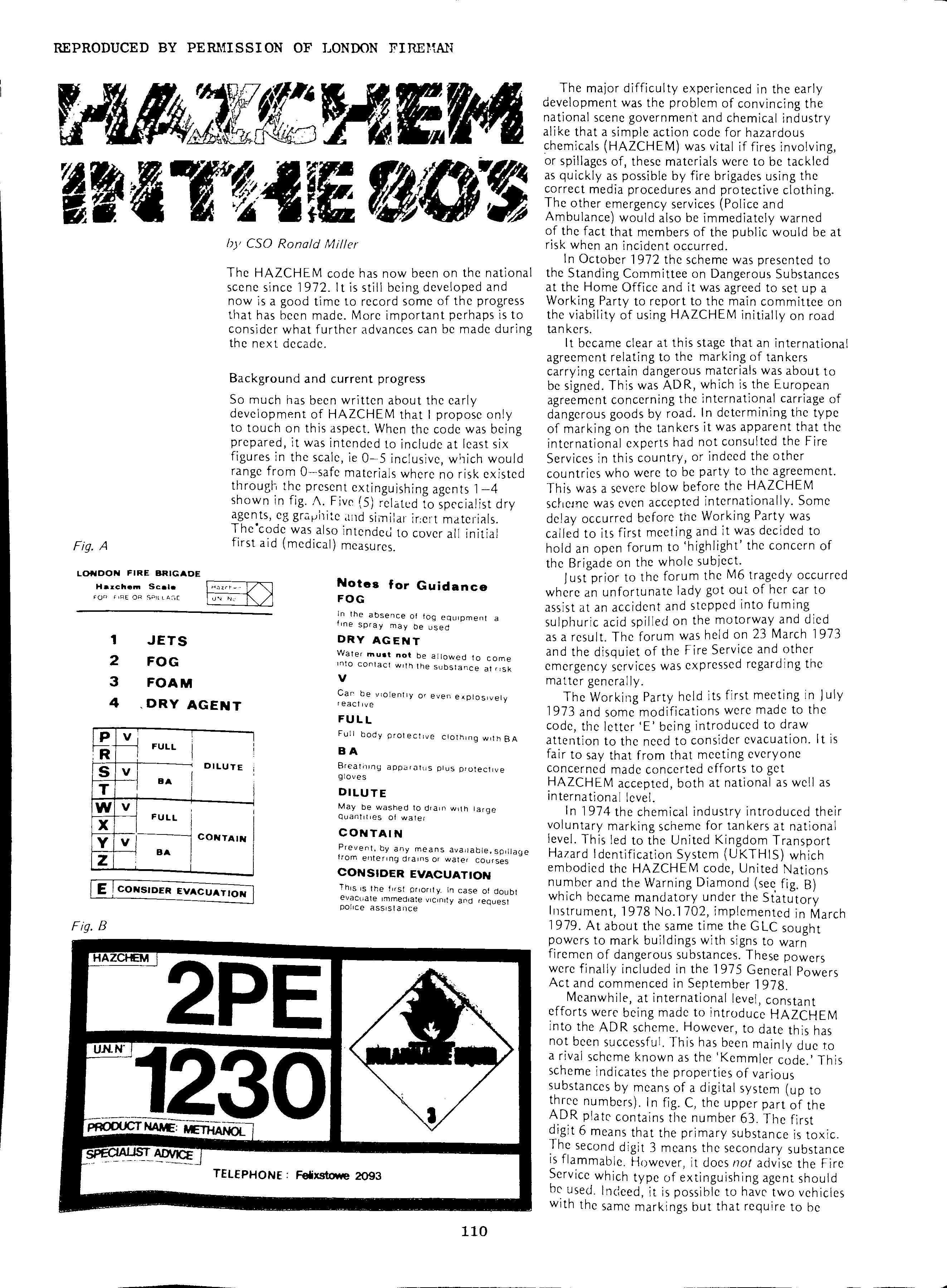
Fig. A
by CSO Rona/d Miller
The HAZCHEM code has now been on the national scene since 1972. It is still being developed and now is a good time to record some of the progress that has been made. More important perhaps is to consider what further advances can be made during the next decade.
Background and current progress
So much has been written about the early development of HAZCHEM that I propose only to touch on this aspect. When the code was being prepared, it was intended to include at least six figures in the scale, ie 0-5 inclusive, Wllich would range from O-safe materials where no risk existed th.e extinguishing agents 1-4 shown In fig. /\. Five (5) related to specialist dry agen.ts, eg grUfJhite and similar ir:ert materials. The code was also intendetl to cover all initial first aid (medical) measures.
The major difficulty experienced in the early development was the problem of convincing the national scene government and chemical industry alike that a simple action code for hazardous (HAZCHEM) was vital if fires involving, or spillages of, these materials were to be tackled as quickly as possible by fire brigades using the correct media procedures and protective clothing. The other emergency services (Police and Ambulance) would also be immediately warned of the fact that members of the public would be at risk when an incident occurred.
In October 1972 the scheme was presented to the Standing Committee on Dangerous Substances at the Home Office and it was agreed to set up a Working Party to report to the main committee on the viability of using HAZCHEM initially on road tankers.
It became clear at this stage that an international agreement relating to the marking of tankers carrying certain dangerous materials was about to be signed. This was ADR, which is the European agreement concerning the international carriage of dangerous goods by road. In determining the type of marking on the tankers it was apparent that the international experts had not consulted the Fire Services in this country, or indeed the other countries who were to be party to the agreement. was a severe blow before the HAZCHEM scheme was even accepted internationally. Some delay occurred before the Working Party was called to its first meeting and it was decided to hold an open forum to 'highlight' the concern of the Brigade on the whole subject.
Just prior to the forum the M6 tragedy occurred where an unfortunate lady got out of her car to assist at an accident and stepped into fuming sulphuric acid spilled on the motorway and died as a result. The forum was held on 23 March 1973 and the disquiet of the Fire Service and other emergency services was expressed regarding the matter generally.
The Working Party held its first meeting in July 1973 and some modifications were made to the code, the letter 'E' being introduced to draw attention to the need to consider evacuation. It is fair to say that from that meeting everyone concerned made concerted efforts to get HAZCHEM accepted, both at national as well as international level.
In 1974 the chemical industry introduced their voluntary marking scheme for tankers at national level. This led to the United Kingdom Transport Hazard Identification System (UKTHIS) which embodied the HAZCHEM code, United Nations and the Warning Diamond (see. fig. B) which became mandatory under the Statutory Instrument, 1978 No.1702, implemented in March 1979. At about the same time the G LC sought powers to mark buildings with signs to warn firemen of dangerous substances. These powers were finally included in the 1975 General Powers Act and commenced in September 1978.
Meanwhile, at international level, constant efforts were being made to introduce HAZCHEM into the ADR scheme. However, to date this has not been successful. This has been mainly due lo a rival scheme known as the 'Kemmler code.' This scheme indicates the properties of various substances by means of a digital system (up to three numbers). In fig. C, the upper part of the ADR plate contains the number 63. The first digit 6 means that the primary substance is toxic. !he second digit 3 means the secondary substance IS flammable. However, it does not advise the Fire Service which type of extinguishing agent should used. Indeed, it is possible to have two vehicles With the same markings but that require to be
REPRODUCED BY PERJ.USSION OF LONDON FlREHAN
LONDON FIRE BRIGADE 1 JETS 2 FOG 3 FOAM 4 ,DRY AGENT V ! D"UT< 1 t--- FULL I S V I T BA I W V I X FULL Y V CONTAIN Z BA I E ICONSIDER EVACUATION] Fig. B Notes for Guidance FOG In the absence at fog equipment a fine spray may be used DRY AGENT Water muat not be allowed to Come Into contact with the substance at fiSk V Can be violentlY Or even e)(Plos,vely react Ive FULL FUll body protectll/e clothing with BA BA Breathing apparatus pluS protective gloves DILUTE May be washed to drain 'IJllh large Quantllles 01 water CONTAIN Prevent, by any means available. Spillage from entering drains or water courses CONSIDER EVACUATION ThiS IS the first priori! y. In case of doubt evacuate Immediate VICinity and request POlice assist a nce TELEPHONE: Felixstowe 2093 110
Fig. D
:r otal number of incidents Involving chemicals/ hazardous substances Fire Spillage Other
Incidents attended by CIU Scientific Advisor informed Scientific Advisor attended Decontamination CA BA Draeger Wet -Dry Hospitalisation of Members of Brigade attended detained
Hospitalisation of civilians attended or detained Chemical in building s in transit
Enquiries to LFB fro m o t her Brigades from polic e
-f rom airpo r t s fr om me dical se rvices from abroad
To t al number o f e nquiri es
treated in ent ir ely different ways, eg one requires the use of water and the substance to be diluted while the other requires a dry agent and the substance to be contained. If water was used under these circumstances, an explosion or toxic vapours could be produced.
Let '?ok a little closer at fig. C. The lower number IS In place of the UN number and is for only irl the country of origin. The driver of this vehicle which was photographed in the Elephant and Castle area could not speak English and all the paperwork was in French. This typifies the lack of communication which can and does at chemical incidents. Also, while the tanker displays the code 63 for 'toxic and inflammable' 1973 1974 111 100 16 13 57 63 143 47 25
1975 107 2 58 4 94 22 164 7 4 4 o 179
1976 165 29 78 58 119 133 52 82 53 122 35 2 137 14 43 71 68 16 9 9 4 4 0 186
1977 240 46 149 45 215 169 85 118 15 197 70 4 159 6 152 127 82 23 1 2 6 2 242 111
it bears a Class 3 flammable diamond which is the risk here! A further point is the different registration number plates at the front and rear of the vehicle!
Under ADR Regulations, vehicles of this type are allowed into this country and other countries whD are signatories to the ADR scheme. These vehicles do not have to comply with our ' regulations. One saving grace is the fact that approximately only two per cent of all tanker traffic in this country comes from the Continent. It would be interesting to see what action is taken under the Health and Safety at Work Act, 1974, if someone is injured, or worse, at an incident involving one of these tan kers.
Several countries outside the AD R grouping have taken an interest in HA ZCHEM and are nearing the point where it will be embodied into their own regulations, both for the marking of vehicles and buildings. Advice is sought from the Operations Room, the Petroleum Section, the G Le Scientific Adviser and the Brigade's Chemical Section, from this country and abroad.
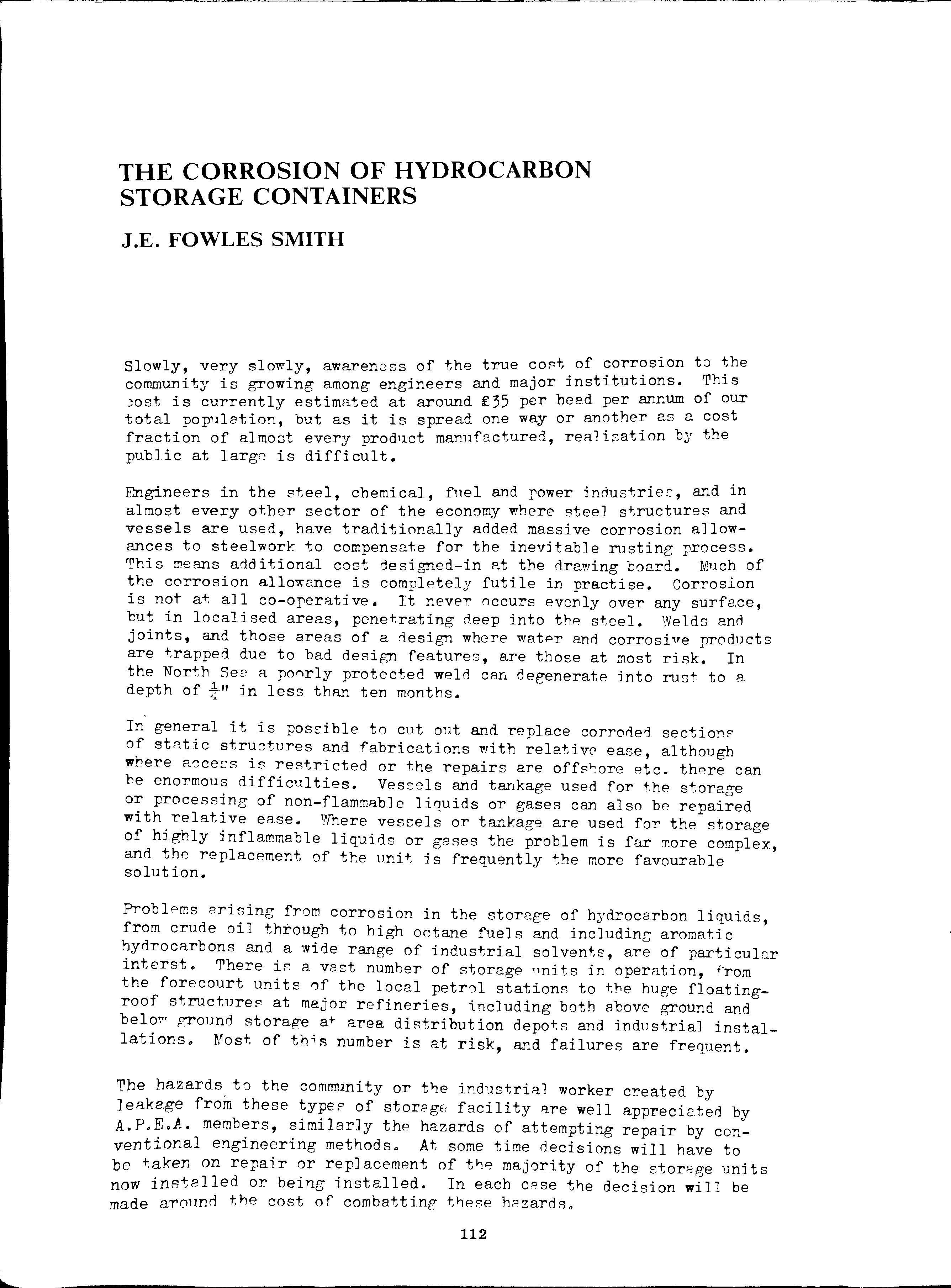
Fig. D gives some indication of number of operational requests the Brigade receives on these subjects. Indirectl y there have been other developments due to HAZCHEM include the provision of chemical incident unit:, . decontamination procedures, tank seall.ng deVices and so far as the London Fire Brigade IS concerned, no {ess than 15 ,000 substances held in a file-a-trieve in the Operations Room at Brigade Headquarters. . ., Currently there is a national :easlbillty study for the marking of buildings which house d hazardous chemicals and fbur brigades are engage in this activity. The LFB has now commencedk' implementation of the legis lation for the mar mg of buildings obtained in 1975 under the General Powers Act and now has over 200 marked with a suitab le HAZCHEM warning symbol. s
215 50 144 22 188 147 43 106 125 53 79 2 58 102 101 395 2 9 3 3 412
1978 1979 (to Sept) 274 61 183 30 268 199 63 178 13 206 144 3 94 3 146 130 98 290 7 7 0 4 308
The Fire Service and other emergency servl ce now have an Action Code in HAZCHEM that IS the only one of its type in the world, and ,has been proven in numerous instances, both In thiS. "f country and abroad . It is vital that the principle HAZCHEM is not lost. . In this group.S, with the best of intentIOns, are, by their Indlvldu and collective efforts, producing allied which could lead to the code being discredited., The recent Road Tankers Black and White C.odlng Scheme introduced by the Chemical Industries Association is a classic ex ample. There is a HAZCHEM Coding Committee working under the aegis of the Home Office and other government departments which is the onl y recognised group to carry out this act ivit y. With the greatest respect to the chemical industry the y should acknowledge this fact . Bec ause the . Coding Committee is composed of representatives from the Fire Service as well as associates, the coded products relate to the practical problems faced o n the ground by th e emergenc y ser vices , The utmost vigilance must be ma intained if the original philosophy of HAZCHEM is no t to be lost. The HAZCHEM co de has been th e outstancl,ing developm e nt in o pera ti<':lIlal techniqu es in the 19 70's, It can be impr o ved and adapted to o th er fire-fighting activities in the 80's
The HA ZCHEM p rinciple
A simple Action Co de for t he ben efit of the emergency services usin g t he mos t read il y ava il ab le ex ti ng ui shin g age nt a nd th e simpl est protect ive clo thing , co mm ensur ate wi t h p ub li c safety ,
Fig. C
THE CORROSION OF HYDROCARBON STORAGE CONTAINERS
J.E. FOWLES SMITH
Slowly, very slowly, of the true to the communit,. is growin.o- among engineers and maJor Jnstltutlons. This ,; 0 h d um of our is currently estimated at around £35 per ea. per anr. total pop'llation but as it is spread one way or another as a cost , 1 .... t· b r the fraction of almo:Jt every prod1lct mar'.llfactured, rea 1",a lon J public at large is difficult.
Engineers in the steel, chemical, fuel and rower and in almost every ot.her sector of the economy where steeJ s+,ructures and vessels are used, have traditionally added massive corrosion allowances to steelwork to compensate for the inevitable TIlsting process. This means aoditional cost designed-in P.t the rt.rawing board. Much of the corrosion is complptely futile in practise. corrosion is not at. all co-orerati ve. It never occurs evenly over any surface, but in localised areas, penet.rating deep into thp. steel. lNelds ann joints, and those areas of a nesign where watpr and corrosbre products are t.rapped due to bad design features, are those at most risk. In the North See a pot")rly protected weld can degenerate into rust to a depth of t" in less than ten months.
In general it is possible to cut ont and replace corrode, sectionf' of stp.tic structures and fabrications ",ith relative ease, although where access is restricted or the repairs are offshore etc. thpre can be enormous difficulties. Vessels and tankage used for the storage or processing of non-flamTlabJe liquids or gases can also bp. repaired wi th -relative ease. Where vessels or ta.'1kage are used for thp storage of highly inflammable liquids or gases the problem is far Tore complex, and the replacement of the uni-!; is frequently the more favourable solution.
Problp£r.s erising from corrosion in the storage of hydrocarbon liquids, from crude oil through to high octane fuels and includincS" aromatic hydrocarbons and a wide range of industrial solvente, are of particular interst. There is a vast numher of s+,orage llnits in operntion, from the forecourt units ')f the local petr')l stations to t.]-1e huge floatingroof structu.res at major refineries, including both above ground and belo,"' PTollnd storage a+ area distribution depot.8 and indlJs+,rial installations. of thi s number is at risk, and failures are frequent.
The hazards to the community or tl-Je i1".d'lstriaJ worker c:':'eated by leaka.ge from these typep of storegp facility are weD appreci1}.ted by A.P.E.A. members, similarly the hazards of attempting repair by conventional engineering methods. At some time decisions will have to be t.aken on repair or replacement of majority of the storF.ge units now installed or being installed. In each the decision will be made aronnd the cost of combatting tl-Jesp hpzards.
112
It is a bnsic truth that using modern knowledge of corrosion and its prevention, failuref: can be eliminat00 on all future installations for thei l' planned worki n,C: J i fe. 'Po llnd ertaJre the measures needed wou} d entail a cost fR.ctor that -r.ir:ht not. be accepta"ble to t,be trade 2.8 a whole, lJnle::::s legislation pcrslJades the +.rade i1". the right
As the capital cost on a tank ins+dlation is usually 'writi:en-off' well bcfore fdllJre occur::", this cOlJlrj we]} be a natural reaction of the owners. l3usinesG i1". this sector is high};r competi+.ive, safety is a nuisance factor, ann repair anrl/or replacement will be on , l't.+ 1 budget some years 'flr,e ex+'T"R cosi:. ent:n)(:d wau] 1. 1::e very 1,._e comparerl to the total cos+. of the or inst2l 1 ation, which includes fl] 1 the civi 1 ene;ineerinf," w')rk in or e'Y'lcas';ng the storage llnit.
'Phe problem 81'10111d not be ignored owners, opcrp.tors or resronsible authori t.ies. Yn()wled,rre and awareness I)f the I":'lechani srn of thp process and the inevitahle hazaro2 following the nnset of corros1on 1S an eSf"ential tJ a rJ'Jve towards elirnin8.tion of t!1e problem at the init iaJ design stage.
'Phe essential feature of the corrosi()n of steel i.s the oxydati()n of, iron by eXI'osure to an aqueous environment and oxygen to revert to 1ts most Fe203H20. 'Phis is ruet, and itr. formulA. is the same as lepldocroclte, a natural mineral.
Stonl MaywelJ be nn aprarently overaJl, not. so on a micro-fcale. 'flhe s+.rllct11re of the v'''..rl€S 1n composit lOT'. from t:!rys+'R 1 t.() crystRl, and cryst.:=:.18 treT!'se 1ves are c:: in no pa:r-ticular riiret:!tion. the snrf"ce of ar.y s+np.l rlaep myriads of variatior's in electrical potenti?.l, ".t>icr wne!" iT!':;Jersed In an electroJyte bec0me anodic/cathodic in to other and a flow of elp.c+.rons is inevitllble. V;1-)ilst oxyzen reciur.til)n takes rlBce the cathodic sites the ano:'lic r';A.ction is nrimariJy the for::'A.tion of ferrolls ions, freqllently rp.presented 28: .
Fe _'>Pe 2 + 2e
'Phe ferrous ions thus formeri diffuse away from the surface and are free to reA.c+' with the hydroxyl ions, which are themselves liberated by the oxygen reduction at the cathode. Away from the actual surface we have: + (ferrous hydroxide).
Oxygen in the electrolyte wi]l conyert the hydroxide as follows:-
HydrA.ted ferric oxide, or rnst, is therefore formed P..S a red-brown solid off of the surface itself, the reaction to cor-tinue without hindrance.
If the varied potential differences were minutely and evenly sprelld acrosf' the steel surface, and the Iwai labi 1 ity of electrol.yte and oxygen also evenly dist.ributed at identicaJ temperAtnre, the corrosion of the surfnce wO'lld be ev",n. TTnfortunat.ely com'!lercial steel has heterogenities which tend to promote or act as concentya+.ion areas for local attack. are mostly oue to grain boundaries caused the working of the steel from the molten st.atp., but there are a of other cp..usef'o
113
Weld areas are extremely prone to corrosion. These exhibit vast differences in crystal structure and significant veriations in composition, due both to the nature of the welding rod itself, but also to the heat applied during the welding operation and the stresses set up during cooling. Porosity, occlusions of foreign material or of metal in a different phase, and surface roughness all contribute to ma1dng any weld an extremely high corrosion risk.
A feature of the corrosion process where the availability of electrolyte and oxygen is limited is the tendency to form corrosion pits or craters. Once corrosion is under way it will nRturally go fastest at the most favourable sites. When generally there is no longer electrolyte available for the chemical reaction, there can well be electrolyte trapped beneath a protective shield of hydrated ferric oxide in areas still able to corrode, and only limited by the availability of oxygen. Such areas tend to be the best acceptors for water and oxygen when they are next available.
Pitting corrosion of steel occurs at welds, around a heterogenity or at a mechanical surface imperfection. A pit can be far greater in depth than in width, and is capable of total penetration of steel plate while the overall surface is hardly affected by corrosion. This form of corrosion is initially difficult to detect, but will always expand. If formed along a weld seam it will travel the depth of the weld and as far along it as the sunlly of electrolyte and oxygen will allow, probably making only minor inroads into th e, platework itself.
This is the problem afflicting installations. Traditional design concepts unfortunately do little to alleviate the problem. There are a few organisationR who do recognise it and insist on deslgn modifications to combat it, these being mainly in the public sector where there is a much greater recognition of the safety factors assoClated with the problem.
As far as those surfaces of surface mounted or built tanks exposed to th: general environment are concerned corrosion is a problem, but one WhlCh can be d It 0 0' h b o'lo ea wlth relatlvely easily. It is not beyond t e capa1 1 ty of the 0 tOt su h paln lndustry to supply products which will protec c surfaces for the d 0 0 0 0t. 0 1 paint t eSlgned hfe of the ins+.allatlon. QUl Je slmp e mance and surface preparation techniques can good perfor- provldlng that th C> I Although b ey are malntalned at reasonable Interva s. able to furlanYrmethod of money management it would be far more profitthese surf- y p otect external exposed surfaces fully from the start, ever be Clan always be examined, and severe corrosion will only u e au t of the owner.
External surfaces of b 0 d o to' urle tanks and vessels present a totally different plC ure, partlcularly as f th 0 0 0 A tr dOt o I too aroas e tradltlonal approach IS concerned. a 1 lona hln fllm of elther bitumen or red oxide primer will totally any benefit from the more common concrete backfill, which demands In Imaoe contact with the steel surface if its alkaline nature is to ?e relIedoupon to preserve the steel, and is so easily damaged during that corrosion is encouraged. It is doubtful that any conventIonal storage could ever be totally preserved by the direct use of concrete backflll, even given the required cleanliness of the su:face e The differential expansion of steel to concrete would In practIse cause separation of the relatively thin and flexible st 1 from the supporting concrete somewhere around the vessel. ee
114
Unfortunately whether an underground unit is encased in concrete, sand or any other natural mineral it can rarely be fully from environmental factors. Water and oxygen will find a way either from above or from below, as will a.cidic contaminants from the general environment, the soil and from local exhaust gases. Points of on the tank or vessel shell will almost certainly be localised and the amount of oxygen limited, effectively slowing up the rate of corrosion through the steel platework. Corrosion appear very patient.' It may take a. decade, or even two, to create a puncture, but if the correct steps have not been taken to prevent corrosion in the first place it will 'f'here are a number of alternative methods, dependant on the particular installation, which will prevent such an occurrence.
There is a similarity in the problem as it affects the external surfaces of the floor shpets of both conical and floating roof storage tanks. Traditionally these surfpces are painted, with little or no preparation, with one or two coats of bitumen solution. The sheets are then placed on compacted and oiled sand over stabilised soil or backfill and welded together in situ. This is a recipe for in the long term. Although the supply of oxygen to support corrosion will alwRys be limited in the oiled sand supporting the tank bottom, both and water vapour wi 11 be available. "le1 ding operations would have burned the bitumen, and there would be a plentiful supply of electrolytic material available for the purposes of corrosion cells.
The long term protl'!ction of the external surfaces of floor plates is difficul t, but fully achievable. 'f'here HY'P. in fact hundreds of ta..'1ks in the world with leaking floor plates, but not necessarily all solely due to under-floor corrosion. Corrosion within the tank is a far greater problem in general.
By far the greatest source of water in any tank is from condensation. When a fixed-roof tank is emptied it is normal for the liquid volume be with air, conta.ining all the evils of the local environment, IncludIng moisture vapour and acid constituents. '!'hese will under certain conditions create condensation on the internal walls and roof structure, and the condensate will tend to run down the walls, through any remaining hydrocarbon, to the tank floor.
Floatinrr-roof tanks do not have the same jnternal cor.densetion 1 1 · low Condensation on the exposed side walls when the contents eve is a source of environmental entering closed the tQnk via the roof seal. lTnless the seals are In poor condlt 7o , l' . t n bll t 1 t amount of enter1'nrr, the tank t1!is way If' Jr.1l e , 'd • .•.. , c" t k As eXIsts 8nd will corrosion the of thp ,an • h si1e walls have access to uJ11imited air the volume of d · , '+ aT'CR t.haIJ. 1 s plJeS l con .lt10ns are SUItable is f'Cl-r }.l1eher per l1TIlJ ' ,... th 11 t' Therefore e con- wIthln the confines of a fixed roof insta a,10n. .' t a d·t· ,t 1 of condens n e, as 1 Ion of the roof seal is vital In the con 1"0 h t k poor sea.l will allow a flood of acidic water to ent.er t e an. 'th' the rydrocarbon from Wa+'er also be entrained or emulsified Wl In . + n t sett le-out rJnring other 801Jt'ces prior to storage, ard ,en 0,., h 'n soluble prolongect static periods. This water W] he ] 1 h t ' +.1' eXl'""tln cr ae llL,or c" m] p a,es or other sclubles J _. u 11 t' or "'h forr-> 'vat er co ec ,1 ng nn In prodncts from a. crllne oil r.af'e. ere :, llent corrot e +an"s 1S an pvce ., arollnd the bottom plaf:cs of staf:ic s orag. ' " .' '''t' '+aI'n a . . . t nll'ml'+.e'i nxyCTen .0 maIn· S10n medium, 11mlten only in access 011 ' '. 'c' high rate of activity.
115
It is this contaminated water below the hydrocarbon contents of storage tanks that creates +.he greQtest corrosion hazard. Dependant on the t:rpe and source of hydrocarbon, the frequency of volume change and the environment on the instaJlation, the water may be confined to 'puddles' in depressions and surface irregularities of the bottom platework, or may build up sufficiently to be tapped-off from time to time via the sump valve of the tank. 'Phis latter situation leaves 'puddles' remalnlng. Corrosion is inevitable, and will consist of pitting corrosion in areas of weakness of the plate and at welds, and be more general in nature wherever the electrolyte can get at the platework.
'rraditionally owners and builders of hydrocarbon storage tankage pay heed to the internal surfaces of hydrocarbon containers. As the product to be stored is incompatible watf!r and carries very little dissolved there is not a problem. Many do not even have the internal surfaces properly cleaned before going into service, leaving surfaces covered in site rust and a variety of other contamination, mucn of which can be active promoters of corrosion in the presence of water. It is not surprising that such owners are later with the repair costs and hazards of a failed tank bottom.
'Phere are some owners who recognise the inherent dangers of this type of facility and have the tank floor and first strake of vertical platework protected. 'flhere are failures even so, but these are generally due to the lack of experiencen supervision on the part of the owner. With the applicat.ion mostJy operating on a form of riecework or jobcost bonus it is the owner who needs protection from applicators out to earn maximum cash for time spent on a job. Such snperYision is a specialist profession.
1jVhereas it is perfectly feasible to renovate a fe.iled hydrocarbon storage installation by building within the nnit an R.F.G.-epoxy lining/ vessel, this will far outweigh +-he cost of prevention of the failure if properly designed and specified in the first plpce. The!'e are, however, two main problem areas:
1. There is no sound British Standard coyerine the protec+,ive r'?quirements. B.S. C.P. 3003 cannot be refjarded as anything like satisfactory.
? The majority of tank and vessel fabricators, backed to some extent by site engineers and clerk of works, do not '-'1ant the 'complication' of anti-corrosive work which they do not fully understand, an act.i vi ty to be sub-contre..cted, whjch they can rarely accommodate properly In a competitive tender situation.
!deally a new Code of Practice is required, Unfortunat.ely there is a f endency fo!' these to go wrrmg when being formul13te1 due to pressure rom parties. This happened with the new B.S.
549: Protectlve ?oatlne of Iron and Steel Against Corrosion.' .' e commIttee 'r0sponslble' waR forty strong, all interested parties In one way or another, and yet only one semi-technical person from the technical side of the coatings industry itself was on +.he committee. Result cl-)aos and a dangerously misleading s+,ande.rd.
Nevertheless a is required either from the technical side of the industry itself or from the B.S.L Such a stannard should be applicable to all storage facilities for hydrocarbon liqujds and other f] ammable solvents. It should cover:
__
116
1. Methods of construction.
2. Methods of de-sludging and de-gassing. (steam effectively de-gasses, but can be subtly damaging to some insta]lations.)
3. of pro-i;ection of all steelwork.
4. Procedures to be adopted when tank failures occur.
Such a code of prac-i;ice would eliminate, or at least drastically reduce, the incidence of future tank failures, provide informa+.ion on and set parameters for cleaning, repair and renovation of existing and future installations, and reduce the hazard to the community created by tank failure.
******************************** BRANCH REPORTS
MIDLAND BRANCH REPORT
The first meeting of 1980 of the Midland Branch was held on 13th March at the Fire Brigade Headquarters in Birmingham. Invitations were sent to 63 people and companies in a catchment area of the ten County Councils of West Midlands, Warwickshire, Hereford and Worcester, Shropshire, Staffordshire, Oxfordshire, Gloucestershire Leicestershire, Northamptonshire. Twenty-three people attended of whom only five were corporate members, the others being associate or prospective members and visitors.
The meeting was conducted on a very informal basis with five previously briefed speakers leading the discussion on
1) L.P.G. on the service station forecourt.
2) Deliveries at customers premises by A.D. IS.
3) Making disused tanks safe.
4) Above ground tank petrol storage.
5) Tank Testing.
Particularly vocal were the L.P.G. contingent and it was felt that the Association could form a useful platform for this trading group.
There was a short business meeting at which following the lively discuss10n Mr. Don Page of Gloucestershire Trad1ng Standards Department was elected Branch Chairman. Mr. Nevi11e Fox of Warwickshire Trading Standards Department (Te1: 0926 496151) was elected Branch Secretary.
The meeting closed with a vote of thanks to the discussion leaders and to the Chief Fire Officer for his hospi tali ty
The next meeting will be held in October and members seeking further information are asked to contact the Branch Secretary.
117
Minutes of the Yorkshire and Humberside Branch of the Association for Petroleum and Explosives Administration held on the 25th Oct. 1979 at the Red Hart, Blyth Nottinghamshire
Welcome A warm welcome was extended by the Treasurer Mr. E.W. Dean who was deputising for the Chairman Mr. R.L. Smith, to the 20 members and visitors present with a special welcome being given to the National Secretary Mr. E. Brown.
Minutes The minutes of the meeting held on the 26th April 1979 were read and it was proposed by F. W. Minns and seconded by L.B. Deakin that they be accepted as a true record, this was approved by the meeting.
Apologies Apologies were received from 1..0 members.
Treasurers Report reported that the stood at £23.55p.
The Treasurer Bank balance
-.Correspondence A letter expressing hJ.s apprec' t· attend th J.a J.on J.n being allowed to M e last meeting, from r. Franc L b t es 0 0 of Kenya was read o the meeting.
Report f M rom the National Secretary r. E. Br ex own, National Secretary Pressed h' ' in J.S pleasure at being vJ.ted to th th e meetJ.ng and given to show that national J.cers do exist.
He outl' J.ned Some of the difficulties aSSoCiated with the BUlletin publishing of the fr ' the need for more material om all aVoid a of the country to parti IIJ.as e towards anyone cu ar are need f a and the immediate or the, Christmas issue.
On the question of Mr. Brown reported present membership membershifj that the stood at 300.
He further reported that the Code of Practic h d e a been re-printed and that sales of the new edition at £2 each were gOing well.
Regarding the Council of the Association he reported that a meeting had been held of the members and plans were in hand for a one day seminar. The theme of the seminar to be conveyance and it was hoped to attract a cross section of interested people.
Mr. Brown informed the meeting that the national A.G.M. had been arranged for the 23rd April 1980 and was to be held at Birmingham and also efforts were being made to get the South Eastern Branch off the ground and also the Midland Branch.
Any Other Business Discussion took place as to what future subjects may be considered as suitable for the afternoon session of forthcoming meetings.
The question of unsupervised tank tests was raised by Mr. Jones and a general discussion ensued with the following points being raised:-
Responsibility placed on contractors , Local Authority staffing difficultip.s, What tolerances if any to be given g
Further discussion took place On the subject raised by Mr. C.W. Brudenell regarding the renewal of petroleum licences for sites which had been considered unsatisfactory. OWing to the light of experience had some f th . t b . 0 ese SJ. es een gJ.ven a new lease of l'f ? J. e.
Termination of Meeting The busJ.ness meet1ng concluded at 12 15 P · .m.
The afternoon session commen d . ce WJ. th a vote of thanks given by E W De •• an to Jack Cowl1ng for making th e arrangements for the meeting and also t M GI 0 r. B odgson for the bUffet lunch ··d d by Conoco Ltd. provJ. e
Mr. David Rees of Bennett B k ec then gave a more interesting and enlightening demonstration of the ele t· c ron1C equ1pproduced by his company and which 1S now being employed on fore courts.
The meeting Concluded at 4.00 ·th p.m. W1 a vote of thanks given to Mr. Du Rees by Mro K. Jones of the South Yorkshire Fire Service.
us
THE REHABILITATION OF LEAKING UNDERGROUND STORAGE TANKS
P.R. TRIGGS CONTRACTS MANAGER Tank Lining Division CORROSHIELD LTD
In a recent memorandum to all Fire Service Divisions in the County of South Yorkshire, the Chief Fire Officer, H. A. Jones Fire E, stated that, "over many years the Storage Tanks which are of welded metal, will corrode internally and/or externally. The amount of such deterioration and the speed at which it occurs is dependant upon many things, but it is readily apparent the failure of a Storage Tank does impose severe restrictions on the
At the present time, Tanks which are no longer considered suitable for Storage purposes due to their failure on test must be made permanently safe. This is achieved either by filling the Tank with concrete and concreting the manhole opening to fil:ished ground level, or removing the Tank from the ground if this is possible, and invariably replacing such a Tank with a new one.
No,matter which method of cessation is used, considerable expense is incurred in making the Tank safe.
I have recently been made aware of a new process available in this Country which enables the internal metal of a Storage Tank to be cleaned and a fibreglass lining applied."
Chief Officer Jones then continues to say that South Yorkshire should accept this method of rehabilitating a 'failed' storage Tank subject to certain conditions which broadly follow those laid down by other forward thinking Authorities which approve this method.
It is noteworthy that as Chief Officer Jones points the maj?ritYank of Tanks fail, not because of wide spread corrosion attacklng the T t d shell, but because of a single small-hole in the wall of a Tank. To unders an ho th" " " "t " sary to look at the causes of w comes about, neces " . corrosion in Underground Tankage, which apart from damage durlng installation arel-
1. Faults in weld runs, usually at the junction of an end/beginning of a weld sequence. Such faults can be masked by slag.
Although modern weld inspection techniques should be applied to all new installations, many older units in service were not subjected to
119
such rigorous testing. Therefore weld weaknesses that were not visually apparent remained undetected.
2. External corrosion of the steel fabric of the Tank.
It is rarely appreciated that underground Forecourt tankage can exist in a relatively ccrrosive environment. The drainage of surface water contaminated by acid gases from vehicle exhaust systems can find access to the top of the Tank and leach into the concrete or into the sand or ballast back-fill.
Even 'l'lhen set in concrete it is possible for surface drainage to infiltrate between the Tank and the concrete. This is due in part to ffiany Tanks being with a biumastic solution prior to installation, a coating to which the concrete itself will not bond, and partly due to the differential expansion of a steel tank when filling and emptying. Wherever the bitumen coating has been damaged prior to or during installation the bare steel is open to attack by the acidic water draining from above.
in the water-table can create corrosion problems in Tanks encased in sand or back-fill, as the raising and lowering of the water level must of necessity be accompanied by oxygen, which is itself available for corrosion. of acid water from above will aggravate this situation.
Where Tanks have been pre-coa ted by bitumen any corrosion '!fill be localised to areas of damage to the bituminous coat. Such areas may be small, but once corrosion is underway the entrapment of the acidic components within the corrosion by-products create an ongoing active corrosion pit, which will eventually penetrate through the Tank wall.
is used as an encasement f?r the theoreticall the of the mortar should any acidic see y Unfortunately, a gap sufficient for to take place the,fre e alkalinity of the concrete can be neutralised by seepage rapldly enabling the corrosive process to Y)roceed on the associated e atwely work. steel-
3.
Internal corrosion of the ste·::l fabric of the Tank is condensation. caused by
is emptied in forecourt use, air is sucked into the T nk wll1 contain moisture and exhaust gases, and' a • lS lnevitable. aCldic condensation
Thi ' f s ls an extremely minor as the turbulence withl'n a ore court m k " working i 1 tends to disperse the relatlvely minute volume of f nvo ved wlthin the Tank contents. ',Vhen the 'rank contents are at water or a prolonged 'd 1 b 1 ' , rest "'ank b perlO , however, g 0 u es of aCldlc '!later can fo h ... ot tom and t, t' 1 rID on t e th s ar corrodlng the stee • Once h' s t t e corrosion d ' ,...." s ar ed collect pro uct, rust, p:otect the aCld from dispersal and further condensate '.vhen avallable.
120 .J
This type of corrosion will be extremely localised, so much so that it could well escape visual detection. A pin-head size of rust node could well be the only sign of a co:::'rosion pit deep into, ar,d Dossibly throuGh the steel plate. In some installat::'ons, mostly larGer vessels are involved, sedimentation takes place the tank bottom. This sedimentation can mask the onset of corrosion cells, but is otherwise of little importance.
Initial failure of light hydrocarbon Storage Tanks is by minor leakage, whether from a latent weld problem or from internal or external corrosion. If such a failure is not detected on a routine pressure test the problem can rapidly develop into a najor perforation, \vith consequent volume loss into the concrete or buck-fill surrounding the vessel. The hazard local to the afflicted Tank is obvious in theory, but not necessarily obvious on the forecourt or around an industrial installation. In fact many serious volume losses are frequently causes of serious disputes between canagenent and staff without thought being given to the possibility of a Tank
The design and installation of concrete storage facilities for petroleum products i::: a difficult civil engineering exercise. Failures in service are not rare, and considerable difficulties arise in repair procedure. It is, therefore, much too r:::uch to eXDect a tallk-holding sump installation constructed frcn brickwork, and '.vi tb sand or concrete after the insertion of the to cont!l.in m;;.jor leakage.
Phus once a T&nk failure is !)roved the owner has a licited c;loice of actionl-
1. Remove the and re, lace it.
2. Permanently imnobilbe tl:e by fillinc it ':'l:.th concrete s:!.urry, losing :hat p: rt of his forecour: 0::' storaee for good. 'This action gives a choice of sinldn.:; another l'""-nk on if 5Tound space is &vailable.
3. Uepuiring the existing I in situ I by a recogr;.ised, 8&fe and ?)roven method.
rhe chcice :.:ust be raJv.ted to the real cost of the c;.l:erndives evuilable. Factors include:-
1 •
2.
Delivery time and cost of 11 suitable replacement Tank.
'nh t· t· "'11d n-<:..terials 0-:.' the civil engineering . e cos In lne, -. u. 1 d d ., k t 'md re-)l"ced or se;;. e -In n o::,erat i on.::: whether the ri'i.l.nk: lS liro en-ou c c.;.. t ., -, t' -1 meae::uree:: a forecour & new Llstallu tion constructed. ...:..ssen SUo... .; 1•• • 1 1 ' , l"-'-"'y t; me COiH,-,ur.J' toO', :1artlcu __ ar y o-lJ erat' on e le:: re '0 L -""' , . ,. , , 1 1 l' , when the sub-soil is contaminated from the eac ge.
3.
The loss of trade or :)rofit from the time the Tank de?lared, to the tlme that it is In forecou:::-t t'llS tlme element can be crucial to' the continued existence of the :)uSlness.
121 1
The actual cost of a new Tank shell, although not insignifical:t in itself, is relatively minor coopared to the design and contrllction costs of t:le civil engineering alternatives, and to the loss of throughput on the time scale involved in the civil engineering process.
The alternative of repairing the faulty Tank 'in situ' using the SYSTEM 80 will always prove the optimum on a true cost comparison. Loss of forecourt space is restricted to a few days only eyen On a major Tank, and the loss of use of the Tank itself to approximately ten days in total.
The CORROSHI'::LD SYs'rEl:.:I 80 is not just a repair procedure. Nor is ita simple lining operation. The CORROSHIELD SYS'l'Eror 80 creates a new Tank of solvent free epoxy resin reinf'orced with fibreglass within the existing Tank, using the existing Tank as a fOrIDdr. This new Tank will not corrode in acidic ground water, and is virtually chemically indestructible , with a fully gtlaranteed life of ten-years and a life expectancy measured in decades.
The use of fibreglass reinf'orced epoxy compositions has a long and successful history in the chemical industr,y for the construction of both static and mobile tankage and reaction vessels. British Standard Code of Practice C.P. 3003, Part 5, specified the use of epoxy resins for the protection of the Tank platework from corrosion on hydrocarbon Storage Tanks. The essential feature of the CORROSHIELD SYSTEM 80 is that it has modified the nethod of manufacture of a fibreglass epoxy Tank SO that it could be formed in situ within any existing vessel. Its use of solvent free epoxy resin as a base ensures long term performance '7lhere storage of petroleum and allied products are concerned.
The theory of this type of process has been recognised for many years and a system developed for the treatment of major refinery tankage. llany major vessels have been so treated both in the U.S.A. and in the Uiddle Ea t These linings have invariably proved fully up to the theoretical • a fibreglass epoxy matrix and have, therefore, saved the e 1n question vast sums of money on replacement costs. The succ f of the !!lethod by the development of specialised equipment and ul tra1n1ng manpower into the specialised skills required for their ue e process, 1S the reason for the success of lining system. q
The essential 3teps of the CORROSHIELD 80 are as followsl1. The faulty Tank is purged of explosive vapours. 3· 4-
The Tank is de-sludged, and if necessar,y chemically cleaned.
Tank is dried out and all holes, faulty seams and other by a high temperature quick setting epoxy composition e 1ngress of ground water during the subsequent operations. weak areas to prevent
The whole Tank interior is bLast cleaned to B.S. 4232 First alit all spent abrasive and other residues removed and y and
122
5· The full CORROSHIELD SYSTEM 80 is applied.
6. After detailed inspection the Tank is sealed and pressure testeq to the local authority requirements.
As far as the installation owner is concerned there is absolutely minimum fuss and interruption to the operation of his facilities. The CORROSHIELD SYSTEM 80 team arrive at his location with a self-contained mobile unit fully equipped to handle the complete operation.
All that is really required of the owner is the ava.ilability of the area for a few days, and a area for the CORROSHIELD SYSTElJ 80 vehicle. This must be the ideal solution on cost, performance and out-of-commission time for any problem of failure.
mmERGROUND SERVICE STATION TANKS
SPECIFICATION OF CORROSHIELD SYSTEM 80 TANK LINING SmVICE
(1) Disconnect remove manhole cover, desludge and chemicallY Tank. Obtain Gas Free Certificate and dispose of Tank residues compliance with the Deposit of Poisonous Act, 1972.
(2) Blast Clean to S.A. 3, White Metal Finish, prior to the application One ?oat of CORROSHIELD SYSTEM 80/1, two pack Zinc Phosphate Epoxy to a D.F.T. of 25 Microns.
(3) Caulk all rivets and seams with CORROSHIELD SYSTEM 80/2 to a D.F.T. of not less than 1,500 Microns.
(4) Apply CORROSHIZLD SYSTEM 80 Glassfibre Reinforced Tank Lining to Internal Surface of Tank.
(5) "fithin maxinrum over-coating time, apply CORROSHIELD SYSTEP,1 80 GP1 Finishing Coat to a total D.F.T. of Microns.
(6) Inspect Coating for correct D.F.T. etc ••
(7) Replace manhole cover and piping, and Pressure Test to the Local Authorities reqUirements.
The TANK SYSTEM is a complete service to tbe Petroleum Industry. '.Ve offer to undertake the supply of all materials and labour necessary for the preparation and of the new Tank Lining.
The CORROSHDLD method of re-lining Underground Storage completely replaces the existing Tank Shell where has caused failure and as a result effectively extends the usable of a Tank that otherwise would necessitate expensive removal and replacOIDent, often at sites where accomodation of a new Tank would be impractical.
All our work is undertaken in full compliance with the Health and Safety Executive's Directives and Recommendations issued by Associated Octal Limit od.
123 l
CODE OF PRACTICE AND SPECIFICATION FOR THE REHABILITATION OF LEAICllm UNDERGROmID SERVICE STATION TANKS
NOTIFICATIONs
Inform Local Potroleum and Fire Officer together with representatives from the Health and Safety Executive of details of time operations on site will commence.
PREPARATIONs Mobilise to Service Station
(1 )
(2) (3)
Park vehicles and equipment at roar of Service Station.
Adv:i, so Service Station l·.lanager and Staff that NO SMOKING must be strictly enforced in all vehicles entering the sito. Set up NO and DANGER signs at all ontries. No cigarettes, matches, iighters or spark producing materials will be permitted on site.
Rope off area around Tank, disconnect piping, remove manhole and open up Tank.
Using a high volocity Venturi Type Blower, vont Tank to onsure no explosive vapours are prosont in Tank.
Dosludgo and Clean out Tank
(1) With Safety Explosivo Iv10tor such as MSA Model 2 or 5, take readings at the top and bottom of Tank.
(2) Two men to enter TUlik woaring fresh air masks, protoctive clothing and Safety Lincs.
(3) Depending on the size of Tank and amount of sludge presont in Tank, desludg1ng will oithor bo by hand or by suction type sludge disposal vohicle.
(4) After removal of sludge, if necessary, tank cleaning chemical will bo spray od onto Tank walls and Tank rinsed out by high pressure steam and all residues removod.
(5) After Tank cloaning is completod tho Tank will ba vented to removo any vapours, this provides a Gas Free Interior to enable us to carry out the next part of the oporation.
Inspoct Tank for Leaks
(1) a very hot, quick setting, non-toxic composition, caulk all holes and weak areas which are idantified as possible areas where
124 j
metal fatigue and corrosion has occured to inhibit any back pressure entering the Tank from outside.
(2) Dry out the Tank: before any further work is carried out, by means of the high speed Venturi.
SURFACE PREPARATION: Gritblast Tank: Interior
(1) Prior to Blast Cleaning all equipment must be bondod. All lighting must be of the Gas tight type.
(2) Blast Clean to S.A. 3, V1hite Metal Finis-b.
(3) Remove all spent abrasive, and clean down all surfaces prior to the application of CORROSHIELD Tank Rehabilitation System.
LAMINATE APPLICATION: Application of CORROSHIELD SYSTEM 80
(1) Apply one coat of CORROSHIELD SYSTEM 80/1, two pack Zinc Phosphate Epoxy Primer, to a D.F.T. of 25 Microns.
(2) Caulk all rivets and seams with CORROSHIELD SYSTEM 80/2, to a D.F.T. of not less than 1,500 Microns.
(3) According to tho size of the Tank, apply CORROSHIELD SYSTEM 80 Glassfibre Reinforced Tank Lining, oither by high pressure spray or by Hand Lay-up.
(4) Within maxinum oVercoating time, apply CORROSHIELD SYSTEM 80 GP1 Finishing Coat, to a total D.F.T. of 1,250 Microns.
(5) Force cure CORROSHIELD T.ANK LnUNG to enable Tank to be used upon satisfactory testing.
D{SPECTION,i
(1) Inspect Tank coating for cotrect D.F.T ••
fflE§SURE TEST.
( 1 ) ( 2)
(3)
OOaROSHIELD SYSTEM 80· to inside of Tank cover.
Replace cover and bolt down, re-connect piping and Pressure Test to Local Authorities Requirements.
When the Petroleum and Fire and haVe the Pressure Test! 1nform the is now reaQy for and the 011 Compdny representat1Vo that the servico.
t tho Potroleum Company for Once the Tank has beon handed over 0 Y r Guarantee on both service, Head Office will provide a full a umo that the Materials and Labour. It would be reasona e 0 .. f CORROSHIELD SYSTEM 80 TAN}C LINING will give a serV1ce 11fe 1n excess 0 25 YEARS.
125 l
CHEMICAL FIRE
REPORT PUBLISHED ON· THE ·FIRE AND EXPLOSIONS ...CHli:MICAL STORAGE DEPOT AT RIVER ROAD, BARKING
An intense fire which broke out at a chemical storage depot at River Road, Barking, Essex, last to three explosions, one probably through a liquefied petroleum gas (LPG) cylinder rupturing in the heat, and two larger explosions thought to be due to the rapid thermal decomposition of sodium chlorate, says a report published by the Health and Safety
About 4,000 people were temporarily evacuated from nearby housing estates when large quantities of smoke were blown in their direction. Nine firemen had to be treated for minor cuts and bruises, but no member of the public was affected by fumes from the fire.
The fire occurred on 21 January 1980 at a depot operated by Womersley Boome Chemicals Ltd where over one hundred different chemicals were stored in a variety of containers. The Fire Brigade were at the scene within minutes of receiving a 999 call at 2018 hours. The fire gutted one of the two buildings on the site and partially damaged the other.
The storage of sodium chlorate in quantities as low as 2.45 tonnes was not considered prior to this incident to be potentially dangerous, says the report. All previously recorded incidents involved quantities of 20 or more tonnes of the material.
The report emphasises the need for occupiers of similar premises to pay attention to:
segregation of various chemicals into different categories with regard to their relevant properties; obtaining advice on fire precautions from authoritative sources; preparing adequate emergency procedures in conjunction with the emergency services.
126
The report recommends that all users of LPG should ensure that cylinders when in use be secured in an upright position and, where reasonably practicable, be transferred from workplaces into LPG storage compounds at the end of each working day.
In addition, it recommends that discussions should take place with the chemical industry on the advice that manufacturers should give on the segregation of chemicals stored; that consideration be given to the fire brigade's criteria for evacuation on such occasions and to ways in which the exchange of information between fire authorities and the Executive can be improved; and that account should be taken by the Executive of the lessons learnt from this incident in the guidance note which they are to issue on the use of sodium chlorate. (Action on these recommendations has already been initiated by the Executive).
The source of the ignition of the Barking fire, says the report, was, in all,probability, radiant heat from a domestic three-bar electric fire, which ignited combustible (probably wmweather clothing being dried overnight within the locker room in the smaller building). The fire spread through packaging materials stored nearby to involve the LPG cylinder and numerous chemicals including sodium chlorate. Three explosions resulted, the first probably caused by the rupture of the LPG cylinder, and the second and third probably by some 2.45 tonnes of sodium chlorate stored in steel drums. These explosions caused minor damage to residential properties situated about 200 metres from the centre of the blasts and debris was hurled more than 70 metres.
Following the explosions, the amount of smoke generated increased so substantially that the senior fire brigade officer present decided to evacuate the nearby residential properties. Virtually completed by 2300 hours. homes at 0630 hours the next day. at about £200,000.
Evacuation was swift and smooth and was People were allowed to return to their The cost of the damage has been estimated
Action was taken following the fire by BM Factory Inspectorate to ensure the safety of the workforce and to enable the residual mixture of chemicals to be disposed of safely.
127
FIRE PRECAUTIONS IN CHEMICAL PLANT
ESI has published a revised code Fractice BS 5908 Fire precautions in chemical plant, which supersedes GP 3013 issued in 1974. Primarily intended to help designers and managers of chemical works to minimize fire hazards it will also be of value to local authority fire departments and planning personnel. Obviously, the first aim of such precautions is to prevent fire. But should an outbreak occur, priority must then be given to the prevention of loss of life and injury and, by extinguishing the fire, the reduction of material damage and production loss. The code refers to operation of existing plant, as well as the design and operation of extensions and of works at new locations. Guidance is therefore given on the selection and layout of plant sites and the implications regarding a comprehensive scheme of fire protection.
Attention is dxawn to the need. for okilled classification of hazardo'J.s zones and its importance in determining the subsequent selection of appropriate equipment. Further advice on this aspect will be included in BS 5345 Part 2 now in course of preparation. The selection of equipment, particularly electrical apparatus, must be to a standard at least as high as that required by the zones classification and will be the responsibility of the equipment specialist concerned.
Emphasis is also given in the text to the serious hazard of large flammable vapour clOUds that can be sud'denly generated by the I re ease, from pressurized plant of 1" "d ' s above their normal boiling point.
The list of legal requirements has been revised and certain details concerning their application is also given, though legislation is, of course, under continual Thr t th d • oughou e co e it is assumed that plant and machinery are generally of adequate design, and thus suitable for their purpose and safe to operate 0
128
INDUSTRIAL AIR POLLUTION 1978
Petroleum works
The throughput of crude and process oils at petroleum refineries, in respect of England and Wales, for 19?8 was 88 200000 tonnes. Ten out of the 16 refinenes practised I h su p ur recovery with an average daily rate of 192 t, equivalent to a prevented emission of 400 tld sulphur dioxide. The average rate of emiSSIOn of sulph d' 'd f , ' 10XI e rom combustIOn processes etc all the refinenes this year amounted to 645 t/d. mcrease in the proportion of North Sea crude oil at some UK refinenes appears to be contnbutmg to a r d t' f . . . e uc Ion 0 sulphur dIOxide emissions at these sites.
?ne infraction was declared. This was due to excessive smell caus db' • • >' • e y a company puttmg cracked dlstlllate m ftoatmg roof tanks which had ineffective seals Normally th d' '11 '.. e IStl ate, containing hvdrogen sulphide, IS stored in fixed roof tanks a gas off-take to the refin f ' cry gas system and the change arose rom a refinery shut down. The companv reacted promptly a d' . . . n mstltuted a better programme for checkmg tank se' I I II as. n a the circumstances further legal actIOn Was not necessary. Two other reported defects 'th 'I , WI sea s oftloatmg roof tanks and at works a programme costing £ I 000000 has been put m hand to rep . 3 -. h P I air some ) Ul11ts. It IS a subject which t e eum Works Task Force are also actively consldenng.
The r f e.lOenes on the Essex side of the Thames estuary contmued t b h . o G 0 et e subject of complaint and Wr ;ant attended a meeting in July of the Officer f oOr. Group of the Essex Branch of the Association o Istnct Councils b h If f . ,on e a 0 the Chief Inspector, to help the mvestigation of 'spent fireworks' smell complamts. Howeve 'ft b . . r, d er a out the middle of the year lIt that this particular smell was not detected. t IS t ought that a b f . . num er 0 the complamts being attnbuted to the refi d nenes could have ansen from other o orous operations in the area. Continued public concern and debate about health and safety aspects of Canvey Island, and associated with publication of the Canvey Isl' d R . an eport, wIll also keep the activities of these works well to the forefront in the Alkali Inspectorate s field of interest.
The of petroleum works under complaint thiS year. Although considerable credit is due to the mdustry for the vast amount of pollution potential
which is adequately contained the complaint record is not good and there is scope for improvement. Smells figure largely in the dissatisfaction, along with items such as smoke from flares etc. It is appreciated that good arrangements exist in large part for direct contact by complainants to refineries and that the latter do investigate themselves but the need for increasing vigilance is evident. At the Bacton gas terminal one company has installed a leak detection network for hydrogen sulphide around the major portion of the sour gas compression facility. Ambient air is continuously sampled through 25 sample heads and the composite sample presented for instrument examination. Continuous record and alarm facility are incorporated to enable prompt corrective action to be taken whenever necessary.
The frequency of, and need for, flaring are under scrutiny by refineries internally because of the need to conserve energy. Also it is common for companies, after discussion with the Inspectorate. to advise local authorities concerned, and in some cases the local press, if prolonged or abnormal flaring is anticipated, e.g. in starting up a large ethylene cracker. New procedures are being adopted by several companies to reduce flaring problems. At one works, where a particularly tall flare stack is planned. the steam injection will be controlled by a telescopic infra red detector mounted at ground level and focused on the flare tip.
In the Milford Haven area the new catalytic cracker and hydrogen fluoride alkylation complex at Texaco Ltd is now under construction. Planning permission for a similar type of project was granted to Amoco Ltd. The Alkali Inspectorate prO\ided ad\ ice on environmental aspects to the county planning officer.
More progress has been made in oil exploration and development of wells in Dorset. Storage of oil at the rail terminal is to be in floating roof tanks.
Disposal olwaste products. some of which may be foul smelling, from petroleum works is meeting increasing problems as relevant authorities seek to minimise the tipping of such material. Additional interest is resulting in the case for incineration which may prove a best practicable environmental option. In this respect fluid bed incineration is being projected by one company. incorporating sulphur dioxide abatemen t in the bed and raising steam from incineration heat. The possibility of using some wastes as fuel for cement kiln firing is also under consideration.
A meeting took place in December between representatives of refiner), interests and the Chief Inspector and his deputies under the organisation and secretariat of the Institute of Petroleum. This followed the pattern of earlier years and there was a free ranging and informal discussion on items of mutual interest. These included the current position on preparation of proposals for amending the list of scheduled works. the work of the Inspectorate task forces. proposals within the European Economic Community. de\'elopments on catalytic cra.cking plant etc. The Inspectorate find that such meetings prO\'ide a valuable interchange and a useful channel for recei\'ing views of the industry.
Health and Safety
129
BASEEFA TESTING LABORATORIES
Since the issue of the first Newsletter new laboratories have been set up BASEEF A staff for tests to be carrIed out for the certification of flameproof equipment and the certification of intrinsically safe apparatus. The flameproof laboratory forms part of the existing BASEEFA test laboratory for reliability concepts such as Ex e and Ex N. The laboratory for intrinsic safety is housed in an open plan area adjacent to the BASEEFA main offices at Harpur Hill, Buxton. A description of the new flameproof laboratory is given below.
The new BASEEFA Flameproof Testing Laboratory
In 1978 it was decided that BASEEFA should, so far as is reasonably practicable, become self-reliant for all mainstream testing in each of the three technical sections of BASEEF A.
In the case of flameproof testing, the majority of these test'> had previo"usly been carried out by the flameproof testing section of the Safety in Mines Research Establishment (SMRE) on the Buxton site, on behalf of BASEEFA. One of the main objects of the decision was to eliminate the unavoidable duplication of time and effort involved in passing application files and drawings
from one officer's desk in BASEEF A to another in SMRE. A further benefit of the change is that as BASEEFA is now responsible for the testing of " all Group II apparatus (industries other than mining), the SMRE testing facility, which is the testing authority for Group I apparatus (mining) certified by Safety Policy Branch C of The Health and Safety Executive (HSE), work can proceed without any conflict of priorities between mining and industrial apparatus.
Much effort has been devoted during the last 12 months to the design, installation and commissioning of a flameproof testing area, which is ,now fully operational. It has been deSigned to carry out testing either to BS 4683 : Part 2 or to BS 5501: Part 5.
Flameproof tests can be undertaken using either propane, methane, ethylene, hydrogen, hydrogen/methane?r acetylene. gas/air ,miX analysis is carried usmg. instrumentation to give a direct visual read-out, thus enabling the test engineer to verify tlie correctness of the gas mix in accordance with the tolerances specified in the standard. The calibration of the analysis apparatus is frequently checked by carrying out detailed chromatograph analysis, at the Sheffield laboratories of HSE, of gas samples of the specified mix taken from the BASEEFA apparatus.
The explosive gas/air haying , passed the analysis stage, IS mto the" apparatus under test, IS placed in a mobile steel tank and moved outside the bUlldmg for the tests. The tank is of robust construction to ensure that should the apparatus fail during the'tests, there will be no danger of flying fragments around the test site.
The explosion pressure time function is sensed by piezo-electric transducers screwed into the wall of the enclosure under test. The signal is stored in an electronic memory which enables the pressure wave shape, as viewed on an oscilloscope, to be recorded permanently, when required, by a pen recorder. The oscilloscope and recorder are illustrated below.
Owing to the restricted access and testing space, the testing facility is, at present, limited to handling only medium and small sized apparatus. ' Also, with the available BASEEFA work force still under strength, it is not yet practicable to consider 100% testing at BASEEFA of all eligible apparatus Therefore, it is still both desirable and necessary to continue for the foreseeable future the arrangements with ERA Technology Ltd at Leatherhead, whereby certain flameproof apparatus submitted for certification to BASEEFA is tested by ERA on behalf of BASEEFA.
BASEEFA
su
wav e 130
Flameproo
f testing instruments pro viding in stantaneous and permanent record of pres
re
A petroleum interceptor need not be the brick chamber type common for so many years. We have seen the GRP interceptor in common use nowadays.
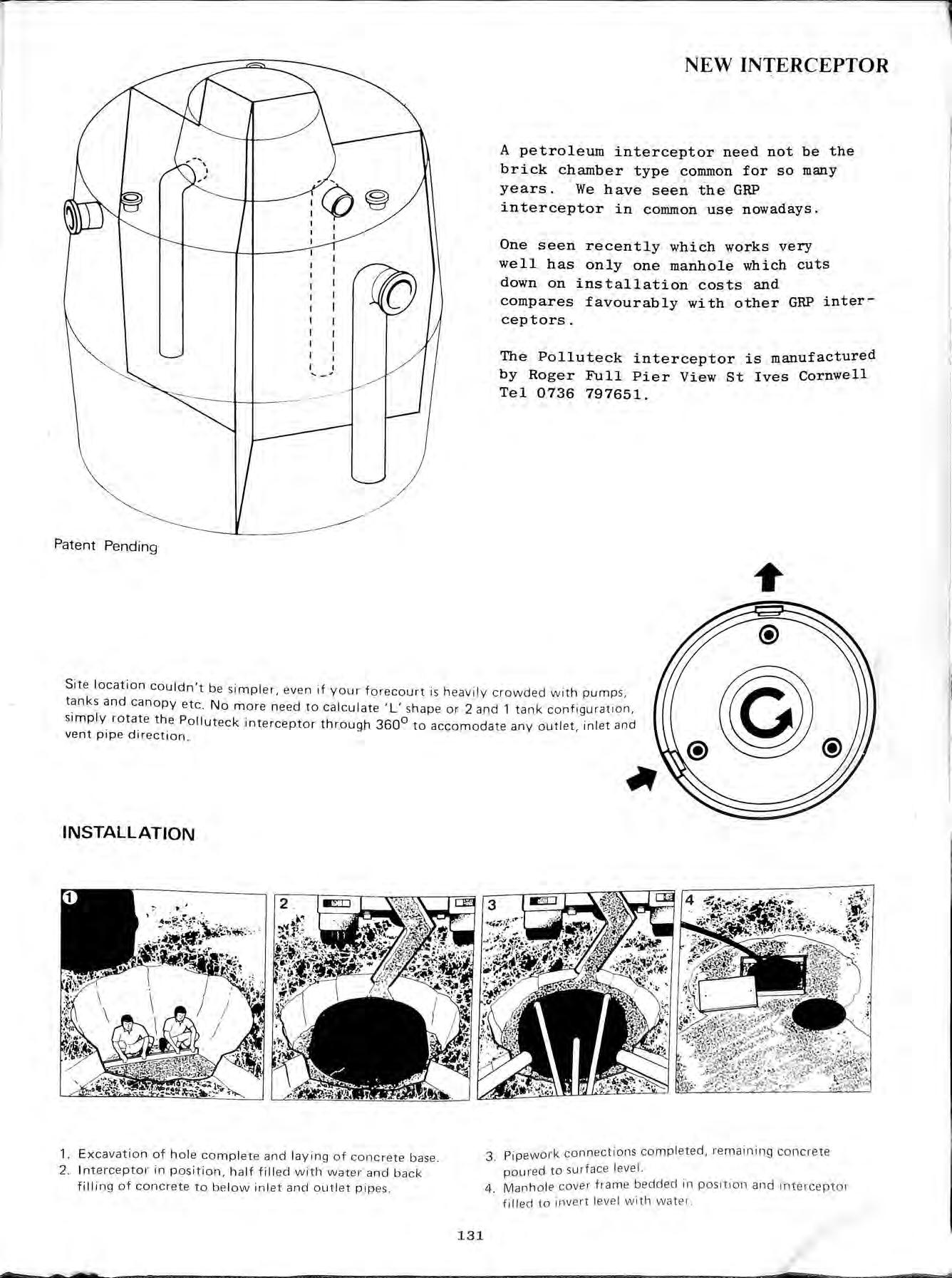
One seen recently which works very well has only one manhole which cuts down on installation costs and compares favourably with other GRP interceptors.
The Polluteck interceptor is manufactured by Roger Full Pier View St Ives Cornwell Tel 0736 797651.
Patent Pending
1
NEW INTERCEPTOR
Sit e location couldn't b " I "f " " " e slmp e r , ev e n I your fo rec ourt IS h ea vily c r owde d w i t h pump s, tank s and canopy e tc No m o d t I I ' L' h " " " "re ne e 0 ca c u a te s ap e or 2 and 1 tank configur at IO n , simply rotat e the Polluteck interceptor through 360 0 to accomodate any outlet , inlet and vent pipe dir e ction INSTALLATION 1 E xc ava ti o n o f hol e co mpl ete and l ay in g of concrete base 2 In te r ceptor i n pos i t i o n , h alf fill e d w i t h wate l' an d back f illi n g of conc r ete to be l ow i nl et an d ou t let pipes, 131 3. Pi pewol'k co n nections co m p l eted , remaining concrete pou l'ed to su rfac e level 4 Man h o l e cover fram e bedded in pos i tion and i ntercept o r f i lled to illv e l"l lev e l w ith wat er. 1
VOLUME 18
Talking Point Notes & News
Correspondance
London News Proceedings
BASEEFA Branch Reports
Danger Areas on Forecourts
Spanish Camp Site Disaster
Major Installations
Demolition of Tanks Taking the Plunge
Cautionary Tale Book Review
Fatali ty Appeals
AGM
LPG Hazards
Seminar 80
Hazchem in 80's
Corrosion of Storage Tanks
INDEX
1979/1980 Page
Rehabilitation of Underground Tanks
Chemical Fires
Conveyance
Legal Notes New Interceptor
Humberside Annual Report
Orbituary
1, 33, 73, 101. 2, 34, 73, 102 27,36 14, 66, 90. 25, 67, 99. 100, 130 31, 70, 117. 9 17 39 50 64 68 38 91 92 95 75 106 110 112 119 126 22, 24 131 69 72
128 28
132
DESIGN SUPPLY AND INSTALLATION OF PUMPS, TANKS AND PIPELINES ---------GPS--------GUNNESS PUMP SERVICES LlD Registered OfficeGUNNESS WHARF, GUNNESS, SCUNTHORPE, SOUTH HUMBERSIDE DN15 8SY TelephonesKEADBY 331. Night Service: Keadby 495, Scunthorpe 67108. Telex 52 495 STOCKIST OF "GAS BOY" KEY OPERATED FUEL DISPENSING EQUIPMENT HOSE, NOZZLES, PIPES AND ALL ASSOCIATED FITTINGS CONTENTS GAUGE METRICATION KDG offer a comprehensive service for recalibrating your imperial gauge to metric equivalent.
Telephone 021-2360347 w. J. FINCH (Installations)
ing out and de-gassing petrol tanks; issuing gas free certificates petrol and fuel oil bulk storage tank installations Petrol and fuel oil tank cleaning service Pressure testing tanks and pipe work
House, Camden St., Birmingham Bl 3BZ
MIDLANDS PREMIER PUMP I, TANK CO LlD SUPPLY INSTALL MAINTAIN ALL MAKES OF PETROL AND DIESEL PUMPS AND TANKS DAYBROOK STREET, NOTTINGHAM Telephones: NOTTINGHAM (0602) 621511 and
Ltd. Steam
Heaton
EAST
"
