While aRTISaN SPIRIT makes every effort to ensure accuracy in our content, the information is deemed reliable but not guaranteed. We urge our readers to consult with professional service providers to meet their unique needs.
At aRTISaN SPIRIT, we take the opportunity to enjoy many different craft spirits and adult beverages. However, it’s also our responsibility, and yours, to always drink responsibly. Know your limit, and never drink and drive.
aRTISaN SPIRIT’s number one goal is to share and celebrate the art and science of artisan craft distilling. But please remember to follow all the laws, regulations, and safety procedures. Be safe, be legal, and we can all be proud of the industry we love.
THaNK YOU TO all OUR SPONSORS.
Our mission at Artisan Spirit Magazine is to share and celebrate the art and science of artisan craft distilling. We are humbled by the support of our sponsors. With their help, we can further our common goals of supporting creativity, innovation, and integrity within the industry we all love so much.
The American Spirits Exchange is a national importer and distributor serving the alcoholic beverage industry (spirits, wine, and beer). We provide domestic and international companies with access and support to the U.S. market. Regardless of your size — from micro, craft distiller to publicly traded multinational — our focus fuels your growth. Our flagship Foundations™ program provides companies with access to the U.S. market. We handle your business-to-business functions from start to finish: permitting, brand approvals, purchase order processing, invoicing, and compliance.
Every element of Cage and Sons equipment is designed and crafted to provide you with the very best distilling experience at an affordable rate because we know that bottom line matters, but so does function. At Cage and Sons, adequate is never an option, and we continue to develop and design new high functioning, cutting-edge distillation systems that enhance the distillation industry. Cage and Sons works every day to bring you the very best distillation systems for the very best value.
For nearly 50 years, CF Napa Brand Design has set the standard for alcohol beverage branding.
Led by Owner & Creative Principal David Schuemann for the past 22 years, we focus on translating brand ethos visually, never using a one size fits all approach for projects. The result is a bespoke solution rooted in strategy and, most importantly, a design that sells.
CF Napa’s expertise lies in the intricacies of our process — from project conception to conclusion, our team brings a strategic yet thoughtful eye to every detail. We understand the market and target audiences on a global stage. We balance listening with leading to execute a design that the client loves, and the consumer buys again and again.
The Distilled Spirits Council of the United States (DISCUS) is the leading voice and advocate for distilled spirits in the United States. Representing producers and marketers of distilled spirits, DISCUS advocates on legislative, regulatory, and public affairs issues impacting the distilled spirits sector at the local, state, federal, and international levels; promotes the distilled spirits sector, raising awareness and opening markets in the United States and around the globe; and encourages responsible and moderate consumption of distilled spirits as part of a healthy adult lifestyle based on evidence-based research and policy. DISCUS also powers Spirits United, a grassroots platform for the distilled spirits industry. Spirits United is comprised of a community of advocates united with a common goal: to ensure adult consumers can enjoy distilled spirits where they want, how they want, and when they want. Learn more at distilledspirits.org and spiritsunited.org.
We’ve been in this industry for over 100 years, during which time we’ve learned a thing or two about what makes a great barrel to age great spirits. Our R&D team and account managers have hundreds of barrels currently in experimentation. Partnering with distillers, we think outside the box to develop new products that push your vision forward.
Our Mission: To craft world-class oak barrels and other cooperage products so our employees, customers, and communities flourish.
With an impressive legacy spanning over 30 years in the printing and label domain, Jack Vogel stands as a respected authority in the Spirits industry. For the past 23 years, he has been a steadfast and trusted advisor, contributing significantly to the evolution of label standards and practices. Jack's journey includes leadership roles at top label printers within the Spirits sector. Having transitioned into an independent consultant, he continues to channel his wealth of knowledge towards empowering brands to achieve excellence. As an original founding sponsor and advisor to organizations such as ADI (American Distilling Institute), ACSA (American Craft Spirits Association), and Artisan Spirit, Jack has played a pivotal role in shaping industry standards. At the core of Jack's professional philosophy is the belief in industry education as a catalyst for stability and growth. By imparting knowledge and insights, he contributes to the overall advancement of the Spirits label landscape.
Lallemand Biofuels & Distilled Spirits is the industry leader in supplying fermentation products and valueadded services to the distilled spirits industry. We specialize in the research, development, production, and marketing of yeast and yeast nutrients as well as a solid belief in education of the distilled spirits industry.
A vital part of the alcohol production process, fermentation products from Lallemand Biofuels & Distilled Spirits have been designed and selected to create value by tailoring objective solutions to distillery needs.
Moonshine University is located in Louisville, Kentucky on the Beverage Campus with its sister company, Flavorman. Moonshine University offers a variety of classes for enthusiasts, entrepreneurs, industry professionals, and those seeking careers in the distilling industry. Our distillery was designed as part of our classroom, and all classes incorporate hands-on learning and sensory evaluation in order to provide a complete and comprehensive education. In addition to its knowledgeable instructors, Moonshine University hosts a range of renowned industry experts for specialized instruction and training.
RahrBSG is focused on supplying craft distillers with the best ingredients from around the world. The craft distilling market trusts RahrBSG to deliver the finest ingredients at competitive prices, without sacrificing customer service. With distilling malts and grains from Rahr Malting Co, Weyermann®, Simpsons, Crisp, Gambrinus, Dingemans, and Malting Company of Ireland, as well as a full range of yeasts, yeast nutrients, enzymes, botanicals, and finishing products, we have a wide range of distilling ingredients to help you create high-quality, artisanal spirits.
Founded in France in 1897 and based in the USA for more than 30 years, Saverglass provides for the premium & super premium spirits and wines. Over the years, the Saverglass Group has distinguished itself by its undeniable quality of glass coupled with innovative decoration techniques.
Today, one of Saverglass’ main asset lies on its product offer: 110 original designs and 425 references which represent the largest selection on the market! Thirsty for genuineness, Saverglass has created exclusive bottles dedicated to Artisanal distilleries: The Craft Spirits collection is designed to convey the image of authentic, locally sourced and rare high-quality products. Recently, the Group has strengthened its presence and service offering in the U.S. by opening an ultra-modern bottle manufacturing and decorating plant in North America.
Southern Distilling Company is one of the largest artisan distilleries in the nation. We offer product development, contract distilling (standard and custom mash bill whiskeys, rum, and agave spirits), barrel warehouse aging, batching, blending, bottling, and co-packaging of award-winning products. We also keep an extensive inventory of aged bourbon and rye whiskey available year-round.
Our spirits are distilled in top-of-the-line Vendome Copper & Brass Works continuous column stills. Our product development services include working with you to perfect an existing recipe and consultations to help you create your own recipe. We can barrel and warehouse age your product to meet both short and longterm goals. At Southern Distilling Company, you get standout spirits that make brands unforgettable.
Stave & Thief Society was founded in 2014, and is the first bourbon certification program recognized by the bourbon industry and the only to be recognized by the Kentucky Distillers Association as its “Official Bourbon Education Course.” The programs were developed by professional distilling and spirits educators and advised by a panel of experts in the bourbon and hospitality industries to provide a premium, standardized bourbon education that is accessible and holds real value.
For over 60 years Tapi USA has produced cork stoppers and a wide variety of bottle closures. Family-owned and operated since its inception, our company continues to develop new products and enter new markets. Tapi USA is proud to support the growth of the artisan distillery industry and is honored to be the Bottle Closure Sponsor for Artisan Spirit Magazine.
Founded in 1999 in Thousand Oaks, California, the Thousand Oaks Barrel Co. manufactures a wide selection of products for distillery gift shops. We work with large and small distilleries and wineries, marketing and catalog companies, retailers, and web-based e-tailers. Our craftsmen provide made to order products or distilleries can select from our tried-and-true products such barrel heads, quarter barrels, flasks, and barrel key chains, to name a few, each with your distillery logo and branding. We look forward to providing you some of the best promotional products on the market and are sure they will be top sellers in your product line.
Total Wine & More is the country’s largest independent retailer of fine wine, beer, and spirits. Our strength is our people. We have over 5,000 associates, who must demonstrate comprehensive beverage knowledge before they are invited to join our team. After coming on board, all of our team members undergo an extensive initial training program. We believe that an educated consumer is our best customer. We want to demystify the buying experience for our customers so they will feel confident in choosing the bottle that is perfect for them. Total Wine & More works closely with community and business leaders in each market it operates to support local causes and charitable efforts.
BENEFaCTOR SPONSORS
Led by Director of George Dickel & Luxury American Whiskey, Nicole Austin, the team at Cascade Hollow Distilling Co. continues the tradition of producing award-winning whisky at our historic distillery with high standards of authenticity and craftsmanship. George Dickel is behind some of the most beloved whisky of our time including Dickel Bourbon, George Dickel x Leopold Bros Collaboration Rye, award-winning Bottled in Bonds, the Cascade Moon series, and a variety of luxury variants like the rare, premium offering — Dickel Bourbon Aged 18 Years. Learn more about the incredible history and creativity that lives at Cascade Hollow at GeorgeDickel.com.
a lETTER FROM THE EDITOR:
“What’s working for your distillery?”
I’ve posed that question to over 30 distilleries this summer as I undertook multiple epic road trips (with my two oldest sons patiently in tow) to visit distillers where they live and work. Every single time, without fail, the question elicited a deep sigh usually followed by a far-off look as they contemplated the weight of the query.
Unsurprisingly, everyone had slightly different answers, but there are some unifying elements. Most responses touch on the concept of “right-sizing.” I hesitate to invoke any word that could so easily bounce around the back rooms of a c-suite office, but it fits here. In this context right-sizing means pulling back on distribution, focusing on local sales and tasting rooms, cutting operating hours, trimming staff, or on the opposite spectrum expanding production capacity to benefit from improved economies of scale.
Thankfully, these austerity measures seem to be working. Or at least helping. Almost every business owner said that making these cuts significantly increased their margins and often left them with similar or even higher sales volumes. They didn't need to reach 12 state distribution, or keep the tasting room open 7 days a week. They could make the business grow by tightly targeting their operating hours and servicing their closest and biggest accounts. It may seem obvious to anyone that’s heard the adage, “own your backyard” but we have also said for years “it's not about selling the first bottle, it's about selling the second.” In some cases, we just need to sell one to keep the lights on.
For the distillers that travel the opposite path and expand or invest to take advantage of more efficient operating costs, and increasing production output the stories also had similar advice. Don’t overburden yourself with debt, avoid those high interest loans, and don't overleverage yourself and bloat that burn rate. Doubling your capacity won't help much if you can't sell enough product to keep up with the interest payments. Again, easy to say, but sometimes difficult to manage.
Lastly, the distillers I spoke with also admitted that while they are finally seeing sales volumes increase and margins tick up, the increased cost of nearly everything they need to be a distiller is threatening to steal back those gains. Inflation has impacted packaging, shipping, utilities, insurance, and the list goes on. The hope is our industry can continue to adapt and stay above water, but it's going to take a lot of work.
This only touches on what the welcoming and hard working distillers I spoke with had to say, but I plan on continuing to ask questions, and sharing their answers so that the industry has an opportunity to not only survive, but thrive (that was a profoundly cheesy sentiment, but I’ll be darned if it's not an earnest one).
With greatest appreciation,
Brian Christensen
INNOVATIVE SOLUTIONS since 1912
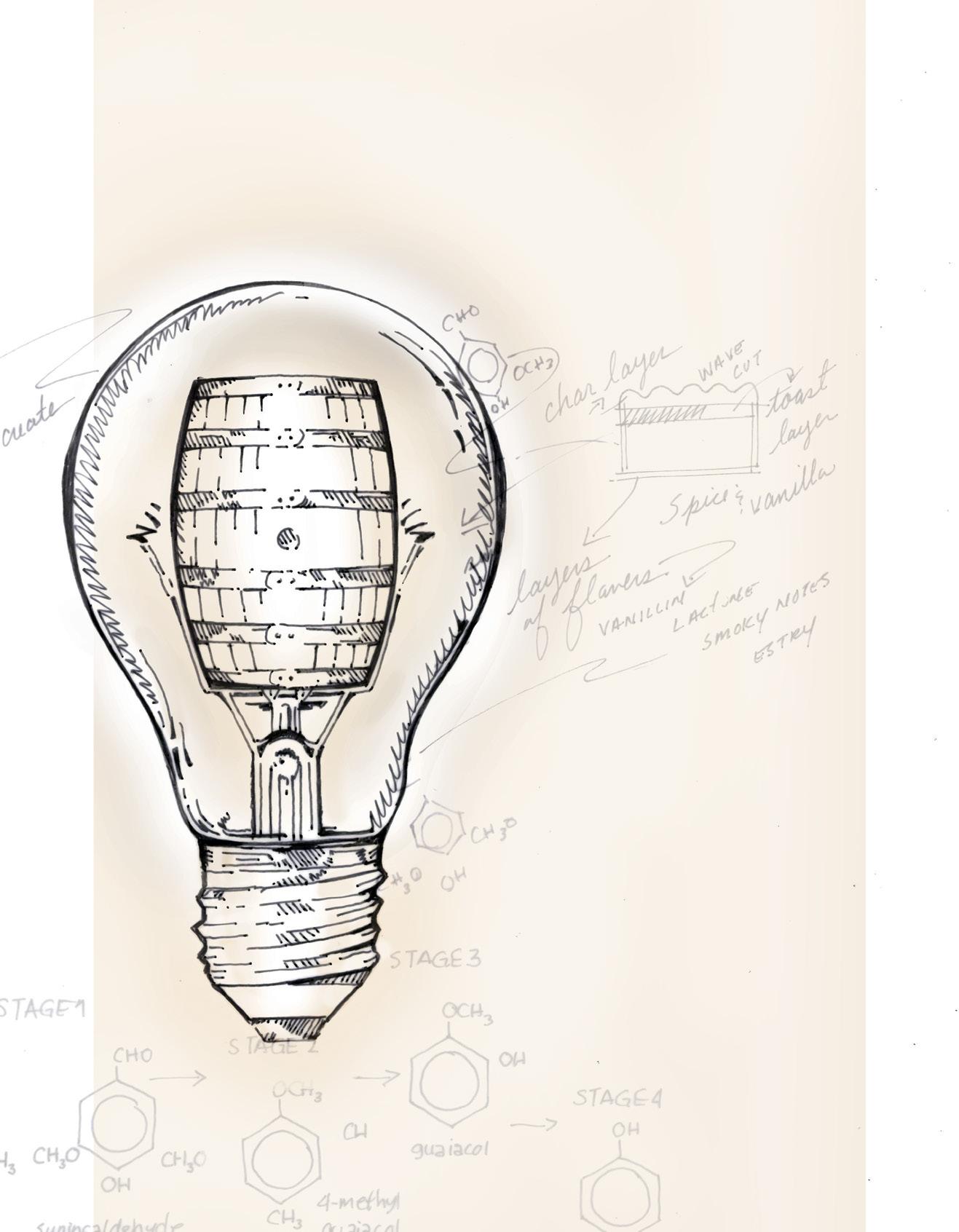
A barrel should be more than an aging vessel, it should be a partner in achieving your desired flavor profile. Using science-based research and experimentation, ISC barrel experts collaborate with world-class distillers to create innovative barrel solutions for their unique spirits.
QUaRTERlY REPORTS
UPDATES FROM GUILDS AND ASSOCIATIONS WITHIN STATES, ACROSS THE NATION, AND BEYOND!
QUARTERLY GUIlD & INDUSTRY REPORTS
Summer means travel, vacations, and very busy tasting rooms for many distilleries around America. No surprise then that a number of guilds have slowed down meetings or even been put on temporary hiatus. However, that doesn't mean that the work stops. Many distilling guilds are ramping up for new elections and focusing on difficult legislative battles. Read on and get caught up with what is happening on the ground in states around the country
Brian Christensen Editor, Artisan Spirit Magazine
AMERICAN CRAFT SPIRITS ASSOCIATION
Our calendars are jam-packed for the next several months at the American Craft Spirits Association.
You may have heard by now that we’re heading to Tucson, Arizona, for our 12th Annual Distillers’ Convention & Vendor Trade Show. We invite you to join us March 10-12, 2025, for value-rich education, networking, and collaboration. We’re constantly updating the program with new details, so head to AmericanCraftSpirits.org for the latest news. But there’s a lot more going on before we all
meet in Tucson.
In October, about 40 experts from diverse sectors of the industry will convene in Washington, D.C., to judge hundreds of entries in ACSA’s Craft Spirits Competition. Judges will determine which American whiskeys, vodkas, rums, gins, brandies, RTDs, and other specialty craft spirits will take home gold, silver, and bronze medals, and select which ones will earn Best of Category and Best of Show. We’d like to thank Cotton & Reed for generously hosting this year’s judging event. The submission
deadline is September 13.
Medals will be presented at the trade show in Tucson.
Speaking of medals, we’ll also be honoring the recipients of the 5th Annual Craft Spirits Packaging Awards. CRAFT SPIRITS magazine is partnering for the fifth time with sponsor Glass Packaging Institute to present the packaging awards, which will recognize the best in whiskey, vodka, rum, gin, brandy, RTD, and specialty spirits packaging, as well as spirits producers’ cross-category portfolio. The submission period runs from October 1 through November 27. Keep an eye out for the call for entries.
We also hope that you are joining us in Washington, D.C., September 17-18 for ACSA’s annual Legislative Fly-In. It’s our chance to meet with senior leadership from the TTB and let our voices be heard before members of Congress. The fly-in is complimentary for all ACSA members who want to help educate Congress on issues facing our small business manufacturing sector. It’s your opportunity to speak directly with lawmakers and regulators and to discuss issues that directly impact the craft spirits industry. It kicks off on Tuesday, September 17, with a meeting at the TTB offices, followed by an evening reception at Cotton & Reed. Wednesday,
AMERICAN DISTILLING INSTITUTE
The American Distilling Institute is looking forward to a couple of exciting upcoming workshops. In December 2024, we’ll host Nancy Fraley’s ever-popular Blending, Maturation, and Warehousing Workshop at Ironroot Republic Distillery in Denison, Texas. In February 2025, we’ll hold a reprise of the wildly successful column distillation workshop at Savage & Cooke Distillery in Vallejo, California. Both offer unparalleled opportunities to gain practical, hands-on experience with some of the most challenging aspects of spirits production under the
guidance of some of the industry’s best talent. These workshops will sell out, so don’t delay your registration. We also have a packed roster of engaging webinars all year long — check out our events page for more.
We’re also pleased to share that submissions for the ADI International Spirits Competition are now open. Since 2007, ADI has upheld the highest standards in the industry by giving our judges the freedom to award only the very best and by being the first competition to provide written feedback for every entry. We accept entries in all classes and
CRAFT MALTSTERS GUILD
Happy harvest season to the Artisan Spirit community!
If you’re reading this in September, happy Craft Malt Month! The Craft Maltsters Guild is excited to announce the expansion of what has previously been Craft Malt Week into an entire month. We needed more than just one week to highlight the deep and meaningful connection between local agriculture and craft beverages, especially because we
invited Craft Malt Certified™ distilleries (and breweries, too) to collaborate with their local maltsters to create spirits and cocktails to celebrate the now month-long occasion.
In addition to an array of beverages made for Craft Malt Month, Craft Maltsters Guild members across the continent are educating and engaging with their audiences with tours and special events, and through digital activations.
September 18, is a full day of Capitol Hill briefings and meetings, followed by an evening closing reception where attendees may pour their spirits for members of Congress and their staff.
On Wednesday, November 13, we are returning to Chicago for the next edition of the American Craft Spirits Festival, the consumer-facing tasting event that we launched last fall. We’re once again partnering with Binny’s Beverage Depot.
We hope to see you at some or all of these upcoming events!
Happy fall, everyone!
categories of distilled spirits, RTDs, cocktail bitters, no/low ABV spirits, mixers, aperitifs, and fortified wines. In addition to written feedback from our judges and free entry into our Excellence in Packaging Awards, competition winners receive a number of additional benefits including placement opportunities with distribution and retail partners and importers. Remember: ADI members get discounts on submissions. Visit our website, www.distilling.com, for all the details.
Scoping out the collective 2024 harvest, the small grains community is growing and producing more volume and varietals than ever before. One contributing factor to this growth is research and development of seed before it’s grown at the farms that produce grains for maltsters. The Craft Maltsters Guild partners with leading North American grain research organizations to support this R&D, which we see strengthening the grain
Kelly Woodcock Partner & Vice President, Guest Experience & Whiskey Club
Westward Whiskey President, ACSA Board of Directors
Erik Owens President, American Distilling Institute
supply chain at large. Hear from some of these organizations in the latest Quality Corner post on the craftmalting.com news page that details their regional outlooks on this year’s
crop quality and data.
Cheers to another season of small grains cultivated, harvested, malted, and distilled across our budding community. Follow along
@craftmalting on Facebook, Instagram, Linkedin, and X and learn more at craftmaltmonth.com.
DISTILLED SPIRITS COUNCIL OF THE UNITED STATES
DISCUS Academy Launches
Sustainability Certificate Program
We are excited to share the new DISCUS Academy curriculum, the Sustainability Certificate Program, which is designed to equip spirits industry professionals with the knowledge and skills needed to address sustainability challenges unique to the distilled spirits sector. Through this initiative, participants will gain practical strategies, tools, and insights to initiate positive transformations within their organizations, drive environmental responsibility, and elevate sustainability practices and performance across the industry. To register or learn more about the Sustainability Certificate Program, visit www. discusacademy.com/courses/53888
The Barrel Handling Safety Best Practices Guide is free for all DISCUS members. For nonmembers, the cost is $195, which includes a PDF version and a printed copy. For more information and to request a printed copy, visit the DISCUS Publications and Resources page or email membership@distilledspirits.org.
Register or learn more about the Sustainability Certificate Program
New Barrel Handling Safety Guide
Available to All Industry Members
Check out the new DISCUS Barrel Handling Safety Best Practices Guide — developed by member company experts and available to all industry members. This guide represents the first major best practice guidance document on barrel handling for the distilled spirits industry.
The DISCUS Safety & Risk Management Committee prepared the guide with the purpose of sharing best practices and strategies for safely handling the standard 53-gallon barrel around distillery premises. The guide outlines detailed best practices covering loading and unloading full and empty barrels, popular barrel warehouse systems, barrel handling during filling and emptying, how to identify and safely fix common barrel cooperage issues, and the importance of employee safety training.
USDA Awards DISCUS $300,000 to Promote U.S. Distilled Spirits in India
We are also excited to share that DISCUS has been awarded $300,000 from the U.S. Department of Agriculture through its new Regional Agricultural Promotion Program (RAPP) to increase awareness and exports of U.S. distilled spirits in India.
Despite being the world’s largest whiskey market by volume, American whiskey exports to India reached only $16 million in 2023 — less than what was exported to Singapore, Poland, and the United Arab Emirates. This award brings the total amount granted to DISCUS from USDA for export promotion to nearly $1.4 million in 2024.
DISCUS will utilize the RAPP funds to launch a multi-year marketing and trade promotion campaign to increase exports and the availability of American spirits brands in India and educate consumers on the unique qualities and craftsmanship of the diverse range of American whiskeys. DISCUS will continue to urge the U.S. government to secure the reduction of India’s 150 percent tariff on U.S. spirits exports and reduce the myriad of non-tariff barriers that negatively impact U.S. spirits exports to India.
Three-Tier Industry Coalition Issues Responsibility Commitment for Crossover Alcohol Products
DISCUS, alongside the Wine & Spirits Wholesalers of America (WSWA), FMI, The
Food Industry Association, and the National Association of Convenience Stores (NACS), issued a joint commitment related to the responsible marketing and merchandising of crossover alcohol products. Crossover alcohol products are generally categorized as alcohol beverages that use the product and intellectual property (brand names, logos, etc.) of existing non-alcohol brands. The DISCUS Code Review Board previously issued guidance on how to responsibly advertise and merchandise these products in December 2022.
This industry commitment from all three tiers includes actions for suppliers to ensure crossover brand products abide by the DISCUS code provisions, including advertisements directed to legal drinking-age adults and the use of packaging and branding that is clearly and easily distinguishable from their non-alcohol beverage counterparts. The commitment also includes provisions for wholesalers and retailers to ensure appropriate placement of these products in grocery and convenience store locations, as well as employee training and any necessary efforts to avoid consumer confusion.
Responsibility.org Launches New Website and Promotes E-Learning Tool Responsibility.org launched a new and improved website in late July. Information about our three missions — preventing underage drinking, eliminating drunk and impaired driving, and making responsible choices regarding beverage alcohol — is even easier to access than before. Take a few minutes to check it out; I’m sure you will learn something new or be inspired to share the messages of the important work that our team at Responsibility.org does.
Also, as we are all dedicated to consuming
Steve Kurowski Executive Director, Craft Maltsters Guild
RAHR GN ZERO MALT
Rahr GN Zero Malt is a premium distilling malt comprised of Glycosidic Nitrile-free North American 2-Row barley.
TYPICAL ANALYSIS
DISTILLING
*GN0 is defined as less than 0.5 g/MT of GN
SENSORY
Excellent neutral base malt with earthy, grainy characteristics and slight notes of bread crumb and sprouts.
ABOUT THIS MALT
Produced exclusively at Rahr's fossil-free malthouse in Shakopee, MN, Rahr GN Zero Malt offers an environmentally sustainable method for reducing EC in your spirit. Ideal for bourbon or American Single Malt Whiskey, its technical specifications and flavor profile make it an excellent option for any whiskey or spirit requiring barley malt.
alcohol responsibility, I think you will agree with me that employers play a special role in training those who work for them on how to be the best advocates for good decision-making. It’s imperative for our industry workers to be educated about alcohol, its effects, its potential consequences, and what responsibility
truly means. Responsibility.org has an e-learning tool called Responsibility Works (www.responsibilityworks.com) that provides this fundamental education so employers can empower their workers to become ambassadors of alcohol responsibility for their workplace
aMERICaN STaTE GUIlDS
CALIFORNIA
CALIFORNIA DISTILLERS ASSOCIATION
Following our statewide meeting, California Distillers Association (CDA) continued to work on legislation. The year 2024 is tracking along with the past three years, and the frustration is tough. Our DTC bill (AB 3203) is still a temporary one-year extension and we hope the governor will sign it in September. The Soju bill (SB 2069) is still moving forward. There was significant resistance to the additional Type 47 license bill (AB 1028) which got held in appropriations and we will have to restart the effort next session. The state budget deficit has been the largest item on the legislature agenda this year.
There are plans to meet this fall with
ILLINOIS
The Illinois Craft Distillers Association (ICDA) recently released an all-Illinois blend of straight bourbon whiskies distilled at eight different distilleries from around the state order to raise funds for our lobbying efforts as well as to raise awareness around all of the wonderful spirits distilled throughout
DISCUS, The Wine Institute, Labor, Distributors and possibly the California Brewers Association to discuss a 2025 bill. This has been attempted several times over the past four years, but given changes in other states there is hope for a serious discussion this fall. DTC legislation has been the most difficult undertaking for CDA. There is always a party opposing an element of each proposal and a compromise has been difficult to find. The critical elements involve how many bottles should be allowed and is there a limit on the size of distillery. The wine industry wants no limits like they currently enjoy and the distributors want limits on distillery size, number of bottles and shipping only for bottles not in distribution. Small distillers are the smallest voice at the table, and yet enjoy
the state of Illinois. Drawing from Illinois bourbons matured four to seven years, the Resolution 19 blend, which gets its name from the U.S. Senate resolution declaring bourbon to be an official spirit of the United States, was blended and bottled at Rush Creek Distilling and released during our yearly spirits festival, Distillinois, with additional bottle sales organized at donating distilleries’ tasting rooms.
and their community. The leaves may be changing, but responsibility stays the same. Thank you to everyone who continues to embody the mantra “Responsibility Starts with Me.”
Chris R. Swonger President & CEO, Distilled Spirits Council of the United States
the most support from the public and legislators. A resolution has been elusive, but the fight carries on.
The never ending hunt for new members continues. California is a large state that makes frequent meetings in person difficult. Regional groups can bring people together and foster relationships. CDA is the bridge between regional (Paso Robles Distillery Trail etc) and national (ACSA & ADI) trade associations. The biggest impact on your daily operations happens at the state capitol. So joining CDA is critical to passing or fighting legislation and regulatory impacts on your distillery operation. Without that support, we cannot continue to work on DTC, issues with ABC and representing the state on national issues.
Cris Steller
Outgoing Executive Director, California Distillers Association
The ICDA held its annual Distillinois event on June 8, drawing local consumers to explore Illinois-produced craft spirits. Following last year’s successful production of Distillinois in Chicago, we took the festival on the road to Rush Creek in Harvard in order to bring out enthusiasts from different parts of the state. The ICDA board is currently eyeing Thornton on Chicago’s far southside for Distillinois 2025.
Ari Klafter
President, Illinois Craft Distillers Association
NEW YORK
NEW YORK STATE DISTILLERS GUILD
As we write this, we are cautiously optimistic that direct-to-consumer shipping (DTC) for distillers will be the law of the land in New York State by the time you read it.
In a historic move both houses of the New York Legislature voted — nearly simultaneously — to pass legislation several years in the making. The bill had strong bipartisan support in both houses.
In the event that the bill is not yet law when you read this, we’ll share that Governor Kathy Hochul has to “call up” this bill and all bills passed by the Legislature. She has until the end of the calendar year to do so. Once the bill is “on her desk,” she has ten days to sign it or veto it, and if she does neither it will become law without her signature. If the bill becomes law, it will take effect 90 days later. And the State Liquor Authority will need to promulgate regulations implementing the law.
While we recognize that our legislative opponents are well-resourced and strong — they have had a century to build their political capital — we are cautiously optimistic that our distillers will be in a position to ship spirits DTC in time for the all-important fourth quarter holiday season.
If it becomes law, New York distilleries, cideries, meaderies, and makers of braggot in specific license classes that produce less than 75,000 gallons will be authorized to ship DTC. They will be authorized to ship within New York State and to other states where manufacturer DTC shipping is legal and that have parallel license classes. Producers in those states that hold the parallel licenses will be able to ship to consumers in New York. We expect the regulatory process will establish the mechanics of determining which states are eligible for those reciprocal DTC privileges.
The legislation is modeled on the law under which New York wineries have been able to ship for 20 years with no legal challenges, no problems with underage people getting shipments, and no harm to retailers or distributors.
The New York wine industry has not just survived, but thrived thanks in part to DTC. Our legislative leaders saw that what had worked for wine could and should work for our other craft beverage producers.
They saw it as an issue of fairness.
They also saw that these beverage sectors, which the state had worked so hard to help establish by the creation of the new farm beverage producer licenses, were in trouble. And that trouble was not because producers were not good at making desirable craft beverages. The problem was that there was no good route to market for the vast majority of producers that are too small for traditional third-party distribution and representation in retail stores beyond their immediate geographic area.
We can’t say enough about the herculean efforts of our legislative sponsors and other supporters of this bill. Our assembly sponsor, Assemblywoman Donna Lupardo, who chairs the Assembly Agriculture Committee, and Senator James Skoufis, who chairs the Senate Committee on Investigations and Government Operations, moved legislative mountains to get this bill through both houses. Assemblyman Al Stirpe, chair of the Assembly Economic Development Committee, also played a pivotal role, getting DTC legislation on that committee’s agenda for the first time. We are also grateful to the leadership in both houses and the sponsors of previous versions of this legislation and the many legislators who worked to counter the aggressive misinformation campaign executed by our opponents.
SOUTH CAROLINA
The South Carolina Craft Distillers Guild recently announced the expansion of a new
tier of membership, Liquor Manufacturer, to the association. These members must hold a current SC state issued Liquor Manufacturer license in order to join. The guild is excited to extend its membership to this area of our industry in hopes of continuing to grow its
We are also fortunate in New York that our State Liquor Authority’s mandate includes not just regulation, but also, “to the extent possible, supporting economic growth, job development, and the state’s alcoholic beverage production industries and its tourism and recreation industry." This language is from the agency’s mission statement, which also references agriculture, and which is drawn directly from the law that authorizes the agency. Authority Chairwoman Lily Fan has been a strong advocate for this public policy change and we thank her for her vision and leadership.
We have also had terrific support from the agencies overseeing agriculture and economic development. And we thank the New York Cider Association, the New York State Farm Bureau, the National Federation of Independent Businesses, and UPS, which are among the organizations who weighed and provided other key support for this legislation. These alliances were key to the passage of this bill.
Our 90+ members also played a huge role. They came to Albany and walked the halls of government for a full day during both years of this legislative biennium. They told their stories, in many cases personal stories that were not easy to share. They met with their own representatives who they often already knew, and legislative leaders from districts with no distilleries and no farms. They followed up with calls at the right time and acted with disciplined restraint at other times. As always, our strength is in the diversity of our members. They are in every part of the state. They are in big and small cities, towns, suburbs and on farms. And they are on every part of the political spectrum.
Here's hoping we are planning a full-on celebration by the time this reaches your mailbox.
Teresa Casey Executive Director, New York State Distillers Guild
membership.
The 2024 South Carolina Legislative Session concluded on May 9, 2024. Although no alcohol-related bills reached the governor’s desk this session, there were significant developments that may lead to future success. For
POT STILL MALT
Malteurop’s Pot Still Malt is produced with Zero Glycosidic Nitrile barley varieties. This malt is crafted for all-malt or high-malt distillation whiskeys to deliver consistent performance and exceptional results for today’s generation of distillers.
• Crafted from 100% Odyssey, a GN Zero Barley Variety
• Made specifically for your next American Single Malt Whiskey creation
• American grown and malted
• More than 60 years of malting experience for the distilling industry
Contact us today to learn more about our new Pot Still Malt
instance, the Alcohol Delivery and Curbside pickup (H. 4364) advanced to the Senate after receiving a favorable report from the full Judiciary Committee. Additionally, the Sunday sales bill (H. 4231) received a favorable report from the full Senate Judiciary Committee, marking the first time a Sunday sales bill has achieved this in a decade.
Given that this is an election year, the lack of progress on many alcohol bills is understandable. However, the SCCDG is optimistic that there will be
greater movement for these initiatives in next year’s session.
In addition to building the legislative agenda, the SCCDG is hosting a meeting and luncheon event on Tuesday, September 10, 2024. This event will be held at Charleston Distilling in Johns Island with a membership meeting and luncheon to kick off the day’s events followed by State Senator Sean Bennett speaking to
members in the afternoon and a happy hour distillery tour of Charleston Distillery and High Wire Distillery in Charleston. The Fall of 2024 is expected to be a busy and exciting time for the SCCDG!
Trenholm B. Hardison Executive Director, South Carolina Craft Distillers Guild
choice Make YOUR for Fruit brandies
BEVERaGE CONTaINER DEPOSIT laWS COMING TO A LABEL NEAR YOU!
Many states have enacted or are in the process of enacting beverage container deposit laws and that will have ramifications on your packaging. Meant as a step in litter reduction and recycling, these laws set up a deposit return and refund system for beverage containers of various sizes and materials. And while several states already have these programs in place for non-alcoholic beverages, they are expanding them to include alcoholic beverages, which means big changes to your labels. Keeping abreast of these policy changes will be imperative in order to keep your packaging compliant and avoid disruptions in your supply chain, channels of sale, or costly relabeling exercises. Here’s a quick overview of how these laws will affect your packaging.
According to the National Conference of State Legislatures,1 there are currently 10 states and one U.S. territory that have beverage container deposit laws.
Michigan
New York
Oregon
Vermont
Guam
1 https://www.ncsl.org/environment-and-natural-resources/state-beverage-container-deposit-laws 1) California 2) Connecticut 3) Hawaii 4) Iowa 5) Maine
6) Massachusetts
HOW DO BEVERAGE CONTAINER DEPOSIT LAWS WORK?
▶ Retailers are charged a deposit for each bottle purchased from the distributor and, in turn, customers are charged a deposit for each bottle purchased from the retailer.
▶ If the customer returns the bottles to their retailer or a redemption center, they receive a refund and, in turn, the retailer receives a refund if they return the bottles to their distributor.
▶ Deposit amounts vary by state and volume of container.
WHAT STATES ARE LOOKING TO PASS A BEVERAGE CONTAINER DEPOSIT LAW?
New Jersey, Rhode Island, and Washington are new states examining this type of legislation. California now includes spirits in their program and other states are looking to add spirits to their existing programs.
HOW DO BEVERAGE CONTAINER DEPOSIT LAWS AFFECT MY PACKAGING?
If you are selling your spirits brand in any of these states, you will need to ensure that your packaging includes the approved redemption value stamp for every state you sell to that has a bottle return program.
HOW DO I ADJUST MY PACKAGING TO FIT THE REDEMPTION VALUE STATEMENT?
This will vary from brand to brand, and it is imperative that you work closely with your designer or printer to find the best way to include redemption information with minimal impact. The following are key points:
▶ Find an area that doesn’t interfere with your branding. For most packages, this will be somewhere on the back/secondary label, but the edge of a front label can work if you have only one label.
▶ Select the state’s redemption stamp that works best with your branding and label. States should have several redemption value stamps to choose from to comply with the law.
▶ While you don’t want the redemption stamp to interfere with your branding, it needs to be clearly stated, easily found, in a color that contrasts with the background color, on a piece of your packaging that is not removable, and within the minimum lettering size.
HOW DO I PREPARE TO MAKE THE CHANGE?
▶ Check the regulations in all the states that you currently sell to. Continue to follow industry news for updates on which states are looking to pass a beverage container deposit law. Artisan Spirit and your local state guild are great resources to keep up to speed on any potential changes.
▶ Review your packaging now. Find other brand labels to see how they included redemption stamps and compare them to your labels. Check to see if your current packaging has the space to accommodate new text. If not, you might want to think about redesigning now so that you can quickly add in a redemption stamp down the road. In some states, if your spirit is sold in a glass bottle, you may be able to add a sticker with the redemption stamp to tide you over until your next label order. If you sell RTD beverages in aluminum cans, you’ll want to go over those requirements and label designs as well.
David Schuemann is the owner and creative director of CF Napa Brand Design. For more information, visit www.cfnapa.com or call (707) 265-1891.
Written by MaTT SEGal and COREY DaY
IS HOME DISTIllING NOW lEGal? IS HOME DISTIllING NOW lEGal? It’s complicated.
OOn July 10, 2024, in Hobby Distillers Association v. Alcohol and Tobacco Tax and Trade Bureau (“Hobby Distillers”), the United States District Court for the Northern District of Texas held that two federal laws relating to home distilling were unconstitutional:1 Title 26, United States Code, sections 5178(a)(1)(B) (barring distilled spirits plants from being located in homes) and 5601(a)(6) (making it a felony to use or possess with an intent to use a still in a home). The court expressly stayed its ruling for two weeks to give the Department of Justice the opportunity to appeal. So, by the time you read this article, an appeal may very well be on the Fifth Circuit’s docket. In the meantime, it is worthwhile considering what it may mean for the industry.
Hobby Distillers does not legalize home distilling. First, it does not address the myriad other laws, criminal or otherwise, that regulate the production of spirits. In theory, it merely allows a home distiller to obtain a liquor license for the production of spirits in their residence if they can
comply with those other laws. Second, it should have no bearing on any state’s authority to regulate home distilling and still possession.
However, the same logic the Hobby Distillers court applied to section 5601(a) (6) could be applied later to attack other federal statutes that criminalize at-home distilling for reasons other than mere location.2
A note of caution is in order. The district court’s ruling, even if not overturned on appeal, does not foreclose the federal government’s authority to criminalize home distilling. The opinion hinges on the determination that the federal government’s regulation of the alcohol industry is less comprehensive than it is in other industries. In those other industries (e.g. wheat production and controlled substances), it is settled law that the federal government can limit the ability of individuals to produce products for personal consumption. So, if the government wishes to make home distilling
2 For example, 26 U.S.C. 5601(a)(1) [possession of an unregistered still], (8) [unauthorized production of distilled spirits].
illegal again, it can do so by increasing its regulation of the alcohol industry to achieve the “comprehensiveness” the court held that the constitution requires. Thinking positively and making a lot of assumptions,3 the ruling could eventually mean big changes for the industry. If history is our guide, we could see a boom in interest in home distilling, eventually trickling into professional distilling. That’s what happened with home brewing in the seventies, when Jimmy Carter signed a bill legalizing home brewing.4 In the decades after legalization, the number of small breweries in the United States grew rapidly. Not only did the number of breweries increase, but the varieties of beers made in the U.S. grew as well. While it took approximately
3 1) the ruling is not overturned, 2) the federal government doesn’t ramp up enforcement under different statutes, 3) that state governments don’t ramp up enforcement under state statutes, and 4) the federal government doesn’t increase its regulatory schema to make distilling in a residence illegal again.
35 years, the U.S. now has more breweries than it did before prohibition.5 This is due, at least in part, to amateurs learning how to brew before deciding to go pro—whether that was opening their own brewery or going to work in one.
But of course, the brewing industry of the 70s is a bit different than the distilling
industry of today. Go to your beer aisle of choice, and you’re likely to see dozens of styles and sub-styles you couldn’t find a few decades prior. The craft brewing movement was in part a response to the homogeneity of the then dominate macro breweries. Today’s liquor aisle is already substantially more diverse, in terms of styles and manufacturers, than the beer aisle of the 70s. Further, starting a distillery is a more complicated affair. Much of the deregulation of the craft beer industry that allowed its flourishing has not yet happened for distilleries. So, states’ limitations on self-distribution, direct-to-consumer sales, and on premises sales of spirits remain an impediment.
All that to say, individuals being less concerned about the criminal consequences of home distilling may not be the catalyst to an increased interest in craft distilling. In conclusion, contrary to some
headlines you may have read, home distilling is not yet de facto legalized. Though it’s not unreasonable to expect a renewed and increased interest in home distilling going forward, this could lead to an increased interest in craft distilling like we’ve seen in the brewing industry. Only time will tell.
DISCLAIMER : This article is intended to be a source of general information, not an opinion or legal advice on any specific situation, and does not create an attorneyclient relationship with our readers.
Matthew Segal is a criminal and civil litigator at Stoel Rives LLP and can be reached via email at matthew.segal@stoel.com or by phone at (916) 319-4676.
Corey Day is an alcohol beverage attorney and litigator at Stoel Rives LLP and can be reached via email at corey.day@stoel.com or by phone at (916) 319-4670.
CRaFT DISTIllING IN 2024 aND BEYOND
Written by Jason Barrett
Changing business models and strategicevolution
The craft distilling landscape has undergone a significant transformation since I entered the market over a decade ago. The initial boom has settled, with saturation leading to slower growth, consolidation, and even some closures of craft distilleries. To my mind, three distinct tiers of craft distillers have emerged.
> Hyper-local, niche distilleries: These distilleries focus on unique, localized products with limited distribution often in just their own tasting room.
> Mid-sized regional distilleries: With staff and regional distribution networks, these distilleries compete at a regional level, be it within one state or a few key markets.
> Nationally-focused distilleries: Backed by significant resources, these brands aim for nationwide distribution and brand awareness.
Today’s maturation means that craft distillers must (re)assess their ambitions and resources to determine their ideal position within this new market dynamic. It’s important that distilleries align their ambitions with realistic budgets and risk tolerance, and this is something we’ve done at Black Button Distilling to remain competitive. By pulling
back to just our home state and focusing on going deep in the relationships we build with our retailers, our community, and our consumers, we have been able to lift sales and market share while reining in expenses.
To best navigate our evolving and ever-competitive industry, we’ve also spent a lot of time considering how we can capitalize on some of the trends that are (re)shaping craft distilling today. And you should, too. Consider:
Co-packing and
Co-manufacturing : Ten years ago, when I entered the craft distilling market, there were two main options as a craft distiller: You could source legacy whiskey from legacy manufacturers or make it yourself from scratch in a distillery you built from scratch. Today, we’re seeing the best of both worlds with the rise of contract manufacturing, which allows new entrants and those needing to scale to produce high-quality spirits without the high costs of building their own facilities. Canned cocktails, for example, require high-volume production and are a prime example of where co-packing is essential for
success to control costs and preserve capital. Because the margin dollars are small and the volumes need to be high to be successful, you have to partner with a co-packer or co-manufacturer — or choose to keep production very small. Otherwise, the costs to build out your own facility to achieve that scale are very high. This also presents a possible capacity usage issue. Do you put in a small canning line, then medium, then large, then very large — essentially building four different facilities — before you are at scale? That is money and time that isn’t going into sales and marketing.
Distillery Pubs : Similar to successful brewery and winery models we’ve seen around the country, distillery pubs offer an alternative to co-packing, instead creating a destination experience with on-site food and beverage sales. This model gives consumers an opportunity to further experience your brand, and it allows for partnerships with food producers, chefs, pairings, musicians, and other on-site events and collaborations. Distillery pubs allow for deeper engagement with the brand through tours of production
It’s important that distilleries align their ambitions with realistic budgets and risk tolerance.
facilities, as well as greater brand-depth through in-person brand storytelling. This model can capture the full value chain by producing in the back and selling it across the bar. Of course, this model also requires that you execute all parts of the value chain to gain that sale. (Get ready to wear a lot of different hats.)
Many consumers are drawn to the immersive experience and the ability to engage with the distilling process and, of course, take a product home with them. Black Button Distilling recently moved to a much larger facility, which has allowed for added revenue streams like event space rental and custom spirits blending classes. Our new space allows us to develop even stronger relationships with our consumers and our local community.
Self-distribution and DTC :
As beverage laws continue to evolve, smaller brands are exploring self-distribution within their home state or, now, direct-to-consumer models. This approach allows for more control over brand identity and distribution channels. The recent passage of direct-to-consumer (DTC) laws in New York, our home state, highlights this growing trend.
There have also been marked areas of innovation and differentiation in craft distilling. Consider exciting trends like:
World-blended whiskies:
Innovation is driving a "renaissance of collaboration" with the emergence of new styles like world-blended whiskey and American single malts. World-blended whiskeys offer consumers exciting flavor profiles by combining elements from different regions, like the boldness of American bourbon with the smoothness of Canadian whisky. Educated consumers are increasingly drawn to this type of innovation. This trend, in fact, requires a more educated consumer base — and caters to a growing appreciation for diverse spirits and experimentation — while presenting exciting opportunities for craft producers focused on quality.
Today’s craft distilling market demands a strategic approach.
Celebrity-backed brands:
While some consumers dive deep into the production methods and brand authenticity of craft spirits, others rely on celebrity endorsements to help them make purchasing decisions. Successful celebrity-backed brands are those where the celebrity has a genuine interest in the product and can establish an authentic rapport with consumers. As this trend continues, it raises concerns about shelf-space saturation (there are so many celebs and only so many inches of shelf space) and the potential for products that lack authenticity. If you plan to leverage a celebrity or influencer to help sell your product, remember that today’s consumer is increasingly discerning and seeks genuine brand stories. Be sure that their story and their values align with yours — don’t just slap a famous name on your bottle.
AI in Distilling: The potential impact of artificial intelligence on the industry is vast, affecting everything from marketing and data analysis to product development and graphic design. AI-powered tools could revolutionize craft distilling production quality, speed to market, and every facet of business efficiency. Early experiments, like using AI to assist with whiskey blending, are already underway, and those that can harness AI effectively will be well-positioned for future success. Our team at Black Button Distilling is already hard at work experimenting and seeking out ways to increase production efficiency without compromising on quality. For those
of you who scoff at the idea of an AI chatbot being a part of whiskey blending, I can tell you it has already happened — because we’ve done it.
In summary, while the changes in our industry may seem daunting, there are also many exciting opportunities for growth. But remember that it’s also important to remain focused on the basics.
> Focus on differentiation: Locally sourced ingredients and local production alone is no longer sufficient, interesting, or a unique point of differentiation. Distilleries must establish a unique selling proposition to stand out in the marketplace today.
> Targeted growth: Not all brands need national reach. A well-defined local or regional strategy with deep customer engagement can be a successful approach. Know what will work for your brand.
> Investment in core elements: Regardless of size or strategy, investing in quality products, branding, marketing, and top-notch staff remains essential for long-term success.
Today’s craft distilling market demands a strategic approach. By understanding the evolving landscape, embracing innovation, and focusing on strategic differentiation, craft distillers can carve their unique path for growth in 2024 and beyond.
Jason Barrett is the Founder/Master Distiller of Black Button Distilling, the first craft distillery in Rochester, NY since Prohibition. This summer, Black Button Distilling is celebrating a decade of crafting grain-to-glass craft spirits. A New York State Farm Distillery, Black Button Distilling is the first distillery in New York to obtain the New York State Grown and Certified status for commitment to locally sourced ingredients and high standards of quality. Named New York Distillery of the Year (2016 & 2021) at The New York International Spirits Competition, Black Button Distilling has produced more than million bottles of spirits and has been named to the Inc. 5,000 list of fastest growing privately owned companies four times. To learn more about Black Button Distilling, visit www.blackbuttondistilling.com.
Non-GN barley, assuring low levels of Ethyl Carbamate
Designed for all-malt whiskeys
Sweet & bready, with notes of honey
Available in whole kernel and flour
S U B MITTING TO CONTROL (STATES)
An overview of control states and product listing considerations
WRITTEN BY LAUREN VOKE AND JOHN P. THOMAS, II
Navigating the alcohol industry as a new brand can be complicated due to licensing requirements, differing rules and laws between states, and negotiating with potential wholesalers. New entrants, and even industry veterans, often encounter surprising challenges while expanding into new states, especially when sales are managed by the state. Known as “control” states or jurisdictions, these states generally either operate the “middle” tier by controlling the wholesale and distribution of alcoholic beverages within the state and/or the “lower” tier by controlling retail package stores. Doing business with a state directly can add a layer of complexity to an already-nuanced regulatory landscape.
The U.S. alcohol industry operates according to a traditional “three-tier system” of licensure and regulation, separated into three distinct tiers: manufacturing, wholesaling, and distributing, and retailing alcohol beverages. Federal and state “tied house” laws and regulations set forth provisions prohibiting one “tier” of the alcohol industry from having
an unlawful relationship with an entity in another “tier.” Such tied-house and cross-tier prohibitions provide clear delineations and separations between the tiers and narrowly govern the relationships between tiers to the extent such relationships are even allowed. However, given the varying federal, state, and local laws and regulations, there can be vast differences between the governance of these three tiers, especially when one is state-controlled.
In control states, the relevant state-operated governmental authority holds a position within the three-tier system. The state agencies that operate within the middle tier are generally responsible for purchasing alcoholic beverages from manufacturers and reselling them to retailers, which usually involves operating state-owned warehouses to store, process, and ship the alcohol beverages. In some control states, the state agency will also act as the retailer by operating retail stores that sell alcohol beverages directly to consumers. Control jurisdictions operate in contrast to non-control states, where independent entities are licensed as wholesalers or distributors and take the role of purchasing alcohol beverages from manufacturers and making the products available to retailers.There are currently 17 states in the U.S. (and several local jurisdictions) that operate as control
There are currently 17 states in the U.S. (and several local jurisdictions) that operate as control jurisdictions: Alabama, Idaho, Iowa, Maine, Michigan, Mississippi, Montana, New Hampshire, North Carolina, Ohio, Oregon, Pennsylvania, Utah, Vermont, Virginia, West Virginia, and Wyoming. Doing business with a state directly can add a layer of complexity to an alreadynuanced regulatory landscape.
jurisdictions: Alabama, Idaho, Iowa, Maine, Michigan, Mississippi, Montana, New Hampshire, North Carolina, Ohio, Oregon, Pennsylvania, Utah, Vermont, Virginia, West Virginia, and Wyoming.
Although each state is considered a control state, it is important to note that the control systems in these states do not all operate similarly. While some only control the wholesale sales of spiritous liquors, others control spiritous liquors, wine, and beer. And in others, the state agency operates package stores directly, while others designate private entities as the state agency’s agents to operate as state-approved retail stores. For example, Alabama through the Alabama Alcoholic Beverage Control (ABC) Board controls the sale of spiritous liquor at both the wholesale and package retail level, allowing independent wholesalers to control the distribution of wine and beer. On the other hand, Maine’s Bureau of Alcoholic Beverages and Lottery Operations contracts with a private company to manage the warehousing, management, and shipment of spirits to agency-approved retail locations.
One question that often arises when manufacturers are looking to expand their business into control jurisdictions is how to get their product into the
state-controlled system. Selling alcohol into a control jurisdiction is generally completed through a process called “listing.” Control states typically provide a listing process for manufacturers looking to offer their products through the state wholesaling and distribution systems or for sale at state-operated liquor stores.
The first step in the listing process is determining which licenses are required to be a supplier in the state.
The first step in the listing process is determining which licenses are required to be a supplier in the state. Most states will require the manufacturer to have a supplier or manufacturer-type license, in addition to having applicable federal permits and approvals. Additionally, the states will likely require the manufacturer to provide federal label approvals and any formula approvals associated with their product(s).
While the specific listing processes vary, most begin with presenting the product to the state agency. For example, in North Carolina the Alcohol Beverage Control (ABC) Commission holds biannual meetings to review new products that have been submitted for listing. At these meetings, a manufacturer, represented by a resident North Carolina broker, presents their products to the commission for consideration. While considering the commercial value of adding the product to their offerings, the commission will also check to ensure that the manufacturer has the required permits to be a supplier in the state. If the commission determines that the product will be successful in North Carolina, the commission will list the product for sale.
Similarly, the Virginia ABC Authority holds quarterly meetings in January, April, July, and October to consider new products for its state-run retail stores and website. A manufacturer seeking to have its product listed with the Virginia ABC must present their product to the Listings Committee, where it will be evaluated based on various factors. These factors include, but are not limited to, brand strength, price, category need, category trends, marketing support, sales
in other states, packaging, and appearance. Additionally, the manufacturer must address its ability to supply the volume needed by the Virginia ABC, deliver the product promptly, and provide functional elements like bar codes.
While many control states will generally follow a process similar to the above, reviewing each state’s listing process is important to ensure all requirements are met. Each state will have specific deadlines for submitting products and guidelines for what needs to be presented at the time of consideration. Many of these states provide listing process guidelines online outlining the steps and requirements. Missing a deadline or failing to provide requisite information may result in the manufacturer’s product not being considered by the state agency.
Once a product is listed and made available for purchase, the volume of sales will generally be monitored and published by the state agency. The format and information presented in these reports vary by state, but they generally can be found online showing the performance of a supplier or brand. Additionally, the state will monitor performance on other critical supply chain elements, including on-time deliveries and adherence to order specifications. In Virginia, for example, the Virginia ABC publishes “Supplier Scorecards,” which rate a supplier on their effectiveness in areas such as shipments, entry of product quantities, and on-time shipments. Often, being listed is only the first step. Maintaining a good relationship with the control states is crucial to avoid a product from being potentially delisted.
Maintaining a good relationship with the control states is crucial to avoid a product from being potentially delisted.
Delisting is the process through which a control state will remove a product or brand from being sold in the state. Delisting can occur for a variety of reasons, and each state has their own criteria for determining whether to delist a product. Generally, the state will review the product’s sales performance, overall trends in a product category, and customer
requests for a product, among other factors. In addition to evaluating the general success of a product, a state may also assess how the supplier has performed within the overall supply chain, whether they’ve followed the state’s specific guidelines, and marketing support from the supplier.
Expansion of a manufacturer’s brand is an essential and desirable part of building a business, and control states offer markets for these businesses to pursue. However, it is important to review each state’s individual requirements, restrictions, and prohibitions before pursuing a listing. Control state listings are nuanced making it important to consult with a licensed professional before participating in a listing process or trying to sell alcohol beverages into a control state.
Lauren Voke is an associate in GrayRobinson’s Miami office and a member of the firm’s national Alcohol Law Team. Prior to becoming an associate, Lauren was a law clerk supporting the national Alcohol Law Team where she developed an understanding of the three-tier alcohol beverage system, tied-house issues, trade practice compliance, and federal and state alcohol licensing. Her practice as an associate involves providing counsel on alcohol licensing and general regulatory compliance with a focus on complex regulatory matters concerning alcohol, tobacco, and gaming activities. For more information, call 305-420-3943 or email lauren.voke@gray-robinson.com.
John P. Thomas, II is an associate in GrayRobinson’s Tampa office and a member of the firm’s national Alcohol Law Team. John works with all three tiers and all three segments of the alcohol industry, including substantial work experience with distillers. Prior to joining GrayRobinson and while in law school, John served as a senior judicial intern at the U.S. District Court for the Middle District of Florida for the Honorable Amanda Arnold Sansome. Subsequently, he became a gubernatorial fellow for the Florida Gubernatorial Fellows Program where he served within the Florida Department of Management Services. For more information call 813-273-5046 or email john.thomas@gray-robinson.com.
Written by Reade Huddleston
Over the last few years, I have had the pleasure of visiting dozens if not hundreds of distilleries throughout the United States and beyond. During these trips, I have made countless friends and talked about a myriad of different topics that affect distillers. In truth, most distillers, be they big or small, all have generally the same problems, and as a result, we all speak basically the same language.
Indeed, I’ll bet you $100 that you could walk into any distillery in the world right now and say something along the lines of, “Pumps, am I right?” and you would be instantly regaled with story after story of the difficulty the employees there have had with pumps. This is a good thing. Members of a culture, be they nations or pickleballers, need common things to talk about because it creates connection. From this connection, a language of communication can be built, and ideas formed and strengthened.
THE EMPEROR HAS NO CLOTHES
Unfortunately, though, there is one bit of common ground that distillers don’t have. One bit of communication that seems to elude our industry. I am talking about standard methods of measurement.
Sure, there are a handful of standards that have been widely adopted by distillers over the years; however, almost none of these measures were actually developed by distillers, and consequently they frequently do not communicate all the information a distiller needs. In short, we are often trying to compare apples and oranges, no matter how much a single distiller may protest that their method is correct. I must tell you something: The emperor has no clothes, and I think it is time for that to change.
Let’s start at the very beginning, with how distillers measure extract from grains. Of all the measures on a COA that distillers care about, extract is by far the most important. At its core, extract is a measure of the amount of alcohol a distiller can get out of a raw material. A good recovery of extract is important because it means that a distiller is operating efficiently and getting the maximum amount of sellable alcohol from their inputs. This makes measuring extract correctly key to building efficient processes. It would make sense then that distillers would want to use a representative method to measure extract and determine efficiency and cost savings.
Unfortunately, this is not the case. Currently the distilling industry does not have any unified methods for testing extract from grain. Instead, suppliers and industry members alike mostly utilize methods developed by either the American Society of Brewing Chemists (ASBC) or European Brewing Convention (EBC). This is a problem because these methods were specifically designed for brewers, not distillers, and as anyone who has worked in both industries can tell you, brewing is similar to distilling but not the same.
The problem with this mishmash of measurements is that it makes it extremely hard for employees from different companies, or sometimes those within the same company, to properly communicate.
Currently the distilling industry does not have any unified methods for testing extract from grain.
As measuring extract efficiency becomes more important for distillers trying to control costs and assess the
those within the same company, to properly communicate. This especially comes up when distillers speaking different units are discussing potential alcohol values. Brix and Plato, the two most popular measurements, align very closely at low gravities; however, at high gravities they differ significantly. This variance can mean as much as a half percent of alcohol in the final wash, which is nothing to scoff at.
Furthermore, Brix is a measure of sucrose in water while Plato is a measure of dissolved solids in brewing wort. This means that neither of
these measurements are optimized for conditions in distillery fermenters, where the primary sugars are maltose and glucose and ferments are often conducted on-grain. This means that using either measurement when trying to evaluate efficiency of a fermentation is difficult at the best of times and impossible at the worst. It is high time that distillers took a hard look at how they measure the sugar content of their washes. With a little digging, they might realize that the unit they are using isn’t giving them the full picture.
Finally, another important measure that the distilling industry seems to have simply ignored is color. Color, or colour as our British counterparts like to spell it, is not something many distillers even think to measure. Presently there is no standard scale by which distilled spirits’ colors are measured. In fact, there is not even a generally agreed method for measuring color by which such a scale could be built upon. This is in stark contrast to other alcoholic beverages such as wine and beer, which both have several different methods for measuring and characterizing the colors of their products.
This lack of measurement is also in opposition to the sentiments of many consumers, who often use color as an important signal when purchasing new products. True, the color of a spirit often does very little to indicate the actual flavor of the product. However, that doesn’t mean that it is irrelevant.
I personally cannot count the number of times that I have struggled to describe the color difference between similar products such as whiskeys, and I am sure I am not the only one. Having a generally accepted color scale has the potential to help immensely with consumer education, and it could also build industry consensus for how products are described. This would be a powerful tool in the toolbelt of both new and established distillers and is something that the industry needs to seriously consider.
The items listed in this letter are just a few simple examples of what needs attention. There are dozens,
The benefits are clear. A unified set of industry measurements would help distillers improve quality, increase efficiencies, and facilitate innovation.
if not hundreds, more inconsistencies and anachronisms that should probably be examined (don’t even get me started on PSY or gelatinization or fermentability or…you get the point). So how do we fix this and get distillers on the same page? The answer is clear. Distillers as an industry need to start organizing. We need to come together and create agreed-upon methods and measurements that relate to our industry, and then we need to stick to them. The benefits are clear. A unified set of industry measurements would help distillers improve quality, increase efficiencies, and facilitate innovation. We also wouldn’t have to worry so much about training/retraining new employees from other distilleries, and we would be better able to communicate with both customers and suppliers — which would make our jobs a bit easier. There are already programs out there that can assist us with this task. The University of Kentucky’s James B. Beam Institute, Hartwick’s Center for Craft Food & Beverage, Montana State’s barley testing lab, and Brewing and Distilling Analytical Services all have the knowledge and wherewithal to help us create these standards. All we need now is the motivation to start the task and the tenacity to keep it going. I hope this letter provides some of that.
Sincerely,
Reade A. Huddleston MBA. MSc.
Reade A. Huddleston, MBA & MSc. in Brewing and Distilling, is the Director of Distillation and Spirits for Monster Brewing Company and an industry consultant based in Tampa, Florida. He is fascinated with all things drinkable and is always searching for strange and forgotten aspects of beverage production. If you would like to contact him about this, or anything else, please email him at ReadeHuddleston@gmail.com.
EMBRaCING CHaNGE
The Story of Transformation for one California Distillery
Honestly, I never thought I would write this article. Not that I didn’t have the words, but where my business is today is not where I envisioned it 14 years ago. Let me explain.
In the winter of 2008, I lost my job at a financial firm along with 600 other people as the recession crushed the equity markets. I had just moved back to my hometown of San Francisco to work in my “dream job” and everything was looking up. Then, like a sledgehammer to the gut, I found myself standing in the parking lot, moving box in hand alongside hundreds of colleagues with no clear direction.
I decided from that day on I would control my own destiny and learn a trade that I could do for the rest of my life.
I decided from that day on I would control my own destiny and learn a trade that I could do for the rest of my life — where, if all else failed, I knew how to make something and no one could take that away from me. So, what do we do when we have free time and are in our mid-twenties? Many of us start making beer. My roommate began brewing in our apartment, and soon after, I met someone
who would later become my first business partner. He was not only making beer but also wine and whiskey at home. After many requests to assist, I finally got the call when someone else fell through. Fast-forward a few months, and we were making whiskey that we thought was better than what was on the market, so we hatched a plan to start a distillery. By then, I had another job (which I hated), and we agreed that if I figured out how to license the distillery and handle operations and distribution, my partner would work there on his off days as our head distiller. We got licensed in 2010, becoming one of the first 15 distilleries in California (now there are almost 250) and among the first couple of hundred in the United States (now there are over 2,400).
You can learn a lot by just doing, and without many peers in the area, I attended the American Distilling Institute (ADI) shows where I connected with bright and energetic distillers from around the country. I remember the ADI show in 2010 in Louisville, Kentucky, particularly well. As part of the conference, we toured some of the amazing local distilleries, including Buffalo Trace. Being only the 7th annual show, it felt like the entire conference was on those three buses, going from distillery to distillery.
The decision to pivot from a single-brand-focused distillery to an industrial services platform was influenced by several key market and personal forces.
On my bus, I met the original Stranahan's crew, Brendan Coyle of High West, Colin Keegan of Santa Fe Spirits, John McKee of Headframe, Nicole Austin of Cascade Hollow, Chip Tate, Dan Garrison of Garrison Brothers, and the person sitting next to me for almost the entire bus ride owned a “small family distillery in Kentucky” called Willett.
As the years passed, our distillery grew, and we faced the typical challenges of a small business — market competition, scaling production, and distribution. However, what kept me engaged and excited was the continuous innovation in the industry and the opportunity to work on new and diverse projects. This passion for innovation eventually led to the transformation of my business to Corning & Company, from a single-brand-focused distillery into an industrial services platform serving brands like the one I had started.
THE FORCES BEHIND THE PIVOT
The decision to pivot from a single-brand-focused distillery to an industrial services platform was influenced by several key market and personal forces. Initially, we were driven by the desire to control our own destiny and create a brand that resonated with consumers. However, as we grew, we realized the challenges and limitations of scaling a single brand in a highly competitive market.
One major force was market demand. We noticed an increasing number of startup distilleries and established brands seeking production, packaging, and warehousing services. This created competition for my brand, but it also represented an opportunity for us to leverage our expertise and infrastructure in supporting all those other brands rather than just on our own.
FINaNCIal IMPaCT OF THE TRaNSITION
The transition has been financially beneficial. By transitioning to a services model, I reduced our dependency on a single brand's success and created multiple revenue streams. This diversification has not only stabilized cash flow but also opened new avenues for growth. While I faced initial investment costs in expanding facilities and capabilities, the longterm financial outlook is positive. The Corning & Company services platform has attracted an incredible ecosystem of brands, ensuring sustained revenue and growth.
CHaNGES BEYOND WaREHOUSING
Many changes were crucial for this transition:
▶ Equipment: We invested in versatile and high-capacity equipment to accommodate the diverse needs of our clients. This included state-of-the-art bottling lines, advanced distillation equipment, and automated packaging systems.
▶ Staffing: We expanded our team to include experts in various fields, such as production, logistics, quality control, and customer service. This allowed us to offer comprehensive and specialized services to our clients.
▶ Licensing: We navigated the complex regulatory landscape to obtain the necessary licenses for providing industrial services. This included permits for bulk storage, bonded warehousing, and contract manufacturing.
▶ Sustainability: We continued our commitment to sustainability by implementing eco-friendly practices and achieving organic
certifications for several products. This not only aligns with our values but also meets the growing consumer demand for sustainable products.
lOOKING FORWaRD
One of the most rewarding aspects of this journey has been the opportunity to work with so many talented and passionate people. Each new project brings fresh challenges and learning experiences, keeping me on the cutting edge of industry trends and innovations. Whether it's collaborating on a new product launch, solving complex logistical issues, or simply sharing a love for finely
crafted spirits, the relationships I've built along the way have been invaluable.
Transitioning from a single-brand-focused distillery to an industrial services platform has been a remarkable journey. It has allowed me to stay connected to the industry, meet incredible people, and work on exciting and diverse projects. As we continue to grow and evolve, I look forward to the opportunities and challenges ahead, confident that Corning & Company will remain at the forefront of innovation in the spirits industry.
This article is meant to be motivational, empowering, and
underscore that where you start isn’t always where you end. Even with pivots, you can still conform a business to your strengths and what the market is looking for. I look forward to meeting many of you at ADI, ACSA, and other industry events.
Adam Spiegel is the President and Master Distiller at Corning & Company. Adam's initial venture, Sonoma Distilling Company, established in 2010, was among the first 200 distilleries in the U.S. and a pioneer in California's wine country. Today, Corning & Company offers contract production, barrel management, packaging, warehousing, marketing, and route-to-market services.
OPEN ACCESS
and available to the entire distilling community.
Read all peer-reviewed articles online now.
SIGN UP TODAY for access to the digital version of the publication visit journaldistilling.com
Peer-reviewed, original scientific papers
• Reporting significant research
• Technical reports
• Applicable analytical techniques and methods
• Biology/microbiology
• Reviews Scientific and technical disciplines applied to the distilling of high-quality, potable alcoholic beverages
• Chemistry/ biochemistry
• Molecular biology
• Physics and engineering
International board members, contributors, and audience
• Universities and colleges
• Research institutes and industrial laboratories
SPECIAL THANKS TO THE SPONSORS MAKING THIS POSSIBLE
• Distilleries
• Raw materials producers
• Allied industries supporting the testing and quality control functions of distilling operations
RAW MATERIALS
Preparation and Process Considerations
Distilled spirits can be made from a wide variety of raw materials. Technically, anything containing a carbohydrate source could be fermented and distilled into a spirit. The question is not “can you” but “should you.” In this article, we will discuss the variety of raw materials available for distilled spirit producers and the key differences to consider when using them.
CEREAL GRAINS
We will start with the most obvious choice for distilled spirits — grains. Grains are the most common raw materials for distilled spirits. Food-grade cereal grains such as corn, wheat, barley, rye, oats, and rice are the most common. However, nontraditional grains have been gaining interest as of late, including buckwheat, triticale, sorghum, millet, and quinoa. Cereal grains’
Written by NICOLE SHRINER, PH.D.
carbohydrate source is starch. Starch is essentially many glucose molecules bonded together in different ways. The bonded glucose molecules are called amylose when chained together consecutively, and amylopectin when branched. Heat and enzymes are needed to break the bonds between the glucose molecules (amylose being the easier to cleave) to become fermentable by yeast during fermentation. An important difference between cereal grains is their structure and size. All grains consist of at least three sections: the bran, the endosperm, and the germ. The bran is the fiber-rich outer layer. The middle layer is the endosperm which contains the starch. Lastly, the innermost layer is the germ containing antioxidants, vitamins, and healthy fats. To gain access to the starch, the bran must be broken down to expose the starch. The thickness and presence of other protective layers causes the cereal grains to gelatinize, or break down, at various temperatures.
Cereal grains’ carbohydrate source is starch. Starch is essentially many glucose molecules bonded together in different ways.
Heat and enzymes are needed to break the bonds between the glucose molecules to become fermentable by yeast during fermentation.
TABLE 1. Gelatinization temperatures of
various cereal grains
Grain Gelatinization
Temperature Range (°F)
Corn 144 – 162
Wheat 136 – 147
Barley 126 – 138
Rye
135 – 158
Oat 127 – 138
Rice 154 – 171
Buckwheat 167 – 203
Triticale 138 – 149
Sorghum 154 – 171
Millet 152 – 170
Quinoa 135 – 147
The structure of the particular type of kernel causes each grain to have a certain gelatinization temperature. The term “gelatinization” refers to the temperature at which the starch in the grain swells with water to the point of exploding and exposing the starch into solution. If you were to Google search the gelatinization temperature of various grains, you would likely come up with some ranges. This is because even the same type of grain can vary in gelatinization temperature due to minor differences in growing conditions as well as varietal differences. Why does this matter in processing? It’s important to know the gelatinization temperature of all your grains to ensure the starch is exposed before going on to the next steps of mashing. If the starch does not become exposed in the mash, the starch will not be broken down into fermentable sugars, and the chances of a decreased mash efficiency are high. At right is a table of various grains and the reported gelatinization temperature ranges.
If you would like to test this yourself, it is fairly easy, provided you have the right equipment. As a mash increases in temperature, the viscosity will start to gradually increase as well. At the point of gelatinization, the viscosity will be at its peak. After the proper temperature is reached, the viscosity will start to decrease. An RVA or rapid visco analyzer can be used to determine the viscosity at any point in time during the mash.
Another important difference in cereal grains is grain size. Because the size of grains varies between cereals, it is good practice to adjust the mill screen size for each grain. Doing so will ensure homogenous particle size and efficient starch conversion.
Malting or modification of grains also plays a role. The most common malt used by distillers is malted barley or distiller’s malt. However, other cereal grains can be malted as well. Malting grains can also add roasted or caramelized flavor notes to the grain depending on the malting recipe.
Another important difference between cereal grains is the presence of other polymeric structures like beta glucan. Beta glucans are soluble compounds in the cell walls of cereal grains and can cause the mash to be very sticky and viscous. Beta glucans are highest in rye, oats, barley, and wheat. The amount and type of beta glucan present depends on the cultivar, variety, and place of growth [1]. If the mash bill contains a high amount of oat, rye, or wheat, it is strongly advised to use an enzyme containing beta-glucanase — the enzyme that helps to break down beta glucan.
As single malt whiskey becomes increasingly popular, lauter tuns and mash filters are also becoming more useful to distillers. The traditional way to produce a single malt is to separate the grain from the liquid (wort) prior to fermentation. This usually involves a lauter tun. Lauter tuns are used in the beer-brewing process to separate the grain bed from the mash. Lauter tuns have rakes to help homogenize the grain as well as sprinkler arms that rinse the grain with water to remove excess sugar, a process called sparging. If producing a traditional single malt using malted barley, the barley should be milled using a roller mill instead of a hammer mill. This is to keep the barley husk intact to allow grain bed formation that acts like a filter so the wort can pass through. The other way to do this is to use a mash filter. Mash filters are typically plate and frame filters and can achieve very high mash efficiencies. The downside of using them are the high initial capital investment, high maintenance costs, and more effort as well as the cleaning and down time required.
FRUITS
The quality of the raw materials have a direct impact on the quality of the spirits produced from them, and fruits are no exception. In general, fruit for brandy production should have a high sugar content, contain a strong developed fruit aroma, and be clean with no presence of mold or rot. In general, to achieve high sugar and aroma, the fruit needs to be ripened appropriately. To ensure the fruit stays this way, it should be transferred in a clean and safe manner and used or processed as soon as possible. Unripened fruit has a higher level of tannins and can lead to fermentation issues. Overly ripe fruit tends to have rot and mold.
Fruits contain three principal components: water, solids/insoluble material, and soluble material. The
Since fruits contain readily available sugar, much less processing is needed prior to fermentation.
water content of fresh fruit is around 80-85 percent, while in grains it is usually less than 20 percent. The solid, insoluble parts include stems, cores, stones, and protopectin. These parts will remain as residue in the still after the first distillation. Ideally, the stems and leaves are removed to avoid any undesirable leafy character in the distillate. High amounts of pectin can lead to high amounts of methanol in the distillate through decomposition. Extreme care should be taken when fermenting and distilling fruits with pits, as when broken, the pits contain amygdalin, which can be chemically converted to cyanide, a carcinogen. Not to mention, they add a bitter almond taste.
The water-soluble components of fruits are only 10-20 percent of the fruit. These components include carbohydrates, acids, protein- and nitrogen-containing compounds, phenolics, vitamins, aromatics, and minerals. The primary carbohydrates are glucose, fructose, and sucrose. These are fermentable by yeast either through direct consumption or a process called inversion, which breaks down sucrose into fructose and glucose.
Since fruits contain readily available sugar, much less processing is needed prior to fermentation. Depending on the type of fruit, the juice is extracted either by milling or pressing. Sometimes, additional sugar is added to bring the original gravity up to the desired fermentation gravity. Finally, nutrients are added. This is another key difference between fruits and grain. Generally, grains contain enough free amino nitrogen, minerals, and vitamins for the yeast to complete a healthy fermentation. Since fruits are severely deficient in yeast nutrients, it is common practice to add fermentation aids like yeast nutrient and/or diammonium phosphate to ensure a healthy and complete fermentation.
OTHER CARBOHYDRATE SOURCES
While cereal grains and fruits represent a majority of the carbohydrate sources used in distilled spirits, there are a few more to mention. Potatoes have been used for centuries as a carbohydrate source. Potatoes contain starch and high amounts of water, making them more difficult to work with. To prepare potatoes, they are generally ground through a hammer mill and mashed like grain. The gelatinization temperature of potato starch is 140-149 °F. The amount of water to add depends on the starch content of the potatoes.
Agave is the raw material required to make tequila and mezcal in Mexico. In the United States, we call this an agave-based spirit. Agave syrup is produced from the agave
plant, and agave syrup has a higher portion of fructose than other sugars. The agave syrup will also not have enough nutrients, so fermentation aids are required.
Sugar cane or sugar cane byproducts like molasses are the raw material required to make rum. Sugar cane is about 75 percent water, 10-16 percent sugar, and 10-16 percent fiber. The sugar cane is harvested, chopped, and pressed to extract the water and sugary juice. The sugary juice is boiled to form sugar crystals and removed from the liquid. The thick, brown syrup left over after removing the sugar crystals is molasses, which can also be used in rum production. In any method, the sugary feedstock is mixed with water to an appropriate starting gravity, and nutrients are often added to ensure a complete fermentation. Because the sugar concentration is so high, usually only osmotolerant yeasts can be used, and it is also a good practice to propagate the yeast prior to pitching.
While there are many other sources not touched in this article, this information allows for a better understanding of the vast array of fermentable materials available to distillers.
Dr. Nicole Shriner is an academic specialist at Michigan State University. She holds a BS and PhD in Chemical Engineering from Michigan State University and a Master Brewer Diploma from Siebel Institute of Technology and Doemen’s Academy in Munich, Germany. She teaches all courses in the Fermented Beverage minor which include brewing, distilling and winemaking. She manages the fermented beverage analysis lab at Michigan State through which she completes analyses and facilitates research with industry members from raw materials to final fermented beverage product. Nicole has compiled a total of 11 years of experience working at, or with, distilleries, breweries and wineries.
REFERENCES
[1] Lante, A., Canazza, E., & Tessari, P. (2023). BetaGlucans of Cereals: Functional and Technological Properties. Nutrients, 15(9), 2124. https://doi. org/10.3390/nu15092124
BEYOND the BOTTOM LINE
MYSTIC KEEPS FOCUS ON LOCALITY
Distillery aims to be of Durham, not just in Durham
Written
Toth
by Gabe
/// Photos provided by Mystic Farm and Distillery
MysticFarm and Distillery is not for the average customer. Their whiskey is expensive, and their products hard to find. The distillery is cobbled-together equipment, and the experts say their cut points are way off.
But co-founder Jonathon Blitz and his partners look out from the farm and aren’t worried about those things. They don’t need approval from the insiders or a big distribution deal. They don’t even need water/wastewater infrastructure, or a constant inflow of electricity from a big utility. The judges in San Francisco have consistently ranked their bourbon at the top of the category, and the customers who fly across the country to buy their products directly from the Durham, North Carolina, distillery aren’t complaining about too much tails or not enough stainless steel.
“One of my favorite things is when people come in here, distillers with copper-porn stills that are all shiny and nice, and basically, we’ve got old pharmaceutical and dairy tanks, but we make the best bourbon in the world,” he said. “I don’t think it’s the club. I think it’s the golfer.”
Before making their own whiskey, contracting grain from local farmers, and harvesting solar energy to partially power their farm and distillery, they started off in 2013 with an infused liqueur relying on sourced whiskey. Blitz was coming off of a stint running a solar power startup, which was preceded by careers in pottery and then law, when he partnered with someone who had been a brewer.
They were trying to raise money in a bad fundraising climate and had walked out of the umpteenth dead-end investor meeting. Mike Sinclair, his partner, handed him a mason jar and said, “‘My wife and I made this. Taste it.’ And it was what would become the bourbon liqueur,” Blitz said. “I tasted it and I said, ‘This is what the world needs.’ It doesn’t need another start-up bourbon that might not be good.”
They refined the recipe over a few iterations
“I don’t think it’s the club. I think it’s the golfer.”
and began infusing sourced bourbon with wildflower honey and a nine-spice tea that includes cinnamon, cardamom, and other ingredients to create Mystic Bourbon Liqueur. At $30 a bottle, he said, “It’s a huge seller. It makes a killer milkshake.”
— Jonathon Blitz
The success of the bourbon liqueur also allowed them to move forward without any outside investment. Blitz, Sinclair, and their wives each put in about $15,000, and they started contracting for bourbon made to their own specifications.
“It was a real gift not having investors on board, not having easy money, having to do stuff the hard way,” Blitz said. “We have millions of dollars’ worth of equipment, but we’ve paid a very small fraction of that because we had to be very thoughtful, shop auctions, really be careful with money. It’s been very good for us, and it’s kept us out of debt. I think debt is very dangerous for small distilleries.”
After about two years, it became clear that they needed to find a place of their own, and they decided to go with a farm-to-bottle model. They bought the farm in 2015 and started putting up buildings in 2016. Mystic Farm was born, inspired by the William James quote: “The sway of alcohol over mankind is unquestionably due to its power to stimulate the mystical faculties of human nature, usually crushed to earth by the cold facts and dry criticisms of the sober hour.”
The farm itself is too small to supply enough grain for their operation. They’re still doing grading work, and the soil is being remediated by cover crops to get it ready for grain crops. They augmented the 22-acre
space with another 108 acres of leased space in nearby Hillsborough.
“We quickly realized that we weren’t farmers, so we leased farmland from another farmer, and he helps us grow and do the farming aspect of it, but it’s all our grain and our water from our onsite aquifer,” Blitz said. It provides a good balance for them, allowing control of their vertical integration without having to also become farmers (though they do grow some blueberries and cocktail botanicals on the farm themselves). “We can have some input into the farming process, but it’s better for us to make strategic decisions about how much and what we’re going to grow on the leased acreage and that sort of thing. It doesn’t make a lot of sense for us to try to reinvent the wheel and wear yet another hat.”
They grow corn, soft winter wheat, and also triticale for a unique 45-percent triticale bourbon. “Everyone wants a rye, but rye doesn’t grow well here in North Carolina — the winters are too warm — so we grow the triticale and it’s beautiful,” Blitz said. “It’s a really different spirit. It’s still obviously bourbon, but it has some of that rye flavor but it’s very soft.”
That bourbon hasn’t made it to market yet, but it’s an example of Mystic not wanting to source grain, such as rye, from far-flung states or Canada. “We’re not purists about it. If we had to get grain outside the area for whatever reason, we would do it, but there’s so much good grain production in this area, and we’re able to produce more than we need on our leased acreage right now,” he said.
They also don’t use malt in their whiskeys, for multiple reasons. There’s a local maltster making “world-class malt,” he said. However, “It was costing us more for the four percent malted barley in our mashbill than the other 96 percent of the grain we were using, and we’ve never mashed without enzymes.”
“It was a real gift not having investors on board, not having easy money, having to do stuff the hard way.”
— Jonathon Blitz
Malt also isn’t particularly green in terms of energy usage, he added. “There’s a lot of energy embodied in that malting process,” Blitz said, noting the kilning process in particular. “To us, it’s one of those things where it’s not affecting the product, and we don’t need it. What do we care?”
When they were looking to build a new rickhouse in 2017, he said they figured out that a solar array on top of the building would generate enough power to offset a lot of their electrical load and essentially pay for itself. The distillery is tied to the electrical grid, and it’s a give-and-take relationship. “There are plenty of hours during the week where we’re net generators for the grid, and then there’s some times that we’re just not,” Blitz said. “Some of it has to do with: What’s our cooling load like in the summer?”
A REAP (Rural Energy for American Program) grant helped to offset some of the initial cost, and they’ve “just kept rolling ever since then, with the same sort of ethos.” They’ve already had to divert process water from the distillery to irrigate the farm, since the distillery is on a septic system and not connected to the Durham wastewater system. “We just didn’t have a choice because we’re not on city sewer, we’re not on city water, and it’d be prohibitively expensive,” Blitz said. “We don’t put anything down our septic system that doesn’t come out of people.”
As he noted previously, the distillery is on a well, but it’s a slow one. They have a 6,500-gallon tank and a cistern (Blitz was painting the cistern when first reached by phone) to
provide enough buffer capacity that they can pull water on-demand.
Spent grain is always an issue for distillers, and they had put out an ad on Craigslist early on offering free spent mash for anyone who would figure out how to haul it. A decent-sized farmer wound up buying a couple of tanker trucks, and every two weeks or so he picks up a tanker full of spent mash for pig and cattle feed.
They buy boxes locally and have started trying to reuse them. Most of them get
emptied at the distillery anyway, so the staff simply takes bottles out and sends the empty boxes back into the distillery. “We don’t like spending the money on printed boxes, and it’s a lot of recycling,” he said. Ultimately, they’re not doing these things for charity but because there’s a business case for doing what’s right.
“It’s all nice to do something because it feels good and looks good environmentally and whatever, but it’s gotta make financial sense, too,” Blitz said. “We’re just not big enough to throw money at principles. We’ve been very fortunate that we’re in an area of the country where a lot of this stuff just works.”
They decided that they liked a base mashbill of 55 percent corn and 45 percent wheat for the base Mystic products. They run roughly 1,500-gallon mashes, 1,200 lbs of grain, in an outdoor mash tun to reduce dust in the facility and ferment in HDPE tanks. “People walk back and they’re like, ‘My god, where’s the stainless steel?’” Blitz said. “I don’t want to pay for stainless steel, and I don’t need temperature management, so it’s a lot nicer to be able to look into a fermenter and tell you that it’s clean, or my sprayball is stuck because there’s one clean stripe down the side.”
They run long fermentations, 10 to 12 days, which offers a much cleaner fermentation
character and a better product. “I think what we’re getting is almost like a lagering process,” he said. “Some of the really harsh stuff, I don’t know if it’s getting re-metabolized. It changes. You end up with less heads, less sulfur, just a better overall aroma and mouthfeel. It just makes a better product all the way along.”
The mash tun doubles as a stripping still, and whiskey is finished in a pot with a fourplate column, running as close to 160 proof as possible.
“We’ve had a number of people come to our place and visit us,” Blitz said, “Some are less diplomatic than others, and they’ll say stuff like, ‘Your white dog is too tailsy.’ I’m like, ‘I don’t come to your house and tell you your drapes are ugly.’ We do a long run and we end up deep in the tails. They’re not nasty, but there’s definitely some corn tortilla notes coming through. That’s where I think a lot of the really good nose comes from on a finished product.”
Their Broken Oak bourbon, a double-barreled iteration of their staple mashbill, is a repeat double-gold and Best in Class winner at the San Francisco World Spirits Competition. It’s also $150 a bottle and going up to $200 this fall. “We’re sort of unapologetic about our stuff being really expensive because I feel like if it’s not, what are we doing here?” Blitz said. “We take a lot of criticism. We hear a lot of people say, you could get better [grain] if you bought it from an elevator. And I say, well, I made 2023’s best small-batch bourbon up to five years with this model, won San Francisco, and was a finalist this year in the six-to-nine year category — that’s some of the first stuff we made here. I look at it as, Jim Beam is Ford, Jack is Chevy, and we’re Bugatti. Our bourbon is not for everyone; It’s very expensive. People come from all over the country to get it. I don’t need to justify what we’re doing to anybody.”
They also sell Heart of Mystic, a single-barrel cask strength bourbon, for $40/pint. Their third release of bottled-in-bond bourbon is
available at $100, going up to $150 this fall. Arkana is their newest bourbon, a blend of 100 percent corn made early in the COVID-19 pandemic, blended with some of their 45 percent wheat bourbon. They also offer Soul of Mystic, their unaged white whiskey.
They produce a Navy-strength gin, Mystic 57, using only vapor infusion, which he said was essential to them getting a refined profile, and had a barrel-rested iteration that sold out in a couple of days. A vodka and a couple of rums round out the lineup — more business decisions than passion projects, Blitz said, in a state where consumers can’t go to the liquor store on Sunday. “You gotta think about the market,” he said.
They also offer a variety of food products at the distillery. There’s a wing sauce and a barbecue sauce, both made by a local co-packer using Mystic’s glass, that a caterer approached them about. “They said, ‘We’re using this in our catering business, would you like to sell it?’ And we’re like, Ok!” Blitz said. There’s
a bourbon barrel-rested maple syrup that’s been hugely successful. Naturally, they sell meat from the farmer who takes their spent mash, calling it Mystic Bourbon Mash Beef.
With small production volumes and decent margins, Mystic doesn’t rely on much distribution for their products.
“The question becomes, do I want to struggle to keep cases in state distribution and potentially run out my tasting room or, God forbid, pull something too early? That’s the big risk for us now,” Blitz said. “If you buy a $200 bottle of bourbon and it isn’t stellar, you’re gonna be pissed off and you’re not gonna buy another one. I’d rather sit on the barrels and wait until they’re perfect than try to push them out and make a quarterly number that we’ve arbitrarily set for ourselves.”
Ultimately, it’s not about matching other distilleries on size — “We’re not trying to be the biggest. We’re just trying to maintain the quality” — or flavor profile — “If I wanted to make your whiskey, I would make your
“Whatever product you make, make it from the place you’re in, make it from the products that are around you, make it in a way that you’re not just a mini Beam operation. There has to be a certain amount of courage in this.”
whiskey, but I want to make what we make.”
For Mystic Farm and Distillery, it’s about being of the place, not just in a place.
“People ask me, ‘Whose bourbon is like yours?’ which I think is a weird question,” Blitz said. “I think a lot of people who get into this business are like me; They get into the equipment and it’s cool and it’s fun. The problem is you can spend a lot of money on equipment and not know how to use it, or you’re buying the same Vendome setup that everyone has and you’re making the same
— Jonathon Blitz
whiskey, which is often very troubling to me.”
“Whatever product you make, make it from the place you’re in, make it from the products that are around you, make it in a way that you’re not just a mini Beam operation. There has to be a certain amount of courage in this.”
Mystic Farm and Distillery is located in Durham, North Carolina. Visit www.whatismystic.com for more information.
Scottish distillery taps into blockchain technology to improve traceability and accountability
GOING BEYOND CRYPTO
Despite the trends and headlines, blockchain technology is more than just cryptocurrencies and nonfungible pictures of monkeys. A small number of distillers are tapping into the potential of the technology to reinforce a message of traceability and verifiability.
Out of the already small handful of entrepreneurs at the junction of blockchain technology and spirits, there are those that seem to be more tech-driven, such as Defi Spirits’ Bitcoin Bourbon — “Inspiring the future of money one drink at a time.” And then there are those who are tapping into the potential of an indelible public record to support their efforts toward improving sustainability and creating a circular supply chain. Possibly the first facility to put a record of their entire production line on the blockchain is Ardnamurchan Distillery in western Scotland, founded by the owners of the independent bottler Adelphi. The distillery was built in 2013 with an eye on how to make spirits in a more responsible way, according to marketing communications manager Jenny Karlsson. Some of that is simple environmental calculations, such as jettisoning the
box that’s de rigeur for so much of the global industry in favor of a simple bottle and label with a QR code.
“In America, you’re used to that, but the rest of the world like their boxes and pendants and gold and blah, blah, blah,” she said. They reduce their potale (stillage from a stripping run) to a syrup, mix it with spent grain, and pelletize it for feed, and a local plant that relies on seaweed cleans their spent lees (stillage from a finishing run) to remove the acids and clean it up. The distillery has 138 solar panels to partially power operations, and one of their products even uses spent barley for the label stock. “The plan is to use this paper for our whole range. We tried it out and we love it,” Karlsson said. “We want to make whiskey in this remote area, but we’re trying to add value with everything we do.”
The isolated nature of the distillery is also a factor in making environmentally friendly decisions. Ardnamurchan, named for the peninsula where it’s located, is not geographically
“What was attractive about the blockchain was the traceability and the transparency from the consumers’ point of view.”
the farthest-west distillery in Scotland, but it’s one of the hardest to reach, about a fivehour drive from their bottling hall outside of Edinburgh. As a result, necessity dictates that as much of their needs be met as locally as possible.
“We are in this most remote part of the west coast of Scotland, just barely on the mainland,” Karlsson said. “It’s more difficult to get to us than to get to some of the islands.”
As a result, they have to rely in part on a circular economy for certain resources. The distillery’s boiler, for example, runs on biomass — wood chips from a forest grown within 12
miles of the distillery with a 100-year replanting plan already in action.
The distillery founders also had a vision for reportability and accountability in their supply chains, leading them to the decentralized public ledger that is the blockchain, which consists of data or transactions that can be annotated but never altered. “What was attractive about the blockchain was the traceability and the transparency from the consumers’ point of view,” Karlsson said. “We can’t change that data. Once that data is written to the blockchain, we can’t change it, we can’t overwrite it. We can add to it, but you
can always see the original data.”
Alex Bruce, managing director at the distillery, also sits on the board of the trade association Scotland Food & Drink. Karlsson said he was at an event many years earlier with someone from Walmart talking about traceability in batches of food, and he was struck by the concept.
“I think Alex decided then and there, if he ever gets this distillery up and running, that this would be something that people would be interested in,” she said. “It turns out it’s very useful now in this day and age of responsible distilling.”
AN INTERCONTINENTAL PARTNERSHIP
The search for a partner to help Ardnamurchan realize their traceability ambitions led to a local company, which eventually dumped them to work for an airline and a paycheck with more zeroes at the end. Then to a second tech company, which dropped them in favor of a bank to work on Bitcoin.
Karlsson said the first company wanted them to have distillers walking around with tablets, constantly uploading data to the blockchain. It would have magnified the cost of reporting while minimizing the necessary due diligence to ensure accurate reporting. “Every time you save something to the blockchain, there’s a cost involved, and it was insanely expensive,” she said.
The second company wanted every distillery staff member to have a MetaMask wallet — a cryptocurrency wallet — preloaded with a certain amount of credit to be able to upload data on the fly. Eventually they located Provenate and its CEO, Paul Hutchinson, working with software technology development company Zerf and its CTO, Gonzalo Escandarani. They found that it was the partnership they had been looking for even though they had to look a little farther afield.
Production manager Scott Stewart worked closely with Escandarani to put the new system in place, being careful not to pull the rug out from under the Ardnamurchan distilling staff. Their previous would-be blockchain partners didn’t seem to want to comprehend distilling and the processes. “There was a real reluctance to learn something new,” he said, and Karlsson interjected: “They were Scottish, and they didn’t even visit the distillery. Gonzalo came from Argentina. He visited us.”
Given the difficulties of translating their needs when working side-by-side with someone who has no understanding about distilling, he gave Escandarani some material to read before the visit to help him understand their processes, and when Escandarani arrived, he was able to identify various pieces of equipment and their roles in the distillery. “It was a match made in heaven. He really got it,” Stewart said.
They worked together to convert the distillery’s existing paper record-keeping and
production spreadsheets into interactive tools that will work with the blockchain. The initial goal was to continue doing what was already being done, change nothing in their existing record-keeping, but duplicate the paper records on tablets that the staff would use. They wanted to make the transition as seamless as possible.
“Everything’s on there in the same order you had it before, just put in the data points. We’re going to work with the tablets and the sheets of paper,” Stewart said.
From his point of view, Escandarani said his work in designing the system was enabled to a tremendous degree by Stewart’s and Ardnamurchan’s understanding of what they wanted and what could be done.
“They had this system mindset,” he said. “They basically knew exactly what they wanted in terms of how the system should look, which information they needed to input, how they wanted to see it. In terms of designing the system, it was very easy thanks to them.”
He digested the distillery’s process flows, digitized and connected them, creating a flow that mimics the real thing. Data that the staff collects on tablets includes mash temperatures, hydrometer cuts, the type of malt used, and the personnel executing certain tasks. At the end of the week, the aggregate data that’s been selected for public viewing is uploaded to the blockchain with the push of a button. Stewart still does his production reporting manually to check that all data points are correct, but the system will pick up on mistakes that fall outside of a reasonable range or include inappropriate data, such as letters instead of numbers or ABV readings that fall outside of a defined window.
“It will straightaway tell me there’s a problem. It could be something simple, like something’s been missed or something’s not been entered correctly,” he said. “That was a much better way of doing things than going [directly] to the blockchain and having things be wrong.”
There were a few errors early on in the implementation, Escandarani said, but soon they dropped to zero. Hutchinson said Ardnamurchan didn’t want to let the paper trail go initially. “It was change, it was uncomfortable,” he said.
“They were running the two side-by-side,
and they got to a statement of produce, and the two numbers — they’d done several, and they [consistently] matched — and then they got to one, and it was a mismatch. The automated system was telling them one thing, and the paper was telling them something else,” he said.
At that point, the paperwork was their fallback, their comfort zone, so “they immediately went to the digital and said, ‘Something must be wrong,’” he said. On a hunch, Stewart double-checked the paperwork and found an error, a number that had been annotated differently. The paper summary wound up being wrong, and they would have filed the report incorrectly if it hadn’t been for the digital system.
“From that moment on, Scott tells us, the digital became the default system,” Hutchinson said. The goal had always been to create a working production data tool, Stewart noted, a program that would eliminate hours of manual paperwork to file reports or make calculations.
“It was something we wanted from the very start,” he said. “I knew the advantages of having a system where I could just pull information willy-nilly, without having to take a day going through it.”
“If we’re trying to work out quickly how a distillery is performing in terms of fermentation, I should be able to pick a window in time and see how the final gravities compared over that time and how the yields were affected, rather than having to take that data and put it on a spreadsheet, create a chart, and say ‘Ok, how are we doing?’ Being able to do that in real time, and not have it take me half a day.”
The team also embraced the new technology with surprising alacrity, Hutchinson said.
“We [Hutchinson and Escandarani] both thought that the operators, having been used to the paper for so long, would have really struggled with adopting the iPads or the notebooks,” he said. “Scott tells us that the opposite is true; They absolutely love it. And I think they love it because they’re able to do it more closely and more in real time with their actual operation. Before, they used to have to do the operation, and then walk back to the office where the paper trail was, and often in that very short journey of 30 seconds to a minute they’d be pulled over by someone
saying, ‘Hey, have you done this yet?’ or ‘What are we doing about that?’ and by the time they got to the paperwork, it would be like, ‘What was it again?’ I wasn’t expecting that, and I don’t expect it in all distilleries, but in this one a real pleasant surprise.”
Once the data-recording was in place, they needed to start pushing the information to Karlsson for marketing purposes. Each run of bottles has a unique QR code that links to what they’re calling a “storybook,” which tells the story of the distillery, offers pictures of the distillery, and provides batch data with explanations for different pieces of information.
They can also use the click-through data that’s collected when a customer scans the QR code, offering the distillery valuable information about what information the customer looks at, where they’re located, demographic data, and trends in the spirits they engage with, which can be used to help shape the way that different releases are marketed.
Rollout took less than two years, starting with an initial meeting in September 2022, and building the actual program from November 2022 to February 2023. Hutchinson and Escandarani visited that month for a live demo, and the system was being used properly by June 2023, with no paper records being kept by the end of the year. There are four clients who can tap into the data as needed, Escandarani said: The distillery, the final customer, the government, and banks that need to assess them for loans.
Stewart said the blockchain platform they would use was an essential decision point. Ardnamurchan went with Ethereum, which uses a small fraction of the power that Bitcoin consumes.
“That was a must,” he said. “We’re a sustainable distillery. Blockchains, cryptocurrencies are synonymous with massive amounts of power. There’s no point in having a sustainable distillery if your blockchain system is working off of Bitcoin, which is killing the world.”
ONLY THE BEGINNING
Karlsson said this was only the first phase, though, and every individual involved has ideas for how it can be expanded. She mentioned including information about suppliers and raw materials, for example. They’re also discussing how to track and report energy usage in the distillery, and Stewart said they’re trying to create a stock management/cask management system to track
the roughly 17,000 casks they have warehoused. It might allow them to nose a sample or taste a sample, then write the sensory notes to the barcode on the cask for future reference.
“We don’t want to get to seven, eight years from now and think, ‘Wouldn’t it have been good if seven or eight years ago we started doing this?’” he said. He said that AI could be used to spot trends in their data, for example.
“As much as you probably find resistance with AI, a simple AI could potentially notice a trend faster than I could, especially if that data’s been input through the week and I don’t get a chance to look at it until the end of the week,” Stewart said. This could be helpful with aspects such as the endless battle of managing fermentation temperatures during the summer. “By [the end of the week], our fermentations have started to struggle because it’s getting too hot. Gravities [are] falling off. It’s got a lot more potential.”
Hutchinson and Escandarani already see opportunities for next steps beyond the next steps. They see ways for the storytelling aspect to be elevated, along with many other aspects. “People are just touching the surface,” Hutchinson said. “I think they need to go much deeper — consumer experience, supply chains, informing the journey, democratization.”
To bring warehouse data tracking to another level, he described environmental sensors measuring moisture, temperature, and time. “You’ve got these national and international events going on that are providing the story of the cask as well as the chemical composition, you’ve got the sampling data every six months or every year of that cask,” he said. “You’ve got all of the chemical and statistical data, you’ve got the narrative of the global, what’s happened since it’s been in that warehouse.”
But the key point is opening one barrel when it’s considered ready and finding it’s a seven out of 10, and another that’s a nine out of 10, and using the data to figure out how to reverse engineer more nines and fewer sevens. “The blenders don’t like that narrative, because it takes away the magic of their skill and their lived experience,” he said. He also envisions an opportunity to democratize sensory data, rather than the consumer keeping their eyes focused on professional blenders and tasters. The existing system is “great, and it’s hierarchical, and it’s credible, and it’s underpinning. That’s what the world knows as normal,” he said. He posits a future where individual consumers are
able to digest the professional tasting notes of “flowers and coal and whatever the hell it is,” and then offer their own descriptions.
“That’s great, now we have an amateur versus a professional,” he said. “But for me, where the magic happens is if you’ve got 100,000 individuals, so you start to aggregate, you democratize the sensory perception of that particular blend or that release or that cask. Now you’ve got the democracy talking, the people who are drinking versus the people who are producing. That will be a very different story.”
They know that the public still largely equates blockchain with cryptocurrency, but also that it requires a certain type of consumer to understand the value of an unchangeable public record. “I can store what starts the process, what ends the process, and we cannot fake anything in the middle,” Escandarani said. “Right now, to the final customer, it’s a storybook. It’s stored in the blockchain, but probably most people won’t care about that.”
“For example, financial institutions, government, people that actually are going to pay a lot of money for a cask and want to know exactly what happened, I think those people may be understanding what’s behind the technology, or hire an expert to understand that the information is valuable and it’s real.”
Hutchinson acknowledged that cryptocurrency may have given blockchain a bad rap and that the two are being equated because the public doesn’t see blockchain being applied elsewhere, such as the ground beef supply chain at the grocery store.
“It’s starting to happen, but it’s super slow and it tends to happen at the high end,” he said. “Where it is happening, even slowly, is in the luxury goods side or the higher end of everything, even beef, wagyu. Where people care, where they’re invested financially or they’re invested emotionally, that’s where the magic happens.”
“I think it will become more and more important as trust continues to get eroded, as credibility continues to get eroded, people will — and it may be naive of me — but I think people will demand that blockchain is an inherent part of a product because people are kind of fed up with just the nonsense that goes on out there. But we’re a long way off.”
For many consumers, the use of blockchain for traceability is more about having a backstop than something they want to dig into. It lends credibility to claims about sustainability or sourcing, backing them up with an unalterable record that can be verified, he said.
“Just by saying, the data on our suppliers, our ingredients, our people, is in the blockchain, that means it’s transparent,” he said. “People then don’t even want to look. Because they know it’s in the blockchain, they’re like, ‘No point in looking, it’s already there, and if they didn’t believe in what they were telling us, they wouldn’t put it in the blockchain.’ So already, there’s authenticity and credibility in the brand.”
In the end, though, the blockchain is only a tool. Hutchinson is clear-eyed about its role — to bring clients’ aspirations to life. Whether it’s telling a story of sustainability or quality, analysis of maturation and sampling, or customer
demographics, the distillery has to have a vision for what they want, as Ardnamurchan does. The technology can be used for anything — “You can go to the moon and back, that’s part of the problem,” Hutchinson said — but it’s only technology.
“Ultimately, it’s about people’s journey and people’s emotions,” he said. “Ardamurchan very much leads on sustainability. Not all distilleries lead on sustainability, some lead on price, some lead on quality, some lead on history and heritage. Some lead on their location. You’ve really got to understand how they themselves are going to market and telling their own personal, unique stories. They want to create a story that aligns with their brand. The technology just enables that story to come to the consumer; we can’t create that story.”
Every company’s story is unique, he said, offering nuances in approach, in equipment, in personnel, in supply chain decisions, that tap into what makes one distillery different from another. “So if you go in with a vanilla set of benefits, or scripts around the technology, you’re kinda missing the point,” Hutchinson said.
In the case of Ardnamurchan, the combination of technology, story, and the parties involved worked out to be a great fit. The distillery team knew the story they wanted to tell and how the technology would back that up, and the folks on the technology side understand the way that the distillery is trying to back up an honest and forthright story with verifiable data. To Hutchinson (and presumably a reliable customer base), it’s an authentic narrative that hasn’t been focus-grouped and idealized, that tells the story of a small company made of fallible people striving to be better.
“We’re on a journey, and we want you to be on it, too. We’re not perfect, but here are all the things we’re trying to do.’ And that’s what I want to hear from my brands.”
Gabe Toth, M.Sc. is lead distiller at The Family Jones’ production facility in Loveland, Colorado and an industry writer focusing on the beer and spirits worlds. With a background in journalism, he has written books on floor malting and fermented food, as well as numerous articles for Artisan Spirit, The New Brewer, Brewer and Distiller International, and several other publications. He holds brewing and distilling certificates from the IBD and a master’s from the Rochester Institute of Technology, where his graduate studies centered on supply chain localization and sustainability. When not distilling or writing, he can be found gardening, messing around in the kitchen, or relaxing in the mountains. He can be reached at gabetoth@hotmail.com.
Deacon Giles Distillery of Salem, Massachusetts
WHISKEY in the WITCH CITY
Ian Hunter and Jesse Brenneman met and became friends while working at the famed Harpoon Brewery. The two would share shift drinks and ponder the future, feeling that there were few growth opportunities for them at Harpoon. Hunter was in finance, and Brenneman was a brewer, so they felt they had the perfect combination of experience for something new. They teamed up to go into business for themselves and build a distillery.
Hunter and Brenneman, who resided in Salem, felt that their adopted city was
a great location for the distillery. Being a commuter town to Boston and on the water, Salem has become a favorite destination outside of the month of October when you can barely move through the streets due to the crush of Halloween tourists. Salem, despite its dark history of persecuting suspected witches, has transformed into a waterfront mecca for food,
drink, culture, and the arts in recent years. Deacon Giles Distillery is a perfect fit for Salem, a small town packed with history, culture, and intrigue.
When it came time to choose a name they leaned into the theme of their city. Hunter, a history buff, came across a story about Deacon Amos Giles, a fictional distiller, an impious Massachusetts man known for “distilling rum on the Sabbath, paying his employees with liquor, and selling bibles from his counting room.” The story was written by George Cheevers, a
Written by SAILOR GUEVARA
Photos Provided by DEACON GILES
minister and temperance leader in 1835. In Cheever’s “dream,” Deacon Giles finds his distillery short-staffed on the Sabbath, only to be rescued by a gang of “demon brewers.” Unbeknownst to him, the demons “were going to write certain inscriptions on all his rum casks, that should remain invisible until the Deacon sold them, but should flame out in characters of fire as soon as they were broached.” The inscriptions spelled out messages such as “Convulsions and Epilepsies. Inquire at Amos Giles Distillery”; “Insanity and Murder. Inquire at Deacon Giles Distillery” and the like. This was a thinly veiled attack on prosperous businessman and distiller John Stone. Stone sued Cheever for libel and won.
“This story inspired us to revive the art of distilling in a town once rich in both trade and spirits but sadly devoid of distilleries for the last 100 years. Pre-prohibition, there were seven distilleries within the Salem city limits, but by 1890, they were gone because of temperance movements. We set out to roll up our sleeves and craft something exceptional using our own hands, uniquely infused with our personalities and steeped in history,” says Hunter.
“Pre-prohibition, there were seven distilleries within the Salem city limits, but by 1890, they were gone because of temperance movements. We set out to roll up our sleeves and craft something exceptional using our own hands, uniquely infused with our personalities and steeped in history.”
— Ian Hunter
Before opening their doors, they had to work to change the zoning ordinance to put in a tasting room/cocktail bar, which was illegal during their build out. Their timing was perfect as two other businesses had the same needs. They teamed up with local businesses Notch Brewing and Far From The Tree Cider, both seeking to open tap rooms in the city. Their efforts were successful and the wildly popular Speakeasy Lab was born, offering cocktails and tastings five days a week.
Staying true to Massachusetts history, they initially released rum and gin. The rum is a
100% blackstrap and fancy molasses while the gin is an Old Tom-style gin with an all-malt base, 90% barley, and 10% rye. After came several liqueurs, vodka, and canned cocktails. Since they already had a white whiskey for their gin base, which was delicious, they felt they knew what they were doing when it came time to make whiskey. Brenneman is a big bourbon fan, so he wanted to make a corn-based whiskey, and Hunter, being a rye fan, hoped to make a rye whiskey, they eventually settled on 71% rye —14.5% both American corn and malted barley.
“We always wanted to make whiskey but didn’t have a story behind it,” says Brenneman. Then, a local company contacted them with a patented yeast that creates its own amylase. They said they would like to use Deacon Giles as a proving ground before we take it to other companies. They promised that it fermented out very cleanly in a short time. “Sure enough, it fermented out in 52 hours, and it smelled and tasted great.”
They ordered fresh barrels and barreled up the whiskey in early 2018. Their initial thought was to let it rest for two years to have a straight rye whiskey, aiming for a release by May 2020. Of course, in March 2020, the world shut down, and money was tighter than ever. They didn’t have the cash flow to deal with packaging, and with so much uncertainty they felt it was too risky to release a new product. So they tucked the barrels away, uncertain about a release date. Finally, in 2024, they felt ready to potentially release the whiskey, so Brenneman tasted it and was surprised at how much it had matured. He then decided it was time.
A part of Deacon Giles’s ethos is giving back and supporting their community. After
being so embraced by their community and knowing that this whiskey was a special oneoff release, they could charge a little more than previously planned, so they named the whiskey Allied Rye. They will donate a portion of the bottle and cocktail sales to an LGBTQ non-profit.
When I asked them how much whiskey
they had put back since making the first batch, their answer shocked me. “None, we haven’t put any more whiskey back,” says Brenneman. Initially, their plan was to release a batch in 2020 and then again in 2023 to commemorate the 400th birthday of the city of Salem. “Coming out of the pandemic changed a lot of plans for us. We made it through, but
financially, it was rough,” explains Brenneman.
They do plan to make another whiskey, possibly a bourbon, this fall or in the spring of 2025. Brenneman says, “We feel like we know something about making whiskey now, so we feel confident to move forward.”
If you are curious about the consumer response, Allied Rye’s initial release sold out in pre-sale. They reserved a small amount for some of their most loyal trade accounts, and they kept some for cocktails in their bar. The rest sold immediately this April. The reception was incredible.
They say location is everything, and that is certainly true for Deacon Giles. Events hosted throughout the year at the distillery are regularly sold out, with Halloween festivities being a big hit. Deacon Giles is one of the few businesses to cater to the locals during the month of October, with a city bursting at the seams with tourists. The future is bright, I should think, for the folks at Deacon Giles. Beloved by their community and a steady lineup of high-quality products with founders who don’t take themselves too seriously, Deacon Giles seems to have found the magic needed to make it in the business of booze.
Deacon Giles Distillery is located in Salem, Massachusetts. For more information visit www.deacongiles.com or call (978) 306-6675.
Deacon Giles Distillery’s co-founders Jesse Brenneman and I an Hunter.
Spilling the Tea
Bartenders tell us what they really want from our salespeople
WRITTEN BY CAITLIN BARTLEMAY
Production, packaging, sales, marketing, and leadership: the ingredients that make our companies and brands soar … we think. There is one piece missing, the last and most important piece that delivers our hard work into the hands of the customer: the service industry. It’s a relationship that some might view as adversarial, thinking things like, “We need to get these bars and restaurants on board” or “We need to get on the shelf in this bar.” What if we took a second to alter our perspective to, “What can my product do for this restaurant?” and “How does my product serve the values and goals of this bar?”Let’s consider changing the narrative and viewing this last crucial step as a partnership instead of the final hurdle between us and our spirits in a customer’s glass.
Listening to opinions on topics ranging from sales interactions to packaging can provide a wealth of insight and information on how we can work better together.
Let’s start with a few basic points of etiquette regarding a sales approach.
Mary Wright
CO-OWNER OF YACHT CLUB IN DENVER, COLORADO
Not being aware of how bars run their business and not taking the time to do any research on the bar in question will immediately sour any interaction. Every business is different in size and scope; Take your education in your own hands and do the research on what each account needs. A cookie-cutter sales approach will not lead you down the path of success.
Jake Powell
BAR MANAGER AT RUN FOR THE ROSES IN DENVER, COLORADO
Don’t drop in during service hours and expect an audience with the staff. It is frustrating when you’re turning out cocktails and someone is trying to have an impromptu sales meeting and tasting. Your focus is on your customers and splitting that focus to talk to a rep is not going to be a quality interaction for anyone.
Matthew Belanger
BAR MANAGER AT DEATH & CO IN LOS ANGELES, CALIFORNIA
If you do drop in during service to get your foot in the door, come prepared to spend some money. Buy a drink before asking who’s at the bar tonight, but don’t expect anything more than a brief chat and an exchange of business cards.
Joanna Kitchen
BAR MANAGER AT ROB ROY IN SEATTLE, WASHINGTON
Make an appointment ahead of time during prep hours, keep the number of products you’d like to tell me about to three or four, and be prepared to answer questions about the products. One or two canned facts about the product is not going to be helpful or memorable.
With so many brands and products on the market, what are the things you look for to help guide your decisions?
MW: We are looking for things that fit our company ethos. Is it a flavor that would work in one of our cocktails and are you willing to work with us on the details? We don’t have space to order 20 cases at a time, so there needs to be a unique dialogue on how we can work together without a standard set of goals and expectations.
JP: Honesty in production methods is the most important thing. We care about the story, but we want to know the details of how it is made. If your product is sourced, tell us. Sourcing is only going to hold you back if you are trying to be dishonest and hide from it. Also, if you don’t know the details, be honest and say that you don’t. Finding the information and actually following up with it is huge and makes me want to work with you more.
JK: At Rob Roy, we have a set of core values that guide our decisions, and one of those is integrity. When we look at brands, we want that to be reflected in the spirits that we pull onto the back bar. We are interested in the sustainability and transparency of production methods, as well as how they give back and participate in their community.
MB: Alignment with our ethics and values, especially in product categories that come to us from other countries or where there are reasonable concerns regarding exploitation and extraction of resources from their community.
“We are interested in the sustainability and transparency of production methods, as well as how they give back and participate in their community.”
Joanna Kitchen BAR MANAGER AT ROB ROY IN SEATTLE, WASHINGTON
When it comes to packaging, is there something you’d like to see more or less of?
MB: Simplicity. Aesthetics are cool, but we tend to prefer minimalist packaging. Over-designed custom bottles or labels are a clear indication that the price point is for the packaging and not the liquid in the bottle.
JK: Making sure the bottle works with a speed pourer. If it doesn’t fit or it leaks, it costs money and time, and that discourages us from using it. We also love being able to reuse bottles for batching. A sturdy 1L bottle that is ergonomic and easy to use is helpful when we are preparing for large events.
JP: The package should be practical and should embrace their history. If you are a new brand, don’t try to look like you’ve been around since the 1800s. I will also curse bottles with opaque glass during inventory — please let us see inside the bottle!
MW: If it looks like a silly bottle shape, it is. It needs to be able to fit on the back bar or in the well so that we can actually use it.
What would a best case sales approach look like, and where does persistence help or hurt the interaction?
MB: Come into the bar, order a drink and introduce yourself, exchange business cards, and follow-up with an email to arrange an appointment. Arrive at the appointment on time and prepared to both talk about the brand but also to answer questions about the product, category, and key differentiators. Also, be prepared to come back later and remind us about your product. Menu switches only happen a few times a year, and if you miss the spring but don’t come back before fall, you’ll miss that one too.
MW: The most symbiotic relationship I have is when a representative sets up an appointment and then follows through with an email, with notes from the meeting. You wouldn’t drop in on your doctor and ask, “Is now a good time?” So why would the expectation be different for a different business? Take the time to think it through and don’t rely on a shot in the dark approach.
The best emails I ever get say, “I dropped in the other day. I visited with [name of bartender] and had such a good time. I’m your new rep for [agency], and I’d love to set up a meeting to talk about where my products could fit into your program.” That tells me that they’ve spent time in the space getting to know what we are about and are interested in how they can help us and not just what is in it for them.
Allowing for space and grace is huge. We do need the reminders because there are so many things that we are working on; Being able to put a face to a name when you drop by as a customer is very helpful in building the relationship as people.
Now that you’ve met the brand and have started building the relationship, what does continued support look like?
MW: Support comes down to honesty and transparency. If I’m going to be putting something on the menu, I need to know if it is going to stay in stock or if it will get backordered on a Friday. The sales rep needs to be able to have as honest a conversation as possible; Otherwise, it is not sustainable.
JP: Stock issues are the biggest problem we have. We need to know if we are safe to put something on the menu and if there are options, substitutions, or different bottle sizes. From a producer standpoint, education is huge. You all have a wealth of information, and to have access to that information is a game changer. Offering to do a class for the staff is massive and is even better if you are willing to spend time educating on the category itself before you talk about your brand. You will immediately be our bartenders’ favorite product.
“Honesty in production methods is the most important thing. We care about the story, but we want to know the details of how it is made.”
MB: Support with marketing and activations can make a difference, but if you are a small company, just providing educational opportunities for the team is huge. We don’t expect a small brand to deploy the same resources as a multinational corporation.
“A cookie-cutter sales approach will not lead you down the path of success.”
JK: Some states have very strict laws that curtail what support can look like, but no matter what you can come in with your friends and have a good time — especially during times when you know the account is slow during the off-season. When you are there, take the time to get to know the staff. Spend some time talking about the category and your brand, and get them excited about what you do. The people that are selling your product are the bartenders, and those bartenders are someday going to be your bar managers and directors of operations, and that’s a great way to start those relationships and build your community.
Our service industry partners are a wealth of information, and their customers are our customers. Spend the time to get to know your front-line team and ask them how you can better work together. You won’t be disappointed in the results.
Caitlin Bartlemay is the Master Distiller at Clear Creek Distillery. Armed with 14 years of industry experience and a Food Science degree from Oregon State, she is devoted to educating the world on why the story and quality of the spirits in your glass are worth celebrating.
“Support with marketing and activations can make a difference, but if you are a small company, just providing educational opportunities for the team is huge.”
Matthew Belanger
Jake Powell
BAR MANAGER AT RUN FOR THE ROSES IN DENVER, COLORADO
Mary Wright
CO-OWNER OF YACHT CLUB IN DENVER, COLORADO
BAR MANAGER AT DEATH & CO IN LOS ANGELES, CALIFORNIA
Written by BRETT STEIGERWALDT
The TRIAL PROCESS and PRACTICAL APPLICATIONS
The history and future use of bacteria in rum fermentations
elcome to the third article in my four-part series on the rum yeast/ bacteria selection process and how to successfully trial them at your facility. The first article (Winter 2024) briefly covered the history and use of bacteria in rum fermentations. The second article (Summer 2024) focused on the nine-step rum production process that must be considered before embarking on a yeast trial and subsequent product development. This article will describe the triplicate trial process (including trial logistics and planning techniques), recommend specific testing that will provide the most actionable information, and demonstrate how this process would be approached at Lyon Rum using common distilling equipment. Remember, just because you don’t have a modern laboratory doesn’t mean that you can’t explore novel fermentation techniques!
Let’s recap
Please refer to Table 4 of my previous article. These are the 17 yeasts and bacteria that I chose for my trials (this has since been expanded for several reasons, which I’ll discuss in part four). For this article, I’ve paired these down to nine candidates (Table 1), updated some of the yeast nutrients, and determined our pitch rates according to my experience and via continued conversations with suppliers.
You may be asking yourself, “Why do I need to perform triplicate trials for each candidate?” The reason is simple: This is the minimum number of trials that can be performed that allow you to make comparisons within each trial, between trials, and to ensure that the data you’re generating is accurate. Just because a fermentation is performed a certain way doesn’t mean it will always do this, and three trials allow us to be reasonably certain of candidate performance.
Setting up our experimental design
Now that we know our candidates and pitch rates, we need to set up our experimental design before we can proceed further. For those unfamiliar, an experimental design is how we structure our trials so that we clearly know our intentions, understand the potential outcomes, and can better set up process flow to ensure smooth implementation. I prefer to do this visually (Figure 1), as it dramatically simplifies our at-a-glance understanding, gives us a check to ensure that we’re on track, and makes purchasing/allocating equipment significantly easier. As stated above, we’re performing each process step in triplicate — which means three fermentations (i.e., Trial 1A, 1B, 1C), three stripping runs, and three spirit runs where all products will be aggregated (remaining low wines from each trial segment and their heads, hearts, and tails). These non-hearts aggregated products will then allow us to perform one production-style spirit run at a chosen low wines, heads, and tails ratio. Then, we can compare the aggregated hearts to the production-style hearts and decide our next production steps: scale up, modify fermentation ratio, modify stripping run and/or spirit run cut points, or some combination of these actions.
Are you lost? If so, no worries, it’s a lot to keep track of and we’re still in the planning stages. This is why our experimental design is so important!
TABLE 1. List of fermentation trials showing their composition and dosage rates for yeast, nutrient, and bacteria. Note: the three dashes (- - -) indicate that no bacteria will be used in these fermentations.
FIGURE 1. Experimental design and process flow diagram example for Trial 1, with the trial triplicate segments represented by 1A, 1B, and 1C. All subsequent trials will follow this design and process flow.
Take a few moments to review Figure 1 and consider the equipment and planning requirements to successfully trial the candidates at your facility. At Lyon, each trial will take place inside a lidded 55-gallon stainless steel drum for a duration of one week per trial. For spirit runs, we’ll need a 55-gallon drum filled with water and ice blocks to act as our worm tub cooling reservoir (we use an aquarium pump to circulate water into the worm tub). This means we lose four drums per trial week and, given how frequently drums are used for various product/process needs, this loss will complicate production and must be accounted for in advance. We’ll also be using our 26-gallon
Trial 1
Production Style Hearts
spirit stills for stripping runs, and these must be thoroughly cleaned between runs so that it doesn’t affect our standard production. These realities aren’t insurmountable.
Once we’ve fully considered how our trials will affect our standard production process and finalized our experimental design, we’re then ready to consider the additional equipment that will be needed to achieve this. It can’t be overstated: triple-check your equipment needs before proceeding further. You will avoid a lot of potential headaches if you remain patient at this stage of the process. An example list of collection vessels needed per trial can be found in Table 2
TABLE 2. List of collection equipment needed per trial.
The asterisk (*) denotes items that will be cleaned and reused for subsequent trials. All other items will need to be purchased anew.
120 mL glass jars 48 Determine foreshots, heads, hearts, and tails cut points*
5-gallon glass carboy 3 Collection of low wines*
3-gallon glass carboy
trial tails*
1-gallon glass jar 3 Storage of low-wines-only trial hearts before aggregation*
1-gallon glass jar 1 Storage of “production style” hearts
1-liter glass jar 4 For sample analysis, volume size is determined by testing facility
TABLE 3. Recommended testing from Brewing & Distilling Analytical Services in Lexington, KY, USA, taken from bdastesting.com/services.
Higher Alcohols & Esters
CP11: Taste Panel Evaluation
Isobutanol, 1-Butanol, Active and Isoamyl Alcohols (“Fusel oils”), Furfural.
Single evaluations and multi-time/date evaluations offered. A full 40 attribute descriptive sensory profile with radar (spider) charts, bar charts, and sensory summary.
Depending on your location and your relationships with local/regional/ larger distilleries or universities (and their fancy labs) or testing facilities, you may be able to get trials analyzed without having to send them away. If that’s the case, I’m very happy for you and implore you to take advantage of these resources and to continue to strengthen these relationships. Otherwise, I would recommend using Brewing & Distilling Analytical Services in Lexington, Kentucky (www. bdastesting.com) and choosing the two tests described in Table 3.
The higher alcohols and esters test (GC02) will provide you with necessary baseline data to make comparisons between trials and demonstrate how the yeast and/or yeast-bacteria trials affected ester and higher alcohol development from the same rum wash. The taste panel evaluation (CP11) will provide you with actionable qualitative feedback for your distillates and will help you determine what process decisions could be made to improve quality or overall organoleptic characteristics.
1 x 500 mL
When working with labs, it’s best to build in lead time to account for any delays that may arise due to sample shipment, testing, analysis, results writeup, etc. For our trials, which will be sent/ taken to the facility once all trials are ready, we should allow for a minimum of two months to receive feedback. If your facility can afford it, it is significantly more efficient to send samples when they’re proofed and ready. This would significantly reduce processing times and you’d likely have results within two to three weeks, especially if you pay for expedited services. Whatever you decide, make sure your trial notes are consistent and accurate so that you can immediately make process decisions once feedback is received.
FIGURE 2. Simplified trial timeline example in Gantt chart form showing ideal conditions. The actual timeline will likely be different as fermentations complete faster than expected or if challenges arise and trials must be repeated. Note: After the first trial, all subsequent trials begin when the prior trial fermentation has completed and all used drums have been cleaned and sterilized.
Trial 1: Pinnacle S Yeast + OptiStill Rum Nutrient Fermentation, Distillation, Proofing 8/3/24 8/22/24 19
There are many ways to keep track of trial progress, and we’ve found Gantt charts to be most effective since they show the entire project timeline and allow you to include visual/ numerical milestones as you complete individual sections. If your facility uses Microsoft Project, I’d highly recommend using this to create your own Gantt chart. If you don’t have access to Microsoft Project, you can find many free online templates for Excel. I used the Planio template (https://plan.io/blog/ gantt-chart-excel-template/) to build our simplified ideal project timeline (Figure 2). Each trial is expected to have the following duration (in days): fermentation (7), stripping run (1), spirit runs (4), and proofing (7), for a total of 19 days per trial. This may change depending
on fermentation performance and completion and may be performed earlier if our production calendar allows. Otherwise, we plan to process the fermentations on the weekend. Finally, it is best to build in some cushion to your timeline in case you have fermentation problems and must repeat a trial triplicate. If this happens, it’s not the end of the world. So, be kind to yourself and remember: This is a learning process, and suppliers are happy to help troubleshoot issues with their products
[Indianapolis 500 Announcer Voice] Yeasts & bacteria… prepare for
fermentation…
You finalized your budget and timeline, presented it to owners/leadership and have their buy-in, and all necessary equipment,
yeasts, bacteria, etc., have arrived at your facility. Now, my friend, you are ready for the *insert distillery/facility/company name here* Nine Trial Championship! [Announcer again] The most exciting internal event to happen in some time! All staff are glued to their Slack channels, anxiously awaiting updates from the investigating team, and gently waving off crowd speculation… Imagery aside, the investigation process is lots of fun and is built upon a solid foundation of note-taking and documentation. Therefore, document everything! Depending on your facility, you may/may not have a dedicated space to perform the trials. At Lyon, everything will take place on our non-climate-controlled production floor, and great care must be taken when pitching yeast and especially bacteria, as you really don’t want your trials to detrimentally affect your regular
production schedule (this also extends to yeast and bacteria storage, and it is best to isolate each in sealable plastic bags, away from where your standard fermentation supplies are stored).
Additionally, ambient temperature will be a factor, and the primary method for controlling fermentation temperature will be dictated by the diluted water temperature. Therefore, spend time with your yeast, nutrient, and bacteria technical sheets before starting any fermentation so that you keep fermentation temperatures within the happy yeast/bacteria range. Once fermentation is underway, daily data logging (temperature, pH, specific gravity, visual/sensory observations) will allow you to build useful performance curves on Excel. These will make it much easier to make comparisons within a trial triplicate. After fermentation is completed (no/minimal change in specific gravity after 24 hours), distillation can begin, and you’re in for some fun sensory work!
Stripping runs
The stripping runs should be performed at a reasonable rate, which for us, means eight hours per run, yielding four to five gallons of low wines. The collection range isn’t arbitrary, as we’ll need a minimum of four gallons of low wines to ensure we have enough for both the low-wines-only spirit run and the “production style” spirit run. That said, I would recommend collecting down to a preferred lower percent ABV bounds (say five to ten percent ABV) or volume (four to five gallons) and to make identical cuts for the entire trial triplicate (i.e., 1A, 1B, 1C). Upon completion, label each carboy, drain and thoroughly rinse stills, and clean all used equipment before moving on.
Spirit runs: Low-wines-only
If you already produce rum, you’ll have a great understanding of what organoleptic characteristics are present at cut point boundary conditions and can use this as a guide for trial spirit runs. If you’ve never made rum before, those 48 x 120 mL jars will be very helpful in determining cut points. Load your spirit still with 3 gallons of low wines, and then, once distillate is flowing out of the still, collect 120 mL
per jar and label each sequentially (jar 1 with “1” completed at time XX:XX, jar 2 with “2” completed at time XX:XX, etc.) until all jars have been used.
Then, shut down the still and get a pen and paper, or Excel document, and perform sensory analysis (smell first) on each jar in numerical order off the still. Record your thoughts and experiences and use your notes to approximately determine where foreshots, heads, hearts, and tails are located. Then, use a clean/new pipette each time to sample (taste) the heads-hearts and hearts-tails boundary conditions and record your thoughts. Use this descriptive data to define the collection range for each section. Finally, aggregate each section and use a graduated cylinder to determine total volumes. You now have a roadmap for the remaining two runs and must cut these at identical points to ensure accuracy and your ability to compare the aggregated hearts to the final “production style” hearts.
Best practices for yeast-bacteria co-inoculation trials
Before beginning the co-inoculation trials, we must consider our (1) inoculation protocols and (2) distillation plan. For (1), I strongly recommend rehydrating your yeast and bacteria away from your production area and only bringing them into that space when they’re ready to be pitched immediately. This will help reduce the chance of contamination across the facility, as will proper cleaning/sanitizing protocols. Remember, if in doubt, clean and sanitize equipment again
Spirit runs: “Production style” hearts
The amount of heads and tails available to use is highly dependent on our prior cut points, but let’s assume we have enough of both for our final run. Now, we must determine what organoleptic characteristics each will add and the amounts of each to include with our low wines to fully charge our 3-gallon still. Sensory analysis of heads and tails will be somewhat helpful in determining their ratio, but ultimately this is an iterative process.
For simplicity, let’s work in percentages of charge. If you want to fill the still with 75 percent low wines, the remaining 25 percent must be filled with heads, tails, or a combination. Whatever ratio you decide, I’d recommend charging with at least 70 percent low wines for the best results. Cut point determination can be challenging, and I’d recommend using the previously described jar method and sensory analysis to ensure success. Data generated during the run will then be used to compare the aggregated hearts to the “production style” hearts and allow us to make an informed decision after proofing. Especially when we compare it to the “ideal” rum we sought to make in the prior article.
For (2), we must decide whether to perform our stripping and spirit runs (including charge compositions) identical to their yeast-only trials (aka their controls). Maintaining identical cut points for both low wines-only and “production style” runs, allows us to make direct comparisons between trials and be reasonably certain how the bacteria affected the resulting distillates. If we decide to cut based on organoleptic characteristics and perform the co-inoculation distillations with different ratios of low wines, heads, and tails, we may produce a more desirable rum, but will be left with some uncertainty as to the exact reason for the differences. The goal of this article series is to provide actionable data and information for others, so we plan to perform these trials identically to their yeast-only counterparts.
Post-distillation decisions
After each trial distillation has been completed, the next step is to consider what final ABV to choose for your distillates. Often, this is determined in advance based on desired product characteristics or intentions.
At Lyon, our flagship
white rum is 45 percent ABV. Therefore, all trial distillates will be proofed to this alcohol strength, so we can directly compare the trials to a known “standard,” and make judgements and process decisions accordingly. However, if you aren’t quite certain what alcohol strength is ideal for your product, then your best option is to pull a few samples from each trial and quick-proof them to the following range: 40, 45, 50, 55, and 60 percent ABV. Then, let these samples rest for a few days before analyzing and recording detailed notes on their organoleptic characteristics. This affords you two great opportunities: 1) to better understand how the organoleptic characteristics of each trial present over a given ABV range and 2) the ability to make informed guesses how barrel aging would affect these characteristics.
Once you decide on a final ABV (I’d recommend 45 to 50 percent ABV), keep this consistent for all remaining trials so that you can directly compare within and between them.
Conclusion
What a journey we’ve had! You should now be relatively comfortable implementing fermentation trials at your facility and will soon be on your way to producing remarkable, award-winning rums. Remember that success will be found if you remain patient during
the planning process, tri ple-check equipment require ments, and build in extra time to your trial schedule (to account for fer mentation or distillation issues). In the final installment of this series, I’ll walk through our fermentation trials, discuss any challenges that arise, and delve into the implications and possibilities of our results. There’s an exciting new world out there if we’re intrepid enough to explore it, and I implore you to share and openly discuss your results with fellow distillers. Together, we’ll continue to show the world how great American rum can be!
Brett Steigerwaldt is the head distiller for Windon Distilling Company, the home of Lyon Rum, in St Michaels, Maryland. He is committed to exploring how distilling can solve real world problems and strengthen communities, such as his volunteer work with DomSetCo in Dominica. He holds a BSc and MSc in mechanical engineering and an MSc in brewing and distilling (Heriot-Watt 2023), where he investigated novel fermentation techniques to create organoleptically complex rums with minimal additional process complexity.
AI Label Testing
Using AI to Test Review
Labels for Eye-Catching Design
Written by CHARLIE POULSON Imagery provided by AMERICANO
The design of any label in the highly competitive alcohol industry takes time to achieve perfection. Studies have repeatedly shown that the vast majority of consumers buy the first bottle that grabs their eye in retail, regardless of how many other bottles they end up looking at. That’s a clear indicator that the importance of an eye-catching label is not negligible, but how does an independent alcohol brand even begin to think about testing this?
Enter Visual Attention Software (VAS), an AI model that analyzes what consumers see visually and in what order. There are a number of VAS software options on the market from companies like Adobe. You can have it analyze a photo of your own bottle, and you can see what parts of your brand or packaging are the most eye-catching, which can mean you’re able to focus your marketing efforts on the parts that your consumers are actually drawn to. VAS will play a critical role in marketing and branding, aiding companies in creating labels that capture attention and create brand recognition while simultaneously cutting down the rounds of revisions needed with designers and creative partners.
There are lots of scenarios where you would want to use VAS, which we’ll break down below:
Goal 1: Get undecided consumers to buy your bottle over your competitor’s
As mentioned before, research has shown that consumers usually buy the first bottle they see, period. So, how do you capture those undecided consumers who are making decisions based on the type of alcohol and pure aesthetics?
Understanding VAS Technology
VAS will aid in label design by way of estimates of the spots on the label that will attract the most consumer attention. VAS, in this respect, gives data on fixation points — inertia of a viewer's glance — and gaze duration — how long it stays there. This information is instrumental in testing and optimizing label designs. For example, if you want consumers to see your brand name first, you can use VAS to test (like a visual spell-check) your labels and confirm that your message is coming across clearly and that your goal of brand recognition is being achieved.
Comparing Your Label to That of Competitors
In order to make your label outstanding, you will need to compare it with samples from your competitors' labels, using VAS. Here, you will be running a
More contrast around the brand name
Uses gold and embossed finishes in a concentrated area
Stronger visual and typographic hierarchy
comparative analysis using VAS to test some of the significant metrics, like fixation count and gaze duration. These metrics give you cold, hard numbers to indicate how your label performs on the shelf with regard to grabbing attention compared to others. It’s best to use images of competitor bottles that are usually found next to yours on a shelf. You can also walk into any retail store your product is in and take a photo of your bottle and a few competitors next to it to get quick metrics and results.
Note that it doesn’t matter if your bottle is in the center, on the left, or right. VAS looks for anomalies, or any time there’s a disruption to the visual pattern.
Eye-Catching Labels in Retail
Success can be reflected in brand recognition and consumer engagement, which can help to drive revenue. For example, a craft brewery employed VAS to revisit the design of their beer labels. At first, their labels didn't really stand out. Then they took the insights from VAS and started redoing their can design, focusing on contrasting colors and striking typography. This new label gained far more attention from consumers, hence higher brand recall and even increased sales. By
Bringing Improvements to Life with VAS Findings
Considering the VAS data, in order to enhance label readability, brands could do any of the following:
| Apply high color contrast between colors so that the different elements related to the label stand out.
| Minimize text: Use text only when needed; when you do, ensure it is easily readable and legible.
| Bring out major elements — primarily your brand name and brand logo.
| Avoid clutter: Clutter detracts from both beauty and general processing fluency.
Goal 2: Minimize brand guesswork in marketing efforts
VAS also identifies which elements on a bottle capture the human gaze the most. Often, these would be bright colors, unusual shapes, icons, and appealing photos, but sometimes you can be surprised with results, thinking that perhaps a detailed historical illustration was the most exciting brand element to a consumer when it could actually be a collection of different colored waxes each bottle is dipped in. Knowing what your consumers are most attracted to ensures that the key brand elements across marketing materials are highlighted and consistently brought out.
Using VAS Insights in Marketing
Once key brand features have been identified, brands should lean into these in every visual communication, from ads to social media posts to packaging. This consistent visual branding supports brand recognition and works to remind consumers of a brand at the moment of purchase.
Building Brand Recognition
One premium vodka brand utilized VAS to discover that its frosted glass bottle and minimalist logo were the real winners in consumers' eyes. It has further concentrated on marketing these features gaining significant lifts in brand awareness and consumer recall. This continued focus across all channels drove more brand loyalty and repeat purchases while minimizing costs.
Sources:
Barbierato, E., Berti, D., Ranfagni, S., Hernández-Álvarez, L., & Bernetti, I. (2023). Wine label design proposals: An eye-tracking study to analyze consumers’ visual attention and preferences. International Journal of Wine Business Research, 35(3), 365-389.
Laeng, B., Suegami, T., & Aminihajibashi, S. (2016). Wine labels: An eye-tracking and pupillometry study. International Journal of Wine Business Research, 28(4), 327-348.
Best Practices for Using VAS in Brand & Marketing
Here are the best practices for getting the most out of VAS:
| Consistent branding : Check that the desirable characteristics that VAS pinpoints are present within all marketing materials.
| Multi-platform integration: Use insights that VAS provides over multiple media platforms to ensure brand image consistency.
| Keep updating : Keep on using VAS to test and develop marketing strategies as consumer preferences keep changing.
Conclusion
Visual Attention Software provides critical information to spirits brands looking to optimize their bottle label design for maximum brand recognition. Embracing AI-driven tools like VAS is not a trend but a strategic move toward those longsought goals in this competitive alcohol industry. After all, you wouldn’t print a book without spell-checking, would you?
Charlie Poulson is the CEO & CCO of Americano, a creative partner specializing in craft liquor. As a unique hybrid between a brand and AI expert, Charlie has since pioneered innovative AI solutions within his companies, Americano and Benton, transforming how the craft liquor industry creates deeply loyal brands.
O R GA N I C B L U E A G A V E
Yes, Whey
There’s more to Wheyward Spirit than making a unique, uncategorized juice
Written by RICH MANNING
Emily Darchuk is a spitfire. The founder, CEO, and maker of Wheyward Spirit in Eugene, Oregon, radiates a confident enthusiasm at events and tradeshows when discussing her two whey-based specialty spirits: the clear, unaged original spirit and the barrel-aged brown spirit dubbed “Wheyskey.” At first, her ebullience may appear to stem from a passion for making spirits, and that passion is there without dispute. Start asking questions about the bottles — specifically, why make a spirit from whey and not grain — and a deeper level of passion comes to the surface. Darchuk isn’t just making Wheyward to create a unique “Farm-to-Flask” spirit that defies the traditional categories like vodka or gin. She’s using it to make a noticeable statement of sustainability.
“We figured the world probably didn’t need another whiskey brand,” she said. “Instead, we made the decision to create a narrative brand for good.”
Understanding how Darchuk strives to cultivate this positive, impactful narrative requires digging into Wheyward’s backbone ingredient and quasi-namesake, whey. Doing so demonstrates why it’s crucial beyond its ability to produce excellent, award-winning spirits.
Whey 101
When cheesemakers create cheese from milk, they also produce whey, a watery, protein-rich substance that’s essentially milk with the stuff needed to make cheese removed. Whey is a residual product that’s created in abundance: For every 10 pounds of milk used to make
Photos provided by WHEYWARD SPIRIT
cheese, 9 pounds turn into whey. Some of it does find its way into other food products (ricotta cheese, for example, is whey-based). Unfortunately, more whey ends up unused than used, resulting in a massive amount of waste.
The unused whey and the stress it created on the ecosystem caught Darchuk’s eye., An entrepreneur with a background in food science, she recognized the unused whey as waste, but she didn’t see it as garbage. Rather, she saw it as a potential solution to shrink a gap in the food chain. “Waste isn’t really waste,” she said. “That’s the mentality we take, and it was why we were inspired to do what we do.”
Darchuk’s solution involved upcycling whey into a spirit. She wasn’t totally unfamiliar with spirits before getting involved — she entered the arena as a tequila aficionado. But her jumping into the industry wasn’t just another case of an outsider sitting down to play in the proverbial sandbox. Prior to launching Wheyward in 2018, she spotted what she felt was a sizable chasm between sustainability and alcohol. Her intention is to help build a bridge across that canyon with each bottle sold.
It’s a solid bridge thus far. Wheyward has collected several awards and medals in both the spirits and food scene in the last several years, a unique categorical straddle that ends up highlighting the breadth of Darchuk’s sustainability strategy. “Every medal won is validation for our desire to do things differently and with intention,” she said.
The Spirit of Whey
Fermenting whey poses complex challenges that don’t exist in grain. It’s inefficient from a production standpoint, as whey has a low post-fermentation alcohol yield when compared to its grain counterparts. Whey must also be worked with as quickly as possible
once it’s separated from cheese curd. Even the slightest delay could allow bacteria to settle in, which could degrade the whey and render it useless for distilling.
At the same time, whey possesses a mildly sweet, creamy characteristic that can shine through when fermented, giving the juice a uniquely nuanced flavor profile. To retain those notes, Wheyward’s distilling method stops short of stripping the whey to a neutral spirit — a process that’s more akin to tequila or rum production than vodka. The results stand alone — no botanicals or additives are brought into the mix to finish the clear spirit. Water isn’t added to dilute the fermented batch, either. There’s no need to, since water’s already present in the whey. This cuts down on water usage, giving Wheyward another bonus point for sustainability.
For their brown spirit expression Wheyskey, Wheyward ages the base spirit in upcycled, recoopered oak barrels. The process yields some familiar notes that come from barrel influence like vanilla, toffee, and spice, but it also doesn’t quite drink like a straight-up bourbon. This is precisely what Darchuk aimed for when the first bottles of Wheyskey hit the market in 2023. “We don’t want Wheyskey to be a bourbon analogue,” she said. “One of the ways we want to be intentional is to show that we can define our own flavor profile.”
An Independent Spirit
Wheyward Spirit calls itself a specialty spirit. It isn’t in a classic category like vodka or gin, but it’s not pigeonholed in an obscure grouping. It’s fiercely designed to be independent, right down
“We don’t want Wheyskey to be a bourbon analogue. One of the ways we want to be intentional is to show that we can define our own flavor profile.”
— EMILY DARCHUK
to its agnostic bottle shape. This can make it challenging for the consumer to initially grasp what Wheyward is and what it may taste like without some guidance.
However, the lack of categorization does have its advantages. It doesn’t have to meet the expectations of a specific spirit category, which enhances both of its styles ability to flex themselves into different applications in cocktails. Darchuk also notes that Wheyward’s flexibility comes with the home bartender in mind, as the constraints of living space and budget — particularly in the current economic climate — may compel off-premise clientele to use their bottles
REDUCE YOUR INGREDIENT COSTS WITH GRAIN NEUTRAL SPIRITS
Using a base spirit can significantly reduce the costs associated with processing raw materials. Leverage our economies of scale to your advantage.
to help them build a leaner, more efficient bar at home.
Wheyward also enjoys the independence that comes with being a distilling nomad of sorts, which ends up making an intriguing point. Wheyward isn’t beholden to a specific geographic location. It’s a product that can be sourced from any area that produces dairy. “We’re not tied to a city,” Darchuk stated. “We don’t need to source from a specific grain from a specific spot. But you do still need to build good relationships.”
In Wheyward’s case, those relationships come from partnerships with dairies from northern California. The fact that these bonds exist inadvertently highlight something uniquely cool. Most distilleries connected to farms use grains to bind together — Wheyward and their dairy partners use food waste.
While sustainability can serve as a talking point, Wheyward has a few more strengths to share with the curious consumer, such as being additive-free and woman-owned. Yet when Darchuk discusses the brand with new customers, she holds off on bringing up these topics until they understand Wheyward as a spirit. “It works best if we lead off with the fact that we’re different,” she said. “We’ll eventually get to the other points of value — how we’re woman-owned, sustainable, and how the distilling process works. But we know that we first have to reach those consumers that are looking for something different.”
Darchuk is indeed offering something different. More importantly, she’s offering something that can make a positive impact in the world of sustainability. It’s no wonder why she’s such an enthusiastic presence at trade shows. Her specialty spirits more than justify her attitude.
Wheyward Spirit is located in Eugene, Oregon. Visit www.wheywardspirit.com more information.
MEET THE MalTSTER
When friends Brent Manning and Brian Simpson started Riverbend Malt House in 2010, the craft beer movement was flowing as fast as springtime mountain snowmelt.
“Early days, we were 100 percent focused on brewing,” said Manning with a chuckle. “The word ‘distilling’ was not even in the business plan.”
That’s because they were in Asheville, North Carolina, one of several U.S. cities famous for growing the craft brewery industry in the 2000s. Both men, who worked together as environmental assessment consultants, had moved from the shores of eastern North Carolina to the mountains of Asheville to start their own business when the Great Recession upended their careers. Their only requirement was that the business be environmentally focused and sustainable.
Watching Asheville’s craft beer scene explode during that time gave them a spark. “We were like, ‘Let’s go into craft beer and see what’s happening,’” he shrugged. After talking with area brewers and much sampling of what came out of their taps, they made a surprising discovery.
“Turns out the only local thing going into these beers was water,” said Manning. What business could they create to remedy that? They immediately ruled out hops since North Carolina doesn’t have the right climate; however, small grains — barley, wheat, and rye — are found around the state.
“We’re talking about winter barleys, winter wheat, etc., which grows from October to June, which is fantastic because it doesn’t compete with corn and soybeans,” he said. Manning and Simpson also learned that not
a single North Carolina brewery had tapped into it, pun intended.
“This got our attention because that’s a big enough industry that it had scientists studying it, it had plant breeders supporting it, it had seed cleaners, trucking companies,” he trailed off before interlacing his fingers together in front of him. “It had infrastructure.”
Instead of selling these grains for pennies as animal feed, Manning and Simpson convinced a few area farmers to not only sell grains to them for malting, but to plant higher-quality premium and heirloom grains, the kind that require more effort to cultivate but also offer a heftier profit.
During that first decade, Riverbend rode
A look inside a germ-kiln vessel at
Riverbend Malt House.
PHOTO BY RADCRAFT
the swift craft beer current. They went from kilning test malts in a souped-up electric meat smoker in Simpson’s basement to a 2,000-sq. ft. facility making 40,000 pounds of malted grains their first year to a 70,000-sq. ft facility in 2018. Manning says they are on pace to produce five million pounds of malt in 2024. They currently work with 10 partner-farmers in six states with a cumulative 2,000 acres of grains growing just for them. They didn’t start working with distilleries until 2016 when Leiper’s Fork Distillery in Franklin, Tennessee, came calling. A new distillery, they were already sourcing corn from Walnut Grove Farms, one of Riverbend’s partners.
“We were heavily focused on craft beer,” Manning said of that initial call, “but they definitely opened our eyes to what the market could be.” Today, Riverbend works with 35 distilleries and counting.
“Distilling is now 25 percent of our business and growing steadily,” he said. And while some of this growth can be tied to American single malt’s rise in popularity, Manning says it’s also a combination of craft distillers innovating in the bourbon space and the company’s nimble size that helped them gain industry traction. Although they grew quickly, Riverbend is still small enough to create one-off, custom malts to any distiller’s specifications.
“The closest major malt house to where we’re standing is in Chilton, Wisconsin — Briess. And even their smallest batches are, what 50-, maybe 100-tonne batches? Malteurope is going to be like 250-300, and Rahr (Malting) Corp. is up at 500 now,” Manning explained. “So, if somebody calls and says, ‘Can you make 50,000 pounds of a smoked wheat?’ They can’t do that.”
“It doesn’t make much sense (for the big maltsters) to make 50,000 pounds,” added Simpson, “but for us, it’s a fun thing.”
“And most of our craft malt brethren are
too small to do truck loads, so we’re sitting in a nice little sweet spot in the ecosystem,” finished Manning.
Riverbend currently sources grain from six states — North and South Carolina, Kentucky, Virginia, Georgia, and Tennessee — the same states their clients inhabit. “We basically sell back to the same places we get material from,” said Simpson. “Everything is within 500 miles, and most things are within 300.”
When they first branched out to surrounding states, Mannings says they knew craft breweries and distilleries desired local ingredients.
“Everybody asks, ‘What do you have from my state’?” said Manning. “So, we started building the grower network in a new territory first. That way we had a more compelling answer.” Simpson adds that they took that idea of “local” even further.
“So, when we made Virginia Pilsner, nobody was interested. But as soon as we made Chesapeake Pilsner, from the same region, people loved it!” he quipped. That has led to flagship malts such as Cumberland Pilsner, Carolina Rye, Appalachian Wheat, and Southern Select.
Manning admits that while their love for
Asheville’s craft beer started them on this route, they have embraced craft distilling for the same reasons — the spirits that come from it are the result of people taking attention, care, and time to make unique, local products using unique, local ingredients.
“It’s been a fun journey,” said Manning. “I’ve got a home brewing background and when I talk to brewers, I can usually hold my own, but when it comes to distilling, I wasn’t 100 percent certain what was going on (at first). It’s been a great learning experience to figure out how bourbon is made versus single malt. And by their own admission, distillers are like, ‘Malt is the thing we know least about,’ so there’s a mutually curious conversation going on.”
On a tour of the facility, Manning explains what malting is — the management of the enzymatic digestion of the cell walls inside each grain kernel converting starch to simple sugars. Malting is a three-step process that, other than mechanization, hasn’t changed since brewers began doing it centuries ago.
“We have steeping, germinating, and kilning,” explained Manning. “Same three steps, doesn’t matter whether you do it in ten pounds or 500 tons.” Riverbend malts grains two ways — the centuries-old technique of floor malting, where steeped grain is spread out on a concrete floor during germination, and the modern, mechanized way inside giant germ-kiln vessels or GKVs. The process begins with steeping, where grain in a giant tank is soaked in water like tea. Unlike tea, Manning said, they cycle through wet and dry stages.
“Everyone always asks me, ‘Why can’t the barley just undergo one long steep, like tea?’” he said. “The answer is it has to breathe.” The steep tanks also have motors and mixers inside to perform sieving or the tumbling and turning of grain, which not only washes it clean but also allows them to more easily pull out the CO2 gases produced by the steeping
Manning checks barley in the floor malting room. Tiny rootlets are already sprouting.
grain while pumping in fresh oxygen.
“It’s the least sexy of the three steps, but it’s also the most important,” he added. “If you under-steep, the grain might peter out during germination due to lack of hydration. If you over-steep, you drown the grain and halt germination as well.”
For floor malting, the grain is spread out on the floor of a large room kept as cool as a restaurant chiller. Floor malting is mostly for their custom malts done in smaller batches, as the room can hold only four metric tons of grain, which they split into two two-tonne batches. Manning said germination is the step where “the maltster’s art comes into the conversation” because it’s where they can distinguish the malt’s final flavor and tailor it to either brewers or distillers.
“When I’m making distiller’s malt,” he began, “I’m going to push the grain a little bit further than I would for brewer’s malt because brewers care about extract more than distillers. Distillers are getting a lot of their extractable sugars in corn, so what they want from barley is enzymes to convert the raw wheat, the raw rye, the raw corn, so that’s top of mind for us.” To do that, they up the water content in the germination step from 45 percent to 46 or 47 percent.
As the grain germinates, it gives off heat so, besides cooling the air, they constantly rake it with a specially fabricated 45-lb. metal malting rake designed from drawings they found in an 1800s brewing textbook. “If the grain overheats, you get all sorts of bacterial growth and it becomes spoiled,” he pointed out. “I tell people it can become a two-tonne rice crispy treat overnight.” They also constantly monitor progress through sight, touch, and taste.
“This is really beautiful barley right here,” he said, picking up a handful and pulling out a few individual kernels. “It looks good.” He puts the kernels up to his nose. “It smells right.” He then puts a kernel in his mouth letting the rest fall back to the floor. “Early on it’s going to be like fresh cut cucumber or very light vegetal grass clippings. As we get deeper into it, it’s going to taste more like pizza dough right before it goes into the oven. We use those [flavors] as guidelines. If I want pilsner malt, I want to put it in the kiln while I still get that grassy note. If I want something richer, I know to wait to put it into the kiln
and pair it with higher temperatures. Same barley variety, very different treatments to get to different places in the product’s development.”
From the germination room, the grain is scooped up by shovel and put into a large kiln just outside the room’s door.
“Kilning,” he goes on, “the whole name of the game is to try to dry the grain down in a very steady cadence. You don’t want to get too hot too fast or you’re going to kill all those wonderful enzymes.” Kilning is divided up into smaller steps that Manning says happen over a 24-hour period. They start with a pre-dry step where the air is heated into the mid-120s as one large pipe pumps in fresh dry air while another removes the moist air. Between 14 and 16 hours, the humidity levels drop, and the temperature is raised into the 140s, called the force-dry phase.
“Force dry is where we decide how much color and flavor we want to build. For distiller’s malt, we’re going to keep it on the low side of that temperature range and the low side of circulation. Again, enzymes are king. You want to keep that flavor, but distillers don’t care about color as much. We’re walking that tightrope.” When the moisture content drops to between 7-8 percent, they move into what Manning calls the curate-dry phase and the temperature increases into the 170s — into the 220s for dark Munich malts — until they
reach 5 percent moisture.
For the company’s flagship malts, they use the GKVs, which perform both germination and kilning in one giant tank for better efficiency.
“Floor malting is sexy,” Manning said, laughing. “Everyone loves it, but it’s inefficient.” That’s what led them to the GKVs. “When we were looking to grow, the investors and the bankers were like, ‘We love the floor malt story, but how are you going to make malt efficiently when the Sierra Nevadas or New Belgiums come calling?’” GKVs are also a necessity because of how manufacturing spaces are designed in the U.S. “In Europe, they build their malt houses up. In America, we build out,” he said.
In Europe, he explained, most malt houses are built four to five stories tall, and the grain is hauled to the top by elevator and flows down using gravity, each floor a different step in the process. “We couldn’t find a single warehouse with multiple stories, so we did the GKVs.” Riverbend has four GKVs, the first two from Canadian manufacturer McDonald Steel, and the other two designed by Malters Advantage of Salina, Kansas, and manufactured by Bauer Sheet Metal in Michigan.
While floor malting involves intense, back-breaking human labor, it’s a more forgiving process if something goes wrong. GKV machines require more oversight and
Two of the four GKVs at Riverbend Malt House.
complex scheduling because if something goes wrong, there’s nowhere to go.
“All the consultants we talked to,” Manning acknowledged, “all they could tell us was the minute you start working with GKVs, the collisions get far more spectacular in terms of process problems because you’re backing up batches on top of one another. I’ve got two 10-tonne steep tanks feeding four 10-tonne vessels, so if something goes wrong on day five,” he said while pointing to the steep tank, “I don’t have a home for the 10 tonnes of steeped materials. You don’t have the ability to tap dance and fix things as easily as we do on the floor.”
After walking up a flight of steps to the top of GKV #4, Manning twists a lever to open a round glass cover. A blast of cool air hits him in the face blowing his wavy hair as he swings it wide.
“Feel that? We need that air in addition to the turning to manage all that heat that’s coming out during germination. If we just turned, it wouldn’t be enough.”
Inside the tank is about 24,000 pounds of grain with a center pole running from top to bottom. Attached to the pole is a metal arm extending to the tank wall. Below the arm are several blender-like blades that Manning calls ribbon mixers. He said the floor of the tank turns, moving the grain through the ribbon mixers for raking. And just like the floor malt, the material is raked three to five times a day. He says GKV grain will take a little more than a week to process — two-and-a-half days of steep, four days of germination, and one day of kiln.
The final step before bagging is debearding, where the rootlets that formed in the kernel during germination are removed. “The rootlets are our enemies all the way through the process,” he explained. “So now at the end of the kiln, we’ve burnt that delicate plant material to a crisp. Brewers and distillers don’t want that material in there.” The finished malt is sent through a specially designed auger that creates friction between the kernels to separate out the rootlet.
“We’ve made malt, but we’re not out of the woods yet. We have testing to do because brewers and distillers have expectations,” Manning said with a grin. Manning, Simpson, and their 17-member team test every malt batch they
make for quality control and to ensure viability and flavor. Some tests are mechanized, making them easier, like moisture balance and the friabilimeter, which gauges how readily the grains of starch in a finished malt break apart, offering an indicator of how well-modified the malt is. Manning often invites guests to join him with the last, most important test to learn what Riverbend malt is all about — the hot steep flavor test.
“Hot steep was developed by the American Society of Brewing Chemists (ASBC) about seven or eight years ago. It gives us a standardized lexicon for flavor.” A poster from ASBC with a malt flavor wheel hangs on the lab’s wall, and Manning said they have a computer app developed by DraughtLab of Rochester, New York, to track each batch.
“Each batch has a report that we create as a ‘true to brand,’ as a way of keeping us on track so all of our customers know that batch XYZ of Southern Select malt tastes just like ABC batch of Southern Select.”
Hot steep is basically creating a malt tea. Hot water is added to a container of malt that looks like a Thermos. It steeps for about 15 minutes and then Manning pours the contents into a jar with a fine-mesh filter. Next, they pour the liquid into tasting glasses checking for color, aroma, and taste.
Speakeasy, their flagship distillers’ malt, is a light tea color with a bright, slightly sweet
Getting ready to hot steep test various malts at Riverbend Malt House. The American Society of Brewing Chemists flavor poster is on the wall.
Hot steep testing dark Munich malt.
taste. He said Speakeasy has enzyme levels 50 to 60 percent higher than normal brewers’ malt with 25 percent malt character instead of the typical 10 or 12. “Enough to have an impact,” he said.
Riverbend’s dark Munich malt has a dark brown hue, somewhere between tea and coffee, with notes of baker’s chocolate and toffee. “This malt is created using more of that recirculation and higher finishing temps. It could be the same barley that made Speakeasy, just a different process,” Manning said.
They also have smoked malts, something he said differentiates Riverbend from other maltsters.
“[It’s] something fun to demonstrate where we can take things,” he explained. While Riverbend’s Pecan Smoke Wheat is in their regular product rotation, they can customize any smoked malt. They even have a pile of different woods stacked in a corner — what
Manning calls the wood buffet. “We’ve done all kinds of wacko projects,” he laughed. “I’ve mixed peat and peach wood together. We’ve done alderwood smoked rye. Whatever people can come up with.”
He also appreciates the preferences, nuances, and even pickiness distillers have for their malt.
“Some distillers are more modern and don’t care about using bottled enzymes so they’re like, ‘Sure, I’ll take a darker malt that’s lower in enzymatic activity and add my enzymes to it because I want that particular ‘secret sauce’ flavor that you showed me.’ Then we have others that are like, ‘Nope, I need x amount of [diastatic power]and x amount of alpha-amylase and I’m not letting it into my distillery unless it’s got those specs,” he rattled off with another hearty laugh. “We’re having a great time playing around with all these special projects with distillers.”
Much like rafters on the French Broad River flowing through Asheville, Riverbend continues to ride the twists and turns of the brewing and distilling industries. Through it all, Manning and Simpson remain true to the business ideals they developed over a decade ago — being fully committed to both the family-owned farms producing their high-quality grains and clients turning their malts into exciting and flavorful products.
“We do an excellent job of sourcing local, meeting specifications, and delivering unexpected flavor,” mused Manning about what makes Riverbend malt so special. “Sometimes we’re the key secret sauce in [a distiller’s] everyday whiskey. Or we’re a specialty thing they run every January or April. We’re big enough to do small projects with the big guys or big projects with the small guys. It’s a great space where we sit.”
Riverbend Malt House is located in Asheville, North Carolina. For more information visit www.riverbendmalt.com or call (855) 962-6258.
THIS IS US
TheWritten by Carrie Dow
agave spirits of tequila and mezcal have been distilled in southern Mexico for centuries. Designated by the Mexican government as an Appellation of Origin since 1974, the ingredients, methods, and processes involved in making agave spirits are as traditional and time-honored as spirits production can get. Which is precisely why when Carlos Soto entered the tequila business, he wanted to shake things up.
“How can we do something that’s different from what everyone else is doing in the industry?” he asked himself. It was a big question to ask considering Soto was a college student at the time.
“I was born and raised in Costa Rica,” Soto said. “I moved to the U.S. when I was 19 and got selected to study (business) out here.” Soto attended Loyola Marymount University in Los Angeles and through new friends developed an affinity for tequila over the spirit Costa Rica is more famous for: rum.
Making the Grade
In 2015 Soto took a business development class. “They gave us an assignment,” he said. “Come up with a business idea that has nothing to do with technology.” He said the reason for this very specific task was because, back then, every business idea was, “I want to do the Uber for this and the Uber for that.” The professor wanted the class to get away from apps and focus on tangible products. It was a quick turnaround, assigned on Friday and due that Monday. “I was out (Friday night) with friends, and I was sitting at a bar, and I ordered a
Nosotros Tequila and Mezcal comes of age
Photos provided by Nosotros Tequila and Mezcal
tequila on the rocks. I paid attention to how many people were ordering tequila. Ordering margaritas and palomas, on the rocks, a little bit of everything.” Researching over the weekend, he discovered that tequila’s profile in the U.S. was on the rise and his assignment took shape.
“I ended up pitching the idea of doing a (tequila) brand focused more on sustainability and [a] bit more youthful. Bear in mind this was in 2015, before every celebrity and their mother had a tequila brand,” he said, laughing. Sadly, the class rejected his pitch.
“The idea was you would pitch and then start working on that business as if you were actually starting it,” he explained. “Everyone pitched an idea and then the top three got selected. Mine was fourth,” he said, and laughed again. “I ended up working that entire semester on an ergonomic knife that didn’t really go anywhere.”
Although his grade suffered (when asked what his class grade was, he chuckled, “not great”), like most people who enjoy spirits, the idea of creating his own firmly took root.
“I had saved a little money throughout college,” he continued. “I ended up going down to Mexico over winter break and spent a month learning about the process of tequila, visiting different distilleries, meeting the different (agave) farmers.” He encountered an 80-year-old family-run distillery that impressed him enough to ask the head distiller his big question — What can we do differently? The distiller suggested mixing different agaves.
“Historically, tequila is defined by the type of agave that you use,” Soto explained. “Highland agave is sweeter and more citrusy. That’s a reflection of geography. The agaves get more sun, the water drains down and creates more stress in the agaves … Lowland agaves there tends to be more shade. There’s more pepper, almost a wetter taste profile.” Soto and the distiller created a tequila blend from 50 percent highland agaves from Potrero Negro and 50 percent lowland agaves from Santa Teresa. Then he enlisted help from his friend Michael Arbanas, who became his business partner, and things took off from there.
“By the time I was about to graduate in May of 2016, we had a label and an idea for the brand and a formula we wanted to work
with,” he said. “I went to Bank of America and took out a $19,000 loan. That is the most you can get from a credit card.” The new partners made their first batch of blended tequila in October and sold their first bottle in January 2017, but sales were slow.
“The first four or five months of our company’s history, absolutely terrible!” he said. “We were still trying to understand how our industry works and operates. As you can imagine, I was a very young kid, fresh out of college, and people would ask me, ‘What do you know about tequila?’”
Don’t Call Us, We’ll Call You
Soto said they found some success in LA’s boutique cocktail bars and tequila-focused establishments, the kind of places that like to carry spirits brands that no one has ever heard of, but it wasn’t enough.
“I was pretty much packing up my bags to head home because my temporary visa was about to expire,” he said, when fate intervened. The company’s importer submitted their only product at the time, Tequila Blanco, to the 2017 San Francisco World Spirits Competition, where they not only won double gold in the blanco/unaged
tequila category but Best in Show across all tequila categories.
“It was that outside validation that we really needed,” Soto said. He sent a screenshot of the awards to several industry people he had been trying to reach. People who hadn’t given him the time of day before the awards began calling him back. “I knew we had a special product if we could just get it to the right people.” Six years on, Nosotros now employs a team of 30 people and sells several products in eight U.S. states and four different countries.
Grand Pipón
Soto and Arbanas shook up the tequila industry again with their pipón-barreled reposado aged for 11 months, which won gold at the SFWSC in 2019.
“Most barrels in the industry,” he explained, “you’re using traditional barrels made of red oak. We use white oak. The beautiful thing is that we use these big ones, a large format style of aging called pipón (Spanish for big-bellied or bloated) style. It gives you a much different taste than traditional casks do. It gives it more oxygen ratio and provides more rotation to the product.”
Nosotros Tequila and Mezcal's Carlos Soto (left) and Michael Arbanas (right).
Pipón barrels can hold 5,000 L of liquid, but Nosotros only fills theirs to 3,000 L to keep the oxygen levels high. Mexican tequila regulations require Nosotros to age añejo tequila in standard 55-gallon barrels. Sold under the name Madera, wood in Spanish, the different barrels produce completely different tequilas.
“If I had to put it in wine terms, our reposado texture is more like a chardonnay versus our añejo (aged 21 months) is going to behave more like a sauvignon blanc in terms of texture.”
What’s In a Name?
Soto says the name Nosotros means “us” in Spanish. He knew the brand needed to be in Spanish yet easy for Americans to understand, so he tried to think of words that English-speakers would learn in a beginning Spanish class. Soto said it was surprisingly difficult to come up with such a simple name.
“I talked to my friends about it,” he said. “One of my roommates at the time, we were having some drinks late at night talking. At some point he just goes, ‘Man, shut up. Stop thinking about this. It’ll come. Cheers to us!’ In my brain, I hear English, but then I translate to Spanish and it hit me. Us! Nosotros! I looked at him and go, ‘That’s it!’”
“The name is the North Star of what we try to be as a company. It’s one of the reasons
we’ve never tied a celebrity to our brand,” he continued. “We’ve been approached by several celebrities and it’s not something we’re interested in. The name is Nosotros because it’s about ‘us.’ When we do marketing, we use the phrase ‘gluten free, additive free, celebrity free,’” Soto said, and smiled.
Wild Ones
The agave blending they do for tequila they also do with Nosotros Mezcal. Soto said after much R&D they decided on an “ensemble” of agaves from Oaxaca — 60 percent espadin, a traditional mezcal agave, and 40 percent tobalá agave.
“Tobalá is wild agave,” he noted. “What I mean by wild is, you can grow them, but after year three or four, they compete for resources and if they’re next to one another, they’ll kill each other … If you grow them agriculturally, it doesn’t work. Espadin, they can grow easily. It gives you that smoky, piney flavor and then tobalá is all fruit. A little apricot. I like to say ‘fruity funk.’”
An Unconventional Pairing
Another way Nosotros shook up tequila was through their first special release — a partnership with 2 Towns Ciderhouse in Portland, Oregon.
“Mike, his cousin, is the head cider maker
at 2 Towns,” said Soto. “We ask him, what if we aged some tequila in some cider barrels? We looked it up and nobody had done that.” That led to 2 Towns sending them some Oregon white oak barrels they used to store their award-winning Bad Apple Cider.
“We brought down five barrels, still wet, and did a limited release of a two-year aged tequila. It was the first time tequila was made like this. Before 2 Towns used them, the barrels were Woodford barrels, so you notice the nose has a little Woodford in it. We’ve been told it’s the whiskey drinkers’ path to tequila.” The release proved so popular, he is already on a quest to land the next barrels, but he’s coy about where they might come from.
Look at Us Now
Soto said he takes a lot of pride in making Nosotros as sustainable as possible. For example, Nosotros bottles are made in Mexico with 100 percent recycled glass content. So even though the bottles have air bubbles and other tiny “defects” inside the glass and a slightly green-ish tint instead of the crystal-clear glass one would normally see in spirits packaging, Soto doesn’t care because he values the planet more than the bottle. He added that they recently switched to sugarcane-based closures, making their packaging petroleum-free.
On Nosotros’ label is the drawn image of a toucan, an important symbol in Soto’s home country of Costa Rica. The colorful birds represent Costa Rica’s rich biodiversity and natural heritage. To protect this important symbol, every March the company donates profits to Costa Rica’s Toucan Rescue Ranch.
“Later on,” Soto mentioned, “we came to realize that in Aztec culture, the toucan also represents the totem of storytelling and messaging, which for us seemed like a great serendipity given our full name is La Historia de Nosotros. The whole idea behind our brand is that every bottle should be a story.”
As the company grows — and Sotos and Arbanas along with it — Nosotros is a story that’s still unfolding.
Nosotros Tequila anand Mezcal is located in Los Angeles, California. Visit www.nosotrostequila.com for more information.
From Ashwagandha to Sumac: The New Frontier of Ginology
Written by GARY SPEDDING, PH.D.
ABSTRACT: With more than 250 touted ingredients used in more than 2,800 gins worldwide, where does one begin to create standout greatness or novelty in shelf-stable gins? Formulation depends on the correct matching of botanicals (plus a few other unusual, esoteric, or unexpected ingredients) and looking at terpenic and other chemical class volatile flavor notes. Not all gins work well with the same classic cocktails — we have to think about the clash or harmonious synergy with the cocktail ingredients and gin flavor profile components. The art of the mixologist also comes into play, as well as understanding the new sensory (sensomics) term: the aroma cloud. Some recent publications are helping reveal the secrets behind creating a more well-integrated flavor expression and leading the way forward to assessing which ingredients will marry well in the next generation of ginology. This paper briefly assesses those developments and then covers base details on seven botanicals that have come under scrutiny of late or that have been used in some new gin: Ashwagandha, capers, mahua flowers/seeds, oak moss, purple perilla, rose root, and sumac.
Introduction
SEVEN UNIQUE GIN BOTANICALS
The vast world of plant terpenes is regarded as the key notes for most gins, starting of course with the quintessential components found in juniper. In assessing gin ingredients today, however, we can find 250 ingredients used in around 2,800 gins worldwide. A number of these would be rare, unusual ingredients, and some are not actually botanicals. A recent and important paper has appeared in the literature with a backup or supporting citation link to a novel algorithm for predicting which botanicals will work well together and those that might prove a terpenic overload with respect to certain flavor notes (1). The new paper by Ramirez, et al., covers a base of 160 botanicals, and these are detailed in a flavor wheel (1).
This author recently took that data and created a more useful gin flavor map directionally illustrating all the herbal qualities found in a plethora of gins. Recent literature discusses the basics and also more detailed formulas, rules, and ratios (some dating back to the 1930s) for botanical mixing (“Still Magic” by M. Thompson is a must-read, 2). An article titled The Vast and Fantastic World of Botanicals co-authored by Molly Troupe and me appeared in the pages of this magazine six years ago (#23, 2018). The esteemed author and gin expert Aaron Knoll has also authored several Artisan Spirit articles on the topic (including issue number 30, Spring 2020; number 38, Spring 2022; number 39, Summer 2022; number 40, Fall 2022; number 44, Fall 2023; and number 45, Winter 2024), and we can see Knoll’s notes on the gin fixative effect in Distiller magazine (2019). Matthew Pauley covers the selection of juniper also in Distiller magazine (2023).
Leading into the discussion on the Ramirez paper noted above (1), Paul Hughes and coauthor Ian Hartzog covered Ginnovation — which was used by the Ramirez group as the best base working formula for gins and provided the starting point for the generation of their algorithm assessing the selection of different ingredients (from around 160 botanicals) based on mapping distances with respect largely to the individual botanical’s terpene contents (Hughes & Hartzog — “Artisan
Spirit issue number 23, Summer 2018).
The references above provide a solid starting-point to look at gin formulations, with readers encouraged to seek online details on each botanical or ingredient they wish to evaluate for their own prospective new gin. Run the details through the online algorithm (which, as indicated to me via personal communications, is continually being updated as new information becomes available) and see what pans out. It is important to balance out the volatile components by using botanicals that act synergistically, not antagonistically, with respect to final gin flavor profiles and stability. More research is needed into the currently “nebulous” gin fixative effect.
The Seven Botanicals
The thrust of this paper is to introduce some new or novel botanicals for gin formulation. A set of seven figures — based on reduced details from an original set of Ginfographics, simplified here for better visual appeal (Figures 1-7) — form the main data sets for these botanicals. The main references that appear in the original graphics, alongside text comments and facts, are not covered below with numerical referencing as is usual for such papers. However, a set of key references by botanical name headings and those that provided the details for each botanical are noted in the references section. A few additional references are noted numerically in order of appearance in the introductory text.
The botanicals chosen were selected for coverage based on questions that were posed to the author or from seeing their use in some new and interesting gins. The in-text details below provide additional clues as to flavor derived from such plants, the gins they are used in, some botanical details, and other notable facts. As a general note, the terpenoids in plants are widely recognized, conceptually and/or empirically, for their aromatic qualities and important roles in traditional herbal remedies, as well as in biomaterials and biofuels. While they are the major volatile players, other compounds are noted in the graphics, either by general chemical class or individually. Some act as antioxidants (flavonoids),
The taste of ashwagandha can vary depending on the quality of the herb. High-quality ashwagandha should have a fresh, earthy aroma and a smooth, slightly sweet taste. In contrast, lower quality ashwagandha may have a musty or moldy smell and a bitter taste.
FLAVORDESCRIPTORS KEY C
Ashwagandha has a distinct avor that can be described as earthy, bi er, & pungent. Some nd the taste to be slightly nu y or reminiscent of mushrooms. Overall, a pronounced herbal taste. e bi er taste is due to the presence of withanolides; primary active compounds in ashwagandha. Pungency due to the herb's natural spiciness is said to be similar to ginseng & rhodiola (Rhodiola rosea, aka. arctic root, golden root, king’s crown, & rose root)
Ashwagandha (Withania somnifera L.): a perennial medicinal plant that belongs to the family Solanaceae. Popularly known as Indian ginseng due to it’s rejuvenating & stimulating potential. Also called winter cherry.
Grown widely in India, Afghanistan, S. Africa, Pakistan, Morocco, Jordan & Egypt.
Roots are the main part of the plant widely used as therapeutic agents. Since the roots of the W. somnifera species exhibit restorative qualities like Panax ginseng, it is sometimes known as “Indian ginseng.”
FIGURE 1
(bioactive steroidal lactones)
Withanolides are a group of at least 300 naturally occurring steroids built on an ergostane skeleton. Naturally occurring C-28 steroidal lactones built on an intact ergostane structure, in which C-22 and C-26 are oxidized to form a six-membered lactone ring.
Fruits
Gin Botanicals & Flavor Notes
Two most well known (to date) Ashwagandha-containing gins: Radico Khaitan’s, Happiness in a Bo le h ps://happinessinabo le.in/home and Botanery Barn (Pennsylvania) also use Ashwagandha in their Revivalist Garden Gin
ASHWAGANDHA
{Withania somnifera L.}
while others add to trigeminal sensations (balsamic and camphoraceous-cooling sensations) or spiciness (components from ginger or peppers for example).1 Details on other components can be found online and in many print sources, as well as in the Ginfographic charts as presented here. Here is the list of selected components.
(1) Ashwagandha
While alphabetically this is the first in the series, it’s not a personal favorite based on the bitter sensation it gives, though this seems to be mellowing after successive openings and pourings from my bottle of Revivalist Garden Gin. It shows the delicate nature of some gins and the potential shelf-life changes due to oxidations, heat/light-induced chemical changes, or perhaps simple volatile losses. See Figure 1 for the details.
Radico Khaitan Limited (RKL), noted for its craft gin, Jaisalmer — produced a trio of gin they called “Happiness in a Bottle:” Joy of
1 A rather neat introduction to the vast world of terpenes can be found here: https://jameskennedymonash.wordpress.com/2014/01/18/meet-the-terpenes-avisual-introduction-from-isoprene-to-latex/.
— Revitalist gin folks’ notes
Juniper, Joy of Pink (pink gin), and Joy of Citrus. While juniper is obviously key, along with angelica and coriander included in its 15 botanicals, the novelty here is in the inclusion of the medicinally useful herb ashwagandha.2
Some abbreviated tasting notes from the company’s website:
“Joy of Pink: Juniper infused with pink fruits and ashwagandha for a fruity, floral twist,
Joy of Juniper: Plus a fusion of Indian spices and ashwagandha.
Joy of Citrus: Notable tangy citrus fruits and ashwagandha.”
In addition to the gin trio, another interesting distilling company is the Botanery Barn in Elverson, Pennsylvania, which produces a wonderful jalapeno gin calledRevivalist Dragon Dance. However, they also use ashwagandha in their Revivalist Garden Gin. The distiller’s notes say: "Herbaceous notes from lemon verbena and ashwagandha meet the palate with undertones of stone fruit sweetness from plum, floral
2 The recent headline: A Truly Euphoric Experience: Brand Behind Popular Indian Craft Gin Jaisalmer Releases Ashwagandha-Infused Collection. Jul 5th, 2023 https://ginraiders.com/new-release/indian-craft-gin-jaisalmer-releases/. based on Indian principles of natural healing. It holds the esteemed position as a Rasayana, an herbal preparation believed to promote a youthful state of physical and mental health that expands happiness.”
FURTHER NOTES APPEAR IN THEBODYTEXT
Twig, flower, roots
GLUTAMATE (ion of glutamic acid)
Acid : yeasty, baked, bread
Glutamate is noted as an excitatory neurotransmitter with several types of receptors found throughout the central nervous system. It’s metabolism is important to maintaining optimal levels within the extracellular space. As such, it is regarded as important to memory, cognition, & mood regulation.
Ion: salty, meaty
FLAVORDESCRIPTORS
KEY COM PONENTS
Capers are said to taste intensely salty & notably acidic — a li le reminiscent of green olives, yet with lemony undertones & a notable “tang.” Flavor tempered & “balanced” via other ingredients of foods and likely the gins.
Terpenes/Terpenoids/ Sesquiterpenes
Antioxidants
Sterols
Carotenoids (pigments)
Flavonoids (Polyphenols): Rutin
Quercetin
Kaempferol
By Otto Wilhelm Thomé (1840-1925)
Caper (Capparis L) is a shrub like plant with touted medicinal properties based on several phytochemical constituents.
Capparis spinosa L, the caper bush, also known as Flinders rose, is a perennial plant that bears rounded, eshy leaves & large white to pinkish-white owers. Best capers said to be those that grow on the Aeolian island of Salina [Mediterranean basin]
BotanicalName: Capparis
Other species: C. decidua (Pakistan, Africa, Asia, Saudi Arabia), C. spinosa var aegyptiaca (Egypt), C. cartilaginea (Israel)
Flora von Deutschland, Österreich und der Schweiz Public Domain, https://commons.wikimedia.org/w/index.php?curid=7760599
UMAMI — SAVORINESS
“The tastiness factor.” The fifth olfactory taste sensation. A sensation that is produced by several amino acids and nucleotides (such as glutamate and aspartate) and has a rich or meaty flavor characteristic of cheese, cooked meat, mushrooms, soy, and ripe tomatoes. A suggestive nature of saltiness also applies here.
Gin Botanicals & Flavor Notes
CAPERS
{Capparis spps}
Australia)
Several terpenic compounds present which may contribute to the olive-like & lemony/citrus characteristics. Limonene for example.
notes from rosehips and rose petals, and earthiness from hemp seed. Juniper plays a supporting role (as for many “New World” gins or expressions) rather than taking the lead, and a nearly endless finish with woody, savory, and fruity notes lingers.” Essentially, it’s herbaceous, floral, and earthy with a woody, savory, and fruity finish.
While it’s important to note the potential synergy and additional flavor expressions from the other botanicals and ingredients used, plus the spirit’s base ethanol, we also need to keep in mind the method of production, maceration, and distillation techniques for assessing the overall gin profile based upon expectations.
(2) Capers
With capers we get to introduce the fifth taste sensation of umami — what’s referred to as the “Japanese tastiness factor.” The Figure 2 shows the main contributors to this flavor sensation, and noting here that glutamate-rich foods such as parmesan cheese, tomatoes, mushrooms (truffles), kombu seaweed, sweetcorn, black olives, asparagus, oysters, and celery are also umami-contributory foods, as are various meats (details on umami to be found in references 3-6). See Figure 2 for details.
Audemus Umami Gin was once the unique entry in the gin marketplace because the base umami flavor comes from freshly sourced and low temperature distilled South Italian (Sicilian) capers. This process is touted as “maintain(ing) the fresh iodic aroma.” So, more of an iodized saltiness is presumed here. Parmigiano Reggiano, the famous Italian parmesan cheese, is also infused in this gin production process. It also obviously includes juniper and at least two other ingredients (including bergamot) with a NGS base spirit. This gin is then reportedly rested in old cognac barrels over several months, and it’s said to result in “a fresh, lightly savoury gin with an entirely unique flavour profile.”3
Another caper gin is Threefold Mediterranean Gin from Adelaide, Australia. Three other key ingredients are olive, lemon, and thyme. “Opening up with thyme, basil, and bay leaf. With South Australian green olives and capers adding to the mouthfeel, savoriness, and “morish salinity” to the finish 43% ABV”.4
3 See, https://www.theginguild.com/ginopedia/gin-brands/audemus-umami-gin/.
4 See, https://threefolddistilling.com.au/ for more on this downunder expression.
FIGURE 2
Audemus Umami Gin (Audemus Spirits) and reefold Mediterranean Gin (Adelaide,
and UMAMI! (see top right)
Edible bud & fruit (caper berry)
Beta carotene is a red-orange pigment found in plants and fruits, especially carrots and colorful vegetables.
Saponins are secondary metabolites that are heat-stable, amphiphilic, glycosidic compounds that are naturally found in many plant parts (leaves, flowers, & fruits). These are triterpenoid or steroidal aglycones linked to oligosaccharide moieties, widely used in the pharmaceutical industry.
They can be bitter tasting and soapy in nature. Also found in the leaves (pencas) of the Agave plants used for mezcal production.
Mahua liquor: The resurgence of India’s original national drink.
Carotenoids belong to the category of tetraterpenoids (i.e., they contain 40 carbon atoms, being built from four terpene units each containing 10 carbon atoms). Hydrocarbons (carotenes) and their oxygenated derivatives (xanthophylls) are two main categories of carotenoids.
COM PONENTS
Ripe mahua fruit has a sweet taste and is o en eaten raw or used in the preparation of jams, jellies, desserts, & alcoholic beverages. e mahua owers are extremely sweet & have been used for thousands of years to make country wines & liquor. Now nding a rare use in a gin! Mahua owers are rich source of sugars, responsible for the sweet taste — used to make indigenous or modern alcoholic beverages. Flowers contain a good amount of Vitamin-C & carotene which is precursor of Vitamin-A & also contain good amount of minerals — calcium & phosphorus.
Madhuca longifolia, commonly known as mahua belongs to family Sapotaceae. It is also known as the (Indian) bu er nut tree (& mahuwa, mowrah, madhūka, mohua, illupe and elupa).
Mahua is a large tree, about 17m high with a large top, shady, deciduous tree. e seeds of Madhuca longifolia are good source of edible fats. An important economic tree growing throughout India. In addition, the mahua ower is edible & is a food item for tribals. It is used to make syrup for medicinal purposes & mahua owers are also used to make wine.
Seeds of mahua fruits contain 16·9 & 51·5% protein & oil, respectively. Fatty acid composition of oil has revealed the presence of oleic acid (46·3%) & linoleic acid (17·9%) as the major unsaturated & palmitic acid (17·8%) & stearic acid (14·0%) as major saturated fatty acids. The defatted mahua seed meal contains 29·4% protein & 9·8% saponins which are toxic at this level. The saponins can be reduced by treatment with certain alcohols.
(3) Mahua (Flowers and Seeds)
Tribes:Caesalp inieae;Genus:Madhuca;Species:long
Sapogenins
Triterpenoids
Tetraterpenoids
Steroids
Saponins
Flavonoids & Glycosides
Fruits greenish color 3-4 in. in size
Gin Botanicals & Flavor Notes
One gin comes to mind here, and was pioneered in part by one of our own Gin Course team members, Jamie Baxter. Story in the text. Mohulo Gin.
MAHUA
FLOWERS & SEEDS
{Madhuca longifolia}
FURTHER NOTES APPEAR IN THEBODYTEXT
According to an article on the online news publication The Hindu (dated Dec. 2023), mahua, which was once banned by the British Raj, now features in “India’s first sipping gin,” Mohulo Gin.5 Our friend and master distiller Jamie Baxter was behind the formulation of this gin, utilizing only locally sourced ingredients. “For a gin to qualify as a good product, the whole should be greater than the sum of the individual produce,” remarked Baxter from the article. “With Mohulo we’ve been able to deliver on just that — an artisanal gin that can be sipped neat whilst also pairing beautifully with cocktails — infusing them with a burst of rare flavours,” he added. The gin features mahua flowers (see seeds below) sourced from Madhya Pradesh and Chhattisgarh, forming its core, along with 11 botanicals: juniper, coriander, angelica plant, green cardamom, liquorice, pink peppercorn, bay leaf, orange blossom,
orange peel, honey, and basmati rice. Noted details in Figure 3 6 Baxter shared with the article’s author’s that seeds were used to attain desired results, answering a key question on the use of either flowers, seeds, or both for future gin formulations.7
(4) Oak Moss
Two gins using this ingredient are Greensand Ridge and Stovell’s Wildcrafted Gin. In addition to the oak moss, Greensand Ridge also uses cobnuts, gorse, honey, rosehips, hawthorn berries, bay laurel, and poppy seeds, again, showing a complex gin formulation. Featured in Figure 4 8
6 See, https://mohuloofficial.com/.
7 The gin is also featured in an article, ‘3 New Flavour-Forward Gins To Try.’ https://lifestyle.livemint.com/food/drink/new-craft-gins-india-2023-111699789920023.html.
Beta carotene — Greek “beta” and Latin “carota” (carrot).
Saponin A
Flowers greenish white
Seeds
ANOTHER GIN FIXATIVE?
The hydrolysis of odorless depsides, such as evernin, generates by cleavage a cascade of monoaromatic compounds, such as everninic acid, which can in turn undergo a decarboxylation to orcinol monomethylether & methyl β-orcinolcarboxylate, which are mostly responsible for the typical odour of moss extracts. When a reactive solvent like ethanol is used for extracting the lichen, direct trans-esterification of evernin to ethyl everninate can occur, either partially during the extraction step or later during the processing of the resinoid to the absolute.
Lichens are symbiotic organisms formed by a fungus and one or more photosynthetic partners — usually algae or a cyanobacterium.
For oak moss & others evernic acid is an important compound.
FLAVORDESCRIPTOR
moss is an fragrance that is stated to have a centering a ect for the mind & body. Oak moss thus smells earthy, & woody, with hints of musk & amber. Said to be unlike anything else in the perfumer’s ‘pale e’ because it also works fantastically as a ' xative' to give scent a longer life on the skin. A touch of
Oak moss: lichen that grows on mature Oak. Evernia prunastri
[Genus: Evernia, Kingdom: Fungi]
INATOB
A common lichen forming bushy thalli of strap-shaped lobes (a green “shoot” or “twig” = the vegetative tissue of algae & fungi), with soredia (powdery propagules) becoming frequent on the upper surface. Distinct for similar lichens in the upper surface being green-grey to yellow grey & the lower surface mostly white.
Gin Botanicals & Flavor Notes
OAK MOSS
[Oakmoss has a near-relation, known as ‘tree moss’ — Evernia furfuracea — which grows on pine trees, has a turpentine-y scent before it’s blended, & is also very highly-prized among perfumers. Another lichen species that grows on fir & pine is Pseudevernia furfuracea L.]
Stovell’s Wildcrafted Gin is made “using a rotary evaporator, organic wheat spirit and sustainably foraged botanicals including angelica, bilberries, chamomile flower, elderflower, haw berries, juniper, liquorice root, lovage, meadowsweet, nettles, red clover flowers, sweet flag, wild rose hips and petals, wild fennel and woodruff.” Quite a heady mix of components in this one! 9
So, which other botanicals should be used in a gin formula with oak moss? Some fragrance work might prove useful here. In fragrance research, the complementary aromatics/botanicals for oak moss are citrus notes, e.g., bergamot, lime, orange, tea tree, vetiver, ginger, and eucalyptus. As such, it may be worth experimenting with respect to combining such items for gin formulas:
Terpenoids identified in the volatile fraction of oak moss extracts
Linalool
Myrtenal
Myrtenol
Terpinolene
-Carveol
-Cymen-8-ol
-Thujone
-Thujone
Citronellol
Geraniol
Camphor
Borneol
1,8-Cineole
α-Pinene
β-Pinene
Camphene
Myrcene
Limonene
ρ-Cymene
α-
ρ-
Dimethylstyrene
γ-Terpinene
Fenchyl alcohol
1-Terpinen-4-ol
1-Terpinen-8-ol
Thymol
trans-Pinocarveol
1-
ρ-Menthen-4-ol
6-Methyl-5hepten-2-one
Carvone
Dihydrocarvone
Bornyl acetate
Sesquiterpenes
β-Elemene
α-Copaene
β-Gurjunene
α-Cedrene
β-Caryophyllene
Longifolene
(info lacking, states oak bark!) & e Gin Is In site states Stovell’s Wildcra ed Gin uses the ingredient.
CISSA SNIG
β-Humulene (probably α-)
α-Muurolene
β-Selinene
Thujopsene
α-Guaiene (E)-
β-Farnesene
Diterpenes
Rimuene lsophytol
Miscellaneous terpenoids
α-lonone
β-lonone
cis-γ-lrone
trans-α-lrone
cis-α-lrone
WARNNG : Check for allergic reaction to whole/intact oak moss & other lichens. And regulations for its use in consumable products in your country.
“Vetiver Sage: The scent of almond blossoms blends seamlessly with aromatic sage and white lavender. Woody undertones of orris and spiced pink pepper deliver warmth with just a hint of sandalwood and amber.
Chamomile and Lavender: Fresh/inviting, fragrance features the notes of bergamot and chamomile blended with lavender and eucalyptus. Scents fade to a lasting impression of rosemary, Indonesian patchouli, and honey flower.
Rosemary and Eucalyptus: The robust scent of juniper, eucalyptus, and fresh rosemary is revealed after the top notes of basil and sage fade away. These fragrances give way to a base of Indonesian patchouli and elemi oil.”10
Oil types of perilla can be divided into two different groups; the MT (monoterpene) type whose oil is mainly composed of monoterpene compounds, & the PP (phenylpropene) type whose oil contains mostly phenylpropene derivatives. Both types contain dozens of aliphatic & terpene compounds in their oils, & can be further classified according to their principal constituent; types C (citral), EK (elsholtziaketone), PA (perillaldehyde), PK (perillaketone), PL (perillene), PT (piperitenone), & SF (shisofuran) are in the MT group, & types PP-m (myristicin — nutmeg flavor — spicy, warm, balsamic, woody), PP-dm (dillapiol), PP-em (elemicin), PP-dem, & PP-dmn (+ nothoapiol), are in the PP group. The main oil components of any of the types in the MT group are not found in oils of the PP types, & vice versa, although some compounds like linalool & β-caryophyllene are included in all perilla plants.
Leaf morphology of P. frutescens
The leaves of Zisu usually have red or purple on the lower surface with a strong fragrance (top). The leaves of Baisu are often green with a faint fragrance (bottom).
FLAVORDESCRIPTO
Vibrant, herba ceous, & citrusy — a mildly astringent taste & bi er nish — tasting somewhere between mint & basil. “Reminds people of mint, basil, tarragon, cilantro, cinnamon, anise or the smell of a mountain meadow.”
A lemon-like odor from revealed to be from geranial which is a major component of the essential oils of the leaves. Geranial may be converted into perillene (woody, owery, citrus aroma or taste).
P. utescens var. acuta (Aka Shiso’ in Japanese). Leaves purple, owers pale purple. Var. men Shiso’ in Japanese). Leaves are green above, purple striped beneath, strongly fragrant, mainly used as Mejiso & Hajiso. Var. crispa f. atropurpurea Chirimen Shiso’ in Japanese).
INATOB
aka Beefsteak plant — red & green variet ies o en called this due to the red of the leaves. e green-leaf variety known as “Tia To” is milder & is noted as conveying a pleasant cumin scent & avor.
SOME KEY COMPOUNDS OF NOTE
Complexity in species flavor diversity noted in the many references on topic. Flavor descriptors always to be found at sites like good scents
PERILLA
BODYTEXT
FURTHER NOTES APPEAR IN THE
A note from a fan of Shiso
Shiso Gin & Tonic (And My Obsession With Shiso Simple Syrup) https://www.gristandgreens. com/2016/09/shiso-gin-tonic/
5
(5) Purple Perilla
See Figure 5. Perilla frutescens, also called the Beefsteak plant, perilla, and shiso, is an invasive species in North Carolina. “The Beefsteak plant is an annual edible in the Lamiaceae (mint) family native to the Himalayas and Southeast Asia. It has showy flowers and fragrant purple-red leaves that can resemble raw meat, hence the common name. The genus name Perilla comes from the Latin word pera, meaning “bag” in reference to the shape of the fruiting calyx, while the species name frutescens means shrubby or bushy.”11
Note also, Perilla Mint Peri indicutescens (L.) Britt. also known as beefsteak plant, common perilla, purple perilla, purple mint, shiso, Chinese basil, wild basil, blueweed, Joseph’s coat, wild coleus, rattlesnake weed.12
There are so many varieties and notes (both biological and flavor suggestive) on this specific botanical. For one representative gin with this ingredient, we have Tan Taka Tan Gin. “Inspired by local folktales and famously tart shiso perilla leaves of Shiranuka, Hokkaido, this bottle of craft gin is blended with 5 types of botanicals. With a combination of liquorice root, angelica root, juniper berries, coriander seeds and orange peel, the distinctive bittersweet taste of perilla in this gin is refined into a sharp, complex palate, full of herbal aromas, fruity notes and a spiced finish. Based on the Ainu legend of Tan Taka, who sought shiso perilla leaves to save the region's suffering sea life, this crystal clear gin pairs with tonic and classic Japanese dishes, from sushi and tempura, to sukiyaki.”13 No Bi Kyoto Dry Gin: “11 carefully-selected botanicals are separated into six different categories or Elements: Base, Citrus, Tea, Herbal, Spice and Fruity & Floral. Each of these 6 Elements is then macerated in rice spirit before being distilled individually and then
Shisonin is the pigment from the purple leaves (Orig. isoln. from Perilla ocimodes) aka. Shiso
Shiso + Kaffir Gin
Salidroside is a glucoside of tyrosol (sweet, floral, fruity) found in the plant Rhodiola rosea. It has been studied, along with rosavin, as one of the potential compounds responsible for the putative antidepressant & anxiolytic actions of this plant.
FLOWERS OR ROOT (Rhizomes) CAN BE USEFUL
Young succulent leaves and shoots are eaten raw or cooked. They have a slightly bitter taste. Roseroot leaves can be made into asauerkraut. Stems can be steamed (or cooked) like asparagus.
INATOB C
FLAVORDESCRIPTORS ROSE ROOT
Rhodiola rosea, also known as ‘golden root,’ is a member of the family Crassulaceae. Its yellow owers smell similar to roses &, therefore, the species name is a ributed as rosea.
Rhizomes: Geraniol was identi ed as the most important rose-like odour compound besides geranyl formate, geranyl acetate, ben zyl alcohol & phenylethyl alcohol. Floral notes such as linalool & its oxides, nonanal, decanal, nerol and cinnamyl alcohol highlight the owery scent of rose root rhizomes.
Rhodiola: Rhodiola rosea
(Common names: arctic root, golden root, rose root, king’s crown).
Rhodiola grows in cold regions & at high altitudes in Europe & Asia. A genus of medicinal plants [perennial herbaceous].
Rosavin
Several components have associated rose-like/honey descriptors
So, what is so special about Rock Rose Gin? The first gin to use Rhodiola rosea. “This wonderful botanical grows on the local cliffs, and it gives the gin a lovely earthy, Turkish delight flavour to build the unique taste profile on.”
SNIG
Rhizomes: n-Decanol (30.38%), geraniol (12.49%) & 1,4-p-menthadien-7-ol (5.10%) were the most abundant volatiles detected in the essential oil, with a total of 86 compounds identified. Monoterpene hydrocarbons, monoterpene alcohols & straight chain aliphatic alcohols were the most abundant compounds in Rhodiola rosea rhizomes. n-Decanol was the main constituent in the essential oil.
{Rhodiola rosea}
FURTHER NOTES APPEAR IN THEBODYTEXT
Rosavin (also known as rosin, rosavin, and rosarin) are a family of cinnamyl mono- and diglycosides that are key ingredients of Rhodiola rosea L., (R. rosea).
blended together with pure water from a well in Fushimi.”14
Wasabi Company’s Shiso Gin is a unique spirit that “utilizes purple shiso grown in Dorset. The shiso leaves give it an herbaceous and citrusy flavor. This London dry style gin: includes fresh yuzu and sudachi, with juniper, coriander and bay botanicals.”15
And then there’s Bok Gin (Bok Bok Bok on the label). The word “Bok” means "fortune" or "luck" in Korean. “Bok is a small production San Francisco gin that uses Korean flavors to give a unique spin on the Juniper spirit. A blend of eleven botanicals includes black and white pepper, perilla, sesame, cucumber, ginger, kelp, lime peel, coriander, and mugwort.”
For QC purposes: Noting essential oil compositional differences depending upon geographical origins — Terroir/Provenance.
Evstatieva, L.; Todorova, M.; Antonova, D.; Staneva, J. Chemical composition of the essential oils of Rhodiola rosea L. of three different origins. Pharmacogn Mag 2010, 6 (24), 256-258. DOI: 10.4103/0973-1296.71782.
Q. Flowers, roots or both used in gins?
Figure 6 presents the broader details of the rose root, Rhodiola rosea. As both the flowers and roots are considered useful ingredients, an understanding of both ingredient parts could be of value. As noted in the figure, Rock Rose Gin was the first gin to use Rhodiola rosea. “This wonderful botanical grows on the local cliffs, and it gives the gin a lovely earthy, Turkish delight flavour to build the unique taste profile on.”16 This gin touts two sources of juniper — Italian and Bulgarian — as well as the Rhodiola rosea, rowan berries, blaeberries (Vaccinium myrtillus, also known as European blueberry), lemon verbena, and water mint.17
Acetic acid in sumac is likely also involved in the tart taste for the fruit. Sesquiterpene hydrocarbons amounted for the most dominant class accounting for ca. 40–58% of the fresh sumac aroma with a total of 26 identified volatile constituents. Next to sesquiterpenes, monoterpene hydrocarbons represented the most abundant class (ca. 17–34%) among specimens. The other eight volatile classes detected accounted for less than 17% of sumac fruit total volatile blend.
Tart Lemony Tangy Berrylike
Earthy
A tinge vinegarof
Terpenes & the vast terpenoid class of compounds give rise to floral, citrus, herbal & other aromatic notes.
FLAVORDESCRIPTORS
COM PONENTS
the
Sumac and gin are considered to have similar chemistry with pinene being key to juniper of course & gin, & so much so for sumac. Moreover, sumac, has a racted people’s a ention for centuries due to its aroma and sour taste & is generally used as a spice in the food industry.
Its sour taste is due to the citric and malic acids content of its juice.
Said also to taste somewhat like fresh lemon juice — a bit sour & astringent! More complex & nuanced in avor. “Sumac is tangy & deep with a hint of earthy sweetness & oral citrus
Rhus coriaria L. (Genus Rhus, family Anacardiaceae, order Sapindales), commonly known as sumac is an edible plant endemic to the Mediterranean region & widely used as a spice in cooking. e fruit is the main part of the sumac plant consumed by people.
More than 250 species of deciduous trees & shrubs. R. coriaria 1-3 m high shrub or small tree — bearing reddish or dark brown, spherical, & u y drupe fruits, with dark purplish glandular hairs arranged in clusters.
Staghorn sumac is the species R. typhina Also a member of the Anacardiaceae, the sumac or cashew family. Species of economic importance or medical concern found in the family include cashew (Anacardium occidentale), mango (Mangifera indica), pistachio (Pistacia vera), poison ivy (Toxicodendron radicans), & Pacific poison oak (Toxicodendron diversilobium). There about 150 species of sumac worldwide & 14 species native to the United States.
Rhus coriaria var. zebaria is a small tree or large shrub, wildly growing in Iraq & described as a new variety with special characteristics. Main compounds between the essential oils of accessions were found to be Z, E-2,13-octadecadien, caryophyllene oxide, 2,4-decadienal, E-caryophyllene & cembrene. Cemberene is a natural diterpenoid found in terrestrial and marine organisms. Caryophyllene oxide a sesquiterpene, (E, E)-2,4-decadienal — an aromatic substance that used in the perfumery industry & in the food industry as a flavoring.
also found in Dobson’s New England (Australian) SUMAC GIN h ps://www.dobsonsdistillery.com
+ Crossbill’s Staghorn SUMAC GIN
SUMAC
{Rhus
FURTHER NOTES APPE AR IN THE BODY TEXT
Trans-caryophyllene also noted as one of the important components of essential oils found in several plant species. Especially of note = ß-caryophyllene, & the main sesquiterpene of some herbal essential oils with medicinal activities such as anti-cancer, anti-inflammatory, antimicrobial, heart & liver protective properties.
(7) Sumac
See Figure 7. Dobson’s Sumac Gin was the world’s first sumac gin, but now we also have Crossbill Staghorn Sumac Gin. It is a celebration of the natural habitat of the Scottish Crossbill’s cousin, the North American Red Crossbill.”
The Crossbill Distilling team collaborated with a forager in New Hampshire to pick fresh staghorn and then infuse it into Crossbill Gin to give a unique burst of sumac citrus. It is “exceptionally dry with a pleasant floral and tangy taste of citrus fruit.”18
As noted in the figure, Staghorn sumac is the species Rhus typhina — also a member of the Anacardiaceae family, which is the sumac or cashew family. At least two other sumac gins are out there produced or developed by our colleagues and gin course team members Molly Troupe and Sydney Jones.
Based on questions posed to the author, from several sources, regarding these botanicals or finding them listed on gin labels (note that not all gins have been appreciated personally — though a few have) led to their addition in an ongoing series of Ginfographics (created for BDAS, LLC) which is now over 60 strong. The seven (along with other botanicals used alongside them) provide a broad overview of the complexity of gin formulation and especially with respect to the use of more novel or unusual or rare ingredients.
Together with an increasing knowledge base of the terpenes and other flavor volatiles found within various botanicals, as well as some new algorithms to tie them together, “distance mapping” of complex mixtures of ingredients is now possible (1). This will enable one to see which botanicals will potentially complement or clash with each other if used in new formulation ideas. This will help you save time and money in sourcing ingredients for potential formulation exercises and aid in creating unique expressions for an ever more crowded gin marketplace.
Gary Spedding, Ph.D. is a brewing, distilling, and sensory analytical chemist, and owner of Brewing and Distilling Analytical Services, LLC in Lexington, KY.
FIGURE 7
Gin Botanicals & Flavor Notes
coriaria L.}
References:
(1) Ramirez, J.; León, J. C.; AmayaGómez, R.; Ratkovich, N. Assessing botanical compatibility in gin production: A mathematical model and network analysis approach. Food and Bioproducts Processing 2024, 145, 158-174. DOI: 10.1016/j. fbp.2024.03.002.
(2) Thompson, M., Still Magic: A gin distiller’s guide for beginners. Rethink Press 2019. ISBN-10: 1781333653/ ISBN-13 : 978-1781333655.
(3) Schmidt, C. V.; Olsen, K.; Mouritsen, O. G. Umami synergy as the scientific principle behind taste-pairing champagne and oysters. Sci Rep 2020, 10 (1), 20077. DOI: 10.1038/ s41598-020-77107-w.
(4) Wang, W.; Zhou, X.; Liu, Y. Characterization and evaluation of umami taste: A review. TrAC Trends in Analytical Chemistry 2020, 127, 115876. DOI: 10.1016/j. trac.2020.115876.
(5) Wu, B.; Eldeghaidy, S.; Ayed, C.; Fisk, I. D.; Hewson, L.; Liu, Y. Mechanisms of umami taste perception: From molecular level to brain imaging. Critical Reviews in Food Science and Nutrition 2022, 62 (25), 7015-7024. DOI: 10.1080/10408398.2021.1909532.
(6) Diepeveen, J.; Moerdijk-Poortvliet, T. C. W.; van der Leij, F. R. Molecular insights into human taste perception and umami tastants: A review. J Food Sci 2022, 87 (4), 1449-1465. DOI: 10.1111/1750-3841.16101.
Ashwagandha
Saleem, S.; Muhammad, G.; Hussain, M. A.; Altaf, M.; Bukhari, S. N. A. Withania somnifera L.: Insights into the phytochemical profile, therapeutic potential, clinical trials, and future prospective. Iran J Basic Med Sci 2020, 23 (12), 1501-1526. DOI: 10.22038/ijbms.2020.44254.10378.
Bashir, A.; Nabi, M.; Tabassum, N.; Afzal, S.; Ayoub, M. An updated review on phytochemistry and molecular targets of Withania somnifera (L.) Dunal (Ashwagandha). Front Pharmacol 2023, 14, 1049334. DOI: 10.3389/ fphar.2023.1049334.
Shinde, S.; Balasubramaniam, A. K.; Mulay, V.; Saste, G.; Girme, A.; Hingorani, L. Recent Advancements in Extraction Techniques of Ashwagandha (Withania somnifera) with Insights on Phytochemicals, Structural Significance, Pharmacology, and Current Trends in Food Applications. ACS Omega 2023, 8 (44), 40982-41003. DOI: 10.1021/ acsomega.3c03491.
Capers
Wojdyło, A.; Nowicka, P.; Grimalt, M.; Legua, P.; Almansa, M. S.; Amorós, A.; Carbonell-Barrachina Á, A.; Hernández, F. Polyphenol Compounds and Biological Activity of Caper (Capparis spinosa L.) Flowers Buds. Plants (Basel) 2019, 8 (12). DOI: 10.3390/plants8120539.
Shahrajabian, M. H.; Sun, W.; Cheng, Q. Plant of the Millennium, Caper (Capparis spinosa L.), chemical composition and medicinal uses. Bulletin of the National Research Centre 2021, 45 (1), 131. DOI: 10.1186/s42269-021-00592-0.
Grimalt, M.; Sánchez-Rodríguez, L.; Hernández, F.; Legua, P.; Carbonell-Barrachina, Á. A.; Almansa, M. S.; Amorós, A. Volatile Profile in Different Aerial Parts of Two Caper Cultivars (Capparis spinosa L.). Journal of Food Quality 2021, 6620776. DOI: 10.1155/2021/6620776.
Annaz, H.; Sane, Y.; Bitchagno, G. T. M.; Ben Bakrim, W.; Drissi, B.; Mahdi, I.; El Bouhssini, M.; Sobeh, M. Caper (Capparis spinosa L.): An Updated Review on Its Phytochemistry, Nutritional Value, Traditional Uses, and Therapeutic Potential. Frontiers in Pharmacology 2022, 13, Review. DOI: 10.3389/ fphar.2022.878749.
Olas, B. The Current State of Knowledge about the Biological Activity of Different Parts of Capers. Nutrients 2023, 15, 623. DOI: 10.3390/ nu15030623.
Romeo, V.; Ziino, M.; Giuffrida, D.; Condurso, C.; Verzera, A. Flavour profile of capers (Capparis spinosa L.) from the Eolian Archipelago by HS-SPME/GC–MS. Food Chemistry 2007, 101 (3), 1272-1278. DOI: 10.1016/j.foodchem.2005.12.029.
Hanuš, L.; Naor, T.; Gloriozova, T.; Dembitsky, V. M. Natural isothiocyanates of the genus Capparis as potential agonists of apoptosis and antitumor drugs. World J Pharmacol 2023; 12(4): 35-52 DOI: 10.5497/wjp.v12.i4.35.
Grimalt, M.; Legua, P.; Hernández, F.; Amorós, A.; Almansa, María S. Antioxidant Activity and Bioactive Compounds Contents in Different Stages of Flower Bud Development from Three Spanish Caper (Capparis spinosa) Cultivars. The Horticulture Journal 2019, 88 (3), 410-419. DOI: 10.2503/hortj.UTD-060.
Bakr, R. O.; El Bishbishy, M. H. Profile of bioactive compounds of Capparis spinosa var. aegyptiaca growing in Egypt. Revista Brasileira de Farmacognosia 2016, 26 (4), 514-520. DOI: 10.1016/j.bjp.2016.04.001.
Khaldi, Abdelhamid. “The Caper (Capparis L.): Ethnopharmacology, Phytochemical and Pharmacological Properties.” Fitoterapia, 2011
Mahua
Ramadan, M. F.; Mohdaly, A. A.; Assiri, A. M.; Tadros, M.; Niemeyer, B. Functional characteristics, nutritional value and industrial applications of Madhuca longifolia seeds: an overview. J Food Sci Technol 2016, 53 (5), 2149-2157. DOI: 10.1007/s13197-015-2095-6.
Johar, V.; Kumar, R. Mahua: A versatile Indian tree species; 2020. DOI: 10.13140/ RG.2.2.16830.31040.
Dave Jaydeep Pinakin D. J, Kumar V, Kumar A, Gat Y, Suri S, Sharma K. Mahua: A boon for Pharmacy and Food Industry. Curr Res Nutr Food Sci 2018; 6(2). DOI: 10.12944/ CRNFSJ.6.2.12
Prajapati, M.; Yamgar, D.; fegade, B. Comprehensive Profile Of Madhuca Longifolia In Pharma And Food Industry. Current Nutraceuticals 2021, 02. DOI: 10.2174/266597 8602666210406131225.
Dambhare, A. V.; Patil, P. S.; Khetade, R.; Umekar, M. J. A review on: phytochemical screening and pharmacological activity on Madhuca longifolia. Journal of Medicinal Plants Studies 2020, 8, 54-60.
Oak Moss
Joulain, D.; Tabacchi, R. Lichen extracts as raw materials in perfumery. Part 1: Oak moss. Flavour and Fragrance Journal 2009, 24, 49-61. DOI: 10.1002/ffj.1916.
Joulain, D.; Tabacchi, R. Lichen extracts as raw materials in perfumery. Part 2: Treemoss. Flavour and Fragrance Journal 2009, 24, 105116. DOI: 10.1002/ffj.1923.
Ibrahim, S. R. M.; Sirwi, A.; Eid, B. G.; Mohamed, S. G. A.; Mohamed, G. A. Fungal Depsides-Naturally Inspiring Molecules: Biosynthesis, Structural Characterization, and Biological Activities. Metabolites 2021, 11 (10). DOI: 10.3390/metabo11100683.
Calchera, A.; Dal Grande, F.; Bode, H. B.; Schmitt, I. Biosynthetic Gene Content of the 'Perfume Lichens' Evernia prunastri and Pseudevernia furfuracea. Molecules 2019, 24 (1). DOI: 10.3390/molecules24010203.
Purple Perilla
Many additional references on-line and in the scientific literature. Details upon request from the author on this one.
Wu, X.; Dong, S.; Chen, H.; Guo, M.; Sun, Z.; Luo, H. Perilla frutescens: A traditional medicine and food homologous plant. Chin Herb Med 2023, 15 (3), 369-375. DOI: 10.1016/j. chmed.2023.03.002 From NLM. Ahmed, H. M. Ethnomedicinal, Phytochemical and Pharmacological Investigations of Perilla frutescens (L.) Britt. Molecules 2018, 24 (1). DOI: 10.3390/ molecules24010102.
Jun, H. I.; Kim, B. T.; Song, G. S.; Kim, Y. S. Structural characterization of phenolic antioxidants from purple perilla (Perilla frutescens var. acuta) leaves. Food Chem 2014, 148, 367372. DOI: 10.1016/j.foodchem.2013.10.028.
Sa, K. J.; Jang, S. J.; Lee, S.; Park, H.; Cho, J.; Sung, J.; Lee, J. K. Characterization of volatile compounds of Perilla crop (Perilla frutescens L.) in South Korea. Applied Biological Chemistry 2023, 66 (1), 41. DOI: 10.1186/ s13765-023-00801-6.
Fan, Y.; Cao, X.; Zhang, M.; Wei, S.; Zhu, Y.; Ouyang, H.; He, J. Quantitative Comparison and Chemical Profile Analysis of Different Medicinal Parts of Perilla frutescens (L.) Britt. from Different Varieties and Harvest Periods. Journal of Agricultural and Food Chemistry 2022, 70 (28), 8838-8853. DOI: 10.1021/acs. jafc.2c03104.
Fujiwara, Y.; Kono, M.; Ito, A.; Ito, M. Anthocyanins in perilla plants and dried leaves. Phytochemistry 2018, 147, 158-166. DOI: 10.1016/j.phytochem.2018.01.003.
Dhyani, A.; Chopra, R.; Garg, M. A Review on Nutritional Value, Functional Properties and Pharmacological Application of Perilla (Perilla Frutescens L.). Biomed Pharmacol J 2019; 12(2).
Seo, W. H.; Baek, H. H. Characteristic aroma-active compounds of Korean perilla (Perilla frutescens Britton) leaf. J Agric Food Chem 2009, 57 (24), 11537-11542. DOI: 10.1021/jf902669d.
Radácsi, P.; Sárosi, S.; Szomor, L. Á.; NémethZámbori, É. Comparison of the Production and Chemical Constituents of Five Perilla frutescens (L.) Britt. Accessions. Acta Biologica Hungarica 2017, 68 (4), 453-465. DOI: 10.1556/018.68.2017.4.10.
Li, X.; Chen, F.; Xiong, Y.; Guo, L.; Xu, J.; Lin, Y.; Ni, K.; Yang, F. Perilla frutescens as potential antimicrobial modifier to against forage oat silage spoilage. Front Microbiol 2022, 13, 1053933. DOI: 10.3389/fmicb.2022.1053933.
Ravindran, P. N.; Shylaja, M. 29 — Perilla. In Handbook of Herbs and Spices, Peter, K. V. Ed.; Woodhead Publishing, 2006; pp 482-494. DOI: 10.1533/9781845691717.3.482
Ahmed, H. M.; Al-Zubaidy, A. M. A. Exploring natural essential oil components and antibacterial activity of solvent extracts from twelve Perilla frutescens L. Genotypes. Arabian Journal of Chemistry 2020, 13 (10), 7390-7402. DOI: 10.1016/j.arabjc.2020.08.016.
Rose Root
Bernatoniene, J.; Jakstas, V.; Kopustinskiene, D. M. Phenolic Compounds of Rhodiola rosea L. as the Potential Alternative Therapy in the Treatment of Chronic Diseases. Int J Mol Sci 2023, 24 (15). DOI: 10.3390/ ijms241512293.
Rohloff, J. Volatiles from rhizomes of Rhodiola rosea L. Phytochemistry 2002, 59 (6), 655-661. DOI: 10.1016/ S0031-9422(02)00004-3.
Chiang, H.-M.; Chen, H.-C.; Wu, C.-S.; Wu, P.-Y.; Wen, K.-C. Rhodiola plants: Chemistry and biological activity. Journal of Food and Drug Analysis 2015, 23 (3), 359369. DOI: 10.1016/j.jfda.2015.04.007.
Zakharenko, A. M.; Razgonova, M. P.; Pikula, K. S.; Golokhvast, K. S. Simultaneous Determination of 78 Compounds of Rhodiola rosea Extract by Supercritical CO(2)-Extraction and HPLC-ESI-MS/MS Spectrometry. Biochem Res Int 2021, 9957490. DOI: 10.1155/2021/9957490.
Wang, S.; Feng, Y.; Zheng, L.; He, P.; Tan, J.; Cai, J.; Wu, M.; Ye, X. Rosavin: Research Advances in Extraction and Synthesis, Pharmacological Activities and Therapeutic Effects on Diseases of the Characteristic Active Ingredients of Rhodiola rosea L. Molecules 2023, 28 (21). DOI: 10.3390/ molecules28217412.
Evstatieva, L.; Todorova, M.; Antonova, D.; Staneva, J. Chemical composition of the essential oils of Rhodiola rosea L. of three different origins. Pharmacogn Mag 2010, 6 (24), 256-258. DOI: 10.4103/0973-1296.71782.
Sumac
Opiyo, S.; Njoroge, P.; Ndirangu, E.; Muna, K. A Review of Biological Activities and Phytochemistry of Rhus Species. 2022, 2836. DOI: 10.5923/j.chemistry.20211102.02. Zuhair, T. Rhus coriaria (Sumac): A Magical Spice. IntechOpen 2020. DOI: 10.5772/ intechopen.92676.
Mazzara, E.; Caprodossi, A.; Mustafa, A.M.; Maggi, F.; Caprioli, G. Phytochemical Investigation of Sumac (Rhus coriaria L.) Fruits from Different Sicilian Accessions. Foods 2023, 12, 4359. DOI:10.3390/ foods12234359.
Kurucu, S.; Koyuncu, M.; Baser, K. H. C.; Ozek, T. The Essential Oils of Rhus coriaria L. (Sumac). Journal of Essential Oil Research 1993, 5, 481-486. DOI: 10.1080/10412905.1993.9698267
Fayek, N. M.; Abou Reidah, I. Volatile profiling in Rhus coriaria fruit (sumac) from three different geographical origins and upon roasting as analyzed via solid-phase microextraction. PeerJ 2018, 6, e5121. DOI: 10.7717/peerj.5121.
Shahrivari, S.; Zeebaree, S. M. S.; AlizadehSalteh, S.; Feizy, H. S.; Morshedloo, M. R. Phytochemical variations antioxidant, and antibacterial activities among zebaria sumac (Rhus coriaria var. zebaria) populations in Iraq. Scientific Reports 2024, 14 (1), 4818. DOI: 10.1038/s41598-024-53635-7.
Written by Kris Bohm
BIRDSEYE HOllOW DISTILLING SPIRITS FROM THE TREE TO THE BOTTLE
land now owned by Steve Ferris and used for the production of maple syrup before the distillery was added.
Birdseye Hollow Farm and Distillery is a rustic facility tucked away in upstate New York near the scenic Birdseye Hollow State Park. The distillery opened in the spring of 2024, and from day one they have been utilizing a unique ingredient to produce worldclass spirits: the farm’s own maple syrup. Originally used for hunting grounds, the farm and distillery are located on a 75-acre tract of
When designing and building the distillery, Ferris wanted to emphasize the rugged and natural beauty of the wilderness that is the Birdseye Hollow Farm. To showcase this stunning piece of land, the building that houses the distillery was built with a timber frame structure utilizing lumber felled from the farm. All of the wood that was used to construct the building was harvested, sawn, and assembled at the farm’s saw mill to create the structure that houses the distillery. The interior of the distillery has a natural ambiance with large windows that bring lots of natural light into the space to highlight the timber frame structure. The natural light shines spectacularly on the copper still.
When he founded the distillery, Ferris’ goal was sharing the farm with his community by cultivating a space that was welcoming and created good times. When it came to production, his primary goal was to utilize the farm’s excess maple syrup to distill into a spirit with the terroir of the groves of trees surrounding the farm. Spirits from maple syrup are rather uncommon, but the flavor is remarkable. Acerum, the name given to the maple syrup spirit, has a bright and vibrant character that exemplifies the character of the freshly made maple syrup. Spirit made from maple syrup is similar in character to rum, with many bright fruity tropical notes and a noticeable subtle sweetness.
The production of acerum was a challenging puzzle to solve for head distiller Taylor Trenchard. The syrup by-product — which
Photos provided by Birdseye Hollow Farm and Distillery
was the base material for the fermentation — has a heavy mineral content that is prone to infection and can be challenging to ferment completely and achieve a good yield. In initial tests of acerum production, infections occurred in the wash that drastically reduced ethanol yield. Through trials, Trenchard developed a process of managing the wash with a hearty yeast that was suited for high sucrose fermentation. This yeast produced pleasant-smelling congeners that brought forward the maple aroma in the spirit while fighting off bacterial infection.
Acerum is not the only product being distilled at Birdseye Hollow Farm and Distillery. Other products include whiskeys made from 100 percent New York grown grains aged in maple syrup barrels. Birdseye gin is a citrus-forward American style produced from botanicals foraged by Trenchard and made with New York-grown citrus. Another product that stood out at the distillery was their
basil vodka, infused with basil grown at the distillery. The bright-green spirit has a vibrant basil flavor. It’s the perfect vodka for a bloody Mary cocktail.
Not wanting to waste any time, Ferris built his distillery quickly by buying used equipment instead of waiting for new. He found a used 500 gallon pot still from Bridgetown Equipment and a used cooker and fermenters that were built by Specific Mechanical and moved them into the distillery while it was still under construction. The layout of the distillery and piping of the facility was designed to maximize its potential output while minimizing the use of water to create a facility with a small energy footprint. The procurement of this used equipment allowed Birdseye Hollow Farm and Distillery to be built in record time. The distillery went from being a concept in the mind of Ferris to an operating distillery in only 14 months. Today, the good folks running the distillery are staying busy distilling
Disclaimer: While the author consults for the distillery featured in this article, Artisan Spirit Magazine receives no compensation or incentives related to this content.
their acerum and locally grown whiskeys.
As you take a walk along one of the trails around the distillery, you are surrounded by tall maple trees that produce the syrup that becomes Birdseye Acerum and is added to produce their flavored whiskeys. The hiking trails throughout the property afford visitors the opportunity to fully escape into nature and catch a glimpse of the wildlife that call the woods home. As you return to the distillery along its hiking trails, you'll see the old time sugar shack on the edge of the property, where it is quietly producing maple syrup from the grove of maple trees that surround you. Pull up a chair on the gorgeous sun deck behind the distillery, where you can share a cocktail with a friend and enjoy the serenity of the wilderness that engulfs Birdseye Hollow Farm and Distillery.
Birdseye Hollow Farm and Distillery is located in Hammondsport, New York. For more information visit www.birdseyehollowfarms.com or call (607) 280-8255.
BULK WHISKEY FINANCING
To learn more, visit us at liveoakbank.com/distillery
TOWARDS ZERO.ZERO
HOW TO CREATE N/A BEVERAGES
The over-consumption of alcohol has been increasingly linked to various aspects of mental and physical deficiencies, especially when consumed in excess. To combat this crisis, more and more outlets are producing low-alcoholic and non-alcoholic beverages. But how did we get here, and how are these products created?
Low- and non-alcoholic (LA/NA) alternatives to beer have been commercially available for more than 100 years,1 but historically they have not enjoyed sustained success. Anheuser-Busch launched one of the first commercial nonalcoholic beers, Bevo (0.5 percent ABV), in 1916, with sales volumes expanding substantially when Prohibition was enforced four years later.
Similarly, Sutter Home Winery launched Fre, one of the first commercial alcohol-free wines, in 1992. The dealcoholization process used to create Fre was initially based on conventional vacuum distillation, although today dealcoholization of Fre employs spinning cone technology, which will be discussed below.
1 In the U.S., nonalcoholic beer today is considered to be less than 0.5% ABV, and alcohol-free has no detectable alcohol.
LOW- AND NON-ALCOHOLIC ALTERNATIVES TO BEER HAVE BEEN COMMERCIALLY AVAILABLE FOR MORE THAN 100 YEARS.
Alcohol-free spirit mimics are a more recent development, pioneered by Seedlip in 2015. It is, perhaps, ironic that the alcohol production industry, that has existed for millennia, is increasingly focused on the removal or avoidance of the very thing that makes up their existence.
In principle, there are three broad approaches to producing nonalcoholic variants of beverages that are conventionally alcoholic:
> Modification of conventional manufacture to at least partly suppress alcohol formation
> Conventional manufacture of the alcohol-containing product followed by dealcoholization
> Compounding of alcohol-free ingredients to create nonalcoholic drink alternatives.
These alternatives each provide unique challenges. The dealcoholization of conventional products by some form of alcohol removal can risk the thermal degradation of the product matrix and the loss of volatile flavors, so flavor matching requires careful management. Examples of thermal degradation include residual sugar caramelization and other non-enzymatic browning reactions. These
can be avoided or minimized by fermenting to dryness i.e., eliminating sugars and reactive free amino nitrogen (FAN).
The loss of volatiles during dealcoholization can be mitigated by adding back flavors post-dealcoholization, although this requires an excellent understanding of the volatiles’ profile pre-dealcoholization. “Missing” volatiles can in principle be recovered from the collected distillate. But, reconstitution of volatiles is not, on its own, sufficient as it is well-recognized that for all but the simplest food and drink matrices, there is incomplete understanding of the finer points of flavor matching.
THE DEALCOHOLIZATION OF CONVENTIONAL PRODUCTS BY SOME FORM OF ALCOHOL REMOVAL CAN RISK THE THERMAL DEGRADATION OF THE PRODUCT MATRIX AND THE LOSS OF VOLATILE FLAVORS, SO FLAVOR MATCHING REQUIRES CAREFUL MANAGEMENT.
Another approach is to modify fermentation to suppress alcohol formation. High- or low-temperature mashing-in regimes are often employed where starch-based raw materials are used. This exploits the relative thermal stabilities of saccharifying enzymes, not least the α- and β-amylases. The former is an endo-amylase, efficiently carving up non-branched (amylose) and branched (amylopectin) polysaccharides. The latter is an exo-amylase, sequentially removing maltose, a fermentable disaccharide of glucose, from available non-reducing ends of poly- and oligosaccharides. As α-amylase creates multiple non-reducing ends, there is a clear synergy between the two.
If a high-temperature mash is employed (greater than 75 degrees C), the resulting extract will be rich in non-fermentable oligosaccharides, so that subsequent fermentation will yield a low-alcohol product (say around one percent ABV). This is because α-amylase is thermally stable at these temperatures, whilst the more thermally labile β-amylase is inhibited, suppressing the release of fermentability during mashing. If a low-temperature mashing-in regime (say 55 degrees C) is employed, the activity of β-amylase is favored. In theory this increases fermentability, but the low activity of α-amylase at low temperatures limits the release of non-reducing termini on which β-amylase acts. So the resulting extract is of high fermentability, but a considerable amount of unfermented carbohydrate remains. This limits the final alcohol concentration in the fermented broth.
In both cases, there is still the problem of high levels of residual sugars. For low-temperature mashing, it is common to generate high levels of free amino nitrogen (FAN), as proteases denature at lower temperatures than the common amylases. But residual FAN can slowly degrade over the shelf-life of beer, and distillation may give rise to amino acid-derived thermal artifacts. However, this is an aspect of distilled spirit production that has not been exhaustively studied. As mentioned above, these entities may cause flavor-matching issues and, in the case of NA/LA beers, color deviations are likely.
Another approach to restricting alcohol production is to ferment with a yeast that does not produce the typical alcohol concentrations that conventional yeasts often produce. This has the possible benefit of the creation of higher alcohols and esters, which are an integral part of spirit categories that by definition should retain raw material-derived flavors, such as whiskeys, bourbons, and brandies.
The use of traditional distillation technology to strip alcohol from fermented drinks has not proven successful, presumably due to stripping of other volatiles and the aforementioned thermal degradation of non-volatile components such as carbohydrates and proteins. One modification is to run a still under partial vacuum. This alleviates some of the thermal stress on the remaining liquid but still does not overcome the change in the final product’s flavor profile. Whether a still is operated under atmospheric or partial vacuum conditions, the process is energy-intensive. Although a vacuum implies lower thermal energy requirements, it is likely that additional energy is needed to condense vapors to sub-ambient temperatures to minimize losses (for instance, vapor entering the vacuum pump).
An improvement to conventional distillation employs a so-called spinning cone column (SCC) distillation. It is a
low-temperature separation process that isolates volatile compounds from liquids, using steam, under vacuum. The column consists of a vertical stainless-steel vessel, with alternating stationary cones attached to the inner wall of the column, and spinning cones attached to a central rotating shaft. When liquid is introduced to the top of the column, it forms a thin film as it flows down the first stationary cone and into the base of the first spinning cone, due to gravity. Centrifugal force then causes the liquid to flow across the surface of the spinning cone (upwards and outwards), again as a thin film, before it becomes airborne and falls onto the next stationary cone.
This cycle repeats, resulting in the downward flow of liquid. At the same time, steam is introduced at the base of the column, creating a counter-current (upward) flow. Volatile compounds are stripped into the vapor phase as the steam passes over the surface of the thin films and mixes with airborne liquid droplets. The addition of fins to the underside of each spinning cone increases turbulence in both the liquid and vapor phases, enhancing mass transfer rates. The volatile-enriched vapor that flows out the top of the column is passed through a condensing system and recovered in a concentrated liquid form ( as a condensate), while the “stripped liquid that remains is collected from the bottom of the column. Another option is the periodic removal
TABLE 1. Comparison of common membrane separation technologies that may be used for dealcoholization of alcoholic beverages.
Reverse osmosis (RO)
Nanofiltration (NF)
Liquid pressurized to force low molecular weight molecules through membrane pores
Membranes intermediate between NF and ultrafiltration. Larger pores than RO, so higher filtration rates
Dialysis Relies on diffusion of ethanol through a selective membrane
Osmotic distillation (OD)
Pervaporation (PV)
Alcohol-containing feed flowed across a hydrophobic membrane; on other side, a stripping liquid is flowed counter-currently
Feed contacted onto an appropriate membrane. Molecular species diffuse through the membrane and evaporate from the membrane's surface under partial pressure
Lower dealcoholization limit ca 0.45% ABV
For higher osmotic liquids, such as beer, it may be advisable to dilute feed before stripping
The most venerable membrane technology
Proven successful with a wine feed
Has been used to remove residual water from ethanol where duties require ethanol concentrations > 95% ABV)
IT SEEMS THAT FOR ANY THERMAL PROCESS, CARE IS REQUIRED TO RECREATE FLAVOR PROFILES
AFTER STRIPPING
AND THE ENERGY NEEDED FOR THAT IS AN ADDED COST OF PRODUCTION.
of alcohol during fermentation, which also seems to enhance the fermentation, although this has proved to thermally stress the yeast. So it seems that for any thermal process, care is required to recreate flavor profiles after stripping and the energy needed for that is an added cost of production.
An alternative alcohol-removal approach is to use membranes for selective and molecular separations. Membranes have become increasingly important in various industrial sectors due to beneficial features such as low energy consumption, relatively low cost, and ease of scaling. There are several technological solutions for membrane separations (Table 1). The choice of technology depends on the extent of dealcoholization required as well as the osmotic strength of the feed and, in some cases, pH can be decisive.
Other technologies have been tested, including extraction of feed with supercritical2 carbon dioxide and adsorption onto solid carbon dioxide (dry ice), but there is still the perennial issue of flavor stripping and the energy costs for creating supercritical or solid carbon dioxide represent significant challenges.
For distilled spirits, mimicking dealcoholization of conventional products does not seem logical given that distillers manipulate alcohol concentrations through existing processes. But some of these approaches may have application beyond the primary product value chain, for instance treatment of fusel oils during the operation of a column still, although the costs of owning and operating the dealcoholization technology for co-product processing may be prohibitive.
As a final thought, membranes may prove to be an effective alternative to distillation for stripping alcohol from a fermented juice. Whether such products can be flavor-matched remains to be seen.
Paul Hughes, Ph.D. is assistant professor of food science and technology at Oregon State University in Corvallis, Oregon. For more information visit www.oregonstate.edu or call (541) 737-4595.
2 “Supercritical” refers to a state that is intermediate between a liquid and a gas. Supercritical CO2 is used commercially, for extraction of hops and decaffeination of coffee.
BCB BROOKlYN 2024
BCB BROOKlYN 2024
looking Now, looking ahead
attendance at Bar Convent Brooklyn jumped by 18 percent in 2024, with more than 5,300 industry professionals attending. The event included 230 brands exhibited, representing 47 states and 48 countries. More than 550,000 drinks and spirits were sipped and sampled during the two-day fête, held June 12-13 at Brooklyn’s Industry City complex. One hundred thity-two speakers participated in 52 educational sessions, which covered everything from specific spirit categories to diversity, equity, and inclusion initiatives.
The data indicates great success and further cements BCB Brooklyn’s status as an important industry event. What they don’t share is how much of a blast the event was this year. It continued its trend of growing while minimizing growing pains, expanding into more rooms in the warehouse-esque, multi-purpose facility and even spilling into the road between buildings via their inaugural Brooklyn Street Party. This gave attendees ample space to maneuver and network over sensible pours and pizza slices.
“The expanded space for Bar Convent Brooklyn this year was absolutely crucial, especially as we continue to grow each year,” explained Jackie Williams, Bar Convent Brooklyn’s event vice president. “It allowed us to not only accommodate a larger number of exhibitors, but also to create a more spacious and comfortable environment for our visitors to network and explore.”
The atmosphere created by BCB Brooklyn easily encouraged conversations with brands both great and small (batch) about where the industry is currently and where it’s going. I engaged in several of these discussions with people guiding these brands. Here’s what they had to say.
Melissa Smith
What is the state of the spirits industry in 2024?
“As an agave spirit, the high growth of tequila over the last few years has been really interesting. The big cities like New York, Los Angeles, Houston, Charleston, etc. have seen a massive growth of smaller brands. But the real opportunity in agave is educating and bringing on what’s going on in the agave industry to the middle of the country as well as international [markets]. We’ve spent a lot of time working with people outside of border states as well as going
internationally to talk about additive-free clean processes, making agave spirits accessible, and I think that gives us a little bit of an interesting story when it comes to emerging brands in the industry. I also think the more the spirits industry works together, the more room there is for brands like us.”
What is the biggest challenge facing the spirits industry in 2024 and 2025?
“I think that a newer challenge for spirits is really being able to keep up with the technology of what’s going on in the industry. You need to understand: In order to compete, you need to understand how to spend money on the technology. Those are challenges people sometimes overlook, but if you can actually wrap your head around it, especially in small brands, you can actually be seen and be heard amongst the larger brands in the industry.”
What is the state of the spirits industry in 2024?
“Drinking habits are changing in some categories but not all, which is really interesting. I think we’ve seen a lot of success because of the people that are trying to be more health-conscious or trying to be more thoughtful. Our products are made with organic ingredients, locally sourced, and we like small farms. There’s no added sugar in any of our products. I think that’s really resonated with a lot of consumers, and we’ve found a lot of success with that. So I just think the industry is changing. I don’t think it’s good or bad. It’s just a little different.”
What is the biggest challenge facing the spirits industry in 2024 and 2025?
“People are really paying more attention. I think people are really starting to look at ingredients, and making sure people are being more thoughtful, not just [with] ingredients but also sustainability. And I think that people are thinking about farmers’ and workers’ welfare as well. I just love it! Consumers are asking more questions, and they’re becoming more educated about the industry. So, I think there’s a lot of opportunity for brands to be more thoughtful in their production, and their ingredients, and the way they treat their employees.”
lucky Preksto
What is the state of the spirits industry in 2024?
“It’s an exciting time! I say this a little bit selfishly because we’re a new brand and we just launched this past year, but it feels very exciting. Also, a really exciting movement in the spirits industry is the non-alcoholic category. It has been taken a little bit more seriously and embraced on sort of a casual level rather than this being kind of an outlier where they’re trying to carve their way into the culture. For instance, look at Pathfinder — those guys are just murdering it.”
What is the biggest challenge facing the spirits industry in 2024 and 2025?
“Oddly, N/A spirits. It's not exactly the same answer, but as a brand, you are advocating space on cocktail menus and back bars, and shelf space on liquor stores. It’s always been a very crowded market, but now that N/A is here, there are just more options for people to choose from. So you just have to make sure what you’re making is really excellent and you’re letting people know about it.”
Co-Founder, January Spirits
Founder and Maker, Mommenpop Samantha Sheehan
| auto | equipment breakdown
TASTING ROOM
Turn anyone working in your tasting room into a mixologist while using your very own whiskey, vodka, tequila, gin, or rum.
Easily offer over 60 premium cocktails made with your in-house spirits. Bartesian turns any operator into a world-class mixologist using our all-natural cocktail capsules and your spirits.
CATERING & EVENTS
When hosting special events, Bartesian gives your customers the ability to choose from more than 60 premium cocktails, select their own custom cocktail menu, and gives your distillery the opportunity to offer an enhanced bar package.
FLEXIBILITY
Bartesian is only 1 cubic foot, plugs into a standard outlet, and can be used with a wide variety of spirits, giving your business ultimate control on how to best deploy.
aubrey Slater
What is the state of the spirits industry in 2024?
“I think the industry is stronger than ever, really. I think there’s so much more inclusion in brand ownership. So I think it’s strong. I think we have much more international awareness of all the different modifiers. I think it’s just become much more social, and the information is more easily gathered.”
What is the biggest challenge facing the spirits industry in 2024 and 2025?
“Celebrity-owned brands. I just think that it’s ridiculous that every single celebrity and their brother is coming out with an alcohol brand. None of them have any business being in it. I think they have no knowledge of it, they don’t have the passion for it, and they’re just using their face to make money. They’re actively crushing smaller brands in order to keep up their own celebrity profile, and I think it’s just gross. I heard Fat Joe just partnered up with a rum brand, and they won’t even disclose who the distiller is. Stuff like that just kind of fires me up. It’s just a money grab, and I think it brings value down for all the industry, to be quite honest.”
lisa laird-Dunn
What is the state of the spirits industry in 2024?
“We’re resettling into a ‘new normal.’ I think we went through so much through the pandemic. Sales dropped, then we had this huge resurgence when people were drinking so much — probably too much during the pandemic. Now they’re back, trying to be healthy and trying to be a little more conscious of what they’re drinking. We did see some downturns, but now it’s picking back up. So the beginning of 2024 was a leveling off of the crazy trends that were going on during the pandemic. People are drinking smarter, and they’re drinking quality products, and they’re also going to some low ABV as well.”
What is the biggest challenge facing the spirits industry in 2024 and 2025?
“The demonization of spirits is our biggest challenge. A lot of people don’t realize what’s going on with the dietary guidelines, but they’re actually trying to take alcohol totally out by saying ‘no alcohol is good for you.’ Let’s face it — maybe we don’t look at the dietary guidelines every day, but a lot of people go by that as a standard. So we really have to be cognizant and instead of sitting back and being complacent, we need to start speaking up and defend our industry. If you drink in moderation, it’s part of a healthy lifestyle.”
Co-Owner and “Chief Brand Development Queen,” Saint luna Charcoal Filtered Moonshine
President, laird & Company
SPSCC's Craft Beverage Program Through the Lens of Aspiring Distillers
South
Puget Sound Community College of Olympia, Washington
Written by Jake Holshue
Iarrived at South Puget Sound Community College in summer 2023 to help out the burgeoning craft brewing and distilling program as the lead distiller/assistant director. I was caught off guard by the state-of-the-art facility, the awesome faculty and support staff, and the commitment to excellence exemplified in the ambition of the program. SPSCC stands out as a pioneering institution, offering the nation’s first associate degree program that covers brewing, distilling, and cider-making. In addition, we’ve been working hard at crafting SPSCC’s first applied bachelor’s degree in Craft Beverage Management and Quality Assurance. I want to introduce you to the future of our industry and have two
For Kyle Dietrich, a former Army veteran, the journey to SPSCC was paved by a deep-rooted interest in the intricate art of distillation. “After being a home brewer for nearly a decade, I became interested in distilling and wanted to challenge myself in new and interesting ways,” he shared. The program’s hybrid model, blending online lectures with hands-on training, perfectly aligned with Dietrich’s ambitions and accommodated his pursuit of a MBA simultaneously.
The hands-on distillation training has been a driving force behind Dietrich’s growth, providing him with “a wealth of knowledge and experience” that prepared him for a successful internship at a local distillery. He highlights the science courses, including beverage biochemistry, applied chemistry, and fermentation microbiology, as the most valuable aspects of the curriculum.
Shayla McKee, a former attorney, found her way to SPSCC’s craft brewing and distilling program after a career shift, drawn by a love for the art and science behind
Photo provided by South Puget Sound Community College
the little things that can set a fermentation or distillation up for success or failure, has given me a greater appreciation for the process as an actual craft.”
Both students have been enriched by the program’s immersive field trips, which offer a behind-the-scenes look at local breweries, distilleries, and cider-making facilities. “The inside look into the spirit industry, from farms to distilleries, was only possible because of the benefits of participating in the [craft brewing and distilling] program,” Dietrich remarked.
The distillation labs have played a crucial role in deepening the students’ technical skills. Dietrich credits the advanced equipment for significantly improving his ability to troubleshoot issues, while Shayla appreciates the opportunity to experience various distilling styles and workflows firsthand.
Beyond the technical aspects, the SPSCC program has fostered a balance between science and artistry. “The program has taken me through a rigorous battery of science courses that have helped
me understand the process of spirits production to an incredible extent, as well as courses that have broadened my understanding of the history and art of creating a beautiful beverage,” says Dietrich.
Shayla echoes this sentiment, highlighting the value of sensory activities in reminding students that distilling is an artform centered around enjoyment.
With a faculty comprising active industry professionals, SPSCC’s students benefit from real-world expertise that enriches their education. “The instructor’s ability to provide real-world experience was extremely valuable,” Dietrich notes, praising instructors like Chelsea Gustafson, Luke Jean, and myself as invaluable resources.
As Dietrich and Shayla approach graduation, their sights are set on ambitious goals. Dietrich is considering starting his own distillery, working at an existing one, or venturing into consulting, while
Shayla hopes to gain experience at an established distillery before potentially launching her own gin-focused venture.
Through its state-of-the-art facilities, comprehensive curriculum, and dedication to hands-on learning, SPSCC’s craft brewing and distilling programs are shaping the future of the industry, one aspiring distiller (or brewer, or cider maker) at a time.
South Puget Sound Community College is located in Olympia, Washington. For more information on SPSCC’s craft brewing and distilling program, contact cbdinfo@spscc.edu.
Jake Holshue is an accomplished distiller and spirits industry consultant with over a decade of experience in craft spirits production, education, and leadership across numerous distilleries both domestically and internationally. Currently, he serves as an industry consultant for Big Thirst, providing valuable guidance to distilleries on production and compliance matters. 1 2 3 4
the RULE of LAWS
Laws Whiskey House Expands on Their Terms
WRITTEN BY RICH MANNING /// PHOTOS PROVIDED BY LAWS WHISKEY HOUSE
Planning in the distilling industry usually happens in two time frames. The first time frame is anticipation and it’s filled with hope and idealism. The second time frame is reality, which is longer than hoped-for and far from ideal.
When my wife and I were invited out to Denver in January, it was anticipated that I’d be going there to check out the expanded version of Laws Whiskey House, complete with a shiny new tasting room and bar equipped to make cocktails. When we arrived at the end of May, reality greeted us. The expansion wasn’t quite done. The finish line of a massive project that brand president and founder Al Laws started planning six and a half years ago was in sight, and the bones of something cool were in
place. But the flesh will come later. Not that we were complaining — sitting around their original tasting area and enjoying their excellent terroir-driven whiskey makes for one hell of a consolation prize.
In a way, this slow roll is befitting of a brand whose slogan is “There Are No Shortcuts.” It’s also given Laws the chance to reflect on the twists and turns he’s faced since he launched his namesake distillery in 2011, from the COVID crisis to dealing with local bureaucracy. “Our business plan wasn’t five years when we started out. It was 20. We’re a little more than halfway there,” he said. “We’ve just had to do this plan with this background of chaos that seems to shift every 18 months.”
“Our staff didn’t want to use the new tech or any automation. They didn’t change careers and get into distilling just so they could sit down and look at a computer screen.”
AL LAWS, Laws Whiskey House
SLOW AND STEADY WINS THE RACE
A lot has changed with distilling processes since Laws Whiskey House launched in 2011. Technological innovations like automated distilling procedures, AI sensors, and data analytics programs are now available for distillers to use in the quest for efficiency and product optimization. Laws could have implemented some of these tools during the expansion, but he did not. He installed a new bottling machine that he’s still figuring out how to use, but that’s about it. “Our staff didn’t want to use the new tech or any automation,” he said. “They didn’t change careers and get into distilling just so they could sit down and look at a computer screen. They want to actively engage in making whiskey, and I applaud them for that decision. Engagement adds soul.”
Laws could have also deviated a bit from his business plan to incorporate relatively newer concepts into his strategy, such as jumping into the ready-to-drink (RTD) sector. He refrained from this as well because it didn’t stick with the brand’s ethos. “We didn’t want to chase innovation. That’s not who we are,” he said. “We figured by the time that we’d get ready to produce something like an RTD, for example, people would have moved on to the next thing.”
Laws was also worried about the potential of these innovations detracting from the brand’s mission of making purposeful whiskey that tells the story of Colorado and its terroir. “There’s no soul in some of these innovations,” Laws stated. “Some can be good, but others seem just like they just become nothing but a delivery mechanism for whiskey.”
All this steering clear of modern innovation and beverage trends makes Laws a bit of a rebel. Rather than feeling compelled to evolve, he’s stayed steadfast, confident in the quality of the whiskey and the tale it tells. His intent to keep things old-school delivers a terrific lesson to new craft distillers just beginning to plot their course. If the carrot of newness and innovation dangles in front of their faces, it can be perfectly fine to let it keep dangling.
A BUILD-OUT WITH PURPOSE
The goal behind Laws’ distillery expansion wasn’t to scale up production. They’re making new expressions with their existing equipment: Their recently released Ralphie’s Reserve Straight Bourbon, a 90-proof bourbon made in partnership with the University of Colorado Athletics, will raise proceeds to help care for the university’s buffalo mascot. While this bottle may raise their profile in Colorado, they really aren’t interested in evolving into a heavyweight brand whose bottles everyone recognizes on sight. “We have learned that when a brand gets to a certain size, people stop asking about what’s in the bottle,” Laws explained. “It just becomes a commodity.”
That doesn’t mean the distillery isn’t scaling up. It is, but in a different way. The new tasting room and bar provides Laws an avenue to forge a deeper connection with a specific element of community. It provides a new way to learn about Laws without having to go on the tour. The bar’s cocktails also encourage guests to take a deeper dive into the versatility of Laws’ brand, and not
just because they’re also distilling modest amounts of other spirits like rum and agave to broaden their potential cocktail options.
There were significant headaches toward building this community — ironically enough, some of these headaches came from the community itself. “The biggest challenge we faced was working within the confines of Denver,” Laws stated. “It was AWFUL in all caps. Any expansion that we do in the future will happen outside of the city. We’ve heard that the city’s billing department has improved since we dealt with them, but too bad, so sad.”
There were other hiccups. For instance, construction on the project took two years instead of the anticipated nine months. Laws said these delays and hurdles ground the staff down, but things are different with the light at the end of the tunnel now visible. “The energy’s being brought back,” he stated. “We’re all excited. There’s a different vibe. It’s a vibe of hospitality.”
This hospitable vibe brings the conversation back to Laws’ new tasting room. Laws has brought on new staff to fill opportunities created by the expansion, and those that tend to the tasting room’s bar will be more
than the type of delivery mechanism for whiskey that he dreads. “Our bartenders’ ability to engage is absolutely the number one priority. It’s more important than their bartending skills,” he said. “The tasting room is about the brand experience, not the bar. We want to create intimacy within this space, and that intimacy must come from interaction.”
This philosophy brings up a crucial point for any burgeoning distillery with thoughts of building an on-site bar or cocktail program. A distillery bartender is still a bartender, and they must act like one. If they do nothing but take orders, pour drams, and make cocktails, the customer experience will be lacking, and it could leave them with a negative perception of the distillery and the brand. An engaging bartender who’s knowledgeable about the brand and cocktail culture can retain consumer interest, and it may result in the customer buying an additional drink — or better yet, a bottle or two.
THE GOSPEL OF LAWS
Laws Whiskey House’s expanded space is expected to be terrific when it does open. There will be more spaces to explore during the new tour, including a room with arched cathedral-like windows that’s nicknamed the “whiskey church.” This gives the distillery team even more opportunity to pontificate on the distillery’s mission to spread the gospel of terroir-driven whiskey and how local or regional grains can have a defining impact on the distillate’s flavor. When it does open, it will still be a work in progress. But that suits Laws just fine. Just like the expansion itself, he has no interest in taking shortcuts to building a customer experience befitting his whiskey. “We’ll probably spend five or six months to figure out hospitality, but that’s who we are,” he explained. “We’ll make it exist, then we’ll make it better.”
Laws Whiskey House is located in Denver Colorado. Visit lawswhiskeyhouse.com for more information.
GRAIN INNOVATION AND THE DISTILLING INDUSTRY
Grains set the stage for exceptional spirits. While it is no longer common to find a still in every farming community, the close ties between the agricultural and distilling communities remain. The agricultural community is delivering across a broad spectrum of grain needs presented by distillers. These innovations in grain and agricultural practices are essential in delivering spirits of the highest sustainability and flavor standards.
Locally sourced grains are a great way of improving your transportation carbon footprints while supporting local industry. But not every region has grain varieties that are well-suited to the local soil and climate. Kentucky rye is a great example. While rye is commonly grown in Kentucky as a cover crop, the performance of Kentuckygrown rye has been substandard to the demands of the distilling industry. Chad Lee and Dave Van Sanford are working with Brown-Forman and the Kentucky Small Grains Council to develop a flavorful Kentucky rye that grows well in our ecosystem. The appetite for locally-sourced rye is growing, and there is a nationwide collaboration between like-minded rye breeders to develop ryes well-suited to each major agricultural region. Not only
The
agricultural community is delivering across a broad spectrum of grain needs presented by distillers.
can regional grains improve product results, they are also a great way of supporting the local economy while increasing your sustainability efforts.
Barley breeding efforts in the U.K. and North America diverged decades back when it was noted that the high malt content in Scotch mash bills delivered unacceptably high levels of ethyl carbamate in distilled spirits. As a result, the U.K. has a diverse supply chain of barleys that can be malted to deliver low levels of glycosidic nitriles, which are the main precursors to the carcinogen ethyl carbamate. North American distillers’ malts typically have higher levels of glycosidic nitrile, which is a concern for high ethyl carbamate levels in high-malt mash bills including American single malt products. The development of lower glycosidic nitrile is rapidly underway through the leadership of Pat Hayes at Oregon State University. We at the Beam Institute were fortunate to collaborate with his team and Harmonie Bettenhausen at Hartwick College to take
Locally sourced grains are a great way of improving your transportation carbon footprints while supporting local industry. But not every region has grain varieties that are well-suited to the local soil and climate.
these grains all the way to a single malt distillate of exceptional character. While much work remains to bring these malts to the mass market, the work of barley breeders is paving the way for lower ethyl carbamate levels in North American distilled spirits.
The use of heritage grains in distilling creates profound changes in flavor over more modern grains. For example, large libraries of maize are available, but the suitability for growth in a particular region for results such as grain yield, lodging, spirit yield, and favorable sensory characteristics are not clear. Beam Institute researchers Virginia Verges, Chad Lee, and Steve Diver are meticulously developing various cultivars of heirloom corn and determining their role in distillate flavor. Their scientific approach brings a lifecycle view of the needs in developing a new grain for distilled spirits. Careful tracking of flowering time, grain fill, crop yields, growth conditions, and plant nutrition provides the Kentucky grains industry the data required to determine the economic potential of these sought-after grains. Simultaneously, analysis of fermentation and sensory profiles of these grains allow distillers to understand how to best leverage these premium grains in their product portfolio.
WRITTEN BY BRAD J. BERRON AND SETH DEBOLT
PHOTOGRAPHY BY STEVE PATTON
Universities, farmers, and breeders across the nation are diligently working to improve crop yields on a broad portfolio of grains.
In most cases, plots of heritage grains have produced fewer bushels of grain per acre than their modern counterparts. Since the CO2 production and water use for the land are largely the same across maize crops, the yellow dent corn will have dramatically lower CO2 and water consumption per pound of grain than heirloom varieties. While increased crop yields may appear mundane, this simple metric helps the farmer make ends meet and reduces the environmental footprint of our favorite spirits. Universities, farmers, and breeders across the nation are diligently working to improve crop yields on a broad portfolio of grains.
For those looking to craft a new and exceptional spirit, you’ll be well served to find out what’s new in your own agricultural community. Some places to start looking include the following groups:
American Malting Barley Association: Ashley McFarland, ashley@ambainc.org
Beam Institute: beaminstitute@uky.edu
Hartwick College: Harmonie M. Bettenhausen, bettenhauseh@hartwick.edu
Oregon State University:
Margaret Krause, margaret.krause@oregonstate.edu
Michigan State: Brook Wilke, wilkebro@msu.edu
Brad J. Berron — James B. Beam Institute for Kentucky Spirits, Chemical and Materials Engineering, University of Kentucky, Lexington, KY 40546, USA
Seth DeBolt — James B. Beam Institute for Kentucky Spirits, University of Kentucky, Lexington, KY 40546, USA
www.rudolphresearch.com
info@rudolphresearch.com
Origami
the ART of SAKE in ARKANSAS
GWritten
LISA TRUESDALE
ood old mysterious kismet has played an important role in the breakout success of Origami Sake, which has been open in Hot Springs, Arkansas, for just over a year. How else to explain the chance meeting of the two co-founders, Ben Bell and Matt Bell (no relation), at a party in 2016? Or the chance conversation at a high school reunion that led Ben to travel to Hanamaki, Japan, Hot Springs’ sister city, to study with sake masters there? Or how, out of the blue, a sake master named Justin Potts just happened to see Origami Sake’s job listing for head brewer, even though he had been working in Japan for 15 years and wasn’t even actively looking for a new position? Then there’s the fact that the Hot Springs area is famous for its pure mineral spring water. Plus, Arkansas is responsible for nearly half of the country’s rice production, and one of only a handful of specialized sake rice growers in the U.S. is just an hour away from Hot Springs. Origami Sake was simply meant to be
by
Photos provided by ORIGAMI SAKE COMPANY
Arkansas native Ben was working as a wine specialist in Little Rock when a unique-looking bottle of sake caught his eye. It was love at first taste. “I thought the first craft sake I ever tasted was every bit as good as the best wines that I knew,” said Ben. “With Arkansas being the top rice-producing state, that pushed me towards learning how to make it. Soon after, I started home-brewing sake and earning professional certifications in sake-making.” (He now holds an Advanced Sake Professional certification from the Sake Education Council and also teaches certified sake courses with the Wine and Spirit Education Trust, based in London.)
Ben had a strong vision for someday establishing Arkansas as “the Napa Valley of sake,” but starting a new brewery is very expensive, and he hit a number of roadblocks that left him discouraged. Eventually he moved to New York to work for a distributor in their Japanese portfolio, all the while furthering his own sake education.
Fast-forward to 2021. Matt, a successful entrepreneur in the commercial contracting and green building sectors, was ready to sell his companies and move on to a new and exciting venture. He had never forgotten his chance meeting with Ben, when Ben explained his plans for someday opening a sake brewery in Arkansas. “I get business pitches all the time, and this one had no holes in it. It was such a great idea, in an interesting category that’s not overcrowded,” said Matt, also an Arkansas native. “Rice and water are the two main ingredients in sake, so I knew that we could do it in Arkansas better than anyone if we assembled the right team.”
Matt reached out to Ben, who quickly moved back to Arkansas, and the two got started. They set up a consultation arrangement with Nanbu Bijin, the sake brewery where Ben had trained in Japan. They were thrilled to learn that Potts, one of only a handful of
non-Japanese sake masters (sakasho) in the world, was willing to move from Japan to Arkansas to serve as their toji, or master brewer. And, as luck (or more kismet?) would have it, they found a 20,000-sq.-ft. food-grade production building, a former spice-grinding facility, just a few minutes outside of Hot Springs, nestled against the Ouachita Mountains (pronounced “WASH-uh-taw”). They then became the first sake brewery outside of Japan to acquire sophisticated lab equipment from Kyoto Electronic Manufacturing. Specific to sake-making, this equipment measures things like alcohol, acidity, and levels of the rice starch that has been broken down into sugars.
Folding in Local Resources
Outside of Japan, Arkansas is the perfect place to make sake, since two of sake’s four key ingredients are rice and water. The state is home to one of only two U.S. producers of yamada nishiki, a short-grain rice that’s highly desired by sake makers because of its ability to absorb water and dissolve easily. Origami Sake also uses Arkansas mediumgrown rice sourced from the same place, Isbell Farms near England, Arkansas.
The Hot Springs area is also famous worldwide for its thermal mineral water; it has lured people — including Babe Ruth and Al Capone — to the area for hundreds of years because of its purported health benefits. “The pure water from our onsite well doesn’t need
any treatment,” said Matt. “It doesn’t contain iron or manganese, and if it did, we’d have to use a reverse-osmosis process or a super-fine filter, because those two minerals are killers of sake.”
The other two ingredients necessary to make sake are yeast and koji. The latter is rice inoculated with a strain of oryzae, a fungus used to kick-start the fermentation process not just when making sake but also when producing classic Asian umami bombs like soy sauce, miso, and mirin.“Umami is that savory taste that’s the backbone of Asian cuisine,” explained Matt, taking care to note that even though it’s associated with Asian food, it also pairs well with a wide variety of other foods.
Origami Sake opened in August 2023. Visitors can take an engaging tour of the facility and sample its two flagship products. A Thousand Cranes is a versatile, crisp, clear, foodpairing sake with notes of cantaloupe, honeydew, and pear. It pairs well with foods like gouda, smoked salmon, smash burgers, or ramen. White Lotus is a nigori-style sake — cloudy, hazy, and unfiltered — with hints of citrus and pineapple when chilled. If it’s warmed, it releases soothing
notes of coconut, sweet potato, and apple that are the perfect complement to foods like tacos, buffalo wings, or pork roast.
Sake production takes 25-28 days from start to finish, so Origami Sake’s production capacity is impressively large; they have the ability to produce a whopping 600,000 liters per year. With that in mind, they’re currently working on four new products, including an ultra-premium sake in the style of junmai daiginjo. Matt and Ben are also hoping to increase national distribution by next year.
Origami Sake is currently available in only a handful of states, but they’d like to break into the country’s two largest sake markets, New York and California, while also making sure the states adjacent to Arkansas can find the bottles on their shelves.
As for the brewery’s name, “Origami Sake?” Matt said he can’t even count the number of times someone jokingly suggested calling it “Arkansake.” But no, he and Ben had a better idea.
“With origami, a simple piece of paper can be folded into infinite beautiful art forms,” Matt explained. “Sake brewing is very similar. You can create infinite varieties of sake because of all the different rice varieties, rice-polishing ratios, and brewing techniques.”
And Origami Sake’s unique and delicious offerings, like A Thousand Cranes and White Lotus, are beautiful art forms, too.
Origami Sake is located in Hot Springs, Arkansas. For more info visit www.origamisake.co or call (501) 463-6906.
MIRROR, MIRROR
Bratislava, Slovakia, possesses an intriguing mix of modern vibrancy and historic culture. A stroll along the banks of the Danube River as it winds through the city is energetic yet serene at once. Spending a couple of days here during an extended trip through Central Europe is the right call.
It’s also an unlikely place to hold a hospitality convention focusing on spirits and cocktails. After all, Slovakia’s capital doesn’t have the international cachet of other cities within the region like Prague, Budapest, or Vienna. But this unlikeliness was part of the joy I experienced when I attended the Mirror Hospitality Expo, held at the Radisson Blu Carlton Hotel on May 7-8.
The sense of novelty quickly wore off when the expo started, replaced by a distinct aura of professionalism, purpose, and a commitment to both community and industry. This was evident when I walked the floor and attended its educational seminars during the day or visited an activation at night either in the city or at the hotel’s acclaimed venue, Mirror Bar. It was also made clear by who attended: Professionals representing brands and acclaimed bars from all across Europe and as far away as Mexico City, Cape Town, and Singapore were on hand, either speaking at an education session or showing off their skills at a pop-up.
Creating this feeling was exactly the point of the expo’s existence. “We’re not basing this expo on bringing in big money,” explained
What Bratislava’s Mirror Hospitality Expo tells us about running a small American spirits conference
Written by RICH MANNING
Stanislav Harcinik, co-organizer of Mirror Hospitality Expo and Mirror Bar’s global brand ambassador. “We’re doing what we do to build community while we build up the region.”
This commitment created a winning convention. It also shed some light on how a smaller festival in Europe compares to one of a similar size in the United States — including how to start one in the first place.
A Comparative Study
There was a sense of comfort in attending Mirror Hospitality Expo. Part of this was due to size; there were fewer than 30 booths to traverse over two rooms. There were also several shared traits with American events of this size. Large, well-known brands shared the floor with smaller labels. There were a few special bottles on hand. Distributor booths had an eclectic mix of products to share.
There were also enough distinctive elements to keep things interesting. There was one booth where the language barrier prevented me from tasting. On the other hand, every booth had people representing their labels in some capacity and we were able to get nerdy at a moment’s notice. This was a refreshing break from the practice I’ve seen at some American trade shows or tasting events where brands employ a body to pour even if they don’t know anything about what they’re pouring.
Photos provided by MIRROR HOSPITALITY EXPO
The booth interactions were a little different in Europe. Smaller, regional brands occupied a healthy chunk of booth space. Their presence allowed for a different slate of topics to approach, such as where American distribution fell on the brand’s growth hierarchy compared to Europe and Asia and whether the allowance of 700 mL bottles in the States factored into their interest in penetrating the American market.
These smaller brands were eager to engage in these conversations, which ties into one of the expo’s primary goals. “Mirror Hospitality Expo is a festival designed for brands looking to expand,” Harcinik stated. “We’re the only event in Central Europe that does this. There are events in Prague and Budapest, but they’re focused on bringing brands to the locals only.”
According to Harcinik, the expo actively facilitates this by offering smaller, regional brands booth space for free or a discounted rate so they can have a seat at the table. “It’s the best way to showcase those labels,” he said. “This way, we’re able to help them see that they can stand in the industry with the bigger brands.”
In the Shadows
Bratislava sits on Slovakia’s western border, adjacent to Austria and just under 50 miles east of Vienna. On Slovakia’s eastern border stands Ukraine, some six hours away. It was a geographic factoid that, given the ongoing war between Ukraine and Russia, wasn’t fully inescapable during my visit.
The week of Mirror Hospitality Expo was jovial, punctuated by the show of support given by so many participants from around the world. But every so often, the conversations would shift to more serious conversations: The ongoing war, Russia’s attitude toward Slovakia and surrounding Central European countries, and the government’s tendency to waffle between both warring parties.
This led to admissions of these days being scary times. It produced occasional pops of dark humor about future doom and gloom. Attendees expressed concerns that something bad may happen sooner than later. Unfortunately, this latter sentiment proved eerily predictive. A week after the expo wrapped up, there was an assassination attempt of
Slovakia’s prime minister Roberto Fico. “It’s the worst thing that could happen,” Harcinik said. “Regardless of where you’re at in the world, it shouldn’t happen. That’s not supposed to be the answer.”
Topics like the war and politics are important to Harcinik, and he and I shared some riveting conversations over these topics outside of the expo during the week. However, Harcinik doesn’t like to focus on these things when discussing the Mirror Hospitality Expo because it simply doesn’t fit the mood of the conference. “People attending the conference aren’t really looking at coming as an example of resilience,” he says. “We’re just here for each other.”
Big-Picture Lessons
About halfway into our post-event interview, I asked Harcinik if he had any advice for anyone thinking about their own hospitality convention. “I’d recommend not to!” he replied with a laugh.
In all seriousness, the Mirror Hospitality Expo can be used as a pretty solid template to build a regional conference in the United States. Harnicik notes that this template contains a few concrete elements to make organizing such an event run smoothly.
“The first thing to do is to figure out your team,” he said. “We’re a three-person organization, but we could have been five. Those two extra people would have helped us cut down on a few sleepless nights.”
Determining the conference’s goal is also important. According to Harcinik, the goal should be malleable and pragmatic with an ethical undercurrent. “Your goal needs to be what you want to achieve, and it has to be for the right reason,” he said. “It cannot be about the rewards you can get from running an expo.”
These two chief tenets support several other smaller yet crucial forms of preparation. Build relationships that can turn into event support. Expect for some of that support to fall by the wayside. Be ready to fail. Have a Plan B for even the surest strategies. Don’t try to fund the expo with just your own funds. Don’t ignore the little details, such as posting clear signage on the event floor.
In terms of designing the event’s actual content, Harcinik suggests building an eclectic slate of educational programming. “Make sure you
have a complex range of topics. If 80 percent of your program covers the same ground, your audience will lose interest,” he said. “Also, make sure you’re marketing the education heavily on the floor so people can’t ignore it.”
Harcinik also suggests placing special emphasis on getting local and regional brands involved in an event for a couple of key reasons. First, it gives smaller brands a better chance to be noticed. “It’s better for a smaller brand to be at a smaller show with 15 brands than it would be for them to be at a show with hundreds of brands, so they don’t get lost,” he noted.
The second reason is due to the community that it builds, as growing product awareness of a local or regional brand can give them a better chance of “owning their backyard.” This can be turbocharged by getting the local bar community involved through brand activations or sponsored popups, which may lead to more organic forms of bartender-fueled brand advocacy in on-premise accounts.
Thus far, the template has enabled Harcinik and his team to turn Mirror Hospitality Expo into a small, regional event that helps small brands penetrate the local market so future growth may occur. Their goal is to eventually grow the expo into a fully international event with brands, speakers, and talent from around the globe. At the same time, they have no intention of turning into a massive European drinks event. “We’re a small conference, unlike Bar Convent Berlin,” Harcinik stated. “We can be personal, and we’d rather spend the energy needed to be the size of Bar Convent Berlin on remaining personal.”
Such a commitment may keep Bratislava a seemingly unlikely place to hold a conference as well-run as Mirror Hospitality Expo. But that’s okay. This under-the-radar nature makes experiencing the event an even richer one.
For more information visit www.mirrorhospitalityexpo.com.
Mash Pumps
www.mcfinntech.com
It Builds Character
More Than 70 Percent of Whiskey Flavor Comes From the Wood
Written by DOUG HALL
Most industry experts agree that 70 percent or more of the flavor of whiskey, and all wood-aged spirits, comes from the wood the spirit is aged or finished with. Don’t take my word for it. Look at some of the most successful brands of our day.
The most expensive whisky in the world, The Macallan of Scotland, is aged in sherry seasoned oak barrels. Maker’s 46 is finished using French oak staves. Angel’s Envy is finished in port or rum barrels. Whistle Pig offers versions finished in old world wine casks.
The wonder of wood comes down to a simple chemical reaction: Raw spirit + wood + heating + cooling = great whiskey. When it gets warm, the whiskey seeps into the wood. The barrel’s char layer acts like a carbon filter, stripping away some of the roughness. The whiskey then bonds with the lignins and, as morning turns to night — summer to winter — the barrel cools and the whiskey flows back out of the wood, setting off a series of reactions turning raw spirit into what the Scot’s call the “water of life.”
For more than 30 years me and my team have led projects on whiskey brands where the magic behind their product’s success is their deeper understanding of managing wood finishing. In time it became an obsession, resulting in more than 7,000 experiments, and we are not done learning. Just yesterday, we discovered a variable that we had missed before that has particular potential with high-end luxury bourbons.
Here are five things we’ve learned from our experimentation:
1) Finishing is both simple and complex
The basic chemical reaction of wood and alcohol is easy to understand. However, in practice, there are 24 critical variables that impact spirit results. These range from the percentage of open versus closed grain in the wood to how fast or slow the spirit and wood are heated and cooled. It’s the difference between a “low and slow” BBQ versus a hot and fast seared steak.
2) Controlling variability is critical
The key to manufacturing quality goods is reducing variation in raw materials and production processes. Variability in wood sources, climate, and storage environments amplifies variation in the spirit. When working with wood and alcohol, the starting point for reducing variation is temperature control. In our case, we control heating and cooling to within one tenth of a degree centigrade. When compared to today’s volatile climate conditions, this represents a 99 percent reduction in variation.
3) Success is mostly artistic
When we started, we thought our discoveries would lead to a scientific system for wood finishing. We were surprised to learn that the science simply reduced variation and gave us an understanding of how to adjust the many variables to craft the flavor we sought. From personal experience, I can say it’s a ton of fun. The variables provide a multidimensional palette of options to adapt and adjust.
feel, taste sensation, and/or finish. When done right, a product becomes something that customers can’t wait to tell others about. This drives word-ofmouth, awareness, trial, and repeat purchase. When simply cloning an existing taste, the only way to win versus an established brand is to be cheaper. And cheap is not a great path to profitability.
The good news is the art and science of wood finishing spirits is still in its infancy with much that is still not understood. So why wait? Experiment, test, learn, and test again!
Doug Hall is the co-founder and CEO of Brain Brew Custom WHISKeY, WoodCraft Bourbon Blender Franchising and founder/chairman of the Eureka! Ranch. He has spent 40+ years creating and commercializing innovations for companies such as Nike, Walt Disney, Diageo and over the past 22 years The Macallan of Scotland.
aDVERTISER index
MALTY
STYLISH, LONG-LASTING ALLY FOR BROWN SPIRITS
MALTY fashions a strong identity, conscientiously tailored to brown spirits. It is designed with the traditional high finish, the strongly pronounced rounded bulb and the fine lines of a tapered silhouette, all enhanced by a small round punt. Its optimized glass weight of 550 grams is also a tribute to responsible design. Authentic and innovative, MALTY is a perfect match for all brown spirits.