10 minute read
A critical review of the VFA/TA (FOS/TAC method


Among the many techniques used for field monitoring of biogas plants, none has created more “rural legends” than the VFA/TA test (a.k.a. FOS/ TAC in the German technical literature). Some biogas plant owners trust this simple analysis, despite of the fact that in practise, the canonical VFA/TA quotient rarely corresponds to optimal plant production. In this article, we will analyse the logical flaws of the VFA/TA method as well as a case study of a biogas plant where it was proven not only useless, but also detrimental.
What the VFA/TA is?
VFA is an abbreviation for Volatile Fatty Acids, usually expressed in milligrams of acetic acid per litre. The abbreviation TA stands for Total Alkalinity, expressed in mg equivalent of calcium carbonate per litre. According to the proponents of this method, the anaerobic digestion process is stable if the VFA/TA ratio falls in the range of values between 0.23 and 0.3. When the ratio is less than 0.23, the plant begins to “feel hungry” and requires more feed ration to digest, whereas a value greater than 0.3 indicates the beginning of “indigestion.
The VFA/TA method makes it simple to measure both the VFA and the TA using a technique known as titration. When using an automatic titrator, the same procedure takes only a few minutes and does not require expert personnel. Probably this ease of operation has popularized the VFA/ TA method but, at the same time, has opened the door to the risk of biological collapse of the anaerobic system. The reasons are two fold; the method is overly reductive because it only monitors a single parameter and, worst of all, it is based on a logical fallacy, as explained below.
The logical flaws in the VFA/ TA method
It is a well established scientific principle that a conclusion can be true if it is founded on two true propositions. Nevertheless, even if both propositions are true, the conclusion can be false; in other words, it is a necessary but insufficient condition. On the other hand, a conclusion drawn from false
propositions can sometimes be true, but only by chance.
The VFA/TA method is based on the assumptions that one anaerobic sludge represents the concentration of VFA “as if it were acetic acid” and another titration point represents total alkalinity as calcium carbonate equivalent.
If the alkalinity is high enough to keep the pH from dropping, i.e. if the VFA/TA ratio is within given range, the process is stable. Such reasoning is overly simplistic and based on false hypothesis. To understand it better, consider the following analogy with the clinical practice: imagine a doctor trying to diagnose the state of health of a person using only the relationship between cholesterol and glycosides.
Everyone is aware that monitoring both cholesterol and glycosides is a routine analysis, but they are just two indicators of the state of health of a person. To diagnose a patient, a physician needs to check a long list of parameters like macroscopic aspects such as heartbeat, blood pressure, temperature, infections status and so, are insufficient. Attempting to define the state and stability of an anaerobic plant based solely on the VFA/TA ratio is equivalent to attempt to measure a person’s health solely on the cholesterol/glycoside ratio.
Biogas Magazine | Edition 20 | 23 In extreme case, a subject with both parameters out of range but with the same ratio may appear healthy, despite he/she would be at risk of both heart attack and diabetes.
The logical flaws of the VFA/ TA method, and the plant management routine deriving from it, are the following:
The VFAs are not only composed of just acetic acid. If the actual VFAs profile contains too much propionic acid, a strong bacterial inhibitor found in organic waste, a given value of VFAs measured “as acetic acid equivalent” can have disastrous consequences. As a result method’s first proposition is “generally true”, but when it is not, the plant owner will lose profits, despite measuring “good” VFA/TA values. The case study in the following section will explain this in more detail.
Acetic acid is the precursor to only 70% of the methane produced by anaerobic digestion, by the acetoclastic archaea. The remaining 30% is due to the activity of hydrogenotrophic archaea. Optimising the plant for the acetoclastic path will only upset the equilibrium of the microbial ecosystem. As a result: the total biogas production may increase, but its methane composition, and overall conversion efficiency , will decrease. Remember that the acetic acid degradation produces 50% methane and 50% carbon dioxide: stoichiometry is unavoidable. Increasing the methane percentage in biogas necessitates increasing the hydrogenotrophic archaea, and the FOS/TAC method is ineffective in this regard.
Carbonates and bicarbonates are not the only alkalinity sources in anaerobic sludge. A high ammonium concentration, for example will increase the alkalinity, lowering the VFA/TA ratio and giving the false impression of a “hungry” plant. However, ammonium can sometime be an inhibitor of anaerobic digestion, causing the manager to overfeed the digester to compensate. Over feeding the plant may cause it to produce more ammonium, disrupting the process.
The titration method provides some information: an “order of magnitude” estimate of total VFA concentration and total alkalinity, which are variables that require separate analysis, i.e., within a context. It is useful to consider that defining the “state” of a system, is a common practice in process engineering where “state” refer to a set of variables that describe the system’s behaviour at a given time. In the case of single-stage anaerobic digestion (i.e., in a single digester) at least twenty parameters must be monitored to characterise a state and, thus to
know the margin of stability and efficiency. In systems with multiple stages (two or more tanks), each reactor will have its own “optimum state “increasing the number , of relevant variables used to define and control the entire system proportionally.
A case study of a plant where the VFA/TA was “ideal”, but the process was upset
It is possible (more often than not perceived, especially in plants fed solely on silage, with no manure) that maintaining the VFA/TA relationship within acceptable limits does not allow for stable digester operation of the digester. The graphics in Figure 1, which are taken from a study case of an Italian plant, whose identity will be kept anonymous in order to respect the owner’s privacy, are sufficient.
Figure 1. Although controlling
Biogas Magazine | Edition 20 | 24 the organic loading to maintain the VFA/TA ratio within the range of acceptable values (by performing the test twice a day!), the plant’s production was unstable and smaller than its nominal capacity.
Figure 1 depicts a situation, fortunately not widespread but not uncommon , that necessitates further consideration of another of the VFA/ TA method limitations: its absolute lack of selectivity. Please note that, the parameter VFA is always expressed in milligrams of equivalent acetic acid per litre.
Acetic acid is an immediate precursor of methane and carbon dioxide, two gases that represent the final stage of organic matter degradation, and a minimum concentration of acetic acid is required for the process to run smoothly. Once the anaerobic bacteria have consumed all of the available acetic acid, they are unable to produce any more biogas.
On the other hand, if the acetic acid concentration is too high, the bacteria “suffer from indigestion” and stop producing methane. Propionic and butyric acids are always present in trace amounts, and some bacteria convert them to acetic acid; however, if latter are absent or inhibited for some reason, acid accumulation will inhibit methanogenesis. It is worth noting that propionic acid is a widely used preservative in the baking and other packaged foods industries, denoted on the package label as “preservative E280,” demonstrating the antibiotic power of said substance.
Summarising: The VFA/TA test detects the total volatile fatty acids “as if” they were acetic acid, but does not differentiate between the different
Figure 1
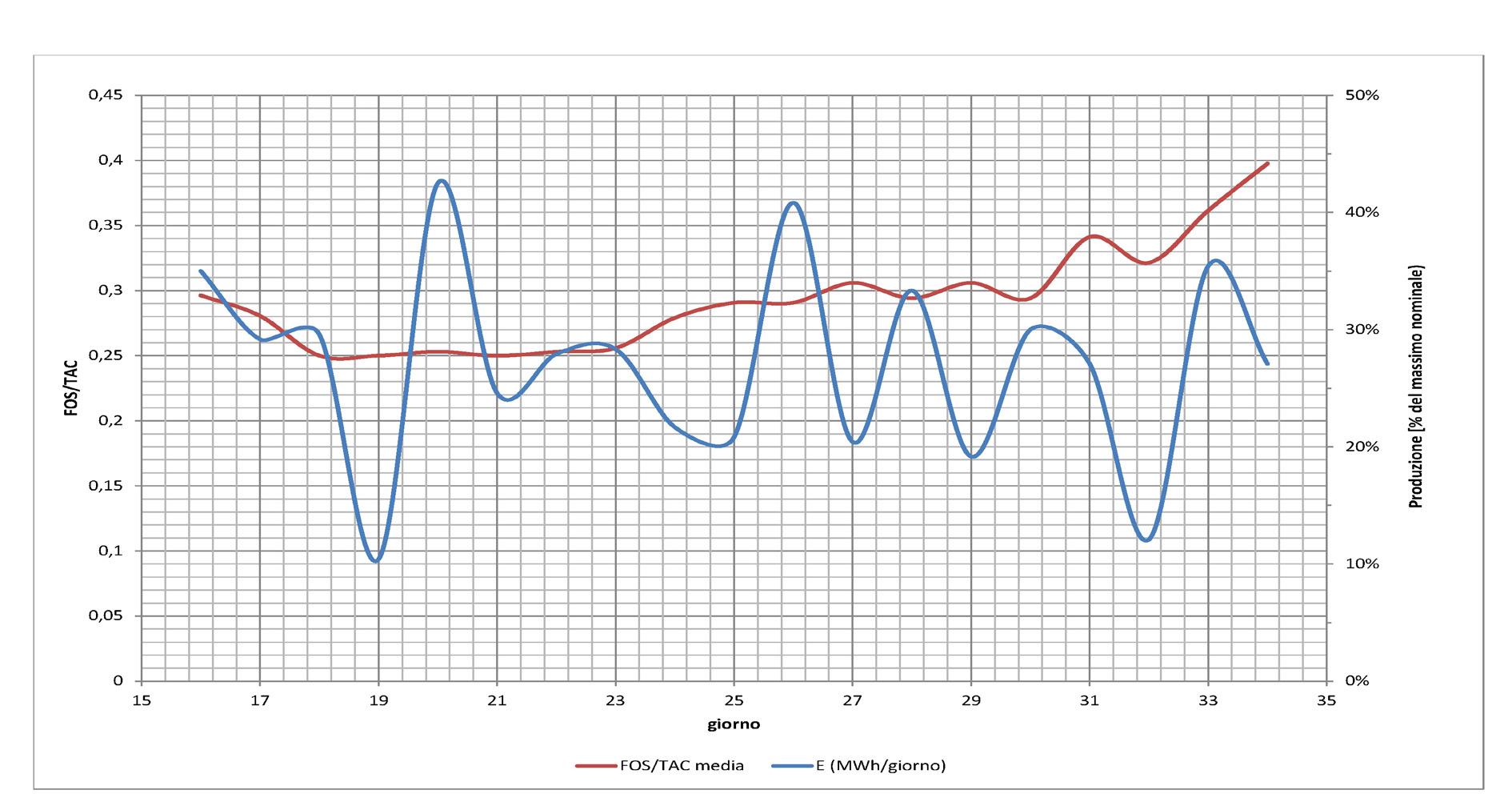
types of volatile fatty acid kinds. Therefore, it is a good indicator of bacterial system health but only if it is already healthy! Figure 1 shows that, the VFA/TA ratio remained constant between days 18 and 23 (i.e., very close to the ideal value according to the scientific literature).
Nevertheless, the energy production is absolutely unstable, shifting from the maximum peak to the minimum value of the entire period under consideration. The reason for such anomalous behaviour is that at the time, butyric and propionic acid were the primary constituents of the VFA profile. The methanogenic phase of the digestion process was compromised for a series of reasons too many to discuss here, but it was correctly identified after some simple biological tests.
According to the VFA/TA ratio criteria, the plant could receive its nominal daily ration (about 50 tons/day of silage) only if the ratio was 0.25. In the caseunder consideration, feeding the plant with a reduced ration (about 12 tons/ day) was sufficient to increase the VFA/TA ratio during the following days, while the energy production continued to fluctuate without reaching a stable operation.
The problem in this study was a low methanogenic activity due to a lack of trace elements, so the plant was
Biogas Magazine | Edition 20 | 25 operating at reduced capacity, despite the VFA/TA ratio being in the range defined as “ideal” in the literature. much information as possible about the state of the digestion process, but it is insufficient.
Conclusion
Managing a biogas plant means becoming a “bacteria farmer”. A healthy and balanced diet for an anaerobic digester works in the same way as livestock requires regular veterinary inspection and monitoring of the quality fodder. The practice of single-substrate digestion usually involves the frequent collapse of biological processes because the diet is seldom “balanced”. It is only with the installation of an on-site laboratory and training of the staff that the biogas plant manager will ensure the full efficiency of the anaerobic digestion process.
Monitoring several biological constants will help to prevent biological collapses in advance ensuring the investment’s profitability. However, the field laboratory, cannot be a single instrument. When available, the automatic titrator can assist in gathering as If the plant lacks an automatic titrator, purchasing a moisture analyser, a muffle oven and a biological kit is a more efficient investment. An instrument like the AMPT Light (https:// bpcistrments.com/bpc_products/automatic-methane-potential-test-system-light/) is the most practical option for carrying out routine biological tests. When using a fully automatic instrument with real-time normalisation and data logging, performing batch tests requires no special skills. Batch tests reveal more about the substrate and the microbial ecosystem than any other type of physicochemical test.
White Halved

Crossword P Biogas Magazine | Edition 20 |uzzle 27
2
s
4
s 9.0
5 I
3 B
1 N
6 P











TOP DOWN
3. Maximal potential production of biogas by a substrate (m³ biogas/tons of VS). Also, a common test done to a feedstock to estimate the amount of biogas a certain feedstock or mix of feedstocks might produce.
4.4. A A groupgroup ofof SiliconeSilicone basedbased impuri-impurities frequently found in Biogas. Although normally present in relatively small amounts, these can cause problems in the Biogas engine components by forming abrasive deposits.
6. A long-term purchase contract in which the Electricity Discoms agree to purchase a certain amount of electricity from an electricity producer (biogas plant/ solar plant/ biomass based power generation plant) at a contract price, for 10-20 years.
Answers of Crossword 8.0