TURNING 2021 – 2022
1 TURNING – GENERAL CONTENT & 6 WMG & ISO 13399 & 10 ISO TURNING INSTRUCTIONS & 18 NAVIGATORS & 57 POSITIVE INSERTS & 219 NEGATIVE INSERTS & 386 PARTING-OFF & GROOVING & 482 THREAD TURNING & 528 BROACHING & 536 GENERAL TECHNICAL INFORMATION 9
C
DTGN(RL) EXT 346
INDEXABLE TOOLS – CONTENT (ALPHABETICAL)
C.-DCLN(RL) EXT 249
C.-DCLN(RL) INT 257
C.-DDJN(RL) EXT 277
C.-DDNNN EXT 278
C.-DDUN(RL) EXT 279
C.-DDUN(RL) INT 282
C.-DRSN(RL) EXT 297
C.-DSDNN EXT 324
C.-DSKN(RL) EXT 325
C.-DSRN(RL) EXT 326
C.-DSSN(RL) EXT 327
C.-DTFN(RL) INT 354
C.-DTJN(RL) EXT 351
C.-DVJN(RL) EXT 363
C.-DWLN(RL) EXT 381
C.-DWLN(RL) INT 385
C.-SCLC(RL) EXT 75
C.-SCLC(RL) INT 81
C.-SDJC(RL) EXT 96
C.-SDNCN EXT 97
C.-SDUC(RL) INT 102 C.-SRDCN EXT 130
C.-SVHB(RL) EXT 177,201
C.-SVJB(RL) EXT 178,202
C.-SVQB(RL) INT 183,210
C.-SVVBN EXT 179,203
CKJN(RL) EXT 287 D
DCBN(RL) EXT 240
DCKN(RL) EXT 242
DCLN(RL) EXT 243
DCLN(RL) INT 254
DDJN(RL) EXT 273 DDUN(RL) INT 280
DKH(RL) 132,143 253,292, 330
DRSN(RL) EXT 295
DSBN(RL) EXT 313
DSDNN EXT 315
DSKN(RL) EXT 316
DSSN(RL) EXT 317
DTFN(RL) EXT 345
DTFN(RL) INT 352
DU, D 415,441, 460,467
DVJN(RL) EXT 360
DVPN(RL) EXT 361
DVUN(RL) INT 364
DWLN(RL) EXT 377 DWLN(RL) INT 382 G
GFI(RL) EXT 437
GFIL-L AXIAL 422,444
GFIL-R AXIAL 423,445
GFIR-L AXIAL 424,446
GFIR-R AXIAL 425,447
GFK(RL) EXT 455
GFM(RL) EXT 439
GFML-L AXIAL 426,448
GFML-R AXIAL 427,449
GFMR-L AXIAL 428,450
GFMR-R AXIAL 429,450
GG.(RL) INT 421
GGI(RL)-90 AXIAL 430,452 GLS B 414
GLSF(RL) EXT 410 GLSF(RL) EXT-G 412 GLSF(RL) EXT-S 413 K
KHP-CBN(RL) 251 KHP-CLN(RL) 252 KHP-LBN(RL) 291 KHP-RSC(RL) 131 KHP-SBN(RL) 328 KHP-SSN(RL) 329 KHS-SBC(RL) 142 M
MS-EN 443,463
MTJN(RL) EXT 347
MVJN(RL) EXT 362 MWLN(RL) EXT 379 P
P61(RL) EXT 470 P61(RL) INT 471 P61S(RL)-1 INT 474 PCBN(RL) EXT 245 PCKN(RL) EXT 246
PCLN(RL) EXT 247 PCLN(RL) INT 255 PDJN(RL) EXT 274 PDNN(RL) EXT 275 PDUN(RL) INT 281 PDXN(RL) EXT 276 PHZ 533
PHZ-2 534 PLBN(RL) EXT 290 PRDCN EXT 124
PRSC(RL) EXT 125 PRSN(RL) EXT 296 PSBN(RL) EXT 318 PSDNN EXT 320 PSKN(RL) EXT 321 PSKN(RL) INT 331 PSSN(RL) EXT 323 PTFN(RL) EXT 348 PTFN(RL) INT 353 PTGN(RL) EXT 349 PTTN(RL) EXT 350
PWLN(RL) EXT 380 PWLN(RL) INT 383 S
SCAC(RL) EXT 70 SCBC(RL) EXT 71 SCDCR EXT 72 SCFC(RL) EXT 73 SCFC(RL) INT 76 SCKC(RL) INT 77 SCLC(RL) EXT 74 SCLC(RL) INT 78 SCXC(RL) INT 80 SDJC(RL) EXT 94 SDNCN EXT 95 SDQC(RL) INT 98 SDUC(RL) INT 99 SDUC(RL)-E INT 100 SDZC(RL) INT 101 SE(RL) 478,522 SE(RL)-S 523 SEGC(RL) EXT 107 SELP(RL) INT 111 SELP(RL)-E INT 112 SEUC(RL) INT 108
SEUP(RL) INT 113
SEXP(RL) INT 114 SEXP(RL)-E INT 115 SI(RL) 479,524 SI(RL)-S 526 SRDC(RL) EXT 126
SRDCN EXT 127
SRSC(RL) EXT 128
SSBC(RL) EXT 139
SSDCN EXT 140
SSKC(RL) EXT 141 SSSC(RL) INT 144
STFC(RL) EXT 155
STFC(RL) INT 158
STFC(RL)-A EXT 156
STFC(RL)-E INT 160
STJC(RL) EXT 157
SVAC(RL)-DC EXT 193
SVGC(RL) EXT 194
SVHB(C)(RL) EXT 172,195
SVJB(C)(RL) EXT 173,196
SVJB(RL) INT 180,204
SVJC(RL)-DC EXT 197
SVLC(RL) INT 205
SVPB(C)(RL) EXT 174,198
SVQB(C)(RL) INT 181,206
SVUB(C)(RL) INT 182,207
SVVB(C)N EXT 175,199
SVXB(C)(RL) EXT 176,200
SVXC(RL) INT 208
SVXC(RL)-E INT 209
SWLC(RL) EXT 215 SWLC(RL) INT 216 SWUC(RL) INT 217 SWUC(RL)-E INT 218 X
XLCCN 25 BS 442
XLCCN B 440
XLCF(NRL) BS 461
XLCF(RL) 465 XLCFN B 459
XLCFN B LFUX 466
XLXFL BS AXIAL 462
2
9
PRODUCT FAMILY & PRODUCT FAMILY & PRODUCT FAMILY & PRODUCT FAMILY &
PRODUCT FAMILY &
C
CCGT 60
CCGW CBN 69
CCMT 62
CCMW 68
CNGA CBN 239
CNGA CER 238
CNGG 222
CNGN CER 238
CNMA 222
CNMG 223
CNMM 234
CPGX 83 D DCGT 86
DCGW CBN 92
DCMT 87
DCMW 92
DCMW PCD 93
DNGA CBN 272
DNGA CER 271
DNGN CER 271
DNMA 260
DNMG 260 DNMM 270 E
ECGT 104
ECMT 105
ECMW 106
EPGX 110 EPMT 110 G
GL. D – GM 406
GL. D – MM 406 GL. D – PM 407 GL. D – PR 408 H HZ 531 HZ-2 532 K KNUX 284
PRODUCT FAMILY &
L
LCMF 13 – CM 418
LCMF 13 – F 418
LCMF 13 – MP 419
LCMF 16 – CM 431
LCMF 16 – M 433
LCMF 16, LCMF 30 – F 432
LCMF 16, LCMF 30 – MP 433
LCMF 20 – F1 453
LCMF 20 – M2 453
LCMF 20 – MP 454
LCMR 13 – F 419
LCMR 13 – MP 420
LCMR 16 – CM 434
LCMR 16 – M 435
LCMR 16 – MP 436
LCMR 16, LCMR 30 – F 435
LFMX – F1 456
LFMX – F2 456
LFMX – M2 457
LFUX 464
LNUX 40, LN.X 50 289
R RCGT 118
RCGX CER 123 RCMT 118 RCMW 120 RCMX 121 RNGN CER 294 RNMG 294 S SCGT 134 SCMT 135 SCMW 138 SNGA CER 311 SNGN CER 312 SNMA 300 SNMG 301 SNMM 307 SNMX 311 SPGN CER 147
INDEXABLE INSERTS – CONTENT (ALPHABETICAL)
PRODUCT FAMILY &
SPMR 146
SPUN 146
T TCGT 149
TCGW CBN 154
TCMT 150 TCMW 154
TN 55° PP EXT 508
TN 55° PP INT 509
TN 60° PP EXT 499
TN 60° PP INT 500
TN 60°-S PP EXT 501
TN 60°-S PP INT 501
TN ACME EXT 515
TN ACME INT 516
TN API RD EXT 519
TN API RD INT 519
TN BSPT EXT 510
TN BSPT INT 510
TN M EXT 495
TN M INT 497
TN MJ EXT 499
TN NPT EXT 511
TN NPT INT 512
TN R EXT 475
TN R INT 475
TN RD EXT 520
TN RD INT 520
TN STACME EXT 517
TN STACME INT 518
TN TR EXT 512
TN TR INT 513
TN TR-S EXT 514
TN TR-S INT 514
TN UN EXT 502
TN UN INT 503
TN UNJ EXT 504
TN W EXT 505
TN W INT 506
TN ZZ EXT 476
TN ZZ INT 477
PRODUCT FAMILY &
TNGA CBN 344
TNGA CER 343
TNGN CER 344
TNMA 334
TNMG 335
TNMM 342
TPGN CER 164
TPGX 162
TPMR 163
TPUN 164 V
VBGW CBN 171
VBMT 168
VCGT 186
VCGW 189
VCGX 189
VCMT 190
VCMW 191
VCMW PCD 192
VNGA CBN 359
VNGA CER 359
VNMG 356 W WCGT 212 WCGX 213 WCMT 213 WNGA CBN 376 WNMA 366 WNMG 366 WNMM 375 X X 61 468 X 61 R 469 X 61 R-1 473 X 61-1 472
3
9
To select a cutting grade and geometry for a broad range of workpiece materials
General definition
i.e. Steel, Stainless Steel...
P N M S K H
To navigate and select a tool by suitability for a more specific range of workpiece materials
Definition by structure/composition
i.e. Plain Carbon Steel, Alloy Steel...
To select and provide cutting conditions within a bandwidth of ± 10 %
Definition by hardness/ultimate tensile strength i.e. 160 < 220 HB, 620 < 900 N/mm2
ABOUT DORMER PRAMET’S WORKPIECE MATERIAL CLASSIFICATION
Workpiece Material Groups (WMG) are used to support easy and reliable selection of the right cutting tool and starting values for machining conditions in particular applications.
Dormer Pramet classifies workpiece materials into six different coloured groups;
• Blue: Steel and cast steel (P-group)
• Yellow: Stainless steel (M-group)
• Red: Cast iron (K-group)
• Green: Non-ferrous metals (N-group)
• Brown: High-temperature alloys (S-group)
• Grey: Hardened materials (H-group)
Each of these are divided into subgroups on the basis of their structure and/or composition. For example, P-group steel and cast steel is split into four subgroups, namely;
• P1 – Free machining steel
• P2 – Plain carbon steel
• P3 – Alloy steel
• P4 – Tool steel
A final division includes material properties, such as hardness and ultimate tensile strength. This is to provide our customers with a complete tool recommendation, including starting values for cutting speed and feed.
The table on the next page includes a description of each workpiece material group, as well as examples of commonly used designations.
6
P1 P1 P1.1 P1.2 P1.3 P2.1 P2.2 P2.3 P3.1 P3.2 P3.3 P4.1 P4.2 P4.3 P2 P2 P3 P3 P4 P4 P P N M S K H
WMG WORKPIECE MATERIAL GROUPS (WMG)
ISO Subgroup
9
CUTTING TOOL PARAMETERS ACCORDING TO ISO 13399
All cutting tools are defined by a number of parameters according to the standard ISO 13399. This list contains all the parameters used in this catalogue and their definitions.
ISO 13399 is an international cutting tool information standard. It provides dimensions and parameters in a neutral format that is independent of any particular system or company nomenclature. When cutting tools are clearly defined according to a global standard, all types of software can process the electronic data more quickly, improving the quality of communication and helping to make the exchange of information run smoothly. Supporting a common language in our cutting tool descriptions this will assist system to system communication. It will save you a significant amount of time, providing an easier gathering of high-quality data across our 40,000 solid and indexable tools. By using an ISO 13399 compliant system, there will be no need to manually interpret data and key-enter it into your system.
EXAMPLES ONLY!
ISO 13399
Description
APMX Depthofcutmaximum B Shankwidth
BD Bodydiameter
BLRAD Bladereinforcementradius
BW Insertbodywidth
CDX Cuttingdepthmaximum
CND Coolantentrydiameter
CUTDIA
Workpiecepartingdiametermaximum
CW Cuttingwidth
CWTOLL Cuttingwidthlowertolerance
CWTOLU Cuttingwidthuppertolerance
D1 Fixingholediameter
DAXIN
DAXN
DAXX
Minimumaxialgrooveinsidediameter
Minimumaxialgrooveoutsidediameter
Maximumaxialgrooveoutsidediameter
DCONMS Connectiondiameter
DMIN Minimumborediameter
DMINP Minimumborediameterperpendicular
GAMO Ortogonalrakeangle
GAMP
Axialrakeangle
H Shankheight
HBH Headbottomoffsetheight
HBKW Headbottomoffsetwidth HF Functionalheight IC Inscribedcirclediameter
INSD Insertdiameter
INSL Insertlength
ISO 13399
Description
Toolcuttingedgeangle L Cuttingedgelength LAMS Inclinationangle LB Bodylength LF Functionallength LFA AdimensiononLF LFS Functionallengthsecondary LH Headlength LU Usablelength M M-dimension OAL
KAPR
Overalllength PDX ProfiledistanceX PDY ProfiledistanceY PSIRL Toolleadangleleft PSIRR Toolleadangleright RE Cornerradius S Insertthickness S1 Insertthicknesstotal TP Threadpitch TPI
Threadsperinch
TPIN Threadsperinch
TPIX Threadsperinch
TPN Threadpitchminimum TPX Threadpitchmaximum W1 Insertwidth WF Functionalwidth WFS Functionalwidthsecondary
8 S RE D
L
WF
B
HF
1
IC 80°
H
75°
LH LF HBKW
9
ISO TURNING

9
T7335 0.82100.252.11600.232.1650.201.7
T9315 0.82900.252.12750.252.1
T9325 0.82600.252.11550.232.12450.252.1550.201.7
CNMG 120412W-NM T7325 1.22150.302.11650.272.1650.241.7
T7335 1.22100.302.11600.272.1650.241.7
T9315 1.22850.302.12700.302.1
T9325 1.22550.302.11500.272.12400.302.1550.241.7 ICD1LS [mm][mm][mm][mm]
120412.7005.1612.904.76 160615.8756.3516.106.35 190619.0507.9419.306.35 250925.4009.1225.809.53
Product
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
DRgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.

CNMM 160612E-DR T9315 1.22250.456.02100.456.0 T9325 1.22000.456.01200.416.01900.456.0 T9335 1.21700.456.01000.416.0
CNMM 190608E-DR T9315 0.82150.408.02000.408.0 T9325 0.81900.408.01100.368.01800.408.0
CNMM 190612E-DR T9315 1.22200.458.02050.458.0 T9325 1.21950.458.01150.418.01850.458.0 T9335 1.21700.458.01000.418.0
CNMM 190616E-DR T9325 1.61950.509.01150.459.01850.509.0 T9335 1.61700.509.01000.459.0 34°
14° 12° 0,07 0,4 P

HRgeometryforroughtoheavy-roughmachining,andcontinuoustointerruptedcuts.
CNMM 190616E-HR 6640 1.6750.6010.0450.5410.0700.6010.0 T8345 1.6550.6010.0300.5410.0500.6010.0 T9325 1.61050.6010.0600.5410.0950.6010.0 T9335 1.6800.6010.0450.5410.0
CNMM 190624E-HR T8345 2.4600.6510.0350.5910.0550.6510.0 T9315 2.41150.6510.01050.6510.0 T9325 2.41000.6510.0600.5910.0950.6510.0 T9335 2.4850.6510.0500.5910.0
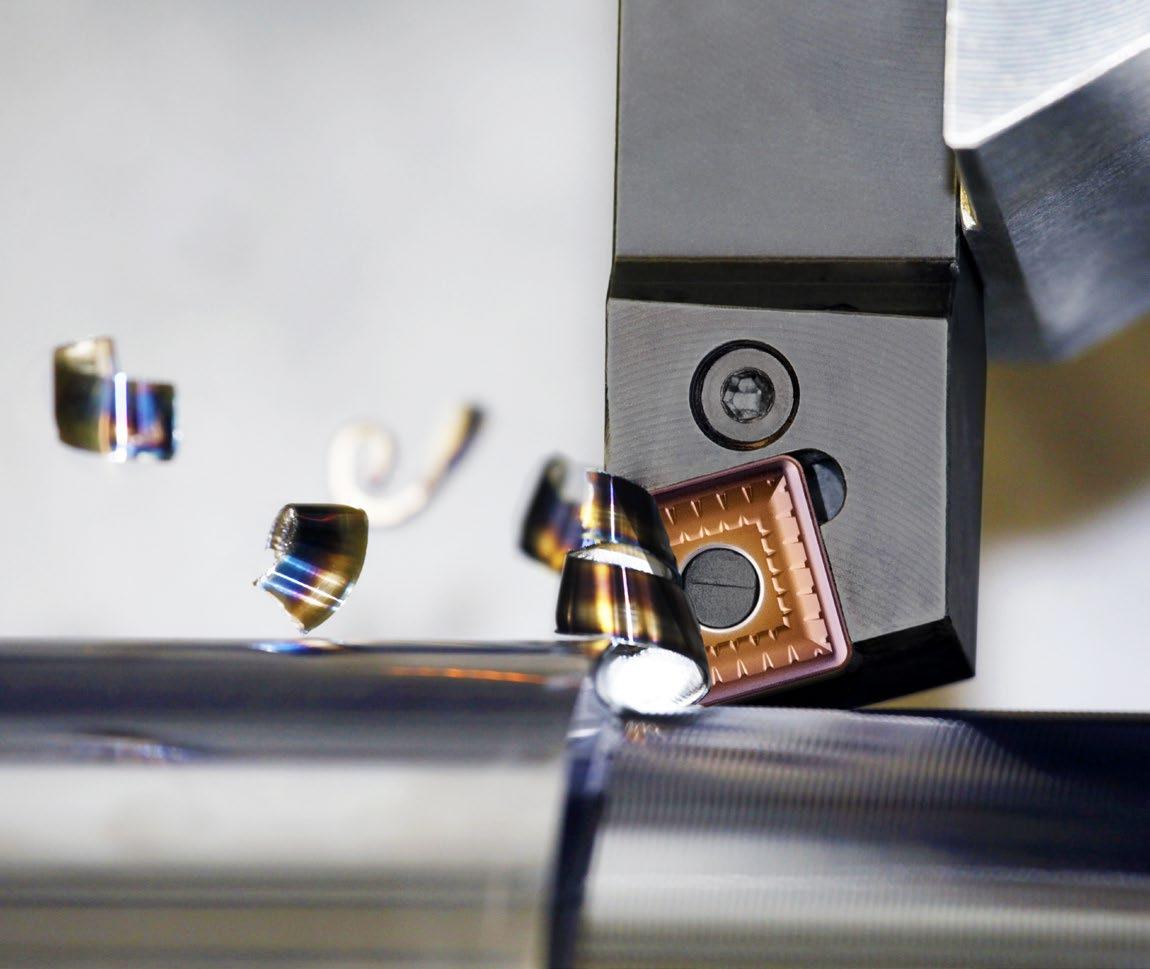
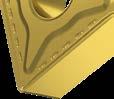
Typical page with turning inserts displayed – specific page details will differ.
12 234
S RE D 1 L IC 80° CNMM RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 23°
S
0,35
1 3 4 8 9 7 5 2 6 10 Use full insert specification
when ordering! ISO insert code Grade Include colon
:T8345 11
code
CNMM190616E-HR
INSERTS – PAGE OVERVIEW 9
TURNING
13 1 2 3 4 5 6 7 8 9 10 11 Pos. Description Designationofinsert Schematicdrawingofinsert Tablewithinsertsizes[mm] Pictureofrepresentativeinsert Profileofmain cutting edge Icons–specificfeaturesandcuttingedgetype Pos. Description ISOinsertcode Grade Insertradii[mm] Geometrydescription Applicationareaofinsert TURNING INSERTS – PAGE OVERVIEW 9
A25T-DDUNR 11 2532172311.530028-12-6 ü 0.96GI046DD11–A32T-DDUNR 11 324022301530030-10-6 ü 1.68GI046DD11–A40T-DDUNR 15 4050273718.530036-11-6 ü 2.59GI044DD154AT002 A50U-DDUNR 15 5063354723.535039-8-6 ü 5.23GI044DD154AT002 A25T-DDUNL 11 2532172311.530028-12-6 ü 0.96GI046DD11–A32T-DDUNL 11 324022301530030-10-6 ü 1.69GI046DD11–A40T-DDUNL 15 4050273718.530036-11-6 ü 2.59GI044DD154AT002 A50U-DDUNL 15 5063354723.535039-8-6 ü 5.25GI044DD154AT002

14 280 CNDNKNLNRNSNTNVNWN P M K
S H 27° H WF 93° DMIN LF LH HF DCON MS
INT DCON
GI044DN..1506.. GI046DN..1104.. Nm DD11DCS091.7DDS267-01US2004-T09PFLAGT09P DD154DCS123.9DDS266-02US2002-T15PFLAGT15P/3,5 AT002aDN..1504..DDS266-01 AT002bCERDN.N1506..DCS12C4 AT002cCERDN.A1506..DCS12C2 Internal Double Clamp Boring Bar with 93° Cutting Angle for DN.. Insert InternalRight/Lefthanddoubleclampboringbar,throughcoolant,93˚cuttingangleforDN..11and15inserts.Minimuminternalturning
Product 1 2 3 4 7 6 5 8 9 10 12 11 13 19 20 15 14 16 17 18 21 Typical page with turning holder displayed – specific page details will differ. TURNING HOLDERS – PAGE OVERVIEW 9
N
DDUN(RL)
MSDMINWFHHFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][mm][°][°]
diameterØ32mm.Suitedforwiderangeofinternalturningapplications,copyturningupto27°.AvailablewithshanksizeØ25uptoØ50mm. Bodytreatedforlongertoollife.
15 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 1) Turningholderisprimarilydisplayedinitsrightdesign(R) 2) GAMO =orthogonalrakeangle(seetechnicalpages) LAMS =inclinationangleofmaincuttingedge(seetechnicalpages) 3) CodeofGroupofcompatibleinserts,sparepartsandspecialaccessoriesisusedonlyforpurposesofthiscatalogue.Itcannotbeusedfororders. 4) Sparepartsandspecialaccessoriesiconsaredesignedschematicallyforeaseofunderstanding.Theyaren‘tincludedinlistoficons.Screwsare,insomecases,completedwithinfoontorque valueinNm,lengthofscrewandsizeofthread. Pos. Description Designationofturningholder Materialgrouprecommendations Clampingsystemofinsert Illustrativepicture1) Tooldescription Workpieceprofile Schematicdrawingoftool Achievablequalityofsurface Characterofcut/workingconditions Productapplications Tooldesign Pos. Description
Specialaccessories TURNING HOLDERS – PAGE OVERVIEW 9
ISOcodeofholder Dimensions[mm]andangles2)[°]ofholder Internalcoolantsupply Weight[kg] Groupofcompatibleinserts3) Groupofspareparts3),4) Groupofaccessories3),4) Compatibleinserts Spareparts
16
HOLDERS – ICONS OVERVIEW TURNING OPERATIONS FEATURES GENERAL ICONS Primaryuse Possibleuse Finishing–verygoodsurfacequality Mediummachining–goodsurfacequality Roughing–unlimitedsurfaceroughness Suitableforstableworkingconditions Suitableforunstableworkingconditions Suitableforveryunstableworkingconditions Coneturning–external Coneturning–internal Copyturning(multidirectionalmachining) Facecopyturning Facecopyturninginhole Faceturningwithshoulder Faceturningwithoutshoulder Chamfering(bevelling) Chamfering(bevelling)fromtheback Chamfering(bevelling)inhole Longitudinalturningwithshoulder–external Longitudinalturningwithshoulder–internal Longitudinalturningwithoutshoulder–external Longitudinalturningwithoutshoulder–internal Machiningtherearface(shoulder)fromthe back Multidirectionalcopyturning–external Multidirectionalcopyturning–internal Onedirectionalcopyturning–external Onedirectionalcopyturning–internal Shallowradialgroove 1 Firstchoice Forshortchippingmaterials Fortoughmaterials(longchipping) Heavyworkingconditions HFC HighFeedCutting HSC HighSpeedCutting W InsertwithWipergeometry Largeoverhang Railwaywheelmachining Thin-walledandslimworkpieces Universalwiderangeoption F Sharpedge E Roundededge T Edgewithfacet S Roundededgewithfacet K Edgewithdoublefacet P Roundededgewithdoublefacet 9
TURNING
TURNING HOLDERS – ICONS OVERVIEW
Veryhighcuttingspeed,excellentsystem rigidity(stableworkingconditions)
Highcuttingspeed,highsystem rigidity(stableworkingconditions)
Highcuttingspeed,systemrigidityslightly limited(depthofcutchanging)
Mediumcuttingspeed,systemrigiditylimited (slightlyinterruptedcut)
Lowcuttingspeed,lowsystemrigidity (interruptedcut)
Verylowcuttingspeed,verylowsystemrigidity(veryunstableworkingconditions)
OTHERS
17
FF F M R HR x.v ap Finefinishing Finishing Mediummachining Roughing Heavyroughing Multiplicationfactorforcuttingspeed Depthofcut[mm]
f (MT)CVD PVD v Feed[mm/rev] Durability[min] Grade Coating Cuttingspeed Cuttingedgeprofile Cooling
TECHNICAL PAGES
Nm Clampingtorqueofscrew[Nm]GroupofheadsforroughingInternalsupplyofcoolant 9
18 CCGT & 60 DCGT & 86 ECGT & 104 RCGT & 118 CCMT & 62 DCMT & 87 ECMT & 105 CCMW & 68 DCMW & 92 ECMW & 106 RCMT & 118 EPGX & 110 RCMW & 120 EPMT & 110 RCMX & 121 SCGT & 134 TCGT & 149 SCMT & 135 TCMT & 150 SCMW & 138 TCMW & 154 SPMR & 146 SPUN & 146 ISO INSERTS POSITIVE – NAVIGATOR CCGWCBN & 69 DCGWCBN & 92 DCMWPCD & 93 RCGXCER & 123 SPGNCER & 147 TCGWCBN & 154 9
19 VBMT & 168 VCGT & 186 TPMR & 163 VCMW & 191 TPGX & 162 TPUN & 164 VCGX & 189 VCGW & 189 VCMT & 190 ISO INSERTS POSITIVE – NAVIGATOR TPGNCER & 164 VBGWCBN & 171 VCMWPCD & 192 WCGT & 212 WCGX & 213 WCMT & 213 9
20 CNGACER & 238 CNGNCER & 238 RNGNCER & 294 DNGACER & 271 DNGNCER & 271 ISO INSERTS NEGATIVE – NAVIGATOR CNMG & 223 CNMM & 234 CNMA & 222 CNGG & 222 CNGACBN & 239 DNMM & 270 DNMA & 260 DNMG & 260 DNGACBN & 272 KNUX & 284 LNUX40,LN.X50 & 289 RNMG & 294 9
21 WNMM & 375 WNMA & 366 WNMG & 366 TNGACER & 343 SNGACER & 311 TNGNCER & 344 SNGNCER & 312 VNGACER & 359 ISO INSERTS NEGATIVE – NAVIGATOR SNMM & 307 SNMX & 311 SNMA & 300 SNMG & 301 TNMG & 335 TNMM & 342 VNMG & 356 TNMA & 334 TNGACBN & 344 VNGACBN & 359 WNGACBN & 376 9










22 FF F M R HR UR 15° 1,0 30° Designedforfinetofinishmachining,steelsandcast ironsandpotentiallystainlesssteel,continuousand interruptedcuts FM 15° Designedforfinishtosemi-roughmachining,steelsand stainlesssteels,potentiallycastironsandnonferrous materials,continuousandmoderatelyinterruptedcuts RM 17° 0,27 0, 22 Designedforsemi-roughmachining,steels,stainless steelsandcastirons,potentiallysuperalloysandhardenedmaterials,continuousandinterruptedcuts OR 15° 10-14° 0 2 0,4 0,5 1 25 Designedforroughandheavyroughmachining,steels, stainlesssteelsandcastirons,potentiallysuperalloys. continuousandinterruptedcuts OR DR4 RF RM3 FM2 SF3 RM FM UR FF2 FF P Very unstable working conditions Unstable working conditions Stable working conditions Thin -walled andslim workpieces 1stchoice Possibleuse ISO INSERTS POSITIVE – CHIPBREAKER NAVIGATOR f 0.05–0.2mm/rev0.05–0.2mm/rev0.2–0.4mm/rev0.4–1.0mm/rev>1.0mm/rev ap 0.05–2mm0.05–2mm2–4mm4–10mm>10mm 9






23 FF F M R HR NF1 10° 0,9 1,9 Positivedesignforfine-finishtomediummachining, stainlesssteelsandsuperalloys,potentiallysteels,non ferrousandhardmaterials,continuouscuts FM 15° Designedforfinishtosemi-roughmachining,steelsand stainlesssteels,potentiallycastironsandnonferrous materials,continuousandmoderatelyinterruptedcuts RM 17° 0,27 0 22 Designedforsemi-roughmachining,steels,stainless steelsandcastirons,potentiallysuperalloysandhardenedmaterials,continuousandinterruptedcuts OR 15° 10-14° 0 2 0,4 0,5 1 25 Designedforroughandheavyroughmachining,steels, stainlesssteelsandcastirons,potentiallysuperalloys. continuousandinterruptedcuts OR DR4 FM2 RM M SF2 SI FM NF2 NF1 FM RF SF3 Very unstable working conditions Unstable working conditions Stable working conditions Thin -walled andslim workpieces 1stchoice Possibleuse ISO INSERTS POSITIVE – CHIPBREAKER NAVIGATOR f 0.05–0.2mm/rev0.05–0.2mm/rev0.2–0.4mm/rev0.4–1.0mm/rev>1.0mm/rev ap 0.05–2mm0.05–2mm2–4mm4–10mm>10mm 9




24 FF F M R HR K f 0.05–0.2mm/rev0.05–0.2mm/rev0.2–0.4mm/rev0.4–1.0mm/rev>1.0mm/rev ap 0.05–2mm0.05–2mm2–4mm4–10mm>10mm RF 0,1 R R 6,35 9,525 12,7 1,0 1,5 2,5 I.C. Designedforroughmachining,castirons,potentially steels,stainlesssteelsandhardmaterials,continuous andinterruptedcuts RM 17° 0,27 0, 22 Designedforsemi-roughmachining,steels,stainless steelsandcastirons,potentiallysuperalloysandhardenedmaterials,continuousandinterruptedcuts OR 15 10-14 0,2 0,4 0,5 1 25 Designedforroughandheavyroughmachining,steels, stainlesssteelsandcastirons,potentiallysuperalloys. continuousandinterruptedcuts OR DR4 RM3 SF3 RM Very unstable working conditions Unstable working conditions Stable working conditions Thin -walled andslim workpieces 1stchoice Possibleuse ISO INSERTS POSITIVE – CHIPBREAKER NAVIGATOR 9




25 FF F M R HR N f 0.05–0.2mm/rev0.05–0.2mm/rev0.2–0.4mm/rev0.4–1.0mm/rev>1.0mm/rev ap 0.05–2mm0.05–2mm2–4mm4–10mm>10mm SF3 20° 0,15 Verypositivedesignforfineandfinishmachining,super alloys,stainlesssteelsandnonferrousmaterials,potentiallysteel,castironsandhardmaterials,continuous cuts AL 25° Highlypositivedesignforfinefinishtoroughmachining, aluminium,aluminiumalloysandothernonferrous materials,potentiallysuperalloys,continuouscuts NF1 FM SF3 AL Very unstable working conditions Unstable working conditions Stable working conditions Thin -walled andslim workpieces 1stchoice Possibleuse ISO INSERTS POSITIVE – CHIPBREAKER NAVIGATOR 9


26 FF F M R HR S SF2 25°
SF3 20°
NF2 17°
NF2 NF1 SF3
1stchoice Possibleuse ISO INSERTS POSITIVE – CHIPBREAKER NAVIGATOR
ap
9
0,4 Verypositivedesignforfineandfinishmachining,super alloys,potentiallystainlesssteels,steelsandnonferrous materials,continuouscuts
0,15 Verypositivedesignforfineandfinishmachining,super alloys,stainlesssteelsandnonferrousmaterials,potentiallysteel,castironsandhardmaterials,continuous cuts
Positivedesignforfine-finishtosemiroughmachining, stainlesssteelsandsuperalloys,continuouscuts
Very unstable working conditions Unstable working conditions Stable working conditions Thin -walled andslim workpieces
f 0.05–0.2mm/rev0.05–0.2mm/rev0.2–0.4mm/rev0.4–1.0mm/rev>1.0mm/rev
0.05–2mm0.05–2mm2–4mm4–10mm>10mm
27 FF F M R HR H
ap
SF3 20° 0,15
NF1 10° 0,9 1,9
.CMW
RM3 20° 5° 0,25
RM3 Very unstable working conditions Unstable working conditions Stable
conditions Thin
ISO INSERTS POSITIVE – CHIPBREAKER NAVIGATOR 9
f 0.05–0.2mm/rev0.05–0.2mm/rev0.2–0.4mm/rev0.4–1.0mm/rev>1.0mm/rev
0.05–2mm0.05–2mm2–4mm4–10mm>10mm
Verypositivedesignforfineandfinishmachining,super alloys,stainlesssteelsandnonferrousmaterials,potentiallysteel,castironsandhardmaterials,continuous cuts
Positivedesignforfine-finishtomediummachining, stainlesssteelsandsuperalloys,potentiallysteels,non ferrousandhardmaterials,continuouscuts
Designedforfinefinishtosemiroughmachining,cast irons,potentiallyhardmaterials,continuousandslightly interruptedcuts
Designedforroughmachining,castirons,potentially steels,stainlesssteelsandhardmaterials,continuous andinterruptedcuts SF3 .CMW NF1
working
-walled andslim workpieces 1stchoice Possibleuse














28 FF F M R HR P FM SF NF SM OR NR2 HR2 RM M FF NM SI R HR Very unstable working conditions Unstable working conditions Stable working conditions Thin -walled andslim workpieces FF 22° 7° 0,06 0,09 Highlypositivegeometrydesignedforfinefinishmachining,stainlesssteelandsteel,potentiallycastirons, continuouscuts SF 14,5° 1,94 Versatilepositivegeometrydesignedforfinefinish machining,steels,stainlesssteels,castironsandsuper alloysandhardmaterials,potentiallynonferousmateri alsandformachiningthinwalls,withcontinuouscuts FM 20° 0,1 10° 0,2 Positivegeometrydesignedforfinishtosemi-rough machining,steelandcastirons,potentiallyandsuper alloys,continuousandmoderatelyinterruptedcuts SM 13° 0,25 5° Positivegeometrydesignedformediummachining, stainlesssteels,superalloys,steelsandcastirons, potentiallynonferrousandhardmaterialsandfor machiningthinwalls,continuousandinterruptedcuts RM 0,35 0, 3 19° Designedforsemi-roughandroughmachining,steels, stainlesssteelsandcastirons,potentaillysuperalloys, continuousandinterruptedcuts OR 4° 18° 0,1÷ 0,15 0,2 2÷ 0,45 Designedforfinishtoheavyroughmachining,steelsand castirons,potentiallystainlesssteelandsuperalloys, continuousandinterruptedcuts 1stchoice Possibleuse ISO INSERTS NEGATIVE – CHIPBREAKER NAVIGATOR f 0.05–0.2mm/rev0.05–0.2mm/rev0.2–0.4mm/rev0.4–1.0mm/rev>1.0mm/rev ap 0.05–2mm0.05–2mm2–4mm4–10mm>10mm 9







29 FF F M R HR M FF Very unstable working conditions Unstable working conditions Stable working conditions Thin -walled andslim workpieces FF 22° 7° 0,06 0,09 Highlypositivegeometrydesignedforfinefinishmachining,stainlesssteelandsteel,potentiallycastirons, continuouscuts SF 14,5° 1,94 Versatilepositivegeometrydesignedforfinefinish machining,steels,stainlesssteels,castironsandsuper alloysandhardmaterials,potentiallynonferousmateri alsandformachiningthinwalls,withcontinuouscuts NF 0,15 25° 12° Highlypositivedesignforfinefinishandmediummachining,stainlesssteels.steel,potentiallycastirons,non ferrousmaterialsandsuperalloys,continuouscuts SM 13° 0,25 5° Positivegeometrydesignedformediummachining, stainlesssteels,superalloys,steelsandcastirons, potentiallynonferrousandhardmaterialsandfor machiningthinwalls,continuousandinterruptedcuts NMR 22° 0,31 10° Positivedesignformediumtoroughmachining, stainlesssteelsaswellassoftsteelsandsuperalloys, continuouscuts NR2 0,13 15° 21° 0,41 Designedforfinishtoroughmachining,stainlesssteels andsteels,potentiallycastironsandsuperalloys, continuousandinterruptedcuts HR2 OR HR NRM FM NF NM SI 923 NR2 NMR SM SF 1stchoice Possibleuse ISO INSERTS NEGATIVE – CHIPBREAKER NAVIGATOR f 0.05–0.2mm/rev0.05–0.2mm/rev0.2–0.4mm/rev0.4–1.0mm/rev>1.0mm/rev ap 0.05–2mm0.05–2mm2–4mm4–10mm>10mm 9








30 FF F M R HR K HR2 OR KR M .NMA SF HR R SM NR2 .NMA Designedforfinefinishtosemiroughmachining,cast irons,potentiallyhardmaterials,continuousandslightly interruptedcuts M 5° 16° 10° 0,1 0,3 Designedforfinishandsemi-roughmachining,cast irons,potentiallysteelsandhardmaterials,continuous andinterruptedcuts KR 0,3 3 1 , 4 01, 15° Designedforsemi-roughandroughmachining,cast irons,potentiallysteelandhardmaterials,continuous andinterruptedcuts OR 4° 18° 0 1÷ 0,15 0,2 2÷ 0,45 Designedforfinishtoheavyroughmachining,steelsand castirons,potentiallystainlesssteelandsuperalloys, continuousandinterruptedcuts HR2 20° 0,72 Designedforroughtoheavyroughmachiningwithhigh feeds,steelsandcastirons,potentiallystainlesssteels, continuousandinterruptedcuts Very unstable working conditions Unstable working conditions Stable working conditions Thin -walled andslim workpieces 1stchoice Possibleuse ISO INSERTS NEGATIVE – CHIPBREAKER NAVIGATOR f 0.05–0.2mm/rev0.05–0.2mm/rev0.2–0.4mm/rev0.4–1.0mm/rev>1.0mm/rev ap 0.05–2mm0.05–2mm2–4mm4–10mm>10mm 9
Versatilepositivegeometrydesignedforfinefinish machining,steels,stainlesssteels,castironsandsuper alloysandhardmaterials,potentiallynonferousmateri alsandformachiningthinwalls,withcontinuouscuts
Highlypositivedesignforfinefinishandmediummachining,stainlesssteels.steel,potentiallycastirons,non ferrousmaterialsandsuperalloys,continuouscuts
Positivegeometrydesignedformediummachining, stainlesssteels,superalloys,steelsandcastirons, potentiallynonferrousandhardmaterialsandfor machiningthinwalls,continuousandinterruptedcuts
Highlypositivedesignforfinefinish,mediumandrough machining,stainlesssteels,steels,potentiallynon ferrrousmaterialsandsuperalloys,continuouscuts
Positivegeometryforfinefinishtosemi-rough machining,steels,stainlesssteelsandcastironsand


31
N
14,5°
FF F M R HR
NF SF SM NM SI SF
1,94
NF
25° 12°
0,15
SM 13°
5°
0,25
NM 10° 30°
0, 25
SI 15° 18°
–
ap
9
potentiallynonferrousmaterials,continuouscuts Very unstable working conditions Unstable working conditions Stable working conditions Thin -walled andslim workpieces 1stchoice Possibleuse ISO INSERTS NEGATIVE
CHIPBREAKER NAVIGATOR f 0.05–0.2mm/rev0.05–0.2mm/rev0.2–0.4mm/rev0.4–1.0mm/rev>1.0mm/rev
0.05–2mm0.05–2mm2–4mm4–10mm>10mm

32 FF F M R HR S SF 14,5° 1,94 Versatilepositivegeometrydesignedforfinefinish machining,steels,stainlesssteels,castironsandsuper
SM 13° 0,25 5° Positivegeometrydesignedformediummachining, stainlesssteels,superalloys,steelsandcastirons, potentiallynonferrousandhardmaterialsandfor
NRM 0,32 6° 24° Positivedesignforsemi-roughandroughmachining,
cuts NR2 NM NF SM SF NRM Very unstable working conditions Unstable working conditions Stable
conditions Thin
1stchoice Possibleuse ISO INSERTS NEGATIVE – CHIPBREAKER NAVIGATOR f
ap
9
alloysandhardmaterials,potentiallynonferousmateri alsandformachiningthinwalls,withcontinuouscuts
machiningthinwalls,continuousandinterruptedcuts
stainlesssteel,softsteelsandsuperalloys,continuous
working
-walled andslim workpieces
0.05–0.2mm/rev0.05–0.2mm/rev0.2–0.4mm/rev0.4–1.0mm/rev>1.0mm/rev
0.05–2mm0.05–2mm2–4mm4–10mm>10mm
33
F M R HR H SF 14,5° 1,94
SM 13° 0,25 5°
.NMA
R 5° 15 ° 5° 0,4 0,1
.NMA SF R SM Very unstable working conditions Unstable working conditions Stable working conditions Thin
workpieces 1stchoice Possibleuse ISO INSERTS NEGATIVE – CHIPBREAKER NAVIGATOR f
ap
9
FF
Versatilepositivegeometrydesignedforfinefinish machining,steels,stainlesssteels,castironsandsuper alloysandhardmaterials,potentiallynonferousmateri alsandformachiningthinwalls,withcontinuouscuts
Positivegeometrydesignedformediummachining, stainlesssteels,superalloys,steelsandcastirons, potentiallynonferrousandhardmaterialsandfor machiningthinwalls,continuousandinterruptedcuts
Designedforfinefinishtosemiroughmachining,cast irons,potentiallyhardmaterials,continuousandslightly interruptedcuts
Designedforsemi-roughandroughmachining,cast irons,potentiallysteelandhardmaterials,continuous andinterruptedcuts
-walled andslim
0.05–0.2mm/rev0.05–0.2mm/rev0.2–0.4mm/rev0.4–1.0mm/rev>1.0mm/rev
0.05–2mm0.05–2mm2–4mm4–10mm>10mm
34 P01 T9310 T6310 TT010 P05 T9315 P10 TT310 P15 T9325 P20 T9335 T8430 P25 P30 P35 P40 P45 P50 S01 T6310 H07 S05 S10 T7325 S15 T7335 S20 S25 S30 GroupCemented carbide with MTCVDCemented carbide with PVD Cemented carbide CERMET M01 T6310 M05 T8315 M10 T7325 T9325 M15 M20 T7335 T8430 M25 M30 M35 M40 GroupCemented carbide with MTCVDCemented carbide with PVD Cemented carbide CERMET K01 T5305 K05 K10 T5315 HF7 K15 K20 K25 T8430 K30 K35 K40 GroupCemented carbide with MTCVDCemented carbide with PVD Cemented carbide CERMET GroupCemented carbide with MTCVDCemented carbide with PVD Cemented carbide CERMET N01 N05 T0315 N10 HF7 N15 N20 N25 N30 GroupCemented carbide with MTCVDCemented carbide with PVD Cemented carbide CERMET H01 T6310 H05 T5305 T8315 H10 H15 T9315 H20 H25 H30 GroupCemented carbide with MTCVDCemented carbide with PVD Cemented carbide CERMET TURNING GRADES – NAVIGATOR 9
TURNING GRADES – NAVIGATOR
Gradewithhighabrasionresistancewhichcanbeusedforslightlyinterrupted cutting.Itwillbeusedforfinishingorsemi-roughingoperations.Thismaterial canalsobeusedforroughingoperationsprovidedthemachine-tool-workpiece configurationissufficientlyrigid.
Aversatilegradewithexcellentwearresistancepropertiesevenunderintense cuttingconditions.Itcanalsobeusedforoperationswithinterruptedcuts.Withit‘s wellbalancedpropertiesthisgradecanbefirstchoiceforawiderangeofturning operations.Notsuitedtolowcuttingspeeds.
Fromatechnologicalperspectivethisisanextremelyversatilegradewithhigh resistancetomechanicaldamageinadversecuttingconditionsandretainsexcellent wearresistance.Thecorrectapplicationofthismaterialrequireshighcutting speeds.
Oneofthetoughestgradeswhichisespeciallysuitableforadversecuttingconditionsatmediumtohighfeedratesandmediumcuttingspeeds.Comparedtoits predecessors,M15–M40itisnotonlytougher,butalsomoreabrasionresistant whichwillbeusefulwhenusingintensivecuttingconditions.
Oneofthemostuniversalturninggrades.Especiallydesignedforstainlesssteel machining.Optimalbalancebetweenwearresistanceandperformancereliability. Suitableforbroadvarietyofapplicationinturningoperations.
Gradewithfunctionallygradedsubstrate,featuringveryhighoperationalreliability andverygoodwear-resistance.Itisbestsuitedtouseinthemachiningofvery toughM20–M40materials.
Gradewithveryhighresistancetochemicalwear;suitableforfinishingoperations usinghighcuttingspeeds.Withitshighabrasionresistance,itisalsosuitablefor productiveK01–K15,machiningofhardenedandtreatedmaterials.
Gradeintendedprimarilyforproductivemachiningwhichhashighabrasionresistanceandgoodoperationalreliability.Duetoitsproperties,thismaterialisparticularlysuitableforroughingandfinishingoperationsforgoodorslightlyadverse cuttingconditions.
Oneofthetoughestturningmaterialswhichcanbeusedespeciallyinroughing operations,orwhereoperationalreliabilityunderadversecuttingconditionsisa priority.Anotheridealchoiceformachinesworkingwithlowtomediumcutting speedsandmediumtohighfeedrates.
35 Grade Identification Area of Application Application Feed Cutting speed Resistance to adverse Working Conditions Coating Colour Substrate Coolant benefit Grade description T9310 P01 P15 MT-CVDFGM + +
K05 K20 H10 H20 T9315 P05 P25 MT-CVDFGM + +
K05 K25 H10 H20 T9325 P15 P35 MT-CVDFGM + +
M10 M30 K15 K35 S10 S20 T9335 P20 P45 MT-CVDFGM + + +
M15 M40 S15 S25 T7325 P15 P35 MT-CVDFGM + + +
M10 M25 S10 S25 T7335 P20 P40 MT-CVDFGM + + +
M20 M40 S15 S25 T5305 P05 P15 MT-CVDH +
K01 K15 H05 H15 T5315 P10 P25 MT-CVDH +
K10 K25 H15 H25 6640 P20 P40 MT-CVDH + + +
M20 M35 K25 K40
9
TURNING GRADES – NAVIGATOR
Gradefeaturingexcellentabrasionresistancewhilemaintainingaboveaverage operationalreliability,itissuitableformachiningatmediumtohighcuttingspeeds inshortchippinghardermaterials.
Undoubtedlythemostversatilecuttingmaterial,thisisusefulformachiningof alltypesofmachinedmaterialsandispracticallyapplicableinalmostalltypesof turningoperations.Itsmainbenefitsareitshighoperationalreliabilityandvery goodfrictionalproperties;itisthereforesuitableforapplicationsatmediumand lowercuttingspeeds.
Versatilecuttingmaterial,thisisusefulformachiningofalltypesofmachined materialsandispracticallyapplicableinalmostalltypesofturningoperations.Its mainbenefitsareitshighoperationalreliabilityandverygoodfrictionalproperties; itisthereforesuitableforapplicationsatmediumandlowercuttingspeeds.
Thisisthetoughestturninggrade,whichisintendedmainlyformachiningunder theworstcuttingconditionsandinapplicationswiththehighestrequirementsfor operatingreliability.Becauseoftheseproperties,thismaterialisrecommendedfor lowercuttingspeeds.
HighwearresistantturninggradewithtopPVDcoating.Suitableforfinishing operationandapplications,wheresharpcuttingedgetogetherwithhighflank wearresistanceisofhighimportance
Submicrongradeforturningnon-ferrousmetalsandtheiralloyswithabalanceof wearresistanceandtoughness.Itisprovidedwithauniquecoatingwithexcellent frictionproperties.
Uncoatedgradewhichisprimarilydesignedformachiningnon-ferrousmetals;but canalsobeusedforothermachinedmaterials(exceptsteel).Thismaterialcanbe usedinturning,milling,andevenboring.
Uncoatedturninggradesuitableformachiningapplicationswhereoxidationresistanceisnotdominatingcriterionoftoollife.DesignedformachiningofTi-based alloys.Gradeexhibitshighstrengthofcuttingedgetogetherwithgoodwear resistance.
Coatedcermetusedforfineandfinishturningofcarbonandalloysteels(includingstainless).Itsexcellentfrictionpropertiesarefurtherimprovedbythecoating appliedusingthePVDtechnique.
Uncoatedcermet,whichissuitableforfinemachiningofalltypesofsteel(including stainless)atverylowfeedrates.Itsmainadvantageistheminimalradiusofthe cuttingedgeanditshighresistancetophysicalandchemicalwearmechanisms.
36 Grade Identification Area of Application Application Feed Cutting speed Resistance to adverse Working Conditions Coating Colour Substrate Coolant benefit Grade description T8315 P05 P20 PVDsubmicron H + +
M05 M20 K05 K25 N05 N25 S05 S15 H05 H15 T8430 P20 P40 PVDsubmicron H + + +
M20 M35 K25 K40 N15 N30 S15 S25 H15 H25 T8330 P25 P40 PVDsubmicron H + + +
M20 M35 K20 K40 N15 N30 S15 S25 H15 H25 T8345 P30 P50 PVDsubmicron H + + +
M20 M40 K30 K40 S20 S30 T6310 P01 P15 PVD ultra submicron H + + +
M01 M15 K05 K20 N05 N20 S01 S15 H01 H15 T0315 N05 N20 PVD + +
HF7 M10 M20 ×submicron H + +
K10 K25 N10 N25 H07 M05 M15 ×submicron H + +
K10 K25 N10 N30 S01 S20 TT310 P10 P25 PVDcermet + / –
M15 M25 TT010 P01 P10 ×cermet + / –
M01 M10
9
37 MT-CVD PVD × Coating Medium-temperaturechemicalmethodofcoating Low-temperaturephysicalmethodofcoating Uncoatedgrade H submicron H ultra submicron H FGM Cermet ceramics PCD CBN HSS Substrat WC-Cobasedsubstrate WC-Cobasedsubstratefinegrained(<1 m m) WC-Cobasedsubstrateveryfinegrained(<0.5 m m) Functionallygradedsubstrate CementedcarbidewithoutWC Cuttingceramics PolycrystallineDiamond CubicBoronNitride Highspeedsteel Grade Identification Area of Application Application Feed Cutting speed Resistance to adverse Working Conditions Coating Colour Substrate Coolant benefit Grade description TC100 K01 K15 ×ceramics –Ceramicgradeforcastironmachining.Suitableformachiningwithhighcutting speedatstableconditions. TB310 K01 K10 ×CBN –CBNgradeformachiningofhardenedmaterials.Suitableformachiningwithhigh cuttingspeedandsmallfeedsatstableconditions. S05 S10 H01 H10 PD1 N05 N25 ×PKDPKDgradeforturningnon-ferrousmaterials.Idealchoiceforworkingwithhigh cuttingspeedandsmallfeedsatstableconditions. 333TN P45 P50 PVDHSS + + + SpecialgradecomposedofHSSsubstrateandthinhardPVDcoating.Themost toughcuttinggradeintheportfolio.Insertswiththisgradeareoneandonlyused forslottingofkeygroove. M35 M40 K35 K40
GRADES – NAVIGATOR + + + + + + + / –––Benefits of cutting fluid Useofcoolantisessential Highlyrecommended Recommended Optional Donotusecoolant Coolantnotrecommended 9
TURNING
38 SCAC(RL)EXT 90° CC.. 06 09 08×08 16×16 & 70 & 60–69 SCBC(RL)EXT 75° CC.. 09 12 12×12 25×25 & 71 & 60–69 SCDCREXT 45° CC.. 50° 06 10×10 & 72 & 60–69 SCFC(RL)EXT 90° CC.. 06 09 08×08 16×16 & 73 & 60–69 SCLC(RL)EXT 95° CC.. 06 08 09 12 08×08 25×25 & 74 & 60–69 SDJC(RL)EXT 93° DC.. 30° 07 11 15 08×08 25×25 & 94 & 86–93 SDNCNEXT 62°30´ DC.. 62,5° 7 11 08×08 25×25 & 95 & 86–93 SEGC(RL)EXT 90° EC.. 15° 08 12×12 16×16 & 107 & 104–106 SRDC(RL)EXT RC.. 08 20×20 32×25 & 126 & 118–123 SRDCNEXT RC.. 90° 06 08 10 12 16 12×12 32×25 & 127 & 118–123 SRSC(RL)EXT RC.. 27° 06 08 10 12 16 12×12 32×25 & 128 & 118–123 SSBC(RL)EXT 75° SC.. 09 12 25 38 12×12 60×60 & 139 & 134–138 SSDCNEXT 45° SC.. 45° 45° 09 12 12×12 25×25 & 140 & 134–138 SSKC(RL)EXT 75° SC.. 09 12 12×12 25×25 & 141 & 134–138 STFC(RL)EXT 90° TC.. 11 16 16×16 25×25 & 155 & 149–154 STFC(RL)-AEXT 90° TC.. 11 20×20 & 156 & 149–154 TOOLS – NAVIGATOR ISO TURNING – EXTERNAL LONG AND UNSTABLE COMPONENTS (positive inserts) 9
39 C.-SCLC(RL)EXT 95° CC.. 09 12 20 32 & 75 & 60–69 C.-SDJC(RL)EXT 93° DC.. 30° 11 C3 C5 & 96 & 86–93 C.-SDNCNEXT 62°30´ DC.. 62,5° 11 C4 C5 & 97 & 86–93 C.-SRDCNEXT RC.. 90° 10 12 C4 C5 & 130 & 118–123 STJC(RL)EXT 93° TC.. 11 16 16×16 25×25 & 157 & 149–154 SVAC(RL)-DCEXT 90° VC.. 53° 13 10×10 25×25 & 193 & 186–192 SVGC(RL)EXT 90° VC.. 53° 07 08×08 16×16 & 194 & 186–192 SVHB(C)(RL)EXT 107°30´ VB, VC.. 35° 11 16 16×16 25×25 & 172,195 & 168–171 186–192 C.-SVHB(RL)EXT 107°30´ VB, VC.. 35° 16 C4 C6 & 177,201 & 168–171 186–192 SVJC(RL)-DCEXT 93° VC.. 50° 13 10×10 25×25 & 197 & 186–192 SVJB(C)(RL)EXT 93° VB, VC.. 50° 11 13 16 12×12 32×25 & 173,196 & 168–171 186–192 SVPB(C)(RL)EXT 117°30´ VB, VC.. 25° 11 16 16×16 32×25 & 174,198 & 168–171 186–192 SVXB(C)(RL)EXT 98° VB, VC.. 30° 11 13 16 12×12 32×25 & 176,200 & 168–171 186–192 CKJN(RL)EXT 93° KN.. 30° 16 20×20 32×25 & 287 & 284–286 SVVB(C)NEXT 72°30´ VB, VC.. 72,5 11 13 16 12×12 32×25 & 175,199 & 168–171 186–192 SWLC(RL)EXT 95° WC.. 06 08 16×16 25×25 & 215 & 212–214 TOOLS – NAVIGATOR ISO TURNING – EXTERNAL LONG AND UNSTABLE COMPONENTS (positive inserts) 9
40
50° 11 16 C3 C6
C.-SVJB(RL)EXT 93° VB, VC..
& 178,202 & 168–171 186–192
72,5° 16 C4 C6
TOOLS – NAVIGATOR 9
C.-SVVBNEXT 72°30´ VB, VC..
& 179,203 & 168–171 186–192 ISO TURNING – EXTERNAL LONG AND UNSTABLE COMPONENTS (positive inserts)
41 SCFC(RL)INT 90° CC.. 06 13 16 & 76 & 60–69 SCXC(RL)INT 40° CC.. 40° 06 13 20 & 80 & 60–69 SCKC(RL)INT 75° CC.. 06 09 12 11 40 & 77 & 60–69 SDZC(RL)INT 93° DC.. 27 07 11 27 65 & 101 & 86–93 SDQC(RL)INT 107°30´ DC.. 15° 07 11 13 40 & 98 & 86–93 SCLC(RL)INT 95° CC.. 06 09 12 11 40 & 78 & 60–69 SELP(RL)INT 95° EP.. 05 8 16 & 111 & 110 SELP(RL)-EINT 95° EP.. 05 8 16 & 112 & 110 SDUC(RL)-EINT 93° DC.. 27 07 11 13 40 & 100 & 86–93 SDUC(RL)INT 93° DC.. 27° 07 11 13 40 & 99 & 86–93 SEUC(RL)INT 93° EC.. 06 08 11 32 & 108 & 104–106 SEXP(RL)INT 52°30´ EP.. 52° 52° 05 9.5 16 & 114 & 110 SEXP(RL)-EINT 52°30´ EP.. 52° 52° 05 9.5 16 & 115 & 110 SEUP(RL)INT 93° EP.. 05 8.3 & 113 & 110 SSSC(RL)INT 45° SC.. 45° 09 25 32 & 144 & 134–138 STFC(RL)INT 90° TC.. 06 09 11 16 8.5 40 & 158 & 149–154 ISO TURNING – INTERNAL LONG AND UNSTABLE COMPONENTS (positive inserts) TOOLS – NAVIGATOR 9
42 C.-SCLC(RL)INT 95° CC.. 09 C3 C5 & 81 & 60–69 C.-SDUC(RL)INT 93° DC.. 27° 07 11 20 32 & 102 & 86–93 SVUB(C)(RL)INT 93° VB, VC.. 50° 11 13 16 20 50 & 182,207 & 168–171 186–192 SVXC(RL)-EINT 113° VC.. 32° 07 12.5 17.5 & 209 & 186–192 SVXC(RL)INT 113° VC.. 32° 07 12.5 17.5 & 208 & 186–192 SWLC(RL)INT 95° WC.. 06 08 25 40 & 216 & 212–214 SWUC(RL)INT 93° WC.. 02 5.8 7.8 & 217 & 212–214 SWUC(RL)-EINT 93° WC.. 02 5.8 7.8 & 218 & 212–214 SVQB(C)(RL)INT 107°30´ VB, VC.. 35° 11 13 16 20 50 & 181,206 & 168–171 186–192 C.-SVQB(C)(RL)INT 108° VB, VC.. 35° 16 33 & 183,210 & 168–171 186–192 STFC(RL)-EINT 90° TC.. 06 09 11 8.5 20 & 160 & 149–154 SVJB(RL)INT 93° VB, VC.. 50° 11 25 32 & 180,204 & 168–171 186–192 SVLC(RL)INT 95° VC.. 48° 13 27 43 & 205 & 186–192 ISO TURNING – INTERNAL LONG AND UNSTABLE COMPONENTS (positive inserts) TOOLS – NAVIGATOR 9
43 PDNN(RL)EXT 62°30´ DN.. 11 15 20×20 32×25 & 275 & 260–272 PDXN(RL)EXT 98° DN.. 22 15 20×20 32×25 & 276 & 260–272 PDJN(RL)EXT 93° DN.. 30° 11 15 20×20 32×32 & 274 & 260–272 DDJN(RL)EXT 93° DN.. 30° 11 15 20×20 32×32 & 273 & 260–272 PCKN(RL)EXT 75° CN.. 12 16 19 20×20 40×40 & 246 & 222–239 DCKN(RL)EXT 75° CN.. 12 16 20×20 32X32 & 242 & 222–239 DCLN(RL)EXT 95° CN.. 09 12 16 19 16×16 40×40 & 243 & 222–239 PCLN(RL)EXT 95° CN.. 12 16 19 25 20×20 50×50 & 247 & 222–239 PCBN(RL)EXT 75° CN.. 12 16 19 25 20×20 50×50 & 245 & 222–239 DCBN(RL)EXT 75° CN.. 12 16 19 20×20 40×40 & 240 & 222–239 PRSC(RL)EXT RC.. 27° 16 20 25 32×25 40×40 & 125 & 118–123 PRSN(RL)EXT RN.. 12 15 19 25×25 40×40 & 296 & 294 DRSN(RL)EXT RN.. 12 25×25 & 295 & 294 PRDCNEXT RC.. 90° 16 20 25 32 32×25 50×50 & 124 & 118–123 PSBN(RL)EXT 75° SN.. 12 15 19 25 20×20 50×50 & 318 & 300–312 DSBN(RL)EXT 75° SN.. 12 15 19 20×20 40×40 & 313 & 300–312 TOOLS – NAVIGATOR ISO TURNING – EXTERNAL SHORT AND STABLE COMPONENTS (negative inserts) 9
44 PTGN(RL)EXT 90° TN.. 16 22 27 16×16 40×40 & 349 & 334–344 MVJN(RL)EXT 93° VN.. 50° 16 20×20 32×25 & 362 & 356–376 DVJN(RL)EXT 93° VN.. 50° 16 20×20 32×25 & 360 & 356–376 MTJN(RL)EXT 93° TN.. 22° 16 22 16×16 32×32 & 347 & 334–344 DVPN(RL)EXT 62°30´ VN.. 25° 16 20×20 32×25 & 361 & 356–376 PTTN(RL)EXT 60° TN.. 30° 16 22 20×20 32×25 & 350 & 334–344 DTFN(RL)EXT 90° TN.. 16 22 20×20 25×25 & 345 & 334–344 PTFN(RL)EXT 90° TN.. 16 22 27 16×16 40×40 & 348 & 334–344 DTGN(RL)EXT 90° TN.. 16 22 20×20 32×25 & 346 & 334–344 DSSN(RL)EXT 45° SN.. 12 15 19 20×20 40×40 & 317 & 300–312 PSSN(RL)EXT 45° SN.. 42° 12 15 19 25 20×20 50×50 & 323 & 300–312 PSDNNEXT 45° SN.. 45° 12 15 19 25 20×20 50×50 & 320 & 300–312 DSDNNEXT 45° SN.. 45° 12 15 19 25 20×20 40×40 & 315 & 300–312 PSKN(RL)EXT 75° SN.. 12 15 19 25 20×20 50×50 & 321 & 300–312 DSKN(RL)EXT 75° SN.. 12 19 25×25 32×32 & 316 & 300–312 ISO TURNING – EXTERNAL SHORT AND STABLE COMPONENTS (negative inserts) DWLN(RL)EXT 95° WN.. 06 08 10 13 16×16 40×40 & 377 & 366–376 TOOLS – NAVIGATOR 9
45 C.-DVJN(RL)EXT 93° VN.. 50° 16 C4 C6 & 363 & 356–376 C.-DWLN(RL)EXT 95° WN.. 06 08 C4 C6 & 381 & 366–376 C.-DTJN(RL)EXT 93° TN.. 16 C4 C5 & 351 & 334–344 C.-DSSN(RL)EXT 45° SN.. 12 C4 C5 & 327 & 300–312 C.-DSDNNEXT 45° SN.. 45° 12 19 C4 C6 & 324 & 300–312 C.-DSRN(RL)EXT 75° SN.. 12 19 C4 C6 & 326 & 300–312 C.-DSKN(RL)EXT 75° SN.. 12 C4 & 325 & 300–312 MWLN(RL)EXT 95° WN.. 08 25×25 40×40 & 379 & 366–376 PWLN(RL)EXT 95° WN.. 06 08 16×16 32×25 & 380 & 366–376 ISO TURNING – EXTERNAL SHORT AND STABLE COMPONENTS (negative inserts) C.-DCLN(RL)EXT 95° CN.. 12 16 19 C3 C8 & 249 & 222–239 C.-DDJN(RL)EXT 93° DN.. 30° 11 15 C4 C6 & 277 & 260–272 C.-DDNNNEXT 62.5° DN.. 15 C5 C6 & 278 & 260–272 C.-DDUN(RL)EXT 93° DN.. 15 C5 C6 & 279 & 260–272 C.-DRSN(RL)EXT RN.. 12 C6 & 297 & 294 TOOLS – NAVIGATOR 9
46 DCLN(RL)INT 95° CN.. 09 12 32 50 & 254 & 222–239 C.-DCLN(RL)INT 95° CN.. 09 12 16 25 50 & 257 & 222–239 DTFN(RL)INT 90° TN.. 16 22 32 50 & 352 & 334–344 C.-DTFN(RL)INT 91° TN.. 16 32 & 354 & 334–344 PCLN(RL)INT 95° CN.. 09 12 16 19 20 80 & 255 & 222–239 PTFN(RL)INT 90° TN.. 16 22 32 50 & 353 & 334–344 DVUN(RL)INT VN.. 16 50 & 364 & 356–376 DDUN(RL)INT 93° DN.. 27° 11 15 25 50 & 280 & 260–272 C.-DDUN(RL)INT 93° DN.. 27° 11 12 & 282 & 260–272 PDUN(RL)INT 93° DN.. 27° 11 15 25 60 & 281 & 260–272 PSKN(RL)INT 93° SN.. 11 15 32 80 & 331 & 300–312 DWLN(RL)INT 95° WN.. 06 08 32 63 & 382 & 366–376 C.-DWLN(RL)INT 95° WN.. 06 08 27 33 & 385 & 366–376 PWLN(RL)INT 95° WN.. 06 08 20 80 & 383 & 366–376 ISO TURNING – INTERNAL SHORT AND STABLE COMPONENTS (negative inserts) TOOLS – NAVIGATOR 9
47 PCBN(RL)EXT 75° CN.. 19 25 40×40 50×50 & 245 & 222–239 DCBN(RL)EXT 75° CN.. 19 40×40 & 240 & 222–239 PSBN(RL)EXT 75° SN.. 19 25 40×40 50×50 & 318 & 300–312 PRSC(RL)EXT RC.. 27° 16 25 40×40 & 125 & 118–123 PCLN(RL)EXT 95° CN.. 19 25 40×40 50×50 & 247 & 222–239 PSSN(RL)EXT 45° SN.. 42° 19 25 40×40 50×50 & 323 & 300–312 DSSN(RL)EXT 45° SN.. 19 40×40 & 317 & 300–312 PCKN(RL)EXT 75° CN.. 19 40×40 & 246 & 222–239 PSDNNEXT 45° SN.. 45° 19 25 40×40 50×50 & 320 & 300–312 DSDNNEXT 45° SN.. 45° 19 25 40×40 & 315 & 300–312 PRSN(RL)EXT RN.. 19 40×40 & 296 & 294 PLBN(RL)EXT 75° LN.. 40 50 60×60 & 290 & 289 DCLN(RL)EXT 95° CN.. 19 40×40 & 243 & 222–239 PSKN(RL)EXT 75° SN.. 19 25 40×40 50×50 & 321 & 300–312 DSBN(RL)EXT 75° SN.. 19 40×40 & 313 & 300–312 PRDCNEXT RC.. 90° 20 25 32 40×40 50×50 & 124 & 118–123 ISO TURNING – HEAVY ROUGHING – EXTERNAL FIXED TOOL HOLDERS TOOLS – NAVIGATOR 9
48
75° SC.. 25 38 40×40 60×60 & 139 & 134–138 DWLN(RL)EXT 95° WN.. 13 40×40 & 377 & 366–376
TURNING – HEAVY ROUGHING – EXTERNAL FIXED TOOL HOLDERS TOOLS – NAVIGATOR 9
SSBC(RL)EXT
ISO
49 KHP-CBNR+DKH(RL) 75° CN.. DKHR+KHP-CBNRDKHR+KHP-CBNL 25 40×50 60×80 & 251,253 & 222–239 KHP-CBNL+DKH(RL) 75° CN.. DKHR+KHP-CBNRDKHR+KHP-CBNL 25 40×50 60×80 & 251,253 & 222–239 KHP-CLNR/L+DKH(RL) 95° CN.. DKHR+KHP-CLNR 19 25 40×50 60×80 & 252,253 & 222–239 KHP-LBNR+DKH(RL) 75° LN.. DKHR+KHP-LBNRDKHR+KHP-LBNL 40 40×50 60×80 & 291,292 & 289 KHP-LBNL+DKH(RL) 75° LN.. DKHR+KHP-LBNRDKHR+KHP-LBNL 40 40×50 60×80 & 291,292 & 289 KHP-RSCR/L+DKH(RL) RC.. DKHR+KHP-RSCR 20 25 32 40×50 60×80 & 131,132 & 118–123 KHP-SBNR+DKH(RL) 75° SN.. DKHR+KHP-SBNRDKHR+KHP-SBNL 25 40×50 60×80 & 328,330 & 300–312 KHP-SBNL+DKH(RL) 75° SN.. DKHR+KHP-SBNRDKHR+KHP-SBNL 25 40×50 60×80 & 328,330 & 300–312 KHP-SSNR/L+DKH(RL) 45° SN.. DKHR+KHP-SSNR 19 25 40×50 60×80 & 329,330 & 300–312 KHS-SBCR+DKH(RL) 75° SC.. DKHR+KHS-SBCRDKHR+KHS-SBCL 25 38 40×50 60×80 & 142,143 & 134–138 KHS-SBCL+DKH(RL) 75° SC.. DKHR+KHS-SBCRDKHR+KHS-SBCL 25 38 40×50 60×80 & 142,143 & 134–138 TOOLS – NAVIGATOR ISO TURNING – HEAVY ROUGHING – EXTERNAL HEAD (KH) 9




50 PRSC(RL)EXT RC.. 27° 20 25 32×25 40×40 & 125 & 118–123 PRDCNEXT RC.. 90° 20 25 32 32×25 50×50 & 124 & 118–123 TOOLS – NAVIGATOR ISO TURNING – HEAVY ROUGHING – EXTERNAL RAILWAY WHEEL MACHINING 9

US SHARE LIKE COMMENT TAG RE-TWEET www.dormerpramet.com 9
FOLLOW
52 1 1 HOPR STCD EMVW LABK 2 2 A B C D E F G N P O 3 3 [” ]
A
”.0010” F
” C
H
E
G
J
K
L
M
” N
”.002–0.005” U
”.005”.003–0.010” M M M M IC IC IC IC S 1 T T ISO ANSI 1 T T 2 N N 2 N N 3 U M 3 U M 4 N G 4 G S L 4 4 N R F A M G W 40° – 60° T Q U B 70° – 90° H C J X INSERTS – ISO CODE DESIGNATION Insert shape Insert clearance angle Tolerances [mm] Insert type Special Special 9
M(±)S(±)IC(±)M(±)S(±)IC(±)
0.0050.0250.025.0002 ”.001
0.0050.0250.013.0002 ”.001”.0005
0.0130.0250.025.0005”.001”.0010”
0.0130.0250.013.0005”.001”.0005”
0.0250.0250.025.0010”.001”.0010”
0.0250.1300.025.0010”.005”.0010”
0.0050.0250.05–0.13.0002 ”.001”.002–0.005”
0.0130.0250.05–0.13.0005”.001”.002–0.005”
0.0250.0250.05–0.13.0010”.001”.002–0.005”
0.08–0.180.1300.05–0.13.003–0.007”.005”.002–0.005
0.08–0.180.0250.05–0.13.003–0.007”.001
0.05–0.380.1300.05–0.13.005–0.015
22 22
04 04
08 08
4 4
3 3
2 2
d = IC HOPSTCDEMVWRK
[mm][in] 3.97 0306040602 5/32” 1.2 4.76 04080405040408L3 3/16” 1.5 5.56 0509050605050903 7/32” 1.8 6.35 030204081106070808110406 1/4” 2 7.94 040305071308090607130507 5/16” 2.5 9.525 05040709160911090916060916 3/8” 3 12.7 070509122212151312220812 1/2” 4 15.875 090611152716191615271015 5/8” 5 19.05 110713193319231919331319 3/4” 6 25.40 141018254425312625441725 1” 8 31.75 181323315432383231542131 1 1/4” 10
6 SS SS S [”]
1 1.5881/16”
1 3.1751/8”
1.2 3.9695/32”
1.5 4.7633/16”
1.8 5.5567/32”
2 6.3501/4”
2.5 7.9385/16”
3 9.5253/8”
4 12.7001/2”
5 15.8755/8”
6 19.0503/4”
7 22.2257/8”
8 25.4001”
10 31.7505/4” 12 38.1006/4”
1.2 1.9845/64”
1.5 2.3813/32” 2 3.1751/8”
2.5 3.9695/32” 3 4.7633/16” 3.5 5.5567/32” 4 6.3501/4” 5 7.9385/16” 6 9.5253/8” 7 11.1137/16” 8 12.7001/2” 9 14.2889/16” 10 15.8755/8”
000”
0.2 0.0991/256” 0.5 0.1981/128” 1 0.3971/64” 2 0.7941/32” 3 1.1913/64” 4 1.5881/16” 5 1.9845/64” 6 2.3813/32” 7 2.7787/64” 8 3.1751/8” 10 3.9695/32” 12 4.7633/16” 14 5.5567/32” 16 6.3501/4”
E
N
M
E
N
SS SS S [mm][”] 01 1.591/16” T1 1.985/64” 02 2.383/32” 03 3.181/8” T3 3.975.32” 04 4.763/16” 05 5.567/32” 06 6.351/4” 07 7.945/16” 09 9.523/8”
00 00” 02 0.21/128” 04 0.41/64” 08 0.81/32” 12 1.23/64” 16 1.61/16” 24 2.43/32” 32 3.21/8” d = I.C.
7 RE RE
[”]
53
R N L
9 9
ANSI 8 8 10 10 6
[”]00 MO 5 d=I.C. [mm] [”]
7 RE RE [”]
5
10
10
5
6
8
6
8
7
9
M7
9
5 5
INSERTS – ISO CODE DESIGNATION Symbol Symbol Symbol Feed direction Insert cutting edge design SharpedgesRoundededges EdgeswithfacetRoundededgeswithfacet EdgeswithdoublefacetRoundededgeswith doublefacet Chip breaker designation 6 Insert thickness Insert nose radius [mm] Round inserts [mm] Inscribed circle Insert thickness Insert nose radius Insert cutting edge length (insert size) Feed FeedFeedFeed [mm] [mm] 9
54 44 ABCDD EFGHJ KLMNP QRSST UVWXY Z 22 C D P M S X G 11 Coupling size DCON MS C DCON MS C3 32 C4 40 C5 50 C6 63 C8 80 2 P 2 D 1 C4 2 D 3 C 3 C 3 C 4 L 4 L 4 L 5 N 5 N 5 N 6 R 6 R 6 R 7 32 9 27 7&8 16 8 25 10 050 11 L 12 4 12 12 12 12 11 D 13 –M –––––° 55 AN N 0° B 5° C 7° P 11° 910 66 R L N 7 H 081012162025 323840455060 1111 LF D 60 E 70 F 80 H 100 J 110 K 125 L 140 LF[” ] M 150 A 4.000 ” N 160 B 4.500 ” P 170 C 5.000 ” Q 180 D 6.000 ” R 200 E 7.000 ” S 250 F 8.000 ” T 300 M 4.000 ” U 350 N 4.500 ” V 400 R 6.000 ” W 450 S 7.000 ” X T 8.000 ” Y 500 8 B 081012162025 323840455060 ISO ISO ANSI 7&8 B[” ]H[” ] 05 5/16”5/16” 06 3/8”3/8” 08 1/2”1/2” 10 5/8”5/8” 12 3/4”3/4” 16 1”1” 85 1”11/4” 86 1”11/2” 20 11/4”11/4” 24 11/2”11/2” 32 2”2” 33 HOPR STCD EMVW LABK Shank tool Shank tool PSC WF LF EXTERNAL TURNING TOOLS – ISO CODE DESIGNATION Symbol Holder style – cutting edge angle Clamping designation Insert clearance angle Functional width [mm] Functional lenght [mm] Direction of cut Shank height [mm] Holder total length Shank width [mm] Shank width & Shank height [”] Forsquareshanks,thenumberisthewidthorheightintermsof16ths. Forrectangularshanksthefirstdigitisthewidthintermsof8thsandthe seconddigitistheheightintermsof4ths. Insert shape Special Spec. LF[mm] 9
55 15 A 15 A 16 25 16 16 17 T 17 T 2 P 2 D 3 C 3 C 4 L 4 L 5 N 5 N 6 L 6 L 12 12 12 4 14 –X ––1616 DCONMS[mm]DCONMS[”] 08 8 03 .1875” 10
04 .250 ” 12 12 05 .3125” 16 16 06 .375” 20 20 08 .500 ” 25 25 10 .625” 32 32 12 .750 ” 40 40 16
” 50 50 20 1.250 ” 60 60 24 1.500” 32 2.000” 1717 LF D 60 E 70 F 80 H 100 LF[”] J 110 F
K 125 H
L 140 K
M 150 M
N 160 P
P
Q
Q
R
R
S
S
T
T
U
U
V
V
W
W
Y
X X Y 500 13 M 14 X . . 93 . . 1515 S A E ISO ANSI 1212 d = I.C. HOPST C DEMVWRK
INTERNAL TURNING TOOLS – ISO CODE DESIGNATION Shank Ø [mm] Holder total Length Manufacturer’s designation Clampingsystem“S”withshim Manufacturer’s designation Specialshankstyle Z–styletoolsettingangle Shank Steelshank Steelshankwithcoolanthole Tungstencarbideshankwithcoolanthole Insert cutting edge length (insert size) LF[mm] Spec. Spec. 9
10
1.000
3.250”
4.000”
5.000”
6.000”
6.250”
170
7.250”
180
8.000”
200
10.000”
250
12.000”
300
14.000”
350
15.750”
400
17.750”
450
20.000”
[mm][” ] 3.97 0306040602 5/32” 1.2 4.76 04080405040408L3 3/16” 1.5 5.56 0509050605050903 7/32” 1.8 6.35 030204081106070808110406 1/4” 2 7.94 040305071308090607130507 5/16” 2.5 9.525 05040709160911090916060916 3/8” 3 12.7 070509122212151312220812 1/2” 4 15.875 090611152716191615271015 5/8” 5 19.05 110713193319231919331319 3/4” 6 25.40 141018254425312625441725 1” 8 31.75 181323315432383231542131 1 1/4” 10
56 1 KH 8 DKH 2 P 3 C 4 L 5 N 6 R 6 R 7 25 9 50 10 60 11 W –9 H 081012162025 324050607080 11 LF H 100 J 110 K 125 L 140 M 150 N 160 P 170 Q 180 R 200 S 250 T 300 U 350 V 400 W 450 X Y 500 10 B 081012162025 324050607080 8 4 ABCDD EFGHJ KLMNP QRSST UVWXY Z 3 S C T D R K W V L X 2 C D P M S X G 1 5 AN N 0° C 7° P 11° 6 R L N ° HEADS – ISO CODE DESIGNATION CARTRIDGE HOLDER Holder style – cutting edge angle Insert shape Clamping designation Cartridge Insert clearance angle Direction of cut Special Special Shank height [mm] Holder total length Shank width [mm] Cartridge holder LF[mm] Spec. 7 d = I.C. HOPSTCDEMVWRK [mm][”] 3.970306040602 5/32”1.2 4.7604080405040408L3 3/16”1.5 5.560509050605050903 7/32”1.8 6.35030204081106070808110406 1/4”2 7.94040305071308090607130507 5/16”2.5 9.52505040709160911090916060916 3/8”3 12.7070509122212151312220812 1/2”4 15.875090611152716191615271015 5/8”5 19.05110713193319231919331319 3/4”6 25.40141018254425312625441725 1”8 31.75181323315432383231542131 11/4”10 Insert cutting edge length (insert size) 9

POSITIVE INSERTS 9
58 CCCPDCECEPRCSCSPTCTPVBVCWC CBN INSERTS CCGT & 60 CCMT & 62 CCMW & 68 CCGWCBN & 69 MATCHTHERIGHTSIZE(example) InsertToolHolder CCMT 120404E-UR S32U-SCKCR 12-A SCAC(RL)EXT 90° CC.. 06 09 08×08 16×16 & 70 & 60–69 SCBC(RL)EXT 75° CC.. 09 12 12×12 25×25 & 71 & 60–69 SCDCREXT 45° CC.. 50° 06 10×10 & 72 & 60–69 SCFC(RL)EXT 90° CC.. 06 09 08×08 16×16 & 73 & 60–69 C.-SCLC(RL)EXT 95° CC.. 09 12 C3 C5 & 75 & 60–69 SCLC(RL)EXT 95° CC.. 06 08 09 12 08×08 25×25 & 74 & 60–69 CC 06 / 08 / 09 / 12 CARBIDE INSERTS ISO TURNING – EXTERNAL 9
59 CCCPDCECEPRCSCSPTCTPVBVCWC
06 13
CC..
CC 06 / 08 / 09 / 12 9
ISO TURNING – INTERNAL SCFC(RL)INT 90° CC..
16 & 76 & 60–69 SCKC(RL)INT 75° CC.. 06 09 12 11 40 & 77 & 60–69 SCLC(RL)INT 95° CC.. 06 09 12 11 40 & 78 & 60–69 C.-SCLC(RL)INT 95°
09 20 32 & 81 & 60–69 SCXC(RL)INT 40° CC.. 40° 06 13 20 & 80 & 60–69
ICD1LS
[mm][mm][mm][mm]
06026.3502.806.402.38
0602-SF36.3502.806.402.58
0803-AL7.9403.408.103.43
0803-SF37.9403.408.103.43
09T39.5254.409.703.97
09T3-SF39.5254.409.704.22
120412.7005.5012.904.76
1204-SF312.7005.5012.905.01
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product
ALgeometrywithhighlypositivedesignforfine-finishtoroughmachining,continuoustoslightlyinterruptedcuts.



CCGT 060202F-AL HF7 0.24500.121.0 T0315 0.26450.121.0
CCGT 060204F-AL HF7 0.43600.241.0 T0315 0.45250.241.0
CCGT 080302F-AL T0315 0.26450.121.0
CCGT 080304F-AL HF7 0.43600.241.0 T0315 0.45250.241.0
CCGT 09T302F-AL HF7 0.24500.121.0 T0315 0.26450.121.0
CCGT 09T304F-AL HF7 0.43450.241.5 T0315 0.44950.241.5
CCGT 09T308F-AL HF7 0.83150.481.5 T0315 0.84500.481.5
CCGT 120404F-AL HF7 0.43300.242.4 T0315 0.44800.242.4
CCGT 120408F-AL HF7 0.83000.482.4 T0315 0.84350.482.4
FF2geometrywithpositivedesignforfine-finishtofinishmachining,continuoustoslightlyinterruptedcuts.
NF1geometrywithpositivedesignforfine-finishtomediummachiningandcontinuouscuts.
CCGT
CCGT 09T308E-NF1 T6310 0.81900.141.21350.131.25700.171.2550.131.0350.151.0 T7325 0.82150.141.21650.131.2650.131.0
60 CCCPDCECEPRCSCSPTCTPVBVCWC
S RE D 1 L IC 7° 80° CCGT RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 25° F
7° 0,53 E
E
CCGT 09T302E-FF2 T7325 0.22350.051.0 T9325 0.23450.051.03250.051.0 10° 0,9 1,9
060204E-NF1 H07 0.4950.090.84850.120.8450.070.6 T6310 0.41800.100.81250.090.85400.120.8500.070.6350.151.0 T7325 0.42100.100.81600.090.8650.070.6 CCGT 060208E-NF1 T6310 0.82050.120.81450.110.86150.140.8600.110.6400.151.0 T7325 0.82350.120.81800.110.8750.110.6 CCGT 09T304E-NF1 H07 0.4900.091.24700.121.2450.071.0 T6310 0.41750.101.21250.091.25250.121.2500.071.0350.151.0 T7325 0.42000.101.21550.091.2650.071.0
9
Product
CCGT 060201E-SF3
T6310
CCGT 060202E-SF3 H07
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
SF3geometrywithhighlypositivedesignforfinetofinishmachining,andcontinuouscuts.

0.12000.050.51400.050.51600.050.56000.060.5600.040.4400.151.0
0.21200.050.81900.050.86050.060.8600.040.6
T6310 0.22050.050.81450.050.81650.050.86150.060.8600.040.6400.151.0 T8315 0.22150.050.81250.050.82000.050.86450.060.8500.040.6400.151.0
CCGT 060204E-SF3 H07 0.4950.090.81500.100.84850.120.8450.070.6
T6310 0.41800.100.81250.090.81450.100.85400.120.8500.070.6350.151.0 T8315 0.41900.100.81100.090.81800.100.85700.120.8450.070.6350.151.0
CCGT 080302E-SF3
T6310 0.22050.050.81450.050.81650.050.86150.060.8600.040.6400.151.0 T8315 0.22150.050.81250.050.82000.050.86450.060.8500.040.6400.151.0
CCGT 080304E-SF3 H07 0.4950.091.01500.101.04850.121.0450.070.8
T6310 0.41800.101.01250.091.01450.101.05400.121.0500.070.8350.151.0 T8315 0.41900.101.01100.091.01800.101.05700.121.0450.070.8350.151.0
CCGT 09T301E-SF3
T6310 0.12000.050.51400.050.51600.050.56000.060.5600.040.4400.151.0
CCGT 09T302E-SF3 H07 0.21200.050.81900.050.86050.060.8600.040.6
T6310 0.22050.050.81450.050.81650.050.86150.060.8600.040.6400.151.0 T8315 0.22150.050.81250.050.82000.050.86450.060.8500.040.6400.151.0
CCGT 09T304E-SF3 H07 0.4950.091.01500.101.04850.121.0450.070.8
T6310
0.41800.101.01250.091.01450.101.05400.121.0500.070.8350.151.0 T8315 0.41900.101.01100.091.01800.101.05700.121.0450.070.8350.151.0
CCGT 09T308E-SF3 H07 0.81100.091.01750.101.05650.121.0550.080.8
T6310 0.82100.101.01500.091.01650.101.06300.121.0600.080.8400.151.0 T8315 0.82250.101.01350.091.02100.101.06750.121.0550.080.8450.151.0
CCGT 120404E-SF3 T6310 0.41800.101.01250.091.01450.101.05400.121.0500.070.8350.151.0
CCGT 120408E-SF3 H07 0.81050.121.01650.121.05250.141.0500.110.8 T6310 0.82000.121.01400.121.01600.121.06000.141.0600.110.8400.151.0 T8315 0.82100.121.01250.121.01950.121.06300.141.0500.110.8400.151.0 20°

ER-SIgeometrywithpositiveright-handeddesignforfine-finishmachining,andcontinuouscuts.
CCGT 060202ER-SI T8330 0.22150.100.81250.090.82000.100.8500.080.6 T8430 0.22600.100.81400.090.82150.100.8550.080.6
CCGT 060204ER-SI T8315 0.42250.120.81350.110.82100.120.8550.100.6 T8330 0.42150.120.81250.110.82000.120.8500.100.6 T8430 0.42600.120.81400.110.82150.120.8550.100.6
CCGT 09T304ER-SI T8315 0.42050.170.81200.150.81900.170.8500.150.6 T8330 0.41950.170.81150.150.81850.170.8450.150.6 T8430 0.42300.170.81250.150.81850.170.8450.150.6

CCGT 120408ER-SI T8330 0.82050.231.01200.211.01900.231.0500.210.8 T8430 0.82300.241.01250.221.01850.241.0450.220.8 20°
EL-SIgeometrywithpositiveleft-handeddesignforfine-finishmachining,andcontinuouscuts.
CCGT 060202EL-SI T8330 0.22150.100.81250.090.82000.100.8500.080.6
T8430 0.22600.100.81400.090.82150.100.8550.080.6
CCGT 060204EL-SI T8315 0.42250.120.81350.110.82100.120.8550.100.6
T8330 0.42150.120.81250.110.82000.120.8500.100.6
T8430 0.42600.120.81400.110.82150.120.8550.100.6
CCGT 09T304EL-SI T8315 0.42050.170.81200.150.81900.170.8500.150.6 T8330 0.41950.170.81150.150.81850.170.8450.150.6 T8430 0.42300.170.81250.150.81850.170.8450.150.6
CCGT 120408EL-SI T8330 0.82050.231.01200.211.01900.231.0500.210.8 T8430 0.82300.241.01250.221.01850.241.0450.220.8
61 CCCPDCECEPRCSCSPTCTPVBVCWC
E
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 20° 0,15
E
E
9
06026.3502.806.402.38 08037.9403.408.103.18 09T39.5254.409.703.97 120412.7005.5012.904.76
Product
CCMT 060202E-FF
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
FFgeometrywithpositivedesignforfine-finishtofinishmachining,andcontinuoustoslightlyinterruptedcuts.
T8315 0.21950.101.01150.091.0
T8330 0.21850.101.01100.091.0 T8430 0.22300.101.01250.091.0 T9315 0.23150.101.0
CCMT 060204E-FF T8315 0.41950.121.01150.111.0
T8330 0.41850.121.01100.111.0 T8430 0.42250.121.01200.111.0 T9315 0.43100.121.0
CCMT 09T304E-FF T8315 0.41900.121.21100.111.2 T8330 0.41850.121.21100.111.2 T8430 0.42250.121.21200.111.2 T9315 0.43000.121.2 7° 0,53 E
FF2geometrywithpositivedesignforfine-finishtofinishmachining,andcontinuoustoslightlyinterruptedcuts.


CCMT 060202E-FF2
T7325 0.22400.050.8
T8330 0.22050.050.81900.050.8 T8430 0.22800.050.82300.050.8
T9315 0.23900.050.83700.050.8
T9325 0.23500.050.83300.050.8
TT010 0.23450.050.5
CCMT 060204E-FF2
T7325 0.41900.121.0
T8330 0.41650.121.01550.121.0
T8430 0.42050.121.01700.121.0
T9315 0.42800.121.02650.121.0
T9325 0.42550.121.02400.121.0
T9335 0.42150.121.0
TT010 0.42800.120.5
CCMT 080302E-FF2 T7325 0.22400.050.8
T8330 0.22050.050.81900.050.8
T8430 0.22800.050.82300.050.8
T9325 0.23500.050.83300.050.8
TT010 0.23450.050.5
CCMT 080304E-FF2 T7325 0.41900.121.0
T8330 0.41650.121.01550.121.0 T8430 0.42050.121.01700.121.0 T9325 0.42550.121.02400.121.0
TT010 0.43500.060.5
62 CCCPDCECEPRCSCSPTCTPVBVCWC
ICD1LS [mm][mm][mm][mm]
7° 80° S RE D 1 L IC CCMT RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 40°
E
0,87 10°
9
CCMT 080308E-FF2
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 7° 0,53
E
FF2geometrywithpositivedesignforfine-finishtofinishmachining,andcontinuoustoslightlyinterruptedcuts.
T7325 0.82050.171.0
T8330 0.81800.171.01700.171.0
T8430 0.82100.171.01750.171.0
T9325 0.82600.171.02450.171.0
CCMT 09T304E-FF2
T7325 0.41900.121.2
T8330 0.41650.121.21550.121.2
T8430 0.42000.121.21650.121.2
T9315 0.42750.121.22600.121.2 T9325 0.42500.121.22350.121.2
T9335 0.42150.121.2
TT010 0.43500.060.5
CCMT 09T308E-FF2
T7325 0.82050.171.2
T8330 0.81750.171.21650.171.2
T8430 0.82050.171.21700.171.2
T9315 0.82850.171.22700.171.2
T9325 0.82550.171.22400.171.2
TT010 0.83500.100.8 15°
1 E
FMgeometryforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.

CCMT 060202E-FM
T7325
0.22100.101.01600.091.0
T7335 0.22100.101.01600.091.0
T8315 0.21950.101.01150.091.01850.101.05850.121.0 T8330 0.21850.101.01100.091.01750.101.05550.121.0
T8430 0.22300.101.01250.091.01850.101.06300.121.0
T9315 0.23150.101.02950.101.0
T9325 0.22850.101.01700.091.02700.101.0
CCMT 060204E-FM
T7325 0.42000.151.01550.151.0
T7335 0.41950.151.01500.151.0
T8315 0.41850.151.01100.141.01750.151.05550.181.0 T8330 0.41700.151.01000.141.01600.151.05100.181.0
T8430 0.42050.151.01100.141.01700.151.05700.181.0
T9315 0.42850.151.02700.151.0
T9325 0.42500.151.01500.151.02350.151.0
CCMT 060208E-FM
T7325 0.82200.201.01700.181.0
T8330 0.81900.201.01100.181.01800.201.05700.241.0
T8430 0.82200.201.01200.181.01800.201.06000.241.0
T9315 0.83000.201.02850.201.0
T9325 0.82650.201.01550.181.02500.201.0
CCMT 09T302E-FM
T7325 0.22050.101.21550.091.2
T7335 0.22050.101.21550.091.2
T8315 0.21900.101.21100.091.21800.101.25700.121.2
T8330 0.21800.101.21050.091.21700.101.25400.121.2
T8430 0.22250.101.21200.091.21850.101.26150.121.2
T9315 0.23100.101.22900.101.2
T9325 0.22750.101.21650.091.22600.101.2
CCMT 09T304E-FM
T7325 0.41950.151.21500.151.2
T7335 0.41900.151.21450.151.2
T8315 0.41800.151.21050.141.21700.151.25400.181.2
T8330 0.41700.151.21000.141.21600.151.25100.181.2
T8430 0.42000.151.21100.141.21650.151.25550.181.2
T9315 0.42750.151.22600.151.2
T9325 0.42450.151.21450.151.22300.151.2
63 CCCPDCECEPRCSCSPTCTPVBVCWC
Product
9
CCMT 09T308E-FM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
CCMT 120404E-FM
CCMT 120408E-FM
CCMT 120412E-FM
CCMT 080304E-FM2
CCMT 080308E-FM2
CCMT 09T304E-FM2
CCMT 09T308E-FM2
CCMT 120408E-FM2
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 15°
T7325
1 E
FMgeometryforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.

0.82150.201.21650.181.2
T7335 0.82050.201.21550.181.2
T8315 0.81950.201.21150.181.21850.201.25850.241.2
T8330 0.81850.201.21100.181.21750.201.25550.241.2
T8430 0.82100.201.21150.181.21750.201.25850.241.2
T9315 0.82900.201.22750.201.2
T9325 0.82600.201.21550.181.22450.201.2
T7325 0.41900.151.71450.151.7
T7335 0.41850.151.71400.151.7
T8315 0.41700.151.71000.141.71600.151.75100.181.7
T8330 0.41650.151.7950.141.71550.151.74950.181.7
T8430 0.41950.151.71050.141.71600.151.75400.181.7
T9315 0.42650.151.72500.151.7
T9325 0.42400.151.71400.151.72250.151.7
T7325 0.82050.201.71550.181.7
T7335 0.82000.201.71550.181.7
T8315 0.81900.201.71100.181.71800.201.75700.241.7
T8330 0.81800.201.71050.181.71700.201.75400.241.7
T8430 0.82050.201.71100.181.71700.201.75700.241.7 T9315 0.82800.201.72650.201.7
T9325 0.82500.201.71500.181.72350.201.7
T8330 1.21750.271.71050.241.71650.271.75250.321.7
T8430 1.21900.271.71050.241.71550.271.75250.321.7
T9325 1.22350.271.71400.241.72200.271.7 18°
0,1 0,75 S
FM2geometryforfinishtomediummachining,andcontinuoustointerruptedcuts.
T8330 0.41650.121.0950.111.01550.121.0
T8430 0.42050.121.01100.111.01700.121.0
T9315 0.42800.121.02650.121.0
T9325 0.42550.121.01500.111.02400.121.0
T9335 0.42150.121.01250.111.0
T8330 0.81800.171.01050.151.01700.171.0
T8430 0.82100.171.01150.151.01750.171.0
T9325 0.82600.171.01550.151.02450.171.0 T9335 0.82250.171.01350.151.0
T6310 0.41650.121.01150.111.01300.121.0
T8330 0.41650.121.0950.111.01550.121.0
T8430 0.42050.121.01100.111.01700.121.0
T9315 0.42800.121.02650.121.0
T9325 0.42550.121.01500.111.02400.121.0
T6310 0.81800.171.01250.151.01450.171.0
T7325 0.82050.171.01550.151.0
T8330 0.81800.171.01050.151.01700.171.0
T8430 0.82100.171.01150.151.01750.171.0
T9315 0.82900.171.02750.171.0
T9325 0.82600.171.01550.151.02450.171.0
T9335 0.82250.171.01350.151.0
T7325 0.81900.201.51450.181.5
T8330 0.81650.201.5950.181.51550.201.5
T8430 0.81900.201.51050.181.51550.201.5
T9325 0.82350.201.51400.181.52200.201.5
T9335 0.82000.201.51200.181.5
64 CCCPDCECEPRCSCSPTCTPVBVCWC
Product
9
CCMT 060202E-NF2
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 17°
ENF2geometrywithpositivedesignforfine-finishtosemi-roughmachining,andcontinuouscuts.

T6310 0.21700.100.81200.090.81350.100.85100.120.8500.080.6
T7325 0.21950.100.81500.090.8600.080.6
T8330 0.21700.100.81000.090.81600.100.85100.120.8400.080.6
T8430 0.22100.100.81150.090.81750.100.85850.120.8450.080.6
T9325 0.22600.100.81550.090.82450.100.8550.080.6
CCMT 060204E-NF2 H07 0.4850.110.81400.120.84450.140.8450.110.6
T6310 0.41700.120.81200.110.81350.120.85100.140.8500.110.6
T7325 0.42000.120.81550.110.8650.110.6
T8330 0.41700.120.81000.110.81600.120.85100.140.8400.110.6
T8430 0.42050.120.81100.110.81700.120.85700.140.8450.110.6
T9315 0.42900.120.82750.120.8
T9325 0.42550.120.81500.110.82400.120.8550.110.6
T9335 0.42200.120.81300.110.8450.110.6
CCMT 080304E-NF2 T5315 0.42800.121.02650.121.0
T7325 0.41900.121.01450.111.0600.110.8
T7335 0.41900.121.01450.111.0600.110.8 T9315 0.42800.121.02650.121.0
T9325 0.42550.121.01500.111.02400.121.0550.110.8
T9335 0.42150.121.21250.111.2450.111.0
CCMT 080308E-NF2
H07
0.8950.131.21500.141.24850.171.2450.131.0
T5315 0.82950.171.02800.171.0
T7325 0.82050.171.01550.151.0650.140.8
T7335 0.82050.171.01550.151.0650.140.8
T9325 0.82600.171.01550.151.02450.171.0550.140.8
CCMT 09T304E-NF2
H07
0.4850.111.21350.121.24300.141.2400.111.0
T6310 0.41650.121.21150.111.21300.121.24950.141.2450.111.0
T7325 0.41900.121.21450.111.2600.111.0
T8330 0.41650.121.2950.111.21550.121.24950.141.2400.111.0
T8430 0.42000.121.21100.111.21650.121.25550.141.2400.111.0
T9315 0.42750.121.22600.121.2
T9325 0.42500.121.21500.111.22350.121.2550.111.0
T9335 0.42150.121.21250.111.2450.111.0
CCMT 09T308E-NF2 H07 0.8950.131.21500.141.24850.171.2450.131.0
T6310 0.81900.141.21350.131.21500.141.25700.171.2550.131.0
T7325 0.82150.141.21650.131.2650.131.0
T8330 0.81900.141.21100.131.21800.141.25700.171.2450.131.0
T8430 0.82250.141.21200.131.21850.141.26150.171.2450.131.0
T9315 0.83100.141.22900.141.2
T9325 0.82750.141.21650.131.22600.141.2600.131.0 T9335 0.82350.141.21400.131.2500.131.0

RFgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
CCMT 060202E-RF T7335 0.21500.151.01150.141.0
CCMT 060204E-RF T5315 0.42350.151.02200.151.0450.151.0 T7335 0.41600.151.01200.151.0 T9325 0.42050.151.01200.151.01900.151.0
CCMT 09T304E-RF T7335 0.41350.201.51050.181.5 T9325 0.41750.201.51050.181.51650.201.5
CCMT 09T308E-RF T5315 0.82450.201.52300.201.5450.151.0 T7335 0.81650.201.51250.181.5 T9325 0.82100.201.51250.181.51950.201.5
CCMT 120408E-RF T5315 0.82300.222.22150.222.2450.151.0 T7335 0.81500.222.21150.222.2 T9325 0.81950.222.21150.222.21850.222.2
65 CCCPDCECEPRCSCSPTCTPVBVCWC
R R 6,35 9,525 12,7 1,0 1,5 2,5 I.C. S
0,1
Product
9
CCMT 09T304E-RM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
RMgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
T5305 0.42600.272.22450.272.2500.151.0
T5315 0.42300.272.22150.272.2450.151.0
T7335 0.41550.272.21200.242.2500.191.8
T8330 0.41400.272.2800.242.21300.272.2350.191.8250.151.0
T8430 0.41500.272.2800.242.21250.272.2300.191.8250.151.0
T9315 0.42150.272.22000.272.2400.151.0
T9325 0.41900.272.21100.242.21800.272.2400.191.8
CCMT 09T308E-RM
T5305 0.82900.302.22750.302.2550.151.0
T5315 0.82650.302.22500.302.2500.151.0
T7335 0.81750.302.21350.272.2550.241.8
T8330 0.81650.302.2950.272.21550.302.2400.241.8300.151.0
T8430 0.81800.302.2950.272.21450.302.2350.241.8300.151.0
T9315 0.82400.302.22250.302.2450.151.0
T9325 0.82150.302.21250.272.22000.302.2450.241.8
CCMT 120408E-RM
T5305 0.82900.302.72750.302.7550.151.0
T5315 0.82600.302.72450.302.7500.151.0
T7335 0.81750.302.71350.272.7550.242.2
T8330 0.81600.302.7950.272.71500.302.7400.242.2300.151.0 T8430 0.81750.302.7950.272.71400.302.7350.242.2300.151.0 T9315 0.82350.302.72200.302.7450.151.0
T9325 0.82100.302.71250.272.71950.302.7450.242.2
CCMT 120412E-RM
T8330 1.21650.332.7950.302.71550.332.7400.232.2300.151.0 T8430 1.21800.332.7950.302.71450.332.7350.232.2300.151.0 T9315 1.22350.332.72200.332.7450.151.0 T9325 1.22150.332.71250.302.72000.332.7450.232.2
RM3geometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.


CCMT 120404E-RM3 T7325 0.41400.252.51050.252.5 T9315 0.41900.252.51800.252.5350.151.0 T9325 0.41650.252.5950.252.51550.252.5
CCMT 120408E-RM3
T6310 0.81450.272.51000.272.51150.272.5250.151.0 T7325 0.81650.272.51250.272.5
T9315 0.82150.272.52000.272.5400.151.0 T9325 0.81950.272.51150.272.51850.272.5
URgeometryforfinetofinishmachining,andcontinuoustoslightlyinterruptedcuts.
CCMT 060202E-UR
T7325 0.21850.100.81400.090.8 T7335 0.21850.100.81400.090.8 T8315 0.21700.100.81000.090.81600.100.8 T8330 0.21600.100.8950.090.81500.100.8 T8430 0.22000.100.81100.090.81650.100.8
T9315 0.22750.100.82600.100.8
T9325 0.22500.100.81500.090.82350.100.8 TT310 0.22750.100.51650.090.5
66 CCCPDCECEPRCSCSPTCTPVBVCWC
17° 0,27 0, 22 1 S
RE
20° 5° 0,25 S
CCMT 120412E-RM3 T7325 1.21700.302.51300.272.5 T9315 1.22200.302.52050.302.5400.151.0 15° 1,0 30° E
Product
9
CCMT 060204E-UR
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
EURgeometryforfinetofinishmachining,andcontinuoustoslightlyinterruptedcuts.
T5315 0.42450.151.02300.151.0
T7325 0.41700.151.01300.151.0
T7335 0.41700.151.01300.151.0
T8315 0.41600.151.0950.141.01500.151.0
T8330 0.41500.151.0900.141.01400.151.0
T8430 0.41750.151.0950.141.01400.151.0
T9315 0.42450.151.02300.151.0
T9325 0.42150.151.01250.151.02000.151.0 TT310 0.42550.150.51500.140.5
CCMT 060208E-UR
T5315 0.82700.201.02550.201.0
T7325 0.81900.201.01450.181.0
T8330 0.81650.201.0950.181.01550.201.0
T8430 0.81850.201.01000.181.01500.201.0
T9315 0.82550.201.02400.201.0
T9325 0.82300.201.01350.181.02150.201.0
CCMT 09T302E-UR
T6310 0.21600.101.01150.091.01250.101.0
T8430 0.21950.101.01050.091.01600.101.0
TT310 0.22550.101.01500.091.0
CCMT 09T304E-UR
T5315 0.42450.151.22300.151.2
T7325 0.41700.151.21300.151.2
T7335 0.41650.151.21250.151.2
T8315 0.41550.151.2900.141.21450.151.2
T8330 0.41500.151.2900.141.21400.151.2
T8430 0.41750.151.2950.141.21400.151.2
T9310 0.42650.151.22500.151.2
T9315 0.42350.151.22200.151.2 T9325 0.42150.151.21250.151.22000.151.2 TT310 0.42350.151.21400.141.2
CCMT 09T308E-UR
T5315 0.82650.201.22500.201.2
T7325 0.81850.201.21400.181.2
T7335 0.81750.201.21350.181.2
T8315 0.81700.201.21000.181.21600.201.2
T8330 0.81600.201.2950.181.21500.201.2
T8430 0.81850.201.21000.181.21500.201.2
T9310 0.82800.201.22650.201.2
T9315 0.82500.201.22350.201.2
T9325 0.82250.201.21350.181.22100.201.2 TT310 0.82550.201.21500.181.2
CCMT 120404E-UR
T5315 0.42350.151.72200.151.7
T7325 0.41600.151.71200.151.7
T8330 0.41400.151.7800.141.71300.151.7
T8430 0.41700.151.7900.141.71350.151.7
T9315 0.42300.151.72150.151.7
T9325 0.42050.151.71200.151.71900.151.7
CCMT 120408E-UR
T5315 0.82550.201.72400.201.7
T7325 0.81750.201.71350.181.7
T7335 0.81700.201.71300.181.7
T8330 0.81550.201.7900.181.71450.201.7
T8430 0.81800.201.7950.181.71450.201.7
T9315 0.82400.201.72250.201.7
T9325 0.82150.201.71250.181.72000.201.7
CCMT 120412E-UR
T5315 1.22400.271.72250.271.7
T7325 1.21700.271.71300.241.7
T8430 1.21650.271.7900.241.71350.271.7
T9315
1.22250.271.72100.271.7
T9325 1.22050.271.71200.241.71900.271.7
67 CCCPDCECEPRCSCSPTCTPVBVCWC
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 15° 1,0 30°
Product
9
CCMT 060204W-FM
T7325
RE
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
W-FMwipergeometryforfinetofinishmachiningwithincreasedfeedratesandimprovedsurfacefinish.
0.41650.300.81250.270.8
T8430 0.41650.300.8900.270.81350.300.8
T9315 0.42150.300.82000.300.8
T9325 0.41900.300.81100.270.81800.300.8
CCMT 09T304W-FM T7325 0.41650.300.81250.270.8
T8330 0.41450.300.8850.270.81350.300.8
T8430 0.41650.300.8900.270.81350.300.8
T9315 0.42150.300.82000.300.8
T9325 0.41900.300.81100.270.81800.300.8
CCMT 09T308W-FM
T8330 0.81550.401.0900.361.01450.401.0
T8430 0.81700.401.0900.361.01350.401.0
T9315 0.82200.401.02050.401.0
0.82000.401.01200.361.01900.401.0
W-URwipergeometryforfinetofinishmachiningwithincreasedfeedratesandimprovedsurfacefinish.
CCMT 060204W-UR TT310 0.42550.150.51500.140.5 CCMT 09T308W-UR TT310 0.82550.201.21500.181.2
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.



68 CCCPDCECEPRCSCSPTCTPVBVCWC
S
PMKNSH
0,08 12° 16° W
T9325
17° W E
ICD1LS [mm][mm][mm][mm]
7° 80° S RE D 1 L IC CCMW RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] E CCMW 060202 T5305
T6310
CCMW 060204 T5305
09T304
06026.3502.806.402.38 09T39.5254.409.703.97 120412.7005.5012.904.76
0.22300.082.0450.151.0
0.21000.082.0250.151.0
0.42300.102.0450.151.0 T5315 0.41950.102.0400.151.0 T6310 0.4950.102.0200.151.0 CCMW
T5305 0.42150.103.0450.151.0 T5315 0.41900.103.0400.151.0 T6310 0.4950.103.0200.151.0 CCMW 09T308 T5305 0.82000.203.0400.151.0 T5315 0.81800.203.0350.151.0 T6310 0.8900.203.0200.151.0 Product
Product
9
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
CCMW 120404 T5305 0.42100.104.0450.151.0 T5315 0.41850.104.0350.151.0 T6310 0.4900.104.0200.151.0
CCMW 120408 T5305 0.81950.204.0400.151.0 T5315 0.81750.204.0350.151.0 T6310 0.8900.204.0200.151.0
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.

Forfinishmachining.
Forfinishmachining.
69 CCCPDCECEPRCSCSPTCTPVBVCWC
E
L IC 7° S 80° RE D 1 CCGW CBN
ICD1LS [mm][mm][mm][mm] 06026.3502.806.502.38 09T39.5254.509.703.97
RE PMKNSH
E
S
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC
CCGW 060204E-B TB310 0.44600.100.41200.070.3950.151.0 CCGW 09T304E-B TB310 0.44600.100.41200.070.3950.151.0 HSC
CCGW 060204S01020B TB310 0.44600.100.41200.070.3950.151.0 CCGW 09T304S01020B TB310 0.44600.100.41200.070.3950.151.0 Product
Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts. Product
9
SCACR 0808 D 06 8888.560000.04GI045SO7
SCACR 1010 E 06 10101010.570000.09GI045SO7

SCACR 1212 F 09 12121212.580000.12GI041SO4 SCACR 1616 H 09 16161616.5100000.22GI041SO4
SCACL 0808 D 06 8888.560000.07GI045SO7
SCACL 1010 E 06 10101010.570000.06GI045SO7 SCACL 1212 F 09 12121212.580000.12GI041SO4 SCACL 1616 H 09 16161616.5100000.22GI041SO4
70 P M K N S H B WF 90° H HF
SCAC(RL) EXT
LF
HBHFWFLFLAMSGAMO kg [mm][mm][mm][mm][mm][°][°]
GI041CC..09T3.. GI045CC..0602.. Nm SO4US3510-T15P3.0M3.510.6FLAGT15P SO7US2506-T07P0.9M2.56.3FLAGT07P CCCPDCECEPRCSCSPTCTPVBVCWC External Screw Lock Tool Holder with 90° Cutting Angle for CC.. Insert ExternalRight/Lefthandtoolholderwith90°cuttingangleforscrewtypepositiveCC..06or09inserts.Suitedforexternallongitudinal,taperand chamferturning.Availablewithshanksize08x08upto16x16mm.Bodytreatedforlongertoollife. Product 9
HBHFWFLFLAMSGAMO kg [mm][mm][mm][mm][mm][°][°]
SCBCR 1212 F 09 1212121180000.10GI041SO8
SCBCR 1616 H 09 16161613100000.20GI041SO8
SCBCR 2020 K 12-M-A 20202017125000.45GI011SC20
SCBCR 2525 M 12-M-A 25252522150000.61GI011SC20
SCBCL 1212 F 09 1212121180000.10GI041SO8
SCBCL 1616 H 09 16161613100000.22GI041SO8
SCBCL 2020 K 12-M-A 20202017125000.43GI011SC20
SCBCL 2525 M 12-M-A 25252522150000.75GI011SC20

71 P M K N S H
B
H
SCBC(RL) EXT
75°
WF
HF LF
GI011CC..1204.. GI041CC..09T3.. Nm SC20US5012-T15P5.0M512.2SCN120304MS5008FLAGT15PHXK5 SO8US3510-T15P3.0M3.510.6FLAGT15P CCCPDCECEPRCSCSPTCTPVBVCWC External Screw Lock Tool Holder with 75° Cutting Angle for CC.. Insert ExternalRight/Lefthandtoolholderwith75°cuttingangleforscrewtypepositiveCC..09or12inserts.Suitedforexternallongitudinalwithout shoulderandchamferturning.Availablewithshanksize12x12upto25x25mm.Bodytreatedforlongertoollife. Product 9

72 P M K N S H 50° 45° WF B H HF LF LH SCDCR EXT HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°] SCDCR 1010 E 06 1010105.117011000.06GI045SC21 GI045CC..0602.. Nm SC215513020-030.8M2.56.5PT-8001 CCCPDCECEPRCSCSPTCTPVBVCWC External Screw Lock Tool Holder with 45° Cutting Angle for CC.. Insert Externalrighthandtoolholderwith45°cuttingangleforscrewtypepositiveCC..06inserts.Suitedforexternallongitudinalwithoutshoulder, taper,multi-directionalcopy,andchamferturning.Availablewithshanksize10x10mmonly.Bodytreatedforlongertoollife. Product 9
SCFCR 0808 D 06 88810608000.04GI045SO7
SCFCR 1010 E 06 10101012708000.07GI045SO7
SCFCR 1212 F 09 121212168016000.12GI041SO4
SCFCR 1616 H 09 1616162010016000.22GI041SO4
SCFCL 0808 D 06 88810608000.04GI045SO7
SCFCL 1010 E 06 10101012708000.06GI045SO7

SCFCL 1212 F 09 121212168016000.10GI041SO4
SCFCL 1616 H 09 1616162010016000.22GI041SO4
73 P M K N S H 90° B WF H HF
SCFC(RL) EXT
LH LF
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
GI041CC..09T3.. GI045CC..0602.. Nm SO4US3510-T15P3.0M3.510.6FLAGT15P SO7US2506-T07P0.9M2.56.3FLAGT07P CCCPDCECEPRCSCSPTCTPVBVCWC External Screw Lock Tool Holder with 90° Cutting Angle for CC.. Insert ExternalRight/Lefthandtoolholderwith90°cuttingangleforscrewtypepositiveCC..06or09inserts.Suitedforexternalfaceandlongitudinal
Product 9
turningwithshoulder,taperandchamferturning.Availablewithshanksize08x08upto16x16mm.Bodytreatedforlongertoollife.
SCLCR
SCLCR
SCLCR
SCLCR
88810608000.06GI045SO1
10101012708000.09GI045SO1
101010127013.2000.03GI232SC22
121212168013.4000.02GI232SC22
1616162010015.2000.22GI232SC22
121212168016000.12GI041SO8
1616162010016000.22GI041SO8 SCLCR
SCLCR

2020202512520000.44GI011SC20 SCLCR
2025203215020000.68GI011SC20 SCLCL
88810608000.06GI045SO1 SCLCL
SCLCL
10101012708000.06GI045SO1
121212168013.4000.03GI232SC22
1616162010015.2000.23GI232SC22 SCLCL
SCLCL
2525253215020000.78GI011SC20
74 P M K N S H 95° B WF H 95° HF LH
SCLC(RL) EXT
LF
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
0808 D 06
E
SCLCR 1010
06
E 08
SCLCR 1010
1212 F 08
1616 H 08
1212 F 09
1616 H 09
2020 K 12-M-A
2525 M 12-M-A
0808 D 06
1010 E 06
1212 F 08
1616 H 08
1212 F 09
1616 H 09
2020 K 12-M-A
2525 M 12-M-A
GI011CC..1204.. GI041CC..09T3.. GI045CC..0602.. GI232CC..0803.. Nm SC20US5012-T15P5.0M512.2SCN120304MS5008FLAGT15PHXK5 SC225513020-041.5M37.2PT-8003 SO1US2506-T07P0.9M2.56.3FLAGT07P SO8US3510-T15P3.0M3.510.6FLAGT15P CCCPDCECEPRCSCSPTCTPVBVCWC External Screw Lock Tool Holder with 95° Cutting Angle for CC.. Insert ExternalRight/Lefthandtoolholderwith95°cuttingangleforscrewtypepositiveCC..06,08,09or12inserts.Suitedforexternallongitudinal turningwithshoulder,taperandchamferturning.Availablewithshanksize08x08upto25x25mm.Bodytreatedforlongertoollife. Product 9
121212168016000.10GI041SO8 SCLCL
1616162010016000.22GI041SO8 SCLCL
2020202512520000.40GI011SC20 SCLCL
ExternalRight/Lefthandtool,throughcoolant,with95°cuttingangleforscrewtypepositiveCC..09and12inserts.Suitedforexternallongitu dinalturningwithshoulder,taperandchamferturning.PSCshank(PolygonShankCoupling)sizeC3uptoC5.Bodytreatedforlongertoollife.
[mm][mm][mm][°][°][°] C3-SCLCR-22040-09 3222409500 ü 0.21GI041C-SC09S C4-SCLCR-27050-09 4027509500 ü 0.39GI041C-SC09S C4-SCLCR-27050-12 4027509500 ü 0.40GI011C-SC12-1 C5-SCLCR-35060-12 5035609500 ü 0.72GI011C-SC12-2 C3-SCLCL-22040-09 3222409500 ü 0.21GI041C-SC09S C4-SCLCL-27050-09 4027509500 ü 0.39GI041C-SC09S C5-SCLCL-35060-12 5035609500 ü 0.72GI011C-SC12-2

75 P M K N S H
KAPR
C.-SCLC(RL) EXT
WFLFKAPRLAMSGAMO
GI011CC..1204.. GI041CC..09T3.. Nm
CCCPDCECEPRCSCSPTCTPVBVCWC
DCON MS WF
LF KAPR
DCON MS
kg
C-SC09SUS2001-T15P3.0M3.512.1SCS232-01MS9001FLAGT15P/3,5CN034-01 C-SC12-1US2018-T15P3.0M414SCS232-02MS9003FLAGT15P/4CN034-01 C-SC12-2US2018-T15P3.0M414SCS232-02MS9003FLAGT15P/4CN034-02
External PSC Quick Change Tool, Screw Lock, 95° Cutting Angle for CC.. Insert
Product 9
S10H-SCFCR 06 1013799.5100-1000.08GI045SO6 S12K-SCFCR 06 121691111.5125-700.11GI045SO6 S10H-SCFCL 06 1013799.5100-1000.10GI045SO6 S12K-SCFCL 06 121691111.5125-700.14GI045SO6

76 P M K N S H WF 90° B H DMIN LF DCON MS HF SCFC(RL) INT DCON
MSDMINWFHBLFLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
Nm SO6US2505-T07P0.9M2.55.2FLAGT07P CCCPDCECEPRCSCSPTCTPVBVCWC
Cutting Angle
CC.. Insert
Product 9
GI045CC..0602..
Internal Screw Lock Boring Bar with 90°
for
InternalRight/Lefthandboringbarwith90˚cuttingangleforscrewtypeCC..06inserts.MinimuminternalturningdiameterØ13mm.Suited forinternalfaceandlongitudinalturningwithshoulder,taperandchamferturning.AvailablewithshanksizeØ10andØ12mm.Bodytreated forlongertoollife.
Internal Screw Lock Boring Bar with 75° Cutting Angle for CC.. Insert

InternalRight/Lefthandboringbarwith75˚cuttingangleforscrewtypeCC..06,09or12inserts.MinimuminternalturningdiameterØ11mm. Suitedforinternallongitudinalturningwithoutshoulder,taperandchamferturning.AvailablewithshanksizeØ8uptoØ32mm.Bodytreated forlongertoollife. Product
[mm][mm][mm][mm][mm][mm][°][°]
S08F-SCKCR 06 81167.27.680-1200.03GI045SO2 S12K-SCKCR 06 121691111.5125-800.11GI045SO2 S16M-SCKCR 09-A 16201114.515150-800.25GI041SO5
S20S-SCKCR 09 20251318.518.5250-500.60GI041SO8
S25T-SCKCR 09 2532172323300-301.15GI041SO8
S32U-SCKCR 12-A 3240223030350-1002.10GI011SC20
S08F-SCKCL 06 81167.27.680-1200.03GI045SO2 S12K-SCKCL 06 121691111.5125-800.11GI045SO2
S16M-SCKCL 09-A 16201114.515150-800.24GI041SO5 S20S-SCKCL 09 20251318.518.5250-500.60GI041SO8
S25T-SCKCL 09 2532172323300-301.15GI041SO8 S32U-SCKCL 12-A 3240223030350-1002.10GI011SC20
77 P M
S
B
K N
H 75° WF
H DMIN LF DCON MS HF SCKC(RL) INT DCON MSDMINWFHBLFLAMSGAMO kg
GI011CC..1204.. GI041CC..09T3.. GI045CC..0602.. Nm
CCCPDCECEPRCSCSPTCTPVBVCWC
SC20US5012-T15P5.0M512.2SCN120304MS5008FLAGT15PHXK5 SO2US2505-T07P0.9M2.55.2FLAGT07P SO5US4008-T15P3.5M48FLAGT15P SO8US3510-T15P3.0M3.510.6FLAGT15P
9
Internal Screw Lock Boring Bar with 95° Cutting Angle for CC.. Insert

InternalRight/Lefthandboringbar,throughcoolantavailable,95˚cuttingangleforscrewtypeCC..06,08,09or12inserts.Minimuminternal turningdiameterØ11mm.Forinternallongitudinalturningwithshoulder,taperandchamferturning.AvailablewithshanksizeØ8toØ32mm. Bodytreatedforlongertoollife.
Product
A08H-SCLCR 06 81167.27.61003.5-130 ü 0.06GI045SO2 S08F-SCLCR 06 81167.27.680–-130–0.06GI045SO2
A10H-SCLCR 06 101379–1004-100 ü 0.07GI045SO2 S10H-SCLCR 06 1013799.5100–-100–0.08GI045SO2
A12K-SCLCR 06 1216911–1255-80 ü 0.11GI045SO1 S12K-SCLCR 06 121691111.5125–-80–0.13GI045SO1
S16M-SCLCR 06 16201114.515150–-80–0.25GI045SO1
A10K-SCLCR 08 1012699.51254-140 ü 0.09GI232SC22
A12M-SCLCR 08 121691111.51505-50 ü 0.14GI232SC22
A16R-SCLCR 08 16201114152006-80 ü 0.28GI232SC22
A16M-SCLCR 09-A 16201114.5–1506-80 ü 0.22GI041SO5
S16M-SCLCR 09-A 16201114.515150–-80–0.25GI041SO5
A20Q-SCLCR 09 20251318–1808-50 ü 0.38GI041SO8
S20S-SCLCR 09 2025131818.5250–-50–0.62GI041SO8
A25R-SCLCR 09 25321723232008-30 ü 0.60GI041SO8
S25T-SCLCR 09 2532172323300–-30–1.10GI041SO8
A32S-SCLCR 12-A 32402230302508-100 ü 1.35GI011SC20
S32U-SCLCR 12-A 3240223030350–-100–2.10GI011SC20
A08H-SCLCL 06 81167.27.6100–-130 ü 0.06GI045SO2
S08F-SCLCL 06 81167.27.680–-130–0.05GI045SO2
A10H-SCLCL 06 101379–1004-100 ü 0.06GI045SO2
S10H-SCLCL 06 1013799.5100–-100–0.06GI045SO2
A12K-SCLCL 06 1216911–1255-80 ü 0.10GI045SO1
S12K-SCLCL 06 121691111.5125–-80–0.11GI045SO1
S16M-SCLCL 06 16201114.515150–-80–0.26GI045SO1
A10K-SCLCL 08 1012699.51254-140 ü 0.02GI232SC22
A12M-SCLCL 08 121691111.51505-50 ü 0.14GI232SC22
78 P M K N S H 95° 95° H WF DMIN DCON MS HF B CND LF 95° 95° H WF DMIN DCON MS HF B LF SCLC(RL) INT
DCON MSDMINWFHBLFCNDLAMSGAMO kg [mm][mm][mm][mm][mm][mm][mm][°][°]
CCCPDCECEPRCSCSPTCTPVBVCWC
9
DCON MSDMINWFHBLFCNDLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][mm][°][°]
A16R-SCLCL 08 16201114152006-80 ü 0.30GI232SC22
A16M-SCLCL 09-A 16201114.5–1506-80 ü 0.22GI041SO5
S16M-SCLCL 09-A 16201114.515150–-80–0.24GI041SO5
A20Q-SCLCL 09 20251318–1808-50 ü 0.40GI041SO8
S20S-SCLCL 09 2025131818.5250–-50–0.60GI041SO8
A25R-SCLCL 09 25321723232008-30 ü 0.67GI041SO8
S25T-SCLCL 09 2532172323300–-30–1.15GI041SO8
A32S-SCLCL 12-A 32402230302508-100 ü 1.35GI011SC20
S32U-SCLCL 12-A 3240223030350–-100–2.10GI011SC20
GI011CC..1204..
GI041CC..09T3.. GI045CC..0602.. GI232CC..0803.. Nm
SC20US5012-T15P5.0M512.2SCN120304MS5008FLAGT15PHXK5
SC225513020-041.5M37.2PT-8003
SO1US2506-T07P0.9M2.56.3FLAGT07P
SO2US2505-T07P0.9M2.55.2FLAGT07P
SO5US4008-T15P3.5M48FLAGT15P
SO8US3510-T15P3.0M3.510.6FLAGT15P
79
CCCPDCECEPRCSCSPTCTPVBVCWC
9
Product
S10H-SCXCR 06 1013799.5100-1000.06GI045SO6 S12K-SCXCR 06 121691111.5125-800.11GI045SO6 S16Q-SCXCR 06 16201114.515180-700.31GI045SO7 S10H-SCXCL 06 1013799.5100-1000.06GI045SO6 S12K-SCXCL 06 121691111.5125-800.11GI045SO6 S16Q-SCXCL 06 16201114.515180-700.30GI045SO7

80 P M K N S H
B
HF
SCXC(RL) INT
40° 40° 40° WF
H DMIN DCON MS
LF
DCON MSDMINWFHBLFLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
GI045CC..0602.. Nm SO6US2505-T07P0.9M2.55.2FLAGT07P SO7US2506-T07P0.9M2.56.3FLAGT07P CCCPDCECEPRCSCSPTCTPVBVCWC Internal Screw Lock Boring Bar with 40° Cutting Angle for CC.. Insert InternalRight/Lefthandboringbar,40˚cuttingangleforscrewtypeCC..06inserts.MinimuminternalturningdiameterØ13mm.Suitedfor
Product 9
internalfrontandbackchamfering,longitudinalturningwithoutshoulderandtaperturning.AvailablewithshanksizeØ10uptoØ16mm.Body treatedforlongertoollife.
Internal PSC Quick Change Tool, Screw Lock, 95° Cutting Angle for CC.. Insert

InternalRight/Lefthandtool,throughcoolant,with95˚cuttingangleforscrewtypeCC..09inserts.MinimuminternalturningdiameterØ20 mm.Suitedforawiderangeofinternalturningapplications.PSCshank(PolygonShankCoupling)sizeC3uptoC5withchoiceoflengths.Body treatedforlongertoollife.
[mm][mm][mm][mm][mm][mm][°][°][°]
C3-SCLCR-11065-09 32201165481695-8.40 ü 0.21GI041SC09M C3-SCLCR-13075-09 32251375582095-5.80 ü 0.26GI041SC09M C4-SCLCR-11070-09 40201170471695-8.40 ü 0.36GI041SC09M C4-SCLCR-13080-09 40251380572095-5.80 ü 0.41GI041SC09M C4-SCLCR-17090-09 40321790682595-3.40 ü 0.50GI041SC09M C5-SCLCR-11070-09 50201170461695-8.40 ü 0.55GI041SC09M
C5-SCLCR-13080-09 50251380562095-5.80 ü 0.60GI041SC09M C4-SCLCL-11070-09 40201170471695-8.40 ü 0.36GI041SC09M C4-SCLCL-13080-09 40251380572095-5.80 ü 0.62GI041SC09M C5-SCLCL-11070-09 50201170461695-8.40 ü 0.55GI041SC09M
C5-SCLCL-13080-09 50251380562095-5.80 ü 0.60GI041SC09M
81 P M K N S H LU WF
BD
C.-SCLC(RL)
KAPR
LF DCON MS DMIN
INT DCON MSDMINWFLFLUBDKAPRLAMSGAMO kg
GI041CC..09T3.. Nm SC09MUS2009-T15P3.0M3.58.1FLAGT15P/3,5 CCCPDCECEPRCSCSPTCTPVBVCWC
Product 9
82 CCCPDCECEPRCSCSPTCTPVBVCWC
CP 05 9
CARBIDE INSERTS CPGX & 83
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.


Product
FR-JQpositivegeometrywithright-handeddesignforfine-finishmachiningandcontinuouscuts.
FL-JQpositivegeometrywithleft-handeddesignforfine-finishmachiningandcontinuouscuts.
FR-JRpositivegeometrywithright-handeddesignforfine-finishmachiningandcontinuouscuts.
FL-JRpositivegeometrywithleft-handeddesignforfine-finishmachiningandcontinuouscuts.
FR-JZpositivegeometrywithright-handeddesignforfine-finishmachiningandcontinuouscuts.
FL-JZpositivegeometrywithleft-handeddesignforfine-finishmachiningandcontinuouscuts.
83 CCCPDCECEPRCSCSPTCTPVBVCWC
11 ° 80° S RE D 1 L IC CPGX RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
F
ICD1LS [mm][mm][mm][mm] 06026.3502.806.402.38 08037.9403.408.103.18 09T39.5254.409.703.97
20° 1,2
CPGX 080304FR-JQ TT010 0.43500.060.52100.050.5 20° 1,2 F CPGX 080304FL-JQ TT010 0.43500.060.52100.050.5 CPGX 09T304FL-JQ TT010 0.43500.060.52100.050.5 20° 0,6 F CPGX 060204FR-JR TT010 0.43500.060.52100.050.5 CPGX 080304FR-JR TT010 0.43500.060.52100.050.5 20° 0,6 F CPGX 060204FL-JR TT010 0.43500.060.52100.050.5 CPGX 080304FL-JR TT010 0.43500.060.52100.050.5 20° 1,2 F
CPGX 060202FR-JZ TT010 0.23300.060.51950.050.5 20° 1,2 F CPGX 060202FL-JZ TT010 0.23300.060.51950.050.5
9
84 CCCPDCECEPRCSCSPTCTPVBVCWC CARBIDE INSERTS CBN & PCD INSERTS ISO TURNING – EXTERNAL MATCHTHERIGHTSIZE(example) InsertToolHolder DCMT 070204E-UR SDJCR 0808 D 07 DCGT & 86 DCMT & 87 DCMW & 92 DCGWCBN & 92 DCMWPCD & 93 SDJC(RL)EXT 93° DC.. 30° 07 11 15 08×08 25×25 & 94 & 86–93 C.-SDJC(RL)EXT 93° DC.. 30° 11 C3 C5 & 96 & 86–93 SDNCNEXT 62°30´ DC.. 62,5° 7 11 08×08 25×25 & 95 & 86–93 C.-SDNCNEXT 62°30´ DC.. 62,5° 11 C4 C5 & 97 & 86–93 DC 07 / 11 / 15 9
ISO TURNING – INTERNAL
SDQC(RL)INT
SDZC(RL)INT
85 CCCPDCECEPRCSCSPTCTPVBVCWC
107°30´ DC.. 15° 07 11 13 40 & 98 & 86–93
SDUC(RL)-EINT 93° DC.. 27° 07 11 13 40 & 100 & 86–93
SDUC(RL)INT 93° DC.. 27° 07 11 13 40 & 99 & 86–93
C.-SDUC(RL)INT 93° DC.. 27° 07 11 20 32 & 102 & 86–93
DC 07 / 11 / 15 9
93° DC.. 27° 07 11 27 65 & 101 & 86–93
07026.3502.807.802.38 0702-SF36.3502.807.802.58 11T39.5254.4011.603.97 11T3-SF39.5254.4011.604.22
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product
ALgeometrywithhighlypositivedesignforfine-finishtoroughmachining,andcontinuoustoslightlyinterruptedcuts.



FF2geometrywithpositivedesignforfine-finishtofinishmachining,andcontinuoustoslightlyinterruptedcuts.

NF1geometrywithpositivedesignforfine-finishtomediummachining,andcontinuouscuts.
SF3geometrywithhighlypositivedesignforfinetofinishmachining,andcontinuouscuts.
DCGT 070204E-SF3 H07 0.4750.090.81200.100.83900.120.8350.070.6
T6310 0.41450.100.81000.090.81150.100.84350.120.8400.070.6250.151.0 T8315 0.41550.100.8900.090.81450.100.84650.120.8350.070.6300.151.0
DCGT 11T301E-SF3 T6310 0.11600.050.51150.050.51250.050.54800.060.5450.040.4300.151.0
86 CCCPDCECEPRCSCSPTCTPVBVCWC
ICD1LS [mm][mm][mm][mm]
7° 55° RE S L IC D 1 DCGT RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 25° F
DCGT 070202F-AL HF7 0.23600.121.0 T0315 0.25100.121.0 DCGT 070204F-AL HF7 0.42850.241.0 T0315 0.44200.241.0 DCGT 11T302F-AL HF7 0.23450.121.5 T0315 0.24950.121.5 DCGT 11T304F-AL HF7 0.42700.241.5 T0315 0.43900.241.5 DCGT 11T308F-AL HF7 0.82550.481.5 T0315 0.83600.481.5 7° 0,53 E DCGT 11T302E-FF2 T7325 0.21900.050.8 T8330 0.21650.050.81550.050.8 T8430 0.22250.050.81850.050.8 T9325 0.22800.050.82650.050.8 TT010 0.22750.050.5 10° 0,9 1,9 E DCGT 11T304E-NF1 T6310 0.41450.100.81000.090.84350.120.8400.070.6250.151.0 T7325 0.41650.100.81250.090.8500.070.6
DCGT 11T308E-NF1 T6310 0.81550.140.81100.130.84650.170.8450.130.6300.151.0 T7325 0.81800.140.81400.130.8550.130.6 20° 0,15 E
DCGT 070201E-SF3 T6310 0.11600.050.51150.050.51250.050.54800.060.5450.040.4300.151.0 DCGT 070202E-SF3 H07 0.2950.050.81500.050.84850.060.8450.040.6 T6310 0.21650.050.81150.050.81300.050.84950.060.8450.040.6300.151.0 T8315 0.21750.050.81050.050.81650.050.85250.060.8400.040.6350.151.0
9
DCGT 11T302E-SF3
H07
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 20° 0,15 E
SF3geometrywithhighlypositivedesignforfinetofinishmachining,andcontinuouscuts.


0.2950.050.81500.050.84850.060.8450.040.6
T6310 0.21650.050.81150.050.81300.050.84950.060.8450.040.6300.151.0
DCGT 11T304E-SF3 H07 0.4750.090.81200.100.83900.120.8350.070.6
T6310 0.41450.100.81000.090.81150.100.84350.120.8400.070.6250.151.0 T8315 0.41550.100.8900.090.81450.100.84650.120.8350.070.6300.151.0
DCGT 11T308E-SF3 H07 0.8900.090.81450.100.84550.120.8450.080.6
T6310 0.81700.100.81200.090.81350.100.85100.120.8500.080.6300.151.0 T8315 0.81800.100.81050.090.81700.100.85400.120.8450.080.6350.151.0 20° E
ER-SIgeometrywithpositiveright-handeddesignforfine-finishmachining,andcontinuouscuts.
DCGT 11T304ER-SI T8330 0.41700.120.81000.110.81600.120.8400.100.6 T8430 0.42050.120.81100.110.81700.120.8450.100.6
DCGT 11T308ER-SI T8330 0.81700.221.01000.201.01600.221.0400.180.8 T8430 0.81900.221.01050.201.01550.221.0400.180.8 20° E
EL-SIgeometrywithpositiveleft-handeddesignforfine-finishmachining,andcontinuouscuts.
DCGT 11T304EL-SI T8330
0.41700.120.81000.110.81600.120.8400.100.6 T8430 0.42050.120.81100.110.81700.120.8450.100.6

DCGT 11T308EL-SI T8430 0.81900.221.01050.201.01550.221.0400.180.8
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
FFgeometrywithpositivedesignforfine-finishtofinishmachining,andcontinuoustoslightlyinterruptedcuts.
87 CCCPDCECEPRCSCSPTCTPVBVCWC
ICD1LS [mm][mm][mm][mm] 07026.3502.807.802.38 11T39.5254.4011.603.97 150412.7005.5015.504.76 7° 55° RE S L D 1 IC DCMT RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 40° 0,87 10° E
T8315 0.21600.100.8950.090.8 T8330
T8430 0.21850.100.81000.090.8 T9315 0.22550.100.8 Product
DCMT 11T302E-FF
0.21500.100.8900.090.8
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product
9
DCMT 11T304E-FF
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 40° 0,87 10°
E
FFgeometrywithpositivedesignforfine-finishtofinishmachining,andcontinuoustoslightlyinterruptedcuts.
T8315 0.41600.120.8950.110.8
T8330 0.41500.120.8900.110.8
T8430 0.41850.120.81000.110.8
T9315 0.42550.120.8
DCMT 11T308E-FF T8315 0.81800.150.81050.140.8
T8330 0.81700.150.81000.140.8
T8430 0.82000.150.81100.140.8 T9315 0.82700.150.8 7° 0,53 E
FF2geometrywithpositivedesignforfine-finishtofinishmachining,andcontinuoustoslightlyinterruptedcuts.
DCMT 070202E-FF2
T7325 0.21900.050.8
T8330 0.21650.050.81550.050.8
T8430 0.22250.050.81850.050.8 T9325 0.22800.050.82650.050.8
TT010 0.22750.050.5
DCMT 070204E-FF2 T7325 0.41600.120.8
T8330 0.41350.120.81250.120.8
T8430 0.41700.120.81350.120.8
T9315 0.42300.120.82150.120.8
T9325 0.42050.120.81900.120.8
DCMT 070208E-FF2
T7325 0.81700.170.8
T8330 0.81500.170.81400.170.8
T8430 0.81750.170.81400.170.8 T9315 0.82350.170.82200.170.8
T9325 0.82150.170.82000.170.8
DCMT 11T304E-FF2
T7325 0.41600.120.8
T8330 0.41350.120.81250.120.8
T8430 0.41700.120.81350.120.8
T9315 0.42300.120.82150.120.8
T9325 0.42050.120.81900.120.8
T9335 0.41750.120.8
TT010 0.42800.060.5
DCMT 11T308E-FF2
T7325 0.81700.170.8
T8330 0.81500.170.81400.170.8
T8430 0.81750.170.81400.170.8
T9315 0.82350.170.82200.170.8
DCMT 070202E-FM
T9325 0.82150.170.82000.170.8 TT010 0.82800.100.8 15°
1 E
FMgeometryforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.


T7325 0.21750.100.81350.090.8
T8315 0.21600.100.8950.090.81500.100.84800.120.8
T8330 0.21500.100.8900.090.81400.100.84500.120.8
T8430 0.21850.100.81000.090.81500.100.85100.120.8
T9315 0.22550.100.82400.100.8
T9325 0.22300.100.81350.090.82150.100.8
88 CCCPDCECEPRCSCSPTCTPVBVCWC
Product
9
15°
DCMT 070204E-FM
T7325
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
1 E
FMgeometryforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.

0.41550.170.81200.150.8
T7335 0.41550.170.81200.150.8
T8315 0.41600.120.8950.110.81500.120.84800.140.8
T8330 0.41500.120.8900.110.81400.120.84500.140.8
T8430 0.41850.120.81000.110.81500.120.85100.140.8
T9315 0.42550.120.82400.120.8
T9325 0.41900.180.81100.160.81800.180.8
DCMT 11T302E-FM
T7325 0.21750.100.81350.090.8
T8315 0.21600.100.8950.090.81500.100.84800.120.8
T8330 0.21500.100.8900.090.81400.100.84500.120.8
T8430 0.21850.100.81000.090.81500.100.85100.120.8
T9315 0.22550.100.82400.100.8
T9325 0.22300.100.81350.090.82150.100.8
DCMT 11T304E-FM T7325 0.41550.170.81200.150.8
T7335 0.41550.170.81200.150.8
T8315 0.41600.120.8950.110.81500.120.84800.140.8
T8330 0.41350.170.8800.150.81250.170.84050.200.8
T8430 0.41550.170.8850.150.81300.170.84350.200.8
T9310 0.42850.120.82700.120.8
T9315 0.42550.120.82400.120.8
T9325 0.41900.180.81100.160.81800.180.8
DCMT 11T308E-FM T7325 0.81850.170.81400.150.8
T7335 0.81800.170.81400.150.8
T8315 0.81700.170.81000.150.81600.170.85100.200.8 T8330 0.81650.170.8950.150.81550.170.84950.200.8
T8430 0.81900.170.81050.150.81550.170.85250.200.8
T9310 0.82850.170.82700.170.8
T9315 0.82600.170.82450.170.8
T9325 0.82350.170.81400.150.82200.170.8
DCMT 11T312E-FM
T8330 1.21500.221.2900.221.21400.221.24500.261.2 T8430 1.21750.221.2950.221.21400.221.24800.261.2
DCMT 070204E-FM2
DCMT 11T304E-FM2
0,1 0,75 S
T9315 1.22350.221.22200.221.2 T9325 1.22100.221.21250.221.21950.221.2 18°
FM2geometryforfinishtomediummachining,andcontinuoustointerruptedcuts.
T6310 0.41350.120.8950.110.81050.120.8
T7325 0.41600.120.81200.110.8
T8330 0.41350.120.8800.110.81250.120.8
T8430 0.41700.120.8900.110.81350.120.8
T9315 0.42300.120.82150.120.8 T9325 0.42050.120.81200.110.81900.120.8
T6310 0.41350.120.8950.110.81050.120.8 T7325 0.41600.120.81200.110.8
T8330 0.41350.120.8800.110.81250.120.8
T8430 0.41700.120.8900.110.81350.120.8
T9315 0.42300.120.82150.120.8
T9325 0.42050.120.81200.110.81900.120.8 T9335 0.41750.120.81050.110.8
89 CCCPDCECEPRCSCSPTCTPVBVCWC
Product
9
Product
DCMT 11T308E-FM2
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
0,1 0,75 S
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 18°
FM2geometryforfinishtomediummachining,andcontinuoustointerruptedcuts.

T6310 0.81500.170.81050.150.81200.170.8
T7325 0.81700.170.81300.150.8
T8330 0.81500.170.8900.150.81400.170.8
T8430 0.81750.170.8950.150.81400.170.8
T9315 0.82350.170.82200.170.8 T9325 0.82150.170.81250.150.82000.170.8
T9335 0.81800.170.81050.150.8
DCMT 11T312E-FM2
T8430 1.21550.221.2850.201.21300.221.2 T9325 1.21900.221.21100.201.21800.221.2
DCMT 150408E-FM2 T9315 0.82050.201.51900.201.5 T9325 0.81850.201.51100.181.51750.201.5 T9335 0.81600.201.5950.181.5 0,1 R 1,5 S
RFgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.

DCMT 11T304E-RF
T5315 0.41750.200.81650.200.8350.151.0 T7335 0.41150.200.8850.180.8
T9325 0.41500.200.8900.180.81400.200.8
DCMT 11T308E-RF T5315 0.82050.200.81900.200.8400.151.0 T7335 0.81400.200.81050.180.8 T9325 0.81750.200.81050.180.81650.200.8
RMgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
DCMT 11T304E-RM
T5305 0.42250.270.82100.270.8450.151.0 T5315 0.42050.270.81900.270.8400.151.0 T7335 0.41350.270.81050.240.8400.190.6
T8330 0.41250.270.8750.240.81150.270.8300.190.6250.151.0 T8430 0.41350.270.8750.240.81100.270.8250.190.6200.151.0
T9315 0.41850.270.81750.270.8350.151.0
T9325 0.41650.270.8950.240.81550.270.8350.190.6
DCMT 11T308E-RM
T5305 0.82700.270.82550.270.8500.151.0
T5315 0.82400.270.82250.270.8450.151.0
T7335 0.81650.270.81250.240.8500.190.6
T8330 0.81500.270.8900.240.81400.270.8350.190.6300.151.0
T8430 0.81650.270.8900.240.81350.270.8350.190.6250.151.0
T9315 0.82200.270.82050.270.8400.151.0
T9325 0.82000.270.81200.240.81900.270.8450.190.6
DCMT 11T312E-RM
T7335 1.21650.271.21250.241.2500.191.2
T8330 1.21500.271.2900.241.21400.271.2350.191.2300.151.0
T8430 1.21700.271.2900.241.21350.271.2350.191.2250.151.0
T9315 1.22250.271.22100.271.2450.151.0
T9325 1.22000.271.21200.241.21900.271.2450.191.2
DCMT 150408E-RM
T8330 0.81350.271.9800.241.91250.271.9300.221.5250.151.0
T8430 0.81500.271.9800.241.91250.271.9300.221.5250.151.0
T9315 0.82000.271.91900.271.9400.151.0
T9325 0.81800.271.91050.241.91700.271.9400.221.5
90 CCCPDCECEPRCSCSPTCTPVBVCWC
17°
0,27 0, 22 1 S
9
DCMT 070202E-UR
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
EURgeometryforfinetofinishmachining,andcontinuoustoslightlyinterruptedcuts.

T7325 0.21500.100.81150.090.8
T8315 0.21350.100.8800.090.81250.100.8
T8330 0.21300.100.8750.090.81200.100.8
T8430 0.21550.100.8850.090.81300.100.8
T9315 0.22200.100.82050.100.8
T9325 0.22000.100.81200.090.81900.100.8
DCMT 070204E-UR
T7325 0.41350.170.81050.150.8
T8315 0.41350.120.8800.110.81250.120.8
T8330 0.41300.120.8750.110.81200.120.8
T8430 0.41550.120.8850.110.81300.120.8
T9315 0.42200.120.82050.120.8
T9325 0.41650.180.8950.160.81550.180.8
TT310 0.42100.120.81250.110.8
DCMT 11T302E-UR T7325 0.21500.100.81150.090.8
T8330 0.21300.100.8750.090.81200.100.8
T8430 0.21550.100.8850.090.81300.100.8
T9315 0.22200.100.82050.100.8
T9325 0.22000.100.81200.090.81900.100.8
TT310 0.22100.100.81250.090.8
DCMT 11T304E-UR T5315 0.42200.120.82050.120.8
T7325 0.41350.170.81050.150.8
T7335 0.41300.170.81000.150.8
T8315 0.41350.120.8800.110.81250.120.8
T8330 0.41300.120.8750.110.81200.120.8 T8430 0.41550.120.8850.110.81300.120.8
T9315 0.42200.120.82050.120.8 T9325 0.41650.180.8950.160.81550.180.8 TT310 0.42100.120.81250.110.8
DCMT 11T308E-UR
T5315 0.82300.170.82150.170.8 T7325 0.81600.170.81200.150.8 T7335 0.81550.170.81200.150.8
T8315 0.81450.170.8850.150.81350.170.8
T8330 0.81400.170.8800.150.81300.170.8
T8430 0.81650.170.8900.150.81350.170.8
T9315 0.82250.170.82100.170.8 T9325 0.82000.170.81200.150.81900.170.8 TT310 0.82250.170.81350.150.8
DCMT 11T312E-UR
DCMX 11T304W-FM
16° W S
T9315 1.22050.221.21900.221.2 T9325 1.21800.221.21050.201.21700.221.2 0,08 12°
W-FMwipergeometryforfinetofinishmachiningwithincreasedfeedratesandimprovedsurfacefinish.

T7325 0.41300.300.81000.270.8
T8330 0.41150.300.8650.270.81050.300.8 T8430 0.41300.300.8700.270.81050.300.8 T9315 0.41700.300.81600.300.8 T9325 0.41550.300.8900.270.81450.300.8
DCMX 11T308W-FM T7325 0.81400.401.01050.361.0 T8430 0.81300.401.0700.361.01050.401.0 T9315 0.81750.401.01650.401.0 T9325 0.81600.401.0950.361.01500.401.0
91 CCCPDCECEPRCSCSPTCTPVBVCWC
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 15° 1,0 30°
Product
9
DCMW 070202 T5305 0.22000.080.8400.151.0 T6310 0.2800.080.8200.151.0
DCMW 070204 T5305 0.41950.100.8400.151.0 T5315 0.41750.100.8350.151.0 T6310 0.4850.100.8200.151.0
DCMW 11T304 T5305 0.41900.101.2400.151.0 T5315 0.41650.101.2350.151.0 T6310 0.4800.101.2200.151.0

DCMW 11T308 T5305 0.81850.181.2350.151.0 T5315 0.81600.181.2300.151.0 T6310 0.8800.181.2200.151.0

92 CCCPDCECEPRCSCSPTCTPVBVCWC ICD1LS [mm][mm][mm][mm]
7° 55° RE S L D 1 IC DCMW RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] E
07026.3502.807.802.38 11T39.5254.4011.603.97
ICD1LS [mm][mm][mm][mm] 11T39.5254.5011.603.97 7° 55° RE S L IC D 1 DCGW CBN RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC S DCGW 11T304S01020B TB310 0.43700.100.4950.070.3750.151.0 DCGW 11T308S01020B TB310 0.83800.150.61000.110.5800.151.0 Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts. Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Forfinishmachining. 9
93 CCCPDCECEPRCSCSPTCTPVBVCWC ICD1LS [mm][mm][mm][mm] 11T39.5254.4011.603.97 7° 55° RE S L D 1 IC DCMW PCD RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC F DCMW 11T304FN PD1
DCMW
PD1
Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Forfinishmachining,highspeedsandstablecuttingconditions. 9
0.410350.120.5
11T308FN
0.812000.121.0
121212168020000.10GI012SO8
888106014000.04GI052SO1
1616162010020000.20GI012SO8

2020202512520000.41GI012SD10
2525253215020000.74GI012SD10
2525253215028000.07GI243SD11
94 P M K N S H 30° 32° 93° B WF H HF LF LH SDJC(RL) EXT
D 07
E 07
F 07
F 11
1616 H 11
2020 K 11-M-A
2525 M 11-M-A
2525 M 15
0808 D 07
SDJCL 1010 E 07
1212 F 07
1212 F 11
1616 H 11
SDJCL 2020 K 11-M-A
SDJCL 2525 M 11-M-A
SDJCL 2525 M 15
GI012DC..11T3.. GI052DC..0702.. GI243DC..1504.. Nm SD10US3510-T15P3.0M3.510.6SDN110304MS3510FLAGT15PHXK3.5 SD11US64518-T15P5.0M4.518SDN150304MS4512FLAGT15PHXK5 SO1US2506-T07P0.9M2.56.3FLAGT07P SO8US3510-T15P3.0M3.510.6FLAGT15P CCCPDCECEPRCSCSPTCTPVBVCWC External Screw Lock Tool Holder with 93° Cutting Angle for DC.. Insert ExternalRight/Lefthandtoolholderwith93°cuttingangleforscrewtypepositiveDC..07,11or15inserts.Suitedforexternallongitudinal turningwithshoulder,copy,taperandchamferturning.Availablewithshanksize08x08upto25x25mm.Bodytreatedforlongertoollife. Product 9
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°] SDJCR 0808
888106014000.06GI052SO1 SDJCR 1010
101010127014000.06GI052SO1 SDJCR 1212
121212168014000.11GI052SO1 SDJCR 1212
SDJCR
1616162010020000.22GI012SO8 SDJCR
2020202512520000.40GI012SD10 SDJCR
2525253215020000.74GI012SD10 SDJCR
2525253215028000.75GI243SD11 SDJCL
101010127014000.08GI052SO1 SDJCL
121212168014000.12GI052SO1 SDJCL
121212168020000.12GI012SO8 SDJCL

95 P M K N S H 62.5° 62°30' 62°30' B WF H HF LF SDNCN EXT HBHFWFLFLAMSGAMO kg [mm][mm][mm][mm][mm][°][°] SDNCN 0808 D 07
SDNCN 1010 E 07
SDNCN 1212 F 07
SDNCN 1212 F 11
SDNCN 1616 H 11
SDNCN 2020 K 11-M-A
SDNCN 2525 M 11-M-A
GI012DC..11T3.. GI052DC..0702.. Nm SD10US3510-T15P3.0M3.510.6SDN110304MS3510FLAGT15PHXK3.5 SO1US2506-T07P0.9M2.56.3FLAGT07P SO8US3510-T15P3.0M3.510.6FLAGT15P CCCPDCECEPRCSCSPTCTPVBVCWC External Screw Lock Tool Holder with 62.5° Cutting Angle for DC.. Insert Externalneutraltoolholderwith62.5°cuttingangleforscrewtypepositiveDC..07or11inserts.Suitedforexternallongitudinalturningwithout shoulder,copy,taperandchamferturning.Availablewithshanksize08x08upto25x25mm.Bodytreatedforlongertoollife. Product 9
888460000.06GI052SO1
101010570000.08GI052SO1
121212680000.12GI052SO1
121212680000.12GI012SO8
1616168100000.18GI012SO8
20202010125000.35GI012SD10
25252512.5150000.70GI012SD10
C3-SDJCR-22040-11 3222409300 ü 0.21GI012C-SD11V-1 C4-SDJCR-27050-11 4027509300 ü 0.38GI012C-SD11V-1 C5-SDJCR-35060-11 5035609300 ü 0.69GI012C-SD11V-2 C3-SDJCL-22040-11 3222409300 ü 0.21GI012C-SD11V-1 C4-SDJCL-27050-11 4027509300 ü 0.38GI012C-SD11V-1 C5-SDJCL-35060-11 5035609300 ü 0.70GI012C-SD11V-2

96 P M K N S H 30°
WF KAPR
C.-SDJC(RL) EXT
DCON MS
LF
DCON MS WFLFKAPRLAMSGAMO kg [mm][mm][mm][°][°][°]
GI012DC..11T3.. Nm
CCCPDCECEPRCSCSPTCTPVBVCWC
Product 9
C-SD11V-1US2001-T15P3.0M3.512.1SDS263-01MS9001FLAGT15P/3,5CN034-01 C-SD11V-2US2001-T15P3.0M3.512.1SDS263-01MS9001FLAGT15P/3,5CN034-02
External PSC Quick Change Tool, Screw Lock, 93° Cutting Angle for DC.. Insert ExternalRight/Lefthandtool,throughcoolant,with93°cuttingangleforscrewtypepositiveDC..07,11or15inserts.Suitedforexternallongi tudinalturningwithshoulder,copy,taperandchamferturning.AvailablewithPSC(PolygonShankCoupling)sizeC3uptoC5.Bodytreatedfor longertoollife.
ExternalRight/Lefthandtool,throughcoolant,with62.5°cuttingangleforscrewtypepositiveDC..11inserts.Suitedforexternallongitudinal turningwithoutshoulder,copy,taperandchamferturning.AvailablewithPSC(PolygonShankCoupling)sizeC4andC5.Bodytreatedforlonger toollife.

97 P M K N S H 62
WF
C.-SDNCN EXT
CCCPDCECEPRCSCSPTCTPVBVCWC
5° DCON MS
LF KAPR KAPR
DCON MS WFLFKAPRLAMSGAMO kg [mm][mm][mm][°][°][°] C4-SDNCN-00050-11 400.55062.500 ü 0.35GI012C-SD11V-1 C5-SDNCN-00060-11 500.56062.500 ü 0.62GI012C-SD11V-2 GI012DC..11T3.. Nm C-SD11V-1US2001-T15P3.0M3.512.1SDS263-01MS9001FLAGT15P/3,5CN034-01 C-SD11V-2US2001-T15P3.0M3.512.1SDS263-01MS9001FLAGT15P/3,5CN034-02
External PSC Quick Change Tool, Screw Lock, 62.5° Cutting Angle, DC.. Insert
9
Product
A10H-SDQCR 07 101379–1004-100 ü 0.07GI052SO2
A12K-SDQCR 07 1216911–1255-70 ü 0.10GI052SO2
A16M-SDQCR 07 16201114.5–1506-70 ü 0.24GI052SO1
A20Q-SDQCR 11 20251318–1808-50 ü 0.40GI012SO8
S20S-SDQCR 11 2025131818.5250–-50–0.60GI012SO8
A25R-SDQCR 11 25321723232008-30 ü 0.67GI012SO8
S25T-SDQCR 11 2532172323300–-30–1.09GI012SO8
A32S-SDQCR 11-A 32402230302508-100 ü 1.25GI012SD10

S32U-SDQCR 11-A 3240223030350–-100–2.10GI012SD10
A10H-SDQCL 07 101379–1004-100 ü 0.06GI052SO2
A12K-SDQCL 07 1216911–1255-70 ü 0.11GI052SO2
A16M-SDQCL 07 16201114.5–1506-70 ü 0.24GI052SO1
A20Q-SDQCL 11 20251318–1808-50 ü 0.37GI012SO8
S20S-SDQCL 11 2025131818.5250–-50–0.63GI012SO8
A25R-SDQCL 11 25321723232008-30 ü 0.64GI012SO8 S25T-SDQCL 11 2532172323300–-30–1.15GI012SO8
A32S-SDQCL 11-A 32402230302508-100 ü 1.33GI012SD10
S32U-SDQCL 11-A 3240223030350–-100–2.08GI012SD10
98 P M K N S H 15° H WF 107°30' ' 107°30 DMIN LF DCON MS HF B CND H WF 107°30' ' 107°30 DMIN LF DCON MS HF B SDQC(RL) INT DCON MSDMINWFHBLFCNDLAMSGAMO
kg [mm][mm][mm][mm][mm][mm][mm][°][°]
GI012DC..11T3.. GI052DC..0702.. Nm
CCCPDCECEPRCSCSPTCTPVBVCWC
9
SD10US3510-T15P3.0M3.510.6SDN110304MS3510FLAGT15PHXK3.5 SO1US2506-T07P0.9M2.56.3FLAGT07P SO2US2505-T07P0.9M2.55.2FLAGT07P SO8US3510-T15P3.0M3.510.6FLAGT15P
Internal Screw Lock Boring Bar with 107.5° Cutting Angle for DC.. Insert InternalRight/Lefthandboringbar,throughcoolantavailable,107.5˚cuttingangleforscrewtypeDC..07or11inserts.Minimuminternal turningdiameterØ13mm.Forinternallongitudinalturningwithshoulder,taper,copyingandchamferturning.Ø10toØ32mmshanksavailable. Bodytreatedforlongertoollife. Product
Internal Screw Lock Boring Bar with 93° Cutting Angle for DC.. Insert

InternalRight/Lefthandboringbar,throughcoolantavailable,93˚cuttingangleforscrewtypeDC..07or11inserts.Minimuminternalturning diameterØ13mm.Forinternallongitudinalturningwithshoulder,taper,copyingandchamferturning.Ø10uptoØ32mmshanksavailable. Bodytreatedforlongertoollife. Product
[mm][mm][mm][mm][mm][mm][mm][°][°]
A10H-SDUCR 07 101379–1004-100 ü 0.05GI052SO2 A12K-SDUCR 07 1216911–1255-70 ü 0.12GI052SO2 A16M-SDUCR 07 16201114.5–1506-70 ü 0.22GI052SO1
A20Q-SDUCR 11 20251318–1808-30 ü 0.38GI012SO8 S20S-SDUCR 11 2025131818.5250–-50–0.60GI012SO8
A25R-SDUCR 11 25321723232008-30 ü 0.60GI012SO8 S25T-SDUCR 11 2532172323300–-30–1.15GI012SO8
A32S-SDUCR 11-A 32402230302508-100 ü 1.30GI012SD10 S32U-SDUCR 11-A 3240223030350–-100–2.10GI012SD10
A10H-SDUCL 07 101379–1004-100 ü 0.06GI052SO2 A12K-SDUCL 07 1216911–1255-70 ü 0.11GI052SO2 A16M-SDUCL 07 16201114.5–1506-70 ü 0.21GI052SO1
A20Q-SDUCL 11 20251318–1808-30 ü 0.38GI012SO8 S20S-SDUCL 11 2025131818.5250–-50–0.60GI012SO8 A25R-SDUCL 11 25321723232008-30 ü 0.67GI012SO8 S25T-SDUCL 11 2532172323300–-30–1.15GI012SO8 A32S-SDUCL 11-A 32402230302508-100 ü 1.35GI012SD10 S32U-SDUCL 11-A 3240223030350–-100–2.09GI012SD10
99 P M K N S H 27° 93° H WF DMIN DCON MS LF HF B CND 93° H WF DMIN DCON MS LF HF B SDUC(RL) INT
DCON MSDMINWFHBLFCNDLAMSGAMO kg
GI052DC..0702.. Nm
CCCPDCECEPRCSCSPTCTPVBVCWC
GI012DC..11T3..
SD10US3510-T15P3.0M3.510.6SDN110304MS3510FLAGT15PHXK3.5 SO1US2506-T07P0.9M2.56.3FLAGT07P SO2US2505-T07P0.9M2.55.2FLAGT07P SO8US3510-T15P3.0M3.510.6FLAGT15P
9
InternalRight/Lefthandcarbideboringbar,throughcoolant,93˚cuttingangleforscrewtypepositiveDC..07inserts.Minimuminternalturning diameterØ15mm.Forinternallongitudinalturningwithshoulder,taper,copyingandchamferturning.Ø10uptoØ16mmshanksavailable.For tooloverhang>3xD.

E10M-SDUCR 07-ER 101595.6150-50 ü 0.14GI052SD21
E12Q-SDUCR 07-ER 1218116.5150-50 ü 0.26GI052SD21
E16R-SDUCR 07-ER 1622138.5150-50 ü 0.49GI052SD21
E10M-SDUCL 07-ER 101595.6150-50 ü 0.15GI052SD21
E12Q-SDUCL 07-ER 1218116.5150-50 ü 0.26GI052SD21
E16R-SDUCL 07-ER 1622138.5150-50 ü 0.50GI052SD21
100 P M K N S H
SDUC(RL)-E INT
27° 93° WF DMIN DCON MS LF HF
DCON MSDMINWFHFLFLAMSGAMO kg [mm][mm][mm][mm][mm][°][°]
GI052DC..0702.. Nm SD215513020-030.8M2.56.5PT-8001 CCCPDCECEPRCSCSPTCTPVBVCWC
Internal Carbide Screw Lock Boring Bar with 93° Cutting Angle for DC.. Insert
Product 9
[mm][mm][mm][mm][mm][mm][mm][°][°]
S16M-SDZCR 07-93 16271714.515150163-400.26GI052SO1 S20Q-SDZCR 11-93 2035221818.5180198-500.50GI012SO8 S25R-SDZCR 11-93 2542272323200218-300.83GI012SO8 S32S-SDZCR 11-93-A 3253353030250268-601.64GI012SD10 S40T-SDZCR 11-93-A 4065433838300322-503.00GI012SD10 S16M-SDZCL 07-93 16271714.515150163-400.27GI052SO1 S20Q-SDZCL 11-93 2035221818.5180198-500.60GI012SO8 S25R-SDZCL 11-93 2542272323200218-300.80GI012SO8 S32S-SDZCL 11-93-A 3253353030250268-601.60GI012SD10 S40T-SDZCL 11-93-A 4065433838300322-503.00GI012SD10

101 P M K N S H 27° 93° H B WF
DCON
SDZC(RL)
DMIN
MS LF OAL HF
INT DCON MSDMINWFHBLFOALLAMSGAMO kg
GI012DC..11T3.. GI052DC..0702.. Nm SD10US3510-T15P3.0M3.510.6SDN110304MS3510FLAGT15PHXK3.5 SO1US2506-T07P0.9M2.56.3FLAGT07P SO8US3510-T15P3.0M3.510.6FLAGT15P CCCPDCECEPRCSCSPTCTPVBVCWC
Screw Lock
with 93° Cutting
Insert
Product 9
Internal
Boring Bar
Angle for DC..
InternalRight/Lefthandboringbarwith93˚cuttingangleforscrewtypeDC..07or11inserts.MinimuminternalturningdiameterØ27mm. Suitedforinternallongitudinalbackturningwithshoulder,taper,copyingandchamferturning.AvailablewithshanksizeØ16uptoØ40mm. Bodytreatedforlongertoollife.
Bodytreatedforlongertoollife.
[mm][mm][mm][mm][mm][mm][°][°][°]
C3-SDUCR-11065-07 50201165481693-4.30 ü 0.20GI052SV11 C4-SDUCR-11070-07 40201170471693-4.30 ü 0.35GI052SV11 C4-SDUCR-13080-11 40251380572093-5.80 ü 0.41GI012SC09M C4-SDUCR-17090-11 40321790682593-3.40 ü 0.49GI012SV16 C5-SDUCR-13080-11 50251380562093-5.80 ü 0.60GI012SC09M C5-SDUCR-17090-11 50321790672593-3.40 ü 0.68GI012SV16 C4-SDUCL-11070-07 40201170471693-4.30 ü 0.35GI052SV11 C4-SDUCL-13080-11 40251380572093-5.80 ü 0.41GI012SC09M C4-SDUCL-17090-11 40321790682593-3.40 ü 0.49GI012SV16 C5-SDUCL-13080-11 50251380562093-5.80 ü 0.60GI012SC09M

102 P M K N S H
C.-SDUC(RL)
27° KAPR WF BD LU LF DCON MS DMIN
INT DCON MSDMINWFLFLUBDKAPRLAMSGAMO kg
GI012DC..11T3.. GI052DC..0702.. Nm
CCCPDCECEPRCSCSPTCTPVBVCWC
SC09MUS2009-T15P3.0M3.58.1FLAGT15P/3,5 SV11US2003-T07P0.8M2.56.5FLAGT07P SV16US2010-T15P3.0M3.510.1FLAGT15P/3,5
9
Internal PSC Quick Change Tool, Screw Lock, 93° Cutting Angle for DC.. Insert InternalRight/Lefthandtool,throughcoolant,with93˚cuttingangleforscrewtypeDC..07or11inserts.Minimuminternalturningdiameter Ø20mm.Suitedforawiderangeofinternalturningapplications.PSCshank(PolygonShankCoupling)sizeC3uptoC5withchoiceoflengths.
Product
InternalRight/Lefthandboringbarwith45˚cuttingangleforscrewtypeSC..09inserts.MinimuminternalturningdiameterØ25mm.For internalbackchamfer,taper,multi-directional,chamferandlongitudinalturningwithoutshoulder.AvailablewithshanksizeØ20uptoØ25mm. Bodytreatedforlongertoollife.
S20S-SSSCR 09 2025131818.5250-500.61GI053SO4 S25T-SSSCR 09 2532172323300-301.15GI053SO4 S20S-SSSCL 09 2025131818.5250-500.05GI053SO4 S25T-SSSCL 09 2532172323300-301.11GI053SO4

144 P M K N S H 45° 45° 45° H B WF DMIN LF DOCON MS HF SSSC(RL) INT
DCON MSDMINWFHBLFLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
GI053SC..09T3.. Nm SO4US3510-T15P3.0M3.510.6FLAGT15P CCCPDCECEPRCSCSPTCTPVBVCWC
Bar
45° Cutting Angle for SC.. Insert
Product 9
Internal Screw Lock Boring
with
145 CCCPDCECEPRCSCSPTCTPVBVCWC SPMR & 146 SPUN & 146 SPGNCER & 147 CER INSERTS SP 09/ 12/ 15/ 19/ 25 CARBIDE INSERTS 9
Geometry46forfinetofinishmachining,andcontinuoustointerruptedcuts.
Geometry48forfinishtosemi-roughmachining,andcontinuoustointerruptedcuts.
SPMR 120304E-48 T9325 0.41700.222.21000.222.21600.222.2 T9335 0.41450.222.2850.222.2 SPMR 120308E-48 6640 0.81600.222.2950.222.21500.222.2 T9325 0.82050.222.21200.222.21900.222.2 T9335 0.81750.222.21050.222.2

SPMR 120312E-48 T9325 1.22150.222.21250.222.22000.222.2
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.

146 CCCPDCECEPRCSCSPTCTPVBVCWC ICLS
11° L S RE IC SPMR RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
S
S
[mm][mm][mm] 09039.5259.533.18 120312.70012.703.18
0,1 R1
SPMR 090304E-46 T9325 0.42150.151.01250.151.02000.151.0 SPMR 090308E-46 T9325 0.82550.151.01500.151.02400.151.0 0,1 R2,5
ICLMS [mm][mm][mm][mm] 120312.70012.7023.18 150415.87515.8834.76 190419.05019.0534.76 250625.40025.4046.35 11° L S RE IC SPUN RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] E
Product
SPUN 120308 6640 0.81800.154.01700.154.0 SPUN 120312 6640 1.21900.154.01800.154.0 SPUN 150408 6640 0.81550.205.01450.205.0
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product
9
Product
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.
SPUN 150412 6640 1.21650.205.01550.205.0
SPUN 190408 6640 0.81500.206.01400.206.0
Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.
Product
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH
Formachiningwithhighspeedsandcontinuouscuts.
147 CCCPDCECEPRCSCSPTCTPVBVCWC
E
S
ICLS [mm][mm][mm]
11° L S RE IC SPGN CER
SPUN 190412 6640 1.21600.206.01500.206.0 SPUN 190416 6640 1.61650.206.01550.206.0 20° 0,4
SPUN 250620S 6640 2.0800.4012.0750.4012.0
120312.70012.703.18
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC T SPGN 120308 T01020 TC100 0.85300.201.5
9
148 CCCPDCECEPRCSCSPTCTPVBVCWC CBN INSERTS MATCHTHERIGHTSIZE(example) InsertToolHolder TCMT 110204E-FF2 STFCR 1616 H 11 TCGT & 149 TCMT & 150 TCMW & 154 TCGWCBN & 154 STFC(RL)INT 90° TC.. 06 09 11 16 8,5 40 & 158 & 149–154 STFC(RL)-EINT 90° TC.. 06 09 11 8,5 20 & 160 & 149–154 STFC(RL)-AEXT 90° TC.. 11 20×20 & 156 & 149–154 STJC(RL)EXT 93° TC.. 11 16 16×16 25×25 & 157 & 149–154 STFC(RL)EXT 90° TC.. 11 16 16×16 25×25 & 155 & 149–154 TC 06/ 09/ 11/16 CARBIDE INSERTS ISO TURNING – EXTERNAL ISO TURNING – INTERNAL 9
ICD1LS
[mm][mm][mm][mm]
06T13.9702.206.901.98
09025.5602.509.602.38
11026.3502.8011.002.38
1102-SF36.3502.8011.002.58
16T39.5254.4016.503.97
16T3-SF39.5254.4016.504.22
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product
ALgeometrywithhighlypositivedesignforfine-finishtoroughmachining,andcontinuoustoslightlyinterruptedcuts.

TCGT 090202F-AL HF7 0.23750.121.0 T0315 0.25550.121.0
TCGT 090204F-AL HF7 0.43000.241.0 T0315 0.44500.241.0
TCGT 110202F-AL HF7 0.23600.121.5 T0315 0.25250.121.5
TCGT 110204F-AL HF7 0.42850.241.5 T0315 0.44200.241.5
TCGT 110208F-AL HF7 0.82700.481.5
TCGT 16T304F-AL HF7 0.42850.242.4 T0315 0.44050.242.4
TCGT 16T308F-AL HF7 0.82550.482.4 T0315 0.83600.482.4
FF2geometrywithpositivedesignforfine-finishtofinishmachining,andcontinuoustoslightlyinterruptedcuts.
TCGT
NF1geometrywithpositivedesignforfine-finishtomediummachining,andcontinuouscuts.


TCGT
SF3geometrywithhighlypositivedesignforfinetofinishmachining,andcontinuouscuts.
TCGT 110202E-SF3 T6310 0.21750.050.81250.050.81400.050.85250.060.8500.040.6350.151.0 T8315 0.21850.050.81100.050.81750.050.85550.060.8450.040.6350.151.0
TCGT 110204E-SF3 H07 0.4800.090.81300.100.84150.120.8400.070.6 T6310 0.41550.100.81100.090.81250.100.84650.120.8450.070.6300.151.0 T8315 0.41650.100.8950.090.81550.100.84950.120.8400.070.6300.151.0
149 CCCPDCECEPRCSCSPTCTPVBVCWC
IC L 7° S D 1 RE 60° TCGT RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 25° F
7° 0,53 E
06T102E-FF2 T8330 0.21750.050.81650.050.8 T8430 0.22350.050.81900.050.8 TT010 0.22950.050.5 TCGT 090202E-FF2 TT010 0.22950.050.5 10° 0,9 1,9 E
110204E-NF1 H07 0.4800.090.84150.120.8400.080.6 T6310 0.41550.100.81100.090.84650.120.8450.080.6300.151.0 T7325 0.41800.100.81400.090.8550.080.6 20° 0,15 E
9
TCGT 16T304E-SF3
H07
TCGT 16T308E-SF3
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 20° 0,15
E
SF3geometrywithhighlypositivedesignforfinetofinishmachining,andcontinuouscuts.



0.4800.091.01250.101.04050.121.0400.070.8
T6310 0.41500.101.01050.091.01200.101.04500.121.0450.070.8300.151.0
T8315 0.41600.101.0950.091.01500.101.04800.121.0400.070.8300.151.0
H07
0.8900.091.21450.101.24700.121.2450.081.0
T6310 0.81750.101.21250.091.21400.101.25250.121.2500.081.0350.151.0
T8315 0.81850.101.21100.091.21750.101.25550.121.2450.081.0350.151.0
TCGT 16T312E-SF3 T6310 1.21500.201.21050.181.21200.201.24500.241.2450.141.0300.151.0 20°
E
ER-SIgeometrywithpositiveright-handeddesignforfine-finishmachining,andcontinuouscuts.
TCGT 110202ER-SI T8315 0.21900.100.81100.090.81800.100.8450.080.6 T8330 0.21800.100.81050.090.81700.100.8450.080.6 T8430 0.22250.100.81200.090.81850.100.8450.080.6
TCGT 110204ER-SI T8330 0.41800.120.81050.110.81700.120.8450.100.6 T8430 0.42250.120.81200.110.81850.120.8450.100.6 20°
E
EL-SIgeometrywithpositiveleft-handeddesignforfine-finishmachining,andcontinuouscuts.
TCGT 110202EL-SI T8315 0.21900.100.81100.090.81800.100.8450.080.6 T8330 0.21800.100.81050.090.81700.100.8450.080.6 T8430 0.22250.100.81200.090.81850.100.8450.080.6
TCGT 110204EL-SI T8315 0.41950.120.81150.110.81850.120.8450.100.6 T8330 0.41800.120.81050.110.81700.120.8450.100.6 T8430 0.42250.120.81200.110.81850.120.8450.100.6
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
FF2geometrywithpositivedesignforfine-finishtofinishmachining,andcontinuoustoslightlyinterruptedcuts.
150 CCCPDCECEPRCSCSPTCTPVBVCWC
ICD1LS [mm][mm][mm][mm] 06T13.9702.206.901.98 09025.5602.509.602.38 11026.3502.8011.002.38 16T39.5254.4016.503.97 7° IC L S D 1 RE 60° TCMT RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 7° 0,53 E TCMT 06T102E-FF2
Product
T8330 0.21750.050.81650.050.8 T8430 0.22350.050.81900.050.8 T9315 0.23350.050.83150.050.8
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product
9
TCMT 06T104E-FF2
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 7° 0,53
EFF2geometrywithpositivedesignforfine-finishtofinishmachining,andcontinuoustoslightlyinterruptedcuts.
T7325 0.41700.120.8
T8330 0.41450.120.81350.120.8
T8430 0.41800.120.81450.120.8 T9315 0.42450.120.82300.120.8
T9325 0.42200.120.82050.120.8
TCMT 090204E-FF2
T5315 0.42400.121.02250.121.0
T7325 0.41650.121.0
T8330 0.41400.121.01300.121.0 T8430 0.41750.121.01400.121.0
T9315 0.42400.121.02250.121.0 T9325 0.42150.121.02000.121.0
TCMT 110204E-FF2
T7325 0.41700.120.8
T8330 0.41450.120.81350.120.8
T8430 0.41800.120.81450.120.8
T9315 0.42450.120.82300.120.8
T9325 0.42200.120.82050.120.8
T9335 0.41850.120.8
TCMT 110208E-FF2 T7325 0.81800.170.8
T8330 0.81550.170.81450.170.8
T8430 0.81850.170.81500.170.8
T9315 0.82500.170.82350.170.8 T9325 0.82250.170.82100.170.8
TCMT 16T304E-FF2
T7325 0.41700.120.8
T8330 0.41450.120.81350.120.8 T8430 0.41800.120.81450.120.8 T9315 0.42450.120.82300.120.8
T9325 0.42200.120.82050.120.8 T9335 0.41850.120.8 TT010 0.42950.060.5
TCMT 16T308E-FF2 T7325 0.81800.170.8
T8330 0.81550.170.81450.170.8 T8430 0.81850.170.81500.170.8 T9315 0.82500.170.82350.170.8 T9325 0.82250.170.82100.170.8 T9335 0.81950.170.8 15°
FMgeometryforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.

TCMT 110202E-FM
T7325 0.21850.100.81400.090.8
T7335 0.21850.100.81400.090.8
T8315 0.21700.100.81000.090.81600.100.85100.120.8
T8330 0.21600.100.8950.090.81500.100.84800.120.8
T8430 0.21950.100.81050.090.81600.100.85400.120.8
T9315 0.22700.100.82550.100.8
T9325 0.22450.100.81450.090.82300.100.8
TCMT 110204E-FM
T7325 0.41600.190.81200.170.8
T7335 0.41550.190.81200.170.8
T8315 0.41700.120.81000.110.81600.120.85100.140.8
T8330 0.41600.120.8950.110.81500.120.84800.140.8
T8430 0.41950.120.81050.110.81600.120.85400.140.8
T9315 0.42700.120.82550.120.8
T9325 0.42050.180.81200.160.81900.180.8
151 CCCPDCECEPRCSCSPTCTPVBVCWC
E
1
Product
9
TCMT 110208E-FM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
TCMT 16T304E-FM
TCMT 16T308E-FM
TCMT 110204E-FM2
TCMT 110208E-FM2
TCMT 16T308E-FM2
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 15°
T7325
1 E
FMgeometryforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.



0.81950.170.81500.150.8
T8330 0.81750.170.81050.150.81650.170.85250.200.8
T8430 0.82000.170.81100.150.81650.170.85550.200.8
T9315 0.82750.170.82600.170.8
T9325 0.82500.170.81500.150.82350.170.8
T7325 0.41500.191.71150.171.7
T7335 0.41450.191.71100.171.7
T8315 0.41550.121.7900.111.71450.121.74650.141.7
T8330 0.41500.121.7900.111.71400.121.74500.141.7
T8430 0.41800.121.7950.111.71450.121.74950.141.7
T9315 0.42500.121.72350.121.7
T9325 0.41900.181.71100.161.71800.181.7
T7325 0.81800.171.71400.151.7
T7335 0.81750.171.71350.151.7
T8315 0.81700.171.71000.151.71600.171.75100.201.7
T8330 0.81600.171.7950.151.71500.171.74800.201.7
T8430 0.81850.171.71000.151.71500.171.75100.201.7
T9315 0.82550.171.72400.171.7
T9325 0.82300.171.71350.151.72150.171.7
FM2geometryforfinishtomediummachining,andcontinuoustointerruptedcuts.
T8330 0.41450.120.8850.110.81350.120.8
T8430 0.41800.120.8950.110.81450.120.8
T9325 0.42200.120.81300.110.82050.120.8
T8330 0.81550.170.8900.150.81450.170.8
T8430 0.81850.170.81000.150.81500.170.8
T9325 0.82250.170.81350.150.82100.170.8 T9335 0.81950.170.81150.150.8
T7325 0.81700.201.01300.181.0
T8330 0.81450.201.0850.181.01350.201.0
T8430 0.81700.201.0900.181.01350.201.0 T9325 0.82050.201.01200.181.01900.201.0 T9335 0.81750.201.01050.181.0
RFgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
TCMT 16T308E-RF T9325 0.81750.201.51050.181.51650.201.5
RMgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
TCMT 16T308E-RM
T5305 0.82650.271.92500.271.9500.151.0
T5315 0.82350.271.92200.271.9450.151.0
T7335 0.81550.271.91200.241.9500.191.5 T8330 0.81450.271.9850.241.91350.271.9350.191.5250.151.0 T8430 0.81650.271.9900.241.91350.271.9350.191.5250.151.0
T9315 0.82150.271.92000.271.9400.151.0
T9325 0.81950.271.91150.241.91850.271.9400.191.5
152 CCCPDCECEPRCSCSPTCTPVBVCWC
18° 0,1 0,75 S
0,1
S
R1,5
17° 0,27 0, 22 1 S
Product
9
TCMT 16T312E-RM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RMgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
T5305 1.22800.271.92650.271.9550.151.0
T5315 1.22500.271.92350.271.9500.151.0
T8330 1.21500.271.9900.241.91400.271.9350.191.5300.151.0 T8430 1.21700.271.9900.241.91350.271.9350.191.5250.151.0 T9315 1.22250.271.92100.271.9450.151.0 T9325 1.22050.271.91200.241.91900.271.9450.191.5 20° 5° 0,25 S
RM3geometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
TCMT 16T304E-RM3
T6310 0.41100.252.0750.252.0850.252.0200.151.0 T7325 0.41250.252.0950.252.0
T8330 0.41100.252.0650.252.01000.252.0200.151.0 T8430 0.41200.252.0650.252.0950.252.0200.151.0 T9315 0.41650.252.01550.252.0300.151.0 T9325 0.41450.252.0850.252.01350.252.0
T9335 0.41250.252.0750.252.0
TCMT 16T308E-RM3 T6310 0.81250.272.0900.272.01000.272.0250.151.0 T7325 0.81450.272.01100.272.0
T8330 0.81250.272.0750.272.01150.272.0250.151.0 T8430 0.81350.272.0750.272.01100.272.0200.151.0 T9315 0.81850.272.01750.272.0350.151.0 T9325 0.81700.272.01000.272.01600.272.0 T9335 0.81450.272.0850.272.0


URgeometryforfinetofinishmachining,andcontinuoustoslightlyinterruptedcuts.
TCMT 110204E-UR
T7325 0.41350.190.81050.170.8
T8330 0.41350.120.8800.110.81250.120.8 T8430 0.41700.120.8900.110.81350.120.8
T9315 0.42350.120.82200.120.8 T9325 0.41750.180.81050.160.81650.180.8
TCMT 16T304E-UR
T7325 0.41350.190.81050.170.8
T8330 0.41350.120.8800.110.81250.120.8
T8430 0.41700.120.8900.110.81350.120.8
T9315 0.42350.120.82200.120.8
T9325 0.41750.180.81050.160.81650.180.8 TT310 0.42250.120.81350.110.8
TCMT 16T308E-UR
T5315 0.82450.170.82300.170.8
T7325 0.81700.170.81300.150.8
T8330 0.81500.170.8900.150.81400.170.8
T8430 0.81750.170.8950.150.81400.170.8
T9315 0.82400.170.82250.170.8
T9325 0.82150.170.81250.150.82000.170.8
153 CCCPDCECEPRCSCSPTCTPVBVCWC
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 17° 0,27 0, 22 1 S
15° 1,0 30° E
Product
9
TCMW 110204 T5305 0.42000.101.2400.151.0 T5315 0.41800.101.2350.151.0
TCMW 16T304 T5305 0.41950.101.5400.151.0 T5315 0.41750.101.5350.151.0 T6310 0.4850.101.5200.151.0
TCMW 16T308 T5305 0.81900.181.5400.151.0 T5315 0.81650.181.5350.151.0 T6310 0.8850.181.5200.151.0


154 CCCPDCECEPRCSCSPTCTPVBVCWC ICD1LS
7° IC L S D 1 RE 60° TCMW RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] E
[mm][mm][mm][mm] 11026.3502.8011.002.38 16T39.5254.4016.503.97
ICD1LS [mm][mm][mm][mm]
7° IC L S D 1 RE 60° TCGW CBN RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC E TCGW 110204E-C TB310 0.43900.100.41000.070.3800.151.0 HSC S TCGW 110204S01020C TB310 0.43900.100.41000.070.3800.151.0 TCGW 110208S01020C TB310 0.84000.150.61050.110.5850.151.0 Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts. Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Forfinishmachining,andcontinuouscuts. Forfinishmachining,andcontinuouscuts. 9
11026.3502.9011.002.38
STFCR 1616 H 11 1616162010018000.20GI056SO1
STFCR 2020 K 16-M-A 2020202512525000.40GI016ST10
STFCR 2525 M 16-M-A 2525253215025000.76GI016ST10
STFCL 1616 H 11 1616162010018000.22GI056SO1
STFCL 2020 K 16-M-A 2020202512525000.40GI016ST10
STFCL 2525 M 16-M-A 2525253215025000.75GI016ST10

155 P M K N S H 91 ° B WF H
LH HF STFC(RL) EXT
LF
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
GI016TC..16T3.. GI056TC..1102.. Nm SO1US2506-T07P0.9M2.56.3FLAGT07P ST10US3510-T15P3.0M3.510.6STN160308MS3510FLAGT15PHXK3.5 CCCPDCECEPRCSCSPTCTPVBVCWC Ext. Screw Lock Tool Holder, 91° (Face Turning) Cutting Angle for TC.. Insert ExternalRight/LefthandtoolholderforscrewtypepositiveTC..11upto16inserts.Suitedforexternalfaceturningwithshoulderandchamfer turning.Availablewithshanksize16x16upto25x25mm.Bodytreatedforlongertoollife. Product 9

156 P M K N S H 90° B WF H HF LH LF STFC(RL)-A EXT HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°] STFCR 2020 K 11-A
STFCL 2020 K 11-A
GI056TC..1102.. Nm ST215513020-030.8M2.56.5PT-8001 CCCPDCECEPRCSCSPTCTPVBVCWC Ext. Screw Lock Tool Holder, 90° (Face Turning) Cutting Angle for TC.. Insert ExternalRight/LefthandtoolholderforscrewtypepositiveTC..11inserts.Suitedforleftandright-sidedexternalfaceturningwithshoulderand chamferturning.Availablewithshanksize20x20mm.Bodytreatedforlongertoollife. Product 9
2020202512521.3000.52GI056ST21
2020202512521.3000.36GI056ST21
STJCR 1616 H 11 1616162010018000.23GI056SO1
STJCR 2020 K 16-M-A 2020202512525000.44GI016ST10
STJCR 2525 M 16-M-A 2525253215025000.76GI016ST10

STJCL 1616 H 11 1616162010018000.22GI056SO1
STJCL 2020 K 16-M-A 2020202512525000.43GI016ST10
STJCL 2525 M 16-M-A 2525253215025000.75GI016ST10
157 P M K N S H 93° B WF H HF LH LF STJC(RL) EXT
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
GI016TC..16T3.. GI056TC..1102.. Nm SO1US2506-T07P0.9M2.56.3FLAGT07P ST10US3510-T15P3.0M3.510.6STN160308MS3510FLAGT15PHXK3.5 CCCPDCECEPRCSCSPTCTPVBVCWC External Screw Lock Tool Holder with 93° Cutting Angle for TC.. Insert ExternalRight/LefthandtoolholderforscrewtypepositiveTC..11upto16inserts.Suitedforexternallongitudinalturningwithshoulder,taper andchamferturning.Availablewithshanksize16x16upto25x25mm.Bodytreatedforlongertoollife. Product 9
Internal Screw Lock Boring Bar with 91° Cutting Angle for TC.. Insert

InternalRight/Lefthandboringbar,throughcoolantavailable,91˚cuttingangleforscrewtypeTC..06upto16inserts.Minimuminternalturning diameterØ8.5mm.Suitedforinternaltaperandlongitudinalturningwithshoulderandchamferturning.Ø6toØ32mmshanksavailable.Body treatedforlongertoollife.
Product
A06F-STFCR 06 68.54.55–80-120 ü 0.03GI217ST12 A08H-STFCR 06 8115.97–100-100 ü 0.04GI217ST13
A10K-STFCR 09 101379–125-90 ü 0.06GI218ST14
A12M-STFCR 09 1216911–150-6.50 ü 0.12GI218ST14
S10H-STFCR 11 1013799.5100-100–0.08GI056SO2
A12M-STFCR 11 121691111.5150-100 ü 0.14GI056SO1
S12K-STFCR 11 121691111.5125-70–0.13GI056SO1
A16R-STFCR 11 16201114.515200-70 ü 0.27GI056SO1
S16M-STFCR 11 16201114.515150-70–0.24GI056SO1
A20S-STFCR 11 2025131818.5250-70 ü 0.54GI056SO1
S20Q-STFCR 11 2025131818.5180-70–0.40GI056SO1
A25R-STFCR 16 2532172323200-30 ü 0.67GI016SO8
S25T-STFCR 16 2532172323300-30–1.15GI016SO8
A32S-STFCR 16 3240223030250-100 ü 1.36GI016ST10
S32U-STFCR 16-A 3240223030350-100–2.10GI016ST10
A06F-STFCL 06 68.54.55–80-120 ü 0.03GI217ST12
A08H-STFCL 06 8115.97–100-100 ü 0.05GI217ST13
A10K-STFCL 09 101379–125-90 ü 0.06GI218ST14
A12M-STFCL 09 1216911–150-6.50 ü 0.03GI218ST14
S10H-STFCL 11 1013799.5100-100–0.06GI056SO2
A12M-STFCL 11 121691111.5150-100 ü 0.12GI056SO1
S12K-STFCL 11 121691111.5125-70–0.12GI056SO1
A16R-STFCL 11 16201114.515200-70 ü 0.00GI056SO1
S16M-STFCL 11 16201114.515150-70–0.25GI056SO1
A20S-STFCL 11 2025131818.5250-70 ü 0.00GI056SO1
S20Q-STFCL 11 2025131818.5180-70–0.42GI056SO1
A25R-STFCL 16 2532172323200-30 ü 0.00GI016SO8
158 P M K N S H 91 ° WF H DMIN LF HF B DCON MS 91 ° WF H DMIN LF HF B DCON MS STFC(RL)
INT DCON MSDMINWFHBLFLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
CCCPDCECEPRCSCSPTCTPVBVCWC
9
[mm][mm][mm][mm][mm][mm][°][°]
S25T-STFCL 16 2532172323300-30–1.15GI016SO8 A32S-STFCL 16 3240223030250-100 ü 1.36GI016ST10 S32U-STFCL 16-A 3240223030350-100–2.06GI016ST10
GI016TC..16T3..
GI056TC..1102..
GI217TC..06T1..
GI218TC..0902.. Nm
SO1US2506-T07P0.9M2.56.3FLAGT07P
SO2US2505-T07P0.9M2.55.2FLAGT07P
SO8US3510-T15P3.0M3.510.6FLAGT15P
ST10US3510-T15P3.0M3.510.6STN160308MS3510FLAGT15PHXK3.5–
ST125513020-280.6M24.2–PT-8000 ST135513020-270.6M24.9–PT-8000 ST145513020-050.8M2.26.4–PT-8001
159
DCON MSDMINWFHBLFLAMSGAMO kg
CCCPDCECEPRCSCSPTCTPVBVCWC Product 9
InternalRight/Lefthandcarbideboringbar,throughcoolant,with91˚cuttingangleforscrewtypeTC..06upto11inserts.Minimuminternal turningdiameterØ8.5mm.Forinternaltaperandlongitudinalturningwithshoulderandchamferturning.AvailablewithshanksizeØ6upto Ø16mm.Fortooloverhang>3xD.

[mm][mm][mm][mm][mm][mm][°][°]
E06H-STFCR 06-R 68.54.563100-100 ü 0.05GI217ST22
E08K-STFCR 06-R 8115.984125-100 ü 0.09GI217ST23
E10M-STFCR 09-R 10137105150-80 ü 0.15GI218ST24
E12Q-STFCR 09-R 12169126180-60 ü 0.26GI218ST24
E16R-STFCR 11-R 162011168200-50 ü 0.48GI056ST21
E06H-STFCL 06-R 68.54.563100-100 ü 0.05GI217ST22
E08K-STFCL 06-R 8115.984125-100 ü 0.09GI217ST23
E10M-STFCL 09-R 10137105150-80 ü 0.15GI218ST24
E12Q-STFCL 09-R 12169126180-60 ü 0.26GI218ST24
E16R-STFCL 11-R 162011168200-50 ü 0.48GI056ST21
160 P M K N S H 9
1 ° WF H DMIN LF HF DCON MS STFC(RL)-E INT DCON MSDMINWFHHFLFLAMSGAMO kg
GI056TC..1102.. GI217TC..06T1.. GI218TC..0902.. Nm
CCCPDCECEPRCSCSPTCTPVBVCWC
ST215513020-030.8M2.56.5PT-8001 ST225513020-280.6M24.2PT-8000 ST235513020-270.6M24.9PT-8000 ST245513020-050.8M2.26.4PT-8001
Internal Carbide Screw Lock Boring Bar with 91° Cutting Angle for TC.. Insert
9
Product
161 CCCPDCECEPRCSCSPTCTPVBVCWC TPMR & 163 TPGX & 162 TPUN & 164 TPGNCER & 164 CER INSERTS TP 09/ 11/ 16 CARBIDE INSERTS 9
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
FR-JQgeometrywithpositiveright-handeddesignforfine-finishmachining,andcontinuouscuts.



FL-JQgeometrywithpositiveleft-handeddesignforfine-finishmachining,continuouscuts.
FL-JRgeometrywithpositiveleft-handeddesignforfine-finishmachining,andcontinuouscuts.
FR-JZgeometrywithpositiveright-handeddesignforfine-finishmachining,andcontinuouscuts.
FL-JZgeometrywithpositiveleft-handeddesignforfine-finishmachining,andcontinuouscuts.
162 CCCPDCECEPRCSCSPTCTPVBVCWC
11 ° IC L S D 1 RE 60° TPGX RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
F
F
ICD1LS [mm][mm][mm][mm] 09025.5602.509.602.38 11026.3502.8011.002.38 16T39.5254.4016.503.97
20° 1,2
TPGX 110204FR-JQ TT010 0.42950.060.51750.050.5 20° 1,2
TPGX 090204FL-JQ TT010 0.42950.060.51750.050.5 TPGX 110204FL-JQ TT010 0.42950.060.51750.050.5 20° 0,6 F TPGX 16T304FL-JR TT010 0.42950.060.51750.050.5 20° 1,2 F TPGX 090202FR-JZ TT010 0.22800.060.51650.050.5 20° 1,2 F TPGX 090202FL-JZ TT010 0.22800.060.51650.050.5 Product
9
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.


Product
Geometry46forfinetofinishmachining,andcontinuoustointerruptedcuts.
TPMR 110304E-46 6640 0.41400.151.0800.141.01300.151.0 T9325 0.41750.151.01050.151.01650.151.0 T9335 0.41500.151.0900.151.0
TPMR 110308E-46 6640 0.81700.151.01000.141.01600.151.0 T9325 0.82050.151.01200.151.01900.151.0 T9335 0.81800.151.01050.151.0 0,1 R1,5 S
Geometry47forfinishtosemi-roughmachining,andcontinuoustointerruptedcuts.
TPMR 160304E-47 6640 0.41200.201.5700.181.51100.201.5 T9325 0.41500.201.5900.181.51400.201.5 T9335 0.41250.201.5750.181.5
TPMR 160308E-47 6640 0.81400.201.5800.181.51300.201.5 T9325 0.81750.201.51050.181.51650.201.5 T9335 0.81500.201.5900.181.5
TPMR 160312E-47 T9325 1.21850.201.51100.181.51750.201.5 T9335 1.21600.201.5950.181.5 10° 0,1 S
Geometry61forfinishmachiningwithmoderatefeedsanddepthsofcut,andcontinuoustointerruptedcuts.

TPMR 160308E-61 T9325 0.81350.351.8800.321.81250.351.8 T9335 0.81200.351.8700.321.8 11° 0,36 E
PF2geometryforfinetofinishmachining,andcontinuouscuts.

TPMR 110304-PF2 TT010 0.42550.100.51500.100.5
TPMR 160304-PF2 TT010 0.42550.100.51500.100.5
163 CCCPDCECEPRCSCSPTCTPVBVCWC
11 ° IC L S RE 60° TPMR RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
S
ICLS [mm][mm][mm] 11036.35011.003.18 16039.52516.503.18
0,1 R1
9
[mm][mm][mm] 11036.35011.003.18 16039.52516.503.18 220412.70022.004.76 270615.87527.506.35 330619.05033.006.35

TPUN 110304 6640 0.41350.101.21250.101.2
TPUN 110308 6640 0.81250.181.21150.181.2
TPUN 160304 6640 0.41350.101.51250.101.5


TPUN 160308 6640 0.81250.181.51150.181.5
TPUN 160312 6640 1.21250.201.51150.201.5
TPUN 220408 6640 0.81200.182.01100.182.0
TPUN 220412 6640 1.21200.202.01100.202.0
164 CCCPDCECEPRCSCSPTCTPVBVCWC
60° 11 ° IC L S RE TPUN RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] E
ICLS
S
ICLS [mm][mm][mm] 11036.35011.003.18 16039.52516.503.18 11 ° IC L S RE 60° TPGN CER RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC T TPGN 110304 T01020 TC100 0.44600.101.5 TPGN 110308 T01020 TC100 0.84250.201.5 Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.
Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Formachiningwithhighspeedsandcontinuouscuts. 9
TPUN 270616S 6640 1.6600.307.0550.307.0 TPUN 330620S 6640 2.0650.305.0600.305.0
Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.
Product
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
HSC T
Formachiningwithhighspeedsandcontinuouscuts.
TPGN 160304 T01020 TC100 0.44600.101.5
TPGN 160308 T01020 TC100 0.84250.201.5
TPGN 160312 T01020 TC100 1.24500.201.5
165 CCCPDCECEPRCSCSPTCTPVBVCWC
9
166 CCCPDCECEPRCSCSPTCTPVBVCWC MATCHTHERIGHTSIZE(example) InsertToolHolder VBMT 160408E-FM SVHCR 2020 K 16-M -A VBMT & 168 VBGWCBN & 171 SVHB(C)(RL)EXT 107°30´ VB, VC.. 35° 11 16 16×16 25×25 & 172 & 168–171 186–192 C.-SVHB(RL)EXT 107°30´ VB, VC.. 35° 16 C4 C6 & 177 & 168–171 186–192 SVJB(C)(RL)EXT 93° VB, VC.. 50° 11 13 16 12×12 32×25 & 173 & 168–171 186–192 C.-SVJB(RL)EXT 93° VB, VC.. 50° 11 16 C3 C6 & 178 & 168–171 186–192 SVPB(C)(RL)EXT 117°30´ VB, VC.. 25° 11 16 16×16 32×25 & 174 & 168–171 186–192 SVVB(C)NEXT 72°30´ VB, VC.. 72,5 11 13 16 12×12 32×25 & 175 & 168–171 186–192 C.-SVVBNEXT 72°30´ VB, VC.. 72,5° 16 C4 C6 & 179 & 168–171 186–192 SVXB(C)(RL)EXT 98° VB, VC.. 30 11 13 16 12×12 32×25 & 176 & 168–171 186–192 VB 11/ 16 CARBIDE INSERTS CBN INSERTS ISO TURNING – EXTERNAL 9
ISO TURNING – INTERNAL
SVJB(RL)INT
SVQB(C)(RL)INT 107°30´ VB, VC.. 35
11 13 16 20 50 & 181 & 168–171 186–192
11 13 16 20 50 & 182 & 168–171 186–192
C.-SVQB(C)(RL)INT
167 CCCPDCECEPRCSCSPTCTPVBVCWC
93° VB, VC.. 50° 11 25 32 & 180 & 168–171 186–192
108° VB, VC.. 35 16 33 & 183 & 168–171 186–192
VB 11/ 16
SVUB(C)(RL)INT 93° VB, VC.. 50° 9
11026.3502.8011.102.38 11036.3502.8011.103.18 16049.5254.4016.604.76
Product
VBMT 160404E-FF2
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
FF2geometrywithpositivedesignforfine-finishtofinishmachining,andcontinuoustoslightlyinterruptedcuts.
T7325 0.41450.120.8
T8330 0.41250.120.81150.120.8
T8430 0.41500.120.81250.120.8 T9315 0.42150.120.82000.120.8
T9325 0.41900.120.81800.120.8 T9335 0.41600.120.8
FMgeometryforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.


VBMT 110302E-FM
T7325 0.21600.100.81200.090.8
T8315 0.21450.100.8850.090.81350.100.84350.120.8
T8330 0.21350.100.8800.090.81250.100.84050.120.8
T8430 0.21700.100.8900.090.81350.100.84650.120.8
T9325 0.22100.100.81250.090.81950.100.8
VBMT 110304E-FM T7325 0.41400.190.81050.170.8
T7335 0.41350.190.81050.170.8
T8315 0.41450.120.8850.110.81350.120.84350.140.8
T8330 0.41400.120.8800.110.81300.120.84200.140.8
T8430 0.41700.120.8900.110.81350.120.84650.140.8
T9315 0.42350.120.82200.120.8
T9325 0.41750.190.81050.170.81650.190.8
VBMT 110308E-FM
T7325 0.81700.170.81300.150.8
T8330 0.81500.170.8900.150.81400.170.84500.200.8
T8430 0.81750.170.8950.150.81400.170.84800.200.8
T9315 0.82400.170.82250.170.8
T9325 0.82150.170.81250.150.82000.170.8
VBMT 160402E-FM
T7325 0.21500.101.21150.091.2
T8330 0.21300.101.2750.091.21200.101.23900.121.2
T8430 0.21650.101.2900.091.21350.101.24500.121.2
T9315 0.22300.101.22150.101.2
T9325 0.22050.101.21200.091.21900.101.2
VBMT 160404E-FM
T5315 0.42250.121.22100.121.2
T7325 0.41300.191.21000.171.2
T7335 0.41300.191.21000.171.2
T8315 0.41400.121.2800.111.21300.121.24200.141.2
T8330 0.41350.121.2800.111.21250.121.24050.141.2
T8430 0.41650.121.2900.111.21350.121.24500.141.2
T9315 0.42250.121.22100.121.2
T9325 0.41650.191.2950.171.21550.191.2
168 CCCPDCECEPRCSCSPTCTPVBVCWC
ICD1LS [mm][mm][mm][mm]
35° 5° IC L S D 1 RE VBMT RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 7° 0,53 E
E
15° 1
9
Product
VBMT 160408E-FM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
VBMT 160412E-FM
VBMT 160404E-FM2
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 15°
1 E
FMgeometryforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.


T5315 0.82350.171.22200.171.2
T7325 0.81650.171.21250.151.2
T7335 0.81600.171.21200.151.2
T8315 0.81500.171.2900.151.21400.171.24500.201.2
T8330 0.81450.171.2850.151.21350.171.24350.201.2
T8430 0.81700.171.2900.151.21350.171.24650.201.2
T9310 0.82550.171.22400.171.2
T9315 0.82300.171.22150.171.2 T9325 0.82050.171.21200.151.21900.171.2
T7325 1.21600.221.21200.221.2
T8330 1.21400.221.2800.221.21300.221.24200.261.2
T8430 1.21550.221.2850.221.21300.221.24350.261.2
T9315 1.22150.221.22000.221.2 T9325 1.21950.221.21150.221.21850.221.2 18°
0,1 0,75 S
FM2geometryforfinishtomediummachining,andcontinuoustointerruptedcuts.
T6310 0.41200.121.2850.111.2950.121.2 T7325 0.41400.121.21050.111.2
T8330 0.41250.121.2750.111.21150.121.2 T8430 0.41450.121.2800.111.21200.121.2
T9315 0.42000.121.21900.121.2 T9325 0.41850.121.21100.111.21750.121.2 T9335 0.41550.121.2900.111.2
VBMT 160408E-FM2 T6310 0.81250.201.2900.181.21000.201.2 T7325 0.81450.201.21100.181.2
T8330 0.81250.201.2750.181.21150.201.2 T8430 0.81400.201.2750.181.21150.201.2 T9315 0.81950.201.21850.201.2 T9325 0.81750.201.21050.181.21650.201.2 T9335 0.81500.201.2900.181.2
VBMT 160412E-FM2 T8430 1.21450.221.2800.201.21200.221.2 T9315 1.21950.221.21850.221.2 T9325 1.21750.221.21050.201.21650.221.2
RMgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
VBMT 160404E-RM
T5305 0.42700.121.22550.121.2500.151.0 T5315 0.42350.121.22200.121.2450.151.0
T7335 0.41400.181.21050.161.2450.161.0
T8330 0.41400.121.2800.111.21300.121.2350.111.0250.151.0 T8430 0.41700.121.2900.111.21350.121.2350.111.0250.151.0 T9315 0.42350.121.22200.121.2450.151.0 T9325 0.41700.201.21000.181.21600.201.2350.181.0
VBMT 160408E-RM T5305 0.82850.171.22700.171.2550.151.0
T5315 0.82500.171.22350.171.2500.151.0 T7335 0.81550.201.21200.181.2500.181.0 T8330 0.81500.171.2900.151.21400.171.2350.121.0300.151.0 T8430 0.81750.171.2950.151.21400.171.2350.121.0300.151.0 T9315 0.82400.171.22250.171.2450.151.0 T9325 0.82000.201.21200.181.21900.201.2450.181.0
169 CCCPDCECEPRCSCSPTCTPVBVCWC
17° 0,27 0, 22 1 S
9
VBMT 160412E-RM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RMgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
T7335 1.21500.271.21150.241.2450.191.0
T8330 1.21400.271.2800.241.21300.271.2350.191.0250.151.0
T8430 1.21550.271.2850.241.21300.271.2300.191.0250.151.0
T9315 1.22100.271.21950.271.2400.151.0
1.21850.271.21100.241.21750.271.2400.191.0
URgeometryforfinetofinishmachining,andcontinuoustoslightlyinterruptedcuts.

VBMT 110202E-UR
TT310 0.21950.100.81150.090.8
VBMT 110204E-UR T7325 0.41200.190.8900.170.8
T8330 0.41200.120.8700.110.81100.120.8
T8430 0.41450.120.8800.110.81200.120.8 T9315 0.42000.120.81900.120.8
T9325 0.41500.190.8900.170.81400.190.8 TT310 0.41950.120.81150.110.8
VBMT 160402E-UR T8330 0.21150.101.2650.091.21050.101.2 T8430 0.21400.101.2750.091.21150.101.2
VBMT 160404E-UR T5315 0.41950.121.21850.121.2
T7325 0.41150.191.2850.171.2
T8330 0.41150.121.2650.111.21050.121.2 T8430 0.41400.121.2750.111.21150.121.2 T9310 0.42150.121.22000.121.2 T9315 0.41900.121.21800.121.2 T9325 0.41450.181.2850.161.21350.181.2 TT310 0.41850.121.21100.111.2
VBMT 160408E-UR T5315 0.82050.171.21900.171.2
T7325 0.81400.171.21050.151.2
T8330 0.81250.171.2750.151.21150.171.2
T8430 0.81450.171.2800.151.21200.171.2
T9310 0.82200.171.22050.171.2
T9315 0.82000.171.21900.171.2
T9325 0.81800.171.21050.151.21700.171.2
TT310 0.82000.171.21200.151.2
VBMT 160412E-UR
T7325 1.21350.221.21050.201.2
T8330 1.21200.221.2700.201.21100.221.2
T8430 1.21350.221.2750.201.21100.221.2
T9310 1.22050.221.21900.221.2 T9315 1.21850.221.21750.221.2
T9325 1.21700.221.21000.201.21600.221.2
170 CCCPDCECEPRCSCSPTCTPVBVCWC
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 17° 0,27 0, 22 1 S
T9325
15° 1,0 30° E
Product
9

171 CCCPDCECEPRCSCSPTCTPVBVCWC ICD1LS [mm][mm][mm][mm] 16049.5254.5016.004.76 35° 5° IC L S D 1 RE VBGW CBN RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC S VBGW
TB310
VBGW
TB310
Product
9
160404S01020B
0.43400.100.4900.070.3700.151.0
160408S01020B
0.83500.150.6900.110.5700.151.0
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Forfinishmachiningandcontinuouscuts.
SVHBR 1616 H 11 1616162010014000.21GI194SO1
SVHCR 2020 K 16-M-A 2020202512520000.40GI017SV10
SVHCR 2525 M 16-M-A 2525253215020000.68GI017SV10

SVHBL 1616 H 11 1616162010014000.19GI194SO1
SVHCL 2020 K 16-M-A 2020202512520000.40GI017SV10
SVHCL 2525 M 16-M-A 2525253215020000.07GI017SV10
172 P M K N S H 35° 107°30´ 37°30´ B WF H HF LH LF SVHB(C)(RL) EXT
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
Nm SO1US2506-T07P0.9M2.56.3FLAGT07P SV10US3512-T15P3.0M3.512.6SVN160304MS3510FLAGT15PHXK3.5 GI017VB..1604..VC..1604.. GI194VB..1103..VC..1103.. CCCPDCECEPRCSCSPTCTPVBVCWC Ext. Screw Lock Tool Holder with 107.5° Cutting Angle for VB/VC.. Inserts ExternalRight/LefthandtoolholderforscrewtypepositiveVB..11or16andVC..11or16inserts.Suitedforexternalfaceandlongitudinal turningwithshoulder,taper,faceandlongitudinalcopyturningupto35°andchamferturning.Availablewithshanksize16x16upto25x25mm. Bodytreatedforlongertoollife. Product 9
HBHFWFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°]
SVJBR 1212 F 11 121212168020000.09GI194SO1
SVJBR 1616 H 11 1616162010020000.20GI194SO1
SVJCR 1212 N 13 1212121616027000.19GI211SV21
SVJCR 1616 H 13 1616162010030000.20GI211SV21
SVJCR 2020 K 13 2020202512530000.37GI211SV22
SVJCR 2525 M 13 2525253215030000.67GI211SV22
SVJCR 2020 K 16-M-A 2020202512528000.35GI017SV10
SVJCR 2525 M 16-M-A 2525253215032000.68GI017SV10
SVJCR 3225 P 16-M-A 3225323217032000.99GI017SV10
SVJBL 1212 F 11 121212168020000.09GI194SO1

SVJBL 1616 H 11 1616162010020000.19GI194SO1
SVJCL 1212 N 13 1212121616027000.19GI211SV21
SVJCL 1616 H 13 1616162010030000.20GI211SV21
SVJCL 2020 K 13 2020202512530000.37GI211SV22
SVJCL 2525 M 13 2525253215030000.67GI211SV22
SVJCL 2020 K 16-M-A 2020202512528000.40GI017SV10
SVJCL 2525 M 16-M-A 2525253215032000.70GI017SV10
SVJCL 3225 P 16-M-A 3225323217032000.99GI017SV10
173 P M K N S H 50° 52° 93° B WF H HF LH
SVJB(C)(RL) EXT
LF
GI017VB..1604..VC..1604.. GI194VB..1103..VC..1103.. GI211VC..1303.. Nm SO1US2506-T07P0.9M2.56.3FLAGT07P SV10US3512-T15P3.0M3.512.6SVN160304MS3510FLAGT15PHXK3.5 SV215513020-241.5M38.5PT-8002
CCCPDCECEPRCSCSPTCTPVBVCWC
Screw Lock Tool Holder with 93° Cutting Angle for VB/VC.. Inserts
Product 9
SV22DVF05731.5M310.3DAP0331DVT0332PT-8002174.1-870
External
ExternalRight/LefthandtoolholderforscrewtypepositiveVB..11or16andVC..11upto16inserts.Suitedforexternallongitudinalturningwith shoulder,taper,copyturningupto50°andchamferturning.Availablewithshanksize12x12upto32x25mm.Bodytreatedforlongertoollife.
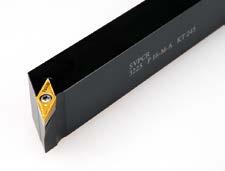
174 P M K N S H 25° 117°30´ B WF H HF 117°30´ LF LH SVPB(C)(RL) EXT
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
11
K 11
K 16-M-A
M 16-M-A
P 16-M-A
H 11
2020 K 11
K 16-M-A
M 16-M-A
P 16-M-A
GI017VB..1604..VC..1604.. GI194VB..1103..VC..1103.. Nm SO1US2506-T07P0.9M2.56.3FLAGT07P SV10US3512-T15P3.0M3.512.6SVN160304MS3510FLAGT15PHXK3.5 CCCPDCECEPRCSCSPTCTPVBVCWC External Screw Lock Tool Holder, 117.5° Cutting Angle for VB/VC.. Inserts ExternalRight/LefthandtoolholderforscrewtypepositiveVB..11or16andVC..11or16inserts.Suitedforexternalfaceandlongitudinal turningwithshoulder,taper,facecopyturningupto25°andchamferturning.Availablewithshanksize16x16upto32x25mm.Bodytreated
Product 9
SVPBR 1616 H
1616162010012000.20GI194SO1 SVPBR 2020
2020202512512000.41GI194SO1 SVPCR 2020
2020202512520000.40GI017SV10 SVPCR 2525
2525253215025000.75GI017SV10 SVPCR 3225
3225323217025001.10GI017SV10 SVPBL 1616
1616162010012000.20GI194SO1 SVPBL
2020202512512000.39GI194SO1 SVPCL 2020
2020202512520000.70GI017SV10 SVPCL 2525
2525253215025000.70GI017SV10 SVPCL 3225
3225323217025001.10GI017SV10
forlongertoollife.
HBHFWFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°]
SVVBN 1212 F 11 121212680–000.11GI194SO1

SVVBN 1616 H 11 1616168100–000.18GI194SO1
SVVBN 2020 K 11 20202010125–000.38GI194SO1
SVVCN 1212 N 13 1212126160–000.19GI211SV21
SVVCN 1616 H 13 1616168100–000.20GI211SV21
SVVCN 2020 K 13 20202010125–000.36GI211SV22
SVVCN 2525 M 13 25252512.5150–000.66GI211SV22
SVVCN 2020 K 16-M-A 20202010125–000.34GI017SV10
SVVCN 2525 M 16-M-A 25252512.5150–000.68GI017SV10
SVVCN 3225 P 16-M-A 32253212.5170–000.98GI017SV10
175 P M K N S H
72°30'
B
H
SVVB(C)N EXT
72.5°
72°30'
WF
HF LF
GI017VB..1604..VC..1604.. GI194VB..1103..VC..1103.. GI211VC..1303.. Nm SO1US2506-T07P0.9M2.56.3FLAGT07P
CCCPDCECEPRCSCSPTCTPVBVCWC
Cutting Angle for VB/VC.. Inserts
9
SV10US3512-T15P3.0M3.512.6SVN160304MS3510FLAGT15PHXK3.5 SV215513020-241.5M38.5PT-8002 SV22DVF05731.5M310.3DAP0331DVT0332PT-8002174.1-870
External Screw Lock Tool Holder, 72.5°
ExternalneutraltoolholderforscrewtypepositiveVB..11or16andVC..11upto16inserts.Suitedforexternallongitudinalturningwithout shoulder,taper,copyturningupto72.5°andchamferturning.Availablewithshanksize12x12upto32x25mm.Bodytreatedforlongertoollife. Product
SVXBR 1212 F 11 12121216802098000.09GI194SO1
SVXBR 1616 H 11 161616201001498000.19GI194SO1
SVXCR 2020 K 13 2020202512512113000.38GI211SV22
SVXCR 2020 K 16-M-A 202020251252898000.41GI017SV10
SVXCR 2525 M 16-M-A 252525321503298000.68GI017SV10
SVXCR 3225 P 16-M-A 322532321703298001.00GI017SV10
SVXBL 1212 F 11 12121216802098000.09GI194SO1

SVXBL 1616 H 11 161616201001498000.19GI194SO1
SVXCL 2020 K 13 2020202512512113000.38GI211SV22
SVXCL 2020 K 16-M-A 202020251252898000.38GI017SV10
SVXCL 2525 M 16-M-A 252525321503298000.69GI017SV10
SVXCL
176 P M K N S H 30° KAPR B WF H LF LH HF SVXB(C)(RL) EXT
HBHFWFLFLHKAPRLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°][°]
GI017VB..1604..VC..1604.. GI194VB..1103..VC..1103.. GI211VC..1303.. Nm SO1US2506-T07P0.9M2.56.3FLAGT07P SV10US3512-T15P3.0M3.512.6SVN160304MS3510FLAGT15PHXK3.5 SV22DVF05731.5M310.3DAP0331DVT0332PT-8002174.1-870 CCCPDCECEPRCSCSPTCTPVBVCWC External Screw Lock Tool Holder 98/113° Cutting Angle for VB/VC.. Inserts ExternalRight/LefthandtoolholderforscrewtypepositiveVB..11or16andVC..11upto16inserts.Suitedforexternallongitudinalturningwith shoulder,taper,copyturningupto30°andchamferturning.Availablewithshanksize12x12upto32x25mm.Bodytreatedforlongertoollife. Product 9
3225 P 16-M-A 322532321703298000.99GI017SV10
Inserts
ExternalRight/Lefthandtool,throughcoolant,forscrewtypepositiveVB..16andVC..16inserts.Suitedforexternallongitudinalturningwith shoulder,taper,copyturningupto35°andchamferturning.AvailablewithPSC(PolygonShankCoupling)sizeC4uptoC6.Bodytreatedfor longertoollife.
C4-SVHBR-27050-16 402750107.500 ü 0.35GI017C-SV16S-1 C5-SVHBR-35060-16 503560107.500 ü 0.64GI017C-SV16S-2 C6-SVHBR-45065-16 634565107.500 ü 1.13GI017C-SV16S-2 C4-SVHBL-27050-16 402750107.500 ü 0.35GI017C-SV16S-1 C5-SVHBL-35060-16 503560107.500 ü 0.64GI017C-SV16S-2 C6-SVHBL-45065-16 634565107.500 ü 1.12GI017C-SV16S-2

177 P M K N S H
C.-SVHB(RL) EXT
35° DCON MS KAPR LF WF
DCON MS WFLFKAPRLAMSGAMO kg [mm][mm][mm][°][°][°]
Nm
CCCPDCECEPRCSCSPTCTPVBVCWC
GI017VB..1604..VC..1604..
C-SV16S-1US2001-T15P3.0M3.512.1SVS270-01MS9001FLAGT15P/3,5CN034-01 C-SV16S-2US2001-T15P3.0M3.512.1SVS270-01MS9001FLAGT15P/3,5CN034-02
Ext. PSC Quick Change Tool, Screw Lock, 107.5° Cutting Angle, VB/VC..
9
Product
C3-SVJBR-22040-11-B1 3222409300 ü 0.17GI194C-SV11 C4-SVJBR-27050-11-B1 4027509300 ü 0.34GI194C-SV11 C4-SVJBR-27050-16 4027509300 ü 0.35GI017C-SV16S-1 C5-SVJBR-35060-16 5035609300 ü 0.63GI017C-SV16S-2 C6-SVJBR-45065-16 6345659300 ü 1.11GI017C-SV16S-2 C4-SVJBL-27050-16 4027509300 ü 0.35GI017C-SV16S-1 C5-SVJBL-35060-16 5035609300 ü 0.64GI017C-SV16S-2 C6-SVJBL-45065-16 6345659300 ü 1.11GI017C-SV16S-2

178 P M K N S H 50°
WF C.-SVJB(RL) EXT
DCON MS KAPR LF
DCON MS WFLFKAPRLAMSGAMO kg [mm][mm][mm][°][°][°]
GI017VB..1604..VC..1604.. GI194VB..1103..VC..1103.. Nm
CCCPDCECEPRCSCSPTCTPVBVCWC
Inserts
Product 9
C-SV11US2003-T07P0.8M2.56.5FLAGT07PCN034-01 C-SV16S-1US2001-T15P3.0M3.512.1SVS270-01MS9001FLAGT15P/3,5CN034-01 C-SV16S-2US2001-T15P3.0M3.512.1SVS270-01MS9001FLAGT15P/3,5CN034-02
Ext. PSC Quick Change Tool, Screw Lock, 93° Cutting Angle for VB/VC..
ExternalRight/Lefthandtool,throughcoolant,forscrewtypepositiveVB..11or16andVC..11upto16inserts.Suitedforexternallongitudinal turningwithshoulder,taper,copyturningupto50°andchamferturning.AvailablewithPSC(PolygonShankCoupling)sizeC3uptoC6.Body treatedforlongertoollife.
Ext. PSC Quick Change Tool, Screw Lock, 72.5° Cutting Angle, VB/VC..

Inserts
Externalneutraltool,throughcoolant,forscrewtypepositiveVB..16andVC..16inserts.Suitedforexternallongitudinalturningwithoutshoulder,taper,copyturningupto72.5°andchamferturning.AvailablewithPSC(PolygonShankCoupling)sizeC4uptoC6.Bodytreatedforlonger toollife. Product
DCON MS WFLFKAPRLAMSGAMO kg [mm][mm][mm][°][°][°] C4-SVVBN-00050-16 400.65072.500 ü 0.32GI017C-SV16S-1 C5-SVVBN-00060-16 500.66072.500 ü 0.56GI017C-SV16S-2 C6-SVVBN-00065-16 630.66572.500 ü 0.99GI017C-SV16S-2 GI017VB..1604..VC..1604.. Nm C-SV16S-1US2001-T15P3.0M3.512.1SVS270-01MS9001FLAGT15P/3,5CN034-01 C-SV16S-2US2001-T15P3.0M3.512.1SVS270-01MS9001FLAGT15P/3,5CN034-02
179 P M K N S H
KAPR
C.-SVVBN
CCCPDCECEPRCSCSPTCTPVBVCWC
72 5° DCON MS
LF WF KAPR
EXT
9
A20R-SVJBR 11 202521820040-5-5 ü 0.44GI194SO7 A25S-SVJBR 11 25323.52325050-5-5 ü 0.82GI194SO7
A20R-SVJBL 11 202521820040-5-5 ü 0.42GI194SO7 A25S-SVJBL 11 25323.52325050-5-5 ü 0.82GI194SO7

180 P M K N S H 50° WF A 93° DMIN LH LF DCON MS h A
A A SVJB(RL) INT
-
DCON MSDMINWFHLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
GI194VB..1103..VC..1103.. Nm SO7US2506-T07P0.9M2.56.3FLAGT07P CCCPDCECEPRCSCSPTCTPVBVCWC Internal Screw Lock Boring Bar with 93° Cutting Angle for VB/VC.. Inserts
Product 9
InternalRight/Lefthandboringbar,throughcoolant,with93˚cuttingangleforscrewtypeVB..11andVC..11inserts.Minimuminternalturning diameterØ25mm.Suitedforfacecopyturningunder50˚.AvailablewithshanksizeØ20andØ25mm.Bodytreatedforlongertoollife.
InternalRight/Lefthandboringbar,throughcoolantavailable,with107.5˚cuttingangleforscrewtypeVB../VC..11and16inserts.Minimum internalturningdiameterØ20mm.Suitedforawiderangeofinternalturningoperations.AvailablewithshanksizeØ16uptoØ40mm.
A16R-SVQBR 11 16201114.515200-50 ü 0.33GI194SO1 A20S-SVQBR 11 2025131818.5250-40 ü 0.58GI194SO1 A16R-SVQCR 13 1621111515200-60 ü 0.30GI211SV21 A20S-SVQCR 13 2025131818.5250-40 ü 0.12GI211SV21 S25T-SVQCR 16 2532172323300-70–1.10GI017SO8 S32U-SVQCR 16 3240223030350-50–2.07GI017SO8 S40V-SVQCR 16-A 4050273838400-50–3.80GI017SV10 A16R-SVQBL 11 16201114.515200-50 ü 0.33GI194SO1 A20S-SVQBL 11 2025131818.5250-40 ü 0.58GI194SO1 A16R-SVQCL 13 1621111515200-60 ü 0.29GI211SV21 A20S-SVQCL 13 2025131818.5250-40 ü 0.54GI211SV21 S25T-SVQCL 16 2532172323300-70–1.09GI017SO8 S32U-SVQCL 16 3240223030350-50–2.07GI017SO8 S40V-SVQCL 16-A 4050273838400-50–4.10GI017SV10

181 P M K N S H 35° 107°30 ´ H WF 127°30 ´ DMIN LF DCON MS HF B 107°30 ´ H WF 127°30 ´ DMIN LF DCON MS HF B SVQB(C)(RL) INT
DCON MSDMINWFHBLFLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
GI017VB..1604..VC..1604.. GI194VB..1103..VC..1103.. GI211VC..1303.. Nm
CCCPDCECEPRCSCSPTCTPVBVCWC
Screw Lock Boring Bar with 107.5° Cutting Angle for VB/VC.. Inserts
Product 9
SO1US2506-T07P0.9M2.56.3FLAGT07P SO8US3510-T15P3.0M3.510.6FLAGT15P SV10US3512-T15P3.0M3.512.6SVN160304MS3510FLAGT15PHXK3.5 SV215513020-241.5M38.5PT-8002
Internal
InternalRight/Lefthandboringbar,throughcoolantavailable,with93˚cuttingangleforscrewtypeVB../VC..11and16inserts.Minimum internalturningdiameterØ20mm.Forawiderangeofinternalturningoperationsandcopyingunder50˚.Ø16uptoØ40mmshanksavailable. Bodytreatedforlongertoollife. Product

A16R-SVUBR 11 16201114.515200-50 ü 0.34GI194SO1 A20S-SVUBR 11 2025131818.8250-40 ü 0.58GI194SO1 A20S-SVUCR 13 2025131918.5250-42 ü 0.40GI211SV21
A25T-SVUCR 13 2532172423300-22 ü 0.96GI211SV22 A32T-SVUCR 13 3240223030300-12 ü 1.70GI211SV22
S25T-SVUCR 16 2532172323300-70–1.10GI017SO8
S32U-SVUCR 16 3240223030350-50–2.10GI017SO8
S40V-SVUCR 16-A 4050273838400-50–4.10GI017SV10
A16R-SVUBL 11 16201114.515200-50 ü 0.34GI194SO1
A20S-SVUBL 11 2025131818.5250-40 ü 0.58GI194SO1 A20S-SVUCL 13 2025131918.5250-42 ü 0.32GI211SV21
A25T-SVUCL 13 2532172423300-22 ü 0.96GI211SV22
A32T-SVUCL 13 3240223030300-12 ü 1.70GI211SV22 S25T-SVUCL 16 2532172323300-70–1.10GI017SO8 S32U-SVUCL 16 3240223030350-50–2.10GI017SO8 S40V-SVUCL 16-A 4050273838400-50–4.10GI017SV10
182 P M K N S H 50° 93° H WF DMIN DCON MS LF HF B 93° H WF DMIN DCON MS LF HF B SVUB(C)(RL) INT
DCON MSDMINWFHBLFLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
GI017VB..1604..VC..1604.. GI194VB..1103..VC..1103.. GI211VC..1303.. Nm
CCCPDCECEPRCSCSPTCTPVBVCWC
SO1US2506-T07P0.9M2.56.3FLAGT07P SO8US3510-T15P3.0M3.510.6FLAGT15P SV10US3512-T15P3.0M3.512.6SVN160304MS3510FLAGT15PHXK3.5 SV215513020-241.5M38.5PT-8002 SV22DVF05731.5M310.3DAP0331DVT0332PT-8002174.1-870
Internal Screw Lock Boring Bar with 93° Cutting Angle for VB/VC.. Inserts
9
InternalRight/Lefthandtool,throughcoolant,with107.5˚cuttingangleforscrewtypeVB..16orVC..16inserts.Minimuminternalturning diameterØ33mm.Suitedforawiderangeofinternalturningoperations.PSCshank(PolygonShankCoupling)sizeC4andC5withchoiceof lengths.Bodytreatedforlongertoollife.
C4-SVQBR-18090-16 403318906825107.5-7.20 ü 0.48GI017SV16 C5-SVQBR-18090-16 503318906725107.5-7.20 ü 0.67GI017SV16 C4-SVQBL-18090-16 403318906825107.5-7.20 ü 0.48GI017SV16 C5-SVQBL-18090-16 503318906725107.5-7.20 ü 0.68GI017SV16

183 P M K N S H 35° KAPR
LU LF
C.-SVQB(RL)
WF
DCON MS BD DMIN
INT DCON MSDMINWFLFLUBDKAPRLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°][°]
Nm SV16US2010-T15P3.0M3.510.1FLAGT15P/3,5 CCCPDCECEPRCSCSPTCTPVBVCWC
GI017VB..1604..VC..1604..
Int. PSC Quick Change Tool, Screw Lock, 107.5° Cutting Angle, VB/VC.. Inserts
Product 9
184 CCCPDCECEPRCSCSPTCTPVBVCWC MATCHTHERIGHTSIZE(example) InsertToolHolder VCGT 070204E-FF2 SVGCR 1010 M 07 VCGT & 186 VCMW & 191 VCGX & 189 VCGW & 189 VCMT & 190 VCMWPCD & 192 SVAC(RL)-DCEXT 90° VC.. 53° 13 10×10 25×25 & 193 & 186–192 SVGC(RL)EXT 90° VC.. 53° 07 08×08 16×16 & 194 & 186–192 SVJC(RL)-DCEXT 93° VC.. 50° 13 10×10 25×25 & 197 & 186–192 SVHB(C)(RL)EXT 107°30´ VB, VC.. 35° 11 16 16×16 25×25 & 195 & 168–171 186–192 SVJB(C)(RL)EXT 93° VB, VC.. 50° 11 13 16 12×12 32×25 & 196 & 168–171 186–192 SVPB(C)(RL)EXT 117°30´ VB, VC.. 25° 11 16 16×16 32×25 & 198 & 168–171 186–192 SVVB(C)NEXT 72°30´ VB, VC.. 72,5 11 13 16 12×12 32×25 & 199 & 168–171 186–192 SVXB(C)(RL)EXT 98° VB, VC.. 30° 11 13 16 12×12 32×25 & 200 & 168–171 186–192 VC 07/ 11/ 13/ 16 CARBIDE INSERTS PCD INSERTS ISO TURNING – EXTERNAL 9
185 CCCPDCECEPRCSCSPTCTPVBVCWC SVXC(RL)-EINT 113° VC.. 32° 07 12,5 17,5 & 209 & 186–192 SVXC(RL)INT 113° VC.. 32° 07 12,5 17,5 & 208 & 186–192 SVLC(RL)INT 95° VC.. 48° 13 27 43 & 205 & 186–192 C.-SVHB(RL)EXT 107°30´ VB, VC.. 35° 16 C4 C6 & 201 & 168–171 186–192 C.-SVJB(RL)EXT 93° VB, VC.. 50° 11 16 C3 C6 & 202 & 168–171 186–192 C.-SVVBNEXT 72°30´ VB, VC.. 72,5° 16 C4 C6 & 203 & 168–171 186–192 SVJB(RL)INT 93° VB, VC.. 50° 11 25 32 & 204 & 168–171 186–192 SVQB(C)(RL)INT 107°30´ VB, VC.. 35° 11 13 16 20 50 & 206 & 168–171 186–192 SVUB(C)(RL)INT 93° VB, VC.. 50° 11 13 16 20 50 & 207 & 168–171 186–192 C.-SVQB(C)(RL)INT 108° VB, VC.. 35° 16 33 & 210 & 168–171 186–192 VC 07/ 11/ 13/ 16 ISO TURNING – INTERNAL 9
ICD1LS
[mm][mm][mm][mm]
07023.9702.206.902.38 1102-SF36.3502.8011.102.58 11036.3502.8011.103.18 1103-SF36.3502.8011.103.43 13037.9403.4013.803.18 1303-AL7.9403.4013.803.43 1303-SF37.9403.4013.803.43 16049.5254.4016.604.76 1604-SF39.5254.4016.605.01
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product
ALgeometrywithhighlypositivedesignforfine-finishtoroughmachining,andcontinuoustoslightlyinterruptedcuts.


VCGT 070202F-AL HF7 0.23150.121.0
VCGT 110302F-AL HF7 0.23000.121.5 T0315 0.24650.120.8
VCGT 110304F-AL HF7 0.42400.241.5 T0315 0.43750.240.8
VCGT 130302F-AL HF7 0.22850.121.7 T0315 0.24200.121.7
VCGT 130304F-AL HF7 0.42400.241.7 T0315 0.43450.241.7
VCGT 130308F-AL HF7 0.82100.481.7 T0315 0.83150.481.7
VCGT 160402F-AL HF7 0.22850.122.4 T0315 0.24200.122.4
VCGT 160404F-AL HF7 0.42250.242.4 T0315 0.43300.242.4
VCGT 160408F-AL HF7 0.82100.482.4 T0315 0.83000.482.4
VCGT 160412F-AL HF7 1.21800.722.4 T0315 1.22700.722.4 7° 0,53 E
FF2geometrywithpositivedesignforfine-finishtofinishmachining,andcontinuoustoslightlyinterruptedcuts.
VCGT 070202E-FF2
T8315 0.21500.050.81400.050.8
T8330 0.21450.050.81350.050.8 T8430 0.21900.050.81550.050.8
VCGT 070204E-FF2 T8315 0.41250.120.81150.120.8 T8330 0.41200.120.81100.120.8 T8430 0.41450.120.81200.120.8
VCGT 130302E-FF2 T5315 0.22500.051.02350.051.0 T7325 0.21650.051.0 T8330 0.21400.051.01300.051.0 T8430 0.21850.051.01500.051.0 T9315 0.22650.051.02500.051.0 T9325 0.22400.051.02250.051.0 TT010 0.22400.050.5
186 CCCPDCECEPRCSCSPTCTPVBVCWC
35° 7 ° IC L S D 1 RE VCGT RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 25° F
9
Product
VCGT 130304E-FF2
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.

FF2geometrywithpositivedesignforfine-finishtofinishmachining,andcontinuoustoslightlyinterruptedcuts.
T5315 0.41950.121.01850.121.0
T7325 0.41350.121.0
T8330 0.41150.121.01050.121.0 T8430 0.41400.121.01150.121.0 T9315 0.41950.121.01850.121.0 T9325 0.41750.121.01650.121.0
TT010 0.42450.060.5
VCGT 130308E-FF2 T7325 0.81450.171.0
VCGT 130308E-FM2
0,1 0,75 S
T9315 0.82000.171.01900.171.0 T9325 0.81800.171.01700.171.0 TT010 0.82450.100.8 18°
T8330
FM2geometryforfinishtomediummachining,andcontinuoustointerruptedcuts.
0.81250.171.0750.151.01150.171.0
T8430 0.81450.171.0800.151.01200.171.0 T9325 0.81800.171.01050.151.01700.171.0 17°

NF2geometrywithpositivedesignforfine-finishtosemi-roughmachining,andcontinuouscuts.

VCGT 130302E-NF2 H07 0.2600.091.0950.101.03100.121.0300.070.8
T6310 0.21250.071.0900.061.01000.071.03750.081.0350.060.8 T7325 0.21500.071.01150.061.0450.060.8 T7335 0.21500.071.01150.061.0450.060.8
T9315 0.22000.101.01900.101.0
T9325 0.22100.071.01250.061.01950.071.0450.060.8 T9335 0.21550.101.0900.091.0300.070.8 TT010 0.22400.050.51400.050.5
VCGT 130304E-NF2
H07 0.4600.111.0950.121.03100.141.0300.110.8
T5315 0.41950.121.01850.121.0
T6310 0.41150.121.0800.111.0900.121.03450.141.0300.110.8
T7325 0.41350.121.01050.111.0400.080.8
T7335 0.41350.121.01050.111.0400.080.8
T9315 0.42100.101.01950.101.0
T9325 0.41750.121.01050.111.01650.121.0350.080.8 T9335 0.41500.121.0900.111.0300.110.8
TT010 0.42450.060.51450.060.5
VCGT 130308E-NF2
T5315 0.82050.171.01900.171.0
T6310 0.81250.171.0900.151.01000.171.03750.201.0350.120.8
T7325 0.81450.171.01100.151.0450.120.8
T7335 0.81400.171.01050.151.0450.120.8
T9315 0.82000.171.01900.171.0
T9325 0.81800.171.01050.151.01700.171.0400.120.8
T9335 0.81550.181.0900.161.0300.160.8
TT010 0.82450.100.81450.090.8 25° 0,4 E
SF2geometrywithhighlypositivedesignforfinetofinishmachining,andcontinuouscuts.
VCGT 130301E-SF2
H07 0.1800.051.04050.061.0400.040.8 T6310 0.11400.051.01000.051.04200.061.0400.040.8
187 CCCPDCECEPRCSCSPTCTPVBVCWC
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 7° 0,53 E
E
9
VCGT 130302E-SF2
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.

RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 25° 0,4 E
SF2geometrywithhighlypositivedesignforfinetofinishmachining,andcontinuouscuts.
H07 0.2800.051.04050.061.0400.040.8
HF7 0.2900.051.04500.061.0
T6310 0.21400.051.01000.051.04200.061.0400.040.8
VCGT 130304E-SF2 H07 0.4650.091.03350.121.0300.070.8
HF7 0.4750.091.03750.121.0
T6310 0.41250.101.0900.091.03750.121.0350.070.8
VCGT 130308E-SF2 H07 0.8750.091.03900.121.0350.080.8
HF7 0.8850.091.04350.121.0
T6310 0.81450.101.01000.091.04350.121.0400.080.8 20° 0,15
SF3geometrywithhighlypositivedesignforfinetofinishmachining,andcontinuouscuts.
VCGT 070202E-SF3
H07 0.2800.050.81300.050.84150.060.8400.040.6
T6310 0.21450.050.81000.050.81150.050.84350.060.8400.040.6250.151.0
VCGT 070204E-SF3 T6310 0.41250.100.8900.090.81000.100.83750.120.8350.070.6250.151.0
VCGT 110201E-SF3 T6310 0.11400.050.51000.050.51100.050.54200.060.5400.040.4250.151.0
VCGT 110202E-SF3 H07 0.2800.050.81300.050.84150.060.8400.040.6 T6310 0.21450.050.81000.050.81150.050.84350.060.8400.040.6250.151.0 T8315 0.21500.050.8900.050.81400.050.84500.060.8350.040.6300.151.0
VCGT 110204E-SF3 H07 0.4650.090.81050.100.83350.120.8300.070.6
T6310 0.41250.100.8900.090.81000.100.83750.120.8350.070.6250.151.0 T8315 0.41350.100.8800.090.81250.100.84050.120.8300.070.6250.151.0
VCGT 110301E-SF3 T6310 0.11400.050.51000.050.51100.050.54200.060.5400.040.4250.151.0
VCGT 110302E-SF3 T6310 0.21450.050.81000.050.81150.050.84350.060.8400.040.6250.151.0
VCGT 110304E-SF3 T6310 0.41250.100.8900.090.81000.100.83750.120.8350.070.6250.151.0
VCGT 130302E-SF3 H07 0.2800.050.81300.050.84150.060.8400.040.6
T6310 0.21450.050.81000.050.81150.050.84350.060.8400.040.6250.151.0 T8315 0.21500.050.8900.050.81400.050.84500.060.8350.040.6300.151.0
VCGT 130304E-SF3 H07
VCGT 130308E-SF3
0.4650.091.01050.101.03350.121.0300.070.8
T6310 0.41250.101.0900.091.01000.101.03750.121.0350.070.8250.151.0 T8315 0.41300.101.0750.091.01200.101.03900.121.0300.070.8250.151.0
H07
VCGT 160402E-SF3
0.8750.091.01200.101.03900.121.0350.080.8
T6310 0.81450.101.01000.091.01150.101.04350.121.0400.080.8250.151.0 T8315 0.81550.101.0900.091.01450.101.04650.121.0350.080.8300.151.0
T6310 0.21450.050.81000.050.81150.050.84350.060.8400.040.6250.151.0
VCGT 160404E-SF3 H07 0.4650.091.01050.101.03350.121.0300.070.8
T6310 0.41250.101.0900.091.01000.101.03750.121.0350.070.8250.151.0
T8315 0.41300.101.0750.091.01200.101.03900.121.0300.070.8250.151.0
VCGT 160408E-SF3 H07 0.8750.091.21200.101.23900.121.2350.081.0
T6310 0.81450.101.21000.091.21150.101.24350.121.2400.081.0250.151.0 T8315 0.81550.101.2900.091.21450.101.24650.121.2350.081.0300.151.0
VCGT 160412E-SF3 H07 1.2600.181.2950.201.23100.241.2300.141.0
T6310 1.21250.201.2900.181.21000.201.23750.241.2350.141.0250.151.0
188 CCCPDCECEPRCSCSPTCTPVBVCWC
E
Product
9


189 CCCPDCECEPRCSCSPTCTPVBVCWC ICD1LS [mm][mm][mm][mm] 13037.9403.4013.803.18 35° 7 ° IC L S D 1 RE VCGW RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] E VCGW 130302 T5305 0.21700.081.3350.151.0 VCGW 130304 T5305
VCGW 130308 T5305
ICD1LS [mm][mm][mm][mm] 13037.9403.4013.803.18 7° 35° 4° IC L S D 1 VCGX RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 7° 0,53 E VCGX 130300FR-FF2 T6310 0.01400.051.01100.051.0 T8315 0.01500.051.01400.051.0 TT010 0.02400.050.5 VCGX 130301FR-FF2 T6310 0.11400.051.01100.051.0 T8315 0.11500.051.01400.051.0 TT010 0.12400.050.5 Product
Product
9
0.41650.101.3350.151.0
0.81600.181.3300.151.0
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. FR-FF2geometrywithpositiveright-handeddesignforfine-finishtofinishmachining,andcontinuouscuts.
Product
VCGX 130300FL-FF2
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
FL-FF2geometrywithpositiveleft-handeddesignforfine-finishtofinishmachining,andcontinuouscuts.
T6310 0.01400.051.01100.051.0 T8315 0.01500.051.01400.051.0 TT010 0.02400.050.5
Product
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
FMgeometryforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.



VCMT 160404E-FM T7325 0.41250.191.2950.171.2 T8330 0.41300.121.2750.111.21200.121.23900.141.2 T8430 0.41500.121.2800.111.21250.121.24200.141.2 T9315 0.42100.121.21950.121.2 T9325 0.41550.191.2900.171.21450.191.2
VCMT 160408E-FM
T7325 0.81550.171.21200.151.2
VCMT 110304E-UR
URgeometryforfinetofinishmachining,andcontinuoustoslightlyinterruptedcuts.
T7325 0.41100.190.8850.170.8
T8330 0.41100.120.8650.110.81000.120.8
T8430 0.41350.120.8750.110.81100.120.8
T9315 0.41900.120.81800.120.8
T9325 0.41400.190.8800.170.81300.190.8
VCMT 110308E-UR T7325 0.81400.170.81050.150.8
T8330 0.81250.170.8750.150.81150.170.8 T8430 0.81400.170.8750.150.81150.170.8
T9315 0.81950.170.81850.170.8 T9325 0.81750.170.81050.150.81650.170.8
190 CCCPDCECEPRCSCSPTCTPVBVCWC
7° 0,53 E RE PMKNSH
[mm][mm][mm][mm]
35° 7
IC L S D
RE
VCGX 130301FL-FF2 T6310 0.11400.051.01100.051.0 T8315 0.11500.051.01400.051.0 ICD1LS
11036.3502.8011.103.18 16049.5254.4016.604.76
°
1
VCMT RE PMKNSH
1,09 0,08 15° 30° 1 E
T8330 0.81350.171.2800.151.21250.171.24050.201.2 T8430 0.81550.171.2850.151.21300.171.24350.201.2 T9315 0.82200.171.22050.171.2 T9325 0.81950.171.21150.151.21850.171.2 15° 1,0 30° E
9
Product
VCMT 160404E-UR
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH
vcfapvcfapvcfapvcfapvcfapvcfap
URgeometryforfinetofinishmachining,andcontinuoustoslightlyinterruptedcuts.
T7325 0.41100.191.2850.171.2
T8330 0.41100.121.2650.111.21000.121.2
T8430 0.41300.121.2700.111.21050.121.2
T9315 0.41800.121.21700.121.2 T9325 0.41350.191.2800.171.21250.191.2
VCMT 160408E-UR
T7325 0.81350.171.21050.151.2
T8330 0.81150.171.2650.151.21050.171.2
T8430 0.81350.171.2750.151.21100.171.2 T9315 0.81900.171.21800.171.2 T9325 0.81700.171.21000.151.21600.171.2
11036.3502.8011.103.18 16049.5254.4016.604.76
Product
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.

VCMW 110302 T5305 0.21700.081.2350.151.0 T5315 0.21450.081.2300.151.0 T6310 0.2700.081.2150.151.0
VCMW 110304 T5305 0.41650.101.2350.151.0 T5315 0.41450.101.2300.151.0 T6310 0.4700.101.2150.151.0
VCMW 160404 T5305 0.41650.101.5350.151.0 T5315 0.41400.101.5300.151.0 T6310 0.4700.101.5150.151.0
VCMW 160408 T5305 0.81550.181.5300.151.0 T5315 0.81350.181.5250.151.0 T6310 0.8700.181.5150.151.0
191 CCCPDCECEPRCSCSPTCTPVBVCWC
[mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 15° 1,0 30° E
[mm][mm][mm][mm]
35° 7 ° IC L S D 1 RE VCMW RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] E
ICD1LS
9

192 CCCPDCECEPRCSCSPTCTPVBVCWC ICD1LS [mm][mm][mm][mm]
35° 7 ° IC L S D 1 RE VCMW PCD RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC F
Product
9
16049.5254.4016.604.76
VCMW 160404FN PD1 0.49000.120.5 VCMW 160408FN PD1 0.810500.121.0
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. PCDtippedforfinishtosemi-roughmachining,highspeedsandstablecuttingconditions.
Ext. Screw Lock Swiss Style Tool Holder, 90° Cutting Angle for VCGX 13 Insert
ExternalRight/LefthandtoolholderforscrewtypepositiveVCGX13Swissstyleinserts.Suitedforexternalfaceandlongitudinalturningwith shoulder,taper,copyturningupto53°andchamferturning.Availablewithshanksize10x10upto25x25mm.Bodytreatedforlongertoollife.
HBHFWFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°]
SVACR 1010 L 13-DC 1010101014025000.12GI222SV20
SVACR 1212 L 13-DC 1212121214025000.17GI222SV20
SVACR 1616 M 13-DC 1616161615025000.29GI222SV20

SVACR 2020 M 13-DC 2020202015025000.46GI222SV20
SVACR 2525 M 13-DC 2525252515025000.67GI222SV20
SVACL 1010 L 13-DC 1010101014025000.10GI222SV20
SVACL 1212 L 13-DC 1212121214025000.19GI222SV20
SVACL 1616 M 13-DC 1616161615025000.29GI222SV20
SVACL 2020 M 13-DC 2020202015025000.43GI222SV20
SVACL 2525 M 13-DC 2525252515025000.67GI222SV20
193 P M K N S H 53° 35° B WF H 90 ° HF 4°
SVAC(RL)-DC EXT
LF LH
GI222VCGX1303.. Nm SV205513020-241.5M38.5PT-8002 CCCPDCECEPRCSCSPTCTPVBVCWC
Product 9
SVGCR 0808

8888.512515000.07GI234SV23
10101010.515015000.13GI234SV23
12121212.515018000.17GI234SV23
16161616.317023000.33GI234SV23
8888.512515000.07GI234SV23
10101010.515015000.13GI234SV23
16161616.317023000.33GI234SV23
194 P M K N S H 53° 55° 90 ° B WF H HF LH LF SVGC(RL) EXT
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
K 07
M 07
SVGCR 1010
M 07
SVGCR 1212
P 07
SVGCR 1616
K 07
SVGCL 0808
M 07
SVGCL 1010
M 07
P 07
GI234VC..0702.. Nm SV23DVF35840.6M25.5DMD1650 CCCPDCECEPRCSCSPTCTPVBVCWC External Screw Lock Tool Holder with 90° Cutting Angle for VC.. Insert ExternalRight/LefthandtoolholderforscrewtypepositiveVC..07inserts.Suitedforexternallongitudinalturningwithshoulder,taper,copy turningupto53°andchamferturning.Availablewithshanksize08x08upto16x16mm.Bodytreatedforlongertoollife. Product 9
SVGCL 1212
12121212.515018000.17GI234SV23 SVGCL 1616
SVHBR 1616 H 11 1616162010014000.21GI194SO1
SVHCR 2020 K 16-M-A 2020202512520000.40GI017SV10
SVHCR 2525 M 16-M-A 2525253215020000.68GI017SV10
SVHBL 1616 H 11 1616162010014000.19GI194SO1
SVHCL 2020 K 16-M-A 2020202512520000.40GI017SV10
SVHCL 2525 M 16-M-A 2525253215020000.07GI017SV10
195 P M K N S H 35° 107°30´ 37°30´ B WF H HF LH LF SVHB(C)(RL) EXT
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
GI017VB..1604..VC..1604.. GI194VB..1103..VC..1103.. Nm SO1US2506-T07P0.9M2.56.3FLAGT07P SV10US3512-T15P3.0M3.512.6SVN160304MS3510FLAGT15PHXK3.5 CCCPDCECEPRCSCSPTCTPVBVCWC Ext. Screw Lock Tool Holder with 107.5° Cutting Angle for VB/VC.. Inserts ExternalRight/LefthandtoolholderforscrewtypepositiveVB..11or16andVC..11or16inserts.Suitedforexternalfaceandlongitudinal turningwithshoulder,taper,faceandlongitudinalcopyturningupto35°andchamferturning.Availablewithshanksize16x16upto25x25mm. Bodytreatedforlongertoollife. Product 9
ExternalRight/LefthandtoolholderforscrewtypepositiveVB..11or16andVC..11upto16inserts.Suitedforexternallongitudinalturningwith shoulder,taper,copyturningupto50°andchamferturning.Availablewithshanksize12x12upto32x25mm.Bodytreatedforlongertoollife.
HBHFWFLFLHLAMSGAMO
SVJBR 1212 F 11 121212168020000.09GI194SO1
SVJBR 1616 H 11 1616162010020000.20GI194SO1
SVJCR 1212 N 13 1212121616027000.19GI211SV21
SVJCR 1616 H 13 1616162010030000.20GI211SV21
SVJCR 2020 K 13 2020202512530000.37GI211SV22
SVJCR 2525 M 13 2525253215030000.67GI211SV22
SVJCR 2020 K 16-M-A 2020202512528000.35GI017SV10
SVJCR 2525 M 16-M-A 2525253215032000.68GI017SV10
SVJCR 3225 P 16-M-A 3225323217032000.99GI017SV10
SVJBL 1212 F 11 121212168020000.09GI194SO1
SVJBL 1616 H 11 1616162010020000.19GI194SO1
SVJCL 1212 N 13 1212121616027000.19GI211SV21
SVJCL 1616 H 13 1616162010030000.20GI211SV21
SVJCL 2020 K 13 2020202512530000.37GI211SV22
SVJCL 2525 M 13 2525253215030000.67GI211SV22
SVJCL 2020 K 16-M-A 2020202512528000.40GI017SV10
SVJCL 2525 M 16-M-A 2525253215032000.70GI017SV10
SVJCL 3225 P 16-M-A 3225323217032000.99GI017SV10
SO1US2506-T07P0.9M2.56.3FLAGT07P
SV10US3512-T15P3.0M3.512.6SVN160304MS3510FLAGT15PHXK3.5 SV215513020-241.5M38.5PT-8002
SV22DVF05731.5M310.3DAP0331DVT0332PT-8002174.1-870
196 Nm
P M K N S H 50° 52° 93° B WF H HF LH
SVJB(C)(RL) EXT
LF
kg [mm][mm][mm][mm][mm][mm][°][°]
GI017VB..1604..VC..1604.. GI194VB..1103..VC..1103.. GI211VC..1303.. CCCPDCECEPRCSCSPTCTPVBVCWC
Screw Lock Tool Holder with 93° Cutting Angle for VB/VC.. Inserts
External
Product 9
Ext. Screw Lock Swiss Style Tool Holder, 93° Cutting Angle for VCGX 13 Insert

ExternalRight/LefthandtoolholderforscrewtypepositiveVCGX13Swissstyleinserts.Suitedforexternalfaceandlongitudinalturningwith shoulder,taper,copyturningupto50°andchamferturning.Availablewithshanksize10x10upto25x25mm.Bodytreatedforlongertoollife.
HBHFWFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°]
SVJCR 1010 L 13-DC 101010014025000.12GI222SV20
SVJCR 1212 L 13-DC 121212014025000.17GI222SV20
SVJCR 1616 M 13-DC 161616015025000.29GI222SV20
SVJCR 2020 M 13-DC 202020015025000.45GI222SV20
SVJCR 2525 M 13-DC 252525015025000.68GI222SV20
SVJCL 1010 L 13-DC 101010014025000.12GI222SV20
SVJCL 1212 L 13-DC 121212014025000.17GI222SV20
SVJCL 1616 M 13-DC 161616015025000.30GI222SV20
SVJCL 2020 M 13-DC 202020015025000.47GI222SV20
SVJCL 2525 M 13-DC 252525015025000.69GI222SV20
197 P M K N S H 50° 35° B H 93 ° HF 1°
SVJC(RL)-DC EXT
LF LH WF
GI222VCGX1303.. Nm SV205513020-241.5M38.5PT-8002 CCCPDCECEPRCSCSPTCTPVBVCWC
Product 9
3225323217025001.10GI017SV10
198 P M K N S H 25° 117°30´ B WF H HF 117°30´ LF LH SVPB(C)(RL) EXT
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
11
K 11
K 16-M-A
M 16-M-A
P 16-M-A
SVPBR 1616 H
1616162010012000.20GI194SO1 SVPBR 2020
2020202512512000.41GI194SO1 SVPCR 2020
2020202512520000.40GI017SV10 SVPCR 2525
2525253215025000.75GI017SV10 SVPCR 3225
H 11
2020 K 11
K 16-M-A
M 16-M-A
P 16-M-A
GI017VB..1604..VC..1604.. GI194VB..1103..VC..1103.. Nm SO1US2506-T07P0.9M2.56.3FLAGT07P SV10US3512-T15P3.0M3.512.6SVN160304MS3510FLAGT15PHXK3.5 CCCPDCECEPRCSCSPTCTPVBVCWC External Screw Lock Tool Holder, 117.5° Cutting Angle for VB/VC.. Inserts ExternalRight/LefthandtoolholderforscrewtypepositiveVB..11or16andVC..11or16inserts.Suitedforexternalfaceandlongitudinal turningwithshoulder,taper,facecopyturningupto25°andchamferturning.Availablewithshanksize16x16upto32x25mm.Bodytreated
Product 9
SVPBL 1616
1616162010012000.20GI194SO1 SVPBL
2020202512512000.39GI194SO1 SVPCL 2020
2020202512520000.70GI017SV10 SVPCL 2525
2525253215025000.70GI017SV10 SVPCL 3225
3225323217025001.10GI017SV10
forlongertoollife.
HBHFWFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°]
SVVBN 1212 F 11 121212680–000.11GI194SO1
SVVBN 1616 H 11 1616168100–000.18GI194SO1
SVVBN 2020 K 11 20202010125–000.38GI194SO1
SVVCN 1212 N 13 1212126160–000.19GI211SV21
SVVCN 1616 H 13 1616168100–000.20GI211SV21
SVVCN 2020 K 13 20202010125–000.36GI211SV22
SVVCN 2525 M 13 25252512.5150–000.66GI211SV22
SVVCN 2020 K 16-M-A 20202010125–000.34GI017SV10
SVVCN 2525 M 16-M-A 25252512.5150–000.68GI017SV10
SVVCN 3225 P 16-M-A 32253212.5170–000.98GI017SV10
199 P M K N S H
72°30'
B
H
SVVB(C)N EXT
72.5°
72°30'
WF
HF LF
GI017VB..1604..VC..1604.. GI194VB..1103..VC..1103.. GI211VC..1303.. Nm SO1US2506-T07P0.9M2.56.3FLAGT07P
CCCPDCECEPRCSCSPTCTPVBVCWC
Cutting Angle for VB/VC.. Inserts
9
SV10US3512-T15P3.0M3.512.6SVN160304MS3510FLAGT15PHXK3.5 SV215513020-241.5M38.5PT-8002 SV22DVF05731.5M310.3DAP0331DVT0332PT-8002174.1-870
External Screw Lock Tool Holder, 72.5°
ExternalneutraltoolholderforscrewtypepositiveVB..11or16andVC..11upto16inserts.Suitedforexternallongitudinalturningwithout shoulder,taper,copyturningupto72.5°andchamferturning.Availablewithshanksize12x12upto32x25mm.Bodytreatedforlongertoollife. Product
SVXBR 1212 F 11 12121216802098000.09GI194SO1
SVXBR 1616 H 11 161616201001498000.19GI194SO1
SVXCR 2020 K 13 2020202512512113000.38GI211SV22
SVXCR 2020 K 16-M-A 202020251252898000.41GI017SV10
SVXCR 2525 M 16-M-A 252525321503298000.68GI017SV10
SVXCR 3225 P 16-M-A 322532321703298001.00GI017SV10
SVXBL 1212 F 11 12121216802098000.09GI194SO1
SVXBL 1616 H 11 161616201001498000.19GI194SO1
SVXCL
SVXCL 2020 K 16-M-A 202020251252898000.38GI017SV10
SVXCL
SVXCL
200 P M K N S H 30° KAPR B WF H LF LH HF SVXB(C)(RL) EXT
HBHFWFLFLHKAPRLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°][°]
2020 K 13 2020202512512113000.38GI211SV22
2525 M 16-M-A 252525321503298000.69GI017SV10
GI017VB..1604..VC..1604.. GI194VB..1103..VC..1103.. GI211VC..1303.. Nm SO1US2506-T07P0.9M2.56.3FLAGT07P SV10US3512-T15P3.0M3.512.6SVN160304MS3510FLAGT15PHXK3.5 SV22DVF05731.5M310.3DAP0331DVT0332PT-8002174.1-870 CCCPDCECEPRCSCSPTCTPVBVCWC External Screw Lock Tool Holder 98/113° Cutting Angle for VB/VC.. Inserts ExternalRight/LefthandtoolholderforscrewtypepositiveVB..11or16andVC..11upto16inserts.Suitedforexternallongitudinalturningwith shoulder,taper,copyturningupto30°andchamferturning.Availablewithshanksize12x12upto32x25mm.Bodytreatedforlongertoollife. Product 9
3225 P 16-M-A 322532321703298000.99GI017SV10
Inserts
ExternalRight/Lefthandtool,throughcoolant,forscrewtypepositiveVB..16andVC..16inserts.Suitedforexternallongitudinalturningwith shoulder,taper,copyturningupto35°andchamferturning.AvailablewithPSC(PolygonShankCoupling)sizeC4uptoC6.Bodytreatedfor longertoollife.
C4-SVHBR-27050-16 402750107.500 ü 0.35GI017C-SV16S-1 C5-SVHBR-35060-16 503560107.500 ü 0.64GI017C-SV16S-2 C6-SVHBR-45065-16 634565107.500 ü 1.13GI017C-SV16S-2 C4-SVHBL-27050-16 402750107.500 ü 0.35GI017C-SV16S-1 C5-SVHBL-35060-16 503560107.500 ü 0.64GI017C-SV16S-2 C6-SVHBL-45065-16 634565107.500 ü 1.12GI017C-SV16S-2
201 P M K N S H
C.-SVHB(RL) EXT
35° DCON MS KAPR LF WF
DCON MS WFLFKAPRLAMSGAMO kg [mm][mm][mm][°][°][°]
Nm
CCCPDCECEPRCSCSPTCTPVBVCWC
GI017VB..1604..VC..1604..
C-SV16S-1US2001-T15P3.0M3.512.1SVS270-01MS9001FLAGT15P/3,5CN034-01 C-SV16S-2US2001-T15P3.0M3.512.1SVS270-01MS9001FLAGT15P/3,5CN034-02
Ext. PSC Quick Change Tool, Screw Lock, 107.5° Cutting Angle, VB/VC..
9
Product
C3-SVJBR-22040-11-B1 3222409300 ü 0.17GI194C-SV11 C4-SVJBR-27050-11-B1 4027509300 ü 0.34GI194C-SV11 C4-SVJBR-27050-16 4027509300 ü 0.35GI017C-SV16S-1 C5-SVJBR-35060-16 5035609300 ü 0.63GI017C-SV16S-2 C6-SVJBR-45065-16 6345659300 ü 1.11GI017C-SV16S-2 C4-SVJBL-27050-16 4027509300 ü 0.35GI017C-SV16S-1 C5-SVJBL-35060-16 5035609300 ü 0.64GI017C-SV16S-2 C6-SVJBL-45065-16 6345659300 ü 1.11GI017C-SV16S-2
202 P M K N S H 50°
WF C.-SVJB(RL) EXT
DCON MS KAPR LF
DCON MS WFLFKAPRLAMSGAMO kg [mm][mm][mm][°][°][°]
GI017VB..1604..VC..1604.. GI194VB..1103..VC..1103.. Nm
CCCPDCECEPRCSCSPTCTPVBVCWC
Product 9
C-SV11US2003-T07P0.8M2.56.5FLAGT07PCN034-01 C-SV16S-1US2001-T15P3.0M3.512.1SVS270-01MS9001FLAGT15P/3,5CN034-01 C-SV16S-2US2001-T15P3.0M3.512.1SVS270-01MS9001FLAGT15P/3,5CN034-02
Ext. PSC Quick Change Tool, Screw Lock, 93° Cutting Angle for VB/VC.. Inserts ExternalRight/Lefthandtool,throughcoolant,forscrewtypepositiveVB..11or16andVC..11upto16inserts.Suitedforexternallongitudinal turningwithshoulder,taper,copyturningupto50°andchamferturning.AvailablewithPSC(PolygonShankCoupling)sizeC3uptoC6.Body treatedforlongertoollife.
Ext. PSC Quick Change Tool, Screw Lock, 72.5° Cutting Angle, VB/VC..
Inserts
Externalneutraltool,throughcoolant,forscrewtypepositiveVB..16andVC..16inserts.Suitedforexternallongitudinalturningwithoutshoulder,taper,copyturningupto72.5°andchamferturning.AvailablewithPSC(PolygonShankCoupling)sizeC4uptoC6.Bodytreatedforlonger toollife. Product
DCON MS WFLFKAPRLAMSGAMO kg [mm][mm][mm][°][°][°] C4-SVVBN-00050-16 400.65072.500 ü 0.32GI017C-SV16S-1 C5-SVVBN-00060-16 500.66072.500 ü 0.56GI017C-SV16S-2 C6-SVVBN-00065-16 630.66572.500 ü 0.99GI017C-SV16S-2 GI017VB..1604..VC..1604.. Nm C-SV16S-1US2001-T15P3.0M3.512.1SVS270-01MS9001FLAGT15P/3,5CN034-01 C-SV16S-2US2001-T15P3.0M3.512.1SVS270-01MS9001FLAGT15P/3,5CN034-02
203 P M K N S H
KAPR
C.-SVVBN
CCCPDCECEPRCSCSPTCTPVBVCWC
72 5° DCON MS
LF WF KAPR
EXT
9
A20R-SVJBR 11 202521820040-5-5 ü 0.44GI194SO7 A25S-SVJBR 11 25323.52325050-5-5 ü 0.82GI194SO7
A20R-SVJBL 11 202521820040-5-5 ü 0.42GI194SO7 A25S-SVJBL 11 25323.52325050-5-5 ü 0.82GI194SO7
204 P M K N S H 50° WF A 93° DMIN LH LF DCON MS h A
A A SVJB(RL) INT
-
DCON MSDMINWFHLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
GI194VB..1103..VC..1103.. Nm SO7US2506-T07P0.9M2.56.3FLAGT07P CCCPDCECEPRCSCSPTCTPVBVCWC Internal Screw Lock Boring Bar with 93° Cutting Angle for VB/VC.. Inserts
Product 9
InternalRight/Lefthandboringbar,throughcoolant,with93˚cuttingangleforscrewtypeVB..11andVC..11inserts.Minimuminternalturning diameterØ25mm.Suitedforfacecopyturningunder50˚.AvailablewithshanksizeØ20andØ25mm.Bodytreatedforlongertoollife.
Internal Screw Lock Boring Bar with 50° Cutting Angle for VC.. Insert

InternalRight/Lefthandboringbar,throughcoolant,with50˚cuttingangleforscrewtypeVC..13inserts.Minimuminternalturningdiameter Ø27mm.Suitedforawiderangeofinternalpullingturningoperationsandcopyingunder48˚.AvailablewithshanksizeØ20uptoØ32mm. Bodytreatedforlongertoollife.
[mm][mm][mm][mm][mm][mm][mm][°][°]
A20S-SVLCR 13-X 20271518250915-4-2 ü 0.57GI211SV21 A25T-SVLCR 13-X 253520243001218-2-2 ü 1.01GI211SV22 A32T-SVLCR 13-X 324325303001518-1-2 ü 1.75GI211SV22 A20S-SVLCL 13-X 20271518250915-4-2 ü 0.57GI211SV21 A25T-SVLCL 13-X 253520243001218-2-2 ü 0.05GI211SV22 A32T-SVLCL 13-X 324325303001518-1-2 ü 1.75GI211SV22
205 P M K N S H 48° 50° HF
H
SVLC(RL)
LFA WF
DMIN LF DCON MS
INT DCON MSDMINWFHLFHFLFALAMSGAMO kg
GI211VC..1303.. Nm SV215513020-241.5M38.5PT-8002 SV22DVF05731.5M310.3DAP0331DVT0332PT-8002174.1-870 CCCPDCECEPRCSCSPTCTPVBVCWC
Product 9
A16R-SVQBR 11 16201114.515200-50 ü 0.33GI194SO1 A20S-SVQBR 11 2025131818.5250-40 ü 0.58GI194SO1
A16R-SVQCR 13 1621111515200-60 ü 0.30GI211SV21 A20S-SVQCR 13 2025131818.5250-40 ü 0.12GI211SV21
S25T-SVQCR 16 2532172323300-70–1.10GI017SO8
S32U-SVQCR 16 3240223030350-50–2.07GI017SO8
S40V-SVQCR 16-A 4050273838400-50–3.80GI017SV10
A16R-SVQBL 11 16201114.515200-50 ü 0.33GI194SO1
A20S-SVQBL 11 2025131818.5250-40 ü 0.58GI194SO1
A16R-SVQCL 13 1621111515200-60 ü 0.29GI211SV21 A20S-SVQCL 13 2025131818.5250-40 ü 0.54GI211SV21
S25T-SVQCL 16 2532172323300-70–1.09GI017SO8 S32U-SVQCL 16 3240223030350-50–2.07GI017SO8 S40V-SVQCL 16-A 4050273838400-50–4.10GI017SV10
206 P M K N S H 35° 107°30 ´ H WF 127°30 ´ DMIN LF DCON MS HF B 107°30 ´ H WF 127°30 ´ DMIN LF DCON MS HF B SVQB(C)(RL) INT
MSDMINWFHBLFLAMSGAMO
DCON
kg [mm][mm][mm][mm][mm][mm][°][°]
GI017VB..1604..VC..1604.. GI194VB..1103..VC..1103.. GI211VC..1303.. Nm SO1US2506-T07P0.9M2.56.3FLAGT07P SO8US3510-T15P3.0M3.510.6FLAGT15P SV10US3512-T15P3.0M3.512.6SVN160304MS3510FLAGT15PHXK3.5 SV215513020-241.5M38.5PT-8002 CCCPDCECEPRCSCSPTCTPVBVCWC Internal Screw Lock Boring Bar with 107.5° Cutting Angle for VB/VC.. Inserts InternalRight/Lefthandboringbar,throughcoolantavailable,with107.5˚cuttingangleforscrewtypeVB../VC..11and16inserts.Minimum
Product 9
internalturningdiameterØ20mm.Suitedforawiderangeofinternalturningoperations.AvailablewithshanksizeØ16uptoØ40mm.
Internal Screw Lock Boring Bar with 93° Cutting Angle for VB/VC.. Inserts
InternalRight/Lefthandboringbar,throughcoolantavailable,with93˚cuttingangleforscrewtypeVB../VC..11and16inserts.Minimum internalturningdiameterØ20mm.Forawiderangeofinternalturningoperationsandcopyingunder50˚.Ø16uptoØ40mmshanksavailable. Bodytreatedforlongertoollife. Product
[mm][mm][mm][mm][mm][mm][°][°]
A16R-SVUBR 11 16201114.515200-50 ü 0.34GI194SO1 A20S-SVUBR 11 2025131818.8250-40 ü 0.58GI194SO1 A20S-SVUCR 13 2025131918.5250-42 ü 0.40GI211SV21 A25T-SVUCR 13 2532172423300-22 ü 0.96GI211SV22 A32T-SVUCR 13 3240223030300-12 ü 1.70GI211SV22 S25T-SVUCR 16 2532172323300-70–1.10GI017SO8 S32U-SVUCR 16 3240223030350-50–2.10GI017SO8 S40V-SVUCR 16-A 4050273838400-50–4.10GI017SV10
A16R-SVUBL 11 16201114.515200-50 ü 0.34GI194SO1 A20S-SVUBL 11 2025131818.5250-40 ü 0.58GI194SO1 A20S-SVUCL 13 2025131918.5250-42 ü 0.32GI211SV21
A25T-SVUCL 13 2532172423300-22 ü 0.96GI211SV22 A32T-SVUCL 13 3240223030300-12 ü 1.70GI211SV22 S25T-SVUCL 16 2532172323300-70–1.10GI017SO8 S32U-SVUCL 16 3240223030350-50–2.10GI017SO8 S40V-SVUCL 16-A 4050273838400-50–4.10GI017SV10
207 P M K N S H 50° 93° H WF DMIN DCON MS LF HF B 93° H WF DMIN DCON MS LF HF B SVUB(C)(RL) INT
DCON MSDMINWFHBLFLAMSGAMO kg
GI017VB..1604..VC..1604.. GI194VB..1103..VC..1103.. GI211VC..1303.. Nm
CCCPDCECEPRCSCSPTCTPVBVCWC
SO1US2506-T07P0.9M2.56.3FLAGT07P SO8US3510-T15P3.0M3.510.6FLAGT15P SV10US3512-T15P3.0M3.512.6SVN160304MS3510FLAGT15PHXK3.5 SV215513020-241.5M38.5PT-8002 SV22DVF05731.5M310.3DAP0331DVT0332PT-8002174.1-870
9
Internal Screw Lock Boring Bar with 113° Cutting Angle for VC.. Insert

InternalRight/Lefthandboringbar,throughcoolant,with113˚cuttingangleforscrewtypeVC..07inserts.Minimuminternalturningdiameter Ø12.5mm.Suitedforawiderangeofinternalturningoperationsandcopyingunder32˚.AvailablewithshanksizeØ10uptoØ16mm.Body treatedforlongertoollife.
[mm][mm][mm][mm][mm][mm][mm][mm][°]
A10H-SVXCR 07 1012.5791004.5223-10 ü 0.06GI234SV23 A12K-SVXCR 07 1215.59111255.5283-8 ü 0.11GI234SV23 A16M-SVXCR 07 1617.511151507.5363-6 ü 0.19GI234SV23
A10H-SVXCL 07 1012.5791004.5223-10 ü 0.06GI234SV23 A12K-SVXCL 07 1215.59111255.5283-8 ü 0.11GI234SV23 A16M-SVXCL 07 1617.511151507.5363-6 ü 0.20GI234SV23
208 P M K N S H 32° 113°
H GAMP
SVXC(RL)
WF
DMIN LF LH HF d WF2
INT DCON MSDMINWFHLFHFLHWF2GAMP kg
GI234VC..0702.. Nm SV23DVF35840.6M25.5DMD1650 CCCPDCECEPRCSCSPTCTPVBVCWC
Product 9
Internal Carbide Screw Lock Boring Bar, 113° Cutting Angle for VC.. Insert

InternalRight/Lefthandcarbideboringbar,throughcoolant,with113˚cuttingangleforscrewtypeVC..07inserts.Minimuminternalturning diameterØ12.5mm.Suitedforawiderangeofinternalturningoperationsandcopyingunder32˚.AvailablewithshanksizeØ10uptoØ16mm. Fortooloverhang>3xD.
[mm][mm][mm][mm][mm][mm][mm][mm][°]
E10H-SVXCR 07 1012.5794.5100223-10 ü 0.10GI234SV23 E12K-SVXCR 07 1215.59115.5125283-8 ü 0.19GI234SV23 E16M-SVXCR 07 1617.511157.5150363-6 ü 0.33GI234SV23 E10H-SVXCL 07 1012.5794.5100223-10 ü 0.10GI234SV23 E12K-SVXCL 07 1215.59115.5125283-8 ü 0.19GI234SV23 E16M-SVXCL 07 1617.511157.5150363-6 ü 0.33GI234SV23
209 P M K N S H
113° WF2 WF H GAMP DMIN
LH HF
32°
LF
DCON MS SVXC(RL)-E INT DCON MSDMINWFHHFLFLHWF2GAMP kg
GI234VC..0702.. Nm SV23DVF35840.6M25.5DMD1650 CCCPDCECEPRCSCSPTCTPVBVCWC
Product 9
InternalRight/Lefthandtool,throughcoolant,with107.5˚cuttingangleforscrewtypeVB..16orVC..16inserts.Minimuminternalturning diameterØ33mm.Suitedforawiderangeofinternalturningoperations.PSCshank(PolygonShankCoupling)sizeC4andC5withchoiceof lengths.Bodytreatedforlongertoollife.
C4-SVQBR-18090-16 403318906825107.5-7.20 ü 0.48GI017SV16 C5-SVQBR-18090-16 503318906725107.5-7.20 ü 0.67GI017SV16 C4-SVQBL-18090-16 403318906825107.5-7.20 ü 0.48GI017SV16 C5-SVQBL-18090-16 503318906725107.5-7.20 ü 0.68GI017SV16
210 P M K N S H
KAPR
LU LF
C.-SVQB(RL)
35°
WF
DCON MS BD DMIN
INT DCON MSDMINWFLFLUBDKAPRLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°][°]
GI017VB..1604..VC..1604.. Nm SV16US2010-T15P3.0M3.510.1FLAGT15P/3,5 CCCPDCECEPRCSCSPTCTPVBVCWC
Int. PSC Quick Change Tool, Screw Lock, 107.5° Cutting Angle, VB/VC.. Inserts
Product 9
211 CCCPDCECEPRCSCSPTCTPVBVCWC MATCHTHERIGHTSIZE(example) InsertToolHolder WCGT 020102E-FF2 A0508H-SWUCR 02 WCGT & 212 WCGX & 213 WCMT & 213 SWLC(RL)EXT 95° WC.. 06 08 16×16 25×25 & 215 & 212–214 SWUC(RL)INT 93° WC.. 02 5,8 7,8 & 217 & 212–214 SWUC(RL)-EINT 93° WC.. 02 5,8 7,8 & 218 & 212–214 WC 02/ 06/ 08/ 16 CARBIDE INSERTS ISO TURNING – EXTERNAL ISO TURNING – INTERNAL SWLC(RL)INT 95° WC.. 06 08 25 40 & 216 & 212–214 9
02013.9702.202.701.59 06T39.5254.406.503.97 080412.7005.508.704.76
Product
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
ALgeometrywithhighlypositivedesignforfine-finishtoroughmachining,andcontinuoustoslightlyinterruptedcuts.


WCGT 06T302F-AL HF7 0.24500.121.0
WCGT 06T304F-AL HF7 0.43600.241.0 T0315 0.45250.241.0
WCGT 06T308F-AL HF7 0.83150.481.5
WCGT 080412F-AL HF7 1.22550.722.4 T0315 1.23750.722.4
FF2geometrywithpositivedesignforfine-finishtofinishmachining,andcontinuoustoslightlyinterruptedcuts.
WCGT 020102E-FF2 HF7 0.22100.050.8 T8330 0.22050.050.81900.050.8 T8430 0.22800.050.82300.050.8 TT010 0.23450.050.5
WCGT 020104E-FF2 HF7 0.41550.120.8 T8330 0.41700.120.81600.120.8 T8430 0.42050.120.81700.120.8 TT010 0.43500.060.5
212 CCCPDCECEPRCSCSPTCTPVBVCWC
ICD1LS [mm][mm][mm][mm]
80° 7° IC L S D 1 RE WCGT RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 25° F
7° 0,53 E
9
Product
Product
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
JZgeometrywithleft-handeddesignforfine-finishmachining,andcontinuouscuts.
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
FMgeometryforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.

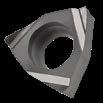
WCMT 06T308E-FM T7325 0.82150.201.21650.181.2
T7335 0.82050.201.21550.181.2
T8315 0.81950.201.21150.181.21850.201.25850.241.2
T8330 0.81850.201.21100.181.21750.201.25550.241.2
T8430 0.82100.201.21150.181.21750.201.25850.241.2
T9315 0.82900.201.22750.201.2
T9325 0.82600.201.21550.181.22450.201.2
213 CCCPDCECEPRCSCSPTCTPVBVCWC ICD1LS [mm][mm][mm][mm]
80° 7° IC L S D 1 RE WCGX RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 20° 1,2 F WCGX 020102FL-JZ TT010 0.23300.060.51950.050.5 ICD1LS [mm][mm][mm][mm]
80° 7° IC L S D 1 RE WCMT RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 15° 1 E
02013.9702.202.701.59
06T39.5254.406.503.97 080412.7005.508.704.76
WCMT 06T304E-FM T7325 0.41950.151.21500.151.2 T7335 0.41900.151.21450.151.2 T8315 0.41800.151.21050.141.21700.151.25400.181.2 T8330 0.41700.151.21000.141.21600.151.25100.181.2 T8430 0.42000.151.21100.141.21650.151.25550.181.2 T9315 0.42750.151.22600.151.2 T9325 0.42450.151.21450.151.22300.151.2
9
WCMT 080404E-FM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
WCMT 080408E-FM
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 15°
1 E
FMgeometryforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.
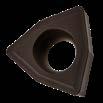

T7325 0.41900.151.71450.151.7
T8315 0.41700.151.71000.141.71600.151.75100.181.7
T8330 0.41650.151.7950.141.71550.151.74950.181.7
T8430 0.41950.151.71050.141.71600.151.75400.181.7
T9315 0.42650.151.72500.151.7
T9325 0.42400.151.71400.151.72250.151.7
T7325 0.82050.201.71550.181.7
T7335 0.82000.201.71550.181.7
T8315 0.81900.201.71100.181.71800.201.75700.241.7
T8330 0.81800.201.71050.181.71700.201.75400.241.7
T8430 0.82050.201.71100.181.71700.201.75700.241.7
T9315 0.82800.201.72650.201.7
T9325 0.82500.201.71500.181.72350.201.7
WCMT 080412E-FM T8330 1.21750.271.71050.241.71650.271.75250.321.7 T8430 1.21900.271.71050.241.71550.271.75250.321.7 T9325 1.22350.271.71400.241.72200.271.7
RFgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
WCMT 06T308E-RF T7335 0.81650.201.51250.181.5
WCMT 080412E-RF T7335 1.21600.222.21200.222.2 15° 1,0 30°
URgeometryforfinetofinishmachining,andcontinuoustoslightlyinterruptedcuts.
WCMT 06T308E-UR T7325 0.81850.201.21400.181.2 T9315 0.82500.201.22350.201.2 T9325 0.82250.201.21350.181.22100.201.2
214 CCCPDCECEPRCSCSPTCTPVBVCWC
0,1 R R 9,525 12,7 1,5 2,5 I.C.
S
E
Product
9
SWLCR 1616 H 06 1616162010015000.24GI055SO4
SWLCR 2020 K 06 2020202512515000.40GI055SO4
SWLCR 2525 M 08 2525253215020000.77GI049SO9

SWLCL 1616 H 06 1616162010015000.23GI055SO4
2020202512515000.40GI055SO4
215 P M K N S H 95° 95° B WF H LF LH HF SWLC(RL) EXT
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
GI049WC..0804.. GI055WC..06T3.. Nm SO4US3510-T15P3.0M3.510.6FLAGT15P SO9US4512-T15P5.0M4.512.2FLAGT15P CCCPDCECEPRCSCSPTCTPVBVCWC External Screw Lock Tool Holder with 95° Cutting Angle for WC.. Insert ExternalRight/LefthandtoolholderforscrewtypepositivescrewtypeWC..06or08inserts.Suitedforfaceandlongitudinalturningwithshoul der,taperandchamferturning.Availablewithshanksize16x16upto25x25mm.Bodytreatedforlongertoollife. Product 9
SWLCL 2020 K 06
SWLCL 2525 M 08 2525253215020000.75GI049SO9
Internal Screw Lock Boring Bar with 95° Cutting Angle for WC.. Insert InternalRight/Lefthandboringbar,throughcoolantavailable,95˚cuttingangleforscrewtypeWC..06and08inserts.Minimuminternalturning diameterØ25mm.Forinternaltaperandlongitudinalturningwithshoulderandchamferturning.AvailablewithshanksizeØ20toØ32mm. Bodytreatedforlongertoollife.

A20Q-SWLCR 06 2025131818.5180-70 ü 0.37GI055SO4 S20S-SWLCR 06 2025131818.5250-70–0.62GI055SO4
A25R-SWLCR 06 2532172323200-70 ü 0.70GI055SO4
S25T-SWLCR 06 2532172323300-70–1.15GI055SO4
A25R-SWLCR 08 2532172323200-70 ü 0.70GI049SO4
A32S-SWLCR 08 3240223030250-50 ü 1.32GI049SO9 S32U-SWLCR 08 3240223030350-50–2.05GI049SO9
A20Q-SWLCL 06 2025131818.5180-70 ü 0.00GI055SO4
S20S-SWLCL 06 2025131818.5250-70–0.60GI055SO4
A25R-SWLCL 06 2532172323200-70 ü 0.70GI055SO4
S25T-SWLCL 06 2532172323300-70–1.15GI055SO4 A25R-SWLCL 08 2532172323200-70 ü 0.70GI049SO4 A32S-SWLCL 08 3240223030250-50 ü 1.32GI049SO9 S32U-SWLCL 08 3240223030350-50–4.10GI049SO9
216 P M K N S H 95° 95° H WF DMIN LF DCON MS HF B 95° 95° H WF DMIN LF DCON MS HF B SWLC(RL) INT
MSDMINWFHBLFLAMSGAMO
DCON
kg [mm][mm][mm][mm][mm][mm][°][°]
GI049WC..0804.. GI055WC..06T3.. Nm SO4US3510-T15P3.0M3.510.6FLAGT15P SO9US4512-T15P5.0M4.512.2FLAGT15P CCCPDCECEPRCSCSPTCTPVBVCWC
Product 9
Internal Screw Lock Boring Bar with 93° Cutting Angle for WC.. Insert

InternalRight/Lefthandboringbar,throughcoolantavailable,93˚cuttingangleforscrewtypeWC..0201inserts.Minimuminternalturning diameterØ5.8mm.Suitedforinternaltaperandlongitudinalturningwithshoulderandchamferturning.AvailablewithshanksizeØ8mmonly. Bodytreatedforlongertoollife.
A0508H-SWUCR 02 85.852.910018-17 ü 0.09GI221SW21 S0508H-SWUCR 02 85.852.910018-17–0.04GI221SW21 A0608H-SWUCR 02 87.863.910024-12 ü 0.04GI221SW21 S0608H-SWUCR 02 87.863.910024-12–0.04GI221SW21 A0508H-SWUCL 02 85.852.910018-17 ü 0.04GI221SW21 S0508H-SWUCL 02 85.852.910018-17–0.04GI221SW21 A0608H-SWUCL 02 87.863.910024-12 ü 0.04GI221SW21 S0608H-SWUCL 02 87.863.910024-12–0.04GI221SW21
217 P M K N S H 93 ° 93 ° ° A.. S.. d/2 ° d/2 WF GAMP DMIN LF LH DMIN WF BD DCON MS DCON MS GAMP LF LH SWUC(RL) INT
DCON MSDMINBDWFLFLHGAMP kg [mm][mm][mm][mm][mm][mm][°]
GI221WC..0201.. Nm SW21T20.0370.6M23.7DMD1650 CCCPDCECEPRCSCSPTCTPVBVCWC
Product 9
Internal carbide Screw Lock Boring Bar with 93° Cutting Angle for WC.. Insert

InternalRight/Lefthandcarbideboringbar,throughcoolant,with93˚cuttingangleforscrewtypeWC..0201inserts.Minimuminternalturning diameterØ5.8mm.Suitedforinternaltaperandlongitudinalturningwithshoulderandchamferturning.AvailablewithshanksizeØ5uptoØ8 mm.Fortooloverhang>3xD.
E0508H-SWUCR 02 85.852.910024-17 ü 0.06GI221SW21 E05F-SWUCR 02 55.8–2.985–-17 ü 0.03GI221SW21 E0608H-SWUCR 02 87.863.910032-12 ü 0.06GI221SW21 E06G-SWUCR 02 67.8–3.995–-12 ü 0.04GI221SW21
E0508H-SWUCL 02 85.852.910024-17 ü 0.07GI221SW21 E05F-SWUCL 02 55.8–2.985–-17 ü 0.03GI221SW21 E0608H-SWUCL 02 87.863.910032-12 ü 0.06GI221SW21 E06G-SWUCL 02 67.8–3.995–-12 ü 0.04GI221SW21
218 P M K N S H 93 ° WF d/2 GAMP DMIN LF LH DMIN 93 ° WF LF BD DCON MS DCON MS d/2 GAMP SWUC(RL)-E INT
DCON MSDMINBDWFLFLHGAMP kg [mm][mm][mm][mm][mm][mm][°]
GI221WC..0201.. Nm SW21T20.0370.6M23.7DMD1650 CCCPDCECEPRCSCSPTCTPVBVCWC
Product 9

NEGATIVE INSERTS 9
220 CNDNKNLNRNSNTNVNWN MATCHTHERIGHTSIZE(example) InsertToolHolder CNMM 120412E-OR DCBNR 2525 M 12 CNGACER & 238 CNGNCER & 238 CNMG & 223 CNMM & 234 CNMA & 222 CNGG & 222 CNGACBN & 239 DCKN(RL)EXT 75° CN.. 12 16 20×20 32×32 & 242 & 222–239 DCLN(RL)EXT 95° CN.. 09 12 16 19 16×16 40×40 & 243 & 222–239 DCBN(RL)EXT 75° CN.. 12 16 19 20×20 40×40 & 240 & 222–239 C.-DCLN(RL)EXT 95° CN.. 12 16 19 C3 C8 & 249 & 222–239 PCKN(RL)EXT 75° CN.. 12 16 19 20×20 40×40 & 246 & 222–239 PCLN(RL)EXT 95° CN.. 12 16 19 25 20×20 50×50 & 247 & 222–239 PCBN(RL)EXT 75° CN.. 12 16 19 25 20×20 50×50 & 245 & 222–239 CER AND CBN INSERTS CN 09/ 12/ 16/ 19/ 25 CARBIDE INSERTS ISO TURNING – EXTERNAL 9
9
ISO TURNING – HEAVY ROUGHING – EXTERNAL
KHP-CBNR+DKH(RL) 75° CN..
KHP-CBNL+DKH(RL) 75° CN..
KHP-CLNR/L+DKH(RL) 95° CN..
25 40×50 60×80 & 251,253 & 222–239
DKHR+KHP-CBNRDKHR+KHP-CBNL
DKHR+KHP-CBNRDKHR+KHP-CBNL
25 40×50 60×80 & 251,253 & 222–239
19 25 40×50 60×80 & 252,253 & 222–239
DCLN(RL)INT 95° CN.. 09 12 32 50 & 254 & 222–239
PCLN(RL)INT 95° CN.. 09 12 16 19 20 80 & 255 & 222–239
C.-DCLN(RL)INT 95° CN.. 09 12 16 25 50 & 257 & 222–239
221 CNDNKNLNRNSNTNVNWN
DKHR+KHP-CLNR CN 09/ 12/ 16/ 19/ 25
ISO TURNING – INTERNAL
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
SFgeometrywithpositivedesignforfine-finishmachiningofthinwallsincontinuouscuts.
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.


222 CNDNKNLNRNSNTNVNWN ICD1LS [mm][mm][mm][mm]
S RE D 1 L IC 80° CNGG RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 14,5° 1,94 E CNGG 120402E-SF
ICD1LS [mm][mm][mm][mm] 120412.7005.1612.904.76 160615.8756.3516.106.35 190619.0507.9419.306.35 S RE D 1 L IC 80° CNMA RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] E CNMA 120404 T5305
T5315
CNMA 120408 T5305
CNMA 120412 T5305
CNMA 120416
120412.7005.1612.904.76
H07 0.21050.091.01650.101.05250.121.0500.080.8 T6310 0.21950.101.01400.091.01550.101.05850.121.0550.080.8350.151.0 T8315 0.22050.101.01200.091.01900.101.06150.121.0500.080.8400.151.0 T8330 0.21950.101.01150.091.01850.101.05850.121.0450.080.8350.151.0 T8430 0.22400.101.01300.091.01950.101.06600.121.0500.080.8400.151.0
0.42350.104.0500.151.0
0.42000.104.0400.151.0
0.82200.204.0450.151.0 T5315 0.81900.204.0400.151.0 T6310 0.81000.204.0250.151.0
1.21950.304.0400.151.0 T5315 1.21800.304.0350.151.0 T6310 1.2950.304.0200.151.0
T5305 1.61900.404.0400.151.0 T5315 1.61700.404.0350.151.0 Product
Product
9
RE PMKNSH
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
EForfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.
CNMA 160612 T5305 1.21900.305.0400.151.0 T5315 1.21750.305.0350.151.0 T6310 1.2900.305.0200.151.0
CNMA 160616 T5305 1.61850.405.0350.151.0 T5315 1.61650.405.0350.151.0
CNMA 190612 T5305 1.21900.306.0400.151.0 T5315 1.21700.306.0350.151.0 T6310 1.2850.306.0200.151.0
CNMA 190616 T5305 1.61800.406.0350.151.0 T5315 1.61600.406.0300.151.0
CNMA 120408S T5305 0.82200.204.0450.151.0
CNMA 120412S T5305 1.21900.404.0400.151.0
CNMA 160612S T5305 1.21900.305.0400.151.0
CNMA 190616S T5305 1.61800.406.0350.151.0
Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts. Product


Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
FFgeometrywithhighlypositivedesignforfine-finishmachining,andcontinuoustoslightlyinterruptedcuts.
223 CNDNKNLNRNSNTNVNWN
S
ICD1LS [mm][mm][mm][mm]
S RE D 1 L IC 80° CNMG RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 22° 7° 0,06 0,09 S
09039.5253.819.703.18 120412.7005.1612.904.76 160615.8806.3516.106.35 190619.0507.9419.306.35 250925.4009.1225.809.53
Product
CNMG 120404E-FF T7325 0.42350.121.01800.111.0 T8315 0.42200.121.01300.111.02050.121.0 CNMG 120408E-FF T7325 0.82650.151.02050.141.0 T8315 0.82450.151.01450.141.02300.151.0
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
9
CNMG 120404E-FM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
FMgeometrywithpositivedesignforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.
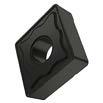


T7325 0.41950.201.41500.181.4600.161.1
T8330 0.41750.201.41050.181.41650.201.4400.141.1
T8430 0.41950.201.41050.181.41600.201.4400.141.1
T9315 0.42650.201.42500.201.4
T9325 0.42400.201.41400.181.42250.201.4500.161.1
T7325 0.82350.201.41800.181.4750.161.1
T8330 0.82050.201.41200.181.41900.201.4500.141.1
T8430 0.82350.201.41250.181.41900.201.4500.141.1 T9315 0.83150.201.42950.201.4
T9325 0.82850.201.41700.181.42700.201.4600.161.1
T7325 0.41850.202.11400.182.1600.161.7
T7335 0.41800.202.11400.182.1550.161.7
T8315 0.41750.202.11050.182.11650.202.1400.141.7
T8330 0.41650.202.1950.182.11550.202.1400.141.7
T8430 0.41900.202.11050.182.11550.202.1400.141.7
T9310 0.42850.202.12700.202.1
T9315 0.42550.202.12400.202.1
T9325 0.42300.202.11350.182.12150.202.1500.161.7
TT310 0.42600.202.11550.182.1
CNMG 120408E-FM
T7325 0.82200.202.11700.182.1700.161.7
T7335 0.82150.202.11650.182.1650.161.7
T8315 0.82050.202.11200.182.11900.202.1500.161.7
T8330 0.81950.202.11150.182.11850.202.1450.161.7
T8430 0.82250.202.11200.182.11850.202.1450.161.7 T9310 0.83350.202.13150.202.1
T9315 0.83050.202.12850.202.1
T9325 0.82750.202.11650.182.12600.202.1600.161.7
TT310 0.83100.202.11850.182.1
CNMG 120412E-FM
T7325 1.22100.272.11600.242.1650.191.7 T9315 1.22850.272.12700.272.1
T9325 1.22550.272.11500.242.12400.272.1550.191.7
KRgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
Mgeometryforfinishtosemi-roughmachining,andcontinuoustointerruptedcuts.
224 CNDNKNLNRNSNTNVNWN 20° 0,1 10° 0,2
1 S RE PMKNSH
CNMG 090304E-FM
CNMG 090308E-FM
0,3 3 1 , 4 01, 15° S CNMG 120408E-KR
CNMG 120412E-KR
5° 16° 10° 0,1 0,3 P
T5305 0.82550.354.02400.354.0500.151.0 T5315 0.82250.354.02100.354.0450.151.0
T5305 1.22550.404.02400.404.0500.151.0 T5315 1.22300.404.02150.404.0450.151.0
CNMG 090308E-M T9315 0.82300.321.82150.321.8450.151.0 T9325 0.82050.321.81900.321.8 T9335 0.81800.321.8 CNMG 120404E-M T5315 0.42450.202.12300.202.1450.151.0 T9310 0.42600.202.12450.202.1500.151.0 T9315 0.42350.202.12200.202.1450.151.0 T9325 0.42100.202.11950.202.1 T9335 0.41800.202.1
Product
9
Product
CNMG 120408E-M 6640
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
Mgeometryforfinishtosemi-roughmachining,andcontinuoustointerruptedcuts.
0.81650.322.11550.322.1
T5305 0.82800.322.12650.322.1550.151.0
T5315 0.82500.322.12350.322.1500.151.0 T8330 0.81550.322.11450.322.1300.151.0 T8430 0.81700.322.11350.322.1250.151.0 T9310 0.82450.322.12300.322.1450.151.0 T9315 0.82250.322.12100.322.1450.151.0 T9325 0.82000.322.11900.322.1 T9335 0.81800.322.1
CNMG 120412E-M T5305 1.22750.402.12600.402.1550.151.0 T5315 1.22450.402.12300.402.1450.151.0 T9310 1.22350.402.12200.402.1450.151.0 T9315 1.22200.402.12050.402.1400.151.0 T9325 1.21950.402.11850.402.1
T9335 1.21700.402.1
CNMG 120416E-M T9325 1.62000.402.11900.402.1 T9335 1.61750.402.1
CNMG 160608E-M T9310 0.82350.323.62200.323.6450.151.0 T9315 0.82150.323.62000.323.6400.151.0 T9325 0.81900.323.61800.323.6 T9335 0.81700.323.6
CNMG 160612E-M T9315 1.22100.403.61950.403.6400.151.0 T9325 1.21850.403.61750.403.6 T9335 1.21600.403.6
CNMG 160616E-M T9325 1.61900.403.61800.403.6 T9335 1.61650.403.6
CNMG 190608E-M T9315 0.82100.324.21950.324.2400.151.0 T9325 0.81900.324.21800.324.2 T9335 0.81650.324.2
CNMG 190612E-M 6640 1.21450.404.21350.404.2 T9310 1.22200.404.22050.404.2400.151.0 T9315 1.22050.404.21900.404.2400.151.0 T9325 1.21850.404.21750.404.2 T9335 1.21600.404.2
CNMG 190616E-M T9310 1.62300.404.22150.404.2450.151.0 T9315 1.62150.404.22000.404.2400.151.0 T9325 1.61900.404.21800.404.2 T9335 1.61650.404.2

NFgeometrywithhighlypositivedesignforfine-finishtomediummachining,andcontinuouscuts.
CNMG 090304E-NF
T6310 0.41900.170.81350.150.81500.170.85700.200.8550.120.6
T7335 0.42100.180.81600.160.8650.160.6
T8315 0.42000.170.81200.150.81900.170.86000.200.8500.120.6
T8430 0.42250.170.81200.150.81850.170.86150.200.8450.120.6
T9325 0.42650.180.81550.160.82500.180.8550.160.6
CNMG 090308E-NF T6310 0.82150.191.01500.171.01700.191.06450.231.0600.150.8
T7335 0.82400.191.01850.171.0750.150.8
T8330 0.82150.191.01250.171.02000.191.06450.231.0500.150.8 T8430 0.82450.191.01350.171.02000.191.06750.231.0500.150.8
T9325 0.83000.191.01800.171.02850.191.0650.150.8
225 CNDNKNLNRNSNTNVNWN
5° 16° 10° 0 1 0,3 P
0,15 25° 12° S
9
Product
CNMG 120404E-NF
HF7
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
NFgeometrywithhighlypositivedesignforfine-finishtomediummachining,andcontinuouscuts.
0.4950.151.71550.171.74950.201.7
T6310 0.41800.171.71250.151.71450.171.75400.201.7500.141.4
T7325 0.42000.181.71550.161.7650.161.4
T7335 0.41950.181.71500.161.7600.161.4
T8315 0.41850.171.71100.151.71750.171.75550.201.7450.141.4
T8330 0.41800.171.71050.151.71700.171.75400.201.7450.141.4
T8430 0.42000.171.71100.151.71650.171.75550.201.7400.141.4
T9315 0.42850.171.72700.171.7
T9325 0.42500.181.71500.161.72350.181.7550.161.4
CNMG 120408E-NF
HF7 0.81100.171.71800.191.75700.231.7
T6310 0.82000.191.71400.171.71600.191.76000.231.7600.151.4
T7325 0.82350.191.71800.171.7750.151.4
T7335 0.82250.191.71750.171.7700.151.4
T8315 0.82150.191.71250.171.72000.191.76450.231.7500.151.4
T8330 0.82000.191.71200.171.71900.191.76000.231.7500.151.4
T8430 0.82350.191.71250.171.71900.191.76450.231.7500.151.4
T9315 0.83200.191.73000.191.7
T9325 0.82850.191.71700.171.72700.191.7600.151.4
CNMG 120412E-NF
T6310 1.21850.302.11300.272.11450.302.15550.362.1550.211.7
T7325 1.22050.302.11550.272.1650.211.7
T7335 1.22000.302.11550.272.1650.211.7 T8330 1.21850.302.11100.272.11750.302.15550.362.1450.211.7
T8430 1.22000.302.11100.272.11650.302.15550.362.1400.211.7
T9315 1.22750.302.12600.302.1
T9325 1.22450.302.11450.272.12300.302.1550.211.7
NMgeometrywithhighlypositivedesignforfine-finish,mediumandroughmachining,withcontinuouscuts.

CNMG 120404E-NM
T7325 0.41950.202.11500.182.1600.161.7
T7335 0.41900.202.11450.182.1600.161.7
T8315 0.41800.202.11050.182.15400.242.1450.161.7
T8330 0.41700.202.11000.182.15100.242.1400.161.7
T8430 0.41950.202.11050.182.15400.242.1400.161.7
T9315 0.42700.202.1
T9325 0.42400.202.11400.182.1500.161.7
CNMG 120408E-NM T7325 0.82150.252.11650.232.1650.201.7
T7335 0.82100.252.11600.232.1650.201.7
T8315 0.82050.252.11200.232.16150.302.1500.201.7
T8330 0.81950.252.11150.232.15850.302.1450.201.7
T8430 0.82100.252.11150.232.15850.302.1450.201.7
T9315 0.82900.252.1
T9325 0.82600.252.11550.232.1550.201.7
CNMG 120412E-NM
T7325 1.22150.302.11650.272.1650.241.7
T7335 1.22100.302.11600.272.1650.241.7
T8315 1.22050.302.11200.272.16150.362.1500.241.7
T8330 1.21950.302.11150.272.15850.362.1450.241.7
T8430 1.22100.302.11150.272.15850.362.1450.241.7
T9315 1.22850.302.1
T9325 1.22550.302.11500.272.1550.241.7
CNMG 160608E-NM T7325 0.81950.303.61500.273.6600.272.9
T7335 0.81900.303.61450.273.6600.272.9
T8315 0.81850.303.61100.273.65550.363.6450.272.9
T8330 0.81700.303.61000.273.65100.363.6400.272.9
T8430 0.81850.303.61000.273.65100.363.6400.272.9
T9325 0.82250.303.61350.273.6500.272.9
226 CNDNKNLNRNSNTNVNWN
RE PMKNSH
12° S
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,15 25°
10° 30° 0, 25 1 S
9
CNMG 160612E-NM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
NMgeometrywithhighlypositivedesignforfine-finish,mediumandroughmachining,withcontinuouscuts.

T7325 1.22050.303.61550.273.6650.272.9
T7335 1.22000.303.61550.273.6650.272.9
T8315 1.21950.303.61150.273.65850.363.6450.272.9
T9325 1.22400.303.61400.273.6500.272.9
CNMG 190612E-NM T7325 1.21950.354.21500.324.2600.323.4
T7335 1.21800.354.21400.324.2550.323.4
T8315 1.21800.354.21050.324.25400.424.2450.323.4
T8330 1.21700.354.21000.324.25100.424.2400.323.4 T8430 1.21800.354.2950.324.24950.424.2350.323.4 T9325 1.22200.354.21300.324.2450.323.4
NMRgeometrywithpositivedesignformediumtoroughmachining,andcontinuouscuts.
CNMG 090308E-NMR
T7325 0.81750.351.61350.321.6550.251.3
T7335 0.81700.351.61300.321.6550.251.3
T9325 0.82000.351.61200.321.6450.251.3
CNMG 120404E-NMR T6310 0.41400.252.71000.232.7400.202.2
T7325 0.41550.252.71200.232.7500.202.2
T7335 0.41550.252.01200.232.0500.201.6
T8330 0.41400.252.0800.232.0350.201.6
T8430 0.41500.252.7800.232.7300.202.2
T9315 0.42150.252.0
T9325 0.41900.252.01100.232.0400.201.6
CNMG 120408E-NMR T6310 0.81500.352.71050.322.7450.252.2
T7325 0.81700.352.71300.322.7550.252.2
T7335 0.81600.352.71200.322.7500.252.2
T8330 0.81500.352.7900.322.7350.252.2
T8430 0.81550.352.7850.322.7300.252.2 T9315 0.82100.352.7
T9325 0.81900.352.71100.322.7400.252.2
CNMG 120412E-NMR
T6310 1.21500.402.71050.362.7450.282.2
T7325 1.21700.402.71300.362.7550.282.2
T7335 1.21600.402.71200.362.7500.282.2
T8330 1.21500.402.7900.362.7350.282.2
T8430 1.21550.402.7850.362.7300.282.2
T9315 1.22150.402.7
T9325 1.21900.402.71100.362.7400.282.2
CNMG 120416E-NMR T7325 1.61700.452.71300.412.7550.322.2
T7335 1.61600.452.71200.412.7500.322.2
T9325 1.61900.452.71100.412.7400.322.2
CNMG 160608E-NMR T7325 0.81600.354.01200.324.0500.253.2
T7335 0.81500.354.01150.324.0450.253.2
T9315 0.82050.354.0
T9325 0.81850.354.01100.324.0400.253.2
CNMG 160612E-NMR T7325 1.21650.404.01250.364.0500.283.2
T7335 1.21550.404.01200.364.0500.283.2
T8330 1.21450.404.0850.364.0350.283.2
T8430 1.21500.404.0800.364.0300.283.2
T9315 1.22050.404.0
T9325 1.21850.404.01100.364.0400.283.2
227 CNDNKNLNRNSNTNVNWN
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 10° 30° 0, 25 1 S
22° 0,31 10° S
Product
9
CNMG 160616E-NMR
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
NMRgeometrywithpositivedesignformediumtoroughmachining,andcontinuouscuts.

T7325 1.61650.454.01250.414.0500.323.2
T7335 1.61550.454.01200.414.0500.323.2
T8330 1.61450.454.0850.414.0350.323.2
T8430 1.61500.454.0800.414.0300.323.2
T9315 1.62000.454.0
T9325 1.61800.454.01050.414.0400.323.2
CNMG 190608E-NMR
T6310 0.81400.355.21000.325.2400.254.2
T7325 0.81550.355.21200.325.2500.254.2
T7335 0.81500.355.21150.325.2450.254.2
T9315 0.81950.355.2
T9325 0.81800.355.21050.325.2400.254.2
CNMG 190612E-NMR
T6310 1.21400.405.21000.365.2400.284.2
T7325 1.21600.405.21200.365.2500.284.2
T7335 1.21500.405.21150.365.2450.284.2
T8330 1.21400.405.2800.365.2350.284.2
T8430 1.21450.405.2800.365.2300.284.2 T9315 1.22000.405.2
T9325 1.21800.405.21050.365.2400.284.2
CNMG 190616E-NMR T7325 1.61600.455.21200.415.2500.324.2 T7335 1.61500.455.21150.415.2450.324.2 T9315 1.61950.455.2
1.61750.455.21050.415.2350.324.2
NRMgeometrywithpositivedesignforsemi-roughtoroughmachining,andcontinuoustomoderateinterruptedcuts.
CNMG 120408-NRM
T7325 0.81600.354.01200.324.0500.283.2 T7335 0.81500.354.01150.324.0450.283.2 T9315 0.82050.354.0
CNMG 120412-NRM T7325 1.21650.404.01250.364.0500.283.2 T7335 1.21550.404.01200.364.0500.283.2 T9315 1.22050.404.0
CNMG 120416-NRM T7325 1.61650.454.01250.414.0500.363.2 T7335 1.61550.454.01200.414.0500.363.2 T9315 1.62000.454.0
CNMG 160608-NRM T7325 0.81550.356.01200.326.0500.284.8 T7335 0.81450.356.01100.326.0450.284.8 T9315 0.81950.356.0
CNMG 160612-NRM T7325 1.21550.406.01200.366.0500.324.8 T7335 1.21500.406.01150.366.0450.324.8 T9315 1.22000.406.0
CNMG 160616-NRM T7325 1.61550.456.01200.416.0500.364.8 T7335 1.61500.456.01150.416.0450.364.8 T9315 1.61950.456.0
CNMG 190608-NRM T7325 0.81500.358.01150.328.0450.286.4 T7335 0.81400.358.01050.328.0450.286.4
T9315 0.81900.358.0
CNMG 190612-NRM T7325 1.21550.408.01200.368.0500.326.4
T7335 1.21450.408.01100.368.0450.326.4
T9315 1.21900.408.0
CNMG 190616-NRM T7325 1.61500.458.01150.418.0450.366.4
T7335 1.61450.458.01100.418.0450.366.4
T9315 1.61900.458.0
CNMG 250924-NRM T7325 2.4950.7010.0700.6310.0300.498.0
T7335 2.4900.7010.0700.6310.0250.498.0
T9315 2.41150.7010.01050.7010.0
228 CNDNKNLNRNSNTNVNWN
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 22° 0,31 10° S
S
T9325
0,32 6° 24°
Product
9
RE
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
PMKNSH
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
Rgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.


CNMG 120408E-R 6640 0.81400.404.01300.404.0
T5305 0.82400.404.02250.404.0450.151.0 T5315 0.82150.404.02000.404.0400.151.0 T9310 0.82050.404.01900.404.0400.151.0 T9315 0.81900.404.01800.404.0350.151.0 T9325 0.81750.404.01650.404.0 T9335 0.81500.404.0
CNMG 120412E-R T5305 1.22450.454.02300.454.0450.151.0 T5315 1.22200.454.02050.454.0400.151.0 T9315 1.21950.454.01850.454.0350.151.0 T9325 1.21750.454.01650.454.0
T9335 1.21550.454.0
CNMG 120416E-R T5315 1.62250.504.02100.504.0450.151.0 T9335 1.61500.504.0
CNMG 160608E-R T5315 0.82100.405.51950.405.5400.151.0
CNMG 160612E-R T5305 1.22350.455.52200.455.5450.151.0 T5315 1.22150.455.52000.455.5400.151.0 T7335 1.21450.455.5 T9310 1.22050.455.51900.455.5400.151.0 T9315 1.21900.455.51800.455.5350.151.0 T9325 1.21700.455.51600.455.5
CNMG 160616E-R T5305 1.62400.505.52250.505.5450.151.0
CNMG 190608E-R T5315 0.82050.407.01900.407.0400.151.0
CNMG 190612E-R 6640 1.21350.457.01250.457.0
T5305 1.22300.457.02150.457.0450.151.0 T5315 1.22100.457.01950.457.0400.151.0 T9315 1.21850.457.01750.457.0350.151.0 T9325 1.21650.457.01550.457.0 T9335 1.21450.457.0
CNMG 190616E-R 6640 1.61300.507.01200.507.0 T5305 1.62350.507.02200.507.0450.151.0 T5315 1.62100.507.01950.507.0400.151.0 T9310 1.61950.507.01850.507.0350.151.0 T9315 1.61800.507.01700.507.0350.151.0 T9325 1.61650.507.01550.507.0 T9335 1.61450.507.0 0,35
RMgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
CNMG 120408E-RM
T5305 0.82750.404.02600.404.0
T5315 0.82500.404.02350.404.0 T6310 0.81550.404.01100.364.01250.404.0 T7325 0.81800.404.01400.364.0 T7335 0.81650.404.01250.364.0
T8315 0.81650.404.0950.364.01550.404.0
T8330 0.81550.404.0900.364.01450.404.0 T8430 0.81650.404.0900.364.01350.404.0
T9310 0.82400.404.02250.404.0 T9315 0.82200.404.02050.404.0 T9325 0.82000.404.01200.364.01900.404.0 T9335 0.81700.404.01000.364.0
229 CNDNKNLNRNSNTNVNWN
5° 15 ° 5° 0,4 0,1
P
S
0, 3 19° 1
Product
9
CNMG 120412E-RM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
[mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
RMgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
T5305 1.22800.454.02650.454.0
T5315 1.22500.454.02350.454.0
T6310 1.21600.454.01150.414.01250.454.0
T7325 1.21800.454.01400.414.0
T7335 1.21700.454.01300.414.0
T8315 1.21700.454.01000.414.01600.454.0
T8330 1.21600.454.0950.414.01500.454.0
T8430 1.21700.454.0900.414.01350.454.0
T9310 1.22400.454.02250.454.0
T9315 1.22200.454.02050.454.0
T9325 1.22000.454.01200.414.01900.454.0
T9335 1.21750.454.01050.414.0
CNMG 120416E-RM
T5305 1.62800.504.02650.504.0
T5315 1.62550.504.02400.504.0
T7325 1.61850.504.01400.454.0
T7335 1.61750.504.01350.454.0
T8330 1.61600.504.0950.454.01500.504.0
T8430 1.61700.504.0900.454.01350.504.0
T9310 1.62400.504.02250.504.0
T9315 1.62200.504.02050.504.0
T9325 1.62050.504.01200.454.01900.504.0
T9335 1.61750.504.01050.454.0
CNMG 160608E-RM
T5305 0.82650.406.02500.406.0
T5315 0.82400.406.02250.406.0
T8330 0.81500.406.0900.366.01400.406.0
T8430 0.81550.406.0850.366.01300.406.0
T9315 0.82150.406.02000.406.0
T9325 0.81900.406.01100.366.01800.406.0
T9335 0.81650.406.0950.366.0
CNMG 160612E-RM
T5305 1.22700.456.02550.456.0
T5315 1.22450.456.02300.456.0
T6310 1.21550.456.01100.416.01250.456.0
T7325 1.21700.456.01300.416.0
T7335 1.21650.456.01250.416.0
T8330 1.21550.456.0900.416.01450.456.0
T8430 1.21550.456.0850.416.01300.456.0
T9310 1.22300.456.02150.456.0
T9315 1.22150.456.02000.456.0
T9325 1.21950.456.01150.416.01850.456.0
T9335 1.21650.456.0950.416.0
CNMG 160616E-RM
T5305 1.62700.506.02550.506.0
T5315 1.62450.506.02300.506.0
T7325 1.61750.506.01350.456.0
T7335 1.61650.506.01250.456.0
T9310 1.62250.506.02100.506.0
T9315 1.62150.506.02000.506.0
T9325 1.61900.506.01100.456.01800.506.0
T9335 1.61650.506.0950.456.0
CNMG 190608E-RM
T5305 0.82600.407.52450.407.5
T5315 0.82300.407.52150.407.5
T7335 0.81550.407.51200.367.5
T9315 0.82100.407.51950.407.5
T9325 0.81900.407.51100.367.51800.407.5
T9335 0.81600.407.5950.367.5
230 CNDNKNLNRNSNTNVNWN
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap
0,35 0, 3 19° 1 S
Product
9
CNMG 190612E-RM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.

RE PMKNSH
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
T5305 1.22600.457.52450.457.5
T5315 1.22400.457.52250.457.5
T6310 1.21550.457.51100.417.51250.457.5
T7325 1.21700.457.51300.417.5
T7335 1.21600.457.51200.417.5
T8330 1.21550.457.5900.417.51450.457.5
T8430 1.21500.457.5800.417.51250.457.5
T9310 1.22200.457.52050.457.5
T9315 1.22100.457.51950.457.5
T9325 1.21850.457.51100.417.51750.457.5
T9335 1.21650.457.5950.417.5
CNMG 190616E-RM
T5305
1.62650.507.52500.507.5
T5315 1.62400.507.52250.507.5
T6310 1.61550.507.51100.457.51250.507.5
T7325 1.61750.507.51350.457.5
T7335 1.61600.507.51200.457.5
T9310 1.62250.507.52100.507.5
T9315 1.62100.507.51950.507.5 T9325 1.61900.507.51100.457.51800.507.5 T9335 1.61600.507.5950.457.5
CNMG 250924E-RM
T7325 2.41050.8012.0800.7212.0
T7335 2.41000.8012.0750.7212.0
T9226 2.4900.8012.0500.7212.0850.8012.0
T9315 2.41200.8012.01100.8012.0 T9325 2.41050.8012.0600.7212.0950.8012.0 T9335 2.4850.8012.0500.7212.0 14,5°
1,94 E
SFgeometrywithpositivedesignforfine-finishmachiningofthinwallsandcontinuouscuts.
CNMG 120404E-SF H07 0.4900.141.01450.151.04700.181.0450.120.8
T6310 0.41800.151.01250.141.01450.151.05400.181.0500.120.8350.151.0
T7325 0.42050.171.01550.151.0650.150.8
T7335 0.42000.171.01550.151.0650.150.8
T8315 0.41950.151.01150.141.01850.151.05850.181.0450.120.8350.151.0
T8330 0.41800.151.01050.141.01700.151.05400.181.0450.120.8350.151.0
T8430 0.42200.151.01200.141.01800.151.06000.181.0450.120.8350.151.0
T9315 0.43000.151.02850.151.0600.151.0
T9325 0.42550.171.01500.151.02400.171.0550.150.8
CNMG 120408E-SF
H07
0.8950.181.01550.201.04950.241.0500.140.8
T6310 0.82000.201.01400.181.01600.201.06000.241.0600.140.8400.151.0
T7325 0.82300.201.01750.181.0700.160.8
T7335 0.82200.201.01700.181.0700.160.8
T8315 0.82100.201.01250.181.01950.201.06300.241.0500.140.8400.151.0
T8330 0.82000.201.01200.181.01900.201.06000.241.0500.140.8400.151.0
T8430 0.82300.201.01250.181.01850.201.06300.241.0450.140.8350.151.0
T9315 0.83150.201.02950.201.0600.151.0
T9325 0.82800.201.01650.181.02650.201.0600.160.8
CNMG 120412E-SF
T6310
1.21900.251.51350.231.51500.251.55700.301.5550.181.2350.151.0
T7325 1.22200.251.51700.231.5700.181.2
T8315 1.22000.251.51200.231.51900.251.56000.301.5500.181.2400.151.0 T8430 1.22100.251.51150.231.51750.251.55850.301.5450.181.2350.151.0
231 CNDNKNLNRNSNTNVNWN
Product
9
CNMG 120404E-SM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
SMgeometrywithpositivedesignformediummachining,andcontinuoustointerruptedcuts.
T6310 0.41550.222.01100.202.01250.222.04650.262.0450.201.6300.151.0
T7325 0.41750.222.01350.202.0550.201.6
T7335 0.41700.222.01300.202.0550.201.6
T8330 0.41550.222.0900.202.01450.222.04650.262.0350.201.6300.151.0
T8430 0.41700.222.0900.202.01350.222.04650.262.0350.201.6250.151.0
T9315 0.42450.202.02300.202.0450.151.0
T9325 0.42100.222.01250.202.01950.222.0450.201.6
CNMG 120408E-SM
T6310 0.81750.252.01250.232.01400.252.05250.302.0500.201.6350.151.0
T7325 0.82000.252.01550.232.0650.201.6
T7335 0.81900.252.01450.232.0600.201.6
T8330 0.81750.252.01050.232.01650.252.05250.302.0400.201.6350.151.0
T8430 0.81950.252.01050.232.01600.252.05400.302.0400.201.6300.151.0
T9315 0.82650.252.02500.252.0500.151.0
T9325 0.82350.252.01400.232.02200.252.0500.201.6
CNMG 120412E-SM T6310 1.21750.302.01250.272.01400.302.05250.362.0500.241.6350.151.0
T7325 1.21950.302.01500.272.0600.241.6
T7335 1.21900.302.01450.272.0600.241.6
T8330 1.21750.302.01050.272.01650.302.05250.362.0400.241.6350.151.0
T8430 1.21900.302.01050.272.01550.302.05250.362.0400.241.6300.151.0
T9315 1.22600.302.02450.302.0500.151.0
T9325 1.22350.302.01400.272.02200.302.0500.241.6
CNMG 160608E-SM
T7325 0.81850.263.01400.233.0600.232.4
T7335 0.81800.263.01400.233.0550.232.4
T8330 0.81650.263.0950.233.01550.263.04950.313.0400.232.4300.151.0 T8430 0.81800.263.0950.233.01450.263.04950.313.0350.232.4300.151.0
T9325 0.82250.263.01350.233.02100.263.0500.232.4
CNMG 160612E-SM
T6310 1.21700.303.01200.273.01350.303.05100.363.0500.272.4300.151.0
T7325 1.21900.303.01450.273.0600.272.4
T7335 1.21800.303.01400.273.0550.272.4
T9315 1.22500.303.02350.303.0500.151.0 T9325 1.22250.303.01350.273.02100.303.0500.272.4
CNMG 190612E-SM
T6310 1.21650.304.01150.274.01300.304.04950.364.0450.273.2300.151.0 T7325 1.21850.304.01400.274.0600.273.2
T7335 1.21750.304.01350.274.0550.273.2
T9315 1.22450.304.02300.304.0450.151.0 T9325 1.22200.304.01300.274.02050.304.0450.273.2 15° 18°
ER-SIgeometrywithpositiveright-handeddesignforfine-finishtosemi-roughmachining,andcontinuouscuts.


CNMG 120404ER-SI
T7325 0.42200.201.71700.181.7700.181.4
T7335 0.42150.201.71650.181.7650.181.4
T8330 0.41950.201.71150.181.75850.241.7450.181.4
T8430 0.42250.201.71200.181.76150.241.7450.181.4
T9325 0.42700.201.71600.181.7600.181.4
CNMG 120408ER-SI T7325 0.82150.351.71650.321.7650.251.4
T7335 0.82050.351.71550.321.7650.251.4
T8315 0.82050.351.71200.321.76150.421.7500.251.4 T8330 0.81950.351.71150.321.75850.421.7450.251.4 T8430 0.82100.351.71150.321.75850.421.7450.251.4 T9325 0.82550.351.71500.321.7550.251.4 CNMG 120412ER-SI T8430 1.22250.351.71200.321.76150.421.7450.251.4
232 CNDNKNLNRNSNTNVNWN
13° 0,25 5° S RE PMKNSH
E
Product
9
CNMG 120404EL-SI
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
EL-SIgeometrywithpositiveleft-handeddesignforfine-finishtosemi-roughmachining,andcontinuouscuts.



T7325 0.42200.201.71700.181.7700.181.4
T7335 0.42150.201.71650.181.7650.181.4
T8330 0.41950.201.71150.181.75850.241.7450.181.4
T8430 0.42250.201.71200.181.76150.241.7450.181.4
T9325 0.42700.201.71600.181.7600.181.4
CNMG 120408EL-SI T7325 0.82150.351.71650.321.7650.251.4
T7335 0.82050.351.71550.321.7650.251.4
T8315 0.82050.351.71200.321.76150.421.7500.251.4 T8330 0.81950.351.71150.321.75850.421.7450.251.4 T8430 0.82100.351.71150.321.75850.421.7450.251.4 T9325 0.82550.351.71500.321.7550.251.4
CNMG
1.22250.351.71200.321.76150.421.7450.251.4


W-Fwipergeometryforfinetofinishmachiningwithincreasedfeedratesandimprovedsurfacefinish.
CNMG 120408W-F T9315 0.82150.450.82000.450.8 T9325 0.81900.450.81800.450.8
W-Mwipergeometryforsemi-roughtoroughmachiningwithincreasedfeedratesandimprovedsurfacefinish.
CNMG 120408W-M T5315 0.82300.451.52150.451.5 T9315 0.82000.451.51900.451.5 T9325 0.81850.451.51750.451.5
CNMG 120412W-M T5315 1.22300.551.52150.551.5 T9315 1.22000.551.51900.551.5 T9325 1.21800.551.51700.551.5 0,28
W-MRwipergeometryforfinishtoroughmachiningwithincreasedfeedratesandimprovedsurfacefinish.
CNMG 120404W-MR T9315 0.42000.301.51900.301.5 T9325 0.41800.301.51050.271.51700.301.5
CNMG 120408W-MR T5315 0.82300.451.52150.451.5 T9310 0.82150.451.52000.451.5 T9315 0.82000.451.51900.451.5 T9325 0.81850.451.51100.411.51750.451.5
CNMG 120412W-MR T5315 1.22300.551.52150.551.5 T9310 1.22100.551.51950.551.5 T9315 1.22000.551.51900.551.5 T9325 1.21800.551.51050.501.51700.551.5 0,19 9° 28°
W-NMwipergeometryforfinishtoroughmachiningwithincreasedfeedratesandimprovedsurfacefinish.
CNMG 120404W-NM T7325 0.41950.202.11500.182.1600.161.7 T7335 0.41900.202.11450.182.1600.161.7 T9315 0.42700.202.12550.202.1 T9325 0.42400.202.11400.182.12250.202.1500.161.7
233 CNDNKNLNRNSNTNVNWN
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 15° 18° E
W E
120412EL-SI T8430
1,16 19° 0,71 23°
5°
0 3
W S
20°
0,1
6°
S
19°
W
W 1 S
Product
9
Product
CNMG 120408W-NM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH
W-NMwipergeometryforfinishtoroughmachiningwithincreasedfeedratesandimprovedsurfacefinish.
T7325 0.82150.252.11650.232.1650.201.7
T7335 0.82100.252.11600.232.1650.201.7
T9315 0.82900.252.12750.252.1
T9325 0.82600.252.11550.232.12450.252.1550.201.7
CNMG 120412W-NM T7325 1.22150.302.11650.272.1650.241.7
T7335 1.22100.302.11600.272.1650.241.7
T9315 1.22850.302.12700.302.1
T9325 1.22550.302.11500.272.12400.302.1550.241.7 ICD1LS [mm][mm][mm][mm]
120412.7005.1612.904.76 160615.8756.3516.106.35 190619.0507.9419.306.35 250925.4009.1225.809.53
Product
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
DRgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
CNMM 160612E-DR T9315 1.22250.456.02100.456.0 T9325 1.22000.456.01200.416.01900.456.0 T9335 1.21700.456.01000.416.0 CNMM 190608E-DR T9315 0.82150.408.02000.408.0 T9325 0.81900.408.01100.368.01800.408.0 CNMM 190612E-DR T9315 1.22200.458.02050.458.0 T9325 1.21950.458.01150.418.01850.458.0 T9335 1.21700.458.01000.418.0
CNMM 190616E-DR T9325 1.61950.509.01150.459.01850.509.0 T9335 1.61700.509.01000.459.0 34°
14° 12° 0,07 0,4 P
HRgeometryforroughtoheavy-roughmachining,andcontinuoustointerruptedcuts.


CNMM 190616E-HR 6640 1.6750.6010.0450.5410.0700.6010.0 T8345 1.6550.6010.0300.5410.0500.6010.0 T9325 1.61050.6010.0600.5410.0950.6010.0 T9335 1.6800.6010.0450.5410.0
CNMM 190624E-HR T8345 2.4600.6510.0350.5910.0550.6510.0 T9315 2.41150.6510.01050.6510.0 T9325 2.41000.6510.0600.5910.0950.6510.0 T9335 2.4850.6510.0500.5910.0
234 CNDNKNLNRNSNTNVNWN
1 S
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,19 9° 28° W
S RE D 1 L IC 80° CNMM RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 23°
S
0,35
9
Product
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH
HRgeometryforroughtoheavy-roughmachining,andcontinuoustointerruptedcuts.
CNMM 250924E-HR 6640 2.4750.6514.0450.5914.0700.6514.0
T8345 2.4550.6514.0300.5914.0500.6514.0
T9315 2.41100.6514.01000.6514.0 T9325 2.41000.6514.0600.5914.0950.6514.0 T9335 2.4800.6514.0450.5914.0 20°
0,72 S

HR2geometryforroughtoheavy-roughmachining,andcontinuoustointerruptedcuts.

CNMM 190616-HR2 T9226 1.6850.6510.0500.5910.0800.6510.0 T9315 1.61100.6510.01000.6510.0 T9335 1.6800.6510.0450.5910.0
CNMM 190624-HR2 T9226 2.4800.8510.0450.7710.0750.8510.0 T9315 2.41000.8510.0950.8510.0 T9335 2.4750.8510.0450.7710.0
CNMM 250924-HR2 T9315 2.41000.8512.0950.8512.0 T9335 2.4750.8512.0450.7712.0 23° 0,25 S
NRgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
CNMM 120408E-NR 6640
0.81550.403.0900.363.01450.403.0 T7325 0.81750.403.01350.363.0550.282.4 T7335 0.81650.403.01250.363.0500.282.4 T8330 0.81550.403.0900.363.01450.403.0350.282.4 T8430 0.81650.403.0900.363.01350.403.0350.282.4 T9315 0.82150.403.02000.403.0 T9325 0.81950.403.01150.363.01850.403.0400.282.4
CNMM 120412E-NR T7325 1.21850.403.01400.363.0600.282.4
T7335 1.21750.403.01350.363.0550.282.4 T8330 1.21650.403.0950.363.01550.403.0400.282.4 T8430 1.21700.403.0900.363.01350.403.0350.282.4 T9325 1.22050.403.01200.363.01900.403.0450.282.4
NR2geometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
CNMM 120408E-NR2
T7325 0.81650.405.01250.365.0500.284.0
T7335 0.81550.405.01200.365.0500.284.0
T8330 0.81500.405.0900.365.01400.405.0350.284.0
T8430 0.81500.405.0800.365.01250.405.0300.284.0
T9315 0.82050.405.01900.405.0
T9325 0.81850.405.01100.365.01750.405.0400.284.0
CNMM 120412E-NR2
T7335 1.21550.455.01200.415.0500.324.0
T8330 1.21500.455.0900.415.01400.455.0350.324.0
T8430 1.21500.455.0800.415.01250.455.0300.324.0
T9315 1.22050.455.01900.455.0
T9325 1.21850.455.01100.415.01750.455.0400.324.0
CNMM 160608E-NR2
T8330 0.81450.406.0850.366.01350.406.0350.324.8
T8430 0.81500.406.0800.366.01250.406.0300.324.8
T9325 0.81800.406.01050.366.01700.406.0400.324.8
235 CNDNKNLNRNSNTNVNWN
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 34° 14° 12° 0,07 0,4 P
0,13 15° 21° 0, 41 P
9
Product
CNMM 160612E-NR2
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
NR2geometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
T7325 1.21650.456.01250.416.0500.364.8
T7335 1.21550.456.01200.416.0500.364.8
T8330 1.21450.456.0850.416.01350.456.0350.364.8
T8430 1.21500.456.0800.416.01250.456.0300.364.8
T9315 1.22050.456.01900.456.0
T9325 1.21850.456.01100.416.01750.456.0400.364.8
CNMM 160616E-NR2
CNMM 190612E-NR2
T7325 1.61650.506.01250.456.0500.404.8
T7335 1.61600.506.01200.456.0500.404.8
T9325 1.61800.506.01050.456.01700.506.0400.404.8
T7325 1.21550.459.01200.419.0500.367.2
T7335 1.21450.459.01100.419.0450.367.2
T8330 1.21400.459.0800.419.01300.459.0350.367.2
T8430 1.21400.459.0750.419.01150.459.0300.367.2
T9325 1.21750.459.01050.419.01650.459.0350.367.2
CNMM 190616E-NR2 T7325 1.61600.509.01200.459.0500.407.2
T7335 1.61500.509.01150.459.0450.407.2
T8330 1.61400.509.0800.459.01300.509.0350.407.2
T8430 1.61400.509.0750.459.01150.509.0300.407.2
T9315 1.61950.509.01850.509.0 T9325 1.61750.509.01050.459.01650.509.0350.407.2
CNMM 190624E-NR2
CNMM 250924E-NR2
T7335 2.41300.809.01000.729.0400.567.2 T9325 2.41500.809.0900.729.01400.809.0300.567.2
T7325 2.41000.8012.0750.7212.0300.569.6 T7335 2.4950.8012.0700.7212.0300.569.6 T8430 2.4800.8012.0450.7212.0650.8012.0150.569.6 T9315 2.41100.8012.01000.8012.0 T9325 2.41000.8012.0600.7212.0950.8012.0200.569.6
NRMgeometrywithpositivedesignforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.


CNMM 250924-NRM T7325 2.4950.7010.0700.6310.0300.498.0 T7335 2.4900.7010.0700.6310.0250.498.0 T9315 2.41150.7010.01050.7010.0
ORgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
CNMM 120408E-OR T8330 0.81500.405.0900.365.01400.405.0350.284.0 T8430 0.81500.405.0800.365.01250.405.0300.284.0 T9315 0.82050.405.01900.405.0 T9325 0.81850.405.01100.365.01750.405.0400.284.0 T9335 0.81600.405.0950.365.0350.284.0
CNMM 120412E-OR T9315 1.22050.455.01900.455.0
T9325 1.21850.455.01100.415.01750.455.0400.364.0 T9335 1.21650.455.0950.415.0350.364.0
CNMM 120416E-OR T9325 1.61900.505.01100.455.01800.505.0400.404.0 T9335 1.61650.505.0950.455.0350.404.0
CNMM 160608E-OR T9315 0.82050.406.01900.406.0
T9325 0.81800.406.01050.366.01700.406.0400.324.8 T9335 0.81600.406.0950.366.0350.324.8
CNMM 160612E-OR T8430 1.21500.456.0800.416.01250.456.0300.364.8
T9315 1.22050.456.01900.456.0
T9325 1.21850.456.01100.416.01750.456.0400.364.8
236 CNDNKNLNRNSNTNVNWN
RE PMKNSH
15° 21°
P
0,13
0, 41
0,11 0,3 4 6° 20° 21° S
4° 18° 0 1÷ 0,15 0,2 2÷ 0 4 5 P
9
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
ORgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
CNMM 160616E-OR T9315 1.62050.506.01900.506.0
T9325 1.61800.506.01050.456.01700.506.0400.404.8
CNMM 190612E-OR T8330 1.21400.459.0800.419.01300.459.0350.367.2
T8430 1.21400.459.0750.419.01150.459.0300.367.2
T9315 1.21950.459.01850.459.0
T9325 1.21750.459.01050.419.01650.459.0350.367.2
T9335 1.21500.459.0900.419.0300.367.2
CNMM 190616E-OR T8330 1.61400.509.0800.459.01300.509.0350.407.2 T8345 1.61200.509.0700.459.01100.509.0300.407.2 T8430 1.61400.509.0750.459.01150.509.0300.407.2
T9315 1.61950.509.01850.509.0
T9325 1.61750.509.01050.459.01650.509.0350.407.2
T9335 1.61550.509.0900.459.0300.407.2
CNMM 190624E-OR T9315 2.41650.809.01550.809.0 T9325 2.41500.809.0900.729.01400.809.0300.567.2
CNMM 250924E-OR T8330 2.4751.0012.0450.9012.0701.0012.0150.709.6 T8430 2.4751.0012.0400.9012.0601.0012.0150.709.6 T9315 2.41001.0012.0951.0012.0 T9325 2.4951.0012.0550.9012.0901.0012.0200.709.6 T9335 2.4751.0012.0450.9012.0150.709.6
OR1geometryforsemi-roughtoheavy-roughmachining,andcontinuoustointerruptedcuts.
CNMM 190616E-OR1
1.61550.509.0900.459.0300.357.2
Geometry923forsemi-roughtoheavy-roughmachining,andcontinuoustoheavyinterruptedcuts.

CNMM 250924S-923 T8330 2.4750.8512.0450.7712.0700.8512.0150.609.6 T8430 2.4750.8512.0400.7712.0600.8512.0150.609.6 T9335 2.4750.8512.0450.7712.0150.609.6

237 CNDNKNLNRNSNTNVNWN
4° 18° 0,1÷ 0,15 0,2 2÷ 0,4 5 P
4°
22°
0, 3 8
S
T9325 1.61750.509.01050.459.01650.509.0350.357.2 T9335
8°30´ 20° 2,24 0,6 0,83 S
Product
9
238 CNDNKNLNRNSNTNVNWN ICD1LS [mm][mm][mm][mm]
80° S RE D 1 L IC CNGA CER RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC T CNGA 120404 T02020 TC100
CNGA 120408 T01020 TC100
CNGA 120412 T01020 TC100
ICLS [mm][mm][mm]
80° S RE L IC CNGN CER RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC T
T01020 TC100
CNGN
TC100
CNGN
T01020 TC100
Product
Product
9
120412.7005.1612.904.76
0.45900.102.0
0.85500.202.0
1.25400.252.0
120412.70012.904.76 120712.70012.907.94
CNGN 120408
0.85500.202.0
120708 T01020
0.85500.202.0
120712
1.25400.252.0
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Formachiningwithhighspeedsandcontinuouscuts.
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Formachiningwithhighspeedsandcontinuouscuts.
239 CNDNKNLNRNSNTNVNWN ICD1LS [mm][mm][mm][mm] 120412.7005.1612.904.76 80° S RE D 1 L IC CNGA CBN RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC S CNGA 120404S01020B TB310
CNGA 120408S01020B TB310
Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
9
0.45100.100.41350.070.31050.151.0
0.85300.150.61400.110.51100.151.0
Forfinishmachiningandcontinuouscuts.
HBHFWFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°]
DCBNR 2020 K 12 2020201712534.2-6-60.43GI043DC12AT001
DCBNR 2525 M 12 2525252215034.6-6-60.76GI043DC12AT001
DCBNR 3225 P 12 3225322217034.6-6-61.09GI043DC12AT001
DCBNR 2525 M 16 2525252215041.5-6-60.80GI050DC16AT005
DCBNR 3225 P 16 3225322217032-6-61.11GI050DC16AT005
DCBNR 3232 P 19 3232322717046.1-6-61.39GI042DC19–
DCBNR
4040403525046.7-6-63.16GI042DC19–
DCBNL 2020 K 12 2020201712534.2-6-60.43GI043DC12AT001
DCBNL 2525 M 12 2525252215034.6-6-60.76GI043DC12AT001
DCBNL
3225322217034.6-6-61.09GI043DC12AT001
DCBNL 2525 M 16 2525252215041.5-6-60.79GI050DC16AT005

DCBNL
3225322217032-6-61.11GI050DC16AT005
3232322717046.1-6-61.39GI042DC19–
240 P M K N S H
H B
DCBN(RL) EXT
WF 75°
HF LF LH
4040 S 19
3225 P 12
16
3225 P
19
GI042CN..1906.. GI043CN..1204.. GI050CN..1606.. Nm DC12DCS123.9DCS234-01US2002-T15PFLAGT15P/3,5 DC16DCS166.4DCS234-03US2007-T20PLKT20P DC19DCS196.4DCS236-01US2007-T20PLKT20P CNDNKNLNRNSNTNVNWN External Double Clamp Turning Holder with 75° Cutting Angle for CN.. Insert ExternalRight/Lefthanddoubleclamp75°toolholder.Suitedforlongitudinalandfaceturningwithoutshoulderandchamferingwithnegative CN..12upto19sizeinserts.Availablewithshanks20x20upto40x40mm.Bodytreatedforlongertoollife. Product 9
DCBNL 3232 P
AT001aCN..1207..DCS234-02
AT005aCN..1607..DCS234-04
AT001bCERCN.N1204..DCS12C4
AT001cCERCN.A1204..DCS12C2
AT005bCERCN.N1606..DCS16C4
AT005cCERCN.A1606..DCS16C2
241
CNDNKNLNRNSNTNVNWN 9
HBHFWFLFLHHBKWLAMSGAMO kg [mm][mm][mm][mm][mm][mm][mm][°][°]

2020202512521.24.5-6-60.46GI043DC12AT001
2525253215021.1–-6-60.80GI043DC12AT001
3232324017026–-6-61.46GI050DC16AT005 DCKNL
3232324017026–-6-61.46GI050DC16AT005
242 P M K N S H WF H B 75 ° HF
LF HBKW DCKN(RL) EXT
LH
DCKNR 2020 K 12
12
16
2020 K 12
M 12
P 12
P 16
GI043CN..1204.. GI050CN..1606.. Nm DC12DCS123.9DCS234-01US2002-T15PFLAGT15P/3,5 DC16DCS166.4DCS234-03US2007-T20PLKT20P AT001aCN..1207..DCS234-02 AT005aCN..1607..DCS234-04 AT001bCERCN.N1204..DCS12C4 AT001cCERCN.A1204..DCS12C2 AT005bCERCN.N1606..DCS16C4 AT005cCERCN.A1606..DCS16C2 CNDNKNLNRNSNTNVNWN External Double Clamp Holder, 75° (Face) Cutting Angle for CN.. Insert ExternalRight/Lefthanddoubleclamp75°toolholder.SuitedforfaceturningandoccasionallychamferingwithnegativeCN..12or16size inserts.Availablewithshanks20x20upto32x32mm.Bodytreatedforlongertoollife. Product 9
DCKNR 2525 M 12
DCKNR 3225 P
3225323217021.1–-6-61.14GI043DC12AT001 DCKNR 3232 P
2020202512521.24.5-6-60.46GI043DC12AT001 DCKNL 2525
2525253215021.1–-6-60.80GI043DC12AT001 DCKNL 3225
3225323217021.1–-6-61.13GI043DC12AT001 DCKNL 3232
External Double Clamp Turning Holder with 95° Cutting Angle for CN.. Insert

ExternalRight/Lefthanddoubleclamp95°toolholder.Suitedforlongitudinalturning,chamferingandfacingwithshoulder,usingnegativeCN.. 09upto19sizeinsertsandavailablein16x16upto40x40mmshanks.Bodytreatedforlongertoollife.
HBHFWFLFLHHBKWLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][mm][°][°]
DCLNR 1616 H 09 1616162010025–-6-60.27GI133DC09–
DCLNR 2020 K 09 2020202512525–-6-60.44GI133DC09–
DCLNR 2525 M 09 2525253215025–-6-60.78GI133DC09–
DCLNR 1616 H 12 1616162010032.34.5-6-60.26GI043DCI12AT001
DCLNR 2020 K 12 2020202512530–-6-60.44GI043DC12AT001
DCLNR 2525 M 12 2525253215030–-6-60.78GI043DC12AT001
DCLNR 3225 P 12 3225323217030–-6-61.10GI043DC12AT001
DCLNR 2525 M 16 2525253215039–-6-60.81GI050DC16AT005
DCLNR 3225 P 16 3225323217035–-6-61.20GI050DC16AT005
DCLNR 3232 P 19 3232324017040–-6-61.55GI042DC19–
DCLNR 4040 S 19 4040405025043.4–-6-63.26GI042DC19–
DCLNL 1616 H 09 1616162010024.8–-6-60.22GI133DC09–
DCLNL 2020 K 09 2020202512524.8–-6-60.42GI133DC09–
DCLNL 2525 M 09 2525253215024.8–-6-60.76GI133DC09–
DCLNL 1616 H 12 1616162010032.24.5-6-60.26GI043DCI12AT001
DCLNL 2020 K 12 2020202512532–-6-60.44GI043DC12AT001
DCLNL 2525 M 12 2525253215032–-6-60.78GI043DC12AT001
DCLNL 3225 P 12 3225323217032–-6-61.10GI043DC12AT001
DCLNL 2525 M 16 2525253215039–-6-60.81GI050DC16AT005
DCLNL 3225 P 16 3225323217039–-6-61.20GI050DC16AT005
DCLNL 3232 P 19 3232324017043.2–-6-61.51GI042DC19–
DCLNL 4040 S 19 4040405025043.4–-6-63.26GI042DC19–
243 P M K N S H
H B
DCLN(RL)
WF 95° 95°
HF LH LF HBKW
EXT
GI042CN..1906.. GI043CN..1204.. CNDNKNLNRNSNTNVNWN
Product 9
GI050CN..1606.. GI133CN..0903.. Nm
DC09DCS091.7DCS236-04US2004-T09PFLAGT09P DC12DCS123.9DCS234-01US2002-T15PFLAGT15P/3,5 DC16DCS166.4DCS234-03US2007-T20PLKT20P DC19DCS196.4DCS236-01US2007-T20PLKT20P DCI12DCS123.9DCS236-03US2002-T15PFLAGT15P/3,5
AT001aCN..1207..DCS234-02
AT005aCN..1607..DCS234-04
AT001bCERCN.N1204..DCS12C4
AT001cCERCN.A1204..DCS12C2
AT005bCERCN.N1606..DCS16C4
AT005cCERCN.A1606..DCS16C2
244
CNDNKNLNRNSNTNVNWN 9
ExternalRight/Lefthandleverlock75°toolholder.Suitedforexternalchamfering,taperandlongitudinalturningwithoutshoulder,usingnega tiveCN..12,16,19or25sizeinserts.Availablein20x20upto50x50mmshanks.Bodytreatedforlongertoollife.
PCBNR
PCBNR
PCBNR
PCBNR
PCBNR
PCBNR
PCBNR
PCBNR
PCBNL
PCBNL
PCBNL
PCBNL

HBHFWFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°]
2020201712536-6-60.43GI043PC22
2525252215036-6-60.63GI043PC20
3225322217036-6-60.70GI043PC20
3232322717040-6-61.36GI050PC40
3232322717045-6-61.10GI042PC50
4040403525045-6-63.15GI042PC50
4040403525045-6-63.10GI062PC60
5050504330050-6-65.80GI062PC60
2020201712536-6-60.38GI043PC22
2525252215036-6-60.73GI043PC20
3225322217036-6-60.70GI043PC20
3232322717045-6-61.10GI042PC50 PCBNL
5050504330050-6-65.80GI062PC60
245 P M K N S H
WF B H
PCBN(RL) EXT
75°
HF LF LH
2020 K 12
M 12
2525
P 12
3225
3232 P 16
3232 P 19
4040 S 19
4040 S 25
5050 T 25
2020 K 12
2525 M 12
3225 P 12
3232 P 16
3232 P 19
4040 S 19
4040 S 25
5050 T 25
GI042CN..1906.. GI043CN..1204.. GI050CN..1606.. GI062CN..2509.. Nm
CNDNKNLNRNSNTNVNWN
3232322717040-6-61.25GI050PC40 PCBNL
4040403525045-6-63.15GI042PC50 PCBNL
4040403525045-6-63.15GI062PC60 PCBNL
PC20CNU120312PU02US356.0M8x122.5NT05MT05HXK4 PC22CNU120312PU02US426.0M8x121NT05MT05HXK4 PC40CNU150312PU04US366.0M8x126NT07MT07HXK4 PC50CNU190416PU05US388.0M10x129NT06MT06HXK5 PC60CNU250620PU06US398.0M10x133NT08MT08HXK5
External Lever Lock Turning Holder with 75° Cutting Angle for CN.. Insert
Product 9
PCKNR 2020 K 12 2020202512536-6-60.42GI043PC22
PCKNR
PCKNR
PCKNR
PCKNR
PCKNR
2525253215036-6-60.79GI043PC20
3225323217036-6-60.85GI043PC20
4040405025045-6-63.25GI042PC50
2020202512536-6-60.42GI043PC22
2525253215036-6-60.78GI043PC20
3232324017040-6-61.40GI050PC40

246 P M K N S H 75° WF B H HF LF LH OAL PCKN(RL) EXT
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
2525 M 12
3225 P 12
3232 P 16 3232324017040-6-61.43GI050PC40
3232 P 19 3232324017045-6-61.40GI042PC50
19
4040 S
K 12
PCKNL 2020
M 12
PCKNL 2525
P 12
P 16
PCKNL 3225
3225323217036-6-61.15GI043PC20 PCKNL 3232
P 19
S 19
GI050CN..1606.. Nm
CNDNKNLNRNSNTNVNWN
Cutting Angle for CN.. Insert
Product 9
PCKNL 3232
3232324017045-6-61.40GI042PC50 PCKNL 4040
4040405025045-6-63.27GI042PC50 GI042CN..1906.. GI043CN..1204..
PC20CNU120312PU02US356.0M8x122.5NT05MT05HXK4 PC22CNU120312PU02US426.0M8x121NT05MT05HXK4 PC40CNU150312PU04US366.0M8x126NT07MT07HXK4 PC50CNU190416PU05US388.0M10x129NT06MT06HXK5
External Lever Lock Holder, 75° (Face Turning)
ExternalRight/Lefthandleverlock75°toolholder.SuitedforexternalchamferingandfaceturningwithshoulderusingnegativeCN..12,16or 19sizeinserts.Availablein20x20upto40x40mmshanks.Bodytreatedforlongertoollife.
External Lever Lock Turning Holder with 95° Cutting Angle for CN.. Insert

ExternalRight/Lefthandleverlock95°toolholder.Suitedforexternaltaper,face,longitudinalwithshoulderturningandchamferingwithnega tiveCN..12,16,19or25sizeinserts.Availablein20x20upto50x50mmshanks.Bodytreatedforlongertoollife.
HBHFWFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°]
PCLNR 2020 K 12 2020202512536-6-60.44GI043PC22
PCLNR 2525 M 12 2525253215036-6-60.68GI043PC20
PCLNR 3225 P 12 3225323217036-6-60.98GI043PC20
PCLNR 3225 P 16 3225323217040-6-61.10GI050PC40
PCLNR 3232 P 19 3232324017045-6-61.40GI042PC50
PCLNR 4040 R 19 4040405020045-6-62.50GI042PC50
PCLNR 4040 S 19 4040405025045-6-63.19GI042PC50
PCLNR 4040 S 25 4040405025045-6-63.15GI062PC60
PCLNR 5050 T 25 5050506030050-6-65.90GI062PC60
PCLNL 2020 K 12 2020202512536-6-60.42GI043PC22
PCLNL 2525 M 12 2525253215036-6-60.75GI043PC20
PCLNL 3225 P 12 3225323217036-6-61.10GI043PC20
PCLNL
PCLNL 3232 P
PCLNL 4040 R
3225323217040-6-61.10GI050PC40
3232324017045-6-61.42GI042PC50
4040405020045-6-62.60GI042PC50
PCLNL 4040 S 19 4040405025045-6-63.19GI042PC50
PCLNL 4040 S 25 4040405025045-6-62.45GI062PC60
PCLNL 5050 T 25 5050506030050-6-65.90GI062PC60
247 P M K N S H
B
95° 95° WF
H HF LH
LF PCLN(RL) EXT
3225 P 16
19
19
GI042CN..1906.. GI043CN..1204.. GI050CN..1606.. GI062CN..2509.. CNDNKNLNRNSNTNVNWN
Product 9
PC20CNU120312PU02US356.0M8x122.5NT05MT05HXK4
PC22CNU120312PU02US426.0M8x121NT05MT05HXK4
PC40CNU150312PU04US366.0M8x126NT07MT07HXK4
PC50CNU190416PU05US388.0M10x129NT06MT06HXK5
PC60CNU250620PU06US398.0M10x133NT08MT08HXK5
248 Nm
CNDNKNLNRNSNTNVNWN 9
EXT
Ext. PSC Quick Change Tool, Double Clamp, 95° Cutting Angle for CN.. Insert

KAPR
KAPR
Product 9
LF DCON MS
[mm][mm][mm][mm][mm][°][°][°]
GI042CN..1906.. GI043CN..1204.. GI050CN..1606.. CNDNKNLNRNSNTNVNWN
C3-DCLNR-22045-12 3260121224595-6-6 ü 0.25GI043C-DC12AT001 C4-DCLNR-27050-12 40110140275095-6-6 ü 0.44GI043C-DC12AT001 C4-DCLNR-27055-16 40125145275595-6-6 ü 0.47GI050C-DC16AT005 C5-DCLNR-35060-12 50110165356095-6-6 ü 0.79GI043C-DC12AT001 C5-DCLNR-35060-16 50125165356095-6-6 ü 0.80GI050C-DC16AT005 C6-DCLNR-45065-12 63110190456595-6-6 ü 1.32GI043C-DC12AT001 C6-DCLNR-45065-16 63125190456595-6-6 ü 1.34GI050C-DC16AT005 C6-DCLNR-45065-19 6381190456595-6-6 ü 1.34GI042C-DC19–C8-DCLNR-55080-19 80100250558095-6-6 ü 2.58GI042C-DC19–
C4-DCLNL-27050-12 40110140275095-6-6 ü 0.44GI043C-DC12AT001
249 P M K N S H
WF
DMINP DMIN C.-DCLN(RL)
DCON MSDMINDMINPWFLFKAPRLAMSGAMO kg
C4-DCLNL-27055-16 40125145275595-6-6 ü 0.48GI050C-DC16AT005 C5-DCLNL-35060-12 50110165356095-6-6 ü 0.79GI043C-DC12AT001 C5-DCLNL-35060-16 50125165356095-6-6 ü 0.80GI050C-DC16AT005 C6-DCLNL-45065-12 63110190456595-6-6 ü 1.32GI043C-DC12AT001 C6-DCLNL-45065-16 63125190456595-6-6 ü 1.34GI050C-DC16AT005 C6-DCLNL-45065-19 6381190456595-6-6 ü 1.34GI042C-DC19–C8-DCLNL-55080-16 80125250558095-6-6 ü 2.58GI050C-DC16AT005 C8-DCLNL-55080-19 80100250558095-6-6 ü 2.58GI042C-DC19–
ExternalRight/Lefthanddoubleclamptool,throughcoolant,with95˚cuttingangleforlongitudinalturning,chamferingandfaceturningwith shoulder,usingnegativeCN..12upto19sizeinserts.AvailablewithPSC(PolygonShankCoupling)C3uptoC8.Bodytreatedforlongertoollife.
C-DC12DCS123.9DCS234-01US2002-T15PFLAGT15P/3,5CN045-01 C-DC16DCS166.4DCS234-03US2007-T20PLKT20PCN045-01 C-DC19DCS196.4DCS236-01US2007-T20PLKT20PCN045-01 AT001aCN..1207..DCS234-02
AT005aCN..1607..DCS234-04
AT001bCERCN.N1204..DCS12C4
AT001cCERCN.A1204..DCS12C2
AT005bCERCN.N1606..DCS16C4
AT005cCERCN.A1606..DCS16C2
250
Nm
CNDNKNLNRNSNTNVNWN 9

251 P M K DKHR+KHP-CBNRDKHR+KHP-CBNL CRP 45° WF LF 75° KHP-CBN(RL) WFLFLAMSGAMO
GI062CN..2509.. Nm PC60CNU250620PU06US398.0M10x133NT08MT08HXK5 CNDNKNLNRNSNTNVNWN
KHP Lever Lock Turning Cartridge, 75° Cutting Angle for CN.. Inserts
Product 9
kg [mm][mm][°][°] KHP-CBNR 25 3247-6-61.54GI062PC60 KHP-CBNL 25 3247-6-61.56GI062PC60
Modular
DovetailedRight/Lefthandleverlockturningcartridge,75°CuttingAngle,formountingonDKHtoolholdershank.Suitedforheavylongitudinal turningwithoutshoulder,faceturning,taperandchamferturningwithnegativeCN..25inserts.Toolholdertreatedforlongertoollife.
KHP-CLNR 19 3545-6-61.30GI042PC50 KHP-CLNR 25 3545-6-61.25GI062PC60 KHP-CLNL 19 3545-6-61.30GI042PC50 KHP-CLNL 25 3545-6-61.25GI062PC60

252 P M K DKHR+KHP-CLNR CRP 45° WF LF 95° 95° KHP-CLN(RL) WFLFLAMSGAMO kg
[mm][mm][°][°]
GI042CN..1906.. GI062CN..2509.. Nm PC50CNU190416PU05US388.0M10x129NT06MT06HXK5 PC60CNU250620PU06US398.0M10x133NT08MT08HXK5 CNDNKNLNRNSNTNVNWN Modular KHP Lever Lock Turning Cartridge, 95° Cutting Angle for CN.. Inserts DovetailedRight/Lefthandleverlockturningcartridge,95°CuttingAngle,formountingonDKHtoolholdershank.Suitedforheavylongitudinal turningwithshoulder,faceturningwithshoulder,taperandchamferturningwithnegativeCN..19or25insert.Toolholdertreatedforlonger toollife. Product 9
External Tool Holder Shank for KHP/KHS Heavy Turning Cartridges

DovetailedRight/LefthandmodulartoolshankforKHP/KHScartridges.Suitedforheavyturningapplications.Availablewithshanksize40x50up to60x80mm.Bodytreatedforlongertoollife.
HBLFOALLH kg [mm][mm][mm][mm][mm]
DKHR 4050 V 40504004251007.10GI098DKH10
DKHR 5060 W 506045047511011.30GI098DKH10
DKHR 6080 W-A 60804504859019.65GI098DKH10
DKHL 4050 V 40504004251007.10GI098DKH10
DKHL 5060 W 506045047511011.30GI098DKH10
DKHL 6080 W-A 60804504859019.28GI098DKH10 GI098KHPKHS DKH10SR14HXK10
253
CRP LF B 45° H OAL LH DKH(RL)
CNDNKNLNRNSNTNVNWN
9
Product
A25T-DCLNR 09 2532172311.530031-11-6 ü 1.13GI133DC09
A25T-DCLNR 12 2532172311.530031-12-6 ü 1.12GI043DCI12
A32T-DCLNR 12 324022301530030-10-6 ü 1.68GI043DCI12
A40T-DCLNR 12 4050273718.530032-15-6 ü 2.56GI043DC12
A25T-DCLNL 09 2532172311.530031-11-6 ü 1.12GI133DC09
A25T-DCLNL 12 2532172311.530031-12-6 ü 1.11GI043DCI12
A32T-DCLNL 12 324022301530030-10-6 ü 1.68GI043DCI12 A40T-DCLNL 12 4050273718.530032-15-6 ü 2.56GI043DC12

254 P M K N S H WF 95° H 95° DMIN LF DCON MS HF LH DCLN(RL) INT
DCON MSDMINWFHHFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][mm][°][°]
GI043CN..1204.. GI133CN..0903.. Nm DC09DCS091.7DCS236-04US2004-T09PFLAGT09P DC12DCS123.9DCS234-01US2002-T15PFLAGT15P/3,5 DCI12DCS123.9DCS236-03US2002-T15PFLAGT15P/3,5 CNDNKNLNRNSNTNVNWN Internal Double Clamp Boring Bar with 95° Cutting Angle for CN.. Insert InternalRight/Lefthanddoubleclampboringbar,throughcoolant,95˚cuttingangleforCN..09and12inserts.Minimuminternalturning diameterØ32mm.Forinternaltaperandlongitudinalturningwithshoulderandchamferturning.AvailablewithshanksizeØ25uptoØ40mm.
Product 9
Bodytreatedforlongertoollife.
Internal Lever Lock Boring Bar with 95° Cutting Angle for CN.. Insert
InternalRight/Lefthandleverlockboringbar,throughcoolantavailable,95˚cuttingangleforCN..09,12,16and19inserts.Minimuminternal turningdiameterØ20mm.Forinternaltaperandlongitudinalturningwithshoulderandchamferturning.Ø16toØ60mmshanksavailable. Bodytreatedforlongertoollife.
[mm][mm][mm][mm][mm][mm][°][°]
A16M-PCLNR 09 1620111515150-13.5-5 ü 0.22GI133PC09 A20Q-PCLNR 09 2025131818180-13.5-5 ü 0.36GI133PC09
A25R-PCLNR 12 2532172323200-13-7 ü 0.65GI043PC25 S25T-PCLNR 12 2532172323300-13-7–1.10GI043PC25 A32S-PCLNR 12 3240223030250-12-6 ü 1.48GI043PC21 A40T-PCLNR 12 4050273838300-12-6 ü 2.40GI043PC20 A40T-PCLNR 16 4050273838300-12-6 ü 2.90GI050PC41
A50U-PCLNR 16 5063354748.5350-12-6 ü 5.20GI050PC40 A60V-PCLNR 16 6080435758.5400-12-6 ü 8.70GI050PC40 A50U-PCLNR 19 5063354748.5350-12-6 ü 5.20GI042PC50
A60V-PCLNR 19 6080435758.5400-12-6 ü 8.22GI042PC50
A16M-PCLNL 09 1620111515150-13.5-5 ü 0.20GI133PC09
A20Q-PCLNL 09 2025131818180-13.5-5 ü 0.34GI133PC09
A25R-PCLNL 12 2532172323200-13-7 ü 0.65GI043PC25
S25T-PCLNL 12 2532172323300-13-7–1.15GI043PC25
A32S-PCLNL 12 3240223030250-12-6 ü 1.48GI043PC21
A40T-PCLNL 12 4050273838300-12-6 ü 2.58GI043PC20 A40T-PCLNL 16 4050273838300-12-6 ü 2.58GI050PC41

A50U-PCLNL 16 5063354748.5350-12-6 ü 4.95GI050PC40
A60V-PCLNL 16 6080435758.5400-12-6 ü 8.70GI050PC40
A50U-PCLNL 19 5063354748.5350-12-6 ü 5.20GI042PC50
A60V-PCLNL 19 6080435758.5400-12-6 ü 8.40GI042PC50
255 P M K N S H B H WF 95° DMIN 95° LF DCON MS HF B H WF 95° DMIN 95° LF DCON MS HF PCLN(RL) INT
DCON MSDMINWFHBLFLAMSGAMO kg
GI042CN..1906.. GI043CN..1204.. CNDNKNLNRNSNTNVNWN
9
Product
GI050CN..1606..
GI133CN..0903.. Nm
PC09–PU8451PS82902.0M512–HXK2
PC20CNU120312PU02US356.0M8x122.5NT05MT05HXK4
PC21CNU120312PU02US416.0M8x117NT05MT05HXK4
PC25–PU32US465.0M6x0.7513.2–HXK3
PC40CNU150312PU04US366.0M8x126NT07MT07HXK4
PC41CNU150312PU04US406.0M8x120.5NT07MT07HXK4
PC50CNU190416PU05US388.0M10x129NT06MT06HXK5
256
CNDNKNLNRNSNTNVNWN 9
ofinternalturningapplications,minimumdiameterØ25mm.PSCshank(PolygonShankCoupling)sizeC4uptoC6withchoiceoflengths.Body treatedforlongertoollife.
C4-DCLNR-13080-09 40251380572095-14-6 ü 0.43GI133DC09 C4-DCLNR-17090-12 40321790682595-12-6 ü 0.53GI043DCI12 C5-DCLNR-17090-12 50321790662595-12-6 ü 0.72GI043DCI12 C6-DCLNR-17100-12 633217100722595-12-6 ü 1.15GI043DCI12 C6-DCLNR-27140-16 6350271401144095-16-6 ü 1.81GI050DC16 C4-DCLNL-17090-12 40321790682595-12-6 ü 0.53GI043DCI12 C5-DCLNL-17090-12 50321790662595-12-6 ü 0.72GI043DCI12

257 P M K N S H LU WF KAPR LF DCON MS DMIN KAPR BD C.-DCLN(RL) INT
DCON MSDMINWFLFLUBDKAPRLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°][°]
GI043CN..1204.. GI050CN..1606.. GI133CN..0903.. Nm DC09DCS091.7DCS236-04US2004-T09PFLAGT09P DC16DCS166.4DCS234-03US2007-T20PLKT20P DCI12DCS123.9DCS236-03US2002-T15PFLAGT15P/3,5 CNDNKNLNRNSNTNVNWN
Quick Change Tool, Double
Cutting Angle
Insert
Product 9
Int. PSC
Clamp, 95°
for CN..
InternalRight/Lefthanddoubleclamptool,throughcoolant,with95˚cuttinganglefornegativeCN..09upto16inserts,Suitedforawiderange
258 CNDNKNLNRNSNTNVNWN MATCHTHERIGHTSIZE(example) InsertToolHolder DNMG 150404E-SF DDJNL 2020 K 15 DNGACER & 271 DNGNCER & 271 DNMM & 270 DNMA & 260 DNMG & 260 DNGACBN & 272 DDJN(RL)EXT 93° DN.. 30° 11 15 20×20 32×32 & 273 & 260–272 C.-DDJN(RL)EXT 93° DN.. 30° 11 15 C4 C6 & 277 & 260–272 C.-DDNNNEXT 62,5° DN.. 15 C5 C6 & 278 & 260–272 C.-DDUN(RL)EXT 93° DN.. 15 C5 C6 & 279 & 260–272 PDNN(RL)EXT 62°30´ DN.. 11 15 20×20 32×25 & 275 & 260–272 PDJN(RL)EXT 93° DN.. 30° 11 15 20×20 32×32 & 274 & 260–272 PDXN(RL)EXT 98° DN.. 22° 15 20×20 32×25 & 276 & 260–272 CER AND CBN INSERTS DN 11/ 15 CARBIDE INSERTS ISO TURNING – EXTERNAL 9
DDUN(RL)INT 93° DN.. 27°
11 15 25 50 & 280 & 260–272
11 15 25 60 & 281 & 260–272
9
C.-DDUN(RL)INT 93° DN.. 27
11 12 & 282 & 260–272
259 CNDNKNLNRNSNTNVNWN
PDUN(RL)INT 93° DN.. 27° DN 11/ 15
ISO TURNING – INTERNAL
DNMA 150404 T5305 0.42050.101.7400.151.0
DNMA 150408 T5305 0.81900.201.7400.151.0 T5315 0.81650.201.7350.151.0


DNMA 150604 T5305 0.42050.101.7400.151.0 T5315 0.41800.101.7350.151.0 T6310 0.4850.101.7200.151.0
DNMA 150608 T5305 0.81900.201.7400.151.0 T5315 0.81650.201.7350.151.0 T6310 0.8850.201.7200.151.0
DNMA 150612 T5305 1.22000.201.7400.151.0 T5315 1.21750.201.7350.151.0
260 CNDNKNLNRNSNTNVNWN ICD1LS
55° RE S L IC D 1 DNMA RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] E
[mm][mm][mm][mm] 150412.7005.1615.504.76 150612.7005.1615.506.35
ICD1LS [mm][mm][mm][mm] 11049.5253.8111.604.76 150412.7005.1615.504.76 150612.7005.1615.506.35 55° RE S L IC D 1 DNMG RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 22° 7° 0,06 0,09 S DNMG 110402E-FF T8315 0.21750.100.81050.090.81650.100.8 DNMG 110404E-FF T8315
DNMG 110408E-FF T8315
Product
Product
9
0.41750.120.81050.110.81650.120.8 T8330 0.41650.120.8950.110.81550.120.8 T8430 0.42050.120.81100.110.81700.120.8
0.82000.150.81200.140.81900.150.8
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. FFgeometrywithhighlypositivedesignforfine-finishmachiningandcontinuoustoslightlyinterruptedcuts.
DNMG 150404E-FF
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
FFgeometrywithhighlypositivedesignforfine-finishmachiningandcontinuoustoslightlyinterruptedcuts.
T8315 0.41750.121.01050.111.01650.121.0
DNMG 150604E-FF T7325 0.41900.121.01450.111.0
T8315 0.41750.121.01050.111.01650.121.0
DNMG 150608E-FF T7325 0.82100.151.01600.141.0
0.81950.151.01150.141.01850.151.0
FMgeometrywithpositivedesignforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.

DNMG 110404E-FM
T7325 0.41650.200.81250.180.8500.200.6
T8315 0.41500.200.8900.180.81400.200.8350.140.6
T8330 0.41450.200.8850.180.81350.200.8350.140.6 T8430 0.41650.200.8900.180.81350.200.8350.140.6 T9310 0.42450.200.82300.200.8
T9315 0.42250.200.82100.200.8
T9325 0.42000.200.81200.180.81900.200.8450.200.6
DNMG 110408E-FM T7325 0.82000.200.81550.180.8650.160.6
T8315 0.81800.200.81050.180.81700.200.8450.140.6
T8330 0.81750.200.81050.180.81650.200.8400.140.6
T8430 0.81950.200.81050.180.81600.200.8400.140.6
T9310 0.82950.200.82800.200.8
T9315 0.82700.200.82550.200.8
T9325 0.82400.200.81400.180.82250.200.8500.160.6
DNMG 150404E-FM T7325 0.41500.201.71150.181.7450.201.4
T8330 0.41350.201.7800.181.71250.201.7300.141.4
T8430 0.41500.201.7800.181.71250.201.7300.141.4
T9315 0.42100.201.71950.201.7
T9325 0.41900.201.71100.181.71800.201.7400.201.4
DNMG 150408E-FM T7325 0.81800.201.71400.181.7550.161.4
T8330 0.81600.201.7950.181.71500.201.7400.161.4
T8430 0.81850.201.71000.181.71500.201.7400.161.4
T9315 0.82500.201.72350.201.7
T9325 0.82250.201.71350.181.72100.201.7500.161.4
DNMG 150604E-FM
T7325 0.41500.201.71150.181.7450.201.4
T7335 0.41500.201.71150.181.7450.201.4
T8315 0.41400.201.7800.181.71300.201.7350.141.4
T8330 0.41350.201.7800.181.71250.201.7300.141.4
T8430 0.41500.201.7800.181.71250.201.7300.141.4
T9310 0.42300.201.72150.201.7
T9315 0.42100.201.71950.201.7
T9325 0.41900.201.71100.181.71800.201.7400.201.4
TT310 0.42100.201.71250.181.7
DNMG 150608E-FM
T7325 0.81800.201.71400.181.7550.161.4
T7335 0.81750.201.71350.181.7550.161.4
T8315 0.81700.201.71000.181.71600.201.7400.161.4
T8330 0.81600.201.7950.181.71500.201.7400.161.4
T8430 0.81850.201.71000.181.71500.201.7400.161.4
T9310 0.82750.201.72600.201.7
T9315 0.82500.201.72350.201.7
T9325 0.82250.201.71350.181.72100.201.7500.161.4
TT310 0.82500.201.71500.181.7
DNMG 150612E-FM
T7325
1.21800.251.71400.231.7550.181.4
T8430 1.21750.251.7950.231.71400.251.7350.181.4
T9310 1.22600.251.72450.251.7
T9315 1.22400.251.72250.251.7
T9325 1.22150.251.71250.231.72000.251.7450.181.4
261 CNDNKNLNRNSNTNVNWN
S
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 22° 7° 0,06 0,09
T8315
20° 0,1 10° 0,2 1 S
Product
9
DNMG 150616E-FM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
FMgeometrywithpositivedesignforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.

T9315 1.62350.301.72200.301.7
1.62100.301.71250.271.71950.301.7450.211.4

Mgeometryforfinishtosemi-roughmachining,andcontinuoustointerruptedcuts.
DNMG 110404E-M T5315 0.42100.201.21950.201.2400.151.0 T9315 0.41950.201.21850.201.2350.151.0 T9325 0.41750.201.21650.201.2 T9335 0.41500.201.2
DNMG 110408E-M T5315 0.82150.301.22000.301.2400.151.0 T9315 0.82000.301.21900.301.2400.151.0 T9325 0.81750.301.21650.301.2 T9335 0.81550.301.2
DNMG 110412E-M T9315 1.21850.401.21750.401.2350.151.0 T9325 1.21650.401.21550.401.2 T9335 1.21400.401.2
DNMG 150404E-M T5315 0.42000.201.91900.201.9400.151.0 T9315 0.41900.201.91800.201.9350.151.0 T9325 0.41700.201.91600.201.9 T9335 0.41450.201.9
DNMG 150408E-M T5315 0.82050.301.91900.301.9400.151.0 T9315 0.81900.301.91800.301.9350.151.0 T9325 0.81700.301.91600.301.9 T9335 0.81450.301.9
DNMG 150412E-M T5315 1.22000.401.91900.401.9400.151.0 T9315 1.21750.401.91650.401.9350.151.0 T9325 1.21600.401.91500.401.9
DNMG 150604E-M T5315 0.42000.201.91900.201.9400.151.0 T9315 0.41900.201.91800.201.9350.151.0 T9325 0.41700.201.91600.201.9 T9335 0.41450.201.9
DNMG 150608E-M T5315 0.82050.301.91900.301.9400.151.0 T9310 0.82050.301.91900.301.9400.151.0 T9315 0.81900.301.91800.301.9350.151.0 T9325 0.81700.301.91600.301.9 T9335 0.81450.301.9
DNMG 150612E-M T5315 1.22000.401.91900.401.9400.151.0 T9310 1.21900.401.91800.401.9350.151.0 T9315 1.21750.401.91650.401.9350.151.0 T9325 1.21600.401.91500.401.9 T9335 1.21400.401.9
NFgeometrywithhighlypositivedesignforfine-finishtomediummachining,andcontinuouscuts.
DNMG 110404E-NF
T6310 0.41550.150.81100.140.81250.150.84650.180.8450.120.6
T7325 0.41700.180.81300.160.8550.160.6 T7335 0.41650.180.81250.160.8500.160.6 T8330 0.41600.150.8950.140.81500.150.84800.180.8400.120.6 T8430 0.41900.150.81050.140.81550.150.85250.180.8400.120.6 T9315 0.42550.150.82400.150.8
T9325 0.42100.180.81250.160.81950.180.8450.160.6
262 CNDNKNLNRNSNTNVNWN
RE PMKNSH
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 20° 0,1 10° 0,2 1 S
P
T9325
5° 16° 10° 0,1 0,3
25° 12° S
0,15
Product
9
Product
DNMG 110408E-NF
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
NFgeometrywithhighlypositivedesignforfine-finishtomediummachining,andcontinuouscuts.
T6310 0.81750.171.01250.151.01400.171.05250.201.0500.140.8
T7325 0.82000.181.01550.161.0650.160.8
T7335 0.81950.181.01500.161.0600.160.8
T8330 0.81750.171.01050.151.01650.171.05250.201.0400.140.8
T8430 0.82050.171.01100.151.01700.171.05700.201.0450.140.8
T9315 0.82800.171.02650.171.0
T9325 0.82500.181.01500.161.02350.181.0550.160.8
DNMG 150404E-NF
T6310 0.41400.171.71000.151.71100.171.74200.201.7400.151.4
T7325 0.41600.181.71200.161.7500.161.4
T7335 0.41550.181.71200.161.7500.161.4
T8330 0.41400.171.7800.151.71300.171.74200.201.7350.151.4
T8430 0.41650.171.7900.151.71350.171.74500.201.7350.151.4
T9315 0.42350.151.72200.151.7
T9325 0.42000.181.71200.161.71900.181.7450.161.4
DNMG 150408E-NF T6310 0.81650.181.71150.161.71300.181.74950.221.7450.161.4
T7325 0.81900.181.71450.161.7600.161.4
T7335 0.81850.181.71400.161.7600.161.4
T8330 0.81650.181.7950.161.71550.181.74950.221.7400.161.4
T8430 0.81900.181.71050.161.71550.181.75250.221.7400.161.4
T9315 0.82700.171.72550.171.7
T9325 0.82350.181.71400.161.72200.181.7500.161.4
DNMG 150604E-NF HF7 0.4800.141.91300.151.94200.181.9
T6310 0.41400.171.91000.151.91100.171.94200.201.9400.151.5
T7325 0.41550.181.91200.161.9500.161.5
T7335 0.41500.181.91150.161.9450.161.5
T8315 0.41450.171.9850.151.91350.171.94350.201.9350.151.5
T8330 0.41400.171.9800.151.91300.171.94200.201.9350.151.5
T8430 0.41650.171.9900.151.91350.171.94500.201.9350.151.5
T9315 0.42350.151.92200.151.9
T9325 0.41950.181.91150.161.91850.181.9400.161.5
DNMG 150608E-NF HF7 0.8900.151.91450.171.94650.201.9
T6310 0.81650.181.91150.161.91300.181.94950.221.9450.161.5
T7325 0.81850.181.91400.161.9600.161.5
T7335 0.81800.181.91400.161.9550.161.5
T8315 0.81750.181.91050.161.91650.181.95250.221.9400.161.5
T8330 0.81650.181.9950.161.91550.181.94950.221.9400.161.5
T8430 0.81900.181.91050.161.91550.181.95250.221.9400.161.5
T9315 0.82650.171.92500.171.9
T9325 0.82300.181.91350.161.92150.181.9500.161.5
DNMG 150612E-NF
T6310 1.21500.301.51050.271.51200.301.54500.361.5450.211.2
T8430 1.21650.301.5900.271.51350.301.54500.361.5350.211.2 T9325 1.22000.301.51200.271.51900.301.5450.211.2
NMgeometrywithhighlypositivedesignforfine-finish,mediumtoroughmachining,andcontinuouscuts.

DNMG 110404E-NM
T7325 0.41750.200.81350.180.8550.200.6
T7335 0.41650.200.81250.180.8500.200.6
T8315 0.41600.200.8950.180.84800.240.8400.200.6
T8330 0.41500.200.8900.180.84500.240.8350.200.6
T8430 0.41750.200.8950.180.84800.240.8350.200.6
T9325 0.42100.200.81250.180.8450.200.6
263 CNDNKNLNRNSNTNVNWN
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,15 25° 12° S
10° 30° 0, 25 1 S
9
DNMG 110408E-NM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
NMgeometrywithhighlypositivedesignforfine-finish,mediumtoroughmachining,andcontinuouscuts.

T7325 0.81900.250.81450.230.8600.200.6
T7335 0.81850.250.81400.230.8600.200.6
T8315 0.81800.250.81050.230.85400.300.8450.200.6
T8330 0.81700.250.81000.230.85100.300.8400.200.6
T8430 0.81900.250.81050.230.85250.300.8400.200.6
T9325 0.82300.250.81350.230.8500.200.6
DNMG 150408E-NM
T7335 0.81700.251.91300.231.9550.201.5
T8330 0.81550.251.9900.231.94650.301.9350.201.5
T8430 0.81750.251.9950.231.94800.301.9350.201.5
T9325 0.82100.251.91250.231.9450.201.5
DNMG 150604E-NM
T7325 0.41600.201.91200.181.9500.201.5
T7335 0.41500.201.91150.181.9450.201.5
T8315 0.41500.201.9900.181.94500.241.9350.201.5
T8330 0.41350.201.9800.181.94050.241.9300.201.5
T8430 0.41550.201.9850.181.94350.241.9300.201.5
T9315 0.42200.201.9
T9325 0.41950.201.91150.181.9400.201.5
DNMG 150608E-NM T7325 0.81750.251.91350.231.9550.201.5
T7335 0.81700.251.91300.231.9550.201.5 T8315 0.81650.251.9950.231.94950.301.9400.201.5
T8330 0.81550.251.9900.231.94650.301.9350.201.5 T8430 0.81750.251.9950.231.94800.301.9350.201.5 T9315 0.82350.251.9
T9325 0.82100.251.91250.231.9450.201.5
DNMG 150612E-NM T7325 1.21750.301.91350.271.9550.241.5 T7335 1.21700.301.91300.271.9550.241.5 T8315 1.21650.301.9950.271.94950.361.9400.241.5 T9325 1.22050.301.91200.271.9450.241.5 22° 0,31 10°
DNMG 110404E-NMR
NMRgeometrywithpositivedesignformediumtoroughmachining,andcontinuouscuts.
T7325 0.41500.200.81150.180.8450.180.6 T9315 0.42050.200.8 T9325 0.41850.200.81100.180.8400.180.6
DNMG 110408E-NMR T7325 0.81550.300.81200.270.8500.240.6 T9315 0.82050.300.8
T9325 0.81850.300.81100.270.8400.240.6
DNMG 110412E-NMR T7325 1.21550.301.61200.271.6500.241.3 T9315 1.22000.301.6
T9325 1.21800.301.61050.271.6400.241.3
DNMG 150404E-NMR T7325 0.41400.201.91050.181.9450.181.5
T7335 0.41300.201.91000.181.9400.181.5
T9325 0.41700.201.91000.181.9350.181.5
DNMG 150408E-NMR T7325 0.81450.301.91100.271.9450.241.5
T7335 0.81400.301.91050.271.9450.241.5
T8330 0.81250.301.9750.271.9300.241.5
T8430 0.81350.301.9750.271.9250.241.5
T9315 0.81900.301.9
T9325 0.81700.301.91000.271.9350.241.5
DNMG 150604E-NMR T7325 0.41400.201.91050.181.9450.181.5
T7335 0.41300.201.91000.181.9400.181.5
T8330 0.41200.201.9700.181.9300.181.5
T8430 0.41350.201.9750.181.9250.181.5
T9315 0.41900.201.9
T9325 0.41700.201.91000.181.9350.181.5
264 CNDNKNLNRNSNTNVNWN
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 10° 30° 0, 25 1 S
S
Product
9
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
NMRgeometrywithpositivedesignformediumtoroughmachining,andcontinuouscuts.
DNMG 150608E-NMR T6310 0.81250.301.9900.271.9350.241.5
T7325 0.81450.301.91100.271.9450.241.5
T7335 0.81400.301.91050.271.9450.241.5
T8330 0.81250.301.9750.271.9300.241.5 T8430 0.81350.301.9750.271.9250.241.5
T9315 0.81900.301.9
T9325 0.81700.301.91000.271.9350.241.5
DNMG 150612E-NMR T7325 1.21550.301.91200.271.9500.241.5 T7335 1.21450.301.91100.271.9450.241.5
T8330 1.21350.301.9800.271.9300.241.5 T8430 1.21450.301.9800.271.9300.241.5 T9315 1.22000.301.9
T9325 1.21800.301.91050.271.9400.241.5
NRMgeometrywithpositivedesignforsemi-roughtoroughmachining,andcontinuoustomoderateinterruptedcuts.

DNMG 150408-NRM T7325 0.81400.303.01050.273.0450.242.4 T7335 0.81300.303.01000.273.0400.242.4 T9315 0.81800.303.0
DNMG 150604-NRM T7325 0.41300.203.01000.183.0400.202.4 T7335 0.41300.203.01000.183.0400.202.4 T9315 0.41800.203.0
DNMG 150608-NRM T7325 0.81400.303.01050.273.0450.242.4 T7335 0.81300.303.01000.273.0400.242.4 T9315 0.81800.303.0


DNMG 150612-NRM T7325 1.21450.303.01100.273.0450.272.4 T7335 1.21400.303.01050.273.0450.272.4 T9315 1.21900.303.0
Rgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
DNMG 150408E-R T5315 0.81750.403.01650.403.0350.151.0
DNMG 150608E-R T5305 0.82000.403.01900.403.0400.151.0 T5315 0.81750.403.01650.403.0350.151.0 T9310 0.81700.403.01600.403.0300.151.0 T9315 0.81550.403.01450.403.0300.151.0 T9325 0.81400.403.01300.403.0
DNMG 150612E-R T5305 1.22100.403.01950.403.0400.151.0 T5315 1.21850.403.01750.403.0350.151.0 T9310 1.21800.403.01700.403.0350.151.0 T9315 1.21650.403.01550.403.0300.151.0 T9325 1.21500.403.01400.403.0 DNMG 150616E-R T9325 1.61550.403.01450.403.0
RMgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
T9315 0.81900.402.01800.402.0 T9325 0.81700.402.01000.362.01600.402.0 T9335 0.81450.402.0850.362.0 DNMG 110412E-RM T9315 1.22300.302.02150.302.0 T9325 1.22050.302.01200.272.01900.302.0
DNMG 110408E-RM
265 CNDNKNLNRNSNTNVNWN
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 22° 0,31 10° S
24° S
0,32 6°
5° 15 ° 5° 0,4
P
0,1
19° 1 S
0 35 0, 3
Product
9
DNMG 150408E-RM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RMgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.

T9315 0.81800.403.01700.403.0
T9325 0.81650.403.0950.363.01550.403.0
T9335 0.81400.403.0800.363.0
DNMG 150412E-RM T7325 1.21550.403.01200.363.0
T9315 1.21900.403.01800.403.0 T9325 1.21700.403.01000.363.01600.403.0
T9335 1.21500.403.0900.363.0
DNMG 150608E-RM T5305 0.82300.403.02150.403.0
T5315 0.82050.403.01900.403.0
T7325 0.81450.403.01100.363.0
T7335 0.81350.403.01050.363.0
T8315 0.81350.403.0800.363.01250.403.0
T8330 0.81300.403.0750.363.01200.403.0
T8430 0.81350.403.0750.363.01100.403.0
T9310 0.82000.403.01900.403.0
T9315 0.81800.403.01700.403.0
T9325 0.81650.403.0950.363.01550.403.0
T9335 0.81400.403.0800.363.0
DNMG 150612E-RM T5305 1.22400.403.02250.403.0 T5315 1.22150.403.02000.403.0
T7325 1.21550.403.01200.363.0
T7335 1.21450.403.01100.363.0
T8330 1.21350.403.0800.363.01250.403.0
T8430 1.21400.403.0750.363.01150.403.0 T9310 1.22100.403.01950.403.0
T9315 1.21900.403.01800.403.0 T9325 1.21700.403.01000.363.01600.403.0
T9335 1.21500.403.0900.363.0
DNMG 150616E-RM T5315 1.62250.403.02100.403.0
T9315 1.62000.403.01900.403.0
DNMG 110404E-SF
DNMG 110408E-SF
DNMG 150404E-SF
T9325 1.61800.403.01050.363.01700.403.0 T9335 1.61550.403.0900.363.0 14,5°
1,94
SFgeometrywithpositivedesignforfine-finishmachiningofthinwallsandcontinuouscuts.
T6310 0.41500.150.81050.140.81200.150.84500.180.8450.120.6300.151.0
T7325 0.41650.170.81250.150.8500.150.6
T8315 0.41600.150.8950.140.81500.150.84800.180.8400.120.6300.151.0
T8430 0.41800.150.8950.140.81450.150.84950.180.8350.120.6300.151.0
T9315 0.42450.150.82300.150.8450.151.0
T9325 0.42100.170.81250.150.81950.170.8450.150.6
T6310 0.81750.170.81250.150.81400.170.85250.200.8500.140.6350.151.0
T7325 0.81950.170.81500.150.8600.150.6
T7335 0.81950.170.81500.150.8600.150.6
T8315 0.81800.170.81050.150.81700.170.85400.200.8450.140.6350.151.0
T8430 0.82000.170.81100.150.81650.170.85550.200.8400.140.6350.151.0
T9325 0.82500.170.81500.150.82350.170.8550.150.6
T6310 0.41400.151.51000.141.51100.151.54200.181.5400.121.2250.151.0
T8315 0.41500.151.5900.141.51400.151.54500.181.5350.121.2300.151.0
T8430 0.41650.151.5900.141.51350.151.54500.181.5350.121.2250.151.0
T9325 0.41950.171.51150.151.51850.171.5400.151.2
266 CNDNKNLNRNSNTNVNWN
RE PMKNSH
1
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,35 0, 3 19°
S
E
Product
9
Product
DNMG 150408E-SF
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
PMKNSH
SFgeometrywithpositivedesignforfine-finishmachiningofthinwallsandcontinuouscuts.
T6310 0.81600.171.51150.151.51250.171.54800.201.5450.141.2300.151.0
T8315 0.81700.171.51000.151.51600.171.55100.201.5400.141.2300.151.0
T8330 0.81600.171.5950.151.51500.171.54800.201.5400.141.2300.151.0
T8430 0.81900.171.51050.151.51550.171.55250.201.5400.141.2300.151.0 T9325 0.82350.171.51400.151.52200.171.5500.151.2
DNMG 150604E-SF H07 0.4700.141.51150.151.53600.181.5350.121.2
T6310 0.41400.151.51000.141.51100.151.54200.181.5400.121.2250.151.0
T7325 0.41550.171.51200.151.5500.151.2
T7335 0.41500.171.51150.151.5450.151.2
T8315 0.41500.151.5900.141.51400.151.54500.181.5350.121.2300.151.0
T8330 0.41400.151.5800.141.51300.151.54200.181.5350.121.2250.151.0
T8430 0.41650.151.5900.141.51350.151.54500.181.5350.121.2250.151.0
T9315 0.42300.151.52150.151.5450.151.0
T9325 0.41950.171.51150.151.51850.171.5400.151.2
DNMG 150608E-SF H07 0.8800.151.51300.171.54150.201.5400.141.2
T6310 0.81600.171.51150.151.51250.171.54800.201.5450.141.2300.151.0
T7325 0.81850.171.51400.151.5600.151.2
T7335 0.81800.171.51400.151.5550.151.2
T8315 0.81700.171.51000.151.51600.171.55100.201.5400.141.2300.151.0 T8330 0.81600.171.5950.151.51500.171.54800.201.5400.141.2300.151.0 T8430 0.81900.171.51050.151.51550.171.55250.201.5400.141.2300.151.0 T9315 0.82550.171.52400.171.5500.151.0 T9325 0.82350.171.51400.151.52200.171.5500.151.2
DNMG 150612E-SF T6310 1.21450.301.51000.271.51150.301.54350.361.5400.211.2250.151.0 T7325 1.21650.301.51250.271.5500.211.2 T9315 1.22100.301.51950.301.5400.151.0 13° 0,25 5°
DNMG 110404E-SM
S
SMgeometrywithpositivedesignformediummachining,andcontinuoustointerruptedcuts.

T6310 0.41400.200.81000.180.81100.200.84200.240.8400.200.6250.151.0 T7325 0.41600.200.81200.180.8500.200.6
T7335 0.41500.200.81150.180.8450.200.6
T8430 0.41550.200.8850.180.81300.200.84350.240.8300.200.6250.151.0 T9325 0.41900.200.81100.180.81800.200.8400.200.6
DNMG 110408E-SM T6310
0.81500.251.21050.231.21200.251.24500.301.2450.201.0300.151.0 T7325 0.81700.251.21300.231.2550.201.0
T7335 0.81600.251.21200.231.2500.201.0 T8330 0.81500.251.2900.231.21400.251.24500.301.2350.201.0300.151.0 T8430 0.81700.251.2900.231.21350.251.24650.301.2350.201.0250.151.0 T9325 0.82000.251.21200.231.21900.251.2450.201.0
DNMG 150404E-SM T6310 0.41250.221.7900.201.71000.221.73750.261.7350.201.4250.151.0
DNMG 150408E-SM T6310 0.81400.252.11000.232.11100.252.14200.302.1400.201.7250.151.0
DNMG 150604E-SM T6310 0.41250.221.7900.201.71000.221.73750.261.7350.201.4250.151.0 T7325 0.41400.221.71050.201.7450.201.4
T7335 0.41400.221.71050.201.7450.201.4
T8330 0.41250.221.7750.201.71150.221.73750.261.7300.201.4250.151.0 T8430 0.41400.221.7750.201.71150.221.73900.261.7300.201.4200.151.0
T9315 0.42000.201.71900.201.7400.151.0
T9325 0.41700.221.71000.201.71600.221.7350.201.4
267 CNDNKNLNRNSNTNVNWN
RE
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 14,5° 1,94 E
9
DNMG 150608E-SM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
[mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
SMgeometrywithpositivedesignformediummachining,andcontinuoustointerruptedcuts.
T6310 0.81400.251.71000.231.71100.251.74200.301.7400.201.4250.151.0
T7325 0.81600.251.71200.231.7500.201.4
T7335 0.81550.251.71200.231.7500.201.4
T8330 0.81400.251.7800.231.71300.251.74200.301.7350.201.4250.151.0
T8430 0.81550.251.7850.231.71300.251.74350.301.7300.201.4250.151.0
T9315 0.82150.251.72000.251.7400.151.0
T9325 0.81950.251.71150.231.71850.251.7400.201.4
DNMG 150612E-SM
T6310 1.21450.301.71000.271.71150.301.74350.361.7400.241.4250.151.0
T7325 1.21600.301.71200.271.7500.241.4
T7335 1.21550.301.71200.271.7500.241.4
T8330 1.21450.301.7850.271.71350.301.74350.361.7350.241.4250.151.0
T8430 1.21550.301.7850.271.71300.301.74350.361.7300.241.4250.151.0
T9315 1.22100.301.71950.301.7400.151.0
T9325 1.21900.301.71100.271.71800.301.7400.241.4 15° 18°
EER-SIgeometrywithpositiveright-handeddesignforfine-finishtosemi-roughmachining,andcontinuouscuts.

DNMG 110404ER-SI
T7325 0.41850.201.01400.181.0600.180.8
T7335 0.41800.201.01400.181.0550.180.8 T8330 0.41600.201.0950.181.04800.241.0400.180.8
T8430 0.41850.201.01000.181.05100.241.0400.180.8
T9325 0.42250.201.01350.181.0500.180.8
DNMG 110408ER-SI T7335 0.81750.351.01350.321.0550.250.8
T8330 0.81650.351.0950.321.04950.421.0400.250.8 T8430 0.81800.351.0950.321.04950.421.0350.250.8 T9325 0.82100.351.01250.321.0450.250.8
DNMG 150404ER-SI T8330 0.41550.201.5900.181.54650.241.5350.181.2 T8430 0.41750.201.5950.181.54800.241.5350.181.2 T9325 0.42200.201.51300.181.5450.181.2
DNMG 150408ER-SI T8330 0.81600.351.5950.321.54800.421.5400.251.2
T8430 0.81700.351.5900.321.54650.421.5350.251.2
T9325 0.82000.351.51200.321.5450.251.2
DNMG 150604ER-SI T7325 0.41800.201.51400.181.5550.181.2 T7335 0.41700.201.51300.181.5550.181.2
T8315 0.41650.201.5950.181.54950.241.5400.181.2
T8330 0.41550.201.5900.181.54650.241.5350.181.2
T8430 0.41750.201.5950.181.54800.241.5350.181.2
T9325 0.42200.201.51300.181.5450.181.2
T9335 0.41850.201.51100.181.5400.181.2
DNMG 150608ER-SI
T7325 0.81800.351.51400.321.5550.251.2
T7335 0.81700.351.51300.321.5550.251.2
T8315 0.81650.351.5950.321.54950.421.5400.251.2
T8330 0.81600.351.5950.321.54800.421.5400.251.2
T8430 0.81700.351.5900.321.54650.421.5350.251.2
T9325 0.82000.351.51200.321.5450.251.2
T9335 0.81800.351.51050.321.5400.251.2
EL-SIgeometrywithpositiveleft-handeddesign,forfine-finishtosemi-roughmachining,andcontinuouscuts.

DNMG 110404EL-SI
T7335
0.41800.201.01400.181.0550.180.8
T8330 0.41600.201.0950.181.04800.241.0400.180.8
T8430 0.41850.201.01000.181.05100.241.0400.180.8
T9325 0.42250.201.01350.181.0500.180.8
268 CNDNKNLNRNSNTNVNWN
S
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap
13° 0,25 5°
15° 18° E
Product
9
DNMG 110408EL-SI
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
EEL-SIgeometrywithpositiveleft-handeddesign,forfine-finishtosemi-roughmachining,andcontinuouscuts.
T7325 0.81850.351.01400.321.0600.250.8
T8330 0.81650.351.0950.321.04950.421.0400.250.8
T8430 0.81800.351.0950.321.04950.421.0350.250.8
T9325 0.82100.351.01250.321.0450.250.8
DNMG 150404EL-SI T8330 0.41550.201.5900.181.54650.241.5350.181.2
T8430 0.41750.201.5950.181.54800.241.5350.181.2 T9325 0.42200.201.51300.181.5450.181.2
DNMG 150408EL-SI T7335 0.81700.351.51300.321.5550.251.2 T8330 0.81600.351.5950.321.54800.421.5400.251.2
T8430 0.81700.351.5900.321.54650.421.5350.251.2
T9325 0.82000.351.51200.321.5450.251.2
DNMG 150604EL-SI T7325 0.41800.201.51400.181.5550.181.2
T7335 0.41700.201.51300.181.5550.181.2
T8315 0.41650.201.5950.181.54950.241.5400.181.2 T8330 0.41550.201.5900.181.54650.241.5350.181.2
T8430 0.41750.201.5950.181.54800.241.5350.181.2
T9325 0.42200.201.51300.181.5450.181.2 T9335 0.41850.201.51100.181.5400.181.2
DNMG 150608EL-SI T7325 0.81800.351.51400.321.5550.251.2 T7335 0.81700.351.51300.321.5550.251.2
T8315 0.81650.351.5950.321.54950.421.5400.251.2 T8330 0.81600.351.5950.321.54800.421.5400.251.2 T8430 0.81700.351.5900.321.54650.421.5350.251.2 T9325 0.82000.351.51200.321.5450.251.2 T9335 0.81800.351.51050.321.5400.251.2
W-MRwipergeometryforfinishtoroughmachiningwithincreasedfeedratesandimprovedsurfacefinish.
W-NMwipergeometryforfinishtoroughmachiningwithincreasedfeedratesandimprovedsurfacefinish.
DNMX 150604W-NM T7325 0.41450.301.51100.271.5450.211.2 T7335 0.41350.301.51050.271.5400.211.2 T9315 0.41850.301.51750.301.5 DNMX 150608W-NM T7325 0.81550.401.51200.361.5500.281.2 T7335 0.81450.401.51100.361.5450.281.2 T9315 0.81950.401.51850.401.5 T9325 0.81750.401.51050.361.51650.401.5350.281.2
269 CNDNKNLNRNSNTNVNWN
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 15° 18°
0,28 19° 6° W S
9° 28° W S
Product
DNMG 150608W-MR T5315 0.81900.401.51800.401.5 T9315 0.81700.401.51600.401.5 T9325 0.81550.401.5900.361.51450.401.5 DNMG 150612W-MR T9310 1.21750.501.51650.501.5 T9315 1.21600.501.51500.501.5 T9325 1.21450.501.5850.451.51350.501.5 0,19
9
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product
NRgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
NR2geometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
ORgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.



DNMM 150608E-OR T9325 0.81550.403.0900.363.01450.403.0300.282.4
DNMM 150612E-OR T9315 1.21800.403.01700.403.0 T9325 1.21650.403.0950.363.01550.403.0350.322.4 T9335 1.21450.403.0850.363.0300.322.4
DNMM 150616E-OR T9325 1.61650.453.0950.413.01550.453.0350.412.4
270 CNDNKNLNRNSNTNVNWN
55° RE S L IC D 1 DNMM
PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 23°
S
ICD1LS [mm][mm][mm][mm] 150412.7005.1615.504.76 150612.7005.1615.506.35
RE
0,25
P
DNMM 150408E-NR T9325 0.81550.403.0900.363.01450.403.0300.282.4 DNMM 150608E-NR T7325 0.81400.403.01050.363.0450.282.4 T8330 0.81250.403.0750.363.01150.403.0300.282.4 T8430 0.81300.403.0700.363.01050.403.0250.282.4 T9325 0.81550.403.0900.363.01450.403.0300.282.4 0,13 15° 21° 0, 41
DNMM 150608E-NR2 T9325 0.81550.403.0900.363.01450.403.0300.322.4 4° 18° 0,1÷ 0,15 0,2 2÷ 0,4 5 P
9
271 CNDNKNLNRNSNTNVNWN ICD1LS [mm][mm][mm][mm]
55° RE S L IC D 1 DNGA CER RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC S
150408 S02020 TC100
T DNGA 150404 T01020 TC100
DNGA 150408 T00520 TC100
ICLS [mm][mm][mm]
55° RE S L IC DNGN CER RE
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
T
T01020 TC100
150412.7005.1615.504.76
DNGA
0.84500.201.5 HSC
0.44750.101.5
0.84500.201.5
150412.70015.504.76
PMKNSH
HSC
DNGN 150408
0.84500.201.5 Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
9
Formachiningwithhighspeedsandcontinuouscuts. Formachiningwithhighspeedsandcontinuouscuts. Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Formachiningwithhighspeedsandcontinuouscuts.

272 CNDNKNLNRNSNTNVNWN ICD1LS [mm][mm][mm][mm] 150612.7005.1615.506.35 55° RE S L IC D 1 DNGA CBN RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC S DNGA 150608S01020B TB310 0.84200.150.61100.110.5850.151.0 Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Forfinishmachiningandcontinuouscuts. 9
HBHFWFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°]
DDJNR 2020 K 11 2020202512530.2-7-60.45GI046DD11–
DDJNR 2525 M 11 2525253215030.2-7-60.77GI046DD11–
DDJNR 2020 K 15 2020202512539.4-7-60.42GI044DD154AT002
DDJNR 2525 M 15 2525253215039.4-7-60.74GI044DD154AT002
DDJNR 3225 P 15 3225323217039.4-7-61.12GI044DD154AT002
DDJNR 3232 P 15 3232324017039.4-7-61.33GI044DD154AT002
DDJNL 2020 K 11 2020202512530.2-7-60.45GI046DD11–
DDJNL 2525 M 11 2525253215030.2-7-60.77GI046DD11–
DDJNL 2020 K 15 2020202512539.4-7-60.42GI044DD154AT002
DDJNL 2525 M 15 2525253215039.4-7-60.74GI044DD154AT002

DDJNL 3225 P 15 3225323217039.4-7-61.01GI044DD154AT002
DDJNL 3232 P 15 3232324017039.4-7-61.34GI044DD154AT002
273 CNDNKNLNRNSNTNVNWN P
EXT
M K N S H 30° 93° B H WF HF LF LH 32° DDJN(RL)
GI044DN..1506.. GI046DN..1104.. Nm DD11DCS091.7DDS267-01US2004-T09PFLAGT09P DD154DCS123.9DDS266-02US2002-T15PFLAGT15P/3,5 AT002aDN..1504..DDS266-01 AT002bCERDN.N1506..DCS12C4 AT002cCERDN.A1506..DCS12C2
Product 9
External Double Clamp Turning Holder with 93° Cutting Angle for DN.. Insert ExternalRight/Lefthanddoubleclamptoolholderwith93°cuttingangle.Suitedforlongitudinalturningwithshoulder,copying,chamferingand facingwithnegativeDN..11or15sizeinserts.Availablewithshanksize20x20upto32x32mm.Bodytreatedforlongertoollife.
HBHFWFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°]
PDJNR 2020 K 11 2020202512530-6-60.43GI046PD60
PDJNR 2525 M 11 2525253215030-6-60.73GI046PD60
PDJNR 3225 P 11 3225323217030-6-61.10GI046PD60
PDJNR 2020 K 15 2020202512540-6-60.44GI044PD31
PDJNR 2525 M 15 2525253215040-6-60.73GI044PD30
PDJNR 3225 P 15 3225323217040-6-61.05GI044PD30
PDJNR 3232 P 15 3232324017040-6-61.30GI044PD30
PDJNL 2020 K 11 2020202512530-6-60.41GI046PD60
PDJNL 2525 M 11 2525253215030-6-60.73GI046PD60
PDJNL 3225 P 11 3225323217030-6-61.10GI046PD60
PDJNL 2020 K 15 2020202512540-6-60.42GI044PD31
PDJNL 2525 M 15 2525253215040-6-60.73GI044PD30

PDJNL 3225 P 15 3225323217040-6-60.98GI044PD30
PDJNL 3232 P 15 3232324017040-6-61.30GI044PD30
274 CNDNKNLNRNSNTNVNWN P M K N S H 30° 93° WF B H HF
32°
EXT
LH LF
PDJN(RL)
GI044DN..1506.. GI046DN..1104.. Nm
Lever Lock Turning
with 93° Cutting
Insert
PD30DNU150308PU03US366.0M8x126NT05MT05HXK4 PD31DNU150308PU03US406.0M8x120.5NT05MT05HXK4 PD60PDN110308PU3512PS06163.0M616NT5153MT0912HXK2.5 External
Holder
Angle for DN..
9
ExternalRight/Lefthandleverlocktoolholderwith93°cuttingangle.Suitedforlongitudinalturningwithshoulder,copyturningupto30°,and chamferingwithnegativeDN..11and15sizeinserts.Availablewithshanksize20x20upto32x32mm.Bodytreatedforlongertoollife. Product
HBHFWFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°]
PDNNR 2020 K 11 2020201012524-6-60.39GI046PD60
PDNNR 2525 M 11 25252512.515030-6-60.60GI046PD60

PDNNR 2525 M 15 25252512.515040-6-60.64GI044PD30
PDNNR 3225 P 15 32253212.517040-6-61.05GI044PD30
PDNNL 2020 K 11 2020201012524-6-60.40GI046PD60
PDNNL 2525 M 11 25252512.515030-6-60.60GI046PD60
PDNNL 2525 M 15 25252512.515040-6-60.07GI044PD30
PDNNL 3225 P 15 32253212.517040-6-61.05GI044PD30
275 CNDNKNLNRNSNTNVNWN P
M K N S H LH 63° WF B H HF LF PDNN(RL) EXT
GI044DN..1506.. GI046DN..1104.. Nm PD30DNU150308PU03US366.0M8x126NT05MT05HXK4 PD60PDN110308PU3512PS06163.0M616NT5153MT0912HXK2.5
Product 9
External Lever Lock Turning Holder with 63° Cutting Angle for DN.. Insert ExternalRight/Lefthandleverlock63°(neutral)toolholder.Suitedforlongitudinalturningwithoutshoulder,taper,copy,andchamferturning withnegativeDN..15sizeinserts.Availablewithshanksize20x20upto32x25mm.Bodytreatedforlongertoollife.
PDXNR

276 CNDNKNLNRNSNTNVNWN P M K N S H 22° 98° WF B H HF LF LH 27° PDXN(RL) EXT
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
2020 K 15 2020202512540-6-60.43GI044PD31
PDXNR 2525 M 15 2525253215040-6-60.73GI044PD30
PDXNR 3225 P 15 3225323217040-6-60.80GI044PD30
GI044DN..1506.. Nm PD30DNU150308PU03US366.0M8x126NT05MT05HXK4 PD31DNU150308PU03US406.0M8x120.5NT05MT05HXK4 External Lever Lock Turning Holder with 98° Cutting Angle for DN.. Insert ExternalRight/Lefthandleverlocktoolholderwith98°cuttingangle.Suitedfortaper,longitudinalturningwithshoulder,copyturningupto22° andchamferingwithnegativeDN..15sizeinserts.Availablein20x20upto32x25mmshanks.Bodytreatedforlongertoollife. Product 9
PDXNL 2020 K 15 2020202512540-6-60.42GI044PD31 PDXNL 2525 M 15 2525253215040-6-60.71GI044PD30 PDXNL 3225 P 15 3225323217040-6-60.95GI044PD30
Ext. PSC Quick Change Tool, Double Clamp, 93° Cutting Angle for DN.. Insert

ExternalRight/Lefthanddoubleclamptool,throughcoolant,with93°cuttinganglefortaperandlongitudinalturningwithshoulder,copying andchamferingwithnegativeDN..11or15sizeinserts.AvailablewithPSC(PolygonShankCoupling)C4uptoC6coupling.Bodytreatedfor longertoollife.
Product
C4-DDJNR-27050-11 4060140275093-7-6 ü 0.38GI046C-DD11–C4-DDJNR-27055-15 40110145275593-7-6 ü 0.43GI044C-DD154-1AT002 C5-DDJNR-35060-15 50110165356093-7-6 ü 0.72GI044C-DD154-2AT002 C6-DDJNR-45065-15 63110190456593-7-6 ü 1.18GI044C-DD154-3AT002 C4-DDJNL-27050-11 4060140275093-7-6 ü 0.39GI046C-DD11–C4-DDJNL-27055-15 40110145275593-7-6 ü 0.43GI044C-DD154-1AT002 C5-DDJNL-35060-15 50110165356093-7-6 ü 0.72GI044C-DD154-2AT002 C6-DDJNL-45065-15 63110190456593-7-6 ü 1.18GI044C-DD154-3AT002
C-DD11DCS091.7DDS267-01US2004-T09PFLAGT09PCN034-01 C-DD154-1DCS123.9DDS266-02US2002-T15PFLAGT15P/3,5CN034-01 C-DD154-2DCS123.9DDS266-02US2002-T15PFLAGT15P/3,5CN045-01 C-DD154-3DCS123.9DDS266-02US2002-T15PFLAGT15P/3,5CN034-02
AT002aDN..1504..DDS266-01
AT002bCERDN.N1506..DCS12C4
AT002cCERDN.A1506..DCS12C2
AT002dCERDN.N1504..DCS12C4DDS266-01
AT002eCERDN.A1504..DCS12C2DDS266-01
277 CNDNKNLNRNSNTNVNWN P M K N S
30°
C.-DDJN(RL) EXT
H
WF DCON MS LF DMINP DMIN KAPR
DCON MSDMINDMINPWFLFKAPRLAMSGAMO kg [mm][mm][mm][mm][mm][°][°][°]
GI046DN..1104..
GI044DN..1506..
Nm
9
DMINP

278 CNDNKNLNRNSNTNVNWN P M K N S H
WF DCON MS KAPR LF KAPR
C.-DDNNN EXT
PSC Quick Change Tool, Double Clamp, 62.5° Cutting Angle for DN.. Insert
9
DCON MSDMINPWFLFKAPRLAMSGAMO kg [mm][mm][mm][mm][°][°][°] C5-DDNNN-00060-15 501650.56062.5-9-5 ü 0.62GI044C-DD154-2AT002 C6-DDNNN-00065-15 631900.56562.5-9-5 ü 1.06GI044C-DD154-2AT002 GI044DN..1506.. Nm C-DD154-2DCS123.9DDS266-02US2002-T15PFLAGT15P/3,5CN045-01 AT002aDN..1504..DDS266-01 AT002bCERDN.N1506..DCS12C4 AT002cCERDN.A1506..DCS12C2 AT002dCERDN.N1504..DCS12C4DDS266-01 AT002eCERDN.A1504..DCS12C2DDS266-01 Ext.
ExternalRight/Lefthanddoubleclamptool,throughcoolant,with62.5°cuttinganglefortaperandlongitudinalturningwithoutshoulder, copyingandchamferingwithnegativeDN..15sizeinserts.AvailablewithPSC(PolygonShankCoupling)C5andC6coupling.Bodytreatedfor longertoollife. Product
kg [mm][mm][mm][mm][mm][°][°][°] C5-DDUNR-35060-15 50110165356093-7-6 ü 0.82GI044C-DD154-3AT002 C6-DDUNR-45065-15 63110190456593-7-6 ü 1.39GI044C-DD154-3AT002 C5-DDUNL-35060-15 50110165356093-7-6 ü 0.82GI044C-DD154-3AT002

279 CNDNKNLNRNSNTNVNWN P
C.-DDUN(RL) EXT
GI044DN..1506.. Nm C-DD154-3DCS123.9DDS266-02US2002-T15PFLAGT15P/3,5CN034-02 AT002aDN..1504..DDS266-01
Quick Change Tool, Double
Cutting
Product 9
M K N S H DMINP WF KAPR LF DCON MS DMIN
DCON MSDMINDMINPWFLFKAPRLAMSGAMO
AT002bCERDN.N1506..DCS12C4 AT002cCERDN.A1506..DCS12C2 AT002dCERDN.N1504..DCS12C4DDS266-01 AT002eCERDN.A1504..DCS12C2DDS266-01 Ext. PSC
Clamp, 93° (Face)
Angle, DN.. Ins ExternalRight/Lefthanddoubleclamptool,throughcoolant,with93°cuttingangleforfaceturningwithshoulder,facecopyturning,taper turning,longitudinalturningandchamferingwithnegativeDN..15sizeinserts.AvailablewithPSC(PolygonShankCoupling)C5andC6coupling. Bodytreatedforlongertoollife.
A25T-DDUNR 11 2532172311.530028-12-6 ü 0.96GI046DD11–A32T-DDUNR 11 324022301530030-10-6 ü 1.68GI046DD11–A40T-DDUNR 15 4050273718.530036-11-6 ü 2.59GI044DD154AT002 A50U-DDUNR 15 5063354723.535039-8-6 ü 5.23GI044DD154AT002 A25T-DDUNL 11 2532172311.530028-12-6 ü 0.96GI046DD11–A32T-DDUNL 11 324022301530030-10-6 ü 1.69GI046DD11–A40T-DDUNL 15 4050273718.530036-11-6 ü 2.59GI044DD154AT002 A50U-DDUNL 15 5063354723.535039-8-6 ü 5.25GI044DD154AT002

280 CNDNKNLNRNSNTNVNWN P M K N S H
WF
INT
27° H
93° DMIN LF LH HF DCON MS DDUN(RL)
DCON MSDMINWFHHFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][mm][°][°]
GI044DN..1506.. GI046DN..1104.. Nm DD11DCS091.7DDS267-01US2004-T09PFLAGT09P DD154DCS123.9DDS266-02US2002-T15PFLAGT15P/3,5 AT002aDN..1504..DDS266-01
Internal Double Clamp Boring Bar with 93° Cutting Angle for DN.. Insert
9
AT002bCERDN.N1506..DCS12C4 AT002cCERDN.A1506..DCS12C2
InternalRight/Lefthanddoubleclampboringbar,throughcoolant,93˚cuttingangleforDN..11and15inserts.Minimuminternalturning diameterØ32mm.Suitedforwiderangeofinternalturningapplications,copyturningupto27°.AvailablewithshanksizeØ25uptoØ50mm. Bodytreatedforlongertoollife. Product
Internal Lever Lock Boring Bar with 93° Cutting Angle for DN.. Insert

InternalRight/Lefthandleverlockboringbar,throughcoolantavailable,93˚cuttingangleforDN..11and15inserts.Minimuminternalturning diameterØ32mm.Forawiderangeofinternalturningapplications,copyturningupto27°.AvailablewithshanksizeØ25uptoØ60mm.Body treatedforlongertoollife.
S25T-PDUNR 11-A 2532172323300-12-6–1.10GI046PD61 S32U-PDUNR 11 3240223030350-12-6–2.10GI046PD60 A32S-PDUNR 15 3240323030250-12-6 ü 1.47GI097PD33 A40T-PDUNR 15 4050273838300-12-6 ü 2.40GI097PD30 A50U-PDUNR 15 5063354748.5350-12-6 ü 4.95GI097PD30 A60V-PDUNR 15 6080435758.5400-12-6 ü 8.22GI097PD30
S25T-PDUNL 11-A 2532172323300-12-6–1.11GI046PD61 S32U-PDUNL 11 3240223030350-12-6–2.09GI046PD60 A32S-PDUNL 15 3240323030250-12-6 ü 1.47GI097PD33 A40T-PDUNL 15 4050273838300-12-6 ü 2.56GI097PD30 A50U-PDUNL 15 5063354748.5350-12-6 ü 5.20GI097PD30 A60V-PDUNL 15 6080435758.5400-12-6 ü 8.16GI097PD30
281 CNDNKNLNRNSNTNVNWN P M K N S H 27° H B WF 93° DMIN LF DCOM MS HF H B WF 93° DMIN LF DCOM MS HF PDUN(RL) INT
MSDMINWFHBLFLAMSGAMO
DCON
kg [mm][mm][mm][mm][mm][mm][°][°]
GI046DN..1104.. GI097DN..1504.. Nm
PD30DNU150308PU03US366.0M8x126NT05MT05HXK4 PD33–PU03-AUS416.0M8x117NT15MT05HXK4 PD60PDN110308PU3512PS06163.0M616NT5153MT0912HXK2.5 PD61–PU3611-APS0512-A2.0M512–HXK2
9
Product

282 CNDNKNLNRNSNTNVNWN P M K N S H 27° KAPR WF BD LU LF DCON MS DMIN C.-DDUN(RL) INT DCON
GI046DN..1104.. Nm DD11DCS091.7DDS267-01US2004-T09PFLAGT09P Int. PSC Quick Change Tool, Double Clamp, 93° Cutting Angle for DN.. Insert
Product 9
MSDMINWFLFLUBDKAPRLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°][°] C4-DDUNR-17090-11 40321790682593-12-6 ü 0.51GI046DD11 C4-DDUNL-17090-11 40321790682593-12-6 ü 0.51GI046DD11
InternalRight/Lefthanddoubleclamptool,throughcoolant,with93˚cuttingangleforinternalturningapplicationsincludingcopyturningupto 27°withDN..11inserts,minimuminternaldiameterØ32mm.PSCshank(PolygonShankCoupling)sizeC4withturninglengthof68mm.Body treatedforlongertoollife.
283 CNDNKNLNRNSNTNVNWN MATCHTHERIGHTSIZE(example) InsertToolHolder KNUX 160405L-22 CKJNR 2020 K 16 KNUX & 284 CKJN(RL)EXT 93° KN.. 30° 16 20×20 32×25 & 287 & 284–286 KN 16 CARBIDE INSERTS ISO TURNING – EXTERNAL 9
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product
L-22geometrywithleft-handeddesignforfinishtosemi-roughmachining,andcontinuouscuts.
T7335 0.51250.252.7950.252.7 T9325 0.51550.252.7900.252.71450.252.7 T9335 0.51350.252.7800.252.7
R-22geometrywithright-handeddesignforfinishtosemi-roughmachining,andcontinuouscuts.
KNUX 160405R-22 T5315 0.51900.252.71800.252.7 T7325 0.51300.252.71000.252.7
L-22geometrywithleft-handeddesignforfinishtosemi-roughmachining,andcontinuouscuts.


R-22geometrywithright-handeddesignforfinishtosemi-roughmachining,andcontinuouscuts.
L-32geometrywithleft-handeddesignforfinishtosemi-roughmachining,andcontinuouscuts.

KNUX 160405L-32 T5315 0.51900.252.71800.252.7
T7325 0.51300.252.71000.252.7
T7335 0.51250.252.7950.252.7 T9325 0.51550.252.7900.252.71450.252.7 T9335 0.51350.252.7800.252.7
284 CNDNKNLNRNSNTNVNWN W1LS
55° L W1 S RE KNUX
PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
E
[mm][mm][mm] 16049.52519.504.76
RE
15° 0,45
KNUX 160405L-22 T5315 0.51900.252.71800.252.7 T7325 0.51300.252.71000.252.7
E
15° 0,45
T7335 0.51250.252.7950.252.7 T9325 0.51550.252.7900.252.71450.252.7 T9335 0.51350.252.7800.252.7 15° 0,45 E KNUX 160410L-22 T9335 1.01550.322.7900.292.7 15° 0,45 E KNUX 160410R-22 T9335 1.01550.322.7900.292.7 15° 0,36 E
9
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
R-32geometrywithright-handeddesignforfinishtosemi-roughmachining,andcontinuouscuts.
KNUX 160405R-32 T5315 0.51900.252.71800.252.7 T7325 0.51300.252.71000.252.7 T7335 0.51250.252.7950.252.7 T9325 0.51550.252.7900.252.71450.252.7 T9335 0.51350.252.7800.252.7 15°
0,36 E
L-32geometrywithleft-handeddesignforfinishtosemi-roughmachining,andcontinuouscuts.
KNUX 160410L-32 T9325 1.01750.322.71050.292.71650.322.7 T9335 1.01550.322.7900.292.7 15°
0,36 E



R-32geometrywithright-handeddesignforfinishtosemi-roughmachining,andcontinuouscuts.


KNUX 160410R-32 T9325 1.01750.322.71050.292.71650.322.7 T9335 1.01550.322.7900.292.7 12° 1,2 3,07 E
ER-72geometrywithright-handeddesignforfinetofinishmachining,andcontinuouscuts.
KNUX 160405ER-72 T5315 0.52500.202.02350.202.0 T9325 0.52150.202.01250.182.02000.202.0450.161.6 T9335 0.51850.202.01100.182.0400.161.6 12° 1,2 3,07 E
EL-72geometrywithleft-handeddesignforfinetofinishmachining,andcontinuouscuts.

KNUX 160405EL-72 T5315 0.52500.202.02350.202.0 T9325 0.52150.202.01250.182.02000.202.0450.161.6 T9335 0.51850.202.01100.182.0400.161.6 12,5°
2,3 1,2 E
ER-73geometrywithright-handeddesignforfinishtosemi-roughmachining,andcontinuouscuts.
KNUX 160405SR-73 6640 0.51500.253.0900.233.01400.253.0 KNUX 160410SR-73 6640 1.01500.403.0900.363.01400.403.0 T5315 1.02350.403.02200.403.0 12,5°
2,3 1,2 E
EL-73geometrywithleft-handeddesignforfinishtosemi-roughmachining,andcontinuouscuts.
ER-74geometrywithright-handeddesignforfinishtoroughmachining,andcontinuouscuts.
285 CNDNKNLNRNSNTNVNWN
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 15° 0,36 E
KNUX 160405SL-73 6640 0.51500.253.0900.233.01400.253.0 KNUX 160410SL-73 6640 1.01500.403.0900.363.01400.403.0 12,5° 3,3 1,7 E KNUX 160415SR-74 6640 1.51550.453.0900.413.01450.453.0 Product
9
Product 9

Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. EL-74geometrywithleft-handeddesignforfinishtoroughmachining,andcontinuouscuts.
3,3 1,7 E KNUX 160415SL-74 6640 1.51550.453.0900.413.01450.453.0
286 CNDNKNLNRNSNTNVNWN
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 12,5°
HBHFWFLFLHLAMSGAMO kg
CKJNR 2020 K 16 20202030125341-50.43GI066R1
CKJNR 2525 M 16 25252532150341-50.70GI066R

CKJNR 3225 P 16 32253232170341-51.05GI066R
CKJNL 2020 K 16 20202030125341-50.43GI067L1 CKJNL 2525 M 16 25252532150341-50.74GI067L CKJNL 3225 P 16 32253232170341-51.06GI067L
287 P M K N S H 30° LH 93° WF B H HF
CKJN(RL) EXT
LF
[mm][mm][mm][mm][mm][mm][°][°]
GI066KN.X1604…R GI067KN.X1604…L Nm LKNN190412LNT03–UP26US836.0PR07K23HXK4
CNDNKNLNRNSNTNVNWN
Product 9
L1KNN190412LNT03–UP26US836.0PR07K22HXK4 RKNN190412RNT03UP25–US836.0PR07K23HXK4 R1KNN190412RNT03UP25–US836.0PR07K22HXK4
External Top Clamp Turning Holder with 93° Cutting Angle for KN.. 16 Insert ExternalRight/Lefthandtopclamptoolholderwith93°cuttingangle.Suitedfortaper,longitudinalturningwithshoulder,copyturningupto30° andchamferingwithnegativeKN..16sizeinserts.Availablein20x20upto32x25mmshanks.Bodytreatedforlongertoollife.
288 CNDNKNLNRNSNTNVNWN MATCHTHERIGHTSIZE(example) InsertToolHolder LNUX 40 -1129003 KHP-LBNR 40 -A LNUX40,LN.X50 & 289 PLBN(RL)EXT 75° LN.. 40 50 60×60 & 290 & 289 KHP-LBNL+DKH(RL) 75° LN.. DKHR+KHP-LBNR DKHR+KHP-LBNL 40 40×50 60×80 & 291,292 & 289 KHP-LBNR+DKH(RL) 75° LN.. DKHR+KHP-LBNRDKHR+KHP-LBNL 40 40×50 60×80 & 291,292 & 289 LN 19/ 30/ 40/ 50 CARBIDE INSERTS ISO TURNING – EXTERNAL ISO TURNING – HEAVY ROUGHING – EXTERNAL 9
40-125.2009.3040.0014.00 50-125.4009.3050.8014.00 50-225.4006.4550.8014.00 501425.4006.3550.8014.00
Product
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.

Forheavyroughmachiningandcontinuoustointerruptedcuts.
Forheavyroughmachiningandcontinuoustointerruptedcuts.
1,3 0,6 P
15°
Forheavyroughmachiningandcontinuoustointerruptedcuts.
LNUX 40-1129003 T9226 3.2451.3525.0401.3525.0 T9325 3.2551.3525.0501.3525.0 T9335 3.2401.3525.0 16°


LNUX 50-1275000 T9226 3.2451.3525.0401.3525.0 T9325 3.2551.3525.0501.3525.0 20° 30°
LNMX
1,4 0,7 P

Designforheavyroughmachiningandcontinuoustoheavyinterruptedcuts.

Forheavyroughmachiningandcontinuoustointerruptedcuts.
LNMX 50-2284000 T9315 3.2601.5025.0551.5025.0
289 CNDNKNLNRNSNTNVNWN
W1D1LS [mm][mm][mm][mm]
L W1 S D 1 RE LNUX 40, LN.X 50 RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
42° 16°
P
9°
0,4 1,3
LNUX 40-1129002 T9226 3.2451.3525.0401.3525.0 T9325 3.2551.3525.0501.3525.0 T9335 3.2401.3525.0 16° 15° 1,3 0,6 P
501432E T9335 3.2451.5025.0 18° 30° 1,35 0,55 P
9
6060606040070-6-612.75GI145PL72 PLBNR
6060606040070-6-611.60GI291PL73 PLBNL

6060606040064-6-611.14GI102PL71 PLBNL
6060606040070-6-613.09GI145PL72
290 P M K 75° WF B H HF LH LF PLBN(RL) EXT
6060 V 40-A
V 50
6060 V 50-2
6060 V 40-A
6060 V 50
GI102LNUX40.... GI145LNUX50.... GI291LNMX50.... Nm PL71LNX400632PU06PS120408.0M12x140NT08MT08HXK5––PL72LNX500632PU06PS120408.0M12x140NT08MT08HXK5––PL73LNX500432P––––––––UP1515A-T15PSDRT15P CNDNKNLNRNSNTNVNWN External Lever Lock Heavy Turning Holder, 75° Cutting Angle for LNUX Insert ExternalRight/Lefthandleverlocktoolholderwith75°cuttingangleforheavyturning.Suitedforlongitudinalturningwithoutshoulder,taper andchamferturningwithnegativeLN..40and50sizeinserts.Availablein60x60mmshank.Bodytreatedforlongertoollife. Product 9
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°] PLBNR
6060606040064-6-613.00GI102PL71 PLBNR 6060

291 P M K DKHR+KHP-LBNRDKHR+KHP-LBNL 75° 75° LF WF CRP KHP-LBN(RL) WFLFLAMSGAMO kg [mm][mm][°][°]
GI102LNUX40.... Nm PL71LNX400632PU06PS120408.0M12x140NT08MT08HXK5 CNDNKNLNRNSNTNVNWN Modular KHP Lever Lock Turning Cartridge, 75° Cutting Angle for LNUX Inserts DovetailedRight/Lefthandleverlockturningcartridge,75°CuttingAngle,formountingonDKHtoolholdershank.Suitedforheavylongitudinal turningwithoutshoulder,taperandchamferturningwithnegativeLNUX40inserts.Toolholdertreatedforlongertoollife. Product 9
KHP-LBNR 40-A 4836-6-61.50GI102PL71 KHP-LBNL 40-A 4836-6-61.47GI102PL71
External Tool Holder Shank for KHP/KHS Heavy Turning Cartridges
DovetailedRight/LefthandmodulartoolshankforKHP/KHScartridges.Suitedforheavyturningapplications.Availablewithshanksize40x50up to60x80mm.Bodytreatedforlongertoollife.
DKHR 4050 V 40504004251007.10GI098DKH10
DKHR 5060 W 506045047511011.30GI098DKH10
DKHR 6080 W-A 60804504859019.65GI098DKH10
DKHL 4050 V 40504004251007.10GI098DKH10
DKHL 5060 W 506045047511011.30GI098DKH10
DKHL 6080 W-A 60804504859019.28GI098DKH10
292
CRP LF B 45° H OAL LH DKH(RL) HBLFOALLH kg [mm][mm][mm][mm][mm]
CNDNKNLNRNSNTNVNWN
GI098KHPKHS DKH10SR14HXK10
9
Product
293 CNDNKNLNRNSNTNVNWN MATCHTHERIGHTSIZE(example) InsertToolHolder RNMG 120400E-08 DRSNR 2525 M 12 RNGNCER & 294 RNMG & 294 DRSN(RL)EXT RN.. 12 25×25 & 295 & 294 C.-DRSN(RL)EXT RN.. 12 C6 & 297 & 294 PRSN(RL)EXT RN.. 12 15 19 25×25 40×40 & 296 & 294 RN 09/ 12/ 15/ 19/ 25 CARBIDE INSERTS ISO TURNING – EXTERNAL CER INSERTS 9
RNMG 120400E-08 T5305 1950.703.01850.703.0350.151.0 T9315 1500.703.01400.703.0300.151.0 T9325 1350.703.01250.703.0
RNMG 150600E-08 T5305 2950.703.02800.703.0550.151.0 T9315 2250.703.02100.703.0450.151.0 T9325 2050.703.01900.703.0
RNMG 190600E-08 T9315 1500.703.01400.703.0300.151.0 T9325 1350.703.01250.703.0



294 CNDNKNLNRNSNTNVNWN
INSD S D1 RNMG RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] R2 R1 0,15 1,8 HFC S
INSDD1S [mm][mm][mm] 120412.7005.164.76 150615.8756.356.35 190619.0507.946.35 250925.4009.129.53
25° 0,5 0,1 HFC P
INSDS [mm][mm] 09039.5253.18 120412.7004.76 120712.7007.94 INSD S RNGN CER RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC T RNGN 090300 T01020 TC100
RNGN 120400 T01020 TC100
RNGN 120700 T01020 TC100
RNGN 120700 T15015 TC100
Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product
9
RNMG 250900E-081 T9315 1450.905.01350.905.0250.151.0 T9325 1300.905.01200.905.0
4600.201.2
4550.201.5
4550.201.5
4550.201.5
Geometry08forsemi-roughtoheavy-roughmachining,andcontinuoustointerruptedcuts. Geometry081forroughtoheavy-roughmachining,andcontinuoustointerruptedcuts.
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Formachiningwithhighspeedsandcontinuouscuts.

295 P M K H WF B H HF LF LH DRSN(RL) EXT
GI083RN..120400 Nm DR12DCS123.9DRS155-02US2002-T15PFLAGT15P/3,5 CNDNKNLNRNSNTNVNWN
Double Clamp
Product 9
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°] DRSNR 2525 M 12 2525253215031.6-6-60.74GI083DR12 DRSNL 2525 M 12 2525253215031.6-6-60.75GI083DR12
External
Holder for RN.. Insert ExternalRight/Lefthanddoubleclamptoolholder.Suitedforlongitudinalturningwithoutshoulder,copyturning,taperandchamferturning withnegativeroundRN..12sizeinserts.Availablein25x25mmshank.Bodytreatedforlongertoollife.
[mm][mm][mm][mm][mm][mm][°][°]
PRSNR 2525 M 12 2525253215032-6-60.68GI083PR20
PRSNR 3232 P
PRSNR 4040

PRSNL 2525 M
3232324017038-6-61.40GI105PR40
4040405020040-6-62.49GI106PR50
2525253215032-6-60.74GI083PR20
PRSNL 3232 P 15 3232324017038-6-61.40GI105PR40
PRSNL
296 P M K H WF B H
HF PRSN(RL) EXT
LH LF
HBHFWFLFLHLAMSGAMO kg
15
R 19
12
GI083RN..120400 GI105RN..150600 GI106RN..190600 Nm PR20RNU120300PU02US356.0M8x122.5NT05MT05HXK4 PR40RNU150300PU04US366.0M8x126NT07MT07HXK4 PR50RNU190400PU05US388.0M10x129NT06MT06HXK5 CNDNKNLNRNSNTNVNWN External Lever Lock Holder for RN.. Insert ExternalRight/Lefthandleverlocktoolholder.Suitedforlongitudinalturning,copyturningupto90°,taperandchamferturningwithnegative roundRN..12,15and19sizeinserts.Availablein25x25upto40x40mmshank.Bodytreatedforlongertoollife. Product 9
4040 R 19 4040405020040-6-62.48GI106PR50

297 P M K H WF DCON MS LF DMINP DMIN C.-DRSN(RL) EXT DCON MSDMINDMINPWFLFLAMSGAMO kg [mm][mm][mm][mm][mm][°][°]
GI083RN..120400 Nm C-DR12DCS123.9DRS155-02US2002-T15PFLAGT15P/3,5CN045-01 CNDNKNLNRNSNTNVNWN External PSC Quick Change Tool, Double Clamp for RN.. Insert ExternalRight/Lefthanddoubleclamptool,throughcoolant,forlongitudinalturningwithoutshoulder,copyturning,taperandchamferturning withnegativeroundRN..12sizeinserts.AvailablewithPSC(PolygonShankCoupling)C6shank.Bodytreatedforlongertoollife. Product 9
C6-DRSNR-45065-12 631101904565-6-6 ü 1.11GI083C-DR12–C6-DRSNL-45065-12 631101904565-6-6 ü 1.10GI083C-DR12–
298 CNDNKNLNRNSNTNVNWN MATCHTHERIGHTSIZE(example) InsertToolHolder SNMG 190616E-RM DSDNN 3232 P 19 SNGACER & 311 SNGNCER & 312 SNMM & 307 SNMX & 311 SNMA & 300 SNMG & 301 DSBN(RL)EXT 75° SN.. 12 15 19 20×20 40×40 & 313 & 300–312 DSDNNEXT 45° SN.. 45° 12 15 19 25 20×20 40×40 & 315 & 300–312 DSKN(RL)EXT 75° SN.. 12 19 25×25 32×32 & 316 & 300–312 DSSN(RL)EXT 45° SN.. 12 15 19 20×20 40×40 & 317 & 300–312 PSBN(RL)EXT 75° SN.. 12 15 19 25 20×20 50×50 & 318 & 300–312 PSDNNEXT 45° SN.. 45° 12 15 19 25 20×20 50×50 & 320 & 300–312 PSKN(RL)EXT 75° SN.. 12 15 19 25 20×20 50×50 & 321 & 300–312 PSSN(RL)EXT 45° SN.. 42° 19 25 40×40 50×50 & 323 & 300–312 SN 09/ 12/ 15/ 19/ 25 CARBIDE INSERTS ISO TURNING – EXTERNAL CER INSERTS 9
299 CNDNKNLNRNSNTNVNWN C.-DSDNNEXT 45° SN.. 45° 12 19 C4 C6 & 324 & 300–312 C.-DSKN(RL)EXT 75° SN.. 12 C4 & 325 & 300–312 C.-DSRN(RL)EXT 75° SN.. 12 19 C4 C6 & 326 & 300–312 C.-DSSN(RL)EXT 45° SN.. 12 C4 C5 & 327 & 300–312 PSKN(RL)INT 93° SN.. 11 15 32 80 & 331 & 300–312 KHP-SBNR+DKH(RL) 75° SN.. DKHR+KHP-SBNRDKHR+KHP-SBNL 25 40×50 60×80 & 328,330 & 300–312 KHP-SBNL+DKH(RL) 75° SN.. DKHR+KHP-SBNRDKHR+KHP-SBNL 25 40×50 60×80 & 328,330 & 300–312 KHP-SSNR/L+DKH(RL) 45° SN.. DKHR+KHP-SSNR 19 25 40×50 60×80 & 329,330 & 300–312 SN 09/ 12/ 15/ 19/ 25 ISO TURNING – HEAVY ROUGHING – EXTERNAL ISO TURNING – INTERNAL 9
120412.7005.1612.704.76 150615.8756.3515.8756.35 190619.0507.9419.056.35 250725.4009.1225.407.94 250925.4009.1225.409.525
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product
Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.
SNMA 120408 T5305 0.82300.204.0450.151.0 T5315 0.82000.204.0400.151.0 T6310 0.81000.204.0250.151.0
SNMA 120412 T5305 1.22050.304.0400.151.0 T5315 1.21900.304.0400.151.0
SNMA 150612 T5305 1.22000.305.0400.151.0 T5315 1.21850.305.0350.151.0
SNMA 190612 T5305 1.21950.306.0400.151.0 T5315 1.21800.306.0350.151.0
SNMA 190616 T5305 1.61900.406.0400.151.0 T5315 1.61700.406.0350.151.0
SNMA 250724 T5305 2.4950.608.0200.151.0 T5315 2.4900.608.0150.151.0
SNMA 250924 T5305 2.4950.608.0200.151.0 T5315 2.4900.608.0150.151.0
S
Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.

SNMA 120412S T5305 1.22050.304.0400.151.0
SNMA 190616S T5305 1.61950.306.0400.151.0
SNMA 250724S T5305 2.4950.608.0200.151.0
SNMA 250924S T5305 2.4950.608.0200.151.0
300 CNDNKNLNRNSNTNVNWN
ICD1LS [mm][mm][mm][mm]
IC L S RE 1 D
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] E
SNMA
9
120412.7005.1612.704.76 150615.8756.3515.8756.35 190619.0507.9419.056.35 250725.4009.1225.407.94 250925.4009.1225.409.525
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
FMgeometrywithpositivedesignforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.



SNMG 120404E-FM
T6310
0.41750.202.11250.182.11400.202.1500.141.7
T7325 0.41950.202.11500.182.1600.161.7
T8315 0.41800.202.11050.182.11700.202.1450.141.7 T8330 0.41750.202.11050.182.11650.202.1400.141.7 T8430 0.41950.202.11050.182.11600.202.1400.141.7 T9315 0.42700.202.12550.202.1 T9325 0.42400.202.11400.182.12250.202.1500.161.7
SNMG 120408E-FM
T7325 0.82350.202.11800.182.1750.161.7
T8315 0.82150.202.11250.182.12000.202.1500.161.7 T8330 0.82050.202.11200.182.11900.202.1500.161.7
T8430 0.82350.202.11250.182.11900.202.1500.161.7
T9310 0.83550.202.13350.202.1
T9315 0.83200.202.13000.202.1
T9325 0.82900.202.11700.182.12750.202.1650.161.7
SNMG 120412E-FM T8330 1.22000.272.11200.242.11900.272.1500.191.7 T8430 1.22200.272.11200.242.11800.272.1450.191.7
T9315 1.23000.272.12850.272.1
T9325 1.22700.272.11600.242.12550.272.1600.191.7
SNMG 120416E-FM
T8330 1.62000.322.11200.292.11900.322.1500.221.7 T8430 1.62200.322.11200.292.11800.322.1450.221.7 T9325 1.62600.322.11550.292.12450.322.1550.221.7
KRgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
Mgeometryforfinishtosemi-roughmachining,andcontinuoustointerruptedcuts.
301 CNDNKNLNRNSNTNVNWN
ICD1LS [mm][mm][mm][mm]
IC L S RE 1 D SNMG RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 20° 0,1 10° 0,2 1 S
0,3 3 1 4 01, 15° S
120412E-KR
5° 16° 10° 0,1 0,3 P
SNMG 120408E-KR T5305 0.82650.353.82500.353.8500.151.0 T5315 0.82350.353.82200.353.8450.151.0 SNMG
T5305 1.22650.403.82500.403.8500.151.0 T5315 1.22400.403.82250.403.8450.151.0
SNMG 120408E-M T5305 0.82900.322.12750.322.1550.151.0 T5315 0.82600.322.12450.322.1500.151.0 T9310 0.82550.322.12400.322.1500.151.0 T9315 0.82350.322.12200.322.1450.151.0 T9325 0.82100.322.11950.322.1 T9335 0.81850.322.1 Product
9
SNMG 120412E-M
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
Mgeometryforfinishtosemi-roughmachining,andcontinuoustointerruptedcuts.
T9315 1.22300.402.12150.402.1450.151.0
T9325 1.22000.402.11900.402.1
T9335 1.21750.402.1
SNMG 120416E-M T9325 1.62100.402.11950.402.1
SNMG 150612E-M T9315 1.22200.403.42050.403.4400.151.0 T9325 1.21950.403.41850.403.4
T9335 1.21700.403.4
SNMG 190612E-M T9315 1.22150.404.02000.404.0400.151.0 T9325 1.21900.404.01800.404.0
T9335 1.21650.404.0
SNMG 190616E-M T9315 1.62250.404.02100.404.0450.151.0 T9325 1.62000.404.01900.404.0
T9335 1.61750.404.0
NFgeometrywithhighlypositivedesignforfine-finishtomediummachining,andcontinuouscuts.

SNMG 120404E-NF T6310 0.41850.171.71300.151.71450.171.75550.201.7550.141.4 T7325 0.42100.181.71600.161.7650.161.4
T7335 0.42050.181.71550.161.7650.161.4 T8330 0.41850.171.71100.151.71750.171.75550.201.7450.141.4 T8430 0.42100.171.71150.151.71750.171.75850.201.7450.141.4
T9315 0.43000.171.72850.171.7
T9325 0.42600.181.71550.161.72450.181.7550.161.4
SNMG 120408E-NF HF7 0.81200.171.71900.191.76000.231.7
T6310 0.82100.191.71500.171.71650.191.76300.231.7600.151.4
T7325 0.82450.191.71900.171.7750.151.4
T7335 0.82400.191.71850.171.7750.151.4
T8315 0.82300.191.71350.171.72150.191.76900.231.7550.151.4 T8330 0.82100.191.71250.171.71950.191.76300.231.7500.151.4
T8430 0.82500.191.71350.171.72050.191.76900.231.7500.151.4
T9315 0.83400.191.73200.191.7

T9325 0.83000.191.71800.171.72850.191.7650.151.4
NMgeometrywithhighlypositivedesignforfine-finish,mediumandroughmachining,incontinuouscuts.
SNMG 120408E-NM
T7325 0.82250.252.11750.232.1700.201.7
T7335 0.82200.252.11700.232.1700.201.7
T8315 0.82150.252.11250.232.16450.302.1500.201.7
T8330 0.82050.252.11200.232.16150.302.1500.201.7
T8430 0.82250.252.11200.232.16150.302.1450.201.7
T9325 0.82750.252.11650.232.1600.201.7
SNMG 120412E-NM T7325 1.22250.302.11750.272.1700.241.7
T7335 1.22200.302.11700.272.1700.241.7
T8315 1.22150.302.11250.272.16450.362.1500.241.7
T9325 1.22700.302.11600.272.1600.241.7
302 CNDNKNLNRNSNTNVNWN
RE PMKNSH
5°
0 1 0,3 P
16° 10°
12° S
0,15 25°
9 1 S
10° 30° 0, 25 0,1
Product
9
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product
NMRgeometrywithpositivedesignformediumtoroughmachining,andcontinuouscuts.

SNMG 120408E-NMR T6310 0.81550.352.61100.322.6450.252.1
T7325 0.81750.352.61350.322.6550.252.1
T7335 0.81650.352.61250.322.6500.252.1
T8330 0.81550.352.6900.322.6350.252.1 T8430 0.81650.352.6900.322.6350.252.1
T9315 0.82250.352.6
T9325 0.82000.352.61200.322.6450.252.1
SNMG 120412E-NMR T6310 1.21600.402.61150.362.6450.282.1 T7325 1.21750.402.61350.362.6550.282.1 T7335 1.21650.402.61250.362.6500.282.1
T9315 1.22250.402.6
T9325 1.22000.402.61200.362.6450.282.1
SNMG 120416E-NMR T7325 1.61800.452.61400.412.6550.322.1 T7335 1.61700.452.61300.412.6550.322.1 T9325 1.62000.452.61200.412.6450.322.1
SNMG 150612E-NMR T6310 1.21500.403.81050.363.8450.283.0 T7325 1.21700.403.81300.363.8550.283.0 T9315 1.22150.403.8 T9325 1.21900.403.81100.363.8400.283.0
SNMG 190612E-NMR T6310 1.21450.405.21000.365.2400.284.2 T7325 1.21650.405.21250.365.2500.284.2 T7335 1.21550.405.21200.365.2500.284.2 T9315 1.22100.405.2 T9325 1.21850.405.21100.365.2400.284.2
SNMG 190616E-NMR T6310 1.61500.455.21050.415.2450.324.2 T7325 1.61700.455.21300.415.2550.324.2 T7335 1.61550.455.21200.415.2500.324.2 T9315 1.62050.455.2 T9325 1.61850.455.21100.415.2400.324.2
NRMgeometrywithpositivedesignforsemi-roughtoroughmachining,andcontinuoustomoderateinterruptedcuts.
SNMG 120408-NRM T7325 0.81750.352.61350.322.6550.282.1 T7335 0.81650.352.61250.322.6500.282.1 T9315 0.82250.352.6
SNMG 120412-NRM T7325 1.21750.403.01350.363.0550.282.4 T7335 1.21650.403.01250.363.0500.282.4 T9315 1.22200.403.0
SNMG 150612-NRM T7325 1.21700.404.01300.364.0550.323.2 T7335 1.21600.404.01200.364.0500.323.2 T9315 1.22150.404.0
SNMG 150616-NRM T7325 1.61700.455.01300.415.0550.364.0 T7335 1.61550.455.01200.415.0500.364.0 T9315 1.62050.455.0
SNMG 190612-NRM T7325 1.21650.405.21250.365.2500.324.2 T7335 1.21550.405.21200.365.2500.324.2 T9315 1.22100.405.2
SNMG 190616-NRM T7325 1.61700.455.21300.415.2550.364.2 T7335 1.61550.455.21200.415.2500.364.2 T9315 1.62050.455.2
SNMG 250724-NRM T7325 2.41050.659.0800.599.0300.467.2 T7335 2.41000.659.0750.599.0300.467.2 T9315 2.41200.659.01100.659.0
303 CNDNKNLNRNSNTNVNWN
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 22° 0,31 10° S
6° 24° S
0,32
9
SNMG 250924-NRM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
NRMgeometrywithpositivedesignforsemi-roughtoroughmachining,andcontinuoustomoderateinterruptedcuts.

T7325 2.41050.709.0800.639.0300.497.2
T7335 2.4950.709.0700.639.0300.497.2
T9315 2.41200.709.01100.709.0
Rgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.

SNMG 120408E-R 6640 0.81450.403.81350.403.8
T5305 0.82500.403.82350.403.8500.151.0
T9315 0.82000.403.81900.403.8400.151.0 T9325 0.81800.403.81700.403.8
T9335 0.81550.403.8
SNMG 120412E-R T5305 1.22550.453.82400.453.8500.151.0 T9310 1.22200.453.82050.453.8400.151.0 T9325 1.21800.453.81700.453.8 T9335 1.21600.453.8
SNMG 120416E-R T9315 1.62050.503.81900.503.8400.151.0 T9325 1.61850.503.81750.503.8
SNMG 150612E-R T5305 1.22500.454.52350.454.5500.151.0 T5315 1.22300.454.52150.454.5450.151.0 T9315 1.22000.454.51900.454.5400.151.0 T9325 1.21800.454.51700.454.5
SNMG 150616E-R T5315 1.62300.504.52150.504.5450.151.0 T9325 1.61800.504.51700.504.5
SNMG 190612E-R 6640 1.21400.456.01300.456.0 T9310 1.22100.456.01950.456.0400.151.0 T9315 1.21950.456.01850.456.0350.151.0 T9325 1.21750.456.01650.456.0
SNMG 190616E-R T9310 1.62050.506.01900.506.0400.151.0 T9315 1.61950.506.01850.506.0350.151.0 T9325 1.61750.506.01650.506.0 T9335 1.61500.506.0 0
RMgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
SNMG 120408E-RM
T5305 0.82900.404.02750.404.0
T5315 0.82600.404.02450.404.0
T6310 0.81650.404.01150.364.01300.404.0
T7325 0.81850.404.01400.364.0
T7335 0.81750.404.01350.364.0
T8315 0.81750.404.01050.364.01650.404.0
T8330 0.81650.404.0950.364.01550.404.0
T8430 0.81750.404.0950.364.01400.404.0
T9310 0.82500.404.02350.404.0
T9315 0.82350.404.02200.404.0
T9325 0.82100.404.01250.364.01950.404.0
T9335 0.81800.404.01050.364.0
304 CNDNKNLNRNSNTNVNWN
24° S
RE PMKNSH
0,32 6°
15
4
P
5°
° 5° 0,
0,1
3 19° 1 S
35 0,
Product
9
SNMG 120412E-RM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RMgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.

T5305 1.22950.454.02800.454.0
T5315 1.22650.454.02500.454.0
T6310 1.21650.454.01150.414.01300.454.0
T7325 1.21900.454.01450.414.0
T7335 1.21800.454.01400.414.0
T9310 1.22500.454.02350.454.0
T9315 1.22350.454.02200.454.0
T9325 1.22100.454.01250.414.01950.454.0 T9335 1.21850.454.01100.414.0
SNMG 120416E-RM T5315 1.62700.504.02550.504.0
T7335 1.61800.504.01400.454.0
T8330 1.61700.504.01000.454.01600.504.0
T8430 1.61750.504.0950.454.01400.504.0
T9315 1.62300.504.02150.504.0
T9325 1.62150.504.01250.454.02000.504.0
T9335 1.61800.504.01050.454.0
SNMG 150612E-RM T5315 1.22550.455.02400.455.0
T6310 1.21650.455.01150.415.01300.455.0 T7325 1.21850.455.01400.415.0 T7335 1.21750.455.01350.415.0
T9310 1.22450.455.02300.455.0 T9315 1.22250.455.02100.455.0
T9325 1.22050.455.01200.415.01900.455.0 T9335 1.21800.455.01050.415.0
SNMG 150616E-RM T7335 1.61750.505.01350.455.0 T9315 1.62300.505.02150.505.0 T9325 1.62050.505.01200.455.01900.505.0 T9335 1.61800.505.01050.455.0
SNMG 190612E-RM T5305 1.22750.457.02600.457.0 T5315 1.22500.457.02350.457.0 T7325 1.21800.457.01400.417.0 T7335 1.21650.457.01250.417.0 T9310 1.22400.457.02250.457.0 T9315 1.22200.457.02050.457.0 T9325 1.21950.457.01150.417.01850.457.0 T9335 1.21750.457.01050.417.0
SNMG 190616E-RM T5305 1.62850.507.02700.507.0 T5315 1.62500.507.02350.507.0
T6310 1.61600.507.01150.457.01250.507.0 T7335 1.61700.507.01300.457.0 T9310 1.62400.507.02250.507.0 T9315 1.62200.507.02050.507.0 T9325 1.62000.507.01200.457.01900.507.0 T9335 1.61750.507.01050.457.0
SNMG 250924E-RM T7325 2.41100.8012.0850.7212.0 T7335 2.41050.8012.0800.7212.0 T9226 2.4950.8012.0550.7212.0900.8012.0 T9315 2.41250.8012.01150.8012.0 T9325 2.41100.8012.0650.7212.01000.8012.0 T9335 2.4900.8012.0500.7212.0 14,5°
1,94 E
SFgeometrywithpositivedesignforfine-finishmachiningofthinwallsandcontinuouscuts.
SNMG 120404E-SF T7325 0.42150.171.01650.151.0650.150.8 T9325 0.42650.171.01550.151.02500.171.0550.150.8
305 CNDNKNLNRNSNTNVNWN
1
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,35 0, 3 19°
S
Product
9
SNMG 120408E-SF
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
SFgeometrywithpositivedesignforfine-finishmachiningofthinwallsandcontinuouscuts.

H07 0.81050.181.01650.201.05250.241.0500.140.8
T6310 0.82100.201.01500.181.01650.201.06300.241.0600.140.8400.151.0
T7325 0.82450.201.01900.181.0750.160.8
T7335 0.82350.201.01800.181.0750.160.8
T8315 0.82250.201.01350.181.02100.201.06750.241.0550.140.8450.151.0
T8330 0.82100.201.01250.181.01950.201.06300.241.0500.140.8400.151.0
T8430 0.82450.201.01350.181.02000.201.06750.241.0500.140.8400.151.0
T9325 0.82950.201.01750.181.02800.201.0650.160.8
SNMG 120412E-SF
T6310 1.22000.251.51400.231.51600.251.56000.301.5600.181.2400.151.0
T7325 1.22300.251.51750.231.5700.181.2
T8330 1.22000.251.51200.231.51900.251.56000.301.5500.181.2400.151.0 T8430 1.22250.251.51200.231.51850.251.56150.301.5450.181.2350.151.0
SMgeometrywithpositivedesignformediummachiningandcontinuoustointerruptedcuts.
SNMG 120408E-SM
T6310 0.81850.251.81300.231.81450.251.85550.301.8550.201.4350.151.0
T7325 0.82100.251.81600.231.8650.201.4
T7335 0.82050.251.81550.231.8650.201.4
T8330 0.81850.251.81100.231.81750.251.85550.301.8450.201.4350.151.0
T8430 0.82050.251.81100.231.81700.251.85700.301.8450.201.4350.151.0
T9315 0.82800.251.82650.251.8550.151.0 T9325 0.82550.251.81500.231.82400.251.8550.201.4
SNMG 120412E-SM T7325 1.22100.301.81600.271.8650.241.4
T7335 1.22000.301.81550.271.8650.241.4
T9315 1.22750.301.82600.301.8550.151.0 T9325 1.22450.301.81450.271.82300.301.8550.241.4
SNMG 190612E-SM T6310 1.21750.304.01250.274.01400.304.05250.364.0500.273.2350.151.0 T7325 1.21950.304.01500.274.0600.273.2
T7335 1.21850.304.01400.274.0600.273.2
T9325 1.22300.304.01350.274.02150.304.0500.273.2
SNMG 190616E-SM T7325 1.61900.404.01450.364.0600.323.2
T7335 1.61750.404.01350.364.0550.323.2 T9325 1.62100.404.01250.364.01950.404.0450.323.2
306 CNDNKNLNRNSNTNVNWN
RE PMKNSH
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 14,5° 1,94 E
13° 0,25 5°
S
Product
9
120412.7005.1612.704.76 150615.8756.3515.8756.35 190619.0507.9419.056.35 250725.4009.1225.407.94 250925.4009.1225.409.525
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product
DRgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
SNMM 120412E-DR T9315 1.22450.454.72300.454.7 T9325 1.22200.454.71300.414.72050.454.7 T9335 1.21850.454.71100.414.7
SNMM 150612E-DR T9325 1.22100.456.01250.416.01950.456.0 T9335 1.21800.456.01050.416.0
SNMM 190612E-DR 6640 1.21700.456.01000.416.01600.456.0 T9325 1.22100.456.01250.416.01950.456.0 T9335 1.21800.456.01050.416.0
SNMM 190616E-DR T9325 1.62100.506.01250.456.01950.506.0 T9335 1.61850.506.01100.456.0 34°
14° 12° 0,07 0,4 P
HRgeometryforroughtoheavy-roughmachining,andcontinuoustointerruptedcuts.


SNMM 190616E-HR T8345 1.6600.609.0350.549.0550.609.0 T9325 1.61100.609.0650.549.01000.609.0 T9335 1.6850.609.0500.549.0
SNMM 190624E-HR T8345 2.4600.659.0350.599.0550.659.0 T9315 2.41200.659.01100.659.0 T9325 2.41150.659.0650.599.01050.659.0 T9335 2.4900.659.0500.599.0
SNMM 250716E-HR T8345 1.6600.6013.0350.5413.0550.6013.0 T9325 1.61000.6013.0600.5413.0950.6013.0 T9335 1.6850.6013.0500.5413.0
SNMM 250724E-HR 6640 2.4800.6513.0450.5913.0750.6513.0 T8345 2.4550.6513.0300.5913.0500.6513.0 T9315 2.41200.6513.01100.6513.0
T9325 2.41050.6513.0600.5913.0950.6513.0 T9335 2.4850.6513.0500.5913.0
SNMM 250732E-HR T9325 3.2950.8013.0550.7213.0900.8013.0
SNMM 250924E-HR T8345 2.4550.6513.0300.5913.0500.6513.0
T9315 2.41200.6513.01100.6513.0 T9325 2.41050.6513.0600.5913.0950.6513.0 T9335 2.4850.6513.0500.5913.0
SNMM 250932E-HR T9325 3.2950.8013.0550.7213.0900.8013.0
307 CNDNKNLNRNSNTNVNWN
ICD1LS [mm][mm][mm][mm]
IC L S RE 1 D SNMM RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
S
23° 0,35
9
Product
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
HR2geometryforroughtoheavy-roughmachining,andcontinuoustointerruptedcuts.



SNMM 190616-HR2 T9315 1.61150.658.91050.658.9 T9335 1.6850.658.9500.598.9
SNMM 190624-HR2 T9315 2.41050.858.9950.858.9 T9335 2.4800.858.9450.778.9
SNMM 250724-HR2 T9226 2.4850.8511.0500.7711.0800.8511.0 T9315 2.41050.8511.0950.8511.0 T9335 2.4800.8511.0450.7711.0
SNMM 250732-HR2 T9315 3.2951.0011.0901.0011.0
SNMM 250924-HR2 T9226 2.4850.8511.0500.7711.0800.8511.0 T9315 2.41050.8511.0950.8511.0 T9335 2.4800.8511.0450.7711.0
SNMM 250932-HR2 T9315 3.2951.0011.0901.0011.0 T9335 3.2751.0011.0450.9011.0 23° 0,25 S
NRgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
SNMM 120408E-NR T7325 0.81850.403.01400.363.0600.282.4 T7335 0.81750.403.01350.363.0550.282.4 T8330 0.81600.403.0950.363.01500.403.0400.282.4 T8430 0.81700.403.0900.363.01350.403.0350.282.4 T9325 0.82050.403.01200.363.01900.403.0450.282.4 0,13 15° 21°
SNMM 120408E-NR2
0, 41
NR2geometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
T7325 0.81750.404.71350.364.7550.323.8 T7335 0.81700.404.71300.364.7550.323.8 T8330 0.81550.404.7900.364.71450.404.7350.323.8
T8430 0.81650.404.7900.364.71350.404.7350.323.8 T9325 0.81950.404.71150.364.71850.404.7400.323.8
SNMM 120412E-NR2
T7335 1.21650.454.71250.414.7500.363.8 T8330 1.21600.454.7950.414.71500.454.7400.363.8 T8430 1.21650.454.7900.414.71350.454.7350.363.8
T9325 1.22000.454.71200.414.71900.454.7450.363.8
SNMM 150612E-NR2 T7325 1.21700.456.01300.416.0550.364.8
T7335 1.21650.456.01250.416.0500.364.8
T8330 1.21550.456.0900.416.01450.456.0350.364.8
T8430 1.21650.456.0900.416.01350.456.0350.364.8
T9325 1.21950.456.01150.416.01850.456.0400.364.8
SNMM 150616E-NR2
SNMM 190612E-NR2
SNMM 190616E-NR2
T7335 1.61650.506.01250.456.0500.404.8
T9325 1.61900.506.01100.456.01800.506.0400.404.8
T7335 1.21600.458.01200.418.0500.366.4
T9325 1.21900.458.01100.418.01800.458.0400.366.4
T7325 1.61750.508.01350.458.0550.406.4
T7335 1.61600.508.01200.458.0500.406.4
T8330 1.61550.508.0900.458.01450.508.0350.406.4
T8430 1.61550.508.0850.458.01300.508.0300.406.4
T9315 1.62100.508.01950.508.0
T9325 1.61850.508.01100.458.01750.508.0400.406.4
SNMM 190624E-NR2 T7325 2.41550.808.01200.728.0500.566.4
T7335 2.41450.808.01100.728.0450.566.4
T9325 2.41650.808.0950.728.01550.808.0350.566.4
308 CNDNKNLNRNSNTNVNWN
20° 0,72 S
P
9
Product
SNMM 250724E-NR2
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
NR2geometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.

T7335 2.41000.8012.0750.7212.0300.569.6
T8330 2.4850.8012.0500.7212.0800.8012.0200.569.6
T8430 2.4850.8012.0450.7212.0700.8012.0150.569.6
T9226 2.4950.8012.0550.7212.0900.8012.0200.569.6
T9315 2.41200.8012.01100.8012.0
T9325 2.41050.8012.0600.7212.0950.8012.0200.569.6
SNMM 250924E-NR2 T7325 2.41050.8012.0800.7212.0300.569.6
T7335 2.41000.8012.0750.7212.0300.569.6
T9226 2.4950.8012.0550.7212.0900.8012.0200.569.6 T9315 2.41200.8012.01100.8012.0
2.41050.8012.0600.7212.0950.8012.0200.569.6
NRMgeometrywithpositivedesignforsemi-roughtoroughmachining,andcontinuoustomoderateinterruptedcuts.
SNMM 250716-NRM T7325 1.61150.459.0850.419.0350.367.2 T7335 1.61100.459.0850.419.0350.367.2 T9315 1.61350.459.01250.459.0
SNMM 250724-NRM T7325 2.41050.659.0800.599.0300.467.2 T7335 2.41000.659.0750.599.0300.467.2 T9315 2.41200.659.01100.659.0
SNMM 250924-NRM T7325 2.41050.709.0800.639.0300.497.2 T7335 2.4950.709.0700.639.0300.497.2 T9315 2.41200.709.01100.709.0
ORgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
SNMM 120408E-OR T9315 0.82200.404.72050.404.7 T9325 0.81950.404.71150.364.71850.404.7400.323.8 T9335 0.81750.404.71050.364.7350.323.8
SNMM 120412E-OR T9315 1.22250.454.72100.454.7 T9325 1.22000.454.71200.414.71900.454.7450.363.8
SNMM 120416E-OR T9325 1.62000.504.71200.454.71900.504.7450.403.8
SNMM 150608E-OR T9325 0.81850.456.01100.416.01750.456.0400.414.8 T9335 0.81700.406.01000.366.0350.364.8
SNMM 150612E-OR T9325 1.21950.456.01150.416.01850.456.0400.364.8 T9335 1.21650.456.0950.416.0350.364.8
SNMM 150616E-OR T9315 1.62150.506.02000.506.0 T9325 1.61900.506.01100.456.01800.506.0400.404.8
SNMM 190612E-OR T8330 1.21500.458.0900.418.01400.458.0350.366.4
T8430 1.21500.458.0800.418.01250.458.0300.366.4
T9315 1.22100.458.01950.458.0
T9325 1.21900.458.01100.418.01800.458.0400.366.4
T9335 1.21650.458.0950.418.0350.366.4
SNMM 190616E-OR T8330 1.61550.508.0900.458.01450.508.0350.406.4
T8345 1.61250.508.0750.458.01150.508.0300.406.4
T8430 1.61550.508.0850.458.01300.508.0300.406.4
T9315 1.62100.508.01950.508.0
T9325 1.61850.508.01100.458.01750.508.0400.406.4
T9335 1.61600.508.0950.458.0350.406.4
SNMM 190624E-OR T9315 2.41800.808.01700.808.0
T9325 2.41650.808.0950.728.01550.808.0350.566.4
SNMM 250716E-OR T9226 1.61150.5012.0650.4512.01050.5012.0200.459.6 T9325 1.61200.5512.0700.5012.01100.5512.0250.509.6
309 CNDNKNLNRNSNTNVNWN
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,13 15° 21° 0, 41 P
T9325
0,11 0,3 4 6° 20° 21° S
4° 18°
0,15
2÷ 0,4 5
0,1÷
0,2
P
9
SNMM 250724E-OR
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
ORgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
T8330 2.4801.0012.0450.9012.0751.0012.0200.709.6
T8345 2.4551.0012.0300.9012.0501.0012.0100.709.6
T8430 2.4801.0012.0450.9012.0651.0012.0150.709.6
T9315 2.41051.0012.0951.0012.0
T9325 2.41001.0012.0600.9012.0951.0012.0200.709.6 T9335 2.4801.0012.0450.9012.0150.709.6
SNMM 250924E-OR T8430 2.4801.0012.0450.9012.0651.0012.0150.709.6
T9226 2.4851.0012.0500.9012.0801.0012.0150.709.6 T9315 2.41051.0012.0951.0012.0
T9325 2.41001.0012.0600.9012.0951.0012.0200.709.6
2.4801.0012.0450.9012.0150.709.6
OR1geometryforsemi-roughtoheavy-roughmachining,andcontinuoustointerruptedcuts.

SNMM 190616E-OR1 T9325 1.61850.508.01100.458.01750.508.0400.356.4 T9335 1.61600.508.0950.458.0350.356.4
SRgeometryforroughtoheavy-roughmachining,andcontinuoustointerruptedcuts.
SNMM 250724S-SR 6640 2.4601.0012.0350.9012.0551.0012.0 T9226 2.4701.0012.0400.9012.0651.0012.0 T9325 2.4801.0012.0450.9012.0751.0012.0

Geometry923forsemi-roughtoheavy-roughmachining,andcontinuoustoheavyinterruptedcuts.

SNMM 190616S-923
T8330 1.61250.658.9750.598.91150.658.9300.527.1 T8345 1.61000.658.9600.598.9950.658.9250.527.1 T8430 1.61250.658.9650.598.91000.658.9250.527.1 T9335 1.61300.658.9750.598.9250.527.1
SNMM 250724S-923 T8330 2.4800.8511.0450.7711.0750.8511.0200.608.8 T8430 2.4800.8511.0450.7711.0650.8511.0150.608.8
T9335 2.4800.8511.0450.7711.0150.608.8
SNMM 250924S-923 T8345 2.4550.8511.0300.7711.0500.8511.0100.608.8
T8430 2.4800.8511.0450.7711.0650.8511.0150.608.8
T9226 2.4850.8511.0500.7711.0800.8511.0150.608.8
T9315 2.41050.8511.0950.8511.0
T9335 2.4800.8511.0450.7711.0150.608.8
SNMM 250932S-923 T9226 3.2801.0011.0450.9011.0751.0011.0150.708.8
310 CNDNKNLNRNSNTNVNWN
RE PMKNSH
P
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 4° 18° 0,1÷ 0,15 0,2 2÷ 0,4 5
T9335
4° 0, 3 8 22° S
P
18° 15° 0,5
SNMM 250924S-SR T9335 2.4651.0014.0350.9014.0 8°30´ 20° 2,24 0,6 0,83 S
Product
9


311 CNDNKNLNRNSNTNVNWN ICD1LS [mm][mm][mm][mm] 251225.4009.1725.4012.00 IC L S RE 1 D SNMX RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 18° 15° 0,5 P SNMX 251224S-SR T8345 2.4451.0014.0250.9014.0401.0014.0 T9325 2.4801.0014.0450.9014.0751.0014.0 T9335 2.4651.0014.0350.9014.0 ICD1LS [mm][mm][mm][mm] 120412.7005.1612.704.76 IC L S RE D 1 SNGA CER RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC T SNGA 120408 T01025 TC100 0.85750.202.0 SNGA 120412 T01020 TC100 1.25650.252.0 Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. SRgeometryforroughtoheavy-roughmachining,andcontinuoustointerruptedcuts. Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Formachiningwithhighspeedsandcontinuouscuts. 9
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product

Formachiningwithhighspeedsandcontinuouscuts.
SNGN 090308 T01020 TC100 0.85800.201.8
SNGN 090312 T01020 TC100 1.25650.251.8
SNGN 120404 T01020 TC100 0.46200.102.0
SNGN 120408 T01020 TC100 0.85750.202.0
SNGN 120708 T01020 TC100 0.85750.202.0
SNGN 120712 T01020 TC100 1.25650.252.0
312 CNDNKNLNRNSNTNVNWN
RE SNGN CER
ICLS [mm][mm][mm] 09039.5259.5253.18 120412.70012.704.76 120712.70012.707.94 IC L S
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC T
9
HBHFWFLFLHHBKWLAMSGAMO kg

[mm][mm][mm][mm][mm][mm][mm][°][°]
DSBNR 2020 K 12 2020201712534.22.5-6-60.43GI029DS12AT003
DSBNR 2525 M 12 2525252215034.3–-6-60.74GI029DS12AT003
DSBNR 2525 M 15 2525252215041.62-6-60.80GI082DS15AT006
DSBNR 3225 P 15 3225322217041.72-6-61.07GI082DS15AT006
DSBNR 3232 P 19 3232322717046.4–-6-61.38GI026DS19–
DSBNR 4040 S 19 4040403525046.5–-6-63.18GI026DS19–
DSBNL 2525 M 12 2525252215034.3–-6-60.74GI029DS12AT003
DSBNL 2525 M 15 2525252215041.62-6-60.80GI082DS15AT006
DSBNL 3225 P 15 3225322217041.72-6-61.16GI082DS15AT006
DSBNL 3232 P 19 3232322717046.4–-6-61.38GI026DS19–
DSBNL 4040 S 19 4040403525046.5–-6-63.18GI026DS19–
313 P M
S
B
K N
H WF 75°
H HF HBKW LF LH DSBN(RL) EXT
GI026SN..1906.. GI029SN..1204.. GI082SN..1506.. Nm DS12DCS123.9DSS425-01US2002-T15PFLAGT15P/3,5 DS15DCS166.4DSS425-03US2007-T20PLKT20P DS19DCS196.4DSS425-04US2007-T20PLKT20P CNDNKNLNRNSNTNVNWN External Double Clamp Holder with 75° Cutting Angle for SN.. Insert ExternalRight/Lefthanddoubleclamptoolholderwith75°cuttingangle.Suitedforlongitudinalturningwithoutshoulder,taperandchamfer turningwithnegativeSN..12,15or19sizeinserts.Availablein20x20upto40x40mmshanks.Bodytreatedforlongertoollife. Product 9
AT003aSN..1207..DSS425-02
AT006aSN..1507..DSS425-05
AT003bCERSN.N1204..DCS12C4
AT003cCERSN.A1204..DCS12C2
AT006bCERCN.N1606..DCS16C4
AT006cCERCN.A1606..DCS16C2
314
CNDNKNLNRNSNTNVNWN 9
External Double Clamp Holder with 45° Cutting Angle for SN.. Insert

315 P M K N S H 45° WF B H 45° HF LF LH DSDNN EXT
19
S 25
Nm
DS15DCS166.4DSS425-03US2007-T20PLKT20P DS19DCS196.4DSS425-04US2007-T20PLKT20P
CNDNKNLNRNSNTNVNWN
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°] DSDNN 2525 M 12 25252512.815036.5-6-60.74GI029DS12AT003 DSDNN 2525 M 15 25252512.815044.8-6-60.76GI082DS15AT006 DSDNN 3232 P
32323216.517049.5-6-61.36GI026DS19–DSDNN 4040
4040402125057.2-6-63.13GI027DS25–GI026SN..1906.. GI027SN..2507.. GI029SN..1204.. GI082SN..1506..
DS12DCS123.9DSS425-01US2002-T15PFLAGT15P/3,5
DS25DCS259.5DSS425-07US2008-T25PLKT25P AT003aSN..1207..DSS425-02 AT006aSN..1507..DSS425-05 AT003bCERSN.N1204..DCS12C4 AT003cCERSN.A1204..DCS12C2 AT006bCERCN.N1606..DCS16C4 AT006cCERCN.A1606..DCS16C2
9
Externalneutraldoubleclamptoolholderwith45°cuttingangle.Suitedforlongitudinalturningwithoutshoulder,copy,taperandchamfer turningwithnegativeSN..12,15,19or25sizeinserts.Availablein25x25upto40x40mmshanks.Bodytreatedforlongertoollife. Product
3232324017032.1-6-61.46GI026DS19–

316 P M K N S H 75° WF B H HF
LF DSKN(RL) EXT
LH
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
GI026SN..1906.. GI029SN..1204.. Nm DS12DCS123.9DSS425-01US2002-T15PFLAGT15P/3,5 DS19DCS196.4DSS425-04US2007-T20PLKT20P AT003aSN..1207..DSS425-02 AT003bCERSN.N1204..DCS12C4 AT003cCERSN.A1204..DCS12C2 CNDNKNLNRNSNTNVNWN External Double Clamp Holder with 75° (Face) Cutting Angle for SN.. Insert ExternalRight/Lefthanddoubleclamptoolholderwith75°cuttingangle.SuitedforfacingwithoutshoulderandchamferingwithSN..12..or 19..sizeinserts.Availablein25x25upto32x32mmshank.Bodytreatedforlongertoollife. Product 9
DSKNR 2525 M 12 2525253215023.6-6-60.79GI029DS12AT003 DSKNR 3232 P 19
DSKNL 2525 M 12 2525253215023.6-6-60.79GI029DS12AT003 DSKNL 3232 P 19 3232324017032.1-6-61.46GI026DS19–
ExternalRight/Lefthanddoubleclamptoolholderwith45°cuttingangle.Suitedforlongitudinalandfacingwithoutshoulder,taper,copy turningandchamferingwithnegativeSN..12,15or19sizeinserts.Availablein20x20upto40x40mmshank.Bodytreatedforlongertoollife. Product
HBHFWFWFSLFOALLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][mm][mm][°][°]
DSSNR 2020 K 12 2020202516.7125133.327.50-80.45GI029DS12AT003
DSSNR 2525 M 12 2525253223.7150158.327.50-80.80GI029DS12AT003
DSSNR 2525 M 15 2525253221.8150160.2320-80.83GI082DS15AT006
DSSNR 3225 P 15 3225323221.8170180.234.90-81.16GI082DS15AT006
DSSNR 3232 P 19 3232324027.5170182.5370-81.48GI026DS19–
DSSNR 4040 S

DSSNL
4040405037.5250262.537.70-83.27GI026DS19–
2020202516.7125133.327.50-80.45GI029DS12AT003
2525253223.7150158.327.50-80.19GI029DS12AT003
2525253221.8150160.2320-80.83GI082DS15AT006
3225323221.8170180.234.90-81.16GI082DS15AT006
3232324027.5170182.5370-81.48GI026DS19–
317 P M K N S H
B
DSSN(RL) EXT
45° WF
H HF WFS OAL LF LH
19
2020 K 12
DSSNL 2525 M 12
DSSNL 2525 M 15
DSSNL 3225 P 15
DSSNL 3232 P 19
GI026SN..1906.. GI029SN..1204.. GI082SN..1506.. Nm DS12DCS123.9DSS425-01US2002-T15PFLAGT15P/3,5 DS15DCS166.4DSS425-03US2007-T20PLKT20P DS19DCS196.4DSS425-04US2007-T20PLKT20P
CNDNKNLNRNSNTNVNWN
DSSNL 4040 S 19 4040405037.5250262.537.70-83.27GI026DS19–
AT003aSN..1207..DSS425-02 AT006aSN..1507..DSS425-05 AT003bCERSN.N1204..DCS12C4 AT003cCERSN.A1204..DCS12C2 AT006bCERCN.N1606..DCS16C4 AT006cCERCN.A1606..DCS16C2
External Double Clamp Holder with 45° Cutting Angle for SN.. Insert
9
External Lever Lock Holder with 75° Cutting Angle for SN.. Insert

ExternalRight/Lefthandleverlocktoolholderwith75°cuttingangle.Suitedforlongitudinalturningwithoutshoulder,taperturningandcham feringwithnegativeSN..12,15,19or25sizeinserts.Availablein20x20upto50x50mmshank.Bodytreatedforlongertoollife.
HBHFWFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°]
PSBNR 2020 K 12 2020201712536-6-60.43GI029PS22
PSBNR 2525 M 12 2525252215036-6-60.75GI029PS20
PSBNR 3225 P 15 3225322217040-6-61.05GI082PS40
PSBNR 3232 P 19 3232322717045-6-61.30GI026PS50
PSBNR 4040 R 19 4040403520045-6-62.40GI026PS50
PSBNR
PSBNR
PSBNR
PSBNR
PSBNR
PSBNR
PSBNR
PSBNR
PSBNR
PSBNL
PSBNL
PSBNL
PSBNL
PSBNL
PSBNL
PSBNL
PSBNL
PSBNL
PSBNL
PSBNL
PSBNL
PSBNL
4040403520045-6-62.45GI027PS60
5050504330050-6-65.50GI040PS70
5050504330050-6-65.83GI162PS72
2020201712536-6-60.42GI029PS22
2525252215036-6-60.75GI029PS20
3225322217040-6-61.05GI082PS40
3232322717045-6-61.36GI026PS50
4040403520045-6-62.50GI026PS50
4040403525045-6-63.13GI026PS50
4040403520045-6-62.45GI027PS60
4040403525050-6-63.10GI027PS60
4040403525050-6-62.50GI040PS70
4040403525050-6-63.11GI162PS72
5050504325050-6-64.70GI027PS60
5050504330050-6-65.84GI027PS60
5050504330050-6-65.80GI040PS70
318 P M K N S H 75° WF B H LH
HF PSBN(RL) EXT
LF
4040 S 19 4040403525045-6-63.12GI026PS50
4040 R 25
4040 S 25 4040403525050-6-62.85GI027PS60
4040 S 2509 4040403525050-6-62.50GI040PS70
4040 S 2512-A 4040403525050-6-63.08GI162PS72
5050 S 25 5050504325050-6-64.70GI027PS60
5050 T 25 5050504330050-6-65.83GI027PS60
T 2509
5050
T 2512-A
5050
K 12
2020
M 12
2525
P 15
3225
3232 P 19
4040 R 19
4040 S 19
4040 R 25
4040 S 25
4040 S 2509
4040 S 2512-A
5050 S 25
5050 T 25
5050 T 2509
CNDNKNLNRNSNTNVNWN
9
Product
HBHFWFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°]
PSBNL 5050 T 2512-A 5050504330050-6-65.82GI162PS72
GI026SN..1906..
GI027SN..2507..
GI029SN..1204.. GI040SN..2509.. GI082SN..1506.. GI162SN..2512.. Nm
PS20SNU120312PU02US356.0M8x122.5NT05MT05HXK4
PS22SNU120312PU02US426.0M8x121NT05MT05HXK4
PS40SNU150312PU04US366.0M8x126NT07MT07HXK4
PS50SNU190416PU05US388.0M10x129NT06MT06HXK5
PS60SNU250624PU06US398.0M10x133NT08MT08HXK5
PS70SNU250624PU06US478.0M12x136NT08MT08HXK5
PS72SNU250624PU10-NPS120408.0M12x140NT08MT08HXK5
319
CNDNKNLNRNSNTNVNWN Product 9
PSDNN
25252512.515036-6-60.68GI029PS20
3232321617040-6-61.32GI082PS40 PSDNN
3232321617045-6-61.25GI026PS50 PSDNN

320 P M K N S H 45° 45° WF B H LF LH HF PSDNN EXT
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
2020 K 12 2020201012536-6-60.42GI029PS22
12
PSDNN 2525 M
P 15
3232 P 19
4040 S 19
4040 S 25
5050 T 25
GI026SN..1906.. GI027SN..2507.. GI029SN..1204.. GI082SN..1506.. Nm
CNDNKNLNRNSNTNVNWN
Product 9
PSDNN 3232
4040402025045-6-63.05GI026PS50 PSDNN
4040402025050-6-63.02GI027PS60 PSDNN
5050502530050-6-65.65GI027PS60
PS20SNU120312PU02US356.0M8x122.5NT05MT05HXK4 PS22SNU120312PU02US426.0M8x121NT05MT05HXK4 PS40SNU150312PU04US366.0M8x126NT07MT07HXK4 PS50SNU190416PU05US388.0M10x129NT06MT06HXK5 PS60SNU250624PU06US398.0M10x133NT08MT08HXK5
External Lever Lock Holder with 45° Cutting Angle for SN.. Insert Externalneutralleverlocktoolholderwith45°cuttingangle.Suitedforlongitudinalturningwithoutshoulder,copyandtaperturningandcham feringwithnegativeSN..12,15,19or25sizeinserts.Availablein20x20upto50x50mmshank.Bodytreatedforlongertoollife.
ExternalRight/Lefthandleverlocktoolholderwith75°cuttingangle.Suitedforfaceturningwithoutshoulderandchamferingwithnegative SN..12,15,19or25sizeinserts.Availablein20x20upto50x50mmshank.Bodytreatedforlongertoollife.
HBHFWFLFOALLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][mm][°][°]
PSKNR 2020 K 12 20202025125128.136-6-60.43GI029PS22
PSKNR 2525 M 12 25252532150153.136-6-60.79GI029PS20
PSKNR 3225 P 15 32253232170173.940-6-60.40GI082PS40
PSKNR 3232 P 19 32323240170174.645-6-61.40GI026PS50
PSKNR 4040 S 19 40404050250254.645-6-63.25GI026PS50
PSKNR 4040 S 25 40404050250256.550-6-63.40GI027PS60
PSKNR 5050 T 25 50505060300306.550-6-66.05GI027PS60
PSKNR 5050 T 2509 50505060300306.550-6-66.20GI040PS70
PSKNL 2020 K 12 20202025125128.136-6-60.43GI029PS22
PSKNL 2525 M 12 25252532150153.136-6-60.79GI029PS20

PSKNL 3225 P 15 32253232170173.940-6-61.05GI082PS40
PSKNL
PSKNL
PSKNL
PSKNL
PSKNL
32323240170174.645-6-61.40GI026PS50
40404050250254.645-6-63.26GI026PS50
40404050250256.550-6-63.40GI027PS60
50505060300306.550-6-66.00GI027PS60
50505060300306.550-6-66.20GI040PS70
321
S
B H
P M K N
H 75° WF
HF LF LH OAL PSKN(RL) EXT
P 19
3232
S 19
4040
S 25
4040
T 25
5050
T 2509
GI026SN..1906.. GI027SN..2507.. GI029SN..1204.. GI040SN..2509.. GI082SN..1506.. CNDNKNLNRNSNTNVNWN
5050
External Lever Lock Holder, 75° (Face Turning) Cutting Angle for SN.. Insert
Product 9
PS20SNU120312PU02US356.0M8x122.5NT05MT05HXK4
PS22SNU120312PU02US426.0M8x121NT05MT05HXK4
PS40SNU150312PU04US366.0M8x126NT07MT07HXK4
PS50SNU190416PU05US388.0M10x129NT06MT06HXK5
PS60SNU250624PU06US398.0M10x133NT08MT08HXK5
PS70SNU250624PU06US478.0M12x136NT08MT08HXK5
322 Nm
CNDNKNLNRNSNTNVNWN 9
External Lever Lock Holder with 45° Cutting Angle for SN.. Insert

ExternalRight/Lefthandleverlocktoolholderwith45°cuttingangle.Suitedforlongitudinalandfaceturningwithoutshoulder,copyandtaper turningandchamferingwithnegativeSN..12,15,19or25sizeinserts.Availablein20x20upto50x50mmshank.Bodytreatedforlongertool life.
HBHFWFLFOALLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][mm][°][°]
PSSNR 2020 K 12 20202025125133.3360-80.41GI029PS22
PSSNR 2525 M 12 25252532150158.3360-80.75GI029PS20
PSSNR 3225 P 15 32253232170180.2400-81.13GI082PS40
PSSNR 3232 P 19 32323240170182.5450-81.34GI026PS50
PSSNR 4040 R 19 40404050200212.5450-82.50GI026PS50
PSSNR
32253232170180.2400-81.15GI082PS40
32323240170182.5450-81.44GI026PS50 PSSNL
PS20SNU120312PU02US356.0M8x122.5NT05MT05HXK4 PS22SNU120312PU02US426.0M8x121NT05MT05HXK4 PS40SNU150312PU04US366.0M8x126NT07MT07HXK4 PS50SNU190416PU05US388.0M10x129NT06MT06HXK5 PS60SNU250624PU06US398.0M10x133NT08MT08HXK5 PS70SNU250624PU06US478.0M12x136NT08MT08HXK5
323 P M K N S H 42° 45° WF B H HF
PSSN(RL) EXT
LF LH OAL
5050 T 25 50505060300316500-86.00GI027PS60
PSSNR 5050 T 2509 50505060300316500-86.05GI040PS70
PSSNL 2020 K 12 20202025125133.3360-80.41GI029PS22
PSSNL 2525 M 12 25252532150158.3360-80.67GI029PS20
PSSNL 3225 P 15
4040 R 19
5050 T 25
5050 T 2509
GI027SN..2507.. GI029SN..1204..
Nm
CNDNKNLNRNSNTNVNWN
PSSNL 3232 P 19
40404050200212.5450-82.58GI026PS50 PSSNL
50505060300316500-86.00GI027PS60 PSSNL
50505060300316500-86.08GI040PS70 GI026SN..1906..
GI040SN..2509.. GI082SN..1506..
Product 9

324 P M K N S H 45°
WF
KAPR
C.-DSDNN EXT
Nm C-DS12-2DCS123.9DSS425-01US2002-T15PFLAGT15P/3,5CN045-01 C-DS19DCS196.4DSS425-04US2007-T20PLKT20PCN045-01 AT003aSN..1207..DSS425-02 AT003bCERSN.N1204..DCS12C4 AT003cCERSN.A1204..DCS12C2 CNDNKNLNRNSNTNVNWN External PSC Quick Change Tool, Double Clamp, 45° Cutting Angle, SN.. Insert
Product 9
DMINP
LF DCON MS
KAPR
DCON MSDMINPWFLFKAPRLAMSGAMO kg [mm][mm][mm][mm][°][°][°] C4-DSDNN-00050-12 401400.35045-6-6 ü 0.39GI029C-DS12-2AT003 C5-DSDNN-00060-12 501650.36045-6-6 ü 0.69GI029C-DS12-2AT003 C6-DSDNN-00070-19 631950.57045-6-6 ü 1.28GI026C-DS19–GI026SN..1906.. GI029SN..1204..
Externalneutraldoubleclamptool,throughcoolant,with45˚cuttingangleforlongitudinalturningwithoutshoulder,copyturning,tapertur ningandchamferturningwithnegativeSN..12or19sizeinserts.AvailablewithPSC(PolygonShankCoupling)C4uptoC6shank.Bodytreated forlongertoollife.

325 P M K N S H a p max KAPR LF DMIN DCON MS WF C.-DSKN(RL) EXT DCON
GI029SN..1204.. Nm C-DS12-1DCS123.9DSS425-01US2002-T15PFLAGT15P/3,5CN034-01 AT003aSN..1207..DSS425-02 AT003bCERSN.N1204..DCS12C4 AT003cCERSN.A1204..DCS12C2 CNDNKNLNRNSNTNVNWN
Product 9
MSDMINWFLFKAPRLAMSGAMO kg [mm][mm][mm][mm][°][°][°] C4-DSKNR-27050-12 40110275075-6-6 ü 0.46GI029C-DS12-1AT003 C4-DSKNL-27050-12 40110275075-6-6 ü 0.46GI029C-DS12-1AT003
Ext. PSC Quick Change Tool, Double Clamp, 75° (Face) Cutting Angle, SN.. Ins ExternalRight/Lefthanddoubleclamptool,throughcoolant,with75˚cuttingangleforfaceturningwithoutshoulderandchamferingwith negativeSN..12..sizeinserts.AvailablewithPSC(PolygonShankCoupling)C4.Bodytreatedforlongertoollife.
DMINP
DCON MS
DCON MSDMINPWFLFKAPRLAMSGAMO kg
C4-DSRNR-22050-12 40140225075-6-6 ü 0.40GI029C-DS12-1AT003 C6-DSRNR-35065-19 63190356575-6-6 ü 1.30GI026C-DS19–C4-DSRNL-22050-12 40140225075-6-6 ü 0.42GI029C-DS12-1AT003 C6-DSRNL-35065-19 63190356575-6-6 ü 1.30GI026C-DS19–

326 P M K N S H
LF WF KAPR
C.-DSRN(RL) EXT
GI026SN..1906.. GI029SN..1204.. Nm C-DS12-1DCS123.9DSS425-01US2002-T15PFLAGT15P/3,5CN034-01 C-DS19DCS196.4DSS425-04US2007-T20PLKT20PCN045-01 AT003aSN..1207..DSS425-02 AT003bCERSN.N1204..DCS12C4 AT003cCERSN.A1204..DCS12C2 CNDNKNLNRNSNTNVNWN External PSC Quick Change Tool, Double Clamp, 75° Cutting Angle, SN.. Insert ExternalRight/Lefthanddoubleclamptool,throughcoolant,with75˚cuttingangleforlongitudinalturningwithoutshoulder,taperturning andchamferingwithnegativeSN..12or19sizeinserts.AvailablewithPSC(PolygonShankCoupling)C4uptoC6shank.Bodytreatedforlonger toollife. Product 9
[mm][mm][mm][mm][°][°][°]
DCON
kg [mm][mm][mm][mm][mm][mm][mm][°][°][°] C4-DSSNR-27042-12 401101402718.74250.3450-8 ü 0.38GI029C-DS12-1AT003 C5-DSSNR-35052-12 501101653526.75260.3450-8 ü 0.68GI029C-DS12-3AT003 C4-DSSNL-27042-12 401101402718.74250.3450-8 ü 0.36GI029C-DS12-1AT003 C5-DSSNL-35052-12 501101653526.75260.3450-8 ü 0.69GI029C-DS12-3AT003

327 P M K N S
C.-DSSN(RL) EXT
GI029SN..1204.. Nm C-DS12-1DCS123.9DSS425-01US2002-T15PFLAGT15P/3,5CN034-01 C-DS12-3DCS123.9DSS425-01US2002-T15PFLAGT15P/3,5CN034-02 AT003aSN..1207..DSS425-02 AT003bCERSN.N1204..DCS12C4 AT003cCERSN.A1204..DCS12C2 CNDNKNLNRNSNTNVNWN External PSC Quick Change Tool, Double Clamp, 45° Cutting Angle,
Insert
Product 9
H KAPR WF DCON MS WFS LFS LF DMINP DMIN
MSDMINDMINPWFWFSLFLFSKAPRLAMSGAMO
SN..
ExternalRight/Lefthanddoubleclamptool,throughcoolant,with45˚cuttingangleforlongitudinalandfaceturningwithoutshoulder,taper turning,copyturningandchamferingwithnegativeSN..12,15or19sizeinsert.AvailablewithPSC(PolygonShankCoupling)C4andC5shank. Bodytreatedforlongertoollife.
WFLFLAMSGAMO
KHP-SBNR 19 4736-6-61.51GI026PS50
KHP-SBNR 25 4736-6-61.47GI027PS60
KHP-SBNR 2509 4736-6-61.45GI040PS70
KHP-SBNR 2512-A 4736-6-61.71GI162PS72
KHP-SBNL 19 4736-6-61.96GI026PS50

KHP-SBNL 25 4736-6-61.48GI027PS60
KHP-SBNL 2509 4736-6-61.46GI040PS70
2512-A
328 P M K DKHR+KHP-SBNRDKHR+KHP-SBNL 75° 45° LF WF
KHP-SBN(RL)
CRP
kg [mm][mm][°][°]
KHP-SBNL
4736-6-61.45GI162PS72 GI026SN..1906.. GI027SN..2507.. GI040SN..2509.. GI162SN..2512.. Nm
CNDNKNLNRNSNTNVNWN
PS50SNU190416PU05US388.0M10x129NT06MT06HXK5 PS60SNU250624PU06US398.0M10x133NT08MT08HXK5 PS70SNU250624PU06US478.0M12x136NT08MT08HXK5 PS72SNU250624PU10-NPS120408.0M12x140NT08MT08HXK5
Modular KHP Lever Lock Turning Cartridge, 75° Cutting Angle for SN.. Inserts
9
DovetailedRight/Lefthandleverlockturningcartridge,75°CuttingAngle,formountingonDKHtoolholdershank.Suitedforheavylongitudinal turningwithoutshoulder,faceturning,taperandchamferturningwithnegativeSN..19or25inserts.Toolholdertreatedforlongertoollife. Product
KHP-SSNR 19 1545-6-61.28GI026PS50
KHP-SSNR 25 1545-6-60.98GI027PS60 KHP-SSNL 19 1545-6-61.03GI026PS50 KHP-SSNL 25 1545-6-61.30GI027PS60

329 P M K DKHR+KHP-SSNR WF CRP 45° LF 45° KHP-SSN(RL)
WFLFLAMSGAMO kg [mm][mm][°][°]
GI026SN..1906.. GI027SN..2507.. Nm PS50SNU190416PU05US388.0M10x129NT06MT06HXK5 PS60SNU250624PU06US398.0M10x133NT08MT08HXK5 CNDNKNLNRNSNTNVNWN
KHP Lever Lock Turning Cartridge, 45° Cutting Angle for SN.. Inserts
Product 9
Modular
DovetailedRight/Lefthandleverlockturningcartridge,45°CuttingAngle,formountingonDKHtoolholdershank.Suitedforheavylongitudinal turningwithoutshoulder,faceturning,copy,taperandchamferturningwithnegativeSN..19or25inserts.Toolholdertreatedforlongertoollife.
External Tool Holder Shank for KHP/KHS Heavy Turning Cartridges
DovetailedRight/LefthandmodulartoolshankforKHP/KHScartridges.Suitedforheavyturningapplications.Availablewithshanksize40x50up to60x80mm.Bodytreatedforlongertoollife.
DKHR 4050 V 40504004251007.10GI098DKH10
DKHR 5060 W 506045047511011.30GI098DKH10
DKHR 6080 W-A 60804504859019.65GI098DKH10
DKHL 4050 V 40504004251007.10GI098DKH10
DKHL 5060 W 506045047511011.30GI098DKH10
DKHL 6080 W-A 60804504859019.28GI098DKH10
330
CRP LF B 45° H OAL LH DKH(RL) HBLFOALLH kg [mm][mm][mm][mm][mm]
CNDNKNLNRNSNTNVNWN
GI098KHPKHS DKH10SR14HXK10
9
Product
InternalRight/Lefthandleverlockboringbar,throughcoolant,75˚cuttingangleforSN..12,15and19inserts.Minimuminternalturning diameterØ40mm.Forinternaltaperandlongitudinalturningwithoutshoulderandchamferturning.AvailablewithshanksizeØ32uptoØ60 mm.Bodytreatedforlongertoollife.
[mm][mm][mm][mm][mm][mm][°][°]
A32S-PSKNR 12 3240223030250-12-6 ü 1.50GI029PS21 A40T-PSKNR 15 4050273838300-12-6 ü 2.90GI082PS41 A50U-PSKNR 15 5063354748.5350-12-6 ü 5.20GI082PS40

A50U-PSKNR 19 5063354748.5350-12-6 ü 5.20GI026PS50 A60V-PSKNR 19 6080435758.5400-12-6 ü 8.70GI026PS50
A32S-PSKNL 12 3240223030250-12-6 ü 1.40GI029PS21 A40T-PSKNL 15 4050273838300-12-6 ü 2.90GI082PS41 A50U-PSKNL 15 5063354748.5350-12-6 ü 5.20GI082PS40 A50U-PSKNL 19 5063354748.5350-12-6 ü 5.20GI026PS50
331 P M K
S
H B
N
H
WF DMIN 75° DCON MS HF LF PSKN(RL) INT DCON MSDMINWFHBLFLAMSGAMO kg
Nm
CNDNKNLNRNSNTNVNWN
GI026SN..1906.. GI029SN..1204.. GI082SN..1506..
PS21SNU120312PU02US416.0M8x117NT05MT05HXK4 PS40SNU150312PU04US366.0M8x126NT07MT07HXK4 PS41SNU150312PU04US406.0M8x120.5NT07MT07HXK4 PS50SNU190416PU05US388.0M10x129NT06MT06HXK5
Internal Lever Lock Boring Bar with 75° Cutting Angle for SN.. Insert
Product 9
332 CNDNKNLNRNSNTNVNWN MATCHTHERIGHTSIZE(example) InsertToolHolder TNMM 160412E-OR DTFNR 2525 M 16 TNGACER & 343 TNGNCER & 344 TNMG & 335 TNMM & 342 TNMA & 334 TNGACBN & 344 DTFN(RL)EXT 90° TN.. 16 22 20×20 25×25 & 345 & 334–344 DTGN(RL)EXT 90° TN.. 16 22 20×20 32×25 & 346 & 334–344 C.-DTJN(RL)EXT 93° TN.. 16 C4 C5 & 351 & 334–344 MTJN(RL)EXT 93° TN.. 22° 16 22 16×16 32×32 & 347 & 334–344 PTFN(RL)EXT 90° TN.. 16 22 27 16×16 40×40 & 348 & 334–344 PTGN(RL)EXT 90° TN.. 16 22 27 16×16 40×40 & 349 & 334–344 PTTN(RL)EXT 60° TN.. 30° 16 22 20×20 32×25 & 350 & 334–344 TN 16/ 22/ 27/ 33 CARBIDE INSERTS ISO TURNING – EXTERNAL CER AND CBN INSERTS 9
ISO TURNING – INTERNAL
DTFN(RL)INT 90° TN.. 16 22 32 50 & 352 & 334–344
PTFN(RL)INT 90° TN.. 16 22 32 50 & 353 & 334–344
C.-DTFN(RL)INT 91° TN.. 16 32 & 354 & 334–344
333 CNDNKNLNRNSNTNVNWN
TN 16/ 22/ 27/ 33
9
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product
Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.
TNMA 160404 T5305 0.42200.101.5450.151.0 T5315 0.41900.101.5400.151.0
TNMA 160408 T5305 0.82050.201.5400.151.0 T5315 0.81800.201.5350.151.0 T6310 0.8900.201.5200.151.0
TNMA 160412 T5305 1.22150.201.5450.151.0 T5315 1.21900.201.5400.151.0
TNMA 220408 T5305 0.81950.202.0400.151.0 T5315 0.81750.202.0350.151.0 T6310 0.8900.202.0200.151.0
TNMA 220412 T5305 1.22050.202.0400.151.0 T5315 1.21850.202.0350.151.0
Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.

TNMA 160408S T5305 0.82050.201.5400.151.0

334 CNDNKNLNRNSNTNVNWN
60°
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
ICD1LS [mm][mm][mm][mm] 16049.5253.8116.504.76 220412.7005.1622.004.76 IC L S D 1 RE
TNMA RE PMKNSH
E
S
9
16049.5253.8116.504.76 220412.7005.1622.004.76 270615.8756.3527.506.35 330919.0507.9433.009.525
Product
TNMG 160404E-FF
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
FFgeometrywithhighlypositivedesignforfine-finishmachining,andcontinuoustoslightlyinterruptedcuts.
T7325 0.42000.121.01550.111.0
T8315 0.41850.121.01100.111.01750.121.0 T8330 0.41750.121.01050.111.01650.121.0 T8430 0.42100.121.01150.111.01750.121.0
TNMG 160408E-FF T7325 0.82250.151.01750.141.0 T8315 0.82050.151.01200.141.01900.151.0
FMgeometrywithpositivedesignforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.


TNMG 160404E-FM
T7325 0.41600.201.71200.181.7500.201.4 T7335 0.41600.201.71200.181.7500.201.4
T8315 0.41500.201.7900.181.71400.201.7350.141.4 T8330 0.41450.201.7850.181.71350.201.7350.141.4 T8430 0.41650.201.7900.181.71350.201.7350.141.4 T9310 0.42450.201.72300.201.7 T9315 0.42200.201.72050.201.7
T9325 0.42000.201.71200.181.71900.201.7450.201.4 TT310 0.42250.201.71350.181.7
TNMG 160408E-FM T7325 0.81950.201.71500.181.7600.161.4
T7335 0.81900.201.71450.181.7600.161.4
T8315 0.81800.201.71050.181.71700.201.7450.161.4
T8330 0.81700.201.71000.181.71600.201.7400.161.4
T8430 0.81950.201.71050.181.71600.201.7400.161.4
T9310 0.82900.201.72750.201.7
T9315 0.82650.201.72500.201.7
T9325 0.82350.201.71400.181.72200.201.7500.161.4
TT310 0.82700.201.71600.181.7
TNMG 160412E-FM
T7325 1.21900.251.71450.231.7600.181.4
T8330 1.21650.251.7950.231.71550.251.7400.181.4
T8430 1.21850.251.71000.231.71500.251.7400.181.4
T9310 1.22800.251.72650.251.7
T9315 1.22550.251.72400.251.7
T9325 1.22250.251.71350.231.72100.251.7500.181.4
TNMG 220404E-FM
T8330 0.41450.201.7850.181.71350.201.7350.201.4
T8430 0.41500.241.7800.221.71250.241.7300.221.4
T9315 0.42200.201.72050.201.7
T9325 0.42000.201.71200.181.71900.201.7450.201.4
335 CNDNKNLNRNSNTNVNWN
ICD1LS [mm][mm][mm][mm]
IC L S D 1 RE 60° TNMG RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 22° 7° 0,06 0,09 S
20° 0,1 10°
0,2 1 S
9
TNMG 220408E-FM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
FMgeometrywithpositivedesignforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.



T8330 0.81700.201.71000.181.71600.201.7400.161.4
T8430 0.81950.201.71050.181.71600.201.7400.161.4
T9315 0.82650.201.72500.201.7 T9325 0.82350.201.71400.181.72200.201.7500.161.4
KRgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
TNMG 160408E-KR
T5305 0.82200.353.02050.353.0400.151.0 T5315 0.82000.353.01900.353.0400.151.0
Mgeometryforfinishtosemi-roughmachining,andcontinuoustointerruptedcuts.
TNMG 160404E-M
T5315 0.42150.201.62000.201.6400.151.0 T9315 0.42050.201.61900.201.6400.151.0 T9325 0.41800.201.61700.201.6 T9335 0.41550.201.6
TNMG 160408E-M T5305 0.82500.301.62350.301.6500.151.0 T5315 0.82250.301.62100.301.6450.151.0 T9310 0.82200.301.62050.301.6400.151.0 T9315 0.82050.301.61900.301.6400.151.0 T9325 0.81850.301.61750.301.6 T9335 0.81600.301.6
TNMG 160412E-M
T5315 1.22150.401.62000.401.6400.151.0 T9315 1.21900.401.61800.401.6350.151.0 T9325 1.21700.401.61600.401.6 T9335 1.21450.401.6
TNMG 220408E-M T5305 0.82450.302.12300.302.1450.151.0
T5315 0.82150.302.12000.302.1400.151.0 T9310 0.82150.302.12000.302.1400.151.0
T9315 0.82000.302.11900.302.1400.151.0 T9325 0.81800.302.11700.302.1 T9335 0.81550.302.1
TNMG 220412E-M T5315 1.22050.402.11900.402.1400.151.0 T9315 1.21850.402.11750.402.1350.151.0 T9325 1.21650.402.11550.402.1 T9335 1.21400.402.1
NFgeometrywithhighlypositivedesignforfine-finishtomediummachining,andcontinuouscuts.
TNMG 160404E-NF HF7 0.4900.141.41400.151.44500.181.4
T6310 0.41500.171.41050.151.41200.171.44500.201.4450.151.1
T7325 0.41700.181.41300.161.4550.161.1
T7335 0.41650.181.41250.161.4500.161.1
T8315 0.41600.171.4950.151.41500.171.44800.201.4400.151.1
T8330 0.41550.171.4900.151.41450.171.44650.201.4350.151.1
T8430 0.41750.171.4950.151.41400.171.44800.201.4350.151.1 T9315 0.42550.151.42400.151.4 T9325 0.42150.181.41250.161.42000.181.4450.161.1
336 CNDNKNLNRNSNTNVNWN
RE PMKNSH
0,1 10° 0,2 1 S
20°
0,3 3 1 , 4 01, 15° S
5° 16° 10°
0,3
0,1
P
12°
0,15 25°
S
Product
9
TNMG 160408E-NF
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
NFgeometrywithhighlypositivedesignforfine-finishtomediummachining,andcontinuouscuts.
HF7 0.81000.151.41600.171.45100.201.4
T6310 0.81800.181.41250.161.41450.181.45400.221.4500.161.1
T7325 0.82000.181.41550.161.4650.161.1
T7335 0.81950.181.41500.161.4600.161.1
T8315 0.81900.181.41100.161.41800.181.45700.221.4450.161.1
T8330 0.81800.181.41050.161.41700.181.45400.221.4450.161.1
T8430 0.82050.181.41100.161.41700.181.45700.221.4450.161.1
T9315 0.82900.171.42750.171.4
0.82550.181.41500.161.42400.181.4550.161.1
NMgeometrywithhighlypositivedesignforfine-finish,mediumandroughmachining,incontinuouscuts.


TNMG 160404E-NM
T7325 0.41700.201.91300.181.9550.201.5
T7335 0.41600.201.91200.181.9500.201.5
T8315 0.41600.201.9950.181.94800.241.9400.201.5
T8330 0.41450.201.9850.181.94350.241.9350.201.5 T8430 0.41700.201.9900.181.94650.241.9350.201.5 T9325 0.42100.201.91250.181.9450.201.5
TNMG 160408E-NM T7325 0.81900.251.91450.231.9600.201.5
T7335 0.81800.251.91400.231.9550.201.5
T8315 0.81750.251.91050.231.95250.301.9400.201.5
T8330 0.81650.251.9950.231.94950.301.9400.201.5 T8430 0.81850.251.91000.231.95100.301.9400.201.5
T9315 0.82500.251.9
T9325 0.82250.251.91350.231.9500.201.5
TNMG 220408E-NM T7325 0.81900.251.71450.231.7600.201.4
T7335 0.81850.251.71400.231.7600.201.4
T8315 0.81750.251.71050.231.75250.301.7400.201.4
T8330 0.81650.251.7950.231.74950.301.7400.201.4 T8430 0.81850.251.71000.231.75100.301.7400.201.4 T9315 0.82550.251.7
T9325 0.82250.251.71350.231.7500.201.4
TNMG 220412E-NM T7325 1.21900.301.71450.271.7600.241.4 T7335 1.21800.302.11400.272.1550.241.7 T9325 1.22150.302.11250.272.1450.241.7
NMRgeometrywithpositivedesignformediumtoroughmachining,andcontinuouscuts.
TNMG 160404E-NMR
T6310 0.41300.201.7900.181.7350.181.4
T7325 0.41450.201.71100.181.7450.181.4
T7335 0.41450.201.71100.181.7450.181.4
T8330 0.41300.201.7750.181.7300.181.4
T8430 0.41450.201.7800.181.7300.181.4
T9315 0.42000.201.7
T9325 0.41800.201.71050.181.7400.181.4
TNMG 160408E-NMR
T6310 0.81400.301.71000.271.7400.241.4
T7325 0.81550.301.71200.271.7500.241.4
T7335 0.81450.301.71100.271.7450.241.4
T8330 0.81400.301.7800.271.7350.241.4
T8430 0.81500.301.7800.271.7300.241.4
T9315 0.82050.301.7
T9325 0.81850.301.71100.271.7400.241.4
337 CNDNKNLNRNSNTNVNWN
S
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,15 25° 12°
T9325
10° 30° 0, 25 1 S
22°
10° S
0,31
Product
9
TNMG 160412E-NMR
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
NMRgeometrywithpositivedesignformediumtoroughmachining,andcontinuouscuts.


T7325 1.21650.301.71250.271.7500.241.4
T9315 1.22150.301.7
T9325 1.21950.301.71150.271.7400.241.4
TNMG 220408E-NMR T6310 0.81350.302.1950.272.1400.241.7
T7325 0.81500.302.11150.272.1450.241.7
T7335 0.81450.302.11100.272.1450.241.7
T8330 0.81350.302.1800.272.1300.241.7
T8430 0.81450.302.1800.272.1300.241.7
T9315 0.82000.302.1
T9325 0.81800.302.11050.272.1400.241.7
TNMG 220412E-NMR T6310 1.21400.302.11000.272.1400.241.7
T7325 1.21600.302.11200.272.1500.241.7
T9315 1.22100.302.1
T9325 1.21900.302.11100.272.1400.241.7
Rgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
TNMG 160408E-R
T5305 0.82100.403.01950.403.0400.151.0
T5315 0.81850.403.01750.403.0350.151.0 T9310 0.81850.403.01750.403.0350.151.0 T9315 0.81650.403.01550.403.0300.151.0 T9325 0.81500.403.01400.403.0 T9335 0.81300.403.0
TNMG 160412E-R T5315 1.21950.403.01850.403.0350.151.0 T9310 1.21950.403.01850.403.0350.151.0 T9325 1.21600.403.01500.403.0 T9335 1.21400.403.0
TNMG 220408E-R T9315 0.81650.404.01550.404.0300.151.0 T9325 0.81450.404.01350.404.0 T9335 0.81250.404.0
TNMG 220412E-R T9310 1.21850.404.01750.404.0350.151.0 T9315 1.21700.404.01600.404.0300.151.0 T9325 1.21550.404.01450.404.0
TNMG 220416E-R T9315 1.61800.404.01700.404.0350.151.0 T9325 1.61650.404.01550.404.0
RMgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
TNMG 160408E-RM
T5305 0.82450.403.02300.403.0
T5315 0.82150.403.02000.403.0 T7325 0.81550.403.01200.363.0 T7335 0.81450.403.01100.363.0 T9310 0.82100.403.01950.403.0 T9315 0.81950.403.01850.403.0 T9325 0.81750.403.01050.363.01650.403.0 T9335 0.81500.403.0900.363.0
338 CNDNKNLNRNSNTNVNWN
RE PMKNSH
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 22° 0,31 10° S
5° 15 ° 5° 0,4 0,1 P
19°
0,35 0, 3
1 S
Product
9
Product
TNMG 160412E-RM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. RMgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.

T5305 1.22550.403.02400.403.0
T5315 1.22250.403.02100.403.0
T7325 1.21650.403.01250.363.0
T7335 1.21550.403.01200.363.0
T8330 1.21450.403.0850.363.01350.403.0
T8430 1.21500.403.0800.363.01250.403.0
T9315 1.22050.403.01900.403.0
T9325 1.21850.403.01100.363.01750.403.0 T9335 1.21600.403.0950.363.0
TNMG 220408E-RM T5305 0.82350.404.02200.404.0
T5315 0.82100.404.01950.404.0
T7325 0.81500.404.01150.364.0
T7335 0.81400.404.01050.364.0
T9310 0.82000.404.01900.404.0
T9315 0.81900.404.01800.404.0
T9325 0.81700.404.01000.364.01600.404.0
T9335 0.81450.404.0850.364.0
TNMG 220412E-RM
T5305 1.22450.404.02300.404.0 T5315 1.22200.404.02050.404.0 T7325 1.21600.404.01200.364.0 T7335 1.21500.404.01150.364.0
T9315 1.22000.404.01900.404.0 T9325 1.21800.404.01050.364.01700.404.0 T9335 1.21550.404.0900.364.0
TNMG 220416E-RM T7325 1.61650.404.01250.364.0 T9315 1.62100.404.01950.404.0 T9325 1.61850.404.01100.364.01750.404.0 T9335 1.61600.404.0950.364.0
TNMG 270612E-RM T7325 1.21100.406.0850.366.0 T9325 1.21200.406.0700.366.01100.406.0
TNMG 270616E-RM T7325 1.61150.406.0850.366.0 T9226 1.61150.406.0650.366.01050.406.0 T9315 1.61350.406.01250.406.0 T9325 1.61250.406.0750.366.01150.406.0 T9335 1.61000.406.0600.366.0
TNMG 270624E-RM T7325 2.41150.506.0850.456.0 T9325 2.41200.506.0700.456.01100.506.0 T9335 2.4950.506.0550.456.0
TNMG 270632E-RM T9335 3.2900.606.0500.546.0
TNMG 330924E-RM T9226 2.41000.5010.0600.4510.0950.5010.0 T9335 2.4900.5010.0500.4510.0 14,5°
1,94 E
SFgeometrywithpositivedesignforfine-finishmachiningofthinwallsandcontinuouscuts.
TNMG 160404E-SF H07 0.4750.141.31200.151.33900.181.3350.121.0 T6310 0.41500.151.31050.141.31200.151.34500.181.3450.121.0300.151.0 T7325 0.41700.171.31300.151.3550.151.0 T7335 0.41650.171.31250.151.3500.151.0 T8315 0.41600.151.3950.141.31500.151.34800.181.3400.121.0300.151.0 T8330 0.41500.151.3900.141.31400.151.34500.181.3350.121.0300.151.0 T8430 0.41800.151.3950.141.31450.151.34950.181.3350.121.0300.151.0 T9315 0.42450.151.32300.151.3450.151.0 T9325 0.42100.171.31250.151.31950.171.3450.151.0
339 CNDNKNLNRNSNTNVNWN
1
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,35 0, 3 19°
S
9
Product
TNMG 160408E-SF
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
TNMG 160412E-SF
TNMG 220404E-SF
TNMG 220408E-SF
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 14,5°
1,94
SFgeometrywithpositivedesignforfine-finishmachiningofthinwallsandcontinuouscuts.
H07 0.8850.151.31400.171.34450.201.3450.141.0
T6310 0.81750.171.31250.151.31400.171.35250.201.3500.141.0350.151.0
T7325 0.82000.171.31550.151.3650.151.0
T7335 0.81950.171.31500.151.3600.151.0
T8315 0.81850.171.31100.151.31750.171.35550.201.3450.141.0350.151.0
T8330 0.81750.171.31050.151.31650.171.35250.201.3400.141.0350.151.0
T8430 0.82050.171.31100.151.31700.171.35700.201.3450.141.0350.151.0
T9315 0.82750.171.32600.171.3550.151.0
T9325 0.82500.171.31500.151.32350.171.3550.151.0
T6310 1.21600.301.31150.271.31250.301.34800.361.3450.211.0300.151.0
T7325 1.21750.301.31350.271.3550.211.0
T9325 1.22050.301.31200.271.31900.301.3450.211.0
T6310 0.41450.171.71000.151.71150.171.74350.201.7400.151.4250.151.0
T7325 0.41600.171.71200.151.7500.151.4
T9325 0.42050.171.71200.151.71900.171.7450.151.4
T6310

0.81700.171.71200.151.71350.171.75100.201.7500.151.4300.151.0 T8315 0.81800.171.71050.151.71700.171.75400.201.7450.151.4350.151.0 T8430 0.81950.171.71050.151.71600.171.75400.201.7400.151.4300.151.0
TNMG 220412E-SF T6310 1.21550.301.71100.271.71250.301.74650.361.7450.211.4300.151.0 T7325 1.21700.301.71300.271.7550.211.4
1.22050.301.71200.271.71900.301.7450.211.4
SMgeometrywithpositivedesignformediummachining,andcontinuoustointerruptedcuts.
TNMG 160404E-SM
T6310 0.41350.221.7950.201.71050.221.74050.261.7400.201.4250.151.0
T7325 0.41500.221.71150.201.7450.201.4
T7335 0.41450.221.71100.201.7450.201.4
T8330 0.41350.221.7800.201.71250.221.74050.261.7300.201.4250.151.0
T8430 0.41450.221.7800.201.71200.221.74050.261.7300.201.4250.151.0
T9315 0.42100.201.71950.201.7400.151.0 T9325 0.41850.221.71100.201.71750.221.7400.201.4
TNMG 160408E-SM
T6310 0.81500.251.71050.231.71200.251.74500.301.7450.201.4300.151.0
T7325 0.81700.251.71300.231.7550.201.4
T7335 0.81650.251.71250.231.7500.201.4
T8330 0.81500.251.7900.231.71400.251.74500.301.7350.201.4300.151.0
T8430 0.81700.251.7900.231.71350.251.74650.301.7350.201.4250.151.0
T9315 0.82300.251.72150.251.7450.151.0
T9325 0.82050.251.71200.231.71900.251.7450.201.4
TNMG 160412E-SM
T6310 1.21550.301.71100.271.71250.301.74650.361.7450.241.4300.151.0
T7325 1.21700.301.71300.271.7550.241.4
T7335 1.21650.301.71250.271.7500.241.4
T9325 1.22050.301.71200.271.71900.301.7450.241.4
TNMG 220404E-SM
T6310 0.41300.241.7900.221.71000.241.73900.291.7350.221.4250.151.0
T7325 0.41450.241.71100.221.7450.221.4
T8330 0.41300.241.7750.221.71200.241.73900.291.7300.221.4250.151.0
T8430 0.41450.241.7800.221.71200.241.74050.291.7300.221.4250.151.0
T9325 0.41750.241.71050.221.71650.241.7350.221.4
TNMG 220408E-SM
T6310 0.81500.251.71050.231.71200.251.74500.301.7450.201.4300.151.0
T7325 0.81700.251.71300.231.7550.201.4
T7335 0.81650.251.71250.231.7500.201.4
T8330 0.81500.251.7900.231.71400.251.74500.301.7350.201.4300.151.0
T8430 0.81700.251.7900.231.71350.251.74650.301.7350.201.4250.151.0
T9315 0.82300.251.72150.251.7450.151.0
T9325 0.82050.251.71200.231.71900.251.7450.201.4
340 CNDNKNLNRNSNTNVNWN
RE PMKNSH
E
T9325
13° 0,25 5° S
9
TNMG 220412E-SM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
SMgeometrywithpositivedesignformediummachining,andcontinuoustointerruptedcuts.
T6310 1.21550.301.71100.271.71250.301.74650.361.7450.241.4300.151.0
T7325 1.21700.301.71300.271.7550.241.4
T7335 1.21650.301.71250.271.7500.241.4
T9315 1.22250.301.72100.301.7450.151.0 T9325 1.22050.301.71200.271.71900.301.7450.241.4
ER-SIgeometrywithpositiveright-handeddesignforfine-finishtosemi-roughmachining,andcontinuouscuts.


TNMG 160404ER-SI
T7325 0.41900.201.51450.181.5600.181.2
T7335 0.41800.201.51400.181.5550.181.2
T8315 0.41750.201.51050.181.55250.241.5400.181.2
T8330 0.41650.201.5950.181.54950.241.5400.181.2
T8430 0.41850.201.51000.181.55100.241.5400.181.2
T9325 0.42300.201.51350.181.5500.181.2
T9335 0.41950.201.51150.181.5400.181.2
TNMG 160408ER-SI
T7325 0.81900.351.51450.321.5600.251.2
T7335 0.81800.351.51400.321.5550.251.2
T8315 0.81750.351.51050.321.55250.421.5400.251.2
T8330 0.81700.351.51000.321.55100.421.5400.251.2
T8430 0.81800.351.5950.321.54950.421.5350.251.2
T9325 0.82150.351.51250.321.5450.251.2
T9335 0.81900.351.51100.321.5400.251.2
EL-SIgeometrywithpositiveleft-handeddesignforfine-finishtosemi-roughmachining,andcontinuouscuts.
TNMG 160404EL-SI
T7325 0.41900.201.51450.181.5600.181.2
T7335 0.41800.201.51400.181.5550.181.2
T8315 0.41750.201.51050.181.55250.241.5400.181.2 T8330 0.41650.201.5950.181.54950.241.5400.181.2
T8430 0.41850.201.51000.181.55100.241.5400.181.2
T9325 0.42300.201.51350.181.5500.181.2
T9335 0.41950.201.51150.181.5400.181.2
TNMG 160408EL-SI
T7325 0.81900.351.51450.321.5600.251.2
T7335 0.81800.351.51400.321.5550.251.2
T8315 0.81750.351.51050.321.55250.421.5400.251.2
T8330 0.81700.351.51000.321.55100.421.5400.251.2
T8430 0.81800.351.5950.321.54950.421.5350.251.2
T9325 0.82150.351.51250.321.5450.251.2
T9335 0.81900.351.51100.321.5400.251.2
341 CNDNKNLNRNSNTNVNWN
13° 0,25 5°
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
S
15° 18°
E
15° 18°
E
Product
9
16049.5253.8116.504.76 220412.7005.1622.004.76 270615.8756.3527.506.35
Product
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
DRgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.

TNMM 160408E-DR T9325 0.81750.404.01050.364.01650.404.0
TNMM 220408E-DR T9325 0.81750.404.01050.364.01650.404.0 T9335 0.81550.404.0900.364.0
TNMM 220412E-DR T9315 1.22050.404.01900.404.0 T9325 1.21850.404.01100.364.01750.404.0 T9335 1.21600.404.0950.364.0
TNMM 220416E-DR T9325 1.61950.404.01150.364.01850.404.0
TNMM 270616E-DR T9325 1.61350.404.0800.364.01250.404.0 T9335 1.61100.404.0650.364.0
HRgeometryforroughtoheavy-roughmachining,andcontinuoustointerruptedcuts.


TNMM 270616E-HR T9325 1.6900.607.0500.547.0850.607.0 T9335 1.6750.607.0450.547.0

TNMM 270624E-HR T9226 2.4800.657.0450.597.0750.657.0
NR2geometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
TNMM 160408E-NR2 T9325 0.81650.403.0950.363.01550.403.0350.282.4
TNMM 220408E-NR2 T7325 0.81450.404.01100.364.0450.283.2 T9325 0.81600.404.0950.364.01500.404.0350.283.2
TNMM 220412E-NR2 T7325 1.21500.404.01150.364.0450.323.2 T8330 1.21350.404.0800.364.01250.404.0300.323.2 T8430 1.21400.404.0750.364.01150.404.0300.323.2 T9325 1.21700.404.01000.364.01600.404.0350.323.2
ORgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
TNMM 160408E-OR T9315 0.81850.403.01750.403.0 T9325 0.81650.403.0950.363.01550.403.0350.282.4
TNMM 160412E-OR T9325 1.21750.403.01050.363.01650.403.0350.322.4
TNMM 220408E-OR T9315 0.81800.404.01700.404.0
T9325 0.81600.404.0950.364.01500.404.0350.323.2 T9335 0.81400.404.0800.364.0300.323.2 TNMM 220412E-OR T9325 1.21750.403.01050.363.01650.403.0350.322.4 T9335 1.21500.403.0900.363.0300.322.4
342 CNDNKNLNRNSNTNVNWN
ICD1LS [mm][mm][mm][mm]
IC L S D 1 RE 60°
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
S
TNMM
23° 0,35
34° 14° 12° 0,07 0,4
P
0,13 15° 21° 0, 41 P
4° 18° 0,1÷ 0,15 0,2 2÷ 0,4 5 P
9
Product
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH
ERgeometrywithright-handeddesignformediumtosemi-roughmachining,andcontinuouscuts.

TNMM


ELgeometrywithlefthandeddesignformediumtosemi-roughmachining,andcontinuouscuts.
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product
Formachiningwithhighspeedsandcontinuouscuts.
TNGA
343 CNDNKNLNRNSNTNVNWN
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,25 15° S
220412ER T9335 1.21900.352.11100.322.1400.251.7 0,25 15° S
L
TNMM 220412EL T9335 1.21900.352.11100.322.1400.251.7 ICD1LS [mm][mm][mm][mm] 16049.5253.8116.504.76 IC
S D 1 RE 60° TNGA CER RE PMKNSH
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC T
160408 T01020 TC100 0.84750.201.5 TNGA 160412 T01020 TC100 1.25000.201.5
9


344 CNDNKNLNRNSNTNVNWN ICLS [mm][mm][mm] 16049.52516.504.76
IC L S RE 60° TNGN CER RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC T TNGN 160408 T01020 TC100 0.84750.201.5 TNGN 160412 T01020 TC100 1.25000.201.5 TNGN 160708 T02020 TC100 0.84750.201.5 ICD1LS [mm][mm][mm][mm] 16049.5253.8116.504.76 IC L S D 1 RE 60° TNGA CBN RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC S TNGA 160408S01020C TB310 0.84500.150.61150.110.5950.151.0 Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Formachiningwithhighspeedsandcontinuouscuts. Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Forfinishmachiningandcontinuouscuts. 9
16079.52516.507.94
HBHFWFLFLHLAMSGAMO kg

[mm][mm][mm][mm][mm][mm][°][°]
DTFNR 2020 K 16 2020202512523.6-6-60.43GI024DT16
DTFNR 2525 M 16 2525253215023.6-6-60.77GI024DT16
DTFNR 2525 M 22 2525253215030.5-6-60.79GI025DT22
DTFNL 2020 K 16 2020202512523.6-6-60.43GI024DT16
DTFNL 2525 M 16 2525253215023.6-6-60.76GI024DT16
DTFNL 2525 M 22 2525253215030.5-6-60.79GI025DT22
345 P M K N S H
H
DTFN(RL) EXT
WF
B 91 ° HF LF LH
GI024TN..1604.. GI025TN..2204.. Nm DT16DCS091.7DTS315-02US2004-T09PFLAGT09P DT22DCS123.9DTS315-04US2002-T15PFLAGT15P/3,5 CNDNKNLNRNSNTNVNWN External Double Clamp Holder with 91° (Face) Cutting Angle for TN.. Insert ExternalRight/Lefthanddoubleclamptoolholderwith91°cuttingangle.Suitedforfaceturningwithshoulderandchamferingwithnegative TN..16or22sizeinserts.Availablein20x20and25x25mmshank.Bodytreatedforlongertoollife. Product 9
DTGNR
2525253215024.6-6-60.76GI024DT16
2525253215032.1-6-60.83GI025DT22
DTGNL

346 P M K N S H WF H B 91 ° HF
DTGN(RL) EXT
LH LF
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
2020 K 16 2020202512525.4-6-60.43GI024DT16
DTGNR 2525 M 16
DTGNR 2525 M 22
DTGNR 3232 P 22 3232324017033.1-6-61.42GI025DT22
2020 K 16 2020202512525.4-6-60.44GI024DT16
DTGNL 2525 M 16 2525253215024.6-6-60.78GI024DT16
GI024TN..1604.. GI025TN..2204.. Nm DT16DCS091.7DTS315-02US2004-T09PFLAGT09P DT22DCS123.9DTS315-04US2002-T15PFLAGT15P/3,5 CNDNKNLNRNSNTNVNWN External Double Clamp Holder with 91° Cutting Angle for TN.. Insert ExternalRight/Lefthanddoubleclamptoolholderwith91°cuttingangle.Suitedforlongitudinalturningwithshoulder,taperturningand chamferingwithnegativeTN..16or22sizeinserts.Availablein20x20upto32x32mmshank.Bodytreatedforlongertoollife. Product 9
DTGNL 2525 M 22 2525253215032.1-6-60.78GI025DT22 DTGNL 3232 P 22 3232324017033.1-6-61.42GI025DT22
HBHFWFLFLHLAMSGAMO kg
MTJNR 2020 K 16 2020202512534-6-60.42GI024MT16
MTJNR 2525 M 16 2525253215034-6-60.73GI024MT16

MTJNR 3232 P 22 3232324017542-6-61.37GI025MT22
MTJNL 2020 K 16 2020202512534-6-60.43GI024MT16
MTJNL 2525 M 16 2525253215034-6-60.75GI024MT16
MTJNL 3232 P 22 3232324017542-6-61.38GI025MT22
347 P M K N S H 22° WF B H 93 ° HF LF LH MTJN(RL) EXT
[mm][mm][mm][mm][mm][mm][°][°]
GI024TN..1604.. GI025TN..2204.. Nm MT16UE163.0MTN160312UC52HS93HXK5 MT22UE225.0MTN220612UC53HS94HXK5 CNDNKNLNRNSNTNVNWN
Product 9
External Multi-Clamp Holder with 93° Cutting Angle for TN.. Insert ExternalRight/Lefthandmulti-clamptoolholderwith93°cuttingangle.Suitedforlongitudinalturningwithshoulder,taperandcopyturning upto22°,andchamferingwithnegativeTN..16or22sizeinserts.Availablein20x20upto32x32mmshank.Bodytreatedforlongertoollife.
HBHFWFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°]
PTFNR 1616 H 16 1616162010032-6-60.23GI024PT11
PTFNR 2020 K 16 2020202512532-6-60.44GI024PT10
PTFNR 2525 M 16 2525253215032-6-60.76GI024PT10

PTFNR 2525 M 22 2525253215036-6-60.79GI025PT20
PTFNR 3225 P 22 3225323217036-6-61.05GI025PT20
PTFNR 4040 R 27 4040405020040-6-62.55GI077PT40
PTFNL 1616 H 16 1616162010032-6-60.24GI024PT11
PTFNL 2020 K 16 2020202512532-6-60.43GI024PT10
PTFNL 2525 M 16 2525253215032-6-60.65GI024PT10
PTFNL 2525 M 22 2525253215036-6-60.79GI025PT20
PTFNL 3225 P 22 3225323217036-6-61.14GI025PT20
PTFNL
348 P M K N S H
WF
LF
B H PTFN(RL) EXT
HF
90°
LH
Nm
CNDNKNLNRNSNTNVNWN
Lever Lock Holder
Cutting Angle for TN.. Insert
9
4040 R 27 4040405020040-6-62.55GI077PT40 GI024TN..1604.. GI025TN..2204.. GI077TN..2706..
PT10TNU160308PU01US345.0M6x0.7519NT04MT04HXK3 PT11TNU160308PU01US465.0M6x0.7513.2NT04MT04HXK3 PT20TNU220312PU02US356.0M8x122.5NT05MT05HXK4 PT40TNU270416PU04US366.0M8x126NT07MT07HXK4
External
with 90° (Face)
ExternalRight/Lefthandleverlocktoolholderwith90°cuttingangle.SuitedforfaceturningwithshoulderandchamferingwithnegativeTN.. 16,22or27sizeinserts.Availablein16x16upto40x40mmshank.Bodytreatedforlongertoollife. Product
External Lever Lock Holder with 90° Cutting Angle for TN.. Insert

ExternalRight/Lefthandleverlocktoolholderwith90°cuttingangle.Suitedforlongitudinalturningwithshoulder,taperturningandchamfe ringwithnegativeTN..16,22or27sizeinserts.Availablein16x16upto40x40mmshank.Bodytreatedforlongertoollife.
HBHFWFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°]
PTGNR 1616 H 16 1616162010032-6-60.24GI024PT11
PTGNR 2020 K 16 2020202512532-6-60.40GI024PT10
PTGNR 2525 M 16 2525253215032-6-60.73GI024PT10
PTGNR 2525 M 22 2525253215036-6-60.75GI025PT20
PTGNR 3225 P 22 3225323217036-6-61.11GI025PT20
PTGNR 3232 P 22 3232324017036-6-61.39GI025PT20
PTGNR 4040 R 27 4040405020040-6-62.55GI077PT40
PTGNL 1616 H 16 1616162010032-6-60.25GI024PT11
PTGNL 2020 K 16 2020202512532-6-60.40GI024PT10
PTGNL 2525 M 16 2525253215032-6-60.77GI024PT10
PTGNL 2525 M 22 2525253215036-6-60.79GI025PT20
PTGNL 3225 P 22 3225323217036-6-61.11GI025PT20
PTGNL
3232324017036-6-61.40GI025PT20
4040405020040-6-62.40GI077PT40
349 P M K N S H 90° WF B
PTGN(RL) EXT
H HF LF LH
P 22
PTGNL 3232
4040 R 27
GI024TN..1604.. GI025TN..2204.. GI077TN..2706.. Nm
CNDNKNLNRNSNTNVNWN
PT10TNU160308PU01US345.0M6x0.7519NT04MT04HXK3 PT11TNU160308PU01US465.0M6x0.7513.2NT04MT04HXK3 PT20TNU220312PU02US356.0M8x122.5NT05MT05HXK4 PT40TNU270416PU04US366.0M8x126NT07MT07HXK4
Product 9
PTTNR
2525252215036-6-60.73GI025PT20
3225322217036-6-61.07GI025PT20
3225322217036-6-61.04GI025PT20
350 P M K N S H 30° 60° WF B H HF LF LH PTTN(RL) EXT
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
2020 K 16 2020201712532-6-60.43GI024PT10
PTTNR 2525 M 16 2525252215032-6-60.63GI024PT10
22
PTTNR 2525 M
22
PTTNR 3225 P
16
22
GI024TN..1604.. GI025TN..2204.. Nm PT10TNU160308PU01US345.0M6x0.7519NT04MT04HXK3 PT20TNU220312PU02US356.0M8x122.5NT05MT05HXK4 CNDNKNLNRNSNTNVNWN External Lever Lock Holder with 60° Cutting Angle for TN.. Insert ExternalRight/Lefthandleverlocktoolholderwith60°cuttingangle.Suitedforlongitudinalturningwithshoulder,taperandcopyturning upto30°andchamferingwithnegativeTN..16and22sizeinserts.Availablein20x20upto32x25mmshank.Bodytreatedforlongertoollife. Product 9
PTTNL 2020 K
2020201712532-6-60.38GI024PT10 PTTNL 3225 P
C4-DTJNR-27050-16 40110140275093-6-6 ü 0.43GI024C-DT16 C5-DTJNR-35060-16 50110165356093-6-6 ü 0.79GI024C-DT16 C4-DTJNL-27050-16 40110140275093-6-6 ü 0.44GI024C-DT16 C5-DTJNL-35060-16 50110165356093-6-6 ü 0.79GI024C-DT16

351 P M K N S H WF
C.-DTJN(RL) EXT
DCON MS LF DMINP DMIN KAPR
DCON MSDMINDMINPWFLFKAPRLAMSGAMO kg [mm][mm][mm][mm][mm][°][°][°]
GI024TN..1604.. Nm C-DT16DCS091.7DTS315-02US2004-T09PFLAGT09PCN045-01 CNDNKNLNRNSNTNVNWN
Quick Change Tool, Double Clamp,
Cutting Angle, TN.. Insert
Product 9
External PSC
93°
ExternalRight/Lefthanddoubleclamptool,throughcoolant,with93˚cuttingangleforlongitudinalturningwithshoulder,taperturningand chamferingwithnegativeTN..16sizeinserts.AvailablewithPSC(PolygonShankCoupling)C4andC5shank.Bodytreatedforlongertoollife.
A25T-DTFNR 16 2532172311.530032-12-6 ü 0.96GI024DTI16 A32T-DTFNR 16 324022301530033-10-6 ü 1.67GI024DTI16 A40T-DTFNR 22 4050273718.530036-13-6 ü 2.58GI025DT22
A25T-DTFNL 16 2532172311.530032-12-6 ü 0.96GI024DTI16 A32T-DTFNL 16 324022301530033-10-6 ü 1.67GI024DTI16 A40T-DTFNL 22 4050273718.530036-13-6 ü 2.58GI025DT22

352 P M K N S H 91° H WF DMIN LF LH HF DCON MS DTFN(RL) INT
DCON MSDMINWFHHFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][mm][°][°]
GI024TN..1604.. GI025TN..2204.. Nm DT22DCS123.9DTS315-04US2002-T15PFLAGT15P/3,5 DTI16DCS091.7DTS316-01US2004-T09PFLAGT09P CNDNKNLNRNSNTNVNWN Internal Double Clamp Holder with 91° Cutting Angle for TN.. Insert
Product 9
InternalRight/Lefthanddoubleclampboringbar,throughcoolant,91˚cuttingangleforTN..16and22inserts.Minimuminternalturning diameterØ32mm.Forinternaltaperandlongitudinalturningwithshoulderandchamferturning.AvailablewithshanksizeØ25uptoØ40mm. Bodytreatedforlongertoollife.
InternalRight/Lefthandleverlockboringbar,throughcoolantavailable,90˚cuttingangleforTN..16and22inserts.Minimuminternalturning diameterØ32mm.Forinternaltaperandlongitudinalturningwithshoulderandchamferturning.Ø25uptoØ40mmshanksavailable.Body treatedforlongertoollife.
A25R-PTFNR 16 2532172323200-12-6 ü 0.74GI024PT11 A32S-PTFNR 16 3240223030250-12-6 ü 1.49GI024PT10 A40T-PTFNR 22 4050273838300-12-6 ü 2.58GI025PT20
A25R-PTFNL 16 2532172323200-12-6 ü 0.74GI024PT11 A32S-PTFNL 16 3240223030250-12-6 ü 1.48GI024PT10 A40T-PTFNL 22 4050273838300-12-6 ü 2.90GI025PT20

353 P M K N S H
B
PTFN(RL)
90°
WF DMIN LF HF DCON MS H
INT DCON MSDMINWFHBLFLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
GI024TN..1604.. GI025TN..2204.. Nm PT10TNU160308PU01US345.0M6x0.7519NT04MT04HXK3 PT11TNU160308PU01US465.0M6x0.7513.2NT04MT04HXK3 PT20TNU220312PU02US356.0M8x122.5NT05MT05HXK4 CNDNKNLNRNSNTNVNWN Internal Lever Lock Holder with 90° Cutting Angle for TN.. Insert
Product 9

354 P M K N S H KAPR WF LU BD LF DCON MS DMIN C.-DTFN(RL) INT DCON MSDMINWFLFLUBDKAPRLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°][°] C4-DTFNR-17090-16 40321790682591-12-6 ü 0.51GI024DTI16 GI024TN..1604.. Nm DTI16DCS091.7DTS316-01US2004-T09PFLAGT09P CNDNKNLNRNSNTNVNWN Internal PSC Quick Change Tool, Double Clamp, 91° Cutting Angle, TN.. Insert InternalRight/Lefthanddoubleclamptool,throughcoolant,with91˚cuttingangleforawiderangeofinternalturningapplicationswithTN.. 16inserts,minimumturningdiameterØ32mm.PSCshank(PolygonShankCoupling)sizeC4withturninglengthof68mm.Bodytreatedfor longertoollife. Product 9
355 CNDNKNLNRNSNTNVNWN MATCHTHERIGHTSIZE(example) InsertToolHolder VNMG 160404E-SF DVJNL 2020 K 16 VNGACER & 359 VNMG & 356 VNGACBN & 359 DVJN(RL)EXT 93° VN.. 50° 16 20×20 32×25 & 360 & 356–359 C.-DVJN(RL)EXT 93° VN.. 50° 16 C4 C6 & 363 & 356–359 DVPN(RL)EXT 62°30´ VN.. 25° 16 20×20 32×25 & 361 & 356–359 DVUN(RL)INT VN.. 16 50 & 364 & 356–359 MVJN(RL)EXT 93° VN.. 50° 16 20×20 32×25 & 362 & 356–359 VN 16 CARBIDE INSERTS ISO TURNING – EXTERNAL ISO TURNING – INTERNAL CER AND CBN INSERTS 9
Product
VNMG 160404E-FF
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.


FFgeometrywithhighlypositivedesignforfine-finishmachiningandcontinuoustoslightlyinterruptedcuts.
T7325 0.41650.121.01250.111.0
T8315 0.41500.121.0900.111.01400.121.0

T8330 0.41400.121.0800.111.01300.121.0 T8430 0.41750.121.0950.111.01400.121.0
FMgeometrywithpositivedesignforfinishtosemi-roughmachiningandcontinuoustoslightlyinterruptedcuts.
VNMG 160404E-FM
T7325 0.41400.201.21050.181.2450.201.0
T8330 0.41200.201.2700.181.21100.201.2300.141.0
T8430 0.41350.201.2750.181.21100.201.2250.141.0
T9310 0.42100.201.21950.201.2
T9315 0.41900.201.21800.201.2
T9325 0.41700.201.21000.181.21600.201.2350.201.0
VNMG 160408E-FM
T7325 0.81600.201.41200.181.4500.161.1
T8330 0.81450.201.4850.181.41350.201.4350.161.1
T8430 0.81650.201.4900.181.41350.201.4350.161.1
T9310 0.82450.201.42300.201.4
T9315 0.82200.201.42050.201.4
T9325 0.82000.201.41200.181.41900.201.4450.161.1
VNMG 160412E-FM
T7325 1.21650.221.41250.201.4500.181.1
T8330 1.21500.221.4900.201.41400.221.4350.181.1
T8430 1.21650.221.4900.201.41350.221.4350.181.1 T9315 1.22250.221.42100.221.4
T9325 1.22000.221.41200.201.41900.221.4450.181.1
Mgeometryforfinishtosemi-roughmachiningandcontinuoustointerruptedcuts.
VNMG 160404E-M
T5315 0.41800.201.21700.201.2350.151.0 T9315 0.41700.201.21600.201.2300.151.0 T9325 0.41550.201.21450.201.2 T9335 0.41300.201.2
VNMG 160408E-M T5305 0.82050.301.41900.301.4400.151.0 T5315 0.81850.301.41750.301.4350.151.0 T9310 0.81850.301.41750.301.4350.151.0 T9315 0.81700.301.41600.301.4300.151.0 T9325 0.81500.301.41400.301.4 T9335 0.81300.301.4 VNMG 160412E-M T9325 1.21400.401.41300.401.4
356 CNDNKNLNRNSNTNVNWN ICD1LS [mm][mm][mm][mm]
35° IC L S D 1 RE VNMG RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 22° 7° 0,06 0,09 S
16049.5253.8116.604.76
20° 0,1 10° 0,2 1 S
5° 16° 10° 0,1 0,3
P
9
VNMG 160404E-NF
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
NFgeometrywithhighlypositivedesignforfine-finishtomediummachining,andcontinuouscuts.

T6310 0.41400.121.21000.111.21100.121.24200.141.2400.111.0
T7325 0.41400.181.21050.161.2450.161.0
T7335 0.41400.181.21050.161.2450.161.0
T8315 0.41500.121.2900.111.21400.121.24500.141.2350.111.0
T8330 0.41400.121.2800.111.21300.121.24200.141.2350.111.0
T8430 0.41750.121.2950.111.21400.121.24800.141.2350.111.0
T9315 0.42350.121.22200.121.2
T9325 0.41800.181.21050.161.21700.181.2400.161.0
VNMG 160408E-NF
T6310 0.81450.171.41000.151.41150.171.44350.201.4400.141.1
T7325 0.81650.181.41250.161.4500.161.1
T7335 0.81600.181.41200.161.4500.161.1
T8315 0.81600.171.4950.151.41500.171.44800.201.4400.141.1
T8330 0.81500.171.4900.151.41400.171.44500.201.4350.141.1
T8430 0.81750.171.4950.151.41400.171.44800.201.4350.141.1
T9315 0.82400.171.42250.171.4
T9325 0.82100.181.41250.161.41950.181.4450.161.1
NMgeometrywithhighlypositivedesignforfine-finish,mediumandroughmachining,withcontinuouscuts.


VNMG 160404E-NM T7325 0.41450.201.21100.181.2450.201.0 T7335 0.41400.201.21050.181.2450.201.0 T8315 0.41350.201.2800.181.24050.241.2300.201.0 T8330 0.41250.201.2750.181.23750.241.2300.201.0 T8430 0.41450.201.2800.181.24050.241.2300.201.0 T9325 0.41800.201.21050.181.2400.201.0
VNMG 160408E-NM T7325 0.81600.251.41200.231.4500.201.1
T7335 0.81550.251.41200.231.4500.201.1
T8315 0.81450.251.4850.231.44350.301.4350.201.1 T8330 0.81400.251.4800.231.44200.301.4350.201.1
T8430 0.81550.251.4850.231.44350.301.4300.201.1 T9325 0.81900.251.41100.231.4400.201.1
NMRgeometrywithpositivedesignformediumtoroughmachining,andcontinuouscuts.
VNMG 160404E-NMR
T7325 0.41250.201.2950.181.2400.181.0
T7335 0.41200.201.2900.181.2350.181.0
T9325 0.41550.201.2900.181.2300.181.0
VNMG 160408E-NMR T7325 0.81300.301.41000.271.4400.241.1
T7335 0.81250.301.4950.271.4400.241.1
T8430 0.81250.301.4650.271.4250.241.1
T9315 0.81700.301.4
T9325 0.81500.301.4900.271.4300.241.1
VNMG 160412E-NMR T7325 1.21400.301.41050.271.4450.241.1
T8330 1.21200.301.4700.271.4300.241.1
T8430 1.21300.301.4700.271.4250.241.1
T9325 1.21600.301.4950.271.4350.241.1
357 CNDNKNLNRNSNTNVNWN
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,15 25° 12° S
10° 30° 0, 25 1 S
22° 0,31 10° S
Product
9
VNMG 160404E-SF
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
SFgeometrywithpositivedesignforfine-finishmachiningandformachiningthinwalls,withcontinuouscuts.
T6310 0.41350.121.2950.111.21050.121.24050.141.2400.111.0250.151.0
T7325 0.41400.171.21050.151.2450.151.0
T8315 0.41400.121.2800.111.21300.121.24200.141.2350.111.0250.151.0
T8330 0.41350.121.2800.111.21250.121.24050.141.2300.111.0250.151.0
T8430 0.41650.121.2900.111.21350.121.24500.141.2350.111.0250.151.0
T9315 0.42250.121.22100.121.2450.151.0
T9325 0.41750.171.21050.151.21650.171.2350.151.0
VNMG 160408E-SF T6310 0.81400.171.41000.151.41100.171.44200.201.4400.141.1250.151.0
T8315 0.81500.171.4900.151.41400.171.44500.201.4350.141.1300.151.0 T8330 0.81450.171.4850.151.41350.171.44350.201.4350.141.1250.151.0
T8430 0.81650.171.4900.151.41350.171.44500.201.4350.141.1250.151.0 T9315 0.82300.171.42150.171.4450.151.0
T9325 0.82050.171.41200.151.41900.171.4450.151.1
VNMG 160412E-SF T6310 1.21450.201.41000.181.41150.201.44350.241.4400.161.1250.151.0 T7325 1.21650.201.41250.181.4500.161.1
SMgeometrywithpositivedesignformediummachining,andcontinuoustointerruptedcuts.


VNMG 160404E-SM
T6310
0.41200.181.2850.161.2950.181.23600.221.2350.161.0200.151.0
T7325 0.41350.181.21050.161.2400.161.0
T7335 0.41350.181.21050.161.2400.161.0
T8330 0.41200.181.2700.161.21100.181.23600.221.2300.161.0200.151.0 T8430 0.41350.181.2750.161.21100.181.23750.221.2250.161.0200.151.0 T9315 0.41900.181.21800.181.2350.151.0 T9325 0.41700.181.21000.161.21600.181.2350.161.0
VNMG 160408E-SM T6310 0.81250.251.4900.231.41000.251.43750.301.4350.201.1250.151.0
T7325 0.81450.251.41100.231.4450.201.1
T8330 0.81250.251.4750.231.41150.251.43750.301.4300.201.1250.151.0
T8430 0.81400.251.4750.231.41150.251.43900.301.4300.201.1200.151.0 T9315 0.81950.251.41850.251.4350.151.0 T9325 0.81700.251.41000.231.41600.251.4350.201.1
VNMG 160412E-SM T6310 1.21250.301.4900.271.41000.301.43750.361.4350.241.1250.151.0
358 CNDNKNLNRNSNTNVNWN
14,5° 1,94 E
13° 0,25 5° S
Product
9


359 CNDNKNLNRNSNTNVNWN
VNGA CER
T
VNGA
S
TB310
TB310
9
ICD1LS [mm][mm][mm][mm] 16049.5253.8116.604.76 35° IC L S D 1 RE
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC
VNGA 160404 T01020 TC100 0.44250.101.0 VNGA 160408 T01020 TC100 0.83950.201.0 ICD1LS [mm][mm][mm][mm] 16049.5253.8116.004.76 35° IC L S D 1 RE
CBN RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC
VNGA 160404S01020B
0.43600.100.4950.070.3750.151.0 VNGA 160408S01020B
0.83700.150.6950.110.5750.151.0 Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Formachiningwithhighspeedsandcontinuouscuts. Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Forfinishmachiningandcontinuouscuts.
DVJNR 2020 K 16 2020202512546.4-13-40.43GI048DV16
DVJNR 2525 M 16 2525253215046.4-13-40.75GI048DV16
DVJNR 3225 P
DVJNL 2020 K
DVJNL
DVJNL

360 P M K N S H 50° WF B H 93° HF LH LF DVJN(RL) EXT
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
16 3225323217046.4-13-41.05GI048DV16
16 2020202512546.4-13-40.43GI048DV16
2525 M 16 2525253215046.4-13-40.75GI048DV16
GI048VN..1604.. Nm DV16DCS16V3.0DVS269-01US2009-T15PFLAGT15P/3,5 CNDNKNLNRNSNTNVNWN External Double Clamp Holder with 93° Cutting Angle for VN.. Insert ExternalRight/Lefthanddoubleclamptoolholderwith93°cuttingangle.Suitedforlongitudinalturningwithshoulder,copyandtaperturing andchamferingwithnegativeVN..16sizeinserts.Availablein20x20upto32x32mmshank.Bodytreatedforlongertoollife. Product 9
3225 P 16 3225323217046.4-13-41.06GI048DV16
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]

DVPNR 2525 M 16 2525253215039.2-13-40.75GI048DV16 DVPNR 3225 P 16 3225323217039.2-13-41.06GI048DV16
DVPNL 2525 M 16 2525253215039.2-13-40.74GI048DV16 DVPNL 3225 P 16 3225323217039.2-13-41.06GI048DV16
361 P M K N S H 25° WF B H 117.5° LH LF HF DVPN(RL) EXT
GI048VN..1604.. Nm DV16DCS16V3.0DVS269-01US2009-T15PFLAGT15P/3,5 CNDNKNLNRNSNTNVNWN
117.5° Cutting Angle
VN.. Insert
Product 9
External Double Clamp Holder with
for
ExternalRight/Lefthanddoubleclamptoolholderwith117.5°CuttingAngle.Suitedforlongitudinalandfaceturningwithshoulder,copyand taperturningandchamferingwithnegativeVN..16sizeinserts.Availablein25x25and32x25mmshank.Bodytreatedforlongertoollife.
MVJNR
MVJNR
MVJNR
MVJNL
MVJNL
2525253215041-4.5-13.50.70GI048MV2
3225323217041-4.5-13.50.96GI048MV2

362 P M K N S H 50° WF 93° B H HF LF LH MVJN(RL) EXT
HBHFWFLFLHLAMSGAMO kg [mm][mm][mm][mm][mm][mm][°][°]
2020 K 16-A 2020202512541-4.5-13.50.40GI048MV2
2525 M 16-A
3225 P 16-A 3225323217041-4.5-13.50.98GI048MV2
2020 K 16-A 2020202512541-4.5-13.50.40GI048MV2
M
2525
16-A 2525253215041-4.5-13.50.70GI048MV2
P 16-A
GI048VN..1604.. Nm Nm MV2UPC22MVN160316UP0909-T09P2.0PS6026-T09P2.0FLAGT09P CNDNKNLNRNSNTNVNWN External Multi-Clamp Holder with 93° Cutting Angle for VN.. Insert
Product 9
MVJNL 3225
ExternalRight/Lefthandmulti-clampturningholderwith93°cuttingangle.Suitedforlongitudinalturningwithshoulder,copyturningupto 50°,taperandchamferturningwithnegativeVN..16insert.Availablewithshanksize20x20upto32x25mm.Bodytreatedforlongertoollife.
longertoollife.
C4-DVJNR-27062-16 4060152276293-13-4 ü 0.45GI048C-DV16-1 C5-DVJNR-35065-16 5065170356593-13-4 ü 0.47GI048C-DV16-2 C6-DVJNR-45065-16 6381190456593-13-4 ü 1.13GI048C-DV16-2 C4-DVJNL-27062-16 4060152276293-13-4 ü 0.45GI048C-DV16-1 C5-DVJNL-35065-16 5065170356593-13-4 ü 0.72GI048C-DV16-2 C6-DVJNL-45065-16 6381190456593-13-4 ü 1.13GI048C-DV16-2

363 P M K N S
50° WF
C.-DVJN(RL)
H
DCON MS KAPR LF DMINP DMIN
EXT DCON MSDMINDMINPWFLFKAPRLAMSGAMO kg [mm][mm][mm][mm][mm][°][°][°]
GI048VN..1604.. Nm C-DV16-1DCS16V3.0DVS269-01US2009-T15PFLAGT15P/3,5CN034-01 C-DV16-2DCS16V3.0DVS269-01US2009-T15PFLAGT15P/3,5CN034-02 CNDNKNLNRNSNTNVNWN
Product 9
External PSC Quick Change Tool, Double Clamp, 93° Cutting Angle, VN.. Insert ExternalRight/Lefthanddoubleclamptool,throughcoolant,with93˚cuttingangleforlongitudinalturningwithshoulder,copyandtaper turningandchamferingwithnegativeVN..16sizeinserts.AvailablewithPSC(PolygonShankCoupling)C4uptoC6shank.Bodytreatedfor

364 P M K N S H H WF 93 ° DMIN LF HF DCON MS LH DVUN(RL) INT DCON MSDMINWFHHFLFLHLAMSGAMO kg
GI048VN..1604.. Nm DV16DCS16V3.0DVS269-01US2009-T15PFLAGT15P/3,5 CNDNKNLNRNSNTNVNWN Internal Double Clamp Boring Bar with 93° Cutting Angle for VN.. Insert InternalRight/Lefthanddoubleclampboringbar,throughcoolant,with93˚cuttingangleforVN..16inserts.Minimuminternalturningdiameter
Product 9
[mm][mm][mm][mm][mm][mm][mm][°][°] A40T-DVUNR 16 4050273718.530036-9-6 ü 2.59GI048DV16 A40T-DVUNL 16 4050273718.530036-9-6 ü 2.59GI048DV16
Ø50mm.Suitedforinternaltaper,longitudinalturningwithshoulder,copyingandchamferturning.AvailablewithshanksizeØ40mmonly.Body treatedforlongertoollife.
365 CNDNKNLNRNSNTNVNWN MATCHTHERIGHTSIZE(example) InsertToolHolder WNMA 080408 DWLNL 2020 K 08 WNMM & 375 WNMA & 366 WNMG & 366 WNGACBN & 376 DWLN(RL)EXT 95° WN.. 06 08 10 13 16×16 40×40 & 377 & 366–376 C.-DWLN(RL)EXT 95° WN.. 06 08 C4 C6 & 381 & 366–376 DWLN(RL)INT 95° WN.. 06 08 32 63 & 382 & 366–376 C.-DWLN(RL)INT 95° WN.. 06 08 27 33 & 385 & 366–376 MWLN(RL)EXT 95° WN.. 08 25×25 40×40 & 379 & 366–376 PWLN(RL)INT 95° WN.. 06 08 20 80 & 383 & 366–376 PWLN(RL)EXT 95° WN.. 06 08 16×16 32×25 & 380 & 366–376 WN 06/ 08/ 10/ 13 CARBIDE INSERTS ISO TURNING – EXTERNAL ISO TURNING – INTERNAL CER AND CBN INSERTS 9
WNMA 080404 T5305 0.42350.104.0500.151.0 T5315 0.42000.104.0400.151.0 WNMA 080408 T5305 0.82200.204.0450.151.0 T5315 0.81900.204.0400.151.0 T6310 0.81000.204.0250.151.0 WNMA 080412 T5305 1.21950.304.0400.151.0 T5315 1.21800.304.0350.151.0 T6310 1.2950.304.0200.151.0



366 CNDNKNLNRNSNTNVNWN ICD1LS [mm][mm][mm][mm]
80° IC L S D 1 RE WNMA RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] E
S WNMA
ICD1LS [mm][mm][mm][mm]
06T39.5253.816.503.97 080412.7005.168.704.76 80° IC L S D 1 RE WNMG RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 22° 7° 0,06 0,09 S WNMG 060402E-FF T8315 0.22150.101.01250.091.02000.101.0 WNMG 060404E-FF T8315 0.42200.121.01300.111.02050.121.0 Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product
9
080412.7005.168.704.76
080408S T5305 0.82200.204.0450.151.0
06049.5253.816.504.76
Forfine-finishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts. Forfine-finishtosemi-roughmachiningandcontinuoustoslightlyinterruptedcuts.
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. FFgeometrywithhighlypositivedesignforfine-finishmachining,andcontinuoustoslightlyinterruptedcuts.
Product
WNMG 080404E-FF
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
FFgeometrywithhighlypositivedesignforfine-finishmachining,andcontinuoustoslightlyinterruptedcuts.
T7325 0.42350.121.01800.111.0
T8315 0.42200.121.01300.111.02050.121.0
WNMG 080408E-FF T7325 0.82650.151.02050.141.0 T8315 0.82450.151.01450.141.02300.151.0 20°
FMgeometrywithpositivedesignforfinishtosemi-roughmachining,andcontinuoustoslightlyinterruptedcuts.

WNMG 060404E-FM
T7325 0.41950.201.41500.181.4600.161.1
T8315 0.41800.201.41050.181.41700.201.4450.141.1
T8330 0.41750.201.41050.181.41650.201.4400.141.1
T8430 0.41950.201.41050.181.41600.201.4400.141.1 T9315 0.42650.201.42500.201.4
T9325 0.42400.201.41400.181.42250.201.4500.161.1
TT310 0.42750.201.41650.181.4
WNMG 060408E-FM T7325 0.82350.201.41800.181.4750.161.1
T8330 0.82050.201.41200.181.41900.201.4500.141.1 T8430 0.82350.201.41250.181.41900.201.4500.141.1
T9315 0.83150.201.42950.201.4
T9325 0.82850.201.41700.181.42700.201.4600.161.1
WNMG 060412E-FM T9315 1.23000.271.22850.271.2
WNMG 06T304E-FM T7325 0.41950.201.41500.181.4600.161.1
T8330 0.41750.201.41050.181.41650.201.4400.141.1 T8430 0.41950.201.41050.181.41600.201.4400.141.1
T9325 0.42400.201.41400.181.42250.201.4500.161.1
WNMG 06T308E-FM T8330 0.82050.201.41200.181.41900.201.4500.141.1
T8430 0.82350.201.41250.181.41900.201.4500.141.1 T9325 0.82850.201.41700.181.42700.201.4600.161.1
WNMG 080404E-FM T7325 0.41900.201.91450.181.9600.161.5
T7335 0.41800.201.91400.181.9550.161.5 T8315 0.41800.201.91050.181.91700.201.9450.141.5 T8330 0.41650.201.9950.181.91550.201.9400.141.5
T8430 0.41900.201.91050.181.91550.201.9400.141.5
T9310 0.42850.201.92700.201.9
T9315 0.42700.201.22550.201.2
T9325 0.42450.201.21450.181.22300.201.2550.161.0
WNMG 080408E-FM T7325 0.82250.201.91750.181.9700.161.5
T7335 0.82150.201.91650.181.9650.161.5
T8315 0.82100.201.91250.181.91950.201.9500.161.5
T8330 0.81950.201.91150.181.91850.201.9450.161.5
T8430 0.82250.201.91200.181.91850.201.9450.161.5
T9310 0.83350.201.93150.201.9
T9315 0.83100.201.92900.201.9
T9325 0.82800.201.91650.181.92650.201.9600.161.5
WNMG 080412E-FM T7325 1.22200.271.91700.241.9700.191.5
T7335 1.22050.271.91550.241.9650.191.5
T8330 1.21900.271.91100.241.91800.271.9450.191.5
T8430 1.22100.271.91150.241.91750.271.9450.191.5
T9310 1.23100.271.92900.271.9
T9315 1.22850.271.92700.271.9
T9325 1.22550.271.91500.241.92400.271.9550.191.5
367 CNDNKNLNRNSNTNVNWN
S
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 22° 7° 0,06 0,09
0,1 10° 0,2 1 S
9
WNMG 080408E-KR
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
KRgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.


T5305 0.82550.353.52400.353.5500.151.0
T5315 0.82300.353.52150.353.5450.151.0
WNMG 080412E-KR T5305 1.22600.403.52450.403.5500.151.0 T5315 1.22350.403.52200.403.5450.151.0
WNMG 060404E-M
T5315 0.42500.201.82350.201.8500.151.0 T9315 0.42400.201.82250.201.8450.151.0 T9325 0.42150.201.82000.201.8
T9335 0.41800.201.8
WNMG 060408E-M T5315 0.82550.321.82400.321.8500.151.0
T9310 0.82500.321.82350.321.8500.151.0
T9315 0.82300.321.82150.321.8450.151.0 T9325 0.82050.321.81900.321.8
T9335 0.81800.321.8
WNMG 080404E-M T5315 0.42600.201.22450.201.2500.151.0 T9315 0.42350.202.12200.202.1450.151.0
T9325 0.42100.202.11950.202.1
T9335 0.41800.202.1
WNMG 080408E-M
T5305 0.82800.322.12650.322.1550.151.0
T5315 0.82500.322.12350.322.1500.151.0
T8330 0.81550.322.11450.322.1300.151.0
T8430 0.81700.322.11350.322.1250.151.0 T9310 0.82450.322.12300.322.1450.151.0 T9315 0.82250.322.12100.322.1450.151.0 T9325 0.82000.322.11900.322.1 T9335 0.81800.322.1
WNMG 060408E-NF

Mgeometryforfinishtosemi-roughmachining,andcontinuoustointerruptedcuts. NFgeometrywithhighlypositivedesignforfine-finishtomediummachining,andcontinuouscuts.
S
WNMG 080412E-M T5305 1.22750.402.12600.402.1550.151.0 T5315 1.22450.402.12300.402.1450.151.0 T9310 1.22350.402.12200.402.1450.151.0 T9315 1.22200.402.12050.402.1400.151.0 T9325 1.21950.402.11850.402.1 T9335 1.21700.402.1 0,15 25° 12°
T6310 0.41900.170.81350.150.81500.170.85700.200.8550.120.6 T7325 0.42150.180.81650.160.8650.160.6
T7335 0.42100.180.81600.160.8650.160.6
T8315 0.42000.170.81200.150.81900.170.86000.200.8500.120.6
T8330 0.41900.170.81100.150.81800.170.85700.200.8450.120.6
T8430 0.42250.170.81200.150.81850.170.86150.200.8450.120.6
T9315 0.43050.170.82850.170.8 T9325 0.42650.180.81550.160.82500.180.8550.160.6
T6310 0.82150.191.01500.171.01700.191.06450.231.0600.150.8
T7325 0.82450.191.01900.171.0750.150.8
T8330 0.82150.191.01250.171.02000.191.06450.231.0500.150.8
T8430 0.82450.191.01350.171.02000.191.06750.231.0500.150.8
T9315 0.83350.191.03150.191.0
T9325 0.83000.191.01800.171.02850.191.0650.150.8
368 CNDNKNLNRNSNTNVNWN
3 1 , 4
S
0,3
01, 15°
5° 16° 10° 0,1 0,3 P
WNMG 060404E-NF
Product
9
WNMG 080404E-NF
HF7
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
NFgeometrywithhighlypositivedesignforfine-finishtomediummachining,andcontinuouscuts.
0.4950.151.71550.171.74950.201.7
T6310 0.41800.171.71250.151.71450.171.75400.201.7500.141.4
T7325 0.42000.181.71550.161.7650.161.4
T7335 0.41950.181.71500.161.7600.161.4
T8315 0.41850.171.71100.151.71750.171.75550.201.7450.141.4
T8330 0.41800.171.71050.151.71700.171.75400.201.7450.141.4
T8430 0.42000.171.71100.151.71650.171.75550.201.7400.141.4
T9315 0.42850.171.72700.171.7
T9325 0.42500.181.71500.161.72350.181.7550.161.4
WNMG 080408E-NF
HF7 0.81100.171.71800.191.75700.231.7
T6310 0.82000.191.71400.171.71600.191.76000.231.7600.151.4
T7325 0.82350.191.71800.171.7750.151.4
T7335 0.82250.191.71750.171.7700.151.4
T8315 0.82150.191.71250.171.72000.191.76450.231.7500.151.4
T8330 0.82000.191.71200.171.71900.191.76000.231.7500.151.4
T8430 0.82350.191.71250.171.71900.191.76450.231.7500.151.4
T9315 0.83200.191.73000.191.7
T9325 0.82850.191.71700.171.72700.191.7600.151.4
WNMG 080412E-NF
T6310 1.21850.302.11300.272.11450.302.15550.362.1550.211.7 T7325 1.22050.302.11550.272.1650.211.7
T8430 1.22000.302.11100.272.11650.302.15550.362.1400.211.7 T9315 1.22750.302.12600.302.1 T9325 1.22450.302.11450.272.12300.302.1550.211.7
NMgeometrywithhighlypositivedesignforfine-finish,mediumandroughmachining,withcontinuouscuts.

WNMG 060404E-NM T7325 0.42000.201.81550.181.8650.161.4
T7335 0.41950.201.81500.181.8600.161.4 T8315 0.41850.201.81100.181.85550.241.8450.161.4 T8330 0.41750.201.81050.181.85250.241.8400.161.4 T8430 0.41850.251.81000.231.85100.301.8400.201.4
T9325 0.42450.201.81450.181.8550.161.4
WNMG 060408E-NM T7325 0.82200.251.81700.231.8700.201.4
T7335 0.82150.251.81650.231.8650.201.4
T8315 0.82050.251.81200.231.86150.301.8500.201.4
T8330 0.81950.251.81150.231.85850.301.8450.201.4
T8430 0.82200.251.81200.231.86000.301.8450.201.4
T9315 0.82900.251.8
T9325 0.82650.251.81550.231.8550.201.4
WNMG 060412E-NM
T7325 1.22200.301.81700.271.8700.241.4
T7335 1.22200.301.21700.271.2700.241.0
T9315 1.22850.301.8
T9325 1.22550.301.81500.271.8550.241.4
WNMG 080404E-NM T7325 0.41950.202.11500.182.1600.161.7
T7335 0.41900.202.11450.182.1600.161.7
T8315 0.41800.202.11050.182.15400.242.1450.161.7
T8330 0.41700.202.11000.182.15100.242.1400.161.7
T8430 0.41800.252.1950.232.14950.302.1350.201.7
T9315 0.42700.202.1
T9325 0.42400.202.11400.182.1500.161.7
369 CNDNKNLNRNSNTNVNWN
25°
S
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,15
12°
10° 30° 0, 25 0,1 9 1 S
Product
9
WNMG 080408E-NM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
NMgeometrywithhighlypositivedesignforfine-finish,mediumandroughmachining,withcontinuouscuts.


T7325 0.82150.252.11650.232.1650.201.7
T7335 0.82100.252.11600.232.1650.201.7
T8315 0.82050.252.11200.232.16150.302.1500.201.7
T8330 0.81950.252.11150.232.15850.302.1450.201.7
T8430 0.82100.252.11150.232.15850.302.1450.201.7
T9315 0.82900.252.1
T9325 0.82600.252.11550.232.1550.201.7
WNMG 080412E-NM
T7325 1.22150.302.11650.272.1650.241.7
T7335 1.22100.302.11600.272.1650.241.7
T8315 1.22050.302.11200.272.16150.362.1500.241.7 T9325 1.22550.302.11500.272.1550.241.7
NMRgeometrywithpositivedesignformediumtoroughmachining,andcontinuouscuts.
WNMG 060404E-NMR
WNMG 060408E-NMR
T6310 0.41450.251.61000.231.6400.201.3
T7325 0.41600.251.61200.231.6500.201.3
T8430 0.41450.311.6800.281.6300.251.3 T9325 0.42000.251.61200.231.6450.201.3
T6310 0.81550.351.61100.321.6450.251.3
T7325 0.81750.351.61350.321.6550.251.3 T7335 0.81700.351.61300.321.6550.251.3
T9315 0.82250.351.6
T9325 0.82000.351.61200.321.6450.251.3
WNMG 080404E-NMR T6310 0.41400.252.71000.232.7400.202.2
T7325 0.41550.252.71200.232.7500.202.2
T7335 0.41500.252.71150.232.7450.202.2
T8330 0.41400.252.7800.232.7350.202.2
T8430 0.41400.312.7750.282.7300.252.2
T9315 0.42050.252.7
T9325 0.41850.252.71100.232.7400.202.2
WNMG 080408E-NMR
T6310 0.81500.352.71050.322.7450.252.2
T7325 0.81700.352.71300.322.7550.252.2
T7335 0.81600.352.71200.322.7500.252.2
T8330 0.81500.352.7900.322.7350.252.2
T8430 0.81550.352.7850.322.7300.252.2
T9315 0.82100.352.7
T9325 0.81900.352.71100.322.7400.252.2
WNMG 080412E-NMR T6310 1.21500.402.71050.362.7450.282.2
T7325 1.21700.402.71300.362.7550.282.2
T7335 1.21600.402.71200.362.7500.282.2 T8330 1.21500.402.7900.362.7350.282.2
T8430 1.21550.402.7850.362.7300.282.2
T9315 1.22150.402.7
T9325 1.21900.402.71100.362.7400.282.2
NRMgeometrywithpositivedesignforsemi-roughtoroughmachining,andcontinuoustomoderateinterruptedcuts.
T7325 0.41550.252.71200.232.7500.182.2
T7335 0.41500.252.71150.232.7450.182.2 T9315 0.42050.252.7
370 CNDNKNLNRNSNTNVNWN
RE PMKNSH
1
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 10° 30° 0, 25 0,1 9
S
10°
22° 0,31
S
0,32 6° 24° S
080404-NRM
WNMG
Product
WNMG 080408-NRM T7325 0.81700.352.71300.322.7550.282.2 T7335 0.81600.352.71200.322.7500.282.2 T9315 0.82100.352.7
9
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
NRMgeometrywithpositivedesignforsemi-roughtoroughmachining,andcontinuoustomoderateinterruptedcuts.

WNMG 080412-NRM T7325 1.21700.402.71300.362.7550.282.2 T7335 1.21600.402.71200.362.7500.282.2 T9315 1.22150.402.7

Rgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
WNMG 080408E-R T5305 0.82450.403.52300.403.5450.151.0 T5315 0.82200.403.52050.403.5400.151.0 T9310 0.82100.403.51950.403.5400.151.0 T9315 0.81950.403.51850.403.5350.151.0 T9325 0.81750.403.51650.403.5 T9335 0.81550.403.5
WNMG 080412E-R T5305 1.22500.453.52350.453.5500.151.0
T5315 1.22250.453.52100.453.5450.151.0 T9310 1.22150.453.52000.453.5400.151.0 T9315 1.22000.453.51900.453.5400.151.0 T9325 1.21800.453.51700.453.5 T9335 1.21550.453.5
RMgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
WNMG 060412E-RM T9310 1.22450.453.02300.453.0
T9315 1.22300.453.02150.453.0 T9325 1.22300.451.21350.411.22150.451.2
WNMG 080408E-RM T5305 0.82750.404.02600.404.0
T5315 0.82500.404.02350.404.0 T7325 0.81800.404.01400.364.0
T7335 0.81650.404.01250.364.0 T8315 0.81650.404.0950.364.01550.404.0
T8330 0.81550.404.0900.364.01450.404.0 T8430 0.81650.404.0900.364.01350.404.0 T9310 0.82400.404.02250.404.0 T9315 0.82200.404.02050.404.0 T9325 0.82000.404.01200.364.01900.404.0 T9335 0.81700.404.01000.364.0
WNMG 080412E-RM
T5305 1.22800.454.02650.454.0
T5315 1.22500.454.02350.454.0
T7325 1.21800.454.01400.414.0
T7335 1.21700.454.01300.414.0
T8315 1.21700.454.01000.414.01600.454.0
T9310 1.22400.454.02250.454.0
T9315 1.22200.454.02050.454.0
T9325 1.22000.454.01200.414.01900.454.0
T9335 1.21750.454.01050.414.0
WNMG 080416E-RM
T5305 1.62800.504.02650.504.0
T5315 1.62550.504.02400.504.0
T7335 1.61750.504.01350.454.0
T8430 1.61700.504.0900.454.01350.504.0
T9310 1.62400.504.02250.504.0
T9315 1.62200.504.02050.504.0
T9325 1.62050.504.01200.454.01900.504.0
T9335 1.61750.504.01050.454.0
371 CNDNKNLNRNSNTNVNWN
6° 24° S
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,32
5° 15 ° 5° 0,4 0,1 P
S
0 35 0, 3 19° 1
Product
9
Product
WNMG 060404E-SF
H07
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
SFgeometrywithpositivedesignforfine-finishmachiningandformachiningthinwalls,withcontinuouscuts.
0.4900.141.01450.151.04700.181.0450.120.8
T6310 0.41800.151.01250.141.01450.151.05400.181.0500.120.8350.151.0
T7325 0.42050.171.01550.151.0650.150.8
T7335 0.42000.171.01550.151.0650.150.8
T8315 0.41950.151.01150.141.01850.151.05850.181.0450.120.8350.151.0
T8330 0.41800.151.01050.141.01700.151.05400.181.0450.120.8350.151.0
T8430 0.42200.151.01200.141.01800.151.06000.181.0450.120.8350.151.0
T9325 0.42550.171.01500.151.02400.171.0550.150.8
WNMG 060408E-SF H07
0.8950.181.01550.201.04950.241.0500.140.8
T6310 0.82000.201.01400.181.01600.201.06000.241.0600.140.8400.151.0
T7335 0.82200.201.01700.181.0700.160.8
T8315 0.82100.201.01250.181.01950.201.06300.241.0500.140.8400.151.0
T8330 0.82000.201.01200.181.01900.201.06000.241.0500.140.8400.151.0
T8430 0.82300.201.01250.181.01850.201.06300.241.0450.140.8350.151.0
T9315 0.83150.201.02950.201.0600.151.0
T9325 0.82800.201.01650.181.02650.201.0600.160.8
WNMG 080404E-SF
H07
0.4900.141.01450.151.04700.181.0450.120.8
T6310 0.41800.151.01250.141.01450.151.05400.181.0500.120.8350.151.0
T7325 0.42050.171.01550.151.0650.150.8
T7335 0.42000.171.01550.151.0650.150.8
T8315 0.41950.151.01150.141.01850.151.05850.181.0450.120.8350.151.0
T8330 0.41800.151.01050.141.01700.151.05400.181.0450.120.8350.151.0
T8430 0.42200.151.01200.141.01800.151.06000.181.0450.120.8350.151.0
T9315 0.43000.151.02850.151.0600.151.0
T9325 0.42550.171.01500.151.02400.171.0550.150.8
H07
0.8950.181.01550.201.04950.241.0500.140.8
T6310 0.82000.201.01400.181.01600.201.06000.241.0600.140.8400.151.0
T7325 0.82300.201.01750.181.0700.160.8
T7335 0.82200.201.01700.181.0700.160.8
T8315 0.82100.201.01250.181.01950.201.06300.241.0500.140.8400.151.0
T8330 0.82000.201.01200.181.01900.201.06000.241.0500.140.8400.151.0
T8430 0.82300.201.01250.181.01850.201.06300.241.0450.140.8350.151.0 T9315 0.83150.201.02950.201.0600.151.0 T9325 0.82800.201.01650.181.02650.201.0600.160.8 WNMG 080412E-SF T7325 1.22200.251.51700.231.5700.181.2
SMgeometrywithpositivedesignformediummachining,andcontinuoustointerruptedcuts.


WNMG 060404E-SM
T7325 0.41800.221.71400.201.7550.201.4 T7335 0.41750.221.71350.201.7550.201.4 T8330 0.41550.221.7900.201.71450.221.74650.261.7350.201.4300.151.0 T8430 0.41750.221.7950.201.71400.221.74800.261.7350.201.4300.151.0 T9315 0.42500.201.72350.201.7500.151.0 T9325 0.42150.221.71250.201.72000.221.7450.201.4
WNMG 060408E-SM T6310 0.81750.251.71250.231.71400.251.75250.301.7500.201.4350.151.0
T7325 0.82000.251.71550.231.7650.201.4
T7335 0.81950.251.71500.231.7600.201.4
T8330 0.81750.251.71050.231.71650.251.75250.301.7400.201.4350.151.0
T8430 0.81950.251.71050.231.71600.251.75400.301.7400.201.4300.151.0
T9325 0.82400.251.71400.231.72250.251.7500.201.4
WNMG 060412E-SM
T7325 1.22000.301.71550.271.7650.241.4
T8330 1.21800.301.71050.271.71700.301.75400.361.7450.241.4350.151.0
T8430 1.21950.301.71050.271.71600.301.75400.361.7400.241.4300.151.0
T9325 1.22400.301.71400.271.72250.301.7500.241.4
372 CNDNKNLNRNSNTNVNWN
RE PMKNSH
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 14,5° 1,94 E
WNMG 080408E-SF
13° 0,25 5° S
9
WNMG 080404E-SM
T6310
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
SMgeometrywithpositivedesignformediummachining,andcontinuoustointerruptedcuts.
0.41550.222.01100.202.01250.222.04650.262.0450.201.6300.151.0
T7325 0.41750.222.01350.202.0550.201.6
T7335 0.41700.222.01300.202.0550.201.6
T8330 0.41550.222.0900.202.01450.222.04650.262.0350.201.6300.151.0
T8430 0.41700.222.0900.202.01350.222.04650.262.0350.201.6250.151.0
T9315 0.42450.202.02300.202.0450.151.0 T9325 0.42100.222.01250.202.01950.222.0450.201.6
WNMG 080408E-SM
T6310
0.81750.252.01250.232.01400.252.05250.302.0500.201.6350.151.0
T7325 0.82000.252.01550.232.0650.201.6
T7335 0.81900.252.01450.232.0600.201.6
T8330 0.81750.252.01050.232.01650.252.05250.302.0400.201.6350.151.0
T8430 0.81950.252.01050.232.01600.252.05400.302.0400.201.6300.151.0
T9315 0.82650.252.02500.252.0500.151.0
T9325 0.82350.252.01400.232.02200.252.0500.201.6
WNMG 080412E-SM
T6310 1.21750.302.01250.272.01400.302.05250.362.0500.241.6350.151.0
T7325 1.21950.302.01500.272.0600.241.6
T7335 1.21900.302.01450.272.0600.241.6
T8330 1.21750.302.01050.272.01650.302.05250.362.0400.241.6350.151.0
T8430 1.21900.302.01050.272.01550.302.05250.362.0400.241.6300.151.0 T9315 1.22600.302.02450.302.0500.151.0 T9325 1.22350.302.01400.272.02200.302.0500.241.6
ER-SIgeometrywithpositiveright-handedgeometryforfine-finishtosemi-roughmachining,andcontinuouscuts.

WNMG 060404ER-SI
T8330
0.41950.201.71150.181.75850.241.7450.181.4
T8430 0.42250.201.71200.181.76150.241.7450.181.4
T9325 0.42700.201.71600.181.7600.181.4
WNMG 080404ER-SI T7325 0.42200.201.71700.181.7700.181.4
T7335 0.42150.201.71650.181.7650.181.4
T8315 0.42050.201.71200.181.76150.241.7500.181.4
T8330 0.41950.201.71150.181.75850.241.7450.181.4
T8430 0.42250.201.71200.181.76150.241.7450.181.4 T9325 0.42700.201.71600.181.7600.181.4
WNMG 080408ER-SI T7325 0.82150.351.71650.321.7650.251.4
T7335 0.82050.351.71550.321.7650.251.4
T8315 0.82050.351.71200.321.76150.421.7500.251.4
T8330 0.81950.351.71150.321.75850.421.7450.251.4
T8430 0.82100.351.71150.321.75850.421.7450.251.4
T9325 0.82550.351.71500.321.7550.251.4
WNMG 080412ER-SI
T8430
1.22250.351.71200.321.76150.421.7450.251.4
T9325 1.22650.351.71550.321.7550.251.4
EL-SIgeometrywithpositiveleft-handeddesignforfine-finishtosemi-roughmachining,andcontinuouscuts.

WNMG 060404EL-SI
T8330 0.41950.201.71150.181.75850.241.7450.181.4
T8430 0.42250.201.71200.181.76150.241.7450.181.4
T9325 0.42700.201.71600.181.7600.181.4
WNMG 080404EL-SI T7325 0.42200.201.71700.181.7700.181.4
T7335 0.42150.201.71650.181.7650.181.4
T8315 0.42050.201.71200.181.76150.241.7500.181.4
T8330 0.41950.201.71150.181.75850.241.7450.181.4
T8430 0.42250.201.71200.181.76150.241.7450.181.4
T9325 0.42700.201.71600.181.7600.181.4
373 CNDNKNLNRNSNTNVNWN
S
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 13° 0,25 5°
15° 18°
E
15° 18° E
Product
9
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
EL-SIgeometrywithpositiveleft-handeddesignforfine-finishtosemi-roughmachining,andcontinuouscuts.

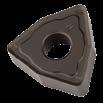

WNMG 080408EL-SI T7325 0.82150.351.71650.321.7650.251.4
T7335 0.82050.351.71550.321.7650.251.4
0.82050.351.71200.321.76150.421.7500.251.4
0.81950.351.71150.321.75850.421.7450.251.4
0.82100.351.71150.321.75850.421.7450.251.4

0.82550.351.71500.321.7550.251.4
W-Fwipergeometryforfinetofinishmachiningwithincreasedfeedratesandimprovedsurfacefinish.
WNMG 060408W-F T9315 0.82150.450.82000.450.8 T9325 0.81900.450.81800.450.8 WNMG 080404W-F T9315 0.42500.250.42350.250.4 T9325 0.42250.250.42100.250.4
W-Mwipergeometryforsemi-roughtoroughmachiningwithincreasedfeedratesandimprovedsurfacefinish.
WNMG 060408W-M T9310 0.82200.451.22050.451.2
T9315 0.82050.451.21900.451.2 T9325 0.81900.451.21800.451.2
WNMG 060412W-M T5315 1.22350.551.22200.551.2 T9315 1.22050.551.21900.551.2 T9325 1.21800.551.21700.551.2
WNMG 080408W-M T9315 0.82000.451.51900.451.5 T9325 0.81850.451.51750.451.5
080412W-M
1.21800.551.51700.551.5
W-MRwipergeometryforfinishtoroughmachiningwithincreasedfeedratesandimprovedsurfacefinish.
WNMG 060408W-MR T9315 0.82050.451.21900.451.2 T9325 0.81900.451.21100.411.21800.451.2
WNMG 080404W-MR T9315 0.42000.301.51900.301.5 T9325 0.41800.301.51050.271.51700.301.5
WNMG 080408W-MR T5315 0.82300.451.52150.451.5 T9310 0.82150.451.52000.451.5 T9315 0.82000.451.51900.451.5 T9325 0.81850.451.51100.411.51750.451.5
WNMG 080412W-MR T5315 1.22300.551.52150.551.5 T9310 1.22100.551.51950.551.5 T9315 1.22000.551.51900.551.5 T9325 1.21800.551.51050.501.51700.551.5
W-NMwipergeometryforfinishtoroughmachiningwithincreasedfeedratesandimprovedsurfacefinish.
WNMG
T7325 0.82200.251.81700.231.8700.201.4 T7335 0.82150.251.81650.231.8650.201.4 T9315 0.82900.251.82750.251.8 T9325 0.82650.251.81550.231.82500.251.8550.201.4
374 CNDNKNLNRNSNTNVNWN
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 15° 18° E
T8315
T8330
T8430
T9325
WNMG 080412EL-SI T8430 1.22250.351.71200.321.76150.421.7450.251.4 1,16 19° 0,71 23° W E
5°
W S
20° 0,3 0,1
WNMG
T9325
0,28 19° 6° W S
9° 28° W S
0,19
060408W-NM
Product
9
Product
WNMG 080404W-NM
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
W-NMwipergeometryforfinishtoroughmachiningwithincreasedfeedratesandimprovedsurfacefinish.
T7325 0.41950.202.11500.182.1600.161.7
T7335 0.41900.202.11450.182.1600.161.7
T9315 0.42700.202.12550.202.1
T9325 0.42400.202.11400.182.12250.202.1500.161.7
WNMG 080408W-NM T7325 0.82150.252.11650.232.1650.201.7
T7335 0.82100.252.11600.232.1650.201.7
T9315 0.82900.252.12750.252.1
T9325 0.82600.252.11550.232.12450.252.1550.201.7
WNMG 080412W-NM T7325 1.22150.302.11650.272.1650.241.7 T7335 1.22100.302.11600.272.1650.241.7 T9315 1.22850.302.12700.302.1
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Product
DRgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.

NRgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.

NR2geometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts.
WNMM 080408E-NR2 T7335 0.81600.404.01200.364.0500.283.2 T9325 0.81900.404.01100.364.01800.404.0400.283.2

375 CNDNKNLNRNSNTNVNWN
9° 28° W S
0,19
ICD1LS [mm][mm][mm][mm] 080412.7005.168.704.76 100615.8756.3510.806.35 130619.0507.9413.006.35 80° IC L S D 1 RE WNMM RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 23° 0,35 S
23° 0,25 S
080408E-NR
0,13 15° 21° 0 41 P
WNMM 100608E-DR T9325 0.82050.405.01200.365.01900.405.0 T9335 0.81750.405.01050.365.0 WNMM 130612E-DR T9325 1.22000.456.01200.416.01900.456.0 T9335 1.21700.456.01000.416.0
WNMM
T7325 0.81750.403.01350.363.0550.282.4 T8330 0.81550.403.0900.363.01450.403.0350.282.4 T8430 0.81650.403.0900.363.01350.403.0350.282.4 T9325 0.81950.403.01150.363.01850.403.0400.282.4
9
WNMM 080412E-NR2

RE PMKNSH
WNMM 080408E-OR T8330 0.81500.404.0900.364.01400.404.0350.283.2 T8430 0.81550.404.0850.364.01300.404.0300.283.2 T9325 0.81900.404.01100.364.01800.404.0400.283.2 T9335 0.81650.404.0950.364.0350.283.2
WNMM 080412E-OR T9325 1.21900.454.01100.414.01800.454.0400.363.2

T9335 1.21700.454.01000.414.0350.363.2
WNMM 080416E-OR T9325 1.61950.504.01150.454.01850.504.0400.403.2
WNMM 130612E-OR T9325 1.21850.456.01100.416.01750.456.0400.364.8
WNMM 130616E-OR T9325 1.61800.506.01050.456.01700.506.0400.404.8
376 CNDNKNLNRNSNTNVNWN
P
vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,13 15° 21° 0, 41
5 P
T7325 1.21750.454.01350.414.0550.323.2 T9325 1.21900.454.01100.414.01800.454.0400.323.2 4° 18° 0,1÷ 0,15 0,2 2÷ 0,4
ICD1LS [mm][mm][mm][mm] 080412.7005.168.704.76 80° IC L S D 1 RE WNGA CBN RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] HSC S WNGA 080408S01020C TB310 0.85300.150.61400.110.51100.151.0 W HSC S WNGA080408S01020WC TB310 0.85300.150.61400.110.51100.151.0 Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. NR2geometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts. ORgeometryforsemi-roughtoroughmachining,andcontinuoustointerruptedcuts. Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Forfinishmachiningandcontinuouscuts. Forfinishmachiningandcontinuouscuts. 9
External Double Clamp Holder with 95° Cutting Angle for WN.. Insert

ExternalRight/Lefthanddoubleclampturningholderwith95°cuttingangle.Suitedforlongitudinalturningwithshoulder,face,taperand chamferturningwithnegativeWN..06to13inserts.Availablewithshanksize16x16upto40x40mm.Bodytreatedforlongertoollife.
HBHFWFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°]
DWLNR 1616 H 06 1616162010026.4-6-60.22GI028DW06–
DWLNR 2020 K 06 2020202512527.1-6-60.41GI028DW06–
DWLNR 2525 M 06 2525253215027.1-6-60.75GI028DW06–
DWLNR 2020 K 08 2020202512534.3-6-60.43GI072DW08AT004
DWLNR 2525 M 08 2525253215035-6-60.75GI072DW08AT004
DWLNR 3225 P 08 3225323217035-6-61.01GI072DW08AT004
DWLNR 3225 P 10 3225323217038-6-61.06GI166DW10–
DWLNR 3232 P 13 3232324017040-6-61.44GI167DW13–
DWLNR 4040 S 13 4040405025041-6-63.19GI167DW13–
DWLNL 1616 H 06 1616162010026.4-6-60.22GI028DW06–
DWLNL 2020 K 06 2020202512527.1-6-60.41GI028DW06–
DWLNL 2525 M 06 2525253215027.1-6-60.76GI028DW06–
DWLNL 2020 K 08 2020202512534.3-6-60.43GI072DW08AT004
DWLNL 2525 M 08 2525253215035-6-60.75GI072DW08AT004
DWLNL 3225 P 08 3225323217035-6-61.10GI072DW08AT004
DWLNL 3225 P 10 3225323217038-6-61.14GI166DW10–
DWLNL 3232 P 13 3232324017040-6-61.45GI167DW13–
DWLNL 4040 S 13 4040405025041-6-63.17GI167DW13–
377 P M K N S H
B
H
DWLN(RL) EXT
WF 95°
95°
HF LF LH
GI028WN..0604.. GI072WN..0804.. GI166WN..1006.. GI167WN..1306.. CNDNKNLNRNSNTNVNWN
Product 9
DW06DCS091.7DWS328-01US2004-T09PFLAGT09P
DW08DCS123.9DWS331-12US2002-T15PFLAGT15P/3,5
DW10DCS166.4DWN100612US5018-T20PLKT20P
DW13DCS196.4DWN130612US6013-T20PLKT20P AT004aCERWN.N0804..DCS12C4 AT004bCERWN.A0804..DCS12C2
378
Nm
CNDNKNLNRNSNTNVNWN 9
HBHFWFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°]
MWLNR 2525 M 08 2525253215032-6-60.73GI072MW1

MWLNR 3225 P 08 3225323217032-6-61.30GI072MW1
MWLNR 4040 R 08 4040405020032-6-62.50GI072MW1
MWLNL 2525 M 08 2525253215032-6-60.70GI072MW1
MWLNL 3225 P 08 3225323217032-6-61.02GI072MW1
MWLNL 4040 R 08 4040405020032-6-62.50GI072MW1
379 P M K N S
B
MWLN(RL)
H WF 95° 95°
H HF LF LH
EXT
GI072WN..0804.. Nm MW1UE055.0WNW080412UC51HS0408HXK3 CNDNKNLNRNSNTNVNWN
Product 9
External Multi-Clamp Holder with 95° Cutting Angle for WN.. Insert ExternalRight/Lefthandmulti-clampturningholderwith95°cuttingangle.Suitedforlongitudinalturningwithshoulder,face,taperandcham ferturningwithnegativeWN..08inserts.Availablewithshanksize25x25upto40x40mm.Bodytreatedforlongertoollife.
ExternalRight/Lefthandleverlockturningholderwith95°cuttingangle.Suitedforlongitudinalturningwithshoulder,face,taperandchamfer turningwithnegativeWN..06and08inserts.Availablewithshanksize16x16upto32x25mm.Bodytreatedforlongertoollife.
PWLNR
PWLNR
PWLNR
PWLNR
PWLNR
PWLNR
PWLNL
PWLNL
PWLNL
PWLNL
PWLNL
PWLNL
HBHFWFLFLHLAMSGAMO kg
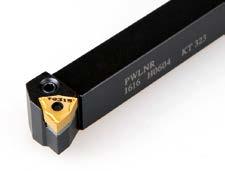
[mm][mm][mm][mm][mm][mm][°][°]
1616162010020-6-60.23GI028PW11
2020202512520-6-60.40GI028PW10
2525253215020-6-60.78GI028PW10
2020202512522-6-60.42GI072PW22
2525253215022-6-60.73GI072PW20
3225323217022-6-61.05GI072PW20
1616162010020-6-60.21GI028PW11
2020202512520-6-60.40GI028PW10
2525253215020-6-60.75GI028PW10
2020202512522-6-60.40GI072PW22
2525253215022-6-60.74GI072PW20
3225323217022-6-61.05GI072PW20
380 P M K N S H 95° 95°
LH WF B H HF PWLN(RL) EXT
LF
1616 H 0604
2020 K 0604
2525 M 0604
2020 K 08
2525 M 08
3225 P 08
1616 H 0604
2020 K 0604
2525 M 0604
2020 K 08
2525 M 08
3225 P 08
GI028WN..0604.. GI072WN..0804.. Nm
CNDNKNLNRNSNTNVNWN
Lever Lock Holder
Cutting Angle
PW10WNU060308PU01US345.0M6x0.7519NT04MT04HXK3 PW11WNU060308PU01US465.0M6x0.7513.2NT04MT04HXK3 PW20WNU080312PU02US356.0M8x122.5NT05MT05HXK4 PW22WNU080312PU02US426.0M8x121NT05MT05HXK4
External
with 95°
for WN.. Insert
Product 9
ExternalRight/Lefthanddoubleclamptool,throughcoolant,with95°cuttingangleforfaceandlongitudinalturningwithshoulder,taperand chamferingwithnegativeWN..06and08inserts.AvailablewithPSC(PolygonShankCoupling)sizeC4uptoC6.Bodytreatedforlongertoollife.

KAPR
LF
DMINP DMIN
DCON MS
DCON MSDMINDMINPWFLFKAPRLAMSGAMO kg
[mm][mm][mm][mm][mm][°][°][°]
C4-DWLNR-27050-06 4060140275095-6-6 ü 0.42GI028C-DW06–C4-DWLNR-27050-08 40110140275095-6-6 ü 0.42GI072C-DW08-1AT004 C5-DWLNR-35060-08 50110165356095-6-6 ü 0.74GI072C-DW08-2AT004 C6-DWLNR-45065-08 63110190456595-6-6 ü 1.34GI072C-DW08-2AT004 C4-DWLNL-27050-06 4060140275095-6-6 ü 0.43GI028C-DW06–
C4-DWLNL-27050-08 40110140275095-6-6 ü 0.42GI072C-DW08-1AT004 C5-DWLNL-35060-08 50110165356095-6-6 ü 0.76GI072C-DW08-2AT004 C6-DWLNL-45065-08 63110190456595-6-6 ü 1.34GI072C-DW08-2AT004
381 P M K N S H
WF KAPR
C.-DWLN(RL)
EXT
GI028WN..0604.. GI072WN..0804.. Nm C-DW06DCS091.7DWS328-01US2004-T09PFLAGT09PCN034-01
CNDNKNLNRNSNTNVNWN
C-DW08-1DCS123.9DWS331-12US2002-T15PFLAGT15P/3,5CN034-01 C-DW08-2DCS123.9DWS331-12US2002-T15PFLAGT15P/3,5CN045-01 AT004aCERWN.N0804..DCS12C4 AT004bCERWN.A0804..DCS12C2
External PSC Quick Change Tool, Double Clamp, 95° Cutting Angle, WN.. Ins
9
Product
InternalRight/Lefthanddoubleclampboringbar,throughcoolant,95˚cuttinganglefornegativeWN..06and08inserts.Minimuminternal turningdiameterØ32mm.Forinternaltaper,longitudinalturningwithshoulderandchamferturning.shanksizesØ25uptoØ50mmavailable. Bodytreatedforlongertoollife.

DCON MSDMINWFHHFLFLHLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][mm][°][°]
A25T-DWLNR 06 2532172311.530031-14-6 ü 0.97GI028DW06
A25T-DWLNR 08 2533172311.530031-12-6 ü 0.98GI072DWI08
A32T-DWLNR 08 324022301530033-10-6 ü 1.71GI072DWI08
A40T-DWLNR 08 4050273718.530036-13-6 ü 2.59GI072DW08
A50U-DWLNR 08 5063354723.535039-11-6 ü 5.24GI072DW08
A25T-DWLNL 06 2532172311.530031-14-6 ü 0.97GI028DW06
A25T-DWLNL 08 2533172311.530031-12-6 ü 0.98GI072DWI08
A32T-DWLNL 08 324022301530033-10-6 ü 1.70GI072DWI08
A40T-DWLNL 08 4050273718.530036-13-6 ü 2.59GI072DW08 A50U-DWLNL 08 5063354723.535039-11-6 ü 5.25GI072DW08
382 P M K N S H H WF 95 ° DMIN LH LF DCON MS
95 ° DWLN(RL) INT
HF
GI028WN..0604.. GI072WN..0804.. Nm DW06DCS091.7DWS328-01US2004-T09PFLAGT09P DW08DCS123.9DWS331-12US2002-T15PFLAGT15P/3,5 DWI08DCS123.9DWS328-02US2002-T15PFLAGT15P/3,5 CNDNKNLNRNSNTNVNWN
Internal Double Clamp Boring Bar with 95° Cutting Angle for WN.. Insert
Product 9
Internal Lever Lock Boring Bar with 95° Cutting Angle for WN.. Insert

InternalRight/Lefthandleverlockboringbar,throughcoolantavailable,95˚cuttingangleforWN..06and08inserts.Minimuminternalturning diameterØ20mm.Forinternaltaperandlongitudinalturningwithshoulderandchamferturning.ShanksizesØ16toØ60mmavailable.Body treatedforlongertoollife.
[mm][mm][mm][mm][mm][mm][°][°]
A16M-PWLNR 0604 1620111515150-13.5-6 ü 0.22GI028PW09 A20Q-PWLNR 0604 2027131818180-13.5-6 ü 0.36GI028PW09 S25T-PWLNR 0604 2532172323300-12-6–1.10GI028PW11 A32S-PWLNR 0604 3240223030250-12-6 ü 1.30GI028PW11 A25R-PWLNR 08 2532172323200-12-6 ü 0.66GI072PW25 S25T-PWLNR 08 2532172323300-12-6–1.10GI072PW25 A32S-PWLNR 08 3240223030250-12-6 ü 1.46GI072PW21 S32U-PWLNR 08 3240223030350-12-6–2.09GI072PW21 A40T-PWLNR 08 4050273838300-12-6 ü 2.40GI072PW20 A50U-PWLNR 08 5063354748.5350-12-6 ü 4.88GI072PW20
A60V-PWLNR 08 6080435758.5400-12-6 ü 8.10GI072PW20
A16M-PWLNL 0604 1620111515150-13.5-6 ü 0.22GI028PW09 A20Q-PWLNL 0604 2027131818180-13.5-6 ü 0.36GI028PW09
S25T-PWLNL 0604 2532172323300-12-6–0.98GI028PW11 A32S-PWLNL 0604 3240223030250-12-6 ü 1.28GI028PW11
A25R-PWLNL 08 2532172323200-12-6 ü 0.75GI072PW25
S25T-PWLNL 08 2532172323300-12-6–1.01GI072PW25 A32S-PWLNL 08 3240223030250-12-6 ü 1.47GI072PW21
S32U-PWLNL 08 3240223030350-12-6–2.08GI072PW21
A40T-PWLNL 08 4050273838300-12-6 ü 2.90GI072PW20
A50U-PWLNL 08 5063354748.5350-12-6 ü 4.88GI072PW20 A60V-PWLNL 08 6080435758.5400-12-6 ü 8.70GI072PW20
383 P M K N S H 95° 95° H B WF DMIN LF DCON MS HF 95° 95° H B WF DMIN LF DCON MS HF PWLN(RL)
INT DCON MSDMINWFHBLFLAMSGAMO kg
GI028WN..0604.. GI072WN..0804.. CNDNKNLNRNSNTNVNWN
Product 9
PW09–PU3611-APS0512-A2.0M512–HXK2
PW11WNU060308PU01US465.0M6x0.7513.2NT04MT04HXK3
PW20WNU080312PU02US356.0M8x122.5NT05MT05HXK4
PW21WNU080312PU02US416.0M8x117NT05MT05HXK4
PW25–PU32US465.0M6x0.7513.2–HXK3
384 Nm
CNDNKNLNRNSNTNVNWN 9
C4-DWLNR-13075-06 40271375522095-17-6 ü 0.42GI028DW06 C4-DWLNR-17090-08 40331790682595-12-6 ü 0.53GI072DWI08 C4-DWLNL-13075-06 40271375522095-17-6 ü 0.42GI028DW06 C4-DWLNL-17090-08 40331790682595-12-6 ü 0.53GI072DWI08

385 P M K N S H LU LF DCON MS WF KAPR KAPR BD DMIN C.-DWLN(RL) INT DCON MSDMINWFLFLUBDKAPRLAMSGAMO kg
[mm][mm][mm][mm][mm][mm][°][°][°]
GI028WN..0604.. GI072WN..0804.. Nm DW06DCS091.7DWS328-01US2004-T09PFLAGT09P DWI08DCS123.9DWS328-02US2002-T15PFLAGT15P/3,5 CNDNKNLNRNSNTNVNWN Internal PSC Quick Change Tool, Double Clamp, 95° Cutting Angle, WN.. Insert InternalRight/Lefthanddoubleclamptool,throughcoolant,with95˚cuttingangleforinternaltaperandlongitudinalturningwithshoulder andchamferingwithWN..06and08inserts,minimuminternaldiameterØ27mm.AvailablewithPSCshank(PolygonShankCoupling)sizeC4.
Product 9
Bodytreatedforlongertoollife.
PARTING-OFF & GROOVING

9
TURNING – GENERAL CONTENT & 6 WMG & ISO 13399 & 10 ISO TURNING INSTRUCTIONS & 18 NAVIGATORS & 57 POSITIVE INSERTS & 219 NEGATIVE INSERTS & 386 PARTING – OFF & GROOVING & 482 THREAD TURNING & 528 BROACHING & 536 GENERAL TECHNICAL INFORMATION 9
2002.00-0.050.0525.0 3003.00-0.050.0525.0 4004.00-0.050.0525.0 5005.00-0.050.0525.0 6006.00-0.050.0525.0
GL2-D200M02-GM G8330 0.21900.100.81100.090.81800.100.8450.080.6 T7325 0.22200.100.81700.090.8700.080.6
GL3-D300M02-GM G8330 0.21500.201.0900.181.01400.201.0350.140.8 T7325 0.21750.201.01350.181.0550.140.8

GL3-D300M04-GM G8330 0.41600.201.0950.181.01500.201.0400.140.8 T7325 0.41850.201.01400.181.0600.140.8
GL4-D400M04-GM G8330 0.41500.251.2900.231.21400.251.2350.181.0 T7325 0.41700.251.21300.231.2550.181.0
GL4-D400M08-GM G8330 0.81800.251.21050.231.21700.251.2450.181.0 T7325 0.82000.251.21550.231.2650.181.0 GL5-D500M08-GM G8330 0.81700.301.21000.271.21600.301.2400.211.0 T7325 0.81900.301.21450.271.2600.211.0 GL6-D600M08-GM G8330 0.81700.301.21000.271.21600.301.2400.211.0 T7325 0.81900.301.21450.271.2600.211.0
388 406
CWCWTOLLCWTOLUINSL [mm][mm][mm][mm]
INSL GM CW RE GL. D
GM RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 20° E
-
CWCWTOLLCWTOLUINSL [mm][mm][mm][mm]
INSL MM CW RE GL. D - MM RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 16° 4° S
Product
Product
1 3 6 8 9 11 10 Use full insert specification code when ordering! ISO insert code Grade Include colon GL5-D500M08-GM :T7325 2 4 5 7 PARTING – OFF & GROOVING INSERTS – PAGE OVERVIEW
9
2002.00-0.050.0525.0 3003.00-0.050.0525.0 4004.00-0.050.0525.0 5005.00-0.050.0526.0 6006.00-0.050.0526.0
GL2-D200MMO-MM G8330 1.02500.101.01500.091.02350.101.0600.080.8 T7325 1.02850.101.02200.091.0900.080.8
Workpiecematerialsuitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap). GMgeometryforgroovingandlongitudinalturning,andcontinuoustointerruptedcuts.
Workpiecematerialsuitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap). MMgeometry,withfullradiusshapeforcopyprofilingandlongitudinalturning,andcontinuoustointerruptedcuts.
Typical page with turning inserts displayed – specific page details will differ.
389 1 2 3 4 5 6 7 8 9 10 11 Pos. Description Designationofinsert Schematicdrawingofinsert Tablewithinsertsizes[mm] Pictureofrepresentativeinsert Profileofmain cutting edge Icons–specificfeaturesandcuttingedgetype Pos. Description ISOinsertcode Grade Insertradii[mm] Geometrydescription Applicationareaofinsert PARTING – OFF & GROOVING INSERTS – PAGE OVERVIEW 9
Internal Grooving Boring Bar for LCM. Inserts

InternalRight/LefthandgroovingboringbarforgroovingwithLCM.0313and0413inserts.MinimuminternalgroovingdiameterØ16mm. Suitedforinternalgroovingandmulti-directionalturning.AvailablewithshanksizeØ16uptoØ32mm.Bodytreatedforlongertoollife.
DCON MS HFHBLFLHCWCDXDMIN kg [mm][mm][mm][mm][mm][mm][mm][mm][mm]
A16Q-GGER 0313 167.51515.5180253.00316 ü 0.26GI143GL06
A16Q-GGER 0313-04 167.51515.5180253.00316 ü 0.26GI190GL06
A20R-GGFR 0313 2091819200303.004.520 ü 0.36GI143GL06
A20R-GGFR 0313-04 2091819200303.004.520 ü 0.39GI190GL06
A25S-GGHR 0313 2511.52324250403.006.525 ü 0.78GI143GL06
A25S-GGFR 0413 2511.52324250404.006.525 ü 0.73GI170GL06
A32T-GGHR 0413 32153031300504.009.532 ü 1.59GI170GL06
A16Q-GGEL 0313 167.51515.5180253.00316 ü 0.29GI143GL06
A16Q-GGEL 0313-04 167.51515.5180253.00316 ü 0.28GI190GL06
A20R-GGFL 0313 2091819200303.004.520 ü 0.38GI143GL06
A20R-GGFL 0313-04 2091819200303.004.520 ü 0.38GI190GL06
A25S-GGHL 0313 2511.52324250403.006.525 ü 0.81GI143GL06
A25S-GGFL 0413 2511.52324250404.006.525 ü 0.82GI170GL06
A32T-GGHL 0413 32153031300504.009.532 ü 1.59GI170GL06
390 421 P M
CW HF LF DMIN
G
K N S H H B DCON MS
CDX LH GG.(RL) INT
GI143LCM.0313.. GI170LCM.0413.. GI190LCM.0313…..-04 Nm GL06SR85011-T15P5.0M59FLAGT15P
Product 1 2 3 4 7 6 5 8 9 10 12 11 13 19 15 14 16 17 18
page with turning holders displayed – specific page details will differ. PARTING – OFF & GROOVING HOLDERS – PAGE OVERVIEW 9
Typical
391 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 1) Turningholderisprimarilydisplayedinitsrightdesign(R) 2) GAMO =orthogonalrakeangle(seetechnicalpages) LAMS =inclinationangleofmaincuttingedge(seetechnicalpages) 3) CodeofGroupofcompatibleinserts,sparepartsandspecialaccessoriesisusedonlyforpurposesofthiscatalogue.Itcannotbeusedfororders. 4) Sparepartsandspecialaccessoriesiconsaredesignedschematicallyforeaseofunderstanding.Theyaren‘tincludedinlistoficons.Screwsare,insomecases,completedwithinfoontorque valueinNm,lengthofscrewandsizeofthread. Pos. Description Designationofparting-off&groovingholder Materialgrouprecommendations Clampingsystemofinsert Illustrativepicture1) Tooldescription Workpieceprofile Schematicdrawingoftool Achievablequalityofsurface Characterofcut/workingconditions Productapplications Pos. Description Tooldesign Codeofholder Dimensions[mm]andangles2)[°]ofholder Internalcoolantsupply Weight[kg] Groupofcompatibleinserts3) Groupofspareparts3),4) Compatibleinserts Spareparts PARTING – OFF & GROOVING HOLDERS – PAGE OVERVIEW 9
PARTING
General icons
Primaryuse Possibleuse
Finishing–verygoodsurfacequality
Mediummachining–goodsurfacequality
Roughing–unlimitedsurfaceroughness
Turning operations
Copyturning(multidirectionalmachining)
Deepandwideaxialgroove(withfollowing expansion)
Deepaxialgroove
Deepradialgroove
Facecopyturning
Features
Suitableforstableworkingconditions
Suitableforunstableworkingconditions
Suitableforveryunstableworkingconditions
Internalgrooving
Internalgrooving(withfollowingexpansion)
Partingoff
Shallowandwideaxialgroove(withfollowing expansion)
Shallowaxialgroove
Shallowradialgroove Tubepartingoff
Wideradialgroove(withfollowingexpansion)
392
– OFF & GROOVING – ICONS OVERVIEW
1 Firstchoice Largeoverhang Universalwiderangeoption Heavyworkingconditions E Roundededge S Roundededgewithfacet Other Nm Clampingtorqueofscrew[Nm]Internalsupplyofcoolant 9
393 LCMF13 & 418 GL.D & 406 LFMX & 456 TNZZINT & 477 LCMF16,LCMF30 & 432 LFUX & 464 LCMF20 & 453 TNREXT & 475 LCMR13 & 419 TNRINT & 475 LCMR16,LCMR30 & 435 TNZZEXT & 476 X61 & 468 X61R & 469 X61R-1 & 473 X61-1 & 472 INSERTS FOR PARTING – OFF & GROOVING – NAVIGATOR 9




















394 Type of operation insert family choice First choice Optional choice
Grooving LCMF16, LCMF30 GM F & 406 & 432 Partingoff LFMX PM M2 & 457 Facegrooving LCMF16, LCMF30 F F & 418 & 432 Copyprofiling gL. D MM MP & 406 & 433 Circlipsgrooving x61 TN ZZ EXT & 469 & 476 INTERNAL Grooving F & 418 Copyprofiling MP & 419 Circlipsgrooving x61 TN ZZ INT & 468 & 477 PARTING – OFF & GROOVING GEOMETRIES – NAVIGATOR 9
EXTERNAL
Fromatechnologicalperspectivethisisanextremelyversatilegradewithhigh resistancetomechanicaldamageinadversecuttingconditionsandretainsexcellent wearresistance.Thecorrectapplicationofthismaterialrequireshighcutting speeds.
Oneofthemostuniversalturninggrades.Especiallydesignedforstainlesssteel machining.Optimalbalancebetweenwearresistanceandperformancereliability. Suitableforbroadvarietyofapplicationinturningoperations.
Oneofthetoughestturningmaterialswhichcanbeusedespeciallyinroughing operations,orwhereoperationalreliabilityunderadversecuttingconditionsisa priority.Anotheridealchoiceformachinesworkingwithlowtomediumcutting speedsandmediumtohighfeedrates.
Versatilecuttingmaterial,thisisusefulformachiningofalltypesofmachined materialsandispracticallyapplicableinalmostalltypesofturningoperations.Its mainbenefitsareitshighoperationalreliabilityandverygoodfrictionalproperties; itisthereforesuitableforapplicationsatmediumandlowercuttingspeeds.
ischaracterizedbyitsexceptionalreliabilityandversatility.Developedtofit machiningconditionsformostworkpiecematerials.
395 Grade Identification Area of Application Application Feed Cutting speed Resistance to adverse Working Conditions Coating Colour Substrate Coolant benefit Grade description T9325 P15 P35 MT-CVDFGM + +
M10 M30 K15 K35 S10 S20 T7325 P15 P35 MT-CVDFGM + + +
M10 M25 S10 S25 6640 P20 P40 MT-CVDH + + +
M20 M35 K25 K40 T8330 P25 P40 PVDsubmicron H + + +
M20 M35 K20 K40 N15 N30 S15 S25 H15 H25 G8330 P25 P40 PVDsubmicron H + + +
M20 M35 K20 K40 S15 S25 PARTING – OFF & GROOVING GRADES – NAVIGATOR MT-CVD PVD Coating Medium-temperaturechemicalmethodofcoating Low-temperaturephysicalmethodofcoating H submicron H FGM Substrat WC-Cobasedsubstrate WC-Cobasedsubstratefinegrained(<1 m m) Functionallygradedsubstrate + + + + + Benefits of cutting fluid Useofcoolantisessential Highlyrecommended 9
Universalcuttinggradeforgroovingandparting-offapplications.Thisgrade
396 GLSF(RL)EXT GL.D GL2 GL3 GL4 GL5 GL6 20×20 25×25 & 410 & 406–408 GLSF(RL)EXT-G GL.D GL2 GL3 GL4 GL5 GL6 20×20 25×25 & 412 & 406–408 GLSF(RL)EXT-S GL.D GL2 GL3 GL4 12×12 16×16 & 413 & 406–408 GFK(RL)EXT LCMF 0220 16×16 25×25 & 455 & 418–454 XLCCN25BS+MS-EN LCMF, LCMR 0316 0416 0516 0616 25×25 32×25 & 442 & 418–454 GFI(RL)EXT LCMF, LCMR 0316 0416 0516 0616 0830 16×16 32×25 & 437 & 418–454 XLCFNB+DU,D LFMX 1.50 1.60 2.00 2.20 3.10 4.10 5.10 6.35 20×20 40×36 & 459,460 & 456–458 GLSB+DU,D GL.D GL2 GL3 GL4 GL5 GL6 20×20 32×29 & 414,415 & 406–409 XLCCNB+DU,D LCMF, LCMR 0316 0416 0516 0616 20×20 32×29 & 440,441 & 418–454 GFM(RL)EXT LCMF, LCMR 0316 0416 0516 0616 0830 20×20 32×25 & 439 & 418–454 XLCFNBLFUX+DU,D LFUX 03 04 05 06 20×20 40×40 & 466,467 & 464 P61(RL)EXT X61 16×16 25×25 & 470 & 468–469 XLCF(NRL)BS+MS-EN LFMX 1.50 1.60 2.00 2.20 3.10 4.10 5.10 6.35 12×12 32×25 & 461,463 & 456–458 XLCF(RL) LFUX 03 04 05 06 16×12 32×25 & 465 & 464 HF H CW TOOLS – NAVIGATOR LFUX LFMX LcMf 16 LFMX LFUX LFMX LcMf 16 LFMX LFUX LFMX LcMf 16 LFMX B H B LFUX LFMX LcMf 16 LFMX PARTING-OFF & GROOVING – EXTERNAL 9
397
LCMF, LCMR tmax. D min. D max. 0313 0316 0413 0416 17-30 140-230 & 424,446 & 418–454
LCMF, LCMR tmax. D min. D max. 0413 0416 17-30 140-230 & 428,450
GFIL-RAXIAL LCMF, LCMR CDX DAXX DAXIN 0313 0316 0413 0416 17-30 140-230 & 423,445 & 418–454 GFML-RAXIAL LCMF, LCMR CDX DAXX DAXIN 0413 0416 17-30 140-230 & 427,449 & 418–454 GGI(RL)-90AXIAL LCMF, LCMR 0313 0316 17-30 110-170 & 430,452 & 418–454
LCMF, LCMR tmax. D min. D max. 0313 0316 17-30 140-230 & 425,447 & 418–454
LCMF, LCMR tmax. D min. D max. 0413 0416 17-30
XLXFLBSAXIAL+MS-EN LFMX 3.10 60-85 150-280 & 462,463 & 456–458 GFIL-LAXIAL LCMF, LCMR tmax. 0313 0316 17-30 140-230 & 422,444 & 418–454 GFML-LAXIAL LCMF, LCMR tmax. 0413 0416 17-30 140-230 & 426,448 & 418–454 TOOLS – NAVIGATOR LFUX LFMX LcMf 16 LFMX FACE GROOVING 9
GFIR-LAXIAL
GFMR-LAXIAL
& 418–454
GFIR-RAXIAL
GFMR-RAXIAL
140-230 & 429,451 & 418–454
398 GG.(RL)INT LCMF, LCMR 0313 0413 16 32 & 421 & 418–454 P61(RL)INT X61 16 40 & 471 & 468 P61S(RL)-1INT X61-1 12.5 & 474 & 472 TOOLS – NAVIGATOR GROOVING – INTERNAL 9
399 TOOLS – NAVIGATOR 6 7 4 8 5 1 GL 2 3 3 D 4 300 5 G 8 PM 6 02 7 L06 – –CW PM PR GM MM CW 200 2.00
4.00
6.00 [°] 06 6 12 12 2 1, 2, 3, 4, 5, 6 1 GL L R PSIRL PSIRR 3 RE,RER ,REL[mm] 02 0.2 03 0.3 04 0.4 08 0.8 RE L R REL RER RE RE[mm] MO RE=CW/2 ROUNDGEOMETRY PARTING-OFF & GROOVING INSERTS – GL – CODE DESIGNATION Cutting width – CW Pocket size Tool group Number of edges Nose radius Primary cutting edge angle Chipbreaker designation Edge design S Oneedge D Twoedges G Ground M Direct pressed 9
250 2.50 300 3.00 400
500 5.00 600
–12/12 1616 –16/16 2020 –20/20 2525 –25/25
400 2 1, 2, 3, 4, 5, 6 6 9 3 7 10 4 8 11 5 1 GL RL CUTDIA DAXX DAXIN 1 GL 2 3 3 S 4 2525 5 M 8 20 6 F 7 L 9 R 10 120 11 090 – ––0° 90° B H LF[mm] H 100 K 125 M 150 P 170 [°] G 0 F 90 LF H/B [mm]/[mm]
Pocket size Shank type Shank dimensions Tool group A steelshankwith internalcoolant S steelshankwithout internalcoolant Tool style – cutting edge angle Version (right/left) Cutting depth maximum – CDX Holder total length – LF Blade curvature direction Maximum diameter Minimum diameter Additionalinformationforaxialturning. PARTING – OFF & GROOVING HOLDERS (EXTERNAL TURNING) – GL – CODE DESIGNATION 9
1212
401 2 1, 2, 3, 4, 5, 6 3 1 GL 6 5 4 1 GL 2 3 3 S 4 32 5 M 6 B –LF H H[mm] 26 26 32 32 Pocket size Shank type A Steelshankwithinternalcoolant S Steelshankwithout Internalcoolant Tool style Shank dimensions Blade total length – LF Tool group B – blade LF[mm]LF[”] K 1255.000” M 1506.000” PARTING – OFF & GROOVING BLADES (EXTERNAL TURNING) – GL – CODE DESIGNATION 9
402 1 T T ISO ANSI 1 T T 2 N N 2 N N 3 U M 3 U M 4 N G 4 G S L ISO CODE DESIGNATION – INSERTS 1 1 HOPR STCD EMVW LABK 2 2 A B C D E F G N P O 3 3 [”] M (±) S (±) IC (±) M (±) S (±) IC (±) A 0.0050.0250.025.0002 ”.001”.0010” F 0.0050.0250.013.0002 ”.001”.0005” C 0.0130.0250.025.0005”.001”.0010” H 0.0130.0250.013.0005”.001”.0005” E 0.0250.0250.025.0010”.001”.0010” G 0.0250.1300.025.0010”.005”.0010” J 0.0050.0250.05–0.13.0002 ”.001”.002–0.005” K 0.0130.0250.05–0.13.0005”.001”.002–0.005” L 0.0250.0250.05–0.13.0010”.001”.002–0.005” M 0.08–0.180.1300.05–0.13.003–0.007”.005”.002–0.005” N 0.08–0.180.0250.05–0.13.003–0.007”.001”.002–0.005” U 0.05–0.380.1300.05–0.13.005–0.015”.005”.003–0.010” M M M M IC IC IC IC S 4 4 N R F A M G W 40° – 60° T Q U B 70° – 90° H C J X Insert shape Insert clearance angle Tolerances [mm] Insert type Special Special 9
3 3
5 5
d = IC HOPST C DEMVWRK
[mm] [in]
3.97 0306040602 5/32” 1.2 4.76 04080405040408L3 3/16” 1.5 5.56 0509050605050903 7/32” 1.8 6.35 030204081106070808110406 1/4” 2 7.94 040305071308090607130507 5/16” 2.5 9.525 05040709160911090916060916 3/8” 3 12.7 070509122212151312220812 1/2” 4 15.875 090611152716191615271015 5/8” 5 19.05 110713193319231919331319 3/4” 6 25.40 141018254425312625441725 1” 8 31.75 181323315432383231542131 1 1/4” 10
6 SS SS S [”]
1 1.5881/16”
7 RE RE [”] 000”
0.2 0.0991/256”
E
N
1 3.1751/8”
1.2 3.9695/32”
1.5 4.7633/16”
1.8 5.5567/32”
2 6.3501/4”
2.5 7.9385/16”
3 9.5253/8”
4 12.7001/2”
5 15.8755/8”
6 19.0503/4”
7 22.2257/8”
8 25.4001” 10 31.7505/4” 12 38.1006/4”
1.2 1.9845/64”
1.5 2.3813/32” 2 3.1751/8”
2.5 3.9695/32”
3 4.7633/16”
3.5 5.5567/32” 4 6.3501/4”
5 7.9385/16” 6 9.5253/8”
7 11.1137/16”
8 12.7001/2” 9 14.2889/16” 10 15.8755/8”
0.5 0.1981/128” 1 0.3971/64” 2 0.7941/32” 3 1.1913/64” 4 1.5881/16” 5 1.9845/64” 6 2.3813/32” 7 2.7787/64” 8 3.1751/8” 10 3.9695/32” 12 4.7633/16” 14 5.5567/32” 16 6.3501/4”
E
N
7 RE RE
SS SS S
[mm] [”]
01 1.591/16” T1 1.985/64” 02 2.383/32” 03 3.181/8” T3 3.975.32” 04 4.763/16” 05 5.567/32” 06 6.351/4” 07 7.945/16” 09 9.523/8”
[”] 00 00” 02 0.21/128” 04 0.41/64” 08 0.81/32” 12 1.23/64” 16 1.61/16” 24 2.43/32” 32 3.21/8” d = I.C.
403 5 22 22 5
6
8
6
8
7
9
10
10
-7
ISO CODE DESIGNATION – INSERTS 9 9 R N L
10 10
4 4
04 04
08 08
M
M
2 2 9
ANSI 8 8
6
[”] 00 MO 5 d = I.C. [mm] [”]
Symbol Symbol Symbol Feed direction Insert cutting edge design Sharp edges Rounded edges Edges with facet Rounded edges with facet Edges with double facet Rounded edges with double facet Chip breaker designation 6 Insert thickness Insert nose radius [mm] Round inserts [mm] Inscribed circle Insert thickness Insert nose radius Insert cutting edge length (insert size) Feed Feed Feed Feed
[mm] 9
[mm]
a° G=0°K=75° R=15°F=90° T=30°B=105° S=45°E=120° W=60°D=135°
G=2.0×CWN=5.5×CW H=2.5×CWO=6.0×CW I=3.0×CWP=6.5×CW
J=3.5×CWQ=7.0×CW K=4.0×CWR=7.5×CW L=4.5×CWS=8.0×CW M=5.0×CWT=8.5×CW
404 2 2
6 B 12=12mm 16=16mm 20=20mm etc. 9 9 3 3
CW
7 7 10 10 DAXX 4 4 8 8 CW CW [”] 02 2.0.079” 03, 0313, 0316 3.0.118” 04, 0413, 0416 4.0.157” 05, 0516 5.0.197” 06, 0616 6.0.236” 08, 0830 8.0.315” 11 11 DAXIN 5 H 12=12mm 16=16mm 20=20mm etc. 1 1 G G 1 G 1 G 2 F 2 F 3 I 3 I 4 L 4 L 5 25 5 & 6 16 8 0316 8 0316 6 25 7 M 7 D 9 R 9 R 10 030 10 1.18 11 017 11 .670 ISO ANSI 5 & 6 B[”]H[”] 05 5/16”5/16” 06 3/8”3/8” 08 1/2”1/2” 10 5/8”5/8” 12 3/4”3/4” 16 1”1” 85 1”11/4” 86 1”11/2” 20 11/4”11/4” 24 11/2”11/2” 32 2”2” LF[mm] H 100 J 110 K 125 L 140 M 150 N 160 P 170 Q 180 R 200 LF[”] A 4.000” B 4.500” C 5.000” D 6.000” E 7.000” F 8.000” LF Holder style – cutting edge angle Shank width [mm] Blade curvature direction Additional information for axial turning Cutting depth maximum – CDX Holder total length Maximum diameter – face grooving Additional information for axial turning Version (right/left) R/L Insert width Minimum diameter – face grooving Additional information for axial turning Shank height [mm] Clamping designation CW [mm] PARTING – OFF & GROOVING TOOLS – EXTERNAL TURNING – ISO CODE DESIGNATION Forsquareshanks,thenumberisthewidthorheight intermsof16ths.Forrectangularshanksthefirstdigit isthewidthintermsof8thsandtheseconddigitis theheightintermsof4ths. 9
1807.250”
25010.000”
30012.000”
35014.000”
40015.750”
405 ISO ANSI 2 DCON MS 12 12 16 16 20 20 25 25 32 32 40 40 2 DCON MS DCONMS[”] 08
10
” 12
16
20
24
3 3 LF LF[”]LF[”] M
Q
5 5 a° G=0°K=75° R=15°F=90° T=30°B=105° S=45°E=120° W=60°D=135° 7 7 6 6 CW E=1.0×CWJ=3.5×CW F=1.5×CWK=4.0×CW G=2.0×CWL=4.5×CW H=2.5×CWM=5.0×CW I=3.0×CWN=5.5×CW X=Special 8 8 CW 0313 3.0 0413 4.0 4 4 G 1 A 1 A 2 25 2 16 3 S 3 S 4 G 4 G 5 G 5 G 6 H 6 H 7 L 7 L 8 0313 8 0313 ––1 1 S A Diameter of shankDiameter of shank Holder total length Tool style – cutting edge angle Version (right/left) R/L Cutting depth maximum – CDX Insert width Clamping designation Shank Steelshank Steelshankwithcoolanthole CW[mm] LF[mm]LF[mm] DCONMS[mm] PARTING – OFF & GROOVING TOOLS – INTERNAL TURNING – ISO CODE DESIGNATION 9
.500 ”
.625
.750 ”
1.000 ”
1.250 ”
1.500 ”
1506.000” S
P 1706.250” T
U
R 2008.000” V
2002.00-0.050.0525.0 3003.00-0.050.0525.0 4004.00-0.050.0525.0 5005.00-0.050.0525.0 6006.00-0.050.0525.0
GL2-D200M02-GM G8330 0.21900.100.81100.090.81800.100.8450.080.6 T7325 0.22200.100.81700.090.8700.080.6
GL3-D300M02-GM G8330 0.21500.201.0900.181.01400.201.0350.140.8 T7325 0.21750.201.01350.181.0550.140.8
GL3-D300M04-GM G8330 0.41600.201.0950.181.01500.201.0400.140.8 T7325 0.41850.201.01400.181.0600.140.8 GL4-D400M04-GM G8330 0.41500.251.2900.231.21400.251.2350.181.0 T7325 0.41700.251.21300.231.2550.181.0
GL4-D400M08-GM G8330 0.81800.251.21050.231.21700.251.2450.181.0 T7325 0.82000.251.21550.231.2650.181.0 GL5-D500M08-GM G8330 0.81700.301.21000.271.21600.301.2400.211.0 T7325 0.81900.301.21450.271.2600.211.0
GL6-D600M08-GM G8330 0.81700.301.21000.271.21600.301.2400.211.0 T7325 0.81900.301.21450.271.2600.211.0
Workpiecematerialsuitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).

MMgeometry,withfullradiusshapeforcopyprofilingandlongitudinalturning,andcontinuoustointerruptedcuts.

406
CWCWTOLLCWTOLUINSL [mm][mm][mm][mm]
INSL GM CW RE GL. D
GM RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
-
20° E
CWCWTOLLCWTOLUINSL [mm][mm][mm][mm]
INSL MM CW RE GL. D - MM RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 16° 4° S
2002.00-0.050.0525.0 3003.00-0.050.0525.0 4004.00-0.050.0525.0 5005.00-0.050.0526.0 6006.00-0.050.0526.0
GL2-D200MMO-MM G8330 1.02500.101.01500.091.02350.101.0600.080.8 T7325 1.02850.101.02200.091.0900.080.8 Product Workpiecematerialsuitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).
GMgeometryforgroovingandlongitudinalturning,andcontinuoustointerruptedcuts. Product
9
Product
Workpiecematerialsuitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).


RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 16° 4°
SMMgeometry,withfullradiusshapeforcopyprofilingandlongitudinalturning,andcontinuoustointerruptedcuts.
GL3-D300MMO-MM G8330 1.52100.201.21250.181.21950.201.2500.141.0
T7325 1.52400.201.21850.181.2750.141.0
GL4-D400MMO-MM G8330 2.02200.201.21300.181.22050.201.2550.141.0
T7325 2.02500.201.21950.181.2800.141.0
GL5-D500MMO-MM G8330 2.52050.251.21200.231.21900.251.2500.181.0
T7325 2.52350.251.21800.231.2750.181.0
GL6-D600MMO-MM G8330 3.01950.301.21150.271.21850.301.2450.211.0
T7325 3.02200.301.21700.271.2700.211.0
CWCWTOLLCWTOLUINSL [mm][mm][mm][mm]
2002.00-0.050.0525.0 2502.55-0.050.0525.0
3003.00-0.050.0525.0 4004.00-0.050.0525.0 5005.00-0.050.0525.0 6006.00-0.050.0525.0
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.
Product
PMgeometry,firstchoiceforparting-offandgrooving,andcontinuoustoslightlyinterruptedcuts.
GL2-D200M02-PM G8330 0.21300.08750.071200.08300.06 T7325 0.21500.081150.07450.06 GL3-D250G02-PM G8330 0.21300.10750.091200.10300.07 GL3-D300M02-PM G8330 0.21300.10750.091200.10300.07 T7325 0.21500.101150.09450.07 GL4-D400M02-PM G8330 0.21300.12750.111200.12300.10 T7325 0.21500.121150.11450.10 GL5-D500M03-PM G8330 0.31300.15750.141200.15300.12
GL6-D600M03-PM G8330 0.31300.15750.141200.15300.12 3°
27° E
R-PMright-handedgeometry,firstchoiceforparting-off,andcontinuoustoslightlyinterruptedcuts.
GL2-D200G02R06-PM G8330 0.21300.08750.071200.08300.066 T7325 0.21500.081150.07450.066
GL2-D200G02R12-PM G8330 0.21300.08750.071200.08300.0612
GL3-D300G02R06-PM G8330 0.21300.10750.091200.10300.076 T7325 0.21500.101150.09450.076
GL3-D300G02R12-PM G8330 0.21300.10750.091200.10300.0712
GL4-D400G02R06-PM G8330 0.21300.12750.111200.12300.106 T7325 0.21500.121150.11450.106
GL4-D400G02R12-PM G8330 0.21300.12750.111200.12300.1012
407
INSL L R PM CW RE REL PSIRL PSIRR RER GL. D - PM RE PMKNSH PSIRRPSIRL vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][°][°] 3° 27° 1 E
9
Product
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.
RE PMKNSH PSIRRPSIRL vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][°][°] 3°
27° E
L-PMleft-handedgeometry,firstchoiceforparting-offandcontinuoustoslightlyinterruptedcuts.
GL2-D200G02L06-PM G8330 0.21300.08750.071200.08300.066 T7325 0.21500.081150.07450.066
GL2-D200G02L12-PM G8330 0.21300.08750.071200.08300.0612
GL3-D300G02L06-PM G8330 0.21300.10750.091200.10300.076
T7325 0.21500.101150.09450.076
GL3-D300G02L12-PM G8330 0.21300.10750.091200.10300.0712
GL4-D400G02L06-PM G8330 0.21300.12750.111200.12300.106
T7325 0.21500.121150.11450.106
GL4-D400G02L12-PM G8330 0.21300.12750.111200.12300.1012
CWCWTOLLCWTOLUINSL [mm][mm][mm][mm] 2002.00-0.050.0525.0 3003.00-0.050.0525.0 4004.00-0.050.0525.0 5005.00-0.050.0525.0 6006.00-0.050.0525.0
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.
Product
PRgeometry,firstchoiceforparting-offandgrooving,andcontinuoustointerruptedcuts.
R-PRright-handedgeometry,firstchoiceforparting-off,andcontinuoustointerruptedcuts.



GL3-D300G02R06-PR G8330 0.21300.12750.111200.126
GL3-D300G02R12-PR G8330 0.21300.12750.111200.1212
GL4-D400G02R06-PR G8330 0.21300.15750.141200.156
GL4-D400G02R12-PR G8330 0.21300.15750.141200.1512
408
INSL L R PR CW RE REL PSIRL PSIRR RER GL. D - PR RE PMKNSH PSIRRPSIRL vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][°][°] 12° 30° S
GL2-D200M02-PR G8330 0.21300.10750.091200.10 T7325 0.21500.101150.09 GL3-D300M02-PR G8330 0.21300.12750.111200.12 T7325 0.21500.121150.11 GL4-D400M02-PR G8330 0.21300.15750.141200.15 T7325 0.21500.151150.14 GL5-D500M04-PR G8330 0.41300.18750.161200.18 GL6-D600M04-PR G8330 0.41300.18750.161200.18 12° 30° S GL2-D200G02R06-PR G8330 0.21300.10750.091200.106 GL2-D200G02R12-PR G8330 0.21300.10750.091200.1012
9
30°
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.

[mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][°][°] 12°
L-PRleft-handedgeometry,firstchoiceforparting-off,andcontinuoustointerruptedcuts.
GL2-D200G02L06-PR G8330 0.21300.10750.091200.106
GL2-D200G02L12-PR G8330 0.21300.10750.091200.1012
GL3-D300G02L06-PR G8330 0.21300.12750.111200.126
GL3-D300G02L12-PR G8330 0.21300.12750.111200.1212
GL4-D400G02L06-PR G8330 0.21300.15750.141200.156
GL4-D400G02L12-PR G8330 0.21300.15750.141200.1512
409
RE PMKNSH PSIRRPSIRL vcfvcfvcfvcfvcfvcf
S
Product
9
Product
External V-Groove Top Clamp Grooving and Parting-Off tool for GL Inserts

ExternalRight/Lefthandradialtoolholderforgroovingwithdouble-sidedGL2,3,4,5,or6styleinserts.Suitedforradialgroovingandpartingoffapplications,upto32mmmaximumdepthofcut.Availablewithshanksize20x20or25x25mm.Reinforcedbodydesignforlongertoollife andlowvibrations.
HFHBHHBLFCWCDXCUTDIA kg
[mm][mm][mm][mm][mm][mm][mm][mm]
GL2-S2020KFR-20-80 20–20201252.0020800.38GI334GL11
GL2-S2020KFR-24-80 20520201252.0024800.36GI334GL11
GL2-S2525MFR-20-80 25–25251502.0020800.68GI334GL11
GL2-S2525MFR-24-80 25–25251502.0024800.64GI334GL11
GL3-S2020KFR-20-80 20–20201253.0020800.38GI335GL11
GL3-S2020KFR-24-80 20520201253.0024800.36GI335GL11
GL3-S2525MFR-20-80 25–25251503.0020800.68GI335GL11
GL3-S2525MFR-24-80 25–25251503.0024800.65GI335GL11
GL3-S2525PFR-32-80 25525251703.0032800.72GI335GL11
GL4-S2020KFR-20-80 20–20201254.0020800.38GI336GL11
GL4-S2020KFR-24-80 20520201254.0024800.37GI336GL11
GL4-S2525MFR-20-80 25–25251504.0020800.68GI336GL11
GL4-S2525MFR-24-80 25–25251504.0024800.65GI336GL11
GL4-S2525PFR-32-80 25525251704.0032800.78GI336GL11
GL5-S2020KFR-20-80 20–20201255.0020800.38GI337GL11
GL5-S2525MFR-20-80 25–25251505.0020800.68GI337GL11
GL5-S2525PFR-32-100 25525251705.00321000.75GI337GL11
GL6-S2020KFR-20-80 20–20201256.0020800.39GI338GL11
GL6-S2525MFR-20-80 25–25251506.0020800.68GI338GL11
GL6-S2525PFR-32-100 25525251706.00321000.75GI338GL11
GL2-S2020KFL-20-80 20–20201252.0020800.38GI334GL11
GL2-S2020KFL-24-80 20520201252.0024800.36GI334GL11
GL2-S2525MFL-20-80 25–25251502.0020800.70GI334GL11
GL2-S2525MFL-24-80 25–25251502.0024800.64GI334GL11
GL3-S2020KFL-20-80 20–20201253.0020800.38GI335GL11
GL3-S2020KFL-24-80 20520201253.0024800.36GI335GL11
GL3-S2525MFL-20-80 25–25251503.0020800.68GI335GL11
410 P M K N S H
H B
CUTDIA
GLSF(RL) EXT G
HBH
CW HF
CDX LF
9
Product Cutting depths on machined diameter on page 416.
HFHBHHBLFCWCDXCUTDIA kg
[mm][mm][mm][mm][mm][mm][mm][mm]
GL3-S2525MFL-24-80 25–25251503.0024800.65GI335GL11
GL3-S2525PFL-32-80 25525251703.0032800.78GI335GL11
GL4-S2020KFL-20-80 20–20201254.0020800.38GI336GL11
GL4-S2020KFL-24-80 20520201254.0024800.37GI336GL11
GL4-S2525MFL-20-80 25–25251504.0020800.68GI336GL11
GL4-S2525MFL-24-80 25–25251504.0024800.65GI336GL11
GL4-S2525PFL-32-80 25525251704.0032800.72GI336GL11
GL5-S2020KFL-20-80 20–20201255.0020800.38GI337GL11
GL5-S2525MFL-20-80 25–25251505.0020800.71GI337GL11
GL5-S2525PFL-32-100 25525251705.00321000.75GI337GL11
GL6-S2020KFL-20-80 20–20201256.0020800.39GI338GL11
GL6-S2525MFL-20-80 25–25251506.0020800.71GI338GL11
GL6-S2525PFL-32-100 25525251706.00321000.75GI338GL11 GI334GL2.. GI335GL3.. GI336GL4.. GI337GL5.. GI338GL6.. Nm
GL11US5018-T20P5.0M518.2LKT20P
411
9
ExternalRight/Lefthandradialtoolholderforgroovingwithdouble-sidedGL2,3,4,5,or6styleinserts.Suitedforradialgrooving,longitudinal turningandprofilingapplications,upto12mmmaximumdepthofcut.Availablewithshanksize20x20or25x25mm.Bodytreatedforlonger toollife.

HFHBLFCWCDXCUTDIA kg
[mm][mm][mm][mm][mm][mm][mm]
GL2-S2020KFR-10 2020201252.0010200.38GI334GL11
GL2-S2525MFR-10 2525251502.0010200.69GI334GL11 GL3-S2020KFR-10 2020201253.0010200.36GI335GL11
GL3-S2525MFR-10 2525251503.0010200.69GI335GL11
GL4-S2020KFR-12 2020201254.0012240.37GI336GL11
GL4-S2525MFR-12 2525251504.0012240.69GI336GL11
GL5-S2020KFR-12 2020201255.0012240.36GI337GL11
GL5-S2525MFR-12 2525251505.0012240.70GI337GL11
GL6-S2020KFR-12 2020201256.0012240.36GI338GL11
GL6-S2525MFR-12 2525251506.0012240.68GI338GL11
GL2-S2020KFL-10 2020201252.0010200.37GI334GL11
GL2-S2525MFL-10 2525251502.0010200.70GI334GL11
GL3-S2020KFL-10 2020201253.0010200.36GI335GL11
GL3-S2525MFL-10 2525251503.0010200.70GI335GL11
GL4-S2020KFL-12 2020201254.0012240.37GI336GL11
GL4-S2525MFL-12 2525251504.0012240.69GI336GL11
GL5-S2020KFL-12 2020201255.0012240.36GI337GL11
GL5-S2525MFL-12 2525251505.0012240.69GI337GL11
GL6-S2020KFL-12 2020201256.0012240.36GI338GL11
GL6-S2525MFL-12 2525251506.0012240.68GI338GL11
412 P M K N S H H B
GLSF(RL) EXT-G G
HF CDX LF CUTDIA CW
GI334GL2.. GI335GL3.. GI336GL4.. GI337GL5.. GI338GL6.. Nm GL11US5018-T20P5.0M518.2LKT20P
External V-Groove Top Clamp Grooving and Turning tool for GL Inserts
Product 9
EXT-S
External Grooving and Parting-Off tool, GL Inserts for Sliding head machines
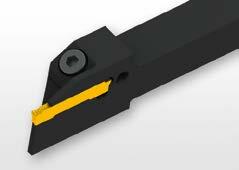
CUTDIA HBH
B
[mm][mm][mm][mm][mm][mm][mm][mm]
GL2-S1212HFR-12-40 12312121002.0012400.11GI334GL13
GL2-S1616KFR-16-45 16316161252.0016450.23GI334GL12
GL3-S1212HFR-12-40 12312121003.0012400.11GI335GL13
GL3-S1616KFR-16-45 16316161253.0016450.23GI335GL12
GL4-S1616KFR-16-45 16416161254.0016450.26GI336GL12
GL2-S1212HFL-12-40 12312121002.0012400.11GI334GL13
GL2-S1616KFL-16-45 16316161252.0016450.23GI334GL12
GL3-S1212HFL-12-40 12312121003.0012400.11GI335GL13
GL3-S1616KFL-16-45 16316161253.0016450.23GI335GL12
GI334GL2.. GI335GL3.. GI336GL4.. Nm GL12HS05165.0M516HXK4 GL13HS04125.0M412HXK3
413 P M
S
K N
H
GLSF(RL)
HF H CW CDX LF G
HFHBHHBLFCWCDXCUTDIA kg
GL4-S1616KFL-16-45 16416161254.0016450.24GI336GL12
Product Cutting depths on machined diameter on page 416. 9
ExternalRight/LefthandradialtoolholderforslidingheadmachinesGL2,3,4pocketwidths.Forradialgrooving,profilingandparting-off applicationsupto16mmmaximumdepthofcut.Availablewithshanksize12x12or16x16mm.Reinforcedbodydesignforlongertoollifeand lowvibrations,easyaccessclamping.
Double-Ended Parting-off Blade for GL Inserts

Bladeforparting-offapplicationsupto60mmmaximumdepthorØ120mmbarmaterial.Suitedfordouble-sidedinsertsGLfamily.Availablein heightof26and32mm.CanbefittedintotheDUPrametbasicholders.Bladetreatedforlongertoollife.
HFHLFCWCDX kg [mm][mm][mm][mm][mm]
GL2-S26KB 21.4261252.00350.13GI334KV2
GL2-S32MB 25321502.00500.15GI334KV2
GL3-S26KB 21.4261253.00350.15GI335KV2
GL3-S32MB 25321503.00500.16GI335KV2
GL4-S32MB 25321504.00500.16GI336KV2
GL5-S32MB 25321505.00600.16GI337KV2
GL6-S32MB 25321506.00600.16GI338KV2
414 P M K N S H
GLS B
CDX LF HF H CW
GI334GL2.. GI335GL3.. GI336GL4.. GI337GL5.. GI338GL6.. KV2KV15x150
Product 9
Tool Holder Block for Parting-off Blades
HBLB kg [mm][mm][mm] 26-DU 2020 2020900.70GI007ND2 26-D 2020 20201000.82GI007ND2 32-DU 2523 25231101.02GI008ND2 32-DU 2532 25321101.10GI008ND2 32-DU 3229 32291101.25GI008ND2 32-D 2530 25301151.30GI008ND2 45-DU 3229 32291101.50GI009ND7 45-DU 4036 40361102.05GI009ND7 47-D 4040 40401503.88GI091ND3 GI007XLC.N26..GL.-S26.B GI008XLC.N32..GL.-S32.B

415
DU, D
h 2 H B OAL
GI009XLC.N45.. GI091XLC.N47.. Nm ND2HS06256.0M625HXK5 ND3HS10308.0M1030HXK8 ND7HS06306.0M630HXK5
9
ToolholdertofitGLorXLC.bladesforparting-off.Availablewithshanksize20x20upto40x40mm.Bodytreatedforlongertoollife. Product
CUTTING DEPTHS DEPENDING ON MACHINED DIAMETER
GLSF (RL) EXT
Maximal depth of groove –CDX [mm]
GLSF (RL) EXT-S
Maximal depth of groove –CDX [mm]
Machined Diameter [mm]
GL-2525-32-80 GL-1212-12-40
Machined Diameter [mm]
GL-2020-24-80
GL-2525-32-100 GL-2525-20-80 GL-2020-20-80 GL-2525-24-80 GL-1616-16-45
416
0 5 10 15 20 25 30 35 0 50100150200250300350400450500 0 2 4 6 8 10 12 14 16 18 050100150200250300350400450500
9
417 CD2 CD1 f
CUTTING
DIAMETER 9
D1 fD2
DEPTHS DEPENDING ON MACHINED
CWCWTOLLCWTOLUINSL [mm][mm][mm][mm] 03133.00-0.050.0512.6 04134.00-0.050.0512.6

LCMF 031304-CM T8330 0.41300.11750.101200.11 LCMF 031304-CM-04 T83301) 0.41300.11750.101200.11 LCMF 041304-CM T8330 0.41300.11750.101200.11 CWCWTOLLCWTOLUINSL [mm][mm][mm][mm] 03133.00-0.050.0512.6 04134.00-0.050.0512.6

418
INSL CW CM RE
13 - CM
PMKNSH PSIRRPSIRL vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][°][°] R20 5° 5° E
LCMF
RE
INSL CW F RE
13
F RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0, 1 0, 1 12° 5° 0° 0° S
LCMF
-
LCMF 031302-F T8330 0.21950.100.31150.090.31850.100.3 LCMF 031302-F-04 T83301) 0.21950.100.31150.090.31850.100.3 LCMF 031304-F T8330 0.41850.130.51100.120.51750.130.5 LCMF 031304-F-04 T83301) 0.41850.130.51100.120.51750.130.5 LCMF 041304-F T8330 0.41850.130.51100.120.51750.130.5 T9325 0.42750.130.51650.120.52600.130.5 Product Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations. CMgeometryandfirstchoiceforgrooving. 1) Insert for internal holder A16Q-GGERIL0313-04, A20R-GGFRIL0313-04. Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
9
Fgeometryandfirstchoiceforturning. 1) Insert for internal holder A16Q-GGERIL0313-04, A20R-GGFRIL0313-04.


419
MP RE CW INSL LCMF 13 - MP RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,1 15° 0° S
[mm][mm][mm][mm]
F INSL CW RE LCMR 13 - F RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0, 1 0, 1 12° 5° 0° 0° S
Product
Insert
Product
9
CWCWTOLLCWTOLUINSL [mm][mm][mm][mm] 03133.00-0.050.0512.6 04134.00-0.050.0512.6
LCMF 0313MO-MP T8330 1.51900.300.81100.270.81800.300.8 LCMF 0313MO-MP-04 T83301) 1.51900.300.81100.270.81800.300.8 LCMF 0413MO-MP T8330 2.01750.401.01050.361.01650.401.0 CWCWTOLLCWTOLUINSL
03133.00-0.050.0512.6 04134.00-0.050.0512.6
LCMR 031304-F T8330 0.41850.130.51100.120.51750.130.5 LCMR 041304-F T8330 0.41850.130.51100.120.51750.130.5
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. MPgeometryforlongitudinalturningandcopyprofiling,fineandfinishmachining,andcontinuoustointerruptedcuts. 1)
for internal holder A16Q-GGERIL0313-04, A20R-GGFRIL0313-04.
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. Fgeometryforgroovingandturning,fineandfinishmachining,andcontinuoustoslightlyinterruptedcuts.

420
13
MP
0° S
9
CWCWTOLLCWTOLUINSL [mm][mm][mm][mm] 03133.00-0.050.0512.6 04134.00-0.050.0512.6 MP INSL CW LCMR
-
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,1 15°
LCMR 0313MO-MP T8330 1.51900.300.81100.270.81800.300.8 LCMR 0413MO-MP T8330 2.01750.401.01050.361.01650.401.0 Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. MPgeometryforlongitudinalturningandcopyprofiling,andcontinuoustointerruptedcuts.
Internal Grooving Boring Bar for LCM. Inserts

InternalRight/LefthandgroovingboringbarforgroovingwithLCM.0313and0413inserts.MinimuminternalgroovingdiameterØ16mm. Suitedforinternalgroovingandmulti-directionalturning.AvailablewithshanksizeØ16uptoØ32mm.Bodytreatedforlongertoollife.
DCON MS HFHBLFLHCWCDXDMIN kg
[mm][mm][mm][mm][mm][mm][mm][mm][mm]
A16Q-GGER 0313 167.51515.5180253.00316 ü 0.26GI143GL06
A16Q-GGER 0313-04 167.51515.5180253.00316 ü 0.26GI190GL06
A20R-GGFR 0313 2091819200303.004.520 ü 0.36GI143GL06
A20R-GGFR 0313-04 2091819200303.004.520 ü 0.39GI190GL06
A25S-GGHR 0313 2511.52324250403.006.525 ü 0.78GI143GL06
A25S-GGFR 0413 2511.52324250404.006.525 ü 0.73GI170GL06
A32T-GGHR 0413 32153031300504.009.532 ü 1.59GI170GL06
A16Q-GGEL 0313 167.51515.5180253.00316 ü 0.29GI143GL06
A16Q-GGEL 0313-04 167.51515.5180253.00316 ü 0.28GI190GL06
A20R-GGFL 0313 2091819200303.004.520 ü 0.38GI143GL06
A20R-GGFL 0313-04 2091819200303.004.520 ü 0.38GI190GL06
A25S-GGHL 0313 2511.52324250403.006.525 ü 0.81GI143GL06
A25S-GGFL 0413 2511.52324250404.006.525 ü 0.82GI170GL06
A32T-GGHL 0413 32153031300504.009.532 ü 1.59GI170GL06
421 P M K N S H
GG.(RL) INT G
H B DCON MS CW HF LF DMIN CDX LH
GI143LCM.0313.. GI170LCM.0413.. GI190LCM.0313…..-04 Nm GL06SR85011-T15P5.0M59FLAGT15P
Product 9
HFHBLFCWCDXDAXINDAXX kg
[mm][mm][mm][mm][mm][mm][mm]
GFIL 2525 M 0313L 030017 2525251503.00917300.64GI143GL02
GFIL 2525 M 0313L 039024 2525251503.00924390.66GI143GL07
GFIL 2525 M 0313L 050033 2525251503.00933500.67GI143GL07

GFIL 2525 M 0313L 060043 2525251503.00943600.67GI143GL07
GFIL 2525 M 0313L 076053 2525251503.00953760.67GI143GL07
GFIL 2525 M 0316L 100070 2525251503.009701000.69GI136GL07
GFIL 2525 M 0316L 130090 2525251503.009901300.70GI136GL07
GFIL 2525 M 0316L 170110 2525251503.0091101700.71GI136GL07
422 P M K N S H CDX DAXX DAXIN LF H B CW HF GFIL-L AXIAL G
GI136LCM.0316.. GI143LCM.0313.. Nm GL02US5015-T20P5.0M515FLAGT20P GL07US5018-T20P5.0M518.2FLAGT20P
Axial V-Groove Top Clamp Grooving Tool for LCM. 03 Inserts
Product 9
External
Externalleft-handaxialtoolholderforgroovingwithsingleordouble-sidedLCM.0313or0316inserts.Suitedforaxialgrooving,axialprofiling orgroovewideningØ17uptoØ170mmapplicationswithmaximumdepthofcut9mm.Availablewithshanksize25x25mm.Bodytreatedfor longertoollife.
External Axial V-Groove Top Clamp Grooving Tool for LCM. 03 or 04 Inserts
Externalleft-handaxialtoolholderforgroovingwithsingleordouble-sidedLCM.0313,0316,0413or0416inserts.Suitedforaxialgrooving, axialprofilingorgroovewideningØ17uptoØ230mmapplications,withmaximumdepthofcut12mm.Availablewithshanksize25x25.Body treatedforlongertoollife.

HFHBLFCWCDXDAXINDAXX kg
[mm][mm][mm][mm][mm][mm][mm]
GFIL 2525 M 03R 030017-A 2525251503.00917300.69GI143GL07
GFIL 2525 M 03R 039024-A 2525251503.00924390.69GI143GL07
GFIL 2525 M 03R 050033-A 2525251503.00933500.72GI143GL07
GFIL 2525 M 03R 060043-A 2525251503.00943600.69GI143GL07
GFIL 2525 M 03R 076053-A 2525251503.00953760.68GI143GL07
GFIL 2525 M 03R 100070-A 2525251503.009701000.79GI136GL08
GFIL 2525 M 03R 130090-A 2525251503.009901300.73GI136GL08
GFIL 2525 M 03R 170110-A 2525251503.0091101700.76GI136GL08
GFIL 2525 M 04R 030017-A 2525251503.00917300.71GI170GL07
GFIL 2525 M 04R 034021-A 2525251504.00921340.69GI170GL07
GFIL 2525 M 04R 040026-A 2525251504.001126400.00GI170GL07
GFIL 2525 M 04R 050032-A 2525251504.001132500.68GI170GL07
GFIL 2525 M 04R 060042-A 2525251504.001142600.66GI170GL07
GFIL 2525 M 04R 075052-A 2525251504.001152750.67GI170GL07
GFIL 2525 M 04R
GFIL
GFIL
GFIL
2525251504.0012701000.75GI137GL08
2525251504.0012901300.75GI137GL08
2525251504.00121101700.75GI137GL08
2525251504.00121402300.78GI137GL08
423 P M K N S H CDX DAXX DAXIN
GFIL-R
G
LF H B CW HF
AXIAL
100070-A
2525 M 04R 130090-A
2525 M 04R 170110-A
2525 M 04R 230140-A
GI136LCM.0316.. GI137LCM.0416.. GI143LCM.0313.. GI170LCM.0413.. Nm GL07US5018-T20P5.0M518.2FLAGT20P GL08US6020-T25P6.0M620.2SDRT25P
Product 9
Externalright-handaxialtoolholderforgroovingwithsingleordouble-sidedLCM.0313,0316,0413or0416inserts.Suitedforaxialgrooving, axialprofilingorgroovewideningØ17uptoØ230mmapplications,withmaximumdepthofcut12mm.Availablewithshanksize25x25mm. Bodytreatedforlongertoollife.

HFHBLFCWCDXDAXINDAXX kg
[mm][mm][mm][mm][mm][mm][mm]
GFIR 2525 M 03L 030017-A 2525251503.00917300.65GI143GL07
GFIR 2525 M 03L 039024-A 2525251503.00924390.68GI143GL07
GFIR 2525 M 03L 050033-A 2525251503.00933500.65GI143GL07
GFIR 2525 M 03L 060043-A 2525251503.00943600.68GI143GL07
GFIR 2525 M 03L 076053-A 2525251503.00953760.69GI143GL07
GFIR 2525 M 03L 100070-A 2525251503.009701000.75GI136GL08
GFIR 2525 M 03L 130090-A 2525251503.009901300.76GI136GL08
GFIR 2525 M 03L 170110-A 2525251503.0091101700.68GI136GL08
GFIR 2525 M 04L 030017-A 2525251503.00917300.68GI170GL07
GFIR 2525 M 04L 034021-A 2525251504.00921340.68GI170GL07
GFIR 2525 M 04L 040026-A 2525251504.001126400.68GI170GL07
GFIR 2525 M 04L 050032-A 2525251504.001132500.66GI170GL07
GFIR 2525 M 04L 060042-A 2525251504.001142600.69GI170GL07
GFIR 2525 M 04L 075052-A 2525251504.001152750.67GI170GL07
GFIR 2525 M 04L 100070-A 2525251504.0012701000.72GI137GL08
GFIR 2525
GFIR 2525
GFIR 2525
2525251504.0012901300.75GI137GL08
424 P M K N S H CDX DAXX DAXIN B CW H LF HF GFIR-L AXIAL G
M 04L 130090-A
M 04L 170110-A 2525251504.00121101700.72GI137GL08
GI136LCM.0316.. GI137LCM.0416.. GI143LCM.0313.. GI170LCM.0413.. Nm GL07US5018-T20P5.0M518.2FLAGT20P GL08US6020-T25P6.0M620.2SDRT25P
M 04L 230140-A 2525251504.00121402300.79GI137GL08
External Axial V-Groove Top Clamp Grooving Tool for LCM. 03 or 04 Inserts
Product 9
2525251503.00917300.65GI143GL02
2525251503.00924390.66GI143GL07

2525251503.00933500.68GI143GL07
2525251503.00943600.68GI143GL07
2525251503.00953760.68GI143GL07
2525251503.009701000.69GI136GL07
2525251503.009901300.70GI136GL07
425 P M K N S H CDX DAXX DAXIN LF H HF CW B GFIR-R AXIAL G
2525 M 0313R 030017
GFIR 2525 M 0313R 039024
GFIR 2525 M 0313R 050033
GFIR 2525 M 0313R 060043
GFIR 2525 M 0313R 076053
GFIR 2525 M 0316R 100070
GFIR 2525 M 0316R 130090
GFIR 2525 M 0316R 170110
GI136LCM.0316.. GI143LCM.0313.. Nm GL02US5015-T20P5.0M515FLAGT20P GL07US5018-T20P5.0M518.2FLAGT20P
Product 9
HFHBLFCWCDXDAXINDAXX kg [mm][mm][mm][mm][mm][mm][mm] GFIR
2525251503.0091101700.70GI136GL07
External Axial V-Groove Top Clamp Grooving Tool for LCM. 03 Inserts Externalright-handaxialtoolholderforgroovingwithsingleordouble-sidedLCM.0313or0316inserts.Suitedforaxialgrooving,axialprofiling orgroovewideningØ17uptoØ170mmapplications,withmaximumdepthofcut9mm.Availablewithshanksize25x25mm.Bodytreatedfor longertoollife.
2525251504.002026400.65GI170GL07
2525251504.002032500.64GI170GL07
2525251504.002042600.65GI170GL07
2525251504.002052750.66GI170GL07

2525251504.0020701000.66GI137GL07
2525251504.0020901300.67GI137GL07
2525251504.00201101700.67GI137GL07
2525251504.00201402300.67GI137GL07
426 P M K N S H CDX DAXX DAXIN LF H B CW HF GFML-L AXIAL G
2525 M 0413L 030017
2525 M 0413L 034021
2525 M 0413L 040026
GFML 2525 M 0413L 050032
GFML 2525 M 0413L 060042
GFML 2525 M 0413L 075052
GFML 2525 M 0416L 100070
GFML 2525 M 0416L 130090
GFML 2525 M 0416L 170110
GFML 2525 M 0416L 230140
GI137LCM.0416.. GI170LCM.0413.. Nm GL02US5015-T20P5.0M515FLAGT20P GL07US5018-T20P5.0M518.2FLAGT20P External Axial V-Groove Top Clamp Grooving Tool for LCM. 04 Inserts Externalleft-handaxialtoolholderforgroovingwithsingleordouble-sidedLCM.0413or0416inserts.Suitedfordeepaxialgrooving,axial profilingorgroovewideningØ17uptoØ230mmapplications,withmaximumdepthofcut20mm.Availablewithshanksize25x25mm.Body treatedforlongertoollife. Product 9
HFHBLFCWCDXDAXINDAXX kg [mm][mm][mm][mm][mm][mm][mm] GFML
2525251504.002017300.62GI170GL02 GFML
2525251504.002021340.63GI170GL07 GFML
External Axial V-Groove Top Clamp Grooving Tool for LCM. 04 Inserts

Externalleft-handaxialtoolholderforgroovingwithsingleordouble-sidedLCM.0413or0416inserts.Suitedfordeepaxialgrooving,axial profilingorgroovewideningØ17uptoØ230mmapplications,withmaximumdepthofcut20mm.Availablewithshanksize25x25mm.Body treatedforlongertoollife.
2525251504.002017300.68GI170GL07
2525251504.002021340.69GI170GL07
2525251504.002026400.69GI170GL07
2525251504.002032500.68GI170GL07
2525251504.002042600.69GI170GL07
2525251504.002052750.69GI170GL07
2525251504.0020701000.80GI137GL08
2525251504.0020901300.78GI137GL08
2525251504.00201101700.78GI137GL08
2525251504.00201402300.78GI137GL08
427 P M K N S H CDX DAXX DAXIN LF H B CW HF GFML-R AXIAL G
GFML 2525 M 0413R 030017
GFML 2525 M 0413R 034021
GFML 2525 M 0413R 040026
GFML 2525 M 0413R 050032
GFML 2525 M 0413R 060042
GFML 2525 M 0413R 075052
GFML 2525 M 0416R 100070
GFML 2525 M 0416R 130090
GFML 2525 M 0416R 170110
GFML 2525 M 0416R 230140
GI137LCM.0416.. GI170LCM.0413.. Nm GL07US5018-T20P5.0M518.2FLAGT20P GL08US6020-T25P6.0M620.2SDRT25P
HFHBLFCWCDXDAXINDAXX kg [mm][mm][mm][mm][mm][mm][mm]
Product 9
2525251504.00201101700.81GI137GL08
2525251504.00201402300.78GI137GL08

428 P M K N S H CDX DAXX DAXIN B CW H LF HF GFMR-L AXIAL G
2525 M 0413L 030017
2525 M 0413L 034021
2525 M 0413L 040026
2525 M 0413L 050032
2525 M 0413L 060042
2525 M 0413L 075052
2525 M 0416L 100070
2525 M 0416L 130090
2525 M 0416L 170110
GFMR 2525 M 0416L 230140
GI137LCM.0416.. GI170LCM.0413.. Nm GL07US5018-T20P5.0M518.2FLAGT20P GL08US6020-T25P6.0M620.2SDRT25P External Axial V-Groove Top Clamp Grooving Tool for LCM. 04 Inserts Externalright-handaxialtoolholderforgroovingwithsingleordouble-sidedLCM.0413or0416inserts.Suitedfordeepaxialgrooving,axial profilingorgroovewideningØ17uptoØ230mmapplications,withmaximumdepthofcut20mm.Availablewithshanksize25x25mm.Body
Product 9
HFHBLFCWCDXDAXINDAXX kg [mm][mm][mm][mm][mm][mm][mm] GFMR
2525251504.002017300.70GI170GL07 GFMR
2525251504.002021340.66GI170GL07 GFMR
2525251504.002026400.66GI170GL07 GFMR
2525251504.002032500.68GI170GL07 GFMR
2525251504.002042600.66GI170GL07 GFMR
2525251504.002052750.69GI170GL07 GFMR
2525251504.0020701000.88GI137GL08 GFMR
2525251504.0020901300.78GI137GL08 GFMR
treatedforlongertoollife.
External Axial V-Groove Top Clamp Grooving Tool for LCM. 04 Inserts

Externalright-handaxialtoolholderforgroovingwithsingleordouble-sidedLCM.0413or0416inserts.Suitedfordeepaxialgrooving,axial profilingorgroovewideningØ17uptoØ230mmapplications,withmaximumdepthofcut20mm.Availablewithshanksize25x25mm.Body treatedforlongertoollife.
2525251504.002052750.67GI170GL07
2525251504.00201101700.67GI137GL07
2525251504.00201402300.68GI137GL07
429 P M K N S H CDX DAXX DAXIN LF
HF
GFMR-R AXIAL G
2525 M 0413R 030017
2525 M 0413R 034021
2525 M 0413R 040026
2525 M 0413R 050032
2525 M 0413R 060042
2525 M 0413R 075052
GFMR 2525 M 0416R 100070
2525 M 0416R 130090
2525 M 0416R 170110
GFMR 2525 M 0416R 230140
GI137LCM.0416.. GI170LCM.0413.. Nm GL02US5015-T20P5.0M515FLAGT20P GL07US5018-T20P5.0M518.2FLAGT20P
H
CW B
HFHBLFCWCDXDAXINDAXX kg [mm][mm][mm][mm][mm][mm][mm] GFMR
2525251504.002017300.62GI170GL02 GFMR
2525251504.002021340.63GI170GL07 GFMR
2525251504.002026400.64GI170GL07 GFMR
2525251504.002032500.63GI170GL07 GFMR
2525251504.002042600.64GI170GL07 GFMR
2525251504.0020701000.67GI137GL07 GFMR
2525251504.0020901300.66GI137GL07 GFMR
Product 9
ExternalRight/Lefthandaxial90˚toolholderforgroovingwithsingleordouble-sidedLCM.0313or0316inserts.Suitedforaxialgrooving,axial profilingorgroovewideningØ17uptoØ170mmapplications,withmaximumdepthofcut11mm.Availablewithshanksize25x25mm.Body treatedforlongertoollife.

HFHBLFCWCDXDAXINDAXX kg
[mm][mm][mm][mm][mm][mm][mm]
GGIR 2525 M 03R 030017 2525251503.009.517300.75GI143GL01
GGIR 2525 M 03R 039024 2525251503.009.524390.78GI143GL01
GGIR 2525 M 03R 050033 2525251503.001133500.75GI143GL01
GGIR 2525 M 03R 060043 2525251503.001143600.78GI143GL01
GGIR 2525 M 03R 076053 2525251503.001153760.75GI143GL01
GGIR 2525 M 03R 100070 2525251503.009701000.78GI136GL04
GGIR 2525 M 03R 130090 2525251503.009901300.73GI136GL04
GGIR 2525 M 03R 170110 2525251503.0091101700.76GI136GL04
GGIL 2525 M 03L 030017 2525251503.009.517300.75GI143GL01
GGIL 2525 M 03L 039024 2525251503.009.524390.25GI143GL01
GGIL 2525 M 03L 050033 2525251503.001133500.75GI143GL01
GGIL 2525 M 03L 060043 2525251503.001143600.75GI143GL01
GGIL 2525 M 03L 076053 2525251503.001153760.75GI143GL01
GGIL 2525 M 03L 100070 2525251503.009701000.77GI136GL04
GGIL 2525 M 03L 130090 2525251503.009901300.77GI136GL04
GGIL 2525 M 03L 170110 2525251503.0091101700.76GI136GL04
430 P M K N S H DAXX DAXIN
H B
GGI(RL)-90 AXIAL G
CDX
CW LF HF
GI136LCM.0316.. GI143LCM.0313.. Nm GL01HS0520C5.0M520HXK4 GL04HS0620C6.0M620HXK5
External Axial 90° V-Groove Top Clamp Grooving Tool for LCM. 03 Inserts
9
Product
03163.00-0.050.0516.4 04164.00-0.050.0516.4 05165.00-0.050.0516.4 06166.00-0.050.0516.4
Product
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).Refertoourcuttingconditionsappforfurtheroptions.



CMgeometry,firstchoiceforparting-offandgrooving,andcontinuoustoslightlyinterruptedcuts.
LCMF 031602-CM T8330 0.21300.11750.101200.11
LCMF 031604-CM T8330 0.41300.11750.101200.11
LCMF 041602-CM T8330 0.21300.11750.101200.11
LCMF 041604-CM T8330 0.41300.11750.101200.11
LCMF 051604-CM T8330 0.41300.11750.111200.11
LCMF 061604-CM T8330 0.41300.11750.111200.11
R-CMgeometry,right-handeddesign,firstchoiceforparting-offandcontinuoustoslightlyinterruptedcuts.
LCMF 031602R15-CM T83301) 0.21300.11750.101200.1115
LCMF 031602R6-CM T8330 0.21300.11750.101200.116
LCMF 041602R15-CM T83301) 0.21300.11750.101200.1115
LCMF 041602R6-CM T8330 0.21300.11750.101200.116
L-CMgeometry,left-handeddesign,firstchoiceforparting-offandcontinuoustoslightlyinterruptedcuts.
LCMF 031602L15-CM T83301) 0.21300.11750.101200.1115
LCMF 031602L6-CM T8330 0.21300.11750.101200.116
LCMF 041602L15-CM T83301) 0.21300.11750.101200.1115
LCMF 041602L6-CM T8330 0.21300.11750.101200.116
431
CWCWTOLLCWTOLUINSL [mm][mm][mm][mm]
CW L R REL CM RE PSIRLPSIRR RER INSL
16
CM RE PMKNSH PSIRRPSIRL vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][°][°] R20 5° 5° 1 E
LCMF
-
5° 5° E
R20
R20 5° 5° E
9
1) Toolholders have to be modified.
03163.00-0.050.0516.4 04164.00-0.050.0516.4 05165.00-0.050.0516.4 06166.00-0.050.0516.4 08308.00-0.050.0530.0
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).Refertoourcuttingconditionsappforfurtheroptions.
Product
Fgeometryforparting-off,groovingandaxialturning,fineandfinishmachining,andcontinuoustoslightlyinterruptedcuts.
LCMF 031602-F T8330 0.21950.100.31150.090.31850.100.3
LCMF 031604-F T8330 0.42000.100.51200.090.51900.100.5
LCMF 041604-F T8330 0.41850.130.51100.120.51750.130.5 T9325 0.42750.130.51650.120.52600.130.5
LCMF 041608-F T8330 0.82050.131.01200.121.01900.131.0 T9325 0.83050.131.01800.121.02850.131.0
LCMF 051608-F T8330 0.81950.151.01150.141.01850.151.0 T9325 0.82850.151.01700.141.02700.151.0
LCMF 061608-F T8330 0.81900.171.01100.151.01800.171.0 T9325 0.82700.171.01600.151.02550.171.0 0,05 0,18 8° 0° 50°
S
Fgeometryforparting-off,groovingandaxialturning,fineandfinishmachining,andcontinuoustoslightlyinterruptedcuts.


LCMF 083008-F T8330 0.81750.251.01050.231.01650.251.0
LCMF 083012-F T8330 1.21700.251.51000.231.51600.251.5
432
CWCWTOLLCWTOLUINSL [mm][mm][mm][mm]
16, LCMF 30
F RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0, 8 6 0, 15 3° 25° 5° 1° E
F RE INSL CW LCMF
-
9
CWCWTOLLCWTOLUINSL
[mm][mm][mm][mm]
03163.00-0.050.0516.4 04164.00-0.050.0516.4 05165.00-0.050.0516.4 06166.00-0.050.0516.4
Product
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).Refertoourcuttingconditionsappforfurtheroptions.
Mgeometryforgroovingandlongitudinalturning,andcontinuoustointerruptedcuts.
LCMF 031602-M T8330 0.21600.131.0950.121.01500.131.0300.151.0
LCMF 031604-M T8330 0.41700.131.01000.121.01600.131.0300.151.0
LCMF 041604-M T8330 0.41550.181.0900.161.01450.181.0300.151.0 T9325 0.42250.181.01350.161.02100.181.0
LCMF 041608-M T8330 0.81850.181.01100.161.01750.181.0350.151.0 T9325 0.82650.181.01550.161.02500.181.0
LCMF 051608-M T8330 0.81800.201.01050.181.01700.201.0350.151.0 T9325 0.82550.201.01500.181.02400.201.0
LCMF 061608-M T8330 0.81750.251.01050.231.01650.251.0350.151.0 T9325 0.82300.251.01350.231.02150.251.0
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).Refertoourcuttingconditionsappforfurtheroptions.


Product
MPgeometryforlongitudinalturningandcopyprofiling,andcontinuoustointerruptedcuts.
433
M RE
CW
M RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0, 7 0,12 55° 10° 15° 0° E
INSL
LCMF 16 -
CWCWTOLLCWTOLUINSL [mm][mm][mm][mm]
MP RE INSL CW LCMF 16, LCMF 30 - MP RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,1 5° 10° S
03163.00-0.050.0517.5 04164.00-0.050.0517.6 05165.00-0.050.0518.3 06166.00-0.050.0518.5 08308.00-0.050.0530.9
LCMF 0316MO-MP T8330 1.51900.300.81100.270.81800.300.8 LCMF 0416MO-MP T8330 2.01750.401.01050.361.01650.401.0 T9325 2.02200.401.01300.361.02050.401.0 LCMF 0516MO-MP T8330 2.51700.451.01000.411.01600.451.0 T9325 2.52050.451.01200.411.01900.451.0
9
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).Refertoourcuttingconditionsappforfurtheroptions.

Product
MPgeometryforlongitudinalturningandcopyprofiling,andcontinuoustointerruptedcuts.
LCMF
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.
Product
CMgeometry,firstchoiceforparting-offandgrooving,andcontinuoustoslightlyinterruptedcuts.
LCMR 031602-CM T8330 0.21300.11750.101200.11 LCMR 041604-CM T8330 0.41300.11750.101200.11
434
S
RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,1 5° 10°
CW
RE
1 E
0616MO-MP T8330 3.01650.501.0950.451.01550.501.0 T9325 3.02000.501.01200.451.01900.501.0 LCMF 0830MO-MP T8330 4.01500.601.2900.541.21400.601.2 CWCWTOLLCWTOLUINSL [mm][mm][mm][mm] 03163.00-0.050.0516.4 04164.00-0.050.0516.4 INSL
CM
LCMR 16 - CM RE PMKNSH PSIRRPSIRL vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][°][°] R20 5° 5°
9
03163.00-0.050.0516.4
04164.00-0.050.0516.4 05165.00-0.050.0516.4 06166.00-0.050.0516.4 08308.00-0.050.0530.0
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Fgeometryforparting-off,groovingandlongitudinalturning,fineandfinishmachining,andcontinuoustoslightlyinterruptedcuts.
LCMR 031604-F T8330 0.42000.100.51200.090.51900.100.5 LCMR 041604-F T8330 0.41850.130.51100.120.51750.130.5 LCMR 051604-F T8330 0.41800.150.51050.140.51700.150.5 LCMR 061608-F T8330 0.81900.171.01100.151.01800.171.0
Fgeometryforparting-off,groovingandlongitudinalturning,fineandfinishmachining,andcontinuoustoslightlyinterruptedcuts. Product



Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
Mgeometryforgroovingandlongitudinalturning,andcontinuoustointerruptedcuts.
435
CWCWTOLLCWTOLUINSL [mm][mm][mm][mm]
INSL CW F RE LCMR 16, LCMR 30
F RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0, 8 6 0, 15 3° 25° 5° 1° E
0,05 0,18 8° 0° 50° S
CWCWTOLLCWTOLUINSL [mm][mm][mm][mm] 03163.00-0.050.0516.4 04164.00-0.050.0516.4 05165.00-0.050.0516.4 06166.00-0.050.0516.4 INSL CW M RE LCMR 16 - M RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,1 15° 0° E
-
LCMR 083008-F T8330 0.81750.251.01050.231.01650.251.0
LCMR 031604-M T8330 0.41700.131.01000.121.01600.131.0300.151.0 LCMR 041604-M T8330 0.41550.181.0900.161.01450.181.0300.151.0 LCMR 051604-M T8330 0.41500.201.0900.181.01400.201.0300.151.0 LCMR 061608-M T8330 0.81750.251.01050.231.01650.251.0350.151.0 Product
9
Product

CWCWTOLLCWTOLUINSL [mm][mm][mm][mm]
Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations.
MPgeometryforlongitudinalturningandcopyprofiling,andcontinuoustointerruptedcuts.
LCMR 0316MO-MP T8330 1.51900.300.81100.270.81800.300.8
LCMR 0416MO-MP T8330 2.01750.401.01050.361.01650.401.0
LCMR 0516MO-MP T8330 2.51700.451.01000.411.01600.451.0
LCMR 0616MO-MP T8330 3.01650.501.0950.451.01550.501.0
436
[mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm]
10° S
03163.00-0.050.0517.4 04164.00-0.050.0517.5 05165.00-0.050.0518.1 06166.00-0.050.0518.3 MP INSL CW LCMR 16 - MP RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap
0,1 5°
9
Inserts
ExternalRight/LefthandtoolholderforgroovingwithLCM.0316,0416,0516,0616and0830inserts.Suitedforparting-offuptomaximumof Ø48mmmaterialingrooving,profilingandlongitudinalturningapplications.Availablewithshanksize16x16upto32x25mm.Bodytreated forlongertoollife.
GFIR
GFIR
GFIR
GFIR
HFHBLFCWCUTDIA kg
[mm][mm][mm][mm][mm][mm]
1616161003.00180.22GI136GL03
2020201253.00180.40GI136GL04
2525251503.00180.73GI136GL05
1616161004.00240.22GI137GL03
2020201254.00240.38GI137GL04 GFIR
GFIR
2525251504.00240.67GI137GL05 GFIR

2020201255.00280.38GI138GL04 GFIR
2525251505.00280.70GI138GL05 GFIR
2020201256.00280.38GI139GL04 GFIR
2525251506.00280.70GI139GL05 GFIR
2525251508.00480.74GI193GL09 GFIR
1616161003.00180.22GI136GL03
3232251708.00481.03GI193GL09 GFIL
GFIL
2525251503.00180.73GI136GL05
2020201253.00180.39GI136GL04 GFIL
GFIL
1616161004.00240.20GI137GL03 GFIL
2525251504.00240.69GI137GL05
2020201254.00240.38GI137GL04 GFIL
GFIL
2525251505.00280.71GI138GL05
2020201255.00280.38GI138GL04 GFIL
GFIL
2020201256.00280.40GI139GL04 GFIL
2525251506.00280.70GI139GL05 GFIL
2525251508.00480.75GI193GL09 GFIL
3232251708.00481.03GI193GL09
437 P M K N S H H B
GFI(RL) EXT G
CW CUTDIA HF LF
1616 H 03
2020 K 03
2525 M 03
1616 H 04
2020 K 04
2525 M 04
2020 K 05
2525 M 05
2020 K 06
2525 M 06
2525 M 08
3225 P 08
1616 H 03
2020 K 03
2525 M 03
1616 H 04
2020 K 04
2525 M 04
2020 K 05
2525 M 05
2020 K 06
2525 M 06
2525 M 08
3225 P 08
External V-Groove Top Clamp Grooving and Turning Tool for LCM.
9
Product
GI136LCM.0316..
GI137LCM.0416..
GI138LCM.0516..
GI139LCM.0616..
GI193LCM.0830..
Nm
GL03HS0616C6.0M616HXK5
GL04HS0620C6.0M620HXK5
GL05HS0625C6.0M625HXK5
GL09HSI10208.0M1020HXK8
438
9
External V-Groove Top Clamp Grooving and Turning Tool for LCM. Inserts
ExternalRight/LefthandtoolholderforgroovingwithLCM.0316,0416,0516,0616and0830inserts.Suitedforparting-offuptomaximumof Ø30toØ80mmmaterialingrooving,profilingandlongitudinalturningapplications.Availablewithshanksize20x20upto32x25mm.Body treatedforlongertoollife.
HFHBLFCWCUTDIA kg
[mm][mm][mm][mm][mm][mm]
GFMR 2020 K 0316 2020201253.00300.37GI136GL04
GFMR 2525 M 0316 2525251503.00300.68GI136GL04
GFMR 2020 K 0416 2020201254.00400.38GI137GL04
GFMR 2525 M 0416 2525251504.00400.68GI137GL04
GFMR 2525 M 0516 2525251505.00500.67GI138GL04
GFMR 3225 P 0516 3232251705.00500.97GI138GL04
GFMR 2525 M 0616 2525251506.00600.66GI139GL04
GFMR 3225 P 0616 3232251706.00600.97GI139GL04
GFMR 3225 P 0830 3232251708.00800.97GI193GL10
GFML 2020 K 0316 2020201253.00300.24GI136GL04
GFML 2525 M 0316 2525251503.00300.70GI136GL04
GFML 2020 K 0416 2020201254.00400.37GI137GL04
GFML 2525 M 0416 2525251504.00400.69GI137GL04
GFML 2525 M 0516 2525251505.00500.64GI138GL04
GFML 3225 P 0516 3232251705.00500.97GI138GL04

GFML 2525 M 0616 2525251506.00600.64GI139GL04
GFML 3225 P 0616 3232251706.00600.95GI139GL04
GFML 3225 P 0830 3232251708.00800.99GI193GL10
439 P M K N S H H B
GFM(RL) EXT G
CW CUTDIA HF LF
GI136LCM.0316.. GI137LCM.0416.. GI138LCM.0516.. GI139LCM.0616.. GI193LCM.0830.. Nm GL04HS0620C6.0M620HXK5 GL10HSI10208.0M1020HXK8
Product 9

440 P M K N S H
CW
HF
XLCCN B
M
GI137LCM.0416.. GI138LCM.0516.. GI139LCM.0616.. KV1KV5x100
Inserts
Product 9
CDX
l2 OAL
H
HFHLFCWCDX kg [mm][mm][mm][mm][mm] XLCCN 2602 J 0316 21.4261103.00350.09GI136KV1 XLCCN 3202 M 0316 25321503.00500.13GI136KV1 XLCCN 3203 M 0416 25321504.00500.15GI137KV1 XLCCN 3204
0516 25321505.00600.18GI138KV1 XLCCN 3205 M 0616 25321506.00600.17GI139KV1 GI136LCM.0316..
Double-Ended Parting-off Blade for LCM.
Bladeforparting-offapplicationsupto60mmmaximumdepthorØ120mmbarmaterial.SuitedforsingleordoublesidedLCM.inserts.Availa bleinheightof26or32mm.CanbefittedintotheDUPrametbasicholders.Bladetreatedforlongertoollife.
Tool Holder Block for Parting-off Blades
HBLB kg [mm][mm][mm] 26-DU 2020 2020900.70GI007ND2 26-D 2020 20201000.82GI007ND2 32-DU 2523 25231101.02GI008ND2 32-DU 2532 25321101.10GI008ND2 32-DU 3229 32291101.25GI008ND2 32-D 2530 25301151.30GI008ND2 45-DU 3229 32291101.50GI009ND7 45-DU 4036 40361102.05GI009ND7 47-D 4040 40401503.88GI091ND3 GI007XLC.N26..GL.-S26.B GI008XLC.N32..GL.-S32.B GI009XLC.N45.. GI091XLC.N47.. Nm ND2HS06256.0M625HXK5 ND3HS10308.0M1030HXK8 ND7HS06306.0M630HXK5
441
DU, D
h 2 H B OAL
9
ToolholdertofitGLorXLC.bladesforparting-off.Availablewithshanksize20x20upto40x40mm.Bodytreatedforlongertoollife. Product
Modulargroovingbladeforgroovingwithsingleordouble-sidedLCM.0316,0416,0516or0616inserts.Suitedforgroovingorparting-off(max. 25mmcuttingdepth)applications.CanbefittedtoMS-ENtoolholder.Bladestreatedforlongertoollife. Product

HFHLFCWCDX kg
[mm][mm][mm][mm][mm]
XLCCN 250215-0316 2429403.00150.01GI136–
XLCCN 250225-0316 2429503.00250.02GI136–
XLCCN 250315-0416 2429404.00150.04GI137–
XLCCN 250325-0416 2429504.00250.04GI137–
XLCCN 250425-0516 2429505.00250.03GI138–
XLCCN 250525-0616 2429506.00250.04GI139–GI136LCM.0316.. GI137LCM.0416.. GI138LCM.0516.. GI139LCM.0616..
442 P M K N S
XLCCN
BS G
H CDX CW H HF LF
25
Radial Grooving Blade for Modular MS-EN Tool Holder for LCM. Inserts
9
MS-EN-1212 F 1212127515–0.13GI006ND4 MS-EN-1616 H 1616169015–0.21GI006ND4 MS-EN-2020 K 20202011515–0.23GI003ND5 MS-EN-2020 KS 20202012915250.42GI060ND5
MS-EN-2525 M 25252514015–0.65GI003ND5 MS-EN-2525 MS 25252515315250.74GI060ND5 MS-EN-3225 P 32322516015–0.95GI003ND5 MS-EN-3225 PS 32322517415251.00GI060ND5

443 H CDX HF OAL B CDX HF OAL H B BLRAD MS-EN
HFHBOALCDXBLRAD kg [mm][mm][mm][mm][mm][mm]
GI003XLC..25..15...XLXFL25…XLC..25..25… GI006XLCF.16..15…XLCF.16..20… GI060XLC..25..15…XLC..25..25… Nm Nm ND4US4011-T15P3.5M410.6FLAGT15P ND5US45013-T20P5.0M513US46017-T20P5.0M617FLAGT15P Modular Tool Holder for XLCCN, XLCF(NRL) or XLXFL Grooving Blade ToolholdertofitmodulargroovingbladesfromtheXLC25BS,XLCF(NRL)BS,XLXFLBSaxialgroovingblade.Availablewithshanksize12x12up to32x25mm.Bodytreatedforlongertoollife. Product ND4 =3 x US 4011-T15P; ND5=2 x US 45013-T20P 9
HFHBLFCWCDXDAXINDAXX
kg [mm][mm][mm][mm][mm][mm][mm]
GFIL 2525 M 0313L 030017 2525251503.00917300.64GI143GL02
GFIL 2525 M 0313L 039024 2525251503.00924390.66GI143GL07
GFIL 2525 M 0313L 050033 2525251503.00933500.67GI143GL07
GFIL 2525 M 0313L 060043 2525251503.00943600.67GI143GL07
GFIL 2525 M 0313L 076053 2525251503.00953760.67GI143GL07
GFIL 2525 M 0316L 100070 2525251503.009701000.69GI136GL07
GFIL 2525 M 0316L 130090 2525251503.009901300.70GI136GL07
GFIL 2525 M 0316L 170110 2525251503.0091101700.71GI136GL07
444 P M K N S H CDX DAXX DAXIN LF H B CW HF GFIL-L AXIAL G
GI136LCM.0316.. GI143LCM.0313.. Nm GL02US5015-T20P5.0M515FLAGT20P GL07US5018-T20P5.0M518.2FLAGT20P
LCM.
Product 9
External Axial V-Groove Top Clamp Grooving Tool for
03 Inserts Externalleft-handaxialtoolholderforgroovingwithsingleordouble-sidedLCM.0313or0316inserts.Suitedforaxialgrooving,axialprofiling orgroovewideningØ17uptoØ170mmapplicationswithmaximumdepthofcut9mm.Availablewithshanksize25x25mm.Bodytreatedfor longertoollife.
External Axial V-Groove Top Clamp Grooving Tool for LCM. 03 or 04 Inserts
Externalleft-handaxialtoolholderforgroovingwithsingleordouble-sidedLCM.0313,0316,0413or0416inserts.Suitedforaxialgrooving, axialprofilingorgroovewideningØ17uptoØ230mmapplications,withmaximumdepthofcut12mm.Availablewithshanksize25x25.Body treatedforlongertoollife.
HFHBLFCWCDXDAXINDAXX kg
[mm][mm][mm][mm][mm][mm][mm]
GFIL 2525 M 03R 030017-A 2525251503.00917300.69GI143GL07
GFIL 2525 M 03R 039024-A 2525251503.00924390.69GI143GL07
GFIL 2525 M 03R 050033-A 2525251503.00933500.72GI143GL07
GFIL 2525 M 03R 060043-A 2525251503.00943600.69GI143GL07
GFIL 2525 M 03R 076053-A 2525251503.00953760.68GI143GL07
GFIL 2525 M 03R 100070-A 2525251503.009701000.79GI136GL08
GFIL 2525 M 03R 130090-A 2525251503.009901300.73GI136GL08
GFIL 2525 M 03R 170110-A 2525251503.0091101700.76GI136GL08
GFIL 2525 M 04R 030017-A 2525251503.00917300.71GI170GL07
GFIL 2525 M 04R 034021-A 2525251504.00921340.69GI170GL07
GFIL 2525 M 04R 040026-A 2525251504.001126400.00GI170GL07
GFIL 2525 M 04R 050032-A 2525251504.001132500.68GI170GL07
GFIL 2525 M 04R 060042-A 2525251504.001142600.66GI170GL07
GFIL 2525 M 04R 075052-A 2525251504.001152750.67GI170GL07
GFIL 2525 M 04R
GFIL
GFIL
GFIL
2525251504.0012701000.75GI137GL08
2525251504.0012901300.75GI137GL08
2525251504.00121101700.75GI137GL08
2525251504.00121402300.78GI137GL08
445 P M K N S H CDX DAXX DAXIN
GFIL-R
G
LF H B CW HF
AXIAL
100070-A
2525 M 04R 130090-A
2525 M 04R 170110-A
2525 M 04R 230140-A
GI136LCM.0316.. GI137LCM.0416.. GI143LCM.0313.. GI170LCM.0413.. Nm GL07US5018-T20P5.0M518.2FLAGT20P GL08US6020-T25P6.0M620.2SDRT25P
Product 9
Externalright-handaxialtoolholderforgroovingwithsingleordouble-sidedLCM.0313,0316,0413or0416inserts.Suitedforaxialgrooving, axialprofilingorgroovewideningØ17uptoØ230mmapplications,withmaximumdepthofcut12mm.Availablewithshanksize25x25mm. Bodytreatedforlongertoollife.
HFHBLFCWCDXDAXINDAXX kg
[mm][mm][mm][mm][mm][mm][mm]
GFIR 2525 M 03L 030017-A 2525251503.00917300.65GI143GL07
GFIR 2525 M 03L 039024-A 2525251503.00924390.68GI143GL07
GFIR 2525 M 03L 050033-A 2525251503.00933500.65GI143GL07
GFIR 2525 M 03L 060043-A 2525251503.00943600.68GI143GL07
GFIR 2525 M 03L 076053-A 2525251503.00953760.69GI143GL07
GFIR 2525 M 03L 100070-A 2525251503.009701000.75GI136GL08
GFIR 2525 M 03L 130090-A 2525251503.009901300.76GI136GL08
GFIR 2525 M 03L 170110-A 2525251503.0091101700.68GI136GL08
GFIR 2525 M 04L 030017-A 2525251503.00917300.68GI170GL07
GFIR 2525 M 04L 034021-A 2525251504.00921340.68GI170GL07
GFIR 2525 M 04L 040026-A 2525251504.001126400.68GI170GL07
GFIR 2525 M 04L 050032-A 2525251504.001132500.66GI170GL07
GFIR 2525 M 04L 060042-A 2525251504.001142600.69GI170GL07
GFIR 2525 M 04L 075052-A 2525251504.001152750.67GI170GL07
GFIR 2525 M 04L 100070-A 2525251504.0012701000.72GI137GL08
GFIR
GFIR
GFIR
2525251504.0012901300.75GI137GL08
446 P M K N S H CDX DAXX DAXIN B CW
LF HF GFIR-L AXIAL G
H
2525 M 04L 130090-A
2525 M 04L 170110-A 2525251504.00121101700.72GI137GL08
GI136LCM.0316.. GI137LCM.0416.. GI143LCM.0313.. GI170LCM.0413.. Nm GL07US5018-T20P5.0M518.2FLAGT20P GL08US6020-T25P6.0M620.2SDRT25P
2525 M 04L 230140-A 2525251504.00121402300.79GI137GL08
External Axial V-Groove Top Clamp Grooving Tool for LCM. 03 or 04 Inserts
Product 9
2525251503.00917300.65GI143GL02
2525251503.00924390.66GI143GL07
2525251503.00933500.68GI143GL07
2525251503.00943600.68GI143GL07
2525251503.00953760.68GI143GL07
2525251503.009701000.69GI136GL07
2525251503.009901300.70GI136GL07
447 P M K N S H CDX DAXX DAXIN LF H HF CW B GFIR-R AXIAL G
2525 M 0313R 030017
GFIR 2525 M 0313R 039024
GFIR 2525 M 0313R 050033
GFIR 2525 M 0313R 060043
GFIR 2525 M 0313R 076053
GFIR 2525 M 0316R 100070
GFIR 2525 M 0316R 130090
GFIR 2525 M 0316R 170110
GI136LCM.0316.. GI143LCM.0313.. Nm GL02US5015-T20P5.0M515FLAGT20P GL07US5018-T20P5.0M518.2FLAGT20P
Product 9
HFHBLFCWCDXDAXINDAXX kg [mm][mm][mm][mm][mm][mm][mm] GFIR
2525251503.0091101700.70GI136GL07
External Axial V-Groove Top Clamp Grooving Tool for LCM. 03 Inserts Externalright-handaxialtoolholderforgroovingwithsingleordouble-sidedLCM.0313or0316inserts.Suitedforaxialgrooving,axialprofiling orgroovewideningØ17uptoØ170mmapplications,withmaximumdepthofcut9mm.Availablewithshanksize25x25mm.Bodytreatedfor longertoollife.
2525251504.002052750.66GI170GL07
2525251504.0020701000.66GI137GL07
2525251504.0020901300.67GI137GL07
2525251504.00201101700.67GI137GL07
2525251504.00201402300.67GI137GL07
448 P M K N S H CDX DAXX DAXIN LF H B CW HF GFML-L AXIAL G
2525 M 0413L 030017
2525 M 0413L 034021
2525 M 0413L 040026
2525 M 0413L 050032
2525 M 0413L 060042
2525 M 0413L 075052
GFML 2525 M 0416L 100070
GFML 2525 M 0416L 130090
GFML 2525 M 0416L 170110
GFML 2525 M 0416L 230140
GI137LCM.0416.. GI170LCM.0413.. Nm GL02US5015-T20P5.0M515FLAGT20P GL07US5018-T20P5.0M518.2FLAGT20P External Axial V-Groove Top Clamp Grooving
LCM. 04
Externalleft-handaxialtoolholderforgroovingwithsingleordouble-sidedLCM.0413or0416inserts.Suitedfordeepaxialgrooving,axial profilingorgroovewideningØ17uptoØ230mmapplications,withmaximumdepthofcut20mm.Availablewithshanksize25x25mm.Body
Product 9
HFHBLFCWCDXDAXINDAXX kg [mm][mm][mm][mm][mm][mm][mm] GFML
2525251504.002017300.62GI170GL02 GFML
2525251504.002021340.63GI170GL07 GFML
2525251504.002026400.65GI170GL07 GFML
2525251504.002032500.64GI170GL07 GFML
2525251504.002042600.65GI170GL07 GFML
Tool for
Inserts
treatedforlongertoollife.
External Axial V-Groove Top Clamp Grooving Tool for LCM. 04 Inserts
Externalleft-handaxialtoolholderforgroovingwithsingleordouble-sidedLCM.0413or0416inserts.Suitedfordeepaxialgrooving,axial profilingorgroovewideningØ17uptoØ230mmapplications,withmaximumdepthofcut20mm.Availablewithshanksize25x25mm.Body treatedforlongertoollife.
2525251504.002017300.68GI170GL07
2525251504.002021340.69GI170GL07
2525251504.002026400.69GI170GL07
2525251504.002032500.68GI170GL07
2525251504.002042600.69GI170GL07
2525251504.002052750.69GI170GL07
2525251504.0020701000.80GI137GL08
2525251504.0020901300.78GI137GL08
2525251504.00201101700.78GI137GL08
2525251504.00201402300.78GI137GL08
449 P M K N S H CDX DAXX DAXIN LF H B CW HF GFML-R AXIAL G
GFML 2525 M 0413R 030017
GFML 2525 M 0413R 034021
GFML 2525 M 0413R 040026
GFML 2525 M 0413R 050032
GFML 2525 M 0413R 060042
GFML 2525 M 0413R 075052
GFML 2525 M 0416R 100070
GFML 2525 M 0416R 130090
GFML 2525 M 0416R 170110
GFML 2525 M 0416R 230140
GI137LCM.0416.. GI170LCM.0413.. Nm GL07US5018-T20P5.0M518.2FLAGT20P GL08US6020-T25P6.0M620.2SDRT25P
HFHBLFCWCDXDAXINDAXX kg [mm][mm][mm][mm][mm][mm][mm]
Product 9
2525251504.00201402300.78GI137GL08
450 P M K N S H CDX DAXX DAXIN B CW H LF HF GFMR-L AXIAL G
M
M
M
M
2525 M 0413L 060042
2525 M 0413L 075052
2525 M 0416L 100070
2525 M 0416L 130090
2525 M 0416L 170110
2525 M 0416L 230140
GI137LCM.0416.. GI170LCM.0413.. Nm GL07US5018-T20P5.0M518.2FLAGT20P GL08US6020-T25P6.0M620.2SDRT25P External Axial V-Groove Top Clamp Grooving Tool for LCM. 04 Inserts Externalright-handaxialtoolholderforgroovingwithsingleordouble-sidedLCM.0413or0416inserts.Suitedfordeepaxialgrooving,axial
Product 9
HFHBLFCWCDXDAXINDAXX kg [mm][mm][mm][mm][mm][mm][mm] GFMR 2525
0413L 030017 2525251504.002017300.70GI170GL07 GFMR 2525
0413L 034021 2525251504.002021340.66GI170GL07 GFMR 2525
0413L 040026 2525251504.002026400.66GI170GL07 GFMR 2525
0413L 050032 2525251504.002032500.68GI170GL07 GFMR
2525251504.002042600.66GI170GL07 GFMR
2525251504.002052750.69GI170GL07 GFMR
2525251504.0020701000.88GI137GL08 GFMR
2525251504.0020901300.78GI137GL08 GFMR
2525251504.00201101700.81GI137GL08 GFMR
profilingorgroovewideningØ17uptoØ230mmapplications,withmaximumdepthofcut20mm.Availablewithshanksize25x25mm.Body treatedforlongertoollife.
External Axial V-Groove Top Clamp Grooving Tool for LCM. 04 Inserts
Externalright-handaxialtoolholderforgroovingwithsingleordouble-sidedLCM.0413or0416inserts.Suitedfordeepaxialgrooving,axial profilingorgroovewideningØ17uptoØ230mmapplications,withmaximumdepthofcut20mm.Availablewithshanksize25x25mm.Body treatedforlongertoollife.
2525251504.00201101700.67GI137GL07
2525251504.00201402300.68GI137GL07
451 P M K N S H CDX DAXX DAXIN
HF
GFMR-R AXIAL G
2525 M 0413R 030017
2525 M 0413R 034021
2525 M 0413R 040026
2525 M 0413R 050032
2525 M 0413R 060042
2525 M 0413R 075052
2525 M 0416R 100070
2525 M 0416R 130090
2525 M 0416R 170110
GFMR 2525 M 0416R 230140
GI137LCM.0416.. GI170LCM.0413.. Nm GL02US5015-T20P5.0M515FLAGT20P GL07US5018-T20P5.0M518.2FLAGT20P
LF H
CW B
HFHBLFCWCDXDAXINDAXX kg [mm][mm][mm][mm][mm][mm][mm] GFMR
2525251504.002017300.62GI170GL02 GFMR
2525251504.002021340.63GI170GL07 GFMR
2525251504.002026400.64GI170GL07 GFMR
2525251504.002032500.63GI170GL07 GFMR
2525251504.002042600.64GI170GL07 GFMR
2525251504.002052750.67GI170GL07 GFMR
2525251504.0020701000.67GI137GL07 GFMR
2525251504.0020901300.66GI137GL07 GFMR
Product 9
ExternalRight/Lefthandaxial90˚toolholderforgroovingwithsingleordouble-sidedLCM.0313or0316inserts.Suitedforaxialgrooving,axial profilingorgroovewideningØ17uptoØ170mmapplications,withmaximumdepthofcut11mm.Availablewithshanksize25x25mm.Body treatedforlongertoollife.
HFHBLFCWCDXDAXINDAXX kg
[mm][mm][mm][mm][mm][mm][mm]
GGIR 2525 M 03R 030017 2525251503.009.517300.75GI143GL01
GGIR 2525 M 03R 039024 2525251503.009.524390.78GI143GL01
GGIR 2525 M 03R 050033 2525251503.001133500.75GI143GL01
GGIR 2525 M 03R 060043 2525251503.001143600.78GI143GL01
GGIR 2525 M 03R 076053 2525251503.001153760.75GI143GL01
GGIR 2525 M 03R 100070 2525251503.009701000.78GI136GL04
GGIR 2525 M 03R 130090 2525251503.009901300.73GI136GL04
GGIR 2525 M 03R 170110 2525251503.0091101700.76GI136GL04
GGIL 2525 M 03L 030017 2525251503.009.517300.75GI143GL01
GGIL 2525 M 03L 039024 2525251503.009.524390.25GI143GL01
GGIL 2525 M 03L 050033 2525251503.001133500.75GI143GL01
GGIL 2525 M 03L 060043 2525251503.001143600.75GI143GL01
GGIL 2525 M 03L 076053 2525251503.001153760.75GI143GL01
GGIL 2525 M 03L 100070 2525251503.009701000.77GI136GL04
GGIL 2525 M 03L 130090 2525251503.009901300.77GI136GL04
GGIL 2525 M 03L 170110 2525251503.0091101700.76GI136GL04
452 P M K N S H DAXX DAXIN
H
GGI(RL)-90 AXIAL G
CDX
B CW LF HF
GI136LCM.0316.. GI143LCM.0313.. Nm GL01HS0520C5.0M520HXK4 GL04HS0620C6.0M620HXK5
External Axial 90° V-Groove Top Clamp Grooving Tool for LCM. 03 Inserts
Product 9
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.
M2geometryforparting-offandgrooving,fineandfinishmachining,andcontinuoustoslightlyinterruptedcuts.




R-M2geometry,withright-handeddesign,forparting-off,andcontinuoustoslightlyinterruptedcuts.
L-M2geometry,withleft-handeddesign,forparting-offandcontinuoustoslightlyinterruptedcuts.
453
0,1 12° 5° 0° 0° 0,1 S
0 05 0,18 8° 0° 50° S
T8330
0,05 0,18 8° 0° 50° S LCMF 022002R6-M2 T8330
0,05 0,18 8° 0° 50° S
T8330
CWCWTOLLCWTOLUINSL [mm][mm][mm][mm] 02202.00-0.030.0319.5 INSL F1 CW RE LCMF 20 - F1 RE PMKNSH PSIRRPSIRL vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][°][°]
LCMF 022002-F1 T8330 0.22050.091200.081900.09 CWCWTOLLCWTOLUINSL [mm][mm][mm][mm] 02202.00-0.030.0319.5 INSL L R M2 CW RE REL PSIRLPSIRR RER LCMF 20 - M2 RE PMKNSH PSIRRPSIRL vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][°][°]
LCMF 022002-M2
0.21800.121050.111700.12
0.21300.12750.111200.126
LCMF 022002L6-M2
0.21300.12750.111200.126 Product
F1geometryforparting-offandgrooving,fineandfinishmachining,andcontinuoustoslightlyinterruptedcuts. Product
9

454 CWCWTOLLCWTOLUINSL [mm][mm][mm][mm] 02202.00-0.030.0319.5 MP RE INSL CW LCMF 20 - MP RE PMKNSH vcfapvcfapvcfapvcfapvcfapvcfap [mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm][m/min][mm/rev][mm] 0,1 5° 10° S LCMF 0220MO-MP T8330 1.02000.300.51200.270.51900.300.5 Product Suitabilityandstartingvaluesforcuttingspeed(vc),feed(f)anddepthofcut(ap).RefertoourMachiningCalculatorappforfurthercalculations. MPgeometryforlongitudinalturningandcopyprofiling,fineandfinishmachining,andcontinuoustointerruptedcuts. 9
HFHBLFCWCUTDIA kg
[mm][mm][mm][mm][mm][mm]
GFKR 1616 H 02 1616161002.00320.20GI168GL03
GFKR 2020 K 02 2020201252.00320.38GI168GL04
GFKR 2525 M 02 2525251502.00320.68GI168GL05
GFKL 1616 H 02 1616161002.00320.20GI168GL03
GFKL 2020 K 02 2020201252.00320.38GI168GL04
2525251502.00320.68GI168GL05

455 P M K N S H H B
GFK(RL) EXT G
CW CUTDIA HF LF
GI168LCMF0220.. Nm GL03HS0616C6.0M616HXK5 GL04HS0620C6.0M620HXK5 GL05HS0625C6.0M625HXK5
Product 9
GFKL 2525 M 02
External V-Groove Top Clamp Grooving and Parting-Off tool, LCMF 0220 Ins ExternalRight/LefthandtoolholderforgroovingwithLCMF0220inserts.Suitedforparting-off,groovingandprofilingapplicationsupto16mm maximumdepthofcut.Availablewithshanksize16x16upto25x25mm.Bodytreatedforlongertoollife.
LFMX - F1
CWCWTOLLCWTOLUBW
[mm][mm][mm][mm]
1.51.50-0.030.031.30
1.61.60-0.030.031.30
2.02.00-0.030.031.60
3.13.10-0.040.042.60
LFMX 1.5-.16ENF1 T8330 0.21300.08750.071200.08
LFMX 1.6-.16ENF1 T8330 0.21300.08750.071200.08
LFMX 2.0-.16ENF1 T8330 0.21300.08750.071200.08


LFMX 3.1-.20ENF1 T8330 0.21300.10750.091200.10
LFMX 4.1-.20ENF1 T8330 0.21300.10750.091200.10
CWCWTOLLCWTOLUBW
[mm][mm][mm][mm]
456
4.14.10-0.040.043.60 BW CW 7°
RE PMKNSH PSIRRPSIRL vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][°][°] 4° E
PMKNSH PSIRRPSIRL
32° 0,05 0,12 TN SN 32° S
1.61.60-0.030.031.30 2.02.00-0.030.031.60 3.13.10-0.040.042.60 4.14.10-0.040.043.60 5.15.10-0.040.044.60 6.356.35-0.040.045.80 BW CW 7° LFMX - F2 RE
vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][°][°]
LFMX
LFMX 1.6-.16SNF2 T8330 0.21300.10750.091200.10 LFMX 2.0-.16SNF2 6640 0.21500.10900.091400.10 T8330 0.21300.10750.091200.10
3.1-.20SNF2 6640 0.21500.10900.091400.10 T8330 0.21300.10750.091200.10 LFMX 4.1-.20SNF2 T8330 0.21300.12750.111200.12 LFMX 5.1-.20SNF2 T8330 0.21300.12750.111200.12 LFMX 6.35-.20SNF2 T8330 0.21300.15750.141200.15 Product
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations. F1geometryforparting-offandgrooving,andcontinuouscuts. Product
9
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations. SN-F2geometryforparting-offandgrooving,andcontinuouscuts.
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.
LFMX 3.1-.20TNF2 6640 0.21500.10900.091400.10 T8330 0.21300.10750.091200.10
LFMX 4.1-.20TNF2 T8330 0.21300.12750.111200.12 CWCWTOLLCWTOLUBW [mm][mm][mm][mm] 2.02.00-0.030.031.60 2.22.20-0.030.031.60 3.13.10-0.040.042.60 4.14.10-0.040.043.60 5.15.10-0.040.044.60 6.356.35-0.040.045.80
TN-F2geometryforparting-offandgrooving,andcontinuouscuts. Product
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.
SN-M2geometryforparting-offandgrooving,andcontinuoustoslightlyinterruptedcuts.
LFMX 2.0-.16SNM2 6640 0.21500.11900.101400.11 T8330 0.21300.11750.101200.11
LFMX 2.2-.16SNM2 6640 0.21500.11900.101400.11 T8330 0.21300.11750.101200.11 LFMX 3.1-.20SNM2 6640 0.21500.15900.141400.15 T8330 0.21300.15750.141200.15 LFMX 4.1-.20SNM2 6640 0.21500.15900.141400.15 T8330 0.21300.15750.141200.15 LFMX 5.1-.20SNM2 6640 0.21500.20900.181400.20 T8330 0.21300.20750.181200.20
LFMX 6.35-.20SNM2 6640 0.21500.20900.181400.20 T8330 0.21300.20750.181200.20
SR-M2geometry,withright-handeddesign,forparting-off,andcontinuoustoslightlyinterruptedcuts.


LFMX 2.0-.16SR12M2 T8330 0.21300.09750.081200.0912
LFMX 2.0-.16SR6M2 T8330 0.21300.09750.081200.096 LFMX 3.1-.20SR8M2 T8330 0.21300.11750.101200.118
M2-SLgeometry,withleft-handeddesign,forparting-off,andcontinuoustoslightlyinterruptedcuts.
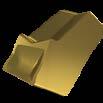
457
RE PMKNSH PSIRRPSIRL vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][°][°] 32° 0 05 0,12 TN SN 32° S
BW CW
(R) (L) RER
REL
32° 0,05 TN 32° 0,12 SN S
7°
PSIRR PSIRL
LFMX - M2 RE PMKNSH PSIRRPSIRL vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][°][°]
32° 0,05 TN 32° 0 12 SN S
LFMX 4.1-.20SR8M2
32° 0,05 TN 32° 0,12 SN S
T8330 0.21300.15750.141200.158
LFMX 2.0-.16SL12M2 T8330 0.21300.09750.081200.0912 LFMX 2.0-.16SL6M2 T8330 0.21300.09750.081200.096 Product
9
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.
M2-SLgeometry,withleft-handeddesign,forparting-off,andcontinuoustoslightlyinterruptedcuts.
LFMX
TN-M2geometryforparting-offandgrooving,andcontinuoustoslightlyinterruptedcuts.
LFMX 3.1-.20TNM2 6640 0.21500.15900.141400.15 T8330 0.21300.15750.141200.15
LFMX 4.1-.20TNM2 6640 0.21500.15900.141400.15 T8330 0.21300.15750.141200.15
458
RE PMKNSH PSIRRPSIRL vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][°][°] 32° 0,05 TN 32° 0,12 SN S
3.1-.20SL8M2 T8330 0.21300.11750.101200.118 LFMX 4.1-.20SL8M2 T8330 0.21300.15750.141200.158 32° 0,05 TN 32° 0 12 SN S
Product
9
Double-Ended Parting-off Blade for LFMX Inserts

HFHLFCWCDX kg
[mm][mm][mm][mm][mm]
XLCFN 2601 J 1.60 21.4261101.50150.03GI132KV
XLCFN 2601 J 2.00 21.4261102.00250.04GI061KV
XLCFN 2602 J 3.00 21.4261103.1037.50.05GI001KV
XLCFN 2603 J 4.00 21.4261104.10400.06GI002KV
XLCFN 3201 M 1.60 25321501.50150.06GI132KV
XLCFN 3201 M 2.00 25321502.00250.11GI061KV
XLCFN 3202 M 3.00 25321503.10500.08GI001KV
XLCFN 3203 M 4.00 25321504.10500.11GI002KV
XLCFN 3204 M 5.00 25321505.10600.14GI004KV
XLCFN 3205 M 6.35 25321506.35600.17GI005KV
XLCFN 4502 S 3.00 32452503.10800.12GI001KV
XLCFN 4503 S 4.00 32452504.10800.19GI002KV
XLCFN 4504 S 5.00 32452505.10800.28GI004KV
32452506.35800.40GI005KV
459 P M K N S
XLCFN B
H CDX CW l2 LF HF H
XLCFN 4505 S 6.35
GI001LFMX3.1-. GI002LFMX4.1-. GI004LFMX5.1-. GI005LFMX6.35-. GI061LFMX2.0-.LFMX2.2-. GI132LFMX1.5-.LFMX1.6-. KVKV5x70
Product 9
Bladeforparting-offapplicationsupto80mmmaximumdepthorØ160mmbarmaterial.Suitedforsingle-sidedLFMXinserts.Availablein heightsof26,32or45mm.CanbefittedintotheDUPrametbasicholders.Bladetreatedforlongertoollife.
HBLB kg [mm][mm][mm] 26-DU 2020 2020900.70GI007ND2 26-D 2020 20201000.82GI007ND2 32-DU 2523 25231101.02GI008ND2 32-DU 2532 25321101.10GI008ND2 32-DU 3229 32291101.25GI008ND2 32-D 2530 25301151.30GI008ND2 45-DU 3229 32291101.50GI009ND7 45-DU 4036 40361102.05GI009ND7 47-D 4040 40401503.88GI091ND3 GI007XLC.N26..GL.-S26.B
460
DU, D
h 2 H B OAL
9
GI008XLC.N32..GL.-S32.B GI009XLC.N45.. GI091XLC.N47.. Nm ND2HS06256.0M625HXK5 ND3HS10308.0M1030HXK8 ND7HS06306.0M630HXK5 Tool Holder Block for Parting-off Blades ToolholdertofitGLorXLC.bladesforparting-off.Availablewithshanksize20x20upto40x40mm.Bodytreatedforlongertoollife. Product
Radial Grooving Blade for Modular MS-EN Tool Holder for LFMX Inserts

Modulargroovingbladeforgroovingwithsingle-sidedLFMXinserts.Suitedforgroovingorparting-off(max.25mmcuttingdepth)applications. Bladestreatedforlongertoollife.
HFHLFCWCDX kg
[mm][mm][mm][mm][mm]
XLCFR 160115-1.60 1225351.50150.01GI132KV
XLCFR 160115-2.00 1225352.00150.01GI061KV
XLCFR 250115-1.60 2429401.50150.01GI132KV
XLCFR 250115-2.00 2429402.00150.05GI061KV
XLCFL 160115-1.60 1225351.50150.01GI132KV
XLCFL 160115-2.00 1225352.00150.04GI061KV
XLCFL 250115-1.60 2429401.50150.01GI132KV
XLCFL 250115-2.00 2429402.00150.05GI061KV
XLCFN 160215-3.00 1225353.10150.01GI001KV
XLCFN 160220-3.00 1225403.10200.02GI001KV
XLCFN 250215-3.00 2429403.10150.02GI001KV
XLCFN 250225-3.00 2429503.10250.02GI001KV
XLCFN 250315-4.00 2429404.10150.02GI002KV
XLCFN 250325-4.00 2429504.10250.03GI002KV
XLCFN 250425-5.00 2429505.10250.04GI004KV
XLCFN 250525-6.35 2429506.35250.04GI005KV
461 P
M K N S H CDX CW H HF LF XLCF(NRL) BS
GI001LFMX3.1-. GI002LFMX4.1-. GI004LFMX5.1-. GI005LFMX6.35-. GI061LFMX2.0-.LFMX2.2-. GI132LFMX1.5-.LFMX1.6-. KVKV5x70
Product 9
XLXFL 250220-3.00-60 2924463.102060850.07GI001KV
XLXFL 250220-3.00-80 2924463.1020801050.05GI001KV

XLXFL 250220-3.00-100 2924463.10201001550.03GI001KV
XLXFL 250220-3.00-150 2924463.10201502800.03GI001KV
462 P M K N S H DAXX DAXIN CDX CW H HF LF XLXFL BS AXIAL
HHFLFCWCDXDAXINDAXX kg [mm][mm][mm][mm][mm][mm]
Modular
Inserts
Product 9
GI001LFMX3.1-. KVKV5x70 Axial Grooving Blade for
MS-EN Tool Holder for LFMX
Modulargroovingbladeforgroovingwithsingle-sidedLFMX3.1inserts.Suitedforaxialgrooving(max.20mmcuttingdepth)applications.Can befittedtoMS-ENtoolholder.Bladestreatedforlongertoollife.
MS-EN-1212 F 1212127515–0.13GI006ND4 MS-EN-1616 H 1616169015–0.21GI006ND4 MS-EN-2020 K 20202011515–0.23GI003ND5 MS-EN-2020 KS 20202012915250.42GI060ND5
MS-EN-2525 M 25252514015–0.65GI003ND5 MS-EN-2525 MS 25252515315250.74GI060ND5 MS-EN-3225 P 32322516015–0.95GI003ND5 MS-EN-3225 PS 32322517415251.00GI060ND5
463 H CDX HF OAL B CDX HF OAL H B BLRAD MS-EN
HFHBOALCDXBLRAD kg [mm][mm][mm][mm][mm][mm]
GI003XLC..25..15...XLXFL25…XLC..25..25… GI006XLCF.16..15…XLCF.16..20… GI060XLC..25..15…XLC..25..25… Nm Nm ND4US4011-T15P3.5M410.6FLAGT15P ND5US45013-T20P5.0M513US46017-T20P5.0M617FLAGT15P Modular Tool Holder for XLCCN, XLCF(NRL) or XLXFL Grooving Blade ToolholdertofitmodulargroovingbladesfromtheXLC25BS,XLCF(NRL)BS,XLXFLBSaxialgroovingblade.Availablewithshanksize12x12up to32x25mm.Bodytreatedforlongertoollife. Product ND4 =3 x US 4011-T15P; ND5=2 x US 45013-T20P 9
CWBWINSL [mm][mm][mm] 03083.002.5111.5 04084.003.4411.5 05085.004.3011.5 06086.005.3011.5
Product
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.
TNgeometryforparting-offandgrooving,andcontinuoustoslightlyinterruptedcuts.
LFUX 030802TN 6640 0.21500.101400.10 T8330 0.21300.101200.10
LFUX 040802TN 6640 0.21500.121400.12 T8330 0.21300.121200.12
LFUX 050802TN 6640 0.21500.151400.15 T8330 0.21300.151200.15
060802TN
0.21500.201400.20
TRgeometry,right-handed,forparting-offandcontinuoustoslightlyinterruptedcuts.



LFUX 030800TR 6640 0.21500.101400.105 T8330 0.21300.101200.105
LFUX 040800TR 6640 0.21500.121400.125 T8330 0.21300.121200.125 15°
TLgeometry,left-handed,forparting-offandcontinuoustoslightlyinterruptedcuts.
LFUX 030800TL 6640 0.21500.101400.105 T8330 0.21300.101200.105
464
(R) (L) BW CW PSIRR BW PSIRL CW CW BW RE RER REL LFUX
PMKNSH PSIRRPSIRL vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][°][°]
R S
INSL
RE
15° 5° 0,1
S
LFUX
6640
T8330 0.21300.201200.20 15° 5° 0 1 R
5° 0,1 R S
9
External Grooving and Parting-Off tool for LFUX Inserts

ExternalRight/Lefthandradialtoolholderforgroovingwithsingle-sidedLFUX0308,0408,0508or0608inserts.Suitedforparting-offuptoa maximumofØ65mm.Availablewithshanksize16x12upto32x25mm.Bodytreatedforlongertoollife.
CUTDIA
HF LF
HFHBLFCWCUTDIA kg
[mm][mm][mm][mm][mm][mm]
XLCFR 1612 H 03 1616121003.00400.14GI018KV
XLCFR 2016 K 03 2020161303.00500.30GI018KV
XLCFR 2520 K 03 2525201303.00500.44GI018KV
XLCFR 2016 K 04 2020161304.00500.30GI019KV
XLCFR 2520 K 04 2525201304.00500.43GI019KV
XLCFR 2520 K 05 2525201305.00500.45GI020KV
XLCFR
XLCFR
XLCFL
XLCFL
XLCFL
XLCFL
XLCFL
XLCFL
XLCFL
XLCFL
3232251705.00650.90GI020KV
3232251706.00650.91GI021KV
1616121003.00400.15GI018KV
2020161303.00500.30GI018KV
2525201303.00500.47GI018KV
2020161304.00500.30GI019KV
2525201304.00500.46GI019KV
2525201305.00500.50GI020KV
3232251705.00650.95GI020KV
3232251706.00650.70GI021KV
465 P M K N S H H
B
CW
XLCF(RL)
3225 P 05
3225 P 06
1612 H 03
2016 K 03
2520 K 03
2016 K 04
2520 K 04
2520 K 05
3225 P 05
GI018LFUX0308.. GI019LFUX0408.. GI020LFUX0508.. GI021LFUX0608.. KVKV5x70
3225 P 06
Product 9

466 P M K N S H
CW
H HF XLCFN B LFUX
CDX
LF
HFHLFCWCDX kg [mm][mm][mm][mm][mm]
GI018LFUX0308.. GI019LFUX0408.. GI020LFUX0508.. GI021LFUX0608.. KVKV5x70
Product 9
XLCFN 2603 J 03 21.4261103.1037.50.06GI018KV XLCFN 3202 M 03 25321503.10500.09GI018KV XLCFN 3203 M 04 25321504.10500.11GI019KV XLCFN 3204 M 05 25321505.10600.14GI020KV XLCFN 4704 S 05 38472705.101000.47GI020KV XLCFN 4705 S 06 38472706.101000.50GI021KV
Double-Ended Parting-off Blade for LFUX Inserts Bladeforparting-offapplicationsupto100mmmaximumdepthorØ200mmbarmaterial.SuitedforsinglesidedLFUXinserts.Availablein heightsof26,32or47mm.CanbefittedintotheDU,DPrametbasicholders.Bladetreatedforlongertoollife.
Tool Holder Block for Parting-off Blades
HBLB kg [mm][mm][mm] 26-DU 2020 2020900.70GI007ND2 26-D 2020 20201000.82GI007ND2 32-DU 2523 25231101.02GI008ND2 32-DU 2532 25321101.10GI008ND2 32-DU 3229 32291101.25GI008ND2 32-D 2530 25301151.30GI008ND2 45-DU 3229 32291101.50GI009ND7 45-DU 4036 40361102.05GI009ND7 47-D 4040 40401503.88GI091ND3 GI007XLC.N26..GL.-S26.B GI008XLC.N32..GL.-S32.B GI009XLC.N45.. GI091XLC.N47.. Nm ND2HS06256.0M625HXK5 ND3HS10308.0M1030HXK8 ND7HS06306.0M630HXK5
467
DU, D
h 2 H B OAL
9
ToolholdertofitGLorXLC.bladesforparting-off.Availablewithshanksize20x20upto40x40mm.Bodytreatedforlongertoollife. Product
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.


X61-Rexternalandinternal,right-handedgeometry,foro-ringandcirclipgroovemachining,withcontinuouscuts.
X61 0602-080 R 6640 1950.061150.051850.060.850.8 G8330 1450.06850.051350.060.850.8
X61 0602-090 R 6640 1950.061150.051850.060.950.8 G8330 1450.06850.051350.060.950.8 X61 0602-100 R 6640 1950.061150.051850.061.050.8 G8330 1450.06850.051350.061.050.8
X61 0602-110 R 6640 1850.061100.051750.061.151.2 G8330 1400.06800.051300.061.151.2
X61 0602-130 R 6640 1850.061100.051750.061.351.4 G8330 1400.06800.051300.061.351.4 X61 0602-150 R 6640 1800.061050.051700.061.551.6 G8330 1350.06800.051250.061.551.6
X61 0602-160 R 6640 1800.061050.051700.061.651.7 G8330 1350.06800.051250.061.651.7 X61 0602-185 R 6640 1500.09900.081400.091.902 G8330 1200.09700.081100.091.902 X61 0602-200 R G8330 1150.09650.081050.092.052.2 X61 0602-215 R 6640 1450.09850.081350.092.202.4 G8330 1150.09650.081050.092.202.4 X61 0602-250 R G8330 1150.09650.081050.092.552.6 X61 0602-265 R 6640 1250.12750.111150.122.702.7 G8330 1050.12600.11950.122.702.7 X61 0602-300 R 6640 1250.12750.111150.123.053 G8330 1050.12600.11950.123.053 X61 0602-315 R 6640 1250.12750.111150.123.203 G8330 1050.12600.11950.123.203
X61-Lexternalandinternal,left-handedgeometry,foro-ringandcirclipgroovemachining,withcontinuouscuts.
1950.061150.051850.060.850.8
468 W1CWTOLLCWTOLUS [mm][mm][mm][mm]
S CDX CW W1 X 61 RE PMKNSH CWCDX vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][mm][mm] 14° 0,13 S
06026.350-0.030.032.33
S
L
14° 0,13
X61 0602-080
6640
X61 0602-090 L 6640
0602-100 L 6640
L
L
G8330 1450.06850.051350.060.850.8
1950.061150.051850.060.950.8 G8330 1450.06850.051350.060.950.8 X61
1950.061150.051850.061.050.8 G8330 1450.06850.051350.061.050.8 X61 0602-110
6640 1850.061100.051750.061.151.2 G8330 1400.06800.051300.061.151.2 X61 0602-130
6640 1850.061100.051750.061.351.4 G8330 1400.06800.051300.061.351.4 Product
9
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.
Product
X61 0602-150 L 6640 1800.061050.051700.061.551.6 G8330 1350.06800.051250.061.551.6
X61 0602-160 L 6640 1800.061050.051700.061.651.7 G8330 1350.06800.051250.061.651.7
X61 0602-185 L 6640 1500.09900.081400.091.902 G8330 1200.09700.081100.091.902
X61 0602-200 L G8330 1150.09650.081050.092.052.2
X61 0602-215 L 6640 1450.09850.081350.092.202.4 G8330 1150.09650.081050.092.202.4
X61 0602-250 L G8330 1150.09650.081050.092.552.6
X61 0602-265 L 6640 1250.12750.111150.122.702.7 G8330 1050.12600.11950.122.702.7
X61 0602-300 L 6640 1250.12750.111150.123.053 G8330 1050.12600.11950.123.053
X61 0602-315 L 6640 1250.12750.111150.123.203 G8330 1050.12600.11950.123.203
X61-Lexternalandinternal,left-handedgeometry,foro-ringandcirclipgroovemachining,withcontinuouscuts. Product
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.


X61R-Rexternalandinternal,right-handedgeometry,foro-ringandcirclipgroovemachining,withcontinuouscuts.
X61R-Lexternalandinternal,left-handedgeometry,foro-ringandcirclipgroovemachining,withcontinuouscuts.
1.51300.06750.051200.063.093
469
RE PMKNSH CWCDX vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][mm][mm] 14° 0,13 S
W1CWTOLLCWTOLUS [mm][mm][mm][mm] 06026.350-0.030.032.33 S CDX RE W1 CW X 61 R RE PMKNSH CWCDX vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][mm][mm] 13° E X61 0602-R100 R 6640 1.01700.061000.051600.062.093 G8330 1.01300.06750.051200.062.093 X61 0602-R150 R 6640
G8330
13° E X61 0602-R100 L 6640
G8330
X61 0602-R150 L 6640
G8330
1.51700.061000.051600.063.093
1.51300.06750.051200.063.093
1.01700.061000.051600.062.093
1.01300.06750.051200.062.093
1.51700.061000.051600.063.093
9
P61.SFR-1616H-06 16161620100210.23GI332SV11 P61.SFR-2020K-06 20202025125250.40GI332SV11 P61.SFR-2525M-06 25252532150320.73GI332SV11 P61.SFL-1616H-06 16161620100210.23GI332SV11 P61.SFL-2020K-06 20202025125250.42GI332SV11 P61.SFL-2525M-06 25252532150320.73GI332SV11

470 P M K N S WF B H HF LF LH P61(RL) EXT
HFHBWFLFLH kg [mm][mm][mm][mm][mm][mm]
GI332X610602.. Nm SV11US2003-T07P0.8M2.56.5FLAGT07P External Grooving Tool Holder for X61 Circlips and O-Ring Inserts ExternalRight/LefthandradialtoolholderforgroovingwithX61double-sidedcircliporO-ringinserts.Givessmoothcuttingactionforhigh tolerateddimensions.Availablewithshanksize16x16upto25x25mm.Bodytreatedforlongertoollife. Product 9
Internal Circlip Grooving Boring bar for X61 Insert

InternalRight/LefthandgroovingboringbarforgroovingwithX61double-sidedinserts.MinimuminternalgroovingdiameterØ16mm.Suited forinternalcuttingofcircliporO-ringgrooves.AvailablewithshanksizeØ12uptoØ32mm.Bodytreatedforlongertoollife.
[mm][mm][mm][mm][mm][mm][mm][°]
P61.SGR-0012M-06 121611.5911150220–0.17GI332SV11 P61.SGR-A-0016M-06 1620151115150290 ü 0.21GI332SV11 P61.SGR-A-0020P-06 2025191318170290 ü 0.38GI332SV11 P61.SGR-A-0025R-06 2532241723200310 ü 0.70GI332SV11 P61.SGR-A-0032T-06 3240312230300490 ü 1.72GI332SV11 P61.SGL-0012M-06 121611.5911150220–0.17GI332SV11 P61.SGL-A-0016M-06 1620151115150290 ü 0.24GI332SV11 P61.SGL-A-0020P-06 2025191318170290 ü 0.40GI332SV11 P61.SGL-A-0025R-06 2532241723200310 ü 0.72GI332SV11 P61.SGL-A-0032T-06 3240312230300490 ü 1.72GI332SV11
471 P M K N S H
P61(RL)
BD WF LH HF DCON MS DMIN LF
INT DCON MSDMINBDWFHLFLHKAPR kg
GI332X610602.. Nm SV11US2003-T07P0.8M2.56.5FLAGT07P
Left hand insert mount to righ hand boring bar. 9
Product
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.


Product
X61-1-Rinternal,right-handeddesign,withonecuttingedgeforo-ringandcirclipgroovemachining,withcontinuouscuts.
X61 0602-080 R1 6640 1950.061150.051850.060.850.8
X61 0602-090 R1 6640 1950.061150.051850.060.950.8
X61 0602-110 R1 6640 1850.061100.051750.061.151.2
X61 0602-130 R1 6640 1850.061100.051750.061.351.4
X61 0602-160 R1 6640 1800.061050.051700.061.651.7
X61 0602-185 R1 6640 1500.09900.081400.091.902 X61 0602-215 R1 6640 1450.09850.081350.092.202.2 14°
0,13 S
X61-1-Linternal,left-handeddesign,withonecuttingedgeforo-ringandcirclipgroovemachining,withcontinuouscuts.
X61 0602-080 L1 6640 1950.061150.051850.060.850.8
X61 0602-090 L1 6640 1950.061150.051850.060.950.8
X61 0602-110 L1 6640 1850.061100.051750.061.151.2
X61 0602-130 L1 6640 1850.061100.051750.061.351.4
X61 0602-160 L1 6640 1800.061050.051700.061.651.7
X61 0602-185 L1 6640 1500.09900.081400.091.902
X61 0602-215 L1 6640 1450.09850.081350.092.202.2
472 W1CWTOLLCWTOLUS
S
CW X 61-1
[mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][mm][mm]
[mm][mm][mm][mm] 06026.350-0.030.032.33 CDX
W1
RE PMKNSH CWCDX vcfvcfvcfvcfvcfvcf
14° 0,13 S
9
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.

Product
X61R-1-Rinternal,right-handeddesign,withonecuttingedgeforo-ringandcirclipgroovemachining,withcontinuouscuts.
X61 0602-R050 R1 6640 0.51850.061100.051750.061.091.3
X61 0602-R100 R1 6640 1.01700.061000.051600.062.092.8 13°
E

X61R-1-Linternal,left-handeddesign,withonecuttingedgeforo-ringandcirclipgroovemachining,withcontinuouscuts.
X61 0602-R050 L1 6640 0.51850.061100.051750.061.091.3
X61 0602-R100 L1 6640 1.01700.061000.051600.062.092.8
473
X
W1CWTOLLCWTOLUS [mm][mm][mm][mm] 06026.350-0.030.032.33 S CDX RE W1 CW
61 R-1 RE PMKNSH CWCDX vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][mm][mm] 13° E
9
InternalRight/Lefthandgroovingboringbarforgroovingwithsingle-sidedX61-1inserts.MinimuminternalgroovingdiameterØ12.5mm. SuitedforinternalcuttingofcircliporO-ringgrooves.AvailablewithshanksizeØ10andØ12mm.Bodytreatedforlongertoollife.
P61.SGR-0010M-06/1 1012.5107.591501900.24GI333SV11 P61.SGR-0012M-06/1 1212.5107.5111501900.17GI333SV11 P61.SGL-0010M-06/1 1012.5107.591501900.13GI333SV11 P61.SGL-0012M-06/1 1212.5107.5111501900.17GI333SV11

474 P M K N S H
P61S(RL)-1
BD WF HF DCON MS DMIN LH LF
INT DCON MSDMINBDWFHLFLHKAPR kg [mm][mm][mm][mm][mm][mm][mm][°]
GI333X610602..-1 Nm SV11US2003-T07P0.8M2.56.5FLAGT07P
Internal Circlip Grooving Boring Bar for X61-1 Insert
Product Left hand insert mount to righ hand boring bar. 9
ICD1SCWTOLLCWTOLU [mm][mm][mm][mm][mm] 169.5253.903.580.000.05 2212.7004.904.700.000.05
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.
Product
TNER-Rexternal,right-handedgeometry,foro-ringandcirclipgroovemachining,withcontinuouscuts.
TN 16ER-R050 T8330 0.51300.06750.051200.061.001.3
TN 16ER-R100 T8330 1.01300.06750.051200.062.001.85
TN 22ER-R150 T8330 1.51300.06750.051200.063.002.2 10° E
TNEL-Rexternal,left-handedgeometry,foro-ringandcirclipgroovemachining,withcontinuouscuts.
TN 16EL-R050 T8330 0.51300.06750.051200.061.001.3
TN 16EL-R100 T8330 1.01300.06750.051200.062.001.85
TN 22EL-R150 T8330 1.51300.06750.051200.063.002.2
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.



Product
TNNR-Rinternal,right-handedgeometry,foro-ringandcirclipgroovemachining,withcontinuouscuts.
TN 11NR-R050 T8330 0.51300.06750.051200.061.001.3
TN 16NR-R100 T8330 1.01300.06750.051200.062.001.85 TN 22NR-R150 T8330 1.51300.06750.051200.063.002.2
475
CW CDX
S
IC RE TN R EXT
10°
D 1
RE PMKNSH CWCDX vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][mm][mm] 10° E
116.3502.803.100.000.05 169.5253.903.580.000.05 2212.7004.904.700.000.05 15° S IC CW CDX 1 D RE TN R INT RE PMKNSH CWCDX vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][mm][mm] 15° E
ICD1SCWTOLLCWTOLU [mm][mm][mm][mm][mm]
9
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.

Product
TNNL-Rinternal,left-handedgeometry,foro-ringandcirclipgroovemachining,withcontinuouscuts.
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations..


Product
TNER-ZZexternal,right-handedgeometry,foro-ringandcirclipgroovemachining,withcontinuouscuts.
1300.12750.111200.123.150.080.132.2
TNEL-ZZexternal,left-handedgeometry,foro-ringandcirclipgroovemachining,withcontinuouscuts.
TN 16EL090ZZ T8330 1300.06750.051200.060.900.050.100.9
TN 16EL110ZZ T8330 1300.06750.051200.061.100.050.101.3
TN 16EL130ZZ T8330 1300.06750.051200.061.300.050.101.6
TN 16EL160ZZ T8330 1300.06750.051200.061.600.050.101.85
TN 16EL185ZZ T8330 1300.06750.051200.061.850.050.101.85
TN 16EL215ZZ T8330 1300.09750.081200.092.150.050.101.85
TN 16EL265ZZ T8330 1300.09750.081200.092.650.050.102.05
TN 22EL265ZZ T8330 1300.12750.111200.122.650.080.132.2
TN 22EL315ZZ T8330 1300.12750.111200.123.150.080.132.2
TN 22EL415ZZ T8330 1300.12750.111200.124.150.080.132.4
476
E
10
CW CDX S D 1 IC CWTOLLCWTOLU TN ZZ EXT
PMKNSH
E
TN 16ER110ZZ
TN 16ER130ZZ
TN 16ER160ZZ
TN 16ER185ZZ
TN 16ER215ZZ
RE PMKNSH CWCDX vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][mm][mm] 15°
TN 11NL-R050 T8330 0.51300.06750.051200.061.001.3 TN 16NL-R100 T8330 1.01300.06750.051200.062.001.85 TN 22NL-R150 T8330 1.51300.06750.051200.063.002.2 ICD1S [mm][mm][mm] 169.5253.903.40 2212.7004.904.70
°
RE
CWCWTOLLCWTOLUCDX vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][mm][mm][mm][mm] 10°
TN 16ER090ZZ T8330 1300.09750.081200.090.900.050.100.9
T8330 1300.09750.081200.091.100.050.101.3
T8330 1300.09750.081200.091.300.050.101.6
T8330 1300.09750.081200.091.600.050.101.85
T8330 1300.09750.081200.091.850.050.101.85
T8330 1300.09750.081200.092.150.050.101.85 TN 16ER265ZZ T8330 1300.12750.111200.122.650.050.102.05 TN 22ER265ZZ T8330 1300.12750.111200.122.650.080.132.2 TN 22ER315ZZ T8330
TN 22ER415ZZ T8330 1300.12750.111200.124.150.080.132.4 10° E
9
Suitabilityandstartingvaluesforcuttingspeed(vc)andfeed(f).RefertoourMachiningCalculatorappforfurthercalculations.
Product
TNNR-ZZinternal,right-handedgeometry,foro-ringandcirclipgroovemachining,withcontinuouscuts.
TN 11NR090ZZ T8330 1300.06750.051200.060.900.050.100.9
TN 11NR110ZZ T8330 1300.06750.051200.061.100.050.101.3
TN 16NR090ZZ T8330 1300.06750.051200.060.900.050.100.9
TN 16NR110ZZ T8330 1300.06750.051200.061.100.050.101.3
TN 16NR130ZZ T8330 1300.06750.051200.061.300.050.101.6
TN 16NR160ZZ T8330 1300.06750.051200.061.600.050.101.85
TN 16NR185ZZ T8330 1300.06750.051200.061.850.050.101.85
TN 16NR215ZZ T8330 1300.09750.081200.092.150.050.101.85
TN 16NR265ZZ T8330 1300.12750.111200.122.650.050.102.05
TN 22NR265ZZ T8330 1300.12750.111200.122.650.080.132.2
TN 22NR315ZZ T8330 1300.12750.111200.123.150.080.132.2
TN 22NR415ZZ T8330 1300.12750.111200.124.150.080.132.4 15°
ETNNL-ZZinternal,left-handedgeometry,foro-ringandcirclipgroovemachining,withcontinuouscuts.
TN 11NL090ZZ T8330 1300.06750.051200.060.900.050.100.9
TN 11NL110ZZ T8330 1300.06750.051200.061.100.050.101.3
TN 16NL090ZZ T8330 1300.06750.051200.060.900.050.100.9
TN 16NL110ZZ T8330 1300.06750.051200.061.100.050.101.3
TN 16NL130ZZ T8330 1300.06750.051200.061.300.050.101.6
TN 16NL160ZZ T8330 1300.06750.051200.061.600.050.101.85
TN 16NL185ZZ T8330 1300.06750.051200.061.850.050.101.85
TN 16NL215ZZ T8330 1300.09750.081200.092.150.050.101.85
TN 16NL265ZZ T8330 1300.09750.081200.092.650.050.102.05
TN 22NL265ZZ T8330 1300.12750.111200.122.650.080.132.2
TN 22NL315ZZ T8330 1300.12750.111200.123.150.080.132.2
TN 22NL415ZZ T8330 1300.12750.111200.124.150.080.132.4
477 ICD1S [mm][mm][mm]
15° S IC CDX 1 D CWCWTOLU CWTOLL TN ZZ INT RE PMKNSH CWCWTOLLCWTOLUCDX vcfvcfvcfvcfvcfvcf [mm][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][m/min][mm/rev][mm][mm][mm][mm]
116.3502.803.00 169.5253.903.40 2212.7004.904.70
15° E
9
HHFBWFLFLHLAMS
[mm][mm][mm][mm][mm][mm][°]
SER 2020 K 16 2020202012522.5–GI068Z12
SER 2525 M 16 2525252515024–GI068Z12
SER 3225 P 16 3232252517024.5–GI068Z12
SER 2525 M 22-A 2525252515025.5–GI071Z13
SER 3225 P 22-A 3232252517025.5–GI071Z13
SEL 2020 K 16 2020202012522.5–GI068Z12
SEL 2525 M 16 2525252515024–GI068Z12

SEL 3225 P 16 3232252517024.5–GI068Z12
SEL 2525 M 22-A 2525252515025.5–GI071Z13
SEL 3225 P 22-A 3232252517025.5–GI071Z13
478 P M K N S H LAMS H B HF 10° WF
SE(RL)
LF LH
GI068TN16ER..TN16EL.. GI071TN22ER..TN22EL.. Nm Z12US3512A-T15P3.0M3.512.7–HS0304FLAGT15PHXK2.5Pagexx Z13US4514A-T205.0M4.514SP0405–FLAGT20–Pagexx
Screw Clamped Threading Holder for TN 16 or 22 Insert
Product 9
External
Right/LefthandscrewlocktoolholderforexternalthreadingwithTN16or22ER/ELinserts.Suitedforthreadinginmetricorinchprofile.Also suitedforshallowgrooving.Bodytreatedforlongertoollife.
Internal Screw Clamped Threading Holder for TN 11, 16 or 22 Insert

Right/LefthandscrewlockboringbarforinternalthreadingwithTN11,16or22ER/ELinserts.Suitedforthreadinginmetricorinchprofile.Mini muminternaldiameterØ13mm.Alsosuitedforshallowgrooving.AvailablewithshanksizeØ16uptoØ40mm.Bodytreatedforlongertoollife. Product
23.525292616.552311.5180–––GI022Z12
3032363219.752512.5250–––GI022Z12
3032252516.652512.5250802 ü GI076Z14
3840484025.853216300–––GI076Z13
14.51616139147150321–GI085Z11
1416221711.414.57.5160–0–GI022Z9
1416221711.414.57.5160–1–GI022Z9
141616.515.510.614.57.5160402 ü GI022Z10
3032363219.752512.5250–––GI022Z12
3032252516.652512.5250802 ü GI076Z14 SIL
3840484025.853216300–––GI076Z13
479 P M K N S H LAMS B H WF DMIN BD LF LH DCONMS 15° HF SI(RL)
16
Q 16
SIR
S 16
SIR 2532 S 22-2
BDCONMSDMINBDWFHHFLFLHLAMS [mm][mm][mm][mm][mm][mm][mm][mm][mm][°] SIR 0010 K 11-0 14.51613107.45147125250–GI085Z11 SIR 0010 K 11-1 14.51613107.45147125251–GI085Z11 SIR 0013 M 11-0 14.51616139147150320–GI085Z11 SIR 0013 M 11-1 14.51616139147150321–GI085Z11 SIR 1416 N 16-0 1416221711.414.57.5160–0–GI022Z9 SIR 1416 N 16-1 1416221711.414.57.5160–1–GI022Z9 SIR 1416 N 16-2 141616.515.510.614.57.5160402 ü GI022Z10 SIR 1820 P
18.520272113.85189170–––GI022Z12 SIR 2325
2532
SIR 2532 S 22-A 3032363221.652512.5250–––GI076Z13
22-A
SIR 3240 T
SIL 0010 K 11-0 14.51613107.45147125250–GI085Z11 SIL 0010 K 11-1 14.51613107.55147125251–GI085Z11
SIL 0013 M 11-1
SIL 1416 N 16-0
SIL 1416 N 16-1
SIL 1416 N 16-2
1820 P 16
Q 16
S 16
SIL 0013 M 11-0 14.51616139147150320–GI085Z11
SIL
18.520272113.85189170–––GI022Z12 SIL 2325
23.525292616.552311.5180–––GI022Z12 SIL 2532
S 22-2
S 22-A
T 22-A
SIL 2532
2532
3032363221.652512.5250–––GI076Z13 SIL 3240
9
GI022TN16NR..TN16NL..
GI076TN22NR..TN22NL..
GI085TN11NR..TN11NL..
Nm
Z10US3510A-T15P3.0M3.510.6FLAGT15P
Z11US2506-T07P0.9M2.56.3FLAGT07P
Z12US3512A-T15P3.0M3.512.7–HS0304FLAGT15PHXK2.5Pagexx
Z13US4514A-T205.0M4.514SP0405–FLAGT20–Pagexx
Z14US4514A-T205.0M4.514FLAGT20
Z9US3510A-T15P3.0M3.510.6FLAGT15PP-16
480
9
Choice of shim
Helix angle λ
Positive
Negative for grooving inserts TN16.. ... ZZ, TN22.. ... ZZ
4,5°3,5°2,5° 1,5° 0,5°-0,5°-1,5°
Tool holder Anvil specification
SER .... .16; SIL .... .16
PE16+4,5PE16+3,5PE16+2,5 PE16+1,5 PE16+0,5PE16-0,5PE16-1,5PE16ZZ
SEL .... .16; SIR .... .16 PI16+4,5PI16+3,5PI16+2,5 PI16+1,5 PI16+0,5PI16-0,5PI16-1,5PI16ZZ
SER .... .22; SIL .... .22 PE22+4,5PE22+3,5PE22+2,5 PE22+1,5 PE22+0,5PE22-0,5PE22-1,5PE22ZZ
SEL .... .22; SIR .... .22 PI22+4,5PI22+3,5PI22+2,5 PI22+1,5 PI22+0,5PI22-0,5PI22-1,5PI22ZZ
SER-S .... .22; SIL-S .... .22 PE22S+4,5PE22S+3,5PE22S+2,5 PE22S+1,5 PE22S+0,5PE22S-0,5PE22S-1,5 SEL-S .... .22; SIR-S .... .22 PI22S+4,5PI22S+3,5PI22S+2,5 PI22S+1,5 PI22S+0,5PI22S-0,5PI22S-1,5
Tool holders are usually supplied with a helix angle λ = 1.5°. A different helix angle can be selected by changing the anvil. Shims for holders SER-S .... ..., SIR-S .... ... are marked with „ S “
481
INFO 9
TECHNICAL
THREAD TURNING

9
TURNING – GENERAL CONTENT & 6 WMG & ISO 13399 & 10 ISO TURNING INSTRUCTIONS & 18 NAVIGATORS & 57 POSITIVE INSERTS & 219 NEGATIVE INSERTS & 386 PARTING-OFF & GROOVING & 482 THREAD TURNING & 528 BROACHING & 536 GENERAL TECHNICAL INFORMATION 9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.

Product
TNMNRinternal,right-handeddesign,formachiningISOMetricthreads,andcontinuouscuts.
TN 11NR050M T8010 175105165400.500.80.8 T8030 16095150480400.500.80.8
TN 11NR075M T8010 175105165400.750.80.8 T8030 16095150480400.750.80.8
TN 11NR100M T8010 175105165401.000.80.8 T8030 16095150480401.000.80.8
TN 11NR125M T8010 175105165401.250.80.8 T8030 16095150480401.250.80.8
TN 11NR150M T8010 175105165401.500.80.8 T8030 16095150480401.500.80.8
TN 11NR200M T8010 175105165402.000.90.8 T8030 16095150480402.000.90.8
TN 16NR050M T8010 175105165400.500.80.8 T8030 16095150480400.500.80.8
TN 16NR075M T8010 175105165400.750.80.8 T8030 16095150480400.750.80.8
TN 16NR100M T8010 175105165401.000.80.8 T8030 16095150480401.000.80.8
TN 16NR125M T8010 175105165401.250.80.8 T8030 16095150480401.250.80.8
TN 16NR150M T8010 175105165401.500.80.8 T8030 16095150480401.500.80.8
TN 16NR175M T8010
175105165401.751.51.2 T8030 16095150480401.751.51.2
TN 16NR200M T8010 175105165402.001.51.2 T8030 16095150480402.001.51.2
TN 16NR250M T8010 175105165402.501.51.2 T8030 16095150480402.501.51.2
TN 16NR300M T8010 175105165403.001.51.2 T8030 16095150480403.001.51.2
TN 22NR350M T8010 175105165403.502.51.8 T8030 16095150480403.502.51.8
TN 22NR400M T8010 175105165404.002.51.8 T8030 16095150480404.002.51.8
TN 22NR450M T8010 175105165404.502.51.8 T8030 16095150480404.502.51.8
TN 22NR500M T8010 175105165405.002.51.8 T8030 16095150480405.002.51.8
484 497 ICLS
60 ° S IC L PDX PDY 1/8 P 1/4 P 60° TN M INT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 15°
E
[mm][mm][mm] 116.35011.003.00 169.52516.503.47 2212.70022.004.71
1
1 3 Use full insert specification code when ordering! ISO insert code Grade Include colon TN 16NR075M :T8010 2 4 5 7 8 9 6 10 11 THREAD TURNING INSERTS – PAGE OVERVIEW
page with turning inserts displayed – specific page details will differ. 9
Typical
485 1 2 3 4 5 6 7 8 9 10 11 Pos. Description Designationofinsert Schematicdrawingofinsert Tablewithinsertsizes[mm] Pictureofrepresentativeinsert Profileofmain cutting edge Icons–specificfeaturesandcuttingedgetype Pos. Description ISOinsertcode Grade Insertradii[mm] Geometrydescription Applicationareaofinsert THREAD TURNING INSERTS – PAGE OVERVIEW 9
Internal Screw Clamped Threading Holder for TN 11, 16 or 22 Insert
Right/LefthandscrewlockboringbarforinternalthreadingwithTN11,16or22ER/ELinserts.Suitedforthreadinginmetricorinchprofile.Mini muminternaldiameterØ13mm.Alsosuitedforshallowgrooving.AvailablewithshanksizeØ16uptoØ40mm.Bodytreatedforlongertoollife.

14.51613107.45147125250–GI085Z11
14.51613107.45147125251–GI085Z11
14.51616139147150320–GI085Z11
14.51616139147150321–GI085Z11
1416221711.414.57.5160–1–GI022Z9
18.520272113.85189170–––GI022Z12
23.525292616.552311.5180–––GI022Z12
3032363219.752512.5250–––GI022Z12
3032252516.652512.5250802 ü GI076Z14
SIR 2532 S 22-A 3032363221.652512.5250–––GI076Z13
SIR 3240 T 22-A 3840484025.853216300–––GI076Z13
SIL 0010 K 11-0 14.51613107.45147125250–GI085Z11
SIL 0010 K 11-1 14.51613107.55147125251–GI085Z11
SIL 0013 M 11-0 14.51616139147150320–GI085Z11
SIL 0013 M 11-1 14.51616139147150321–GI085Z11
SIL 1416 N 16-0 1416221711.414.57.5160–0–GI022Z9
SIL 1416 N 16-1 1416221711.414.57.5160–1–GI022Z9
SIL 1416 N 16-2 141616.515.510.614.57.5160402 ü GI022Z10
SIL 1820 P 16 18.520272113.85189170–––GI022Z12
SIL 2532 S 22-2 3032252516.652512.5250802 ü GI076Z14
3840484025.853216300–––GI076Z13
486 523 P M K N S H LAMS B H WF DMIN BD LF LH DCONMS 15° HF SI(RL) BDCONMSDMINBDWFHHFLFLHLAMS
SIR 0010 K 11-0
SIR 0010 K 11-1
SIR 0013 M 11-0
SIR 0013 M 11-1
SIR 1416 N 16-0
SIR 1416 N 16-1
SIR 1416 N 16-2
SIR 1820 P 16
SIR 2325 Q 16
SIR 2532 S 16
SIR 2532 S 22-2
[mm][mm][mm][mm][mm][mm][mm][mm][mm][°]
1416221711.414.57.5160–0–GI022Z9
141616.515.510.614.57.5160402 ü GI022Z10
SIL 2325 Q 16 23.525292616.552311.5180–––GI022Z12
SIL 2532 S 16 3032363219.752512.5250–––GI022Z12
SIL 2532 S 22-A 3032363221.652512.5250–––GI076Z13
SIL 3240 T 22-A
Product GI022TN16NR..TN16NL.. GI076TN22NR..TN22NL.. GI085TN11NR..TN11NL.. Nm Z10US3510A-T15P3.0M3.510.6FLAGT15P Z11US2506-T07P0.9M2.56.3FLAGT07P Z12US3512A-T15P3.0M3.512.7–HS0304FLAGT15PHXK2.5Pagexx
1 2 3 4 7 6 5 8 9 10 12 11 13 15 14 16 17 18
turning holders
–
will
THREAD TURNING HOLDERS – PAGE OVERVIEW 9
Z13US4514A-T205.0M4.514SP0405–FLAGT20–Pagexx Z14US4514A-T205.0M4.514FLAGT20 Z9US3510A-T15P3.0M3.510.6FLAGT15PP-16
Typical page with
displayed
specific page details
differ.
487 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 1) Turningholderisprimarilydisplayedinitsrightdesign(R) 2) GAMO =orthogonalrakeangle(seetechnicalpages) LAMS =inclinationangleofmaincuttingedge(seetechnicalpages) 3) CodeofGroupofcompatibleinserts,sparepartsandspecialaccessoriesisusedonlyforpurposesofthiscatalogue.Itcannotbeusedfororders. 4) Sparepartsandspecialaccessoriesiconsaredesignedschematicallyforeaseofunderstanding.Theyaren‘tincludedinlistoficons.Screwsare,insomecases,completedwithinfoontorque valueinNm,lengthofscrewandsizeofthread. Pos. Description Designationofthreadturningholder Materialgrouprecommendations Clampingsystemofinsert Illustrativepicture1) Tooldescription Workpieceprofile Schematicdrawingoftool Achievablequalityofsurface Characterofcut/workingconditions Pos. Description Productapplications Tooldesign ISOcodeofholder Dimensions[mm]andangles2)[°]ofholder Internalcoolantsupply Groupofcompatibleinserts3) Groupofspareparts3),4) Compatibleinserts Spareparts THREAD TURNING HOLDERS – PAGE OVERVIEW 9
488 THREAD TURNING – ICONS OVERVIEW Features Coating General icons Primaryuse Possibleuse Finishing–verygoodsurfacequality Mediummachining–goodsurfacequality Roughing–unlimitedsurfaceroughness Suitableforstableworkingconditions Suitableforunstableworkingconditions Suitableforveryunstableworkingconditions Threadturning–externalThreadturning–internal 1 Firstchoice Fortoughmaterials(longchipping) Universalwiderangeoption E Roundededge F Sharpedge Other Nm Clampingtorqueofscrew[Nm]Internalsupplyofcoolant 9
489 M M MJ UN UNJ TNMEXT 60° & 495 TN60°PPEXT 60° & 499 TNMJEXT 60° & 499 TNUNEXT 60° & 502 TNUNJEXT 60° & 504 TNUNINT 60° & 503 TN60°-SPPEXT 60° & 501 TNMINT 60° & 497 TN60°PPINT 60° & 500 TN60°-SPPINT 60° & 501 W W TNWEXT 55° & 505 TN55°PPEXT 55° & 508 TNWINT 55° & 506 TN55°PPINT 55° & 509 THREADING INSERTS – NAVIGATOR Full profile Partial profile Full profile Full profile Full profile Full profile Partial profile 9
490 RD API RD TR ACME STACME TNTREXT 30 & 512 TNACMEEXT 29° & 515 TNSTACMEEXT 29° 29° & 517 TNAPIRDEXT °a 30° 30° 90 ° & 519 TNRDEXT 30° & 520 TNTR-SEXT 30 & 514 TNTRINT 30° & 513 TNACMEINT 29° & 516 TNSTACMEINT 29° 29° & 518 TNAPIRDINT 30° 30° 90° °a & 519 TNRDINT 30° & 520 TNTR-SINT 30° & 514 NPT TNNPTEXT 30° 30° 90 ° a° & 511 TNNPTINT 30° 30° 90° a° & 512 BSPT TNBSPTEXT 27,5°27,5° 90 ° a° & 510 TNBSPTINT 27,5°27,5° 90° a° & 510 THREADING INSERTS – NAVIGATOR Full profile Full profile Full profile Full profile Full profile Full profile Full profile 9
Undoubtedlythemostversatilegradeitissuitableformachiningalltypesofmaterialsandcanbeapplied inalmostallturningoperations.It‘smainbenefitsarehighoperationalreliabilityandexcellentfrictional properties;itisthereforesuitedtoapplicationsatmediumtolowcuttingspeeds.
Uncoatedgradewhichisprimarilydesignedformachiningnon-ferrousmetals;but canalsobeusedforothermachinedmaterials(exceptsteel).Thismaterialcanbe usedinturning,milling,andevenboring.
491 THREADING GRADES – NAVIGATOR Grade Identification Area of Application Application Feed Cutting speed Resistance to adverse Working Conditions Coating Colour Substrate Coolant benefit Grade description T8010 P05 P15 PVD submicron H + + +
M05 M15 K10 K20 S10 S15 T8030 P25 P40 PVD submicron H + + +
Thisgradeissuitableforcontinuoushighprecisionthreadturningofsteels,stainlesssteel,castironand superalloys.Offeringexcellentwearresistancewhileensuringoperationalreliability
M20 M35 K20 K40 N15 N30 S15 S25 H15 H25 HF7 M10 M20 × submicron H + +
K10 K25 N10 N25 PVD
Low-temperaturephysicalmethodofcoating submicron H Substrat WC-Cobasedsubstratefinegrained(<1
9
Coating
m m)
SE(RL) TN.. 16 22 20×20 32×25 & 522 & 459–521
SE(RL)-S TN.. 22 25×25 32×25 & 523 & 459–521
SI(RL)
SI(RL)-S TN.. 22 39 48 & 526 & 459–521
492
TN.. 11 16 22 13 48 & 524 & 459–521
TOOLS – NAVIGATOR
9
ISO THREAD TURNING – EXTERNAL ISO THREAD TURNING – INTERNAL
493 7 7 M TR MJ UN W UNJ RD ACME BSPT STACME NPT API RD 6 TP s×100 6 8 8 P1 AL 1 1 T 2 2 N 3 3 L Ld=IC [”][”] 11 .433” 6,350 1/4” 16 .650 ” 9,525 3/8” 22 .866” 12,7 1/2” 4 4 E N 5 5 R L N 1 T 1 T 2 N 2 N 3 16 3 16 4 E 4 E 5 R 5 R 7 M 7 W 8 P1 8 P1 ––6 175 6 120 ISO ANSI Thread profile Metric60°TR30°ISO2901/3–1977 SEAMA1370AmericanUN60° ISO5864–1978 Whitworth55° ISO228–1982SEAAS8879 Round30°ACME29°ANSIB1.5–1988 ISO228/1 35211959 ISO7/1 ASME/ANSIB1.8-1988 ANSIB1.1–1983API Thread pitch ThreadPitchmm×100 No. of threads No.ofthreadsperinch×10 Chip breaker designation Pressed Fornonferous Insert shape Insert clearance angle Insert cutting edge length (insert size) External – Internal External Internal Direction of cut Right Left Neutral [mm][mm] INDEXABLE CUTTING INSERTS FOR THREADING ISO – CODE DESIGNATION 9
494 11 C P M S 22 E I 3 3 R L 88 0 1 2 6 LF LF K 125 L 140 M 150 N 160 P 170 Q 180 R 200 S 250 T 300 6 LF LF[”] C 5.000” D 6.000” E 7.000” F 8.000” LF K 5.000” M 6.000” P 6.250” Q 7.250” R 8.000” S 10.000” T 12.000” U 14.000” 7 7 d=ICT [”] 6.3501/4”11 9.5253/8”16 12.7001/2”22 5 2525 25×25 1416 5 B H B[”]H[”] 10 5/8”5/8” 12 3/4”3/4” 16 1”1” 85 1”11/4” 86 1”11/2” 20 11/4”11/4” DCON 44 S 1 S 1 S 4 S 4 S 6 M 6 D 7 16 7 16 8 8 5 2525 5 16 2 E 2 E 3 R 3 R ––––ISO ANSI DCON[”] 08 .500 ” 10 .625” 12 .750 ” 16 1.000 ” 20 1.250 ” 24 1.500 ” Clamping designationMachining orientation External Internal Direction of cut Right External Internal Left External Internal Helix angle λ Helixangleλ=0° Helixangleλ=1° Helixangleλ=2° Holder total length [mm] Holder total length [”] Insert cutting edge length (insert size) Holder dimensions [mm] External turning Internal turning Shank – 14 mm Shank height Ø – 16 mm Tool dimensions [”] For square shanks, the number is the width or height in terms of 16ths. For rectangular shanks the first digit is the width in terms of 8ths and the second digit is the height in terms of 4ths. Type of construction Normal Special [mm] mm LF [mm] ISO CODE DESIGNATION – HOLDERS THREADING 9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.


Product
TNMERexternal,right-handeddesign,formachiningISOMetricthreads,andcontinuouscuts.
TN 16ER050M T8010 175105165400.500.80.8 T8030 16095150480400.500.80.8
TN 16ER075M T8010 175105165400.750.80.8 T8030 16095150480400.750.80.8
TN 16ER080M T8010 175105165400.800.60.8 T8030 16095150480400.800.60.8
TN 16ER100M T8010 175105165401.000.80.8 T8030 16095150480401.000.80.8
TN 16ER125M T8010 175105165401.250.80.8 T8030 16095150480401.250.80.8
TN 16ER150M T8010 175105165401.500.80.8 T8030 16095150480401.500.80.8
TN 16ER175M T8010 175105165401.751.51.2 T8030 16095150480401.751.51.2
TN 16ER200M T8010 175105165402.001.51.2 T8030 16095150480402.001.51.2
TN 16ER250M T8010 175105165402.501.51.2 T8030 16095150480402.501.51.2
TN 16ER300M T8010 175105165403.001.51.2 T8030 16095150480403.001.51.2
TN 16ER350M T80301) 16095150480403.501.71.2
TN 22ER350M T8010 175105165403.502.51.8 T8030 16095150480403.502.51.8
TN 22ER400M T8010 175105165404.002.51.8 T8030 16095150480404.002.51.8
TN 22ER450M T8010 175105165404.502.51.8 T8030 16095150480404.502.51.8
TN 22ER500M T8010 175105165405.002.51.8 T8030 16095150480405.002.51.8
TNMELexternal,left-handeddesign,formachiningISOMetricthreads,andcontinuouscuts.
TN 16EL050M T8030
16095150480400.500.80.8
TN 16EL075M T8030 16095150480400.750.80.8
TN 16EL080M T8030 16095150480400.800.60.8
TN 16EL100M T8010 175105165401.000.80.8 T8030 16095150480401.000.80.8
TN 16EL125M T8010 175105165401.250.80.8 T8030 16095150480401.250.80.8
495 ICLS
60 ° IC L PDX PDY S 1/8 P 1/4 P 60° TN M EXT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 10° 1 E
[mm][mm][mm] 169.52516.503.47 2212.70022.004.71
10° 1 E
9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.


TNMELexternal,left-handeddesign,formachiningISOMetricthreads,andcontinuouscuts.
TN 16EL150M T8010 175105165401.500.80.8 T8030 16095150480401.500.80.8
TN 16EL175M T8010 175105165401.751.51.2 T8030 16095150480401.751.51.2
TN 16EL200M T8010 175105165402.001.51.2 T8030 16095150480402.001.51.2
TN 16EL250M T8010 175105165402.501.51.2
T8030 16095150480402.501.51.2
TN 16EL300M T8010 175105165403.001.51.2 T8030 16095150480403.001.51.2
TN 16EL350M T80301) 16095150480403.501.71.2
TN 22EL350M T8030 16095150480403.502.51.8
TN 22EL400M T8030 16095150480404.002.51.8
TN 22EL450M T8030 16095150480404.502.51.8
TN 22EL500M T8030 16095150480405.002.51.8 10°
E
TNM-P1ERpressedexternal,right-handeddesign,formachiningISOMetricthreads,andcontinuouscuts.
TN 16ER100M-P1 T8030 16095150480401.000.80.8
TN 16ER125M-P1 T8030 16095150480401.250.80.8
TN 16ER150M-P1 T8030 16095150480401.500.80.8
TN 16ER175M-P1 T8030 16095150480401.751.51.2
TN 16ER200M-P1 T8030 16095150480402.001.51.2
TN 16ER250M-P1 T8030 16095150480402.501.51.2
TN 16ER300M-P1 T8030 16095150480403.001.51.2 10°
TNM-ALERexternal,right-handeddesign,formachiningISOMetricthreads,andcontinuouscuts.
TN 16ER050M-AL HF7 954800.500.80.8
TN 16ER075M-AL HF7 954800.750.80.8
TN 16ER080M-AL HF7 954800.800.60.8
TN 16ER100M-AL HF7 954801.000.80.8
TN 16ER125M-AL HF7 954801.250.80.8
TN 16ER150M-AL HF7 954801.500.80.8
TN 16ER175M-AL HF7 954801.751.51.2
TN 16ER200M-AL HF7 954802.001.51.2
TN 16ER250M-AL HF7 954802.501.51.2
TN 16ER300M-AL HF7 954803.001.51.2
496 RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc
[mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 10° 1 E
1 F
Product
9
1) Toolholders have to be modified.
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.

Product
TNMNRinternal,right-handeddesign,formachiningISOMetricthreads,andcontinuouscuts.
TN 11NR050M T8010 175105165400.500.80.8 T8030 16095150480400.500.80.8
TN 11NR075M T8010 175105165400.750.80.8 T8030 16095150480400.750.80.8
TN 11NR100M T8010 175105165401.000.80.8 T8030 16095150480401.000.80.8
TN 11NR125M T8010 175105165401.250.80.8 T8030 16095150480401.250.80.8
TN 11NR150M T8010 175105165401.500.80.8 T8030 16095150480401.500.80.8
TN 11NR200M T8010 175105165402.000.90.8 T8030 16095150480402.000.90.8
TN 16NR050M T8010 175105165400.500.80.8 T8030 16095150480400.500.80.8
TN 16NR075M T8010 175105165400.750.80.8 T8030 16095150480400.750.80.8
TN 16NR100M T8010 175105165401.000.80.8 T8030 16095150480401.000.80.8
TN 16NR125M T8010 175105165401.250.80.8 T8030 16095150480401.250.80.8
TN 16NR150M T8010 175105165401.500.80.8 T8030 16095150480401.500.80.8
TN 16NR175M T8010 175105165401.751.51.2 T8030 16095150480401.751.51.2
TN 16NR200M T8010 175105165402.001.51.2 T8030 16095150480402.001.51.2
TN 16NR250M T8010 175105165402.501.51.2 T8030 16095150480402.501.51.2
TN 16NR300M T8010 175105165403.001.51.2 T8030 16095150480403.001.51.2
TN 16NR350M T80301) 16095150480403.501.61.2
TN 22NR350M T8010 175105165403.502.51.8 T8030 16095150480403.502.51.8
TN 22NR400M T8010 175105165404.002.51.8 T8030 16095150480404.002.51.8
TN 22NR450M T8010 175105165404.502.51.8 T8030 16095150480404.502.51.8
TN 22NR500M T8010 175105165405.002.51.8 T8030 16095150480405.002.51.8
497 ICLS
60 ° S IC L PDX PDY 1/8 P 1/4 P 60° TN M INT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 15° 1 E
[mm][mm][mm] 116.35011.003.00 169.52516.503.47 2212.70022.004.71
9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.


TNMNLinternal,left-handeddesign,formachiningISOMetricthreads,andcontinuouscuts.
TN 11NL050M T8030 16095150480400.500.80.8
TN 11NL075M T8030 16095150480400.750.80.8
TN 11NL100M T8030 16095150480401.000.80.8
TN 11NL125M T8030 16095150480401.250.80.8
TN 11NL150M T8010 175105165401.500.80.8 T8030 16095150480401.500.80.8
TN 11NL200M T8010 175105165402.000.90.8 T8030 16095150480402.000.90.8
TN 16NL050M T8030 16095150480400.500.80.8
TN 16NL075M T8030 16095150480400.750.80.8
TN 16NL100M T8010 175105165401.000.80.8 T8030 16095150480401.000.80.8
TN 16NL125M T8010 175105165401.250.80.8 T8030 16095150480401.250.80.8
TN 16NL150M T8010 175105165401.500.80.8 T8030 16095150480401.500.80.8
TN 16NL175M T8010 175105165401.751.51.2 T8030 16095150480401.751.51.2
TN 16NL200M T8010 175105165402.001.51.2 T8030 16095150480402.001.51.2
TN 16NL250M T8010 175105165402.501.51.2 T8030 16095150480402.501.51.2
TN 16NL300M T8010 175105165403.001.51.2 T8030 16095150480403.001.51.2
TN 16NL350M T80301) 16095150480403.501.61.2
TN 22NL350M T8030 16095150480403.502.51.8
TN 22NL400M T8030 16095150480404.002.51.8
TN 22NL500M T8030 16095150480405.002.51.8
TNM-P1NRpressedinternal,right-handeddesign,formachiningISOMetricthreads,andcontinuouscuts.
TN 11NR100M-P1 T8030 16095150480401.000.80.8 TN 11NR150M-P1 T8030 16095150480401.500.80.8 TN 16NR100M-P1 T8030 16095150480401.000.80.8 TN 16NR150M-P1 T8030 16095150480401.500.80.8 TN 16NR200M-P1 T8030 16095150480402.001.51.2 TN 16NR250M-P1 T8030 16095150480402.501.51.2
TN 16NR300M-P1 T8030 16095150480403.001.51.2 15°
TN 16NR050M-AL HF7 954800.500.80.8
TN 16NR075M-AL HF7 954800.750.80.8
TN 16NR100M-AL HF7 954801.000.80.8
TN 16NR125M-AL HF7 954801.250.80.8
TN 16NR150M-AL HF7 954801.500.80.8
TN 16NR175M-AL HF7 954801.751.51.2
TN 16NR200M-AL HF7 954802.001.51.2
TN 16NR250M-AL HF7 954802.501.51.2
TN 16NR300M-AL HF7 954803.001.51.2
TNM-ALNRinternal,right-handeddesign,formachiningISOMetricthreads,andcontinuouscuts. 1) Toolholders have to be modified.
498 RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc
[mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 15° 1 E
E
15°
1 F
Product
9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.
TNMJERexternal,right-handeddesign,formachiningMetric“Jform”threads,andcontinuouscuts.

Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.
TNM60PPERexternal,right-handeddesign,formachiningMetricandUnifiedthreads,andcontinuouscuts.

499 ICLS
60 ° IC L PDX PDY S 1/8 P 60° RE =
P TN MJ EXT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 10° 1 E
16ER100MJ T8030
TN 16ER150MJ T8030
ICLS [mm][mm][mm]
60 ° IC L PDX PDY S 60° TN 60° PP EXT RE PMKNSH TPNTPXTPINTPIXPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm][mm] 10° 1 E
16ERA60 T8010
16ERG60
22ERN60
[mm][mm][mm] 169.52516.503.47
0.18042
TN
16095150480401.000.80.8
16095150480401.500.80.8
169.52516.503.47 2212.70022.004.71
TN
175105165400.501.5016480.80.6 T8030 16095150480400.501.5016480.80.6 TN 16ERAG60 T8010 175105165400.503.008481.51.1 T8030 16095150480400.503.008481.51.1 TN
T8010 175105165401.753.008141.51.1 T8030 16095150480401.753.008141.51.1 TN
T8010 175105165403.505.00572.51.8 T8030 16095150480403.505.00572.51.8 Product
Product
9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.
TNM60PPELexternal,left-handeddesign,formachiningMetricandUnifiedthreads,andcontinuouscuts.
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.



TNM60PPNRinternal,right-handeddesign,formachiningMetricandUnifiedthreads,andcontinuouscuts.
TNM60PPNLinternal,left-handeddesign,formachiningMetricandUnifiedthreads,andcontinuouscuts.
16095150480400.501.5016480.80.7
16095150480400.501.5016480.80.7
175105165400.503.008481.51.1 T8030 16095150480400.503.008481.51.1
16095150480401.753.008141.51.1
16095150480403.505.00572.51.8
500 RE PMKNSH TPNTPXTPINTPIXPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm][mm] 10° 1 E TN 16ELA60
TN
TN 16ELG60
TN 22ELN60
ICLS [mm][mm][mm] 116.35011.003.00 169.52516.503.47 2212.70022.004.71 60 ° S IC L PDX PDY 60° TN 60° PP INT RE PMKNSH TPNTPXTPINTPIXPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm][mm] 15° 1 E TN 11NRA60 T8010
TN 16NRA60 T8010
TN 16NRAG60 T8010
TN 16NRG60 T8010
TN 22NRN60 T8010
15° 1 E TN 11NLA60 T8030
TN 16NLA60 T8030
TN 16NLAG60 T8010
TN 16NLG60 T8030
TN 22NLN60 T8030
Product
T8030 16095150480400.501.5016480.80.6
16ELAG60 T8010 175105165400.503.008481.51.1 T8030 16095150480400.503.008481.51.1
T8030 16095150480401.753.008141.51.1
T8030 16095150480403.505.00572.51.8
175105165400.501.5016480.80.7 T8030 16095150480400.501.5016480.80.7
175105165400.501.5016480.80.7 T8030 16095150480400.501.5016480.80.7
175105165400.503.008481.51.1 T8030 16095150480400.503.008481.51.1
175105165401.753.008141.51.1 T8030 16095150480401.753.008141.51.1
175105165403.505.00572.51.8 T8030 16095150480403.505.00572.51.8
Product
9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.

TNM60-SPPNNinternal,leftandright-handeddesign,formachiningMetricandUnifiedthreads,andcontinuouscuts.

501 ICLS [mm][mm][mm]
S 60° IC L PDX PDY 60° TN 60°-S PP EXT RE PMKNSH TPNTPXTPINTPIXPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm][mm] 10° 1 E
22EN350-500M T8030
TN 22EN550-800M T8030
ICLS [mm][mm][mm] 2212.70022.004.60 S IC 60° L PDX PDY 60° TN 60°-S PP INT RE PMKNSH
vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm][mm] 15° 1 E
22NN350-500M T8030
TN 22NN550-800M T8030
2212.70022.004.60
TN
16095150480403.505.005711.00.5
16095150480405.508.0034.511.00.8
TPNTPXTPINTPIXPDXPDY
TN
16095150480403.505.005711.00.2
16095150480405.508.0034.511.00.5 Product
TNM60-SPPENexternal,leftandright-handeddesign,formachiningMetricandUnifiedthreads,andcontinuouscuts. Product
9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.

Product
TNUNERexternal,right-handeddesign,formachiningUnifiedthreadsandcontinuouscuts.
TN 16ER320UN T8030 160951504804032.00.80.8
TN 16ER280UN T8030 160951504804028.00.80.8
TN 16ER240UN T8030 160951504804024.00.80.8
TN 16ER200UN T8010 1751051654020.00.80.8 T8030 160951504804020.00.80.8
TN 16ER180UN T8030 160951504804018.00.80.8
TN 16ER160UN T8030 160951504804016.00.80.8
TN 16ER140UN T8030 160951504804014.01.51.2
TN 16ER130UN T8030 160951504804013.01.51.2
TN 16ER120UN T8030 160951504804012.01.51.2
TN 16ER115UN T8030 160951504804011.51.51.2
TN 16ER110UN T8030 160951504804011.01.51.2
TN 16ER100UN T8030 160951504804010.01.51.2
TN 16ER090UN T8030 16095150480409.01.51.2
TN 16ER080UN T8030 16095150480408.01.51.2
TN 22ER070UN T8030 16095150480407.02.51.8
TN 22ER060UN T8030 16095150480406.02.51.8
TN 22ER050UN T8030 16095150480405.02.51.8 10°
TNUNELexternal,left-handeddesign,formachiningUnifiedthreads,andcontinuouscuts.
TN 16EL320UN T8030 160951504804032.00.80.8
TN 16EL280UN T8030 160951504804028.00.80.8
TN 16EL240UN T8030 160951504804024.00.80.8
TN 16EL200UN T8030 160951504804020.00.80.8
TN 16EL180UN T8030 160951504804018.00.80.8
TN 16EL160UN T8030 160951504804016.00.80.8
TN 16EL140UN T8030 160951504804014.01.51.2
TN 16EL120UN T8030 160951504804012.01.51.2
TN 16EL110UN T8030 160951504804011.01.51.2
TN 16EL100UN T8030 160951504804010.01.51.2
TN 16EL090UN T8030 16095150480409.01.51.2
TN 16EL080UN T8030 16095150480408.01.51.2
TN 22EL070UN T8030 16095150480407.02.51.8
TN 22EL060UN T8030 16095150480406.02.51.8
TN 22EL050UN T8030 16095150480405.02.51.8
502 ICLS [mm][mm][mm]
60° IC L PDX PDY S 60° 1/8P 1/4P TN UN EXT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 10° 1 E
169.52516.503.47 2212.70022.004.71
1 E
9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.
Product
TNUN-P1ERpressedexternal,right-handeddesign,formachiningUnifiedthreads,andcontinuouscuts.
TN 16ER200UN-P1 T8030 160951504804020.00.80.8
TN 16ER180UN-P1 T8030 160951504804018.00.80.8
TN 16ER160UN-P1 T8030 160951504804016.00.80.8
TN 16ER140UN-P1 T8030 160951504804014.01.51.2
TN 16ER120UN-P1 T8030 160951504804012.01.51.2
TN 16ER080UN-P1 T8030 16095150480408.01.51.2
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.

Product
TNUNNRinternal,right-handeddesign,formachiningUnifiedthreads,andcontinuouscuts.
TN 16NR320UN T8030 160951504804032.00.80.8
TN 16NR280UN T8030 160951504804028.00.80.8
TN 16NR240UN T8030 160951504804024.00.80.8
TN 16NR200UN T8010 1751051654020.00.80.8 T8030 160951504804020.00.80.8
TN 16NR180UN T8030 160951504804018.00.80.8
TN 16NR160UN T8030 160951504804016.00.80.8
TN 16NR140UN T8030 160951504804014.01.51.2
TN 16NR130UN T8030 160951504804013.01.51.2

TN 16NR120UN T8010 1751051654012.01.51.2 T8030 160951504804012.01.51.2
TN 16NR115UN T8030 160951504804011.51.51.2
TN 16NR110UN T8030 160951504804011.01.51.2
TN 16NR100UN T8030 160951504804010.01.51.2
TN 16NR080UN T8010 175105165408.01.51.2 T8030 16095150480408.01.51.2
TN 22NR070UN T8030 16095150480407.02.51.8
TN 22NR060UN T8030 16095150480406.02.51.8
TN 22NR050UN T8030 16095150480405.02.51.8 15°
TNUNNLinternal,left-handeddesign,formachiningUnifiedthreads,andcontinuouscuts.
TN 16NL320UN T8030 160951504804032.00.80.8
503
PMKNSH
vcvcvcvcvcvc
E
RE
TPTPIPDXPDY
[mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 10°
ICLS [mm][mm][mm]
60° S IC L PDX PDY 60° 1/8P 1/4P TN UN INT RE PMKNSH
vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 15° 1 E
169.52516.503.47 2212.70022.004.71
TPTPIPDXPDY
1 E
9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.
TNUNNLinternal,left-handeddesign,formachiningUnifiedthreads,andcontinuouscuts.
TN 16NL280UN T8030 160951504804028.00.80.8
TN 16NL240UN T8030 160951504804024.00.80.8
TN 16NL200UN T8030 160951504804020.00.80.8
TN 16NL180UN T8030 160951504804018.00.80.8
TN 16NL160UN T8030 160951504804016.00.80.8
TN 16NL140UN T8030 160951504804014.01.51.2
TN 16NL120UN T8030 160951504804012.01.51.2
TN 16NL110UN T8030 160951504804011.01.51.2
TN 16NL100UN T8030 160951504804010.01.51.2
TN 16NL080UN T8030 16095150480408.01.51.2
TN 22NL070UN T8030 16095150480407.02.51.8
TN 22NL060UN T8030 16095150480406.02.51.8 15°
TNUN-P1NRpressedinternal,right-handeddesign,formachiningUnifiedthreads,andcontinuouscuts.
TN 16NR200UN-P1 T8030 160951504804020.00.80.8
TN 16NR180UN-P1 T8030 160951504804018.00.80.8
TN 16NR160UN-P1 T8030 160951504804016.00.80.8
TN 16NR140UN-P1 T8030 160951504804014.01.51.2
TN 16NR120UN-P1 T8030 160951504804012.01.51.2
TN 16NR080UN-P1 T8030 16095150480408.01.51.2
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.


TNUNJERexternal,right-handeddesign,formachiningUnified“Jform”threads,andcontinuouscuts.
TN 16ER320UNJ T8030 160951504804032.00.80.8
160951504804028.00.80.8
504 RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc
[mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 15° 1 E
E
ICLS [mm][mm][mm] 169.52516.503.47 60° IC L PDX PDY S 1/8 P RE = 0.18042 P 60° TN UNJ EXT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 10° 1 E
TN 16ER280UNJ T8030
TN 16ER240UNJ T8030
16ER200UNJ
16ER180UNJ
Product
160951504804024.00.80.8 TN
T8030 160951504804020.00.80.8 TN
T8030 160951504804018.00.80.8 TN 16ER160UNJ T8030 160951504804016.01.51.2 TN 16ER120UNJ T8030 160951504804012.01.51.2
Product
9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.
Product
TNUNJELexternal,left-handeddesign,formachiningUnified“Jform”threads,andcontinuouscuts.

TN 16EL320UNJ T8030 160951504804032.00.80.8
TN 16EL280UNJ T8030 160951504804028.00.80.8
TN 16EL240UNJ T8030 160951504804024.00.80.8
TN 16EL200UNJ T8030 160951504804020.00.80.8
TN 16EL180UNJ T8030 160951504804018.00.80.8
TN 16EL160UNJ T8030 160951504804016.01.51.2
TN 16EL120UNJ T8030 160951504804012.01.51.2
Product
TN 16ER280W T8030
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.
TNWERexternal,right-handeddesign,formachiningWhitworthformthreads,andcontinuouscuts.
160951504804028.00.80.8
TN 16ER260W T8030 160951504804026.00.80.8
TN 16ER240W T8030 160951504804024.00.80.8
TN 16ER200W T8030 160951504804020.00.80.8
TN 16ER190W T8010 1751051654019.00.80.8 T8030 160951504804019.00.80.8
TN 16ER180W T8030 160951504804018.00.80.8
TN 16ER160W T8030 160951504804016.00.80.8
TN 16ER140W T8010 1751051654014.01.51.2 T8030 160951504804014.01.51.2
TN 16ER120W T8030 160951504804012.01.51.2
TN 16ER110W T8010 1751051654011.01.51.2 T8030 160951504804011.01.51.2
TN 16ER100W T8030 160951504804010.01.51.2
TN 16ER090W T8030 16095150480409.01.51.2
TN 16ER080W T8030 16095150480408.01.51.2
TN 22ER070W T8030 16095150480407.02.51.8
TN 22ER060W T8030 16095150480406.02.51.8
TN 22ER050W T8030 16095150480405.02.51.7
505
PMKNSH
vcvcvcvcvcvc
1 E
RE
TPTPIPDXPDY
[mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 15°
ICLS [mm][mm][mm] 169.52516.503.47
60° IC L PDX PDY S R=0,137P R=0,137P 55° TN W EXT RE PMKNSH
vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 10° 1 E
2212.70022.004.71
TPTPIPDXPDY
9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.
10°
TNWELexternal,left-handeddesign,formachiningWhitworthformthreads,andcontinuouscuts.
TN 16EL280W T8030 160951504804028.00.80.8
TN 16EL260W T8030 160951504804026.00.80.8
TN 16EL240W T8030 160951504804024.00.80.8
TN 16EL200W T8030 160951504804020.00.80.8
TN 16EL190W T8030 160951504804019.00.80.8
TN 16EL160W T8030 160951504804016.00.80.8
TN 16EL140W T8030 160951504804014.01.51.2
TN 16EL120W T8030 160951504804012.01.51.2
TN 16EL110W T8030 160951504804011.01.51.2
TN 16EL100W T8030 160951504804010.01.51.2
TN 16EL090W T8030 16095150480409.01.51.2
TN 16EL080W T8030 16095150480408.01.51.2
TN 22EL070W T8030 16095150480407.02.51.8
TN 22EL060W T8030 16095150480406.02.51.8
TN 22EL050W T8030 16095150480405.02.51.7
TNW-P1ERpressedexternal,right-handeddesign,formachiningWhitworthformthreads,andcontinuouscuts.
TN 16ER190W-P1 T8030 160951504804019.00.80.8
TN 16ER140W-P1 T8030 160951504804014.01.51.2
TN 16ER110W-P1 T8030 160951504804011.01.51.2
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.



TNWNRinternal,right-handeddesign,formachiningWhitworthformthreads,andcontinuouscuts.
1751051654019.00.80.8
506 RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc
[mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm]
1 E
10° E
ICLS [mm][mm][mm] 116.35011.003.00 169.52516.503.47 2212.70022.004.71 60° S IC L PDX PDY R=0,137P R=0,137P 55° TN W INT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 15° 1 E
TN 11NR190W T8010
T8030
TN 11NR140W T8010
T8030
16NR280W
16NR260W
TN
Product
160951504804019.00.80.8
1751051654014.00.90.7
160951504804014.00.90.7 TN
T8030 160951504804028.00.80.8 TN
T8030 160951504804026.00.80.8
16NR240W T8030 160951504804024.00.80.8 TN 16NR200W T8030 160951504804020.00.80.8
Product
9
15°
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.

[mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm]
1 E
TNWNRinternal,right-handeddesign,formachiningWhitworthformthreads,andcontinuouscuts.
TN 16NR190W T8010 1751051654019.00.80.8 T8030 160951504804019.00.80.8
TN 16NR160W T8030 160951504804016.00.80.8
TN 16NR140W T8010 1751051654014.01.51.2 T8030 160951504804014.01.51.2
TN 16NR120W T8030 160951504804012.01.51.2
TN 16NR110W T8010 1751051654011.01.51.2 T8030 160951504804011.01.51.2
TN 16NR100W T8030 160951504804010.01.51.2
TN 16NR090W T8030 16095150480409.01.51.2
TN 16NR080W T8030 16095150480408.01.51.2
TN 22NR070W T8030 16095150480407.02.51.8
TN 22NR060W T8030 16095150480406.02.51.8
TN 22NR050W T8030 16095150480405.02.51.7
TNWNLinternal,left-handeddesign,formachiningWhitworthformthreads,andcontinuouscuts.
TN 11NL190W T8030
160951504804019.00.80.8
TN 11NL140W T8030 160951504804014.00.90.7
TN 16NL280W T8030 160951504804028.00.80.8
TN 16NL260W T8030 160951504804026.00.80.8
TN 16NL240W T8030 160951504804024.00.80.8
TN 16NL200W T8030 160951504804020.00.80.8

TN 16NL190W T8030 160951504804019.00.80.8
TN 16NL160W T8030 160951504804016.00.80.8
TN 16NL140W T8030 160951504804014.01.51.2
TN 16NL120W T8030 160951504804012.01.51.2
TN 16NL110W T8030 160951504804011.01.51.2
TN 16NL100W T8030 160951504804010.01.51.2
TN 16NL090W T8030 16095150480409.01.51.2
TN 16NL080W T8030 16095150480408.01.51.2
TN 22NL070W T8030 16095150480407.02.51.8
TN 22NL060W T8030 16095150480406.02.51.8
TN 22NL050W T8030 16095150480405.02.51.7 15° E
TNW-P1NRpressedinternal,right-handeddesign,formachiningWhitworthformthreads,andcontinuouscuts.
TN 11NR190W-P1 T8030
160951504804019.00.80.8
TN 11NR140W-P1 T8030 160951504804014.00.90.7
TN 16NR140W-P1 T8030 160951504804014.01.51.2
TN 16NR110W-P1 T8030 160951504804011.01.51.2
507 RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc
15° 1 E
Product
9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.

TNW55PPERexternal,right-handeddesign,formachiningWhitworththreads,andcontinuouscuts.
TN 16ERA55 T8030 16095150480400.501.5016480.80.6
TN 16ERAG55 T8010 175105165400.503.008481.51.1 T8030 16095150480400.503.008481.51.1
TN 16ERG55 T8030 16095150480401.753.008141.51.1
TN 22ERN55 T8010 175105165403.505.00572.51.8 T8030 16095150480403.505.00572.51.8
TNW55PPELexternal,left-handeddesign,formachiningWhitworththreads,andcontinuouscuts.
TN 16ELA55 T8030 16095150480400.501.5016480.80.6

TN 16ELAG55 T8030 16095150480400.503.008481.51.1
TN 16ELG55 T8030 16095150480401.753.008141.51.1
TN 22ELN55 T8030 16095150480403.505.00572.51.8
508 ICLS [mm][mm][mm]
60 ° IC L PDX PDY S 55° TN 55° PP EXT RE PMKNSH TPNTPXTPINTPIXPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm][mm] 10° 1 E
169.52516.503.47 2212.70022.004.71
10° 1 E
Product
9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.

Product
TNW55PPNRinternal,right-handeddesign,formachiningWhitworththreads,andcontinuouscuts.
TN 11NRA55 T8030 16095150480400.501.5016480.80.6
TN 16NRA55 T8030 16095150480400.501.5016480.80.6
TN 16NRAG55 T8010 175105165400.503.008481.51.1 T8030 16095150480400.503.008481.51.1
TN 16NRG55 T8030 16095150480401.753.008141.51.1
TN 22NRN55 T8030 16095150480403.505.00572.51.8
TNW55PPNLinternal,left-handeddesign,formachiningWhitworththreads,andcontinuouscuts.
TN 11NLA55 T8030 16095150480400.501.5016480.80.6
TN 16NLA55 T8030 16095150480400.501.5016480.80.6

TN 16NLAG55 T8030 16095150480400.503.008481.51.1
TN 16NLG55 T8030 16095150480401.753.008141.51.1
TN 22NLN55 T8030 16095150480403.505.00572.51.8
509
S IC
PDY
55° PP INT RE PMKNSH TPNTPXTPINTPIXPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm][mm] 15° 1 E
ICLS [mm][mm][mm] 116.35011.003.00 169.52516.503.47 2212.70022.004.71 60 °
L PDX
55° TN
15° 1 E
9
160951504804019.01.51.2
160951504804019.01.51.2
160951504804014.01.51.2


160951504804019.01.51.2
510 ICLS [mm][mm][mm] 169.52516.503.47 60° IC L PDX PDY S 1°47' R=0,137P 90 ° TN BSPT EXT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 10° 1 E TN 16ER280BSPT T8030
TN 16ER190BSPT T8030
TN 16ER140BSPT T8030
TN 16ER110BSPT T8030
10° 1 E TN 16EL280BSPT T8030
TN 16EL190BSPT T8030
TN 16EL140BSPT T8030
TN 16EL110BSPT T8030
ICLS [mm][mm][mm] 169.52516.503.47 60° S IC L PDX PDY 1°47' R=0,137P 90 ° TN BSPT INT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 15° 1 E TN 16NR280BSPT T8030
TN 16NR190BSPT T8030
Product
Product
9
160951504804028.00.80.8
160951504804014.01.51.2
160951504804011.01.51.2
160951504804028.00.80.8
160951504804011.01.51.2
160951504804028.00.80.8
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations. TNBSPTERexternal,right-handeddesign,formachiningBSPTthreads,andcontinuouscuts. TNBSPTELexternal,left-handeddesign,formachiningBSPTthreads,andcontinuouscuts.
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations. TNBSPTNRinternal,right-handeddesign,formachiningBSPTthreads,andcontinuouscuts.
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.
Product
TNBSPTNRinternal,right-handeddesign,formachiningBSPTthreads,andcontinuouscuts.
TN 16NR140BSPT T8030 160951504804014.01.51.2
TN 16NR110BSPT T8030 160951504804011.01.51.2
TNBSPTNLinternal,left-handeddesign,formachiningBSPTthreads,andcontinuouscuts.
TN 16NL280BSPT T8030 160951504804028.00.80.8
TN 16NL190BSPT T8030 160951504804019.01.51.2
TN 16NL140BSPT T8030 160951504804014.01.51.2
TN 16NL110BSPT T8030 160951504804011.01.51.2
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.
Product
TNNPTERexternal,right-handeddesign,formachiningNPTthreads,andcontinuouscuts.
TN 16ER270NPT T8030 160951504804027.00.80.7
TN 16ER180NPT T8030 160951504804018.00.80.7
TN 16ER140NPT T8010 1751051654014.01.51.1 T8030 160951504804014.01.51.1
TN 16ER115NPT T8010 1751051654011.51.51.1 T8030 160951504804011.51.51.1
TN 16ER080NPT T8030 16095150480408.01.61.1
511
1 E
RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 15°
1 E
15°
ICLS [mm][mm][mm]
60° IC L PDX PDY S 90 ° 30° 30° 1°47' TN NPT EXT
PMKNSH
vcvcvcvcvcvc
10° 1 E
169.52516.503.47
RE
TPTPIPDXPDY
[mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm]
9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.
TNNPTNRinternal,right-handeddesign,formachiningNPTthreads,andcontinuouscuts.
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations. TNTRERexternal,right-handeddesign,formachiningTrapezoidalthreads,andcontinuouscuts.


16095150480403.001.61.3
16095150480404.002.21.8
16095150480405.002.21.8
512 ICLS [mm][mm][mm]
60 ° S IC L PDX PDY 90 ° 30° 30° 1°47' TN NPT INT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 15° 1 E TN 11NR180NPT
TN
TN
TN
ICLS [mm][mm][mm] 169.52516.503.47 2212.70022.004.71 60° IC L PDX PDY S 30° TN TR EXT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 10° 1 E TN 16ER150TR T8030
TN 16ER200TR T8030
TN 16ER300TR T8030
TN 22ER400TR T8030
TN 22ER500TR T8030
Product
116.35011.003.00 169.52516.503.47
T8030 160951504804018.00.80.7
11NR140NPT T8030 160951504804014.01.00.7
16NR140NPT T8010 1751051654014.01.51.1 T8030 160951504804014.01.51.1
16NR115NPT T8010 1751051654011.51.51.1 T8030 160951504804011.51.51.1 TN 16NR080NPT T8030 16095150480408.01.61.1
16095150480401.500.80.9
16095150480402.001.51.3
Product
9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.
TNTRELexternal,left-handeddesign,formachiningTrapezoidalthreads,andcontinuouscuts. Product



16095150480403.001.61.3
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.
TNTRNRinternal,right-handeddesign,formachiningTrapezoidalthreads,andcontinuouscuts.
TNTRNLinternal,left-handeddesign,formachiningTrapezoidalthreads,andcontinuouscuts.
16095150480402.001.51.3
513
vcvcvcvcvcvc
10° 1 E
RE PMKNSH TPTPIPDXPDY
[mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm]
ICLS [mm][mm][mm]
60° IC L PDX PDY S 30° TN TR INT RE PMKNSH
vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 15° 1 E
TN 16EL150TR T8030 16095150480401.500.80.9 TN 16EL200TR T8030 16095150480402.001.51.3 TN 16EL300TR T8030
TN 22EL400TR T8030 16095150480404.002.21.8 TN 22EL500TR T8030 16095150480405.002.21.8
169.52516.503.47 2212.70022.004.71
TPTPIPDXPDY
TN 22NR500TR
15° 1 E
16NL150TR T8030
16NL200TR T8030
TN 16NL300TR T8030
TN 22NL400TR
TN 22NL500TR
TN 16NR150TR T8030 16095150480401.500.80.9 TN 16NR200TR T8030 16095150480402.001.51.3 TN 16NR300TR T8030 16095150480403.001.61.3 TN 22NR400TR T8030 16095150480404.002.21.8
T8030 16095150480405.002.21.8
TN
16095150480401.500.80.9 TN
16095150480403.001.61.3
T8030 16095150480404.002.21.8
T8030 16095150480405.002.21.8 Product
9


514 ICLS [mm][mm][mm] 2212.70022.004.60 IC L PDX S 60° PDY 30° TN TR-S EXT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 10° 1 E TN 22EN600TR T8030
TN 22EN700TR T8030
ICLS [mm][mm][mm] 2212.70022.004.60 IC L PDX S 60° PDY 30° TN TR-S INT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 15° 1 E TN 22NN600TR T8030
TN 22NN700TR T8030
Product
Product
9
16095150480406.0011.01.9
16095150480407.0011.02.3
16095150480406.0011.01.9
16095150480407.0011.02.3
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations. TNTR-SPPENexternal,leftandright-handeddesignformachiningTrapezoidalthreads,andcontinuouscuts.
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations. TNM60-SPPNNinternal,leftandright-handeddesign,formachiningMetricandUnifiedthreads,andcontinuouscuts.
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.

Product
TNACMEERexternal,right-handeddesign,formachiningACMEthreads,andcontinuouscuts.
TN 16ER120ACME T8030 160951504804012.01.51.3
TN 16ER100ACME T8030 160951504804010.01.51.3
TN 16ER080ACME T8030 16095150480408.01.51.3

TN 22ER060ACME T8030 16095150480406.02.52.0
TN 22ER050ACME T8030 16095150480405.02.32.0
TNACMEELexternal,left-handeddesign,formachiningACMEthreads,andcontinuouscuts.
TN 16EL120ACME T8030 160951504804012.01.51.3
TN 16EL100ACME T8030 160951504804010.01.51.3
TN 16EL080ACME T8030 16095150480408.01.51.3
TN 22EL060ACME T8030 16095150480406.02.52.0
TN 22EL050ACME T8030 16095150480405.02.32.0
515 ICLS [mm][mm][mm]
IC L PDX PDY S 60° 29° TN ACME EXT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 10°
E
169.52516.503.47 2212.70022.004.71
1
10°
1 E
9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.


TNACMENRinternal,right-handeddesign,formachiningACMEthreads,andcontinuouscuts.
TN 16NR120ACME T8030 160951504804012.01.51.3
TN 16NR100ACME T8030 160951504804010.01.51.3
TN 16NR080ACME T80301) 16095150480408.01.51.3 TN 22NR060ACME T8030 16095150480406.02.52.0 TN 22NR050ACME T8030 16095150480405.02.32.0
TNACMENLinternal,left-handeddesign,formachiningACMEthreads,andcontinuouscuts.
TN 16NL120ACME T8030 160951504804012.01.51.3
TN 16NL100ACME T8030 160951504804010.01.51.3
TN 16NL080ACME T80301) 16095150480408.01.51.3
TN 22NL060ACME T8030 16095150480406.02.52.0
TN 22NL050ACME T8030 16095150480405.02.32.0
516 ICLS [mm][mm][mm]
S 60° IC L PDX PDY 29° TN ACME INT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 15° 1 E
169.52516.503.47 2212.70022.004.71
15° 1 E
Product
9
1) Toolholders have to be modified.
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.

TNSTACMEERexternal,right-handeddesign,formachiningStubACMEthreads,andcontinuouscuts.
TN 16ER160STACME T8030 160951504804016.00.80.8
TN 16ER120STACME T8030 160951504804012.00.80.8
TN 16ER100STACME T8030 160951504804010.01.51.3
TN 16ER080STACME T8030 16095150480408.01.51.3
TN 16ER060STACME T8030 16095150480406.01.41.3
TNSTACMEELexternal,left-handeddesign,formachiningStubACMEthreads,andcontinuouscuts.
TN 16EL160STACME T8030 160951504804016.00.80.8
TN 16EL120STACME T8030 160951504804012.00.80.8
TN 16EL100STACME T8030 160951504804010.01.51.3
TN 16EL080STACME T8030 16095150480408.01.51.3
TN 16EL060STACME T8030 16095150480406.01.41.3
517 ICLS [mm][mm][mm] 169.52516.503.47 29° IC L PDX PDY S 60° 0,4224 P TN STACME EXT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 10° 1 E
10°
E
1
Product
9
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.


TNSTACMENRinternal,right-handed,designformachiningStubACMEthreads,andcontinuouscuts.
TN 16NR160STACME T8030 160951504804016.00.80.8
TN 16NR120STACME T8030 160951504804012.00.80.8
TN 16NR100STACME T8030 160951504804010.01.51.3
TN 16NR080STACME T8030 16095150480408.01.51.3
TN 16NR060STACME T80301) 16095150480406.01.31.3
TNSTACMENLinternal,left-handeddesign,formachiningStubACMEthreads,andcontinuouscuts.
TN 16NL160STACME T8030 160951504804016.00.80.8
TN 16NL120STACME T8030 160951504804012.00.80.8
TN 16NL100STACME T8030 160951504804010.01.51.3
TN 16NL080STACME T8030 16095150480408.01.51.3
TN 16NL060STACME T80301) 16095150480406.01.31.3
518 ICLS [mm][mm][mm] 169.52516.503.47 S 60° IC L PDX PDY 29° 0,4224 P TN STACME INT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 15° 1 E
1 E
15°
Product
1) Toolholders have to be modified. 9


519 ICLS [mm][mm][mm]
60° IC L PDX PDY S 90 ° 1°47´ 30°30° TN API RD EXT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 10° 1 E
16ER100API-RD01 T8030
TN 16ER080API-RD01 T8030
ICLS [mm][mm][mm]
60 ° S IC L PDX PDY 90 ° 1°47´ 30°30° TN API RD INT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 15° 1 E
T8030
TN
T8030
Product
9
169.52516.503.47
TN
160951504804010.01.51.2
16095150480408.01.51.2
169.52516.503.47
TN 16NR100API-RD01
160951504804010.01.51.2
16NR080API-RD01
16095150480408.01.51.2
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations. TNAPIERexternal,right-handeddesign,formachiningAPIthreads,andcontinuouscuts. Product Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations. TNAPINRinternal,right-handeddesign,formachiningAPIthreads,andcontinuouscuts.



520 ICLS
60° IC L PDX PDY S R=0,2385P R=0,22105P 30° TN RD EXT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 10° 1 E
10° 1 E
ICLS [mm][mm][mm]
60° S IC L PDX PDY R=0,2385P R=0,22105P 30° TN RD INT RE PMKNSH TPTPIPDXPDY vcvcvcvcvcvc [mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm] 15° 1 E TN 16NR100RD T8030
TN 16NR080RD T8030
Product Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations. TNRDERexternal,right-handeddesign,formachiningMetricRoundthreads,andcontinuouscuts. TNRDELexternal,left-handeddesign,formachiningMetricRoundthreads,andcontinuouscuts. 1) Toolholders have to be modified. Product Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations. TNRDNRinternal,right-handeddesign,formachiningMetricRoundthreads,andcontinuouscuts. 9
[mm][mm][mm] 169.52516.503.47 2212.70022.004.71
TN 16ER100RD T8030 160951504804010.01.51.2 TN 16ER080RD T8030 16095150480408.01.51.2 TN 16ER060RD T80301) 16095150480406.01.51.2 TN 22ER060RD T8030 16095150480406.02.51.8
TN 16EL100RD T8030 160951504804010.01.51.2 TN 16EL080RD T8030 16095150480408.01.51.2 TN 16EL060RD T80301) 16095150480406.01.51.2 TN 22EL060RD T8030 16095150480406.02.51.8
169.52516.503.47 2212.70022.004.71
160951504804010.01.51.2
16095150480408.01.51.2
Suitabilityandstartingvaluesforcuttingspeed(vc).RefertoourMachiningCalculatorappforfurthercalculations.
Product
15°
1 E
TNRDNRinternal,right-handeddesign,formachiningMetricRoundthreads,andcontinuouscuts.
TN 16NR060RD T80301) 16095150480406.01.51.2

TN 22NR060RD T8030 16095150480406.02.51.8 15°
1 E
TNRDNLinternal,left-handeddesign,formachiningMetricRoundthreads,andcontinuouscuts.
TN 16NL100RD T8030 160951504804010.01.51.2
TN 16NL080RD T8030 16095150480408.01.51.2
TN 16NL060RD T80301) 16095150480406.01.51.2
TN 22NL060RD T8030 16095150480406.02.51.8
521
PMKNSH TPTPIPDXPDY vcvcvcvcvcvc
RE
[mm][m/min][m/min][m/min][m/min][m/min][m/min][mm][mm][mm]
9
1) Toolholders have to be modified.
HHFBWFLFLHLAMS
[mm][mm][mm][mm][mm][mm][°]
SER 2020 K 16 2020202012522.5–GI068Z12
SER 2525 M 16 2525252515024–GI068Z12
SER 3225 P 16 3232252517024.5–GI068Z12
SER 2525 M 22-A 2525252515025.5–GI071Z13
SER 3225 P 22-A 3232252517025.5–GI071Z13
SEL 2020 K 16 2020202012522.5–GI068Z12
SEL 2525 M 16 2525252515024–GI068Z12
SEL 3225 P 16 3232252517024.5–GI068Z12
SEL 2525 M 22-A 2525252515025.5–GI071Z13
SEL 3225 P 22-A 3232252517025.5–GI071Z13
522 P M K N S H LAMS H B HF 10° WF
SE(RL)
LF LH
GI068TN16ER..TN16EL.. GI071TN22ER..TN22EL.. Nm Z12US3512A-T15P3.0M3.512.7–HS0304FLAGT15PHXK2.5Pagexx Z13US4514A-T205.0M4.514SP0405–FLAGT20–Pagexx
Screw Clamped Threading Holder for TN 16 or 22 Insert
Product 9
External
Right/LefthandscrewlocktoolholderforexternalthreadingwithTN16or22ER/ELinserts.Suitedforthreadinginmetricorinchprofile.Also suitedforshallowgrooving.Bodytreatedforlongertoollife.
SER-S 2525 M 22-A 2525251415030–GI086Z15
SER-S 3225 P 22-A 3232251417030–GI086Z15
SEL-S 2525 M 22-A 2525251415030–GI086Z15
SEL-S 3225 P 22-A 3232251417030–GI086Z15

523 P M K N S H LAMS H B 10° 0°2 LF HF WF LH SE(RL)-S
HHFBWFLFLHLAMS [mm][mm][mm][mm][mm][mm][°]
GI086TN22EN.. Nm Z15US4514A-T205.0M4.514SP0405FLAGT20Pagexx
Screw Clamped Threading Holder for TN 22 Neutral Insert Right/LefthandscrewlocktoolholderforexternallargethreadingwithTN22ENinsert.Suitedforthreadinginmetricorinchprofile.Bodytreated forlongertoollife. Product 9
External
Product
Internal Screw Clamped Threading Holder for TN 11, 16 or 22 Insert
Right/LefthandscrewlockboringbarforinternalthreadingwithTN11,16or22ER/ELinserts.Suitedforthreadinginmetricorinchprofile.Mini muminternaldiameterØ13mm.Alsosuitedforshallowgrooving.AvailablewithshanksizeØ16uptoØ40mm.Bodytreatedforlongertoollife.
[mm][mm][mm][mm][mm][mm][mm][mm][mm][°]
SIR 0010 K 11-0 14.51613107.45147125250–GI085Z11
SIR 0010 K 11-1 14.51613107.45147125251–GI085Z11
SIR 0013 M 11-0 14.51616139147150320–GI085Z11
SIR 0013 M 11-1 14.51616139147150321–GI085Z11
SIR 1416 N 16-0 1416221711.414.57.5160–0–GI022Z9
SIR 1416 N 16-1 1416221711.414.57.5160–1–GI022Z9
SIR 1416 N 16-2 141616.515.510.614.57.5160402 ü GI022Z10
SIR 1820 P 16 18.520272113.85189170–––GI022Z12
SIR 2325 Q 16 23.525292616.552311.5180–––GI022Z12
SIR 2532 S 16 3032363219.752512.5250–––GI022Z12
SIR 2532 S 22-2 3032252516.652512.5250802 ü GI076Z14
SIR 2532 S 22-A 3032363221.652512.5250–––GI076Z13
SIR 3240 T 22-A 3840484025.853216300–––GI076Z13
SIL 0010 K 11-0 14.51613107.45147125250–GI085Z11
SIL 0010 K 11-1 14.51613107.55147125251–GI085Z11
SIL 0013 M 11-0 14.51616139147150320–GI085Z11
SIL 0013 M 11-1 14.51616139147150321–GI085Z11
SIL 1416 N 16-0 1416221711.414.57.5160–0–GI022Z9
SIL 1416 N 16-1 1416221711.414.57.5160–1–GI022Z9
SIL 1416 N 16-2 141616.515.510.614.57.5160402 ü GI022Z10
SIL 1820 P 16 18.520272113.85189170–––GI022Z12
SIL 2325 Q 16 23.525292616.552311.5180–––GI022Z12
SIL 2532 S 16 3032363219.752512.5250–––GI022Z12
SIL 2532 S 22-2 3032252516.652512.5250802 ü GI076Z14
SIL 2532 S 22-A 3032363221.652512.5250–––GI076Z13
SIL 3240 T 22-A 3840484025.853216300–––GI076Z13
524 P M K N S H LAMS B H WF DMIN BD LF
DCONMS 15°
SI(RL)
LH
HF
BDCONMSDMINBDWFHHFLFLHLAMS
9
GI022TN16NR..TN16NL..
GI076TN22NR..TN22NL..
GI085TN11NR..TN11NL.. Nm
Z10US3510A-T15P3.0M3.510.6FLAGT15P
Z11US2506-T07P0.9M2.56.3FLAGT07P
Z12US3512A-T15P3.0M3.512.7–HS0304FLAGT15PHXK2.5Pagexx
Z13US4514A-T205.0M4.514SP0405–FLAGT20–Pagexx
Z14US4514A-T205.0M4.514FLAGT20
Z9US3510A-T15P3.0M3.510.6FLAGT15PP-16
525
9
SIR-S 2532 S 22-A 30323922.32512.5250–GI107Z15 SIR-S 3240 T 22-A 384048273216300–GI107Z15 SIL-S 2532 S 22-A 30323922.32512.5250–GI107Z15 SIL-S 3240 T 22-A 384048273216300–GI107Z15

526 P M K N S H B H LAMS WF DMIN DCONMS 15° LF HF SI(RL)-S BDCON
MSDMINWFHHFLFLAMS [mm][mm][mm][mm][mm][mm][mm][°]
GI107TN22NN.. Nm Z15US4514A-T205.0M4.514SP0405FLAGT20Pagexx Internal Screw Clamped Threading Holder for TN 22 Neutral Insert
Product 9
Right/LefthandscrewlockboringbarforinternallargethreadingwithTN22ENinsert.Suitedforthreadinginmetricorinchprofile.Minimum internalØ39mm.AvailablewithshanksizeØ32uptoØ40mm.Bodytreatedforlongertoollife.
EVERY MATERIAL




Machining steel, stainless steel, cast iron, super-alloys or non-ferrous materials, all are covered within our calculator app. Download it from your app store today. Simply Reliable.




www.dormerpramet.com
9
