


MACHINE BUILDING FOCUS: Are your safety engineering practices really safe? Page 10 March 2023 www.mepca-engineering.com Machine Building Supplement
Editor
Chris Callander chrisc@cimltd.co.uk
Publication Manager
James Davies jamesd@cimltd.co.uk 01795 509105
Account Manager
Hannah Moody hannah@cimltd.co.uk 01795 509115
Design & Production
Grant Waters Grant@cimltd.co.uk
James Taylor james@cimltd.co.uk 01795 509108
Credit Facilities Manager

Lauren Sharpe creditcontrol@cimltd.co.uk 01795 509103
Administration Manager
Natalie Murray admin@cimltd.co.uk 01795 509103
Sales Director
Tom Woollin tom@cimltd.co.uk
Chief Executive
John Denning jdenning@cimltd.co.uk
www.mepca-engineering.com



© 2023 CIM Online Limited,1st Floor, Saphir House, 5 Jubilee Way, Faversham, Kent, ME13 8GD. No part of this magazine may be reproduced or stored in a retrieval system or transmitted in any form – electronic, mechanical or physical – without express prior permission and written consent of the publisher. Contributions are invited and when not accepted will be returned only if accompanied by a fully stamped and addressed envelope. Manuscripts should be typewritten. No responsibility can be taken for drawings, photographs or literary contributions during transmission or in the editor’s hands. In the absence of an agreement the copyright of all contributions, literary, photographic or artistic, belongs to CIM Online Limited. The publisher accepts no responsibility in respect of advertisements appearing in the magazine and the opinions expressed do not necessarily represent the views of the publisher. The publisher cannot accept liability for any loss arising from the late appearance or non-publication of any advertisement.
March 2023
Artificial Intelligence (AI) is becoming ever more prevalent in manufacturing, not least thanks to its fast-growing use in vision systems and condition monitoring solutions. As awareness of the technology grows, there are an increasing number of questions about the safety surrounding what AI could actually achieve, with the ultimate question, ‘could AI wipe out the human race’ being widely asked.
The short answer, I believe, is no. But not without caveats. While AI has the potential to greatly impact society and bring about significant changes, not least of all in manufacturing, it is ultimately designed and controlled by humans. It is, therefore, up to us to ensure that AI is developed, used, and regulated in a responsible and ethical manner, with the goal of improving our lives and not causing harm.
The outcome of AI’s development will depend on the choices we make as a society, and it’s up to us to steer its development in a positive direction.
There are several ways that society can do this, including working together with governments to establish transparent, ethical guidelines and regulations for the development and use of AI.
Companies and organisations that develop and use AI also have a responsibility to ensure that it is developed and deployed in a manner that benefits society and minimises harm. While investment in research and development of AI can help ensure that it is used for the betterment of society.
It is also important for the general public to be informed and engaged in discussions about AI and its impact on society. This can be achieved through education and outreach initiatives, which can help people better understand AI and its potential.
Ultimately, effective collaboration between stakeholders, including government, industry, academia, and society, is critical to ensuring that AI is used in a responsible and ethical manner. Working together, these groups can develop and implement best practices, identify and address challenges, and ensure that AI is aligned with human values.
Chris Callander, Editor @Mepca-magazine

4 www.mepca-engineering.com CONTENTS 8 To subscribe to MEPCA visit our website www.mepca-engineering.com or scan the QR code.
FEATURES
10 COVER STORY
Recognise and deal with some of the most common ‘trip-ups’ in safety engineering
12 CONTROL SOLUTIONS
Discover how the latest technologies can reduce project costs for machine builders and OEMs


14 FOOD SAFETY

Find out how polymers are modified to offer strong levels of foreign body detection
16 CABLES & CONNECTORS
Cabling solutions which embrace flexible production schedules and new innovations



A versatile solution for wire processing at speeds up to ten times faster than traditional methods

20 TOMORROW’S
FACTORY
Eight practical and manageable steps that you can take to dramatically improve your factory

22 ENCODERS
We look at the role encoders play in automated guided vehicles
24 CONVEYOR SOLUTIONS
Find out how a conveying solution supports a battery manufacturing line


26 MOTOR EFFICIENCY
Learn how IE5+ motors support highprecision applications for a metering and process pump manufacturer

Industry Partners: www.mepca-engineering.com 5 CONTENTS
14 20
24
16
12
Over 250 join together to inspire the next generation of engineers
The Tomorrow’s Engineers Code has reached an important milestone – there are now over 250 members who have pledged to increase the diversity and number of young people entering engineering and technology careers. Managed and delivered by EngineeringUK for the engineering community, The Tomorrow’s Engineers Code brings together organisations working towards common goals. Signatories of The Code make four pledges – to inspire connection, drive inclusion, showcase engineering and improve the impact of their engineering outreach.
The 250th organisation to join The Code is the Society of Operations Engineers (SOE), a Professional Engineering Institution (PEI) and registered charity with around 16,000 members working to inspect, maintain and manage the equipment and machinery which keeps people and businesses safe. SOE actively champions the next generation of engineers, which aligns with The Code’s mission.

SOE joins other engineering firms and professional institutions, as well as
government departments, charities and STEM delivery providers, in becoming members of The Code community. Other Signatories include the Institution of Engineering and Technology, NatWest, STEM Learning, Siemens, and the Department for Education.
Melanie Washington, Director of Engagement Projects at EngineeringUK, said: “We’re proud that, in just over two years, The Tomorrow’s Engineers Code community has grown to over 250 members. Given the acute skills shortage and the UK’s net zero ambitions, it’s crucial that we continue to attract more young people from all backgrounds to go into engineering and tech careers.
“With The Code and its four pledges, we’re able to make important strides
towards this by improving the quality, inclusivity, targeting and reach of activities designed to inspire young people. I’m delighted that we’ve welcomed so many new members, and I‘m confident that, together, we can inspire more and more diverse young people, so they choose a career in engineering and technology.”
Any organisation with UK operations that funds, designs and/or delivers engineering outreach activities, or intends to, is invited to become a Signatory, which is free to do. Any organisation not meeting these criteria, but supporting the aims of The Code can join as a Supporter. More details are available at code.tomorrowsengineers.org.uk
ISO 9001 certification for KUKA Ireland
KUKA Ireland, which has been established since 2015, has been awarded ISO 9001 certification, recognising the company’s management excellence.
ISO 9001 is a powerful business improvement tool, providing a framework for businesses to consistently meet customer expectations. Adopted by over 1 million organisations across the world, the certification is used by businesses to continually monitor, manage and improve the quality of their products and services.
Trading autonomously, registered as a trading company and submitting its accounts in Ireland, KUKA Dundalk is at the forefront of the delivery of automated solutions into the Irish manufacturing sector across several industries. Today,
manufacturing in Ireland is a highly advanced sector across many diverse industries, including biopharmaceuticals, electronics, medical technology, and food production.
“We had no doubt of the outcome of our ISO certification,” said Brian Cooney, Managing Director, KUKA Ireland. “As part of our ongoing quality assurance strategy, we, as a team, have always ensured that we control the manner in which we produce products or provide services to our clients. Cyclical internal audit programmes ensure that our QMS is not only fit for purpose but acts in the best interest of our customers”.
Irish manufacturing is fast establishing a differentiated and internationally recognised reputation for manufacturing, and KUKA has been integral to the many automation projects that have been delivered across the island of Ireland.

6 www.mepca-engineering.com
INDUSTRY NEWS
Brian Cooney, Managing Director, KUKA Ireland


Technology caps pharma bottling process
The TorqSense SGR530/540, measures torque using a full four-element strain gauge bridge. With this, four separate strain gauges are fixed to the drive shaft of the plant or machinery being monitored. The gauges are aligned so that each measures shaft deflection in a different direction.
Sensor Technology has specialised in realtime torque measurement for over 40 years, pioneering the use of wireless solutions based on radio frequency pick-ups that do away with the need for unreliable slip rings.
Bottle capping is nearly always performed at a very high speed to meet production targets. A major advantage of TorqSense is that it does not need to physically contact either the bottle caps or shaft of the torque head it is monitoring, instead using a radio frequency link. This means initial set-up and change over to new product runs are
fast and efficient, while operational reliability is not dependent on delicate slip rings.

Strict international rules apply to the manufacture and packaging of pharmaceutical products., Regulation USP 671 provides a guide to the torque range for screwtype containers with varying closure diameters. By ensuring that bottle caps are successfully applied to the bottles within the required torque tolerances, the integrity of the product can be maintained.
“All you have to do is set up a TorqSense transducer in the capping machine and turn it on,” explained Mark Ingham of Sensor Technology. “Our new SGR TorqSense units are getting a realistic long-term workout on the capping machines, operating for long hours at high speed, where they are required to be 100% reliable and consistently
accurate.”
Fast and accurate torque measurement is becoming more and more important as all sectors of manufacturing automate their physical processes while also needing to improve the recording of production performance data.
www.sensors.co.uk
Tailor-made process technology products
Visitors to automation24.co.uk can compile custom solutions for every application in the company’s new configurator, a tool in the online shop which enables the configuration of products according to specific requirements.
With sensors for pressure and temperature measurement, as well as various options for the measurement of fill levels, level switches for bulk goods and liquids, and other devices and modules in the field of process technology, Automation24 offers solutions for every standard application. Ever since the introduction of the Endress+Hauser product range, there has been an option to order individually configured solutions by contacting Automation24’s customer service. With the new configurator, customers can quickly, intuitively, and independently compile new applications to suit their respective in-house conditions. Every detail is taken into account – be it the size of the level sensors or the measuring ranges of temperature or pressure sensors.

However, if a customer still requires a consultation, this can be requested via the technical support at Automation24.
Via the product detail pages for the configurable products, the configurator can be called up on the order field with just a click. In addition to the available product options, the user is provided with continuous updates showing how the selected combination affects the price and delivery time. With a practical availability display, Automation24 can respond to customers for whom a fast delivery time is of primary concern. The tried and tested webshop features, such as quotation generation or the
saving of a project list, are being expanded with the ability to share the configured product via a link.
With the launch of the online configurator, it is initially products from Endress+Hauser that will be available for configuration, whereby tens of thousands of different combinations are already possible. Finally, the product range has also been expanded with products from the manufacturer ASO Safety Solutions. For 2023, there are plans in place to add further products and manufacturers, such as Wika, to the configurator.
automation24.co.uk
8 www.mepca-engineering.com
SOLUTIONS FOCUS




metalsilicone rubberplastics detectable Metal & X-ray detectable masterbatches & compounds Custom & off-the-shelf solutions Optimised polymer foreign body detection for the food processing industry | CONVEYOR BELTING • GASKETS • WEAR PARTS • SAFETY KNIVES • DEPANNER CUPS Our umbrella brand, Radical Materials also embodies the core philosophies of innovation, research & development that enable us to deliver unique solutions for plastics, silicone & rubber. Thermally and/or electrically conductive polymer compounds bringing the traditional advantages of polymers to applications requiring thermal management, static dissipation, electrical conductivity or EMI shielding. www.radicalmaterials.com Custom Developments www.konduct.com Conductive Polymers |
Are your safety engineering practices really safe?
Machinery safety experts Euchner and guarding manufacturer Troax give some practical advice about how to recognise and deal with some of the most common ‘trip-ups’ in safety engineering seen throughout many factories in the UK.
Let’s face it; we have all seen failures in well-communicated safety procedures lead to an accident or injury, anything from a slight nip on a powered roller conveyor to the devastating Buncefield refinery explosion which injured hundreds of people and led to a multi-million-pound legal claim against the plant operator and engineering contractors concerned.
Experience may not always be enough to be assured your current safety engineering practices are dependably safe – aspects such as poor maintenance, manipulation and intervention by other less-qualified people could all lead to the loss of any given safety function. Although misuse may be hard to determine at the point of design, it still needs to be considered.
Company culture
We all know production facilities must be safe in accordance with applicable laws, but do we ever consider the effect management style and company culture can have in a workplace, shaping employees’ attitudes and behaviour towards safety? Piece-work is less common in UK factories today, but with cost and productivity pressures affecting every organisation, many employees feel pressurised into finding those ‘shortcuts’ that could save a second or two – such as overriding a door interlock to allow the machine to be loaded more easily, with little or no consideration of the consequences of an accident.
Modern safety devices such as light curtains and scanners can help reduce the need for physical guarding in some applications, but these also need careful consideration – they do not prevent accidentally ejected parts or materials, including coolant, and they do require
periodic inspection and testing to ensure they are working correctly; further guidance can be found in the free-to-download HSE Guidebook HSG180 where six or 12-month testing schedules are recommended.
Engineering principles
Good engineering principles should always be the starting point of any design or modification. However, many engineers do not know where to find information on what is a good principle or not. The best place to start is with the many standards, both national and international, that detail the approach an engineer would take. An additional benefit of following the standards is the presumption of conformity to the relevant legislation through the use of designated or harmonised standards. Examples include the use of non contacts to ensure broke wires on emergency stop circuits don’t lead to the loss of function.
Equipment specification
With the plethora of different manufacturers or types of components, where does an engineer start when building or modifying a machine? Indeed, the wrong specification or selection of equipment is one of the biggest causes of failure and unreliability in the factory. The consequences resulting from the incorrect selection of a safety component could result in significant injury or death, so it is very important to get this aspect right.
Device specification
Safety interlock switches are designed and installed as a measure to prevent unsafe machine operation or startup, for example, when an operator requires access to clean an area. Not all interlocks are the same, e.g. the relevant standards wouldn’t suggest the use of a washing machine door switch on a power press access panel for a number of reasons.
When door locking is required, there are generally three methods utilised; energise to lock (open circuit principle), energise to unlock (closed circuit principle), bi-stable operation (energise to lock and unlock)
Often the wrong type of locking is used in machinery with residual risk, i.e. rampdown times. For this type of application, it would normally require an energise to unlock solution meaning if power is lost or the isolator is switched off, the doors will remain locked. This will prevent access to the hazard. This requirement is well documented within EN14119-2015, although this is often overlooked.
A further consideration where door locking is used is the protection of others; could someone be locked inside a manufacturing cell if the power goes off and the door closes? In this case, devices with a clear escape release should be adopted, such as the CTA range from Euchner.
The selection of the guard interlocks needs to be carefully considered, characteristics including operating environment, water ingress, door holding force, retaining force, size, material, as well as the electrical characteristics including code or non-coded, solid state, electrotechnical and RFID. These can all make a difference to the way the device will perform and the ease with which it can be overridden or manipulated. Euchner pioneered the use of RFID technology in safety devices to help prevent manipulation.
It is a common error, seen only too frequently, whereby the safety switch is used as the end stop for a hinge or sliding door. This does not cause a problem for devices that have been designed with this in mind, e.g. the Euchner MGB2 Gatebox with steel construction. But many standalone switches should have an additional end stop or use proprietary bolts for guards such as the
10 www.mepca-engineering.com COVER STORY
Euchner Aluminium bolt for their CTP range to prevent excessive wear to the safety components and act as a mechanical stop. All safety components should include their operating parameters within their manual, and this needs to be considered by the designer. For example, the holding force of an Euchner TP device is approx. 1000nM compared to the similarly sized Euchner STA with a holding force of over 8000nM.
Prevention of manipulation
The machinery directive has considered the prevention of manipulation at the design level with the operating principle considered in BS EN ISO 14119:2013, which provides specifications and detail on how to select the correct level of coding through the actuator arrangement. This helps the machine designer take away frustrations before the desire to
manipulate the safe system occurs. For example, Type 2 switches must be designed in a way so that tampering using simple tools to manipulate the safety switch is not possible. In safety engineering terms, manipulation refers to the intentional defeating of a safeguard or related component by:



• Removing or unscrewing components or the actuator
• Using a second actuator or an incorrectly mounted actuator


• Bridging contacts
and these can be found in the relevant standards such as BS EN 14120:2015 or BS EN 13857:2019. Did you know, for example, that the horizontal sections of mesh should always be fitted on the inside of a guard to prevent them from being used as a foot grip to climb over? The regulations in the standard BS EN 13857:2019 specifies that the gap below perimeter guarding should be no greater than 180mm. In many cases, this gap is too big, leaving potential access for human intervention. If you can roll a football through, then it’s too big.
to run controls or reducing the speed of the machine whilst access to the dangerous zone is required.
Another big area of concern is with the physical guarding itself, which is often seen
Therefore, actuators should be positively mounted using rivets or positively fixed by welding. An alternative to this is safety screws that can only be tightened/undone with the aid of a special tool or that can no longer be undone again after tightening. Other safeguard measures should also be considered to reduce the desire to manipulate, including strategies such as hold as an afterthought, and outsourced to a local fabricator to produce, who may not consider
the relevant standards when designing and
manufacturing the guarding. There are many characteristics of machinery guarding that are commonly unknown to the general fabricator,
Light curtains and other ESP devices are a common sight in our modern factories, and very special consideration is required regarding their type and installation. Aspects such as the number of beams, the beam spacing, distance from the hazard, reaction time of the machine and muting options all need careful consideration as light curtains are often seen far too close to the dangerous parts of the machinery or to the wrong type to suit the hazard.
Adequate workplace training
Finally, anyone working with safety systems from design concept through to maintaining the safety-related aspects must be competent to do so, but what makes someone competent? Experience; formal/ informal training; and knowledge.
Engineers and designers also need to keep abreast of new technology and changes in legislation; a recent example is the transition to UKCA requirements due to the BREXIT agreement. Every employer has a legal duty to undertake a suitable and sufficient risk assessment, and for those organisations employing five or more people, this needs to be well-documented. It may be beneficial to include people from different departments to undertake the assessments and include the operators and maintenance teams as well; this will ensure any future safety concepts will be adopted by all.
Training courses from Euchner can not only help with increasing knowledge and understanding but also enable you to prove competency if you were ever required to do so. PUWER assessments can be carried out internally with competent people, or if resources are tight, then Euchner has a team of consultants who can undertake the work on your behalf and support you through the process.
www.euchner.co.uk

www.mepca-engineering.com 11 COVER STORY
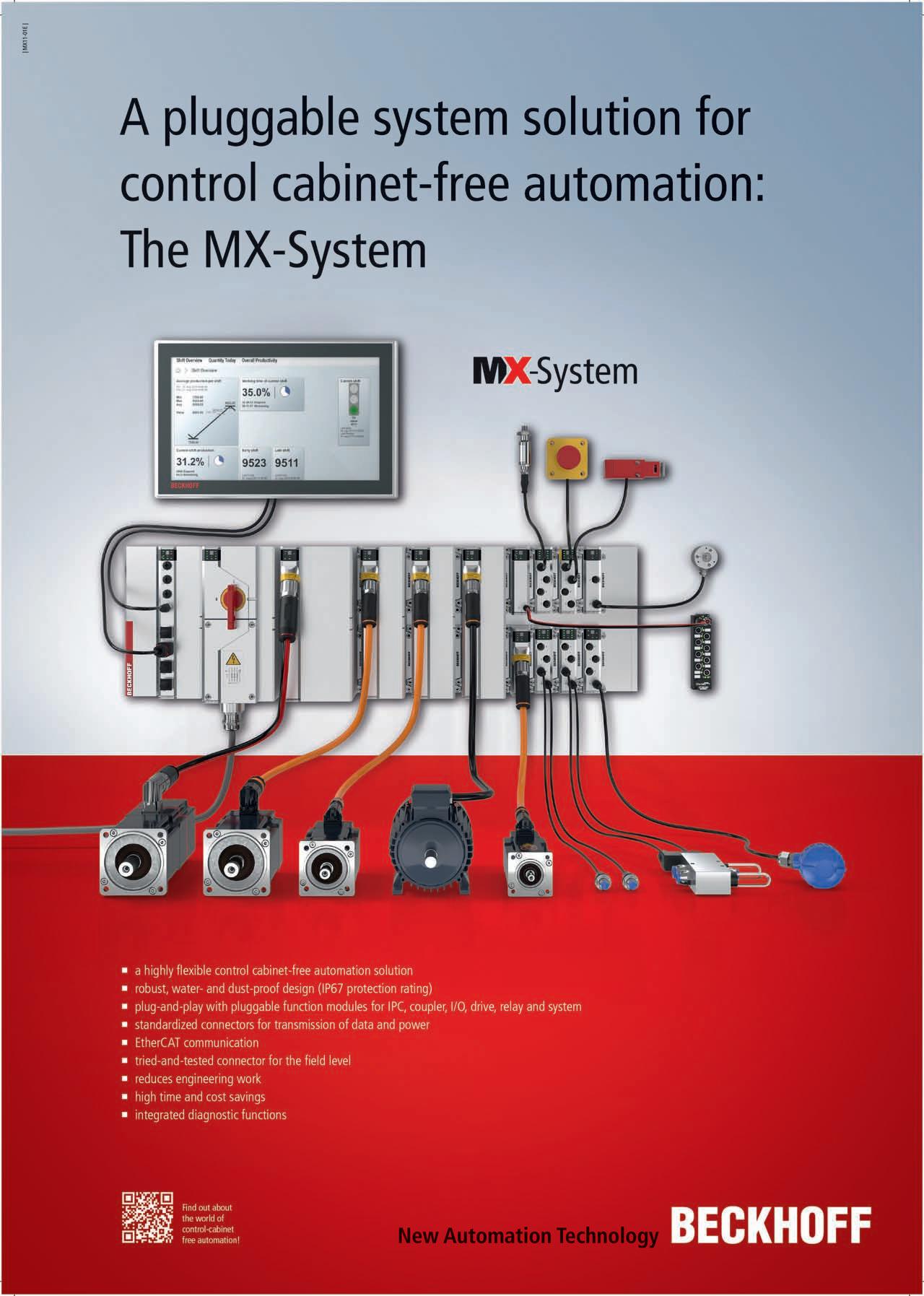
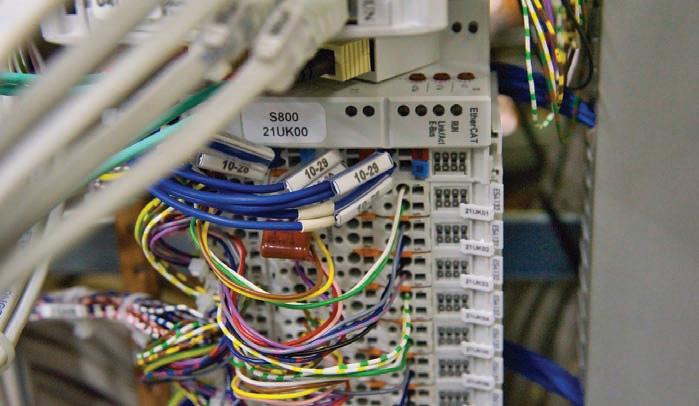
Cabinet-free automation
Stephen Hayes, Managing Director of automation technology specialist Beckhoff UK, explains how the latest technologies can reduce project costs for machine builders and OEMs.
Automation systems are widely known to boost productivity and cost-effectiveness for industry. These benefits typically increase with more complex and sophisticated systems, which allow the user to achieve more. However, the increased complexity of automation can result in more time-consuming and expensive projects, presenting greater challenges to being cost-competitive and profitable.
Return on investment (ROI) is a constant concern for industrial businesses, owing in part to the cost for manufacturers of procuring new equipment and systems. One of the areas where ROI is particularly important is automation systems and Industrial Internet of Things (IIoT) technologies. With newer technologies, there is a greater focus not only on the total cost of ownership (TCO) for the system itself but also on the returns it brings in production benefits.
Machine builders and OEMs play a vital role in helping industry to achieve these production benefits by designing and creating increasingly sophisticated automated equipment. However, the more complex a system is, the more complicated the design and development stage is. If a machine has multiple moving parts or numerous sections that require motion control, it leads to complex wiring and bulkier overall design footprints. The complexity of the wiring and cabling, in turn, adds to the development time, in turn increasing project costs.
The trouble for OEMs is that price points can be a deciding factor for customers. As automation technology has developed, more businesses have begun creating new systems, meaning OEMs and machine builders must routinely compete with lowercost entrants into the market. Remaining viable in such a market requires competitive pricing for advanced automated systems while staying profitable.
Project costs for OEMs and machine builders are further compounded by
shipping, installation and integration times. The bigger footprint of more complex systems means increased shipping costs. Similarly, the greater number of cable runs required to provide power and communication to motion components adds to on-site installation time. From Beckhoff’s experience, many machine builders find this one of the biggest sources of cost in an automation project.
It is with these challenges in mind that Beckhoff launched its Automation Without Cabinets range of products. This range helps OEMs and machine builders to lower system complexity, reduce shipping costs and shorten installation times to reduce overall project costs, making ROI attainable for customers and OEMs alike.
Machines built with the Automation Without Cabinets concept in mind can involve fewer components than other designs by incorporating products like the AMP8000 compact distributed servosystem. These are comprised of a servomotor with a built-on, rear-mounted servo drive. This rearmounting means the overall servosystem has the same mounting dimensions as a standard servomotor while also providing performance benefits such as unobstructed heat dissipation and little to no motor
derating, compared to a top-mounted design.
The overall machine can occupy a smaller footprint, which reduces shipping expenses and means simpler assembly, disassembly and reassembly during testing and transporting.
Complementary to this is the reduced number of cables. This is because the backbone of Automation Without Cabinets is products that are compatible with EtherCAT P cable technology, which provides ultra-fast EtherCAT communications and 24V power in one standard four-wire ethernet cable. This helps to address one of the most time and cost-consuming processes for machine builders and OEMs.
The commissioning and site installation stages can often be some of the most expensive parts of a project, especially when integrating more complex systems into production facilities. Reducing the number of cables makes this process simpler and faster for OEMs, reducing labour costs and strengthening the ROI on a commissioning or installation project, helping OEMs remain competitive and profitable in an everchanging automation market.
www.beckhoff.co.uk

12 www.mepca-engineering.com CONTROL SOLUTIONS














www.mepca-engineering.com 13
Polymer foreign body detection in the food processing industry
Chris Vince, Technical Director at Radical Materials, a producer of metal and x-ray detectable polymers for use in sectors such as food processing, explains how existing polymers can be modified to offer strong levels of foreign body detection via the techniques commonly utilised on food lines.
Foreign body contamination in food products is a major area of concern for food processors/manufacturers.
Examples of foreign body inclusions are fragments of metal, bone and glass as well as plastics and rubbers, which find their way into the food production chain from products/equipment/machinery used as part of the processing line. Should such foreign bodies pass through into the consumer chain, there is a significant risk to consumer health and huge financial and reputational implications for the manufacturers. Such incidents are reported in systems such as FSA (Food Standards Agency) reports and RASFF (Rapid Alert System for Food and Feed).
To combat the issue and comply with HACCP (Hazard Analysis and Critical Control Point) requirements, production lines will employ detection systems at critical control points, these commonly being metal detectors or X-ray systems. The difficulty with commonly utilised standard plastics and rubbers is that they possess neither the electrical/ magnetic properties to be detected by metal detectors nor typically the density to be differentiated from food products by an X-ray system. Standard plastics and rubbers are used extensively in machinery and products within food production lines and, as foreign body particles, are often totally undetectable by conventional systems.
It is possible to enhance the detectability of standard polymers, but early revisions relied purely on visual detection to try and prevent foreign body contamination. Polymer products were (and commonly still are) coloured blue to render them easier to visually detect on a food line due to the lack of naturally occurring blue in the bulk
of food products.
Further enhancements around the design of filler/additive systems have led to the introduction of modified polymers, detectable by conventional metal detection systems. This still remains the most common format of detectable polymer.
A typical balanced coil metal detector consists of three coils, where the induced currents in the coil arrangement are in balance and generate an electromagnetic field within the detector. This remains undisturbed until a metallic object passes through, causing a disturbance and triggering the sensor/ alarm and rejection mechanism. The required additive system in such polymers must be specifically engineered to achieve the optimum response to industrial metal detectors at the lowest possible addition rate, such that other properties are not too significantly affected.
Moving on from metal detection systems, X-ray detectors are becoming increasingly popular in the food industry.

Compared to metal detection systems, they have the advantage that they primarily rely upon density differences between the food product and foreign body and hence can detect a range of additional foreign bodies such as glass, ceramic and bone. Once again, it is possible to engineer polymers such that they are potentially detectable against a range of food products via X-ray systems, but a different set of additive systems are applicable, and for optimum performance, this requirement
needs to be
treated separately from metal detection.
Polymer materials are and will continue to be used extensively throughout machinery, equipment and products within food processing lines.
Components are typically manufactured by techniques such as injection moulding, compression moulding, extrusion or machining. Fragments of these polymers falling into the food line is a real risk and, without due consideration, such foreign bodies could pass through existing online detection systems and into the consumer chain totally undetected. There are potentially hugely negative implications for the food manufacturer should this happen. It is possible to modify existing polymers to offer strong levels of foreign body detection via either or all of the commonly utilised techniques on existing food lines (principally visual, metal detection and X-ray detection). However, there are many factors to consider up-front (type of polymer, final product, food products on the line, detection technique etc.), and these need to be utilised fully and carefully when selecting or developing a welldesigned detectable polymer material.
www.radicalmaterials.com
14 www.mepca-engineering.com FOOD SAFETY
Connectivity solutions for machine building
HARTING has been at the forefront of connectivity for the last 75 years, with a focus on the design and manufacture of its industrial Han range of connectors, which has been supplying machinery, manufacturing and other industries with the three lifelines of data, signals and power since 1956.
Manufacturers are increasingly seeking solutions which allow them to embrace flexible production schedules and new innovations. As a result, the machine-building sector is continually evolving as customers demand more intelligent and adaptable machinery.
The Han-Modular series allows users to create a flexible and versatile solution by combining individual inserts for different transmission media into standard-sized industrial connector housings, enabling a wide range of customisable combination options.
With the new Han-Modular Domino range, machine builders have even more options, thanks to space savings of up to 50%. By dividing the mating face in two, even larger contacts can be accommodated, allowing power, signal, data or compressed air to be combined in one module, reducing the total number of interfaces required.
As a result, assembly areas which are difficult to reach can be equipped more efficiently or even opened up for assembly in the first place. With the addition of the new Domino range, there are now over 250 modules to choose from and many thousands of potential combinations available, increasing design flexibility. They are also compatible with standard components of the Han-Modular series, so they can be easily integrated into existing systems and machinery.
In addition, the Han-Eco range allows machine builders to pre-assemble and mount inserts into housings from the rear, rather than the traditional method of installing cables through the bulkhead before assembling the contact inserts. This method
gives users the flexibility to pre-assemble the switch cabinet units and cable harnesses separately.
Han-Eco is manufactured from highperformance polyamide plastic, which complies with standards IEC 61948 and EN 45545-2. The range offers IP65 protection and substantial weight savings compared to traditional metal housings. In addition, the hoods and housings are suitable for both indoor and outdoor applications and are entirely compatible with standard metal Han housings, meaning both variants can be integrated into your production equipment.
As well as current developments, HARTING is also looking to support machine builders in the future with its Connectivity+ strategy. An extensive product portfolio has its benefits but can also create complexity. HARTING will expand and improve its digital offerings, including watch lists, product documentation and engineering data.
Connectivity+ ultimately aims to make workflows and process reliability more efficient and improve sampling for quicker prototypes, helping to enhance the design

in process and product production for machine-building solutions.
Alongside connectors, HARTING also designs and builds custom cable assemblies with standard or custom cable lengths and a range of plastic or metal housings. All customised products are built at the company’s manufacturing facility in Northampton and are based on marketleading connectors from the extensive HARTING range, including the Han-Eco and Han-Modular options mentioned above.
Services include installing components, efficiently routing cable harnesses and fabrication. To further assist customers, an in-house design team can create a 3D CAD visualisation of a build beforehand to ensure absolute accuracy before manufacturing begins.
The HARTING manufacturing facility holds ISO 9001 certification for Quality Management, the ISO 14001 Environmental Standard, and UL certification for Wiring Harnesses ZPFW2 / ZPFW8. www.harting.com/UK
16 www.mepca-engineering.com CABLES & CONNECTORS
AZM150 SOLENOID INTERLOCK WITH NEW DHS-150 HANDLE SYSTEM
O

With the new practical DHS-150 door handle system, the slimline AZM150 solenoid interlock from Schmersal is now even easier to use. The ergonomic DHS-150 avoids the need for a separate door handle and is suitable for machine enclosures or fencing and all standard aluminium profiles with a width of 40 mm. The robust door bolt is particularly useful on heavy swing doors and for use in harsh environments.


One benefit of the new accessory is that the actuator is pre-positioned by the bolt in the DHS system, thus ensuring optimal insertion into the device. This gives the system stability against lateral forces. In addition, the DHS-150 door handle system is also equipped with an integrated locking device (LOTO). This locking tag function protects operating staff from mistakenly being locked inside larger, walk-in systems and machines while performing servicing and repair work.
The AZM150 has an interlocking force of 1500 Newtons and can be combined with three different actuators for different attachment situations. A positive of the interlock is the rotating actuator head which can be locked with ease by simple placement on the cover, rather than being bolted into place. The solenoid interlock is electromechanical in design and can be combined with a high safety standard: a low coding level as standard, or optionally with a high coding level in accordance with ISO 14119. Scan

www.schmersal.co.uk uksupport@schmersal.com SCHMERSAL | Enigma Business Park Malvern, Worcestershire, WR14 1GL
the QR code below or visit our website for more information.
THE DHS-150 DOOR HANDLE SYSTEM IS ESPECIALLY SUITED TO HEAVY SWING DOORS
Simplify wire processing
Rittal has introduced the Wire Terminal WT C, designed as a versatile solution for wire processing at speeds up to ten times faster than traditional methods.
Rittal’s Wire Terminal WT C5 and C10 machines offer fully automatic wiring processes that go one step further. The innovative design of the WT machines allows for wire processing that is ten times faster than if done manually. Due to the modular system design and flexible package options, panel builders and switchgear manufacturers now have a future-proofed automation solution. The WT machine can be adapted from a smaller version and expanded as your business grows to include additional hardware and software. The WT machine provides users with cross-process solutions that include networking, electrical engineering, and production processes.
Manual wiring in the panel building and switchgear manufacturing industry is a time-consuming task that involves, on average, 50% more processing time. Within
the panel building industry, businesses are asking how they can decrease their assembly and wiring processes, all while reducing the costs and man-hours involved, at the same time as still achieving the same high-quality results. Another question is how can machine operations and production processes be made simpler. Finally, planning and consideration need to go into the plant machinery and construction as this will lay the foundation for technological advancements that must be able to meet industry demands in ten years’ time.
Rittal has the solution with its new, fully automated wire processing machines: the Wire Terminal WT C5 and C10. The wireprocessing machines allow for individual wire-cutting and printing (black, white, and light blue) and picking, to be assembled ten times faster than by hand. The automated wire-processing machines also provides core benefits in a variety of combinations,

including the different wire output methods and support for downstream, digitally consistent, and automated processes such as labelling, sorting, and transportation.
The technical basis for the many different functions of the Wire Terminal WT C5 and C10 is the adaptable and expandable modular system that includes both the hardware and software components; as the system is scalable and flexible to meet your business’s needs, it provides the ideal platform to meet future industry requirements. This is supported by an achievable return on investment period of 2.5 years based on a minimum of 300 enclosures per year.
Flexible configuration
The Wire Terminal WT is available in two different versions and offers flexibility at every stage of the configuration process. As an entry-level wire processing solution, Rittal
18 www.mepca-engineering.com CABLES & CONNECTORS
offers the WT C5 wire processing machine with five vibratory bowl feeders for wire-end ferrules and wire-end treatment. The WT C5 also features a cross-section ranging from 0.5 to 2.5 mm², and the product also cuts to length, labels, and crimps. The WT C10 wire processing machine has ten vibratory bowl feeders for wire-end ferrules with wire cross-sections of up to 6 mm² as a default setting. Both wire-processing machines have the capability to be adapted and expanded to offer full functionality in their respective wire applications.

Wiring automation




The Wire Terminal WT machines are fully automated and can be easily operated via a 24” inch display screen, the display screen provides many benefits, such as when feeding and outputting the wires. Safe wire feeding and a simple, fast changeover process to new wires can be achieved thanks to a new type of wire feeding system that features three feed blocks that can accommodate up to 36 wires and 12 wire types per feed block. This quickchange system allows the feed blocks to
be set up and flexibly changed as per the build specification. An RFID transponder automatically secures the wire feed, making it easy and straightforward to change over the wires completely.










The WT C10 offers maximum flexibility thanks to up to ten vibratory bowl feeders during the process of safely inputting the loose wire end ferrules, supported by a straightforward refill process, the WT C10 makes wire end treatment a simple and efficient process. With that in mind, the new technological developments of the WT C10 crimper allow for the efficient processing of wire end ferrule lengths, ranging from 8 – 18mm. Using the new crimper, you can choose between partial and stripped wiring up to 20mm. This new crimper uses servomotor technology to ensure high-level consistency during wire processing.

Dependent on the requirements of the enclosure build or specification the wires can be dispensed from the machine in three different ways: through ejection, by a rail system, or via a chain bundler. As Rittal’s WT C10 can hold up to 2100 wires at any given time the need for wire sorting is unnecessary
as the pre-assembled wires are produced in wire rails as standard. This enables the lined-up wires to be processed quickly and efficiently; this, in conjunction with the wire cart trolley, improves the process of order picking during the build and dispatch process.
Using the WT C10 machine, chain bundles can also be produced to make the wiring process even more efficient; wires are then subsequently arranged in the chosen order. This allows businesses to be flexible with the services that they can offer to prospective customers. This service offering is only possible thanks to the Wire Terminal’s three adjustable output options that can be implemented. Along with integration with Eplan smart wiring software. Eplan’s smart wiring application supports the wiring technician by providing all the necessary information in a digital and or 3D format. Along with providing digital engineering data and always up-to-date project comparisons. This, in turn, adds additional value at every stage of the enclosure wiring process.

www.rittal.com www.mepca-engineering.com 19 CABLES & CONNECTORS Make it flexible. Make it sustainable. Make it OMRON. #MakeitOMRON
With our range of integrated manufacturing solutions, scale your business faster with greater flexibility and sustainability. makeitomron_automation_180x126mm_2022_ad_en_01_d03.indd 1 29-11-2022 10:45
Make the world better through creative manufacturing
Tomorrow’s factory today
The prospect of creating a factory that’s fit for the future can seem challenging. With so many technologies and solutions available, it can be difficult to know where to start. But setting up a future-facing factory doesn’t need to cost the earth, or need to be overwhelmingly complex or time-consuming. To help realise the factory of tomorrow, today, Bosch Rexroth shares eight practical steps that you can take to dramatically improve your factory – and reap the rewards.
Retrofit existing machines to unlock the potential of Industry 4.0
Industry 4.0 has opened up a world of possibilities for manufacturers. By connecting machines and analysing the data, performance and productivity can be optimised. Fortunately, there’s no need to replace existing machinery to enjoy these benefits. IoT Gateways connect new and existing machines easily and cost-effectively to the IoT world.
Use a lightweight robot
Collaborative lightweight robots are an important building block for the versatile factory of the future. In the coming years, the market for cobots is expected to grow by 15 to 20% each year. With the acquisition of a majority stake in the Danish manufacturer Kassow Robots, Bosch Rexroth is expanding its product portfolio in this area. This will primarily benefit customers in the consumer goods and mobility industries, including battery production, and in semiconductor production. Thanks to the combination of reach and payload, the cobots can perform a wide range of automation tasks: from packing, machine loading and pick-andplace applications to visual quality control. Compared to smaller industrial robots, integration costs are much lower.
Incorporate an AMR or AGV
Another essential feature of the flexible factory is autonomous mobile robots (AMRs) and automated guided vehicles (AGVs). They deliver components on demand from a central store to an assembly point on the production line. The recently enhanced Active Shuttle is an AMR that finds its way around the factory independently. Using camera-based 3D obstacle detection, it can avoid obstacles. Thanks to the integrated personal protection, the Active Shuttle can move freely around the
plant. As with production robots, you could start with a single AMR and expand your fleet gradually.
Get an intelligent floor
With the right foundation, so much more is possible in your factory. An intelligent floor can identify your devices and machines, manage them, exchange data with them and supply them with electricity, media and more – without cables. This enables you to rapidly change your production line as and when needed and adapt quickly to market demands. Bosch Rexroth’s intelligent floor is completely modular, so you can include new functions, such as localisation or safety features, by simply exchanging a few modules in your floor. This also means that you could start by incorporating it into one area of your factory and expanding it over time as your needs grow.

Digitalise production processes and rethink automation
Connectivity is key in the modern factory. By connecting everything from individual
machines to entire production lines, from the sensor to the cloud, the NEXEED software from Bosch Connected Industry optimises mechanical engineering, manufacturing and intralogistics processes regarding transparency, agility, cost, quality, and time. NEXEED ensures greater transparency and identifies deviations, which makes production more cost-effective and improves product quality. It further helps to implement system and machine projects in assembly, testing and process technology in a targeted and efficient manner and offers intuitive operating concepts.
Use an interactive software solution
With so much valuable data being collected from the factory line, a software solution that enables people on the shop floor to view the information in a clear and helpful format is essential. Bosch Rexroth’s Active Cockpit does just that. It’s an interactive software solution that provides live access to all the relevant manufacturing and logistics data. Because it shows the KPIs in a standardised format, deviations become apparent
20 www.mepca-engineering.com TOMORROW’S FACTORY
straightaway. As a result, employees on site can react immediately and initiate corrective measures.

































































































Incorporate AIoT solutions




























When AI is combined with IoT to create the Artificial Intelligence of Things (AIoT), the result is a powerful combination that will shape the world of automation. The AIoT has the potential to automate activities previously carried out by people and to increase the productivity of machines and factories. With AI, machines better understand their environment and act accordingly. Incorporating AIoT factory solutions needn’t require huge investment, new infrastructure or specialist knowledge. Bosch Rexroth’s Smart Item Picking solution is a good example of how you can incorporate AIoT solutions in small, easy steps. With the help of AI, the software recognises the products to be grasped and works out how to pick them up smoothly. Hardware and software components are modular and support typical cameras, grippers and robots from various manufacturers. It’s an economical alternative to manual order picking.




Harness the power of software and open ecosystems






























Software is transforming today’s factories and offering a number of tangible benefits. Whether you want to save time and cost, increase production or better understand your machine performance, software may well offer an affordable solution. With its hardware and software solutions, Bosch Rexroth’s automation platform ctrlX AUTOMATION is like a smartphone for automation with corresponding app technology. Because it’s relatable to devices people use in their everyday lives, it’s intuitive and easy to use. Its consistently open architecture and webbased engineering enables users to create, add or share automation functions via an app. As a consistently open automation platform, ctrlX AUTOMATION provides all
the building blocks for complete automation solutions with the ctrlX World ecosystem. The system is modular, scalable and covers the requirements for almost all applications as needed. In the ctrlX Store, users can access numerous apps from Bosch Rexroth and third-party suppliers or create their own applications. All of this allows you to expand your system according to future requirements. www.boschrexroth.co.uk
www.mepca-engineering.com 21 TOMORROW’S FACTORY C M Y CM MY CY CMY K
The role of the encoder in AGVs
The British Encoder Products Company looks at the role encoders play in Automated Guided Vehicles and the applications that complement the technology.
Process automation, machine construction and increasing the efficiency of systems or installations require highly precise equipment, and encoders are one such example.
The encoder is not just a rotary encoder. It is part of the automation system, thanks to which it is possible to determine the efficiency of various types of machines. Proper knowledge of encoder functionality and the ability to use them makes it possible to increase productivity – in other words, encoders save time and money.

The encoder allows the control of movement, drive, and operation of individual machine components, and then – most notably from a business perspective – the optimisation of operations. Without the supervision provided by the encoder, motion optimisation would not be possible.
Whether you are working on Automated Guided Vehicles (AGV), Automated Guided Carts (AGC), or Autonomous Mobile Robot (AMR), or any of the other designations being used, robots and robotics are becoming increasingly important to the industry, moving parts, and materials in every environment from manufacturing to warehouses, to customer-facing grocery stores.

It is vital that these automated machines do their jobs correctly to ensure precision. For that, the controllers require reliable motion feedback. And that’s where British Encoder Products Company (BEPC) comes in.
Lift control
Many automated vehicles and carts lift materials and products onto and off shelves, floors of warehouses, or other storage areas. To do that repeatedly and reliably, the machines need precise, accurate motion feedback to ensure that
products and materials get where they need to go, undamaged. BEPC’s draw wire solutions such as the Model LCX provide reliable motion feedback to ensure that lifts stop at the correct locations, safely moving products and materials where they need to go.
Drive motor feedback
As automated vehicles and carts move around warehouses and other facilities, their motors need reliable motion feedback to ensure they remain in designated transit corridors/areas and to ensure accurate stopping and starting.
BEPC motion feedback devices, including the compact, high-performance Model 15T/H and the economical Model 260, have provided reliable, repeatable motion feedback on motors for more than 50 years. Our engineers and encoder experts understand motor applications and how to determine the right motion feedback device for drive motor feedback.
Absolute feedback for steering assemblies
Steering assemblies require precision to ensure the correct steering angle and drive path. The best way to ensure proper motion feedback in these
applications is to use an absolute encoder.
Absolute encoders like the compact 36mm blind hollow bore Model A36HB ensure smart positioning, providing an exact location in a 360-degree rotation.
BEPC offers a range of absolute encoder solutions that can provide motion feedback.
Other applications
There is a range of other functions related to AGVs where encoders play a crucial role. They include conveying, registration mark timing on machines such as automated palletisers, shrink wrappers and pick and place robotics, plus gantry systems and case packers.
Encoders are indispensable wherever precise measurement and supervision of speed, direction of travel, distance travelled, and position of mechanical elements or number of rotations performed is necessary. And with their potential to support significant gains for manufacturing businesses, specifying quality, reliable and highly accurate encoders can be a relatively small investment.
www.encoder.co.uk
22 www.mepca-engineering.com ENCODERS
Software to assist your industrial evolution - Nothing more. Nothing less.

One platform for all digitization requirements

Experience the ease of IT-supported process optimization with moneo moneo is the all-in-one platform for everyone who wants to interact with their system in a predictive manner, evaluate information and adjust parameters. All in one software. Take the next step in digitization. Without detours, without technical hurdles, very simple and straightforward. Are you ready for industrial evolution? It's already happening, with moneo.
moneo | configure SA (SA: Stand-Alone) supports you with the parameterization of your IO-Link devices and ifm IO-Link masters. The visualized representation in the cockpit simplifies setup and error diagnosis. The simple management of parameter data sets accelerates the integration of new sensors and is supplemented by the integrated online connection to the IODD finder.
Ready for more?
Then start your digital evolution now with moneo, the new, open and industry-independent IIoT platform from ifm.
moneo.ifm
moneo – simply made for you!
Faster transport of cylindrical battery cells
When an automotive manufacturer needed a conveying solution to support its battery manufacturing line, it turned to mk Profile Systems, as MEPCA discovered.

Cylindrical battery cells with a 46 mm diameter (80 to 120 mm in height) and a weight of 0.3kg per unit needed to be delivered to the incoming goods department of an automotive manufacturer for the production of battery packs. In the incoming goods department, the cells were required to be sent to the assembly process in batches by robots and lined up on a belt conveyor.
There was a requirement for the DMC code of the cells to be scanned on this belt conveyor. In addition, the cell required cleaning, visual inspection and electrical testing to separate defective parts. The cells then had to overcome a height difference of approx. 2500 mm in a position-oriented, upright position to advance to the next process step.

The goods to be transported needed to flow smoothly, i.e., be transported without a pallet, with maximum throughput and high process reliability.
The customer approached mk, which provided a solution using its Versaflex A06 flat top chain conveyor system, which was ideal for safely transporting the upright battery cells. In the horizontal sections, side rails with a clearance of 48mm hold the cells upright and in the correct position for the subsequent process steps.
A clamping conveyor, also known as a double-grip conveyor, has proven to be the best solution for transport on inclines. Two Versaflex A06 conveying tracks directly opposite each other with flexible cleats clamp the cells laterally and transport them vertically to another level. The conveyor climbs quickly and smoothly to a height of 3400mm.
The conveyor speed is 480mm/s, corresponding to a cycle time of 0.1 seconds per unit or a throughput of 600 cells per minute. Including the horizontal sections before and after the incline, the conveying

path has a total length of approximately 20m. Using a clamping system, a large difference in height can be bridged over a relatively short distance with a steep incline.
The mk conveyor ensured the high-speed, safe and smooth transport of the cells whilst easily adapting to the spatial constraints the
customer was facing. Using the mk profile within the design offers rapid assembly and disassembly. This solution from mk provides interlinking with the entire system via interfaces that offer process reliability.
www.mkprofiles.co.uk
24 www.mepca-engineering.com CONVEYOR SOLUTIONS

Metering precisely –and saving energy
For 70 years, the provider LEWA from Leonberg in BadenWürttemberg has specialised in pumps and plants for fluid metering. The metering and process diaphragm pumps manufacturer produces individual, efficient system solutions for its customers. Areas of application are metering requirements, conveyance, mixing and odorising tasks – i.e. mixing of odourintensive substances, especially with gases – in very different industries: from chemicals to mining.
The diaphragm metering pumps in LEWA’s ecodos series are used in sensitive areas such as food or pharmaceuticals, for example, for adding additives in the pharmaceutical sector or metering aroma in food. One specific application is the addition of omega-3 oil to baby food. The ecodos series operates in the low-pressure range, i.e. at a maximum discharge pressure of 20 bar, and with a flow rate of 16 to 1460l/hr. This requires pumps that not only allow precise control of the amount and time of addition, but also deliver the ingredients particularly gently.
Drives for wide ranges
“For this application, we now also offer our ecodos pumps with IE5+ motors from NORD for wide range control”, explained Maurice Wirkner, Application Manager at LEWA. The permanent magnet synchronous motors are either operated as stand-alone motors – i.e. directly flanged to the motor – or with a decentralised frequency inverter.
NORD DRIVESYSTEMS offers IE5+ motors with powers from 0.35 to 3.7kW. With its fanless design, it is ideal for hygiene-sensitive applications being easy to clean. It is also available with the extremely corrosion-resistant nsd tupH surface treatment, which is an economical alternative to stainless steel. Such treated components are protected against

corrosion and resistant to acids and alkalis. The optional IP69K protection class even allows the motors to be cleaned with a highpressure cleaner.
An end to overdimensioning
Until now, LEWA had operated its diaphragm metering pumps with classic asynchronous motors or with servo drives, including corresponding servo inverters, often combined with stroke adjustment. In the meantime, the pump expert has expanded its selection to include NORD motor technology. Permanent magnet synchronous motors are significantly cheaper to purchase than servo drives, and they make servo inverters and stroke adjustment superfluous. Classic asynchronous motors, on the other hand, are relatively inefficient outside the nominal speed range and, therefore, often have to be used in an over-dimensioned form. Here, too, the NORD motors are much more efficient alternatives.
“The drive system with the IE5+ motor is much easier to handle and realises high-precision metering over a very wide adjustment range”, continued Maurice. The NORD IE5+ has a constant torque that can be called up from standstill to the nominal motor speed. This ensures a particularly smooth start-up of the system, which protects the sensitive products LEWA customers work with within the food and pharmaceutical sectors.
Extreme efficiency
The extreme control range and the short-term high overload capability of the IE5+ motors from NORD often make the use of several pumps for different flow rates superfluous for LEWA’s customers,
which results in a reduction of the drive variants in the overall system. This minimises administrative costs and streamlines production, logistics, storage and service processes. The outstanding 95% energy efficiency of the IE5+ motors adds to this.
“With its high energy efficiency, this drive system provides many advantages for our customers and thus also for us as a futureoriented pump and system provider”, Maurice added.
LEWA accompanied the development of the highly efficient IE5+ motor as a kind of project partner. “We were already able to test the motor together with our pumps as a system during the prototype stage and thus gain initial experience”, Maurice concluded.
The cooperation between LEWA and NORD is definitely to be continued, and the next project is already planned. The partners are developing a trade fair demonstrator of a pharmaceutical metering pump with IE5+ motor and decentralised NORDAC ON+ frequency inverter from NORD, which illustrates the advantages of the wide-range control in metering with the LEWA ecodos diaphragm metering pump.
www.nord.com
With
26 www.mepca-engineering.com
Thanks to their wide control range and outstanding energy efficiency, LEWA, a manufacturer of metering pumps and systems, relies on IE5+ motors from NORD DRIVESYSTEMS for high-precision applications.
MOTORS
its smooth, fanless design, the efficient IE5+ motor is ideal for applications in the food and pharmaceutical industry.