Clean Environments
From understanding legislation and remaining compliant, to eliminating contamination and ensuring cleanliness each one is crucial in delivering a ‘clean environment’. In this edition, we explore a range of topics from lubrication catering for vegans, effective and efficient air management through to food processes and production knowledge helping you to remain the ‘best thing since sliced bread.’
In Focus
Making a clean start in food production
With microorganisms posing a real threat of contaminating machinery, it’s time to call in the cavalry. Armed with compliance, legislation, and engineering knowledge ERIKS deliver peace of mind for your hygienic design. Page 24.

Making Industry Work Better Say goodbye to the sponge on a stick
The EXPEL Compressed Air Filter, the latest filtration innovation, possesses the capabilities of three conventional compressed air filters in one – could it change the air filtration game? Page 44.
Debate
The EBRS is dead. Long live EBDS?
As one scheme ends and another begins, could the Energy Bills Discount Scheme (EBDS) calm uncertainty across the manufacturing world, or will it add to the difficulty? Page 48.
ISSUE 48

Reliable | Trusted | Connected © ERIKS Industrial Services, all rights reserved. Fenner is a registered trade mark of J. H. Fenner & Co. fptgroup.com Reliable, Trusted, Connected TRANSMISSION BELTS COUPLINGS SHAFT FIXINGS INVERTERS CHAINS GEARBOXES
of professional engineers have placed their trust in Fenner® Power Transmission Products.
range has set the standard in innovation and performance to form the very foundation of their transmission drives.
Generations
This
Welcome
Within
We start by looking at the potential for savings at a leading national bread producer in ERIKS in Action. They wished to reduce their energy costs and carbon footprint by channelling its air correctly. We supported them with an ERIKS Air Optimisation Program to help identify the potential for savings, making it time for a new ‘air style.’
As the popularity of veganism grows, it’s as important that food manufacturers are compliant with their evolving requirements and regulations. ROCOL have embraced this and in this edition deliver their latest lubrication innovation designed to help you cater for the vegan consumer.

Making Industry Work Better shines a light on the small yet mighty product from Original AVG. The Expel Compressed Air filter innovative technology offers the capabilities of three conventional compressed air filters in one, helping to not only improve efficiency and reduce maintenance but also deliver impressive cost savings, posing the question – could this product change your air filtration game?
Finally, our popular Debate article compares the differences between the outbound “Energy Bill Relief Scheme” (EBRS) and the incoming “Energy Bills Discount Scheme” (EBDS). With manufacturers seeking clarity and stability during these difficult times, does this change in scheme merely add to today’s manufacturing challenges or does it help? We always enjoy our readers’ feedback and would love to hear your thoughts! If you would like to comment on any of the subjects covered in this issue, please join the discussion by emailing or tweeting us @ ERIKS_UK
Richard Ludlam Editor-in-Chief

eriks.co.uk
me at: knowhoweditor@eriks.co.uk
Email
this edition of Know + How we delve into some of the issues our clients in clean sectors face demonstrating how we can meet those challenges and collectively drive innovation forward.
Published by ERIKS Industrial Services Seven Stars Road, Oldbury, West Midlands, B69 4JR, United Kingdom




Issue 48 09 12 XUM doesn’t lose sight of its target
3000°F
The partnership forged at
Latest News Technology Update ERIKS in Action 07 Big Data, Big Problem? 06 Could gaming bridge the skills gap for Robotics and Vision Engineering? 06 Celebrities and Engineering leaders join the drive to tackle the £1.5bn skills shortage! 06 UK and EU Sign Offshore Renewable Energy Agreement 07 Big Data, Big Problem? Perhaps thinking small offers the solution! 07 Global Nature deal reached despite objections 08 Designed to deliver no matter the direction! 08 Making motors easier to reverse without conductor disconnection 09 A new horizon for metering and dosing 09 No matter the speed or distance the XUM doesn’t lose sight of its target 10 Time for a new air style?. 12 The partnership forged at 3000°F 16 Remember, remember, the 5th of November?
In this issue
Work Better




eriks.co.uk 42 48 In Focus Making Industry
Debate Revealed: the secrets behind your data
EBRS.
EBDS? Machines can be vegan too... ISSUE 48 Subscribe today and never miss an update eriks.co.uk/subscribe NEVER MISS AN ISSUE 28 18 The best thing since sliced bread? 20 When an ordinary bearing just won’t wash 22 The no seal of approval 24 Making a clean start in food production 26 Cleanliness vs Reliability 28 Machines can be vegan too... 30 Sticking to food safety 32 Full steam ahead 34 Let’s talk dirty 36 PPE that works together, saves together 48 RIP EBRS. The EBRS is dead. Long live EBDS? 38 When what goes around doesn’t come around 40 Food safety legislation bakedin with ERIKS 42 Revealed: the secrets behind your data 44 Say goodbye to the sponge on a stick 46 The recipe for the perfect vacuum pump
RIP
The EBRS is dead. Long
live
Could gaming bridge the skills gap for Robotics and Vision Engineering?
With many areas of UK Manufacturing feeling the stresses and strains of a national skills shortage, the same can’t quite be said for Robotics and Vision Engineering, thanks surprisingly to the pandemic! Post-pandemic offered a spike in interest for this sector and has helped to create a high demand for individuals with programming, designing and building robotic vision systems capabilities. But the question is – Where can these individuals be found?
For most parents seeing their child spending countless hours playing their video games can provide a significant concern. However, the very skills these ‘gamers’ are developing could be the answer to this increase in demand.

The future of engineering could well shape into an amalgamation between the old and the new, with engineers of the future needing both traditional engineering skills and software engineering know how, with a basic understanding of AI, 3D Modelling (CAD) and data science.
Undoubtedly, apprenticeships and other forms of learning will be integral in developing the skillsets of those with potential, perhaps even from the gaming world!
UK and EU Sign Offshore
Celebrities and Engineering leaders join the drive to tackle the £1.5bn skills shortage!
You can’t control what you can’t measure. So to help energy end-users on the shopfloor acquire standardised energy With the UK facing an engineering skills shortage, more than 150 leaders in engineering and noted celebrities such as Will.i.am and Carole Vorderman have joined forces in a bid to urge the UK Government to include engineering in both Primary and Secondary School curriculums.
ODVA, the OPC Foundation, PI (Profibus and Profinet International) and VDMA will be working together to develop a standard interface, based on OPC UA. The result will be energy information provided in a standardised way as part of the Global Production Language.
The details of the interface will be included in future releases of the OPC UA for Machinery specification.
While PI and ODVA are contributing their knowledge of energy interfaces at the field level, the OPC Foundation is defining semantics and secure data transport, which will serve as the foundation of the Global Production Language developed by VDMA.
The standardised information which the working group’s collaboration will provide will ultimately make it easier for energy end-users to achieve their environmental, social and corporate governance goals.
Renewable Energy Agreement
The UK Government have secured a new cooperative agreement with key European Union nations to strengthen both North Sea renewable deployment and the general connectivity of wind farms. The UK sends and receives electricity through cables linked to EU states such as the Netherlands and France. This latest agreement delivers improvements such as access to electricity imports and exports, reliability improvements and increased interconnection.
Graham Stuart, the UK Minister for Energy and Climate, put pen to paper on a Memorandum of Understanding with the (NSEC) North Seas Energy Cooperation on Sunday, 18th December 2022. This agreement involves countries such

as Germany, Luxembourg, Belgium, France, Ireland, Denmark, Norway, Netherlands, Sweden, and the European Commission. With predictions of £3bn in savings to consumers made by the National Grid Electricity System Operator, this new agreement helps support the plans of the UK. These plans include an increase from 40GW to 50GW in offshore wind capacity and will help keep the UK’s plans to add 10GW of new interconnector capacity from the 8.4GW we see today.
The UK has seen a recent fall from third to fourth in the EY’s bi-annual rankings for the overall attractiveness of renewable energy investment markets. This agreement could be a step in regaining the attractiveness of the UK’s renewables market.
Although there has been solid investment received for offshore wind across the past six months here in the UK, Germany was able to secure third place in the rankings thanks to their pledge of an 80% renewable electricity mix by 2030.
With no current sign of difficulty from areas of the UK Government on the horizon in making solar development on agricultural land, the future of the UK’s renewable energy market looks promising.
Issue 48
LATEST NEWS
Big Data, Big Problem? Perhaps thinking small offers the solution!
With a global data storage issue looming - bigger is better may not be the best approach. That is why an exciting new UK project has been launched, designed to tackle the growing concern. Led by Aston University, the goal is to develop exciting new nanometre-scale technology as a solution to this expanding problem.
After predictions that across the next three years, the global datasphere (the total amount of worldwide data) will increase by an eye-watering 300%, and the current set-up already reaching maximum capacity, the call out for support couldn’t be any louder!

Therefore, this new project is a welcome sight for many, with the plan to utilise chemistry-based technology, allowing the creation of regular patterns on a microscopic scale. Researchers have described just how small these surfaces will be, with a comparison of them being 10,000 times smaller than a single strand of human hair and channels measuring less than a microscopic five nanometres in width – small may very well prove mighty.
Headed up by chemistry lecturer Dr Matt Derry of Aston University’s College of Engineering and Physical Sciences in
Global
collaboration with the science facility Diamond Light Source, Specialist Computer Centres (SCC) and Babes Bolyai University, Romania. Dr Derry will be supported by Dr Amit Kumar Sarkar, who brings a wealth of knowledge in materials chemistry and is funded by the Engineering and Physical Sciences Research Council (EPSRC)
They will both aim to deliver a viable solution that will offer longevity. This project also has the opportunity to transfer across other technologies, such as Solar Energy, where regular pattern creation on a nanometric scale is present. So, the potential for a groundbreaking, revolutionary result is a fascinating concept.
Eco-I NW offers SMEs access to fullyfunded interns from a pool of students across the six universities, postgraduate researchers and capital grants.
Nature deal reached despite objections
A new global deal for nature biodiversity has been reached, designed to tackle land deterioration while helping restore 30% of the heavily degraded and damaged ecosystems by 2030.
The Kunming-Montreal Global Biodiversity Framework highlights the importance of improving every ecosystem’s connectivity, integrity, and resilience. With the goal to increase ecosystems by 2050 and drastically reduce the human race’s threat to any known species currently under threat or at risk.
A primary goal focuses on the trade of nature, ensuring it is safe, legal and sustainable. In addition, overexploitation is to be prevented, and the impact of all invasive alien species should be reduced and eventually eliminated. The framework calls for transparency within the private sector regarding their impact and risks to biodiversity.

With involvement strictly voluntary, there is a concern around cooperation levels.
With many organisations observing the talks, the fundamental difficulty felt is financing the delivery of a future that will prove to
be nature positive. International flows have already demonstrated this for biodiversity conservation and restoration with climate finance falling well below the levels currently required.
Predictions made by The Paulson Institution highlight that for biodiversity to be reversed or repaired by 2030, it would require an input of $598bn per year. Making it difficult for some to see the light at the end of the restoration tunnel – many remain hopeful. But not everyone emits the same hope.
The Democratic Republic of Congo has expressed disappointment and concern over the financials of the agreement. Feeling that a funding pool would be required, with more developed nations bearing the financial demands of this goal.
Cameroon has also expressed frustration with the agreement. Feeling that the COP15 president manipulated the procedure to push the framework through. Feeling that more time was needed to produce and review relevant documents.
Therefore, it remains to be seen if this framework can deliver the goals and convert the cynics. Time will tell. With seven years to deliver, a lot of work is required to reverse the damage of time and protect the planet of tomorrow.
eriks.co.uk 7
With demand for improved performance and longer service life for multidirectional conveyance expressed. The uni QNB Ball from Ammeraal Beltech offers the ultimate solution and a multitude of benefits.
Boasting over fifteen hundred balls per square metre, complete control can be at your fingertips. Products can be handled easily and turned dynamically either on demand or wherever re-alignment is required, delivering unrivalled accuracy.

Not just that, but thanks to its design very little maintenance is required, making additional costs a thing of the past. And with each socket for the roller ball built directly into the links, you can expect to benefit from 2x tensile strength versus other competitive belts.
Plus, with cleanliness and contamination often proving troublesome to belt performance. The uni QNB Ball’s innovative design of a closed-top construction makes the possibility of contaminants penetrating and blocking ball movement almost nonexistent.
Making motors easier to reverse without conductor disconnection
Phase Inverter Plugs and Appliance Inlets are a creative approach to the problem of 3-phase rotating machinery which require reversing; it allows you to manually switch 2-phases to change the rotation direction of the motor without conductor disconnection


Two-phase pins are arranged on a 180˚ rotating, insulated plate that, when inserted into a socket, is held in place by a pressure locking mechanism. If the motor needs reversing our Phase Inverter Plugs and Appliance Inlets can be polarity reversed on two phases by use of a flat head screwdriver releasing the locking mechanism and plate on the Plug or Inlet.
The screwdriver doesn’t need to contact either the conductors or terminals, the lock plate switches the phases over mechanically inside the Plug or Inlet without the need to open it. This operation can only be done with the Plug or Inlet not mated with a Socket or Connector. Available in IP44 & IP67, and manufactured in robust materials, they are ideal for heavy use industrial equipment that is located inside a building or exposed to the harsh
environmental conditions encountered with outdoor use.
The range of Phase Inverter Plugs and Appliance Inlets have excellent corrosion protection due to the brass nickel-plated contacts and pins. The Plugs are available in 16a & 32a, 230v and 400v. The Appliance Inlets are available in 16a & 32a, 230v & 400v with both panel mounting and wall mounting options available.
Issue 48 TECHNOLOGY UPDATE
Designed to deliver no matter the direction!
A new horizon for metering and dosing
The new Verderflex® Ds500 has been specifically designed to challenge traditional technological solutions to certain pumping applications. This new innovation has many applications including metering and dosing of key chemicals, pigments, cleaning agents and disinfectants.
The principle behind this technology is to improve the accuracy and save the end user money with both direct costs in terms of chemical usage, and indirect costs via toolfree maintenance and service. It is IoT enabled as standard, allowing the user to future proof their investment and increase efficiency. Essentially, this smart pump monitors activity and provides real-time information on multiple factors e.g., flow, temperature and current. The use of this type of technology means that these pumps are able to gather a great deal of information which can be used to predict when a pump needs to be repaired or replaced. The Ds500 Remote Assistant (RA) app supports monitoring but does not allow you to control the pump from the app. This provides an added layer of safety and security

when using IoT enabled products. It adds value to the user’s process because it lets you record pump performance, plan maintenance and prevent excessive downtime through alerts on problems.

Maintenance is tool free with the click-and-go cartridge which can be changed in seconds, allowing the user to keep downtime to a minimum. The orientation of the double tubing within the cartridge allows for a significantly smoothed flow and greater dosing accuracy. The tubing is the only part of the pump in contact with the fluid being pumped, meaning safety is assured during
cartridge changes. It can easily handle both viscous and abrasive fluids and is suitable for abrasives and products with soft and/or hard solid content. The plug and play functionality allow set up to be complete in a matter of minutes and the small footprint with secure mounting means the Ds500 can be installed easily in any location.
The way we monitor and maintain pumps and other ancillary equipment is changing, and the Ds500 provides a new horizon for pumping technology.
No matter the speed or distance the XUM doesn’t lose sight of its target
Telemecanique sensors introduce their new XUM sensor, a compact design delivering unrivalled accuracy and precision.
With construction allowing quick and easy installation in those hard to reach and often confined spaces, an anti-corrosive housing makes it durable in harsh environments and electromagnetic compatible settings. Not to mention the ability to detect targets as quickly as every half millisecond and at a distance of up to 30m this small sensor is certainly a mighty one. Furthermore, the offering of side-by-side installation with its anti-interference mode allows wider coverage without compromising performance.
And the features don’t stop there. High water resistance thanks to its IP65 and 67 ratings and manageable distance control and output settings across all modes with its sensitive potentiometer. This sensor offers the performance of six in one, meaning you can drastically reduce inventory levels and slash stock management without hindering performance.
eriks.co.uk 9
Time for a new air style?
 Mervyn Norris Application Engineer - Pneumatics
Mervyn Norris Application Engineer - Pneumatics
It only takes a quick comb through your energy bills to spot rapidly rising costs. One way to trim them is to reduce leaks in your compressed air system. But a more effective way to save more – a buzz-cut to your costs, if you like – is simply to use less compressed air. An ERIKS Air Optimisation Program will help you to do exactly that.

ERIKS IN ACTION
A buzz-cut to your costs
Compressed air is the only resource that’s generated to be wasted. Once it has been used, the open nature of compressed air systems means that the air is simply dumped into the atmosphere, and more has to be generated as required. If it leaks from the system before use, that’s a waste. But if you’re generating more than you need in the first place, that’s an even bigger waste, and an unnecessary cost for the energy to produce it.
The solution is a new compressed air style of energy-saving.
An ERIKS Air Optimisation Program doesn’t just reduce compressed air loss, but reduces compressed air generation too. And the less you generate, the less you pay for the energy to do it.
Slicing costs for a bread baker
A leading national bread baker wanted not only to reduce their energy costs, but also to shrink their carbon footprint. Realising compressed air usage was a significant factor in their rising bills, they contacted ERIKS for help.
ERIKS offered the baker an Air Optimisation Program, in five slices.
The first ‘slice’, an Air System Audit, looks at the customer’s compressed air system: its layout, condition, working pressure and types of compressor employed. This provides a clear picture of the current design and state of the system, and highlights any potential improvements for later consideration.
Delivers immediate savings
Although many systems operate at a higher pressure, most pneumatic equipment will operate effectively at just 5 bar. Reducing the pressure not only reduces the amount of energy required to generate it, but may even enable a reduction in the number of compressors required.
In this customer’s case, reducing the pressure has cut the number of operating compressors from three to two. But with three compressors still available, their use can be rotated, which reduces maintenance and extends their service life.
Bread and butter
Helping customers to save energy and costs – and to reduce their carbon footprint –through compressed air optimisation. That’s ERIKS bread and butter. So why not use your loaf and get in touch?
Air Optimisation for optimum savings
Following the first three stages of the ERIKS Air Optimisation Program, the customer is already saving £112,560 p.a., calculated as follows (based on an average energy cost of £0.27 per kW/hr):
Original system
System pressure: 7.7 bar
3 operating compressors with 65% average use
The second slice is an Air Leak Survey. Air leaks are a common problem with compressed air systems. But because they don’t directly affect compressed air end-use, they’re a problem which is often overlooked or ignored. Rather than air pressure being reduced at the point of use due to the leak, the compressor simply works harder to generate more pressure to compensate for the leak.
Which of course uses more energy.
Under pressure to save
The third slice of the Program is Repair. Stopping leaks delivers immediate savings by reducing the volume of air required.
This stage also assesses the opportunity for turning down the system supply pressure.
With all three ‘slices’ now complete, the customer has realised annual savings of £112,560 [see box-out for details] and is planning to move on to the third and fourth stages of the program:
• Monitoring Ongoing Consumption –involves installation of flow meters to identify real-time consumption, highlight unexpected increases, and provide warning of leaks
• Introducing Innovations – together with the customer, ERIKS will consider and assess equipment and installations which can reduce compressed air consumption and help achieve additional savings. These are likely to include pressure boosters, reduced pipe sizes, and moving valves closer to cylinders.
Running at 85% efficiency.
[Based on 2 compressors running 24/7/365, and 1 back-up compressor cutting-in several times a day]
Optimised system
System pressure: 6 bar
2 operating compressors –cost-saving: £29,760 p.a.

1 back-up unit, 40% average use (Now not required) –cost-saving: £82,800 p.a.
TOTAL COST-SAVING: £112,560 p.a.
eriks.co.uk
11
Highlights any potential improvements
The partnership forged at 3000°F
ERIKS’ customer relationships function at a range of temperatures. Some simmer. Some are at fast boil. And some are forged in a furnace. That’s our relationship with a leading steel manufacturer – and the result is a partnership as resilient as the hardest metals, that’s worth its weight in gold to the customer.
Some customers see us as a source of competitively priced parts for maintenance and repair. We offer them a choice from our comprehensive stock of well-known and own-brands. We promise timely delivery. And we can provide advice on replacements and upgrades when required. That kind of relationship can simmer quite happily for years.
Others see us as a kind of ‘fifth emergency service’. We’re always ready with vital components and engineering expertise whenever problems with critical assets threaten uptime, productivity, or even health and safety. We have the resources, we have the know-how, and we have the national network that allow us to support these customers when they need it most. When things threaten to boil over, we’re quickly on hand to help.
Turning up the heat
This industry leader has been making steel for around 150 years, and are still one of Europe’s leading steel manufacturers, producing around 3 million tonnes of quality steel products every year.

For many of those years, through changes of ownership and ever-changing production and market conditions, ERIKS have been a steadfast partner.
As you can imagine, for a business of this size and a production operation of this scale, the relationship with ERIKS has a distinctive look. However, ERIKS’ service and support are nothing if not scalable.
Whether our customer is a small workshop with turnover in the low tens of thousands of pounds, a giant manufacturing corporation operating globally, or a power station
operator, for example, the same expertise, experience, resources and know-how provide the foundation for our relationship. Then it’s down to the customer to call on as much or as little of those capabilities and support as they need at any one time.
For this manufacturer, ERIKS involvement has ranged from fulfilling contracts for motors and pumps, to sitting in on, and contributing to, meetings of internal committees such as Improvement Steering Groups.

With long experience and an in-depth understanding of the business’s most energy-hungry applications, ERIKS could offer powerful proposals to reduce energy use and significantly cut costs.
So when the cost of energy rose dramatically in early 2021 – turning up the heat across industry to reduce energy use – ERIKS were
Issue 48
Adrian Megson Application Engineer, Pumps
ERIKS IN ACTION
partnership 3000°F
Powerful proposals to reduce energy use
on the spot to help. With long experience and an in-depth understanding of the business’s most energy-hungry applications, ERIKS could offer powerful proposals to reduce energy use and significantly cut costs.


It’s payback time
‘If it ain’t broke don’t fix it’ is a well-known adage. ‘If it is broke but it’s not costing you money, don’t fix it,’ is an alternative philosophy.
eriks.co.uk
13
For this major name in steel, when their electricity costs were 0.04p per kWh, fixing an issue with the pumps associated with their steam turbine would not meet their paybacktime criteria. This was partly because installing new pumps would also involve significant civil engineering costs, such as redesigning a staircase to create more floorspace, and casting new concrete plinths for the pumps. But when, in early 2021, the cost of electricity more than doubled to approximately 0.09p per kWh, suddenly it made financial sense to sort the problem.
And it made absolute sense to work with ERIKS to do it.
Pumping up the volume
The customer’s steam turbine drives an alternator to generate electricity. But it wasn’t the steam turbine that was troublesome. It was the two pumps used to remove the condensate water produced by the turbine. At well over 60 years-old, the pumps not only had an unacceptable Mean Time Between Failure – being almost continually under repair since the mid-2010s. They were also inefficient and obsolete. Even with both pumps running, the desired duty point couldn’t be achieved. In addition, the pumps had a maximum flow rate of approximately 120m3 per hour, and a minimum of 60m3 per hour, but the condensate tank has a volume of less than 1m3.
This meant that the condensate couldn’t be pumped away from the condenser at a fast enough rate, so the turbine had to be slowed down, which in turn reduced the amount of electricity generated.
The fact that the condensate pump is nearly under a vacuum also meant that the Net Positive Suction Head Available (NPSHa) at the pump impeller inlet was far below the optimum.
ERIKS’ Business Development Manager for Pumps had been working closely with the customer for several years. Using his experience of their application, he put together a proposal which would not only increase efficiency, but also optimise power generation and reduce the customer’s electricity costs, all at the same time.

Two for one
ERIKS’ proposal was to supply and install two new end suction pumps, with an inducer fitted to the impeller. This was to suit the system’s low NPSHa suction conditions.
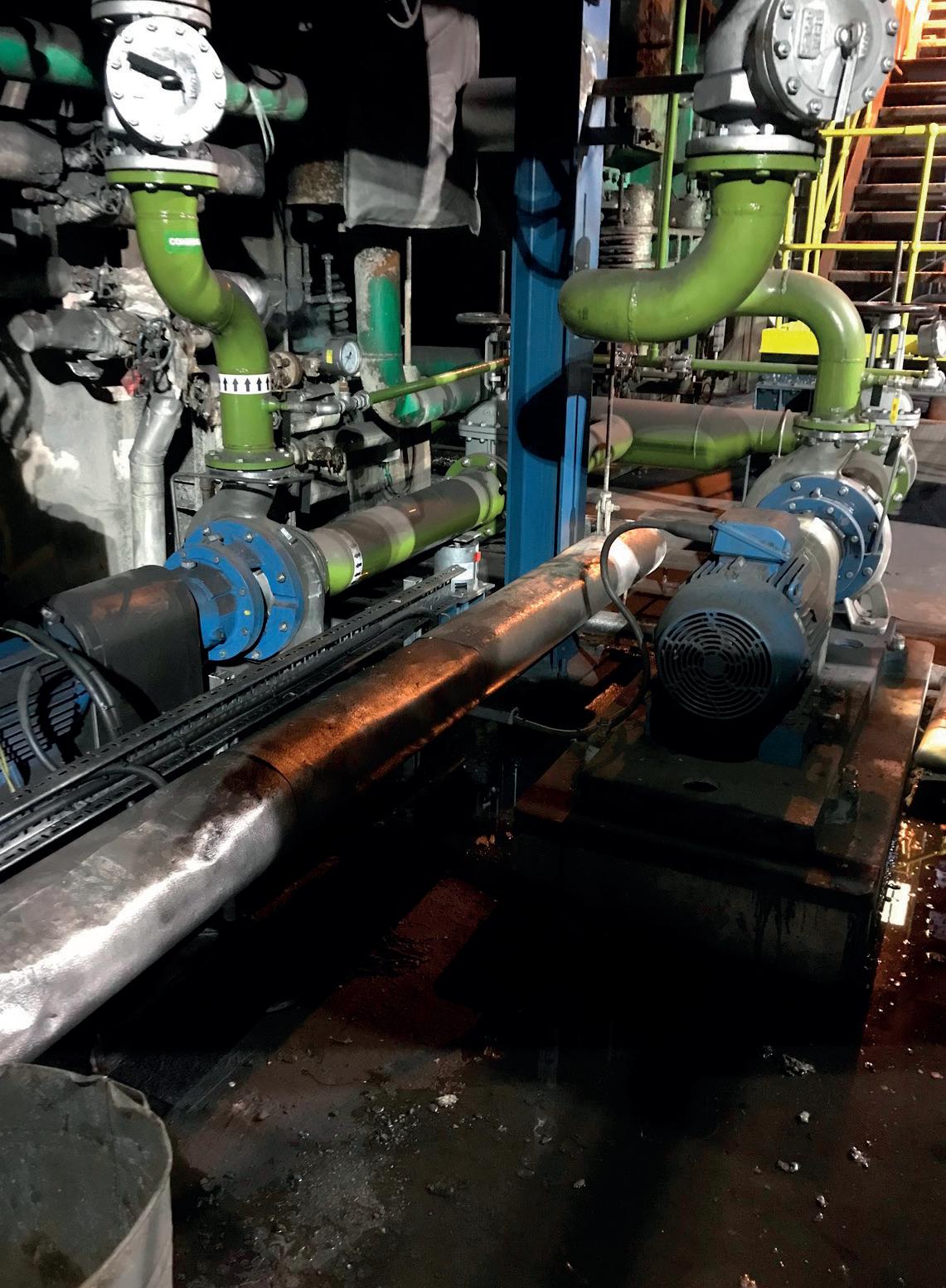
Huge overall cost-saving
Also, rather than having two pumps running simultaneously as previously, the solution would allow for one duty pump and one standby, making it a far more resilient system. Working closely with the customer’s engineering team, ERIKS provided advice on operating the new pumps with Variable Speed Devices and a level control system. This enables the pumps to achieve the minimum and maximum flow rates required, while at the same time keeping them within their designed operating window. The new pumps mean there is no need to restrict the amount of steam going into the turbine. So now it can be operated at anything up to its full generating capability, resulting in at least 1.5mW of continuous power generated, a significant reduction in the amount of electricity purchased from the National Grid, and a huge overall cost-saving [see box-out for details].
240 individual leaks
Issue 48
Working closely with the customer’s engineering team
ERIKS IN ACTION
Leaking money
While ERIKS were busy resolving the pumping problem, the customer also flagged up another issue within their plant.
Despite operating three compressors, they were still struggling to produce enough compressed air for their needs. Fortunately, before investing yet more money in yet another compressor, they asked ERIKS to investigate.
After carrying out a comprehensive air leak survey, ERIKS identified no fewer than 240 individual leaks within the customer’s system. So no matter how much compressed air was being generated, too much of it was disappearing into, literally, thin air.
Once the leaks were identified they were gradually fixed over several months. Rather than investing in yet another compressor, the elimination of the leaks allowed the customer to turn off one of their three compressors, resulting in an energy cost saving of approximately £1m. A follow-up survey – still to be conducted – may indicate it’s even possible to turn off a second compressor.
Talk is cheap
In any industry, identifying ways to cut costs and save money usually relies on knowledge
and experience. ERIKS have plenty of both, but don’t believe customers should rely on ERIKS know-how alone.
Giving the customer the ‘tools’ they need
That’s why – in addition to support and advice at the sharp end – ERIKS are providing knowledge behind the scenes, in the classroom.
By providing training – initially for apprentices but also for other employees – on motors, valves and hoses, ERIKS are giving the customer the ‘tools’ they need. These include the ability to spot problems before they develop, to discover potential efficiencies, and to proactively optimise productivity and reduce costs, through their own internal resources.
It’s all part of a partnership that’s proving its mettle for this leading name in steel. And which could do the same for your business too.

More power for less cost
The new, more efficient pumps have been operational since September 2022, delivering the following cost savings to the customer:
Based on 24/7 operation x 50 weeks per year, generating 1.5mW
= 8,400 operating hours p.a.
= 12,600mW hours p.a.
@ £220 per mW hr (price correct at time of writing) = £2,772,000 savings on National Grid electricity purchases
Fewer leaks for more savings
The identification and elimination of 240 compressed air leaks resulted in savings on compressed air and compressor running costs of £500,000 in 2020 alone.
eriks.co.uk
15
Remember, remember, the 5th of November?
One ERIKS customer will remember Bonfire Night 2022 for a very long time. Because that’s when ERIKS helped prevent six weeks’ production, for this leading cement manufacturer, from disappearing faster than a misfiring rocket in the rain.

ERIKS IN ACTION
Sean Milnes Engineering Manager
Issue 48
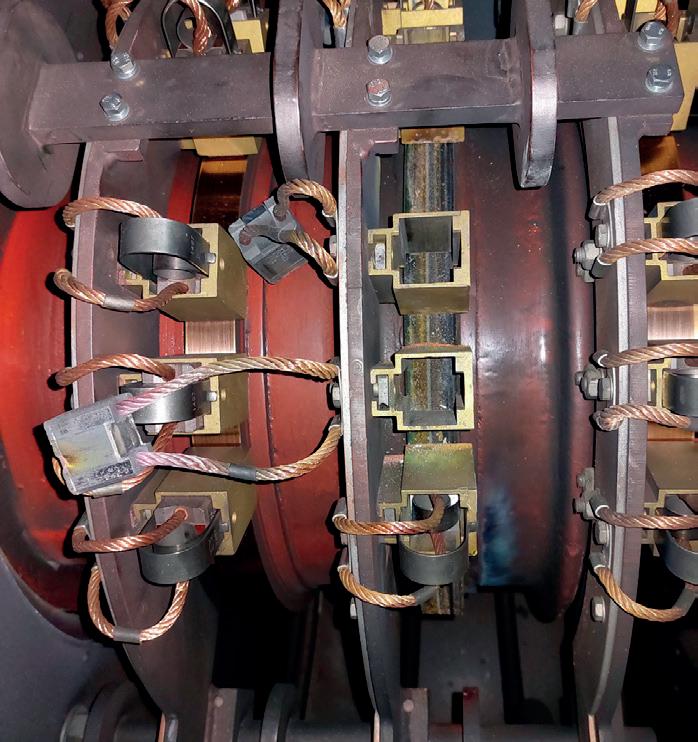
It was 8.20 in the morning on 31st October when ERIKS received an urgent call from the customer, raising the alarm about an issue with their raw mill motor. The raw mill turns quarried and crushed rock into meal, used to produce clinker for the manufacture of cement. Without the mill, there’s no meal. Without the meal there’s no clinker. And without the clinker, there’s no cement production.
ERIKS’ engineers mobilised immediately and were on site the same morning.
Initial investigations revealed damage to the motor’s brush gear assembly. A Baker Surge Test was performed fortunately there was no additional damage to the rotor main winding. The next step was to remove the brush gear to allow inspection of the full slip rings. It took only a quick look to reveal they were heavily contaminated with carbon and the Slipring contactor surface was heavily burnt and pitted.
Optimum safety and 24/7 working
halted. Obviously it was essential to do everything possible to salvage the rings and complete the repair in record time.
Straightaway the engineers began to clean and repair the rings in situ. The work carried on next morning but, after testing the motor in the afternoon, the engineers decided more detailed investigation was required. This would require off site repair in the Chesterfield workshop.
Round-the-clock repair
Moving things along as quickly as possible meant moving the motor to the ERIKS Chesterfield workshop, to enable optimum safety and 24/7 working.
While the on-site engineers prepared the motor for removal, an ERIKS vehicle made its way to the customer’s facility ready to collect. At the same time, arrangements were made to make more personnel available to work through the night at the Chesterfield workshop.
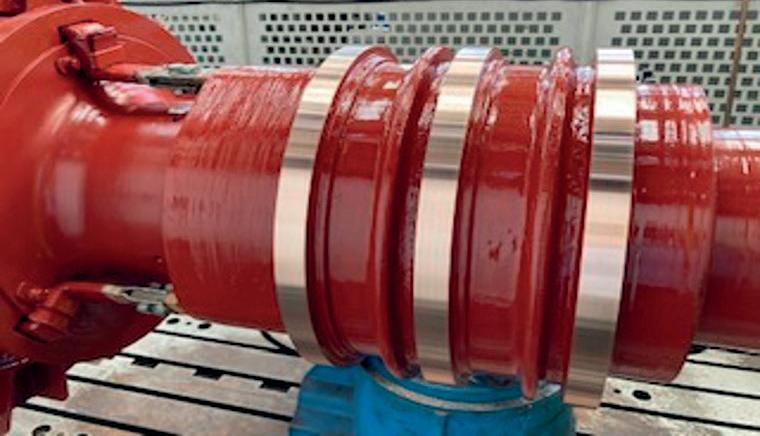
As soon as the motor was unloaded in Chesterfield, engineers set to work day and night on 2nd and 3rd November. Applying ERIKS’ experience and know-how, the slip rings were repaired in double-quick time, and the motor rebuilt. On 4th November a successful test run was carried out, and on 5th November the asset was loaded back onto the transport and delivered back to the customer’s site.
than expected. This saved 8,000 tonnes of production, worth a total of £560,000.
The slip ring repair and motor rebuild took 343 hours. This includes engineers’ hours on-site at the customer’s facility, the extra engineers on night shift at ERIKS’ Chesterfield workshop, and the re-installation of the motor once the work was completed.

Yet despite the huge extra demand on ERIKS’ resources, no other customers were affected. Once the motor left the workshop, ERIKS’ engineers continued to work overtime and extra night shifts to ensure all other jobs remained on schedule – because all ERIKS’ customers are equally important.
In place and ready to go
Going faster, going further
Delivering a quick and efficient repair was not the end of the job.
If the slip rings couldn’t be salvaged, the repair would take an estimated eight weeks to supply new . With only two weeks’ worth of raw material stockpiled, the customer would lose six weeks of production.

Even if the rings could be salvaged and a successful repair completed, it had to be finished before the existing supply of clinker ran out, or production would have to be
ERIKS’ engineers were on-hand once again to help with the installation of the repaired asset. By the time Bonfire Night was all over, the motor was back in place and the raw mill was ready to start operating once again.
Time well spent 24/7 working enabled ERIKS to have the customer’s motor repaired and their raw mill back on stream three days sooner
To help the customer avoid similar issues in the future, ERIKS have recommended new slip rings, and are preparing a quotation. A specialist is also making a visit to the customer’s site to review the brush gear maintenance schedule and propose potential improvements and training.
After all, no-one would want poor maintenance to mean all ERIKS’ hard work around Bonfire Night goes up in smoke.
eriks.co.uk 17
The customer would lose six weeks of production
The best thing since sliced bread?

It’s around 95 years since the Chillicothe Baking Company’s bread slicing machine sliced its first loaf in Missouri, USA. Not too long after that, ERIKS began working with food processors and manufacturers, and food industry OEMs, to help make their products safer, their processes more efficient and their production more cost-effective. 80 years on, ERIKS – just like sliced bread – is still here, and still helping the food industry to be safe and productive.
Adding a pinch of ERIKS
From beer to biscuits, snacks to sausages, and breakfast cereals to bacon, the UK food and beverage industry is varied and vast. But whatever the product, the industry’s strict regulations mean that food safety is always the first consideration, for both food producers and process machinery manufacturers. At the same time, increasing
legislation, rising costs and a challenging market make innovation essential for competitiveness.
So whatever foodstuff or beverage you are producing, it can always be improved by adding a pinch of ERIKS.
Food safety made simpler
When working with customers in the food industry, ERIKS has two aims: to simplify the customer’s business and processes, and to enhance and optimise food safety while the customer focusses on their core business.
Enhance and optimise food safety
It starts with identifying and assessing the operating conditions, and continues with delivery of a technically- and commerciallyappropriate proposal. Our technical support is available from planning to implementation. We provide consultancy and engineering from experienced specialists.
Issue 48
IN
FOCUS
And we offer specialist professional services from prototyping to maintenance, to optimise production processes.
To accelerate delivery while ensuring value, we work with leading suppliers of highquality products, and implement innovative logistical solutions. But we always take care that all our products, services and solutions comply with all relevant laws and regulations and – of course – maximise safety at every stage.
Volunteering to be safer
Food manufacturers have no choice but to comply with the numerous food safety rules and regulations. Non-food companies are not so strictly regulated – but ERIKS believes in food safety just as much as food manufacturers do. So we are proud to be the only non-food company in the Netherlands (our home country) to hold the voluntary ISO 22000 certificate.
This is an industrial-specific risk management system for every type of food safety, and UK legislation in this area is identical to the EU. So it means our UK customers can work with us in the knowledge that food safety is our starting point, just like theirs.

We, our products and services also comply with a range of other legislation, so you can choose to partner with us in complete confidence that your food safety will never be compromised.
We are fully up-to-speed with EC1935/2004 and its traceability requirements for food contact materials. We comply with the Plastic Information Measure (PIM) regulations of EU 10/2011. We adhere to Good Manufacturing Practice (GMP) – working in a ‘clean’ way to ensure zero product contamination.
And the majority of products in our FOODLUBE® and PUROL food-safe lubrication ranges are covered by ROCOL Vegan Society Lubrication certification.
Our bread and butter
With 80 years’ food industry experience to call on, we can offer you a wide range of products and services to meet your needs, including:
Food safety certified components and materials
Rapid prototyping and co-engineering for precision parts
Advice and support in achieving compliance with food industry rules and regulations

Support in achieving certification of your products
Standard parts ordering via our Webshop
Rapid and flexible spare parts supply to minimise downtime
Supply chain solutions for efficient procurement and supply
Intelligent automated delivery systems
Total Cost of Ownership optimisation
To find out more, why not download our Food Solutions brochure? And although this isn’t a restaurant, check out the tips we’ve left you.
Top Tips Whitepaper
Please follow the link to discover ERIKS’ 50 Top Tips for Food Safety, from general tips to tips on Flow Technology, Flange Gaskets and Rubber Technology in the food industry, and more. Here’s a sneak preview summary of General Tips 2, 7 and 10.

TIP 2
Design-in optimum cleanability with CIP and SIP systems, to prevent bacterial growth.
TIP 7
Order machine parts in blue or green, so they can be easily tracked by special cameras if the machine breaks down and parts enter the food end product.
TIP 10
Store products in original packaging if possible, to maintain their ‘clean’ status.
eriks.co.uk 19
Looking for more information about ERIKS TCO Calculator and Motor Legislation? Scan or click the QR code to discover more
Food safety will never be compromised
When an ordinary bearing just won’t wash
John Casey Regional Sales Manager - Industrial Sales

Washdown is a blessing and a curse for food manufacturers. A blessing because it blasts away bacteria that can bring production to a standstill. A curse because hot, humid conditions combined with pressurised water can play havoc with bearings that are critical to machine performance.

IN FOCUS
Issue 48
Under washdown’s harsh conditions, water and detergent can penetrate bearing seals – leading to damaged lubricant, reduced bearing life and, if not properly managed, catastrophic machine failure.
Potentially even more serious is the risk of lubricant leakage from the bearing housing, which could contaminate products. At best that can cause a line stoppage, and at worst a product recall.
So the dilemma for food manufacturers is how to maintain hygienic conditions while maximising machine performance? One solution is to use specific food-industry bearings.
Good enough to eat?
Bearings developed specifically for food production are made from food-grade materials, are designed to prevent bacterial growth, and are easy to clean. There’s a price premium compared to a standard bearing, but that’s balanced by more efficient running and longer life.
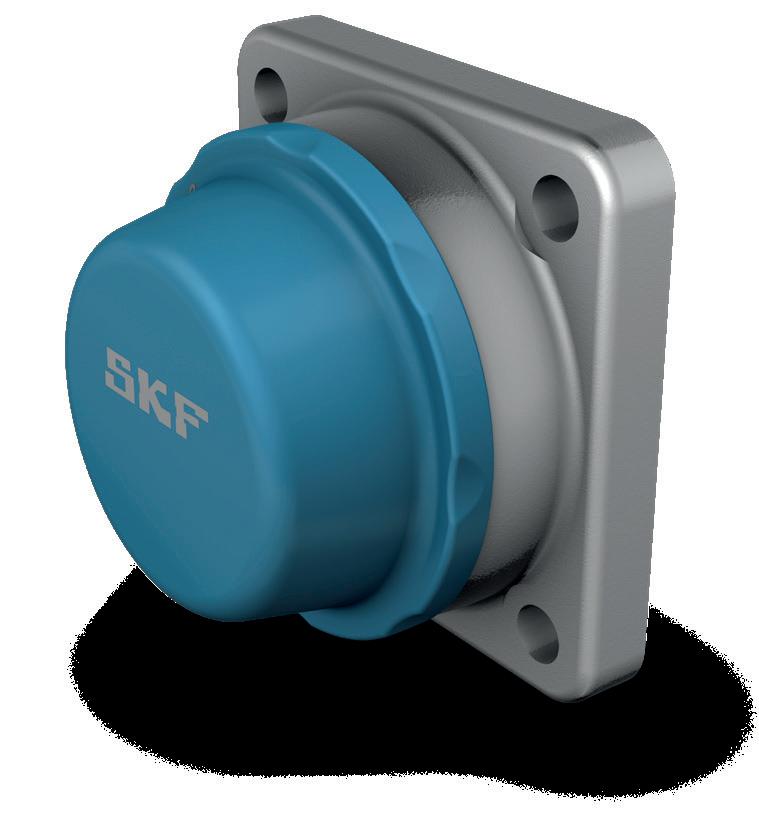
SKF’s Food Line bearings, for example, help food manufacturers incorporate hygienic design principles while maintaining performance, cost and sustainability. And even in punishing environments, their special design helps to eliminate contaminants and reduce the spread of bacteria.
Firstly, they meet food safety and compliance regulations. These require food-grade materials for the bearing and internal lubricant, and features to help food manufacturers operate efficiently – whether through maintaining cleanliness, or making cleaning and maintenance easier.
Correctly designed bearings for the food sector can also cut costs and enhance sustainability.
Higher hygiene
A high standard of hygiene improves food safety and reduces product recalls and line shutdowns. And specially designed bearings can be critical in addressing these specific food-industry challenges.
For example, angled surfaces promote self-draining and resist soiling, whatever the mounting orientation. SKF Food Line bearings are engineered to have no ‘dead spaces’ which could harbour bacteria, as well as featuring smooth surfaces to help make cleaning more efficient.

cheaper to clean. Cleaning a Food Line bearing, for example, needs around a third less hot water than for a typical bearing: so both energy costs and carbon footprint are reduced.
Beating bacterial build-up
A critical feature of SKF Food Line bearings is a patented, four-element sealing system that reduces bacterial build-up.

Firstly, a base seal is formed when the bearing is fitted to the mounting frame. Secondly, a back seal stops material entering the bearing cavity from the back. Thirdly, the housing is designed to eliminate crevices and recesses where bacteria might accumulate. And lastly, an end cover held in place by a patented locking mechanism seals the unit completely.
The bearing, base and back seals are all made from food-grade, FDA- and ECcompliant synthetic rubber. Housings and end covers meet FDA regulations, and the food-grade bearing grease is allergen-free and approved for accidental food contact. It also complies with Halal and Kosher certification.
As an extra food safety feature, the seals and housing material are coloured blue, making visual detection easier if accidental contamination is suspected.
Get into the groove
Deep groove ball bearings have generally only been available as a ‘custom filled’ product. But SKF recently introduced an off-the-shelf version specifically for the food industry, with an integral seal to reduce water ingress, enhance bearing performance and optimise hygiene.
As an off-the-shelf product, it’s faster and more cost-effective to re-order. And being produced to SKF’s Explorer performance class standards, it has a high load-carrying capacity that maintains rotating equipment performance.
contribute to a 0% landfill policy
Just like SKF Food Line bearings, the deep groove version complies with food industry standards – with food-grade NSF H1 grease, Halal and Kosher certification, and US Food and Drug Administration (FDA) and European Community (EC) compliance.
With no relubrication required, maintenance is reduced, uptime increased, risk of leakage reduced, and grease consumption cut. And of course there’s no waste grease to dispose of, so it can even contribute to a 0% landfill policy. Eliminating relubrication also helps to stop excess grease accumulating in end covers, where bacteria typically grow. Washdown can be tough for bearings. But SKF’s specially designed food industry versions can take it. And give you longer life, no lubricant leakage, reduced bacterial growth risk, increased efficiency and improved hygiene too.
eriks.co.uk 21
Energy costs and carbon footprint are reduced
More efficient running and longer life
The no seal of approval
A confectionery manufacturer was losing almost as much of a key ingredient onto their factory floor as made it into their product. Tired of having to continually mop the floor, empty buckets, and replace failed and leaking pump seals, the manufacturer spoke to their usual ERIKS contact, who called in an ERIKS pump expert.


The cause of the problem was easy enough to identify. Corn syrup – the ingredient being pumped – is highly abrasive, and doesn’t take long to abrade seals enough for them to leak. Two or three seal replacements a year wasn’t unusual for the customer, and each one meant around half a day’s lost production, on top of the cost of the replacement parts and labour, and however many bucketsful of corn syrup had leaked in the meantime.
Add to this the health and safety and food hygiene risk of a syrup-coated floor, and it was clearly several accidents waiting to happen.
Several accidents waiting to happen
Meanwhile, the customers’ rotary lobe pumps were at least thirty years old and getting older by the day. So obsolescence was a growing problem and parts were increasingly hard – and costly – to come by.
Despite this, no-one had proposed an alternative solution. At least, not until ERIKS got stuck into the syrupy challenge.
No special treatment
The usual solution would be two-fold. Firstly, eliminate the problem of obsolescence by installing a new rotary lobe pump. Secondly, reduce abrasion and protect the seals by utilising a warm water (Flush)wash to remove the abrasive substance from the seals. However, the waste water produced by this process would have to be treated before it could be discharged into a watercourse, and the manufacturing site has no effluent treatment plant. ERIKS needed to find another option.
With hindsight the answer sounds obvious, but ERIKS’ were the first to propose it: to avoid the issue of seals which leak, use a pump with no seals.
An eccentric answer
With an extensive knowledge of the latest in pump design and technology, ERIKS’ pump
Needed to find another option
expert was well aware of the unique seal-less design of the Mouvex® SLS Series Eccentric Disc Pump.
Unavailable when the original pumps were installed, the design features double stainless steel bellows for durability, safety and product containment. A cylinder and pumping element are mounted on an eccentric shaft which rotates, allowing the pumping element to form chambers inside the cylinder. These increase in size at the intake port to draw the pumped medium into the chamber.
The fluid is then transported to the discharge port, where the pumping chamber size deceases to squeeze the fluid – in this case, the corn syrup – into the discharge piping. The high suction and discharge pressures allow the pump to self-prime and fully strip lines, which in turn enables recovery of up
IN FOCUS
Issue 48
Carl Lock Application Engineer, Industrial Pumps
to 80% of ingredients. Not to mention the percentage no longer leaking onto the factory floor.
Rigging the results
A Mouvex® SLS Series pump is not a small investment. So instead of expecting the customer to spend a large sum on a solution untried in their application, ERIKS offered a risk-free alternative.
With the help of long-term supplier partner Industrial Trading Solutions (I do not want ITS to be mentioned in the article), ERIKS arranged for the construction of a custombuilt trial rig for the customer.
This mobile pump rig was delivered to the customer’s factory, where it could be tested in the line without the need to remove or completely decommission the existing pump. The customer was able to try out the new seal-less option over a period of weeks, before deciding whether or not to buy.


When they saw the results, buy was exactly what they did.
A risk-free alternative

When seal-less is more
It wasn’t only the elimination of leaks which convinced the customer.
With no mechanical seals or timing gears to maintain or replace, their maintenance and lost production costs were greatly reduced. The eccentric disc design of the pump also allows for consistent product flow and improved energy savings. If shear-sensitive products are being pumped, the extremely gently, pulse-free flow protects their integrity, And the pump is both Clean-in-place and Sterilise-in-place, making it easy and convenient to maintain cleanliness to food hygiene standards.
So thanks to exceptional pumps know-how, and strong industry relationships, ERIKS got yet another customer out of a sticky situation.
eriks.co.uk 23
Making a clean start in food production

Why hygienic design matters
You are careful to use only food contact approved materials. You always insist on full documentation from your suppliers, to ensure traceability throughout the supply chain. And of course you operate always to the strictest food production hygiene protocols. But if your food production machinery is not designed and engineered to the latest hygienic design principles, it can all be so much wasted effort.
Issue 48
In both food production and the pharmaceutical industry, it’s the little things which cause the biggest problems. Even in a facility which prides itself on hygienic manufacturing, those little things – more correctly known as micro-organisms – can find hiding places in poorly-designed machinery. They can evade washdowns, multiply, and then find their way into food or pharma products – where they can cause contamination, deterioration, and potentially even customer health and safety issues.
Best Practice is to give those micro-organisms the least possible chance of establishing themselves. Which demands hygienic design of plant, equipment, machinery, production lines and individual components, right from the very start.
Dead loss
When items are engineered without proper consideration of hygienic design principles, they will often contain ‘dead spaces’: nooks and crannies which serve no operational purpose but have simply resulted from the shape or construction of the equipment. These spaces not only provide perfect places for micro-organisms to avoid being washed out. They can also act as reservoirs where residues of the cleaning agents – which have been used to counter the micro-organisms –themselves build-up and lead to another set of problems.
Liquids, chemicals and disinfectants which have not been completely removed after washdown can affect the equipment – or in the worst cases migrate into product batches, leading to tainting or contamination.
That’s why, for truly hygienic production, it’s essential to lose the dead spaces, and design-in hygiene from the very start.
Tainting or contamination
Legislation and education
The Machinery Directive for the food industry describes a wide range of hygiene requirements which need to be considered at the design stage. Also listed in ISO 14159, they cover aspects of hygienic design from the location of electrical components to the capability for effective cleaning of the whole production line.


However compliance with standards and guidelines only ensures you achieve the bare minimum of requirements. Going further can optimise food or pharmaceutical safety, increase efficiency (through quicker and more effective washdowns, for example), and help lower the Total Cost of Ownership of assets.
As a member of the non-profit European Hygienic Engineering & Design Group (EHEDG), ERIKS is one of a consortium of machine builders, food companies, food industry suppliers, research institutes, universities and government agencies which works to provide education on hygienic design, and to offer guidance on understanding and complying with national and international legislation.
What hygienic design looks like
Hygienic design principles are focused on achieving the elimination of microorganisms and pests in the production process, and the elimination of contamination risks.
These require particular focus at the design stage on:
Smooth contact areas and streamlined design
Correct material selection
Hygienic welding
Correct after-treatment of materials Design engineers also need to consider: The environmental conditions in which the equipment will be operating (wet or dry)
The type of production system (closed or open)
Allowing for easy inspection of systems and components
Enabling effective cleaning methods
organism contamination. In addition, the re-engineered equipment may not be as efficient as one designed from the beginning with hygiene in mind.
Design-in, not out
Prevention is better than cure. In the same way, incorporating hygiene requirements at the design stage of a component, machine or line is far more effective than reverse engineering to achieve the same result. Doing that can take longer, lead to costly production downtime, and even then may not be as effective at eliminating micro-
So hygienic design from day one matters. It matters because it guarantees product safety. It matters because it helps to ensure long service life. And it matters because by simplifying cleaning and maintenance, it helps to minimise the asset’s Total Cost of Ownership. When you make a clean start, you can really clean up.
eriks.co.uk 25
Little things which cause the biggest problems
Prevention is better than cure
Cleanliness vs Reliability. Are there ever any winners?
Denis Briggs-Price UK Aftermarket Field Sales Manager

Hygiene-conscious industries, such as food and beverage and pharmaceutical, demand cleanliness above all. But like all other industries, they also demand reliable machinery. And cleanliness vs reliability often comes down to washdowns vs bearings. How can you make sure there are no losers, only winners?

IN
FOCUS
Issue 48
Washdown water and cleaning chemicals can penetrate the seals of poorly specified bearings, causing washout of grease and the onset of corrosion. The consequence is unexpectedly short service life, leading to maintenance, repairs and downtime, and all their associated costs. So carefully considered bearing selection is paramount. Key factors to consider are not only compliance with rigorous hygiene requirements, and high reliability, but also continuous, maintenance-free operation at high speeds. Some bearings also have to withstand extreme heat – from operations such as dehydration, frying, roasting or baking – or excessive cold from refrigeration or freezer applications.
NSK has a range of bearings available from ERIKS, conceived with specially selected materials, seals and lubricants. These robust bearings – made of corrosion-resistant stainless steel and lubricated for life – take extreme conditions in their stride to provide cost-effective production.
Silver lining
Central to NSK’s offering for hygieneconscious industries is its Silver-Lube® range. These innovative bearing units incorporate a host of corrosion-resistant components, including inserts with high-grade stainless steel rings, balls, cage, flingers and set screws. Each insert also sits inside a highstrength PBT thermoplastic housing.
As well as offering effective protection against corrosion, Silver-Lube® bearing units also feature durable and heat-resistant silicon rubber seals, which protect against penetration by water or dirt. This prevents the onset of defects, and avoids washout of the bearing’s USDA H1 food-grade grease.
Other advantages of Silver-Lube® include a paint-free resin housing to eliminate any risk of chipping or flaking; a smooth finish to prevent dirt adhesion; a cavity-free design to avoid ‘bug traps’ that might harbour bacteria or mould; and suitability for working temperatures from -20 to +90°C.
Silver-Lube® helps gold top
A market-leading milk processing and bottling plant is just one of the increasing number of operations benefitting from Silver-Lube®.
The plant had been experiencing repeat bearing failures on each of its five conveyor lines. As a result, the conveyor bearings were being changed approximately every sixteen weeks – with associated high maintenance costs and expensive machine downtime. An NSK investigation revealed that the cause of the failures was water was entering the bearings during wash-down.
A trial of Silver-Lube® bearings with food grade grease resulted in an immediate improvement, and a significant extension of bearing life to over five years. The plant realised savings of nearly £7,000 through the elimination of downtime, as well as reductions in replacement bearing costs and engineering labour.
Longer Life-Lube®
Life-Lube® bearing units are another NSK hygiene-related product innovation available from ERIKS.

These advanced bearings combine the corrosion-resistant properties of Silver-Lube® housings with the sealing and lubricating properties of Molded-Oil inserts.
Molded-Oil™ is a solid lubricant produced from a proprietary oil-impregnated polymer, which completely fills the bearing cavity. In operation, the carrier matrix slowly releases oil to lubricate the bearing running surfaces, while at the same time acting as a barrier to prevent ingress of contamination such as water and particulates.
Because the lubricant can’t be washed away, it can’t enter other areas of the machine where it could potentially come into contact with foodstuffs. Molded-Oil™ inserts are also maintenance free, needing no re-lubrication.
In demanding applications where longer lubricating life, greater resistance to leakage or lower risk of contamination are important requirements, NSK’s Molded-Oil bearing insert series is often the first choice of ERIKS’ customers.
Corrosion, thermal expansion and harsh chemicals
Top of the food chain
Both Silver-Lube and Life-Lube are ideal solutions for any business wanting to avoid costly change-outs for bearings designed to handle corrosion, thermal expansion and harsh chemicals.
NSK’s solutions for the food, beverage and pharmaceutical sectors meet all these criteria, as well as offering enhanced reliability and longer service life: placing NSK bearings at the top of the industry food chain. And it’s not just the bearings which provide ideal solutions for customers.
Together with the extensive, sector-specific NSK product range, engineering plays a key role. NSK and ERIKS can work closely together with customers, to analyse potential weak points in the customer’s production process, measure and monitor efficiency and – where necessary – propose alternative solutions.
So the customer always wins.
eriks.co.uk 27
Savings of nearly £7,000
Bearing selection is paramount
Machines can be vegan too...
With one in eight Britons now vegetarian or vegan, food producers are ramping-up their vegan food production to meet demand. So being able to substantiate vegan food claims is becoming increasingly important. But what are the good manufacturing practices for vegan products, to help maintain the integrity of vegan production lines?
Avoiding the risk of crosscontamination
Behind the label
Vegan food consumers are looking for products that contain no animal products or ingredients. That means, for manufacturers, avoiding the risk of cross-contamination with animal-derived ingredients during production is essential.
Then, once the products reach the shelves, product labelling should help consumers to make informed – and safe – choices.
Producers have to ensure their product labelling accurately describes their products –which can be challenging. But for consumers,
labelling is more than challenging: it can be confusing and potentially dangerous. For example, for consumers with allergies, the difference between ‘free-from’ and ‘may contain’ on a food label can be the difference between eating something that’s safe for them or that’s a serious health risk.
Perhaps the most widely recognised and accepted certification for this is the Vegan Society’s Vegan trademark. Designed to help people identify products that are completely free from animal ingredients, it currently features on more than 53,000 products worldwide – including cosmetics, food, and drink.
Products displaying the trademark must demonstrate that:

1. The manufacture and/or development of the product, and its ingredients, do not involve or have not involved, the use of any animal product, by-product, or derivative.
2. The development and/or production of GMOs has not involved animal genes or animal-derived substances. Products put forward for trademark registration that contain or may contain any GMOs must be labelled as such.
3. Any dishes that are to be labelled vegan are prepared separately from non-vegan dishes.
Robust manufacturing processes

From manufacturing to maintenance
Manufacturers already producing vegan and free-from foods, or managing allergens on site, know that establishing robust manufacturing processes for product preparation and processing is key.

IN FOCUS
Vegan food production isn’t only about what goes into the food, but also what goes into the production equipment during maintenance.
Andy Howard Segment Specialist - Food Processing & Hygiene
Issue 48
However, Best Practice should extend beyond manufacturing and into maintenance. And that doesn’t simply begin at the machine on the production line. It stretches back from the factory floor, to include approved and trusted supplier lists which ensure traceability throughout the supply chain. It also involves setting-up Standard Operating Procedures (SOPs) in line with Total Preventative Maintenance (TPM) or similar quality-led approaches.
Ingredient segregation and storage before production begins are equally important. Last but not least, well thought-out production schedules are instrumental in minimising cross-contact and contamination.


well thought-out production schedules
Where dedicated facilities are not available, production scheduling should consider the ingredients in all foods manufactured on all lines involved in vegan food production. Production should then be scheduled with vegan products first, and steps should be taken to ensure that the line is cleaned between the production of foods with vegan and non-vegan profiles.
Lubrication can be vegan too
Anyone involved in food and beverage production knows about the safety and traceability benefits of using food-grade lubricants and cleaners. Looking for the relevant NSF registration on products selected is nowadays almost second-nature.
However, did you know that there are also lubricants available that have been independently certified as vegan?
Using a vegan certified product on your machinery as the alternative to a standard lubricant will support and enhance your vegan manufacturing credentials. At the time of writing, this recent development applies only to industrial lubricant and cleaning products manufactured by ROCOL. But it means that now, everyone in your team can look beyond ‘food grade’ as a catch-all for food factory maintenance products, and understand which products are suitable for which applications.
So when you’re looking for maintenance products for vegan manufacturing machinery, don’t just look for the relevant NSF approvals. Look for the Vegan trademark alongside. And just as importantly, remember to look for a lubricant supplier who can offer not only technical support but also training for your maintenance team, to help them maintain the integrity of your vegan production lines.
To find out more about vegan machinery lubrication, talk to your usual ERIKS contact.
eriks.co.uk
29
Sticking to food safety
Bob Orme Senior Technology Expert

Food and adhesives aren’t usually found together. At least, not on the same plate. But in the food and beverage industry, adhesive use is rapidly increasing, as manufacturers become aware of the benefits. However, like all products which may come into contact with food, adhesives in the sector are strictly regulated. Advice from Loctite on product selection can help ensure you don’t come unstuck.

In the UK, the key regulating body for the use of adhesives is the Water Regulations Approval Scheme (WRAS). Internationally, the National Sanitation Foundation (NSF) and the Food & Drug Administration (FDA) are amongst the most important.
Avoid the wrath of WRAS
Acting as, effectively, the UK’s drinking water inspectorate, WRAS approval of adhesives and sealants certifies their safe use throughout the food and beverage industry. Using products that are not WRAS-approved can lead to serious consequences, including product contamination, costly compensation claims and damage to brand reputation.
Renowned LOCTITE® range
Henkel currently has several ‘live’ WRAS approvals for its renowned LOCTITE® range available from ERIKS. These include thread sealants (LOCTITE 577, 542 and 5400), retaining compounds (LOCTITE 6300, 638 and 648), thread locking adhesives (LOCTITE 2700 and 2400), and gasket sealant (LOCTITE 5800).
WRAS-approved LOCTITE 2400 mediumstrength thread locking adhesive is ideal for
applications such as food- and water-safe gearbox repair. The adhesive will prevent case bolts from loosening, seizure and corrosion, to help ensure reliable operation, long service life and minimal downtime. For gearboxes forming part of the power transmission for food and beverage processing, those can be crucial factors.
LOCTITE 2700 high-strength thread locker is also WRAS-approved, and suitable for mounting bolts in similar applications.
Safe choice
LOCTITE ‘white label’ products are another option suitable for the food sector.
Issue 48 IN FOCUS
This range of structural and flexible adhesives and sealants, instant adhesives, thread lockers, retainers, and liquid gaskets comes with a ‘white’ material safety data sheet. This means that users can be confident the products are fully tested, and contain no hazardous ingredients requiring COSHH assessments or hazard labelling.
They’re a quick and effective solution for many applications where food safety is the prime consideration.
Multiple benefits
Every LOCTITE product for the food and beverage industry offers a multitude of advantages.
With the freedom and flexibility to use LOCTITE adhesives and sealants throughout the sector, food equipment manufacturers and maintenance engineers can work faster and more cost-effectively. For instance, it’s possible to make joints more quickly, and lock and seal them more reliably to prevent any ingress of foreign matter.

Where, for example, fast cure and medium strength are prerequisites – such as anaerobic pipe sealant applications involving coarse metal threads – LOCTITE 577 is ideal.
And when using LOCTITE adhesives and sealants, there’s no danger of nuts and bolts working loose through vibration, of hydraulic parts leaking, gaskets seeping or bearings fretting. So there’s less likelihood of process disruption.
Henkel’s expertise in the food and beverage sector extends far beyond product development. Working together to conduct a free and detailed process and sub-process line survey and audit, Henkel and ERIKS can help identify potential cost savings and improvements.
Food safety
Matched to the machine
In partnership with ERIKS, Henkel can tailor solutions for any machine in the line: from conveyors to depositors, and mixers to slicers and packagers.
Requirements might include adhesives and sealants for the assembly and sealing of machinery covers, inspection windows and fasteners; bonding of small parts and rubber seals; creating chemical- and airtight assemblies; or carrying out repairs on indexers, rollers, shafts, gears or bearings.
LOCTITE products backed by Henkel expertise and ERIKS know-how can help food and beverage industry customers to find simple, cost-effective solutions for all these applications – and to avoid sticky moments with the regulators.
Case Study
A liquid waste vacuum tanker manufacturer using a competitor product was experiencing leaks in several threads. The stainless steel threads are part of metal-to-metal fittings that come into contact with potable water.
The manufacturer approached ERIKS and Henkel to find a better way to secure and seal the threads. The challenge was to find a sealant suitable for stainless steel, that also carried WRAS approval. In addition it had to be long-lasting, and capable of application by maintenance personnel.
The answer was LOCTITE 5400 thread sealant in conjunction with LOCTITE SF 7063 activator.
The products were a simple, costeffective solution to a significant and costly problem.
eriks.co.uk 31
is the prime consideration
Reliable operation, long service life and minimal downtime
Full steam ahead
How can steam system users achieve their decarbonisation and sustainability goals? One way is by working with ERIKS and partner supplier Spirax Sarco. In this article, Spirax Sarco Channel Manager Paul Pugh looks at the opportunities for pharmaceutical companies in particular to utilise new infrastructure methodology and continuous assessment and monitoring.

Opportunities for pharmaceutical companies
Will a mechanically correct, appropriately maintained steam system contain potentially harmful volatile substances or biological contaminants? It’s highly unlikely – which is what makes that system the very definition of sustainable. And with Spirax Sarco’s help to improve steam quality management, customers can further enhance the potential
of their existing steam system, plant and process – to do more with their current infrastructure, or to do more with less through effective demand reduction.
The first steps are to understand the customer’s needs, and to benchmark their existing steam systems.

Issue 48
IN
Paul Pugh Channel Manager
FOCUS
Giving substance to steam
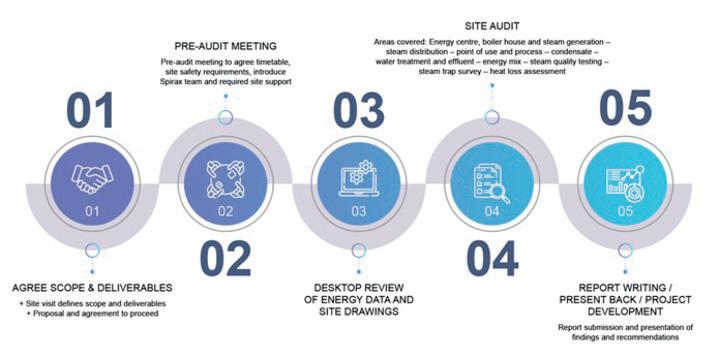
Because every manufacturing site is different, an initial assessment is essential. This uses steam quality testing (SQT) and steam trap surveys (STS) as a benchmark diagnostic, followed by a steam system audit.

Now the scene is set for Spirax Sarco’s steam quality management approach, addressing three main points: safety, mitigation of contamination risk in the steam system, and efficient thermal energy transfer management (i.e. sustainability / decarbonisation).
Focussing on these helps us to achieve our aim for our customers of safe, compliant and thermally-efficient plant and process steam systems, with steam of the correct quality and quantity, arriving when required at every plant and process point of use.
Focussed on Pharmaceutical
Our approach for the pharmaceutical industry has been developed with the support of the International Society of Pharmaceutical Engineering (ISPE).
Using steam system audits, we evaluate and address potential and known issues – including maintenance, expansion, refurbishment, sustainability and energy efficiency / process productivity. Within a typical pharmaceutical manufacturing facility we pay particular attention to the utilities and facilities functions (water, plant and process steam utilities), with a view to improving not only process but also steam quality.
While the steam system audit details how the current system is working, operator feedback highlights their main steam system concerns.
This provides for further engagement relating to decarbonisation, sustainability and energy saving – all supported by payback calculations for any proposed improvements.
The keys to the system
As part of developing a better understanding of the steam system, it is essential to consider Best Practice engineering, and to explore key areas including: type of products being manufactured number of process steam points how steam quality is currently managed steam generation and distribution methods Survey and audit results then support further discussions around infrastructure and steam quality improvements, as well as helping to identify solutions to site issues and pain points. This is particularly important when considering overall sustainability goals, energy footprints and decarbonisation. We deploy steam quality management tools (underpinning steam system engineering Best Practice) to achieve a mechanically correct and appropriately maintained steam system. One which raises, distributes and delivers steam of the correct quality and quantity to all points of use. Then, once a robust baseline has been established, the focus turns to steam system optimisation and – where appropriate – demand reduction. Maintaining these steam quality management principles enables each site to gain the very best performance from its existing steam system infrastructure, and so to optimise energy use.
A solid foundation
The Spirax Sarco approach is to keep things simple. By working closely with individual sites we allow customers to learn, and build on their own knowledge and understanding – creating the solid foundation for a quality steam system.
This may involve, for example, establishing which points of use will benefit from monitoring (e.g. steam dryness or flow metering). Or where digital solutions will maximise value within the steam system –supporting cost centre analysis and allowing users to ‘walk the critical data’.
This partnering approach also enables seamless integration of Green-Tec solutions, ensuring our customers can do more with less in their existing infrastructure. In summary, Spirax Sarco’s focus is on enabling customers to improve and maintain clean steam generation. This can be through both Best Practice engineering and by delivering more with their existing steam system infrastructure – leading to cost savings and increased productivity.
Ultimately, the goal is to raise and distribute steam more efficiently, and deliver steam of the correct quality to its point of use. All while delivering innovative solutions in support of process improvement, energy saving and decarbonisation.
eriks.co.uk
33
Safe, compliant and thermallyefficient steam systems
Customers can do more with less
Let’s talk dirty
Martin Gingles Industrial Sealing Manager

Dirty is the one thing that food, pharmaceutical and semi-conductor manufacturers can’t afford to be. Dirty means wasted production. Dirty can mean product recalls. And in the worst cases, dirty can mean customers harmed by contaminated food or drugs, or semi-conductors failing or igniting fires. This service from ERIKS Sealing Technology
helps to make sure your seals and gaskets are kept completely clean from one end of the manufacturing process to the other. So if your production relies on clean gaskets or seals, you can wash your hands of worrying about it.
ERIKS now offer three European located facilities
With a new gasket dedicated Oxygen clean room recently opened at Leader Gaskets in Slovakia (an ERIKS company), ERIKS now offer three European located facilities for contamination-free seals and gaskets production, with the existing two sites being located at ERIKS premises in the Netherlands and Belgium, with the dutch site having a special focus on the semi-conductor industry. Having these three sites gives ERIKS the advantage on being able to direct orders to where has the most capacity and best

meet the customers, or indeed the intended industries, requirements for the manufacture and cleaning of their gasket and sealing needs.
So as requirements for preventing contamination become increasingly stringent, and demand for clean sealing technology grows, having these three specialist sites you can rely on ERIKS for the capacity and capability to meet your sealing needs.

Send dust packing
Due to an ever-increasing awareness of cleanliness, the industry is focusing more and more on optimal control of production processes. Efforts are made to prevent technical components from causing contamination in the processes and systems. Pollution can be caused, among other things, by particles floating in the air, which are
Issue 48 IN
FOCUS
both visible and invisible to the eye. These particles are called aerosols. Preventing this type of pollution is especially important in the pharmaceutical, semiconductor and food industries.
Manufacturers of food and pharmaceuticals don’t pick and choose where to operate clean production, it is often a necessary requirement. From raw materials to finished and packed product, every centimetre of the production line must be hygienically clean. Raw materials brought into the ERIKS clean rooms can be oxygen or ultrasonic cleansed, cut, moulded or extruded, assembled, inspected, double-bagged and labelled, all within the same hygienically clean space.
Clean manufacturing and assembly
Labelling and special packaging
Cleaned products can be specially labelled at the request of the customer. Positioning stickers and labels so that they are legible can be crucial when installing components — that’s why we provide tailor-made solutions on request.
All products are placed in special transparent or pink plastic clean bags with labels providing customer-specific product information. When the components are sent out to customers, the components are clean, clearly marked and ready to use.
How clean is clean?
The ISO sets standards for clean rooms, based on the number and size of particulate contaminants allowed to be present in the room’s atmosphere.
The requirements for hygienic manufacturing and packaging processes are becoming increasingly stringent. One of the biggest challenges is preventing contamination. Tiny particles—so small they are measured in nanometres—can seriously disrupt critical industrial processes.
The CMF (Clean Manufacturing Facility) in Alkmaar covers two floors and more than 1,000 square metres. The facility consists of clean manufacturing areas and a 320-squaremetre ISO Class 6/Class 1000-certified, cleanroom, which means it contains a maximum of 35,200 particles per cubic meter of a size greater than 0.5 microns, and no more than 293 particles per cubic meter of a size larger than 5 microns.

Clean Manufacturing Facility activities
Clean manufacturing and assembly
Cleaning products (cleaning baths)
Clean packaging and labelling (clean packaging areas)
Positive pressurising of the ERIKS clean rooms helps to prevent any ingress of airborne particles, and all technicians working within the rooms change into clean hygienic coveralls and footwear before entering.
Clean rooms meeting the ISO 6 standard, include an airlock, so that people coming into the rooms don’t enter directly from the outside environment. Which means the easiest way to get access to the facilities –and the clean sealing technology products and assemblies they produce – is to contact your usual ERIKS representative and ask where we can help you ensure you are receiving the quality of product and cleaning services expected.
Lean in clean: complete care
ERIKS has designed its clean manufacturing services to be fully lean. “Lean” means creating value and eliminating waste. “Clean” refers to the cleanliness of the products, both in terms of food safety and particulate matter. Being ‘lean in clean’, means taking care of the entire clean manufacturing process for a growing number of customers in the food, pharmaceutical and semiconductor industries.
Fewer links in the supply chain - all under one roof
In the past, customers had to buy products from ERIKS and send them elsewhere for clean manufacturing — now we are able to offer all of these services under one roof. This makes your processes more efficient and production lines shorter, while ensuring maximum quality. Having fewer links in the supply chain results in cost savings and faster deliveries. Complete care from start to finish. That’s what we provide. That’s ERIKS. That’s lean in clean.
eriks.co.uk 35
Having these sites gives ERIKS the advantage
PPE that works together, saves together
Paul Skade
 Product Manager, Safety & PPE
Product Manager, Safety & PPE
Personal Protection Equipment (PPE) in the pharmaceutical industry is essential to save its wearer from harm, injury or worse. So surely more PPE means more protection? Not always.

IN
Issue 48
FOCUS
Harm, injury or worse
Sometimes two or more items of PPE worn together can give a false sense of security, while actually exposing the wearer to risk. Supplying suitable and adequate PPE to employees working in hazardous environments is a legal requirement. If multiple items of PPE are required it is essential to ensure that the items supplied are compatible with each other to ensure effectiveness against the risks or risks in question.
Take for example the issuance of a respirator and a pair of safety spectacles to an employee. If the spectacles have not been designed specifically to be worn with the respirator, they could be an uncomfortable fit. For the wearer, that’s irritating and unpleasant at best. At worst, if the wearer continually fiddles with the spectacles and readjusts the respirator to try to get comfortable, the items could become dislodged, ineffective, and create exposure to the very risks they should be protecting against.
The solution is to choose PPE items specifically designed to work together, for optimum safety and comfort.

Safety first
The first requirement for PPE is that it protects the wearer. That’s a given. But if it is designed and tested solely in ideal conditions, the real world may be a challenge.
For example, a respirator from one manufacturer may fit perfectly when worn and tested on its own. But worn together with safety spectacles in a real-world production area, it may resultantly effect the fit leading to gaps around the face seal or be uncomfortable. In another example ear defenders may provide the required protection when one person wears them with safety spectacles, but another person’s spectacles may negatively influence the fit of the ear defenders, compromising the protection provided.
Even items which may appear to ‘fit’ together may not always be approved to be used together and therefore ‘compatible’. Take for example safety helmets combined with ear defenders - these items need to be approved to be used together. It is always best to check with your PPE manufacturer to confirm.
The bigger picture
A manufacturer of safety eyewear may have a very narrow focus. A manufacturer of ear defenders may not hear other points of view. But a manufacturer of a wide range of PPE – from safety spectacles to respirators, and ear defenders to face shields – can see the bigger picture.

With a comprehensive selection of products for protection against a variety of risks and hazards, 3M designs and manufactures PPE solutions for the pharmaceutical industry which are not only effective on their own, but also compatible with other items of 3M PPE.

More power to the wearer
One of the most widely used items of PPE in the pharmaceutical manufacturing sector is a powered air respirator. So this is one item where 3M have focused on creating a compatible, comfortable and effective health and safety solutions.
3M powered air systems provide not only respiratory protection, but can also incorporate hearing, head and face protection, all in one hood, headtop or helmet.
Some manufacturers’ ear defenders, for example, may interfere with the side arms of other manufacturers’ safety eyewear – or even with their own. This can make the ear defenders less effective, as well as making the eyewear less comfortable.
On the other hand, certain 3M safety eyewear have been designed with low profile temple arms which means when combined with 3M ear defenders there is reduced impact on the hearing protection provided and improved comfort for the wearer. At the same time these 3M safety eyewear have been designed to fit a broad variety of head shapes and sizes which can help with reducing the number of SKUs and the need to stock a range of different sizes.
The result is PPE which can be easier to specify and use, more comfortable to wear and – thanks to its compatibility – provides PPE which is designed to be integrated together.
However it’s important to remember that even PPE designed for compatibility still needs to be fitted and worn correctly. This requires educating the wearer on the need for PPE, how and when to put it on, and how to check and adjust it for fit. 3M can not only supply the compatible products, but also offer face fit, ear fit and eye fit testing equipment and training.
So working together with 3M, you can ensure your PPE works together to keep your employees safe, comfortable and compatible.
eriks.co.uk 37
Completely compatible, comfortable and effective
Adjusted and worn correctly
When what goes around doesn’t come around
Bearing failures on a water company’s rotary aerators were coming around far too often. So they asked ERIKS for help to stop their maintenance engineers going round in circles.

Rotary aerators are a key element of the wastewater treatment process. By continually and slowly stirring the sludge in the aeration tanks, they introduce oxygen to start the aerobic biodegradation process. Most treatment sites have several aeration tanks, but even if just one is out of action then the site’s capacity for effluent treatment is reduced. In the worst case, the site can be overwhelmed, leading to the release of untreated effluent into watercourses.
Unacceptable levels of downtime
One site in the North-West was experiencing unacceptable levels of downtime due to repeated shaft bearing failures that support the rotating blades.

In addition, each time the bearings were replaced, the need for a large mobile crane to lift the heavy shaft meant lengthy advance planning was required – extending the downtime and creating a significant Health & Safety challenge.
ERIKS, together with supplier partner Timken, decided the sludge wasn’t the only thing that needed stirring up.

The same but different
Each time a bearing failed, the maintenance team installed a like-for-like replacement. This kept the initial price of the bearings down but – with failures as frequent as every six months – the Total Cost of Ownership was frighteningly high.
ERIKS’ first step was to investigate all potential failure modes, to discover whether a different type of bearing might achieve a longer service life.
It quickly became clear that bearing contamination with water and solids was the cause of failure. In the tough operating environment of the aeration tanks, the bearings’ standard sealing arrangement was simply not up to the job.
In consultation with Timken, ERIKS proposed replacing the standard bearings with the Timken® Split Cylindrical Roller Bearing Housed Unit – to solve not just one problem for the customer, but two.
The seal that can swim
Timken’s sealing solution provides the customer with a superior seal arrangement. A single lip seal with a garter spring and retaining plate ensures optimum protection
Issue 48
Solve not just one problem, but two
MAKING INDUSTRY WORK BETTER
Adrian Menzies Sales & Marketing Director
against water and solids ingress, for reduced bearing failure and a longer service life. In fact, the Split Cylindrical Roller Bearing Housed Unit can run fully submerged at a depth of up to 1m its entire lifetime. And
while the standard bearings used previously by the customer were failing in as little as six-monthly intervals, the Timken solution has been operating in identical applications for as long as 15 years without any failures.
Superior seal arrangement
A split decision
It wasn’t only the bearing failures which were causing problems for the customer. It was also the difficulty of removing the failed bearing and fitting a replacement.
Removing a standard bearing requires lifting the whole aerator shaft assembly out of the aeration tank, requiring the shaft to be disconnected from the drive so the bearing can be slid off the shaft. With a complete unit weighing around 25 tonnes, that’s not an easy task.

The Timken split bearing eliminates the problem by making it easier, quicker and safer to remove the bearing. Even some socalled split bearings have only a split housing,
which doesn’t solve the problem. But the Timken split bearing is split all the way to the shaft – so it can be removed and replaced with the shaft still in place. All that’s required is a jack to support the shaft while the work is carried out.

The result is a bearing swap-out that takes 1-2 hours rather than several days.
Seal of approval
Damaged or out-of-specification bearings
With the standard, failure-prone bearing now replaced with the new Timken Split Cylindrical Roller Bearing Housed Unit, the customer is already seeing significant benefits.
The improved sealing arrangement means contamination has been virtually eliminated, leading to a significant reduction in downtime. This in turn reduces the risk of untreated effluent having to be released. Long-term maintenance costs have also been reduced, thanks to the much longer service life of the new bearing.
And if and when a bearing does need to be replaced, the customer can expect a far faster, simpler and safer operation overall. So they’ve quickly come round to Timken’s and ERIKS’ way of thinking.

eriks.co.uk
39 TOTAL COST OF OWNERSHIP
Food safety legislation baked-in with ERIKS
Food safety legislation isn’t going away. If anything, it’s getting even more complex and confusing – making it much harder for food manufacturers to stay on the right side of the law. But compliance isn’t just about ticking boxes to keep an inspector happy. It’s also about avoiding potentially disastrous product recalls, which could bankrupt your business or destroy its reputation. So food safety needs to be as essential an ingredient of your product as anything else in the recipe.

MAKING INDUSTRY WORK BETTER
Issue
48
The key requirement of food production legislation is that all materials coming into contact with food products must meet legal standards. This covers the obvious materials –such as packaging – to the less obvious, such as the rubber on the conveyor belts. Under EU legislation (EC1935/2004) no fewer than 16 different groups of materials are covered, ranging from adhesives to glass, metals to paper, and printing ink to wax.
To help manufacturers ensure their products in these categories are food safe, they must be manufactured according to Good Manufacturing Practice, which means they must never:


Cause health risks
Lead to unacceptable structural changes
Lead to changes in sensory perception.
To prove that’s the case, materials and objects need to have a written Declaration of Compliance confirming they meet all legal requirements, and do not exceed permitted migration limits.
Untangling the supply chain
Traceability through the supply chain is not easy to implement, but it’s not optional. It’s essential for compliance with food safety regulation EC1935/2004. It’s also the only way to guarantee that products are food grade, which is the only way to be sure your food end-product is manufactured to the highest standards of food safety.
arranging a nationwide product recall, and less costly than hiring reputation managers to rebuild the trust and the customer base that you’ve lost as a result of a food product contamination incident.
Food for thought
Food safety legislation compliance is a serious issue, and ERIKS takes it even more seriously than most. That’s why, uniquely among industrial service providers, ERIKS is fully certified for food safety (to ISO 220002018) despite not being an actual food processing company.
This guarantees that ERIKS food contact products comply with:
However traceability isn’t just a one-off event, or a story where everything reaches a happy ending with a certificate. It’s a permanent way of working which needs to be understood and implemented by every department, including purchasing, sales, production, and quality control. After all, the technical department need to know that just because they want parts quickly, they can’t simply ignore the requirements of traceability, certification and documentation.
So the entire supply chain and product flow need to be meticulously documented for every product supplied, every time. As just one example, a plastic food contact product has to be traceable and compliant from the initial granulate right through to the end product.
Certified production according to IS0 22000
Contaminants legislation – EC1935/2004
Material requirements – EC10/2011
Quality requirements – EC2023/2006
100% traceability
A Declaration of Compliance is also available to prove all of the above.
But it’s not only the growing range of EC1935/2004 and EU10/2011 approved components supplied by ERIKS which can help you to ensure your food products are safe and compliant. It’s also ERIKS’ in-depth support: from presentations to enhance your knowledge and understanding of food safety legislation, to practical help with achieving compliant production methods and installations.
But simply showing a piece of paper from a supplier, which confirms a specific material complies with a requirement, is not enough on its own to satisfy an audit, protect your product or keep your customers safe.
It’s also vital to be able to trace not just the products, but also the raw materials used to manufacture them, back through the entire supply chain and to show that they comply with food safety legislation at every stage.
This is not simple, or quick, or easy. But it’s arguably simpler, quicker and easier than
You can find out more about traceability and food safety legislation and regulations through the ERIKS Know-How Hub. Or you can talk to your usual ERIKS contact about the vital ingredients of certified products, expert advice and support, which will help you to make your food products an even tastier proposition.
41 LEGISLATION
ERIKS is fully certified for food safety
Keep your customers safe
Traceability is not optional
Revealed: the secrets behind your data
David Hammersley Projects & OEM Manager

Next time you save a document to the cloud, make an internet search or browse a website, think about this. Deep inside one of dozens of top secret buildings somewhere in the UK or Europe, a server will spring into action to handle the data involved. But behind the servers and beyond the electronics, there’s a whole other infrastructure that relies on just as much secrecy, efficiency and reliability. Which is why it relies on ERIKS Flow Control.
A crucial role
As more and more of the world’s business – from online shopping to banking to communication – is conducted online, data is a hot topic. What many people don’t realise is that it’s also, literally, a hot environment. Servers where data is handled and stored generate enormous amounts of heat, but need to be kept cool to operate effectively.
So no matter how sophisticated the electronics and how ‘virtual’ the world they create, behind it all sits the very real metal and mechanics of effective datacentre cooling. And that’s where the know-how of ERIKS Flow Control plays a crucial role.
Data won’t wait
The key to the digital world is speed and efficiency. Which demands high-performing, dependable, energy-efficient products and technology. The HVAC infrastructure provided by ERIKS Flow Control is no exception. It may operate behind the scenes, but it’s equally mission-critical.
ERIKS’ infrastructure solutions for datacentres include:
air conditioning
chilling units
cooling towers
economiser systems
liquid cooling systems
computer room air conditioning
computer room air handling control units and more.
Supplied by ERIKS to a wide range of major players in the sector, maximum uptime and lifetime reliability are built-in to all the specialised econ® brand products for datacentres.

Maximum uptime and lifetime reliability
Reliability is assured by certification of isolation and control valves to Safety Integrity Level (SIL) 3, according to IEC 61508.
Issue 48 MAKING INDUSTRY WORK BETTER
The high-performance automated valves provide bidirectional zero leakage, high rangeability, and exceptional control accuracy. In addition, the products are engineered using carefully selected construction materials –from ductile iron to titanium, and stainless steel to RPTFE. By matching these to the application and environment, pipework corrosion risk is minimised and lifelong performance virtually guaranteed.

When special is standard
The exceptional demands of datacentre HVAC systems require exceptionally designed and engineered products. That’s why the econ® brand from ERIKS offers many ‘special’ features as standard.

For example, extended spindles are standard, to allow for lagging of roof-mounted valves.
Also standard is the IP68 rating for our gearbox, providing greater protection against water ingress when positioned outside. Most competitors offer only the lower IP65 rating. We also offer certain types of butterfly and ball valves, an electric valve actuator and a Y filter, none of which are available elsewhere. But it’s not only our products that are special. Our service is too.
As part of the ERIKS Group, we can provide a consolidated, compatible package of products of our own manufacture. We can also go beyond the HVAC system, to offer a wider range of products and services for the datacentre civils build – from within the datacentre environment, to the district energy distribution network, and within commercial buildings.
The data explosion
If you were to start today to download all the data from the internet, it would take you around 181 million years.1
Internet users spent approximately 2.8 million years online in 2018 alone.1
Between 2010 and 2020, the volume of data generated, harvested, copied, and consumed worldwide grew by almost 5000%.2
Every internet user in the world created roughly 1.7 megabytes of data per second in 2020.3

Consolidated, compatible package
The only thing we can’t do, because of the confidentiality of the datacentre industry, is tell you exactly what we have supplied and who we’ve supplied it to. But it’s no secret that out of 37 completed datacentre projects over the last four years, there has been only one product failure. And that proved to be the result of accidental damage to a single valve, resulting from incorrect installation by a subcontractor.
eriks.co.uk
43 RELIABILITY
1. Unicorn-insights.com 2. Forbes.com 3. Ibm.com
Say goodbye to the sponge on a stick
Sometimes an engineering innovation comes along that’s so obvious, and yet so efficient, it seems incredible that no-one has thought of it before. Changes in vacuum cleaner design are one obvious example. Now there’s an innovation in compressed air filtration that’s just as ground-breaking, just as obvious in hindsight, and just as great an improvement in efficiency.
Innovation in compressed air filtration

Compressed air contains moisture, oil emulsion and solid particulates. All of these will cause damage and wear to pneumatic equipment, leading to increased maintenance and even breakdowns. A compressed air filter is essential to protect the equipment, yet the conventional solution is essentially no more advanced than a sponge on a stick.
Even operating at its optimum, the sponge is only 60-80% efficient at soaking-up contaminants. As it becomes saturated and dirty, its efficiency is further reduced, giving the compressed air the potential to cause even more damage and wear.

MAKING INDUSTRY WORK BETTER
Issue 47
Karl May Product Manager Fluid Power
The answer is not simply an improved filter, but an entirely new, 99.999% efficient way of cleaning compressed air.
How Fluid Dynamics beat filtering

In conventional filters, the air passes through a membrane (the ‘sponge on a stick’), causing moisture and dirt in the compressed air to stick to the internal element, meaning the efficiency decreases. An additional issue with conventional compressed air filters is their inability to deal with the volume of moisture and dirt when an air dryer fails. In contrast, Expel acts as an effective backup and consistent insurance policy if an air dryer fails –meaning less part replacement, less maintenance, and less cost.
Reactive maintenance is a cost not only in terms of engineers’ time, but also production downtime. And frequent replacement of internal elements is always necessary. And frequent manual removal of the collected moisture is always necessary.
The innovative EXPEL compressed air filter operates entirely differently.

Engineered using Computational Fluid Dynamics, EXPEL doesn’t rely on membrane internals which become less efficient and need replacing. Instead, its internal design manipulates the compressed air so that moisture and other contaminants are simply removed.
Air that cleans itself
The design of EXPEL uses the manipulated movement of air to remove contaminants in two stages.
In stage one, compressed air entering the unit is directed downwards between the bowl and the outside of the internal filter element. Specially-designed angled vanes create eddy currents which force contaminants to the sidewall of the bowl. At the base of the internal element more vanes – this time vertical – act on the air to brake it. The 95% of the contaminants which have been removed now fall to the bottom of the bowl to be automatically discharged by an AVG Auto-Drain.
In stage two, the air is forced up through the umbrella-shaped unitary vertical bodies, where any remaining moisture, oil emulsion fluids and particles down to 1 micron coalesce to form droplets. Gravity causes these droplets to fall to the base of the unit, where they are also automatically discharged. This removes the remaining 4.999% of contaminants.
The ground-breaking performance of Expel is reinforced by a 10-year guarantee offered on every unit.
Cleaner than clean
EXPEL is so effective, it can even be used for certain air applications in place of an air dryer – which is expensive to purchase, run and maintain..
For optimum air cleanliness in these applications, EXPEL can be installed either at point-of-use, upstream of an activated carbon filter, or upstream of a smaller, cheaper, pointof-use air dryer.

But as the Case Study shows: wherever you use EXPEL to clean your compressed air, the savings can be breath-taking.
CASE STUDY
A manufacturer operating a baghouse dust collection system identified moisture in compressed air as a potential cause of:
Clogged and torn socks
Increased energy consumption
Unplanned shutdowns
By installing EXPEL to clean the compressed air, the manufacturer:
Removed 250ml of moisture every 2 days
There’s no membrane filter, no holes to become blocked, no moving parts to fail. And although cleaning is not necessary, the EXPEL is fully cleanable and reusable if required. It’s also simple to install, with the same port and attachment threads as all current conventional compressed air filters.
Reduced energy consumption on air purges
Reduced the likelihood of unplanned shutdowns
Increased the equipment lifespan
Moisture in the compressed air lines is one of the most common reasons for unnecessary costs for baghouses. Baghouses are refurbished as part of regular planned maintenance. The baghouse at this site now requires less frequent refurbishment since installing Expel. Expel guarantees that the compressed air reaching the baghouse is free from liquid water, oil emulsion or solid particulates.
Refurbishment costs (excluding saved energy costs) for this specific baghouse are:
Sock replacements c. £27,000
Sock cages and spares c. £6,000
Pulse control panel c. £11,000
Labour costs c. £28,260
TOTAL SAVINGS c. £72,260
No membrane means no replacement filters, no maintenance, and efficiency which never drops below 99.999%. Typically, it would take three conventional compressed air filters –one each for bulk water, oil emulsion and solid particulates – to do the job of one EXPEL.
Reduced the likelihood of energy wastage on air purges
Saved on refurbishment costs
45 INNOVATION
eriks.co.uk
99.999% efficient
Three conventional filters to do the job of one EXPEL
The recipe for the perfect vacuum pump
INGREDIENTS: No air No oil No water No Service down-time
Nick Lees Product Manager, Pumps and Valves

Few things beat a vacuum for keeping food fresh. And while the food industry already makes extensive use of vacuum pumps, other clean environments are now discovering their advantages. But choosing the most effective pump isn’t simply a matter of taste. So here’s some food for thought from Leybold.

Issue 48
MAKING
WORK BETTER
INDUSTRY
The risk-free option
Avoiding food contamination is a high priority for food producers. Yet traditional oil-sealed rotary vane pumps carry huge risks of lubricant oil product contamination. That’s why many producers are now choosing the risk-free option of the Leybold NOVADRY 100% oil-free vacuum pump.
Just look what you’ll be missing
With Leybold’s oil-free, air-cooled, dry screw NOVADRY vacuum pump, you’ll avoid lubricating oil & water-cooling circuit.
With its optimised rotor design and integrated silencer, you’ll even miss irritating noise that spoils the working environment.
All these benefits, combined with a design which complies with all basic hygienic principles, make the NOVADRY a benchmark for food safety, and an ideal choice for all food production and clean environment applications.
In vacuum packaging, frequent pump downs – and the need for the pump to be built-in – can prove too much for some pumps. But the NOVADRY offers short pump down times even under the lowest pressures, while its compact design and optimised noise level make it ideally suited to being built-in.
Built to overcome challenges
Vacuum tumbling can increase maintenance requirements for oil-sealed vane pumps, due to aggressive process ingredients, and operating pressures.
However the NOVADRY is designed to handle contaminants such as marinades and oils and with the purge & flush options allowing for the most challenging of processes.
INNOVATION
Wake up and smell the coffee
One producer who has realised the benefits of the 100% oil-free NOVADRY vacuum pump is the Caffè Aiello coffee roasting company of Calabria, Italy. Attracted initially by the smaller footprint and ease of maintenance of the NOVADRY, the company installed the pumps on two production lines, for packaging ground coffee in tins for coffee bars.
The company’s satisfaction with the pumps has encouraged them to commit to replacing at least two other production line vacuum pumps with the Leybold NOVADRY.
100% oil-free operation
Uptime upturn
The robust engineering and unique drive-belt technology of the Leybold NOVADRY extends its uptime beyond many other pumps.
End-user driven preventative maintenance is key; using innovative sound analysis technology to judge both belt wear & belt tensioning. Together increasing Total Cost of Ownership.
This technology along with its self-draining pump design make it generally a tougher solution & with a purge gas option and even a flushing kit, can deal with the most challenging of processes.
It delivers consistently high performance for its whole service life across all working pressures, thanks to its wear-free dry screw design.
Pump up the versatility
Vacuum pumps are found in a range of applications, each with its own challenges. The Leybold NOVADRY is built to overcome them all.
It offers a high, consistent level of performance over a range of operating pressures & being oil-free, there’s no risk of oil backing-up into the tumbler.
In thermoformers, the fast cycle times and variety of packaging (from standard vacuum packs to skin and MAP packs) can be an issue for many vacuum pumps. But the NOVADRY works efficiently for both processes, and guarantees maximum uptime and high yields even for these heavily-used machines.

Vacuum pumps are also found built-in to stuffer machines; though some pumps are unsuited to being integrated in this way, the NOVADRY has been developed specifically for this purpose, with a sturdy dry screw principle which is highly resistant to process media ingestion. 100% oil-free operation also eliminates the risk of oil leakages via the bottom of the stuffer.
So if you’re involved in food production stuffing, thermoforming, or vacuum tumbling or packaging, remember: to keep lubricating oil out of your ingredients, put the Leybold NOVADRY on the menu.
Clean Manufacturing Facility activities

Clean manufacturing and assembly
Cleaning products (cleaning baths)
Clean packaging and labelling (clean packaging areas)
Positive pressurising of the ERIKS clean rooms helps to prevent any ingress of airborne particles, and all technicians working within the rooms change into clean hygienic coveralls and footwear before entering.
Clean rooms meeting the ISO 6 standard, include an airlock, so that people coming into the rooms don’t enter directly from the outside environment. Which means the easiest way to get access to the facilities –and the clean sealing technology products and assemblies they produce – is to contact your usual ERIKS representative and ask where we can help you ensure you are receiving the quality of product and cleaning services expected.
eriks.co.uk 47
RIP EBRS. The EBRS is dead. Long live EBDS?
And so it ends. Well, almost. The old Energy Bill Relief Scheme (EBRS) ends (or ended, depending on when you’re reading this article) in March 2023 and a new and far less generous scheme comes into force.
Under the new Energy Bills Discount Scheme (EBDS), the government will provide a fund capped at £5.5bn to support industry’s energy costs. But as many readers will know, the new rates are dramatically lower for most business – down from discounts of between 25% and 50%, to just 2% for electricity and 0.7% for gas.

The good news is that companies classified as being in the ‘Energy and Trade Intensity Industry’ (ETTII) will receive additional support through higher discounts and lower threshold limits. Even here, however, it is something of a lottery. ETTII companies are defined by the SIC code under which their business is registered at Companies House; if this registration is incorrect then the business may not qualify.
Although the new scheme only runs for twelve months it does provide industry with a degree of certainty – at least for a while, we now know where we stand.
But it does little to help the longer-term viability of manufacturing businesses, which are battling on multiple fronts to maintain operating margins: energy costs, general inflation, Brexit, supply chain disruption and recruitment, to name just a few.
To be fair to the Government it has taken radical measures to provide the manufacturing sector with support in the face of highly volatile energy prices. Many industry groups would argue that, helpful as it is, the EBRS and EBDS measures are too little, too late and, in common with most government initiatives in recent years, piecemeal. As Stephen Phipson, Chief Executive of Make UK, was quoted as saying in the Financial Times {the EBRS has} “been a sticking plaster and making it less generous will make the situation worse for many companies.”
Many of the fundamental issues that have beset economic growth in the UK for the last decade or more have yet to be addressed effectively – if at all. For example, there is no clear industrial strategy, no long-term planning to develop the skills and knowledge that manufacturers are desperate for, no clear mechanisms to drive investment or innovation, and, to return to the subject of the energy crisis, there has until recently been a lack of strategic thinking to create energy security across the UK.
The Energy Security Strategy published in April 2022 was long overdue and is an
important start if we’re to overcome future crises, of which the current spike in energy prices is likely to be just the first.
In many respects, governments of all colours have neglected this issue. The wealth of North Sea oil and gas has largely been squandered over the years; unlike Norway, for example, we failed to create a sovereign wealth fund, which is currently worth around $1.2 trillion. Although the UK has led the way in offshore wind energy, there has been continual indecision over onshore wind power and the construction of nuclear power plants – remember Boris Johnson’s claim when Prime Minister that we’d be building at a rate of one a year? Neither do we have integrated long-term policies to improve energy efficiency in industrial processes or in commercial and residential buildings. Nobody realistically expects government to bail out industry with subsidies or energy discounts. The fact that they have done so in the face of a short-term emergency is to their credit.
However, what manufacturers need is not hand-outs, but stability, consistency and certainty to create an environment within which they can plan and invest for the long-term, building resilience to market and economic turmoil while continuing to grow and prosper. Achieving this requires more than reactionary politics.
Issue 48 DEBATE
Food safety first
SKF Food grade solutions - machine efficiency and safety go hand in hand



The harsh conditions of washdown can damage standard bearings, so it makes sense to consider specially designed food industry versions.
Superior sealing performance helps extend bearing life – and prevent lubricant leakage – while designing out ‘dead spots’ cuts the risk of bacterial growth. Despite a higher investment cost, they raise machine efficiency and hygiene standards – cutting the risk of line shutdowns or the dreaded product recall.
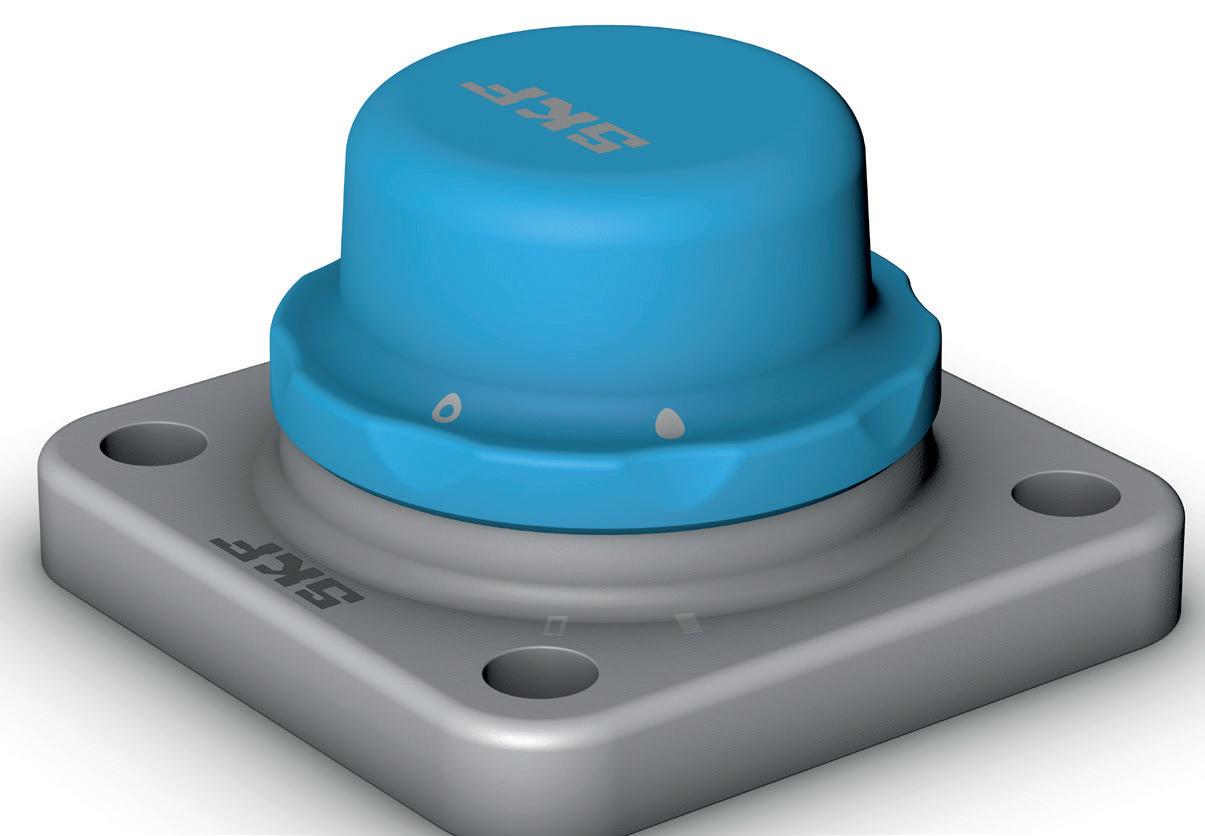
eriks.co.uk 49 INNOVATION
® SKF is a registered trademark of AB SKF (publ). | © SKF Group 2022
Food Line ball bearing units
Food grade deep groove ball bearings
Food Line ball bearing units - Compact Range for beverage applications
Food grade spherical roller bearings
Re-order made easy with the ERIKS App
Have your phone to hand? Place your order using the new ERIKS App. You can even scan QR codes or Barcodes...
Situation
How much time does it take for regular stock inventory?
Are your procurement processes too complicated or lengthy?
Added Value
The ERIKS App simplifies reordering of small parts and stock items.
Wondering what the long-term benefits and cost savings are?
The app makes your procurement process more efficient and enables quick mobile ordering at your fingertips.
eriks.co.uk/scanner
Contact your ERIKS Service Centre for more: enquiries@eriks.co.uk
