The traditional earth architectures have many reinforcement ways such as mixing short fibers with earth, using wooden frames and so on.The mixing fiber with earth is the most common way to improve material strength.. The wooden frame with an earth wall is also a great way for reinforcing earth architecture. These methods are for reinforcing to tensile force because the earth wall is weak to horizontal forces. However, for 3d printing architecture, we need to find different ways for reinforcement because of different construction processes with traditional earth architecture. So this research is focused on how 3d earth printing can be reinforced for constructing.
The reason why the fiber reinforcement is needed
First research goal is to find a more stable method during 3d earth printing and after construction. While the 3d earth architecture is being printed, the materials are wet. So it is unstable. 3d printing construction is additive manufacturing so it does not need a mold or scaffold. In wet conditions, printed structure is not safe. The reinforcement in wet conditions is necessary for construction safety and successful printing. After materials are dried, the architecture will be strong to compress force but weak to tensile force. Most earth architectures in the world are located in earthquake areas. Earthquakes are a horizontal force so earth architecture needs reinforcement for earthquake resistance.
Second goal is achieving more design freedom. 3D printing has a limited angle of overhangs. Compared to plastic 3d printing, earth printing has less overhang. It is because the earth printing is very weak to tensile force when it is wet. If geometry has more overhang than 30 degrees, it would be bent and collapsed. The fiber reinforcement makes 3d earth printings possible to have more overhang degrees than 30. This means that 3d earth printing will have more various designs because of less limitation.
Third one is for reducing material quantity. For stable and strong structure, 3d earth printing needs massive volume. Also It needs infills inside of walls. However, the fiber reinforcement makes the 3d earth printing structure possible to be thinner and more stable. This results in using less materials.
Searching the best performanced way to reinforce the printing by fiber
This research can be divided as two parts. First one is to find fiber which is the best for 3d earth printing. Various fibers are tested in wet and dry condition. In dry condition, by crushing test the fiber which makes the earth stronger against tensile force is founded. In wet conditions, the mixture is found by a cigar test in which the wet mixtures are pushed by the same force on the edge of the table and checks distance of movement until they are fell down. Second part is to find the way how the fiber can be placed on the printing path while the structure is being printed. On a small scale, various geometry and methods are tested. At the end, the tool for placing fibers on the printing paths are designed and it is used in large scale printing. FIber Reinforcement for 3d
2019 IaaC OTF - RESEARCH
Team members Jae Shin, Angelika.bocian
Faculty Eduard Cabay , Alexandre Dubor
Assistant Ashkan Foroughi
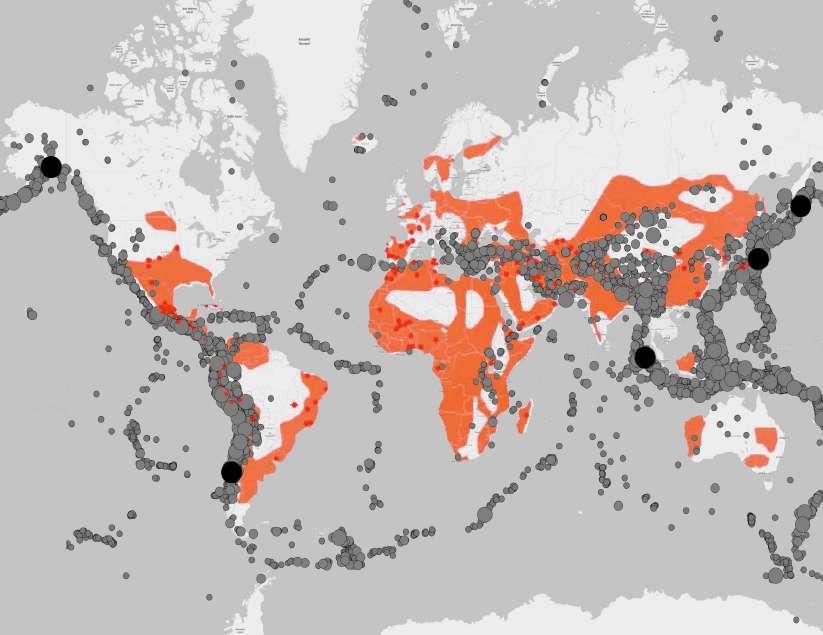
The map illustrates that most locations of earth architectures are overlapped with earthquake areas. Therefore, it is obious that the reinforcement is so importnat in earth architectures. Traditional earth architectures have many reinforcement ways such as a mixing short fibers with earth, combining earth walls with wooden frames and so on. These methods reinforce tensile force and it is so helptul because earth architectures are usually weak to horizontal forces.
It is clear that reinforcements are also so important when the earth architecture is constructed by 3d printing technology. It is beacuse 3d printed architecture can be in an earthquake area and this one will be unstable during printing.
Research Scope
Reiinforcement scale
Earth architecture Earthquake Areas
Macro Scale
Global Scale
Macro Scale
Sisal Flax Straw
Cellulose Tanin Bran Rice
Hemp HMP Enzyme
Clay Eco-Clay Ash
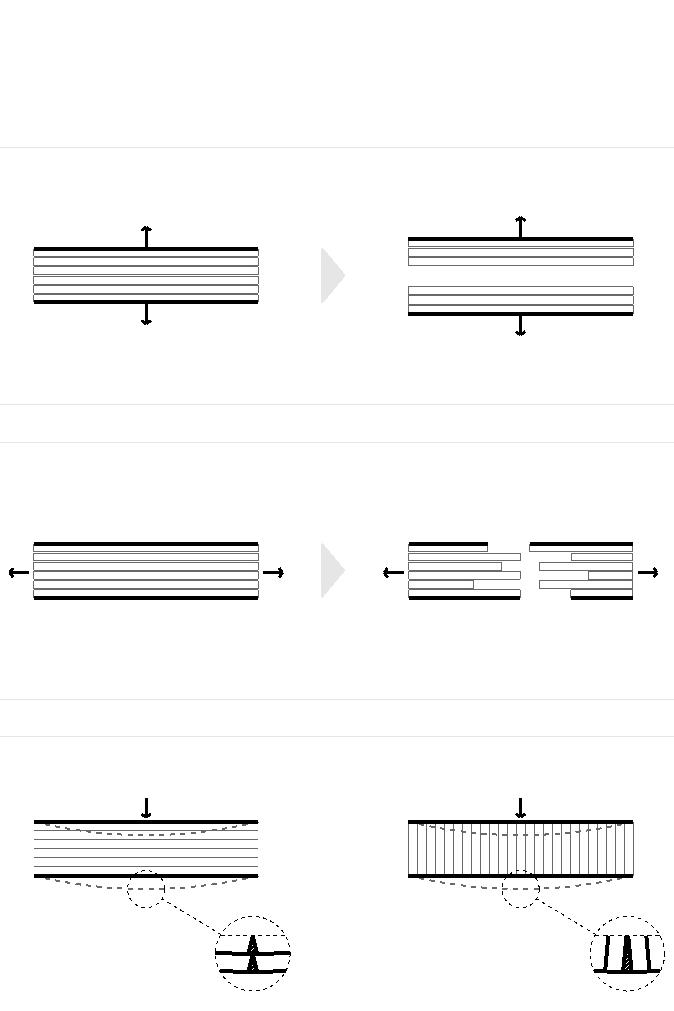
Shearing : Z direction
Bending
Shearing : XY direction
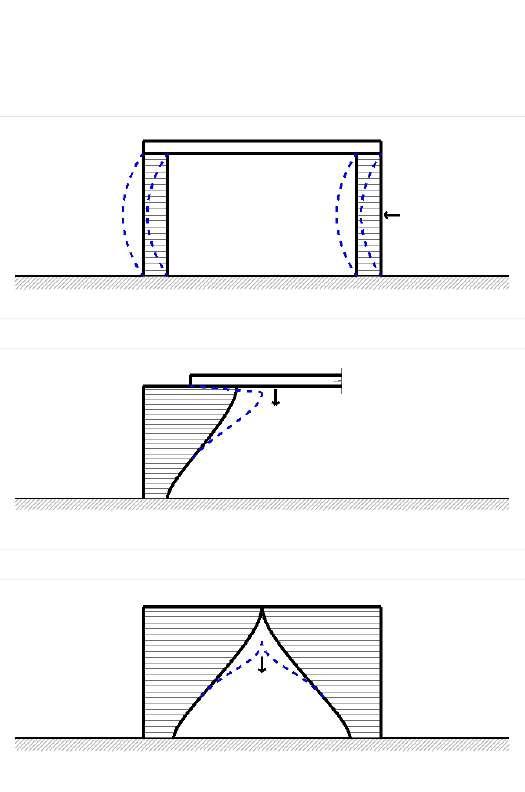
Wall : Bending
Arch : Collapse
Beam Support : Collapse FIber Reinforcement
3
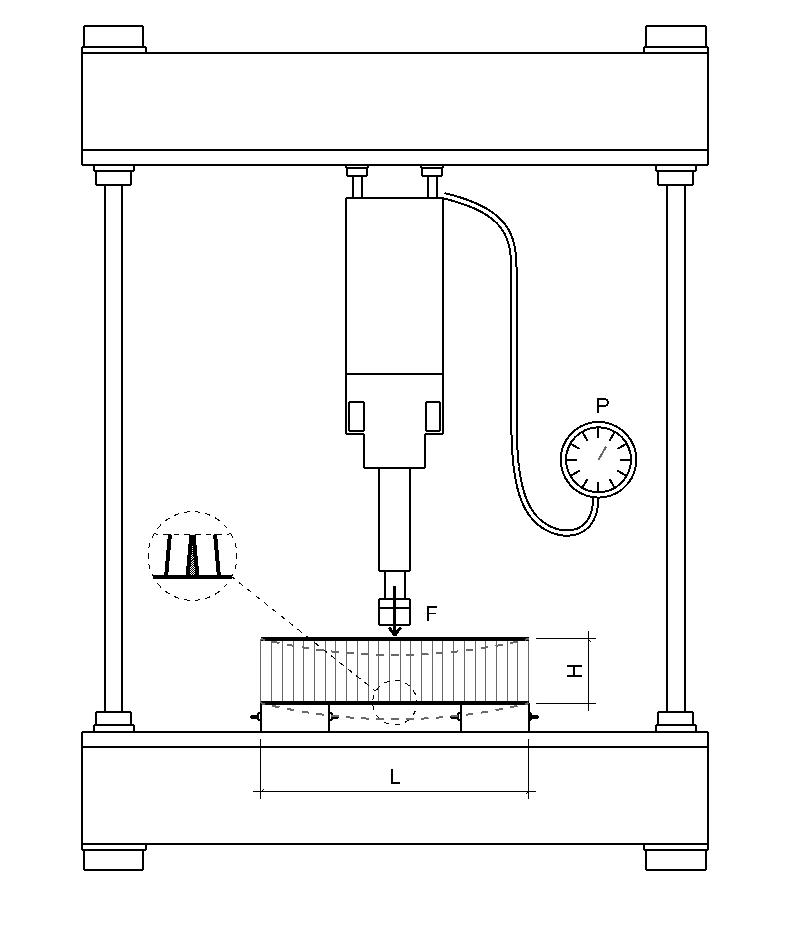
Points Flexture Test | Dry condition
Micro & Macro scale experiment
F= p (pressure in bars) x Area
H: Sample height
B: Sample width
F: Force by pressure
L: Sample length
In the micro scale test, sample 03 (Clay+Hemp+Cellulos) is the stongest one. So this sameple 03 is determined as "basemix". In the macro scale test, for the design freedom, sample 04 is chosen (2nd strong one). Sampled 08 shows better performance than sample 07(base mix printing without rope). It demonstrates that pre-tentioned rope worked for reinforcement.
Experiment Reuslt Table
Micro & Macro scale experiment
03 Clay + Hemp + Cellulos
Micro Scale | Base Mixture
Macro Scale | Reinforced Samples
Cigar test _ Wet condition
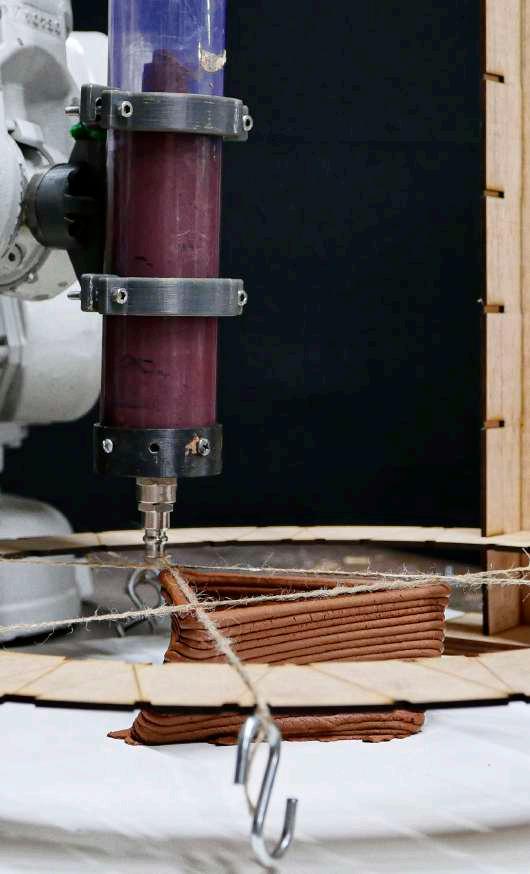
Macro scale experiment
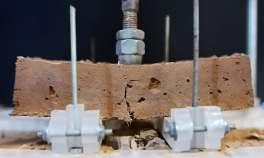
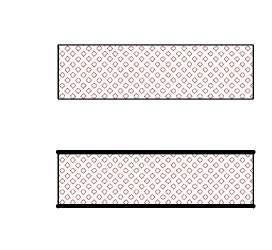
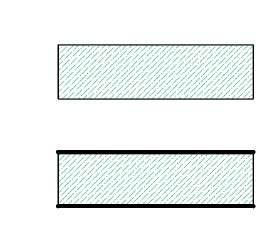
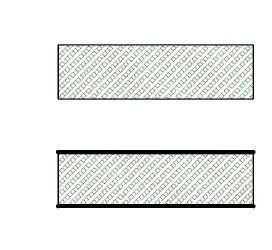
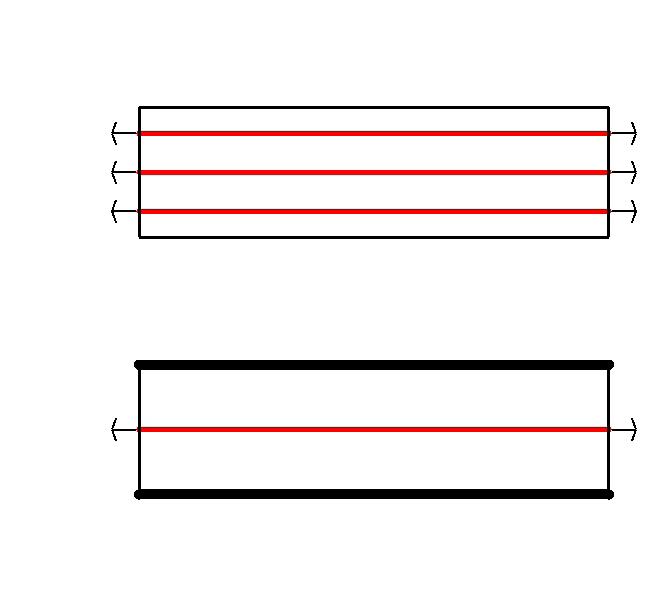
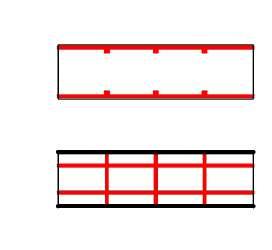
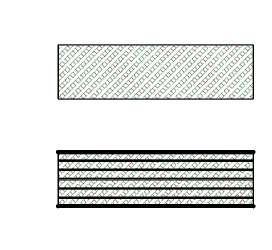
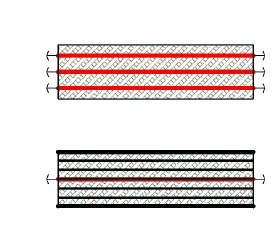
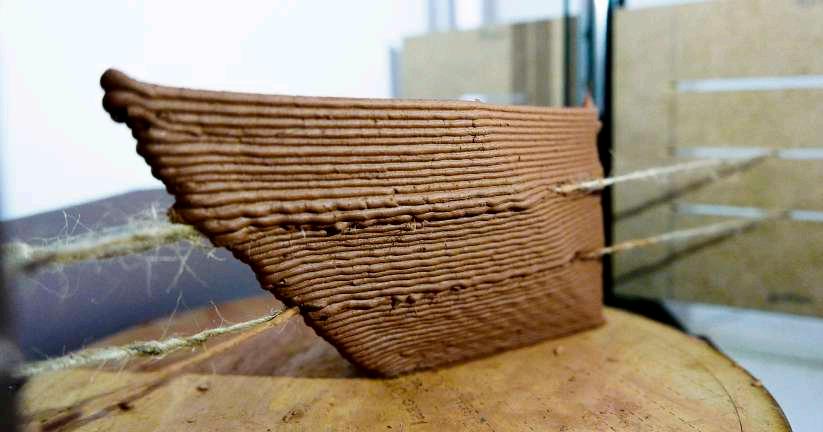
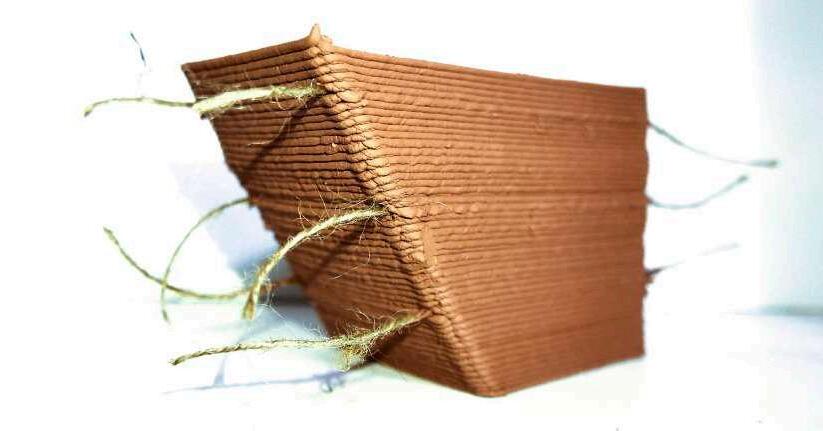
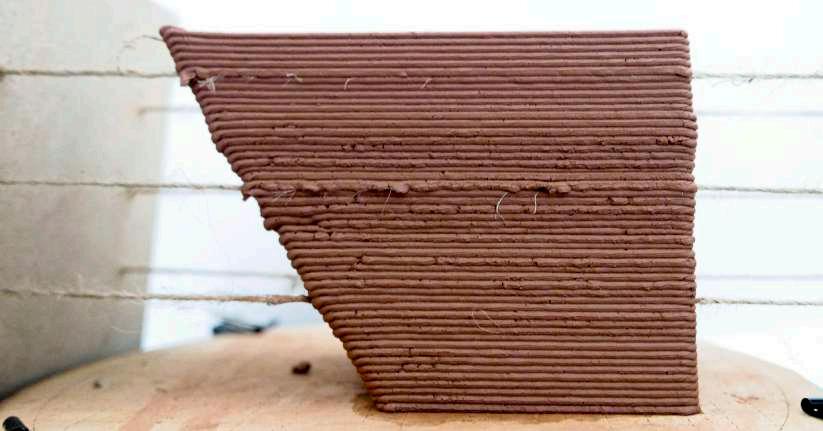
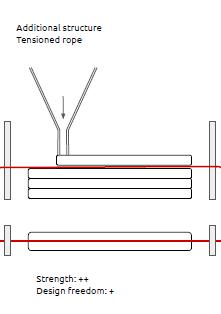
All samples' length are 40 cm. Sample 01 is printed without reinforcement. Sample 02 is printed half of the sample height and a tensioned rope(Manila rope) is placed on the printing. This rope keeps tention by fixing to screws on the board. Sample 03 also has rope but it does not have tention at all. Result shows that smaple 01 without reinforcement is broken after moving 11.5 cm. Sample 02 is not broken at all even it moved 32 cm. Sample 03 has a little crack after moving 27 cm. So tentioned rope is the best way to reinforce the printing in a wet condition.
Sample_01 Sample_02
Sample_03
Sample
Sample
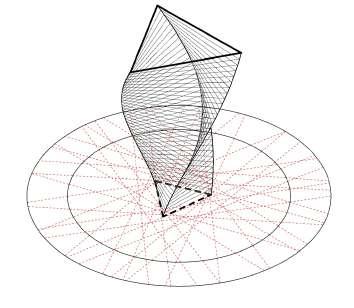
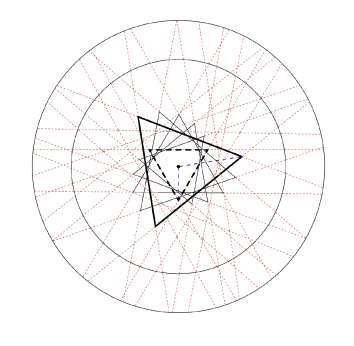
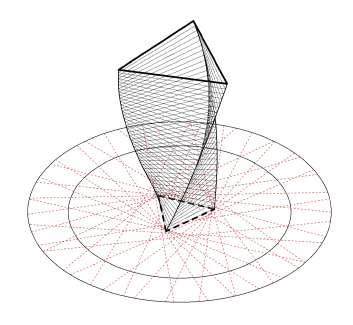
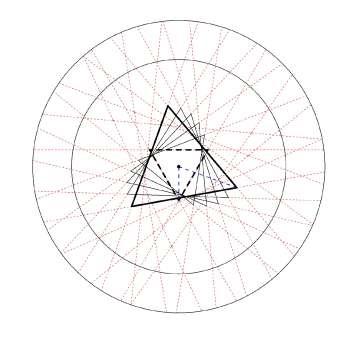
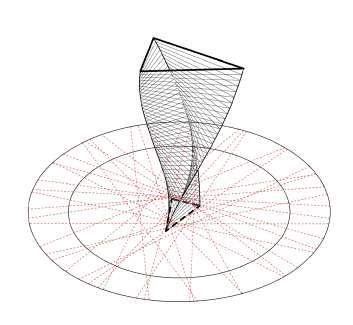
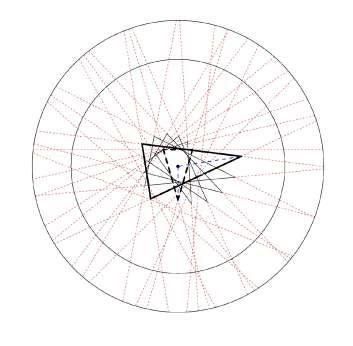
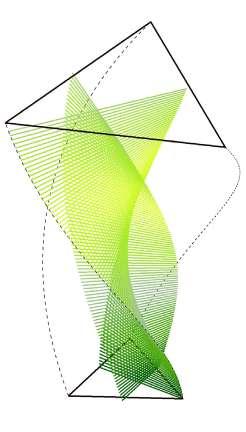
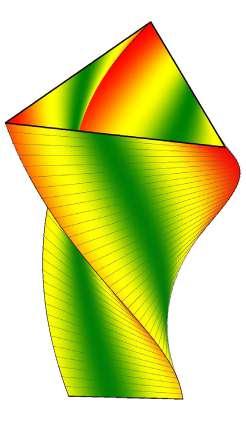
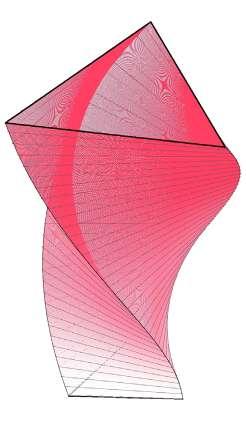
Overhang Test
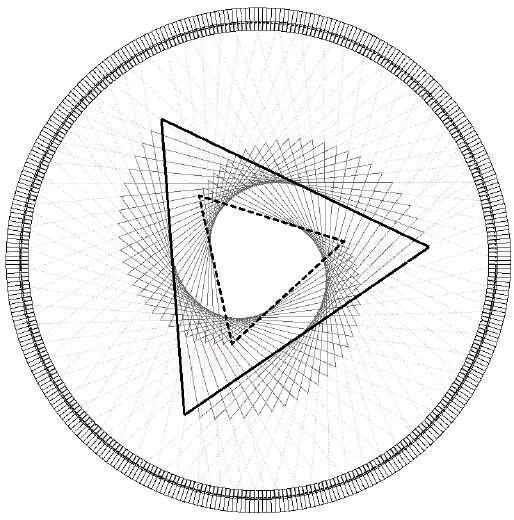
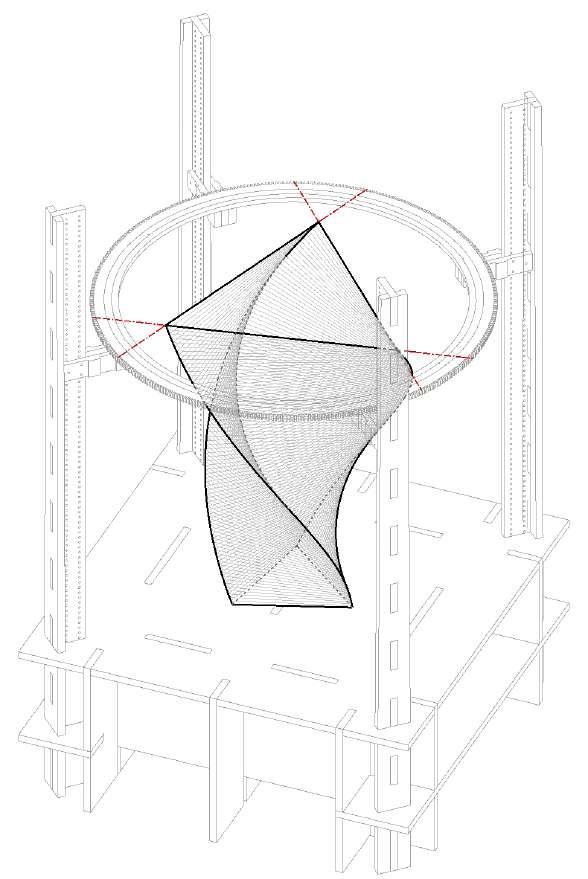
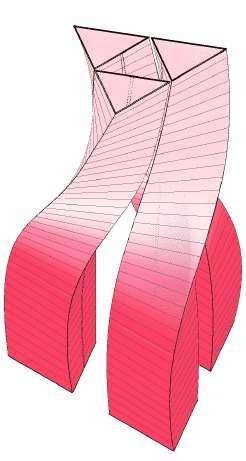
Global scale experiment (1:20)
Tensioned ropes are intersected on the angualr point.
Tensioned ropes are parallel and are not intersected.
Non-tensioned rope are placed on the curved layer.
Rulled triangular surface has maximum 45-degree overhang.
Rentangualr surface has maximum 32-degree overhang.
Curved surface fails to have even 32-degree overhang.
The triangular surface shows the largest overhang degree. The rectangular one has 32-degree overhang as maximum. The curved surface cannot keep rope tention so it collapses in 32 degree overhang. This test demonstrates that this pre-tentioned rope rinforcement works on a rulled surface. Also, intersected ropes make more stability.
45°
32°
32°
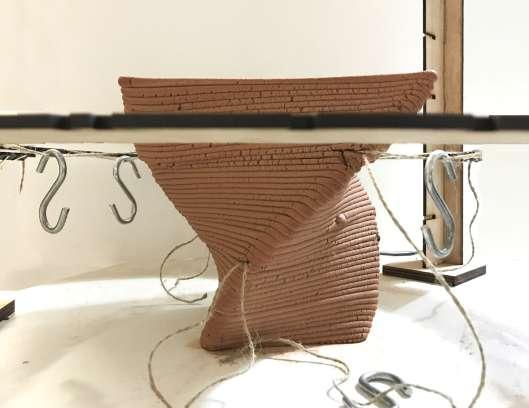
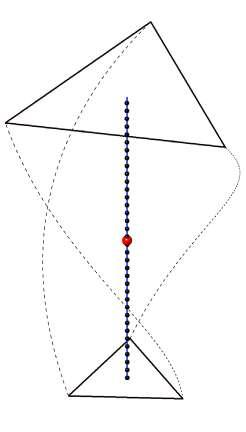
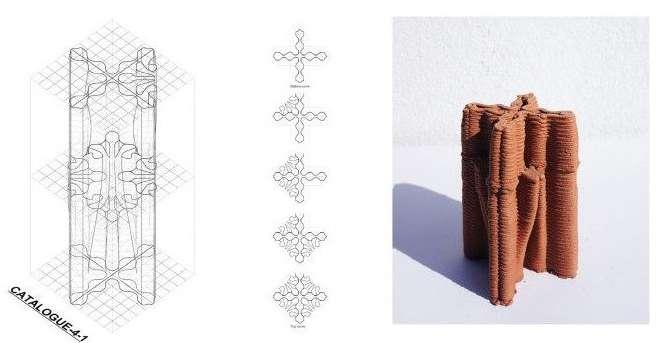
Prototype 01
90mm height successfully printed by small scale robotic arm
Base Triangle (60°)
Top profile 2x scale up from bottom
Roatation total 99.0°
Base Triangle (60°)
Top profile 2x scale up from bottom
Roatation total 70.1°
Base Triangle (min 30°)
Top profile 2x scale up from bottom
Roatation total 99.0°
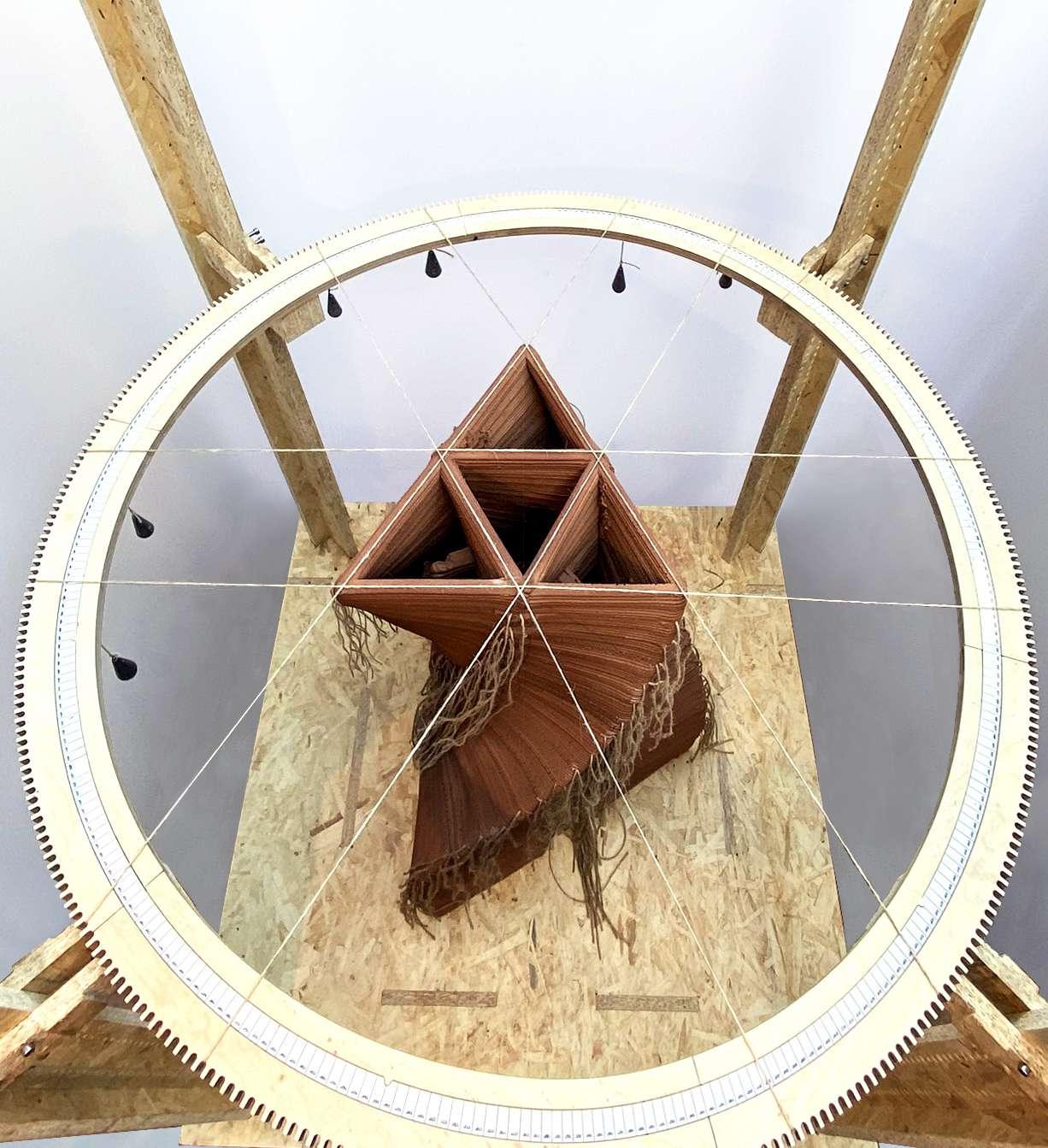
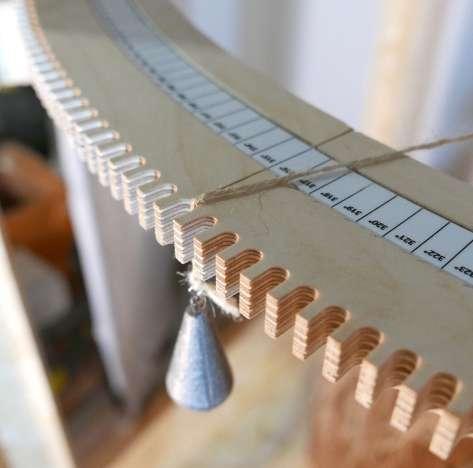
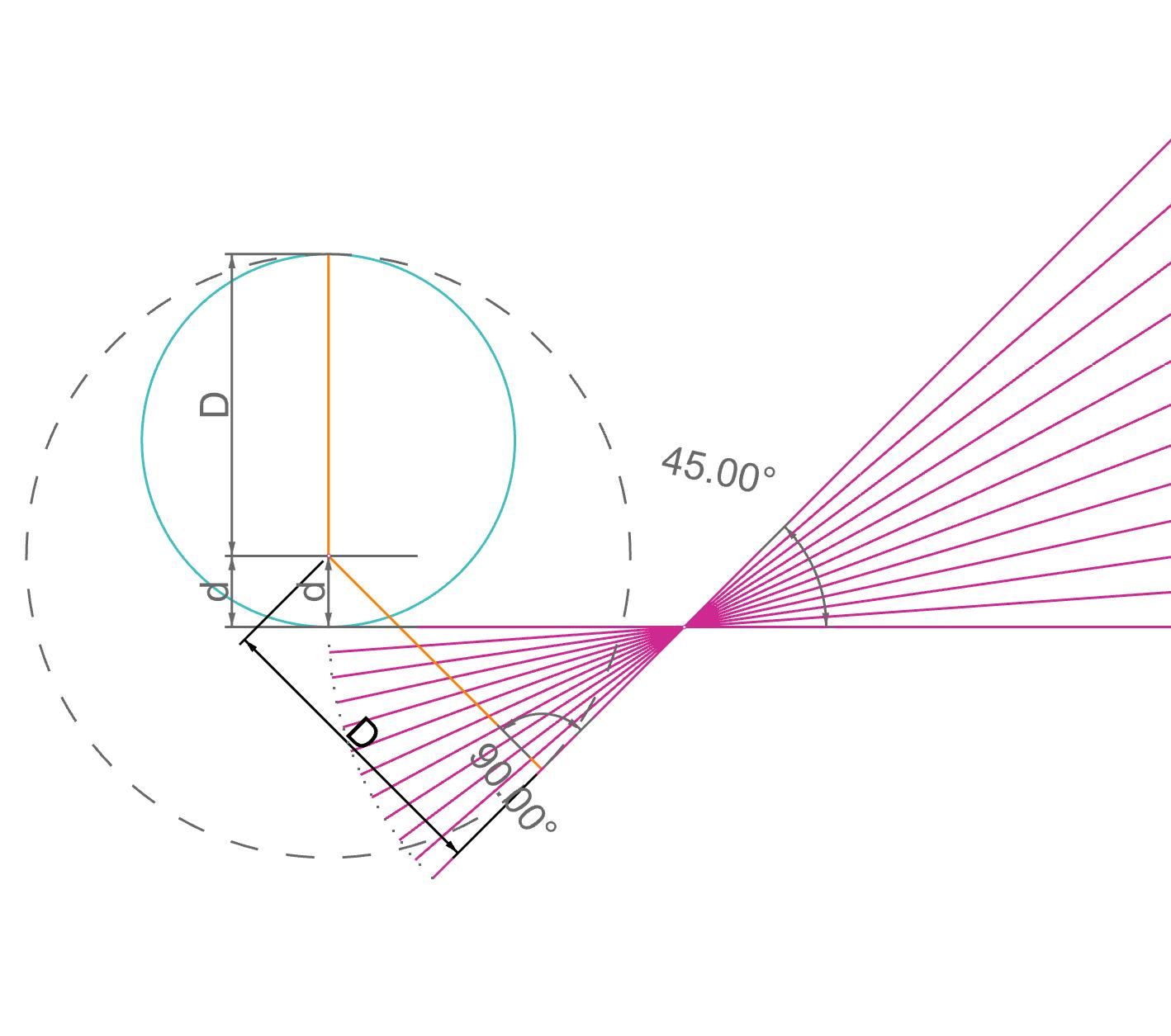
After considering 3 different designs (different geometry, rotation angle), C1 was chosen because it has 45-degree overhang. The prototype wheel has engraved notches by later cutting. These notches are extensions of the object’s contour lines (30mm distance). Engraved notches hold ropes, and metal clips hanging on ropes keep tension of ropes.
Number of ropes 50
Rotation 99.0°
1 layer height 3mm
Layer width 10mm
Interval of ropes every 10 layers (30mm)
C1
C2
C3
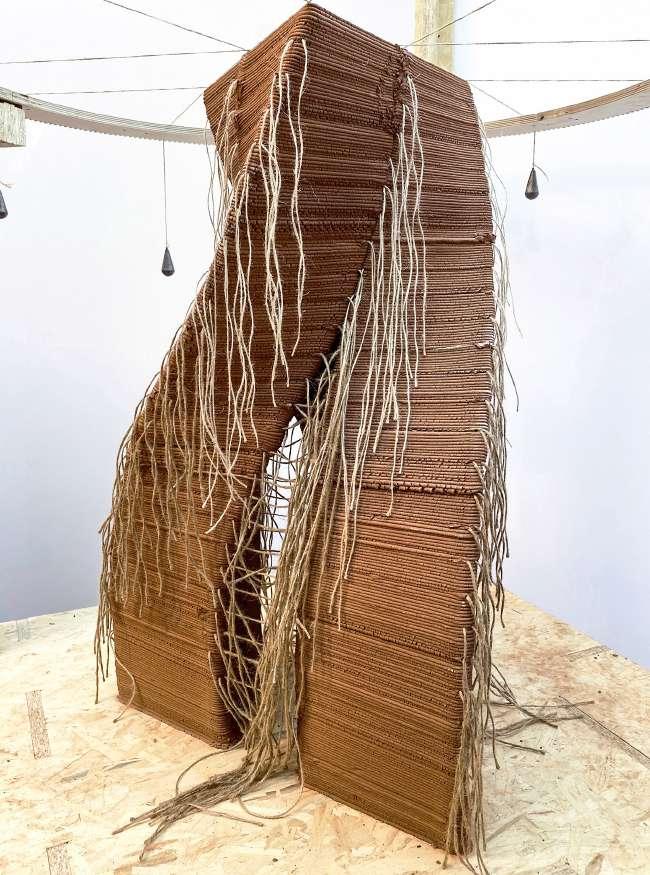
Prototype 01 is printed by ABB robotic arm. In the beginning, it shows bending on the surface when the geometry twisted a lot. After 10 layers(30mm height) are printed, Manila ropes are placed with metal clips which keep tension of ropes and these ropes hold the surface which has bending. It shows that pre-tensioned rope reduces the chance of collapse and helps more overhang achieved during printing.
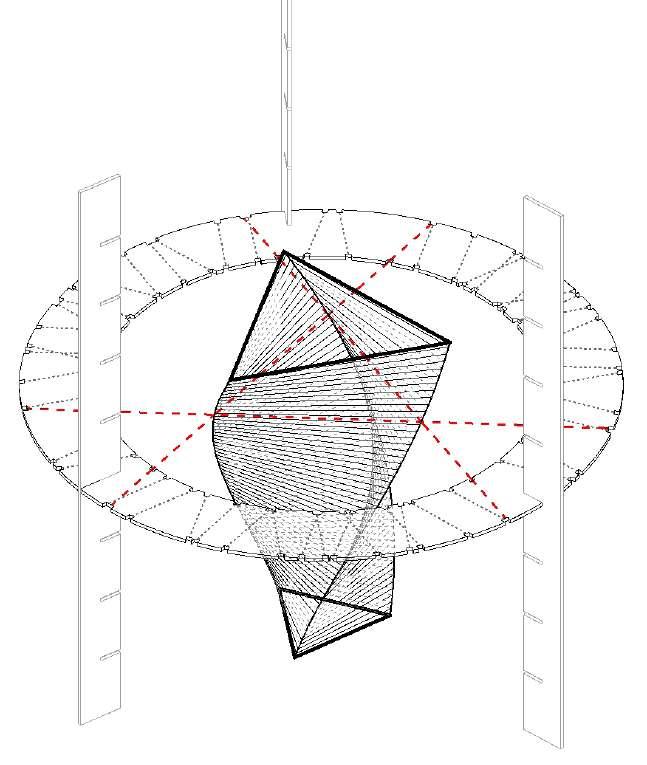
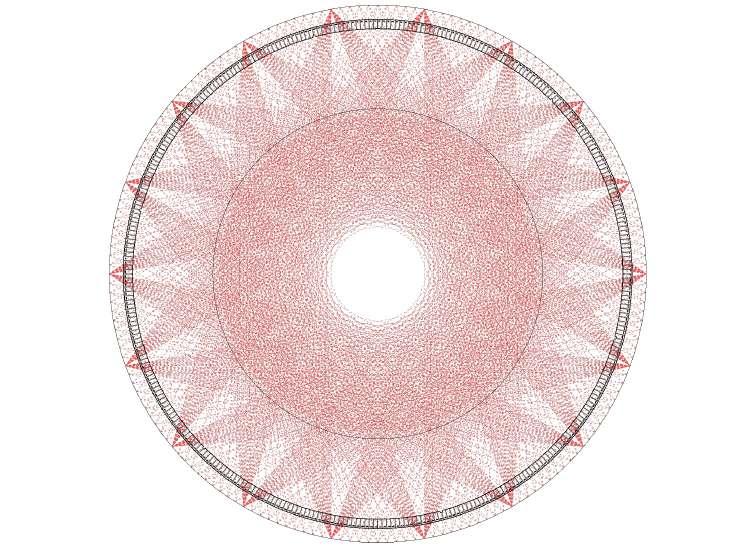
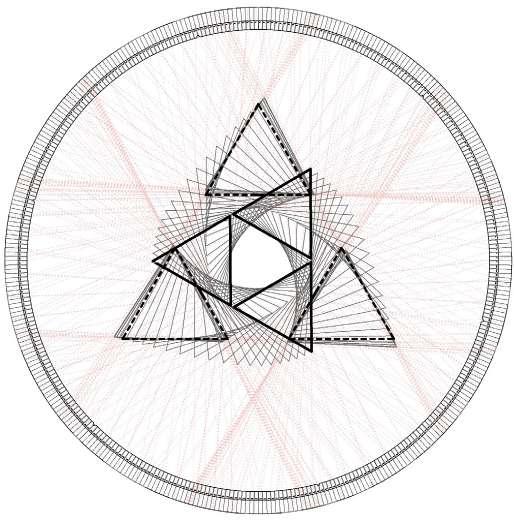
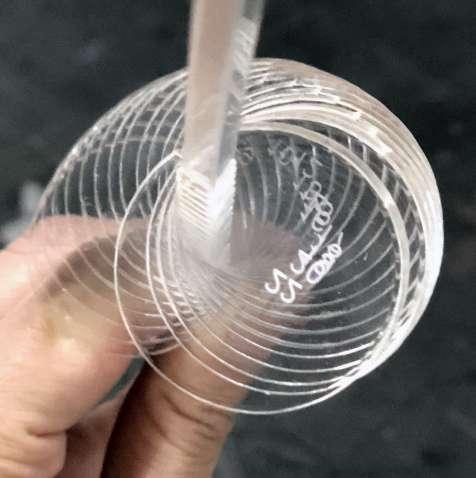
Univeral wheel for rope reinforcement
Wheel and frame to keep rope's tension on various ruled surfaces
Wheel Spec
Notches 360 (1 notch per 1°)
Diameter 114cm
Wheel (Example)
Starting point every 20° (0°~360°)
Range(from SP) -25°~-10°, +10°~+25°
Step 2
Total rope place 969
1Step distance 1.75 cm
Total Steps 82
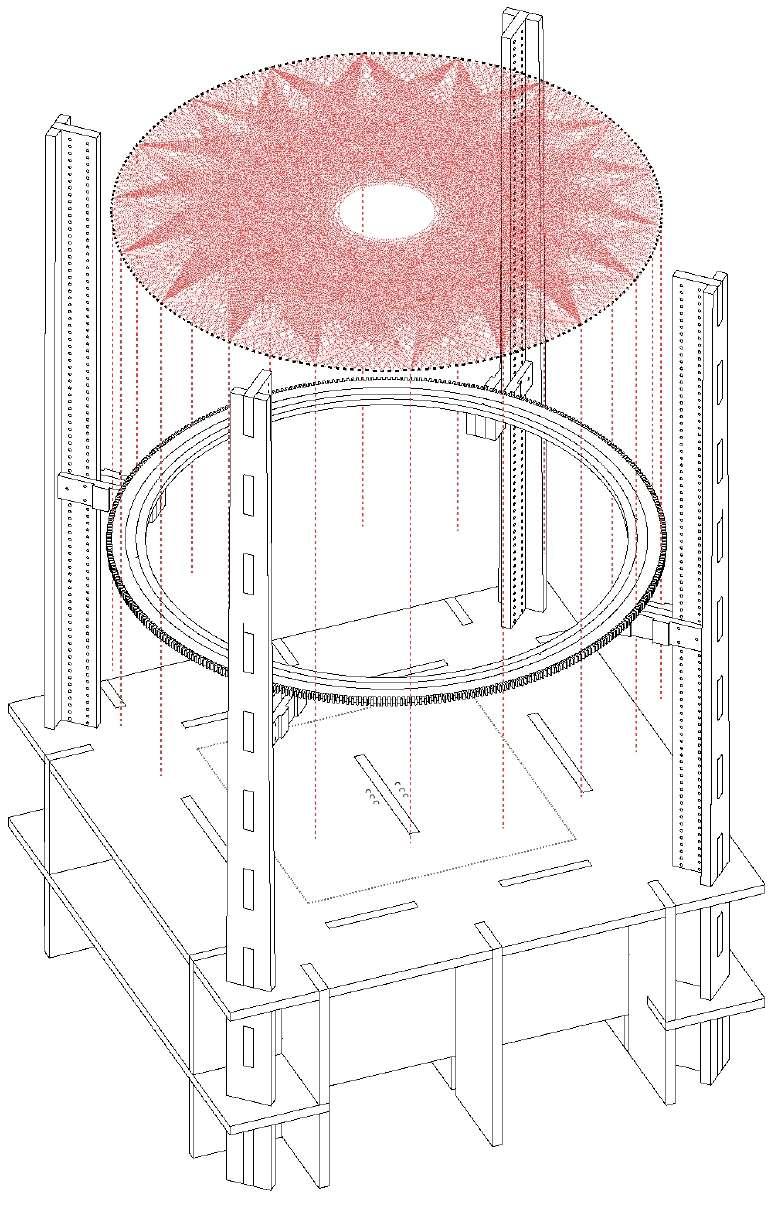
The universal wheel can hold about 1000 ropes with different angles. It means that this wheel can work for reinforcement on any ruled surface. The frame is for holding the wheel on the top of printed layers. This frame has 82 stpes for height variation(1 step is 1.75cm distance). The maximum printing area is 1 m diameter and 1.5 meter height.
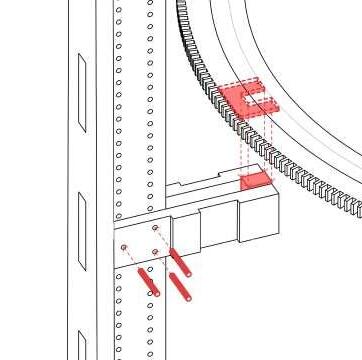
Details:
- The frame and wheel are fabricated by milling machine.
- The wheel has notches on the backside, which fit together with supports' male part. So, when the wheel is placed on the support, it is fixed without any screw. It is very easy to change wheel height. Supports are fixed by 3 screws which keep support s parellel with base surface.
- At end of ropes, 5kg lead weights are hung to keep ropes' tension.
Lead weights for keeping rope's tension
Cogwheel for holding ropes
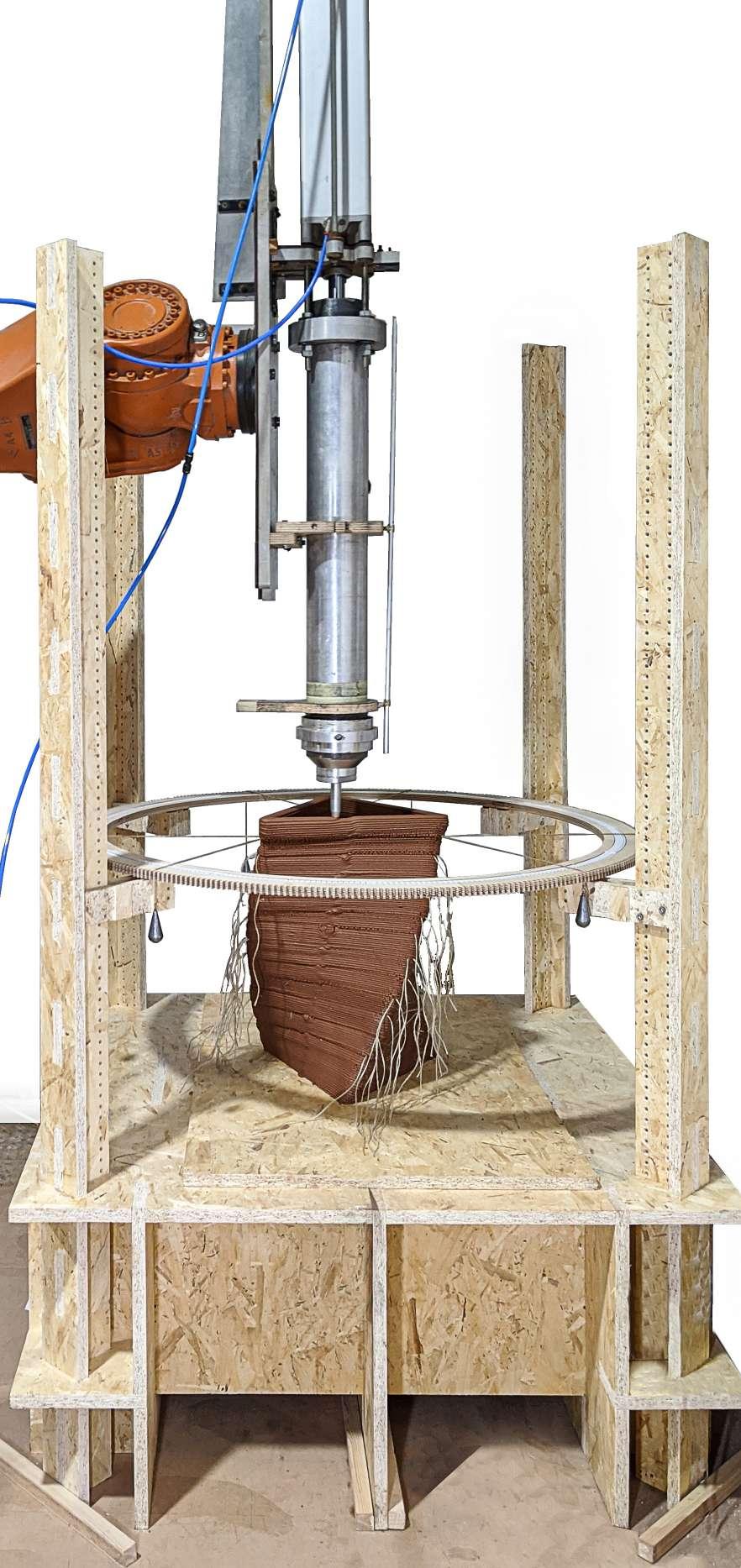
Prototype 02 is printed by large scale robotic arm(Kuka). This printing is a test of the universal wheel and rope reinforcement system. The problem is that placed ropes move while printing top of them. It is because rope are placed on the same height with printed layer so there is no tension to vertical direction. So rope can slip very easily. This problem is sovled by setting the wheel height little bit lower than printed layer. After that, when placing ropes, ropes and lead weights push down the layer little bit so ropes are fixed to layer while printing next layer.
Result
Advantage of rope reinforcement and next step
1. While printing, pre-tentioned ropes hold unstable printed part. Ropes connect one part to other part so they are pulling each other. When placing rope and printing top of that, ropes among printed layers have tension but when printed layers are dired, ropes lose tension because of shrinkage.
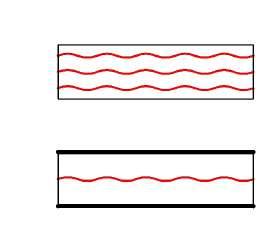
2. Ropes also reduce bending. when ropes are placed on printed layers, they distribute bending in 10 layers. So after placing rope, bending is reset. It is beneficial because small bending become larger on the higher layer during printing.
This reinforcement system will help to make more stable structure with less materials by 3d earth printing.
1. While printing, pre-tentioned ropes hold unstable printed part. Ropes connect one part to other part so they are pulling each other. When placing rope and printing top of that, ropes among printed layers have tension but when printed layers are dired, ropes lose tension because of shrinkage.
2. Ropes also reduce bending. when ropes are placed on printed layers, they distribute bending in 10 layers. So after placing rope, bending is reset. It is beneficial because small bending become larger on the higher layer during printing.
This reinforcement system will help to make more stable structure with less materials by 3d earth printing.
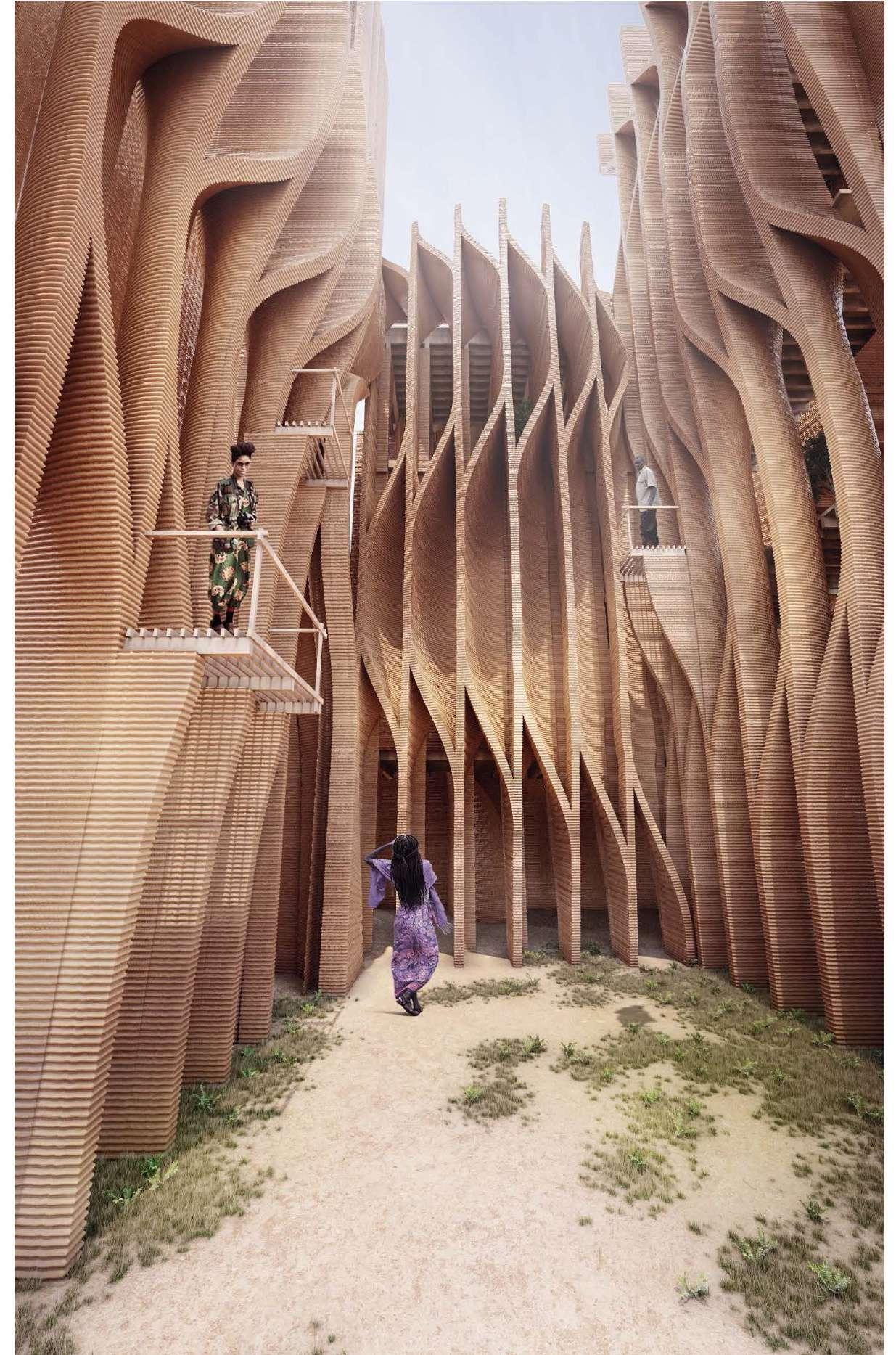
3D EARTH PRINTING HOUSING IN KAKUMA CAMP
History of Kakuma camp
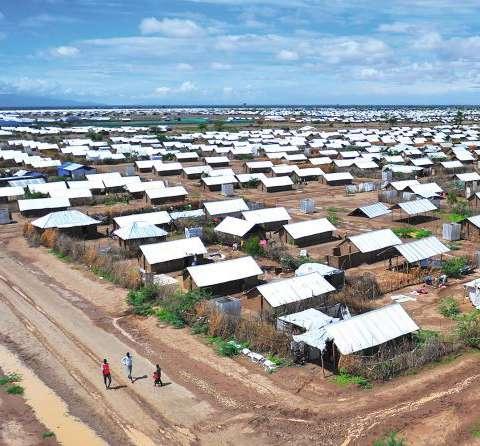
Kakuma refugee camp which is a town in northwestern Turkana County, Kenya was established in 1992 by UNHCR. The population of Kakuma camp was 8000 in 1990 but it increased to 60,000 in 2014. Now Kakuma is a city, not a temporary camp. People in Kakuma came to this camp to escape from wars and violences in their countries. Some refugees have lived here for about 30 years so to them Kakuma camp is not a temporary house anymore. They are from various countries so they have different cultural backgrounds and they had lived in different types of houses before they came to this camp. However, all of them are still living in the same type of temporary shelter. Kakuma camp needs more density to be a permanent city. This is because the camp has been saturated in the ground level. This saturation is not helpful to the economic growth and development of the city.
Customized houses
3d printing technology can be a possible solution in this camp. Additive manufacturing has the advantage in making various geometry. By using 3d printing construction, customized residential space can be printed. So refugees can request their ideal type of house. Even if each refugee asks for a different type of house, 3d printing construction can manage it.
Sustainable city
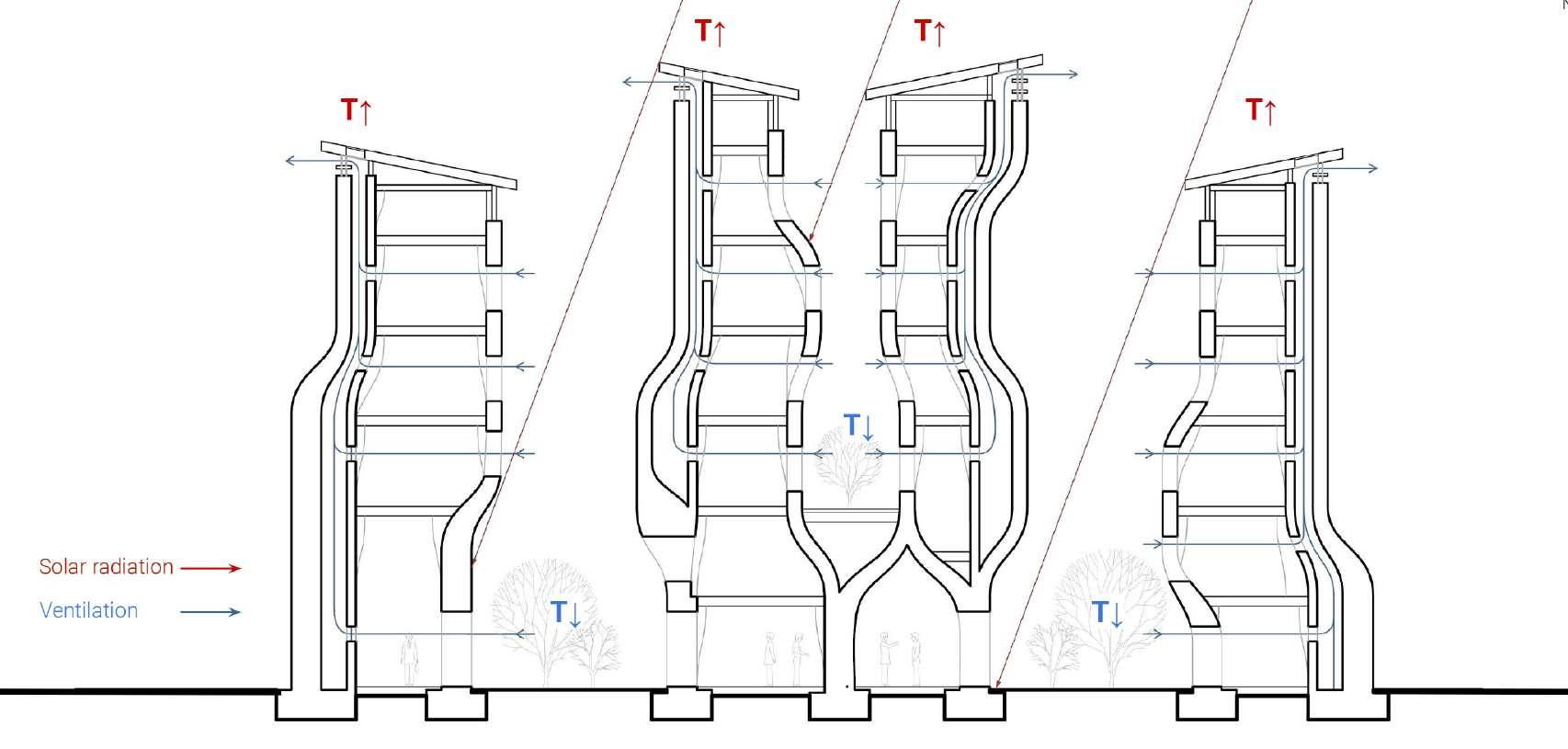
Kakuma can be a eco-friendly city by using earth. Construction of new buildings and dismantling old one make a lot of waste and it will affect the environment.If 3d earth printing housing is constructed in Kakuma, It will give almost zero impact to the environment. In kakuma, there is not enough electricity and fuel so the house should be self-sufficient. It should be cooler in Summer and warmer in Winter. To make a friendly living environment, a natural ventilation system, and sunlight filtering wall can be used in this housing. On a global scale, housing will have a courtyard which has cool shade space. This cool air will go inside of the house and come out through a solar chimney. This layout of housing will make a comfortable micro-climate environment for living and protect people from hot and dry weather in Kakuma.
Less resources and labor for construction
3D earth printing construction will need less materials and laborers to build multi-story low rise housing. If a mobile crane 3d printer (MAXI PRINTER) is used for this construction, this machine will print part of the house and move horizontally and vertically to another place to continue printing For this construction, only few people who will operate machines and prepare material will be needed. through a solar chimney. This layout of housing will make a comfortable micro-climate environment for living and protect people from hot and dry weather in Kakuma.
2019 IaaC OTF - STUDIO
Team members Jae Shin, Jingwen Chiou
Faculty Eduard Cabay , Alexandre Dubor
Assistant Ashkan Foroughi
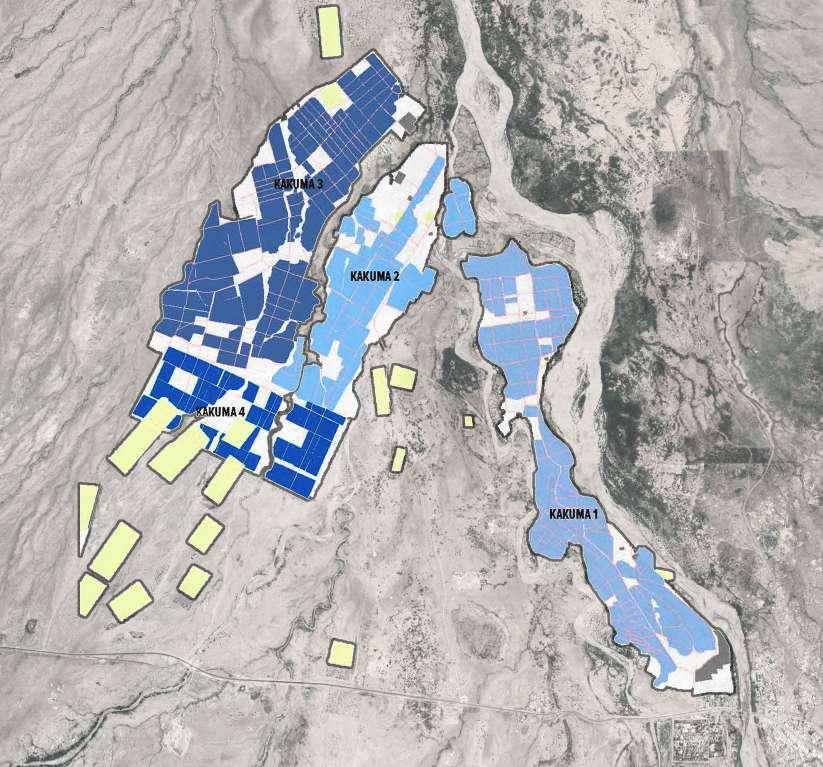
KAKUMA REFUGEE CAMP IN KENYA
Proposal Site Analysis PROBLEM 01 | POOR
LIVING
Kakuma refugee camp was established in 1992. The population of Kakuma town was 60,000 in 2014, having grown from around 8,000. As of December 2020, the site hosts around 200,000 people from 19 countries. However, most refugees are living in plastic tent or containers. These house are efficient for temporary living but some people are living in that shelter long period. They need a permanent house where they can feel as their home.
This refugee camp on the process of developing temporary refugee camps into permanent cities. However, this city has a lack of infrastructure. 3D earth printing can provide the possibility of building a dense city without a lot of labour and infrastructure. This is because 3D earth printing needs a few operators of 3D printers and some workers to prepare materials. Also, they can use materials which can be found on the site. Moreover, there is a possibility that this city will be abandoned in future. If the city is built by 3D earth printing, it will have less effect on environment than a city built with concrete or brick.
PROBLEM 03 | HARSH WEATHER
The weather in this area is generally characterized by high temperatures and is relatively humid. January, February and March are the hottest months, with temperatures reaching 38 Celcius on the hottest.
The temporary shelters in Kakuma camp do not have any heating, ventilation, and air conditioning (HVAC) system. It is hard to live under the harsh weather without the system.
When we take a look at old earth houses in the Western Asia and Northern Africa, they have natural solutions (wind capture, sunscreen, and courtyard ponds) to overcome harsh weather, and this solution can be applied by 3D earth printing in Kakuma camp.
3D Earth Printing housing in Kakuma Camp
KAKUMA 1
KAKUMA 2
KAKUMA 3
KAKUMA 4
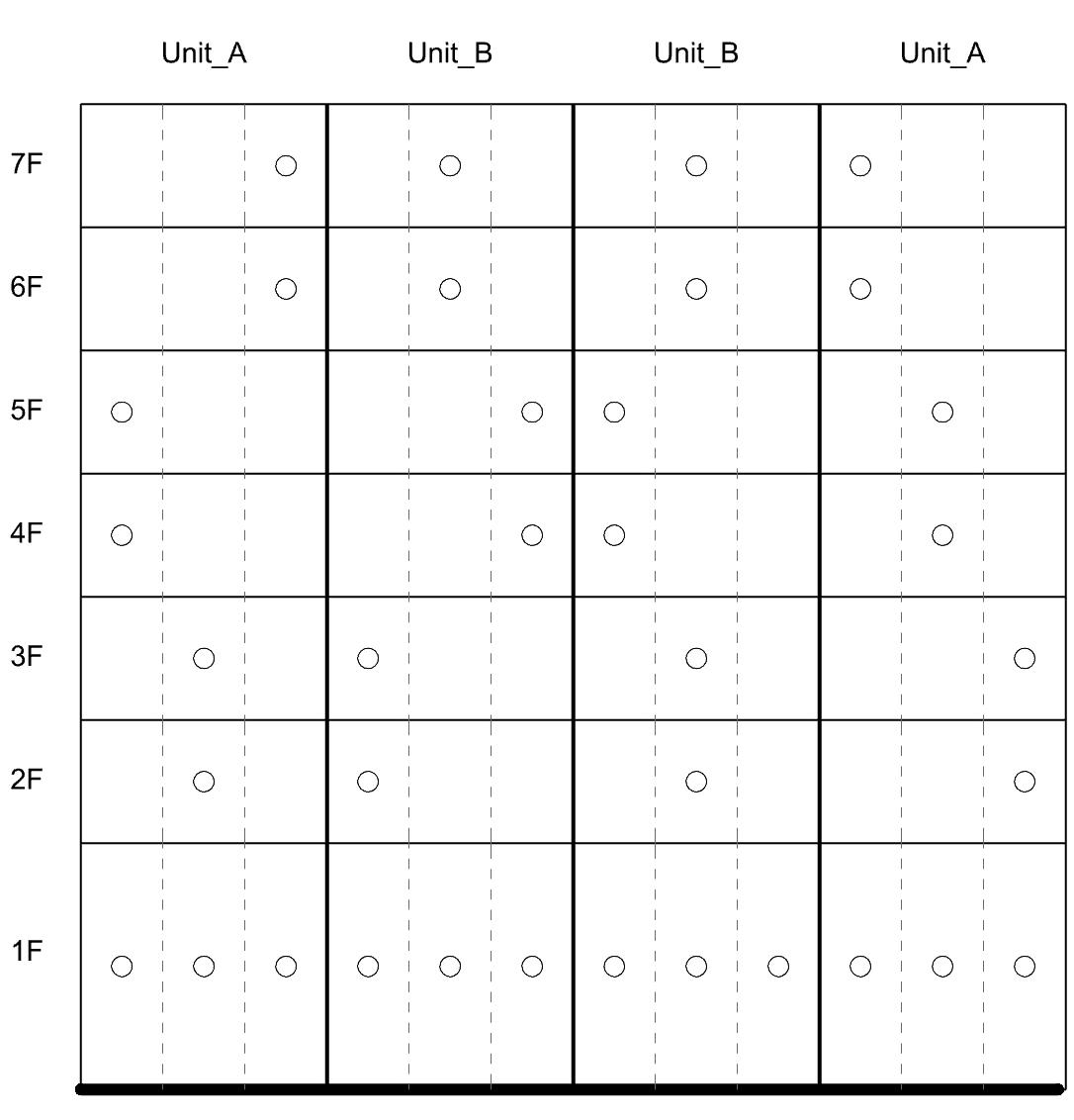
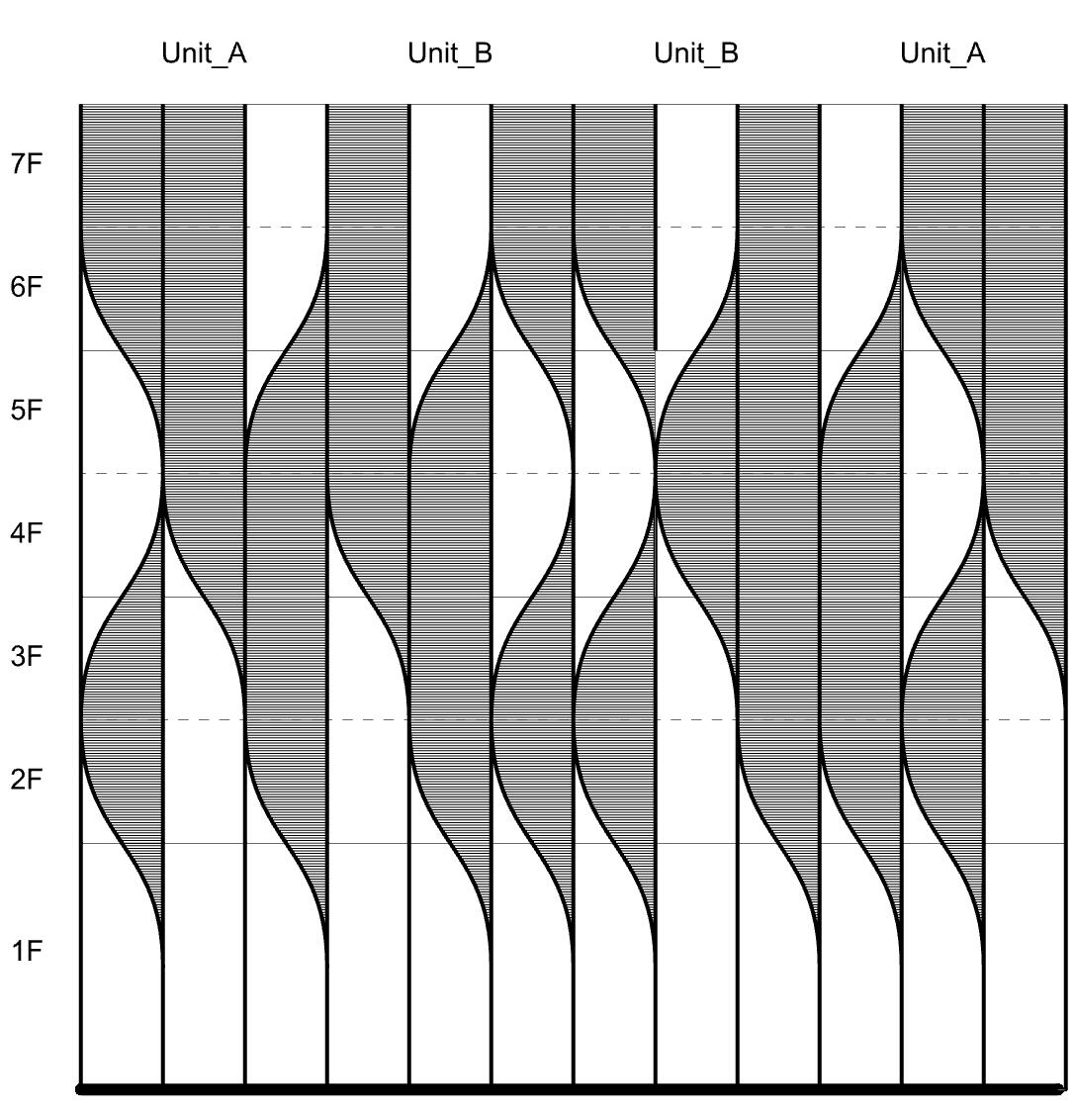
3 BASIC MODULES
Modules for Structure, Ventilation, Sunlight filtering
Direct sunlight comes in at 9am. At other times, Sunlight is reflected on the facade walls which absorb heat and indirect sunlight comes in.
3D Earth Printing housing in Kakuma Camp
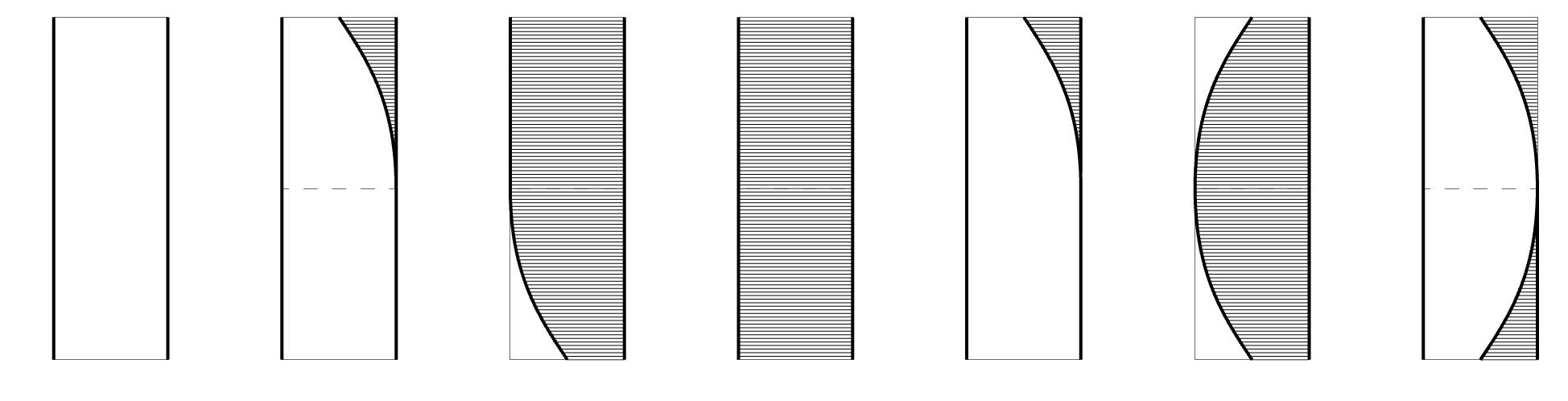
Structure Module
Sunlight Filter Module
Sunlight Filter Module_ Inside: Indirect Light
Sunlight Filter Module_ Outside
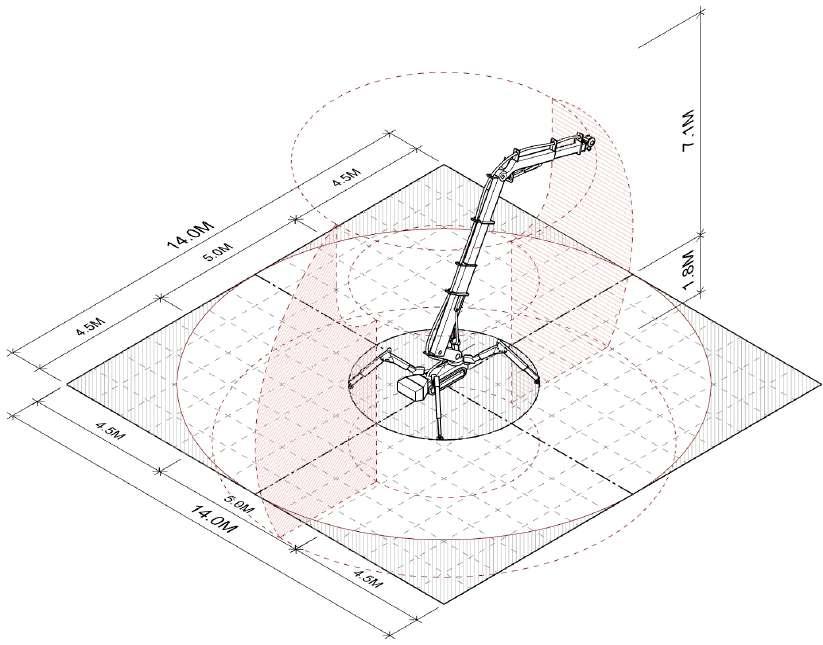
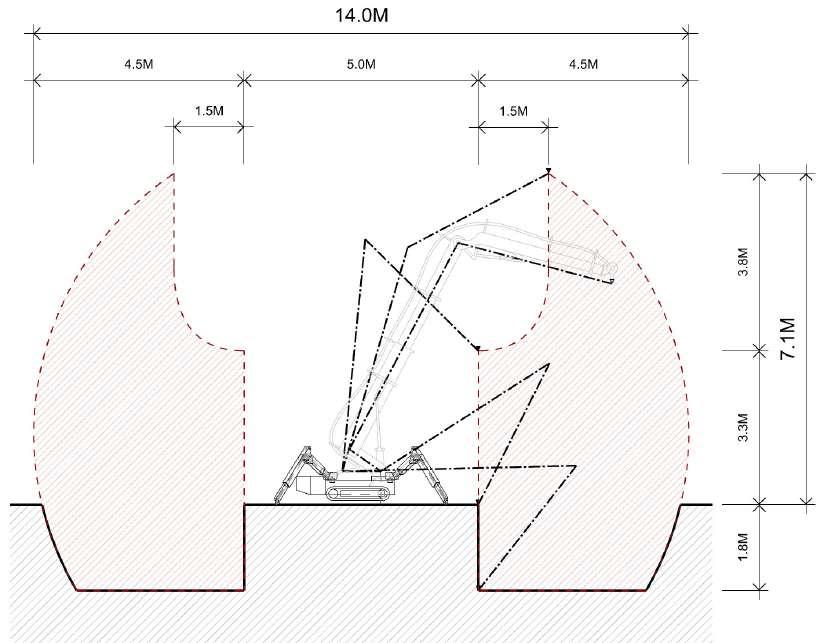
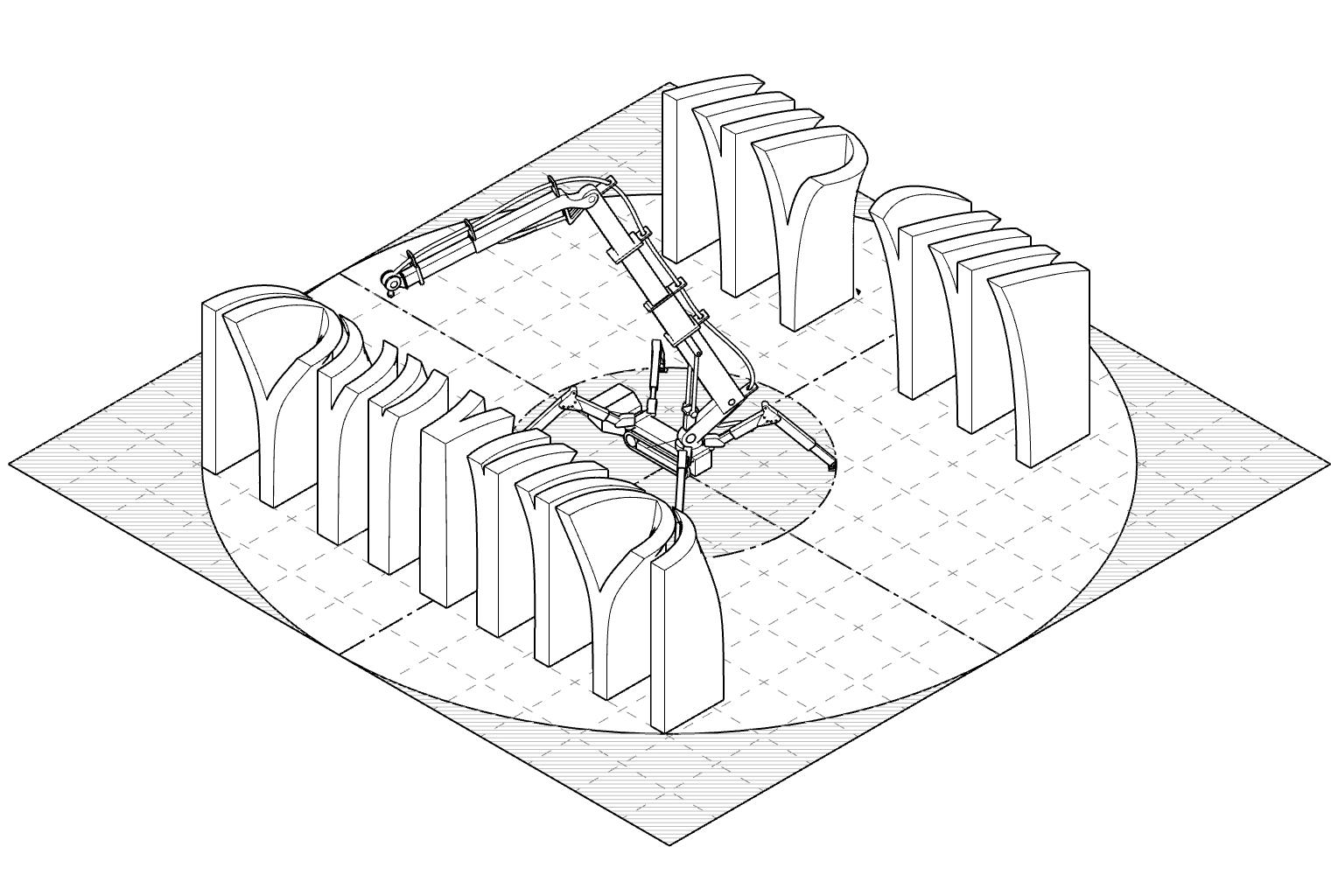
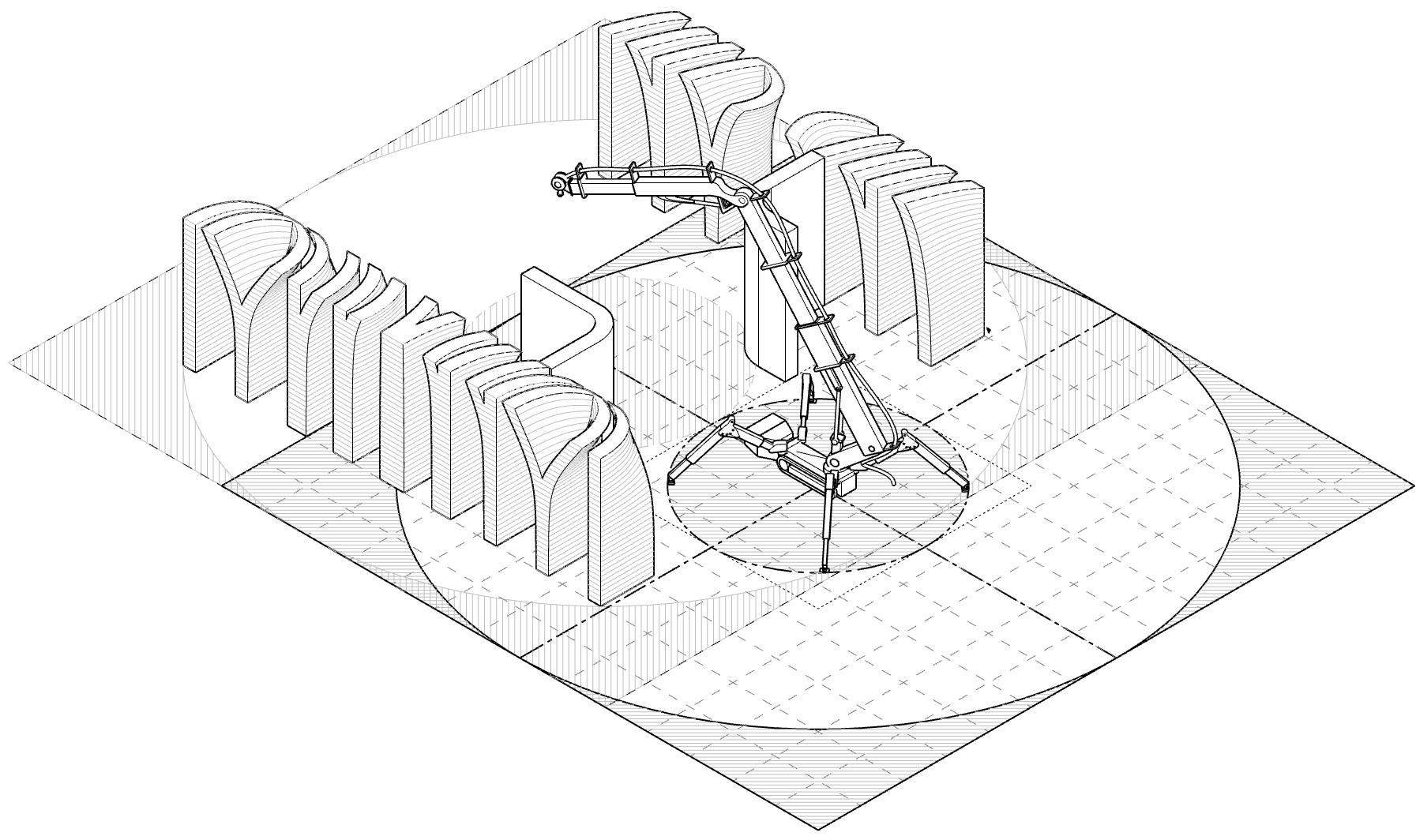
3D EARTH PRINTER SPECIFICATION
Printing Area and Limitation
Printable Area
Unprintable Area
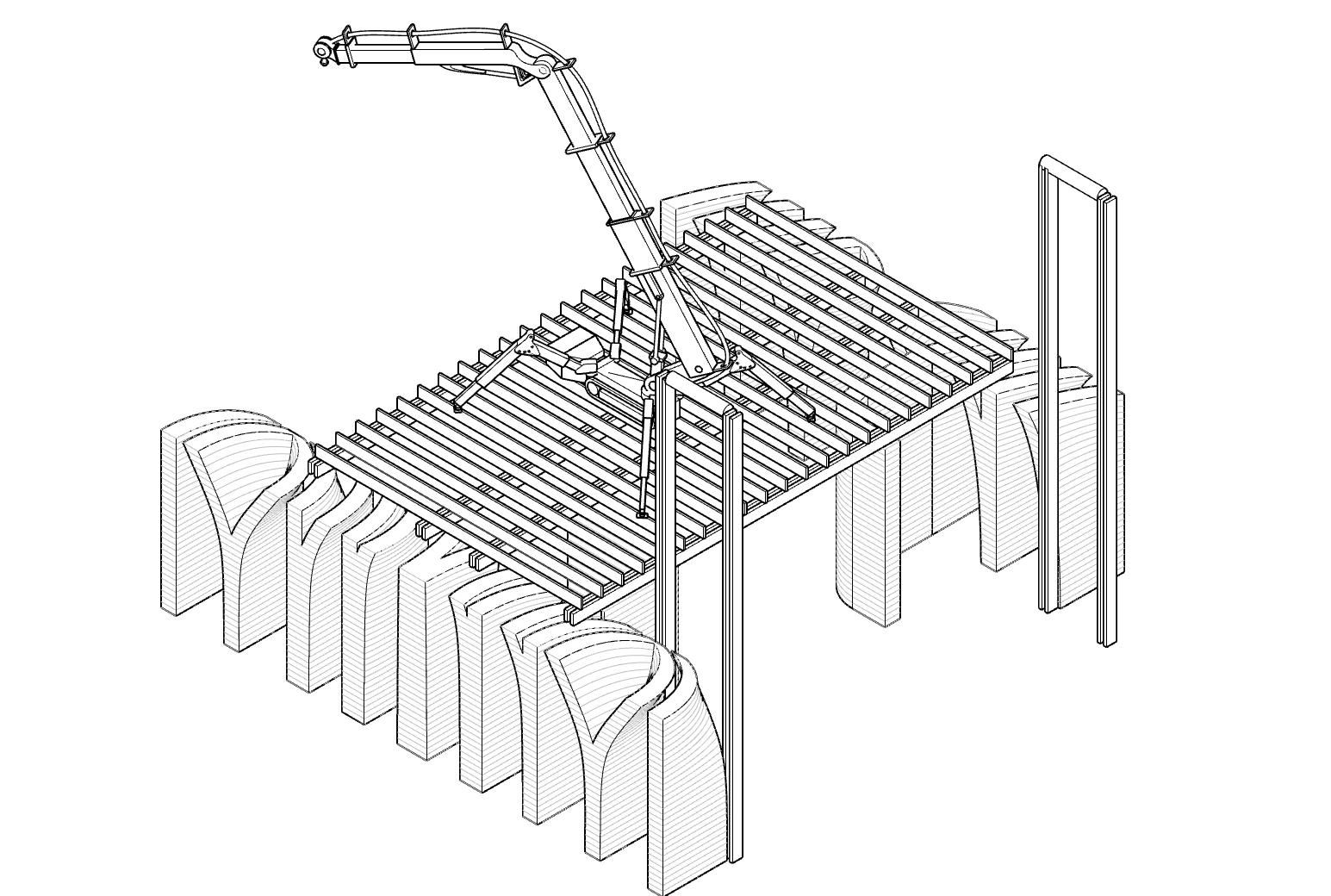
CONSTRUCTION PROCESS
Movement of Printing machine
STEP_01
Printing in printable area.
STEP_02
Moving position and keep printing
STEP_03
Folding Printer and lifting up to 2nd level
STEP_04
Printing on 2nd level
3D Earth Printing housing in Kakuma Camp
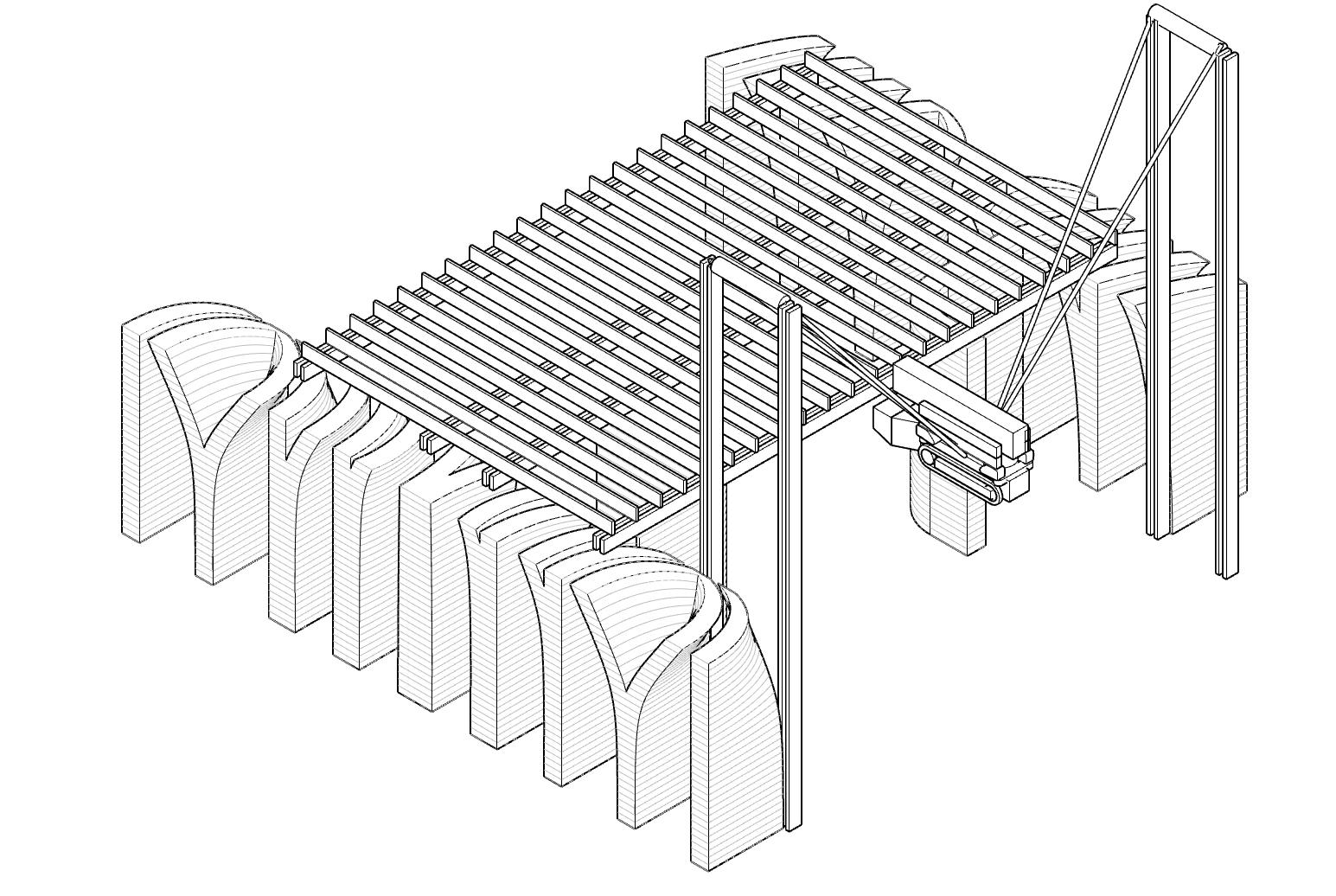
PARAMETRIC FACADE
Filtering Direct Radiation
SECTION CONCEPT Ventilation, Micro Climate System
Step 1: Straight lines Beam places
3D Earth Printing housing in Kakuma Camp
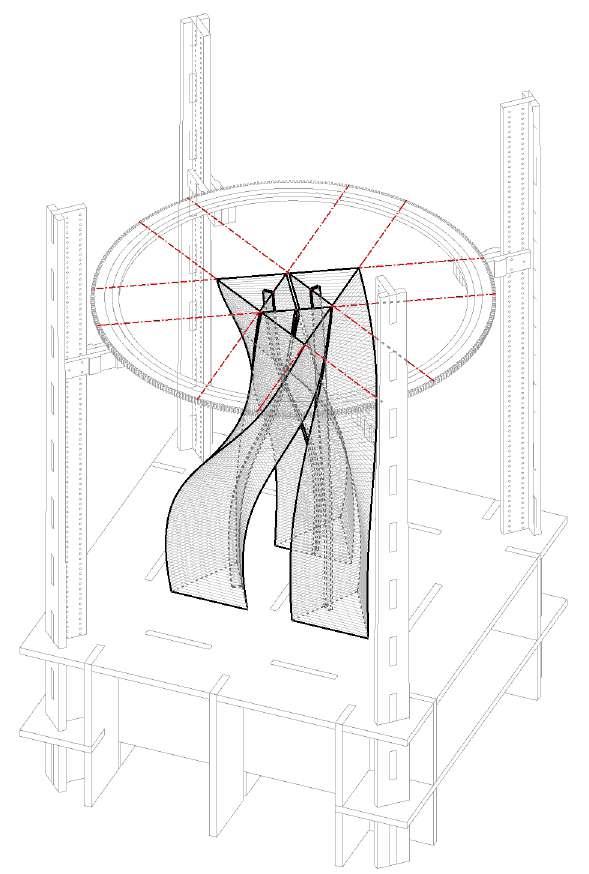
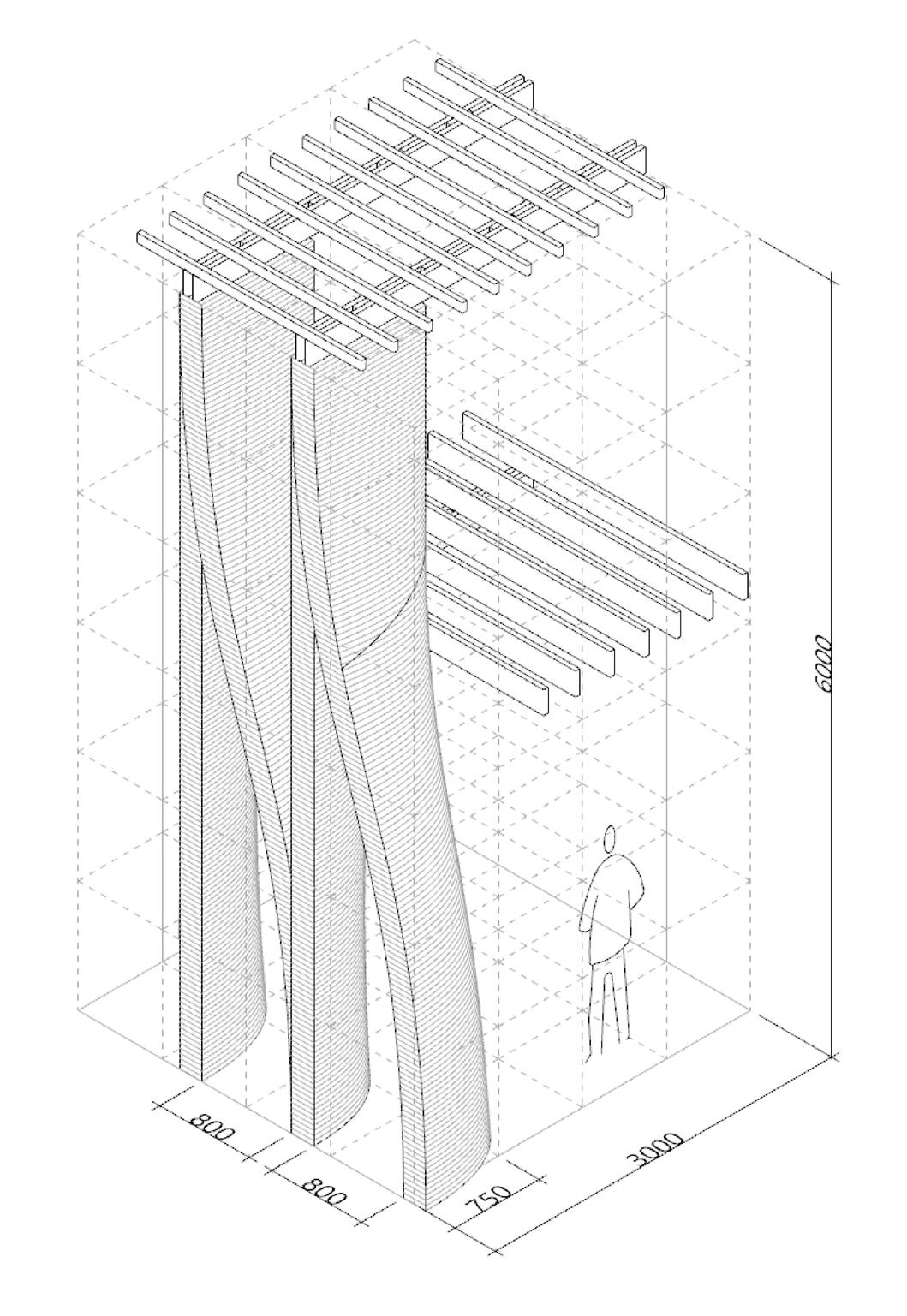
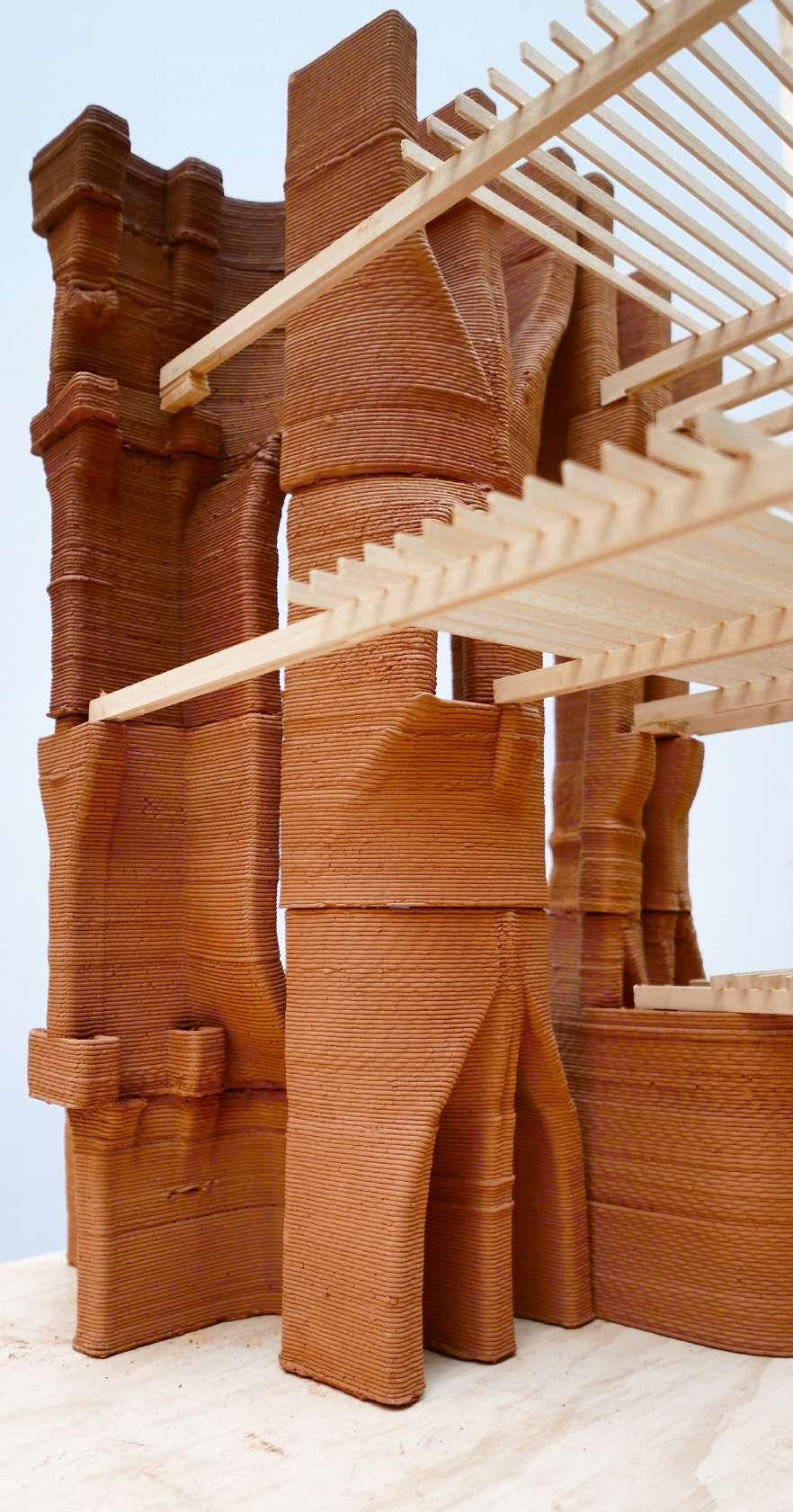
1:1 SCALE 3D EARTH PRINTING COLUMN
Printing 1:1 scale architectural element
This project is a collaboration of WASP(3D printing solution company in Italy) and OTF in IaaC. In this worksop, 1:1 scale column is printed. Before printing, the designs of the column are studied in Iaac and printed in 1:10 and 1:5 scale for the test. The challenges were printing time, material consuming, stability during printing and assembling printed parts. In the design process, these challenges are considered and affect a design.
Delta WASP 3MT ( delta 3d earth printer) is used for printing the column which is 3 m high. The materials are mixtures of a clay,rice husk and lime stone. The printing and assembling is done in 5 days.
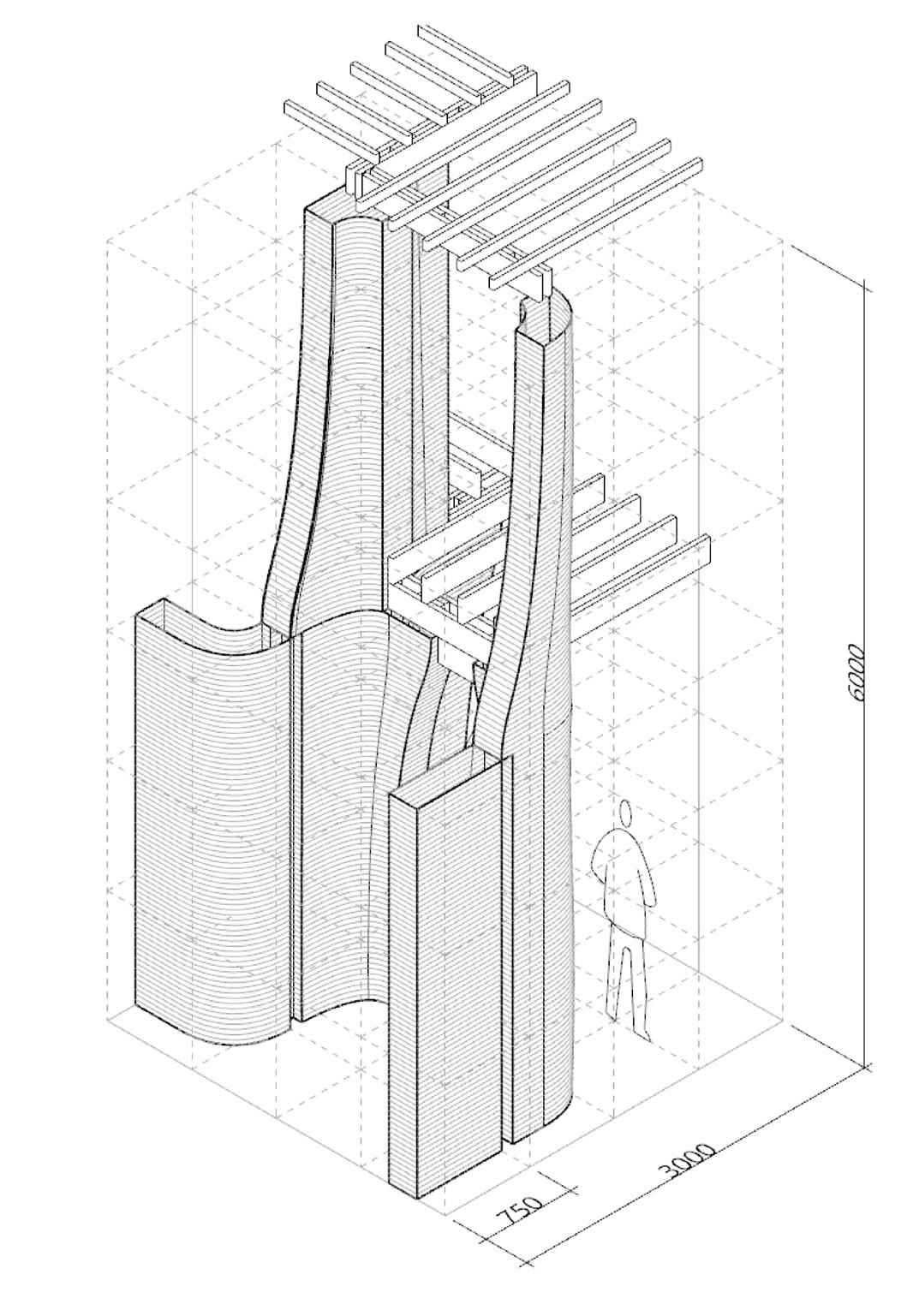
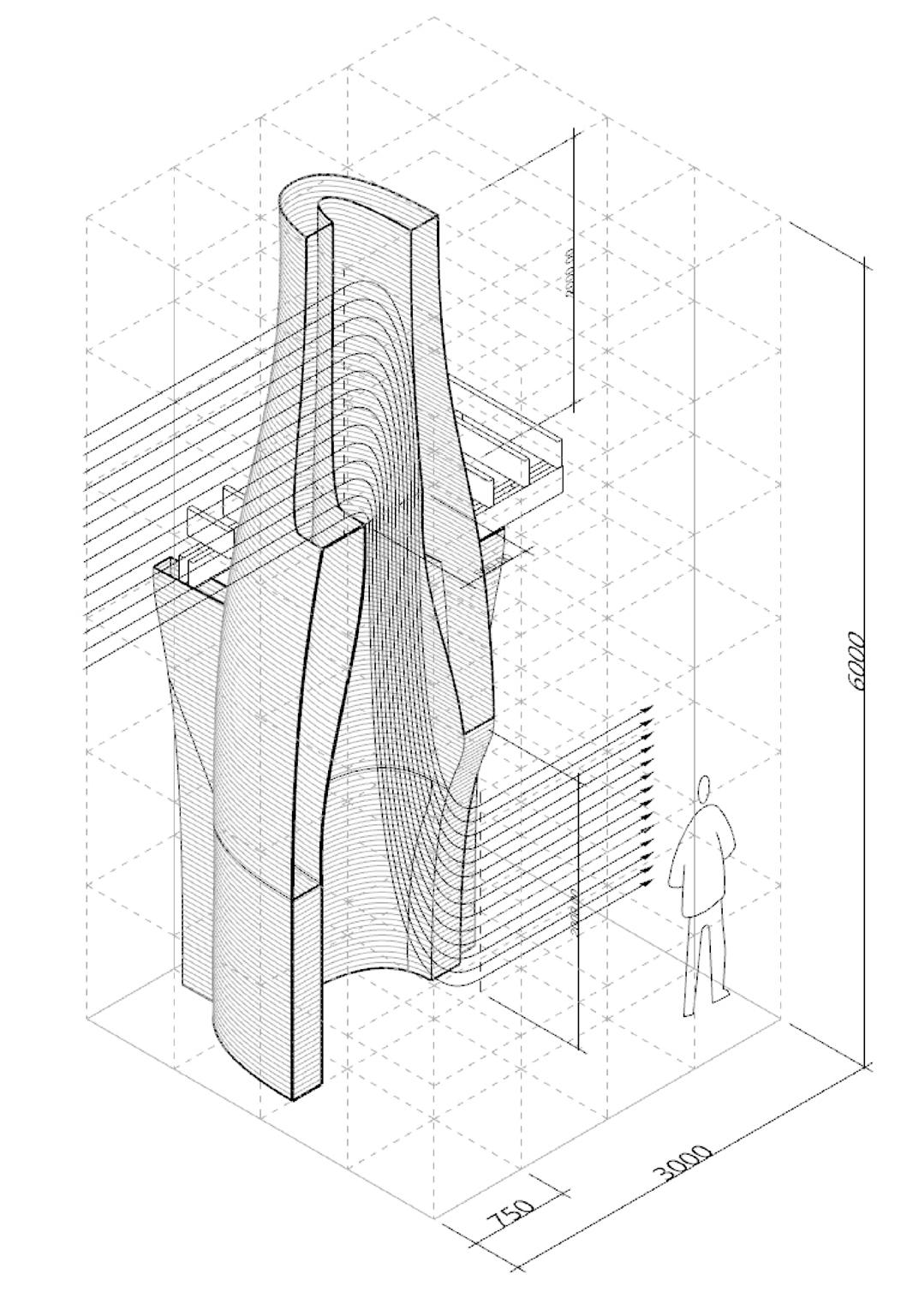
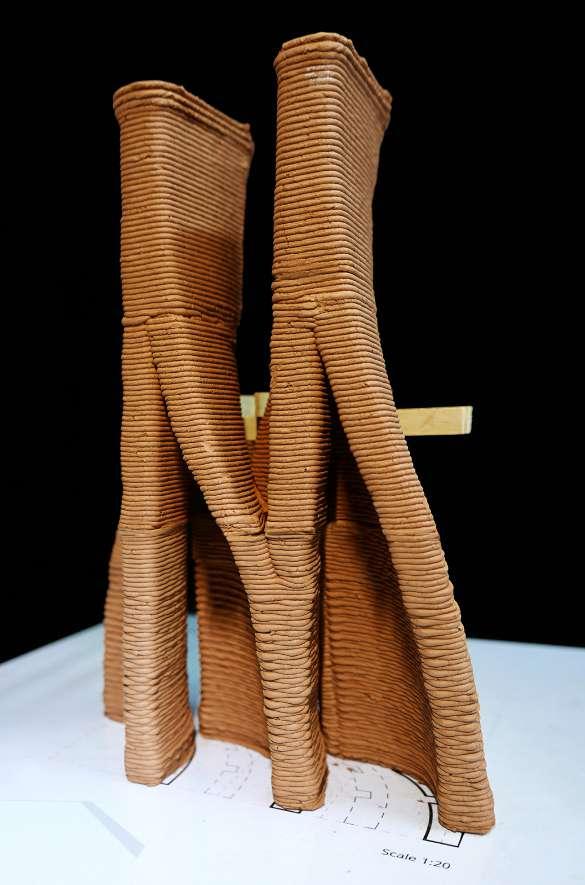
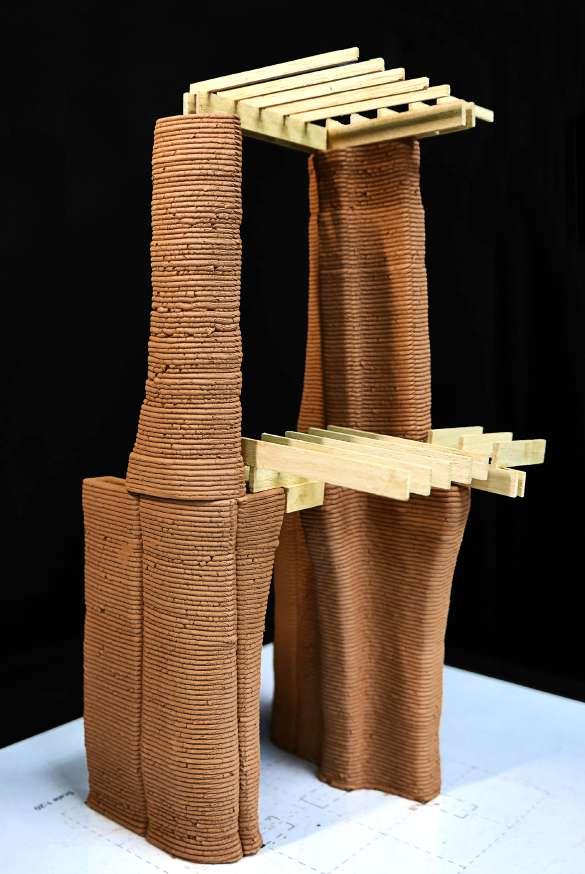
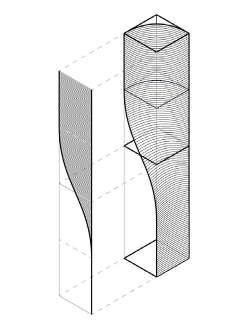
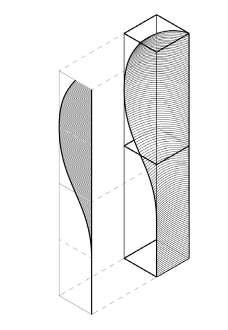
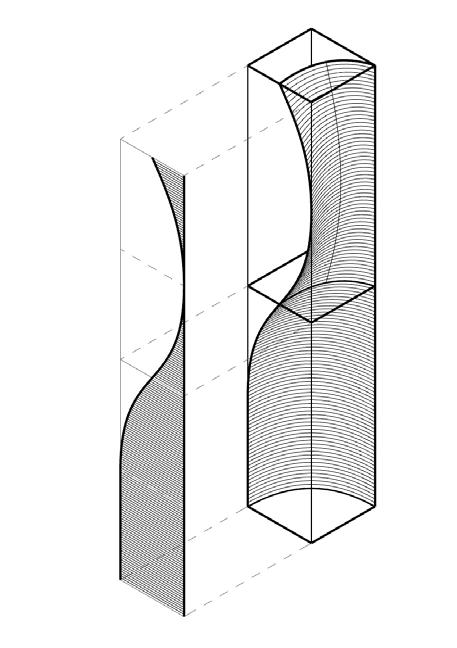
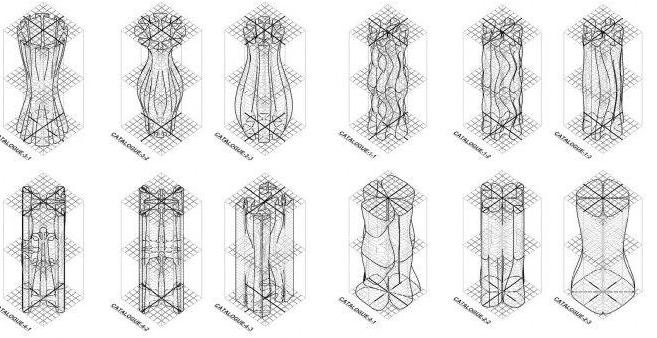
Design Concept
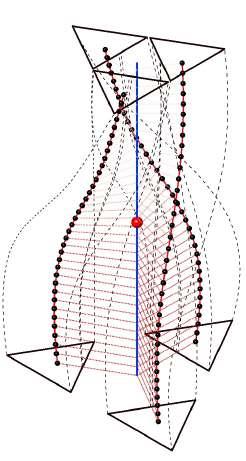
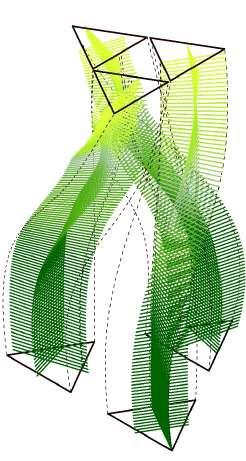
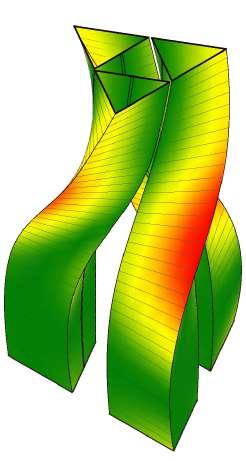
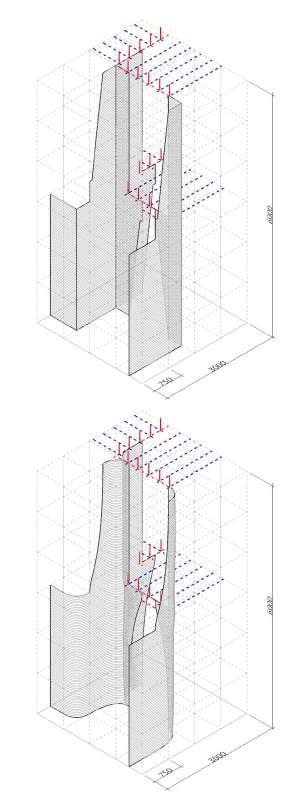
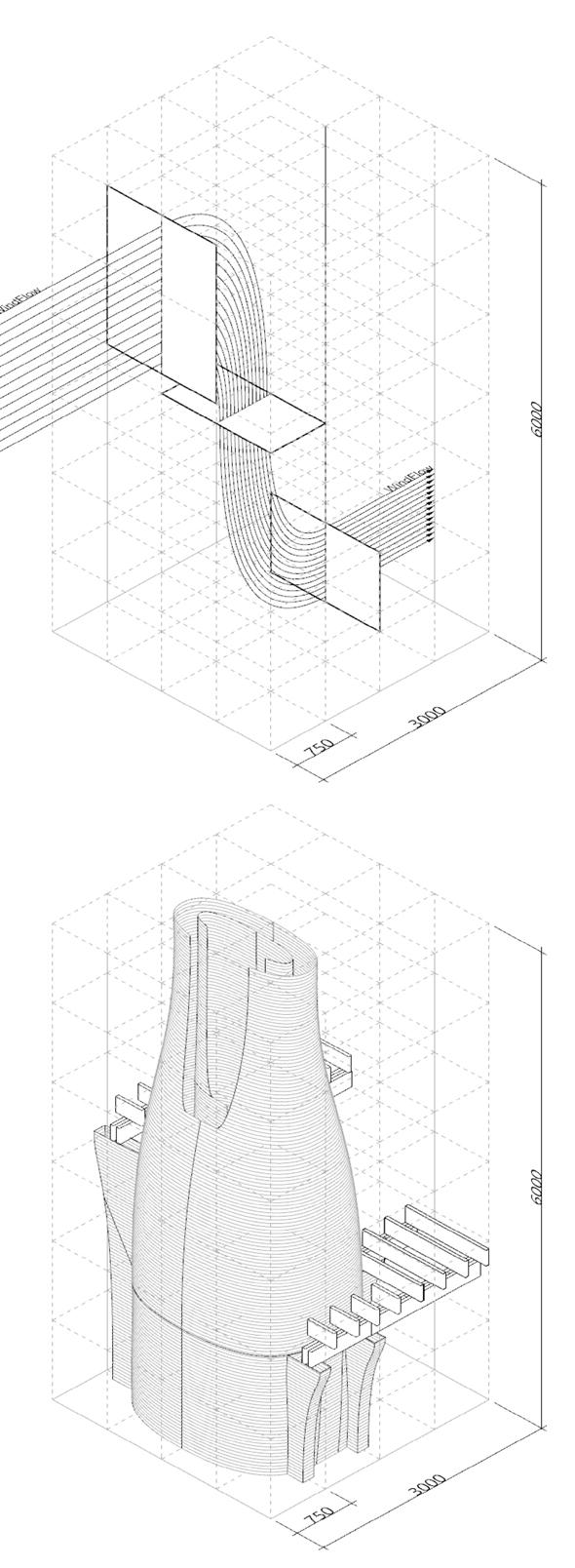
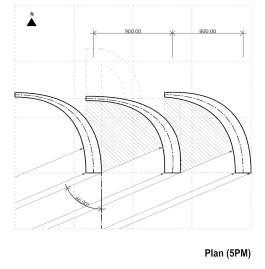
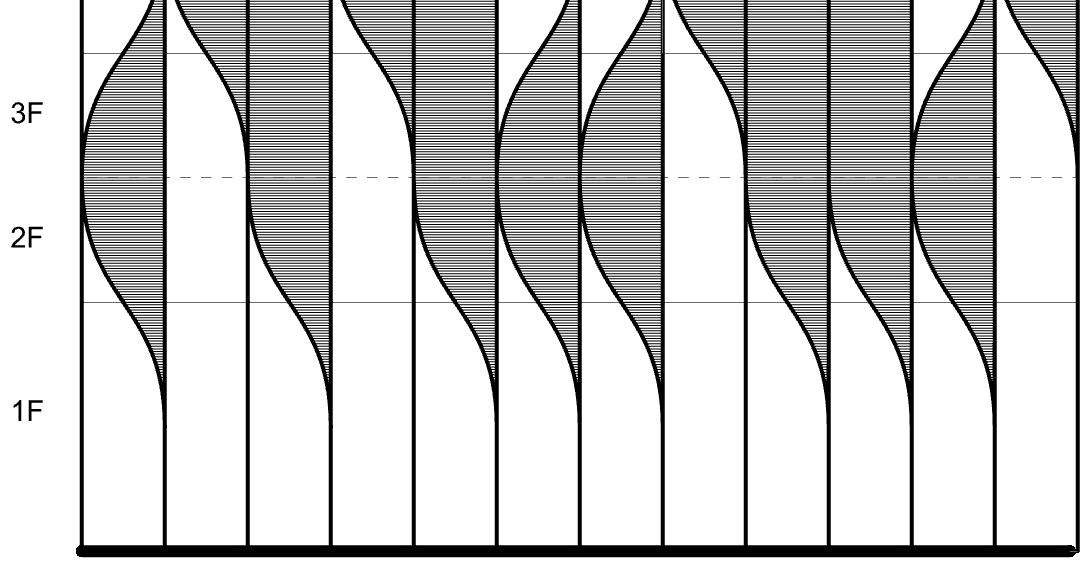
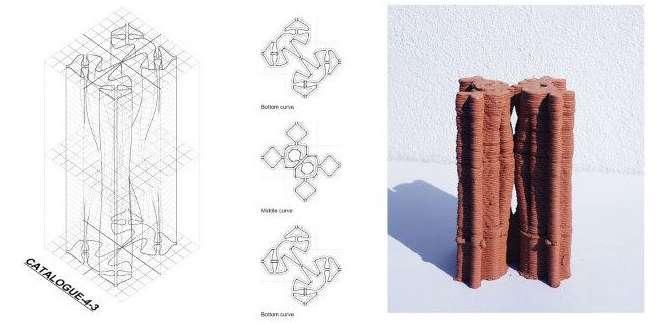
Two different concept designs are selected for the test in Iaac. First one is to make supports for placing wooden beams. Those supports are generated from diverged curves of the column.This design can have 4 supports on different heights. Second one is for making openings in the column. The printing path of the column is connected in the bottom part but the surface of column is diverged to two parts in the middle and it is converged to one on the top again. By controlling the converging and diverging, the size, location and number of openings can be controlled. The 1:10 scale tests are done in a small delta clay printer and both of those designs are successful to be printed in that scale. 1:5 scale printing test is completed by the robotics arm. During printing, unstable parts are found and the design is modified for stable printing in large scale.
Material preparation | The mixture (rice husk, limestone and clay) is mixed with water 1:1 ratio by the ribbon blender mixer machine. After that material was provided to the printer by the pump mill. Delta Wasp 3MT can print 2m high. The column is divided into 3 parts and each part has 1m height. After 3 parts are printed and dried, they are assembled. Printing time | The printing time is about 20 hours but including drying time before assembling, total production time would be 28 hours.
Usage of materials | Total amount of clay and rice waste mixture is 817.97 kg (58 bags).
For 3d earth printing construction
The printing of 1:1 scale architecture element has different issues with 1:3 or 1;10 scale clay printing. The preparation of materials needs a lot of work. Also assembling and moving printed parts are not easy. In this workshop the calculation of material amount has some errors because when mixture(powder) is mixed with water, a lot of materials are lost because they are stuck to the blender machine. Lastly, 1:1 scale printing has less stability than 1:3 or 1:10 scale because the weight of materials is much heavier. So geometry for 1:1 scale printing should have less overhang degree than small scale printing.
2019 IaaC OTF - WORKSHOP
Team members Jae Shin, Angelika.bocian, Jingwen Chiou
Faculty Eduard Cabay , Alexandre Dubor
Assistant Ashkan Foroughi, WASP
DESIGN CATALOG
Construction Process
Preparing Materials
3D Printing Parts (1m)
Assembling parts
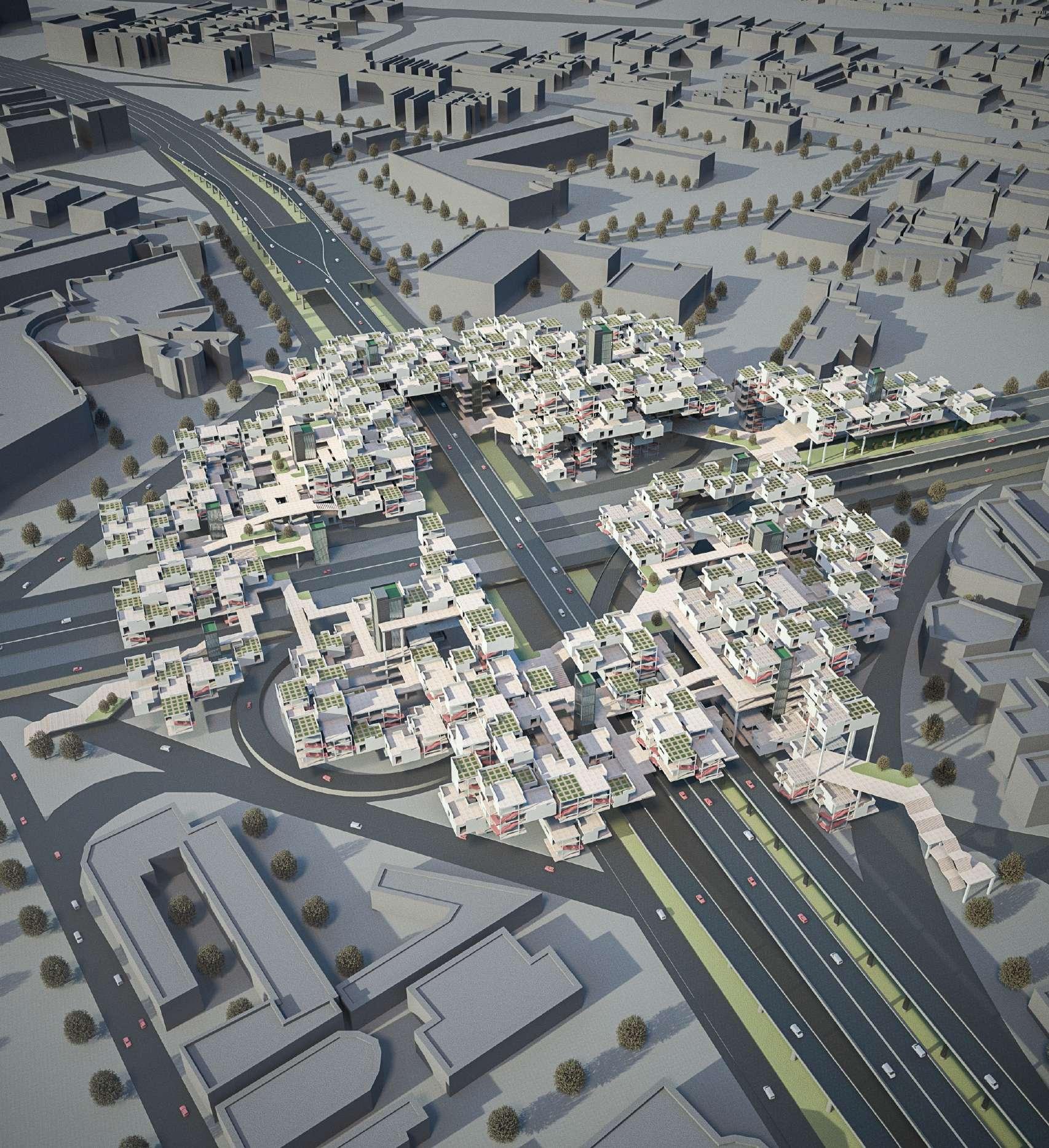
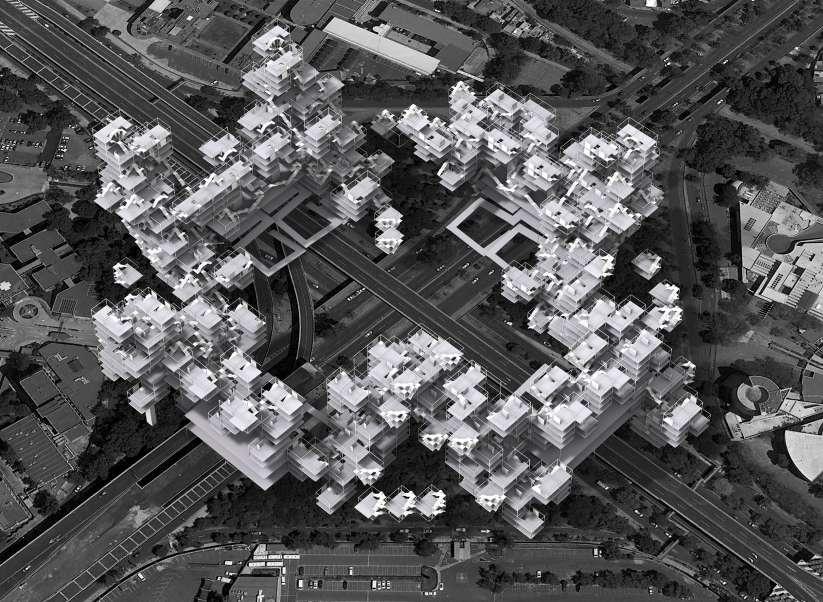
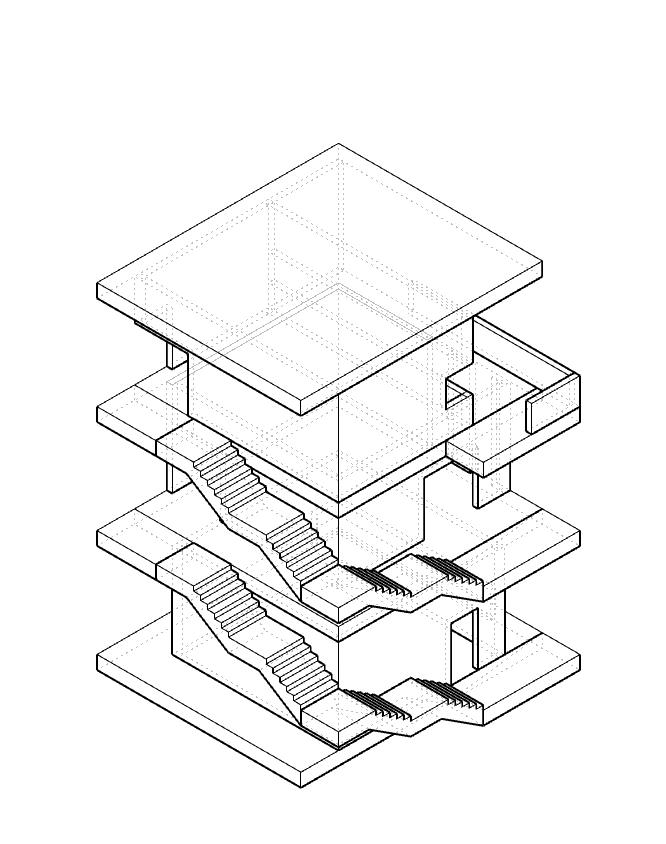
2ND LEVEL IN MEXICO CITY
NEW LEVEL IN URBAN SPACE
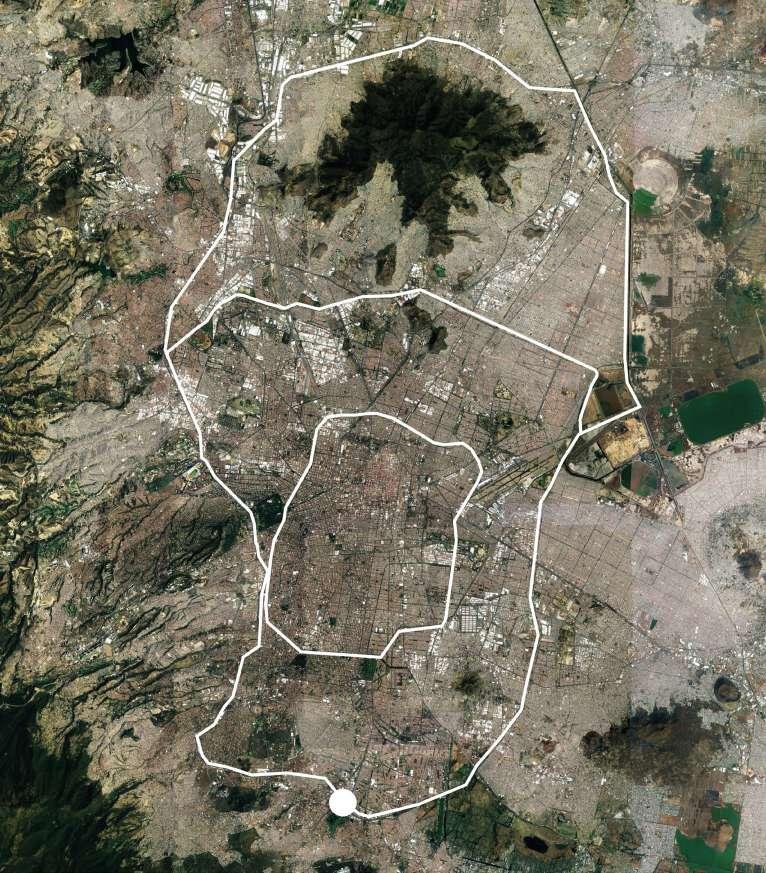
맥시코시티는 "Segundo Piso"라고 불리는 고가 도로를 통해 도시 전역이 연결되어 있다. "Segundo Piso"는 2층이라는 뜻으로 도시 공간의
인위적인 새로운 층이지만 자동차의 통행으로만 사용되고 있다 이 프로젝트는 도시의 새로운층인 "Segundo Piso"를 단순히 교통을 위한 인 프라스트럭처 뿐만아니라 실제로 사람들이 거주하고 생활하는 도시의 새로운층으로 발전시키는 것을 목표로 하고있다
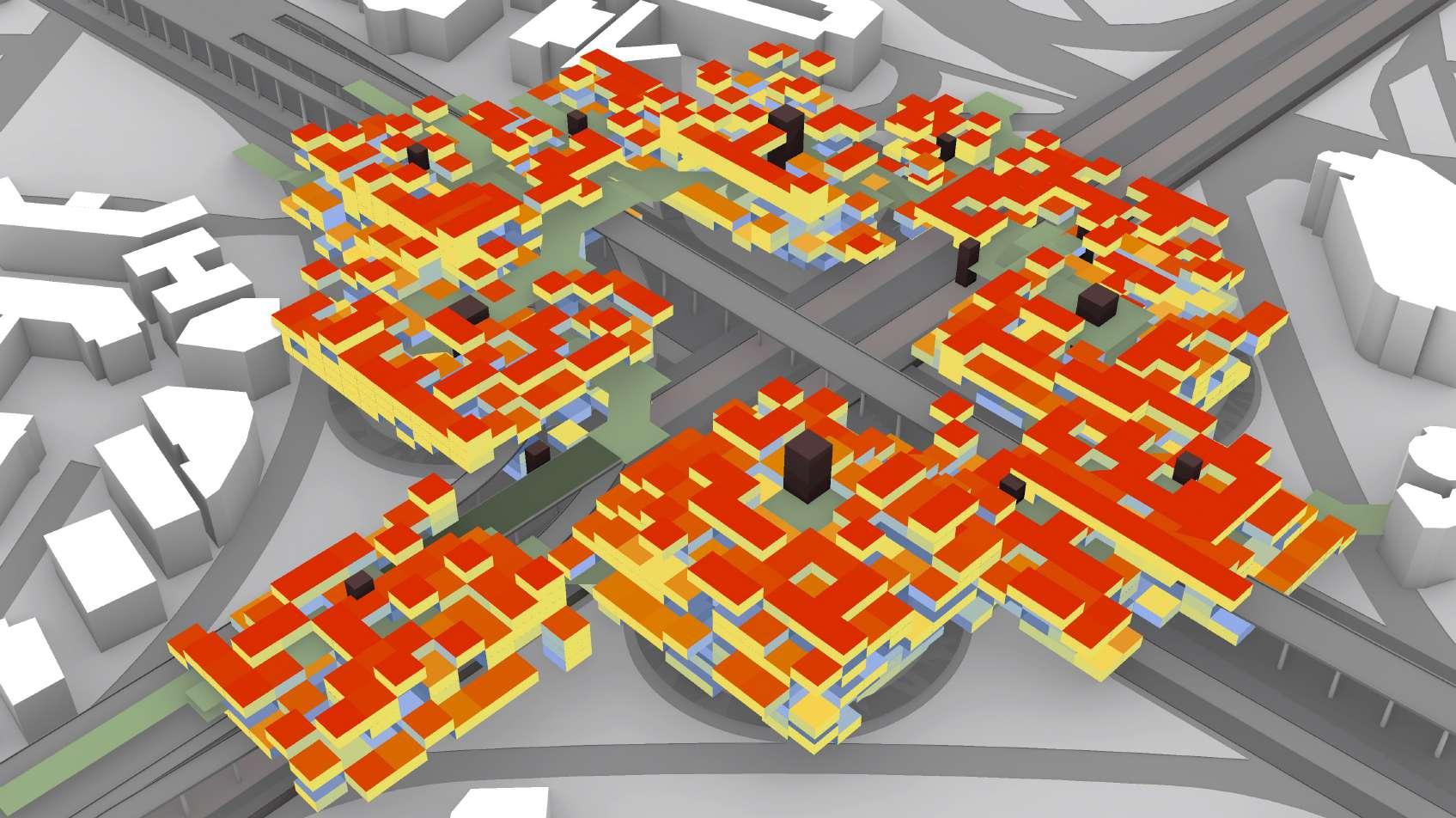
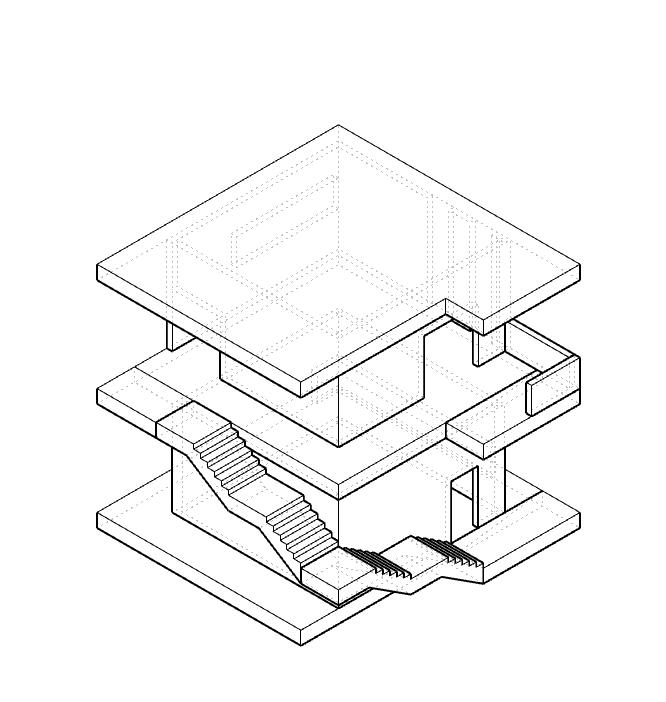
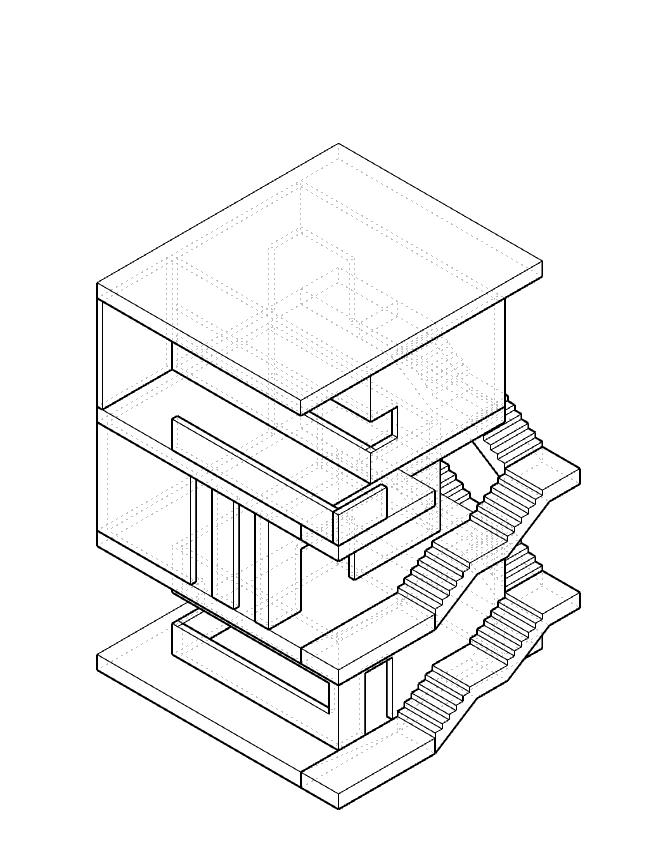
PARAMETRIC URBAN STRUCTURE
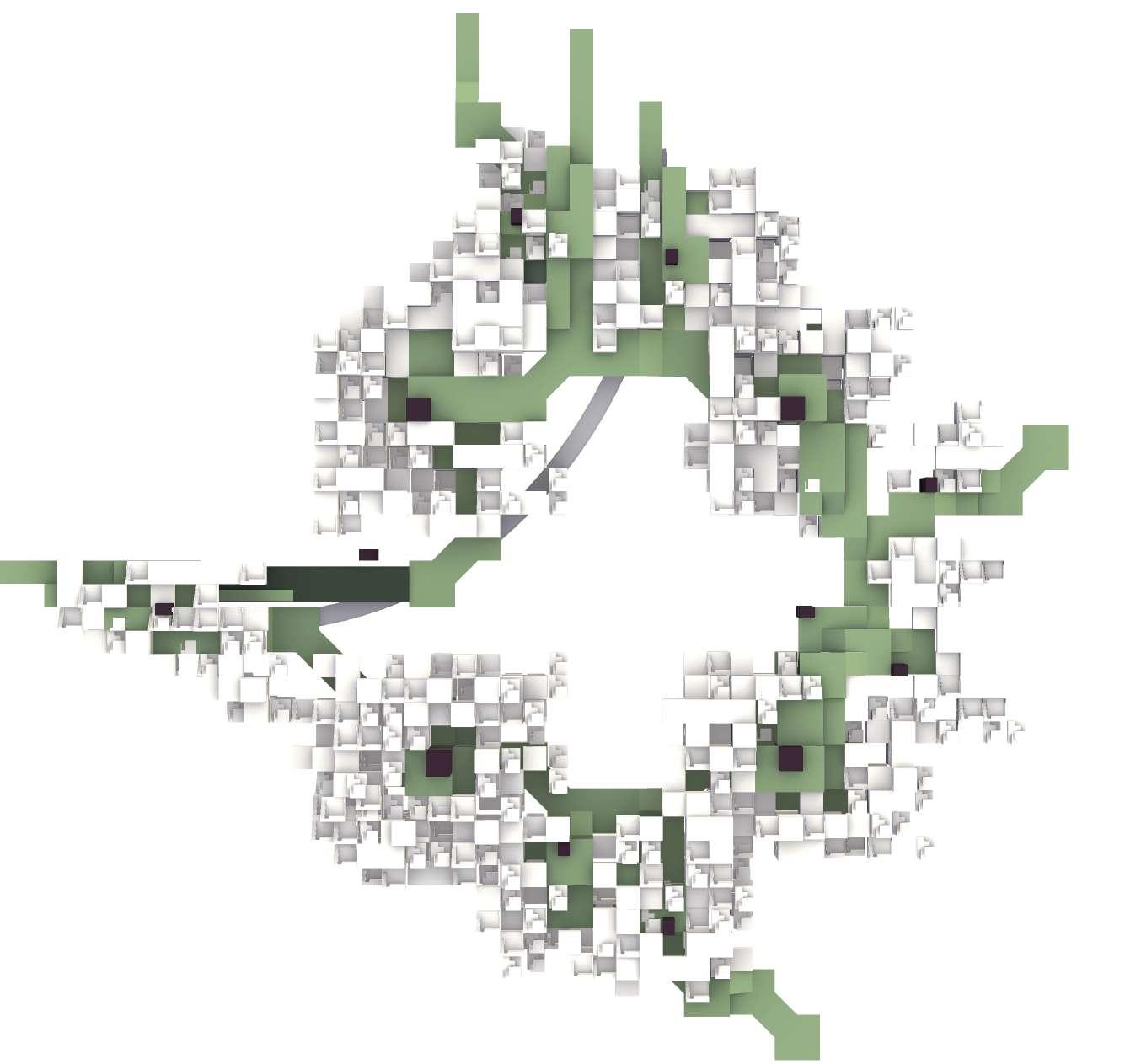
“Segundo Piso” 라는 거대한 인프라스트럭처가 도시를 가로지르면서 분리된 지역들이 만들어졌다. 이 프로젝트에서는 이런 분리된 지역들을 다시 연결하는 것이 첫번째 목표였다. 두번째 목표는 이 고가도로와 유기적으로 연결되는 새로운 도시구조를 만드는 것이다. 이 새로운 공간은 고가도로에 의해 만들어지는 그늘을 최소화 하기위해 태양광 실뮬레이션을 기반으로 만들어진다.
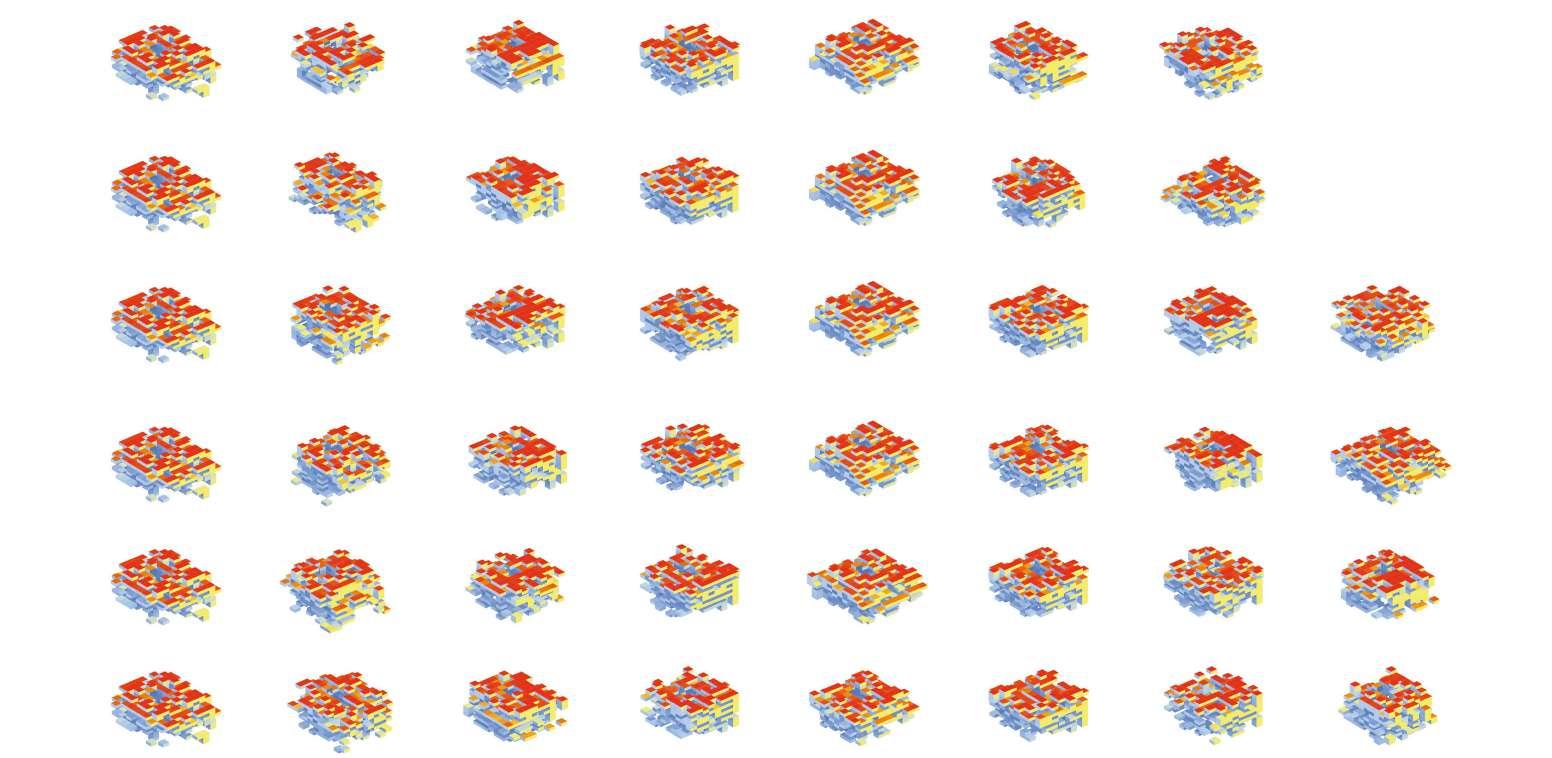
첫번째 단계에서는 9mx9mx9m의 정육면체를 고가도로의 빈공간에 배치한 후 태양광 실뮬에이션을 통해 일조량이 부족한 정육면체는 제거된 다. 이 과정은 Computational Design을 통해 실뮬레이션 되고 최적화된다. 이후 두번째 단계에서는 접근을 위한 코어, 고가도로, 새롭게 만들 어진 공간의 효율적 접근을 위해 최단거리를 찾는 실뮬레이션이 진행된다. 이렇게 실뮬레이션된 동선은 계단, 복도, 공공 공간이 된다.
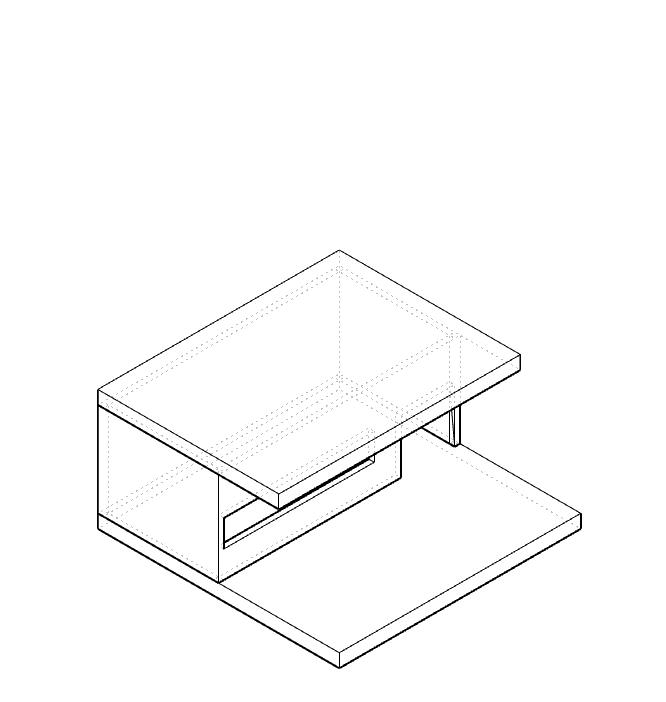
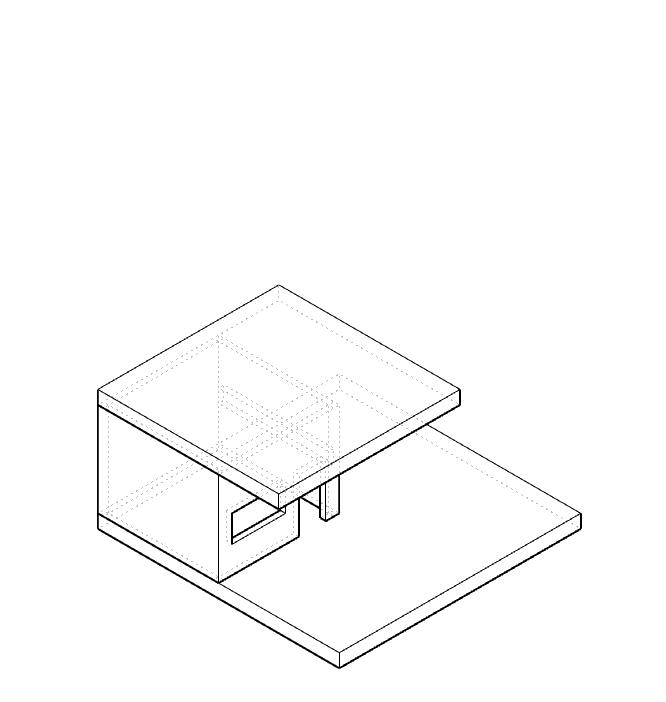
MODULIZATION
실뮬레이션으로 만들어진 큐브들은 10개의 모듈로 대체된다. 각 모듈화의 공간은 주거, 상업, 등 다양한 용도로 이용된다. 모듈들은 미리 공장 에서 조립된 후 현장에서 조립될 수 있다. 실뮬레이션으로 만들어진 구조는 마스터플랜처럼 모듈들의 조립의 방향을 제시한다. 처음에는 일부 분만 건설되고 추후 수요가 증가하면 실뮬레이션된 구조에 따라 모듈들을 추가하면서 공간을 확장할 수 있다. 각 모듈의 노출된 지붕에는 조경을 심어 삭막한 고가도로의 풍경을 좀 더 자연 친화적으로 바꿀 수 있다. 입체적인 공중 정원은 다양한 레벨로 형성된 새로운 공간과 어우러져 좀 더 흥미로운 도시 경관을 연출 한다.
작은 모듈의 집합은 하나의 커다란 메스가 도시의 조직을 분절하는것과 달리 도시공간 사이사이로 모레알처럼 침투할 수 있다. 또한 거대한 "Segundo Piso"와 좀 더 유기적으로 연결되고 다양한 외부공간을 만들어낸다.
2019 IaaC Maa01 - X-Urban
Team members Jae Shin
Faculty Willy Müller, Jordi Vivaldi
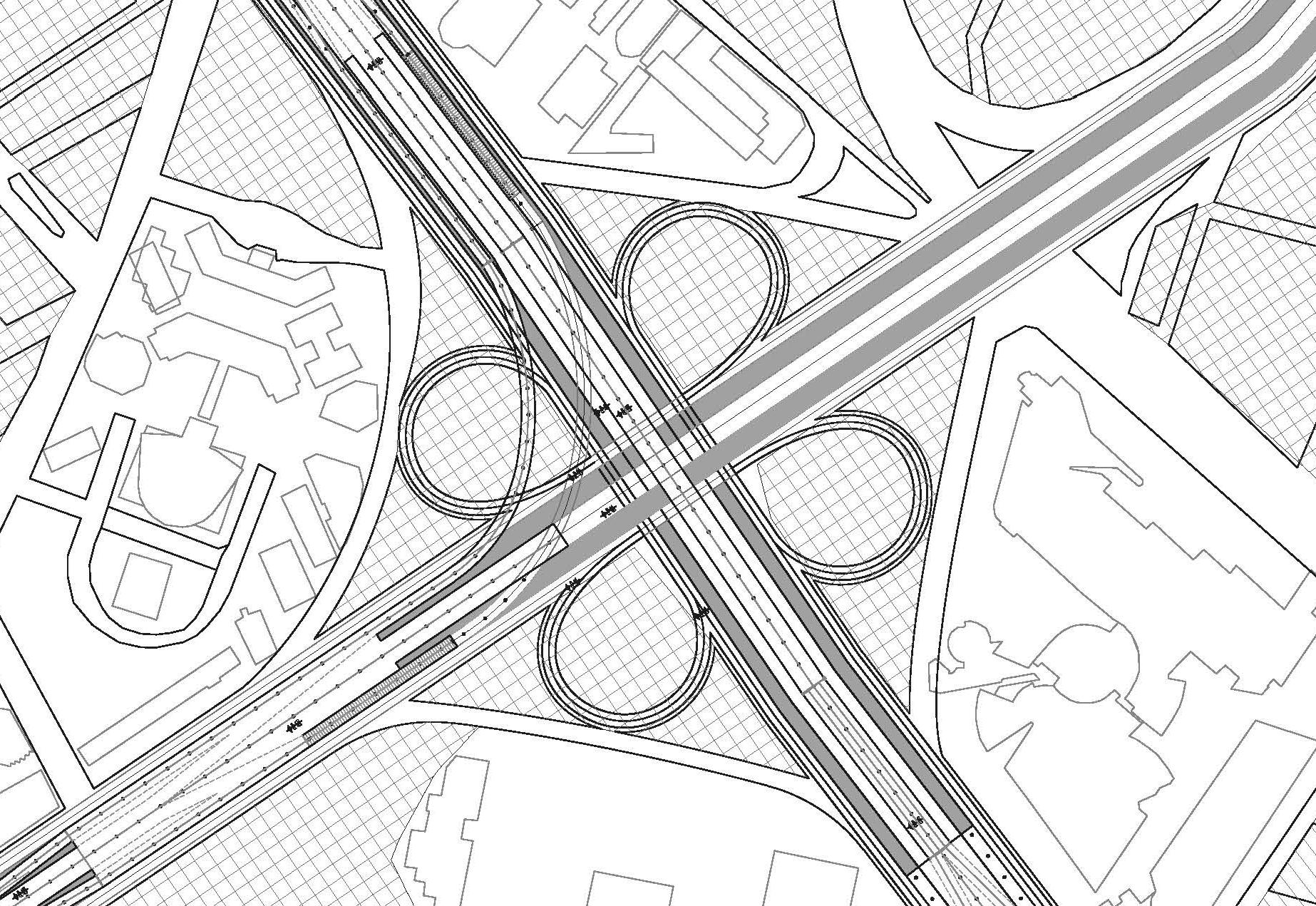
SITE
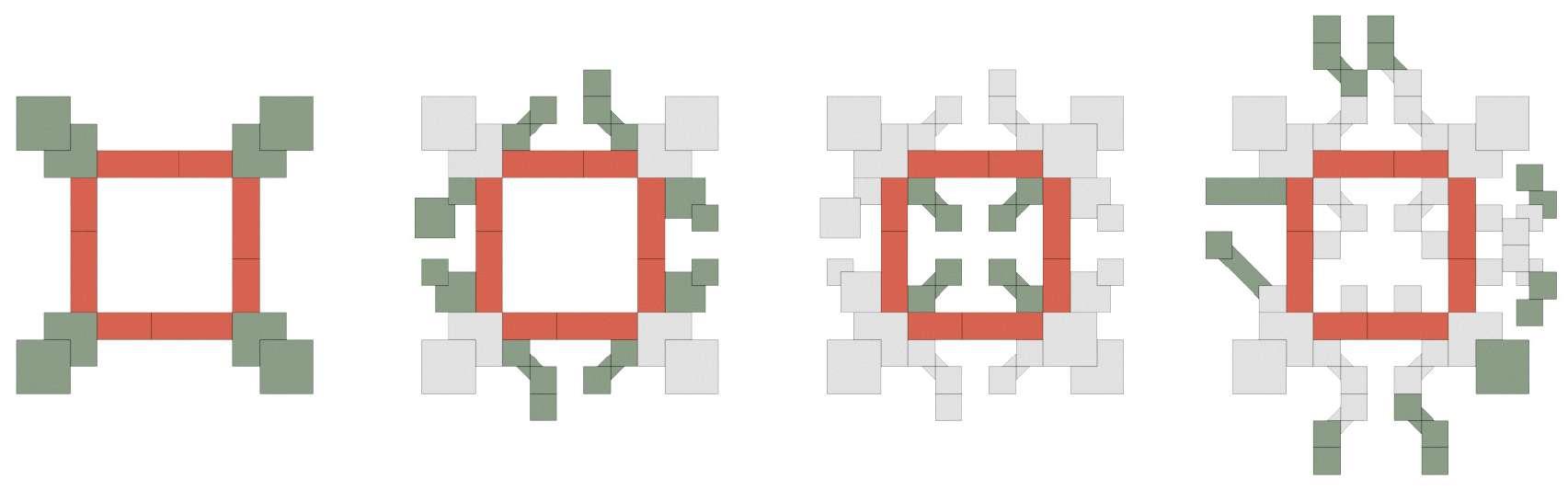
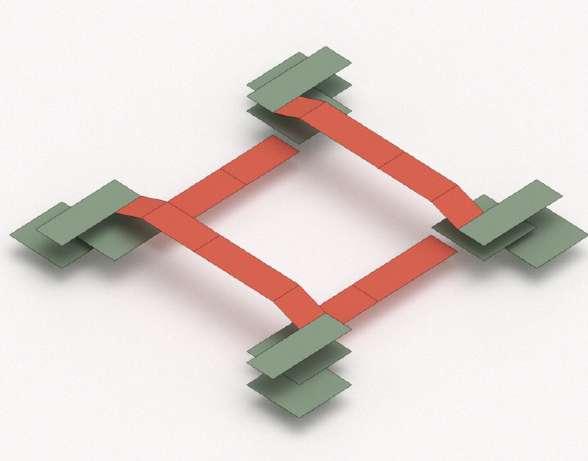
CONNECTING 4 AREAS
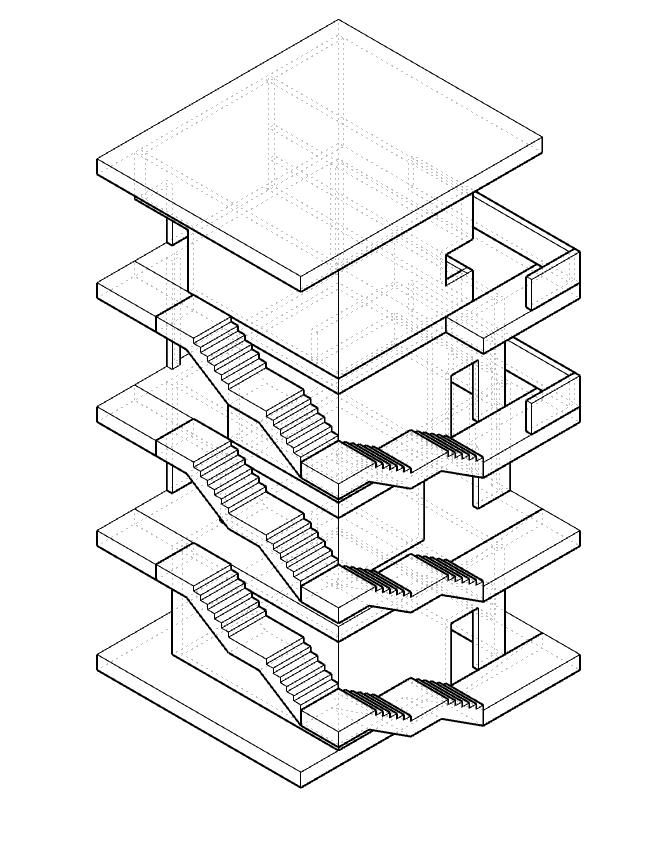
Process of finding connection floors
STEP-1
Setting 4 Cores on each areas
Connecting Cores by bridges
STEP-2
Adding floors toward outsides
사이트는 전체 “Segundo Piso” 중 남쪽에 위치한 부분이다. 지상과 연결되는 네 개의 경사도로 가 고가도로와 연결되어 있다. 이 지역은 경사도로와 고가도로, 지하차도가 교차하면서 네 지역 이 단절되어 있다. 원형 경사도로 사이에 도시의 유휴지가 만들어졌다. 이 유휴지를 활용하면서 단절된 지역을 입체적으로 연결하는 것이 이 프로젝트의 주된 목표이다. 또한 제안되는 새로운 도시의 레벨은 고가도로의 교통기능과 통합되어 “Segundo Piso”를 단순히 교통 시설이 아닌 새 로운 도시 구조로 변모 시킨다.
STEP-3
Connecting bridges by floors
STEP-4
Making variation of floors
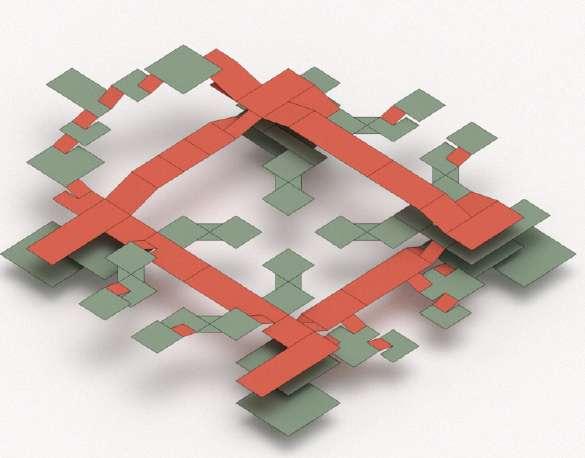
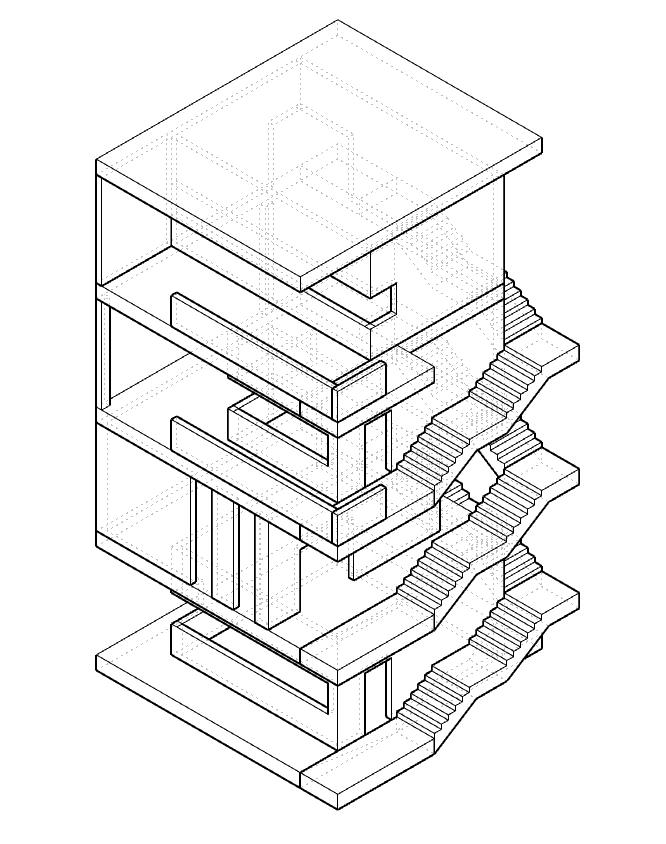
CONNECTION IN 3D
Bridges, Stairs and floors for Connection
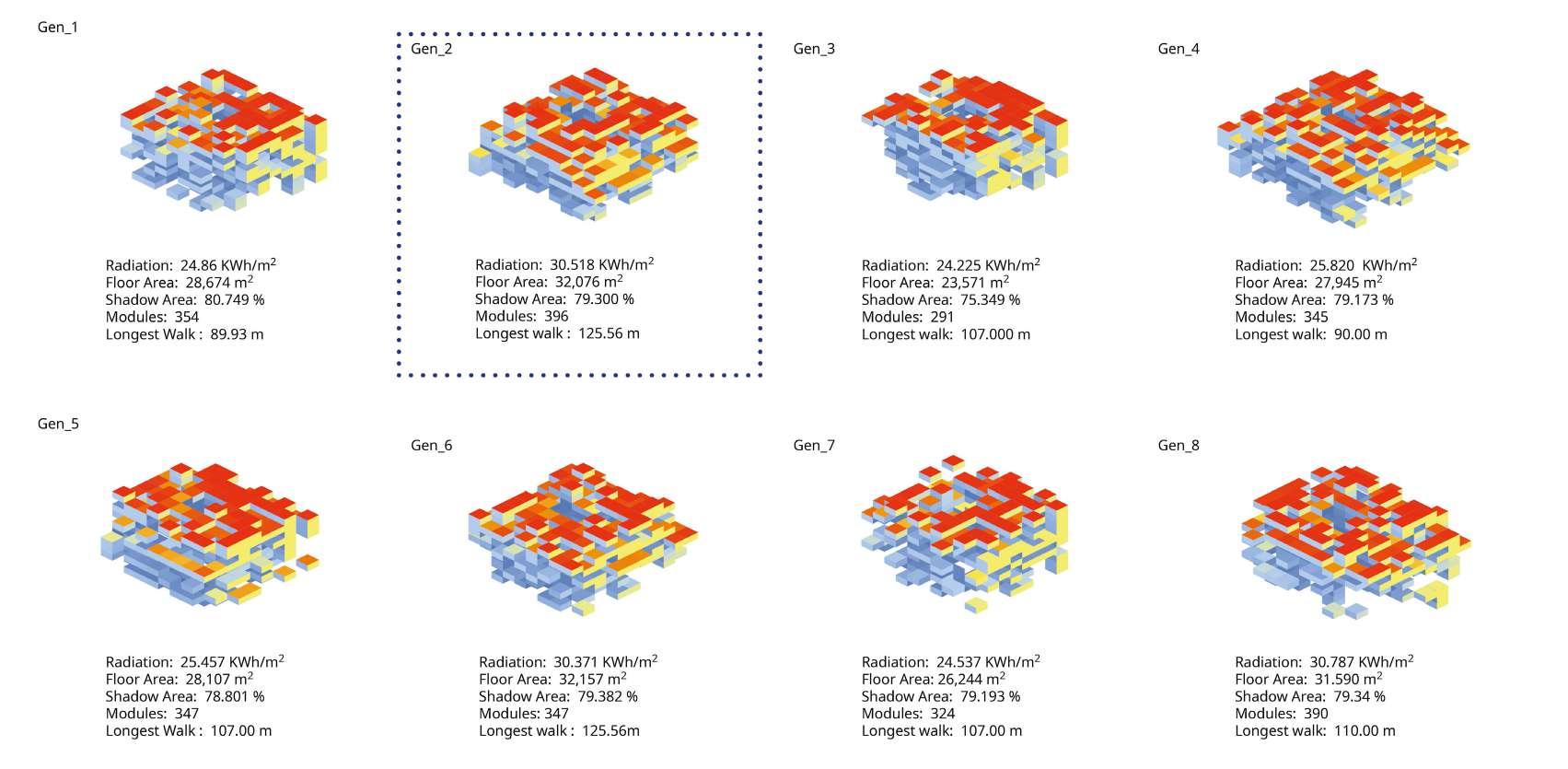
Optimization for maximizing radiation
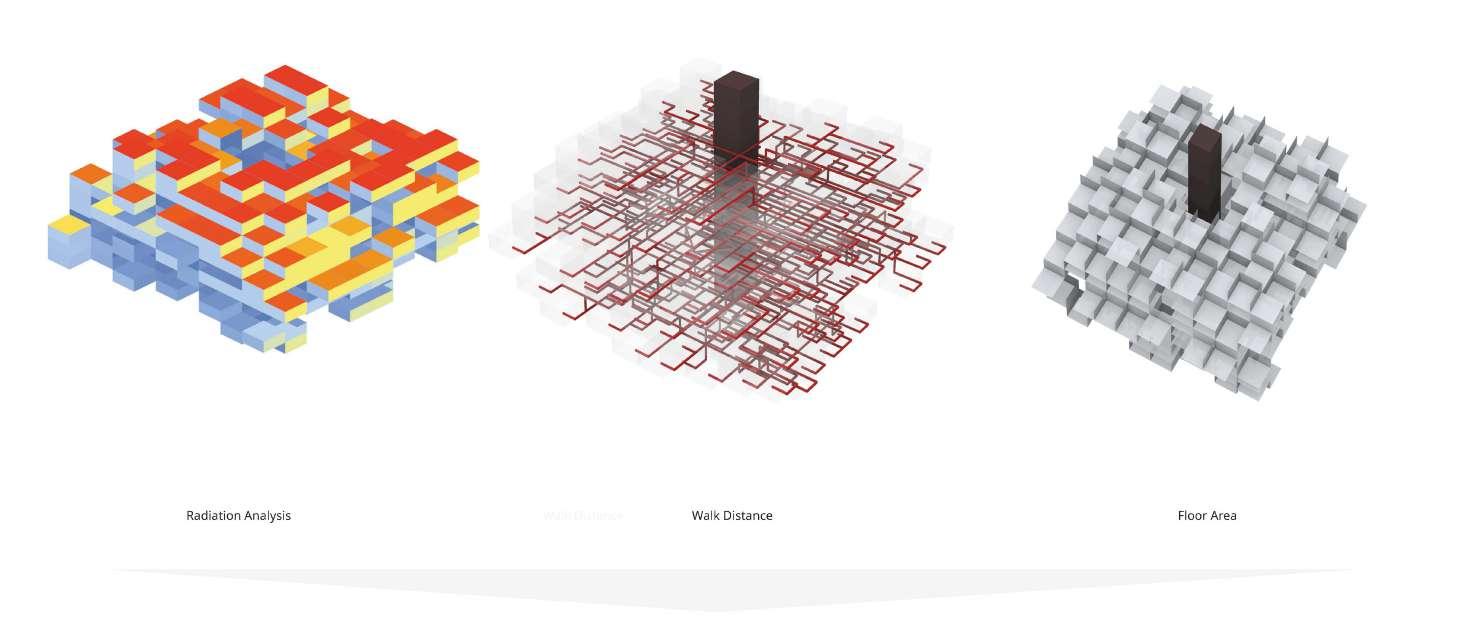
3 PARAMETERS
OF URBAN STRUCTURE
Radiation, Walk distance, Floor areas
Radiation -> Maximize
Conversion of simulated cube into modules
1-1
2-2
1-2
3-1
1-3
R I P P L E
Introduction
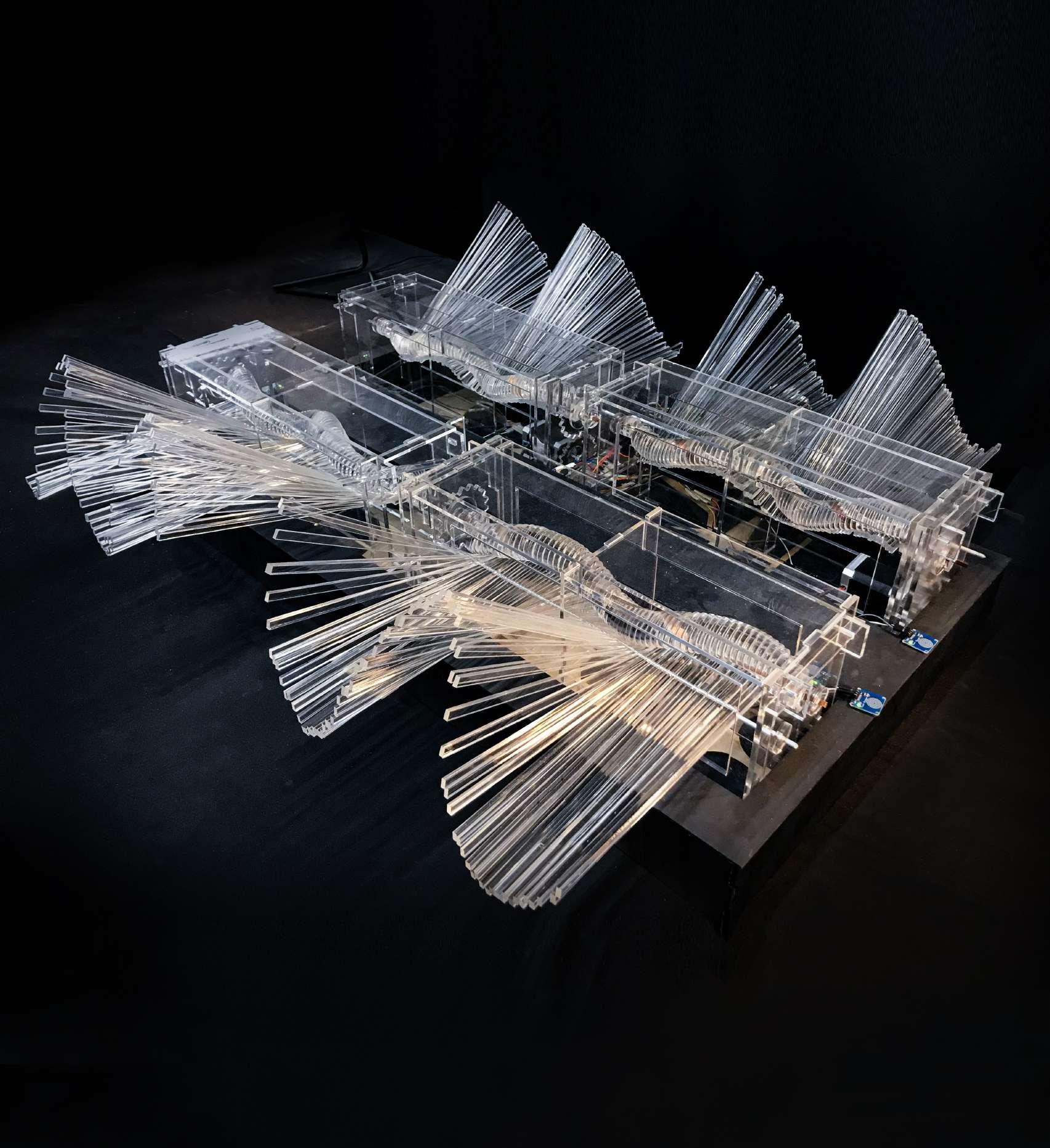
The Living shape is the theme of this project. Physical computing and digital fabrication gives us the chance to create a responsive system like a living creature by collected data from sensors. The arts, architecture and products are not anymore inanimate objects. They are not alive but able to react like “living shapes”. This chance changes the possibility of designs and arts. The people who appreciate the objects (living shape) are moving and giving data to them. The object makes an interaction between the object and audiences by reacting to the data from people, In this project, collecting data and converting to a reaction is the main issue. The reaction would be the movement of actuators. However, simple movements like a rotating shaft, turning on led or moving servo motors, can be transformed to an inspiring reaction. So this project has 3 parts which are collecting datas, actuating and converting to reaction.
Basic concept
Henri Bergson (French Philosopher) explained about living things that “To live only in the present, to respond to a stimulus by the immediate reaction which prolongs it, is the mark of the lower animals the man who proceeds in this way is a man of impulse. “ in his book “ matter and memory”. The lower animals like unicellular animals react to a stimulus like machine. In this project, imitating this lower animals working system by physical computing.
Input data and actuating
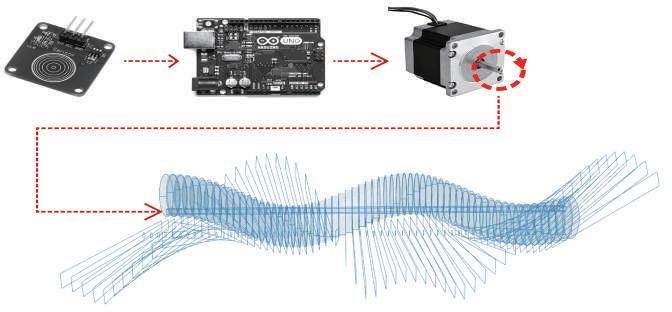
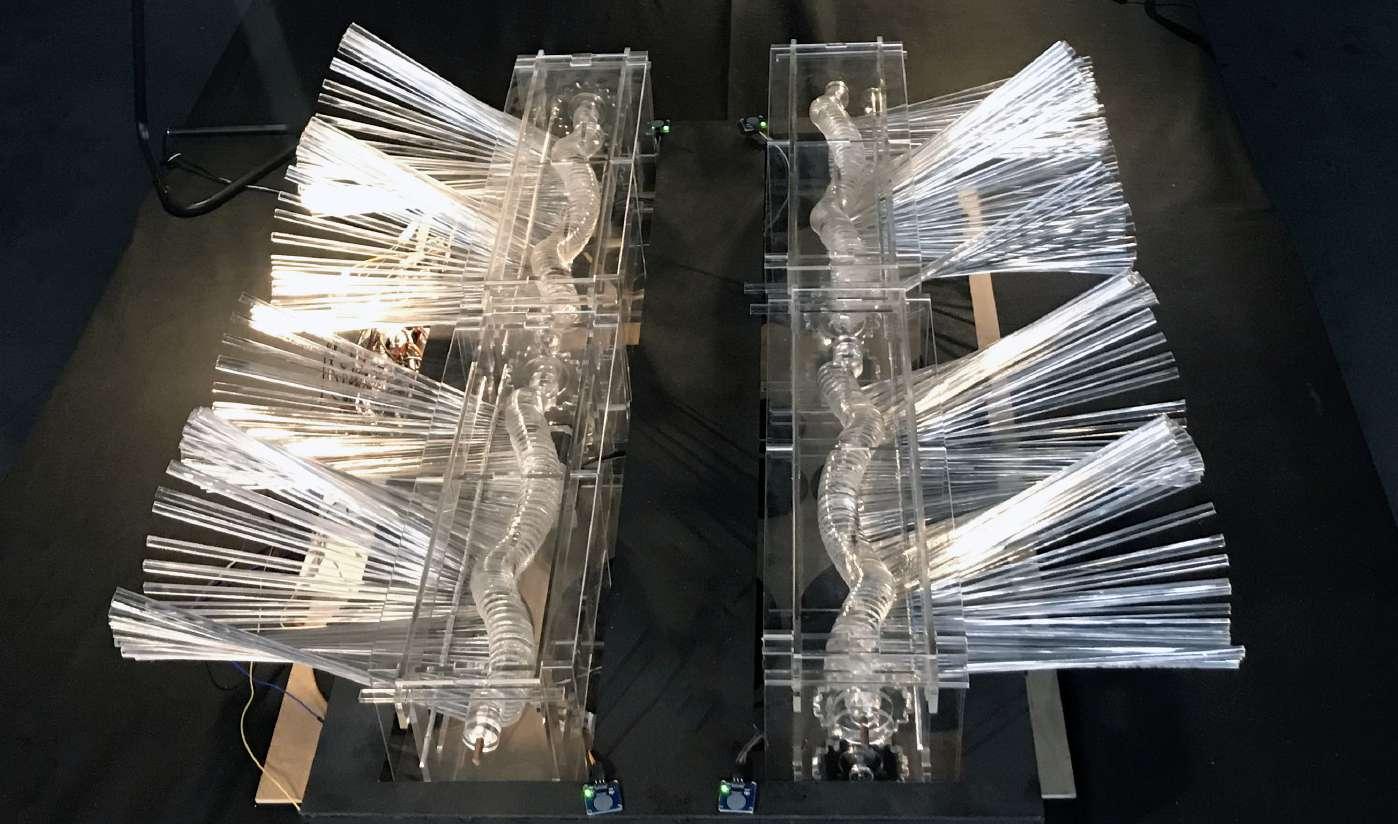
4 touching sensors are used for stimulus. When one touching sensor detects touching, the step motor which is connected to this sensor actuates. After the step motor rotates one cycle the next step motor will start to work. Like this ,the motors will work consecutively. This successive movement will be an imitation of the living system. The connection between the touch sensor and step motor is made by Arduino board and coding. The code can be modified to change the order of initiating the motor, the speed or direction. There are a lot of possibilities to make different response systems to creating different code.
Converting system
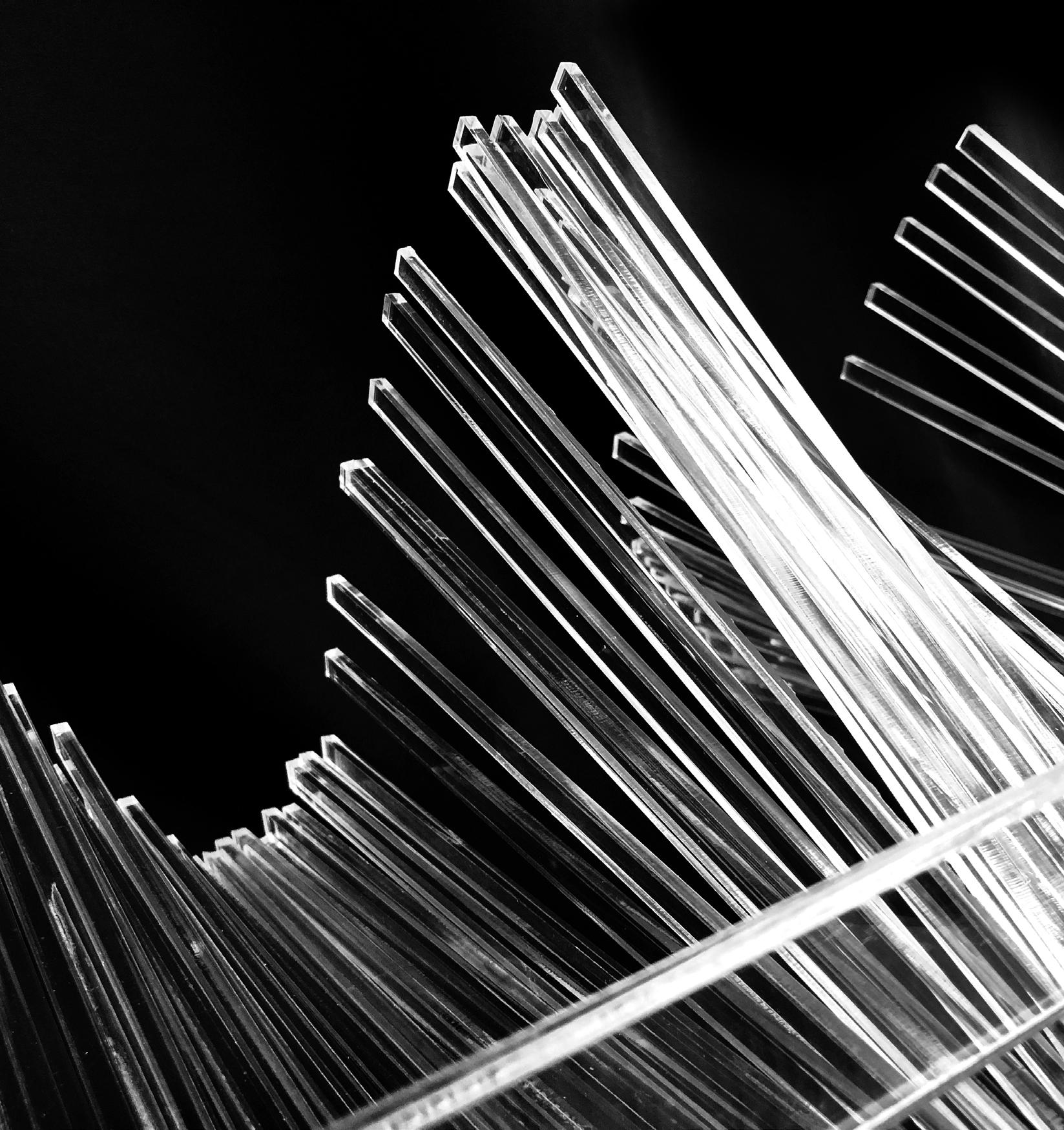
The step motors movement is too simple to represent the living shape. So a conversion system is needed. Simple rotation is converted to wave movement by using twisted cylinder axis. When the cylinder rotates twisted surfaces push each stick at a different timing. This different timing makes wave movement.
2019 IaaC Maa01 - Physical Computing
Team members
Jae Shin / Karisma Bhagnani
Jing-Wen Chiou / Gayathry Mohan
Faculty Angel Muñoz , Cristian Rizzuti
CONCEPT & BASIC MECHANISM
Radiation, Walk distance, Floor areas
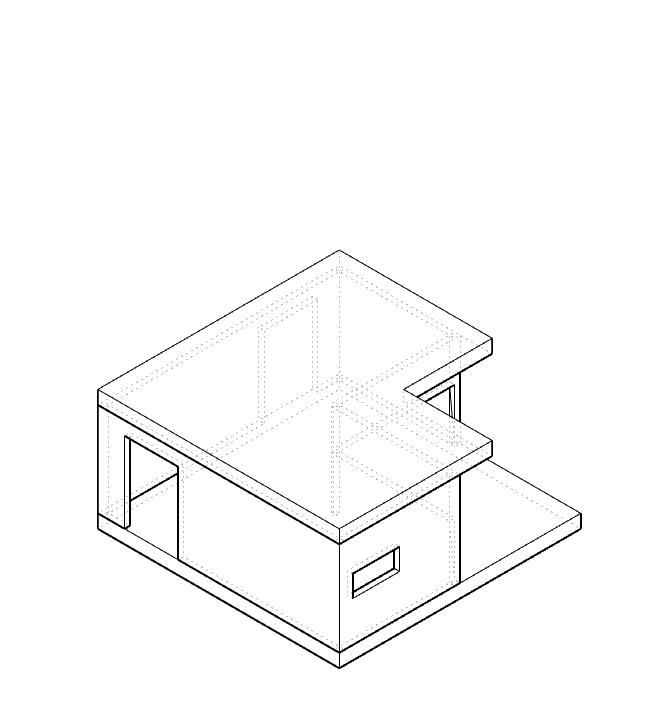
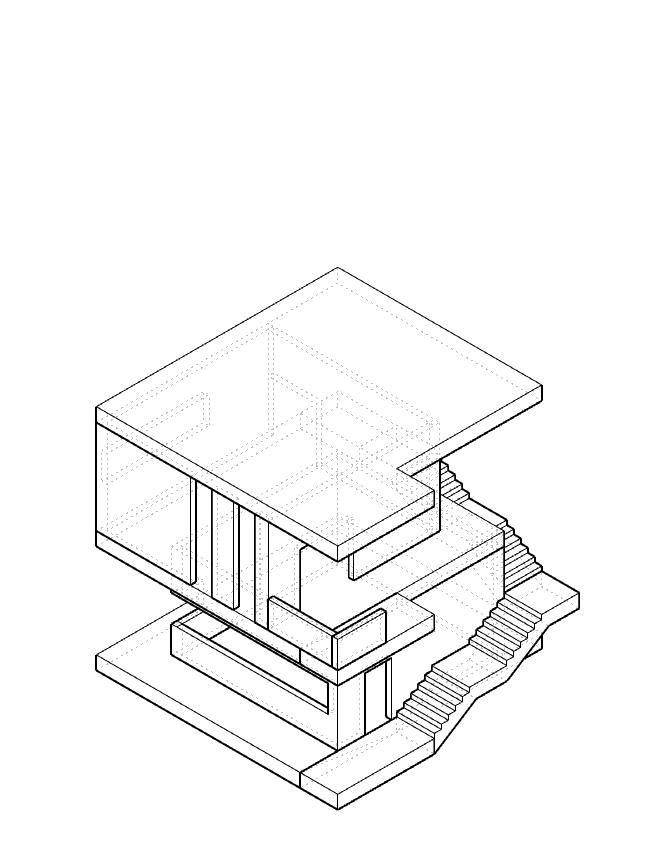
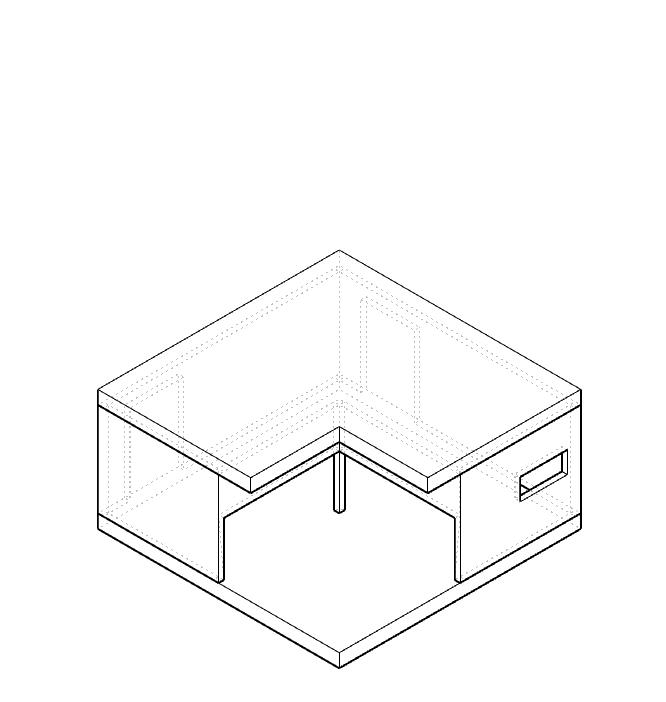
1 MODULE ISOMETRIC & MECHANISM
Assembly Isometric Diagram and Working Mechanism
Touch Sensor -> Ardunino -> Stepper motor Movement starts from one module which sensored touch and Movement is transmitted to another module
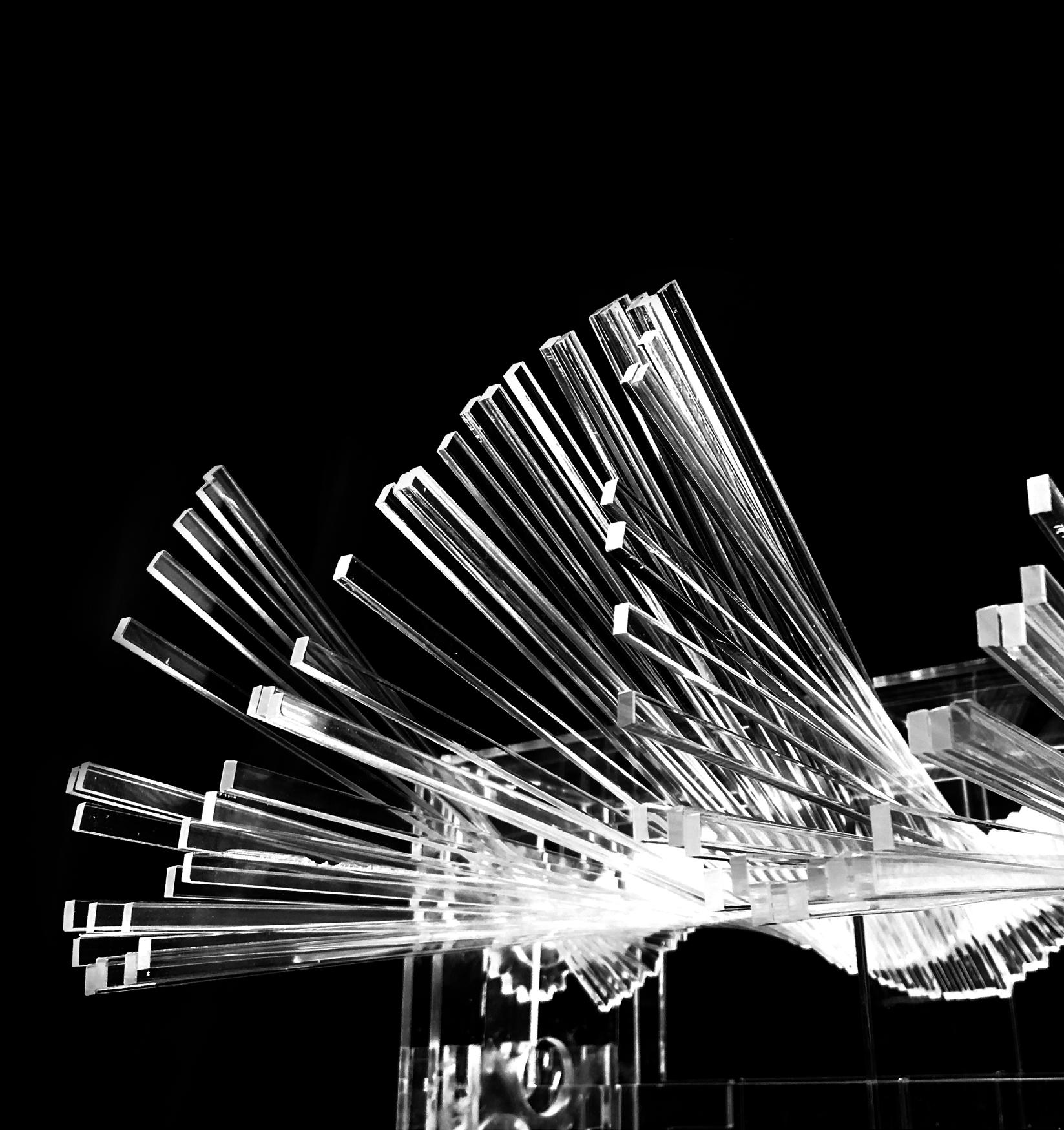
Movement of Ripple (Sticks) by Circular Plate Prototype
Driving Parts
FIANL MODEL
DIGITAL FABRICATED FUNCTIONAL BRICKS
Introduction
These days there are a lot of digital fabrication methods. Most common ways may be 3d printing, laser cutting and CNC milling. This seminar is for understanding the characteristics of these digital fabrication technologies and applying appropriate technique to the design.
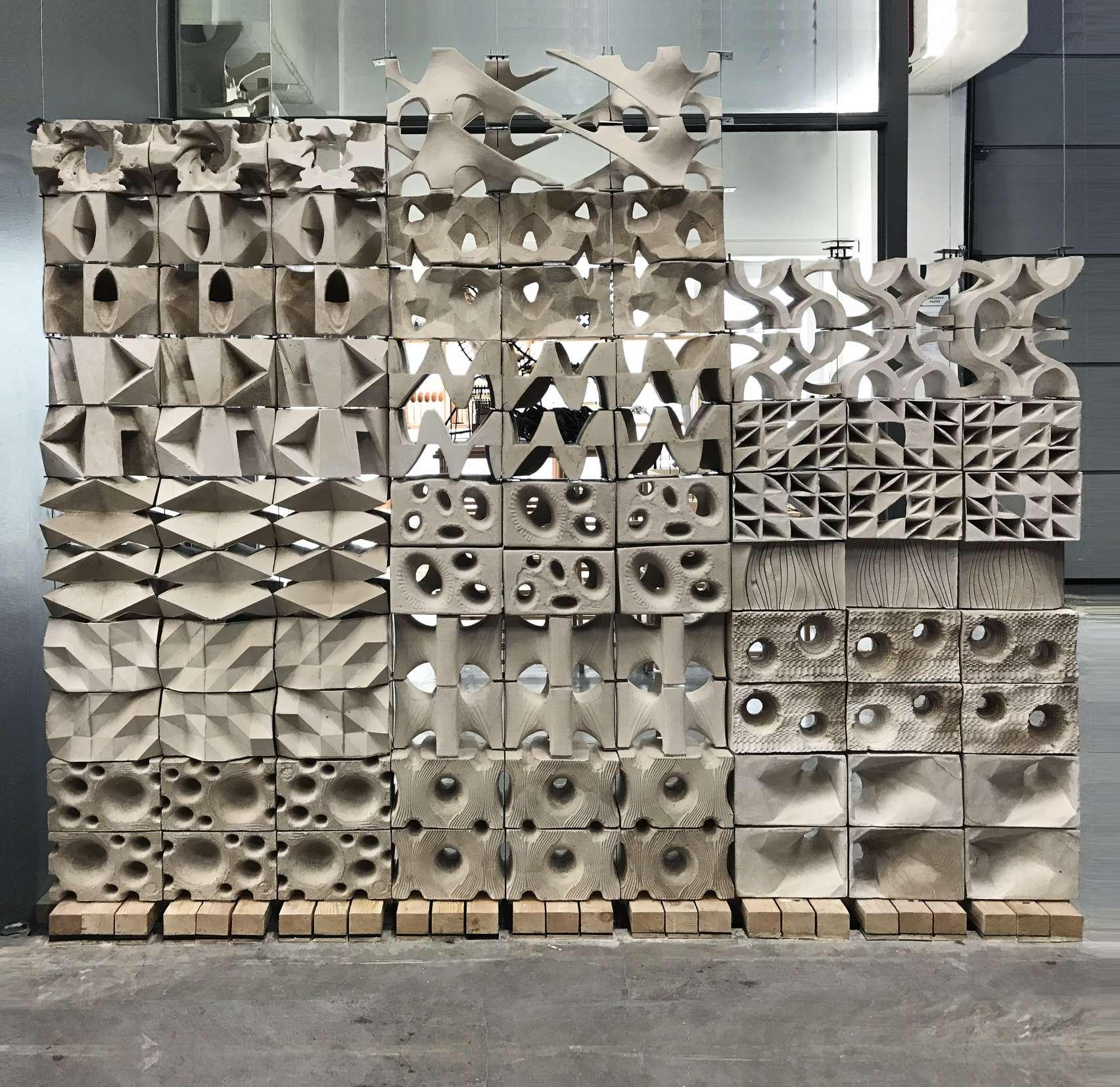
Digital fabricated wall
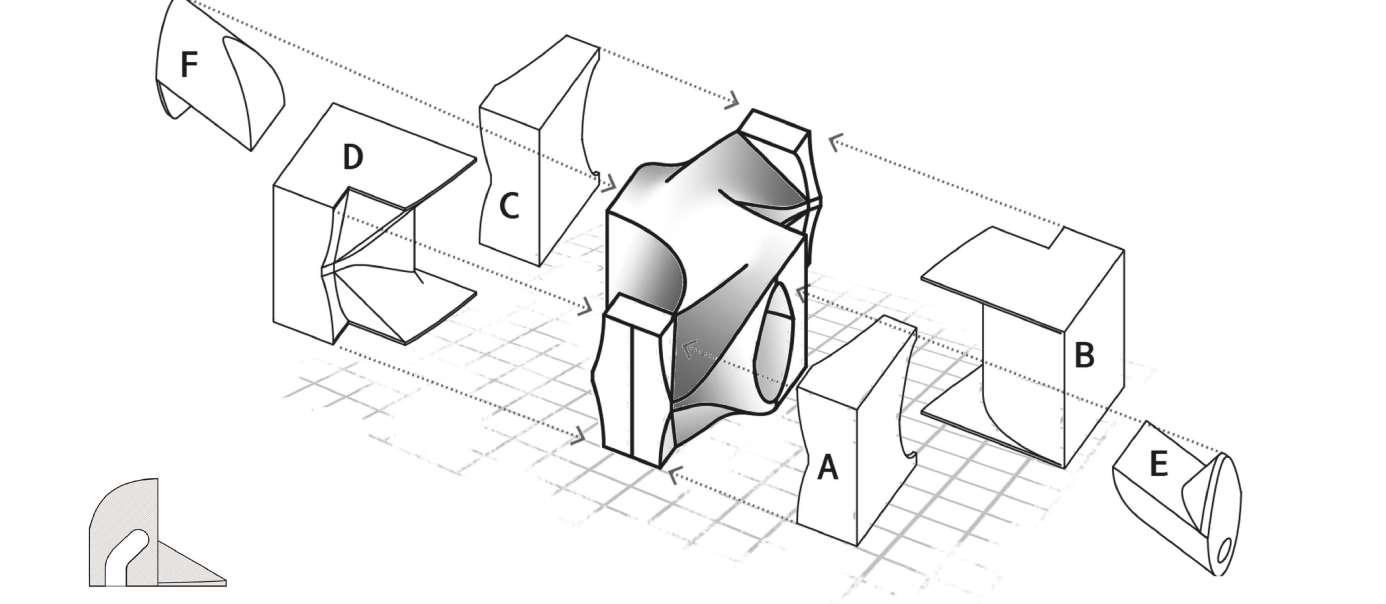
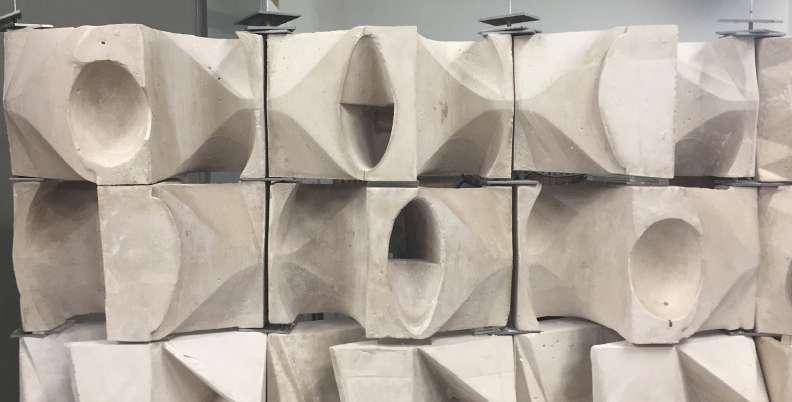
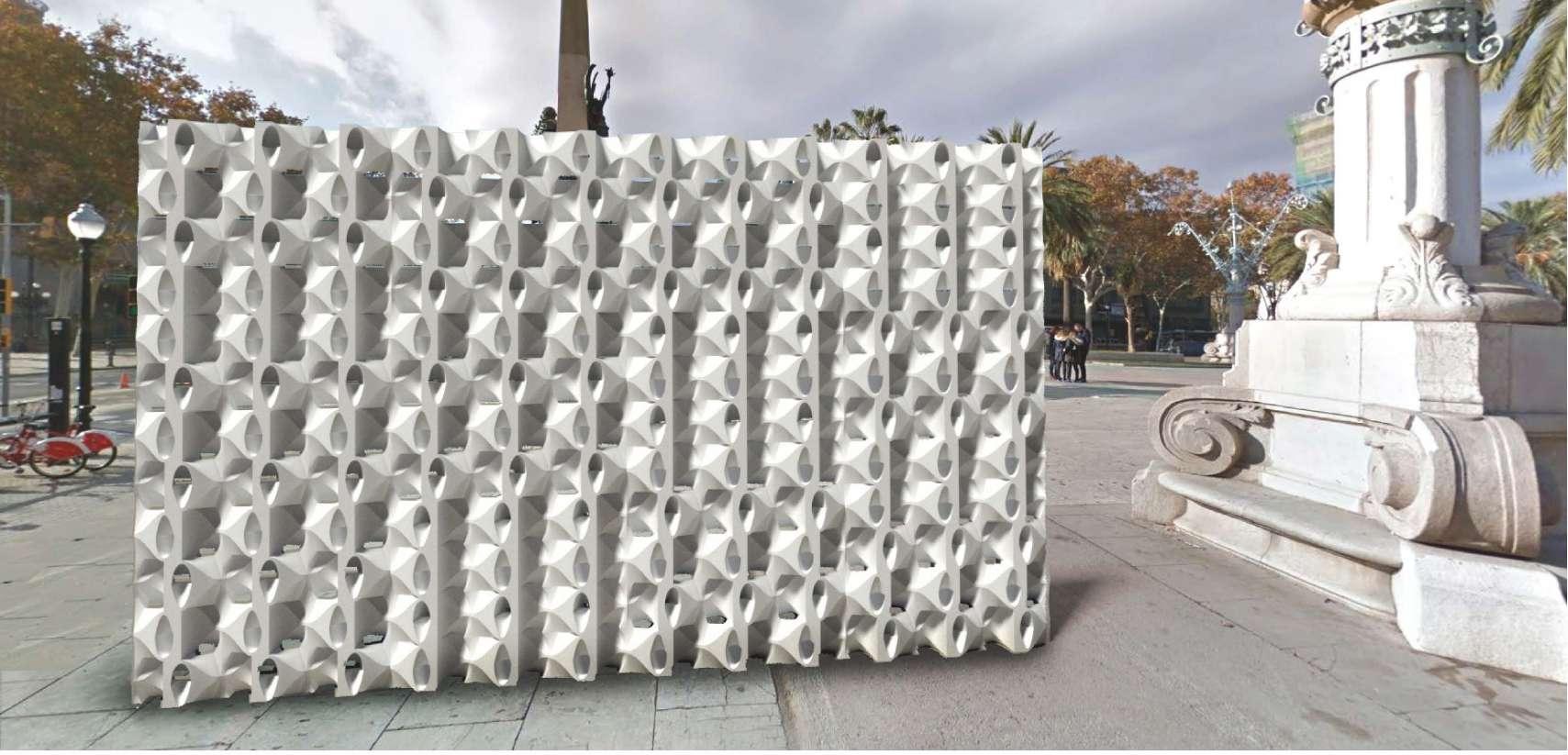
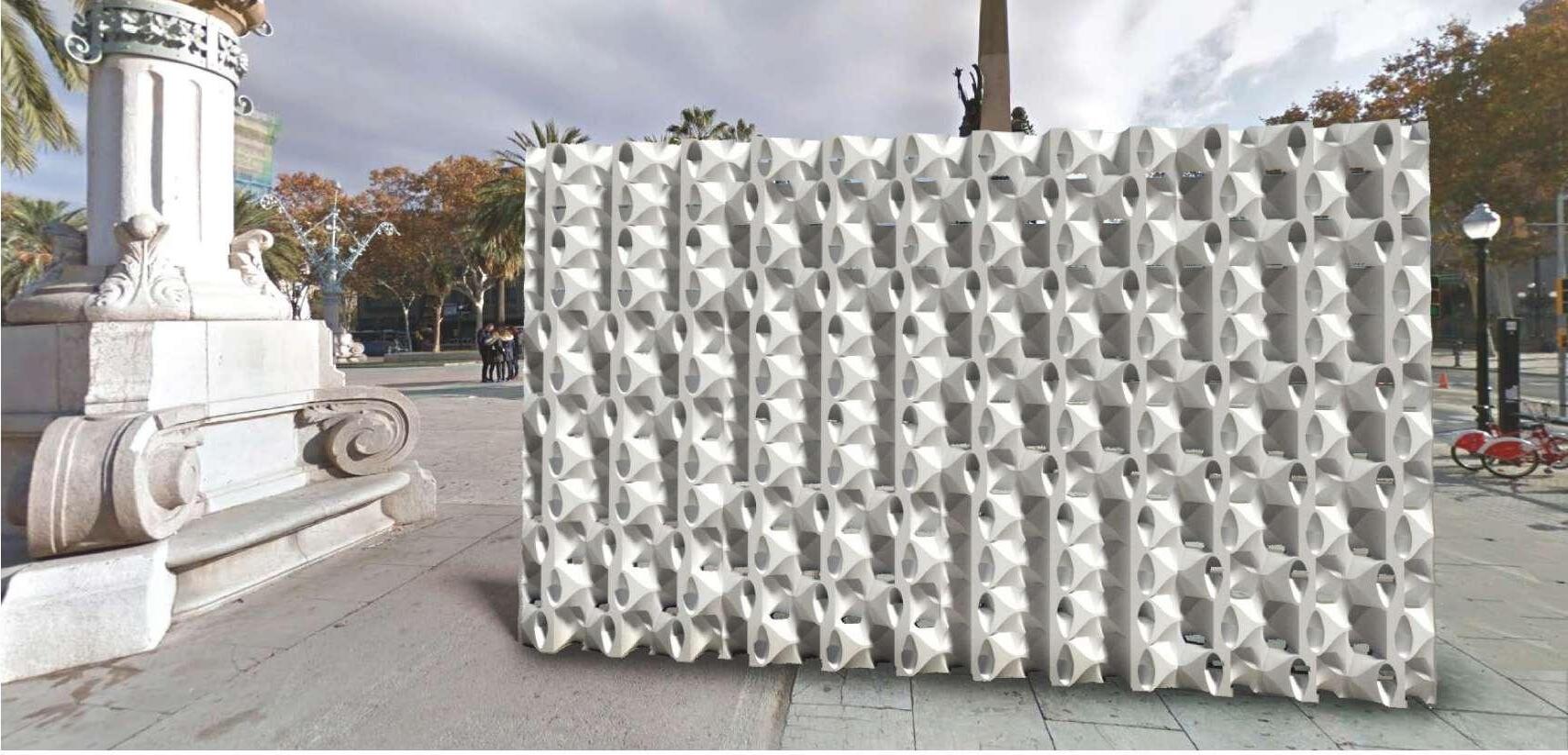
After phase 1 of this seminar (trying to use 3 different digital fabrication ways for making sphere), in phase 2, each group (total 18 groups) chose one of 3 topics (structure performance, light filtration, privacy), digital fabrication technology and material density (30%, 40%, 50%, 60%, 70%,80%) for producing 6 bricks. Total 108 bricks were fabricated for one wall with 6 parts of 3 different concepts. This project has “light filtration” concept and is fabricated by 3d printing and casting technique. Material density is 40 %.
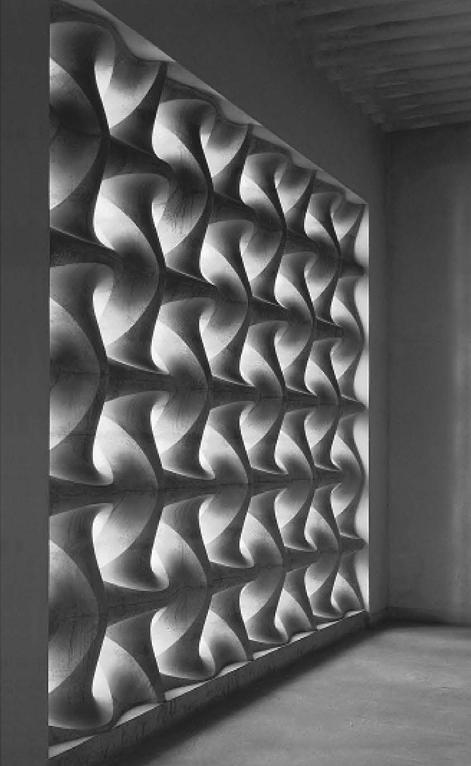
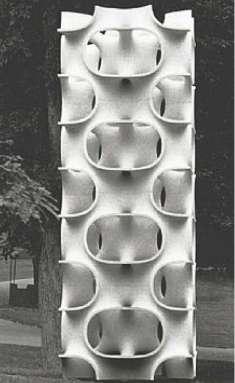
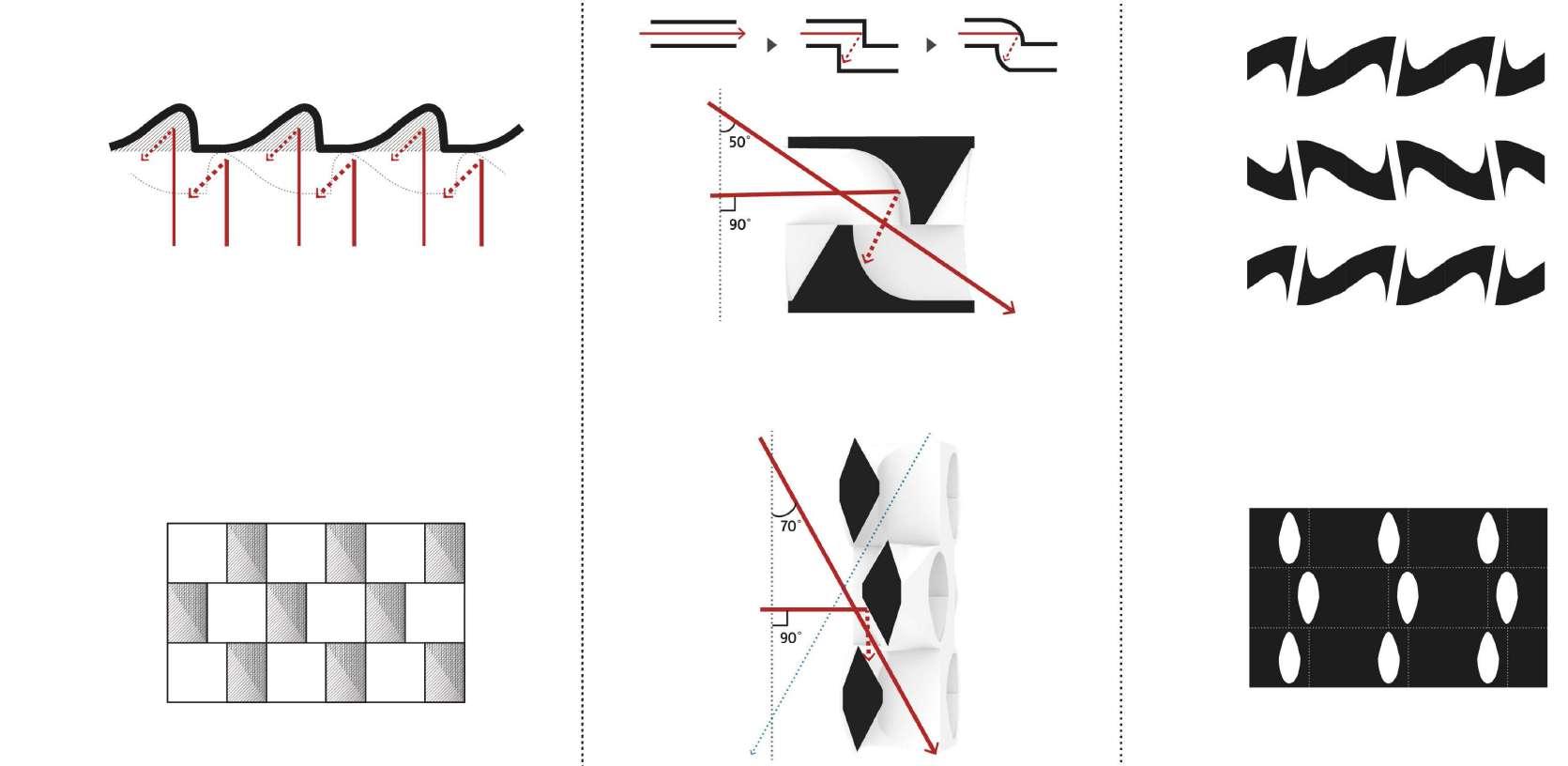
Direct and indirect light filtration
For light filtration, these bricks have curved openings. These openings block direct light. This blocked light reflects on the concave surface and becomes an indirect light. Other openings are formed by assembling 6 bricks. So depending on brinks orientation, the direction of the curved surface would be changed. It can be a possibility of variation.
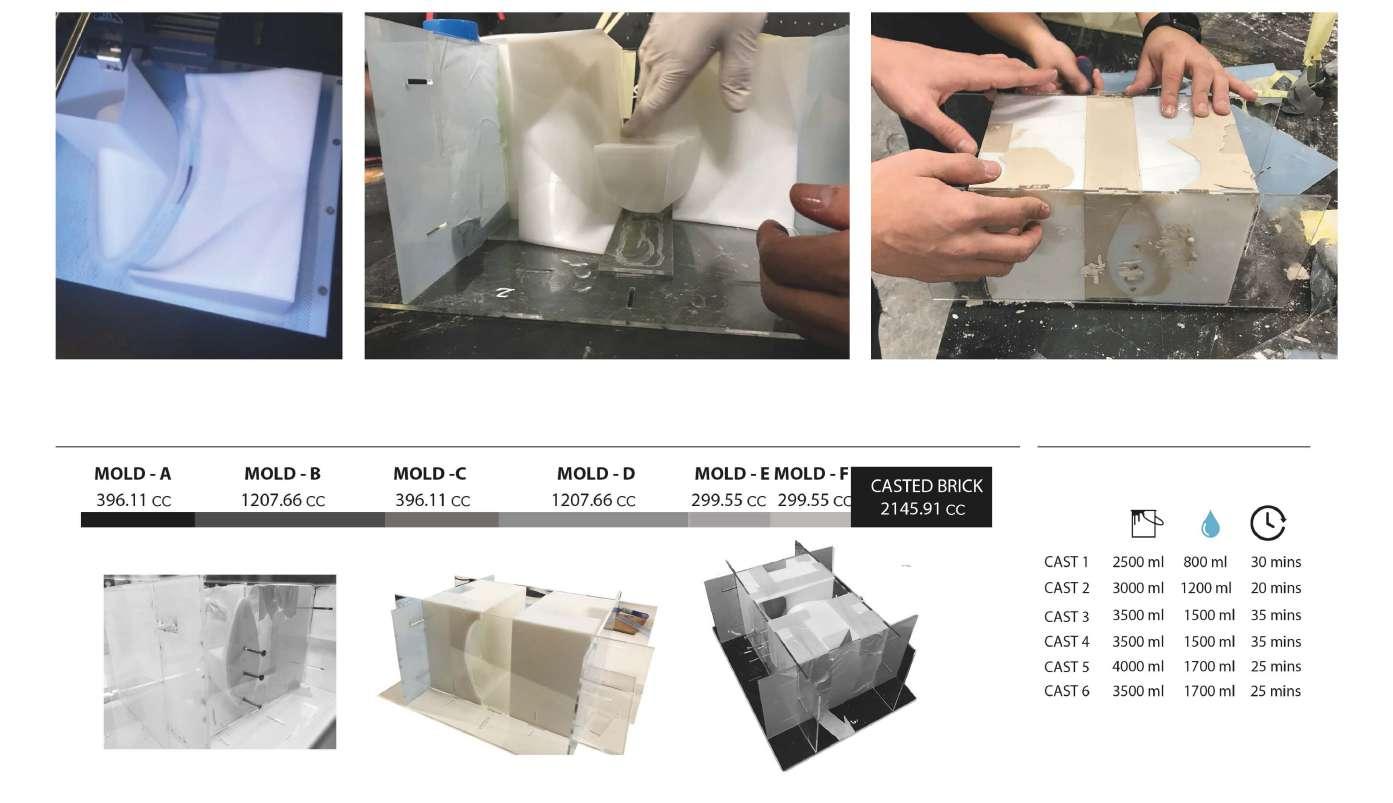
Fabrication
6 molds are 3d printed and they are placed in the acrylic frame. Exoduro plaster is mixed with water (water / plaster = 0.5) and the mixture is poured in the mold. After 30 min, mold is disassembled. Before pouring the mixture, baseline oil is covered on the surface of mold for easy disassembling. The production time of one brick is about 1 hour (including preparing materials and waiting for hardening). However, the mold for the light tunnel is not easy to take off. It is because the printed mold is not straight and has a micro bump on the surface. So it is stuck in plaster. In the design process this problem should be considered.
This project shows the possibility to produce complex forms by digital fabrication. In this case, 3d printing is used for making mold. 3d printing takes a long time for printing large objects but it is good for making complex forms easily. So casting by 3d printed mold gives advantage of producing complex bricks in a short time. These 6 bricks become a part of a digital fabricated wall which is a collection of 18 groups work.
2018 IaaC Maa01 - DIGITAL FABRICATION
Team members
JAE SHIN, MERT GONUL, HARESH RAGUNATHAN
Faculty Alexandre Dubor
Assistant Lana awad
RESEARCH
CONCEPT
Erwin Hauer's Work, Sphere by laser cutting, CNC, 3d printing