20 Retrofit
Hydraulic retrofit meets increased demand Matt Kinney, Hydraulic Retrofit Specialist at Sulzer, explains how a retrofit project gave a Texas refinery improved performance from API barrel pump with a return on investment of just 35 days.
P
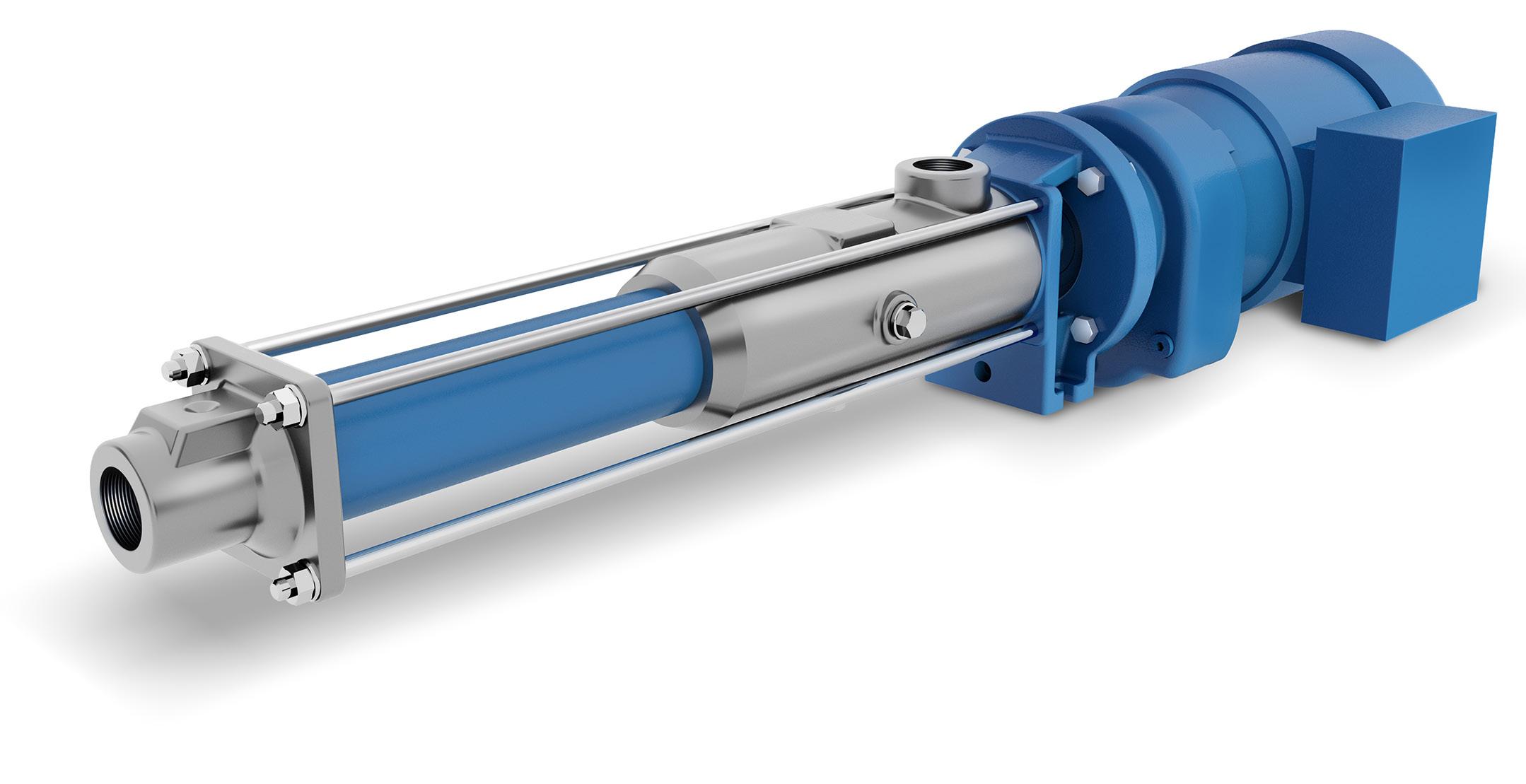
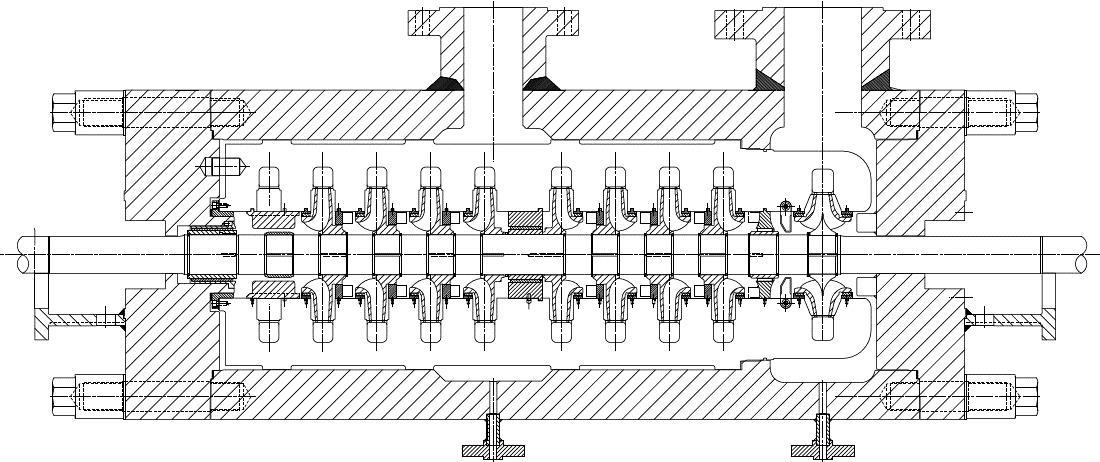
roductivity targets are a key performance measure in any process industry and the refining business is no exception. Increasing output from a large refinery to meet market demand does present its challenges. However, dealing with the pumps does not need to be one of them. Sulzer has proved that a retrofit can provide the most cost-efficient solution, when carried out by a provider with the right design experience and manufacturing expertise. Due to changes in Government regulations over the past few years, the demand for ultra-low sulfur diesel (ULSD) has increased significantly. As a result, refineries across the country have been forced to adapt and find innovative solutions to meet increasing capacity. A refinery located in Texas found itself in this situation and reached out to Sulzer’s Odessa Service Center to investigate possible solutions. In a focused effort to address this issue, the two pumps of interest are 6x8x10.5 BB5 10 stage units in diesel charge service. The American Petroleum Institute (API) BB5 is a barrel pump that encloses a multi-stage axial split inner bundle with an opposed impeller configuration (see figure 1). Being that the pressure boundary is radially split, these pumps are typically designed for high-temperature or high-pressure applications. With the capability of handling pressures and temperatures up to 6,250psi and 427°C respectively, the API BB5 is an excellent pump selection for applications such as water injection, oil export, boiler feed, and charge service. CHALLENGE The subject pumps were originally sold in 2006 at a rated point of 252m3/hr at 1,223m. However, with the change in ULSD demand the reliability engineers at the refinery were interested in a capacity increase to 370 m3/hr) at 1,052m (see figure 2). The goal for Sulzer was to find the most economical and timely solution to meet the customer’s needs. DESIGN REVIEW When in this situation, there are three possible options: Purchase a new pump designed to deliver the desired capacity. Hydraulically modify or re-rate the existing pumps or operate the two existing 100% pumps in parallel (depending on customer system curve). Each of these options have their own advantages and disadvantages. For example, parallel operation would clearly be the least costly to achieve the increase in flow. However, the lack of system redundancy in the event of a failure is risky Quarter 1 2020
Figure 1
and can often be costly in terms of lost production. A new pump selection to fit the application could be advantageous with regards to efficiency but would have long lead times. The cost to reroute pipework, and baseplate/foundation modifications may make this option less attractive. There is really no downside to re-rating pumps other than the fact that the desired performance may not always be achievable in the given frame size, if feasible, rerating is often faster and more economical. Based on the criticality of this service for the overall success of the refinery, the possibility of re-rating was of great interest in this example. To support the customer, Sulzer engineers conducted a thorough feasibility study – both hydraulically and mechanically – to determine whether the goal was possible. A specific speed (Ns) based search through Sulzer’s vast hydraulic database revealed an existing proven design that would meet the client’s needs – provided the impellers were able to physically fit,
Figure 2
www.bpma.org.uk