6 minute read
Hydraulic retrofit meets increased demand


Matt Kinney, Hydraulic Retrofit Specialist at Sulzer, explains how a retrofit project gave a Texas refinery improved performance from API barrel pump with a return on investment of just 35 days.
Productivity targets are a key performance measure in any process industry and the refining business is no exception. Increasing output from a large refinery to meet market demand does present its challenges. However, dealing with the pumps does not need to be one of them. Sulzer has proved that a retrofit can provide the most cost-efficient solution, when carried out by a provider with the right design experience and manufacturing expertise.
Advertisement
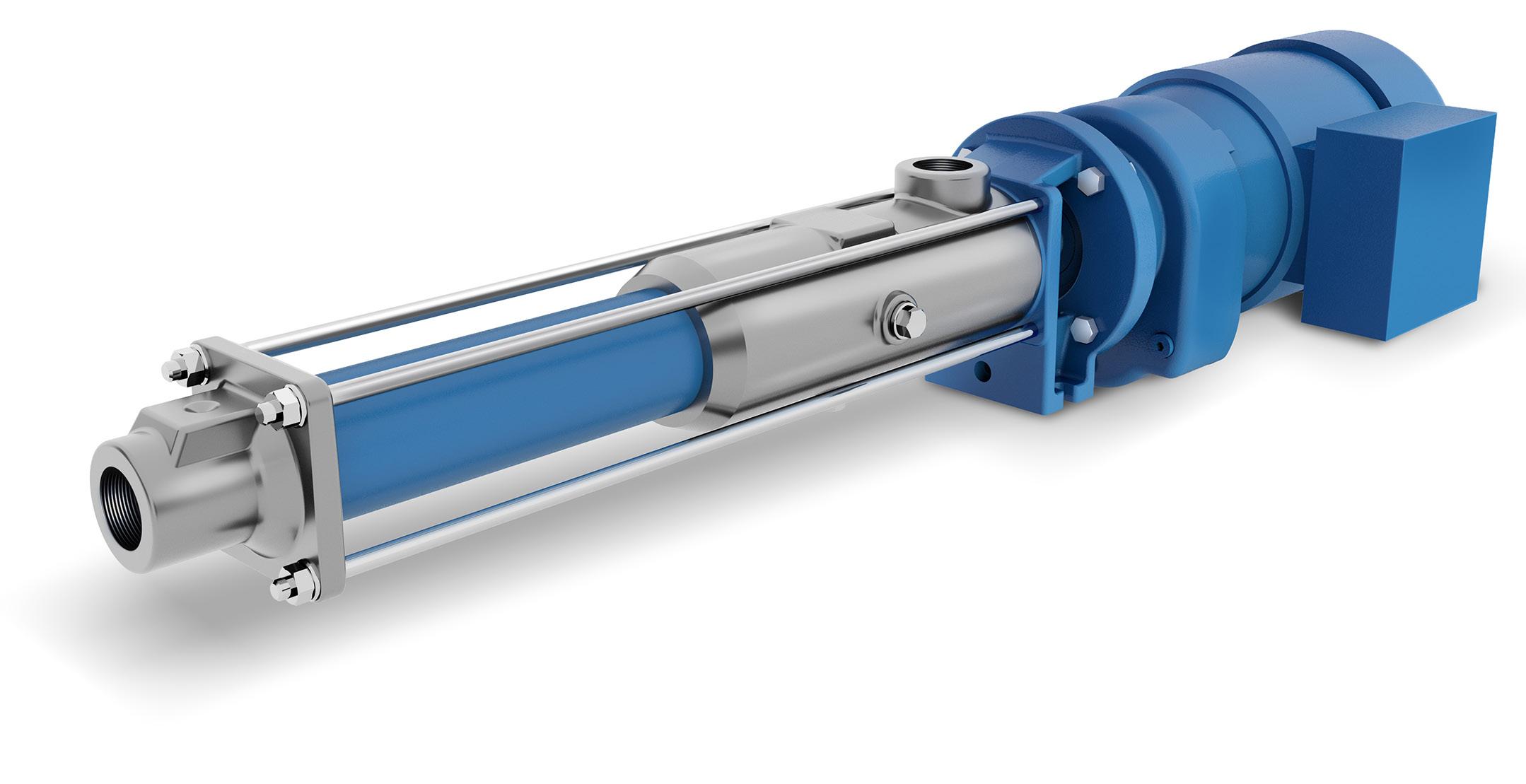
Due to changes in Government regulations over the past few years, the demand for ultra-low sulfur diesel (ULSD) has increased significantly. As a result, refineries across the country have been forced to adapt and find innovative solutions to meet increasing capacity. A refinery located in Texas found itself in this situation and reached out to Sulzer’s Odessa Service Center to investigate possible solutions. In a focused effort to address this issue, the two pumps of interest are 6x8x10.5 BB5 10 stage units in diesel charge service. The American Petroleum Institute (API) BB5 is a barrel pump that encloses a multi-stage axial split inner bundle with an opposed impeller configuration (see figure 1). Being that the pressure boundary is radially split, these pumps are typically designed for high-temperature or high-pressure applications. With the capability of handling pressures and temperatures up to 6,250psi and 427°C respectively, the API BB5 is an excellent pump selection for applications such as water injection, oil export, boiler feed, and charge service.

Figure 1
CHALLENGE
The subject pumps were originally sold in 2006 at a rated point of 252m 3 /hr at 1,223m. However, with the change in ULSD demand the reliability engineers at the refinery were interested in a capacity increase to 370 m 3 /hr) at 1,052m (see figure 2). The goal for Sulzer was to find the most economical and timely solution to meet the customer’s needs.
DESIGN REVIEW
When in this situation, there are three possible options:
Purchase a new pump designed to deliver the desired capacity. Hydraulically modify or re-rate the existing pumps or operate the two existing 100% pumps in parallel (depending on customer system curve). Each of these options have their own advantages and disadvantages. For example, parallel operation would clearly be the least costly to achieve the increase in flow. However, the lack of system redundancy in the event of a failure is risky and can often be costly in terms of lost production. A new pump selection to fit the application could be advantageous with regards to efficiency but would have long lead times. The cost to reroute pipework, and baseplate/foundation modifications may make this option less attractive. There is really no downside to re-rating pumps other than the fact that the desired performance may not always be achievable in the given frame size, if feasible, rerating is often faster and more economical.
Based on the criticality of this service for the overall success of the refinery, the possibility of re-rating was of great interest in this example. To support the customer, Sulzer engineers conducted a thorough feasibility study – both hydraulically and mechanically – to determine whether the goal was possible. A specific speed (Ns) based search through Sulzer’s vast hydraulic database revealed an existing proven design that would meet the client’s needs – provided the impellers were able to physically fit, and the inner-case volute nozzle areas were able to be increased enough to allow the impeller to meet as-designed performance. A review of the volute development drawings provided confidence that both items could be fulfilled.

Figure 2
The Sulzer approach was to keep it simple: Select an existing standard Sulzer impeller hydraulic design that is suitable for the desired performance and has been proven by at least two factory tests. Ensure that case modifications can be made to fit the new impeller. Confirm the nozzle area can be increased enough to mimic the reference pump performance.
With an array of impeller hydraulic designs available, Sulzer engineers were able to select an existing design that would meet the new desired head and capacity of the application.
A mechanical cutback was done (see figure 3) to achieve both an increase in nozzle area and lip diameter. Based on empirical data, the increase in nozzle area would allow the new impeller selection to runout to the new design point. The increase in volute lip diameter enabled the designers to achieve sufficient lip clearance. This, and the fact that the cutback was angled, helped with the reduction of vane pass pulsations and overall vibration amplitudes.
The outlet vanes of the impeller were underfiled to increase the outlet area between vanes (OABV) and help flatten the performance curve. This also pushed the best efficiency point (BEP) to achieve higher flows.
The design process highlighted the fact that the new performance level did not require all ten stages. One stage was removed so that the impeller trim could be near-full diameter. This benefitted both the efficiency and the BEP location for the pump. With the stage reduction, the effect on axial thrust direction and magnitude was analysed; the internal bushings were resized to ensure the axial load was acceptable for the thrust bearing.

Figure 3
CHALLENGES AND DRAWBACKS
With a major re-rate such as this, it can be difficult to fit a new, relatively large, high capacity impeller within the existing volute. This is because multistage pumps such as this are designed with the shortest possible stage spacing to limit overall pump length. Fortunately, the pumps in this example were originally equipped with a relatively low flow rotor compared to its frame size, which offered more room to work. In order to accommodate the increased impeller outlet width, the volute side walls required widening or ‘slabbing’ to ensure adequate side-room clearance, which is extremely important to centrifugal pumps.
In addition, the inner-case line bore diameter was increased to accommodate the larger impeller eye diameter. The bore was increased to the maximum allowable value while maintaining enough wall thickness between it and the waterways and maintaining structural integrity of the inner bundle.
The increased pump performance required more power than the original 932kW motor could deliver, so a new motor was required to meet this demand. However, no baseplate modifications were required as the frame size for the higher rated motor remained the same.
The net positive suction head required (NPSHr) had increased with the new selected suction impeller. However, this was not a problem as the net positive suction head available (NPSHa) was adequate.
CUSTOMER ADVANTAGES
The decision to re-rate the existing pumps, rather than buying new, was highly advantageous for the customer in this case. The re-rating project was more economical, especially since the outer barrel alone is a very high-priced component.
The re-rate required no changes to the footprint of the existing pump, saving time in completing the project. If a new pump had been specified, baseplate modifications and the rerouting of suction and discharge pipework would have been required.
The hydraulic modifications were all confined to the inner-bundle, allowing the outer-barrel to remain piped up in the refinery. This had a positive effect on the overall delivery time for the project and the much shorter completion date proved very attractive to the customer.
OUTCOME
Once complete, the pump was reinstalled and slightly outperformed what was proposed, which was not an issue with the customer. Both the vibration levels and bearing temperatures were well within the acceptable limits.
The final major benefit was that the payback period for the cost of this project was achieved in the very short time of just 35 days.