Dr Rav kumar Nith yanandam Dr Rakesh Kumar Bhas n Dr P rth Pa Singh
Prabir Das Avinash Kumar Talwar Shivshankar S R
Ashish Mohan
Atul Sharma
Anand
Bharat Bhushan Rathi
30 years and counting …
Express Pharma marks 30 years of tracking and supporting this vibrant sector this December. As we look forward and plan for the future, we thank our wellwishers and look forward to collaborating with this community over the years to come. As always, do keep the suggestions coming in.
As we wind down 2024, the pharma industry keeps its date with CPHI India/PMEC India, an event that's kept pace with the fortunes of India Pharma Inc. We are sure this year's event will find new ways of connecting people, technology and thoughts.
Pharma pundits are polishing their crystal balls for the usual round of predictions for 2025 but it's fair to say that the re-election of Donald Trump as US President will have a far reaching impact on the pharma sector and healthcare policy in the US and globally.
GlobalData's analysis flags a possible repeal or restructuring of the Affordable Care Act (ACA), coupled with plans to appoint anti-vaccine advocate Robert F. Kennedy Jr. to a prominent healthcare role, and raises concerns over public health funding, vaccine policies, and healthcare coverage. For the pharma industry, there may be some positives like Trump's previous promises to lower drug prices in the US. But GlobalData points out that drug pricing has not been a focus of his 2024 presidential campaign and not much has been mentioned around this topic.
The GlobalData analysis points out that though Trump has vowed to push through amendments of the Inflation Reduction Act (IRA), he has stopped short of suggesting a complete repeal of the IRA. He may seek to target other areas of the pharma industry, such as pharmacy benefit managers (PBMs).
But it’s early days yet and President-elect Trump has sent mixed signals. Angel One Wealth's report, Cues in the News - US Election 2024 cautions that there’s merit in waiting for policy formation to begin to actually spot the sectors which have a silver lining from Trump's victory. The report predicts that the IT and pharma sectors may benefit from US growth being stronger. IT could also see a services uptick possibly from GCCs in India whereas pharma could benefit from more demand for generics under the government programmes. Thus 2025 will be about observing how Trump sets policy in his second term.
How will a second term of Trump impact India’s pharma sector? Most companies have sizeable revenues from the US market but over the past few years, many started focusing on other geographies, including the India market. Trump’s stance on tariffs could hurt Indian pharma, but the BioSecure Act, aiming to reduce dependence on Chinese companies, could benefit Indian pharma companies, if they put the right plans in place now.
Prime Minister Modi’s Atmanirbhar Bharat and
The pharma industry has breached many barriers,but we have miles to go before we can rest on our laurels
President-elect Trump’s Make America Great Again slogans stem from a common aim to protect the interests of their countries but no country is an island. The COVID pandemic proved once again that diseases don’t need visas or respect territorial boundaries, so countries will need to collaborate and co-exist.
Another trend that might play out in 2025 is the revival of the tussle between online pharmacies and their traditional counterparts, as Tata 1mg, PharmEasy, and Apollo 24/7 tie up for instant delivery of medicines with the likes of BigBasket, Swiggy and the like. These companies have seen quick commerce take a sizeable slice of the OTC pie and are preempting further inroads.
In a letter to the Drugs Controller General of India (DCGI), the All India Organisation of Chemists and Druggists (AIOCD) has raised concerns about prescription verification, proper storage and transport of medicines and rampant misuse of antibiotics leading to rising antimicrobial resistance.
These are valid concerns and not all online pharmacies will have the bandwidth to invest in putting in place these measures. We need a strong policy that will meld the best of both sectors: the reliability of offline and increased timely access of instant online delivery.
2025 might also see the rise of more patient advocacy groups, putting pressure on the government for better policies, and on pharma and healthcare stakeholders of more affordable medicines and treatment.
Patient awareness too needs to increase, ensuring that they are not misled. For instance, controlling obesity was once about patients shedding weight the hard way: diets, exercise and surgery. The last option was reserved for the severely obese, considered out of reach due to its costs. Today, it's about quick fixes, like weight loss shots, possibly the most talked about pharma innovation after COVID shots saved us during the pandemic. But doctors are already cautioning us about the side effects of such treatments, especially when the medication is procured from the gray market, and patients self medicate, using the many videos on social media as guides.
As these and other trends play out over the next year, Express Pharma wishes all our readers all the very best for 2025…the pharma industry has breached many barriers, but we have miles to go before we can rest on our laurels.
Rethinking R&D to balance efficiency, innovation and sustainability
In an era of skyrocketing research costs and complex drug delivery challenges,pharma industry leaders share their insights on adopting advanced technologies,data-driven decision-making, and sustainable practices to optimise R&D and drive impactful therapies to market
Optimising R&D budgets for pharma companies involves a multi-pronged approach to balance efficiencywith
Optimising R&D budgets for pharma companies in today's high-cost, high-risk environment involves a multi-pronged approach to balance efficiency with innovation. Here are key strategies that can be adopted to maximise innovation and deliver impactful therapy.
Optimise portfolio management
◆ Pipeline optimisation: Conduct regular reviews of the R&D pipeline to identify underperforming projects and reallocate resources to higher-potential programs. This flexibility ensures that R&D budgets are always directed toward projects with the best risk-reward ratio.
◆ Adaptive trial designs: Use adaptive trials that allow modifications in response to interim results. This can optimise both cost and development time.
Focus on high-value therapeutic areas
◆ Strategic prioritisation: Target diseases with high unmet needs where competition is lower, but demand is high, like certain cancers, neurological disorders, or rare diseases, Orphan drug indications etc. This focus can also yield higher pricing power and a favourable reimbursement landscape.
◆ Repurpose existing compounds: Repurposing
Dr Ravikumar Nithiyanandam,Executive Vice President,Formulations R&D,MSN Laboratories
compounds with known safety profiles for new indications reduces time and cost in the early development stages, enabling faster entry into clinical trials with lower risk.
Adopt data-driven decision making
◆ Advanced analytics: Use of predictive analytics and machine learning to identify high-
potential compounds and forecast trial outcomes.
◆ Real-world evidence (RWE): Utilisation of RWE from existing patient data to inform drug development decisions and identify unmet needs, reducing trial costs and duration.
Collaborate and co-innovate
◆ Partnerships with food
innovation
tech and biotech: Partnering with innovative food tech and biotech firms allow pharma companies to access cuttingedge technologies and promising pipelines
◆ Academic collaborations: Working with academic institutions for early-stage research can bring new expertise and ideas without the full burden of in-house costs.
Implement cost-efficient operational practices
◆ Outsourcing and CRO partnerships: Strategic outsourcing to Contract Research Organisations (CROs) for specific R&D phases or functions reduces fixed costs and allows scalability. CROs also provide access to specialised expertise and geographic reach.
◆ Automation in laboratory work: Automation of repetitive lab tasks and data collection, can significantly reduce costs and increase efficiency.
Use agile budgeting techniques
◆ Stage-gated funding: Implement stage-gated budgeting to fund projects based on milestone achievements. This approach limits the financial commitment to underperforming programs and reallocates funds to higher-value opportunities.
◆ Portfolio diversification:
Spread investments across different therapeutic areas and modalities (e.g., small molecules, biologics, gene therapies) to balance risk and capitalise on diverse market potential.
Engage regulators early
◆ Early engagement for fast-track approvals: Engaging regulatory agencies early can help companies align with guidance that allows for e xpedited app roval pathways. This reduces regulatory uncertainty and accelerates time-to-market for high-value therapies.
Enhance talent and resource utilisation
◆ Cross-functional teams: Use cross-functional teams that bring together expertise from clinical, regulatory, and commercial domains to make informed decisions throughout the R&D process.
◆ Upskill workforce in data and digital technologies: Train staff to effectively use data analytics, AI, and digital trial technologies, which will improve decision-making and operational efficiency in the long run.
By strategically adopting these approaches, pharma companies can create a balanced R&D portfolio that maximises innovation and efficiency, even in a challenging economic landscape.
Pharma companies can optimise R&D budgets using advanced technologies
Pharma companies can optimise their R&D budgets to maximise innovation and deliver high-value therapies by using combination of new technologies to enhance innovation, feed the drug-development pipeline and speed to market. Sophisticated modelling techniques, such as systems biology, can be used to enhance innovation. Model Integrated Approach (PBPK modelling) can be used to predict bioequivalence and can replace some of clinical or bioequivalence studies requirement. Real-world evidence (RWE), new approaches to clinical trials and partnerships, and artificial intelligence (AI) have the potential to transform R&D from drug discovery and development to regulatory approval. Advances in the availability and analysis of real-world data (RWD) have increased the po-
tential for generating robust RWE to support FDA regulatory decisions. Regulatory agencies are accepting the use of RWE in submissions and US FDA has approved several products using RWE.
High-throughput data-production technologies such as Next-generation sequencing (NGS) is a powerful tool used in genomics research. NGS can sequence millions of DNA fragments at once, providing detailed information about the structure of genomes, genetic variations, gene activity, and changes in gene behaviour. Recent advancements have focused on faster and more accurate sequencing, reduced costs, and improved data analysis.
Artificial intelligence technologies can help automate tasks so that they can be done faster, cheaper and more
accurately.
Pharma companies can develop partnerships and collaborative R&D models to help broaden patient access, build reputation, and expand research networks and capabilities.
Pharma companies can use digitalisation to collect data throughout their entire facility. This data can be used to identify areas where procedures and facilities could be improved.
Focusing on portfolio management is another important area to increase R&D efficiency and include focusing on projectrelated costs and project ROI.
Another important area to address sustainability concern is reduction in carbon footprint by reducing emissions, optimising manufacturing energy efficiency, and exploring renewable energy sources. Additionally, technolog-
ical advancements have paved the way for use of green chemistry that focuses on designing products and processes that minimise the use and generation of hazardous substances as part of the manufacturing and packing process of biopharmaceuticals. Life Cycle Assessment of carbon emission should be applied during design phase of development and should cover cradle to grave. This will ensure development and delivery of robust, cost-effective products with better sustainability.
Rising research costs,complexdrug systems,stringent regulations, and global pressures pose major threats to pharma R&D
According to one of the published reports, the pharma industry invested about $83 billion in R&D in 2019, which is about 10 times the research and development (R&D) spent per year in the 1980s, after adjusting for the effects of inflation1. On the other hand, the efficiency of R&D, which is defined as the successful approval and launch of new medicines (output) in proportional to the rate of the monetary investments (input), has declined since decades.
The rapidly growing research costs, increased complexity of drug delivery systems and their characterisation, stringent regulatory requirements, complex diseases, global economic pres-
Dr Pirthi Pal Singh,VicePresident and Head-R&D,Tirupati Group
sure, and a highly volatile political environment pose significant threats to the research-based pharma industry. Following are a few strategies that are being adopted to cope up with increased demand in research and expenses.
1. Predictive modelling of biological targets and drugs: By leveraging the diverse molecular and clinical data, insilico based predictive modelling could help identify drug molecules.
2. Strategic Portfolio Management: Prioritisation and resource allocations are key strategies that enable companies to maximise the output using available resources.
3. Merger, acquisition, joint ventures and collaboration: Looking at the complexity of diseases and new drug delivery systems, one needs to collaborate and make the best use of each other's data, intellectual property, and skill sets.
4. Embracing technical innovations: The scientific approach to treat a specific patient for a specific disease is to provide personalised medication. Technology such as 3D printing and AI assisted tools to map genetics profile helps in designing personalised medication.
Dr Rakesh Kumar Bhasin,Head-R&D (Formulations),Biocon
Responsible Sourcing and Manufacturing: Growing towards a sustainable future with Lonza
In response to the establishment of environmental impact targets by the pharmaceutical industry,Lonza promotes responsible sourcing practices,sustainable manufacturing standards, and renewable energy utilisation showcasing that responsible manufacturing can assist our customers to reach their sustainability goals,highlights Christine Lebeault,Head of Applied Sustainability,Lonza Capsules and Health Ingredients
As environmental concerns continue to intensify, the pressure on the pharmaceutical industry to reduce its overall environmental impact, particularly in final dosage forms, is growing proportionately. With over 600 billion pharmaceutical capsules consumed annually worldwide, Lonza (the largest global supplier to the pharma industry) recognizes its crucial role in driving sustainable practices. Lonza’s comprehensive sustainability approach spans the entire value chain, from raw material selection to end-of-life solutions.
Carbon contributing factors: The mitigating factors throughout the drug development process
The carbon-contributing factors in the production and distribution of Capsugel® capsules at Lonza can be categorized into three main areas: upstream, operational, and downstream activities. Each of these areas plays a critical role in the overall carbon footprint associated with capsule production. It is important to define first that greenhouse gas (GHG) emissions are classified into three scopes. Scope 1 covers all direct GHG emissions, such as natural gas combustion. Scope 2 covers indirect GHG emissions from the production of purchased energy (e.g. electricity). Finally, Scope 3 covers emissions from the supply chain, mainly from the production of raw materials. Let us dive deeper into the three key areas of carbon emissions across the value chain
which is crucial for Lonza to implement effective sustainability measures:
Upstream Activities
Indirect Emissions Across the Value Chain (Scope 3)
Carbon emissions at Lonza are primarily introduced upstream through the raw materials used in capsule production, such as gelatin, HPMC, and Pullulan. This segment contributes up to 75 per cent of the total carbon footprint and is primarily derived from raw material sourcing (e.g. Gelatin, HPMC) and initial processing. Lonza has implemented the following robust measures including:
◆ Sourcing from responsible suppliers that meet strict com-
pliance standards and have programs in place to reduce their emissions in line with science
◆ Selecting non-GMO and sustainably harvested materials
◆ Establishing local sourcing networks to reduce transportation emissions
Operational Level (Scope 1: Direct Carbon Emissions and Scope 2 Purchased Electricityand Steam)
At the operational level, Lonza focuses on designing capsule manufacturing equipment that requires less energy and water. Manufacturing processes are optimized to minimize waste, maximize utility efficiency, re-
claim energy, and conserve water, ensuring more sustainable and resource-efficient production. Furthermore, Lonza is switching to renewable electricity and gradually to carbonfree energy (e.g. using biomass or heat pumps).
Downstream Activities (Scope 3)
Lonza has designed optimized distribution networks to reduce transport distances to customers, ensuring efficient logistics with a lower carbon footprint. The company focuses on utilizing packaging to minimize end-of-life waste and employs distribution methods that further reduce environmental impact.
Responsible Sourcing
Starting in 2022, Lonza established a dedicated Responsible Sourcing Team, followed by membership with the Together for Sustainability (TfS) initiative and collaboration with EcoVadis in 2023. In March 2024, Lonza hosted its first digital Responsible Supplier Event which brought together more than 1,100 participants. By 2028, Lonza aims to ensure that 90 per cent of its spending comes from suppliers with sustainability scores and 67 per cent of Lonza’s Scope 3 emissions are covered by suppliers with sciencebased targets, in alignment with Lonza’s validated Scope 3 targets by the Science-Based Targets initiative (SBTi). Lonza’s ambition is to reach net-zero by 2050. As a first step toward this ambition, Lonza has set Near-Term GHG emissions reduction targets that have been validated by the
Science-Based Targets initiative (SBTi). We have committed to reduce our scope 1 and 2 GHG emissions by 42 per cent (absolute) by the end of 2030 (from a 2021 basis). To achieve this goal, the company is focusing on transitioning to renewable electricity and carbon-free heat, reducing energy consumption, and redesigning manufacturing processes to reduce energy consumption and waste.
Together for sustainabilitywith everystep forward By integrating sustainability into the early stages of product development, Lonza is well-positioned to balance environmental impacts with essential product requirements such as safety, efficacy, and regulatory compliance. This proactive approach enhances the sustainability of drug delivery systems and prepares Lonza for a future where environmental regulations are likely to tighten.
The path forward requires continued innovation, partnership, and dedication to environmental stewardship. As Lonza demonstrates, sustainable practices are not just environmental imperatives but essential components of modern pharmaceutical manufacturing. Through its comprehensive approach to sustainability, Lonza is not only reducing its environmental impact but, also proving that ethical sourcing and responsible manufacturing are key to enabling a healthier world. Contact your local Lonza representative to learn more about our sustainability efforts and how we can support your carbon footprint reduction goals.
Strengthening our presence within APAC through increased penetration is a keyfocus
Aanchal Tomar, Executive Director,Asia Pacific,Lonza Capsules & Health Ingredients speaks about Lonza Capsules & Health Ingredients' strategic growth,challenges,and sustainability initiatives in the APAC market,showcasing their innovative capsule solutions and health ingredients that cater to the region's diverse pharmaceutical and nutraceutical needs,in an interview with Express Pharma
To start, can you tell us about Lonza Capsules & Health Ingredients and its presence in the APAC market?
With roots back to Capsugel and InterHealth, Lonza has been a manufacturing pioneer and trusted partner for leading global pharmaceutical and nutraceutical companies for more than 100 years. This experience and expertise has allowed us to become an industry leader in providing innovative and reliable capsules and science backed ingredients for the use in a variety of pharma and nutra applications around the world.
Within the APAC market, our manufacturing sites in China, Japan and India deliver a wide variety of capsule solutions to meet many common applications and patient needs. We are committed to manufacturing excellence, to exceeding industry quality standards and to obtaining global and regional certification to help our customers maintain their regulatory and market compliance.
What are some of the key challenges you face in the APAC market?
The APAC market is highly fragmented, with varying regulatory standards and consumer preferences across countries. With a mix of both developed economies such as Japan and Australia and emerging economies like India
and China, customer demands vary greatly, and each market requires a tailored approach. A resource intensive approach is often required to support in navigating varying regulatory frameworks and local requirements. Additionally, the competition is fierce, with both local and multinational companies vying for market share. With increasing cost pressures on our pharma customers, the expectation is that we deliver value at an
competitive price point.
How is Lonza Capsules & Health Ingredients addressing these challenges?
We are focused on delivering value to our customers. From product development to manufacturing, and quality to logistics and distribution, our foundational services allow our customers to access our capsule and health ingredients expert teams. Our experts work with customers
to help identify, customise and ship the ideal solution for their next therapeutic or health supplement. This is supported by a world-class infrastructure network, built on industry-leading quality systems and reinforced by our commitment to sustainability and community.
We are constantly evolving and innovating to help customers to deliver products that meet in-demand patient and consumer needs, as well as key market trends. For example, Capsugel® EnprotectTM capsules -- one of our recent capsule innovations - has a breakthrough design that protect acid-sensitive APIs, prevent gastric irritation and allow for intestinal delivery. This capsule was recognised as the recipient of the 2023 Medicine Maker Innovation Award.
What opportunities do you see in the APAC capsule market?
There is huge growth potential within the APAC pharma market due to increasing populations, ageing societies, and demand to expand healthcare services. A rising middle class, and increasing awareness of health and wellness in many APAC markets, is driving significant demand for dietary supplements and pharma capsules. Pharma industries within APAC - whether innovative or generic, foreign
or domestic - are likely to grow as a result.
Alternative medicines e.g. Ayurveda in India and Traditional Chinese Medicine in China are growing segments requiring a distinct go-to-market approach with significant differences in regulatory and quality demands.
In addition, the nutra market boom in APAC that began during the COVID-19 pandemic continues to accelerate looking for green label, plant based capsules for encapsulation.
We also see a growing emphasis on sustainable practices in manufacturing and packaging, aligning with global trends in reducing carbon footprint and waste. These trends create significant opportunities for growth within the APAC capsules market.
What is your focus within the capsule portfolio, within the APAC region?
Lonza offers one of the most diverse capsule portfolios, ranging from plant based hydroxypropyl methylcellulose (HPMC) capsules to hard gelatin capsules.
The APAC market is still heavily driven by the hard gelatin capsules market, but there is an increasing demand for the HPMC based capsule range and we see huge opportunity for our gold standard vegetarian capsules
CPHI-PMEC SPECIAL
called Vcaps® Plus. Capsugel® Vcaps® Plus HPMC capsules are a robust vegetarian solution for immediate release, and are suitable for moisture sensitive ingredients. There is potential for hygroscopic APIs currently on the market to move into HPMC capsules, and we are partnering with our customers to drive this transition.
On the nutra side of the market, we continue to see a major transition towards sustainable and animal-free products, with brand owners increasingly keen to meet consumer demand for "green label" products.
Can you provide some
insights in Lonza's health ingredients portfolio in the APAC region?
Our health ingredients portfolio consists of scientifically proven ingredients that are recognised and manufactured with industry-leading standards. With a deep focus on consumer-centric data and the latest advancements in science, our portfolio is designed to give customers an edge in the market.
One of our key ingredients in APAC is UC-II® undenatured type II collagen, which supports joint health and mobility. UC-II® undenatured type II collagen is backed by a comprehensive body of evidence-based
research spanning over two decades and over twenty studies, including eleven human clinical study publications. These findings present a significant opportunity for brands to turn cutting-edge science into game-changing products for consumers.
What are your strategic goals for Lonza Capsules & Health Ingredients in the APAC region?
Our primary goal is to work together with our customers to help bring innovative and ground-breaking therapies to life. We aim to expand our product offerings while maintaining the highest quality standards.
Strengthening our presence within APAC through increased penetration is a key focus with continued emphasis on sustainability.
What role does sustainability play in the overall strategy for Lonza?
Sustainable value creation is an ethical, social and commercial imperative for our business, and a collective responsibility shared by our global community. Our purpose to enable a healthier world shapes not only the products and services that we deliver to our customers and their patients, but also our approach to sustainability.
At a group level, we continually strive to reduce
our impact on natural systems and the environment, with a focus on energy, greenhouse gases, water and waste. We are making meaningful progress towards our goal of achieving net-zero carbon emissions by 2050 or earlier. We have developed a comprehensive climate plan with near-term, sciencebased emissions reduction targets that have been validated by the Science Based Targets initiative (SBTi). As part of this, we have committed to reducing absolute Scope 1 and 2 GHG emissions by 42 per cent by the end of 2030 (2021 base year) and to set a supplier engagement target for Scope 3 emissions.
17th edition of CPHI & PMEC India expo to be held from Nov26-28,2024
As a comprehensive,one-stop destination for innovative and cost-effective solutions,the expo will showcase the pharmaceutical industry’s modernisation,innovation,and sustainability
The 17th edition of CPHI & PMEC India, organised by Informa Markets in India, returns in an advanced format, scheduled from November 26-28, 2024, at the India Expo Centre, Greater Noida, Delhi-NCR. As a comprehensive, one-stop destination for innovative, cost-effective solutions, the expo will be showcasing the pharmaceutical industry’s modernisation, innovation, and sustainability.
India’s pharma industry is on an impressive growth trajectory, expected to reach $65 billion by 2024 and to double to $130 billion by 2030. CPHI & PMEC India exemplifies this growth by connecting global and domestic stakeholders to showcase advancements in pharmaceutical machinery, technology, and ingredients. This year, the expo offers a pivotal marketplace for over 2000 exhibitors to engage, with anticipated participation from countries including the USA,
UAE, South Korea, Japan, Egypt, Vietnam, the Philippines, Malaysia, Italy, Sri Lanka, Bangladesh, Nepal, Iran, and the United Kingdom.
Amarketplace for innovation and growth
With a comprehensive array of exhibitors, CPHI & PMEC India enables direct engagement with pharmaceutical executives, buyers, hospital administrators, and government representatives. Noteworthy exhibitors include Dr Reddy's Laboratories, Biocon, Glenmark Lifesciences, Morepen Laboratories, Hetero Labs, Lupin, Signet Excipients, Apitoria Pharma, Capsugel Healthcare, Supriya Lifescience, SMS Pharmaceuticals, MSN Laboratories Sekhmet Pharmaventures, Tirupati Lifesciences, Merck Life Science and many others. Among PMEC exhibitors are ACG, Accupack Engineering, Ace Technologies, Avish Ma-
chines, Bowman & Archer Pharma Machines, Cadmach Machinery, CAM PAK India, Fette India, IMA Industria Macchine, Parle Global Technologies, Snowbell Machines, and Truking Technology, showcasing cutting-edge equipment for pharmaceutical manufacturing.
Industrycollaboration and support
This year, the expo continues to enjoy substantial support from key industry associations such as CIPI, FOPE (Federation of Pharma Entrepreneurs), IPEC India, and Pharmexcil, solidifying its reputation as the industry's most promising show.
Highlighting the significance of this year’s CPHI & PMEC India Expo, Yogesh Mudras, Managing Director, Informa Markets in India, said, “India’s pharmaceutical industry, currently ranked third globally by production volume,
has evolved into a thriving sector with a CAGR of 9.43 per cent over the past nine years. Known for delivering highquality, affordable medicines, India has earned its reputation as the ‘Pharmacy of the World.’
The Ministry's ‘Strengthening of Pharmaceutical Industry (SPI)’ initiative, backed by Rs 500 crore ($ 60.9 million) provides vital support to enhance productivity, quality, and sustainability across pharma clusters and MSMEs nationwide.”
Event focused on industry evolution
The CPHI & PMEC India Expo includes The Pharma Connect Congress, a two-day gathering, focusing on critical discussions including ‘Continuous Innovation and Agile Manufacturing for the Next Generation Therapeutics’; ‘India as the “Pharmacy of the World” with Cost Effective Generics and Biosimilars’; ‘The Digital Transformation Panel: Addressing the
ACOPOS6D
Challenges in Adopting Digital Technologies’; ‘Advance your Research Decisions on Biosimilars with Confidence’; ‘Navigating the Complexity of Biosimilar Manufacturing’; ‘High-Performance Fluoropolymers for Increased Productivity, Improved Quality and Enhanced Safety in Pharmaceuticals & Allied Industry’, among other relevant topics. The Pharma Leaders Roundtable is a closed-door forum for senior industry leaders to discuss strategic pathways for innovation, unmet clinical needs, and futureready solutions. The Women in Pharma Conference programme focuses on uplifting female professionals and enhancing diversity within the Indian pharma industry. This year, the 10th edition of the India Pharma Awards recognises exceptional contributions to the industry, the awards celebrate excellence across pharma brands.
Harnessing data analytics to propel drug discoveryand development in 2025
As the pharma landscape evolves,data analytics will be at the forefront of drug discovery and development,transforming traditional methods.By leveraging data-driven insights,companies can expedite R&D,optimise clinical trials,and personalise treatments,bringing life-saving therapies to market more efficiently,explains Biju Davis,SVP,Engineering,Model N
In 2025, pharmaceutical innovation is in a race against time-each day lost in drug development could mean lives unaltered or unextended. As the demand for quicker, more precise medical solutions intensifies, data analytics has emerged not just as a powerful tool but as a lifeline, reshaping the way we discover, test, and deliver lifesaving treatments. With costs soaring up to $2 billion and development spanning more than a decade, as detailed by a Deloitte 2023 report, the stakes have never been higher, and the role of data-driven insights has never been clearer.
The rising need for datadriven insights in pharma Globally, healthcare generates approximately 30 per cent of the world's data, with the volume expected to grow at a compound annual growth rate (CAGR) of 36 per cent through 2025. India's biotechnology sector has grown to over $130 billion in 2024 and is projected to reach $300 billion by 2030. The significant growth highlights the immense potential in harnessing data analytics to optimise drug discovery, particularly as clinical trials and R&D investments expand to meet both domestic and global demand. This surge in patient health data, clinical research findings, and real-world evidence presents unprecedented opportunities for breakthroughs, but it also underscores the limitations of traditional methods.
Data analytics solutions, through predictive models and deep learning, enable
pharma companies to leverage this wealth of information, offering visibility into emerging health trends, patient outcomes, and clinical success indicators. The insights derived reveal critical details about disease progression, treatment efficacy, and demographic-specific responses, allowing researchers to make well-informed, real-time decisions. Data analytics, thus, has become central to producing the insights necessary to thrive in today's high-stakes pharma landscape.
Enhancing clinical trial efficiencyand speed
Clinical trials constitute roughly 68 per cent of the total costs associated with drug development, with delays and failures costing millions. In India, clinical trials can face delays due to recruitment chal-
lenges, protocol deviations, and patient dropout rates that can reach on average 25 to 26 per cent. Data analytics is
transforming these trials, providing tools for adaptive trial designs that improve recruit-
ment and retention rates. Machine learning algorithms, for example, analyse historical trial data to identify patient profiles most likely to benefit from participation and reducing recruitment times.
Real-time data feeds allow researchers to monitor patient responses, detect adverse reactions early, and make adaptive changes to protocol. In one trial using data-driven adaptability, researchers shaved six months off their testing timeline by dynamically adjusting dosing and eligibility criteria based on real-time insights. Predictive analytics further ensures trials remain on course with minimal risk, reducing costly last-minute adjustments.
Data analytics in target identification and drug design
In pre-clinical stages, data analytics transforms drug discovery by shifting processes from hypothesis-driven to data-driven. Advanced algorithms scan genomics data, high-throughput screening results, and chemical compound libraries, identifying viable drug targets far more quickly than traditional methods.
For instance, AI-driven platforms process millions of compound variations in hours, compared to months in traditional labs. Pfizer's collaboration with an AI-powered design process in oncology resulted in faster lead identification, while enhancing accuracy in targeting cancer cell mutations. By predicting compound behaviour and potential toxicities early on, pharma companies can save signifi-
cant time and resources, creating a streamlined and efficient drug design process.
Precision medicine:
Tailoring treatments through predictive analytics
The paradigm shift toward precision medicine, where
treatments are customised to individual patients, is driven by data analytics. Integrating patient-specific data like genetic markers and lifestyle factors, predictive analytics tailors treatment recommendations that maximise efficacy while reducing side effects.
In oncology, data models have improved treatment response rates by matching therapies to genetic profiles (Journal of Precision Medicine, 2024). Real-time patient monitoring refines treatment recommendations further, shortening recovery times and decreasing hospitalisation rates. In India, the precision medicine market is expected to grow at a CAGR of 11.5 per cent until 2028, driven by analytics-enabled innovations in oncology and other chronic disease treatments. Pharma companies are thus
positioned as leaders in delivering effective, personalised therapies-a highly valued approach as healthcare systems shift toward outcome-based models.
Overcoming market and regulatoryhurdles with data analytics
Bringing a drug to market is fraught with regulatory complexities. The FDA and India's Central Drugs Standard Control Organisation (CDSCO) are raising their expectations for post-market monitoring and real-world evidence, creating new challenges for compliance. Non-compliance or unforeseen regulatory challenges pose significant delays and financial setbacks.
Data analytics mitigates this risk by tracking compliance requirements and analysing historical and real-
The paradigm shift toward precision medicine, where treatments are customised to individual patients,is driven by data analytics.Integrating patient-specific data like genetic markers and lifestyle factors,predictive analytics tailors treatment recommendations that maximise efficacy while reducing side effects
time regulatory data to anticipate new standards. Datadriven solutions streamline submission processes and integrate adaptive formulary management. Companies leveraging solutions like Model N's Formulary Compliance have effectively adapted to evolving regulatory landscapes. These tools ensure that organisations meet regu-
latory demands while positioning themselves favourably in the market.
The road ahead: Future trends in pharma data analytics
As the industry's reliance on data analytics grows, emerging technologies promise further transformation. AI and machine learning are antici-
pated to evolve, moving beyond prediction to influence the design and customisation of therapies. Federated learning, a collaborative approach enabling companies to share insights without breaching privacy regulations, allows for broader datasets, potentially yielding groundbreaking discoveries.
Ethical considerations
around data transparency, consent, and usage will influence future applications, as organisations balance public trust and inn ovation. Addressing these concerns is essential for pharma companies seeking to leverage analytics responsibly.
In a sector where precision and speed are paramount, data analytics offers the means to stay competitive, adaptive, and patient-centric. By harnessing data intelligently, companies can reduce development timelines, improve clinical accuracy, and bring breakthrough treatments to market faster. For 2025, data-driven drug discovery and development will be a requisite, ushering in an era where advancements in analytics directly translate into life-saving innovations on a global.
Save coating time,boost production efficiency
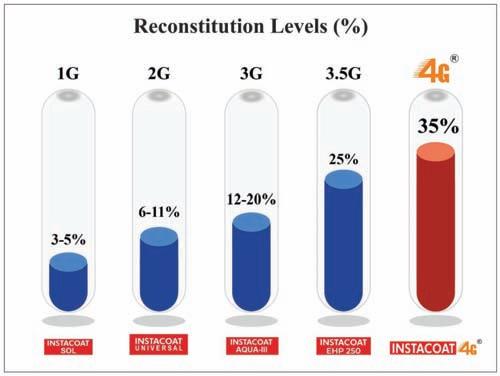
Instacoat 4G® unique formulation includes an optimal ratio of polymer,plasticizer,and pigments, ensuring a smooth,uniform coating while significantly reducing preparation and process time
In the fast-moving world of pharmaceuticals, time is everything. But speed should never come at the cost of quality. Now, you can have both. Introducing Instacoat 4G®, the revolutionary film coating solution with high solids content (35 per cent) that empowers you to work faster, smarter, and greener— without compromising on the excellence your products deserve.
Whyto Choose Instacoat 4G®?
Instacoat 4G® is an advanced Polyvinyl Alcohol (PVA)based immediate-release film coating ready-mix that represents a leap forward in coating technology. As a fourthgeneration product, it is the result of years of rigorous research and development, building on previous innovations to meet the ever-evolving demands of pharma manufacturing. Offering 35-40 per cent solids concentration— the highest in the industry—it delivers unmatched reconstitution capability for faster preparation and higher operational efficiency. This groundbreaking feature sets a new industry standard, driving faster, more consistent coating performance.
Instacoat 4G® unique formulation includes an optimal ratio of polymer, plasticizer, and pigments, ensuring a smooth, uniform coating while significantly reducing preparation and process time. Instacoat 4G® delivers excellent color uniformity, superior film adhesion, uniform film thickness and a flawless tablet finish. The precision in coating quality ensures a high-end aesthetic appeal and consistency in dosage form, even in high-speed production environments. This results in enhanced patient compliance and a visually appealing
Instacoat 4G® redefines pharmaceutical coatings,readymix solution,setting a new industry standard in India with its Indian patent .Designed to enhance production speed, efficiency,and environmental sustainability,it provides tablet manufacturers with a cost saving solution for superior quality and productive performance
product that stands out in the marketplace.
USPs of Instacoat 4G®
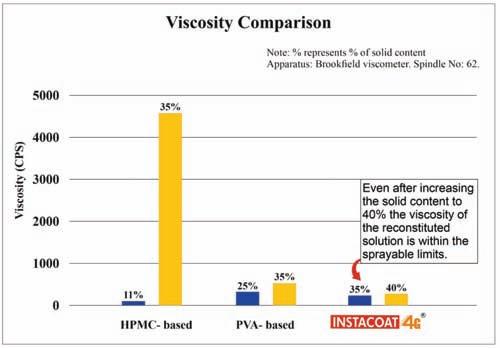
1. Unmatched reconstitution capability: Instacoat 4G® boasts an impressive up to 35 per cent solids concentration, the highest in the industry. This means faster preparation times, reducing the time required to achieve the right viscosity for application, leading to significant improvements in operational efficiency. A comparative viscosity study of Instacoat 4G with other Hydroxypropyl methyl cellulose (HPMC) and PVA-based products is presented in figure 2.
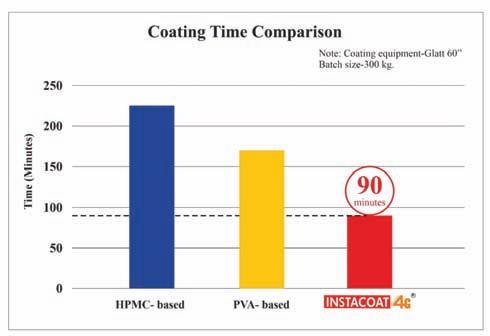
2. Significant time saving: Instacoat 4G® offers a 60 per cent reduction in coating time, making it a standout solution for pharma manufacturers seeking to enhance manufacturing efficiency and lower operational costs. This leads to increased throughput, more units can be processed in the same period, allowing manufacturers to scale production without increasing infrastructure or op-
erational costs. This boost in capacity can be particularly valuable in high-demand environments where rapid turnaround is essential for meeting market needs and fulfilling customer orders.
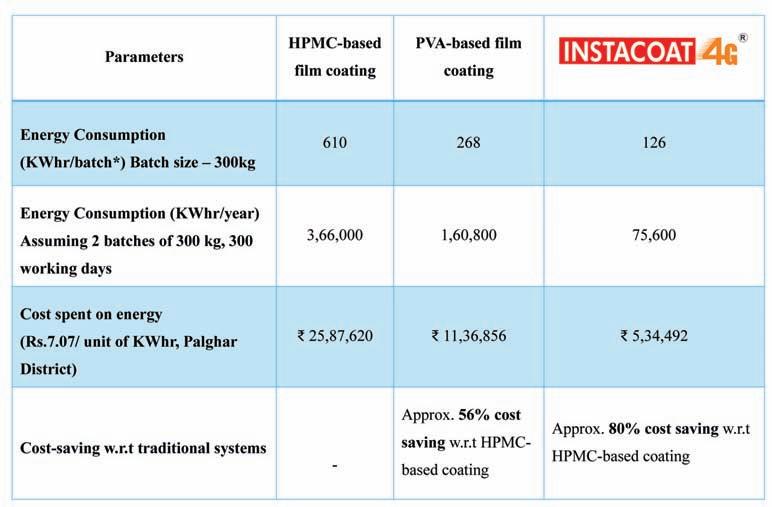
3. Cost-effective energy use: Achieving an 80 per cent reduction in energy consumption, this product significantly lowers operational expenses by cutting energy costs. Beyond the financial savings, this reduction supports a more eco-friendly and sustainable manufacturing process. The combination of energy efficiency and environmental responsibility positions the product as a smart choice for businesses seeking both economic and ecological benefits in their production operations.
4. Lower carbon footprint: With an impressive 80 per cent reduction in annual carbon emissions, Instacoat 4G® coating solution plays a pivotal role in promoting environmentally responsible practices. This eco-friendly coating solution helps your company to align with global
Figure 1.Generation’s of film coating system
Figure 2.Comparative viscositystudyof reconstituted Instacoat 4G® against HPMC and PVA-based products
Figure 3.Comparative coating time studyof reconstituted Instacoat 4G ® against HPMC and PVA-based products
CPHI-PMEC SPECIAL
sustainability initiatives and regulatory standards, enhancing your brand’s green credentials while delivering highquality results.
5. Enhanced productivity: Designed to maximise productivity, Instacoat 4G® works seamlessly with both traditional batch coaters and continuous coaters, ensuring consistent, high-quality results regardless of production scale. Whether for small batches or large-scale continuous runs, this solution optimises output while maintaining exceptional coating quality.
Setting newstandards in pharma coatings with Instacoat 4G® Instacoat 4G® sets a new benchmark in the world of pharma coatings. Whether it's improving production speed, reducing environmental impact, or enhancing the quality of the final product, this advanced, ready-mix solution of-
fers a comprehensive package for pharma manufacturers seeking the highest standards. In a competitive and
fast-evolving market, choosing the right film coating technology is essential. With Instacoat 4G®, manufacturers are not only investing in the most advanced film coating available today but also in a product designed for the future of pharma innovation.
Elevate your production process with Instacoat 4G® — where performance, sustainability, and efficiency meet.
For more information: Web: www.idealcures.com Mail: info@idealcures.com
A 223-229, Virwani Industrial Estate Off Western Express Highway, Goregaon East, Mumbai - 400063 Phone: +(91)-(22)-4268 8700
Nutraceutical M&As: Howstrategic mergers are shaping the health and wellness market
The nutraceutical industry has seen a surge in M&Aactivity over the past three years as companies pursue strategic acquisitions to strengthen market positions,diversify offerings,and drive innovation. Sudhindran N,GM - Corporate Affairs,Nutrify Today explores key trends, motivations,notable deals,and future growth prospects shaping the industry
The nutraceutical industry—where nutrition meets pharmaceuticals—has been a hotbed for mergers and acquisitions (M&A) over the past three years, with a wave of deals driven by consumer demand, the quest for innovation, and the push for global expansion. As health and wellness trends become more pronounced, major players are betting big on M&A to consolidate their market positions, diversify their portfolios, and stay ahead in an increasingly competitive landscape. Here’s a closer look at the key M&A trends, motivations, notable deals, and future prospects shaping the nutra industry.
Keytrends in nutra M&A
◆ Surge in deal volume and value: From 2021 to 2023, nutra M&A activity saw a major uptick in both deal volume and value. The global nutra market surpassed $423 billion in 2022 and is forecasted to expand at a 4.5 per cent CAGR through 2032, as per Global Market Insights. The uptrend reflects heightened consumer awareness around health, with companies vying to strengthen their market positions through strategic acquisitions.
◆ Rising cross-border transactions: Cross-border deals have surged as companies from developed markets like the US and Europe acquire firms in emerging markets such as Asia-Pacific and Latin America. With rapid consumer growth in these regions, this approach helps companies tap into new markets and secure higher growth potential. For instance, Nestlé Health Science’s
Biotech advances and novel nutra ingredients have been a magnet for deals,such as P&G’s acquisitions of companies focused on
expanding health and wellness offerings
acquisition of Atrium Innovations in 2018 set a strategic precedent for cross-border acquisitions in the nutra sector.
◆ Innovation as a key driver: Innovation is central to the industry’s M&A activities, with companies increasingly eyeing firms that possess robust R&D capabilities. Biotech advances and novel nutra ingredients have been a magnet for deals, such as Procter & Gamble’s acquisitions of companies focused on expanding its health
and wellness offerings.
Motivations behind M&As
◆ Expanding market reach and product diversification: The drive to diversify products and reduce dependency on single markets has fueled acquisitions in this space. By buying into different regions, companies hedge risks and unlock new revenue channels. Amway, for example, has successfully diversified its global reach and product portfolio
through acquisitions.
◆ Realising synergies and driving cost efficiency: Synergies, both operational and cost-related, are a key motivation for nutra M&As. Merging supply chains and cutting overhead expenses allows firms to capitalise on economies of scale, leading to substantial cost savings and enhanced profit margins. Additionally, combined expertise fosters operational efficiency and a stronger capacity for innovation.
◆ Acquiring proprietary technologies: Access to proprietary technologies, patents, and specialised expertise is a compelling incentive. Companies are acquiring firms with unique biotech capabilities or nutra ingredient specialisations to fuel their product development pipelines. These acquisitions accelerate time-to-market for innovative products, giving firms a competitive edge.
Notable deals (2021-2023)
◆ Nestlé Health Science & Aimmune Therapeutics: In 2020, Nestlé Health Science’s acquisition of Aimmune Therapeutics marked a pivotal move to expand its food allergy treatment solutions. This acquisition showcases how major firms are branching into specialised sectors to enrich their product offerings.
◆ Jamieson Wellness & Youtheory: In August 2022, Jamieson Wellness acquired Youtheory, allowing the Canadian health brand to expand its dietary supplement range in the US, a key growth market for nutritional products.
◆ Procter & Gamble’s portfolio expansion: Procter & Gamble has been particularly active, snapping up brands like Mielle
Organics and TULA to strengthen its health, wellness, and personal care segments.
Future growth prospects
◆ Sustained market growth: With a projected market size of $599.71 billion by 2030, the nutra industry is expected to grow at a CAGR of 9.6 per cent from 2024 to 2030, according to Grand View Research. India alone is on track to hit $100 billion by 2047, buoyed by demand for preventive healthcare and dietary supplements.
◆ Advances in technology: Technological innovation, especially microencapsulation, will play a major role in product differentiation. These advancements are enhancing the taste, efficacy, and consumer appeal of nutra products, likely fueling continued M&A activity among tech-focused nutra firms.
◆ Navigating regulatory complexities: A rapidly growing industry faces equally complex regulatory landscapes. Companies must navigate varying standards and guidelines across regions, with compliance crucial for smooth market entry and sustainable growth.
The last three years have witnessed intense M&A activity within the nutra industry, driven by the need for global expansion, innovation, and operational synergies. Industry giants like Nestlé, Procter & Gamble, and Jamieson Wellness have been active acquirers, positioning themselves at the forefront of health and wellness trends. As the sector continues to expand, companies will need to focus on technological innovation and regulatory compliance to sustain their competitive edge in a rapidly evolving market.
INTERVIEW
We,at OmniActive,invest over 10 per cent of the total outlayinto R&D
Sanjaya Mariwala ,Executive Chairman and MD,OmniActive Health Technologies shares insights into the company’s significant investments in R&D,advanced testing capabilities, and strategies for optimising bioactive ingredients.He also discusses the impact of regulatory changes,quality assurance,and consumer education in the evolving nutraceutical landscape,in an interview with Viveka Roychowdhury
What has been the investment into the company’s Research & Development (R&D) facility in Pune and other locations?
We, at OmniActive, invest over 10 per cent of the total outlay into Research & Development. Through pioneering seed programmes and conducting stringent trials, we are continuously raising the standards of our specialty branded ingredients to garner consumer trust globally. We filed 95 patents and 49 clinical trials in FY24, to further consolidate leadership in product innovation, safety, and efficacy.
With two state-of-the-art facilities, located in Pune and Thane, Maharashtra recognised by the Department of Scientific and Industrial Research, we have a strong team of highly qualified scientists and agriculturalists, many holding advanced degrees.
The company has recently expanded its capabilities with a high-end instrument testing lab. Kindly give details of the enhanced effectiveness of the tech transfer process due to these new capabilities.
The new testing lab, equipped with cutting-edge technology, has transformed how we work at OmniActive. We can now speed up testing and validation, which means we’re getting our formulations to market much faster. The high-quality data gathered helps us make smarter decisions, allowing us to optimise our processes
before we scale up. Plus, this enhanced capability strengthens our quality control, ensuring our bioactive ingredients meet all the necessary safety and regulatory standards. With real-time monitoring, we can quickly change the processes as per the requirements, boosting yields and product quality. Overall, this lab not only helps us refine existing ingredients but also inspires the development of new products to meet our customers’ evolving needs. With bioactives, there is a loss of product from plant to bioactive ingredient, between the stages of extraction, purification, etc. How has OmniActive optimised yields to improve profitability, bioavailability as well as patient safety?
The journey from plant to
bioactive ingredient can result in product loss during extraction and purification. That’s why, at OmniActive, we focus on efficiency and recovery to maximise yields. By fine-tuning parameters such as temperature, pressure, and solvent ratios, we ensure that we extract the highest quality bioactives while preserving their integrity. This enables us to optimise dosages in our final products, enhancing both bioavailability and patient safety. Additionally, we conduct safety studies and evaluate how our enriched extracts can be applied in various delivery formats, such as gummies and ready-to-drink options. By providing clear information about our bioactives, we aim to boost consumer confidence, ultimately driving sales and improving profitability.
Regulatory agencies are raising the bar on evidencebased medicines, including bioactives. In India, there is a move to shift from the FSSAI to CDSCO. What are your views?
Moving nutra products under CDSCO would introduce price controls, which may work well for essential drugs and medicines but not for nutraceuticals. These health and nutrition supplements are a conscious, discretionary choice for consumers, driven by personal wellness goals. While we always aim to keep our products competitively priced, imposing price controls could harm the industry by limiting innovation and reducing consumer options.
Quality assurance generally adds to the cost of the final product. Is OmniActive concerned about cheaper ingredients from domestic competitors as well as other nutra CDMOs from other countries?
Purchasing supplements is a discretionary spend, and consumers are often willing to pay for higher quality.
OmniActive’s research indicates that more than half of surveyed individuals in prominent markets trust branded ingredients in health products, with 44 per cent willing to pay up to 75 per cent more for premium materials. There is a strong preference for quality products. Educating consumers about the value of branded ingredients is essential to further boost this trend. Some of our clients have successfully
implemented strategies such as displaying supplier logos and QR codes on packaging, allowing consumers to easily access information about the ingredients and clinical results. This transparency reinforces their decision to prioritise quality over cost.
How do bigger companies like OmniActive educate the end user/consumer /patient on ingredient quality, and efficacy when there might be cheaper alternatives in the market?
We follow a 360-degree approach to consumer education, helping them feel confident in choosing our ingredients over low-cost alternatives. At OmniActive, the emphasis is given to quality and efficacy through scientific validation, transparent communication, and credible endorsements. This commitment is further strengthened through research and clinical trial reports, alongside insights into ingredient sourcing, unique formulations, and benefits shared via blogs, webinars, and infographics. Additionally, partnerships with healthcare professionals, doctors, and dietitians, as well as GMP and other third-party certifications, reinforce this message. Our digital strategy also involves collaborations with key opinion leaders, influencers, and experts to drive engagement and raise awareness of safe and effective ingredients.
viveka.r@expressindia.com viveka.roy3@gmail.com
INTERVIEW
ACG
covers everyfacet of the pharma process,all under one roof and seamlesslyinterconnected
ACG Inspection’s Life Sciences Cloud will be making its India debut at the CPhI India- PMec India 2024 show. Udit Singh ,CEO,ACG Inspection spoke to Viveka Roychowdhury on its USPs,highlighting its modular nature,the zero cost of transition from existing systems,and the advantage of ACG’s long term partnerships with global standard setting organisations like GS1 which allow its platforms to deliver regulatory compliance deliverables in advance
ACG Inspection is launching its Life Sciences Cloud in India at the CPHI IndiaPMEC India show, which had its US launch at the Pack Expo US 2024. What has been the response to the US launch in terms of clients who are inquiring from clients or clients who have signed up?
Existing clients who use our products across platforms were excited about ACG’s Life Sciences Cloud, as it represents a complete end-toend solution for their pharmaceutical supply chain needs. Our team has been busy engaging with clients in scenario-based demonstrations and discussing custom solutions to best fit their requirements.
The feedback from existing clients has been overwhelmingly positive.
New prospects are, naturally, evaluating it among competing options, comparing modules, and assessing the unique benefits we offer. We welcome their questions and are glad to engage in discussions that help them understand where we differ from others in the industry.
After these in-depth discussions, we look forward to formalising partnerships with these new clients.
What's the upfront cost for a new customer or a new client (implementing this solution) versus an existing client? An existing client already has some parts of the solution and this life
We’re deeply committed to regulatory compliance,with partnerships that keep us ahead of the curve.ACG collaborates closely with governing bodies, GS1 Global and similar regulatory bodies to ensure our systems meet international standards
sciences cloud is the overlying layer which unites everything. Whereas a new customer might have bits and parts from different
solution providers. Thus the interoperability between these different moving parts might be a concern. Also, how long does it take to train
the staff to adapt to a new technology provider?
I’ll address the transition first. We built this platform with flexibility and ease of integration in mind. For clients shifting from other providers, the Life Sciences Cloud is designed to integrate seamlessly, regardless of whether they currently use multiple vendors or a single provider. There’s no need for additional coding or customisation on the client’s end to fit into our platform.
Regarding costs, aside from the recurring cloud subscription fees, we’ve structured the Life Sciences Cloud so that the cost of migration and integration is effectively zero. Our clients won’t bear any extra expenses for transitioning their systems, as we’ve designed the platform to support smooth interoperability with other systems on the floor.
On the overall cost, we envision a flexible model that adapts to different client needs. For instance, the cost may be as low as per-serialnumber charges for regulatory reporting, or it could scale for broader uses like complete supply chain visibility, manufacturing analytics, and operator efficiency. Each client’s setup is unique, so costs are tailored according to the specific modules and integrations they require.
As it's an analytical and traceability solution, it would benefit a lot of
pharma companies who are exporting. Is it compliant with the various supply chain regulations which are coming up like the Verification Router Service (VRS) in Drug Supply Chain Security Act in the US, etc?
We’re deeply committed to regulatory compliance, with partnerships that keep us ahead of the curve. ACG collaborates closely with governing bodies, GS1 Global and similar regulatory bodies to ensure our systems meet international standards. We are the Gold Partner of GS1 Nigeria. These proactive engagements allow us to offer compliance solutions well before new regulations are mandated.
Our participation with the Global Standard teams and the amount of deliberation that we do with them in terms of upcoming regulations, the amount of feedback we give, the amount of feedback they give (us) is way more advanced before the regulation actually hits the market before even it becomes a mandate.
The cloud solution aims to deliver end-to-end supply chain traceability from raw material to end consumer, keeping the sanity of the integration and data exchange. This encompasses supporting global regulatory compliances, including the impending Drug Supply Chain Security Act (DSCSA) regulation.
Many of our clients also use our systems to pilot new
CPHI-PMEC SPECIAL
regulations, simulating production environments to understand and address potential challenges. Through these collaborations, we provide regulatory compliance deliverables early, allowing clients to validate their processes and prepare for real-world implementation.
Who would be your client? Would it be a large pharma company? Would it be a midsize pharma company? A small one, which is scaling up? And a small company would have cost constraints. Can they approach ACG and expect a solution to help them scale up?
ALSC gives global pharma companies the ability to visualise the entire manufacturing process on a very simplistic dashboard
providing powerful insights enabling maximum OEE. Our modular technology caters to all types of pharma companies, from small-scale producers to major enterprises. Smaller companies can use selective modules, while larger organisations can leverage the full suite, integrating it across their entire supply chain. The system is also ideal for contract manufacturers (CMOs/CPOs), enabling smooth integration with diverse client systems and providing them with critical flexibility and cost efficiency. It has the range to cater to global pharma companies. When I say small, I'm talking about small in terms of volumes or small in terms of what they like to do with the L4 system in place. Vis-a-vis with big customers, big in
terms of what they like to accomplish with L4 in terms of how many products they have, what the volume of the product is, how far along in
the supply chain they want to track, how much regulatory reporting they want to do.
What is ACG’s USP that you hope will draw customers to walk into your stall at PMEC India, and what are your expectations from the exhibition? We are one ACG.
Our brand can be a bit of an enigma—are we a materials provider, a machinery manufacturer, or a technology provider? The answer is all of the above.
As the pre-eminent integrated service provider of oral dosage, producing capsules, encapsulation, tabletting, barrier packaging materials, process manufacturing and packaging machinery, quality inspection systems and traceability solutions to the pharmacies of the world, ACG covers every facet of the pharmaceutical process, all under one roof and seamlessly interconnected. This unified ecosystem provides our clients with an unmatched return on investment, as they can avoid the fragmentation that often occurs when dealing with multiple
vendors.
ACG’s unique value lies in our holistic approach to the pharma industry, a journey that started 60 years ago with capsules and has since expanded to include everything from filling machines and packaging to advanced supply chain technology like the Life Sciences Cloud.
At PMEC India, we’re excited to showcase new advancements in both machinery and technology. Our clients, many of whom are longstanding partners, will have the opportunity to explore the full capabilities of our Life Sciences Cloud, and we’re confident they’ll recognise its unique strengths over other solutions.
viveka.r@expressindia.com
viveka.roy3@gmail.com
PACKAGING
Eco-conscious packaging: Astrategic opportunity
Larger pharma companies are applying sustainable practices and eco-conscious materials to packaging and labelling,leading to positive environmental outcomes,increasing operational efficiency and improving consumer perception.But wooing environmentally-conscious consumers often needs a sizeable capex,which could be a hurdle for pharma MSMEs. Viveka Roychowdhury reports that MSMEs can maximise this strategic opportunity once they identify areas which can improve efficiency through optimisation and harmonisation,at reasonable costs
For patients, medicines are the difference between life and death, a good day or a painful one. But the onus of delivering on this promise rests on the product pack.
Ironically, the part of the product most important to ensuring its worth is worthless and even considered an ecological burden after its job is done.
The impact of packaging is felt only when it does not do its job and therefore pharmaceutical companies have traditionally invested quite a bit on product packs, also using them as part of their branding strategy.
But with increasing pressure on pharma companies to reduce their carbon footprint, the fundamentals of pharma product packaging are being re-written.
As per a Future Market Insights report, the global sustainable pharma packaging market size is projected to grow from US$ 96 billion in 2024 to US$ 410 billion by 2034, reflecting a 15.6 per cent CAGR.
The report titled, Sustainable Pharmaceutical Packaging Market Outlook (2024 to 2034), lists trends like switching to renewably sourced compostable materials which spontaneously decompose into organic molecules, decreasing waste and having a minimal negative environmental impact.
The rise of robotics and automation integration in packaging processes and developing modular and reconfigurable packaging
Not all sustainability initiatives require high investment or regulatory hurdles to implement it.It requires brainstorming to identify the area which can improve the efficiency through optimisation and harmonisation
Prabir Das Pharma expert
As the pharma landscape evolves, MSMEs that leverage sustainable packaging will not only enhance their operational efficiency but also build stronger connections with environmentallyconscious consumers,driving growth in an increasingly competitive market
Avinash Kumar Talwar VP- MRO & Pkg.Material Sourcing (Strategic & Plant) and Global Supply Chain Management, Dr Reddy's Laboratories
Pharma companies can look at a number of measures to reduce their carbon footprint,which could include using single polymer plastic when it comes to packaging materials. Secondly,companies can reduce overall packaging size
Shivshankar S.R CEO of ACG Packaging Materials
solutions are also mentioned in the report as are trends like investigations into edible pharmaceutical packaging materials derived from natural substances as a sustainable alternative.
Shivshankar S.R, CEO, ACG Packaging Materials says that pharma companies can look at a number of measures to reduce their carbon footprint, which could include using single polymer plastic when it comes to packaging materials and reducing overall packaging size.
Citing a few examples, Shivshankar explains that in the single polymer-based blister packaging material concept, both the blister and lid film are predominantly made of the same material and designed considering the guiding principle of design for recyclability. "The global infrastructure for recycling polymers such as polyethylene, polypropylene and PET is improving and if blisters made of these materials reach those recycling systems, it can be recycled. The recycled plastics can be used to make value added products and can thereby reduce the overall use of virgin polymers," according to him.
Similarly, aiming to reduce overall packaging size, Shivshankar mentions, "We are promoting the reduction of overall aluminium based laminated material consumption based on per unit dosage. For example, consider a tablet of 13.5 mm length and 7.5 mm width. To pack 20 such tablets, pharma companies currently use 857.5 sq mm of
material for each tablet. Whereas, with our new product, we can pack each tablet in 684.5 sq mm of materialthere is more than 20 per cent reduction of packaging material. In addition to that, the reduced blister layout also helps in accommodating more number of blisters per punch during manufacturing. In the above case, production triples. This concept also reduces the overall dimension and weight of material for secondary and tertiary packaging and reduces the overall consumption of resources and energy throughout the life cycle of the product."
More than just a product pack
In fact product packaging and labelling have grown beyond their initial one-dimensional role of protection, to becoming branding aids and are now sources of vital supply chain metrics. These additional benefits go a long way towards justifying the initial upfront costs of switching to more advanced systems.
Prabir Das, a pharma expert with more than three decades of packaging expertise, points out that advanced functional features are now being captured on packaging and labelling to smoothen the flow of a product without losing its identity, efficacy and visibility.
Thus, even as product packaging remains an integral part of a product, it is prudent to understand its role in pharma supply chain sustainability. "With the advancement of technology, automation and digitisation are being adopted to enhance effectiveness and efficiency of each operation and communication system, associated with supply chain management. It is proven that this is a must to restore and sustain business continuity in the competitive environment," says Das.
In terms of enhancing supply chain efficiency, Avinash Kumar Talwar, VP - MRO & Pkg. Material Sourcing (Strategic & Plant) and Global Supply Chain Management, Dr Reddy's Laboratories opines
that efficient packaging can lead to better space utilisation in transportation and storage. Thus by designing packaging that maximises space and minimises excess air, MSMEs can reduce transportation costs and carbon emissions associated with shipping.
Secondly, sustainable packaging often encourages collaboration among supply chain partners. For instance, using standardised packaging can streamline processes and enhance logistics efficiency, benefiting all parties involved, points out Talwar.
Das suggests that maintaining a strong database, seamless communication and clear visibility also improves areas for enhancing supply chain efficiency.
MSMEs role in sustainable packaging While larger pharma companies can absorb the capex involved in switching to more sustainable alternatives, the MSME segment would find it more challenging. However, it is equally if not more important that pharma MSMEs take the first steps on this journey.
Quoting industry statistics, Talwar reminds us, "MSMEs play a vital role in reaching India's net zero targets, accounting for 30 per cent of GDP and 45 per cent of industrial output. As a result, the country's strategy to attain net zero emissions by 2070 takes into account the cumulative environmental effect of 63 million MSMEs."
Das agrees that the MSME sector of the pharma industry is struggling to make a strategic move, probably due to inadequate infrastructure and limited resources. Offering a solution, Das opines, "There is a passive yet critical role of the academicians, regulators and policy makers to take a deep dive to understand the situation and help such members to find simple and effective measures for their survival."
Talwar opines that in the pharma industry, especially for MSMEs, "sustainability is becoming an essential focus area. Packaging plays a cru-
cial role in this shift toward sustainable practices, impacting not only environmental outcomes but also operational efficiency and consumer perception."
Listing common strategies to switch to more sustainable pharma packaging Talwar points out that materials selection and minimalist design can reduce environmental impact. In terms of materials selection, pharma MSMEs can choose eco-friendly packaging materials, such as biodegradable plastics, recycled paper, or plant-based alternatives. This reduces reliance on pe-
troleum-based products and minimises waste. Using materials that are easier to recycle or compost can significantly lessen the overall carbon footprint of packaging.
On the minimalist design front, Talwar reasons that optimising packaging design can reduce material usage. By adopting a minimalist approach, MSMEs can use less packaging while still ensuring product integrity. Techniques such as flat packing or utilising concentrated formulations can minimise material waste and reduce shipping volumes. However, Talwar cautions that sustainability cannot be at the cost of the primary function of packaging, i.e. ensuring product safety and integrity. "Sustainable packaging must still prioritise the safety and efficacy of pharma
products. Utilising innovative materials that offer protection against moisture, light, and temperature changes can extend shelf life and reduce product waste. Sustainable packaging must also meet regulatory requirements. Developing eco-friendly tamperevident and child-resistant packaging solutions ensures compliance while contributing to consumer safety, reinforcing the brand’s commitment to responsibility."
In conclusion, Talwar states, "For pharma MSMEs, sustainable packaging is not just a regulatory or ethical obligation; it is a strategic opportunity. As the pharma landscape evolves, MSMEs that leverage sustainable packaging will not only enhance their operational efficiency but also build stronger connections with environmentally-conscious consumers, driving growth in an increasingly competitive market."
Walking the sustainable talk
Das lists quite a few examples from the pharma packaging and labelling world which can simplify the pack and the packaging operation, and can reduce process cycle time to improve supply chain efficiency.
◆ Optimising primary packaging specifications without compromising product stability. Examples include reduction of container-closure volume/ weight, downgauging forming/lidding material, reducing blister/strip size, multicomponent pack to 1–2-component pack, multilayer composite structure to 1–2layer structure, etc.
◆ Simplifying secondary packaging by eliminating nonessential components. Examples include elimination of printed cartons for self-standing bottle packs, elimination of leaflet by a digital version, replacement of spoon with measure cup (which can easily fit onto the closure without need of a carton), replacement of strong rigid container with relatively soft semi-rigid container (which can be pressed or squeezed), design change of dropper/dispenser
(which can fit on the container mouth without need of a carton), etc.
◆ Optimising tertiary level with minimum layers of packaging like use of banding/wrapping/bundling in place of an inner box or shipper, replacing rigid plastic drums with collapsible Corrugated Fiber Board (CFB) or plastic shippers, use of single colour printed shipper or online printing on shipper can help elimination of additional labels and labelling operation, designing shipper for optimum pallet volume utilisation, etc.
◆ Standardisation of pack sizes, change parts, label sizes and label printing colours to reduce process cycle time, inclusion of digital features for online identification and verification, etc.
◆ Harmonisation of pack variants and adopting automated linear operations to optimise productivity, harmonising specifications and Standard Test Procedures (STPs) to improve testing efficiency, etc.
Das points out that many of these initiatives on running product-packs can yield good results to support and enhance supply chain efficiency either without additional investment or with minimal investment. It can be further boosted by adopting automation and digitisation with little higher investment.
Going further, Das spells out a few out-of-box innovative thoughts that also can be attempted by changing the component and/or pack design.
◆ Most of the bottle packs are now induction sealed, which makes the pack not only leakproof but also tamper-proof. The screw closure (containing the induction seal wad) can be modified to a simple snap-fit cap without having any threads. It can still hold the wad and can support easy induction sealing.
◆ Elimination of threads on cap can reduce the height and material quantity from existing screw closure. It will also ease the process of product dispensing by the patients.
◆ The same concept can be ex-
tended further for making the cap child resistant/senior friendly with a design improvement. The three-component closure can then be changed to a two-component cap.
◆ However, the neck profile of the bottles needs to be modified for perfect fitment of such a cap and the closure applicator also needs to be modified. This is actually a simplification and cost improvement initiative which indirectly supports sustainability (IP application is under preparation).
◆ Majority of the labels are now self-adhesive sticker labels where a uniform continuous layer of adhesive is used for sticking the label onto the pack. The quantity of adhesive can be reduced by 10-25 per cent by using a perfectly designed geometric pattern, without compromising its per-
formance. This is also a cost improvement initiative and indirectly supports sustainability (IP application is under preparation).
Das reasons that further brainstorming can generate some other opportunity areas which can support supply chain sustainability, directly and/or indirectly. MSME members can take necessary assistance from experienced packaging professionals also to work on such initiatives.
Except in a few cases, regulatory intervention is not needed and ideas can be converted into action through an internal evaluation. Cases like conversion of physical version to digital version of the pack insert for prescription medicines may require approval from regulatory agencies.
On the regulatory front, he
advises, "Regulators also need to understand that a common person cannot make use of it without having knowledge of
the medicine chemistry and its interaction within the body. It is more important for the doctors who prescribe it to the patients, knowing and understanding their ailment and physical and medical conditions. This can be managed well with a separate Physician’s
Sample pack, which is different from the commercial pack."
He suggests that commercial packs can have the provision for accessing the pack insert in local/regional language through simple scanning of a 2D code or through a web link. This will not only eliminate the physical pack insert, but also will help to eliminate the carton in many cases. In fact, regulators should be encouraged to simplify the pack by eliminating non-essential parts from it, opines Das.
In conclusion, Das advises,"A changed mindset is essential to cope up with the latest trends across the industry and adopt the simplest option to start with. Once the benefit is realised, other initiatives can be tried one after another with a proper plan. It is the need of the hour to sus-
tain the business continuity and survive in the competitive environment."
Thus the humble product pack has taken on multiple roles. Adding the eco-conscious tag will add yet another layer of value added benefits, helping companies keep pace with evolving consumer trends and ecological imperatives. Companies, in particular MSMEs, can find creative ways of minimising upfront implementation costs by tapping into the expertise of experts from industry and academia. The government too can chip in with policies that incentivise the sustainability shift. After all, reducing the carbon footprint is a sure pill to p revent future health calamities.
viveka.r@expressindia.com viveka.roy3@gmail.com
From lab to plant: Process safetydata sheets as the keyto safe scale-up
Mario Toubes-Rodrigo,Global Applications Leader,H.E.LGroup highlights that process safety testing is essential in API manufacturing to safely scale production from lab to industrial levels.Advanced techniques help identify and mitigate hazards,ensuring safe,compliant,and efficient processes
The pharmaceutical industry faces unique challenges as it progresses from R&D bench-scale to plant production, moving from milligram quantities to tons. Highquality active pharma ingredients (APIs) must be produced cost-effectively and in compliance with regulatory requirements for safety and consistency. As such, process safety remains fundamental in order to meet these demands and mitigate potential hazards linked to large-scale production.
Whyis process safetytesting critical?
Identifying and managing hazards that might occur during industrial production is essential. A proactive approach to process safety is crucial to avoid potential incidents with catastrophic consequences, disregard of which has led to many industrial accidents. Among the causes of such accidents are thermal runaway-derived explosions, dust explosions, or unanticipated chemical reactivity. Comprehensive safety testing is a powerful
tool that helps companies to understand the behavior of materials under different conditions.
The compiled results will, in turn, guide safe production prac-
tices and ensure regulatory compliance.
In practice, this process involves applying a combination of assessments at various stages,
starting with basic tests, such as thermal screening. As the process progresses from the R&D lab towards the kilo lab, pilot plant, and full-scale manufacturing, more advanced techniques, such as isothermal calorimetry, are required. Each step adds layers of insight, from initial thermal stability to explosivity and reaction calorimetry, providing scientists with the data they require to guarantee process integrity and safety.
Safetytesting techniques for process scale-up
To support safe scale-up, companies can use a combination of different techniques. Each tool plays a unique role in gathering critical safety data.
◆ Thermal screening: This technique assesses the thermal stability and changes in pressure of materials, often using minuscule amounts of material. Thermal screening provides onset temperatures, thermal rise rates, and safe temperature thresholds critical for scaling reactions safely. H.E.L’s TSu Thermal and Pressure Hazard
Screening Platform enables rapid screening of both temperature and pressure characteristics on the sample platform, facilitating initial hazard assessment. Many hazardous reactions involve the production of non-condensable gases, pressurization of which could lead to an explosion. Analysis of pressure events is therefore vital in effectively screening a material ahead of process scale-up. The TSu supports large volume measurement, enabling representative samples of a reaction mix to be screened. If testing reveals that a secondary thermal runaway is likely, adiabatic calorimetry should be conducted.
◆ Adiabatic calorimetry: Evaluation of heat accumulation linked to a reaction, allows for precise recording of temperature and pressure spikes, which could lead to explosions if not controlled. Characterisation of thermal runaway hazards using adiabatic calorimeters such as H.E.L’s Phi-TEC I and II provides insights into the magnitude of associated risks – facili-
CPHI-PMEC SPECIAL
tating the design and implementation of appropriate safety measures. The Phi-TEC I accurately tracks exothermic events and maintains adiabatic conditions, mimicking large scale processes at laboratory volumes.
The Phi-TEC II supports the use of low Phi factor test cells, enabling simulation of thermal runaways at a plant-scale, data from which can be used to directly compare the impact of different operating conditions. From this, necessary safety controls can be selected, including emergency cooling, quenching, and controlled depressurisation.
◆ Isothermal calorimetry: Understanding the kinetics of reactions remains paramount to acquiring critical safety parameters, such as the adiabatic temperature rise, maximum temperature of synthesis reaction, and time to maximum rate. Predicting values is essential for preventing thermal run-
away incidents during scale-up. Configurable reaction calorimeters, such as H.E.L’s Simular Process Development Reaction Calorimeter, equip manufacturers with the data required to achieve maximum product yield, and a minimise process risk. The Simular combines heat flow calorimetry with power compensation calorimetry to allow users to choose the most appropriate safety mechanisms for specific reaction requirements, ensuring precise process control.
Data utilisation of process safety
The combination of these techniques allows for the production of a Process Safety Data Sheet (PSDS), a comprehensive safety profile for a given project. A reliable PSDS will include all critical parameters for each stage and outlines safe temperature ranges, potential hazards, and
control requirements. This allows for accurate process safety categorisation, from safest to the riskiest, and provides a straightforward way to identify necessary safety measures and implement mitigation strategies as required. When processes are predicted to be in the highest categories of the classification, it is advisable to undertake further analysis, such as process hazard assessments and layers of protection analysis, to ensure that potential risks are controlled before moving into full industrial scale. Combining different calorimetric analyses with other possible techniques, a robust PSDS enables companies to make informed decisions on process adjustments and safety protocols.
Practical implications for API manufacturing
The implementation of robust safety protocols remains para-
mount for API manufacturers. Accurate calorimetry data contributes to the design of efficient cooling and agitation measures, plans for waste management, and minimisation of safety hazards. For example, the characterisation of adiabatic temperature rise can help predict the cooling capacity necessary to control a reaction safely. Similarly, the detection and measurement of gas evolution is critical for assessing the ventilation and gas handling needs.
The incorporation of advanced calorimetry techniques and tools, such as H.E.L’s Tsu screening platform, Phi-TEC I and II benchtop calorimeters, and Simular reaction calorimeter into production processes allow API manufacturers to streamline safety evaluations, enhance data accuracy, and ultimately bring safe, effective pharma products to market faster and more efficiently.
Process safetyto ensure safe API production
Process safety is more than a regulatory requirement—at its core, it safeguards people, facilities, products, and reputation. Companies can ensure the effectiveness of their comprehensive safety portfolios by employing tools such as TSu, Phi-TEC I and II, and Simular, helping to p revent incidents, even at the largest scale. As pharma manufacturing grows in complexity, ongoing safety testing and automation innovation will remain pivotal for advancing industry standards in API production.
Mr Rajeev Kumria General Manager India & South Asia/Director-India HEL India Pvt Ltd 30, 3rd Floor, Vega, Hiranandani Estate, Thane (West) , Maharashtra – 400607 Mobile: +91 9819581021
Customer satisfaction and innovation drive JULABO's growth in global temperature control markets
Markus Juchheim ,Managing Director of JULABO GmbH,shares insights with Express Pharma on the company’s strategies for innovation,regulatory compliance, and customer-focused growth in the evolving temperature control technology market.
Looking ahead, what are the emerging market trends and challenges in temperature control technology, and how is JULABO positioning itself to remain a top choice for customers?
The landscape of temperature control technology is evolving rapidly, with both enduring challenges and new trends shaping the market.
Maintaining the highest quality of products and services was and is crucial for JULABO. Customers continue to demand exceptional product reliability and precision in temperature control systems. JULABO is committed to upholding these standards, ensuring that our customers can depend on our solutions for all of their applications. We invest in rigorous quality assurance processes and continuous improvements to meet and exceed these expectations.
In addition to these ongoing challenges, we are also witnessing emerging trends that reflect a growing emphasis on energy efficiency and sustainability. As industries become more environmentally conscious, there is a strong demand for products that minimise energy consumption and reduce carbon footprints. In response, JULABO is actively developing new units designed to operate most efficiently, utilising advanced
technologies that save energy during operation. Furthermore, we are integrating eco-friendly natural refrigerants into our systems, significantly lowering their environmental impact. By focusing on these key areas – upholding our legacy of quality and precision while embracing sustainability –JULABO continues to be top choice for customers navigating their future whilst relying on top of the class temperature control technology.
Temperature control technology is crucial in regulated industries such as pharma. How does JULABO ensure compliance with global regulatory standards, and what role does this play in product development?
JULABO approaches compliance with regulatory standards from two key angles. First, we closely monitor regulatory changes across international markets, leveraging support from our global network of expert partners to stay informed on the latest standards. Second, we maintain a continuous dialogue with our worldwide customers, who are experts in their respective industries. This exchange allows us to gain critical insights directly from those facing regulatory challenges and enables us to offer our customers the
solutions which help solve their challenges. By combining these two information channels, we can anticipate both current and future regulatory developments from multiple perspectives, integrating them proactively into our product development process. This approach ensures that our temperature control solutions not only meet today’s standards but are also adaptable to future regulatory landscapes, supporting our customers' compliance needs across industries like pharmaceuticals and beyond.
What are the principles guiding JULABO's growth strategy, and how do you prioritise which technologies to pursue in a rapidly evolving market?
JULABO’s growth strategy is guided by a fundamental principle: focusing on customer needs and ensuring customer satisfaction. When our customers are satisfied, we can grow sustainably together. This simple yet powerful principle has been the foundation of our approach for decades and will continue to guide us into the future. We rely on this customercentered focus, adapting and innovating in response to the specific needs of our customers. This ensures that our solutions remain very relevant to our customers and
CPHI-PMEC SPECIAL
enable them to meet the changing demands of the industries they work in.
How has the adoption of digital tools and processes impacted JULABO's production efficiency and customer experience? Can you share examples of how digitalisation has driven measurable results?
We integrate digital tools across the entire value chain – from sourcing and pre-production to production, transport, and logistics – ensuring seamless operations and quality control at every step.
Our main production line is highly digitalised: for example, all assembly instructions are displayed digitally, in a clear, easy-to-follow format for our staff. This is combined with the expertise of our skilled workforce and automated
processes, such as a full digitalised testing procedure post-production, which together guarantee consistent, top-quality products that enhance the customer experience.
We are currently building a new production facility from scratch. It is designed with advanced digitalisation and automation in mind which adds an extra layer of process security and efficiency. These digital advancements enable us to uphold the highest standards of quality and reliability, delivering measurable improvements in both production efficiency and customer satisfaction.
What are the main strategies you’re implementing to expand JULABO’s international reach?
As mentioned before, we are
aligning our strategy with the core principle of customer centricity. By focusing on understanding and fulfilling our customers' needs, we can effectively grow in diverse markets worldwide.
We also closely monitor technological developments across industries, ensuring that our products stay aligned with the latest innovations and can adapt to rapidly changing demands. Additionally, we are emphasising on customerspecific tailored solutions –offering customers the possibility to individually configure products to meet their unique requirements, which is especially valuable for addressing various industry standards and needs.
Finally, we are committed to proactively communicating our latest advancements and solutions, using both
traditional media and social media channels to maximise our global reach and keep our customers informed and engaged.
Are there specific collaborations JULABO has recently entered to enhance product capabilities or market reach?Any in the offing?
JULABO has always recognised the importance of strategic partnerships and collaborations with distributors, businesses, and research institutions around the globe to enhance product capabilities and market reach. This approach is not only vital to our home market of Europe and Germany, but also to many important markets across the globe.
In terms of specific initiatives, we have established
a strong foothold in the growing Indian market through our collaboration with Scientific Research Instruments Company Pvt Ltd (SRICO). This long-standing partnership allows us to leverage SRICO's local expertise and connections, enabling us to actively engage with existing and potential customers across India. Our focus is on building long-term relationships through exceptional customer service, product reliability, and ongoing technical support.
We are excited about the opportunities this collaboration presents, as it will empower our customers and partners to thrive in India's impressive dynamic economy. Together, we are committed to a shared path of growth, and we take pride in being part of this journey.
Körber streamlines pharmaceutical manufacturing with a comprehensive ecosystem of advanced and connected solutions.Their guiding principle is simple: Everything,effortlessly, in one place.With top-tier solutions spanning cutting-edge machinery,packaging,materials, software,and expert guidance,Körber propels clients towards establishing their Factory of Excellence,optimizing every process for efficiency and safety,inform Rajesh Vedak
President Körber India,Körber Business Area Pharma.
How does Körber contribute to safe and efficient processes in the manufacture, inspection, and packaging of pharmaceuticals? Can you share some examples of innovative solutions or technologies that your company has developed for the industry?
At Körber, we are specialists dedicated to pharmaceutical manufacturing, with comprehensive industry knowledge and an understanding of its production intricacies. Our guiding principle is simple: Everything, effortlessly, in one place. We streamline your production process, enhance safety, and allow you to concentrate on the essential aspects and your expansion.
Our extensive portfolio includes advanced packaging equipment, innovative materials like 100 per cent plastic-free rapid tests and recyclable carton monomaterial, and state-ofthe-art software solutions available as cloud services. One of our standout innovations is the Line Optimizer, which transforms traditional setups by focusing on technique-based employee training rather than machine-specific training. This approach
At Körber,we transform pharmaceutical manufacturing with innovative solutions,ensuring everything is effortlessly streamlined in one place. Our commitment to relentless innovation and customer collaboration drives us to shape the future of pharma for a safer and more efficient tomorrow.
significantly streamlines workflows, such as format changes and line clearance, boosting machine availability by up to 30 per cent, reducing familiarisation times, and cutting training costs. Additionally, our integration of Artificial Intelligence (AI) in inspection solutions has been a game-changer. AIpowered systems within production operations can reduce false reject rates by up to 90 per cent and increase detection rates by 40 per cent, leading to more efficient inspections and smoother workflows.
Our ecosystem sets us apart: With its top-tier solutions and experts committed to your prosperity. This belief motivates our actions across all facets of our business – it is ingrained in our corporate principles and shapes our approach to business transactions.
How is your company leveraging digitalisation and automation in your technologies to consolidate its leading position in the pharma sector? We harness the power of digitalisation and automation to reinforce our leadership in the
CPHI-PMEC SPECIAL
pharmaceutical sector. Our dedicated digital unit continuously brings new products to market, leveraging our deep expertise in pharmaceutical production and packaging processes. By connecting machines and data, we enhance Overall Equipment Effectiveness (OEE) and maintain our competitive edge in the industry.
The elements that comprise our ecosystem include digital advancements, leading-edge machinery, services, and the flawless integration of offerings from our Group portfolio and our partners. Additionally, we extend consulting, engineering, and lifecycle services designed to elevate your production efficacy, and sustainability,
and guarantee regulatory adherence. It also empowers connections to additional solutions and partners capable of improving your production.
What opportunities and possibilities offer further growth and development for your company?
Our future growth is driven by several key opportunities.
We are embracing new modalities such as cell and gene therapy, adapting to ongoing digitalisation trends in the pharma industry, and positioning ourselves as an ecosystem provider for fullline supply, complemented by comprehensive consulting services.
We are committed to focusing on the whole package; we seek to define
clear interfacing between hardware and software entities. Furthermore, our ecosystem thrives on cooperative association and innovation, whereby our experts and allies join forces to share insights and best practices.
How does your company maintain its position as a market leader through technological leadership in the pharmaceutical industry?
Sustaining market leadership requires relentless inn ovation and a keen understanding of evolving customer needs. We achieve this by leveraging our extensive expertise, expanding our portfolio to offer a holistic ecosystem, and maintaining
close customer relationships. Our commitment to Research and Development ensures we not only keep pace with industry advancements but also drive inn ovation in the pharmaceutical sector.
As your strategic partner, our ambition is to continually steer you towards realising your Factory of Excellence.
How is your company staying ahead and adapting to evolving customer needs in the life sciences industry?
Looking ahead, we are pioneering projects and initiatives that solidify our position in the pharmaceutical sector. Our commitment to innovation is reflected in our forward-
thinking solutions, ensuring we remain at the forefront of pharmaceutical manufacturing.
We prioritise adaptability by enabling flexible production capacities through agile and scalable solutions, reducing time-tomarket for our clients. Our focus on maximising cost efficiency supports sustainable growth, helps overcome industry pressures, and optimises capital expenditure investments. With a steadfast commitment to innovation, close customer collaboration, and a holistic approach, we continue to lead the pharmaceutical industry, shaping the future of manufacturing processes for a safer and more efficient tomorrow.
Sigachi isn’t just a supplier; we are a strategic partner
Amit Raj Sinha ,MD and CEO,Sigachi explains that his company’s strategic growth and diversification across excipients,APIs,food,nutrition,and personal care are driven by innovation,sustainability,and a customer-first approach.The company’s focus on quality, regulatory compliance,and digital transformation positions it as a trusted global partner across industries
What differentiates Sigachi from competitors?
Sigachi stands as an industry leader with an unmatched production scale—33000 MTPA for its excipients and nutritional premix range, allowing us to fulfill complex client demands with consistent quality and reliability. Our expertise spans multiple verticals, including APIs, excipients, food and nutritional ingredients, and personal care Ingredients, ensuring clients have access to an integrated, one-stop source for high-quality ingredients.
Our commitment to growth aligns with that of our customers growing needs and is reinforced by certain strategic projects, including the upcoming greenfield facility in Dahej SEZ. The state-of-the-art facility will expand our production capacity, support innovation, and set new standards for operational excellence within the industry.
Sigachi’s customer-centric approach, combined with a strong emphasis on sustainable operations—from eco-friendly sourcing to waste reduction—positions us as a responsible and sustainable, trusted partner. Additionally, our dedication to innovation is supported by continuous R&D investment, poised to grow from a lower single-digit to a mid-single-digit percentage of revenue. Our R&D facility,
recognised and approved by Department of Scientific and Industrial Research, Government of India, leads advancements in excipient development and multifunctional ingredient solutions, providing clients with cutting-edge, highquality products.
Sigachi isn’t just a supplier; we are a strategic partner, dedicated to delivering excellence, fostering sustainable growth, and supporting clients across diverse sectors with reliability and agility.
Sigachi has expanded significantly from MCC excipients to APIs, food, nutrition, and personal care. What prompted this diversification, and how do you ensure cohesive growth across such varied sectors?
Our diversification into APIs, food, nutrition, and personal care reflects our strategic foresight and market-driven approach. By leveraging our core expertise in excipients and ingredients, we identified opportunities to expand and mitigate sector-specific risks, aligning with emerging demands for patient-centric, multifunctional products.
Sigachi’s centralised planning team coordinates our objectives across sectors, while our specialised divisions ensure we meet industry standards and regulations in each field. Cross-functional
R&D collaboration is a vital strategy for us, enabling innovations like co-processed multifunctional excipients that meet the evolving needs of the Pharma, Nutra, and Food industries. This approach has been key to supporting cohesive, sustainable growth across Sigachi’s varied portfolio.
How does Sigachi maintain rigorous quality standards, and what internal processes are in place to ensure compliance across regions and product categories?
At Sigachi, quality is nonnegotiable. Our facilities maintain certifications like ISO 9001:2015, EXCiPACT GMP, SGMP, HACCP, and EDQM CEP, highlighting our alignment with global standards. Every production phase undergoes stringent checks, from raw material inspection to finished product testing, overseen by our Quality Control and Assurance teams.
Additionally, Sigachi has multiple DMFs filed with USFDA for its excipients range.
Sigachi’s R&D, now benefiting from increased investment, has achieved significant breakthroughs, such as the development of advanced excipients like BARETab™ PH and HiCEl™ HFS. Our focus on innovation strengthens our competitive edge while providing clients
CPHI-PMEC SPECIAL
with consistent, high-quality, and compliant products across diverse regions. This dedication to quality and regulatory excellence positions Sigachi as a reliable partner in the pharma and nutra sectors.
Sigachi has expanded its reach across Asia, Australia, the Americas, Europe, and the Middle East. How do you navigate regulatory complexities to ensure compliance in diverse markets, and what are the primary challenges?
Sigachi’s expansion strategy is built on a robust regulatory framework. Regional teams work closely with our central compliance division to ensure adherence to local requirements across our global markets. This structure
allows us to maintain consistency while adapting to market-specific regulations.
Our recent joint venture, Sigachi Arabia, further illustrates our commitment to regional adaptation and regulatory understanding. This JV with Saudi National Projects Investment is set to strengthen our presence in the Middle East and expand into the GCC market. Our continuous training and relationships with regulatory bodies enable us to preemptively adjust to evolving standards, securing compliance and a strong foothold in all regions we serve. Our World Team Strength of more than 1450 spread across all major geographies underlines our commitment to customer needs across the globe,
furthering our purpose of “Healthier, Happier and Joyful World”
How is Sigachi leveraging digital transformation or other technologies to optimise production, improve supply chain reliability, or enhance customer engagement?
Digital transformation at Sigachi is central to our mission of enhancing efficiency, optimising supply chains, and deepening client engagement. Advanced ERP systems grant us real-time insights, while predictive analytics anticipate potential supply chain disruptions, ensuring reliable product delivery.
Our customer-centric digital platforms, part of our “Experience Excellence”
initiative, allow clients seamless access to product information, order tracking, and support, reinforcing our commitment to quality service. Additionally, investments in smart manufacturing and process digitalisation help us streamline production and remain responsive to client needs, further strengthening Sigachi’s industry position.
What are some emerging trends in the industries Sigachi serves, and how is the company positioning itself to leverage these trends over the next decade? Emerging trends like the demand for multifunctional excipients, sustainability, and digital manufacturing are redefining our industry
landscape. Sigachi’s focus on innovation aligns with these trends, as we develop highperformance excipients that increase efficiency in drug delivery and nutraceutical applications.
Our increased R&D investment reflects our dedication to innovation, particularly in eco-friendly and patient-centric solutions.
Sigachi Arabia, our joint venture in Saudi Arabia, marks a significant step toward local production in high-growth markets. By staying ahead of industry shifts and expanding our regional presence, Sigachi is positioned as a resilient, forward-thinking partner capable of delivering sustainable, high-quality solutions over the next decade.
INTERVIEW
Thinkglobal,act local – Romaco’s approach to the Indian pharma market
The Indian pharmaceutical market is dynamic and increasingly international,which is reflected in trade fairs such as CPHI & PMEC India. Jens Torkel ,MD,Romaco Group,a leading international supplier of machines and integrated system solutions for the development, manufacture and packaging of pharmaceuticals,and Sanjeev A.Nimkar ,MD,Romaco India, Romaco’s Sales & Service Centre based in Mumbai,underline the importance of the CPHI & PMEC and explain how machine manufacturers are meeting the requirements of pharma companies in India
What industry trends are you noticing at CPHI & PMEC this year, and how is your company positioned to address them?
Torkel: Two of the major trends are increased digitalisation and more sustainability initiatives, particularly, but not exclusively, with regard to reducing emissions and saving energy.
Romaco is very well positioned for this development because we have been putting sustainability at the heart of our machine design, production and business processes in general for quite some time. As a result of this early implementation, our machines are ready to help the pharmaceutical industry to produce more sustainably –for example, by reducing energy and material consumption, shortening process times and lowering CO2 emissions. For our commitment, we recently received a gold medal in the EcoVadis Sustainability Ranking, putting us in the top two per cent of rated companies.
Nimkar: What this trend towards sustainability also implies, is the need for more effective and efficient production, which is a major topic for Indian contract manufacturers, for example.
Jens Torkel,MD,Romaco GroupSanjeevA.Nimkar,MD,Romaco India
The beauty of it is that sustainability, effectiveness and efficiency go hand in hand in pharma production when solutions address aspects such as process times or resource consumption.
One of our latest
innovations in this area are energy recovery systems for drum coaters and fluid bed processers, that allow to cut the consumption of heat energy by up to 50 per cent in tablet coating and up to 70 per cent with fluid bed processors,
depending on the product and the process.
How has CPHI & PMEC helped shape your company’s strategy or product offerings in recent years?
Torkel: CPHI & PMEC is an important meeting hub for the pharma industry and machine manufacturers. Partnerships and relationships are strengthened here and the understanding of each other’s needs is improved. This allows
CPHI-PMEC SPECIAL
us to know exactly what our customers want, and also to anticipate future developments in their requirements, so that we can act accordingly and offer relevant solutions.
In addition, the CPHI & PMEC gives interested parties from the pharma industry the opportunity to discover new machines, get a feel for how to operate them and talk to our experts, so they really get an idea of our capabilities and product range.
Nimkar: Of course, this trade fair also provides an occasion to communicate news such as the Romaco India Customer Experience Centre we opened in Hyderabad. The state-ofthe-art facility houses a development laboratory and an equipment showroom where customers can experience our cutting-edge technologies in depth and get comprehensive support from our experienced process engineers in the processing of pharma solids.
Can you highlight any new products or innovations your company is showcasing at CPHI & PMEC?
Nimkar: There are three that I would like to point out. The first is the Romaco Kilian KTP 720X double-sided rotary press, which is now available with a segment turret for up to 30 per cent higher output. This technology is also suitable for processing temperature-sensitive medications and impresses with excellent total cost of ownership (TCO) and overall equipment effectiveness (OEE) values.
Then there is the TPR 25 Pilot mobile tablet coater from Romaco Tecpharm. This highly compact pilot-scale unit is designed for batches weighing between 1 and 25 kg and is suitable for an extremely wide batch size range of 5 to 100 per cent. Thanks to the very high level of automation, product uniformity is always consistent and efficiency is very high.
The third trade fair
From powder to pallet
Romaco covers the entire process chain with its technologies for granulation,tableting,coating, filling and packing.
From laboratoryto high volume equipment
Romaco offers machineryin all dimensions from lab to production scale for pharmaceutical, nutraceutical,food,cosmetic and chemical applications.
From single machines to integrated line solutions
Supported bystrong project management,we offer stand-alone machines,lines and turnkey solutions including third partysystem integration.
We stay close to the market and monitor developments and requirements in order to adapt to them and shape them.Close dialog with our customers and actively seeking feedback – for example at trade shows like CPHI & PMEC,but also through regular visits – is another important basis for this actuality.Moreover – and this is clearly embodied by Romaco India – our team works with dedication to be customer-oriented and offer them exactly the solutions they need for their success.
highlight is the VENTILUS® Lab fluid bed processor from Romaco Innojet, which was developed for applications on a laboratory scale and is used for granulating, drying and coating particles of any size from 10 μm to 2 mm. With its innovative nozzle design and process air distribution system, the machine reduces batch processing times by up to 25 per cent.
How have your products evolved to meet changing demands in the global pharmaceutical industry?
Torkel: The pharma market is very dynamic, which is why customers need, among other things, fast delivery of their technological solutions. We pursue two strategies to accomplish this – a high degree of modularisation and local availability. Some of our machines – and we want to expand this further – are 60 to 80 per cent complete on site in India, at our Customer
Experience Centre in Hyderabad. This means that only the final customisation is pending before the machines can be delivered.
Another advantage of this local availability is that customers can test the new machines there and then. This speeds up many processes. In some cases, we can supply finished machines in just a few weeks.
The increasing userfriendliness of our technologies and the trust that our brands have earned in the market also help to quickly integrate solutions into our customers’ production.
What are your current strategies for expanding your presence in emerging markets?
Nimkar: A central approach is certainly “think global, act local”. We can draw on the innovative capabilities, resources and know-how of the entire Romaco Group that
process data and batch records, created in just a few simple steps.
How has your company’s growth strategy evolved to adapt to challenges like supply chain disruptions and regulatory changes?
Nimkar: One measure is to increase our upgrade rotation ensuring our customers’ production always fits the existing framework conditions. Here, too, we have a strong network of global and local activities. The retrofits and upgrades come from Romaco’s business units in Europe, but the technicians from Romaco India, who undergo training in Europe as well as here on site, are responsible for implementing them. This makes us flexible and fast.
Particularly when it comes to ecological requirements and reports, our experience makes us something of an sustainability enabler for our customers.
How is your company adapting its approach to meet changing customer needs and expectations?
operates worldwide, but we also have a very strong local presence. The centre in Hyderabad is the perfect example. It is very accessible and is practically at the heart of the Indian pharmaceutical world. Here we can provide our customers with machine tests and demonstrations, among other things, and they can access expertise from our skilled local specialists.
In addition, the center is a location for talent development. Here, we provide continuous training to our own technicians as well as our customers’ technical staff, so that they can work as productively as possible with our solutions.
What is also worth mentioning in this context is that the advanced digital features of our solutions make it easier for companies to fulfill all GMP requirements. These features include complete process monitoring and full documentation of all
Torkel: We stay close to the market and monitor developments and requirements in order to adapt to them and shape them. Close dialog with our customers and actively seeking feedback – for example at trade shows like CPHI & PMEC, but also through regular visits – is another important basis for this actuality.
Moreover – and this is clearly embodied by Romaco India – our team works with dedication to be customeroriented and offer them exactly the solutions they need for their success.
Nimkar: This commitment is also reflected in how we are perceived in the market: customers appreciate the quality and performance of our machines and feel that the cost of ownership is very low. This honors us and we attach great importance to continuing to improve our service in order to maintain a high level of customer satisfaction.
ROMACO – AONE STOPSOLUTIONS PROVIDER
SRICO: Atrusted partner to enhance scientific research
Since 2011,SRICO has been a trusted provider of high-quality scientific instruments to diverse sectors,including pharmaceuticals,life sciences,and environmental science.With dedicated service centers and expert support teams across India,SRICO ensures tailored,compliant,and reliable solutions for research and production needs
SRICO, founded in 2011, is a leading provider of advanced laboratory equipment across Asia, representing trusted international manufacturers. Serving a wide array of sectors—such as chemical, petrochemical, pharmaceuticals, biotechnology, life sciences, agriculture, veterinary sciences, food science, and environmental science—SRICO supports companies, institutions, and universities with high-quality scientific instruments. Committed to exceptional customer service, SRICO focuses on quality equipment, reliability, and customer satisfaction.
Continuous,efficient support
With dedicated service centers across India, SRICO provides comprehensive support in product selection, application consultation, and technical assistance. A skilled team of technical experts helps customers choose products tailored to their unique applications. After-sales services include consignment verification, installation, commissioning, product demonstrations, and training, ensuring thorough support at every stage. Essential safety measures and maintenance guidelines are thoroughly documented and communicated during project implementations.
With branch offices and regional representatives throughout India, SRICO's distribution network ensures continuous, efficient support for client needs. The team collaborates closely with distribution partners and principal manufacturers to provide reliable and timely product, application, and technical service solutions, delivering high-value out-
In the pharma sector,SRICO also provides Installation Qualification (IQ) and Operational Qualification (OQ) documentation that meets international standards.Their equipment, calibrated by accredited laboratories,is compliant with necessary regulatory requirements,ensuring reliable and consistent performance
comes to its customers.
Compliant,newage solutions
SRICO’s vision aligns with its dedication to bridging gaps be-
tween top-tier global manufacturers and customers, offering high-quality scientific equipment for research and production processes.
To maintain equipment
longevity and optimal performance, SRICO offers customisable preventive maintenance plans, including annual and comprehensive maintenance contracts, tailored to meet the
operational needs of its clients. In the pharma sector, SRICO also provides Installation Qualification (IQ) and Operational Qualification (OQ) documentation that meets international standards. Their equipment, calibrated by accredited laboratories, is compliant with necessary regulatory requirements, ensuring reliable and consistent performance.
Strategic partnership with JULABO
Through a strategic partnership with JULABO, SRICO delivers technical support for JULABO products across India, regardless of product age or condition. This partnership enables SRICO to inspect, troubleshoot, and service JULABO equipment, ensuring high performance and longevity in demanding applications. SRICO maintains an optimised inventory of service components and spare parts, supporting both directly sold products and those from OEM partners to extend product lifespan. SRICO serves a diverse clientele that includes government organisations, research institutions, and private industries. Key institutional clients include IISER branches, the Centre for Cellular & Molecular Biology (CCMB), the Indian Institute of Chemical Technology (IICT), and the National Chemical Laboratory. In the pharmaceutical field, notable clients include Serum Institute of India, Intas, Zydus, Syngene, Biocon, Pfizer, Cipla, Aurobindo Pharma, Lupin, Dr. Reddy’s Laboratories, and Sun Pharmaceuticals.
For more information, check out: https://www.sricolabworld.com/
Indian pharma industry: Urgent need for action in the manufacturing sector
Dr Ajay Babu Pazhayattil,President of cGMPWorld,offers invaluable insights from FDAForm 483 observations issued to Indian pharma facilities,shedding light on the industry's critical challenges today.His analysis provides immediate and practical plans to minimise regulatory compliance risks.These measures will help reinforce the Indian industry's commitment to supplying the much-needed lifesaving drug products for the regulated US market
This article will explore how the year ahead may shape Indian pharmaceutical manufacturers based on the emerging trends from US FDA inspections. The analysis is based on the publicly available Form 483 inspection findings, inspection details, and inspection citation details for 20241. Indian pharma professionals pride themselves on being part of the largest medicineproducing country, the pharmacy of the world. Leaders of the Indian industry must acknowledge that this point of pride will not turn into the legacy they envision if significant changes are not enacted, and history continues to repeat itself. Express Pharma's2 call for action earlier in the year2 based on regulatory inspection trends in India has highlighted the sluggish nature of acting based on emerging trends. With the new regime in the US, an import tariff on pharma products is not just a possibility but an imminent threat. The regulator continues to focus on ensuring site compliance with incremental audits. Price erosion in generics still exists, and any supply challenges will result in lost business. All of these factors call for careful attention towards compliance risk reduction strategies.
First and foremost, for leaders in the Indian pharma industry, it is essential to recognise that the US FDA takes a riskbased approach. FDA 483s are primarily issued on cGMP violations, unlike other regulatory agency observations where continuous improvement points can also be cited. It needs to be understood that more than 46
per cent of all US FDA inspections of drug manufacturing sites to date worldwide are classified as No Action Indicated (NAI), resulting in 'Zero 483'3
However, over the years, there seems to be an acceptance and normalisation in India that having a few 483 observations is fine, in line with other regulatory body citation numbers. This is a very dangerous outlook, and it is up to the organisation's leaders to clarify that the acceptable goal for a site is "Zero Form 483" regarding the US FDA site audit. Anything less should result in a thorough review of the site management and systems. Correlation studies4 have already shown that an increase in quality unit-related observation can result in the is-
suance of an Official Action Indicated (OAI), leading to warning letter scenarios. Therefore, it is essential to have quality unit team members experienced in manufacturing science and analytical technology who can confidently justify their actions and make data-driven daily technical decisions.
NAI- No Action Indicated OAI- Official Action Indicated VAI- Voluntary Action Indicated
The FDA observed several critical deficiencies at Indian API and formulation facilities related to investigations and root cause analysis. In one case, the investigation into an Out of Specification (OOS) and Out of Trend (OOT) results for a batch needed to be more thorough, and the failing batch was
shipped. Another investigation failed to identify the equipment responsible for cross-contamination despite detecting contamination in batches produced before and after the affected batch. In one instance, glass particle contamination was traced back to vial breakage. The investigation prematurely closed, assuming the issue was due to vial breakage, without exploring the potential role of the drug-vial interaction or conducting further studies. The FDA also found that, in some cases, investigations did not examine the full scope of the issue. For example, an investigation into an unknown impurity peak was insufficient, as no hypothesis studies were conducted to evaluate the impact of potential sources of contamination. Similarly, during preventive maintenance of a malfunctioning instrument, no impact assessment was performed on test results generated before the malfunction was identified. Furthermore, during the evaluation of defective vials using the existing automatic visual inspection machine recipe, the machine accepted defective vials. Still, no non-conformance investigation was initiated to assess the impact of this failure on products that had already been released to the market. FDA observed that a deviation due to desiccated media was noted. Still, a thorough investigation is needed to be conducted to assess the root cause, and no corrective action was taken for existing supplies in inventory. The media supplier suggested that the desiccation could be related to the type of media used. An investigation reviewed by the
FDA indicated that operator error might have caused microbial contamination. However, microbial proliferation in the stagnant system could not be categorically linked to endotoxin development in the batch. Such site observations highlight the significant gaps in investigation procedures and root cause analysis. These examples clearly illustrate that it is best suited to create technically competent investigation focus teams at Indian manufacturing sites to ensure the application of scientifically sound root cause analysis and the generation of supporting evidence to support the conclusions.
The FDA identified several critical cleaning-related deficiencies in pharma manufacturing facilities in India, underscoring concerns over potential contamination risks. In one case, residues indicative of bacterial, fungal, or mould growth were found inside air filtration filters, with analyses revealing drug substances exceeding the acceptance limits. Unknown peaks, possibly from active pharmaceutical ingredients (API) or degradants, were detected but have yet to be identified, raising questions about the reliability of cleaning validation processes. Large deposits of API from previous batches were found inside equipment areas despite cleaning efforts. In one case, the Cleaning Validation Master Plan (CVMP) was deemed inadequate, as it failed to assess the cleanability of critical surfaces properly and inaccurately identified the hardest-to-clean APIs on nondedicated equipment. Other issues included stagnant liquid
inside the Air Purification Unit (APU), which posed a microbial growth risk. Additionally, microbial and chemical analyses revealed contamination when employing cleaning validation processes, with further issues identified, such as spots in the bulk solution holding tank postcleaning and cleaning wipes containing loose threads and fibres, highlighting significant gaps in cleaning practices. Cleaning process issues have consistently been observed at API and formulation sites. A systematic cleaning process design, development, and qualification that captures all potential cross-contamination risks need adequate technical knowhow and employment of the appropriate SMEs. Application of current ASTM E3418-23 standards5 for calculating scientifically justifiable limits of residues is imperative.
FDA observations regarding contamination control and aseptic practices at Indian manufacturing sites reveal several critical concerns. In many instances, operators were reaching over open vials. Numerous observations also noted violations of unidirectional airflow (first air breach) during critical interventions. In several cases, smoke studies failed to demonstrate proper airflow. Additionally, aseptic process simulations (Media Fill)6 did not capture worst-case interventions or simulate realistic production conditions. Other findings include improper handling of sterile components, operators failing to sanitise areas with which they had contact and inadequate personnel monitoring. In several cases, no action was taken to remove potentially contaminated vials, and no documentation was initiated. Furthermore, operator actions were often not documented, creating gaps in traceability. Other issues included improper setup of the stopper bowl, with operators' hands directly over the sterile area, and interventions carried out from non-designated locations, which required operators to lean over the conveyor line, potentially compromising the sterile environment. Several interventions were not included
in simulations to assess potential contamination risks. Simulations did not track or trend the types or durations of interventions that occurred. There were also instances where glass breakage occurred without proper clearance, monitoring and documentation. The lack of restrictions on personnel, carts, or equipment passing through classified areas further compromised many aseptic conditions. Operators did not follow procedures, such as failing to change gloves after monitoring and touching equipment. Numerous activities in classified areas during setup and filling operations were observed, further jeopardising aseptic conditions.
Several observations highlighted lapses in environmental monitoring (EM). Filling machine gears exposed to the filling line pose a risk for the generation of non-viable particles; it was found that risk assessments were not conducted to address such issues. Non-Viable Particle Counter (NVPC) systems used at sites showed frequent failures with communication issues that led to gaps in data and a lack of audit trail
functionality. Issues with the placement and operation of the NVPC system, gaps in monitoring data and failure to capture critical interventions during conveyor movement or RABS activities were identified. Monitoring coverage was found insufficient, such as the barrier zone where vials are opened. In some cases, surface monitoring was delayed or improperly conducted. Environmental monitoring for viable microorganisms was found to be out of control several times, with numerous action-level excursions in Grade A and B aseptic processing areas, highlighting definitive deficiencies in contamination control at sites.
The repeated findings by US FDA auditors in the aseptic area indicate that contamination control measures, aseptic practice training, robust EM practices, and risk assessments at sterile manufacturing sites in India may require significant improvements to safeguard product sterility. Organisations must revisit and invest in developing site-specific Contamination Control Strategies (CCS)7 that accurately reflect their facility design and processes. Im-
portantly, CCS development should not be just a documentation exercise but a collaborative brainstorming effort involving all relevant teams. Too often, QA alone develops and approves these critical strategies without sufficient cross-functional technical input, resulting in a generic document that fails to reflect the site's specific characteristics. Indian facilities frequently fall short in aseptic operator behaviours, primarily due to the lack of oversight, such as active camera monitoring. A comprehensive, foolproof aseptic training system is also essential. Virtual reality (VR) aseptic training solutions8 for operations and cleaning can minimise this risk and enhance operator performance/confidence. In the US, many facilities have proactively identified the risks of RABS technology for aseptic operations in alignment with the regulator and have adopted effective strategies, including the introduction of automation and Isolator technology. Indian facilities must shed any reluctance, fall in line and proactively implement adequate control strategies and technology for aseptic operations to ensure robust contamination control and regulatory compliance.
FDA observations revealed significant deficiencies in process validation practices. In several cases, process validation (PV) studies did not incorporate statistical sampling plans to assess intra-batch and inter-batch variability, and no acceptance criteria were defined to evaluate these variations. Process performance qualification (PPQ) results were sometimes compared only to
finished product specifications
without defining acceptable variation thresholds. In a challenge study on tablet thickness and hardness specifications, the sample size needed to be increased to represent a commercial batch, and only six batches were evaluated for effectiveness. Furthermore, in sterilisation process performance qualification, a firm failed to demonstrate the sterilisation process's effectiveness under worst-case conditions, as biological indicators were not used, and the representativeness of the sample tested was not established. A firm lacked approved, protocol-driven equipment performance qualification (PQ) studies with preestablished acceptance criteria. These deficiencies in evaluating variability and the effectiveness of critical processes raise concerns about the robustness of the PV program. Process design studies need to include determining the sources of variability, identifying the extent of their influence on CQAs, and controlling the variability. Justifying inter-intra batch variability criteria and developing statistically sound sampling and testing plans are critical before process performance qualification. Personnel knowledgeable of manufacturing science principles and understanding of similar product process performance are essential for executing successful process validation at any site.
The FDA inspection revealed multiple concerns related to integrity and lack of Quality Unit oversight. Scrap materials from trucks contained torn GMP documents, including balance printouts and uncontrolled papers with testing data. Additionally, cleaning personnel were found discarding torn documents from QC. The inspections highlighted the need for more control over documentation, with uncontrolled documents found in different areas and samples misrepresented during collection. Inadequate oversight allowed employees to destroy original GMP documents, and records were fabricated to cover up missing critical tests such as sterility. Concerns about sample storage and chain-of-custody were also
Figure 1: US FDANAI/OAI/VAI per cent to Date
Table 1: PtC for investigations
CPHI-PMEC SPECIAL
Table 2: An example of unit operation intra/inter batch variabilitycriteria during PPQ
Unit Operation /Sample Location
Pre-filtration /Bottom (quadruple)
(report three results)
three results)
Filling/Quadruple
samples at the initial (container immediately after discarding), middle,and end stages of filling (four separate samples from the collection area for general parenteral).
Not applicable for isolator/ cRABS filling
noted, with no records indicating proper storage or transfer of samples. In one case, the Microbiology lab failed to maintain a logbook for incubator usage, and there needed to be more traceability for investigation documents created outside of the EDMS and Track Wise systems. Furthermore, biometric access records showed discrepancies, with analysts not entering testing rooms, although they documented the action as completed. Several blatant violations were identified, such as non-viable particle counts reported without samples being collected from those specified locations and improper environmental monitoring where sampling did not adhere to the predetermined locations. CCTV footage also revealed that activities and aseptic practices were not performed as required, including operators failing to sample Grade A RABS correctly during post-filling monitoring. FDA also repeatedly observed where operators incorrectly classified a vial containing visible white particles as acceptable. FDA has also identified shortcomings in the firm’s training and qualification procedures for visual inspectors. Laboratory controls-related, CSV and preventive maintenance-related
three results)
VariabilityCriteria
Batch (min 3 batches)
Comparable to BulkPrep without filtration
of =/ < 3.0%
of =/ < 3.0%
observations were also prevalent during audits of Indian facilities.
Unfortunately, the FDA has identified many integrity issues at Indian facilities despite the many measures put in place. This highlights the need for leaders to understand and acknowledge the discrepancies, communicate the impact of the lack of integrity on the organisation, and ultimately apply a zero-tolerance policy at sites. There is evidence to support a lack of assurance of company intellectual property9, which is a presumed reason why Indian facilities do not facilitate many NDA projects. Lack of integrity is an ongoing theme that is not being actively and earnestly addressed. This may potentially drive pharma manufacturing businesses out of India due to extensive remediation that offsets the current cost benefits of production within the country. Despite different supporting programs, i.e. quality culture, quality matrix, and quality maturity model (QMM), Indian pharma manufacturing sites have shown inadequate improvement. The integrity aspect may need to be instilled in professionals from early education, as such dishonest tendencies start breeding within high
Comparable to BulkPrep without filtration
ANOVA(no difference between means at a 0.05 level of significance)
Variance Component Analysis (determine the within and between batch SD to understand potential sources of variabilityanalytical/process)
academic pressure environments10. Plagiarising others' work is a common practice due to such scenarios. Integrity officers rewarding excellent work or whistleblowing is also an effective method to minimise such damaging behaviours11
Reviewing the types of critical US FDA audit observations, Indian pharma manufacturing facilities are facing a challenging human resource problem. The majority of 483 observations primarily resulted from a lack of scientifically sound investigation techniques, a lack of expertise in developing robust cleaning methods, a lack of statistically sound process validation programmes, a lack of knowledge in developing a comprehensive contamination control strategy and a lack of employee integrity. They all point towards an industry challenged by a lack of trained technical expertise that is aligned with US-regulated market expectations. The reasons for the scenario may be multifold, including the proliferation of pharma manufacturing organisations and the number of opportunities within India resulting in retention strategies such as promoting the unqualified. The above data calls for a con-
Statistical Tools Used
Comparable/ Include with BulkPrep without filtration. ANOVAand/or other variance component analysis methods to characterise variability (where sufficient data is available)
Descriptive Statistics within and across process steps/batches (range,mean) and/or Graphical displayof the data (individual value plots,etc.) vs.acceptance criteria.ANOVAand/or other variance component analysis methods to characterise variability(if deemed applicable).If exact specification as bulk,then compare.
sortium of Indian manufacturing organisations to work in tandem to address all the critical aspects since the circumstances won't fix itself. The US FDA is set to increase the number of inspections at Indian drug manufacturing units amid growing concerns over the quality12. Although not all sites encounter the same issues, the number affected is steadily increasing. It is no longer a call for action; the industry is on life support. A status quo will result in a slow and steady erosion of products for the world's most rewarding pharmaceutical market and, worse still, an unimaginable impact on shortages affecting the end patient.
The bottom location is selected for analysis, representing the worst-case location for CQAvariability.
To execute intra and interbatch variabilityanalysis,a minimum of 3 results at the initial,middle and end of filling are required during PPQ batch execution.
Romaco at CPHI & PMEC India 2024: Processing and more
Romaco will be taking advantage of this year’s CPHI & PMEC India to show its complete processing portfolio for granulating,tableting and coating pharma solids.The pharma machinery manufacturer also provides numerous primary,secondary and final packaging solutions for a wide variety of products
Romaco’s processing technologies will be at the center of the one stop solutions supplier’s exhibit at this year’s CPHI & PMEC India. Fluid bed processors from Romaco Innojet, tablet presses from Romaco Kilian and drum coaters from Romaco Tecpharm are suited for a very broad range of products and impress with the highest levels of quality, efficiency and sustainability. Targeted measures to save energy and raw materials shorten processing times, cut the costs for manufacturing and improve the machines’ carbon footprint. Also, temperature-sensitive products, which are typically high-volume, can be processed and compressed absolutely safely thanks to special technological features.
Users and prospects also have a chance to develop and test their products on Romaco’s laboratory equipment at Romaco India’s new Customer Experience Centre in Hyderabad. Here, they can benefit from expert advice and support for scale-up trials, process optimization and competent troubleshooting. The Romaco India Sales & Service Centre additionally offers a comprehensive range of machine training options covering processing and packaging for local manufacturers of pharmaceuticals and nutraceuticals.
CPHI and PMEC India is an ideal platform to share experiences with industry insiders and demonstrate selected technologies along the pharmaceutical process chain.
KTP720Xdouble-sided rotarypress from Romaco Kilian
Romaco Kilian’s KTP 720X double-sided rotary press is now also available with a segment turret for up to 30%
more performance. The configuration with five segments and up to 115 punch stations enables a maximum output of up to 1,380,000 tablets per hour. What’s more, the segment turret also significantly reduces retooling and cleaning times. The individual segments have product-specific punch holes and are easy to remove for cleaning; the time-consuming removal of the dies is no longer necessary. Thanks to the hermetic separation between the compaction and service areas, no tablet dust gets into the machine area during production, so that far less effort is required for cleaning. The number of product-contacted parts has been systematically reduced at the same time. Patented punch bellows protect the tablets reliably from contamination with lubricants. The high-speed press can be used to manufacture both mono-layer and bi-layer tablets, whereby the temperature in the compaction area is kept at a constant level below 30°C. This is achieved, for example, through low-friction pressure rollers, pins and bearings as well as efficient cooling of the V-ring seals and drives. The technology is consequently ideal for processing temperature sensitive medications such as Metformin or Ibuprofen. All in all, the dou-
ble-sided rotary press convinces with its excellent TCO (total cost of ownership) and OEE (overall equipment effectiveness).
TPR 25 Pilot mobile tablet coater from
Romaco Tecpharm
The TPR 25 Pilot mobile tablet coater is an extremely compact pilot-scale unit for simple plug & play commissioning. For this purpose, all inlet and exhaust airflow systems required for the coating process have been integrated into the machine. As a modern all-in-one solution, its applications cover everything
from development activities and scale-ups to the production of very small batches. The pilot coater is designed for batches weighing between 1 and 25 kg, making it suitable for an extremely wide batch size range from 5 to 100 percent. The coating pan’s enormous flexibility is made possible by fully automated processes requiring no manual adjustments. The TPR 25 Pilot is equipped with a patented spray arm, which is controlled by a sonar system that automatically adjusts the distance between the spray gun and the tablet bed. Thanks to the spray arm’s intelligence, the coater does not have to be stopped and opened to correct the spray distance while the process is running. In addition to this, the extendable spray
arm has movable nozzles to ensure the ideal spray angle in any situation. The process air flowing through the tablet bed follows a precisely controlled path, which can be automatically adapted to the filling level in the drum with the aid of an exhaust flap that opens steplessly. This results in remarkably accurate application of the coating suspension and ultraefficient drying of the tablet bed. From a sustainability viewpoint, Romaco Tecpharm’s TPR 25 Pilot consequently impresses with significantly shorter processing times coupled with lower energy and spray liquid consumption.
VENTILUS® Lab fluid bed processor from Romaco Innojet
Designed for laboratory-scale applications, the VENTILUS® Lab fluid bed processor from Romaco Innojet is used for granulating, drying and coating particles of any size from 10 μm to 2 mm. This multipurpose lab unit is intended for batch sizes from 0.7 to 7.0 liters. With its innovative process air distribution system inside the cylindrical product container, the
VENTILUS® Lab shortens batch processing times by up to 25 percent, as the required power can be used far more efficiently. The process air is introduced through the circular ORBITER® booster, ensuring homogeneous flow conditions and extremely gentle intermixing of the batch. In combination with a central bottom spray nozzle, the ORBITER® booster plate forms a unique functional unit enabling much simpler scale-up processes. When it comes to nozzle technology, users can choose between the tried-and-tested ROTOJET® spray nozzle and the new FLEXIJET®, which was specifically developed for granulation processes and is not only very easy to handle but also quick to clean. The patented fluid bed components invented by Dr. h. c. Herbert Hüttlin lie behind the remarkably accurate application of the spray liquid with a precisely defined droplet size. With controlled release formulations, for instance, the modified release profiles are achieved using 10 to 15 percent less material. This targeted reduction in spray liquid usage also means less power consumption, so that the VENTILUS® Lab results in substantially fewer carbon dioxide emissions from fluid bed processes. Furthermore, the rotating SEPAJET® filter system minimizes general product loss by returning particles retained by the filter to the process rather than discharging them.
On show from November 26 to 28, 2024 at CPHI & PMEC India (Delhi NCR, Greater Noida, India Expo Centre, Hall 10, Stand C03).
For more information on Romaco, visit the company website and social media channels: www.romaco.com –Showroom – LinkedIn –YouTube
KTP720Xdouble-sided rotary press from Romaco Kilian
TPR 25 Pilot mobile tablet coater from Romaco Tecpharm
VENTILUS® Lab fluid bed processor from Romaco Innojet
CPHI-PMEC SPECIAL
Maypharm is activelyexploring opportunities for partnerships and acquisitions
Sameer Kolhe ,President,Maypharm,divulges how his company is leveraging technologydriven products,tailored business models,and niche market strategies to drive growth and address unmet medical needs,in an interview with Lakshmipriya Nair
Maypharm currently has a strong presence in Brazil and Mexico. What are your plans for expanding into other countries in the near future?
Maypharm has successfully established a strong presence in Brazil and Mexico. The company's strategic focus on entering high-barrier-to-entry markets has positioned it as a key player in the Latin American pharma market. By targeting markets with significant unmet medical needs and complex regulatory landscapes, Maypharm has differentiated itself from competitors and gained a competitive edge. Both these markets together make up to more than 65 per cent of market of Latin America. This approach has allowed us to position ourselves as a serious player in the region and sort of a specialists for these two highly complex markets, not just to get the products registered, but also to have the right business models post registration to add value to the entire supply chain – from the marketing player to the manufacturer.
We're now expanding our operations into Peru, Colombia and other Central/South American and Caribbean countries, but will always have a very specific business model most suitable for the market and conducive for Maypharm’s steady growth. By establishing a strong commercial presence, including a dedicated sales force, Maypharm aims to drive sustainable growth and further solidify its position as a leading player in the region.
Maypharm is investing in technology-driven products, combination products,and novel drug delivery systems to maintain a competitive edge
As a relatively new company in a highly regulated industry, what have been your biggest challenges? How have you worked to mitigate them?
Navigating the complexities of highly regulated markets, both in terms of its regulations and legislations too, has been a key challenge for Maypharm. The market itself is dominated by local large pharma companies in these countries, unlike in most of the other large markets where you would see MNCs in the top, which makes the three ‘Ms’ very important choices to make – Market (segments), Molecule (Portfolio) and the Model (business model).
◆ Market selection: Identifying niche market segments with high potential and minimal competition.
◆ Product portfolio: Curating a portfolio of differentiated products that meet specific local needs and regulatory requirements.
◆ Business model innovation: Developing tailored business models to optimise market entry, distribution, and customer engagement.
By carefully crafting our commercial models and leveraging the experiences of other companies' failures, we've managed to differentiate ourselves and these models have now become our strengths and positioning too. Our focus on exclusivity, tailored B2B and B2C strategies and a unique portfolio of products has given us a competitive edge and helped us overcome these hurdles.
What emerging trends in the pharma industry do you think will have the most significant impact on Maypharm's business in the next five to ten years?
Two major trends can be poised to shape the pharma industry in the coming years:
◆ Market shift: As growth in mature markets like the US and Europe slows down, emerging markets such as Brazil, Mexico, and Russia are gaining prominence. This presents significant opportunities for companies with strong technological capabilities and innovative products.
◆ Regulatory changes: The potential harmonisation of regulatory standards across different regions could significantly impact market dynamics. While this may lower barriers to entry, it could also intensify competition and lead to price erosion. To mitigate these challenges, Maypharm is investing in technology-driven products, combination products, and novel drug delivery systems to maintain a competitive edge.
As you look to grow, any new partnerships or acquisition plans in the offing? If yes, how have you identified and evaluated potential partners/candidates?
Maypharm is actively exploring opportunities for partnerships and acquisitions to drive growth and strengthen its market position. The company is particularly interested in acquiring infrastructure, such as laboratories, and forging
strategic partnerships with distributors in key markets like Brazil and Mexico. These initiatives will enhance Maypharm's physical presence and enable it to serve customers more effectively.
While the company is not currently considering manufacturing acquisitions, it is open to investing in greenfield R&D facilities in India to support product development, particularly in the areas of pre-formulation and novel drug delivery systems. These investments will enable Maypharm to accelerate innovation and develop cutting-edge products that address unmet medical needs. Also, this can be super useful in the consumer products space where the space for innovation has a larger canvas driven by need for better consumer compliance and improving the quality of life.
What are your strategies to expand Maypharm's product portfolio? Any specific therapeutic areas of particular interest?
While the company is not currently considering manufacturing acquisitions,it is open to investing in greenfield R&D facilities in India to support product development,particularly in the areas of pre-formulation and novel drug delivery systems
If yes, why?
We're expanding our product portfolio in several key areas:
◆ Region-specific products: We're focusing on products that are unique to Latin America. To give an exampleMetamizole, a widely used non-steroidal antiinflammatory drug in the region but banned in India and not used in US and Europe. Such products can be market specific to build niche portfolio in this market.
◆ Complex injectables: Given the regulatory challenges in Latin America, we're investing in complex injectable products as their regulatory challenges are high and these countries have weaker R&D and manufacturing capabilities for
CONTRIBUTOR’S CHECKLIST
❒ Express Pharma accepts editorial material for regular columns and from pre-approved contributors / columnists.
❒ Express Pharma has a strict non-tolerance policy of plagiarism and will blacklist all authors found to have used/refered to previously published material in any form,without giving due credit in the industryaccepted format.All authors have to declare that the article/column is an original piece of work and if not, they will bear the onus of taking permission for re-publishing in Express Pharma.
❒ Express Pharma's prime audience is senior management and pharma professionals in the industry.Editorial material addressing this audience would be given preference.
❒ The articles should cover technology and policy trends and business related discussions.
❒ Articles for columns should talk about concepts or trends without being too company or product specific.
❒ Article length for regular columns: Between 12001500 words.These should be accompanied by diagrams,illustrations,tables and photographs, wherever relevant.
❒ We welcome information on new products and services introduced by your organisation for our various sections: Pharma Ally (News,Products,Value
complex injectables.
◆ First-to-market products: We're targeting combination products, first-time generics, and novel drug delivery systems to differentiate ourselves.
◆ Lastly, my favourite is in the innovative Consumer Products (OTX): These are usually consumer products from a legislative standpoint of view, as the consumer doesn’t need a prescription to buy these medicines, and can be advertised in the media, etc. The regulatory complexity is very high if the product / idea / concept is new in the market or is for the first time in the market.
What role does digital transformation play in your
growth strategy, both for internal operations and in the services, you offer to clients?
Digital transformation is a cornerstone of Maypharm's growth strategy, particularly in the B2B segment. By leveraging digital tools, the company is enhancing project management, improving customer service, and gaining valuable insights through data analytics. Real-time project updates and data-driven decision-making enable Maypharm to improve efficiency and competitiveness.
Please share your vision for Maypharm's growth over the next decade? How do you plan to develop and retain
Add),Pharma Packaging and Pharma Technology Review sections.Related photographs and brochures must accompany the information.
❒ Besides the regular columns,each issue will have a special focus on a specific topic of relevance to the Indian market.
❒ In e-mail communications,avoid large document attachments (above 1MB) as far as possible.
❒ Articles may be edited for brevity,style,and relevance.
❒ Do specify name,designation,company name, department and e-mail address for feedback,in the article.
❒ We encourage authors to send their photograph. Preferably in colour,postcard size and with a good contrast.
the talent needed to support your expansion?
Incidentally, it is risky to have a vision for as long/and far as 10 years in today’s world. I am comfortable to have a vision/goal for five to seven years, which would sound more realistic and achievable, yet stretched like a dream.
Our vision for the next period is to become a top five Indian pharma company in Latin America driven by our presence in Brazil and Mexico. We also want a sizeable presence in Mexico, including our own frontend presence with sales force on ground and offering our branded products in the market.
To achieve this, we're prioritising talent development and retention. We believe in investing in young talent and providing them with ample opportunities for learning and growth. By fostering a culture of innovation and passion, we're building a strong team that can support our expansion goals.
Email your contribution to: The Editor, Express Pharma, Business Publications Division,The Indian Express (P) Ltd, Mafatlal Centre,7th floor,Ramnath Goenka Marg, Nariman Point,Mumbai 400021 viveka.r@expressindia.com viveka.roy3@gmail.com
Access to Medicine Indexflags slowing momentum,especiallyin LMICs
The Access to Medicine Foundation,has recently released an Index ranking and evaluating 20 of the world’s leading pharmaceutical companies according to their efforts to expand access to their products for people living in low-and middle-income countries.The 2024 Index highlights that,despite progress in several areas,the overall momentum has slowed compared to the previous Index
Every two years, the Access to Medicine Index evaluates 20 of the world’s leading pharmaceutical companies according to their efforts to address access to medicine for people living in low- middle-income countries (LMICs), where access gaps are the greatest. By ranking companies on their performance on priority access-to-medicine topics across three Technical Areas: Governance of Access, Research & Development (R&D), and Product Delivery, the Index aims to identify Best Practices, track progress, and highlight where critical action is needed to address shortcomings. In this ninth iteration of the Index, Novartis ranks as the top company for the first time, followed closely by GSK, which has previously been in first position across all Index reports.
Howdo the companies compare in 2024?
◆ Novartis and GSK stand out as the two leaders: Novartis (1st) and GSK (2nd) rank within the top three performers across all three Technical Areas, with Novartis leading in Governance of Access and Research & Development (R&D). The company has robust governance structures in place and demonstrates how it puts policy into practice. For example, Novartis implements a process to measure patient reach (as assessed in Governance of Access) and demonstrates an increase in the number of patients reached through access strategies for its products assessed by the Index within Product Delivery. In addition,
Novartis performs well in R&D access planning for both communicable and non-communicable diseases (NCDs), where it has robust plans in place, with broader country coverage compared to peers. GSK demonstrates strong performance across the board, leading in Product Delivery, with a particularly strong performance in access strategies and licensing. It continues to have the largest priority pipeline in comparison to peers, with R&D access plans in place for most pipeline candidates.
◆ Just behind the leaders, four companies rank as high performers Sanofi, Pfizer, AstraZeneca and Johnson & Johnson, ranked 3rd to 5th respectively, rank above average in all Technical Areas, leaving little separation between them in terms of overall performance. Sanofi (3rd) and Pfizer (4th) have re-entered the top five, after dropping out in the previous Index. Sanofi leads in Governance of Access (alongside Novartis) and performs strongly in R&D, with a diverse pipeline of projects for NCDs and priority diseases. Both Sanofi (3rd) and Pfizer (4th) stand out for engaging in largescale inclusive business models to reach vulnerable populations, namely the Sanofi Global Health Unit and the Pfizer Accord for a Healthier World. AstraZeneca and Johnson & Johnson are tied in 5th place, both performing strongly overall. AstraZeneca performs strongly in Governance of Access and Product Delivery, demonstrating Best Practice in measuring the outcomes of its access strategies and its
process for tracking the number of patients reached. Johnson & Johnson performs well in R&D, with access plans for all late-stage candidates – although its number of priority pipeline candidates has fallen significantly since the previous Index. Within Product Delivery, it performs well in health system strengthening and supply chain strengthening..
◆ Eight middle-performing companies show strengths in certain areas, but lack consistency in their performance across all Technical Areas Merck KGaA (7th) performs well in R&D; despite a decreasing priority pipeline, it still has access plans in place for all late-stage candidates. It has an above average performance in Governance of Access and Product Delivery. Boehringer Ingelheim (8th) is one of the biggest risers, ranking in the top ten for the first time, due to strong performance in capacity building and health system strengthening initiatives. Additionally, it has also strengthened its strategy to ensure a continuous supply of medicines in low- and middle-income countries (LMICs). Takeda (9th) has a comprehensive access-to-medicine strategy integrated within its overall corporate strategy, as assessed within Governance of Access. It has R&D access plans and access strategies for marketed products; however, they tend to focus on a limited number of LMICs. Bayer (10th) rounds out the top ten, demonstrating a strong performance in Governance of Access and has access strategies for its products across different income classifications; however, data on the outcomes of some of these strategies is limited. Bayer demonstrates Best Practice, alongside Roche (11th), for registering its products widely in LMICs. Although Roche has a large pipeline predominantly focusing on NCDs, it lacks access plans for some of these projects. Novo Nordisk (12th) performs well in Product Delivery, implementing equitable access strategies in LMICs and reporting the outcomes of these strategies, although it has a comparatively small pipeline
compared to other companies. Bristol Myers Squibb (13th) has recently launched an inclusive business model to improve access to its innovative therapies in low-resource settings but falls behind other companies in Governance of Access. Eisai (14th) continues to perform strongly in long-term product donations and in R&D for priority diseases but many of its late-stage pipeline projects do not have an access plan.
◆ Six low-performing companies make up the bottom ranking, with below-average performance across most of the Technical Areas
Astellas (15th) has a consistent performance in Governance of Access, where it has a robust set of controls to promote ethical conduct and mitigate risk but falls behind its peers in R&D and Product Delivery. Gilead and MSD, (tied in 16th), both perform well in voluntary licensing and supplying products through supranational mechanisms. However, they fall short in terms of Governance of Access and access planning for R&D projects. Daiichi Sankyo (18th) performs well in health system strengthening; h owever, it remains in the lower ranks of all Technical Areas. Eli Lilly (19th) rises one spot, newly engaging in technology transfer for some of its products, but still ranks in the lower tiers in all Technical Areas. AbbVie (20th) performs poorly across all areas and is the only company that did not share any processes for measuring and reporting patient reach.
Industryperforms well on policy,but lags in practice
The 2024 Access to Medicine Index shows an overall stagnation in pharmaceutical companies’ efforts to improve access to their essential healthcare products across low- and middle-income countries (LMICs), which is evidenced by uneven progress across the Technical Areas assessed by the Index. Companies are maintaining comprehensive policies and promising commitments to expand access, with the Index identifying specific initiatives from several companies aimed
CPHI-PMEC SPECIAL
at addressing chronic gaps in underserved regions. However, progress in the implementation of these initiatives is somewhat limited. Notably, with the increased emphasis on assessing the outcomes of companies’ policies and practices in the 2024 Index, there has been a global decrease in performance across the 20 companies. This indicates that, although leading companies are making efforts to bridge the gap in equitable access, there is still a considerable way to go in achieving the United Nations Sustainable Development Goal of universal health coverage through equitable access to affordable essential medicines and vaccines. An overall industry analysis across the 15 priority topics within the three Technical Areas – Governance of Access, Research & Development (R&D) and Product Delivery –unpacks companies’ performance in more detail, revealing where companies perform strongly and where progress needs to be accelerated.
◆ Governance of Access
Overall strong industry performance and emerging efforts to measure patient reach
As companies continue to prioritise access to medicine in LMICs within their corporate strategies, it is encouraging to see that most companies (17) now cover all therapeutic areas within their access-to-medicine strategies (14 did this in the 2022 Index). An additional company now also demonstrates direct board-level responsibility for access, bringing this total up to 17 from 16 in 2022. While corporate policies and practices inform the activities and initiatives companies undertake to expand access to their healthcare products, it is also important to ensure that these activities are supported by processes that can measure the impact they have on patients. Consequently, for the first time, this Index iteration also assessed how companies measure and report on patient reach, finding that 19 of the 20 companies report processes and 17 publicly report the resulting numbers. While some of these processes can be further
refined by, for example, considering different contexts and scenarios; working closely with partners to collect and report on-the-ground data; and improving collaboration and knowledge sharing among industry peers, these findings illustrate encouraging steps from industry. (See figure 1)
◆
Research & Development
Beyond improving access to their existing products, companies also hold the key to developing products that can address unmet healthcare needs. However, the 2024 Index finds that companies are increasingly shifting away from addressing priority R&D gaps for diseases, such as malaria and tuberculosis, which pose a disproportionate disease burden in LMICs. This is reflected by a shrinking priority pipeline (253 projects versus 367 in the previous Index) and fewer new priority R&D projects added to the pipeline (93 projects compared to 151 in the previous Index).
In addition, companies are increasingly focusing their cor-
porate strategies and, consequently, their R&D efforts on diseases that are not covered by the Index. Industry performance on access planning varies – with 14 of 20 companies having systematic policies to plan for access for all pipeline candidates from Phase II onwards. However, only four companies – Boehringer Ingelheim, Johnson & Johnson, Merck KGaA and Takeda –were found to have implemented this policy for all latestage candidates. Despite a high proportion of pipeline candidates having access plans in place, an increased focus on the quality and geographic scope of these access plans in the 2024 Index analysis revealed considerable gaps. Specifically, companies only plan to make their pipeline candidates available in six countries in scope on average (out of a total of 113), meaning people in many LMICs will face delays in accessing the latest innovations once they reach the market. The gap is even greater in the quality of access plans for NCDs, where less than half of plans include any
additional considerations beyond commercial plans for registration.(See figure 2)
◆ Product Delivery
Strong efforts in health system strengthening and quality and supply, but stagnation in voluntary licensing.
Companies have shown a strong performance in health system strengthening and quality and supply, with wide engagement in quality health system strengthening initiatives, and fulfilling most criteria for mechanisms to ensure continuous supply of medicines, such as managing buffer stocks and strengthening supply chains. Similarly, most companies have policies to facilitate product donations, and 11 companies are engaging in longterm donation programmes for neglected tropical diseases.
Company performance varies significantly in product registration; while several companies have demonstrated their ability to register their products in a broad number of countries (see Best Practice on p.xx), almost half of products
analysed (49 per cent, 87/179) are not registered in any of the countries with the highest disease burdens. Moreover, companies are five times more likely to register their products in an upper-middle-income country (UMIC). Similarly, companies' equitable access strategies and outcomes are skewed towards UMICs, with 61 per cent of the products assessed still lacking access strategies in low-income countries (compared with 65 per cent in the 2022 Index). This marginal improvement is reflective of some companies expanding coverage in the 113 LMICs covered by the Index, but still leaves many patients living in low-income countries and least-developed countries without access. Encouragingly, many companies did report outcomes of their access strategies to the Index, with patient reach data shared for 74 per cent of the access strategies assessed. However, few companies shared the numbers of the eligible patient population, which is crucial for determining whether those in need are benefiting equitably from these access strategies. (See figure 3)
Notably, there has been a trend in companies developing and launching inclusive business models over the last five years, with wide-reaching commitments to expand access for neglected populations. However, the 2024 Index finds that the implementation of the newly established models are still in early stages, and implementation of the older, more established models is currently limited
There are several ways in which the companies analysed in the Index can harness their vast resources, expertise and knowledge to increase the availability of their innovative products in LMICs, including in those where they do not have commercial presence. For example, voluntary licensing, particularly undertaken alongside technology transfers, can be a powerful mechanism for improving local availability in LMICs. However, companies' performance in voluntary licensing has stalled. While the
2022 Index showed companies’ willingness to engage in voluntary licensing, the number of new agreements has fallen from six in the 2022 Index to just two in the 2024 Index. This is despite the fact that seven of the 20 companies currently have products in their portfolios for which voluntary licensing would be a viable option. Notably, most companies provided evidence of at least one technology transfer initiative to local manufacturers, with leading companies engaging in multiple technology transfers and other local manufacturing capacity building initiatives; lower-performing companies have not demonstrated any evidence of such efforts.
With regards to their intellectual property strategy, 18 of the 20 companies have policies in place, whereby they agree not to file or enforce patents in low-income countries and/ or least developed countries (this stood at 17 in the previous Index). This provides greater certainty to international drug procurers and generic medicine manufacturers when planning the supply of generic products. However, no companies list patent information for all products in scope on their websites.
The road ahead: Future challenges and opportunities for access to medicine in LMICs
In analysing companies’ performance in the 2024 Index, this report sets out practical steps that companies should now take to provide affordable access to more people living in low- and middle-income countries (LMICs). These recommendations are also informed by trends, developments and overarching opportunities within the current global health landscape that will be pivotal for companies and their partners in working towards closing persistent equity gaps. The Foundation will continue to monitor pharmaceutical companies’ actions against this backdrop, and how they address the challenges and opportunities that could have a significant impact on public health in LMICs.
◆ From pipelines to patients: Products in development that could be game-changing for global health
The 20 companies in scope of the Index hold the key to some of the most promising innovations to improve health outcomes of people worldwide. Typically, pharmaceutical products are developed to target more lucrative markets and, as a result, are often poorly matched to the needs of LMICs, with R&D trends increasingly shifting towards precision medicine and advanced therapies. However, several candidates that are currently in companies’ pipelines could yield the potential to reduce the burden of some communicable diseases that disproportionately affect people in LMICs.
◆ Respiratory Syncytial Virus (RSV) causes the deaths of 100,000 children each year, 99 per cent of which occur in LMICs. Until recently, no effective prevention or treatment for RSV existed.1 However, the recent approvals of Pfizer’s Abryvso (a maternal vaccine) and AstraZeneca/Sanofi’s Beyfortus (a prophylactic monoclonal antibody for infants) offer new hope of preventing unnecessary deaths. In addition to these recent approvals, Merck & Co., (MSD) has an investigational prophylactic monoclonal antibody (clesrovimab) in development that has also shown promising results in clinical trials.
◆ HIV treatment | Gilead’s lenacapavir is a long-acting sixmonthly injectable drug that has shown overwhelming efficacy in clinical trials for HIV prevention and is already approved for the treatment of HIV. Equitable access to affordable long-acting injectables to treat and/or prevent HIV could prove game-changing in the fight against the disease. In October 2024, Gilead announced that it had signed non-exclusive voluntary licensing agreements with six manufacturers to make and sell generic lenacapavir (subject to regulatory approval) in 120 LMICs.
◆ Tuberculosis remains the leading infectious disease killer globally, responsible for 1.25
million deaths in 2023.3 GSK is currently developing ganfeborole (GSK3036656), an antitubercular agent, with a novel mechanism of action, which could be impactful in addressing drug-resistant strains of the disease.
◆ Malaria | Novartis has several pipeline candidates addressing the emerging threat of artemisinin-resistance of malaria in adults and children, including its Phase III study, which investigates a combination of ganaplacide (an antimalarial with a new mechanism of action), with a new formulation of lumefantrine optimised for once-daily dosing. In addition to developing new products such as these, which can address unmet health care needs, it is crucial that companies plan for access in LMICs during R&D to expediate access after product approval. In doing this, companies must prioritise equitable and affordable access in countries that face the highest burden of disease so that the impact on public health can be maximised.
Capitalising on regulatory harmonisation in Africa to broaden access in overlooked countries
After a product proves successful in clinical trials, registration through a regulatory agency serves as a critical step for access to quality assured healthcare products for patients. The 2024 Index found a gap in product registration in Africa, identifying that 43 per cent of innovative product approved within the past five years have not been registered in any African countries. In 2024, 27 African countries ratified the African Medicines Agency (AMA) treaty, with more African Union members expected to follow.4 The establishment of the AMA –which aims to harmonise regulatory procedures in Africa to improve access to safe, qualityassured medicines across the continent – provides an opportunity for companies to engage with an entity that will coordinate the evaluation of prioritised medicinal products in Africa.5 In addition, streamlining regulatory processes through the AMA could help fa-
cilitate more clinical trials in African countries, where populations are currently underrepresented in clinical research.
Accelerating current efforts to reach vulnerable populations
Companies are increasingly adopting ‘inclusive business models’ (IBMs) to improve and provide sustainable access to their products for neglected populations, including those in low-income countries. In the last five years, Bristol Myers Squibb, Novartis, Novo Nordisk, Pfizer and Sanofi have launched IBMs with comprehensive approaches to addressing underserved or unserved populations’ access needs. However, implementation is currently limited and the degree of transparency on outcomes and progress varies across companies, making it challenging to assess their impact. As companies increasingly adopt IBMs, it is vital that companies transparently report the progress in implementing these models, particularly the number of patients reached. Not only will this help ensure accountability towards commitments tied to these models, but it can help facilitate the adoption of such models by more companies.
Ensuring sustainable supplyin countries where companies have shifted operations
Over the past two years, some companies have shifted their operating models in some African markets, discontinuing direct operations and moving to a third-party distribution model, largely due to economic factors. GSK has made this transition in Kenya and Nigeria*, and Sanofi has done so in Nigeria. Although this shift does not mean the companies no longer supply their products in these markets, it may impact the availability and affordability of essential health products, particularly as the supply of medicines transitions to thirdparty distribution. The continuity of affordable access for patients in these countries now hinges on the effective implementation of this distribution
model, making it crucial for companies to streamline distribution channels and prioritise the maintenance of robust and reliable supply chains.
References
*In October 2024, GSK entered a partnership with the Federal Government in Nigeria to strengthen local production.
1. Li Y, Wang X, Blau DM, et al. Global, regional, and national disease burden estimates of acute lower respiratory infections due to respiratory syncytial virus in children younger than 5 years in 2019: a systematic analysis. The Lancet. 2022;399(10340):2047-2064. doi:10.1016/S01406736(22)00478-0
2. Gilead Sciences. Gilead Signs RoyaltyFree Voluntary Licensing Agreements with Six Generic Manufacturers to Increase Access to Lenacapavir for HIV Prevention in High-Incidence, Resource-Limited Countries. Published October 2, 2024. Accessed October 4, 2024. https://www. gilead.com/news/news-details/2024/ gilead-signs-royalty-free-voluntary-licensingagreements-with-six-generic-m anufacturers-to-increase-access-to-lenacapavir-for-hiv-prevention-in-high-incidence-resource-limited-countries
3. World Health Organization. WHO factsheet on tuberculosis. Published October 29, 2024. Accessed October 31, 2024. https://www.who.int/newsroom/ fact-sheets/detail/tuberculosis
4. European Medicines Agency. EMA to support establishment of the African Medicines Agency. Published 2024. Accessed August 29, 2024. https://www. ema.europa.eu/en/news/emasupport-establishment-africanmedicines-agency
5. African Union Development Agency (AUDA-NEPAD). African Medicines Agency (AMA). Published 2020. Accessed August 29, 2024. https://www.nepad.org/ microsite/african-medicinesagency-ama
Securing the pharma supplychain through traceability,transparencyand technology
Traceability has long been a challenge for the pharma supply chain.Yet,it is key to ensure good distribution practices and overcome the constant threat of counterfeiting drugs.Industry experts analyse the challenges,and strategise to safeguard the pharma supply chain
India needs to focus on reducing dependencyon single sources by qualifying other
There are several challenges in the traceability of the pharma supply chain. They mainly consist of controllable factors such as managing shipment time, lead time, temperature excursions, and maintaining quality checks, and uncontrollable factors such as the Red Sea Crisis increased lead time and planning.
Companies and the industry need to work towards enhancing end-to-end traceability by improving forecast accuracy and ensuring adherence to compliance. Efforts must be taken to reduce lag/lead time, avoid temperature excursion, and ensure that all related documentation is completed and filled correctly. India pharma inc needs to focus on reducing dependency on imports and dependency on single sources by qualifying other geographies. In order to ensure quality control, supplier qualifications must include quality testing (Nitrosamine + other tests from national/government labs of the country).
Available solutions
◆ Track and trace mechanisms to be installed and monitored with validation in place
◆ Datalogger real-time online tracking/monitoring
◆ Temperature challenge: Pharma companies focus mainly on cold chain and ensure
geographies
that the products are transported across the length and breadth of the country using cold chain transportation. In India, we are seeing a boom of reefer vehicles which are being used across industries.
◆ Depute ‘speciality couriers’ rather than the regular freight forwarders. Speciality couriers have a very tight TAT and monitoring mechanism from end to end. A few companies to name, PDP, Ontime Globe, Alisped etc
◆ Companies have moved from traditional USB data loggers to smart IOT-based loggers which give real-time monitoring of temperature during the transit of the products and storage in warehouses.
◆ Counterfeits: Ensuring product artworks are changed/ reviewed at regular intervals to prevent counterfeiting. Various security measures like watermarks/QR codes etc are being used in product artworks.
Afewcases from the industry
Good companies have very strong practices in transportation and logistics which aim to minimise hazards. For e.g. The drivers are enrolled on training programmes and are tested frequently to avoid any mishaps. The trucks are fitted with realtime GPS/anti-sleep alarms to prevent accidents and ensure timely delivery of products.
Though there are regulations in place,gaps exist which lead to counterfeiting
Pharma supply chains face several challenges in track-and-trace systems, which are essential for ensuring safety, preventing counterfeiting, and improving transparency. Though there are regulations in place in different countries, gaps exist which lead to counterfeiting.
1. Interoperability: Different stakeholders viz. Manufacturers, distributors, chemists, and consumers use varying systems, leading to data silos and inconsistent records.
2. Global standards: Different countries have unique regulations (e.g., DSCSA in the US, FMD in Europe), complicating international distribution networks.
3. Real-time tracking: Maintaining continuous, accurate tracking across complex supply chains remains difficult.
4. Serialisation: Ensuring unique identifiers are correctly assigned, printed, and recorded across the chain is challenging. Many times, issues like duplicate code, and missing codes have been flagged by regulators.
5. Cold chain monitoring: Tracking temperature-sensitive products, like biologics,
7. Data security: Managing vast amounts of sensitive data raises concerns about privacy and cybersecurity.
8. Scalability: High implementation costs, integration with legacy systems and enterprise solutions hinder widespread adoption.
9. Stakeholder compliance: Coordinating across fragmented stakeholders to ensure compliance is difficult.
10. Final authentication: Authenticating products at the patient level is still not fully realised.
Ashish Mohan,VP- Procurement and SupplyChain,Bharat Serums and Vaccines
Atul Sharma,President - Sales & Operations,SPAN Inspection Systems
Data-driven traceabilitysolutions provide critical insights for compliance with global regulatorystandards
The pharma supply chain faces persistent challenges related to traceability, which affect safety, efficiency, and compliance. Key challenges include counterfeit drugs, product recalls, regulatory compliance, and transparency. Counterfeit drugs pose significant risks to patient safety, and the lack of real-time visibility across supply chain partners limits response times to issues like recalls. Additionally, adhering to evolving global regulatory requirements remains complex and costly for pharma companies.
To address these challenges, effective traceability strategies are essential. At OPTEL, we leverage advanced traceability technologies to secure the pharma supply chain and meet these challenges head-on. Our solutions include end-to-end serialisation and aggregation, enabling full transparency from the raw materials stage through to the end consumer.
This level of visibility helps to quickly identify and remove counterfeit products from circulation, ensuring patient safety. Additionally, OPTEL’s data-driven traceability solutions provide critical insights for compliance with global regulatory standards, simplifying adherence and reducing the risk of non-compliance. Another key strategy is integrating advanced technologies like blockchain and AI to
improve data accuracy and automate compliance. These technologies enable secure data sharing across supply chain partners, enhancing transparency and fostering trust. By implementing OPTEL’s solutions, pharma companies can protect patients, ensure regulatory compliance, and streamline supply chain operations, creating a more secure, efficient, and resilient pharma supply chain.
Indian pharma industry has come a long way in the last decade. We have raised our standards of storage, handling and transportation but we still have a long way to go when we compare ourselves with global standards.
Spurious/counterfeited drugs are one of the reasons authorities force companies to opt for serialisation, but it comes with its challenges. Some of those are as listed:
◆ Track-and-trace data reliability
◆ Manual operations increase errors, delays, and costs
◆ The huge amount of interconnected data
◆ A fragmented picture
◆ Turning data into valuable insights and predictions
◆ Transparent, security-first data sharing
End-to-end traceability improves supply chain visibility and data-sharing access.
Manufacturers can access actionable insights to develop ef-
Bharat Bhushan Rathi,HeadDistribution and Logistics, Mankind Pharma
fective strategies to optimise their resources and tackle existing supply chain inefficiencies that free up net working capital. Companies must implement serialisation (assigning unique identifiers to products) and track-and-trace systems to ensure that products are genuine and traceable throughout the supply chain.
CPHI-PMEC SPECIAL
We aim to strengthen our presence in emerging pharma hubs across Tier 2 and Tier 3 cities
Dr Kiran Badgujar ,Founder & Director,Aureole Pharmatech discusses his company's strategic initiatives to strengthen its presence in emerging pharma hubs,innovate through sustainable,customisable lab solutions,future technology investments and more,in an interview with Express Pharma
How do you envision the role of Aureole Pharmatech evolving in response to advancements in the pharma and laboratory equipment industries?
At Aureole Pharmatech, we envision evolving by embracing smart technologies to improve equipment efficiency and precision, while also focusing on sustainability through energy-efficient, ecofriendly solutions. We aim to provide highly customisable, modular equipment that supports personalised medicine and specialised research needs. By staying ahead of regulatory changes, we ensure our equipment meets the highest standards for compliance and quality. Additionally, we are expanding our digital offerings with tools like remote monitoring and data analytics to optimise operational performance. Through strategic partnerships, we aim to drive innovation and address the industry's emerging challenges, keeping our clients at the forefront of pharma and laboratory advancements.
Could you share specific examples of recent innovations, and how these have influenced your product offerings?
Recently, Aureole Pharmatech introduced several key innovations, including the microbial air sampler, which enhances environmental monitoring in pharma and laboratory settings, ensuring better air quality control. Additionally, we’ve become an
authorised dealership of KNF pumps, a leading German brand, allowing us to offer high-quality laboratory pumps known for their precision and reliability. We’ve also expanded our range with tabletop instruments, providing compact, efficient solutions for laboratories with space or budget constraints. These new offerings strengthen our portfolio, addressing growing demand for advanced, reliable equipment in the pharma and research sectors.
What are the primary growth drivers for Aureole Pharmatech in the current market, and how do you plan to leverage them over the next few years.
`The primary growth drivers for Aureole Pharmatech are increasing demand for automation and smart lab solutions, the rising focus on sustainability in pharma manufacturing, and the need for customisable, scalable systems. To leverage these,
we’ll continue to develop advanced, eco-friendly equipment that enhances efficiency and reduces environmental impact. We’ll also expand our portfolio of modular solutions to meet the diverse needs of growing businesses. By investing in digital tools like data analytics, we’ll help clients optimise their processes and stay ahead in a competitive market. This approach positions us to drive growth through innovation, sustainability, and flexibility over the next few years.
Do you have plans for geographical expansion, either within India or internationally? What markets are you considering, and why?
Yes, Aureole Pharmatech is actively exploring geographical expansion both within India and internationally. Domestically, we aim to strengthen our presence in emerging pharma hubs across Tier 2 and Tier 3
cities, where demand for highquality lab equipment is growing. Internationally, we’re focusing on Southeast Asia, the Middle East, and West Africa, where rapid industrialisation and increasing investments in healthcare and R&D present significant opportunities. Our strategy will be to leverage our innovative, sustainable products and customise solutions to meet the specific needs of these diverse markets.
Any planned investments in technology or infrastructure that will significantly shape the future of Aureole Pharmatech?
Yes, Aureole Pharmatech is planning significant investments in both technology and infrastructure to shape our future growth. We are upgrading our manufacturing facilities with advanced automation and smart production systems to improve efficiency and product quality. Additionally, we’re investing in digital platforms to enhance data analytics and remote monitoring capabilities, providing clients with smarter, more integrated solutions. These investments will not only streamline our operations but also enable us to offer cutting-edge products that meet the evolving needs of the pharma and laboratory industries.
How does Aureole Pharmatech assess and respond to evolving
customer needs, especially in the highly specialised pharma equipment segment?
At Aureole Pharmatech, we closely monitor industry trends, maintain regular communication with key stakeholders, and actively seek customer feedback to assess evolving needs. In response, we customise our product offerings, focusing on highly specialised, flexible solutions that address specific challenges in pharma research and production. By staying agile and collaborating with clients, we ensure our products evolve to meet the unique demands of a rapidly changing industry.
What is your vision for Aureole Pharmatech in the next five to ten years? Are there specific milestones or achievements you’re aiming for?
In the next five to ten years, Aureole Pharmatech aims to become a leading global provider of innovative, sustainable pharma and laboratory equipment. We plan to expand our international presence, especially in high-growth markets, and achieve industry leadership in smart, modular solutions. Key milestones include increasing our market share in emerging regions, advancing our digital offerings, and strengthening partnerships with leading pharma companies to drive cutting-edge R&D. Ultimately, we strive to set new standards in product quality, customer satisfaction, and
Delivering on GLP-1 demand: Acombination of device offerings and supplystrategy
Manuela Giacon,Product Manager,Pen Injectors,Stevanato Group & Josh Gordon,Product Manager,Auto-Injectors,Stevanato Group explain why auto-injectors and pen injectors will remain at the fulcrum of GLP-1 delivery
It is estimated that the GLP-1 market will exceed $100 bn by 2030, driven equally by diabetes and obesity usage. In the US alone, total GLP-1 users may be as much as 30 million by 2030 – that’s around 9 per cent of the overall population (1). Here at Stevanato Group we believe that today, and for the foreseeable future, auto-injectors and pen injectors will remain at the fulcrum of GLP-1 delivery. And whilst this potential blockbuster treatment presents considerable opportunities for pharma partners, there are of course challenges, specifically in terms of satisfying demand.
In this article we will review the growth in demand for GLP-1 treatments and present Stevanato Group's response to this exciting opportunity, showcasing its Alina® device platform for pen injectors and the Aidaptus® two-step, single-use auto-injector.
In 1986, ten years after it was first introduced by Smith Kline & French, sales of peptic ulcer treatment Tagamet surpassed the $1 billion mark, making it the first drug in history to be classified as a blockbuster (2).
Since then, the pharmaceutical industry has welcomed a host of therapies and vaccines into this revered club, with indications covering everything from cancer and COVID-19 to arthritis and atrial fibrillation. In recent times, however, much of the attention in the blockbuster category has been focused on glucagon-like peptide-1 receptor agonists (GLP-1 agonists). These drugs were originally established as treatments for managing blood-sugar levels in people with Type 2 diabetes but have experienced a recent dramatic boom in demand as treatments for obesity.
A high-profile case in point is semaglutide. The drug was approved by the U.S. Food and Drug Administration (FDA) in June 2021 as a 2.4 mg onceweekly injection for chronic weight management in adults with obesity or those overweight with at least one weight-related condition, such as high blood pressure, Type 2 diabetes or high cholesterol(3), In 2023, sales of semaglutide for the weight management indication more than quadrupled year-on-year(4) and further interest has been spurred by new indications in relation to cutting cardiovascular risk and emerging benefits being shown in people with Alzheimer’s disease (5,6).
The strength of these figures provides a clear indication of the intense demand for GLP-1 treatments, but what they do not convey is the unforeseen implications of such high levels of
popularity. This issue came to the fore early in 2024 when the Medicines and Healthcare Products Regulatory Agency (MHRA) issued a National Patient Safety Alert triggered by global supply issues for certain GLP-1 drugs, advising healthcare professionals to conserve existing stock for patients with Type 2 diabetes (7,8). The implementation of such measures ensures the critical priority of patient needs continues to be met while avoiding patients seeking what the World Health Organization (WHO) describes as “falsified or substandard” versions of these medicines through unregulated outlets on the internet (9).
Looking to the future, demand for GLP-1 drugs is expected to remain high as healthcare systems look to manage obesity and diabetes among an ageing population. By 2026, antidiabetics are expected to attract
the third highest level of spending after oncology and immunology treatments. And with more than half of the global population (51 per cent, or over 4 billion people) predicted to be either overweight or obese by 2035, investment in obesity drugs is forecast to rise by a compound annual growth rate (CAGR) of 35-38 per cent between 2023 and 2027 (10,11)
While some GLP-1 treatments currently in the pipeline are set to reach the market in oral tablet form, the auto-injectors and pen injectors at the forefront of GLP-1 delivery today will continue to deliver multiple patient benefits across this significantly expanded market segment.
For the pharma companies aiming to satisfy this surging demand, the choice of delivery mechanism and delivery partner will have implications for supply
chain capacity and resilience. Expediting such a device to market requires assessment and resolution of risk in areas including drug containment and device specification as well as scaled-up production, assembly, fill/finish and distribution. Access to proven technologies, relevant device options, global manufacturing expertise and go-to-market knowledge are, therefore, all integral to supporting drug companies’ commercial strategies with a time-efficient and cost-effective route to market.
At Stevanato Group we combine global manufacturing reach with an extensive product portfolio, allowing us to support pharmaceutical partners with an end-to-end approach at scale. For applications suited to pen injectors, Stevanato Group’s Alina® device platform offers partners a customisable approach to the delivery of variable and multi-dose treatments. The pen injector’s performance, features and intuitive handling are compatible with established therapeutic regimens as well as innovator drug therapies that require a multidose delivery device for conditions such as diabetes and weight management. Alina® has been designed with patient convenience and confidence in mind. It features an ergonomic form and intuitive delivery mechanism, with patients receiving visual and audible feedback for clear confirmation of dose setting, correction, and injection.
From a manufacturing perspective, Alina® devices are built around the concept of flexibility. Production is handled at Stevanato Group’s FDA-inspected facility in Germany, providing customers with access to dedicated, established tooling and sub-assembly lines that can ac-
Figure 1: Stevanato Group’s Alina® device platform offers partners a customizable approach to the deliveryof variable and multidose treatments
CPHI-PMEC SPECIAL
commodate levels of customisation according to a customer’s production requirements. This ensures devices comply with the stringent quality standards demanded by regulatory authorities while avoiding the requirement to engage in a highly bespoke device design, prototyping and testing development process, and the establishment of tailored tooling and assembly lines. As such, the Alina® platform provides a cost-effective and time-efficient pathway to take GLP-1 pen injector devices from bench to large-scale production, factoring in changing volume demands as a product scales throughout its development lifecycle.
In the auto-injector segment, our collaboration with Owen Mumford Pharmaceutical Services (OMPS) opens the door to next-generation single-use applications via the Aidaptus® device platform. Intended to balance innovation and familiarity, Aidaptus® is a two-step, single-use auto-injector with a versatile hybrid design that can accommodate both a 1 ml and 2.25 ml prefilled syringe in the same form factor. The platform’s novel plunger rod technology facilitates flexible filling with no change of parts, allowing for a single device to accommodate multiple dose configurations, consolidating SKUs.
Patients using Aidaptus® benefit from a familiar, intuitive delivery mechanism, while compatibility with Stevanato Group’s 29G special thin-wall (sTW) needle allows for a reduction in the time and force required to inject viscous solutions. The benefits of this novel component, which are accentuated in applications involving large-molecule biologics, can be seen in an improvement in the overall patient experience when delivering GLP-1 therapies. This is achieved by expanding the internal diameter of the needle while maintaining the same external dimensions as a standard thin-walled needle, ensuring compliance with the ISO 9626:2026 requirements for the manufacture of hypodermic needles and medical devices.
With Aidaptus®, Stevanato Group’s understanding of the critical area of drug contain-
ment is brought to the fore through compatibility of the platform with Nexa® prefilled glass syringes. Supplied presterilised, Nexa® high-performance syringes have been developed to ensure compatibility with drug delivery devices to meet the growing demand for drug products that patients can self-administer from the comfort of their own homes. Together, the innovative packaging solutions offer unrivalled quality and reliability for even the most sensitive and complex drug formulations.
For drug owners and manufacturers, the fact that the Aidaptus® plunger rod automatically self-adjusts to the drug fill volume during final assembly, requiring no change of parts and associated process steps, also streamlines the final assembly operation. Additionally, the device’s inherent flexibility offers the opportunity for it to support various dose configurations further upstream in the clinical development process (e.g. dosefinding studies) and to support commercial ambitions as part of a lifecycle management programme, all of which help to accelerate time-to-market.
In the case of both Aidaptus® and Alina®, individual device capabilities are married to the breadth of the Stevanato Group service portfolio and our comprehensive product knowledge in drug delivery. This uni-
fied, single-point-of-contact approach can bring important production benefits to pharma partners by limiting the points of friction that can be present in a more fragmented supply chain and ensuring all components ultimately knit together into a coherent combination product.
This can be seen in the fact that Alina®, while optimized for Stevanato Group’s range of Nexa® glass cartridges, is fully compatible with ISO 3mL glass cartridges and can be integrated into a variety of fill-finish systems. Likewise, the Aidaptus® platform is compatible with all equipment suppliers with the associated format parts, allowing the final assembly of the device to be integrated into existing CDMO manufacturing structures.
Where it is required, however, Stevanato Group can offer in-house expertise in the design and delivery of highly efficient and flexible assembly production lines, which can deliver time and cost savings for pharma partners in various scenarios, in-
chain to help pharma partners meet the sizeable and sustained demand for GLP-1 products. In a more fragile world, where geopolitical instability has the potential to cause knock-on effects for commercial activities, our highly integrated service offering and global reach can provide greater control and introduce higher levels of efficiency and continuity of supply throughout the supply chain, from sourcing raw materials through to the robust production of patient-friendly auto-injectors and pen injectors that are fully compliant with current regulatory requirements.
cluding where final assembly must be completed at a customer site or at their CDMO. Here, Stevanato Group’s inhouse capabilities allow for device production equipment to be entirely designed, developed, fabricated, and commissioned by our own engineers, limiting the complexity and risks that can arise as a result of engaging with multiple third parties. Additionally, the core and consistent assembly technology that spans from our smaller benchtop assembly unit to our higher commercial assembly platform supports an efficient industrialization scale-up favourable for existing and new entrants in the GLP-1 space.
Looking to the future, we are also pleased to offer pharma companies long-term support for drug delivery devices through our investment plan to further strengthen our supply offering in multi-cavity tooling, injection moulding and sub-assembly offerings at our locations worldwide. Furthermore, our relationship with OMPS is an example of how partnerships and collaboration add further layers of market-leading expertise to Stevanato Group’s offering.
While such investments cement our commitment to deliver complex products at a truly global scale, our underlying objective is to reduce the number of engagement points across the combination product value
Figure 2: Aidaptus® is a two-step,single-use autoinjector
CPHI-PMEC SPECIAL
INTERVIEW
MackPharmatech is the first to launch PLC-based environmental chambers in India
Manoj Choudhari,Managing Director,Mack Pharmatech shares insights on his company's pioneering expand globally and enhance regulatory compliance
How do you envision the role of Mack Pharmatech evolving in response to advancements in the pharma and laboratory equipment industries?
Mack Pharmatech is a leader in innovative technologies. We are pioneers in PLC-based control systems in environmental chambers. The first company to launch PLC-based environmental chambers in India.
Mack Pharmatech is India's first company to acquire European CE Certification for Environmental Chambers and 'CE' is the 'Standard' feature of all our machines. We manufacture equipment with GMP guidelines which are 21 CFR Part 11 compliant as per GMP and GDP guidelines. We also have UL certification for exporting our equipment to the US market. We are a ISO 9001:2015 certified company.
So, considering all above points, we will definitely say that Mack Pharmatech is a leader in pharma and laboratory equipment.
Could you share specific examples of recent innovations, and how these have influenced your product offerings?
Yes, as explained above, a PLCbased system has a unique 21 CFR part 11 complaint DAAS 4.1 software system that comprises all types of user friendly logs, signing authorities and audit trails which is required by regulatory departments is the best example of our innovation. We have advanced technologies like GSM system, Hooter system and SMS system (which is nowadays a regulatory requirement too) to make the life of our customers easy.
We have biometric as well as face detection systems to control unwanted access to the chambers as per regulatory guidelines.
Mack Pharmatech is the first Indian company to launch PLC-based environment testing equipment which are required for pharma industries and laboratories as well as many other industries like agriculture, cold storages, ware houses, laboratories etc.
What are the primary growth drivers for Mack Pharmatech in the current market, and how do you plan to leverage them over the next few years. Our business is improving human life. All of our actions must be measured by our success in achieving this goal. Above all, we value our ability to serve everyone who can
benefit from the appropriate use of our products and services, thereby providing long lasting consumer satisfaction.
We are committed to the highest standards of ethics and integrity. In discharging our responsibilities, we do not take professional or ethical shortcuts. We are dedicated to the highest level of scientific excellence and commit our research towards manufacturing all types of pharma and laboratory equipment.
We strive to create an environment full of mutual respect, encouragement and team work. An environment that rewards commitment and performance.
Do you have plans for geographical expansion,
either within India or internationally? What markets are you considering, and why?
Yes, we are already supplying our equipment to all regions of India and we have our service stations too all over India.
Now, we intend to expand in the areas where we have not reached till date.
Our chambers are also present in countries like Canada, South Africa, Malaysia, Sri Lanka, Vietnam, Hungary, China, Egypt and many more countries.
Now, our target is to export our chambers to big countries like the UK, the US and others.
Any planned investments in technology or infrastructure that will significantly shape the future of Mack Pharmatech?
We have plans to expand our technology as per the requirement of the world and users. We have already expanded our infrastructure to next level which will definitely take the bar of Mack Pharmatech to the next level and fulfill requirements of our customers.
How does Mack Pharmatech assess and respond to evolving customer needs, especially in the highly specialised pharma equipment segment?
Enabling sustainability is one of the pillar of Mack Pharmatech It is embedded in our DNA and demonstrated in our innovation process, manufacturing approach and product quality through which we partner with our customers to assist them on their own sustainability journey.
Mack Pharmatech has entered in the 25th year of
fabulous journey with its strong presence in the domestic and global market. We are celebrating our silver jubilee year with the same approach and enthusiasm. The journey will further continue for many decades to come with same brand and logo with more momentum, passion customer oriented focus than ever before under my sole visionary leadership.
Mack Pharmatech is committed to be indispensable and offer matchless solutions for environmental testing. Our commitment always ensures our products are in compliance with GMP and other manufacturing regulations, assures on time delivery without any compromise in quality and 24 X 7 service backup for proper maintenance service of our products through experts and expertise in electronics and mechanical engineering.
What is your vision for Mack Pharmatech in the next five to ten years? Are there specific milestones or achievements you're aiming for?
To take Mack Pharmatech to the next level of technology is our first target.
Secondly, I want to see Mack Pharmatech at the No.1 one position in all aspects like finance, infrastructure and employee motivation.
Employees' growth and satisfaction is the main motto of Mack Pharmatech.
At Mack Pharmatech, we think that employees are the heart of company and if they grow then our company will also grow. So employees' development, training and satisfaction is our main focus area for the next few years.
The pre-prepared method is exactly what it says – every mop and cloth required for that days’ cleaning is prepared in advance with the correct amount of water and customers validated disinfectant.
another pre-prepared mop is placed on the frame for use in the next room/area/surface. The used mop is then placed into a
Website: www.vileda-professional.com l Email: prasad.crg@fhp-ww.com
INNOVATIVE APPLICATIONS, PERSONALISED SOLUTIONS!
We are the Innovation Leader in Application Development
TOPICALS AND DERMA-COSMETICS
We are VIMAL, your Reliable Ingredient Partner with Global Footprint
Our capacity to promptly engage with the constantly changing market and identify its requirements enables us to provide distinctive solutions ahead of the rest.
Add us on our socials for interesting updates, scan the QR!
The wide-ranging health benefits of Pycnogenol for women of all ages
Dr Franziska Weichmann,Manager of Scientific Communications and Product Development at Horphag Research,highlights benefits of Pycnogenol,a French maritime pine bark extract, offering women across all life stages a natural way to manage the physical and emotional challenges tied to hormonal changes
Women, regardless of age—whether young, middle-aged, or older—experience the ongoing effects of their reproductive health throughout their lives.
Every woman of reproductive age regularly experiences the impacts of menstruation. While for some it may be a minor monthly inconvenience, for others, it can significantly interfere with their daily life. Depending on their age, between 16 per cent and 91 per cent of menstruating women experience throbbing cramps in the lower abdomen, so-called dysmenorrhea1. Women aged 17 to 24 are often the most affected by severe discomfort during their menses. For up to 15 per cent of women suffering from dysmenorrhea, the cramps are so severe that they cannot attend work, school or other activities on a regular basis2. Menstrual cramps are often accompanied by additional symptoms such as back aches, sweating, headaches, nausea, vomiting, diarrhoea or tremors. In addition to age, risk factors for dysmenorrhea include smoking, higher BMI, heavy menstrual flow, depression, stress, childlessness and a family history of painful menstruation.
Endometriosis is a more severe and chronic condition that affects only around 5 per cent of women in the reproductive age, mostly diagnosed between 25 and 35 years old3. Endometriosis is a chronic inflammatory disease in which endometrial tissue grows outside the uterus, causing pelvic pain during the menses and can even lead to infertility4. Severe abdominal cramps, discomfort during sexual intercourse, difficulty with defecation or urination are the most frequently reported symptoms.
Even when regular menstruation and the fertile time come to an end, challenges related to female reproductive system and hormones persist. As part of natural reproductive ageing, menopause affects most women between 45 and 55 years of age with the termination of ovarian function1. Over 1 billion women are expected to experience menopause by 20255. Menopausal transition can last from a few months up to 10 years and is often accompanied by a wide range of symptoms due to hormonal fluctuations. These symptoms can vary from mild to severe and may even interfere with daily tasks6
Vasomotor symptoms, specifically hot flashes and spontaneous sweats are considered the most frequent and most bothersome symptoms during menopause, affecting up to 80 per cent of perimenopausal women7. Hot flashes and spontaneous sweats during menopause transition can lead to sleep disruption and depressed mood –two other common symptoms of menopause. This results in fatigue, irritability, forgetfulness and decreased work productivity, all frequently described by
perimenopausal women7
Other typical climacteric issues include an increased risk of cardiovascular problems, cognitive impairments, sexual dysfunction (vaginal dryness, loss of libido, dyspareunia), joint and muscle aches, hair and skin problems and impaired sense of attractiveness8,9. Interestingly, women from different cultures perceive the severity and mere occurrence of various symptoms very differently10
Hormone therapy (especially oestrogen-progestogen preparations) has for a long time been a common way to treat menopausal symptoms. However, this treatment may cause an increased risk of severe adverse effects, including venous thromboembolism, strokes and even breast cancer11. Thus, many women are looking for non-hormonal and natural ways to cope with the signs and symptoms of menopausal transition.
Pycnogenol, French maritime pine bark extract is a natural antioxidant and anti-inflammatory food supplement, that was found to have beneficial effects on various health impairments associated with female reproductive health. This includes
discomfort during menstruation 12-18 and symptoms of menopause19-23 without affecting hormone levels19. It has been shown that Pycnogenol has beneficial effects on urinary tract infections24, 25 and improves skin26-34 and hair health35
Relieve of menstrual discomfort and symptoms of endometriosis
To date, more than 450 women took part in seven different studies in which the effects of Pycnogenol on menstrual discomfort and endometriosis-related symptoms was specifically investigated12-18
In an initial pilot trial, 39 women with either endometriosis, severe menstrual cramps or other chronic pelvic discomfort took Pycnogenol starting seven days before menstruation12. Abdominal discomfort, menstrual cramps and tenderness were found to be improved in 66 – 100 per cent of the women. These first observations have led to more research on Pycnogenol’s beneficial effects on menstrual discomfort.
In a second study, 47 women with dysmenorrhea were supplemented with Pycnogenol for
two menstrual cycles13. The scores for abdominal discomfort were reduced by 41 per cent compared to the scores before supplementation. In addition, the number of days with abdominal discomfort were reduced from an average of 3.9 before taking the supplement to 3.3 days with Pycnogenol and from 3.5 to 2.8 days regarding back aches. The use of analgesics was reduced by 60 per cent after the two cycles of Pycnogenol supplementation.
A double-blind, randomised, placebo-controlled multicenter study confirmed Pycnogenol’s ability to significantly reduce abdominal discomfort in women with dysmenorrhea (14). The women took Pycnogenol for two menstrual cycles, during which they needed significantly less analgesic medication compared to the 2 cycles before supplementation (-46 per cent) and the placebo controls (-28 per cent). Even after discontinuing Pycnogenol in the fifth cycle, the reduced need for analgesics persisted, whereas placebo patients resumed using more pain relief. The number of days requiring analgesics was also significantly reduced with Pycnogenol from
CPHI-PMEC SPECIAL
2.1 days to 1.3 days and barely changed in the placebo group, from 1.9 to 1.7 days.
Published in the International Journal of Women’s Health, another study showed that Pycnogenol supplementation for three months increases the efficacy of low-dose oral contraceptives to improve severely cramping menstrual discomfort by 78 per cent compared to the contraceptive-only group which reported an amelioration of 25 per cent on the discomfort score15. In the Pycnogenol group, 27 per cent of the women achieved a state free from discomfort, whereas none of the
gen levels. This finding was confirmed in another double-blind, placebo-controlled study, where no influence of Pycnogenol on any hormonal activities that could interfere with the natural menstrual cycle was observed19
Another three-month study on endometriosis patients investigated beneficial effects of the combination of oral contraceptives with Pycnogenol regarding endometriosis-related aches17 Pycnogenol, added to oral contraceptive intake further significantly reduced discomfort. 56 per cent of participants taking Pycnogenol in combination with an oral contraceptive reported a
subjects in the control group reported a complete disappearance of their symptoms.
In a study with 58 women after endometriosis-related surgery, the efficacy of Pycnogenol supplementation was compared to a monthly injection of Leuprorelin, a commonly used sixmonth therapy for endometriosis , which blocks the production of estrogens16. The observed symptoms were menstrual and pelvic discomfort, pelvic tenderness and induration of the pelvic area. Both Pycnogenol and Leuprorelin reduced the symptom scores, with the standard medication being more efficient after six months. However, upon obligate discontinuation of the medication, the recurrence of symptoms was very severe, whereas Pycnogenol supplementation kept the endometriosis symptoms at a low level, the discomfort score being reduced by 33 per cent in a natural way. In addition, it was found that Pycnogenol does not affect oestro-
complete resolution of menstruation-related cramps, whereas no patient in the oral contraceptive-only group was completely free of symptoms by the end of the study.
The molecular mechanism behind this synergistic effect of oral contraceptives and Pycnogenol was investigated in a study with 122 endometriosis patients18. The study results suggest that Pycnogenol supports the effect of oral contraceptives in blocking the NF-?B cascade by reducing the expression of different inflammatory-induced genes in the endometrium of endometriosis patients.
Inflammatory processes were found to be a key mechanism in dysmenorrhea and endometriosis36, 37. During menstruation, the tissue lining of the uterine cavity is replaced, leading to wound healing and inflammation. In several studies, it was shown that Pycnogenol has potent anti-inflammatory activities38-40. Already after five days of
daily intake, a study reported that Pycnogenol significantly inhibited NF-kB activation by 15.5 per cent and matrix metalloproteinase 9 (MMP-9) release by 25 per cent, two important regulators in the inflammation process39. In a similar study, statistically significant inhibition of inflammatory molecules COX-1 and COX- 2 was observed after intake of Pycnogenol40.
Relieve of menopausal symptoms
Pycnogenol has demonstrated remarkable efficacy in addressing various conditions and disorders associated with menopause. Numerous studies have been conducted, involving nearly 600 menopausal women, to investigate the effects of Pycnogenol on climacteric symptoms19-23, providing substantial evidence of its benefits.
A randomised, double-blind placebo-controlled six-month study with 155 peri-menopausal women found all symptoms of the Women’s Health Questionnaire (WHQ) to be significantly improved in subjects taking Pycnogenol, as compared to placebo controls20. The symptoms on the WHQ include somatic (tiredness, headache) and vasomotor problems (hot flashes, sweating), depressed mood, memory and concentration issues, attractiveness, anxiety, sexual behaviour, sleep, and menstrual problems. The trial showed a significant normalising effect on the slightly elevated blood pressure, reducing it by 3.9 per cent20. In the same study, a significant decrease of high LDL-cholesterol by 9.9 per cent and a significant increase of HDL cholesterol by
4.6 per cent was observed after six months of Pycnogenol supplementation. This confirms Pycnogenol’s beneficial effects on cardiovascular health by reducing the risk for cardiovascular diseases.
In another study, the symptoms of 70 women in menopausal transition were evaluated with 38 subjects being supplemented with Pycnogenol for 8 weeks21. The scoring system included 33 common signs and symptoms of menopausal complaints, such as hot flashes, night sweats, mood swings, irregular periods, loss of libido and vaginal dryness, which improved significantly after Pycnogenol intake.
A significant efficacy of a low dosage of Pycnogenol (60 mg daily) on climacteric symptoms could be shown in a randomised, double-blind placebo-controlled investigation with 170 women19 In this study, the total menopause symptom score of the women was reduced by 17 per cent compared to placebo after three months, along with the improvement of fatigue or sleep
problems and of arthritic or muscular soreness by 54.4 per cent. In this study, blood plasma levels of different sexual hormones were investigated as well. The results showed that after Pycnogenol intake, none of the hormone levels showed significant changes compared to baseline or placebo, providing further evidence of its safety.
The main symptoms of menopausal transition improved significantly in a study with 70 peri-menopausal women, who took Pycnogenol for 8 weeks22 Vasomotor symptoms, vaginal problems, cognitive impairment, and sleep disorders were significantly improved compared to baseline scores as well as to the control group. Daily supplementation with Pycnogenol was shown to normalise high blood pressure and to improve their blood lipid profile22. Additionally, cardiovascular risk factor markers, such as homocysteine and CRP values improved significantly.
A very recently published study on menopause compared the effects of Pycnogenol to two other plant extracts that are commonly used against menopausal symptoms23. Psychological as well as vasomotor and sexual symptoms were improved more with Pycnogenol compared to the other tested extracts in the 90 postmenopausal women in the study.
Urinarytract infection symptoms
Women are 8-times more likely to get a urinary tract infection (UTI)41. (Post-) menopausal women are at an even higher risk, as the lowered levels of oestrogen can reduce protective
vaginal flora, allowing harmful bacteria to thrive more easily 42
Recently, it could be shown that Pycnogenol intake has beneficial effects on the signs and symptoms and frequency of recurrent UTIs in women24, 25. The number of UTI episodes within two months was significantly lower with Pycnogenol than in control patients and interestingly, even lower compared to patients taking traditionally used cranberry extract. Again, this can be explained by the strong anti-inflammatory and antioxidant effects of Pycnogenol.
Skin health and beauty
In over 20 published dermatological clinical investigations, Pycnogenol was shown to provide numerous health benefits to the skin. These benefits include increased skin hydration, improved skin microcirculation, greater skin elasticity and decreased pigmentation, leading to a beautifully glowing skin appearance with less wrinkles 26-34 .
A placebo-controlled doubleblind study investigated the effects of Pycnogenol on the skin health of 78 subjects, who work outdoors in a highly polluted urban area. After three months, the skin barrier measured as trans-epidermal water loss (TEWL) of the skin during the hot summer season was improved by 14 per cent with Pycnogenol supplementation and was increased by 5 per cent with placebo26. Thus, Pycnogenol led to an improvement of skin moisture compared to placebo, which was additionally investigated. Furthermore, skin elasticity was shown to be improved by 13 per cent after supplementation, compared to an increase of 1 per cent in the placebo group.
Interestingly, clinical investigations of Pycnogenol supplementation for 12 weeks with
menopausal women, aged 55 to 68 years revealed increased hyaluronic acid synthase levels within the skin by 44 per cent, leading to enhanced skin hydration and elasticity27. Consequently, an average skin-hydration increase by 21 per cent in the group of Pycnogenol supplementation was found, particularly in women presenting with dry skin prior to Pycnogenol intake. In this study, Pycnogenol was also shown to improve skin elasticity by 25 per cent and decrease skin fatigue by 30 per cent. The results were paralleled by Pycnogenol’s ability to generate skin´s connective tissue collagen in average by 40 per cent.
To ensure sufficient supply of nutrients and oxygen to all parts of the skin, blood circulation of the micro vessels must be in good functional condition. Pycnogenol was shown to improve capillary blood flow by 40 per cent, indicating better microcirculation28
Melasma – dark spots on the skin – can be caused by UV exposure, by predisposed genetic background but also by female hormone fluctuation during menopause transition43. Pycnogenol was shown to reduce over-pigmentation and melasma in intensity as well as in size of the spots resulting in a more even, bright looking skin 26, 29-32 Skin ageing processes are
highly accelerated by exposure of skin to UV radiation. In a clinical trial, Pycnogenol was shown to increase the resistance of participant’s skin to solar UV exposure, needed to trigger skin redness33. Different doses of oral Pycnogenol supplementation to 21 healthy volunteers with fair skin showed significant photoprotective effects, increasing the minimal dose of light needed to produce skin reddening dose-dependently by 60 per cent and 85 per cent respectively.
Hair quality
Some menopausal women will experience noticeable changes to hair quality and density during menopause. Those menopausal changes may include hair loss, hair thinning, reduced hair growth and density as well as altered hair quality and structure 44
A recently published doubleblind, randomised, placebo-controlled study revealed that Pycnogenol intake for two months led to a significant increase of hair density of 30%, compared to baseline and of 15 per cent compared to placebo35. The study was conducted with 76 healthy menopausal women between 45 and 60 years. The effects of Pycnogenol stayed on a highly improved level after longer supplementation.
In addition, the study showed that Pycnogenol significantly re-
duced water loss from the skin of subjects’ scalp, compared to the placebo group. This leads to a better regulated scalp skin moisture balance for healthier hair and scalp.
The study also confirmed that Pycnogenol intake positively affects microcirculation in the skin, leading to a better supply of nutrients and oxygen to the hair follicle.
Pycnogenol French maritime pine bark extract is a safe, natural, hormone-free and evidencebased solution for effectively relieving key menopausal symptoms. Pycnogenol was also shown to alleviate symptoms of dysmenorrhea and endometriosis without adverse effects. In addition, Pycnogenol offers several benefits for hair and skin health and beauty and much more.
For a complete list of scientific research and for further information, please visit www.pycnogenol.com
Article written by Dr Franziska Weichmann, Manager of Scientific Communications and Product Development at Horphag Research.
References:
1. Ju H, et al. Epidemiol Rev. 2014;36:104-13.
2. Ferries-Rowe E, et al. Obstet Gynecol. 2020;136(5):1047-58.
3. Vercellini P, et al. Nat Rev Endocrinol. 2014;10(5):261-75.
4. Chapron C, et al. Nat Rev Endocrinol. 2019;15(11):666-82.
5. Huang DR, et al. BMC Women's Health. 2023;23(1).
6. McKinlay SM, et al. Maturitas. 1992;14(2):103-15.
7. Nappi RE, et al. Maturitas. 2023;167:66-74.
8. Wu JM, et al. Experimental Biology and Medicine. 2005;230(11):818-28.
9. Woods NF, et al. Am J Med. 2005;118 Suppl 12B:14-24.
10. Richters JMA. Journal of Psychosomatic Obstetrics & Gynecology. 1997;18(2):73-80.
11. Beral V, et al. Lancet. 2019;394(10204):1159-68.
12. Kohama T, et al. European Bulletin of Drug Research. 1999;7(2):30-2.
13. Kohama T, et al. J Reprod Med. 2004;49(10):828-32.
14. Suzuki N, et al. J Reprod Med 2008;53(5):338-46.
15. Maia H, Jr., et al. Int J Wom-
ens Health. 2014;6:1019-22.
16. Kohama T, et al. J Reprod Med. 2007;52(8):703-8.
17. Maia H, Jr., et al. Int J Womens Health. 2013;6:35-9.
18. Maia H, Jr., et al. Gynecology & Obstetrics. 2014;04(02).
19. Kohama T, et al. J Reprod Med. 2013;58(1-2):39-46.
20. Yang HM, et al. Acta Obstet Gynecol Scand. 2007;86(8): 978-85.
21. Errichi S, et al. Panminerva Med. 2011;53(3 Suppl 1):65-70.
22. Luzzi R, et al. Minerva Ginecol. 2017;69(1):29-34.
23. Cesarone MR, et al. Panminerva Med. 2023.
24. Cotellese R, et al. Panminerva Med. 2021;63(3):343-8.
25. Ledda A, et al. EvidenceBased Complementary and Alternative Medicine. 2021;2021:9976299.
26. Zhao H, et al. Skin Pharmacol Physiol. 2021:1-11.
27. Marini A, et al. Skin Pharmacol Physiol. 2012;25(2):86-92.
30. Grether-Beck S, et al. Skin Pharmacol Physiol. 2016;29 (1):13-7.
31. Pinto CAS, et al. Surgical & Cosmetic Dermatology. 2015;7(3):218-22.
32. Ni Z, et al. Phytother Res. 2002;16(6):567-71.
33. Saliou C, et al. Free Radic Biol Med. 2001;30(2):154-60.
34. Kim YJ, et al. Food Chem Toxicol. 2008;46(7):2466-71.
35. Cai C, et al. Health Science Reports. 2023;6(1):1-7.
36. Barcikowska Z, et al. Int J Environ Res Public Health. 2020;17(4).
37. Jiang L, et al. Front Biosci (Landmark Ed). 2016;21:941-8.
38. Canali R, et al. Int Immunopharmacol. 2009;9(10):1145-9.
39. Grimm T, et al. J Inflamm (Lond). 2006;3:1.
40. Schäfer A, et al. Biomed Pharmacother. 2005;60(1):5-9.
41. Al-Badr A, et al. Sultan Qaboos Univ Med J. 2013;13(3):359-67.
42. Raz R. Korean Journal of Urology. 2011;52(12):801.
43. Kwon SH, et al. Experimental Dermatology. 2019;28(6):704-8.
44. Zouboulis CC, et al. Climacteric. 2022;25(5):434-42.
JRS Pharma - The Global MCC Manufacturing Network
JRS Pharma is one of the largest manufacturers of MCC across the globe.The know-how is based on more than 25 years of experience in development of own processes
Since its introduction in 1964, Microcrystalline Cellulose (MCC) has revolutionized the pharmaceutical industry, serving as a vital ingredient in various drug formulations due to its unique properties like compressibility, flowability, and stability. Today, it is one of the most widely used excipients in pharmaceuticals, cosmetics, food, and other industries. Its invention has significantly contributed to enhancing the efficacy, safety, and overall quality of pharmaceutical products. Another remarkable feature of MCC is its biocompatibility, making it safe for human consumption. The fact that it is derived from a natural and renewable source (cellulose from plant fibers) further adds to its appeal as a pharmaceutical excipient.
MCC is a crucial universal commodity with high demand and long term need for availability at almost all times. Being used in very high volumes in oral solid dosage forms, identifying, predicting and managing certain risk factors, which are mentioned below are a big challenge for procurement teams and also an essential part of a future oriented supply chain management strategy. Years in recent past have shown many sudden situations to us like once-in-acentury pandemic and geo-political situations affecting businesses like never before.
In addition to these, here are few risk potentials working adversely to global pharmaceutical operations –
◆ Climate change / extreme weather conditions
◆ Natural calamities like Earthquakes / Floods / Droughts
JRS Pharma provides solutions optimized for individual customers’global supply chain needs for pharmaceutical and other related industries.They offer a perfect high level partnership,combining synergies and advantages of a global manufacturing concept – based on standardized and quality regional production facilities
◆ Epidemics
◆ Civil wars
◆ Transportation shortages
◆ Resource availabilities
◆ Digital and energy system instability
◆ Cyber crimes
◆ Currency fluctuations
◆ Accident, Fire, Explosion scenario
◆ Population growth
To overcome those risk potentials, JRS Pharma provides solutions optimized for individual customers’ global supply chain needs for pharmaceutical and other related industries. They offer a perfect high level partnership, combining synergies and advantages of a global manufacturing concept – based on standardized and quality regional production facilities:
Excellence in MCC know-how
JRS Pharma is one of the largest manufacturers of MCC across the globe. The know-how is based on more than 25 years of experience in development of own processes. JRS innovated and improved these processes with advanced and specially
designed equipments. It gives much better control, excellence and reproducibility of the process, end-product resulting in consistent quality.
Reliable premium quality
Strict control on input raw material source, quality and other parameters also play important role on output consistency. The compliance with global compendial monographs and additional internal specifications, such as TUPs and high degree of brightness are tested by local quality control labs.
Technical support
In addition to these, JRS Pharma’s two Technical Competence Centers (TCC) carry out functionality and performance testing on our excipients periodically. In collaboration with TCCs, five regional application labs provides in-time technical support and advice. Regionally placed technical and sales representatives get in touch with respective customer departments and assist them to fulfill their requirements too.
Industryleading Supply security
Being one of the leaders in MCC manufacturers is enabled by multiple units located scattered across the world. Flagship MCC brands VIVAPUR®, EMCOCEL® and FLOCEL® Plus are manufactured at multiple production sites in three different continents follow standardized German production process technology. This regional manufacturing concept allows faster regional access and ensures optimized supply chain security. It also eliminates risk of supply due to plant maintenance or shutdown due to unavoidable circumstances or accident.
Cost-effectiveness
Regional manufacturing helps to offer better pricing to local customers as it minimizes duties, currency conversion and freight costs.
Better customer service
JRS Pharma has its presence in almost all regions by either having their own sales office or through efficient channel partner. It enables customer
service in regional time zone and avoids response gaps.
Customized solutions
In case of specific customer needs, JRS Pharma can support new business initiatives with tailor-made solutions. Time-to-time, they also come up with new grades to meet arising needs of the industry. Recent one in this line is PROSOLV® 730, which is MCC based high-functionality adsorbent.
SUMMARY
As a dedicated global solution provider, JRS Pharma meets all needs for excellent support and service – Technical assistance
◆ Worldwide logistics and warehousing
◆ Local sales offices with dedicated customer service
◆ Certified quality and regulatory system
◆ This helps to make business life much easier and more secure.
AUTHOR
Krishnakumar
Patel Technical Services, JRS Pharma, India Krishna.Patel@jrsindia.com
Technical innovations for Annex1
To meet the stringent EU GMPAnnex 1 requirements,Optima presents innovative solutions to improve product and patient safety in pharmaceutical manufacturing.From minimising glove interventions and optimising First Air flow to advanced automation for integrity testing,this article explores how Optima’s technologies support compliance in aseptic fill-and-finish processes
How does the current EU GMP Annex 1 affect fill-and-finish processes? What technical solutions and options does Optima offer to implement the new product and patient safety requirements?
Minimising glove interventions in isolators is a key goal of Annex 1. You will find an indepth article specifically about this topic in this edition of the o-com. Annex 1 also focuses on the First Air principle in filland-finish processes. Since glove interventions can undermine the First Air principle, there is a close connection between “First Air” and glove minimisation – which also leads to overlap in the content of both contributions in terms of solutions. Therefore, some solutions are only mentioned in keywords and reference is made to the article, “Glove Minimization: The Path to Risk Minimization” . The contributions thus complement each other.
Regulatoryprinciples
Today the Contamination Control Strategy (CCS) is the central basis for the handling processes of a pharmaceutical manufacturer. Another requirement of Annex 1 is Quality Risk Management (QRM). Processes must therefore be checked and evaluated according to a risk-based approach within the CCS. The QRM is, in turn, part of the overarching Pharmaceutical Quality System.
For the first time, “First Air” is explicitly mentioned in Annex 1 and a distinction is made between first and second air of the laminar flow. Simulations are initially suitable for implementing the First Air principle and laminar flow optimisation. Complete turnkey lines with isolators and loading zones on freeze-drying systems can be
Flowsimulations created bythe system manufacturer provide information about potentiallyproblematic zones in the isolator that could contradict the first air principle of Annex1.These zones are optimized during the engineering phase.Pharmaceutical companies and CDMOs can incorporate the flowsimulations into their Contamination Control Strategy(CCS) to document the optimization of the system
The uninterrupted flowof First Air,here from a still closed tub with containers,is visible.Simulations of complete systems in operation, i.e.with moving components,are particularlymeaningful
Integritytests for gloves are completed using glove testing systems.The determined data is transferred to the batch protocol via WLAN for documentation.The correct assignment of the test cover,glove port,and glove is completed utilizing RFID technology
simulated virtually allowing an iterative process. Simulations can then be used to document how a laminar flow can be opti-
mised in the project regarding first and second air. Simulations do not replace actual smoke studies prior to production
Newsolutions for RTPports reduce glove interventions in accordance with Annex1.The ports are no longer operated from the inside via a glove opening,but from the outside.Mechanical and fullyautomatic solutions are available
Direct contact of product-contact parts through glove ports must be avoided in accordance with Annex1.Handling tools are a solution
start. This can be done during acceptance testing at the manufacturer or at the customer site and must be video documented. Minimising glove intervention, as communicated in Annex 1 is also essential. The pharmaceutical manufacturer must create an “authorised list” of qualified glove interventions in the fill-and-finish process. A distinction is made between non-qualified interventions, such as machine failure.
Another fundamental aspect of Annex 1 concerns containment. RABS systems are still allowed in existing classified B-rooms. However, for new construction, isolator systems are preferred and have a majority
market share according to Optima's experience. Isolators must create Grade A conditions in the critical zones and an unidirectional laminar flow.
Annex1: Setting up the system and batch preparation
When handling the filling needles and setting up the product path, direct glove interaction with materials that come into contact with the product must be avoided in accordance with Annex 1 (§5.5, §4.11).
Optima has developed a variety of mechanical solutions to meet this requirement. These include the handling of autoclaved rotary piston
CPHI-PMEC SPECIAL
pumps with appropriate transfer systems starting at the RTP port, mechanical guiding systems, and quick change over of components and format parts. In addition, regardless of the filling system, robotic technology can be used to set-up the fluid path and insert the needle almost automatically into the needle holder.
In the same regulatory context, the RTP ports for the equipment transfer, materials, and components to the Grade A system zone must be considered. Two solutions are available to open the RTP ports from the outside. Instead of the usual approach of operating the RTP port from the inside, using a glove (this is critical due to First Air supply), the new solutions are either manually operated mechanics or a fully automatic solution from a
third-party supplier. Optima has already successfully installed both solutions.
The sorting bowls within the filling and closing systems must be sterilised in accordance with Annex 1 (§ 5.5) since they come into direct or indirect contact with the product. Bio-decontamination is no longer enough. The sorting bowl is now brought into the isolator area from a “parking position” through open doors without contaminating the isolator.
Optima has developed an automated handling system with a swivel arm especially for high-speed systems with heavy sorting bowls. While the doors are open, a swivel arm takes the autoclaved sorting bowl (with a cover) from the front of the isolator and transports it to the intended position in the
system. This improves working ergonomics while reducing the risk of contamination, as there is no need for the operating personnel to handle the sorting bowls. In addition, a smoke study can be used to identify how particles behave when the isolator door is open with existing overpressure while the sorting bowl is inserted into the isolator.
The following option was developed solely in accordance with § 8.16 (see below): Verification weights are placed individually on all load cells during batch preparation. Until now, these weights were moved manually using tweezers and gloves. An automated solution now places the weights on the load cells for calibration and then removes them. Since all tare and gross load cells, as well as the redosing load cells, must be calibrated individually, the new system eliminates the need for numerous glove interventions. A dynamic test also takes place.
basis and can be stringently justified in the CCS). Various solutions are available to meet this requirement.
Manual “start-up and emptying frames” or automatic line clearance pusher can be used in the handling process. This equipment distributes containers evenly at the discharge of the washing machine respectively at the infeed of the sterilisation tunnel – ensuring safe, consistent sterilisation. The removal of the clearing pusher in an A environment was previously performed manually, using gloves. In addition, according to the Annex 1 First Air principle, once a manual glove intervention is performed above the containers that could interrupt the airflow, all containers would have to be discarded. With the automated clearing pusher, there is no need to use gloves and no containers have to be discharged at this point.
Another inn ovation is the automated removal of misaligned stoppers in the stopper feeding tracks by means of a robotic arm using AI technology with an autoclavable picker with needle. This solution, which is also suitable for high-
PUPSITfilter tests have been mandatorysince the introduction of Annex1.Highlyautomated test systems offer a rational approach to this integritytest
Annex1: Effects on the filling and closing process
The goal of §8.16 is to eliminate or reduce manual intervention by operating personnel wherever possible. This also includes the qualified, permitted interventions that are listed in an “authorised list” (§8.16 permits glove interventions provided that these processes can be analysed on a risk-based
performance systems, significantly minimises interventions and reduces downtimes.
The solutions for opening the isolator RTP ports from the outside, as mentioned earlier, can be supplemented with automated pivoting chutes for stopper feeding. During the opening of the RTP port, the laminar flow or First Air supply is potentially briefly
NewTyvekpaper removal solution: Efficientlyavoids particle contamination in containers
The simplified handling of this agar plate system considerablyreduces the need for glove interventions Source: Particle Measuring Systems
Camera systems with ring memoryautomaticallyrecord and save as soon as a glove is used during batch processing.This offers subsequent assessment and documentation if it was carried out according to regulations
affected in this sensitive area. Since these are parts that indirectly come into contact with the product, slides must be autoclaved in accordance with Annex 1.
Optima has developed an enhanced solution to remove the second Tyvek layer of the tub. Previously, the Tyvek layers would bulge downward at the outer ends during automated removal, which would allow the possibility of particles entering the nest or open containers. The new solution uses suction cups to grip the outer edges of the Tyvek paper, creating a consistently flat paper surface. De-ionisation rods also ensure that the Tyvek paper is not statically charged, particles do not accumulate, and are not released unevenly. Therefore, the risk of particle contamination for containers is minimised.
Annex1: Monitoring and process controls
In accordance with Annex 1, various monitoring aspects must be considered or offer potential for optimisation. This includes monitoring of filling and closing processes, as well as glove interventions.
Pre-use post sterilisation integrity tests (PUPSIT) are now mandatory for product filters with Annex 1 (§8.82 ff.) and various aspects and procedures are defined for integrity tests. For example, the pore size of the product filter can be a maximum of 0.2 or 0.22 μ m and a test must be performed “in-place,” i.e., when installed in or on the system. Additional regulations are specified, and it is emphasised that tests require a profound understanding of the process planning and execution (§8.87). To achieve a high level of security in execution and a rational approach, Optima offers highly automated PUPSIT test systems.
In existing filling and sealing systems, agar plates are usually used to monitor the potential particles. These plates must be removed or changed at specified intervals using glove openings and then incubated according to specifications. This procedure leads to
Annex 1 has many effects on the filling and finish process for pharma companies.New technical solutions for processing,setup,and monitoring are required – unless an alternative approach can be stringently justified in the CCS.Optima offers a wide range of solutions that provide options for system flexibility
numerous manual glove interventions. A new biofluorescence particle detector, Biotrak, works without agar plates and continuously measures the potential particles in real time. After expected regulatory approval, all glove interventions in the agar plate system can be eliminated. Optima has now equipped the first
customer systems exclusively with the Biotrak system. Continuous measurements and real time evaluations reduce product losses significantly. Alternatively, a single-use system is available, which simplifies the handling of agar plates using glove ports. Isolator glove ports: Leak tests must be conducted at the
beginning and at the end of a batch, a run, or even more frequently according to Annex 1 (§4.21). In addition, the manufacturer must define, in the CCS, how often gloves on the isolator are replaced. Annex 1, § 4.22 also describes leak tests and bio-decontamination procedures for the glove openings. For example, a glove stretcher
spreads the fingers of the glove. Optima offers special glove testing systems to verify glove integrity. Measurement data is documented by transferring it to the batch protocol via WLAN. RFID technology assures the correct assignment of the test cover, glove port, and glove.
Since glove procedures cannot be totally eliminated from aseptic processing in the foreseeable future, camera systems are a useful addition. Highspeed cameras with a ring buffer are designed to continuously record processes at workstations and delete them again with a time delay. However, if the system stops, the sequence before and after a glove intervention or another error is automatically saved permanently.
This allows the assessment of the potential effects on the production process and its documentation. Camera controls can also help with error analysis and process optimisation.
Conclusion: Modularity for more choices
Annex 1 has many effects on the filling and finish process for pharmaceutical companies. New technical solutions for processing, setup, and monitoring are required – unless an alternative approach can be stringently justified in the CCS. Optima offers a wide range of solutions that provide options for system flexibility. The glove-minimising solutions that are presented in the article feature more detailed information.
Important for you
◆ Annex influences fill-andfinish processes: First Air principles, reduced glove interventions, increased monitoring
◆ The Contamination Control Strategy (CCS) is the basis of identifying and minimising potential risks
◆ Simulations during engineering are the basis for consistently optimised first-air processes
◆ New functions and solutions support setup, the fill and finish process, and monitoring
◆ Modularity for individual customer-specific solutions.
Handling and transfer solution for autoclaved rotarypiston pumps in the isolator.With so-called peakdevices, the rotarypiston pumps can be installed without material product contact
CPHI-PMEC SPECIAL
Enhancing pharmaceutical analysis in critical areas
Dheeraj Handique,Manager GC/GCMS Product Marketing,Shimadzu Analytical (India) highlights the benefits of GCMS-TQ8050 NXwith HS-20 NXtrap for genotoxic impurities, nitrosamines,and,extractables and leachables
In the pharmaceutical industry, the detection and analysis of potentially harmful substances such as genotoxic impurities, nitrosamines, and, extractables and leachables (E&L) are crucial for ensuring drug safety and compliance with regulatory standards. The combination of the Shimadzu GCMSTQ8050 NX with the HS-20 NX Trap offers advanced analytical capabilities that address these challenges effectively. This article highlights how this powerful duo can enhance pharmaceutical analysis in these critical areas.
Understanding genotoxic impurities
Genotoxic impurities are substances that can damage genetic material, posing significant risks during drug development and manufacturing. Regulatory agencies, such as the FDA and EMA, have established stringent guidelines for the acceptable levels of these impurities in pharmaceutical products. The GCMSTQ8050 NX, with its high sensitivity and specificity, enables accurate detection and quantification of genotoxic impurities in drug formulations.
Innovative solutions for nitrosamine detection
Nitrosamines, classified as potential carcinogens, have emerged as a major concern in the pharmaceutical industry, particularly in the context of drug safety. The identification of nitrosamines in pharmaceuticals is essential for compliance and consumer safety. The GCMS-TQ8050 NX provides robust performance for detecting nitrosamines, aided by the HS20 NX Trap, which enhances
sensitivity by concentrating volatile nitrosamine compounds before analysis.
1. Sensitive detection: The advanced mass spectrometry capabilities of the GCMSTQ8050 NX ensure that even trace levels of nitrosamines can be detected, meeting the stringent regulatory requirements.
2. Streamlined workflow:
Combining the GC with the HS-20 NX Trap streamlines the process of headspace analysis, allowing for efficient sample introduction and minimising contamination risks.
Extractables and leachables (E&L) testing
Extractables and leachables testing is critical for assessing the safety of pharmaceutical packaging and delivery systems. These analyses ensure that no harmful substances migrate into drug products from packaging materials. The integration of the GCMS-
TQ8050 NX with HS-20 NX Trap offers several advantages for E&L testing:
1. Comprehensive analysis: The GCMS-TQ8050 NX excels in identifying a broad range of compounds, making it particularly suitable for analysing complex mixtures found in E&L testing.
2. Enhanced sensitivity and selectivity: The HS-20 NX Trap captures volatile compounds from sample matrices, which are then effectively analysed by the GCMS system. This enhances detection limits and improves the reliability of results.
3. Regulatory compliance: Utilising this powerful system enables pharmaceutical companies to adhere to regulatory guidelines for E&L testing set by agencies such as ICH and USP.
Applications in pharmaceuticals
1. Quality control: The
GCMS-TQ8050 NX with HS20 NX Trap can be integrated into routine quality control protocols, ensuring that products are free from harmful impurities and ready for safe consumption.
2. Research and development: During drug development, identifying and quantifying genotoxic impurities, nitrosamines, and E&L helps inform decisions regarding formulation and packaging, ultimately leading to safer end products.
3. Environmental monitoring: This system can also be used for monitoring production environments, helping to ensure that contaminants do not compromise product integrity or safety.
Instrument
GCMS-TQ8050NX with AOC20i Plus & HS-20 NX Headspace autosampler.
Conclusion
The combination of the GCMS-TQ8050 NX and HS20 NX Trap is a powerful solution for addressing critical analytical challenges in the pharmaceutical industry. By providing reliable and sensitive detection of genotoxic impurities, nitrosamines, and, extractables and leachables, this integrated system helps ensure compliance with regulatory requirements and enhances product safety.
As the pharmaceutical landscape continues to evolve with increasing scrutiny on product safety, investing in advanced analytical techniques like the GCMSTQ8050 NX with HS-20 NX Trap will be crucial. These technologies empower pharmaceutical professionals to take proactive measures to ensure the safety and efficacy of their products, ultimately contributing to better patient outcomes and public health safety.
Figure 1: GCMS-TQ8050NXwith AOC-20i Plus & HS-20 NXHeadspace autosampler
Ensuring water qualitywith the 6000TOCi: The ultimate solution for continuous TOC measurement
The 6000TOCi Sensor is a comprehensive solution that brings together continuous monitoring, rapid response,reliability,and compliance
In the realm of laboratory and industrial processes, the purity of water is paramount. Total Organic Carbon (TOC) measurement plays a crucial role in ensuring that water systems, especially those involving pure and ultrapure water, meet stringent quality standards. Enter the 6000TOCi Sensor, a cuttingedge solution that revolutionises TOC measurement with its continuous, real-time monitoring capabilities.
Continuous and real-time measurement
Unlike traditional at-line batch analyzers that provide sporadic snapshots of TOC levels, the 6000TOCi Sensor offers true continuous monitoring that refreshes data every second. This capability allows for full visibility of TOC excursions, ensuring that any increase in organic carbon levels is immediately detected. In an industry where even a slight change in TOC can lead to contamination risks, the ability to monitor in real-time is invaluable. With the 6000TOCi, you will never miss an excursion, enabling swift decision-making that is critical for maintaining compliance and audit readiness.
Rapid response to changes
The 6000TOCi Sensor boasts an impressive initial response rate of less than one minute,coupled with measurement updates every second.This rapid response is essential in environments where quick detection of TOC changes is necessary,ensuring that any potential risks are mitigated before they escalate
The 6000TOCi Sensor boasts an impressive initial response rate of less than one minute, coupled with measurement updates every second. This rapid response is essential in environments where quick detection of TOC changes is necessary, ensuring that any potential risks are mitigated before they escalate. The continuous analysis also provides insights into TOC trends, including peak levels, averages, and rates of change, allowing for a comprehensive under-
standing of water quality.
Reliable and consistent performance
Reliability is a cornerstone of the 6000TOCi's design. Employing proven UV oxidation
technology, this sensor delivers stable and accurate TOC measurements, giving operators confidence in their water quality control. The sensor's rugged design minimizes the need for maintenance while maximizing uptime, making it a robust solution compared to more complicated at-line batch analyzers.
Water efficiencyand cost savings
One of the standout features of the 6000TOCi is its optimized flow rate of only 8.5 mL/min. This efficiency not only conserves expensive ultrapure water but also contributes to significant savings over the sensor's lifetime. In an era where sustainability and costeffectiveness are more important than ever, the 6000TOCi helps organizations reduce their environmental footprint while ensuring that their water quality remains uncompromised.
Ensuring compliance and confidence
For regulated industries, meeting water quality standards is not optional-it's essential. The 6000TOCi Sensor, in conjunction with the M800 Transmitter, provides a fully compliant solution that satisfies all major global pharmacopeias, including USP, EP, JP, ChP, and IP. The automatic recording of excursions, calibrations, and system suitability test results supports validation efforts and simplifies the auditing process. Moreover, advanced diagnostics through Intelligent Sensor Management (ISM®) en-
sure that the sensor operates at peak performance. The Dynamic Lifetime Indicator (DLI) tool keeps track of the remaining UV lamp life, allowing for proactive maintenance and minimizing disruptions to water quality monitoring.
Professional services for optimal performance
To further assure performance, the 6000TOCi comes with a range of professional services, including basic and full preventative maintenance, along with system suitability tests. This ensures that your instrumentation consistently measures effectively and efficiently, providing peace of mind in your water quality management.
Conclusion
The 6000TOCi Sensor is more than just a TOC measurement tool; it's a comprehensive solution that brings together continuous monitoring, rapid response, reliability, and compliance. In today's fastpaced regulatory environment, having access to real-time data ensures that operators can make informed decisions, maintain water quality standards, and ultimately protect their processes. Elevate your water quality management with the 6000TOCi-where precision meets reliability.
Additional information about METTLER TOLEDO is available at www.mt.com.
LabWare's comprehensive suite of software solutions designed specifically for laboratories offers reliable Remote Laboratory Solutions to help your business thrive in the current climate
Remote Laboratory Solutions have become increasingly important in today's world, where remote work is becoming more prevalent. With cloud-based LIMS systems and mobile applications, laboratories can streamline their sample tracking and data management processes while improving communication among team members regardless of location.
In addition, multi-location laboratory collaboration improves resource allocation based on specific site strengths and resilience against disruptions affecting one location.
Ensuring the security of data in remote work settings is essential to guarantee confidentiality and meet industry standards. Fostering a remote team atmosphere through regular virtual meetings builds
LIMSin the palm of your hand LabWare MOBILE allows users to easilyconnect to their LabWare systems,see their data and perform customer-defined tasks in an outside the laboratory environment.Administrators and end users can easilyget the data theyneed while trusting the securityfeatures applied throughout the LabWare platform.
With the LabWare Enterprise Laboratory Platform,the entire functional domains of LIMS, ELN,LES,Analytics and Mobile use are brought together into a single application environment.
LabWare Data Analytics and Artificial Intelligence Data Science driven approaches are continuouslybeing embedded into LabWare for utilisation byanyof our customers. Through partnerships with our customers, the power of Artificial Intelligence,Machine Learning,and Data Science can be brought to bear on their specific datasets,offering a competitive advantage through LabWare’s ongoing drive to ensure our customers get the most from their data.
With cloud-based LIMS systems and mobile
applications, laboratories can streamline their sample tracking and data management processes while improving communication among team members regardless of location
trust through open communication channels.
If you are looking for reliable Remote Laboratory Solutions to help your business thrive in the current climate, consider LabWare's comprehensive suite of software solutions designed specifically for laboratories.
Visit www.LabWare.com to learn more about how we can help take your lab to the next level!
Ensuring clean room integritywith Prime Clean Reset High-Speed Doors
Designed with precision to meet the stringent requirements of controlled environments,Prime Clean Reset is the epitome of performance and reliability,ensuring that your clean room operations consistently meet the highest standards of regulatory compliance and product integrity
High-speed doors for clean rooms are specialised industrial doors essential for maintaining controlled environments. These doors are engineered to be airtight, creating a reliable barrier between different areas of a facility. Their design ensures durability and minimal maintenance, reducing the frequency of repairs and replacements.
High-speed clean room doors offer a range of critical benefits essential for maintaining stringent environmental control. These doors enhance hygiene by providing an airtight seal that effectively isolates clean room environments, preventing the ingress of dust and other contaminants. This capability is especially crucial in sectors such as pharmaceuticals, biotechnology, and food production, where maintaining sterility is non-negotiable.
In the pharma and life sciences industries, compliance with rigorous regulatory standards necessitates the manufacture of products within controlled clean room environments. A high-performance clean room door is an integral component in ensuring the integrity of these spaces, safeguarding product quality and patient safety.
Beyond contamination control, these doors are engineered with advanced safety mechanisms, including automated sensors and emergency stop functions, which mitigate the risk of operational hazards. Moreover, high-speed clean room doors are designed to maintain precise overpressure or under pressure conditions within the environment. This is vital
for preventing cross-contamination and ensuring that the clean room remains in a state of controlled integrity, even under varying operational demands.
Given the critical role these doors play in maintaining the purity and safety of highly specialised environments, selecting the appropriate door system is a decision of strategic importance.
Prime Clean Reset, Gandhi Automation's highspeed door is designed specifically for clean rooms. This inn ovative solution is engineered to meet the stringent requirements of controlled environments, ensuring exceptional performance and reliability. Designed with precision to meet the stringent requirements of controlled environments, Prime Clean Reset is the epitome of performance and reliability, ensuring that your clean room operations consistently meet the highest standards of
regulatory compliance and product integrity.
Prime Clean Reset is suitable for clean rooms up to ISO Class 5, offering an unparalleled air permeability rate of less than 12 m³/m² h at ? 50 Pa. This ensures that even in the most sensitive environments, the door effectively maintains the critical pressure differentials required to prevent contamination, thereby safeguarding your processes and products.
Engineered with cuttingedge European technology and inn ovative design principles, Prime Clean Reset offers rapid cycle times for both opening and closing, making it the optimal solution for medium to large entrances in clean room applications. The door's construction is specifically tailored to minimise air leakage and particulate infiltration, ensuring that it supports the rigorous cleanliness standards necessary for ap-
plications such as pharma manufacturing, semiconductor fabrication, food processing, and other highly specialised sectors.
With its robust design and reliable performance, Prime Clean Reset seamlessly integrates into your clean room infrastructure, providing a critical barrier that preserves the integrity of controlled environments.
Whether you are operating in a pharma, biotech, electronics, or defence industry, Prime Clean Reset offers the precision, durability, and compliance needed to maintain your competitive edge in highly regulated markets.
Key features of Gandhi Automations' High-Speed Clean Room Doors include: Low air permeability: Designed to maintain low air permeability in pressurized rooms with both positive and negative air pressure.
Compact design: The doors are designed to fit inside the
columns, with a self-supporting construction that minimises air leakage.
Customisable transparency: They can be equipped with transparent PVC horizontal sections or vision windows for visibility.
Specialised side guides: The special side guides ensure a tight integration of the curtain, providing high leak tightness.
Efficient operation: The doors offer high efficiency and low permeability values, compliant with EN 12426 and EN 12427 standards, ensuring < 12 m³/m² h ? 50 PA. Durable control device enclosure: The control device enclosure is made of StainlessSteel SS 316, ensuring durability and resistance to corrosion. These high-speed doors are meticulously engineered to minimise air leakage and maintain strict environmental control, making them indispensable for clean room operations. Their rapid opening and closing operation ensure that the internal facility remains isolated from external conditions, effectively upholding the cleanliness and controlled environment essential for maintaining the integrity of clean rooms.
For further information on Gandhi Automation's high-speed doors offering, contact: Gandhi Automations Pvt LtdChawda Commercial CentreLink Road, Malad (W), Mumbai-400064, India. Off: +91 22 66720200 / 66720300 (200 lines) Fax: +91 22 66720201
Email: sales@geapl.com Website: www.geapl.com
Waters launches software for lab-centric business intelligence enabling audit readiness
waters_connect Data Intelligence software provides laboratories with comprehensive business intelligence on their chromatographic data throughout the product development lifecycle,enabling real-time audit readiness and query response,while reducing time spent on audit preparation
Waters Corporation announced waters_connect Data Intelligence software, a new cloud-based application that helps customers in regulated industries improve how they access, organise, analyse, and drive productivity from laboratory information. The software leverages data from Waters Empower Chromatography Data System (CDS) enabling laboratories to achieve confident auditreadiness, helping laboratory managers respond more quickly to audit inquiries with insights, and making informed decisions faster.
"Organisations need to ensure there are no missteps with data quality and integrity to avoid product release delays and failed quality regulatory audits that can cost tens of millions of dollars and delay lifesaving treatments," said Dave Leitham, Vice President, Connected Science at Waters Corporation. "waters_connect Data Intelligence software provides organizations with a new level of transparency into their data, making it easier to analyze and deliver valuable operational and scientific insights in real time, thus enhancing readiness for business-critical audits."
Designed to work with Empower CDS, waters_connect Data Intelligence software generates in-depth, configurable dashboards that deliver advanced analytical insights on laboratory data such as aborted injections and sample sets to help reduce the risks associated with adverse findings in regulatory audits. Where users of
Cloud-based software proactively provides visibility into risks that could trigger adverse regulatory findings,delivering seamless remote data access,comprehensive analytics,historical trends, scalability,and cost efficiency
Empower CDS can take, on average, two days to respond to an auditor's question,ii they can instead avoid costly manual data consolidation and interpretation that could lead to data analysis errors.
waters_connect Data Intelligence software is designed to work seamlessly with Empower today and in the future, eliminating costly integrations to homegrown
or external applications. It provides real-time remote data access, seamless tracking of long-term trends and patterns, and always reflects the latest data from any Empower-connected instrument. The software enables trending of method, column, and instrument suitability data, which helps preempt failures before they happen. The annual cost of system suitability failures in pharma
laboratories is estimated to be $600,000 based on two failures per month.
"From the early demos and usage of the new software, we really like the flexibility that the waters_connect Data Intelligence tool offers for tracking system usage, column shelf-life, and user utilisation. The new software will allow for streamlined processes in our laboratory, more meaningful
data usage, and quicker business decisions,” said Donny Preiss, Associate Director, IT Lab Applications at biopharma company, MannKind Corporation.
waters_connect Data Intelligence software can be tailored to organisations with single or multiple Empower CDS instances and is available for demonstration and quoting now, and to order in December 2024.
Ensuring pharma compliance with testo data measurement technology
Comprehensive data measurement tools address regulatory demands and secure quality in pharma
Due to the crucial necessity and its direct impact on human health and welfare, pharma is probably the most important and critical sector among others. As a consequence of which, it becomes essential to store pharmaceuticals, vaccines, laboratory samples or units of blood at the right temperatures to ensure that they remain effective and that quality is maintained. Another reason for the pharma division to ensure safety measures and controlled environment is stringent regulations and inspection of the facilities. This elementary need for climate control can only be ensured with right data monitoring systems. Testo being a market leader in testing and measurement sector provides the best in class data loggers and data monitoring systems for the pharma division.
Ensuring end to end climate monitoring – Testo Data Loggers
Pharma goods must be stored well in every situation as any deviation in the ambient temperature or humidity values may lead to deteriorated quality of the product. Testodata loggers can be used to test the optimum conditions for specific products or surroundings. Temperature and humidity data loggers are often used in Pharma industries to monitor the conditions in which drugs, medicines, vaccines are kept. Not only storage, but during the transit of goods, testo transport data loggers are useful to measure the transport conditions. The range of data loggers is very extensive. A temperature and humidity logger such as 174 T guarantees continuous monitoring in a storage or warehouse. Also, data loggers with multi channels for connecting external sensors and thermocouples, like testo 176 are available for ensuring secured work process in labs.
These data loggers are also critical for production quality assurance where the temperature has to be frequently checked at various points in production processes. Using thermocouple probes, data loggers can also record data in the kinds of ex-
treme temperature ranges. The probe's fast response also contributes in the validation processes and quality standard optimisation in QA units & clean room applications. These instruments are the most convenient and pocket friendly solution for all pharma application areas. The testo Saveris 2 WiFi data logger system is the simple, flexible and reliable solution to humidity and temperature monitoring in cold storage area like blood banks. This innovative monitoring system is ideal for high product quality and eliminates manual work of reading out or documenting measurement data. With a secure online storage of all readings in Testo Cloud the data can be managed and analysed online by the user via smart phone, tablet or PC anywhere and anytime. In case of crises and deviations, it is pro-
vided with an alarm by e-mail, or optionally by SMS.
Another important and crucial application of a Pharma industry involvesvalidation of sterilisation and freeze-drying processes. Not only that, validating cleaning and disinfecting
equipment is equally necessary. In order to allow a seamless operating procedure, the validation process and the documentation work must be as efficient and smooth as possible which could be easily achieved with testo 190 data logger solution that has innovative data loggers for temperature and humidity, smart software and accessories.
Data compliance for audits and inspections
Testo offerings are majorly related to the data security along with comprehensive analysis and evaluation of all the recorded measurement data. Testo data loggers ensure continuous monitoring of temperature and relative humidity of pharmaceutical products during production, storage or transit of
goods. Real time data monitoring is important for the quality of Pharma goods and also enables the supplier to improve the life of the goods. Transportation trucks, warehouses, cold rooms etc. can now be remotely monitored via testo data loggers and data monitoring systems. Our data loggers are EN 12830 and 21 CFR Part 11 compliant which ensure complete documentation of parameters, be it humidity, temperature or absolute pressure. They come with professional software where the data recorded cannot be modified and the audits can be easily complied with.
There are several critical applications in the industry like research and development that demand for continuous and reliable monitoring of important environmental parameters. From medical, bio-technical, chemical and pharmaceutical laboratories to cleanrooms, biobanks up to blood and tissue banks, a holistic monitoring system is very necessary which reliably records different measurement parameters in these rooms and at equipment. Wherever there is a need to adhere to necessary standards, ensure traceability and audit compliance, especially pharma, these solutions become crucial in the facility operation.
The most efficient way to address this requirement is the implementation of fully automated environmental monitoring system testo Saveris Pharma. It monitors and documents temperature, humidity, differential pressure, and other parameters without interruption and compliantly with GxP so that audits and inspections are conducted smoothly. As a complete solution, testo Saveris Pharma combines
◆ High-precision measurements
with secured data communication
◆ Intuitive and pro validation software
◆ Comprehensive services.
Areas of application
◆ Area Monitoring in Labs, Production, Warehouse, Animal House in Pharma
◆ Equipment monitoring for QA/QC, Microbiology in Pharma
◆ Clean room area Monitoring in Pharma
◆ Refrigeration and deepfreezer applications in Pharma
◆ Uninterrupted cold chain monitoring & controlled freezing in blood and bio banks
◆ Applicable for lab equipment from laboratory extractor to water bath
◆ Data centre Area Monitoring
◆ Calibration and Testing Lab area monitoring
Service and calibration made easy
Testo also has an established state-of-the-art NABL accredited service & calibration LAB in accordance with the standard ISO/IEC 17025:2017, that takes care of the after sales support locally from Pune. Testo service and calibration facility is highly cost effective as it delivers international standards very conveniently within a week’s time. Instruments of any brand/make can be calibrated and serviced locally maintaining necessary standards. The accredited parameters include Humidity, Pressure, Absolute Pressure, Contact Type Temperature, Non-Contact Type Temperature (Infra Red Thermometer, Thermal Imager). In fact, ours is the First and Only Lab in India to get NABL Accreditation forDew Point Temperature as well.
For more details, log on to the company's website www.testo.com or write back on info@testo.in
Blissfill – Calibrated syringe pipettes for repetitive laboratorydosing as per ISO 8655-9
Blissfill syringe pipettes provide laboratories with an ergonomic,self-refilling solution for repetitive dosing,delivering precise volumes from 0.05ml to 10ml.With ISO 8655-9 compliance and an included calibration certificate,Blissfill ensures accuracy and ease of use for high-demand lab applications
With a dispensing range of 0.05ml10ml (50 μ l10,000 μ l), the self refilling syringe comes with an individual calibration certificate and has a dosing accuracy tolerance of <0.4 per cent of the dose.
Blissfill is an automatic hand operated self-refilling pipette syringe designed for continuous repetitive dispensing at the laboratory. The inert liquid path ensures that there is no component contamination to the liquid and comes with a
◆ Plunger tightness without O ring - hence no contamination when it comes in contact with drug/liquid. The smooth plunger travel and tightness is
calibration certificate. The syringe with the integrated valve system proves to be an excellent solution for accurate delivery of repetitive fixed doses without any errors during use. The comfortable grip and ergonomic design ensure fatigue free working during serial precision dosing. The fast and reliable volume selection ensures highly accurate dosing. The robust construction makes it easily autoclavable. The Luer lock nozzle is made as per universal specs and ensures fitment of any laboratory needle (reusable or disposable). The syringe comes with a one year warranty for manufacturing defects. The liquid path consist of borosilicate glass, SS 304, Ni-Cr plated brass, FPM, PTFE and silicone.
achieved through the high-precision stainless steel plunger and grounded glass barrel. No O-ring to mess with or replace ever
◆ Simple and natural movements: The activation of the Blissfill Self Refilling Syringe is performed with limited effort for efficient work even during long dispensing series. This ensures complete user comfort
◆ Fast and reliable volume selection: Volume is set within seconds. It will not vary while activating the syringe, thanks to the safety locking nut on the micro metric screw. Dose-bydose reproducibility is excellent
◆ Glass Barrel and SS plungerInsert ensures long life.
◆ Clear visibility of dose and fully autoclavable. Sterilisation
possible while fully assembled in boiling water or in autoclave at 1210C (2500F).
◆ No need of servicing with silicon oil - same effortless movement is ensured every time.
◆ Liquid path 100 per cent inert
◆ Long lasting and low maintenance: The Blissfill syringes are made of only six main parts, which are easy to disassemble and reassemble. The fast access to all elements allows rapid and efficient cleaning. Spare parts are available at reasonable cost
◆ Light weight and easy to use
◆ Fast and reliable volume selection
◆ Packed individually in a convenient attractive box along with instruction manual.
◆ Calibration certificate provided with each syringe.
◆ High quality construction:
All components are made of superior quality raw material which are thoroughly checked by our qualified QC department prior to production. Each component is made from Superior quality material including glass, plastics, metals etc. These are thoroughly checked during each stage of manufacturing for quality and specification
◆ Economical and low replacement cost: Only the glass
part will have to be changed instead of buying a new device. Truly an unbeatable price to quality ratio product
◆ Glass protection: Interchangeable glass barrel is protected by a PVC sleeve (not autoclavable) to prevent breakage.
The Blissfill syringes come in two styles
1) Feed Tube Tube Set: This product is for use with Feed Tube. This model comes with accessories that facilities repetitive dosing from bottles or jars using feed tubes, sinker valve, feed cannula etc. The sinker valve ensures it reaches and
stays at the bottom of the jar during the time of usage. This would ensure that the entire liquid in the jar would be used making it highly effective.
The model is compatible for use with aqueous, oily, viscous or heavy iron solutions as well as a variety of suspensions using special viscous spring. The long life and durability of the product makes it the most economical model available. Reusable needles included in select models.
2) Bottle Mounted Set, 60ml PP Reservoir: The Bottle Mounted Self-Refilling syringe is another liquid feeding model consisting of a detachable threaded Bottle container with air tight lid. Large open mouth of the container ensures easy repeat filling of liquid without any wastage of time. The dribble valve inside the container allows smooth flow of liquid to the injector without any error.
Applications include:
◆ Reagent Distribution
◆ Hot Agar ◆ Sterile Work
◆ Filling of Well Plates ◆ HPLC Vial Preparation
◆ Small Batch Injection Vials
CONTRIBUTOR’S CHECKLIST
❒ Express Pharma accepts editorial material for regular columns and from pre-approved contributors / columnists.
❒ Express Pharma has a strict non-tolerance policy of plagiarism and will blacklist all authors found to have used/refered to previously published material in any form,without giving due credit in the industryaccepted format.All authors have to declare that the article/column is an original piece of work and if not, they will bear the onus of taking permission for re-publishing in Express Pharma.
❒ Express Pharma's prime audience is senior management and pharma professionals in the industry.Editorial material addressing this audience would be given preference.
❒ The articles should cover technology and policy trends and business related discussions.
❒ Articles for columns should talk about concepts or trends without being too company or product specific.
❒ Article length for regular columns: Between 12001500 words.These should be accompanied by diagrams,illustrations,tables and photographs, wherever relevant.
◆ Distribution of Sterile Hot Agar
◆ Distribution of Cell Culture Media
Top Syringe exports its
ufactured 100 per cent in India by Top Syringe Mfg Co (P) Ltd. The company is fully committed to supporting its customers with its full product range, spares, and technical assistance.
products to over 40 countries worldwide and counting, keeping a single quality standard for local and export products.
The Blissfill syringe is man-
❒ We welcome information on new products and services introduced by your organisation for our various sections: Pharma Ally (News,Products,Value Add),Pharma Packaging and Pharma Technology Review sections.Related photographs and brochures must accompany the information.
❒ Besides the regular columns,each issue will have a special focus on a specific topic of relevance to the Indian market.
❒ In e-mail communications,avoid large document attachments (above 1MB) as far as possible.
❒ Articles may be edited for brevity,style,and relevance.
❒ Do specify name,designation,company name, department and e-mail address for feedback,in the article.
Contact Top Syringe Compound W.E. Highway, Pandurangwadi Mira Road (East), Thane- 401107, India Mob: 81046 82560 Email: sales@topsyringe.com Website: www.topsyringe.com
❒ We encourage authors to send their photograph. Preferably in colour,postcard size and with a good contrast.
Email your contribution to: The Editor, Express Pharma, Business Publications Division,The Indian Express (P) Ltd, Mafatlal Centre,7th floor,Ramnath Goenka Marg, Nariman Point,Mumbai 400021 viveka.r@expressindia.com viveka.roy3@gmail.com