
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056
Volume: 11 Issue: 11 | Nov 2024 www.irjet.net p-ISSN: 2395-0072

International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056
Volume: 11 Issue: 11 | Nov 2024 www.irjet.net p-ISSN: 2395-0072
SREERAM SAI1 , Dr. L. SREE VARDHAN2
1SRF, CAS-DRDO
2SC- ‘F’, Technology Director (R&QA), CAS-DRDO.
Abstract – In this work Orbital welding of nine SS321 pipes isdone with root gap of 0.05mm ,0.10mm, 0.15mm, 0.20mm,0.30mm. Filler gauge is used to maintain the gap betweenworkpieces. Aftertheweldingdone, nowwelded samplesareinvestigatedforRadioGrapyTesttocheckweld defects if any. After the RT test done, weld samples are testedfortensilestrengthusinguniversalTestingMachine. We nowexaminethe behaviorofweldsamplesatvarious rootgapsasmentionedabove.
Key Words: Orbital welding, SS 321,UTM, Radio Graphy Test, Tensile test.
1. INTRODUCTION
Orbital welding isa specialized arc welding process wherebytubesorpipesaresecuredastheelectroderotates (or orbits) around the object to form the weld. Orbital weldingisaspecializedareaofweldingwherebythearcis rotatedmechanicallythrough360°(180degreesindouble upwelding)aroundastaticworkpiece,anobjectsuchasa pipe,inacontinuousprocess.Theprocesswasdevelopedto address the issue of operator error in gas tungsten arc welding processes (GTAW), to support uniform welding aroundapipethatwouldbesignificantlymoredifficultusing a manual welding process, and to ensure high quality repeatable welds that would meet more stringent weld criteriasetbyASME.Inorbitalwelding,computer-controlled processrunswithlittleinterventionfromtheoperator.[1]
History: The orbital welding process was invented by Rodrick Rohrberg of North American Aviation to address fuelandhydraulicfluidsleakinginandaroundtheplumbing oftheX-15RocketResearchplane.

1.1 Material Properties (SS321 or ER347)
Density :8027gm/cm3
ID :6mm
OD :8mm
Thickness :1mm
TemperatureRange:538to870degreeC
TensileStrength:515Mpa
YieldStrength :205Mpa
Elongation :40%
RockwellHardness:95HRB

1.2 Weld parameters:
Prepurging :30secs
Postpurging :30secs
Purginggas :Inertgas
Overlap :10degrees
Gasflowforce :15lit/min(initiallygiven)
Gasflowforce :12lit/min(intake)
Rotorstartdelay:5secs
Downslopetime:5secs
GasFlowforcetime:10secs(attheendoftheweld)
Finalcurrent :5amps(attheendoftheweld)
6/8 SS321 Pipe is used for welding. Orbital welding is doneonthe9specimensofSS321pipebythefollowingroot gaps.Filler gauge is used to put the root gap between the pipestobeweldedafteronepipeisclamped.
Volume: 11 Issue: 11 | Nov 2024 www.irjet.net

Table1. Joint & Root Gap



3. RADIOGRAPHY TESTING
• Radiographic Testing (RT) is a non-destructive testing(NDT)methodwhichuseseitherx-raysor gamma rays to examine the internal structure of manufacturedcomponentsidentifyinganyflawsor defects.
• In Radiography Testingthe test-part is placed betweentheradiationsourceandfilm(ordetector).
• 9 welded specimens are sent for radiography testing.

Table2. Weld Mechanism
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056
Volume: 11 Issue: 11 | Nov 2024 www.irjet.net p-ISSN: 2395-0072
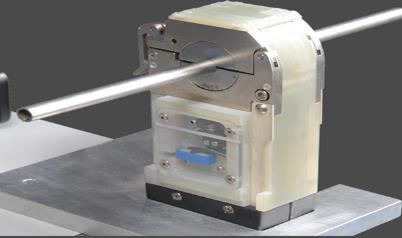
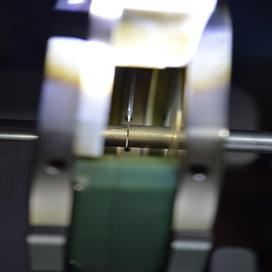
Tensile Test is performed on Universal Testing Machine to examine the variation of Ultimate Tensile StrengthofOrbitalWeldedSpecimenPipesatvariousRoot Gapes.

Fig 11.Universal Testing Machine pipes gripped in chucks
TheresultsobtainedfromRTTestandTensiletestare asfallows:
RTTestshowsfallowingImpressionsanddefects
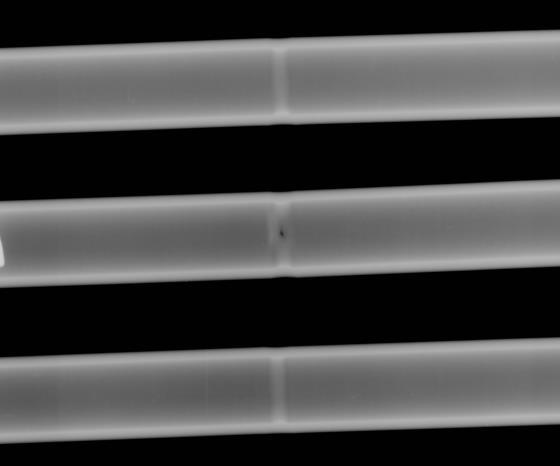
12. Mild Porosity defect at 0.20 root gap as shown above in middle specimen

Fig 13. Mild Porosity defect at 0.20 root gap as shown above on specimen
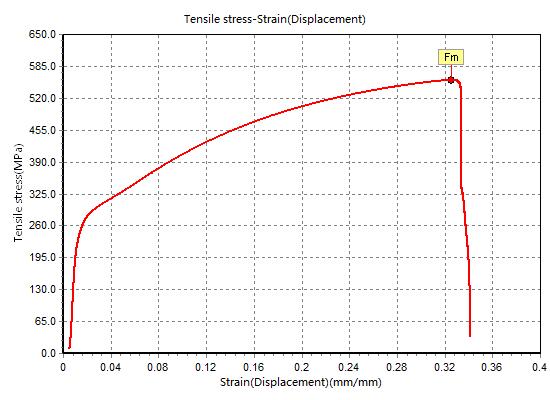
TensileTestshowsfallowingresults:
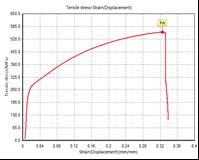
Graph1. Tensile stress (mpa)vs Displacement(mm) for
Table 3. Tensile test report for 0.05 mm root gap 0.05 mm root gap
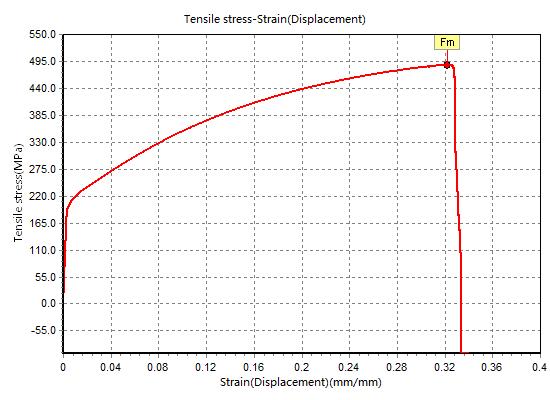
Table 4. Tensile test report for 0.10 mm root gap
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056
Volume: 11 Issue: 11 | Nov 2024 www.irjet.net p-ISSN: 2395-0072
Graph2. Tensile stress (mpa)vs Displacement(mm) for 0.10 mm root gap
Fromtheabovetensiletest results& RTRadio Grapy test results, we can conclude that Average Ultimate Tensile Strengthishighforthespecimenwithrootgap0.15mmand theporosityWeldDefectisseeninRTRadioGrapyTestfor thespecimenwithRootGap0.20mmandweldisnotformed forspecimenwithRootGap0.30mm
WecanfinallyconcludethatbestsuitablerootgapforSS321 pipe is found to be 0.15mm beyond this root gap weld formed may have weld defects as porosity seen above in Fig12&Fig13.At0.30mmrootgapweldcannotbeformed. BestsuitablerootgapforSS321is0.15mm.
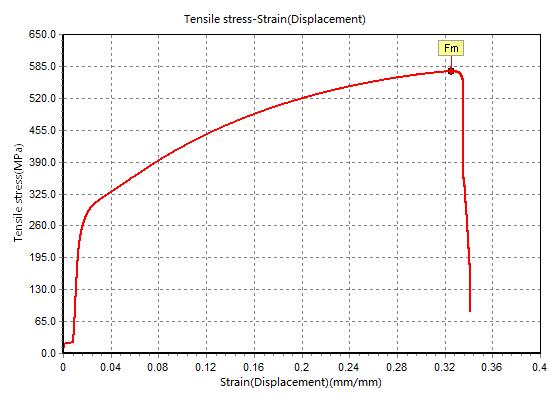
Table 5. Tensile test report for 0.20 mm root gap
Graph3. Tensile stress (mpa)vs Displacement(mm) for 0.20 mm root gap
OrbitalWeldingcanbeperformedonsimilarordissimilar metals by considering various other parameters like deformation characteristics of the metal, angle of tool, Amperage,travelspeed,wirespeed.
1. Orbital TIG Welding Handbook by AXXAIR: https://offres.axxair.com/en/download-orbital-tigwelding-handbook
2. "Orbital Welding vs. Traditional GTAW". Critical SystemsInc.Retrieved7February2015.
3. Roderick,Rohrberg"WeldingApparatus"patentnr US3238347A, Washington, United States Patent Office,26Oct1964.
4. "OrbitalvsManualTIGWelding-SFIOrbitalBlog". SFIorbImaxBlog.2017-11-17.Retrieved2018-0901.
5. R.Patroetal.Finiteelementmodelsimulationand optimization of an orbital welding process parameter
Table 6. Tensile test report for 0.15 mm root gap
Graph4. Tensile stress (mpa)vs Displacement(mm) for 0.15 mm root gap