




WWW.ENGINEERING-UPDATE.CO.UK October 2022 Sponsored by ENGINEERING PDATE Automating Testing with a tensile/compression tester by Mecmesin +44 (0)1403 799979 info@mecmesin.com www.mecmesin.com Explore an example: mecmesin.com/automated-testing Save time and money with automated or semi-automated force or torque testing solutions.
At the forefront of digital marketing, Engineering Update strives to bring the latest in industrial engineering in a format that provides the best usability and ease of use for its readers.
Publication Director
Kane Weller
01843 580 460
Kane@engineering-update.co.uk

Managing Director
Jodie Little
jodie@jetdigitalmedia.co.uk
01843 595818
Editorial Assistant
Laura Sharpe
01843 448 443
laura@engineering-update.co.uk
Publishing House
Jet Digital Media Ltd, Suite 1 & 2 Spratling Court Offices, Spratling Street, Manston, Kent CT12 5AN
CONTENTS
Kane’s Notes
As energy costs and a weak pound threaten manufacturing across the board, more needs to be done to secure the health of our sector, to avoid simply entering ‘survival mode.’ In the UK, the Energy Bill Relief scheme is a welcome sticking plaster, however governments and businesses across Europe need to adopt a proactive approach to drive sales and offset increased production costs.
The litmus paper of UK car manufacturing has increased production levels for a fourth consecutive month, which is a positive sign for the wider industry, however we are still well below pre-pandemic levels and with many more obstacles to be overcome, its been left to individual businesses to make sure they are ahead of the competition.
Automation continues to be a key tool, and in this issue we explore many different strategies and products including a wide variety of sensors.

We hope you enjoy the issue!
www.engineering-update.co.uk
Kane Weller - Publications Director




Cost-efficient & durable marking34 |3 How can my business reduce its carbon emissions?12 Are Robotics Set to Play a Starring Role in the Next Ten Years of British Manufacturing? 42 Maximise Thermal Hydrolysis Production with Correct Pump24 Could automation be the answer to the Great Resignation? 56 October 2022
LOMA SYSTEMS® TO SHOWCASE THE LATEST INSPECTION SOLUTIONS AT PACK EXPO 2022
Loma Systems, a global leader in inspection technologies for food quality and safety, will be demonstrating its latest inspection solutions at PACK EXPO International on 23-26 October 2022 at McCormick Place, Chicago. The company is exhibiting on booth #5220 (North Hall).
The Loma team looks forward to connecting with customers, who will be able to learn more about the company’s various market-leading X-ray, metal detection and checkweighing ranges. These inspection systems are specifically designed to help manufacturers maintain compliance and improve quality control output.

On display will be Loma’s CW3 RUNWET® Combo System, a fully IP69 rated checkweigher and metal detector system designed following industryleading hygienic principles to provide quicker and easier cleaning. The CW3 RUN-WET® Combo system and standalone checkweigher offer a host of smartly designed features to maximize production efficiencies, including easier to wash frames with quick surface water
runoff, minimal welds and reduced contaminant traps for optimum deep cleaning.
Also on show will be a selection of metal detectors aimed at different applications, including the IQ4 RUNWET, IQ4 Pipeline, IQ4 Vertical Fall and IQ4 Waferthin. IQ4 Metal Detectors are UL® listed, providing an unbiased safety assurance to interested parties in the United States and Canada.
Loma’s innovative X5 Space Saver will also be on display. This system offers first-class CCP protection in the smallest footprint possible at a line length of just 1000mm and good detection levels on a wide range of contaminants including metals, bone, glass, and dense plastics, within most packaging types, including foil trays or metallized film. The X5
Space Saver comes complete with fullcolor touchscreen, multilevel password access, image optimization, AAT technology and much more.
Loma’s inspection equipment has been specially developed to withstand the harshest of production and cleaning environments.
Visit here and input code 72F64 for a guest pass while registering for the show.
For more information on the innovative and reliable ‘Check & Detect’ equipment from Loma, stop by booth #5220 (North Hall) at PACK EXPO 2022 at McCormick Place, Chicago, on 23-26 October 2022.
www.loma.com
October 2022 4| ENGINEERING PDATE




|5 October 2022ENGINEERING PDATE FOLLOW US ON SOCIAL MEDIA! @Engupdate @EngineeringUpdate
Titan Enterprises Goes Live with New Website to Better Serve the Flowmeter Market
Titan Enterprises is inviting visitors to explore their dynamic new website. Designed for the evolving scientific, engineering and measurement marketplace, Titan’s new enriched content-led website gives the visitor a step-up in user experience. This next generation website has improved navigation and functionality at its core while allowing visitors to explore the full liquid flow measurement product portfolio Titan offers.
Created to give a user-friendly experience, the site includes many new features to enable visitors to easily navigate their way around the site, find the flow measurement products applicable to their application or process, and discover rich technicalbased content.
The dynamic design and new features include:
• Flow Meter Product and Application filters that allow users to narrow down the product portfolio by selecting flow meter operational attributes
• Quote Requests are now easily processed online through a new ‘cart’ functionality.
• Concise product pages provide the user with easy access to the technical information and option to request a quote for specific flowmeter model types.
• Rapid Response Functionality allows the site to be compatible with all browsers and mobile devices.
• Site-wide Search tool helps users find information relating to a flow measurement device or technical aspect of interest.
Samantha Hannay, Titan’s Marketing Manager says: “The enhanced media pages give users a richer online content with press releases, case studies and technical papers.”
Samantha continues: “Valuable content is also contained in the " Guides and Tools " pages so the user is never far away from useful and pertinent information, particularly in regards to the installation of their selected flow meter device.”
Visitors to Titan’s new website can stay informed with the latest flowmeter technology and industry news by signing up to their fLowdown e-newsletter.
For further information on flow measurement devices to suit specific applications, please contact Titan Enterprises on +44 (0)1935 812790 or sales@flowmeters.co.uk

October 2022 6| ENGINEERING PDATE


Lamonde Automation Limited Quality Products: Expert Advice sales@lamonde.com www.lamonde.com +44 (0)20 3026 2670 PLC Web Browser OPC UA Server WebView In Excess of 300 Communication Drivers Event Bar Chart Database Server SQL Query Energy Demand Display/Setting Features Include:
SICK Launches Next Generation WLL80 Fibre Optic Sensors
SICK has launched its next generation, intelligent and powerful WLL80 Fibre Optic Sensors, designed for easy configuration and highly-versatile integration into machinery and conveyor systems wherever rapid, high accuracy detection is required in confined spaces.

The SICK WLL80 fibre optic amplifier can be teamed with SICK’s new LLX portfolio of state-of-the-art fibres. Any length of flexible LLX fibres up to 20m can be specified alongside a versatile range of sensor heads. With IO-Link communication as standard, the WLL80 enables easy integration, reduces cabling, and ensures efficient and responsive machine control.
Easy to set up and adjust
The SICK WLL80’s user-friendly OLED pushbutton display makes setting or adjusting application parameters quick and easy. Set up over IO-Link is also straightforward, enabling sensor data to be output in real time for diagnostics and troubleshooting, as well as rapid replacement. By using Smart Tasks for pre-defined parameter configurations, reliable detection of fast-moving, small or transparent objects is assured, as well as precise detection of leading edges.
The SICK WLL80 is therefore ideal for reliable detection duties in tight spaces, such as detecting the leading edges of printed circuit boards, detecting and counting rapidly falling small metal components or pharmaceutical products, or performing presence detection duties on small robot grippers.
The SICK WLL80 achieves very high detection rates with rapid response times. Repeatability is assured thanks to the WLL80’s continuous threshold adaption (CTA) function, which enables the sensor to stay operational for extended time periods without intervention while adapting the signal strength, e.g. in a dusty environment, or because of contamination build-up on the fibre heads.

The WLL80’s intuitive pushbutton OLED display enables the fibre optic amplifier to set up easily to adapt to conditions on-site. Users can also use SICK’s free SOPAS software engineering tool for parameterisation and to optimise the signal strength.
Versatile Integration
By being able to switch between PNP, NPN or push-pull outputs on the same device, users
need only one type of Sick WLL80 fibre optic amplifier for all machine controls, reducing inventory. The WLL80 is compatible with common bus protocols and its internal logic also enables several sensors to be networked together, without the risk of interference. SICK WLL80 sensors can be organised in banks in a master-slave configuration to enable automatic cloning of parameter settings for multiple devices.
The SICK LLX range of fibres achieves new levels of configurability. The SICK LLX offers 500 different fibre types and a wide range of threaded and smoothsleeve heads, with both axial and radial head alignment available. The SICK fibre optic sensor range offers highly versatile application options for problem-free length adjustment at an excellent price/ performance.
For more information please contact Andrea Hornby on 01727 831121 or email andrea.hornby@sick.co.uk
www.sick.co.uk
October 2022 8| ENGINEERING PDATE
Standalone Flow Chemistry Module for Exothermic Reactions
Uniqsis has launched ColdChip™ - a new versatile mixer/reactor module enabling researchers to experiment with different chemistries particularly exothermic reactions that need to be safely run in a cooled environment with highly efficient mixing.

Compact
in design, and requiring no input power, the ColdChip™ is optimised for use with the Uniqsis FlowSyn and FlowLab range of flow reactors as well as standalone pumps.
Designed to work with most recirculating chiller/heater units - the ColdChip™ can deliver a stable operating temperature (-70ºC to +180 ºC) and pressure (up to 40 Barr) environment in glass static mixer chips ranging from lower volumes (270µl, 1ml or 2 ml) to single residence time chips (10, 15 and 20 ml).
ColdChip™ mixer/reactor module
To enhance operator safety and ease-of-use the ColdChip™ includes a PTFE safety cover, a glass window to view the glass static mixer and an open area located at the back for easy access to the glass static mixer inlet/ outlet turret connectors.
For further information please visit www.uniqsis.com/ or contact Uniqsis on +44-845-864-7747 / info@uniqsis.com.
October 2022 ENGINEERING PDATE
For more efficient cleaning and higher system availability


The new compact conductivity sensors LDL100 and LDL200 from ifm impress with their fast and precise media differentiation.
This helps you to control CIP processes efficiently and to increase the availability of your system. The new LDLs are also simple to commission: They are ready for use out-of-the-box and transmit the conductivity and temperature of the medium via a single M12 connection - digitally and loss-free thanks to IO-Link. As there is no additional evaluation unit required, you also save system costs. So easy, so good. ifm – close to you!

Discover the new easy way to control CIP processes. ifm.com / ukifm.com / uk Go ifmonlineGo ifmonline years WARRANTY on ifm products
How can my business reduce its carbon emissions?

As businesses step up on meeting ESG targets and cutting carbon emissions, we’re seeing an increase in clients asking for help to meet their sustainability goals. When scrutinising the entire supply chain, many manufacturers are finding that changing the chemicals in their cleaning processes can significantly reduce carbon footprint.
Historically, cleaning solvents were notorious for having very high global warming potential (GWP) and had seriously detrimental effects on the atmosphere but the new generation of solvents have been developed specifically with the environment in mind, and are far less harmful than comparable solutions.
Fraser Technologies, who have been supplying precision cleaning solutions for over 50 years, are committed to minimising negative impact on the environment and ensuring we offer the most advanced and sustainable products on the market. One such product is Opteon™ SF80 from Chemours. SF80 has an ultralow GWP of less than 2.5 and is just as effective as competitor products that have a GWP of up to 11,000, so changing can have a huge impact on helping to lower carbon emissions, and it can improve the cleaning process and save money in the process.
One of our customers, a leading aerospace manufacturer, was looking for an alternative to the high-GWP solvent they were using. They switched to SF80, reducing their overall usage of solvent by 28%. This saved them around £30,000 per year, and dramatically reduced their carbon emissions. Previously, their GWP of their previous product was 990 – so the CO2 emissions being created were equivalent to driving around the world 143 times. After switching to SF80, the new emissions were around the same as driving from Edinburgh to Moscow.

To know more about whether your organisation can reduce the carbon impact of its cleaning process, please contact one of our team. We can look at your existing set up and suggest efficiencies, and if superior solvents can be used. It could be one of the easiest ways to help meet your company’s sustainability targets.
For more information click here sales@frasertech.co.uk
12|









|13 October 2022ENGINEERING PDATE UNCOMMON EXCELLENCE • DESIGN • CUSTOMER SERVICE • INNOVATION • MANUFACTURING • QUALITY • TECHNICAL EXPERTISE • UNCOMMON EXCELLENCE • DESIGN • Hoses and hose assemblies • Hose & pipe fittings • No-spill couplings • Safety breakaway fittings • Blow-Out prevention couplings • Hydraulic Fracturing: Low Pressure Systems • Loading arms • Liquid level sensing • Zero emission valves Fluid transfer products for upstream, downstream and refining • Global inventory and locations • Sales and technical support worldwide • In-house engineering & design • ISO 9001 accredited • Pressure Equipment Directive Products: Dixon Petrochemical Products keller-druck.com HIGH ACCURACY IS THE OPTION Pressure Ranges 0…0,3 to 0…1000 bar Accuracy ±0,05 %FS Total Error Band ±0,1 %FS @ -10…80 °C Interfaces RS485, 4…20 mA, 0…10 V Operational Temperature Range -40…120 °C Series 35X
Automating Battery Production for eMobility Applications
Sensors for the Relevant Process Steps
Powerful batteries for electromobility applications are manufactured in highly automated processes. Numerous sensors using various measurement procedures ensure efficient control of machines and plants. Pepperl+Fuchs has decades of experience in the automotive industry and electrical engineering, so it can offer all relevant measuring instruments for battery production from a single source.

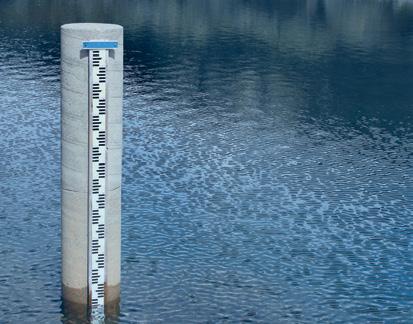
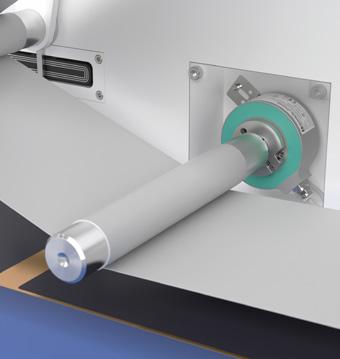
Rotary Encoder ENI190
Coated foils are the most important source material for lithium ion batteries. They are delivered in large rolls from
which they are processed during production. The unwinding speed of the rollers is measured using high-precision rotary encoders. The winding distance and material stock can be calculated using the speed. The speed value is also used to control the material supply and allows the correct web tension to be set. The new, extra-rugged ENI90 rotary encoder series is ideally suited for this task.
Ultrasonic Double Sheet Sensor M18
In the next step, pieces of foil roll that are suitable for the battery to be produced are punched out and assembled into battery cells. The punched material feed is monitored using ultrasonic double sheet sensors, such as those from the UDC-18GS series. These sensors are equipped with two ultrasonic transducers and detect if one, two, or even zero sheets are in the sensing range. If the sheets have been incorrectly double-stacked, the process is stopped in time. This prevents the battery capacity from being reduced by having two layers with the same polarity next to each other. Using an ultrasonic solution double sheet detection means the process is not affected by ambient conditions or
the optical properties of the material; although the films are often glossy, they are still reliably detected.

SmartRunner Explorer 3-D
Bonding the foil layers together creates cells, which are then joined together to form the finished batteries. In this step, it is important that all the required cells are actually available and in the right position in the specified grid. To verify this, a SmartRunner Explorer 3-D sensor creates a precise 3-D point cloud image so that the actual situation can be matched with the required positioning. The process step to connecting the cells is only initiated when everything is in the correct position.
Pepperl+Fuchs sensors have been part of the standard equipment in the automotive industry for decades. This is also true for factory automation in the field of electrical engineering: In both areas, customers benefit from the comprehensive expertise of the Mannheim-based company. A broad portfolio of proven standard devices is available for high-performance electric-vehicle-battery production. Pepperl+Fuchs also offers custom automation solutions for specific applications.
14|



A HUGE LEAP IN PROCESSING PLANT SAFETY WITH THE NEW CYGNUS 1 Ex ULTRASONIC THICKNESS GAUGE • Certified Intrinsically Safe to ATEX, IECEx, UKEX for Zone 0 and NRTL for Class 1, Division 1 • 3 measuring modes for levels of corrosion, various materials and through-coat measurements • Manual Measurement Mode allows gates and gain to be configured to suit your application • Live A-Scans aid visual measurement verification • Live B-scans for quick, cross-sectional representation • Advanced data logging for easy reporting and analysis SCAN THE QR CODE TO GET YOUR FREE QUOTE OR CALL OUR TEAM ON +44 (0) 1305 265 533 QUOTE EU2022 WITH ORDER CYGNUS-INSTRUMENTS.COM IDEAL FOR USE IN OIL AND GAS MINES CHEMICAL PLANTS ROAD & VESSEL TANKERS FUEL DEPOTS
Control module for heated & cooled flow chemistry applications
The Uniqsis Polar Bear Plus Flow™ is a compact, state of the art temperature control module, that can be used as a standalone unit or integrated with a flow reactor, for both heated and cooled flow chemistry applications.
Polar Bear Plus Flow™ temperature control module integrated with a FlowSyn system
Standalone Polar Bear Plus Flow™ temperature control module
Utilising highly efficient, compressor-based cooling and heating technology the Polar Bear Plus Flow™ can precisely and reliably maintain reactor temperatures anywhere between -40⁰C and +150⁰C. The module is easy to use and is completely self-contained, requiring only an electricity supply for operation - no more need for solvents, refrigerants, or messy heat transfer fluids.
The Polar Bear Plus Flow™ can also be integrated with a FlowSyn™ flow chemistry system or used as a heating/cooling unit as part of a FlowLab or FlowLab Plus modular flow chemistry system.
To achieve high reproducibility and facilitate reaction scale-up, precise control of mixing and temperature is essential. This is particularly important for highly exothermic or fast, mixing-dependent reactions. The Polar Bear Plus Flow™ is fully compatible with Uniqsis glass static mixer (GSM) reactor chips that ensure an efficient, turbulent mixed reagent stream that is not diffusion dependent. Uniqsis provide an adapter which fits to the top of the Polar Bear Plus Flow allowing a range of smaller volume GSM’s to be used in the adapter.

For further information on the Polar Bear Plus Flow™ temperature control module visit www.uniqsis.com/paProductsDetail.aspx?ID=Polar%20 Bear%20Plus%20Flow or contact Uniqsis on +44-845-864-7747/ info@uniqsis.com.

October 2022 16| ENGINEERING PDATE

ecoUK AC PLTD OWER www.ecopacpower.co.uk ENCLOSED POWER SUPPLY DIN RAIL POWER SUPPLY OPEN FRAME POWER SUPPLY MEAN WELL POWER SUPPLIES Ecopac (UK) Power Ltd, Unit 4, Ridgeway, Crendon Industrial Area, Long Crendon, Bucks, HP18 9BF CALL OUR EXPERT TEAM TODAY! +44 (0) 1844 204420 Email us at info@ecopacpower.co.uk
Snap-on’s Level 5™ asset management system is network ready
As engineering managers cope with relentless pressure to deliver improved productivity, often with fewer skilled hands and tighter budgets, the benefits of professional tool storage and management become stronger than ever.
Snap-on Industrial’s Level 5™ automated total asset management system brings order to any workplace, enabling engineers and technicians to know exactly where to find every tool they need, when they need it, saving time and easing stress.

How useful would it be if all your workshop’s valuable tools could be tracked from one central point?
Snap-on’s Level 5™ system makes that possible. It provides complete reports on everything managers or supervisors need to keep an eye on. They are even informed when a tool needs to be refilled or ordered.
And then there’s FOD. The threat of foreign object damage is a real and present danger in many engineering workplaces. Using Snap-on Level 5™ minimises the risk of human error, as automated tool control constantly tracks every tool and detects which tools have been removed or returned, ensuring greater protection against FOD.
Engineered to track individual tools by user, without bar codes, scanners, RFID tags or other add-ons, the system works at the speed its users demand. Other systems require additional steps to scan or log activity. The Snap-on system does this automatically so users save time and don’t have to depend on other steps to ensure accurate results.


Snap-on’s Level 5™ ATC boxes are network ready, using either Ethernet or wireless connection. That enables users to review activity at all Level 5 boxes in their location from one central computer, avoiding the time consuming need to inspect each box.
Major benefits of the system include:
• No individual tool scanning required;
• No RFID tags to install or replace;
• No limitations on tool size: from ¼” screwdriver bit to just less than the size of the drawer;
• Intuitive interface, with an easy to use touchscreen
• Audible voice confirmation of tool removal and replacement
• Automatic locking for maximum security
• Errors announced and displayed to indicate incorrect tool position or advise when a drawer is not closed.
Says Richard Packham, Director UK & Europe for Snap-on Industrial: “Snapon’s automated system takes asset management to an entirely new level. The ability to monitor several boxes from one central computer offers a huge advantage to engineering managers.”
For technical details visit: www.snapon-industrial.co.uk, call (01536) 413904 or e-mail: ukindustrialmarketing@snapon.com
October 2022 18| ENGINEERING UPDATE

Fluregiene 200™ Protecting your surfaces for longer. For more information about Fluregiene 200™ call us now on +44 01386 425755 or email info@cwst.co.uk Easy cleaning of hygiene conscious parts Reduces microbial growth Permanent coating protection Fluregiene 200™ provides protection for hygiene conscious parts and surfaces • Excellent corrosion resistance • Low friction anti-fouling and anti-stick properties • Durable and easy to clean/wipe down • Permanently applied to metals, alloys and plastics • Built-in antimicrobial technology actively reduces microbes on the surface of the coating. • Reduces fungal growth and surfaces stay fresh longer Low friction PTFE based coating containing BioCote® antimicrobial technology
Safe for use in hazardous areas, ATEX
certified installed LED lighting is now available from Wolf Safety
Wolf Safety have introduced a powerful new range of ATEX certified LED installed lighting, designed for permanent use in potentially explosive atmospheres.

The world’s leading manufacturer of portable and temporary ATEX and IECEx certified hazardous area safety lighting, Wolf have been keeping people safe for more than 110 years.
The company’s designers and production engineers have now brought their vast knowledge and expertise to bear on a new range of highly effective LED installed lighting, which is safe to use in Zones 1 and 21 hazardous areas.
The range includes:
• Linear luminaires featuring the new, revolutionary Directional Linear Optics (DLO) or standard Forward Facing Array LED configurations (with battery back-up emergency versions also available);
• Floodlights with a market leading maximum light output of up to 25,932 lumens;
• Bulkhead lighting, also featuring DLO (with battery back-up emergency versions also available);
• High bay lighting.
DLO directs light exactly where it’s needed and is ideal for use in specific, close-up workspaces, reducing glare to avoid people being ‘blinded’ by the emitted light, while its excellent colour definition facilitates safety critical hazardous area tasks.
Forward Facing Array (FFA) technology can be preferable for safely illuminating large hazardous areas which need wide, even and bright light coverage, where lights are mounted away from people or at heights where glare and intensity can’t have an adverse effect on the working environment.
Says Miles Jackson, Wolf Safety’s Sales and Marketing Director:
“We know that users of Wolf products trust us to keep them safe, especially when they need to work in highly volatile atmospheres and other hazardous workplaces.
“All the values people expect from Wolf - and are seen in our portable and temporary lighting ranges - can now be found in this new installed lighting range, which we are proud to introduce.”
For detailed technical information visit: www.wolfsafety.com

October 2022 20| ENGINEERING PDATE

12-13 October 2022 Coventry Building Society Arena THE LARGEST UK EVENT DEDICATED TO DESIGN ENGINEERING www.engineeringdesignshow.co.uk Celebrating 10 years Interested in exhibiting? Get in touch with simon.bonell@markallengroup.com for more information on our exhibiting and sponsorship opportunities. @EngDesignShow #EngDesignShow
GRAPHITE RUPTURE DISC GRX
This rupture disc has been developed for processes with corrosive media, low and medium
of between -180 °C and 1,500 °C.
The GRX is available with a Pyro-Carbon (PyC) coating, developed specifically for the GRX. By the PyC coating, the rupture disc resists significantly higher temperatures, while remaining permanently leak-tight. Other Graphite rupture discs with a coating made of PTFE or impregnation of synthetic resin are not able to offer this leak-tightness at temperatures above 180 °C. With an operating pressure ratio of up to 80 % and burst tolerances of +/- 10 %, the GRX is usable for rupture pressures from 0.05 bar. Optionally, a vacuum or back pressure support can be integrated, which is installed without adhesive (which melts at very high temperatures). The GRX is also available with a burst indicator, upon request. The installation occurs directly between the flanges or other clamp systems. So far, the GRX has already been installed in various reactors, tanks, glass containers and other system parts in the chemical, petrochemical and pharmaceutical industry.

22| October 2022 ENGINEERING PDATE
pressure and temperatures
WITH PYC COATING FOR EXTRA-HIGH TEMPERATURE RESISTANCE Fig. 1: REMBE Graphite rupture disc GRX with vacuum support www.rembe.de Special features of the GRX • Temperature resistance up to 500 °C (or 1,500 °C without O2 atmosphere) • More resistant to very aggressive media • FDA-compliant




REMBE® Pressure Relief and Explosion Safety. © REMBE® | All rights reserved rembe.com hello@rembe.com
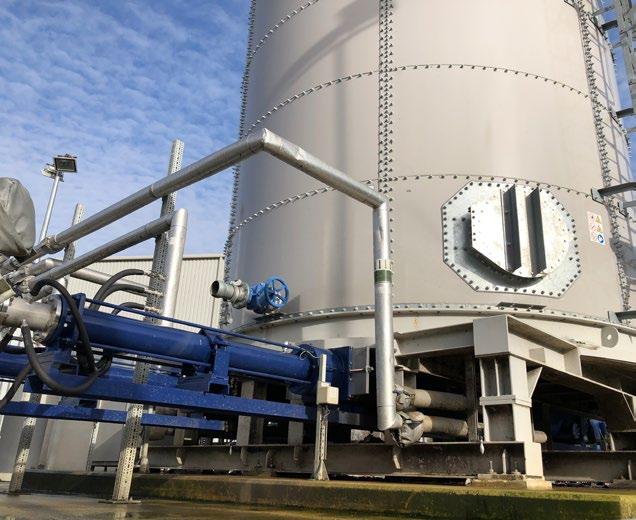
Thiscan be achieved through conventional Anaerobic Digestion (AD) or through Advanced Anaerobic Digestion (ADD) processes, such as Thermal Hydrolysis Process (THP). ADD can reduce the volume of solids and increase the yield of biogas used to power engines. This can make plants energy self-sufficient or generate income by exporting power to the National Grid.
Anglian Water’s Cotton Valley
At Cotton Valley Sludge Treatment Centre (STC), one of Anglian Water’s ten main STCs, competitor’s progressive cavity pumps were installed to back mix the dewatered sludge and pump it into the THP. The two pumps were costing overall circa £100K per annum due to rotor and stator changes every 3-6 months.

Maximise Thermal Hydrolysis Production with Correct Pump
According to government sources, there are 7,078 sewage treatment works (STW) in England and Wales, and 10,814 STW in Scotland and Northern Ireland. Pumping and storing sludge cake during the wastewater treatment process can be costly, driving water companies to technologies that reduce their volume to minimise such costs.
Their inability to transfer no more than 3.5m3/h (bottleneck and limiting biogas production) meant the site was not able to meet the design criteria limiting the amount of imported raw cake being handled to only 120 tonnes per day. Additionally, before pump maintenance could be carried out, the silo had to be emptied. This also meant cake imports from satellite sites had to be diverted, which resulted in substantial logistical costs.
SEEPEX supplied and installed two custom-made open hopper pumps with a dimensionally identical hopper to fit within the same footprint of the original pumps whilst
delivering over 55% increased throughput capacity from 3.5m3/hr to 5.5m3/hr.
Prior to the installation of the new pumps, Anglian Water was processing approx. 120 tonnes per day of imported sludge cake with both pumps running. With the new pumps installed, the customer is now able to exceed this by 50% (from 120 tonnes up to 180 tonnes) whilst maintaining the same footprint and motor size.
“Due to the reliability and performance of the new SEEPEX pumps there is an increase in uptime of the cake import
24|
Zero downtime and no drop off in performance with SEEPEX PC Pumps and Digital Solutions.
facility at Cotton Valley,” explains Luke Fish, Production Manager at Anglian Water. “This has not only allowed us to increase the sludge throughput on site and therefore generate more biogas but has also given us significant savings in logistics and raw cake storage costs.”

At a Major Advanced Digestion plant in the UK
Existing competitor’s progressive cavity (PC) pumps at a large AD plant were unreliable, causing downtime to the thermal hydrolysis streams. When the THP feed pumps were offline, production and biogas generation were affected. To address this, SEEPEX replaced the original pump with a custom-made open hopper PC pump fitted with Maintain-In-Place technology and incorporating condition monitoring and digital solutions.
SEEPEX Maintain-In-Place technology includes Rotor Joint Access (RJA) and Drive Joint Access (DJA) which simplifies maintenance and improves availability of equipment. To complement these features, the pump’s baseplate is manufactured in three pieces (on wheels) which enables individual sections of the pump to be removed for maintenance or major overhaul.
SEEPEX Digital Solutions facilitate preventative maintenance, equipment availability and process optimisation, which has a direct impact on reactive costs and biogas production – contributing to net zero objectives and increased sustainability.
Since installation, there has been zero downtime and no drop off in performance, and the sludge handling process has gained resilience.

At another Major UK Thermal Hydrolysis Plant
SEEPEX open hopper pumps were used to replace unreliable chain conveyor systems. These pumps are used in two applications. Firstly, to transport the imported dewatered sludge from the imported belt facilities at a capacity of up to 75 m3/h with dry solids up to 32% to either of the two pre-THP silos, enabling a 20-minute turnaround time for the trucks to unload and prevent backlog of vehicles. Secondly, to transport the indigenous dewatered sludge from the four decanting centrifuges to a third pre-THP silo.
Pump maintenance is carried out at ground level, improving health and safety issues associated with working at height with the previous conveyor installation. In addition, with the new SEEPEX pumps, the site now benefits from increased availability of their THP streams with subsequent improvements in gas yield.
The Key: Reliability and Right Feedstock
To achieve the full benefits of advanced digestion by thermal hydrolysis requires reliable and efficient delivery of feedstock to the process. SEEPEX solutions combine back mixing expertise with open hopper PC pump technology to both transfer and blend imported and indigenous dewatered sludges to the precise DS % content. This ensures optimum digestion and maximises biogas production, reducing carbon footprint.
www.seepex.com
|25 October 2022ENGINEERING PDATE
SEEPEX 9 m. open hopper pumps fitted at cake belt reception facility.
SEEPEX custom made 5m long pumps installed under existing silo at Anglian Water’s Cotton Valley STC


Discover our newest range of digital pressure measurement solutions. With RS-485 output. www.esi-tec.com
Case Study: Fruit shake producer finds a new level of smoothness with MRPeasy
About Foga Shakes
Foga Shakes is a UK based instant smoothie blends producer, founded by husband-and-wife Phoebe and Ollie Thirlwell-Pearce in 2019. The operation started out on their kitchen table where the first smoothie blend recipes were born and produced. Today, Foga Shakes has more than 20 different blends available along with a branded blender system. The company operates from a small manufacturing site in Cambridge and has 7 full-time employees.

Need for traceability led to MRP software
As the company gained a market foothold, production capacity started rapidly increasing. With this, production planning as well as stock management became much more complex. They initially used multiple spreadsheets but quickly found limits in this approach in keeping tabs on the growing complexity of the manufacturing process. Foga Shakes thus set out to find a software solution that would set the growing operation on steady tracks.
Next to the increasing volume of production, the primary reason
for implementing an MRP system came from a need for end-to-end traceability. Two-way traceability is a key requirement in the food sector, helping to increase customer satisfaction and safety, stay in accordance with manufacturing standards and best practices, and more. Other reasons to commit to an MRP system included a need to more easily and accurately forecast stock requirements as well as to automatically keep track of batch numbers. With everything to gain, Ollie began the search for the right software companion.
MRPeasy proved to be the perfect companion
Since the owners had no prior experience with MRP software, their first move was to get acquainted with the many available providers by simply googling them. After identifying a few candidates, Ollie spent a while running a few trials and finally opted for MRPeasy. The key selling point was the software’s diverse capacity for integrations. Foga Shakes’s website uses WooCommerce and the company has Shipstation running their fulfilment platform –both fully compatible with MRPeasy.
The software’s capability to easily run requirements forecasts seemed attractive as well, and the owners also really liked the name and branding of the software.
Today, Foga Shakes is using more and more of MRPeasy’s capabilities and further integrating it with the production process. The software helps identify what needs to happen to maximise efficiency. Ollie ThirlwellPearce explained “It has given us much more efficient planning, forecasting and workflow for sure. As with any system, it is as good as the data you give it. There is still stuff to iron out, largely on our side, but MRPeasy has definitely given us a smoother and easier process from forecasting through to production.”
With MRPeasy, Foga Shakes has a firm handle on managing the manufacturing process, allowing the firm to focus more on sourcing and new product development for their growing clientele.
MRPeasy is a simple yet powerful ERP/ MRP system for small manufacturers and distributors. More information and a trial version are available at www.mrpeasy.com
28|

Innovative Wearfacing Solutions as Part of Comprehensive Maintenance Concepts
Excessive wear reduces the lifetime of machines for crushing, classifying and processing of materials and makes them less efficient. Operators can avoid excessive costs by applying protective wearfacing coatings under reactive, planned or condition-based maintenance schemes..

Coatings for reactive and preventive maintenance

One example of wearfacing applied for reactive maintenance is a chipper for recycling wood. It is used during demolition to shred wood into small chips. One operator experienced heavy wear on the shredder’s hammers, which reduced their effectiveness.
They were rebuilt to their original shape by welding, using a tungsten carbide-filled flux-cored wire. This has returned the chipper to its original performance and is limiting the future wear.
As an example of preventive maintenance, a cement plant wanted to avoid unplanned outages due to the high cost of lost production. It optimises costs by scheduling maintenance during planned outages. Heavy wear on a roller press put this strategy at risk. The roller carries out final crushing of clinker.
30| October 2022 ENGINEERING PDATE
Martin Kirchgassner, Vice President and Chief Technology Officer of Castolin Eutectic, explains how highperformance wearfacing coatings can extend the life of equipment that experiences heavy wear.
Rather than re-apply the original medium-alloyed martensitic facing, the OEM specified a coating with multiple alloys to create a gradient of hardness to last at least one full maintenance period.
The first layer is a buffer based on a cold-hardening highly ductile austenitic. The second layer is a tough martensitic overlay that resists pressure and abrasion. The final coating uses a martensitic steel reinforced with finely dispersed titanium carbides. Together, these prevent failure before the scheduled downtime.
Wearfacings for uptime
Wearfacing coatings can also be applied under condition-based maintenance. In one example in a
foundry, it is essential to identify and repair cracks to prevent leakage from a melting pot that contains molten potassium.
Operators use constant visual inspection and ultrasonic testing to identify cracks that can form due to thermal stresses. Welding is used for repairs, with pure iron electrodes used for interior cracks and special nickel-based electrodes for the exterior. The latter provides a heat resistant and highly ductile coating that limits wear.

An example of protecting process continuity comes from the world of tunnelling. While cutting tools experience heavy abrasion, they are designed for regular replacement. However, premature wear on tool
holders can lead to downtime and increase project costs. To avoid this, one OEM has maximized the lifetime of its tool holders by applying a wearresistant powder coating.
Meanwhile, in the ceramics industry, a machine OEM wanted to avoid excessive wear on a plate that presses fire clay into a die. Instead of accepting the cost of replacing the plate regularly, the machine builder has added a wearfacing plate to its surface. This required development of a low-cost technique to grind the wearfacing to an extremely smooth surface. The new plate surface has 10 to 15 times higher availability than the original, so has decreased operational costs and eliminated a weak point in the machine.
Ultimately, wear can represent a major cost to industry when processing materials – and wearfacings have a role to play in reactive, preventive and condition-based maintenance. Learn more about high-performance wearfacing coatings
Summary
Three major maintenance concepts can be distinguished. All of them are used and justified under certain circumstances. Cost effectiveness and maximum uptime are characteristic for the dual maintenance strategy which is based on analysing the real reasons for weaknesses and by avoiding them already in the construction or planning phase of an equipment. Many a time wearfacing solutions applicable in different ways such as machined and finished wear parts or as GMAW solution using special flux cored wires are essential to achieve these objectives.
By cooperation of all technicians involved in the chain of building and using machinery equipment, that are the responsible maintenance staff at the enduser, but also the engineers planning and developing new machinery equipment and finally specialists in surface and wear protection, maximum availability are achievable.
|31 October 2022ENGINEERING PDATE
Envirotech Europe - The best in vapour degreasing, corrosion protection, metal cleaning and surface treatment

EnviroTech Europe are specialists in metal, plastic and other substrate cleaning, pretreatment and protection.
We offer a range of approved products tailored to your industry, which are cost effective, energy efficient, safe for operators and the environment.
Our products are used in the following industries:
• Electronics and Electrical
Environmental
General Cleaning
• Industrial and Manufacturing
• Marine and Maritime
• Mechanical Engineering
• Medical Device Manufacturing

Military
Motorsport
Power Generation
Railways and Automotive
PRODUCTS:
EnSolv CC-A Vapour Degreasing Solvents For Precision Metal Cleaning: A family of environmentally friendly precision vapour degreasing and cleaning solvents for the aerospace, precision engineering, medical, optical and electronic industries.
ProSolv 5408e Environmentally Sustainable High Performance
Vapour Degreasing Solvent: Zero ODP (ozone depletion) and GWP (global warming potential) - Sustainable and secure for the future.
SuperCORR A Advanced lubricant and corrosion protection compound: Specialist barrier film corrosion protection products, based on synthetic materials to provide safe, effective, environmentally friendly solutions to lubrication and corrosion problems.
Aquus CL-One General Purpose
Industrial Cleaning Agent: A non-toxic, water-based surfactant system which exhibits a combination of characteristics not found in any comparable commercially available system.
Clarea Industrial Degreasing Solvents: Non chlorinated, industrial wipe, brush, dip and immersion cleaning solvents for removing dirt, oil, grease and other contaminants without causing harm or leaving residue.
FURTHER INFORMATION
For more information please contact: sales@envirotech-europe.com
Please visit www.envirotech-europe.com for information about uses and applications for all EnviroTech Europe products.
Visit www.envirotech-europe.com/ applications-and-case-studies for information about uses and applications for all EnviroTech Europe products.
For more advice, please telephone us on +44 (0) 20 8281 6370 or use our website contact form. All products are supplied and supported by EnviroTech Europe Ltd. Manufactured in the United Kingdom and available on short delivery times through our dedicated team of distributors worldwide.
supplied and supported by EnviroTech Europe Ltd Aissela, 46 High Street, Esher, Surrey, KT10 9QY, United Kingdom Tel +44 (0) 20 8281 6370
www.envirotech-europe.com | contact@envirotech-europe.com
October 2022 32| ENGINEERING PDATE
•
•
•
•
•
•



|33 October 2022ENGINEERING PDATE Fluid Carr ying Flexibility Swivel Joints Bingswood Trading Estate Whaley Bridge | High Peak | SK23 7LY | UK Articulated Pipework Torsion In Hoses Rotating Cylinders Swivel joints allow pipework to pressure 1/4” to 40” and beyond. Vacuum to over 20,000psi Stock and bespoke production. Unique bearing/seal design for longer life. ISO 9001 CE marked where applicable. Tel: +44(0)1663 735003 E-mail:
Cost-efficient & durable marking

Our laser marking system mp-LM 3 is characterized by high cost efficiency as well as abrasion-resistant and durable marking. Unique features are: The laser device can mark a wide variety of different materials and is unbeatable in terms of price-performance ratio.
Product information
Labeling solutions, hardware, software and accessories.

The interaction of hardware, software and accessories provides real added value with our laser marking system. The high degree of automation allows users to focus on their core competences and save resources. For the customer, consistent system integration ensures optimum labeling quality as well as very high efficiency and cost-effectiveness in everyday operations.


Automated batch processing and marking software integration enable high output. The magazine filling aid mp-LM B enables a smooth and time-optimized labeling process due to parallel preparation of the magazine loading. The mp-LM carrier plates are used to flexibly hold various murrSystems labeling materials. They can be stacked directly in the labeling magazine. However, separator plates can also be inserted into the magazine. These allow mixed loading in one order. With the help of the mp-LM single-line adapters, individual lines of the plastic labels that have not yet been marked can be further processed in the laser marking device. No single lines remain.
The UniversalMarking software used with the mp-LM 3 can also operate other labeling technologies or devices: device-independent and process-optimized, time- and cost-saving, as well as intuitive and interactive.

mp-LM 3
Go to Shop Speak directly to the UK Technical Team Book a meeting via phone or video call here
Very good

ratio

For further information Contact the UK Sales Support Team on 0161 728 3133 or visit murr-systems.com Arrange a demonstration? Email info@murrelektronik.co.uk Minimal operating and follow-up costs Permanent marketing
price-performance
Labeling of various materials The mp-LM 3 with high output requires no consumables. It is nearly service-free with low maintenance requirements. Various materials in different thicknesses, shapes and colors for different applications can be labeled. Because the lettering is extremely abrasionresistant and UV-resistant, it is durable and long-lasting. Our laser marking device impresses with low operating costs, high productivity and marking speed (up to 10,000 labels/hour).
T&D Corporation
Mr Minoru Ito, European Sales Office, Gronauer Straße 1, 61194 Niddatal, Germany 0049 (0)6034 930970 europe.office@tandd.de www.tandd.com

Curtiss-Wright Surface Technologies

European Corporate Office, Hambridge Lane, Newbury, Berkshire, RG14 5TU 01635 279621 www.cwst.co.uk eurosales@cwst.com
Phoenix Mecano Ltd

26 Faraday Road, Aylesbury, Buckinghamshire, HP19 8RY
+44 (0)1296 611660 www.phoenix-mecano.co.uk
Monitran
Monitran Ltd, Monitor House, 33 Hazlemere Road, Penn, HP10 8AD, UK

T: +44 (0)1494 816569
E: info@monitran.com www.monitran.com
ODU-UK LTD.


Unit 3A, Whitworth Court, Manor Park, Runcorn WA7 1WA. Tel.: (0044)-330 002 0640, sales@odu-uk.co.uk www.odu-uk.co.uk
TR Fastenings LTD

Trifast House, Bellbrook Park, Uckfield, East Sussex, TN22 1QW
Free phone: 08454 811 800
E-mail: sales@trfastenings.com www.trfastenings.com
Blackfast Chemicals Ltd
Unit 5 Russell House , Molesey Road, Walton-onThames, Surrey, KT12 3PE 0207 339 7370, sales@blackfast.com www.blackfast.com
Ecopac (UK) Power Ltd
Unit 4, Ridgeway, Crendon Industrial Area, Long Crendon, Bucks, HP18 9BF Tel: +44 1844204420 www.ecopacpower.co.uk

Directory October 2022 36|
ENGINEERING UPDATE
Foremost Electronics Ltd


14 Bluegate Business Park Great Bardfield, Essex CM7 4PZ
TEL: +44 (0) 1371 811171
FAX: +44 (0) 1371 810933
WEB: www.4most.co.uk
HRS Heat Exchangers

0-12 Caxton Way, Watford Business Park, Watford, Hertfordshire, WD18 8JY www.hrs-heatexchangers.com Email: info@uk.hrs-he.com
Tel: +44 (0)1923 232 335
Rotech Machines Limited

1 Brownfields Court
Welwyn Garden City Hertfordshire, AL7 1AJ www.rotechmachines.com
Wood Automated Systems UK (ATG – Systems)

Tenter Road, Moulton Park Industrial Estate Northampton, NN3 6AX +44 (0)7827 327231
Tim.Bednall@woodplc.com www.the-atg.com
Seepex UK Ltd.

3 Armtech Row
Houndstone Business Park Yeovil, Somerset, BA22 8RW
T +44 1935 472376 sales.uk@seepex.com www.seepex.com
Mecmesin Ltd
Newton House, Spring Copse Business Park, Slinfold, West Sussex, RH13 0SZ w: www.mecmesin.com t: +44 (0) 1403 799979 e: info@mecmesin.com
BÜLTE GmbH

Kunststofferzeugnisse Carl-Sonnenschein-Straße 22 D-59348 Lüdinghausen – Germany
Phone: (+49) 02591 / 91 94 – 0 info@bulte.de www.bulte.com
Lascar Electronics Ltd UK Module House
Whiteparish, Wiltshire SP5 2SJ +44 (0)1794 884 567 sales@lascar.co.uk www.lascarelectronics.com

Directory |37 October 2022ENGINEERING PDATE
Noticing the impact of economic challenge
Here at Pentagon, we are well versed at delivering the positives surrounding UK manufacture and our business.

We don’t often (like many people) talk about the struggles and challenges we face.
There is undeniably a heavy grey cloud over the rapidly shrinking UK economy just now, a culminating haze of Post COVID, Post Brexit, impacts of war, increased inflation, rising cost of living, lack of employment resource. This weighted mix of issues is enough to make the most grounded of people feel a little heady!
It would be wrong not to acknowledge the multitude of businesses where the lasting effects post COVID proved too much to bear, and they have had to cease trading. It would also be wrong to say that we are sailing through the challenging economic landscape that we all now must navigate.
The tooling arm of our business is buoyant just now, manufacturing tooling for customers with their own moulding facilities but as anyone in the business knows tool manufacture is often feast or famine. Production however is notably quiet with order books currently looking lighter than we would like over the coming months. Indeed, this could all change at the drop of a hat but just now
the remainder of the year looks quiet compared to past years (even compared to COVID years!).
Although customer communication is still flowing freely demand for production has certainly dropped rapidly in recent months. As with any Supplier you are only ever as busy as your customers and given the expanse of industries that we serve shows how far reaching the economic quell is reaching. No one sector is stand out busy compared to another and where new projects are being quoted price is key to being able to get a project over the line to order, but with the cost of raw materials continuing to rise at pace and lead times becoming longer and longer there is little we can do not to pass these rising costs on to our customers. Even the powerful negotiation skills of our group buyer are making little movement on costs!
Anyone who has worked with us will know that we are very forthcoming with cost saving suggestions for both mould tooling solutions by way of ease of manufacture and component design, looking at ways to take out some of the material cost throughout production. Our level of customer support is something that we pride ourselves on.
The continually rising costs across both personal and business activities is changing our business outlook and making us more cautious about where businesses funds are best spent. While ensuring overheads and essential materials for manufacture continue to be met, we are taking a more cautious approach to spend in other areas of the business. We have always operated under measured and considered spend, but just now the reigns must be held a little tighter as we ride out this turbulent economic storm whilst still maintaining investment in the right areas to support growth.
Although current times are indeed proving a challenge on both personal and business levels, we remain safe in the knowledge that we are continually in a state of flux. We know that the landscape will inevitably continue to change but whether it is for the better or delivers further challenge for society remains to be seen.
Let’s not pretend we are operating in a pre-COVID world and that everything is going fine, lets open honest conversation and put our hand up and say it’s a rough ride in business just now.
38| PDATE








Assess Vie Learn Implement Go li e Risk-free selec on process With insight, o on’t commit an thing financiall n l o are f ll trained on the so� are and are % s re that it ill ork for o . Find o t more b a ending one of o r free online e ents, and recei e a free paperback book that e plains ho to implement any MRP s stem, not j st o r o n. insight.com MRP | ERP | CRM Man fact ring so� are for an ind str Are o str ggling ith: Wasted me Errors and mistakes Inabilit to gro Stock iss es Prod c on management Financial planning O r ed ca onal approach allo s o to nderstand the benefits of MRP, learn the so� are and helps s to nderstand o r b siness needs in a rela ed, informal atmosphere, ith no hard sell.
Be inspired by innovation at Advanced Engineering
Find out what’s in store for this year’s attendees
On November 2 and 3, Advanced Engineering will return to the NEC, Birmingham for its 13th edition. With 80 per cent of exhibitor space already sold, engineering and manufacturing businesses should act fast if they want to secure a stand. Last year, over 7,000 people attended across the two days, including representatives from Airbus, Jaguar Land Rover, Alpine F1, Ford, BAE Systems, Rolls-Royce and the Ministry of Defence.


This edition of Advanced Engineering will celebrate and display innovation, growth and development within the UK’s engineering industry. Across the show’s seven zones — aerospace, composites, automotive, advanced metals, connected manufacturing, space and satellite and, new for this year, product testing and quality control, businesses will showcase their latest, ground-breaking technologies and inspire cross-industry collaboration that pushes the UK’s engineering industry to new heights.
Following the success of the 2021 edition, attendees also found the 60 hours of free learning, courtesy of the four forums scattered across the show floor, insightful and inspiring. Highlights included workshops and talks from automotive lifestyle blogger James William Walker, also known as Mr JWW, the Aerospace Technology Institute, Rolls-Royce, Airbus, ADS, the UK Space Agency, Jaguar Land Rover, Composites UK, BAE Systems Make UK and more. These four forums will return in 2022, sponsored and supported by companies including HP, University of Strathclyde, GRP Solutions, Euroresins, Cristex Composite Materials, Ripley Solutions and more.
Advanced Engineering is the place to be for the UK’s engineering community. Exhibitor space is selling out fast. To book your stand, visit www.advancedengineeringuk.com and make an enquiry. Alternatively, you can contact our Head of Sales, Ali Farr on +44 (0)20 3196 4244.

October 2022 40| ENGINEERING PDATE

BOOK YOUR STAND aeuk@easyfairs.com | +44 (0)20 3196 4300 advancedengineeringuk.com The UK’s LEADING annual gathering of OEMs and engineering and manufacturing supply chain professionals 2 & 3 November 2022 | NEC Birmingham An absolutely outstanding event! We’ve met many great people who we will be looking to work with in the future, and overall it has been a very successful couple of days. Matt Travis, Engineering Manager, JCB Co-located with Scan the QR code to discover the event Association partners Trade AssociationComposites
Automation is fast becoming a key conversation within multiple industries in Great Britain, including manufacturing with robotics emerging as the solution.
Over the past few years, a need to move towards more automation in the manufacturing industry has been seen.
In fact, a survey done by ABB Robotics found that of 250 SME and manufacturing companies, 81.2% were considering incorporating robotics into their processes to combat issues with workforce shortages and supply chain disruptions.
In this article, we’ll look at how, in order to keep up with the demand British manufacturing faces, more businesses are adopting robotics as a solution. We’ll
also dive into what they can do for your business.
What can robots do for you?
A big question from businesses still on the fence about bringing in robots is what can they do to improve processes. By automating sections of your manufacturing processes with robots, you’re given an opportunity to stay competitive within a constantly evolving industry.
Substituting traditional labour with robots within your processes can help to provide added efficiency. Robots don’t require breaks, and they’re programmed to carry out specific practices with much smaller margins for error than humans. This results in a more cost-effective
output from your business, which could see greater revenue for less paid labour.
Robotics can also be useful when it comes to tasks that require a steadiness that can’t always reliably come from humans. Whether it’s handling or removing materials that can be harmful or dangerous, welding, or separating materials from one another, robotics makes those tasks much easier to carry out.
They work among us…
The UK’s manufacturing industry has leant into a ‘quality over quantity’ mentality, focusing on top value from each product made, and robotics are now being incorporated into processes.
42|
Between 2020 and 2021, the UK became one of the top 15 for sales of industrial robots globally. The International Federation of Robotics (IFR) found that 2,205 industrial robots were installed throughout 2020, which brought the total in the country to around 23,000. These robots are primarily found in the automotive manufacturing industry in the UK with around 875, making up 16% of those that were installed in 2020. Several sectors are seeing a benefit in robot application due to a lack of workers, including the food and beverage sector, which already uses industrial machinery and hydraulic cylinders, has seen an increase to 304 robots in 2020. This is a 96% increase in volume since the previous year.


Are Robotics Set to Play a Starring Role in the Next Ten Years of British Manufacturing?
Technology is constantly changing our day-to-day lives and has had a particular impact on the working world.
Looking to the future
Though these numbers continue to rise, the IFR still ranked the UK outside of the top 20 countries with robot density within manufacturing. We can take from this that there is still room for robotics presence in manufacturing to grow on our shores.
The government itself outlined how much growth was possible in a Business, Energy and Industrial Strategy (BEIS), estimating that there was a potential 40% annual growth for robotics and autonomous systems in the UK between 2020 and 2030. This could in turn mean an extra £6.4 billion in value for the UK economy by 2035. And if our creation and sale of autonomous robots is set to increase, our use of them across
a number of industries may be set to increase alongside it.
Automating your business process with robotics is not something to be scared of. The myth that robotics steals jobs has long since been debunked, and there is plenty of room for improvements within the manufacturing industry that they can help solve. Implementing robotics can help keep your business competitive in the global market, as well as provide an efficiency that is impossible to achieve with manual labour. There are currently a record number of robots installed; however, there is still room for growth, and the amount of revenue that could stimulate the UK economy if more is installed is staggering.
|43
5 Digital Trends to Help You Succeed in the Oil & Gas Industry

Increasing oil and gas prices are raising significant concerns amongst consumers. However, that’s putting a lot of pressure on oil and gas companies, which are faced with shortages and new demands.

In order for the industry to resist the rising pressure and succeed, it needs to adopt a digital-first approach. Digital innovation is key for mitigating the oil and gas crisis and working more efficiently.
Here are the latest digital trends and innovations that will drive the future of the oil and gas sector.
Robotics & automation
In order to promote safety while working under pressure at an oil and gas site, it’s important to reduce manpower and make use of robotics and automation. Additionally, this will increase efficiency and the speed of operations, and lower the risk of human errors.
According to Frost & Sullivan, the global gas and oil automation market is growing exponentially in attempts to recover from COVID-19 and meet the increasing demands for efficiency, safety, and sustainability. It is expected to reach £18.69 billion by 2025, which is a 43% increase since 2020. It is also growing at a compound annual growth rate of 7.5%.
Safety first – digital equipment testing
Oil and gas sites can pose a significant safety threat to workers. While there might be certain safety procedures, such as eliminating hazards and providing Personal Protective Equipment (PPE), they’re not the most robust safety solutions.
Quality analysis that adopts quick and efficient solutions is best suited for providing regular safety examinations of systems and preventing incidents.
For example, Enerpac’s Safe T™ Torque Checker validates and tests the exact torque equipment used on-site, such as pump, wrench, and hose, to give an
44|
accurate digital read-out. That way, it instantly validates the performance and safety of the entire system, thus minimising errors and incidents.
Big data analytics tools
Large volumes of data generated every day are a major part of the daily operations in the gas and oil industry. Data is extremely important as it provides great insight into both production and performance, which then feeds into optimisation processes and the development of AI-driven algorithms and models.

Nevertheless, this data often tends to be unstructured. That’s where big data analytics tools can help structure and analyse data, in order to streamline complex operational processes and reduce costs.
Laser scanning and 3D printing
One of the major issues oil and gas companies are facing is the extended downtime associated with the sourcing of complex, customized stand-alone parts. This is causing significant losses of revenue.
Laser scanning of every part of the impeller 3D models, accompanied by 3D printing metal fabrication can reduce the downtime by months and help optimise operations. 3D printing doesn’t require tooling and can replicate lightweight structures with complex internal components. This is a great solution, especially for low-volume projects.
Substructural simulations
Companies often have difficulties monitoring the structural integrity of offshore assets and subsurface.

3D modelling and substructural simulations can provide real-time data and visualisations. This offers greater accuracy, information about potential issues, and ways to minimise planning time. Data is collected through sensors on the ring and analysed using cloudbased solvers. This can help establish risks that can impact the safety of the reservoir, as well as provide a new perspective on structural design.
Jumping on the digital innovation wagon can significantly help oil and gas companies mitigate the current challenges and stay afloat in a competitive market. Not only that, but the current digital trends can help increase the efficiency of operations, provide better worker safety, and reduce costs. This is all while continuously innovating how to improve processes and technology.
|45
Discover our newest range of digital pressure measurement solutions. With RS-485 output. www.esi-tec.com
INSTALLING AN ELECTRIC FUTURE
The rise of the electric vehicle (EV) is well and truly upon us, and we are currently witnessing a proliferation of more affordable vehicles hitting the market; it feels very much like 2022 is going to be game-changer for the automotive sector – but also the electrical trade.
The reason for the latter comment is that the success of the EV relies solely on the ability of the UK government and its technology partners in establishing a robust, accessible, commercial, domestic and geographically abundant charging infrastructure. However, there are still many questions to be answered here given the nature of the UK’s residential set-up.
On top of the aforementioned points, the ability of any charging network to deliver quick and efficient charges will be paramount in encouraging consumer adoption of EV, particularly given the ease with which car refuelling has developed after 100 years of petrochemical fuels.
Additionally, the likes of the software industry is also helping to increase the pace of change; there’s now software that uses telematics (vehicle trip) data to tell fleet owners which vehicles could be switched to EV, the best vehicles on the market for them and where they should place their own chargers, so the demand is only going to increase.
All this means the electrical sector will be under one of the biggest spotlights it has ever experienced – designers, specifiers and installers will all have roles to play.
On the installer front, the electrical sector has got on the front foot in partnership with education and training partners
across the country, with qualifications now available for practicing electricians interested in understanding how to install the equipment and systems available in public, private and commercial locations – which can be achieved for less than a new tool storage bag and with just 20 hours of tuition. There’s even 22-day courses for applicants with no electrical experience, which clearly shows the way the EV sector is going.
There’s a long road ahead for the UK’s charging infrastructure; the Competition and Markets Authority (CMA) has suggested that the UK needs to increase on its 25,000 charging stations ten-fold by 2030 to meet demand . This means there is set to be no shortage of demand for installers, with great opportunity to either switch career focus (whether you’re an existing electrician or not) or supplement the existing workload.
But what do installers need to do their job? What tools and accessories? How does it differ from a standard electricians or electrical contractor’s kit?

The Institution of Engineering and Technology has launched its own code of practice to provide a clear directive on the considerations and mandatories for every type of EV charger equipment installation, in line with the very latest amendment to BS 7671. While a tight code of practice (as you would expect), there is no specific requirement for new tools or accessories that aren’t readily available to the every-day electrician, more a requirement of specific tools and accessories to use.
As we do with most of our product research and development, we spent some time with our panel of electricians
and installers to develop tools and kits specific for this job, to ensure clarity, comfort, control and efficiency on every job. As a result, we have assembled two high quality EV specific kits for both existing and newly qualified installersan EV Hand Tool Kit and EV Power Tools Accessories (PTA) Kit. Combined they provide an easy one-stop-shop for any installer.
The C.K EV Hand Tool Kit (T5984) is a collection of premium hand tools that provide everything needed to get the job done efficiently and professionally. It includes a state-of-the-art C.K Magma Technician’s Wheeled Case packed full of 25 premium hand tools designed to complete the stages of: inspection and quotation; routing the cable from MCB to charger; mounting the charge point; fitting the cable to the charger point; terminating to MCB; fitting an earthing rod; and re-assembling the charge point.
The C.K PTA Kit (T5985) – which can be purchased separately - provides a great range of power tool accessories
48| October 2022 ENGINEERING PDATE
How the big charging infrastructure question is placing a spotlight on the electrical trade, according to Brinley Buckley-Roberts, Product Marketing Executive at C.K Tools
including quality drill bits, driver bits and hole saws to help complete the installation for EV chargers with the minimum of fuss.
The new C.K EV specific Kits offer everything needed to complete the steps involved to complete an installation efficiently and professionally.


As the landscape changes over the next decade and the way of powering our vehicles becomes more connected than ever before, the impact on the skill, capabilities, qualifications and accompanying tool kits of the EV charge equipment installer may also change. As a business that has been at the forefront of hand tool manufacturing for more than 100 years, we will continue to ensure our support as the electrical sector navigates one of the biggest demands and opportunities in history on its workforce.
www.ck-tools.com
|49 October 2022ENGINEERING PDATE
Four ways to make your vacuum system more efficient
Fortunately, based on decades of experience and know-how, SMC can outline four simple ways that you can reduce the energy consumption of your vacuum system. Using less energy per lift/transfer will provide a direct contribution to your bottomline profitability while simultaneously supporting industry’s drive to net-zero carbon emissions.
By Martina Höller, Electrical technology product manager CEE, SMC Austria
The latest energy-saving technology and process engineering can make a genuine difference to vacuum handling applications, whether the sector is packaging, metalworking, automotive, healthcare or any other. Simply follow these four steps to see a notable improvement in your system’s efficiency.
It’s possible to generate vacuum centrally by means of a vacuum pump or de-centrally (directly on the machine) using vacuum ejectors. SMC’s extensive range of vacuum ejectors – from super compact inline ejectors up to ultra-high efficiency multi-stage ejectors with highperformance silencers – are suitable for vacuum flows up to 600 Nl/min,

thus meeting the needs of almost any industrial application.
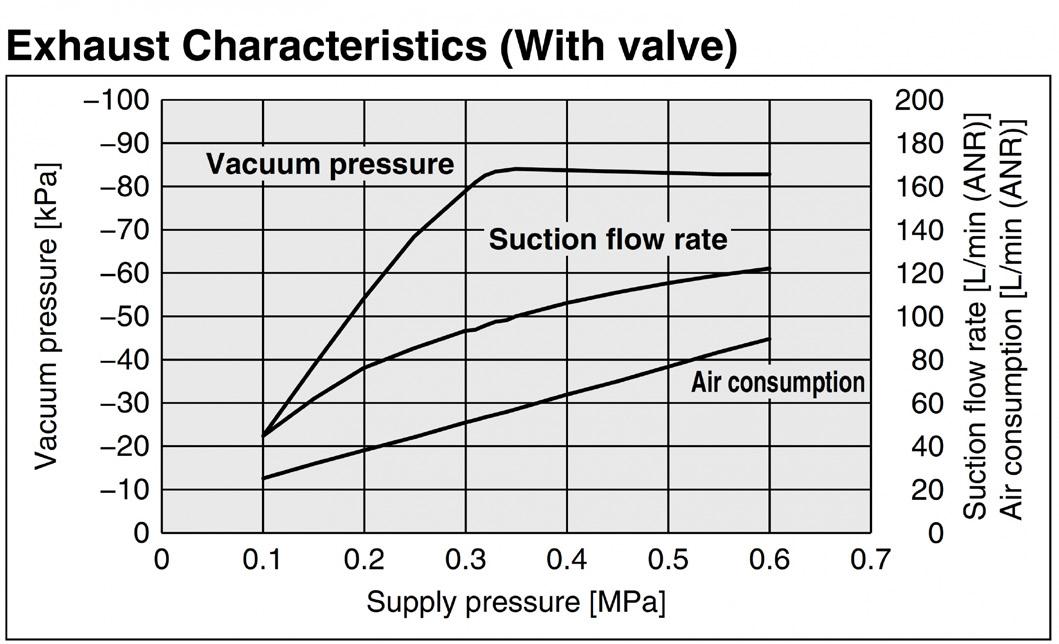
Every type of ejector has its specific parameters, which are dependent on one another. These include: standard supply pressure (the amount of compressed air you need to achieve the highest possible vacuum pressure); maximum suction flow rate (volume of air taken in by the ejector); maximum vacuum pressure (maximum value of the vacuum pressure generated by the ejector); and air consumption (the amount of air consumed by the ejector when operating with the standard supply pressure).
4 bar: the optimal supply pressure (on average) for SMC ejectors
Ask yourself, do you really need the maximum vacuum pressure to handle your workpiece? You need to pose this question because the level of vacuum pressure will relate directly to your air consumption and your costs. By way of example, if you use of 0.5 MPa (5 bar) main line supply pressure to operate our ZL112A ejector (with valves), your air consumption will total around 78 l/min (4680 l/hour) to achieve a maximum vacuum pressure of -84 kPa. However, by choosing to operate the ejector at a
reduced 0.35 MPa (the standard supply pressure for this type of ejector), you can cut air consumption to 57 l/min (3420 l/hour) and still achieve the same maximum vacuum pressure (-84 kPa). A significant 27% energy saving.
As a point of note, while many manufacturers have yet to transition from 7 bar standard shop pressure, optimal vacuum operation takes place at an average of 4 bar, so reducing from 7 bar to 4 bar not only benefits your bottom line and the future of the planet, it will have no impact on the effectiveness of your operations.
Returning to the example, if you can safely handle the workpiece with a maximum vacuum pressure of -65 kPa, you can reduce the supply pressure even further, to 0.25 MPa (2.5 bar). This would cut your air consumption to 45 l/min (2700 l/hour), delivering an impressive 43% energy saving.
Use a bigger pad diameter, not higher supply pressure
Some engineers make the mistake of increasing supply pressure to achieve a higher holding force, but this leads to more energy consumption and more cost. In fact, it’s directly proportional,
50| October 2022 ENGINEERING PDATE
With energy prices surging across Europe, efficiency has become a high priority for all manufacturing and process plants using vacuum handling systems.
so doubling the vacuum pressure will double your holding force and double your energy costs.
Instead, it may be possible to increase the diameter of your vacuum pads in certain applications. When doubling pad diameter, your holding force quadruples, while your energy costs remain the same as there is no increase in supply pressure. The price difference between a 20 mm and 40 mm diameter vacuum pad is typically less than €5.
Vacuum ejectors with energy-saving function

Some vacuum ejectors feature a vacuum pressure switch with an energysaving function that can reduce energy consumption by up to 93%. So how do they work? Well, you first define the pressure range within which you can securely hold the workpiece, for example from -65 to -55 kPa. The integration of pressure switch with energy-saving function serves to cut off the air supply upon reaching the desired vacuum level. Vacuum only generates again when the pressure falls below the lower range, in this case -55 kPa.
Take a vacuum handling application involving a conventional ejector that operates at 450 cycles per hour, 10 hours a day, for 250 days a year. Such a system will consume around 9350
m3 of compressed air every year. However, using a vacuum ejector with an energy-saving function will reduce air consumption to just 638 m3 per year, delivering the aforementioned 93% saving. The potential savings are higher in short-cycle applications.
Smart management
To maximise the use of an energyefficient vacuum handling system, SMC recommends that you adopt ‘smart’ ejector systems. A serial transmitted ejector manifold requires no separate input/output units to operate and avoids complex electrical wiring of the valves and sensors.
Field devices can connect directly to the PLC. Via the PLC, it is possible to set and monitor the pressure values, suction or release verification, the energy-saving function and the valve protection function. This concept leads to better control of your application, more valuable data, simple set-up and
on-board product diagnostics, as well as easy monitoring.
Technical support
If you’ve ever dealt with a vacuum-based system you’ll be aware that vacuum can be unpredictable as the interaction and the behaviour between workpiece and pad differs depending on the application. The only real way to be certain of the results is to take advantage of an expert technology supplier such as SMC, which can conduct tests at customer sites or at its laboratories located across Europe. Vacuum is frequently about trial and error regarding pressure, flow, pad size, number of pads and more, particularly if it involves special workpiece materials, so why not let the experts work it out.
With energy costs rising rapidly around the globe, few can afford to ignore the energy-saving possibilities that a correctly specified and configured vacuum handling system can bring. It’s time to get a grip on efficiency.
|51 October 2022ENGINEERING PDATE
Getting the best of everything
Why and how should organizations adopt a hybrid IT strategy

Hybrid IT solutions are becoming a widely accepted essential for an organization’s digital transformation. Despite its necessity, many organizations lack confidence in implementing a hybrid IT infrastructure successfully across on-premise, cloud, edge and software as a service (SaaS) settings. Here, Martin Thunman, co-founder and CEO of hybrid integration expert Crosser, explores why and how organizations should implement a hybrid IT strategy.
Digital transformation is no longer just a desire, but an absolute for organizations in all industries looking to improve their operational efficiency. A greater business need for data control, the cost effectiveness of cloud-based services, and a desire for greater flexibility have driven many
organizations towards a hybrid IT infrastructure. But what does this involve?
Defining hybrid
A hybrid IT infrastructure consists of a combination of cloud, edge and on-premise applications and data centers. A business’ enterprise systems and applications are deployed across any of these layers of infrastructure depending on which environment would yield the greatest performance and efficiency.
Hybrid IT has emerged as a result of multifaceted technological development. According to Gartner, by 2025, over half of IT spending in application software, infrastructure software, business process services and system infrastructure will shift to cloud-based technologies. An
ever-growing range of cloud-based applications means that even the smallest of organizations is likely to use some form of SaaS — be it for anything from sales to asset management or quality control.
It’s important to not confuse hybrid IT with hybrid cloud, which exclusively blends private and public cloud services, but doesn’t include other elements like data centers or on-premise infrastructure. Hybrid IT doesn’t just relate to the infrastructure itself, it’s an entire strategy that encapsulates hybrid collaboration, user experience, device compatibility and data formatting.
The best of all worlds
Adopting a hybrid IT infrastructure can bring a variety of benefits compared to an entirely cloud or
52| October 2022 ENGINEERING PDATE
entirely on-premise infrastructure. The key benefits of hybrid center around the elevated integration and interoperability of the system.
According to Mulesoft’s 2022 Connectivity Benchmark Report, some 88 per cent of organizations said integration challenges continue to slow digital transformation initiatives, virtually unchanged from the 2021 report’s figure of 87 per cent. So, while the situation hasn’t worsened, it certainly hasn’t improved.

By adopting a hybrid IT strategy, it’s possible for organizations to avoid the complex task of migrating legacy systems and applications to their new cloud-based counterpart. It also creates a stable IT environment where cloud, edge, on-premise and data center environments can be used in harmony, each for the use cases they’re optimal for.
With remote working now taking a permanent seat at the table, it’s
also worth considering if a company wants to adopt a bring your own device (BYOD) policy, and if so, how to make certain applications available on external devices. In each of these scenarios, a hybrid IT system is the enabler of successful deployment.
Going hybrid-first
It’s possible to elevate hybrid IT infrastructure even further to unlock a more seamless digital transformation by adopting not just a hybrid, but a hybrid-first IT strategy. A comprehensive hybrid IT strategy doesn’t just facilitate interoperability and integration of different systems, but actually optimizes the entire system by taking the benefits of each environment to maximize system efficiency and functionality.
In contrast to just hybrid, a hybridfirst IT infrastructure doesn’t just involve piecing together different IT environments and hoping for
the best, it’s about designing a comprehensive system specifically for hybrid use. To support organizations looking to implement a hybrid-first strategy, Crosser offers a hybrid integration solution that gives organizations the full flexibility to deploy data processing nodes onpremise, at the edge, in the cloud and at a data center simultaneously — all within the same universal platform. Once deployed, the Crosser platform acts as a centralized location for all an organization’s data processing and analysis needs.
By implementing a hybrid-first IT strategy, organizations can create a bespoke blend of IT infrastructure to suit their own priorities – be it efficiency, automation, cost savings, simplicity or overall user experience. By taking the benefits of each environment, businesses can create a system designed specifically for hybrid integration, unlocking the benefits of all IT options.
|53 October 2022ENGINEERING PDATE
Lamonde Automation Limited Quality Products: Expert Advice sales@lamonde.com www.lamonde.com +44 (0)20 3026 2670 PLC Web Browser OPC UA Server WebView In Excess of 300 Communication Drivers Event Bar Chart Database Server SQL Query Energy Demand Display/Setting Features Include:
Could automation be the answer to the Great Resignation?
Regardless of location, if you are a manager in manufacturing, you will have seen the increasingly staggering data about the so-called Great Resignation, a phenomenon where employees voluntarily decide to quit their jobs. Neil Ballinger, head of EMEA at global supplier of quality automation components EU Automation, explores how automation can help manufacturing businesses cope as staff retention rates fall.
The Great Resignation, a term coined by Anthony Klotz, a professor at Texas A&M University, is a growing economic trend in which employees have been voluntarily resigning from their jobs en masse since early 2021. Wage stagnation in the midst of a cost-of-living crisis, job dissatisfaction and safety concerns due to COVID-19 are all contributing factors as to why staff resignation levels are persistently on the rise across the globe. So, what does this mean for the manufacturing industry?
According to the Harvard Business Review, due to the COVID-19 pandemic, employees are now self-evaluating, significantly reconsidering their career paths and prospects. Humans are creatures of habit, but the pandemic has caused a shift in both perspective and work-life balance for manufacturing staff.
In Germany, the main factor triggering this shift in the workforce was inflation. Price hikes across food and energy products meant that in 2021, Germany saw inflation rates of 4.1 per cent in September 2021 — the highest in nearly 30 years, causing employees to seek higher-paid jobs with benefits such as working from home.
What’s more, in manufacturing there are few options for remote work compared to other sectors. The Washington Post reports that manufacturing workers fear a new COVID-19 outbreak feel that their safety is not sufficiently protected. Other reasons for why staff retention has plummeted are the stagnation in pay rates, especially in manufacturing that involves ‘nondurable goods’, and harsh working conditions.
Leveraging automation
Job functions within the manufacturing industry often involve constant repetitive actions that might be monotonous and even lead to strain injuries. Leveraging automation systems across production lines to automate repetitive actions will reduce the chance of human error and increase levels of accuracy, but also allow employees to move into more fulfilling job roles, increasing job satisfaction. This might reduce the levels of staff resignation and increase productivity.
Pick and place robots are just one example of how manufacturers can leverage automation for increased efficiency. Using

advanced vision systems, these robots can identify, pick up and move objects from one place to another and can be configured with a myriad of end-of-arm tools, thus making the robot useful for an array of tasks. Automating repetitive processes such as this can help increase levels of production, allowing workers to focus on more complex and rewarding work.
Automating the quality assurance function of the manufacturing process can also assist managers with harnessing automation effectively. The process of quality assurance can become a tedious task for workers over time and inspectors can make mistakes due to the complex nature of the item they are inspecting, whose quality is best assessed by an automated solution. Replacing manual inspection with an autonomous machine vision solution will lead to higher inspection accuracy, while workers can be moved to tasks that require reasoning and decision-making. Navigating the automation industry and sourcing new parts for these manufacturing functions can be a costly process but sourcing your parts from a supplier of reconditioned and obsolete parts could be the solution.
Crucially, manufacturers should not hesitate to deploy new automated solutions for fear that breakages will lead to increase maintenance costs and more downtime. Liaising with a supplier such as EU Automation will allow managers to access parts easily and affordably, so that repairs can be made quickly and stress-free. While the Great Resignation movement continues, the manufacturing industry should accelerate the adoption of new technology to optimise productivity while moving their current employees into more rewarding, fulfilling jobs. Managers must see that automation is not just another expense but an asset to be valued.
October 2022 56| ENGINEERING PDATE
ecoUK AC PLTD OWER www.ecopacpower.co.uk ENCLOSED POWER SUPPLY DIN RAIL POWER SUPPLY OPEN FRAME POWER SUPPLY MEAN WELL POWER SUPPLIES Ecopac (UK) Power Ltd, Unit 4, Ridgeway, Crendon Industrial Area, Long Crendon, Bucks, HP18 9BF CALL OUR EXPERT TEAM TODAY! +44 (0) 1844 204420 Email us at info@ecopacpower.co.uk
TIDAL TURBINE TO LIGHT THE THAMES
A small proportion of the Thames is to be illuminated using power generated by the flow of the river itself, as Kingston University tests prototypes of a new hydroelectric turbine design.

The turbine will sit on a pontoon and will provide a floating test and measurement laboratory. On this will be an array of sensors and monitors, including a TorqSense the wireless torque sensor from Sensor Technology Ltd.
"To say that this is a harsh environment for laboratory equipment is a bit of an understatement," says Rod Bromfield, Senior Lecturer, of the Faculty of Engineering, Kingston University. "We can only use robust kit with a proven industrial pedigree."
The turbine under test has been developed by Hales Marine Energy near Eastbourne on the English south coast and is expected to be
deployable in tidal seas as well as rivers. The design application of this turbine is to sit on a submergible tank that will sit on the sea bed and can be floated up to the surface when required. Significantly, the design is almost infinitely scalable: the unit under test is 1m diameter and produces about 1kW; 5m turbines suitable for inshore deployment would generate round 20kW; smaller units would be ideal for river use. With access to the test site being by small boat, Rod knew that his test regime had to be both simple and comprehensive.
"The critical measurement is torque, as this indicates the power we can derive from the system. We had to be certain that we would get continuous measurements over an extended period of
time, because we need to map power production against actual river flow. Also for this technology to succeed in the emerging green power market it must be capable of continuous and predictable energy production." One of the engineering issues that Rod faced was the relatively slow revolution of the turbine, in this test below 50rpm. This helped define the choice of the TorqSense, but it is also a key feature of the Hales turbine - the slow speed means less stress on moving parts and therefore less servicing. It also minimises habitat disturbance, so that the ecological impact is low.
"When I contacted Sensor Technology I was very concerned about vertical mounting and harsh environment performance," recalls Rod. "Fortunately
there have been TorqSenses installed vertically, including several high up on vertical axis wind turbines, where they have to withstand gales, hurricanes and lashing rain."
Turbine
The design of the Hales turbine is reassuringly simple, and therefore likely to survive underwater installation with long service intervals. It was developed by Paul Hales, a design engineer who has spent a career associated with the sea. "It’s based on the traditional water wheel, but mounted on a vertical axis - on its side," he explains.

"Using modern engineering and materials it is possible to take this effective early turbine and by turning the output shaft to the vertical to immerse the whole turbine into the tidal flow. To overcome the high
resistance on the wheel blades that on one side are trying to move against the water flow, they are shaped and hinged to present a minimum resistance. The large blade area on the drive side produces very high amounts of torque (rotational force) at low speed, in the range of 10 -20rpm. Coupled with modern permanent magnet generators that can start producing electricity rotations as low as 2rpm, my turbine can offer the possibility of tidal generation worldwide.”
Paul continues: "Water is nearly 800 times denser than air so it carries far more energy, making water turbines a very attractive alternative to wind energy. Notably seabed systems are not an impediment to shipping, nor do they have any visual impact and ecological issues are minimal for low speed systems."
Paul says that he could envision an array of his turbines on every headland along the English Channel and at intervals down the Thames.

"Of course, that is just the start. The simplicity of the design, its robustness and low maintenance, relative ease of installation all add up to making it suitable for deployment in remote and less developed areas. Its low ecological footprint addresses many of the issues raised by environmentalists. Its continuous and utterly predictable power output overcomes the intermittency associated with wind, wave and solar power.
"When, over the test period, people stand on Richmond Bridge and watch a modest array of lights bobbing about on a buoy, they may not know it but they will be seeing the future!"
 www.sensors.co.uk
www.sensors.co.uk
Kardex Compact Buffer
The new affordable Mini-Load
Today’s markets need affordable optimisation and systems that adapt with changing business needs. What makes the Kardex Compact buffer a (Vertical Buffer Module) work differently from traditional carousels and lift systems commonly associated with Kardex, is that this is designed with a Miniload crane. This design is commonly used in Mini-load systems, and Kardex designed this to be affordable for smaller companies. The crane has a lightweight construction to enable the power of high energy efficiency and moves stock via a rotating gripper with a telescopic load handling device which moves the bins/trays.
Optimising order picking performance of small parts and lightweight goods was key in the design whilst guaranteeing accuracy and energy efficiency, essential in today’s limited global resources. Whether being used to supply a production line with a wide range of products, such as buffer storage in the assembly area; or for picking slow-moving parts in the distribution warehouse, the Kardex Compact Buffer significantly improves productivity.
Another difference is in the goods to person which delivers an opening that tilts at a 20-degree angle while the goods-to-person principle delivers items directly to the operator, eliminating walk and search time. This ergonomic picking station simplifies the picking process and improves overall working conditions. There are choices on access openings as a station can consist of one or more units and easily integrates into existing processes and connects to different customer host-systems.
Application wise the Kardex Compact Buffer works best for fast order picking, especially useful for a 24-hour service and overnight delivery of goods such as spare parts. Order consolidation for fast accurate order management before shipping or packing and assembly kitting. Also, assembly kitting combines order

60| October 2022 ENGINEERING PDATE
Larger organisations are creating efficient supplier networks that leverage digitalisation and automation to connect data and operations seamlessly along their supply chains and shed light on any areas of risk. Lower-tier firms also need to adopt digitalisation and automation to keep pace with their customers.
picking and buffering into one system delivering a ‘just-in-time’ conveyed stock directly to the assembly workstations with throughput increased by up to 200%.

‘Since the Kardex Compact Buffer was installed and our processes streamlined, our staff are working under less pressure and able to focus more on accuracy. They no longer need to remember so much information regarding all the products when it comes to picking. They just need to follow the instructions provided by the optical indicators.’ Georgy Paul, Inventory Manager, Church Pharmacy

The Kardex Compact Buffer can be purchased as either a stand-alone solution or integrated into an overall logistics concept. By adding further enhancements or combining it with other technologies, users benefit from higher performance results and see improvements in throughput and accuracy. Further options and storage environments with air conditioning, fire protection or ESD versions are available.
To learn more about how the Kardex Vertical Buffer Module can benefit your business click here and down load the Fact sheet . Or contact Kardex at info.remstar.uk@Kardex.com

|61 October 2022ENGINEERING PDATE
12-13 October 2022 Coventry Building Society Arena THE LARGEST UK EVENT DEDICATED TO DESIGN ENGINEERING www.engineeringdesignshow.co.uk Celebrating 10 years Interested in exhibiting? Get in touch with simon.bonell@markallengroup.com for more information on our exhibiting and sponsorship opportunities. @EngDesignShow #EngDesignShow
