
13 minute read
The stages of perfecting sourdough


How to better meet today’s customer expectations with modified dough processes for baked goods containing rye.
By
+Current technical literature describes that when the total grain content is made up of 20% or more rye flour, the use of sourdough and/or acidifying additives is technologically necessary, i.e., to achieve an elastic and loosened bread crumb. However, it has been known for over 20 years that even 100% rye flour of average quality can be baked with a largely elastic crumb without the addition of acid. In practice, it is rightly avoided because of the poor bread aroma and taste and the lack of freshness. How much acid is required to bake rye-based products and which dough processes are important? Explanations are below.
The basics
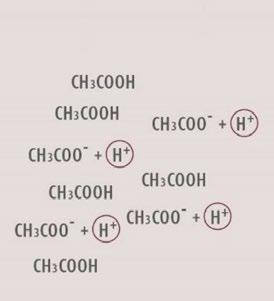
Two parameters are used to characterize acids in foods, pH value and acidity, which are usually determined in aqueous solutions. The pH value is a measure of the strength of an acid; it describes the dissociated (exposed) hydrogen ions (H+). The degree of acidity, alternatively, indicates the amount of acid and describes both the dissociated and the undissociated (bound) hydrogen ions.
Figure 1 shows an example of which hydrogen ions are detected by acetic acid (CH3COOH) to determine the pH value and acidity.

To determine the pH value, 10 g of sourdough or bread crumb is mixed with 5 ml acetone and approx. 40 ml of a total of 100 ml distilled water to form a homogeneous slurry. The slurry is then transferred to a beaker with the remaining 60 ml of distilled water. The pH value in the aqueous solution can now be determined using the measuring electrode of a pH meter. If the acidity is also to be measured, the aqueous solution is titrated with sodium hydroxide solution (0.1 mol/l) until a pH value of 8.5 is reached. The consumption of sodium hydroxide (0.1 mol/l) in ml/10 g sample, which is necessary to neutralize the acid in the aqueous solution, corresponds to the degree of
pH value Acidity
When measuring the pH value, the exposed hydrogen ions are measured in an aqueous solution
When measuring the degree of acidity, the exposed and bound hydrogen ions are measured in an aqueous solution acidity (Brand & Gänzle 2006; Meißner 2016). Figures 2, 3, and 4 show guide values for pH and acidity levels of various sourdoughs, bread doughs and bread types. In Germany, pH and acidity are usually also used to assess bread quality. The general rule here is that the higher the proportion of rye-milled products and, in particular, the use of dark and coarse-milled products, the higher the bread acidity. The technologically required level of acidity of the bread is also determined by the dough yield, dough inserts and baking time, with which it is directly proportional. If a slow temperature rise in the center of the crumb is to be expected due to the shape of the bread or the use of baking tins, a higher amount of acid and thus a higher degree of acidity is also required.
In general, less sour breads and pastries are increasingly preferred. This does not necessarily mean that bread aroma and flavor should be less expressive. The fermentation processes in the sourdough and bread dough as well as the additional precursors introduced influence the result and the length of the total processing time.
Full leavening management
The three-stage full sour method is considered the ‘supreme discipline’ in the production of mixed rye bread, rye bread and whole rye bread. The relatively mild souring ensures the necessary amount of acidity and the correct ratio of lactic and acetic acid, the formation of the aroma precursors, dough rise and a high proportion of pre-soaked ground cereal products. This is reflected positively in the overall bread quality accordingly.
Figure 4: Acidity levels and pH values of different bread types
The amount of rye flour to be acidified from the total flour of the bread dough is relatively high due to the low acidity of the full sour, which results in fresh bread with a very good flavor. The temperature, dough yield and maturing time of the individual stages are coordinated in such a way that, in addition to the lactic acid bacteria, the sourdough yeasts also multiply, which contributes significantly to the loosening of the dough and thus, with correct sourdough management, enable the production of breads without the addition of yeast. The sourdough yeasts also contribute to flavor formation.
Basically, a distinction is made between two variants of three-stage method (Figure 5). If a mature full sourdough from the three-stage process is to be available for processing at the start of work, the full sour method overnight is used with a full sour maturing time of 8 - 10 hours. If this is not necessary, the basic sour is kept overnight and the full sour is only run in the morning at the start of work, which is then available after a three-hour maturing time.
Full sour must be processed relatively quickly, as the processing tolerance of the active full sour is very low. The starter material for the next sourdough preparation is taken from the mature full sourdough and stored in cold storage until further processing.
The respective maturing time of the individual sourdough stages determines their proportions in relation to each other. The amount of flour to be leavened per sourdough stage can be calculated using the IREKS multiplication rule. According to it, the flour quantity in the individual stages is divided by the number of hours in the maturing time for this stage. A reduction in the proportion of sourdough is easily possible with smaller dough batches by extending the resting time of the dough and the loaf proofing time. This results in better swelling of the added rye and wheat flours, while allowing them to ferment longer.
Pumpable rye sourdoughs
In the case of liquid or pumpable rye sourdoughs, a distinction can be made between mild full sourdoughs (dough yield 210 - 230) and long sourdoughs (dough yield 200 - 220). While comparatively high quantities can be used with full sourdoughs with acidity levels of 13 - 15 and pH values of 3.8 - 4.1, the application quantity, respectively the quantity of pre-swollen flour is significantly reduced with long sourdoughs with acidity levels of 25 - 30 and pH values of 3.5 - 3.9.
Particularly in the warm season, the acidity levels of long-term sourdoughs rise to values well above 30 in acidity levels. This often leads to over-acidified breads with poor freshness. In addition, breads made from long sourdoughs with relatively high yeast additions of 1.5 - 2.5% lack flavor.

In view of the average rye flour quality of recent years and the preference for mildly acidified but still aromatic bread, it is recommended to critically examine sourdough proportions. A reduction in sourdough proportions in conjunction with using somewhat less yeast and extended dough processing is an important approach to increasing bread quality.
Changes in rye flour quality
Since the early 1970s, hybrid rye varieties, a cross between two rye varieties with defined characteristics, have been increasingly cultivated. These new varieties are more resistant to sprouting, have higher yields and are also lower in enzymes than earlier rye varieties. They have greatly contributed to mitigating sprouting damage, to the point where it is no longer a major issue today. The changes in the quality of rye flour become clear when comparing falling number and amylogram values from 1960 with today’s values. Due to their lower enzyme activity and the corresponding properties of the starch, today’s rye flours more often lead to defect patterns such as too low bread volume, poorly loosened, dry crumb with drying cracks, and poor bread freshness retention, even though the new rye varieties absorb up to 10% more water than the varieties of 60 years ago. In the past, the most important task of sourdough was to ensure rye ‘bakeability’, i.e. the formation of a closed and elastic bread crumb. With the new rye varieties, the main aim is to optimize the crumb properties; not so much acid is needed anymore. To improve the bread freshness and aroma of rye and mixed wheat breads, the traditional sourdough processes can be adapted accordingly.
To this end, attempts are made to introduce a higher proportion of pre-fermented flour ingredients into the bread dough in order to increase the flour's own enzymatic activity. This improves the freshness and crumb structure of the breads. It is achieved by adding higher amounts of sourdough with a lower acidity level. To avoid too rapid and too strong acid formation, low starter quantities and batch temperatures should be used. In the case of bread doughs, care should be taken to ensure that the dough temperatures do not exceed 28 °C and that the quantity of yeast used is not too high.
To be able to produce high-quality breads with a moist crumb and good freshness retention, when processing rye flours with low enzymes, specially developed baking agents should be added, or malt flour and/or malt extract. The wide range of malt varieties available today makes it possible to develop new quality breads with a strong character and to differentiate them from the existing bread varieties. Boiled grain made from flours and coarse grain can also help optimize the swelling of milled rye products, improving moisture. However, the dough yields should not be allowed to become too high.
Rye predoughs with dough yield of 200 – 220, yeast additions of 0.2 - 1.0% on rye flour and a resting time of up to 15 hours are also suitable for increasing juiciness and optimizing the flavor profile of breads containing rye.
Rye breads, minus baker's yeast
The production of breads containing rye without the addition of classic baker's yeast is another emerging trend. With the help of the mild Lievito Madre, fluffy, juicy breads with a pronounced taste can be baked.
Leavening mixed rye breads with a rye content of 60% or higher is certainly possible using the three-stage full sourdough process, without the addition of baker's yeast. However, baker's yeast is additionally required for higher wheat percentages. Otherwise, the acid content becomes too high. Alternatively, fermentable Lievito Madre can be used. Originally from Italy, Lievito Madre (mother yeast) or Lievito Naturale (natural yeast) are ideal for good swelling and fine fermentation flavors in bread thanks to their mild acidity and raising power. The yeasts contained in Lievito Madre come exclusively from the multistage long fermentation of wheat flour and water. This is often in line with the wishes of discerning customers and can be used in advertising for certain types of bread with long fermentation times. With the Lievito Madre, a high proportion of the wheat flour used is also fermented for a long time.
Conclusion
The rye flour and wheat flour characteristics available today enable the production of less acidified rye, mixed rye, mixed rye and mixed wheat breads. Adjustments in sourdough proportions, yeast additions, maturing times, and fermentation times, as well as the use of unleavened precursors, make it possible to produce breads with complex fermentation flavors. In addition, the often desired more open pores and juicier crumb can be produced. If the breads are baked with intensity, a strong aroma and taste are obtained. A self-critical examination of bread quality is not only worthwhile when individual bread types experience a decline in sales. The past 24 months have clearly shown that bread efficiency is very important, even when bread sells well overall. +++
Competence for gluten-free doughs
When a machine manufacturer such as FRITSCH and a fiber specialist such as JRS cooperate on application tests for gluten-free doughs or, more precisely, gluten-free croissants, this creates added value because the processes are examined from both perspectives – the machine side and the formulation side.

By Helga Baumfalk
Gluten-free doughs behave differently from wheat doughs. Gluten-free doughs are often very short, which makes processing more difficult. This issue is evident when it comes to the automated production of gluten-free croissants. The doughs must be rolled out in relatively thin sheets that must not tear during production. For this reason, the raw material hydroxypropylmethylcellulose (HPMC) is often used, because it mimics the functionalities of gluten and thus makes the dough less sensitive to tensile stress.
At J. Rettenmaier & Söhne (JRS) in Rosenberg/Germany, they are very familiar with plant fiber and its use in gluten-free doughs: “We knew that our gluten-free croissants were close to the regular croissant in terms of taste, volume and typical crumb structure. However, what we were still missing, was proof that our gluten-free croissant dough allows automated processing without loss of quality,” explains Richard Lau, Global Business Line Manager Bakery and Confectionery at JRS.
To clarify this, bakery machine manufacturer FRITSCH came into play. “We have already gained extensive experience in the use of gluten-free doughs on our machines. It was important to us to expand our expertise in this area and to clearly focus on quality,” says Michael Gier, dough technologist at FRITSCH and responsible for the World of Bakery (WoB), the company’s baking technology center. “We wanted to produce a high-quality gluten-free butter croissant that could come very close to a French original with its typical honeycomb structure. This is exactly where the difficulty lies with gluten-free croissants. They are often compact in the crumb, rather cake-like, and the individual layers are no longer recognizable at all.”

“In the application tests with gluten-free doughs, our focus was on quality. We wanted to produce a high-quality gluten-free butter croissant that could be very close to a French original.”
Michael Gier, Manager World of Bakery and Dough Technologist, FRITSCH
Of course, the quality of gluten-free baked goods is largely determined by the raw materials. But, it makes a big difference whether the doughs are run through a small sheeter or an industrial system. “If you switch to industrial mode,” says Lau, “adaptation problems arise quite naturally. You should know these pitfalls. And the best way to learn about them is to work closely with a machine specialist.”
“Always with a focus on quality”
For the tests, the technicians and technologists from FRITSCH and JRS came together at the FRITSCH World of Bakery in Kitzingen/Germany. Test runs were made and the triangles are punched and turned in a single process step. This achieves excellent shape, position and weight accuracy. The croissants were then wrapped using a special vacuum wrapper, which ensures a precise wrapping process. “After achieving very good results on our largest line, we moved to the smaller machines such as the MULTIFLEX L and finally the MULTIFLEX M. We wanted to get an idea across all sizes, even with semi-automatic processing, of how to best design our lines for gluten-free doughs. The MULTIFLEX L in particular, with its flexibility, is the optimal machine when customers want to produce a wide range of croissants and pastries.” triangles are cut from the dough band, they are very lightly calibrated over the FRITSCH equipment and then loosely wrapped over the vacuum wrapper.


Richard Lau adds: “We found that the dough is handled with much more sensitivity when using a FRITSCH system than we can ever do with a small sheeter in our own bakery lab.” Michael Gier can confirm this: “Manual sheeters work with a certain differential roller speed, for infeed and outfeed, which can be adjusted much more precisely on an industrial line.”

The recipe is not rocket science
The recipe for the gluten-free croissants is no secret, explains Lau. “We give our customers the recipe and its process parameters. Usually, 50- or 100-percenters are the rule for gluten-free products; our product VIVAPUR ® BCS 200* is added at 10.7% in total. In principle, we only supply the ’functionality‘; the user can vary the other recipe ingredients at their own discretion.”
Fiber source and improved nutri-score
For JRS, ‘better-for-you’ products are currently a big topic. Richard Lau: “We reformulate recipes in such a way that the quality remains unchanged, but the product brings added nutritional value. Incidentally, this is also the case with the gluten-free croissants. The added VIVAPUR ® BCS 200* simultaneously makes the gluten-free croissant a source of dietary fiber and improves the Nutri Score.” +++

*VIVAPUR ® BCS 200 consists of rice starch, rice fiber, citrus fiber and hydroxypropylmethylcellulose (E 464).
Reduce drop heights, wrap loosely
The most important finding FRITSCH drew from the tests was that its own croissant lines can be used for gluten-free variants without major machine adaptation if the dough quality is appropriate. Says Gier, “With the short gluten-free doughs, you just have to make sure the drop heights are reduced wherever possible so as not to put any tension on the doughs in order to prevent them from tearing.” He went on to add that a laminator can counteract this and achieve good lamination. “It is also important that the folding is gentle, without applying a lot of pressure.” After the croissant
Gluten-Free: International Symposium in Rome
Rome/Italy will host the sixth International Symposium on Gluten-Free Cereal Products and Beverages from October 18-20, 2023. The symposium is hosted by the Food and Nutrition Research Center of CREA, the Italian Council for Agricultural Research and Economics, and co-organized by ICC (International Association for Cereal Science and Technology). More info can be found via this link or QR code: www.gluten-free-symposium.com/en
Violanta invests EUR 4.2 m in green manufacturing innovation

Violanta Group invested EUR 4.2 million in its Larissa, Greece, plant that will produce 2,500 tons of cookies per year in a facility running without a chimney. The plant will be completed around mid-June and trial production already shows impressive results, the company says.

Violanta is building “the first and only biscuit factory in the world without a chimney,” it says. The environmental innovation allowing this is the ‘Violanta steam-free’ combination technology, which operates without exhaust chimneys in the production line and without steam and hot gas discharge chimneys. Instead, special geothermal water exchangers are used.
The patented technology was developed by the company’s president and owner, Konstantinos Tziortziotis, who, “after many years of planning, in collaboration with engineers and company executives, developed and put in operating ‘green’ technology, which allows us to design today a more sustainable tomorrow for all,” according to the company’s announcement. The new technology developed by Violanta is expected to be the starting point for a new technological redefinition of many baked products worldwide, the company anticipates.
Removing the chimney from the plant’s design also meant a vertically integrated electric tunnel oven was selected, which will run on renewable energy sources. In order to eliminate water vapor emission chimneys and hot greenhouse gases, special water exchangers were designed, manufactured and installed, which, through geothermal energy, separately cool the water vapors, liquifying them. Aside from reducing CO 2 emissions, the technology also enables free hot water production, in quantities that are sufficient to cover the factory’s needs.
The new production line installed in Violanta’s factory will produce petit beurre cookies, digestive cookies, Cookies Full 45 and cookies with three ingredients. +++








