
9 minute read
Festo optimaliseert afvullijn van Karmeliet en Kwak



Traditionele brouwrecepten worden bij Bosteels gekoppeld aan efficiënte productiemethodes.
FESTO OPTIMALISEERT DE AFVULLIJNEN VAN DE BIEREN KARMELIET EN KWAK
Tripel Karmeliet en Pauwel Kwak, bij menig bierliefhebber doen ze meteen een belletje rinkelen. Deze en andere bieren worden al sinds zeven generaties gebrouwen en/of gebotteld bij brouwerij Bosteels. De lange geschiedenis van het bedrijf staat in schril contrast met de hypermoderne productielijnen. Festo was er onlangs betrokken bij een project om het afvulproces te optimaliseren.
We worden er ontvangen door Jonas De Groeve, die er verantwoordelijk is voor de technische dienst, en zijn collega brouwmeester Hans van Remoortere, die al 27 jaar het productieproces van de bieren van Bosteels nauwgezet in de gaten houdt. Hans gidst ons eerst door de lange geschiedenis van het bedrijf: ‘Onze wortels gaan terug tot 1791, wat betekent dat we ouder zijn dan België. Momenteel is inderdaad de zevende generatie aan het roer en we produceren nog steeds vanuit Buggenhout centrum. Bosteels focust op 4 bieren, waarbij Tripel Karmeliet en Pauwel Kwak ongetwijfeld de meest bekende zijn. Van deze beide is Tripel Karmeliet ons grootste bier, met een totaal productie van bijna 300.000 hectoliter op jaarbasis. Dat cijfer is de afgelopen jaren explosief gestegen, met het zwaartepunt van de groei in de Benelux en Frankrijk. Al wordt het bier ondertussen ook wereldwijd geëxporteerd.’
‘De Monte Christo is een donker speciaalbier en lanceerden we een tweetal jaren terug, terwijl de DeuS een bier is dat we via de Méthode Champenoise produceren. We hebben daarvoor een site in de Champagne waar we afvullen, hergisten op fles, de remuage en dégorgement toepassen op ons bier. De volledige methode chamenoise inclusief rijping in de kelders. Maar in Buggenhout ligt het zwaartepunt vooral op het brouwen van Tripel Karmeliet. We respecteren daarbij het recept van weleer, maar ook het brouwproces voeren we uit volgens de regels van de kunst. Zo maken we nog gebruik van koperen ketels, inox ketels zal je hier niet vinden. Dat authentieke karakter willen we absoluut behouden. De opname van de brouwerij in de AB Inbev groep in 2016 heeft daar niks aan veranderd. Dat was integendeel

Een cruciaal element in de productieketting is de bottelinstallatie. Tijdens het bottelen zorgen 4 ventielbewegingen voor het vacuüm trekken, het op druk zetten met CO², het vullen met bier en tot slot voor het terug wegnemen van de druk. Het hart van de nieuwe installatie wordt gevormd door 2 kasten die telkens 4 ventieleilanden herbergen. De CPX MPA ventieleilanden sturen samen 256 ventielen aan.

een extra stimulans omdat we zo op een andere, meer gestroomlijnde en gestructureerde manier gingen werken. Ook de wereldwijde verkoopskanalen van AB Inbev zorgen voor consistentie in de verkoop.’
Ventielen weigeren dienst
Authenticiteit is uiteraard prima, maar anno 2022 moet ook het productieproces zo efficiënt mogelijk verlopen. En dat is in een brouwerij niet altijd evident. Jonas De Groeve licht dit toe: ‘In een brouwerij is het binnenklimaat nooit optimaal. Er wordt vaak gereinigd met water onder hoge druk en dat is een uitdaging voor de installaties die onder deze omstandigheden moeten werken. Ook de aanwezigheid van suiker in het bier kan problematisch zijn, bijvoorbeeld voor de pneumatische installatie.’
‘Specifiek voor onze situatie komt daar nog bovenop dat we de afgelopen jaren enorm snel gegroeid zijn. Het was altijd een uitdaging om de installaties ten gronde aan te passen aan de steeds toenemende productie.’
De combinatie van dat gegeven met de zware omstandigheden is uiteraard niet ideaal. Het leidde bijvoorbeeld in de bottellijn frequent tot stilstanden. Bovenop die lijn staat de kast waarin ventieleilanden het vulproces van de flesjes in goede banen leiden. In de vuller worden de flessen achtereenvolgens vacuüm getrokken, op druk gezet met CO², gevuld met bier en tot slot terug van de druk ontdaan. Om één fles te vullen betekent dit dat er 4 verschillende ventielen moeten schakelen. De Groeve: ‘En daar hebben we als sinds de indienststelling van de machine problemen mee. De ventielen van de vorige aanbieder schakelen te vroeg of te laat of weigeren dienst omdat ze blijven plakken.’
Te veel afgekeurde flessen
‘We kunnen niet telkens ingrijpen om de ventieleilanden te bekijken, want de productie moet zoveel mogelijk blijven draaien. Daarom werden er frequent overbruggingen gemaakt als voorlopige oplossing, maar de gevolgen zijn navenant.
Op sommige productiedagen moesten we 1% van ons product afkeuren omwille van vultechnische redenen. Dat is hoofdzakelijk te wijten aan de slechte werking van de ventielen: het vulniveau in de flesjes was te hoog of te laag of het CO² gehalte is niet goed waardoor het product uit de fles schuimt. De manke werking is ook duidelijk zichtbaar bij de opstart ’s morgens, dan vullen meerdere kranen niet omdat er ventielen dienst weigeren. De impact van het verkeerd schakelen van de ventielen is niet alleen voor het afkeurpercentage enorm, maar heeft ook invloed op de stilstandtijd.
De lijn heeft een vulcapaciteit van 23.000 flessen per uur en werkt makkelijk 16 uur per dag. Er zijn in totaal 64 kranen op de vuller, wat betekent dat elk ventiel tussen de 9.000 en 10.000 schakelbewegingen uit moet voeren. Als die componenten onbetrouwbaar zijn en de installatie om de haverklap stilvalt, staan er meteen 5 mensen werkloos aan de kant.’


Verantwoordelijke Technische Dienst Jonas Degroeve (Bosteels) naast Johan De Pauw (Festo).
De luchtverzorging zorgt mee voor een vlekkeloze werking van de ventielen.
Hans Van Remoortere pikt in: ‘De oorzaak van de manke werking van de ventielen hoef je niet ver te zoeken: de aanwezigheid van suiker. Om u een idee te geven: de teruggeschakelde lucht bevat zoveel suiker dat we de filters van de kast om de drie maand moeten vervangen.’
Jonas De Groeve: ‘We hadden dus absoluut nood aan een robuuste oplossing, die de zware omstandigheden beter kon verdragen. De producent van de machine bestaat ondertussen niet meer, daar konden we dus niet terecht. Maar de samenwerking met de leverancier van de oude ventielen verloopt eerder stroef en hun levertermijn voor wisselstukken is lang, tot 3 maanden. En dat was voor ons een groot probleem. Wij zijn geen groot bedrijf, onze voorraden met wisselstukken zijn dus beperkt. We wilden daarom in zee gaan met een bedrijf dat naast robuust materiaal, ook korte levertermijnen kon garanderen om lange stilstanden te vermijden.
Daarom kozen we voor Festo om de pneumatische kasten te vervangen. Ook hun praktische kennis over pneumatica was van belang. Wij weten uiteraard tot in de details hoe het brouwproces verloopt, maar voor de optimale componentkeuze laten we ons graag adviseren.’
Belang van luchtkwaliteit
Voor Festo schuift Johan De Pauw mee aan tafel. Hij legt uit hoe zij de problemen aanpakten: ‘In onze benadering is de luchtkwaliteit vooreerst zeer belangrijk. Dat is de absolute basis om de installatie performant te houden. Daarom plaatsen we een luchtverzorging voor de perslucht. Dit component zorgt niet enkel voor een optimale luchtkwaliteit door het verwijderen van vuildeeltjes en water, maar ook voor een verbetering van de veiligheid. Zo is er een manueel inschakelventiel voorzien dat werkt volgens de principes van LOTO (Lock Out Tag Out). De operator kan de druk manueel afschakelen en zijn slot plaatsen voor hij zijn taken uitvoert. Er is ook een elektromagnetisch ventiel dat ervoor zorgt dat alles uitschakelt bij een noodstop. Dat zorgt bovendien voor een mooie energiebesparing omdat de perslucht afgeschakeld wordt tijdens het weekend.’
‘We kozen er verder voor om de complete installatie te vernieuwen: niet alleen de ventielen worden vervangen, ook de kasten en bekabeling worden in één beweging meegenomen. Centraal in de installatie staan de 4 ventieleilanden van het type CPX MPA. Dat gamma is ondertussen al meer dan tien jaar op de markt en heeft in die tijd zijn robuustheid meer dan bewezen, ook in vergelijkbare omstandigheden.
Voor dit soort toepassing - veel ventielen, zeer kleine debieten - is dit component ideaal. Er worden in totaal 64 x 4 ofte 256 ventielen mee aangestuurd, met zowel digitale als analoge inputs. Het geheel wordt aangestuurd door de PLC via de Profinetverbinding. De eilanden worden ondergebracht in 2 inox kasten en worden goed afgeschermd van de omgeving. We verwachten dat de stilstanden van de lijn en het percentage afkeuringen nu drastisch zal krimpen.’
www.bosteelsbrewery.com www.festo.be




HYDRAULISCHE ENERGIERECUPERATIE
AHP in Sint-Eloois-Winkel ontwikkelde recent een innovatieve hydraulische testbank waarmee hydrostatische plunjerpompen en plunjermotoren na revisie worden getest. Wat deze testbank speciaal maakt, is de implementatie van hydraulische energierecuperatie.
Het hydraulisch vermogen dat zorgt voor de aandrijving van het testobject wordt opgewekt door hydropomp P1. Die pomp wordt mechanisch aangedreven door enerzijds de dieselmotor en anderzijds de recuperatiemotor Mrec.
Zonder rekening te houden met rendementsverliezen is het vermogen overgedragen op P1:
Naarmate het vermogen waaraan belast wordt toeneemt, wordt de hydromotor Mrec meer aangedreven en wordt meer vermogen afgeleverd aan hydropomp P1. Hierbij wordt de hydraulische energie gerecupereerd en onder de vorm van mechanische energie opnieuw geïnjecteerd in de aandrijvende kring via hydropomp P1. Dit heeft als gevolg dat op de momenten waarop het meeste vermogen nodig is voor de aandrijving van het testobject – tijdens het belasten aan grote vermogens – de meeste energie gerecupereerd wordt.
Dit zorgt ervoor dat het testobject wordt aangedreven door de door zichzelf opgewekte energie. Hierdoor moet de dieselmotor slechts het vermogen leveren dat verloren gaat aan verliezen. Die verliezen zijn te wijten aan mechanische verliezen, leidingverliezen, rendementsverliezen en warmteverliezen. Het grootste deel van de warmteverliezen vinden plaats ter hoogte van het overdrukventiel. Hierbij is het vermogen dat wordt gedissipeerd:
Om de warmteverliezen te beperken komt het erop aan het constant debiet over het overdrukventiel zo klein mogelijk te houden. Hoe kleiner de warmteverliezen, hoe groter het maximaal te recupereren vermogen door hydromotor Mrec.
PP1 = PDiesel + PGerecupereerd PP1 = PDiesel + PMrec PP1 = PDiesel + [(QBel - QOverdrukventiel) x ∆pBel] De complexiteit van de testbank is naast de energierecuperatie ook vervat in het feit dat de energierecuperatie is mogelijk gemaakt voor eender welk type testobject dat op de testbank staat. Er kan eenvoudig en efficiënt gewisseld worden zonder fysiek (wel via software) de testbank te moeten ombouwen.

PVerlies = QOverdrukventiel x ∆pBel
www.ahp-hydraulics.be
Dit schema is voor een gesloten circuitpomp, maar op de testbank kunnen ook open circuitpompen en motoren in gesloten circuit worden getest.
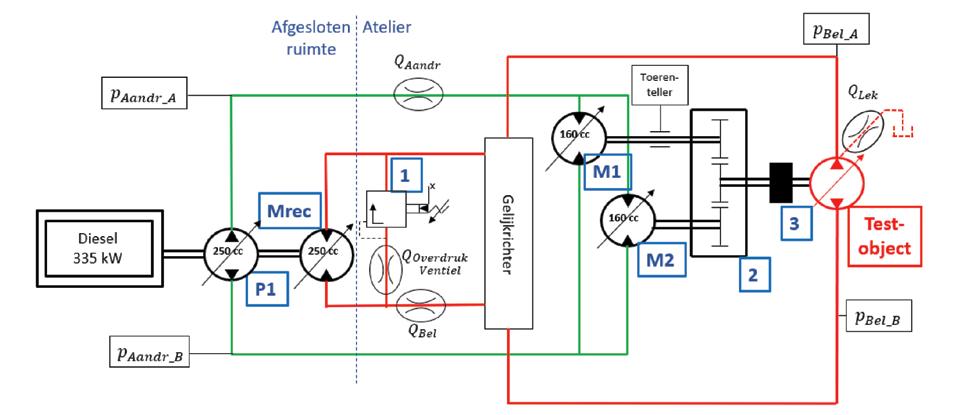
Legende : - Aandrijvende kring - Belastingkring



Phoenix Mecano heeft reeds 30 jaar ervaring in het bieden van innovatieve oplossingen binnen 3 domeinen: • Standaard en op maat bewerkte of voor u ontwikkelde behuizingen. • Mechanische onderdelen en constructies. • Elektronische componenten.
We zijn uw partner voor zowel componenten als complete oplossingen. Een uitgesproken klantgerichte aanpak staat daarom centraal in alle stappen van uw project.
Op basis van wat u wenst, ontfermen wij ons over: • Engineering en projectbegeleiding. • Personalisering. • Mechanische bewerkingen. • Assemblage. • Montage van mechanische constructies.



Phoenix Mecano nv | Karrewegstraat 124 | 9800 Deinze | België T. +32 9 220 70 50 | info.pmb@pmk.be | www.phoenix-mecano.be








