
4 minute read
Meeting the challenging demands of the food and beverage industry


The pump industry relies on expertise from a large and varied range of specialists, from experts in particular pump types to those with an intimate understanding of pump reliability; and from researchers who delve into the particulars of pump curves to experts in pump efficiency. To draw upon the wealth of expert knowledge the Australian pump industry has to offer, Pump Industry has established a panel of experts to answer all your pumping questions.
This edition of Ask an Expert will look at the challenging demands of the food and beverage industry and how they can be met.
High-quality food and beverage production always requires absolute hygiene and safety. In the face of global competition, companies have to meet increasingly strict requirements to comply with international standards and to meet the high demands of critical consumers asking for innovative, high-quality products. This requires pumps that ensure absolute cleanliness and gentle handling in all processes. Furthermore, easy maintenance is just as important as high operational safety and reliability.
Q. What makes processing food and beverages so challenging?
A: Mother Nature offers a huge variety of products, which end up in processed and unprocessed form on our plates. As manifold as these products are, so are the media to be conveyed. They range from temperature and shear sensitive media such as milk and dairy to highly viscous products such as dough. They might contain solids whose structure is to be preserved (strawberries in yoghurt for instance), need to be precisely metered (e.g. tomato sauce on pizza) or could easily oxidise which could happen to fruits. And in the end, food waste needs to be cut and further processed as animal food which is common for peels, seeds, stalks and stems.
Q. Which pumps are used in food and beverage production?
A: Traditionally, many food and beverage producers rely on centrifugal pumps for primary production or choose tote bins, flumes and air vacuum systems for removing food waste. However, the better choice would be progressive cavity pumps. They comply with the strictest hygiene regulations, combine gentle product handling, exact dosing and easy handling of temperature, and shear sensitive products with and without soft solids. Their closed conveying systems prevent products from oxidation, and integrated cutting knives easily chop food waste for further processing. Some producers also offer easy maintenance solutions to prevent long downtimes.
Q. Are there any requirements to be met or certificates needed to supply pumps for the food industry?
A: Certificates that confirm absolute hygiene are very important to convince customers and meet the standards of global authorities. In fact, there are two very important certificates to
comply with: the American 3A-Sanitary Standard set up by the Food and Drug Administration (FDA) in the US, and European Hygienic Design Guidelines (EHEDG). In fact, only one progressive cavity manufacturer has managed to achieve the highest EHEDG Type EL Class I certificate for this style of the pump. Its residue-free cleaning was confirmed by the EHEDG in-place cleanability test.
Benefits of EHEDG Type EL Class I awarded pump at a glance

• Meets highest standards
Awarded EHEDG Type EL Class I certificate and certified according to 3-A Sanitary Standard, FDAapproved components • Low pulsation
Minimal pulsation and low shear enable gentle handling of sensitive products – even with integrated soft solids
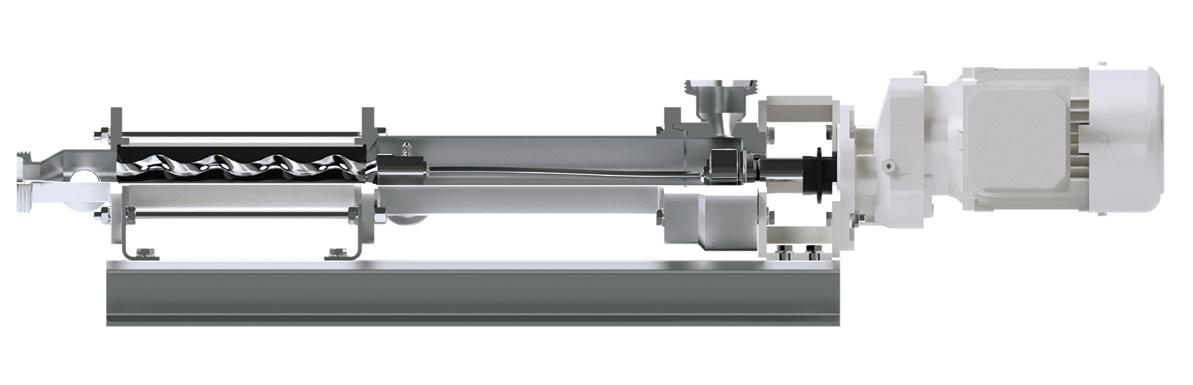
BCFH pump with EHEDG certificate.
• Hygienic design
CFD-optimised inlet geometry, joint-free flexrod and possibility for
Clean in Place, Sterilisation in Place • Easy to maintain
Split suction casing for easy and quick maintenance without disassembly of the suction pipe – easy detachment of the flexrod from the rotor and drive shaft • Process-optimised
Low cleaning effort as well as reduced downtime of the production plant due to quick and easy maintenance
Peter Vila, Managing Director of SEEPEX Australia, is a progressive cavity pump expert. He has been involved with pumps for over 40 years. Peter spent the first five years repairing pumps and the following 35 years in technical sales, 20 of which have been with SEEPEX progressive cavity pumps.
For more information on progressive cavity pumps, please contact SEEPEX Australia on (02) 4355 4500 or at info.au@seepex.com
We provide diesel engine solutions to EMPOWER your business
• Petrol engines up to 13 HP • Diesel engines up to 83 HP • Generating sets up to 30 KVA
WATER PUMPS ALSO AVAILABLE

52 Woodlands Drive, Braeside Victoria 3195 PO Box 876, Braeside Victoria 3195 Tel: (03) 9588 6900 Fax: (03) 9588 6999 Email: info@lkdiesel.com.au Web: www.lkdiesel.com.au









