It’s the only one of its kind in the country to target decision makers in the manufacturing of food, beverages and their related industries. It offers incisive and authoritative reports on all aspects of the process, from raw material sourcing, to manufacturing and packing, right down to the distribution and marketing of finished goods. Food Review informs readers about the introduction of new ingredients, equipment, products and packing, and provides objective commentary on cuttingedge local and international market trends and issues. www.foodreview.co.za
To contribute editorially contact Kelebogile (Lebo) Nondzaba kelebogile.nondzaba@newmedia.co.za
+27 (0)78 175 9632
For advertising enquiries, contact Anita Raath anita.raath@newmedia.co.za
Grade Lubricants: The Cornerstone of Safe and Efficient Food Production
South African journal for food and beverage manufacturers
Dear reader,
Welcome to an exciting new digital supplement from The Food Grade! We’re thrilled to bring you the latest insights and innovations shaping the food and beverage industry. Our focus this month is on the critical role of lubricants in ensuring the smooth and efficient operation of food manufacturing processes.
FUCHS LUBRICANTS SOUTH AFRICA is leading the charge with their innovative, food-safe lubricants that protect equipment, reduce maintenance costs, and ensure sustainability. ROCOL stays ahead of the industry by reformulating its entire FOODLUBE product line to be PFAS-free by April 2024. Stay informed about PFAS, their potential impacts, and ROCOL’s commitment to environmental responsibility and food safety. Anton Paar looks into the critical role of food grade lubricants, the unsung heroes of the food manufacturing industry. They explore their unique properties, regulatory requirements and the importance of viscosity measurement in maintaining optimal machinery performance. Maintaining hygiene and food safety is paramount in food processing facilities. Ecowize balances efficacy and safety by developing a
range of premium quality cleaning and sanitation chemicals that meet stringent food safety standards. Their high-quality, research-driven chemical products and services are designed to tackle the unique challenges of the food and beverage industry. As sustainability and food safety take center stage, the African Polystyrene Industry Alliance (APIA) is at the forefront of ensuring polystyrene food packaging meets the highest global standards. South African Vinyls Association (SAVA), unpacks the benefits of PVC packaging and their use in the food industry due to excellent barrier properties. They prevent contamination and extend the shelf life of perishable items by protecting them from moisture, oxygen, and other environmental factors. This not only helps in reducing food waste, but also ensures that consumers receive fresh and safe products. There is loads more to see inside!
Published by New Media, a division of Media24 (Pty) Ltd
MANAGEMENT TEAM
MANAGING DIRECTOR: Aileen Lamb
COMMERCIAL DIRECTOR: Maria Tiganis
STRATEGY DIRECTOR: Andrew Nunneley
CHIEF FINANCIAL OFFICER: Venette Malone
CEO: MEDIA24: Ishmet Davidson
HEAD OFFICE
New Media, a division of Media24 (Pty) Ltd
8th floor, Media24 Centre, 40 Heerengracht Cape Town, 8001
Raath
+27 (0)82 976 6541
Càndida Giambò-Kruger
Account Manager +27 (0)71 438 1918
ADVERTISERS’ INDEX
Anita
Account Manager
Ensuring food safety and quality
APPROVED CHEMICALS IN FOOD PROCESSING
Ecowize, a leader in cleaning and sanitisation solutions, supplies services, equipment, and chemicals that ensure the integrity and hygiene of food processing facilities.
Approved chemicals are essential for maintaining hygiene and food safety in food processing facilities. At Ecowize, we balance efficacy and safety, developing our range of premium quality cleaning and sanitation chemicals to meet stringent food safety standards. Our extensive portfolio includes high-quality, research-driven chemical products and services designed to address the unique challenges of the food and beverage industry. Supported by our deep technical knowledge and exceptional customer service, all Ecowize products adhere to the highest standards. We ensure ongoing compliance and support through continuous technical assistance, empowering our clients to maintain cleanliness and safety in their processing environments.
CHEMICAL SOLUTIONS FOR FOOD PROCESSING
Continuous innovation of chemical solutions is essential for meeting industry demands. Innovations in this field not only enhance food safety but also boosts operational efficiency. Our portfolio, wellestablished in Open Plant Cleaning (OPC) and Clean in Place (CIP), exemplifies our commitment to excellence. These robust offerings underscore our long-standing dedication to providing solutions that optimise production while upholding the highest safety standards.
COMPREHENSIVE FOOD SAFETY SOLUTIONS
Beyond chemicals, Ecowize’s approach to food safety is comprehensive. Our strategic focus encompasses critical steps to ensure a 360-degree approach to sanitisation and cleaning. These include rigorous reporting, thorough training programs, cleaning schedules and signage, and the provision of detailed documentation and technical specification sheets. We also prioritise local manufacturing, ensuring that our products are tailored to the specific needs of the South African market.
We pride ourselves on maintaining top industry certifications for our products and services and implement stringent systems to ensure compliance with global food safety and hygiene regulations. This rigorous approach guarantees that our tailored services meet your auditory requirements, providing you with complete confidence in our commitment to excellence.
EMPOWERING THE INDUSTRY WITH KNOWLEDGE
Ecowize believes that sharing insights and advancements in chemical solutions for food processing facilities will drive the industry forward, ensuring that we achieve the highest standards of food safety and quality. Ecowize is proud to be a key player in providing solutions for food processing facilities. Our commitment to innovation, quality, and comprehensive solutions ensures that we continue to support the food and beverage industry in producing safe, highquality products for our consumers.
Foodborne illnesses can be devastating and preventing them relies heavily on proper hygiene practices in food preparation areas. Adru van Niekerk, technical director – BEng (Chemical) at NutroChem, explores the importance of proper cleaning and disinfection, the dangers of neglecting it, and the role of certified products in keeping food safe.
Not carrying out proper cleaning and disinfection with approved cleaners and disinfectants for food contact surfaces can result in illness or even death or even death as a result of people eating contaminated food as well as the prosecution of food business operators responsible. The importance of registered cleaning and disinfecting products: Correctly performing almost any task requires having the right tools. But how does someone determine if the products being used are safe for cleaning food contact surfaces?
As part of SANS 1828 registration process, products go through a formulation, label and traceability review. If necessary, testing is done for issues like residual odours. Registration guidelines do not allow a fragrance to mask an odour related to a food safety issue such as food spoilage. The end goal of registering a product is to assure end-users that a third party has verified it as being suitable for use
Food contact surface cleaning and disinfection
by food and beverage companies and in commercial kitchens.
POTENTIAL PITFALLS IN FOOD SAFETY PRACTICES
Things can go wrong during cleaning and disinfection which could mean that food becomes unsafe to eat, or staff are harmed. These possibilities should be considered when selecting the right cleaners and disinfectants and developing cleaning schedules and procedures.
WHY CLEAN AND DISINFECT FOOD CONTACT SURFACES?
Prevent foodborne illness: This includes eliminating disease-causing organisms (pathogens) and reducing the risk of cross-contamination from these pathogens.
Minimise allergen contamination: Proper cleaning and disinfection reduce the risk of food contamination from allergens such as nuts and seeds. Eliminate physical contaminants: It prevents unwanted objects like hair, dirt, or debris from getting into the food. Ensure compliance with food hygiene laws: Maintaining clean and sanitised surfaces aligns with regulations set by food safety authorities.
EXAMPLES ARE: -
Physical contamination of food from incorrect use of cleaning equipment. Lack of thought about the order of cleaning or failing to use different cleaning equipment for different tasks. For example, using the same cleaning equipment to clean in a highrisk area, such as where raw meat has been prepared, following by cleaning where ready to eat foods are prepared. This has the potential to transfer pathogens onto the ready to eat foods.
DID YOU KNOW
As part of SANS 1828 registration process, products go through a formulation, label and traceability review.
Chemical contamination of food from cleaning and disinfection products, for example from inadequate rinsing, using chemicals at too high a concentration or storing chemicals in a potentially dangerous way such as transferring them into another bottle.
The disinfection stage not being effective. Potential causes are incorrect dilution of chemicals, inadequate contact time, the surface not being cleaned before the disinfection stage or not using a suitable disinfectant for the job. Some potential solutions as offered by Nutrochem SANS 1828 certified products are the SH 11 range of caustic CIP cleaners
Correctly performing almost any task requires having the right tools.
Scan and read more about Oxisan
Oxisan
Concentrated peracetic acid-based disinfectant
Oxisan is a proven concentrated peracetic acid-based disinfectant. This product has been developed as an effective terminal disinfectant in CIP programs across the food and beverage industry. It is particularly effective as a terminal disinfectant when used at ambient temperatures.
Oxisan produces a broad-spectrum microbial kill and is more effective than chlorine in waters that have an alkaline pH. Oxisan is environmentally friendly and disintegrates to acetic acid and water.
In addition, we offer:
Chemical Supply and Application Management
On-Site Hygiene Audits and Reports
Workplace Best Practice Training
designed to have superior rinsing properties to ensure the food contact surfaces are left scale free independent of the water hardness used for cleaning, leaving a residue free food contact surface and the Oxisan EC disinfectant which
is designed not only to act as a disinfectant but will remove any residual highly adhering flavouring compounds off gaskets and seals as well as leave the stainless steel properly passivated and ready for food contact.
• T: +2721 531 0313 +2771 083 5219
Optimisation of Chemical and Cleaning Protocols
On-Call 24/7
Benefits of Oxisan:
Effective against a wide range of microorganisms
Effective at low temperatures
Free rinsing
Very powerful oxidant
Easily
Should you require additional information about our product range, please contact: www.nutrochem.co.za
Food Grade Lubricants: The Cornerstone of Safe and Efficient Food Production
Food grade lubricants are the unsung heroes of the food manufacturing industry, ensuring equipment runs smoothly while safeguarding food safety. We look into the critical role of these specialised lubricants, exploring their unique properties, regulatory requirements, and the importance of viscosity measurement in maintaining optimal machinery performance.
Food grade lubricants are industrial lubricants, and they are similar to them in most aspects. Their purpose is to fulfill the same tribological requirements as other lubricants: They must provide protection against friction and wear and transfer power. In short: They keep the machinery running. However, food grade lubricants need to comply with a set of additional specific requirements1.
They need to be:
• Odourless
• Tasteless
• Colourless
• Physiologically inert.
Due to their use in food and beverage production they are much more strictly regulated than any other lubricants used in e.g. your car engine, where food safety is not a factor to consider. Food grade lubricants may be used in applications where incidental food contact may potentially occur. Such incidental contact is limited to a trace amount: It must not exceed ten parts per million (i.e. 0.001 percent), or else the food is deemed unsafe for consumption. Using unsafe lubricants can lead to contamination of food, which could lead to resulting in
Food grade lubricants are industrial lubricants and they are similar to them in most aspects.
pollution-caused illnesses of customers, leading to a loss of trust in affected food brands and manufacturers.
Food grade lubricants are used in various system parts within production and processing lines, e.g. gear oils, chain oils, compressor oils, hydraulic oils, or corrosion preventative oils.
CHEMISTRY
Similar to any other formulated lubricant, food grade lubricants consist of base stocks and additives. Depending on their different fields of application, i.e. for which equipment
and in which area they are used – for slow or fast running machinery, at high, low, or changing temperatures, under high pressure, under high humidity –lubricants are formulated from different chemical base stocks and additives.
EVOLUTION
At the beginning of industrial food production, plants and output were rather small compared to today. Nowadays, food and beverage production and processing lines as well as pharmaceutical and cosmetic plants usually run seven days a week, 24 hours a day and production speed is increased to the maximum in order to be the most profitable. Downtimes due to breakdowns or repair of machinery are costly and need to be kept to a minimum. Here, using the correct lubricants plays a major role in ensuring food safety and extending the lifetime of machinery and parts to keep repair costs as low as possible.
Early food grade lubricants were based on edible oils and fats, but the limits of these lubricants were soon recognized. Edible oils degrade fast, they tend to solidify at low temperatures, smoke when heated, and polymerize when kept at high temperatures. Machinery requires lubricants providing a higher performance while at the same time being able to withstand severe conditions. Therefore, lubricants of different chemical bases were formulated with additives to fit specific
BASE MATERIALS
• Mineral oil/white oil
• Polyalfaolefin (PAO)
• Esters
• Polyalkylene glycol (PAG)/polyglycol
• Silicone oil
• Perfluoro polyether
• Edible oils and fats
(e.g. lard, soybean oil)
In order to improve the performance of the formulated product, some base materials can be mixed with each other.
For greases, additionally a thickener is required. Also here, depending on the chemical base and intended application, the thickener can be based on calcium or aluminum – silicates or PTFE can be used as well.
Viscosity measurement of food grade lubricants and Reasons for viscosity mearsurement:
Specific lubricants for specific applications
lubricants according to their specification and the intended application. To ensure reliable and lowwear working of machinery a certain viscosity of the lubricant is required. Reproducible products
Manufacturers of food grade lubricants must ensure that their products have reproducible properties. So besides lubricant development, also the quality check is important. For food producers, a viscosity check of the incoming lubricant ensures they get the right material in the required quality.
Machinery health
In order to get the highest possible output from the machinery, all relevant parts must be lubricated well to ensure economic and low-wear operation. Contamination like water, dust or debris within the production line also changes the lubricant properties. Wear of the lubricant leads to a lack of lubrication and equipment can be damaged, which leads to cost-intensive downtimes. Requirement of condition monitoring Monitoring the in-service lubricant is an essential part of HACCP. The degradation of in-service lubricants due to contamination is also a risk factor regarding health and hygiene (growth of bacteria and other hazardous microorganisms).
WHICH
PARAMETERS ARE DETERMINED?
• Kinematic viscosity at 40 °C and 100 °C
• Viscosity index (VI)
In their product information sheets, some manufacturers state density at 15 °C or at 20 °C, or specific gravity instead of density as well as Saybolt viscosity (SUS) at 100 °F and 210 °F.
For food grade oils, the kinematic viscosity is usually determined for the final product, but also for the base oil. For food grade greases, the kinematic viscosity is determined for the base oil only. requirements.
Food producers select food grade
• Density at 20 °C respectively at 15 °C
Anton Paar
ISO VISCOSITY
CLASSIFICATION
(ISO 3448)
As they are industrial oils, the kinematic viscosity of food grade lubricants is classified according to the ISO viscosity grades system. A mid-point viscosity for each viscosity grade at 40 °C is stated, the allowed range for the product’s viscosity is a deviation of ±10 % from the mid-point value.
CLASSIFICATION AND REGULATION
Lubricants used for food production and handling are listed by NSF International in category H – nonfood compounds. Release agents are part of the group proprietary compounds and are listed in category 3 – food processing substances.
CONCLUSION
Food grade lubricants are one of the most critical substances in food
processing and handling for both food safety and machinery health. Selecting lubricants with the right viscosity for the equipment of the production line ensures cost-effective low-wear operation. Monitoring the in-service lubricant is required by HACCP and enables food producers to get out the most value of their equipment. Selecting a lubricant with unsuitable viscosity can lead to premature wear and costly downtimes of machinery. More resources on viscosity determination in general and viscosity determination of lubricants can be found here:
The different articles on viscosity and how to measure it
The report Viscosity Measurement of Food Grade Lubricants
The viscosity calculators to convert units or to calculate viscosity
Dynamic Mechanical Analysis in the Food Industry
Anton Paar
PVC Packaging: Safe, responsible, recyclable
Polyvinyl chloride (PVC), renowned for its remarkable versatility as a thermoplastic, has become indispensable in the packaging industry. Its diverse applications span from flexible films that maintain the freshness of food to rigid films that ensure the safety of medicinal products.
PRESERVING FOOD AND MEDICINE
Flexible PVC films are widely used in the food industry due to their excellent barrier properties. They prevent contamination and extend the shelf life of perishable items by protecting them from moisture, oxygen, and other environmental factors. This not only helps in reducing food waste, but also ensures that consumers receive fresh and safe products.
In the pharmaceutical sector, rigid PVC films play a critical role in maintaining the integrity of medicinal products. These
films provide a robust barrier against external contaminants and are capable of withstanding harsh storage conditions. As a result, medicines remain effective and safe for use over extended periods. Polyvinyl chloride does not pose a hazard to human health or the environment. It is approved for food and pharmaceutical contact, and used in a broad spectrum of essential and beneficial applications, including delivery of life-saving fluids intravenously in healthcare settings globally.
SECURITY PACKAGING FOR HIGH-VALUE ITEMS
PVC is also a material of choice for security packaging, particularly for items that are high-value or corrosive. For instance, batteries are often packaged using PVC to prevent damage and ensure safe handling. The durability and strength of PVC provide a protective shield that mitigates the risk of leaks and other forms of damage, ensuring that the product remains intact and functional.
RECYCLING AND SUSTAINABILITY
One of the standout features of PVC is its recyclability. Globally, more than 1.5 million tonnes of PVC are recycled annually. The recycling process for PVC is well-established, with all rigid PVC packaging being sorted
The durability and strength of PVC provide a protective shield that mitigates the risk of leaks and other forms of damage, ensuring that the product remains intact and functional.
and collected alongside construction materials and pre-consumer manufacturing scrap. Flexible PVC packaging can also be recycled, provided it is not contaminated with hazardous biological materials.1
In South Africa, the Southern African Vinyls Association (SAVA) plays a pivotal role in PVC packaging waste management. Registered with the Department of Forestry, Fisheries and the Environment (DFFE), SAVA has achieved an impressive recycling and collection rate of 13 % for the year ending 31 December 2023. This achievement underscores the effectiveness of organised recycling efforts and the commitment of industry stakeholders to environmental sustainability.
INNOVATIVE END-MARKETS FOR RECYCLED PVC
Recycled PVC has found its way into various innovative and practical applications. Flexible PVC packaging, for example, is repurposed into products such as interlocking floor tiles, shoe soles, and compounds used in the shoe industry. These applications not only help in reducing waste, but also provide cost-effective materials for manufacturing industries.
Rigid PVC packaging is similarly versatile in its second life. It is transformed into facia and barge boards, roof tiles, PVC composite decking, cooling tower fills, fencing, and traffic poles. These products benefit from the inherent durability and weather resistance of PVC, making them suitable for long-term use in outdoor and industrial environments.
COMMITMENT TO SAFETY AND SUSTAINABILITY
All members of SAVA adhere to the Product Stewardship Commitment (PSC), which is a set of achievable commitments designed to address environmental issues associated with PVC. These commitments are based on international health and safety standards and best practices. The PSC outlines safe manufacturing processes, the sustainable use of additives, low-molecular weight phthalate plasticizers, and closed-loop management systems. This commitment ensures that PVC packaging is not only effective and durable but also produced and recycled in a manner that minimises environmental impact. By adhering to these standards, the PVC packaging industry demonstrates its dedication to sustainability and the well-being of the community.
PVC packaging offers a multitude of benefits, from preserving the quality and safety of food and medicines to providing secure packaging for high-value items. Its recyclability and the innovative use of recycled PVC in various applications further highlight its value as a sustainable material.
Industry associations like SAVA exemplify the industry’s commitment to environmental
responsibility and safety, ensuring that
PVC packaging remains a viable and ecofriendly option for the future. With ongoing advancements and a steadfast focus on sustainability, PVC continues to be a vital component in the packaging industry, supporting both economic and environmental goals.
*References available on request
• T: +2721 531 0313
C: +2771 083 5219
PVC PACKAGING
Sugar Mac 2024: Keeping the sugar industry running smooth
Lubricants play a critical role in the sugar industry, from the initial crane yard through to the entire crushing, crystalising and packaging processes. Lubricants prevent wear and damage to equipment and reduce friction and heat.
“Using the correct lubricants, in conjunction with preventative maintenance techniques like condition monitoring, is essential to prolong equipment life, reduce repair costs in the off-crop season, and cut power consumption,” comments Ashleigh Pollen, industrial and speciality manager at FUCHS LUBRICANTS SOUTH AFRICA.
FUCHS LUBRICANTS SOUTH AFRICA
was a proud exhibitor at the 11th Sugar Mac Festival from 26 to 27 June in Mtunzini, Zululand. Pollen explains that a wide range of food-safe lubricants are available for the sugar process, including packaging.
The most important lubricant in the crushing process is the journal lubricant. Here FUCHS’ products like RENOLIN SJL HEAVY and RENOLIN SJL WINTER lubricate and seal off journals and bearings against the ingress of bagasse and sugar juices.
In addition, there are a few specialised products used in sugar mills themselves.
For example, WALKING CAM COMPOUND is used on the journal coupling tail bars. It has a load bearing capacity of 4 000 t, which prevents the tail bar from welding to the coupling. Welding occurs when two metal surfaces pressed together with significant force lack sufficient protection from a lubricant and fuse together.
FUCHS LUBRICANTS
SOUTH AFRICA was a proud exhibitor at the 11th Sugar Mac Festival in June held at Mtunzini, Zululand.
RENOLIT LC-WP2
RENOLIT LC-WP2 is a waterproof grease designed for juice pumps in sugar mills that pump crusher juices. This waterproof grease halts or retards the washout of lubricants protecting the bearings. For the crystalliser open gears, CEPLATYN SF10 is an open gear lubricant specifically designed for the sugar industry.
It is colourless or clear, allowing for easy inspection of gear condition while a machine is operating. Food-grade lubricants are required at the finishing end of a sugar milling operation. To comply with food safety regulations, these require HACCP NSF certification.
As an example of FUCHS’ proactive approach to providing customised solutions is when it was approached by sugar mill engineers to develop a product to improve on bitumenbased journal lubricants to prevent exposure from harmful chemicals. “We developed bitumen-, lead-, chlorineand solvent-free journal lubricants to meet the specific requirements of sugar processors,” says Allan Fabian, sales representative.
ABOUT FUCHS
FUCHS develops, produces, and markets high-grade lubricants and related specialties for virtually all industries. Founded in 1931 as a family business in Mannheim, FUCHS is now one of the world’s largest supplier of innovative lubricant solutions, covering almost every industry and application. Today, the company’s 6 000 employees in over 50 countries still share the same goal: To keep the world moving both sustainably and efficiently. To live up to this claim, we think in terms of perfection, not merely standards. When developing individual solutions, we enter an intensive customer dialogue – acting as an experienced consultant, innovative problem solver and reliable team partner. The results we provide meet not only the highest technological requirements, but also help customers save on operating costs and emissions. Because at FUCHS, sustainability is not simply an empty phrase, but a mindset – and thus the basis and aspiration of all our business activity.
RENOLIN SJL HEAVY WINTER
The products consider the temperature requirements of bearings in sugar processing, which cannot run at high temperatures. Therefore, the consistency of these products means they can be pumped easily throughout the system. Here RENOLIN SJL HEAVY WINTER is thinner and lighter compared to RENOLIN SJL HEAVY.
In addition, they are environment friendly, which is important in that sugar mills in KwaZulu-Natal are often in located in
ecologically sensitive areas with a variety of fauna and flora. A six-month trial resulted in the development of a specific lubricant that is sustainable, cost-effective, and provides a stable performance to reduce off-crop repairs and maintenance costs.
“We developed three variants and decided on SJL HEAVY due to its reliability and good performance,” says Fabian. SJL WINTER for colder conditions was approved by two major sugar mills in KwaZulu-Natal and has been applied successfully for almost a decade.
Products in the FOODLUBE range are already NSF-H1 registered, which specifies the hygiene requirements for the formulation, use and handling of lubricants that may incidentally come into contact with products during manufacture.
ROCOL Stays ahead of the industry
Leading lubricant manufacturer, ROCOL, announces the reformulation of its entire FOODLUBE product line to be completely free of PFAS (per- and poly-fluoroalkyl substances) by April 2024.
PFAS have gained significant global attention as their potential long-term effects come to light. Regulatory bodies are diligently crafting legislation to address these concerns, and ROCOL stands committed to remaining at the forefront of this crucial topic.
Although we recognise that there is no PFAS ban in force today, as market leaders in food grade lubricants we are committed to being ahead of the curve. We have listened to our customers in the food industry who want to stay ahead of potential regulations and have peace of mind that they are doing everything they can to their environmental impact. For that reason, we have updated our FOODLUBE product range to have PFAS free formulations.
WHAT ARE PFAS?
Per- and poly-fluoroalkyl substances (PFAS) represent a diverse class of thousands of man-made chemicals. Their extensive applications range from household cleaning products to food packaging and notably, lubricants. Their widespread use, has led to their presence in both food and water sources, raising concerns about potential human and animal exposure (Universal Restriction Proposal Presentation).
PFAS have gained significant global attention as their potential long-term effects come to light. Regulatory bodies are diligently crafting legislation to address these concerns, and ROCOL stands committed to remaining at the forefront of this crucial topic. We are proactively assessing and adapting our product portfolio to align with the latest scientific understanding and stay ahead of potential regulatory changes, upholding our unwavering commitment to responsible manufacturing. Read more about PFAS substances and the proposal to restrict their use in the EU.
DID YOU KNOW
From April 2024, all ROCOL FOODLUBE products will have PFAS free formulations.
FOOD GRADE AUDIT COMPLIANT
The globally recognised ISO 21469:2006 certification ticks an important box for auditors as it provides credible, independent assurance that all ROCOL products are formulated, manufactured and supplied hygienically and safely. For any food and drink manufacturer using FOODLUBE lubricants, especially those reliant on leading retailers through long-term contracts, this provides a vital first step towards conforming with major supermarkets, European Food Safety Inspection Service and British Retail Consortium audit requirements.
Products in the FOODLUBE range are already NSF-H1 registered, which specifies the hygiene requirements for the formulation, use and handling of lubricants that may incidentally come into contact with products during manufacture.
Food-approved materials for polystyrene packaging
In an era where sustainability and food safety are paramount, the African Polystyrene Industry Alliance (APIA) is leading the way in ensuring that polystyrene food packaging meets stringent international regulations.
The adherence to food-approved raw materials is not merely a regulatory necessity but a commitment to consumer safety and environmental responsibility. This editorial explores the critical importance of using food-approved raw materials in producing packaging for the food market, highlighting the proactive steps taken by APIA and its members through their Food Compliance Responsibility Initiative (FCRI).
THE ROLE OF FOOD-APPROVED RAW MATERIALS
Polystyrene food packaging, like any other material used in food contact applications, must adhere to strict safety standards. The integrity of these materials is crucial to prevent contamination and ensure that food remains safe for consumption. Foodapproved raw materials are those that have been rigorously tested and certified to be safe for contact with food. This certification
process ensures that no harmful substances migrate from the packaging into the food, which could pose health risks to consumers.
HANDLING POLYSTYRENE PACKAGING CORRECTLY
The use of polystyrene in food packaging has been subject to scrutiny, primarily due to concerns about its environmental impact and safety. However, when handled correctly, polystyrene packaging can play a significant role in a sustainable future. Proper handling involves careful management throughout its life cycle—from production to disposal. This includes ensuring that raw materials and additives used in the
Polystyrene food packaging, like any other material used in food contact applications, must adhere to strict safety standards.
manufacturing process are food-grade certified and that the final products comply with relevant regulations such as EU 10/2011 and its amendments.
FOOD COMPLIANCE RESPONSIBILITY INITIATIVE (FCRI)
APIA’s Food Compliance Responsibility Initiative (FCRI) is a testament to the industry’s commitment to food safety compliance. The FCRI outlines a series of achievable commitments designed to address the industry’s responsibility towards food safety. These commitments align with the four key focus areas of APIA: ensuring the use of food-
approved raw materials, maintaining high standards in the manufacturing process, promoting responsible distribution practices, and fostering consumer awareness.
RAW MATERIALS AND ADDITIVES
At the primary raw material stage, all polystyrene used must be food-grade certified. This certification extends to additives that may be incorporated during or after the polymerization process, as well as during product manufacturing. It is crucial to ensure that any restricted ingredients are carefully monitored to prevent their contingent and cumulative effects in downstream products. This includes pigments, masterbatch functional additives like alcohol sulphates, talc, and any other additives that may be included.
PRODUCT STANDARDS
Products manufactured from these raw
materials and additives, whether they are sheets to be formed into further products or final items like tubs, trays, cups, or clamshells, must comply with EU 10/2011 regulations and their amendments. These stringent requirements ensure that the final polystyrene products are safe for food contact, thereby protecting consumer health.
MONITORING AND COMPLIANCE
To uphold these high standards, APIA undertakes to monitor food safety compliance of all polystyrene food packaging products through random sampling and independent testing on an ongoing basis. This proactive approach helps to identify and mitigate potential risks before they reach the consumer, thereby reinforcing the trust in polystyrene packaging within the food industry.
The importance of using foodapproved raw materials in producing packaging for the food market cannot be overstated. The African Polystyrene Industry Alliance, through its Food Compliance Responsibility Initiative, exemplifies the commitment to ensuring food safety and environmental sustainability. By adhering to international regulations and promoting joint stewardship among all stakeholders, APIA is not only safeguarding consumer health but also contributing to a sustainable future. The collective effort of raw material suppliers, manufacturers, distributors, and consumers is essential in maintaining the integrity of polystyrene food packaging, ensuring it remains a reliable and safe option in the food industry.
JOINT STEWARDSHIP FOR RESPONSIBLE PRODUCTION
APIA believes that ensuring the safety and sustainability of polystyrene food packaging is a collective responsibility. This involves the cooperation of raw material suppliers, product manufacturers, product distributors, and consumers. Each stakeholder plays a vital role in the value chain, from ensuring the use of certified raw materials and additives to adhering to best practices in manufacturing and distribution.
Detecting Titanium Dioxide in Food
Titanium dioxide (E171) is a common food additive found in candies and bakery items. Recent safety concerns have led to its ban in France. Discover how Raman spectroscopy with Anton Paar’s Cora 5001 offers a fast, reliable method to detect and quantify TiO2 in food, ensuring compliance and safety. Read more to learn about this crucial technology.
Titanium dioxide (TiO2 ) is a white pigment which is used in paints, plastics, paper, pharmaceuticals, cosmetics, sunscreen, and toothpaste or as catalyst. [1, 2, 3]
In addition, it has been approved as a food additive (ingredient number E171) since 1969. [4] The main food categories containing titanium dioxide are candy, bakery wares (esp. icing and decorations), chewing gum, ice cream, and cheese. [2] Most food-grade titanium dioxide contains its anatase modification. [3] It is highly stable towards various conditions (e.g. heat, light, pH) and thus unaffected by almost every type of food processing. The French Agency for Food, Environmental and Occupational Health & Safety found in 2019 that there was
Titanium dioxide (TiO2) is a white pigment which is used in paints, plastics, paper, pharmaceuticals, cosmetics, sunscreen, and toothpaste or as catalyst. [1, 2, 3]
not enough evidence to prove titanium dioxide was safe for human consumption. In consequence, the French government bans titanium dioxide in food starting January 2020. [2, 6] These concerns have arisen following recent studies which considered nanoparticles of TiO2 to be harmful after oral intake. [3, 4] Experiments revealed that titanium dioxide is absorbed by the mammalian gastrointestinal tract. [4, 5] According to animal tests, it is a potential carcinogen. [1, 4, 5] As titanium dioxide is ubiquitous in foodstuff, a suitable and fast method to examine food products is needed.
Since titanium dioxide is a very Ramanactive material, Raman spectroscopy using the Cora 5001 is a suitable method for examining titanium dioxide in food products.
EXPERIMENT
Sample preparation: Commercial samples of candy and sweets with the ingredient titanium dioxide (E171) were measured without further sample preparation. To determine the limit of detection and for quantification of titanium dioxide contents a calibration using icing was performed. Icing sugar and titanium dioxide in the anatase
Anton Paar
form were mixed with water. For lower titanium dioxide proportions icing with 0.5 % anatase or 1 % anatase and icing without titanium dioxide were mixed in different ratios. Samples were prepared in a range of 0 % to 1 % anatase. The icing samples were deposited on a microscopy slide and dried.
INSTRUMENTATION AND SETTINGS
Anton Paar’s Cora 5001 Raman spectrometer with sample compartment was used to conduct the measurements. An excitation wavelength of 785 nm and a laser power of 450 mW were used. The acquisition time was determined by the software using the implemented auto exposure option. In addition, the subtract background option and baseline correction were activated. An
excitation wavelength of 532 nm is also suited for titanium dioxide. However, sugar components may cause an increased fluorescent background with a laser source of higher photon energy. With its spectral range for 785 nm of 100 cm–1 to 2300 cm–1 Cora 5001 is a versatile analytical tool for studying the presence and content of titanium dioxide in food matrices. Samples were placed on the instrument’s automated stage and the focus rotor was placed vertical. Prior to measurements, a focus adjustment was performed using the implemented autofocus routine.
RESULTS
Identifying Titanium Dioxide in Food Products: As reported in another application report [7] anatase shows four main peaks at 143 cm–1, 396
cm–1, 514 cm–1 and 638 cm–1. The peak at 143 cm–1 is the most pronounced and since most food-grade titanium dioxide contains anatase, it can be used to identify titanium dioxide in food products. Besides this, the rutile modification also shows a Raman peak at 143 cm–1. However, it is less pronounced. The peak position at 143 cm–1 does not interfere with Raman signals of sugar which is the main component in most products with E171.
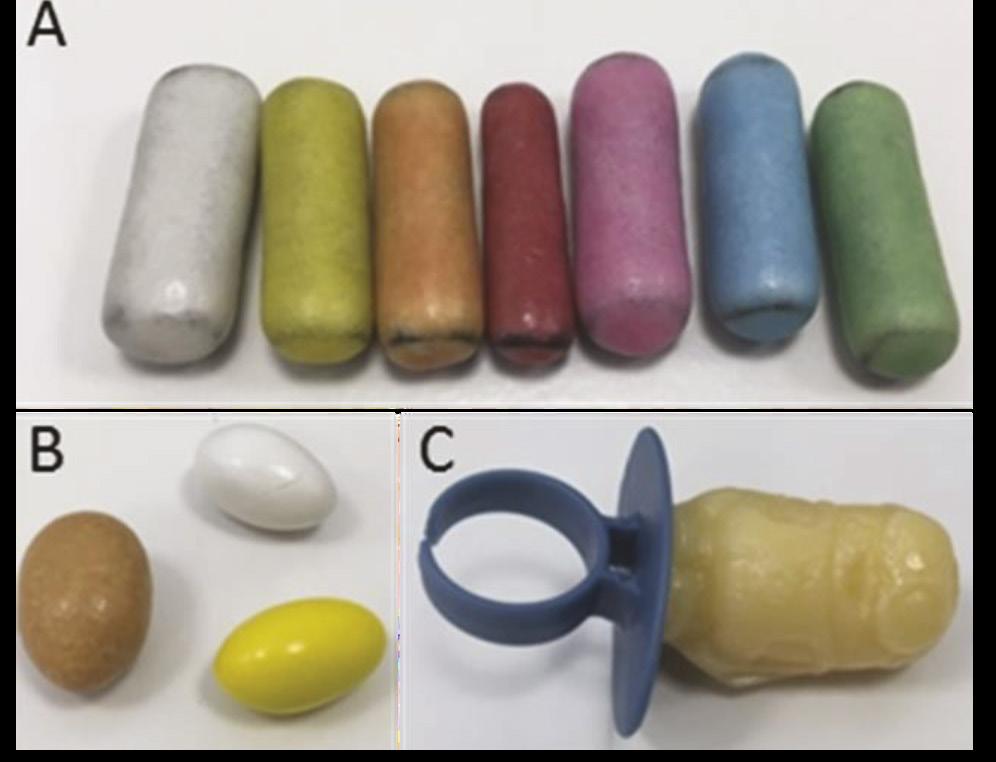
Different commercially available candy products (see Figure 1) which named titanium dioxide (E171) in the list of ingredients were measured using Raman spectroscopy. The resulting spectra are presented in Figure 2. Since most of the products’ main component is sugar, an icing sample without titanium dioxide was measured as reference.
QUANTIFICATION OF TITANIUM DIOXIDE PROPORTION
All samples except for the reference (w/o titanium dioxide) show a signal at 143 cm–1 (highlighted in red) originating from anatase which is a strong Raman scatterer. This causes a pronounced peak although its content is below 1 %. Therefore, the presence of this peak can be seen as evidence of the presence of titanium dioxide in the tested products.
To test if a Raman band of titanium dioxide can not only be used to prove the presence of anatase in food products but also to quantify its content, experiments with icing containing different amounts of titanium dioxide were performed. Since titanium dioxide (E171) is mostly added to sugar-containing products, this type of sample is an easy approach to face the quantification as a binary system. Samples in a range of 0 % to 1 % of anatase were measured which covers the usual amounts and limits of titanium dioxide in food. [8] For quantifications the custom model ‘Simple Quantification Tool’ can be used (for details see [9]). The settings used for this custom model to quantify the anatase content are listed in Table 1. As measurement parameters (e.g. focus, exposure time, etc.) can vary it is recommended to use relative quantification metrics (ratios). For quantification the second largest peak of anatase at 640 cm-1 was used and related to a pure sugar signal at 850 cm-1 (see Fig. 3) as the resulting limit of detection is lower for this peak. The content of titanium dioxide plotted against the corresponding peak area ratios gives a linear correlation (see Figure 4).
Anton Paar
This offers the possibility to compare measured area ratios of unknown content of titanium dioxide to the calibration data to calculate the actual amount of anatase in the tested sample using the custom model. It directly shows the amount of titanium dioxide on the screen as well as in the result section of the measurement report (Fig. 5).
To calculate the limit of detection and quantification the reference sample of pure icing was measured ten times with the custom model. The limit of detection is 0.014 % anatase and the limit of quantification is 0.046 % anatase for the experiment of this report. Raman spectroscopy performed with Cora 5001 is a simple method to prove the presence of titanium dioxide (here: anatase) in food products using
one if its most pronounced Raman peak at 143 cm–1. In addition, there is a linear correlation of the peak area ratio of anatase (640 cm-1) and sugar peaks (850 cm-1) to the titanium dioxide content that can be used for quantification. As limit of detection and quantification in sugar matrices
0.014 % and 0.046 % of titanium dioxide were calculated, respectively. The data needed for the calibration can easily be gathered using the Anton Paar custom model ‘Simple Quantification Tool’ on the instrument itself. Therefore, especially with regard to the ban of titanium dioxide as a food additive in France, Raman spectroscopy is a fast, easy, and nondestructive method for the quality control of food products.
SVM 1001 Automatic Kinematic Viscometer video, Click here