
SOUTH AFRICAN JOURNAL FOR FOOD AND BEVERAGE MANUFACTURERS FEBRUARY 2024 Vol. 51 • No. 2 COLOURS AND FLAVOURS Photo credit: Shutterstock.com Innovating sustainability for future nourishment Leading the evolution in packaging manufacturing Expanding the flavourist pallete www.foodreview.co.za

CONTENTS

7
WHAT’S NEW
South Africa’s trendy food and beverage products
8 NEWS
Labotec Appoints New CEO I-MAK shifts gear with successful country road show
SOMIC opens new subsidiary in Asia

10
INDUSTRY TALK
Unveiling a state-of-the-art microbiology lab
Efficient DMSU22SA transmitter enhances sterile processes
12
COLOURS AND FLAVOURS

Meet Pantone’s Peach Fuzz Elevate visual appeal naturally
Refreshing drinks with plantbased hues
A pinnacle of innovation in micronized food colours
Expanding Isobionics with innovative flavours
Nurturing emotions with nature’s palette

28
CONVENIENCE FOOD
Spiral ovens insights
Standardised Solutions for creating QRS products
Detergent chemistry for food processors

34 BAKERY

Leading the way in bake belts & conveyor tech
Elevate sweet moments with premium ingredients
Seizing the sweet opportunity Plant – based boost for baked goods with faba bean
60 years of bakery expertise, innovation and sustainability Bread chemistry
44
FOOD SUSTAINABILITY
Feeding the future through innovation and sustainability
Championing food system transformation
46
FLEXIBLE PACKAGING
Transforming packaging perfection
Mould making for customisable and flexible packaging
Leading the evolution in packaging manufacturing

52
WATER PROCESSING
Handling the pressures of water treatment
FOOD REVIEW | FEBRUARY 2024 3
www.foodreview.co.za
FEBRUARY 2024 Vol. 51 • No. 2

Flavourful Trends: From Natural Hues to Sustainable Choices
The Food and Beverage industry is buzzing with the latest ingredient and product innovations that not only tickle the taste buds but offer functionality and delectable sensorial experiences, and it looks like the trend towards using flavouring and colouring from natural sources will continue well beyond 2024 as consumers move towards choosing healthier food and beverage options. The colour of food and beverage products extends far beyond just making a product look good. Colours evoke emotions and memories, enticing a person to choose a specific food or beverage item. Being able to tap into these feelings and personalise colours to appeal to a specific audience is essential in today’s world, read more on page (12) – (26). Food sustainability took center stage at the United Nations Climate Change Conference last year. This time the focus was on the environmental impact of food and specifically animal agriculture. This comes at a time where consumers are increasingly making choices that align with their values to preserve the climate, read more on page (45)
With the rate at which the world is moving, there is an increasing need for the production of fresh and frozen convenience food. Consumers are now on the lookout for prepared food that optimises ease of consumption, see page (28) where we look at new equipment on the market helping food and beverage manufacturers produce convenience food in a more efficient manner. Flexible packaging such as woven bags, pouches and tubes is also growing momentum due to its non-rigid qualities. By using these ecofriendly materials to package food, manufacturers are enjoying being able to customise the container to fit the product and the brand which presents unique marketing opportunities, see page(50)
Enjoy the read!
Kelebogile (Lebo) Nondzaba


THE TEAM
EDITORIAL
Editor: Kelebogile Nondzaba
+27 (0)78 175 9632
Sub-editor: Gill Abrahams
Layout & Design: David Kyslinger, Tumi Kunene
ADVERTISING
Key Account Manager: Anita Raath +27 (0) 82 976 6541
anita.raath@newmedia.co.za
Key Account Manager: Càndida Giambò-Kruger +27 (0) 71 438 1918 càndida.giambò-kruger@newmedia.co.za
INTERNATIONAL SALES
Germany/Austria/Switzerland: Eisenacher Medien Erhardt Eisenacher +49 228 249 9860 info@eisenacher-medien.de
Italy: Ngcombroker Giacomo Rotunno +39 370 101 4694 g.rotunno@ngcombroker.com
Taiwan: Ringier Trade Media Sydney Lai +886 4 2329 7318 sydneylai@ringier.com.hk
CIRCULATION
Circulation Manager: Felicity Garbers felicity.garbers@newmedia.co.za
PUBLISHING TEAM
General Manager: Dev Naidoo
Head of Commercial B2B: Johann Gerber
Production Controller: Mandy Ackerman
Art Director: David Kyslinger
JOHANNESBURG OFFICE
Ground Floor 272 Pretoria Avenue Randburg, 2194
POSTAL ADDRESS
PO Box 784698, Sandton, Johannesburg 2146
Published by New Media, a division of Media24 (Pty) Ltd
MANAGEMENT TEAM
MANAGING DIRECTOR: Aileen Lamb
COMMERCIAL DIRECTOR: Maria Tiganis
STRATEGY DIRECTOR: Andrew Nunneley
CHIEF FINANCIAL OFFICER: Venette Malone
CEO: MEDIA24: Ishmet Davidson
HEAD OFFICE

@SA_FoodReview

@foodreview13 SA_FoodReview

New Media, a division of Media24 (Pty) Ltd 8th floor, Media24 Centre, 40 Heerengracht Cape Town, 8001


The
Copyright:
Readers


4 FEBRUARY 2024 | FOOD REVIEW
Anita Raath Key Account Manager +27 (0)82 976 6541 Càndida Giambò-Kruger
Account Manager +27 (0)71 438 1918
Key
EDITOR’S COMMENT Food Review is published by New Media Publishing (Pty) Ltd 11 times a year and circulates to executives in the food and beverage industries. Views expressed in this journal, other than where specifically stated, are not necessarily those of the publisher.
editor welcomes for publishing consideration news items, press releases, articles and photographs relating to developments in the food and beverage industries. No responsibility is accepted should contributions be lost.
Review is printed and bound by CTP Printers.
Food
all rights reserved. ISSN 0257-8867
are prohibited from using the contact details displayed in any advertisement or editorial within the pages of this publication to generate and/or distribute unsolicited bulk emails or other forms of mass marketing correspondence.
kelebogile.nondzaba@newmedia.co.za









• Preparation & Processing
• Frying & Oil Management
• Batter & Breading
• Branding & Searing
• Cooking, Roasting & Drying
• Coating & Seasoning
• Product Handling

Across industries and applications, we design specialised solutions.
Bringing together leading brands in processing and packaging equipment for the value-added industry. Our fryers, ovens, branders, searers and breading/batter applications can prepare and cook the highest quality meat, poultry and seafood products. Whatever your product needs, we can meet it with precision and passion.
heatandcontrol.com
info@heatandcontrol.com |
Complete Prepared Food Solutions designed for your business
2024 DIARY
March
Hostex
Johannesburg, South Africa
3 - 5 March
www.hostex.co.za
14th SAAFI Seminar
Johannesburg, South Africa
11 - 13 March
www.saaffi.co.za
Propak East Africa Nairobi, Kenya
9 - 11 March
www.propakeastafrica. com
Anuga Foodtec
Cologne, Germany
19 – 22 March
www.anugafoodtec.com
Prowein
Dusseldorf, Germany
10 – 12 March
www.prowein.com
April
Organic and Natural Products
Cape Town, South Africa
27 – 28 April
www.
organicandnaturalportal. com
Propak Ghana
Accra, Ghana
23 – 25 April
www.propakghana.com
Analytica
Munich, Germany
9 – 12 April
www.analytica.de/en/
Organic & Natural Products
London,UK
14 – 15 April
www.naturalproducts. co.uk
May
Nampo Harvest Day
Bothaville, South Africa
14 – 17 May
www.grainsa.co.za
VitaFoods
Geneva, Switzerland
14 – 16 May
www.vitafoods.eu.com
IFAT
Munich, Germany
13 – 17 May
www.expobeds.com
Cibus
Parma, Italy
7 – 10 May
www.cibus.it/en/



6 FEBRUARY 2024 | FOOD REVIEW

FROM TRADITION TO TRENDS – WHY CAP CLASSIQUE IS THE TOAST OF THE TOWN
While many of us use terms like bubbly, Champagne, MCC and sparkling wine interchangeably, Cap Classique is not to be confused with the rest. Typically, sparkling wine is carbonated using a gassy production method not too far removed from a household SodaStream. What distinguishes Cap Classique is the careful process of fermentation in the bottle and the long period of time needed – usually a minimum of 12 months – for naturally occurring bubbles to form.
Caroline van Schalkwyk, marketing manager for the Cap Classique Association, stresses the element of time in the making of fine South African Cap Classique: ‘It’s an important differentiator because it recognises the additional investment producers make in the pursuit of higher quality,’ she says.
In short, it takes a lot more work and technical ability to produce a Cap Classique, which is why wines in this category generally command higher prices than sparkling wine.
Cap Classique is produced in the traditional method employed by the French, although it is not to be confused with Champagne, which hails only from the Champagne region in France. The two share a preference for the same types of grapes: most South African Cap Classique is made from a blend of chardonnay and Pinot noir; a minority of winemakers include Pinot Meunier; and then there are those who choose to make a Cap Classique from nonChampagne varieties like chenin blanc or even Shiraz.
To read more, visit: www.foodreview.co.za
DOLCE VITA SHOWCASE THE NEW VEGAN AND SUGAR –FREE ICE CREAMS

REVITALISE YOUR YEAR WITH LOW –CALORIE CHOICES
As the new year kicks off, it’s the perfect time to get into healthy habits and embrace positive changes for 2024. Arthur Ramoroka, Tiger Brands’ corporate nutritionist and Eat Well Live Well ambassador, shares advice on how South Africans can kick-start the new year in the best and healthiest way possible.
In South Africa, over 700 people die every day of noncommunicable diseases (NCDs) — a figure predicted to increase over the next decade. NCDs are a group of conditions that are not spread from person to person, but rather result from a combination of genetic, behavioural, environmental, and metabolic factors. Lifestyle choices such as unhealthy diets, lack of physical activity, tobacco use and excessive alcohol consumption contribute significantly to the development of NCDs. Some common examples include cardiovascular issues such as heart disease and strokes, cancer, chronic respiratory diseases and diabetes.
Over the past two decades, the mortality rate in South Africa has increased by 58,7%. This statistic is marked by an incredibly high prevalence of NCDs in the country, with diabetes as the country’s second biggest killer after TB.

Sugar-Free categories have set them apart in the market. The Vegan range utilises soy powder as a dairy substitute, while Xylitol and Sucrose sweeten their Sugar-Free products. The brand is now available in Checkers (Simple Truth) and are gearing up to launch a luxury ice cream under the Forage and Feast brand in March. Following closely, a Cashew Milk Vegan ice cream is set to hit shelves in April/May, marking their continuous expansion in response to evolving market demands. Images:
In response to the booming vegan market, Dolce Vita upgraded their packaging, introducing a variety of Dairy and Vegan options. Surprisingly, the vegan range quickly outpaced their dairy counterpart. The introduction of Elegance, Dipper and Waffler in convenient multipacks garnered interest from major retailers like Pick n Pay and Spar. The range expanded to include
sugar-free options such as Elegance and Italian Kisses, with Coney as the latest addition. Frootie, is a fruit-flavoured alternative that has become a sales powerhouse, featuring popular flavours like mango, Granadilla and berry. Their unique offerings in the Vegan and
FOOD REVIEW | FEBRUARY 2024 7
Supplied by clients WHAT'S NEW

I-MAK SHIFTS GEAR WITH SUCCESSFUL COUNTRY ROAD SHOW
In a strategic move to fortify its presence in South Africa, I-MAK, a premium brand under the umbrella of Bearings International (BI), executed an impactful Country Road Show.
Robert Sillis, the General ManagerProducts at BI, emphasised the initiative’s importance, stating: “The Country Road Show was not merely a product showcase; rather, it played a crucial role in unveiling I-MAK’s cutting-edge products across BI’s extensive local branch network. The Roadshow served as a gateway to introduce our value proposition, which is focused on enhancing customer uptime through value-added solutions. These solutions are expertly delivered by our internal technical advisors, ensuring a personalised local approach to customer service.”
Hosted at various BI branches, the Road Show proved to be a comprehensive undertaking, encompassing product training sessions and the distribution of sales enablement tools to managers and sellers. A key achievement was the unanimous commitment to focused pro-active initiatives, defining the strategic next steps for the
brand. This inclusive initiative involved extending invitations to all company managers and sellers, fostering a comprehensive and diverse spectrum of participation.
The focal point of the Road Show was the industrial sectors grappling with downtime challenges, specifically targeting mining, food and beverage, general industry, utilities, agriculture, as well as automotive sectors. I-MAK showcased a wide spectrum of products, prominently featuring the complete standard geared unit range, comprising inline, bevel, and shaft mount helical units to Bearings International representatives and senior managers in the geared units division. The event format included presentations on the features and benefits of brand and products and how it fits into the overall strategy of Bearings International and being in motion. The Road Show traversed the nation, making stops in cities and towns such as Klerksdorp, Witbank, Polokwane, Durban, Cape Town, Port Elizabeth, and Kimberly.
I-MAK boasts a remarkable legacy of over 50 years in developing and producing an extensive range of gearboxes and
LABOTEC APPOINTS NEW
CEO
Congratulations to Ambigai Naidoo on her appointment as Labotec Pty Ltd’s new CEO. It is always inspiring and motivating to see internal talents grow and take on leadership roles within the company. Her impact over the last 12 months has brought clarity, structure, focus, and a strong sales and customer-centric mindset to the organisation.
Ambigai is a strong believer in empowerment and ownership and has consistently demonstrated a commitment to building a positive and inclusive work environment. As CEO, she is ready to lead the company to new heights by leveraging
drive solutions. The company is guided by a vision to provide customers with unparalleled reliability and flexibility in their applications, fuelled by a deep-seated passion for its products.
Emphasising the global impact of I-MAK gearboxes, the company powers and propels hundreds of thousands of machines daily across diverse applications.
“The Road Show proved to be an invaluable experience for all stakeholders, as sellers underwent rigorous training conducted by internal product experts,” affirms Kobus Groenewald, Business Unit Leader: Industrial Geared Units. “Armed with this knowledge, they are now adept at presenting the product proposition to target customers and decision-makers, identifying winning factors, and delivering tailored solutions to enhance production uptime.”
“The I-MAK Country Road Show exceeded expectations, securing early wins and laying the groundwork for future successes. We eagerly anticipate extending these Road Shows to neighbouring countries in the near future,” Robert Sillis concluded.

her expertise, vision, and values. Ambigai is a highly accomplished and astute Executive Management
Professional, with nearly two decades of experience within the Science and Healthcare industry. She presents with significant career success in driving bottom-line delivery and expanding business footprints across South Africa and Sub-Saharan Africa.
To read more, visit: www.foodreview.co.za
8 FEBRUARY 2024 | FOOD REVIEW
Images: Supplied by clients
NEWS

SOMIC OPENS NEW SUBSIDIARY IN ASIA
Bangkok is ready to go! The packaging machine manufacturer SOMIC opened its new hub in Bangkok, Thailand, with a grand opening. With these sales and service location, the company is consistently developing its global presence. After entering the US market with the subsidiary in the USA in 2014, SOMIC is now continuing its expansion course towards the Asian markets with the new subsidiary SOMIC Packaging Asia Pacific Co. Ltd. The impressive event with a comprehensive program - including live operation of the new SOMIC 434 packaging machine and the presentation of the new CORAS collating and grouping system via a live link to Amerang in Germany - offered guests a deep insight into the philosophy of the German packaging machine specialists.
GOOD STARTING SITUATION IN THAILAND
In addition to the high-ranking guests from 13 countries, Patrick Bonetsmüller, Chairman of the SOMIC Group, and Dr. Gerhard Huber, CEO of the SOMIC Group, also welcomed Mr. Hans-Ulrich Südbeck, Head of the Economic Department of the German Embassy in Bangkok. He was delighted that another German company will now be operating in Asia from Thailand. Lukasz Myszkowski, Managing Director of Sales SOMIC APAC, briefly outlined the background to the decision: “Foreign investors find Thailand an excellent location and operate in a stable
and mature economic environment. In addition, the Thai government’s economic development plan shows the country’s clear orientation towards digitalization and IoT.” In addition to these factors, there is also the availability of well-trained specialists in Thailand, which is essential for the development of activities in Asia.
HIGH MARKET POTENTIAL FOR SHELFREADY PACKAGING
SOMIC is one of the world’s leading companies for shelf-ready packaging machines and offers users in the food and non-food industry in Asia a customized and
future-proof concept for packaging products in one-piece or two-piece cardboard packaging. In particular, the development away from traditional RSC cartons towards wraparound cartons opens new opportunities for these markets. It offers new display options and simplifies the presentation of goods on the shelf. During the grand opening, guests were able to find out more about the SOMIC 434, the latest generation of packaging machine: In demo operation, the machine experts showed the high flexibility and performance of the modular platform concept for a wide variety of packaging.

FOOD REVIEW | FEBRUARY 2024 9 NEWS Images: Supplied by clients
Unveiling a state-of-the-art microbiology lab
Mérieux NutriSciences South Africa unveil the largest of their three state-of-the-art microbiology laboratories, in Cape Town. With a 100% increase in testing capacity, advanced features for sustainability, and a team of 50 expert Microbiologists, we solidify our position as a leading facility in South Africa.
We proudly announce the opening of our expansive new microbiology laboratory in Claremont, Cape Town, marking a significant milestone in the company’s commitment to advancing food safety and quality testing.
With a laboratory footprint spanning an impressive 1300 m2, which together with the supporting admin functions totals 2400 m2, this cutting-edge facility represents substantial growth from its previous 650 m2 footprint, solidifying our position as one of the largest microbiology testing facilities in South Africa. The size of the facility, staffed by 50 qualified Microbiologists, uniquely positions the Cape Town laboratory to handle very large sample volumes while delivering the highest quality results.
The facility boasts unique capabilities, including industry-leading testing turnaround times and the expertise to conduct large format testing on 375ml sample sizes for specified matrices. In response to escalating market demands, the expansion has resulted in a remarkable 100% increase in testing capacity, dedicated to processing samples for both Quantitative and Qualitative Analysis. The sample receival department has also been expanded to streamline the screening and verification of samples and documentation
before they are logged and processed. This optimisation not only enhances productivity but upholds the highest quality standards in the food industry.
Incorporating advanced features such as centralised climate control and a highly energyefficient lighting technology system, not only reduces electrical consumption but also reinforces our commitment to environmental, social, and governance (ESG) goals related to climate change. We are dedicated to making progress towards a BETTER WORLD through sustainable practices.
The building was inaugurated on 23 November 2023 by Nicolas Cartier (CEO) and Franck Capdevielle (VP MEA ASPAC & Corporate Development) both joining the occasion from the Mérieux NutriSciences Global office based in Tassin-la-Demi-Lune, France.
THE MÉRIEUX LEGACY AROUND THE WORLD
At Mérieux Nutrisciences, we leverage over 50 years of scientific and entrepreneurial expertise to answer food industry needs.
Today’s global challenges transform the way food is produced, marketed and consumed, which is why we know our clients need more than reliable analytical results; they need practical and innovative solutions that will contribute to make food

systems safer, healthier and more sustainable. From our initial expertise in microbiology and consulting, we have broadened our scope of scientific specialties into chemistry, education, certification, research, labelling, and sensory in order to offer a complete suite of services to meet our customers’ needs. Today, we offer comprehensive solutions to support our clients, from product development to market suitability, while contributing to consumers’ health worldwide. Present worldwide, we are more than 100 accredited laboratories and a team of over 8,000 committed employees.

OUR LOCATIONS IN SOUTH AFRICA
In South Africa, Mérieux NutriSciences’ facilities are located in Cape Town, Midrand, Jeffreys Bay, George and Durban and offer SANAS-accredited microbiology and chemistry laboratory services that operate seven days a week, 365 days per year. We also provide services in food and non-food label compliance in accordance with South African regulations, auditing services and specialised testing services. We have a unique mix of capabilities that provides our clients with a complete safety and quality offer, allowing a strong partnership with businesses to ensure the safety and quality of their products in many stages along the product lifecycle. With a network of over 100 laboratories across Europe, North America, South America, Africa & Middle East, and Asia Pacific, we can support your global ambitions while ensuring you get rapid, reliable, repeatable, and impartial results from one location to another.

10 FEBRUARY 2024 | FOOD REVIEW
INDUSTRY TALK
Images:
Supplied by client, Shutterstock
Mérieux NutriSciences – www.merieuxnutrisciences.com

Efficient DMSU22SA transmitter enhances sterile processes
Less energy consumption, less cleaning effort and more safety:
As part of the pipeline, the new model DMSU22SA in-line process transmitter from WIKA helps to optimise sterile processes in the pharmaceutical and food industries.
The instrument communicates via HART protocol and is 3-Aand EHEDG-approved.
The heart of the transmitter is an elliptical tube sensor with a Wheatstone measuring bridge. Its hygienic design features very good flow behaviour when compared
“The instrument communicates via HART protocol and is 3-A- and EHEDG-approved.”
to a hygienic case, for example. The DMSU22SA therefore enables time- and cost-saving CIP and SIP processes. Operators also require less

energy to maintain process pressure. Depending on the requirements, the tube sensor is made of at least 0.45 mm thick stainless steel and is therefore many times more resistant than conventional in-line solutions. Should damage nevertheless occur, the user is informed, as it happens, via the alarm function. Active temperature compensation is also integrated into the transmitter, which makes process control more precise.
WIKA – www.wika.co.za


SUPPLYING INDUSTRIAL AND SPECIALTY GAS PRODUCTS TO THE SOUTHERN AFRICAN REGION
www.airproducts.co.za
FOOD REVIEW | FEBRUARY 2024 11
INDUSTRY TALK

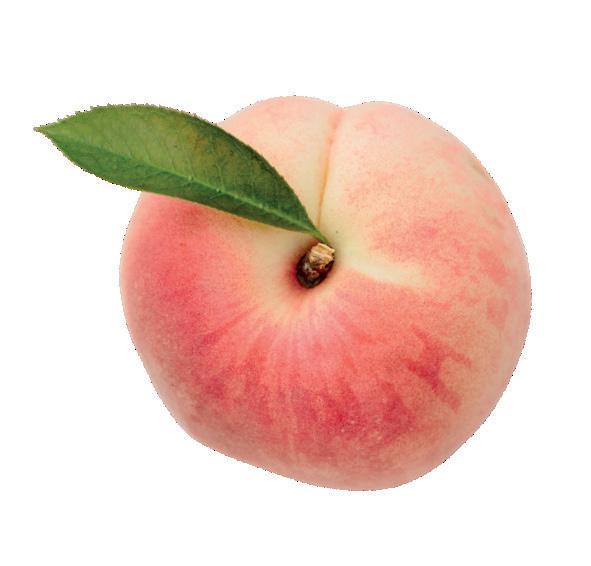
A taste of innovation inspired by Pantone’s Peach Fuzz
DSM-Firmenich, leaders in nutrition, health and beauty, has unveiled Peach+ as the 2024 ‘Flavour of the Year’, drawing inspiration from Pantone’s Peach Fuzz, the Colour of the Year.
UNIQUE CHARACTERISTICS OF PEACH+
The selections are based on emerging trends and culture in the consumer landscape. The flavour and colour signals trends in kindness, community, goodness, and comfort. For more than 20 years, both companies have observed many of the same trend sources, drawing inspiration from a wide variety of influences, including culinary, fashion, hair and beauty, packaging and multimedia design, home decor and interior design, architecture, art, and cultural zeitgeist.
The peach is one of the oldest cultivated botanicals in the world, with a 4,000-yearold history that begins in China. Though China remains today the world leader in peach cultivation, varietals, and production export, this fruit is very synonymous with the South African consumer. Peach+ is an invitation to dsm-firmenich customers to innovate with this beloved flavour, to go beyond the traditional juicy sweet aspects to also consider softer, smoother, lighter, more refreshing, textural elements.
“Peach has many different meanings and evokes an incredible amount of emotion, according to our research, “added Dr Melanie Dennill, Sensory & Consumer Insights manager for Taste, Texture & Health at dsm-firmenich. “Having peach as a familiar fruit brings comfort to consumers and opens up a lot of opportunities for innovation.” According to Emotions 360™, a proprietary dsm-firmenich consumer study that
“The peach is one of the oldest cultivated botanicals in the world, with a 4,000-year-old history that begins in China.”
measures consumer emotions associated with ingredients, the peach is somewhat unique in that it has many innate qualities that contrast, such as being both indulgent and pampering, but also refreshing and revitalising, and youthful, but nostalgic.
GROWTH OPPORTUNITIES AND TRENDS
Peach has been an evergreen fruit flavour in many categories for decades with a steady share of presence in innovations in most regions for decades. Today peach is growing in some regions and categories both as primary tonality and in combination with others. The most prevalent areas for growth are in carbonated soft drinks, nectars, candies, ready-to-drink teas, teas, flavoured alcoholic drinks, yogurt and fruit preparations, dairy drinks, juices containing peach, and fruit preserves. While some brands and some market maybe tapping into a new territory with peach, some will be reinventing and bringing peach back in a new way responding to those happy peach nostalgic memories consumers have.
“Now in its12th year, the announcement of the Flavour of the Year is an eagerly anticipated event,” said Maurizio Clementi, EVP for Taste, Texture & Health at dsmfirmenich. “The delicate and natural qualities of Peach+ call for diverse applications across multiple food and beverage industries, and we are excited to see the innovations of our clients upon receiving this news.”
Other areas showing promise for growth, according to dsm-firmenich trends data globally, are functional drinks and powdered soft drinks as well as side dishes, noodles, processed cheeses, and protein analogs. For those brands who are real leaders in innovation, the sky is the limit with peach+.
BEYOND TRADITION
“We are really excited to elevate peach and explore with our customer partners the lesser celebrated aspects of the tonality and the emotions it can drive to unlock growth for their businesses through innovation.” said Lungie Mnyamana, marketing manager for Taste, Texture & Health at dsm-firmenich. Peach+ lands itself in a space to innovate with the flavour beyond the imagination. “We want brand custodians to consider the multi-layered composition of peach, from the juicy flesh, the velvet skin and the bitter, almond-like woody notes of the stone which takes peach beyond any category expectations.”
DSM-Firmenich - www.dsm-firmenich.com
12 FEBRUARY 2024 | FOOD REVIEW
Image: Supplied by client
COLOURS & FLAVOURS
Experience Peach like never before!
As one of the oldest cultivated botanicals in the world, Peach has been delighting taste buds for decades. With today’s consumers increasingly seeking comforting food & beverage choices it is the perfect time to innovate with this timeless flavor and explore it’s softer, lighter and textural side!
Are you ready to explore the indulgent, refreshing and revitalizing possibilities of Peach? Then get in touch with us and try our variety of Peach+ flavours and functional benefits to find one that’s perfect for your brand and application.

www.dsm-firmenich.com

FOOD REVIEW | FEBRUARY 2024 13
group.
©2024,
Peach+ was inspired by PANTONE 13-1023 Peach Fuzz, the 2024 Color of the Year from Pantone®
Elevate visual appeal naturally
Savannah Fine Chemicals proudly showcases IFF’s revolutionary range of naturally sourced, clean - label and E-number free colours. Transform your products with these exceptional natural colours .
Savannah Fine Chemicals proudly represents IFF’s unique range of colours that are naturally sourced, clean label or E-number free, and designed to optimise visual appearance in a range of food and beverage products. These colour formulations are customised to fit each individual end use, in food and cosmetic applications.
Derived from natural sources we have two main ranges, manufactured by IFF,
THE RANGE OFFERS:
Water and oil soluble options
Available in liquid and powder form
Full strength concentrated and customised grades
Specific grades optimised for good heat and light stability.





the BRIGHT’N FREE & BRIGHT’N PURE portfolios, which provide you with an extensive pallet of colours.
EXAMPLE APPLICATIONS:
Beverages - The natural colour line offers a full palette of customised colour formulations for beverages, from juices and extracts to cloudy drinks and beyond. Explore our range of clear colour formulations for high-colour impact without cloudiness, as well as our allin-one cloud yellow to orange emulsion for cloudy drinks.
Culinary and plant-based – The portfolio offers a wide range of clean label colours and food colourings designed to mimic meat, such as red beet to replicate the pink colour of raw beef, turning brown when cooked.
Savannah currently represents IFF natural colours on the BRIGHT’N RED, red beet juice







powder and the BRIGHT’N YELLOW on beta carotene. Please don’t hesitate to contact us about your requirements.
Savannah Fine Chemical s –www.savannah.co.za
It’s the only one of its kind in the country to target decision makers in the manufacturing of food, beverages and their related industries. It o ers incisive and authoritative reports on all aspects of the process, from raw material sourcing, to manufacturing and packing, right down to the distribution and marketing of nished goods. FOOD REVIEW informs readers about the introduction of new ingredients, equipment, products and packing, and provides objective commentary on cutting-edge local and international market trends and issues.


To contribute editorially contact
Kelebogile (Lebo) Nondzaba
kelebogile.nondzaba@newmedia.co.za
+27 (0)78 175 9632
For advertising enquiries, contact
Anita Raath



anita.raath@newmedia.co.za
+27 82 976 6541 or
Candida Giambo-Kruger
+27 (0)71 438 1918
candida.giambo-kruger@newmedia.co.za

14 FEBRUARY 2024 | FOOD REVIEW
COLOURS & FLAVOURS
Image: Shutterstock.com
www.foodreview.co.za New Media, Ground Floor 272 Pretoria Avenue Randburg, 2194 SA_FoodReview www.facebook.com/FoodReview13
South African journal for food and beverage manufacturers FRV 1-2.indd 1 2023/08/02 14:01

of additives to help create the taste, texture, performance and appearance you need for your food & nutritional products. We represent leading global manufacturers & our specialists can provide you with unrivalled sales support bringing the highest quality products to market:
Bakery ingredients: flavour, texture and fortification - Beverage ingredients for innovation - Confectionary: healthier & tastier alternatives to enhance your brandCulinary solutions for sauces, dressings and prepared meals that will innovateDairy & Desserts: texture and functionality - Flavour & fragrance creation - Health & sports nutrition.
+27 31 313 3338
+27 21 830 5306
Refreshing drinks with plant-based hues for a healthier choice

Alison Donaldson, technical sales manager at EXBERRY by GNT, explains how plant-based colours can be used to send out all the right signals in beverages.
The health and wellness trends are becoming an increasingly important trend in the South African beverage market. Recent research shows a significant number of the country’s consumers now enjoy functional juices and waters (64%), chilled juices (58%), and smoothies (43%) at least once a month.ii In each of these product categories, the survey showed that overall consumption levels had risen over the previous six months. When creating healthy drinks, the choice of colour plays a key role in ensuring products send out the right messages. So, what strategies should brands consider to help their beverages stand out from the crowd?
STORYTELLING THROUGH COLOUR
Colour is a powerful storytelling tool that allows brands to connect with consumers on a deeper level. Subtle, earthy tones can signal a product’s naturality and authenticity. Bold, electric hues can be used to attract attention and add to the fun and excitement of consumption. Colourful ‘hero’ ingredients, meanwhile, allow brands to
showcase functional benefits. Products such as blue spirulina smoothies communicate their strengths in a striking yet intuitive way; in many of these drinks, branding or naming references are used to build up the connection between the colour and the active, healing ingredient.
Some functional beverages now use unusual, rich shades in both the product and the packaging to provide more abstract or thematic colour cues. A nootropic or gamer drink, for example, might use purple as part of a galactic theme that draws on elemental nature and science.
No-alcohol and low-alcohol beverages are also seeing growing demand. According to the IWSR No/Low Alcohol Strategic Study 2023, South Africa is among the top ten markets worldwide.iii The use of vivid colour shades can be used to help these beverages convey a message of fun, purpose, and adventure.
WHY NATURALITY MATTERS
When selecting colours for healthy beverages, naturality is every bit as crucial as the choice of shade. An FMCG Gurus survey found that

16 FEBRUARY 2024 | FOOD REVIEW
COLOURS & FLAVOURS
















































FEBRUARY 2024
68% of South African shoppers consider it important that colours used in food and drink are natural4. GNT’s plant based, sustainable EXBERRY® colours allow beverage brands to achieve strong visual appeal while tapping into consumers’ desire for natural ingredients. Our colours are made from fruit, vegetables, and plants, supporting clean label declarations while allowing for bright shades. The FMCG Gurus survey showed that 74% of shoppers in South Africa consider colours made from the concentrated juice of fruits, vegetables, and plants to be appealing.
EXBERRY colours are trusted by the world’s leading food and drink brands. Our portfolio features more than 400 shades from across the whole spectrum and they can be used in almost any application, including all types of beverages.
KEY TECHNICAL CONSIDERATIONS
To ensure effective results with plantbased colours, it is important to consider applications’ individual characteristics. From smoothies to vitamin waters to protein shakes to mocktails, there can be dramatic differences in technical requirements.
Standard beverage processing is not a major challenge for EXBERRY colours as the range includes water-soluble and waterdispersible products as well as liquid and powder formats. They are also suitable for low pH levels and offer good heat stability.
However, some recipes have the potential for numerous ingredient interactions that can affect the performance of plant-based
ABOUT GNT
The GNT Group is an independent, family-owned company focused on long-term success and the sustainable development of truly natural colouring solutions. This makes us a trusted partner to a growing number of food and beverage companies worldwide that want to meet the increasing consumer demand for visually outstanding natural products with clean and clear labels. Established 40 years ago, GNT started from humble beginnings in the German city of Aachen with one man’s vision to produce colouring concentrates in the most natural way possible. Our founder coined the term ‘Colouring Foods’: food concentrates used solely for the purpose of delivering colour to food and beverages. Colouring Foods are now becoming the industry standard in many markets.
colours. There are many vitamins, minerals, and botanicals that can have an impact. For example, colours made from raw materials containing carotenoid pigments may benefit from ascorbic acid to support performance. With anthocyanin-based red colours, though, ascorbic acid may have a negative impact on performance.
It is therefore essential to identify a raw material combination that delivers the desired colour shade and performance in the given beverage system. Doing so requires the supplier to be able to select from a wide range of raw materials and to have a deep understanding of their individual properties.
PLANT-BASED PIONEERS
GNT has been working with plant-
based colours since 1978 and offer a comprehensive toolbox of solutions made from more than 30 different raw materials. We support our customers through every step of the product development process, from concept innovation and colour selection to stability testing, regulatory support, and quality documentation.
We’re not just a colour supplier; we’re a partner in your innovation journey. In a world where visual appeal and clean labels matter more than ever, our plant based EXBERRY colours can help ensure beverages match up to consumer demands.

*References available on request
Carst & Walker - www.carst.co.za
EXBERRY by GNT – www.exberry.com


18 FEBRUARY 2024 | FOOD REVIEW Images: Supplied by client COLOURS & FLAVOURS

FOOD REVIEW | FEBRUARY 2024 19 FOOD REVIEW | JANUARY

A pinnacle of innovation in micronized food colours
ROHA has recently introduced ChromaFine, an innovative range of ultrafine micronized food colours, to its extensive collection of natural food colourants.
Micronized food colours undergo a meticulous micronisation process that reduces particle size to the micron level, enhancing dispersion, solubility, and brightness. Derived from carefully sourced natural ingredients, ChromaFine adds rich, authentic colours to seasoning blends, particularly excelling in oil-based applications. Its commitment to clean label and natural solutions aligns seamlessly with consumer preferences, ensuring that seasoning products stand out for their natural appeal and original qualities. ChromaFine’s ease of blending and spreading creates intensely vibrant colour hues, maintaining high standards of quality in culinary offerings.
NOTABLY, CHROMAFINE BOASTS FOLLOWING ADVANTAGES:
Deliver vibrant, intense colour shades: ChromaFine is designed to impart vivid and striking colour shades to food products. Its micronized particles ensure that colours stand out vibrantly, enhancing the visual appeal of the final product.
Custom colour blends: With ChromaFine, users have the flexibility to create custom colour blends according to their specific requirements. Whether it’s achieving bold reds, earthy greens, or any other desired hue, ChromaFine allows for personalised colour creations.
“With ChromaFine, users have the flexibility to create custom colour blends according to their specific requirements.”
Evenly coat the food application: ChromaFine’s ultrafine particles enable smooth and even coating of food applications. This ensures that colours are distributed uniformly throughout the product, enhancing its overall appearance. Homogeneous colour effect: The micronised nature of ChromaFine guarantees a homogeneous colour effect. This means that the colour is evenly dispersed throughout the product, resulting in a consistent appearance without any streaks or uneven patches. No specking in fat-based creams, compound coating, and tablets: ChromaFine is specifically formulated to prevent specking in fat-based creams, compound coatings, and tablets. Its fine particles blend seamlessly with these formulations, eliminating any undesirable specks or inconsistencies.

Clean label natural colourants: ChromaFine is derived from natural ingredients, aligning perfectly with the clean label trend in the food industry. It provides manufacturers with a natural colouring solution that meets consumer preferences for clean and transparent ingredient lists.
Stability characteristics: ChromaFine offers excellent stability characteristics, ensuring that colours remain vibrant and consistent throughout the shelf life of the product. Its stability in various food applications makes it a reliable choice for food manufacturers.
ABOUT US
ROHA started out in India and has since grown into a global power in the food colours and ingredients, and the industrial dyes & pigments markets. This has been achieved through a consistent pursuit of natural alternatives, technology, intensive research, sustainable sourcing and staying ahead of the latest trends to develop futureready solutions for clients. It has its beginnings in the Roha district of Maharashtra, India. The company was founded as a manufacturer of synthetic colours for industrial applications in 1972 and has always held clients at the center of what it does. This has shaped how the company does business and managed to evolve over the years. The company has led a revolution in the food colours industry through unmatched quality standards. In its present avatar, ROHA is a multinational giant dealing with natural food ingredients, food colours, pharmaceutical and cosmetic pigments, dried ingredients, and industrial colours & dyes.
In conclusion, micronized food colours, with their advantages of solubility, dispersion, and colour intensity, continue to play a significant role in the culinary world. ROHA’s ChromaFine leads the innovation, offering transformative possibilities in the realm of micronized food colours.
As ROHA remains at the forefront of tailormade food color solutions, customers are invited to explore the vibrant possibilities of ChromaFine and embark on a transformative journey in micronized food colours.
ROHA - www.roha.com
Images: Shutterstock.
20 FEBRUARY 2024 | FOOD REVIEW
COLOURS & FLAVOURS

Expanding Isobionics portfolio with innovative natural flavours
Isobionics®, a brand of BASF Aroma Ingredients, is launching two new natural products on the flavour market. Isobionics Natural alpha-Bisabolene 98 and Isobionics Natural (-)-alpha-Bisabolol 99 are the latest additions to its Isobionics’ portfolio as proof points of its commitment to developing natural flavours driven by customer needs.
“We are delighted to introduce the two new products, which are natural flavours and produced with our cutting-edge fermentation technology. Therefore, they are independent from harvest conditions and pesticide free,” says Toine Janssen, CEO of Isobionics. “This is a major milestone for us and for the flavour industry, as it is the first time that two natural flavours are being launched and marketed together. Building on our cutting-edge fermentation technology we can constantly expand our natural flavour portfolio beyond our well-established citrus products to address further customer and market demands.”
Breaking new ground beyond the citrus portfolio, Isobionics is unlocking a world with new possibilities for food, beverage, and flavour enthusiasts and is proud to introduce the following two products:
• Isobionics Natural (-)-alpha-Bisabolol is a known product, traditionally derived from natural sources and with a complex and captivating aroma profile. Renowned for its delicate floral notes, it offers a subtle hint of chamomile, along with hints of sweet, woody undertones, resulting in a truly unique flavour experience. This groundbreaking innovation allows culinary professionals and beverage creators to boost other flavours such as
Vanillin and Nootkatone to add a distinctive twist to their creations.
• Isobionics Natural alpha-Bisabolene 98 is a breakthrough in the flavour industry as its purity improves better flavour development. Moreover, with its creamy milky flavour, it makes a major contribution to the expansion of the Isobionics’ portfolio.
EXPANDING THE FLAVOURIST
PALETTE TO A NEW LEVEL
One of the most exciting aspects of the two new flavour ingredients is their great versatility. These flavour ingredients, produced at very high concentration via fermentation technology can be found not only in citrus essential oils, but also in several
”This is a major milestone for us and for the flavour industry, as it is the first time that two natural flavours are being launched and marketed together.”

other natural oils, such as chamomile, ylangylang, black pepper, and basil oils. The very high quality of our natural flavours opens a world of possibilities for flavour enhancement in a variety of applications. Whether it is adding crispness to mild flavours, complexity to your beverages and confectionery formulations, or a savoury punch to culinary creations, the new products offer limitless potential for creating memorable taste experiences. These natural products, use only renewable raw materials and they are produced via fermentation technology, which makes them independent from harvest conditions and seasonality and free from agricultural residues, thus ensuring a constant quality in your products.
Steffen Götz, vice president of Aroma Ingredients at BASF, highlights the dedication to customer-centric innovation: “Isobionics’s new flavour solutions embody our ongoing commitment to providing sustainable and high-quality ingredients. These new product launches complement and expand the existing portfolio an answer the need for fermentationbased natural flavours. Dedication to providing natural and sustainable flavour solutions forms the core of our new product developments. Our biotech platform plays a significant role in developing future ingredients to deliver exceptional flavour profiles that are geared to consumer preferences.”
The new natural flavours Isobionics Natural alpha-Bisabolene 98 and Isobionics matual (-) – alpha-Bisabolol 99 have now been officially launched. Customers can already reach out to their designated sales contact and schedule an exclusive presentation of the new flavours to experience these extraordinary flavour innovations first hand.
BASF – www.basf.com
Shutterstock.com COLOURS & FLAVOURS
Images:





TASTE
EXPLOSION
At Isobionics, we offer you access to high-quality, natural aroma ingredients. Our product range is the ideal choice for anyone looking for innovative, cutting-edge ingredients based on fermentation technology.
Our products in a nutshell:
< Premium quality
< Reliable availability, independent of weather or harvest conditions
< EU and US Natural, Kosher and Halal
< Fermentation based from renewable resources
< Pesticide free

Nurturing emotions with nature’s palette
In recent years, there has been a distinct shift in consumer preferences towards natural ingredients in the food and beverage industry. This trend is driven by a growing awareness of the potential health risks associated with artificial additives, such as synthetic colours. However, the focus on natural ingredients goes beyond mere health concerns. An emerging consumer trend is the use of natural colours and colouring foods to tap into positive emotions and address mental health awareness.
tranquil blues and greens may evoke a sense of calmness and relaxation.
By deliberately selecting colours that align with positive emotions, product developers aim to create a sensory
ABOUT SK CHEMTRADE:
experience that promotes mental health awareness. This approach not only attracts consumers seeking natural alternatives but also appeals to those searching for products that support their emotional well-being.
available through the Barentz network globally we can always offer a better solution to our clientele.
ABOUT OTERRA:
SK Chemtrade, Oterra’s distributors in South Africa explain how, natural colours can both support consumer demand for naturality and align with the positive effects of active ingredients that promote mental health benefits through the association of specific colours and postive emotions. Images:
Colours have a profound influence on human emotions and can evoke various psychological responses. Recognising this, food and beverage companies are incorporating specific colours to target positive emotions and enhance mental well-being. For instance, bright, vibrant hues like yellow and orange are associated with feelings of happiness and energy, while
We are a distributor with in-depth knowledge about our suppliers’ products, including application and cost-in-use benefits. We supply these ingredients to manufacturers of food, beverages, pharmaceuticals and dietary supplements in South Africa and its neighbouring countries. We can also combine our suppliers’ ingredients with other ingredients to develop customer specific food and beverage compounds in our laboratory in Cape Town. Our Cape Town facility is FSSC 22000 certified and with our team of Food Scientists we can take a brief from Concept to Launch. By further tapping into the application laboratories
We are the largest provider of natural food colours worldwide. Since our first food colour launch in 1876, we’ve continued to offer the power of nature’s true colours to the food and beverage industry. With Oterra, you have access to the widest portfolio of natural food colours in the industry. And our commitment to R&D, our world-class application expertise, and our control of each raw material’s value chain are why we lead the industry.
24 FEBRUARY 2024 | FOOD REVIEW
Supplied by client
COLOURS & FLAVOURS
HOLISTIC APPROACH TO WELL-BEING
In response to the consumer trend, innovative products that combine natural colours and mental health awareness have emerged. Drinks infused with vibrant beetroot extracts are marketed as a ‘natural pick-me-up’ to energise consumers and boost mood. Similarly, teas infused with soothing chamomile and lavender offer a calming effect on the mind. These product developments highlight the industry’s commitment to incorporating natural ingredients and leveraging colour psychology to create holistic experiences for consumers.
The consumer trend towards natural ingredients, particularly regarding natural colours and colouring foods, reflects an
“By deliberately selecting colours that align with positive emotions, product developers aim to create a sensory experience that promotes mental health awareness.”

increasing emphasis on mental health awareness. As consumers become more conscious of the relationship between their diet and emotional well-being, food and beverage companies are harnessing the power of natural colours to create positive sensory experiences. By continually innovating and educating consumers, the industry can support mental health awareness while meeting the demand for natural and authentic products.
DID YOU KNOW?
Colours have a profound influence on human emotions and can evoke various psychological responses.
SK Chemtrade – www.skchemtrade.co.za
Oterra – www.oterra.com

Proud partners helping you do great things with natural colors


FOOD REVIEW | FEBRUARY 2024 25 COLOURS & FLAVOURS
www.oterra.com Oterra_SKChem_Crackers_ad_177x130mm.indd 1 02.02.2024 11.42

2024 flavours taste charts insights
Kerry, a global leader in taste and nutrition unveils its 2024 Taste Charts, offering a comprehensive exploration of future tastes across 13 regional markets, providing key insights into flavour trends and innovations shaping the food and beverage sector.
The culmination of Kerry’s year-long research is a series of incisive, interactive charts created separately for 13 individual regional markets, including some 30 countries in Asia Pacific, Middle East & Africa (APMEA).
The charts list mainstream, key, up-andcoming and emerging tastes across five food and beverage categories, provide an in-depth analysis of the flavours, ingredients and trends that will shape innovation in the food and beverage sector in the year ahead, and inspire product and menu developers worldwide.
To illustrate today’s incredible pace of innovation, Kerry researchers conducted a deep dive into the lifecycles of two longpopular flavours — orange and chocolate — and examined how these mainstream ingredients are evolving into all manner of inventive tasty product offerings around the world. These two case studies demonstrate how popular and traditional tastes worldwide are fusing into new, innovative applications as brands source, combine and recombine flavours and ingredients from other places.
Commenting on the 2024 Asia Pacific (APAC) Taste Charts, Avinash Lal, Market Research and Consumer Insights director, Kerry Asia Pacific, Middle East & Africa (APMEA), said: “The APAC flavour scene is a vibrant tapestry, constantly evolving and influenced by diverse cultural traditions, emerging trends, and evolving consumer preferences. Consumers are rediscovering
“Think Sichuan peppercorn ice cream in China, Calamansi-infused yogurt in the Philippines, or black sesame latte in Japan.”
the magic of their own culinary heritage, seeking out unique regional ingredients and flavour profiles. Think Sichuan peppercorn ice cream in China, Calamansi-infused yogurt in the Philippines, or black

are getting a modern twist, leading to innovative dishes like charcoal-grilled skewers with fermented chilli paste in Thailand and turmeric latte macarons in India.
• Young consumers are craving bold and unusual flavour combinations, driven by social media’s influence and a desire for novelty. This opens opportunities for sweet-savoury pairings like bacon milkshakes, coffee infused with black garlic, and chocolate bars with wasabi.

• The plant-based revolution is taking off, leading to new demand for creative flavour solutions in meat and dairy alternatives, such as jackfruit rendang in Indonesia, mushroom jerky in Australia, or chickpea falafel with a Middle Eastern twist.
OTHER TOP INSIGHTS FOR 2024 FLAVOUR INNOVATION ACROSS ASIA PACIFIC, MIDDLE EAST & AFRICA:
• Fruits such as Yuzu are gaining popularity across multiple markets and applications, with recent launches including Yuzu Gose beers in South Africa, Yuzu and pepper mayonnaise in China, and Yuzu low ABV wines and alcoholic beverages in Australia. In South Africa, authentic local flavours such as Chicken Dust, creative combinations the likes of chilli lemon/lime, and global culinary influence (jalapeno atchar) reflect the nation’s cultural diversity. Sweet flavour pairings are also gaining popularity, from sweet & salty, sweet & spicy, to sweet & smoky.
• Traditional spices and cooking techniques
• Passionfruit: considered a niche fruit, this cold beverage flavour appeared in all thirteen different global regions as analysed by the charts. It’s a mainstream ingredient in New Zealand but still only an early-stage emerging flavour in the Middle East.
Soumya Nair, Global Consumer Research and Insights director at Kerry, observed: “Consumers want tasty new innovations or flavours they may have experienced while travelling. We are seeing many unique flavour intersections in foods and beverages. Although rapidly changing times can present great challenges, they also provide an unparalleled opportunity for brands to catch a trend on the rise. The Kerry 2024 Taste Charts are a valuable tool for the food and beverage industry to navigate the new taste environment for products.”
26 FEBRUARY 2024 | FOOD REVIEW
Images: Supplied by client
COLOURS & FLAVOURS
Group – www.kerry.com
Kerry




FOOD REVIEW | FEBRUARY 2024 27 FLAVOUR DIRECTLY FROM THE SOURCE Tel 011 608 4944 Fax 011 608 4948 Email sales@sensetek.biz
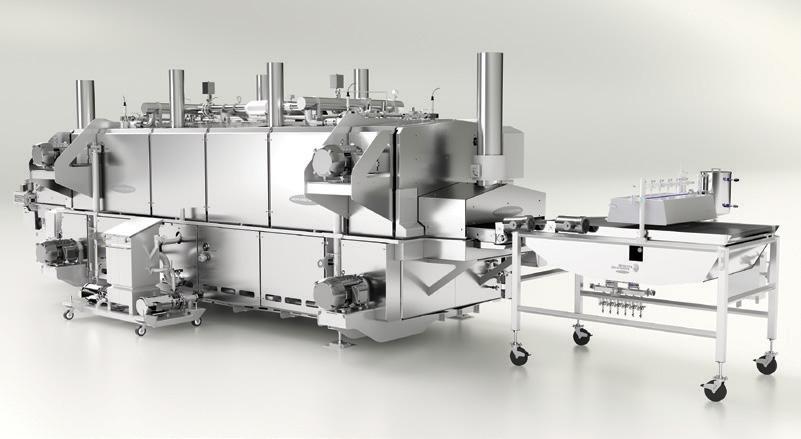
Spiral Ovens Insights: Your FAQs Answered
Q.What products are cooked in the spiral oven?
A. Engineered for high volume, spiral ovens are used to cook a multitude of foods. Meat, poultry, prepared foods, bakery items, breakfast cereal, and even dehydrated fruit and vegetables are all cooked using the spiral oven. This oven can partially or fully cook a product and even facilitates dehydration before further downstream processing. They can develop and enhance product colour and are suitable for products requiring a long residence time. An alternate solution to tunnel ovens the spiral oven provides maximum baking capacity with a small footprint.
Q.What type of operations are spiral ovens suitable for?
A .Generally speaking, they are suited to medium and large-scale producers.
Q.Explain the single drum vs twin drum options?
Explore the world of spiral ovens with Heat and Control. From cooking versatility to unique design features and discover how these ovens cater to diverse food processing needs. Image:
A .A single drum has one heating zone. All the product inside this oven is exposed to the same cooking environment. This can result in lower yields compared to the same product cooked in a twin drum. The twin drum has the advantage of setting two very different cooking environments within the one system. The ‘up-drum’ can be set with high humidity to cook but not dry out a product, while the down drum can be set with a drier environment, often used to develop product colour. This results in less moisture loss
from the product and reduced loss of yield. Available factory space often determines which oven is chosen.
Q.Where in the processing line does the spiral oven fit? What other equipment is it used with?
A.The spiral oven is typically placed downstream from a frying system and up-stream from a freezer. The fryer sets up the coatings and then the spiral oven is used to further cook the product and develop its colour.
Q.The spiral oven is versatile in its ability to use dry heat, steam only or a combination. Provide an example of how these options may be used by a food processor?
A .Dry heat is used to develop and enhance product colour. The downside of this method is that moisture evaporates from the product resulting in smaller yields. Moisture loss from the product also affects texture and palatability. By reducing moisture loss, a producer ensures higher product weights and a better tasting product, which leads to increased profitability. A food processor may use the steam option for a 100% steamed product that doesn’t require any colour development. This method transfers energy to the product with little or no moisture loss. By using a combination of both steam and dry heat, a processor gets the best of both worlds. Steam helps to reduce moisture loss and combines with dry heat to create a premium finish with high product yields.
LET’S TALK FEATURES
Patented Moisture Control System
Developed over 40 years ago, this system was originally used in our MPO oven. It is easy to use and maintain with proven reliability and doesn’t use expensive sensors requiring frequent calibration.
Continuous Belt Washing/Drying system
Water spray and belt brushes ensure that the oven’s belt is kept clean during operation. A soak tank prior to the belt wash softens and loosens baked on grime making the job of the belt brushes much easier.
Automated CIP System
The structure of this oven doubles as pipework for a CIP system. CIP spray balls are placed to ensure all internal surfaces are sprayed during CIP. Nozzles on the cantilevers spray directly onto the belt to assist with cleaning. The CIP system has a continuous filter that reduces the risk of spray balls and nozzles being blocked and this reusable filter element is easily removed for cleaning. Settings can be saved for every recipe and there is no need to change the settings every time. Options for automatic dosage of cleaning chemicals are also available.
Full Use of Belt Cooking Area
The spiral oven allows processors to use the entire width of the oven belt allowing for higher capacity outputs.
Heat and Control - www.heatandcontrol.com
28 FEBRUARY 2024 | FOOD REVIEW
Supplied by client
CONVENIENCE FOOD PROCESSING

Standardised solutions for creating QSR products
In the realm of quick service restaurants (QSR), precision is paramount. Marel, a pioneering force in the processing industry has unveiled standardised solutions to meet the stringent demands of QSR industrial standards.
The market for portioned products can be very diverse, mostly depending on the type of product. The QSR industrial standards formulate the strictest demands. The product must be uniform, standardised, consistent and repeatable. In the QSR market, cooking time is also important, but the highest priority is given to the fact that products are ‘always the same’. Marel has developed standardised production processes that comply with such precise specifications.
Solutions, not machines
In the QSR market, products such as chicken burgers, chicken tender strips, skewer meat, nuggets and popcorn are all standardised. They have one thing in common: their production requires multiple cuts or multiple processes. Single machines can’t meet the requirements anymore, so complete solutions are necessary. Marel can support processors in making the right product-market combinations by implementing its dedicated standardised solutions.
Raw material
If the end products should be QSR cubes, Marel can offer a standardised process and can also advise

on the raw material. For making a fast-food cube, a calibrated product is preferable. That’s because a weight-calibrated product gives a better uniformity of the end product and a better control of the process. However, purchasing calibrated raw material is more expensive than uncalibrated product. And the availability could sometimes be an issue.

If the raw material is uncalibrated, it’s the exact opposite. The process can’t be controlled properly, meaning that it will be more difficult to produce the cubes just as nice as the QSRs want them to be. So the impact of the raw material must not be underestimated.
Flexibility
This standardised configuration can
“Marel can support processors in making the right productmarket combinations by implementing its dedicated standardised solutions.”
produce high volumes of in-spec cubes. Marel knows exactly how to produce the strips with the required characteristics and the right quality and avoid making them look like French fries. Irrespective of what kind of raw material is brought in, it is always possible to create a high-quality strip and cube. This solution is very flexible. Processors who don’t produce cubes day-in-day-out, want
Images: Supplied by client and Shutterstock.com
CONVENIENCE FOOD PROCESSING
to make other types of products too.
That can be done by adding a SensorX, a RoboBatcher or even another component to the line. In this way, the same portioning line setup can produce burgers, tenders, and schnitzels.
THE CUBING PROCESS
The preparation of the fillets before portioning, such as height calibration, is also very important.
Marel’s SmartSplitter performs horizontal slicing, with its knife set at a fixed position.
Lying on the conveyor belt, the fillet enters the SmartSplitter and anything that is above the height of the knife will be cut away.
The end result is a piece of trim and a nice, calibrated piece of breast meat.
The cubing process needs the heightcalibrated breast fillet as its input. First, the I-Cut 122 TrimSort portion cutter cuts the fillets into strips. After this, the additional process makes the same I-Cut 122 cut the strips into cubes. The recipe for this process is easy to program via the HMI display of the I-Cut 122. It is controlled by internal machine
DID YOU KNOW?
This standardised configuration can produce high volumes of in-spec cubes.

WHAT’S THE DIFFERENCE BETWEEN DICING AND CUBING?
A dicing machine isn’t useful for QSR fixed-weight fixedshape cube cutting. If you take all the fillets and simply cut as many cubes out of them as possible, you’ll get some smaller and some bigger pieces, all with different shapes and different weights. You have no control over this process, and that’s what we call dicing. Those dices typically go to supermarkets into bags of 500 gram, and you’ll use them for goulash or stir fry. It is true that you’ll get more dices than cubes out of a fillet, but this presumable yield win isn’t valid for QSR purposes.
Fixed-weight cubing for QSRs requires a specific procedure, with an analysis of each individual fillet or strip. Therefore, cubing needs more processes and intelligent software to make it work, it is not simply cutting squares. The uniformity and consistency of the production process for every single cube are crucial. Meeting these strict requirements is an absolute necessity, because QSR chains only accept 18-22 gram or 15-20 gram fixed-weight cubes that have the same shape and dimensions. The challenge is to achieve the highest yield out of every fillet, with the lowest possible giveaway.
Fixed-weight cubing for QSRs requires a specific procedure, with an analysis of each individual fillet or strip. Therefore, cubing needs more processes and intelligent software to make it work, it is not simply cutting squares. The uniformity and consistency of the production process for every single cube are crucial.
Meeting these strict requirements is an absolute necessity, because QSR chains only accept 18-22 gram or 15-20 gram fixed-weight cubes that have the same shape and dimensions. The challenge is to achieve the highest yield out of every fillet, with the lowest possible giveaway.
software, which can be combined with overarching Innova process control software.
NEW CRISPY BURGER PATTIES
A relatively new product in the core menu of one of the biggest QSR chains is the crispy burger. It is the company’s first new permanent chicken burger menu item in 15 years. It is a 70-gram teardrop design whole muscle burger, in fact a crunchy breaded fillet, and it will be on equal terms with the other fast movers of this QSR chain. Marel already knows how to produce this crispy burger patty and has solutions available.

www.marel.com
Marel –
CONVENIENCE FOOD Your partner for burger production HOMESTYLE BURGER Fine vertical fibers BUTCHER BURGER Interlaced fibers TENDER-FRESH BURGER Vertical fibers STANDARD BURGER No fiber orientation Marel ensures consistency and accuracy in weight, shape, size and quality. Regardless of volume or type, we have a solution to meet your needs.
marel.com/burgers
Detergent chemistry for food processors
According to Branson Chemicals, food processors frequently spend substantial amounts of money on cleaning and sanitising chemicals and this article will equip them to make informed decisions about their purchases.
With few exceptions, water is the universal cleaning agent, but pure water does not exist in nature and water itself is not a particularly good cleaner.
The hydrological cycle consists of several key stages, beginning with evaporation, where heat transforms liquid water into vapour rising into the atmosphere. Condensation follows, as water vapour cools and forms liquids. Precipitation occurs when clouds release water in the form of rain, snow, sleet or hail. Water percolates through deposits of limestone, chalk or gypsum, which are largely made-up of calcium and magnesium carbonates, bicarbonates, and sulphates. These impurities are called water hardness, which can pose critical problems in industrial settings and can have a serious deleterious effect on the performance of detergents. Hard water often manifests itself in the formation of different types of scales, such as water scale, beer stone, wine stone and milk stone which frequently represent significant cleaning challenges and often require the use of powerful detergents, especially acids. Where high water hardness is encountered, water softening and/or high detergent concentration may be used to reduce hard water’s adverse effects.
THE LOGIC OF CLEANING
Before embarking on any cleaning and sanitation program, various questions need to be answered:
What type of surface are we cleaning –stainless steel, aluminum etc.?
What type of soil are we trying to remove –milk residues, beer stone etc.?
GENERAL GUIDELINES FOR CLASSIFICATION OF WATER
ARE:
0-60ppm Soft water
61-120ppm Moderately Hard
121-180ppm Hard
>180ppm Very Hard

What kind of detergent will work best, and do the least damage?
How can we enhance the effectiveness of the detergent solution? By adjusting the concentration and/or heating.
TYPES OF FOOD SOIL
Fats, oils, and greases, which may be difficult to remove, especially if they have been burned or baked on. This is typically not a problem in beverage plants unless there is a heating stage in the process.
Carbohydrates such as lactose which are typically water soluble unless they have been heated and caramelised. Once again this is not typically a problem unless there is a heating stage in the process.

"With few exceptions, water is the universal cleaning agent, but pure water does not exist in nature and water itself is not a particularly good cleaner. "
Proteins, such as casein, are large complex molecules and can be hard to remove, especially if they combine with hard water salts of calcium and magnesium. All food plants should check their water hardness. Scales, which manifest as beer stone, milk stone or hard water scale and are usually removed by a strong acid detergent.
ALKALINE DETERGENTS
Alkaline detergents are the workhorses of most cleaning programs and come in a variety of different forms powder or liquid; caustic or non – caustic and high foaming or non- foaming, depending on the application. Caustic detergents are mostly used for CIP applications and are always
32 FEBRUARY 2024 | FOOD REVIEW
ADVERTORIAL
non – foaming. However, some alkaline detergents used for foam cleaning may contain a percentage of caustic.
ALKALINE DETERGENTS
Alkaline detergents are the workhorses of most cleaning programs and come in a variety of different forms powder or liquid; caustic or non – caustic and high foaming or nonfoaming, depending on the application. Caustic detergents are mostly used for CIP applications and are always non – foaming. However, some alkaline detergents used for foam cleaning may contain a percentage of caustic.
TYPES OF DETERGENTS AND WHAT THEY CONTAIN.
Broadly, detergents fall into their groups:
• Alkaline
• Acid
• Neutral
Sources of Alkalis
Sodium Carbonate (Soda Ash) Mild alkali is commonly used in manual cleaners, and laundry detergents
• Corrosive to Aluminum
• Sodium Hydroxide (Caustic Soda) Strong alkali commonly used.
• Corrosive to Aluminum
• Potassium Hydroxide (Caustic Potash)
Strong alkali expensive not widely used
• Corrosive to Aluminum
Sodium Metasilicate Mild alkali is widely used in manual cleaners and provides corrosion protection.
Sequestrant
All alkaline detergents will contain sequestering agents, such as sodium tripolyphosphate. Sequestrants enhance the performance of detergents by controlling
FUNCTIONS OF SURFACTANTS
Emulsification
One of the primary functions of surfactants is emulsification, which involves dispersing and stabilizing one immiscible substance (e.g. oil) within another (e.g. water).
Detergency
Surfactants are the key ingredients in many cleaning agents, as they help to loosen and remove dirt, grease, and other contaminating from surfaces. Their hydrophilic head attracts water molecules, while the hydrophobic tail binds to the dirt, allowing it to be washed away.
water hardness and preventing and preventing mineral deposits. Sequestrants, ‘Tie up’ or sequestrate water hardness ions, preventing them from reacting with surfactants and forming insoluble salts, by binding to ions. Sequestrants ensure that the surfactants can perform their cleaning action more effectively. As mentioned, sodium tripolyphosphate is by far and away the commonly used sequestrant, but there are other agents such as EDTA and the phosphonates that are used for specific applications. Phosphonates are a class of organic compounds known for their versatility in various applications, such as water treatment and liquid detergent manufacture. Phosphonates play a vital role in preventing mineral deposits and corrosion. They are widely used in highly alkaline liquid detergents, such as bottle washing compounds. One group of phosphonates are chlorine stable and are used in liquid chlorinated alkaline detergents.
SURFACE ACTIVE AGENTS (SURFACTANTS)
Surfactants are compounds that possess unique chemical properties, allowing them to interact with both water and oil-based substances. They consist of molecules with a hydrophilic (water attracting) ‘Head’ and a hydrophobic (water repelling) ‘Tail’. This dual nature grants them the ability to reduce surface tension, enabling them to mix substances (such as oil and water) that would otherwise remain separate.
TYPES OF SURFACTANTS
Surfactants can be categorised into four main groups based on the charge of their hydrophilic head.
Foaming and wetting
Surfactants are responsible for creating foam in shampoo, hand soap and detergents. They also reduce the surface tension of liquids (water) making them penetrate and spread more easily.
Stabilisation
Surfactants are used to stabilise a variety of systems, including suspensions, emulsions, and foams. They prevent particles from clumping together or liquids from separating.

Anionic surfactants
These are typically high foaming and have a negatively charged head. They are commonly found in detergents and cleaning products. Dodecyl benzene sulphonic acid is the most widely used anionic detergent.
Cationic surfactants
These have a positively charged head and are not generally effective cleaners. They are often used in fabric softeners and hair conditioners. In the food industry the best known are the quaternary ammonium compounds, (QAC’s) which are effective sanitisers.
Non-ionic surfactants
These lack a charged head and are widely used in both personal care and industrial detergents. Some are high foaming, some are low foaming, and some are de- foaming at elevated temperatures.
Amphoteric surfactants
These can carry either a positive or negative charge, depending on the pH, they are seldom used in industrial detergents. Acid detergents are widely used in applications where ‘stones’ or mineral deposits are an issue. Typical examples are milkstone, beerstone, winestone and hard water scale.
SOURCES OF ACID
Phosphoric Acid - Widely used
Hydrochloric Acid - Corrosive – Not used
Sulphuric Acid - Occasionally used
Nitric Acid - Very Strong – widely used
Sulfamic Acid - Occasionally used
Hydroxy Acids - Seldom used

Email:
FOOD REVIEW | FEBRUARY 2024 33
eric@bransonchemicals.co.za
011 708 0209 / 0215
083 4595087 www.bransonchemicals.co.za Images: Supplied by client ADVERTORIAL
Tel:
Cel:

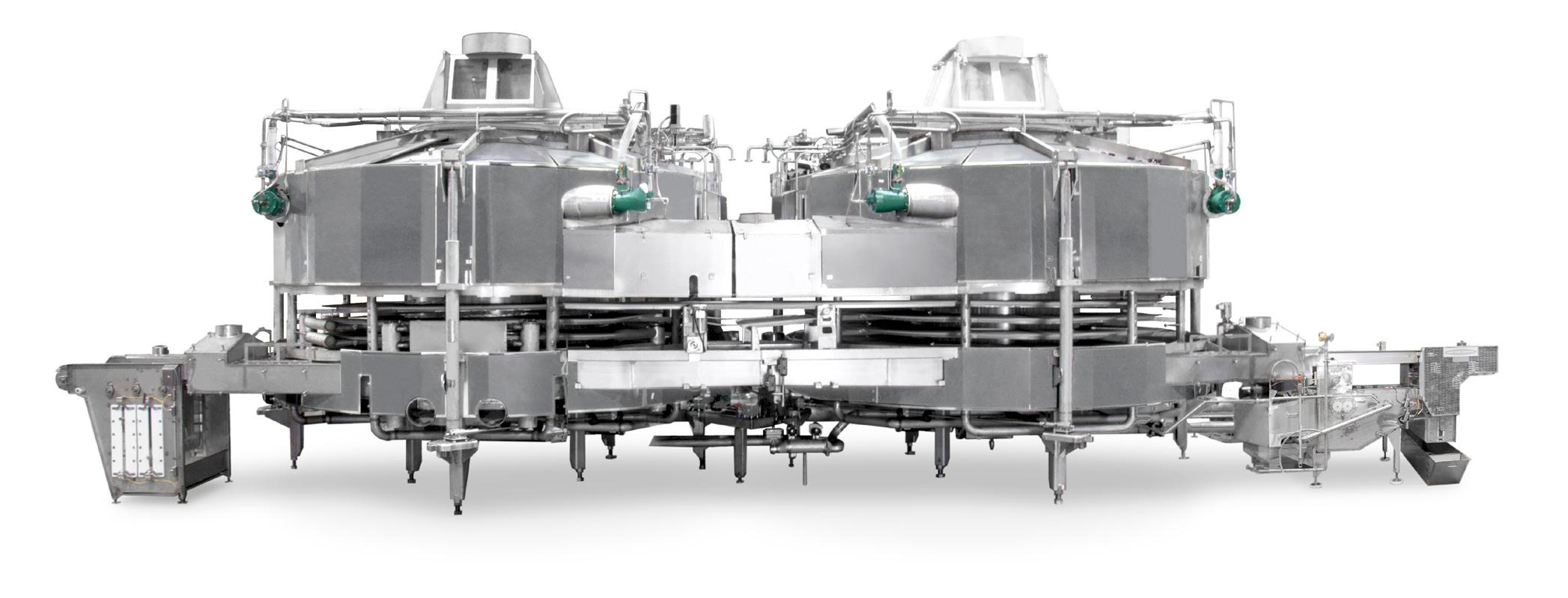
Leading the way in bake belts and conveyor tech
IPCO is the world’s largest manufacturer of solid and perforated steel bake oven belts, supplying OEMs and end users alike.
The key qualities of an IPCO bake oven belt include outstanding thermal properties for efficient baking; the inherent ease of cleaning of a belt compared with mesh; and the attractive return on investment when considering overall lifetime cost.
Belts are available in widths from 800 mm to 3500 mm, and are suitable for products as diverse as bread, biscuits, brownies, crackers, pastries, sponges, all-butter cookies and pizza bases.
Steel belts offer several distinct advantages in terms of performance in the oven, primarily due to their excellent heat transfer and thermal conductivity. As the heated steel belt surface is in direct contact with the underside of the product, this delivers the crisp, chewy base that represents much of the appeal of many products.
A flat, smooth surface ensures clean release at the end of the oven with minimal risk of damage to fragile products.
BAKE OVEN BELTS WITH BUILT-IN SUSTAINABILITY
Several factors combine to make steel belts a more sustainable choice than other belt types. Their strength results in exceptional
“IPCO produces a range of belt alignment solutions, including an upgraded version of its widely used Compact Belt Tracker (CBT), a versatile, tilt roller tracking system that can be retrofitted to existing conveyors.”
durability, which means a 20 year working life is not unusual. Secondly, solid steel belts are inherently lighter than mesh belts and perforated belts even more so. A belt has to be reheated every time it enters the oven and a lighter belt means less metal to heat. This means that significantly less energy is required – and these savings are continuous. This weight advantage also means less energy is needed to ‘drive’ the belt through the oven.
UPGRADED BELT TRACKING SYSTEM WITH OPTICAL SENSOR
The quality of the belt – its straightness and flatness – is central to its long term performance but bake oven belts also require effective tracking systems. IPCO produces a range of belt alignment solutions, including an upgraded version of its widely used Compact Belt Tracker (CBT), a versatile, tilt roller tracking system that can be retrofitted to existing conveyors.
While the existing CBT uses a physical edge sensor, a new, contact-free model features an optical sensor that continuously monitors the belt edge. Any unwanted movement instantly triggers the necessary corrective action in the tilt roller, and smooth, straight running is immediately restored.
The new contact-free Compact Belt Tracker is just one of a comprehensive range of IPCO conveyor components. These include rolling supports, sliding supports (e.g. skid bars and graphite stations), frames, end stations, pulleys, cleaning devices and more.
HIGH POWER LASER CLEANING –FASTER, CLEANER, GREENER
Complementing the company’s expertise in belts, IPCO can also support bakeries with belt cleaning using an innovative system based on high power industrial laser technology.
The laser is installed above the belt and as the belt travels beneath the beam, deposits are burnt off and collected by a vacuum system. Once the strip has been cleaned, the laser head is moved across to the next section.
The key benefit is speed; depending on belt size and level of build-up, a typical bake oven belt can be cleaned in a day. It is an entirely contact-free cleaning process – the structure of the belt is unaffected by the laser. Laser cleaning is a completely dry treatment that uses no water, detergents or aggressive chemicals such as caustic soda (NaOH), making it a far more environmentally-friendly solution than traditional methods.
CUSTOMER SUPPORT THROUGH SERVICE AND SPECIAL ENGINEERING
IPCO has been involved in bake oven conveyor design for decades, often working hand in hand with oven builders to ensure that an oven reaches its full potential. This extends to ongoing partnerships with bakeries and the company has a Special Engineering team who can provide expert technical support.
This experience has resulted in an indepth understand of how a belt behaves in an oven and how it interacts with the many other component parts that make up the system. As a result, IPCO can deliver inspection and maintenance services that go beyond the belt, with investigations encompassing the entire line to understand how the system is performing IPCO recommends that customers take advantage of Preventative Maintenance Agreements (PMAs). In this way, risks of failure can be identified before they have chance to disrupt production.
34 FEBRUARY 2024 | FOOD REVIEW
IPCO – www.ipco.co.za
Image: Supplied by client BAKERY
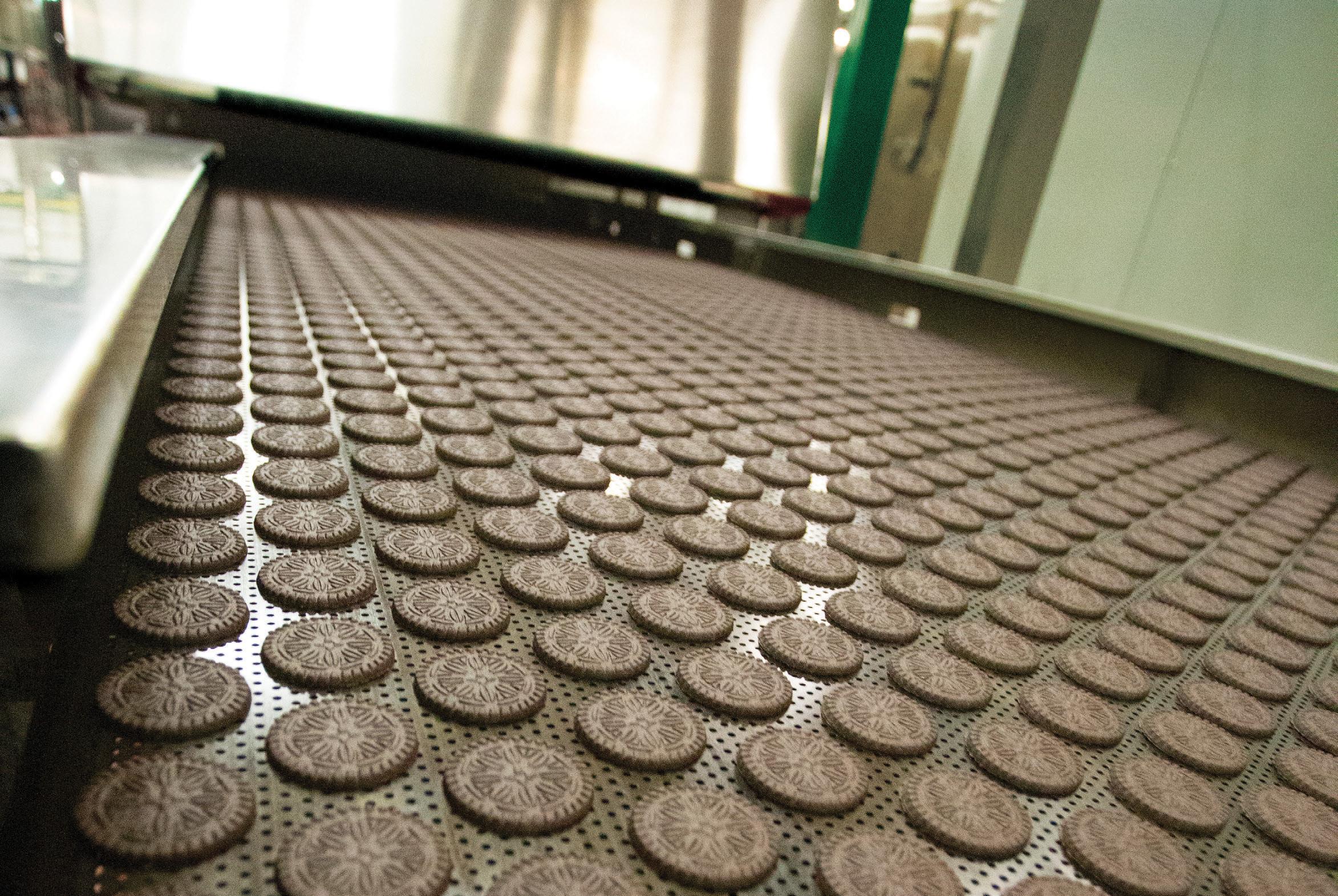
------BAKE MORE, BAKE BETTER WITH IPCO STEEL BELT TECHNOLOGY
Our solid and perforated steel belts have helped bakeries produce premium quality products for almost 100 years.
Flat, straight, durable and easy to clean, they provide a baking surface that’s ideal for everything from rich, chewy all butter cookies to traditional biscuits and crackers.
We can also support you with a wide range of conveyor components covering everything from tensioning, drive stations and drums to tracking systems, break points and graphite stations. Talk to your local IPCO service team and we’ll work with you to improve the performance, productivity and reliability of your oven through process enhancement and system upgrades.
High productivity wide belts up to 3500 mm.
Maximum versatility – bake more on an IPCO steel belt.
Energy efficient – lighter belt means lower carbon footprint.
High power laser cleaningfaster, cleaner and greener than traditional cleaning.
Installations, upgrades (mesh replacement), repair, maintenance and spare parts.
FOOD REVIEW | FEBRUARY 2024 35 ipco.com/bake
Elevate sweet moments with premium ingredients
Indulge in the art of confectionary with FAMASONS culinary excellence, the exclusive importer and distributor of fine chocolate, and locally manufactured coatings and inclusions in South Africa.
Get ready to celebrate the upcoming Valentine’s Day and Easter festivities with FAMASONS Premium Ingredients. We have a diverse range of compound and coverture coatings that will transform your creations into works of art. We offer a wide range of specially manufactured imported and local, nontempering and easy to use products, ensuring that your business has access to a diverse and exceptional selection, engineered for multiple uses and applications such as, coating – enrobing – moulding –panning – filling – inclusion – topping. Our
ABOUT US
Twenty years ago, a distinctive energy emerged within the Bakery Ingredient supply industry.
FAMASONS was established in 2003, by a dynamic duo and a skilled, master baker, who in earlier years, were directly involved in Bakery and Confectionary businesses.
With just three main product categories and a handful of customers we knew we started something special. Despite the risks, we set off on a path to establish a business built on the principles of Trust – Integrity – Passion – Commitment –Service – Teamwork – Innovation, all of which are active in a family driven atmosphere.
When you step into our offices, you’ll be greeted by the unmistakable presence of these core values proudly displayed on our walls. Although they may sound cliché to some, we can assure you that for two decades, our company has remained steadfast in upholding these principles. We have earned our respect and built our reputation as a committed and successful team, rising above all challenges, while supplying the food industry with professional Bakery Ingredients and Solutions. The success we see today is built on the effort and dedication of all our employees, and the unconditional loyalty of our valuable customers and trading partners.
“Our expertise extends beyond chocolate, FAMASONS proudly supplies a wide range of premium ingredients that are meticulously sourced and chosen to meet the highest standards.”
team is here to elevate your creations to new heights of culinary excellence, unlocking your business’s full potential.
With Valentine’s Day and Easter on the horizon, FAMASONS understands the pivotal role your business plays in sweet crafting memories and spreading joy to customers young and old. Allow us to tempt your taste buds with our exceptional range of premium ingredients and our delectable chocolate variety.
Valentine’s Day, a time to express love and affection, provides the perfect opportunity to enchant customers with velvety truffles and heart-shaped delights. Trust our premium chocolate and coatings to captivate the senses and kindle emotions.
OFFERING SWEET INDULGENCE
As we look ahead to Easter, the air fills with excitement and anticipation. Customers eagerly seek out sweet indulgences to celebrate the joyous occasion. FAMASONS


stands ready to be your trusted partner in creating delectable treats that capture the essence of Easter, as you delight customers with whimsical chocolate bunnies, easter eggs and intricately crafted confections that bring smiles of pure joy to all who savour them.
Our expertise extends beyond chocolate, Famasons proudly supplies a wide range of premium ingredients that are meticulously sourced and chosen to meet the highest standards. Spread joy beyond the lines of chocolates and truffles. From fillings to toppings, spreads to flavourings, confectionary premixes to inclusions. Whether it’s luscious caramel, tangy fruit fillings and toppings or mouses to crunchy nuts we have everything you need to elevate your upcoming creations all year round.
At FAMASONS , we believe in fostering strong relationships with our trading partners. Our team is dedicated to providing outstanding customer service, tailored solutions, and ongoing assistance. We are not just a supplier; we are your partner in success, empowering your business to create extraordinary products and creations that are memorable and keep customers coming back for more.
We invite you to explore our extensive product range and discover the possibilities that FAMASONS can bring to your business.
36 FEBRUARY 2024 | FOOD REVIEW
Supplied by client
Images:
Famasons – www.famasons.co.za BAKERY
Images: Synecore
Bread chemistry
The breadmaking process essentially aims to convert wheat flour and other ingredients into an aerated, light, and palatable food product, explains Dewald Botha, scientist: innovation & formulation and Alister Sutton, executive innovation bakery, Synercore.
WHEAT FLOUR AND YEAST
These characteristics can be influenced by the quality of two main ingredients namely wheat flour and yeast. The addition of water and mechanical energy (kneading) to wheat flour promotes the formation of the viscoelastic proteinaceous network known as gluten. Several chemical, physical as well as physicochemical modifications occur during dough kneading. As the dough is kneaded, it becomes more cohesive to the point where a threshold is reached. However, over kneading leads to weakening of the gluten network, collapsed and overly sticky dough in addition to increased dough mobility.
Once formed, the viscoelastic gluten network allows for the capture and retention of carbon dioxide produced via anaerobic fermentation
by yeast in a step known as proofing. Commercially produced breads make use of the Chorleywood bread process, developed in the 1961 by the British Baking Industries Research Association, and utilises reducing agents such as ascorbic acid in combination with high-speed mixing and the use of pans for baking. Although the Chorleywood process allows for more rapid production of bread when compared to the bulk fermentation process, it allows for reduction of the proving time to roughly 60 minutes limiting the time available for dough inflation via fermentation.
DOUGH PROOFING STAGES
During proofing the dough is inflated with carbon dioxide resulting from the anaerobic fermentation of glucose by yeast during

production of bread. The glycolytic pathway whereby yeast catabolises glucose to produce two molecules of ethanol and two molecules of carbon dioxide. The ethanol produced is evaporated during baking while, during proofing, the carbon dioxide is captured in the gluten network resulting in inflation of the dough. The availability of glucose is therefore a major requirement which directly influences the yeast activity and, resultingly, the carbon dioxide production under anaerobic conditions. Glucose is not readily available in wheat flour, rather it is sequestered in a complex plant carbohydrate storage molecule known as starch.
Synercore – www.synercore.co.za

FOOD REVIEW | FEBRUARY 2024 37
BAKERY

Seizing the sweet opportunity
The raisin market has changed and processors must change with it. Brendan O’Donnell, TOMRA Food’s Global Category director for Nuts & Dried Fruits, explains how processing businesses can protect and enhance their competitiveness.
Soon after raisins were first discovered, when grapes were unintentionally left on the vine long enough to dry out, the world went wild for them. It wasn’t long before raisins were being awarded as prizes to top athletes, hailed as a cure for medical ailments, and accepted in payment of taxes.
Some 2,000 years later, Ancient Rome is long gone, but the little dried grapes are still coveted. In fact, the total global value of raisin sales is greater today than ever before. And demand is rising. These are good times for raisin producers who want to increase sales and profits – but first, many must take decisive action to futureproof their processing lines.
PLENTY OF POTENTIAL
When grapes turn into raisins, the drying process results in a fruit packed with energy, fiber, vitamins, minerals, and antioxidants. What’s more, raisins are durable, portable, and easy to eat without making a mess. Exactly the kind of food that busy, healthconscious consumers want.
Another factor driving up demand for raisins is the increasing wealth of developing nations: more people around the world can now afford to be choosier about the foods they buy. This is propelling the demand, already seen in developed countries, for healthier snacks and bakery products containing healthier ingredients.
Tiny raisins, then, are big business. According to market researchers*, global sales are currently worth about US $2,400 million per year, and are expected to keep rising at a compound annual growth rate of about 4.5%. By 2030, worldwide sales will
be worth US $3 600 million. Looking ahead, dried fruit and nuts will be important in helping to feed the world’s fast-growing population.
WANTED: QUANTITIES WITH QUALITY
In addition to increasing throughputs to keep pace with demand, processors must also deliver consistent product quality to satisfy consumers’ rising expectations.
Quantity and quality were traditionally seen as conflicting objectives, one to be balanced against the other when setting line speed, but today’s market demands both. Foreign materials – such as stones, rocks, glass, plastics, sticks, and animal droppings – must be prevented from getting into the final product. And defective products – spoiled by embedded stones, mold, woody cap stems, and embedded stems – must be detected and ejected from the line.
At the same time as rejecting substandard fruit, however, it is essential to minimise food waste by discarding fewer good products with defective. This isn’t only good for profitability but also demonstrates the commitment to sustainability that retailers nowadays expect to see from their suppliers.
By trading in old line equipment for new, processors can take a big leap forward in capabilities and competitiveness. And the efficiency gains typically deliver a rapid return on investment.
TWO-STAGE SORTING
Raisins are usually sorted two or three times between drying and packaging. The first sort looks only for foreign materials. The second and third sorts look for any remaining foreign materials and for product defects.
The best solution for removing foreign materials is the TOMRA 5C, a premium optical sorter originally developed for the fruit and nut industry. This achieves unrivaled sorting accuracy by combining industry-leading sensors and a high-resolution laser with TOMRA’s unique Biometric Signature Identification (BSI+) technology.

These needs have uncovered a widespread weakness in the dried fruit industry: dependence on aged line equipment. Elderly machines, often installed 15 to 20 years ago, simply cannot compete on quantity or quality with today’s sophisticated sorting and grading solutions. Old machinery also has the disadvantages of being more difficult to clean; they require more maintenance; and lose valuable production hours to downtime.
Every object passing down the processing line is assessed for colour, shape, and biological characteristics. By looking inside materials, BSI+ can detect smaller defects than conventional spectral technology, including embedded stems and mold. The TOMRA 5C’s sorting efficiency is also enhanced by TOMRA’s specialised raisin shaker, which ensures optimum product feed to the sorter.
The second and third sorts are best handled by the TOMRA 5C and the TOMRA 5X. The latter is equipped with an advanced x-ray sensor, creating images of exceptionally high contrast and resolution. This is ideal for detecting high-density materials such as glass, dense plastics, and stones, including stones embedded in raisins.
38 FEBRUARY 2024 | FOOD REVIEW
BAKERY
SHOWING HOW IT’S DONE
A good example of how raisin processors can benefit from the best sorting solutions is Osman Akça A.S., one of the biggest raisin exporters in Türkiye, the world-leading nation for raisin exports. This business produces more than 20 000 tonnes of raisins annually, with 90% exported, primarily to countries in the European Union.
lçin Iskeçeli, general manager of the business, says: “Employing state-of-the-art technologies for high-quality and highcapacity production has been crucial to Türkiye’s success in this industry. At Osman Akça, we have fought our way to leadership by constantly attaching great importance to quality in raisin production. We have been tapping into advanced technologies provided by TOMRA Food for 25 years. Our production technology allows us to achieve superior quality output with high food safety and to grow our exports to the European market consistently.”
Because demand for organic products is rising, Osman Akça has recently increased its production of organic raisins from twenty tonnes to four thousand, five hundred tons
“The best solution for removing foreign materials is the TOMRA 5C, a premium optical sorter originally developed for the fruit and nut industry.”
per year. This has brought new challenges because organic crops contain far greater amounts of stones and foreign materials. This is one reason why, at the beginning of 2022, Osman Akça became the first in Türkiye to own the TOMRA 5C. Another reason is that the business set itself ambitious production targets: its raisin production increased from 20 000 tonnes in 2020 to around 25 000 tonnes in 2022.
Osman Göksan, an Osman Akça board member, explained: “We are taking our raisins and dried fruit operations to the next level. While maintaining the highest quality since the beginning of 2022, we also increased production capacity, retaining all our
existing export customers and increasing our European customers by 20%.
“TOMRA’s optical sorters help us meet the needs of export customers who have the highest expectations. By positioning the TOMRA 5C at the end of the production line, we can improve our product quality by capturing the details that other laser systems overlook. We also like the fact that the TOMRA 5C is future-proofed to be compatible with possible future innovations in optical technologies and software. Our investments in sorting technologies help us make more efficient and controlled production plans and deliver a long-lasting payback.”
Osman Akça is one of many raisin processors around the world that are thriving in an expanding global market. Others, however, aren’t doing quite well, finding the business tougher every year. However, by investing in state-of-the-art line solutions, it is possible to enhance competitiveness and profitability. . TOMRA – www.tomra.com/food
The Polyline is Rondo’s starting point for automatic pie production. In addition to pies you can produce folded, rolled, filled, decorated, cut and even stamped out products with the Polyline.


Rondostar 4000
The Rondostar 4000 can produce dough bands and blocks easily and gently. It can also produce very thin dough bands and process the more difficult dough types like shortcrust pastry.
Tel: +27 11 462 3224/5 Fax: +27 11 462 3226 E-mail: foodequip@arbonia.co.za
Tel: +27 11 462 3224/5
Fax: +27 11 462 3226
Polyline production. decorated, the Polyline. can produce dough bands and blocks easily and gently. thin dough bands and process the more difficult shortcrust pastry.
E-mail: foodequip@arbonia.co.za

FOOD REVIEW | FEBRUARY 2024 39 BAKERY
Supplied by client
Images:
Distributors of Rondo equipment in South Africa
of Rondo equipment in South Africa
equipment in South Africa Distributors
Polyline
Arbonia half page.indd 1 2023/05/09 11:32
Plant-based boost for baked goods with faba bean
The increasing global interest in plant-based foods has extended to baked goods, creating a demand for suitable ingredients. BENEO’s faba bean protein concentrate shows promise as an egg substitute in muffin recipes, delivering comparable texture and taste.This innovation not only aligns with veganisation trends but also addresses cost reduction amid rising raw material prices.

Over one in two consumers across the globe are now interested in plant-based foods and beverages (59%). As more consumers incorporate plant-based products into their diets, there is rising demand, not only for plant-based meat alternatives but also for plant-based baked goods. Finding suitable ingredients is key for manufacturers. Trials conducted by the BENEO-Technology Center found that by using BENEO’s faba bean protein concentrate it is possible to replace the eggs in a muffin recipe, whilst still delivering in terms of texture and taste.
EGG REPLACEMENT: OPPORTUNITY AND CHALLENGE
On the one hand, egg replacement enables manufacturers to ‘veganise’ recipes and – if all the product’s ingredients are plantbased – to make such claims on pack. On the other hand, replacing egg with faba bean protein concentrate is also a viable approach in the context of cost reduction. Over the last year, key raw materials have seen significant price increases, with food price predictions continuing throughout 2023. Consequently, food manufacturers are searching for more affordable ingredients that are in line with consumers’ expectations towards more natural, tasty, and plant-based solutions. It is always a challenge replacing eggs in any bakery reformulation, as they contribute The increasing global interest in plantbased foods has extended to baked goods,
creating a demand for suitable ingredients. BENEO’s faba bean protein concentrate shows promise as an egg substitute in muffin recipes, delivering comparable texture and taste.This innovation not only aligns with veganisation trends but also addresses cost reduction amid rising raw material prices. to the adhesion, binding, aeration, browning and much more. With so much influence on the baked good’s final appearance and texture, finding a viable egg replacement is important. The BENEO-Technology Center team trialled faba bean protein concentrates as a possible egg replacer. The comparison of the reference muffins and their eggfree versions revealed that the muffins with faba bean protein concentrate were very close in volume and appearance to egg-containing originals. Furthermore, the plant-based muffins had a similar fine crumb structure, pleasant taste and crumb firmness comparable to that of the reference products even after two weeks of storage. As well as showing promising results for plant-based baked goods recipe development, the use of faba bean ingredients can also result in on-pack nutritional claims in the context of protein content, if the conditions of use are fulfilled.
MANIFOLD ADVANTAGES
The versatility of faba bean ingredients benefits both manufacturers and consumers. In fact, global product launches with faba bean ingredients almost doubled between
2017 and 2022.1 Having a mild taste, these ingredients show clear benefits when it comes to the flavour profile of end products. As a vegetal protein, BENEO’s faba bean protein concentrate can replace animal Beneo – www.beneo.com Savannah – www.savannah.co.za
protein (milk, egg) as well as soy protein in certain applications. It also has an excellent amino acid profile as well as a high solubility and very good emulsifying properties. In addition, faba bean starch-rich flour, being naturally high in protein, can help to boost the protein content in applications such as cereal bars, snacks, or baked goods.
Faba beans also offer benefits in terms of sustainability because they help to reduce greenhouse gas emissions at farm level. The faba beans can capture nitrogen from the air, to provide it for themselves and subsequent plants, which reduces the need for fertilizer input. BENEO strives to source its faba beans at Farm Sustainability Assessment (FSA) Gold level from German farmers with long-term contracts, to ensure production and supply stability.
While only one percent of sweet bakery goods had a vegan claim in 2016, by 2021, 13% were making this claim. This data demonstrates that with consumers increasingly wanting plant-based bakery, the industry is beginning to meet their needs.
Savannah - www.savannah.co.za
40 FEBRUARY 2024 | FOOD REVIEW
BAKERY
Images: Supplied by client
60 years of bakery expertise,
innovation and sustainability

Rianta is committed to working closely with you to find solutions that fit your goals and production methods. We offer smart solutions for cutting, stacking, packaging, and sealing goods, supporting you in streamlining your processes.
You help your customers simplify their day and have more time for the things that matter. We support you in this. From artisan bakeries to global corporations, the range of our customers across the globe is very diverse, so whatever you produce, we are committed to working closely with you to find solutions that fit your goals, ideals and production methods. From semiautomatic machines for the bakery trade to complex systems for industrial production, we realise your ideas. On request, we are a turnkey supplier from cooling to the finished packed pallet - with proven technology and uncompromising hygienic design.
As a manufacturer, we have more than 60 years of experience in the bakery industry and always have your requirements in mind. These include, above all, a short time-to-market, and modular, scalable packaging systems, also under the aspect of investment security.
The Rianta range includes semi-automatic and fully automatic packaging machines. The smallest models with manual loading are suitable for small batches, for example of
special pastries. The fully automatic models, however, can pack much larger batches. Entry-level automatic packaging lines run at 35 bags per minute, while high-performance models process 90 bags per minute.
FUNCTIONAL DIVERSITY
With the wide range of cutting machines, baked goods can be cut not only vertically but also horizontally as required. With machines’ cutting capacity ranging from 20 to 230 products per minute, we can also supply machines for toast, wheat and mixed breads, as well as solutions for firmer pastries, with or without sticky inclusions. An automatic, non-contact knife lubrication system, which can be centrally adjusted on
“As a manufacturer, we have more than 60 years of experience in the bakery industry and always have your requirements in mind.”

the control system, ensures a high standard of hygiene and a clean cut. UV lamps inside the machine reduce germ contamination.
FOCUS ON INNOVATION
Davor Kovacevic, managing director of Rianta explains, “Development and innovation are our top priorities; we always want to be at the forefront of technology.” There is already a digital twin for every major packaging line making it possible to run complete simulations of the line in advance to clarify various issues, such as the number of line operators needed.
In the Digital Innovation Center, customers can walk through their virtual production with 3D glasses and see how the new line will fit in. A virtual reality design review is also possible, allowing future operators to practice virtually with the line before it is installed.
ACHIEVE YOUR SUSTAINABILITY GOALS
In terms of sustainability, the Rianta machines are well on track: They can already seal and clip paper bags in the same way as plastic bags. To address the sustainability goals, Rianta is currently developing its own packaging materials in collaboration with manufacturers and research institutes. Changing shopping and consumption habits are changing demand.
Images: Supplied by client
USS Pactech – www.usspactech.co.za Rianta - www.rianta-packaging.com
BAKERY



FOOD REVIEW | FEBRUARY 2024 43 Experts in the slicing, bagging, and closing of bakery products. Semi-automatic and high-speed packaging equipment featuring tamper evident closures. More information: www.rianta-packaging.com

Feeding the future through innovation and sustainability
Last year, the slogan that guided CFT’s presence at CIBUS was ‘Feeding the Future’. A statement of intent that reflected the importance of innovating in the food industry to ensure a sustainable and nourishing future for all.
In the context of innovation and sustainability, the company positioned themselves as key players. Their history began in Parma in 1945 as Rossi & Catelli and since then grew to become global leaders in the production of machinery for food processing. The company’s presence at CIBUS TEC was eagerly anticipated and last year was no exception.
Partnering with CIBUS TEC was a successful story that lasted for years. This collaboration allowed them to showcase their commitment to innovation and sustainability in the food industry. While globally recognised for their expertise in manufacturing machinery for tomato











processing, their capabilities extend to many other categories with equal success.
One of these was fruit processing with hundreds of installations worldwide for both continental and tropical fruits to furthermore excelling in the production of sauces composed of various ingredients with numerous worldwide customers in the production of ketchup, mayonnaise, pesto and various types of sauces.
Presence in the packaging sector was equally significant with a wide range of technologies for filling food and beverages. Sustainable innovation was at the core of their vision. During CIBUS TEC 2023, they highlighted the solutions they
had developed to contribute to a more sustainable future in food. A tangible example was the adoption of technologies for evaporation and concentration powered by electricity, reducing environmental impact compared to traditional steambased system. Additionally, they presented three dedicated software for monitoring plant performance, offering customers the ability to optimise processes and identify real-time issues thus contributing to waste reduction and efficiency improvement.
USS Pactech - www.usspactech.co.za CFT - www.cft-group.com





































































44 FEBRUARY 2024 | FOOD REVIEW INDUSTRY TALK Available online: www.thebuyersguide.co.za 2023/2024 Buyer’sguide THE The directory for manufacturers of food, beverages, pharmaceuticals, cosmetics, toiletries, packaging and the printing industry TBG 2024.indd 1 2024/02/16 11:49

ProVeg South Africa champions food system transformation
The United Nations Climate Change Conference, an annual gathering addressing climate change, marked its 28th edition last year at the Expo City in Dubai, United Arab Emirates.
While COP has traditionally focused on fossil fuels, last year the United Nations finally put the environmental impact of food and specifically animal agriculture on the agenda. In another summit, and in keeping with the theme, the catering was two thirds plant-based. Delegates from ProVegInternational including South Africa’s country director Donvan Will attended to advocate for a global food system centered around alternative proteins that is more sustainable and in line with mitigating global warming.
The food system accounts for more than a third of global greenhouse gas emissions according to a 2021 study, but its impact on the environment has long been overshadowed by issues like transport, energy and industrial manufacturing. With awareness growing, the issue was finally given a seat at the summit.
ProVeg South Africa joined their international team and led the Food4Climate Pavilion at the event within the Blue Zone, which was in the presence of top diplomats and delegates. ProVeg had permanentobserver status with the UNFCCC, accredited with UNEA, and has received the United Nations’ Momentum for Change Award. Their representatives also participated in panel discussions.
SOUTH AFRICA IN THE DRIVING SEAT
President Cyril Ramaphosa led the South African governmental delegation, with Forestry, Fisheries and the environment minister Barbara Creecy and her department driving the agenda.
According to the Intergovernmental Panel
on Climate Change, Africa faces the most severe challenges due to environmental factors. The negative effects of climate change on the African continent have become increasingly vivid through disasters such as continuous floods, drought and famines. Seven out of the ten most vulnerable countries by climate change in 2021 were African.
The time is ripe to sound the alarm on how the food we eat is warming our planet to a perilous level and ProVeg will call for a transformational shift to plant-rich, balanced and diversified diets. Addressing the issue on an agricultural level is also a powerful tool in the hands of the South African government to reach our goal for Nationally Determined Contributions [NDCs] in terms of the Paris Agreement, to lower our greenhouse gas emissions as a country to acceptable levels.
SHIFTING TOWARDS BALANCED, PLANT-RICH DIETS
“Healthy, plant-rich diets and protein diversification present huge untapped opportunities to help countries meet their health and climate action SDGs, and our work at COP28 will highlight this opportunity and encourage world leaders to recognise plant-rich diets as a climate mitigation strategy to be incorporated into their future NDCs.” Said, ProVeg South Africa director Donovan Will.
“Many of the climate mitigation strategies that are being discussed have big downsides - they are expensive to implement, can take years to implement, and can sometimes put strain on economic growth. On the
other hand, plant-rich diets come with other positive benefits other than their potential to help address climate change; they can also promote health and well-being, reduce other environmental issues like water pollution and deforestation, they use less land and water, address food injustice, and reduce animal suffering,” he continued.
South Africa consumes approximately 2.9 million tons of beef, pork and poultry per annum. According to the Bureau for Food and Agriculture, there will be a 38 percent increase in poultry consumption in the next decade, as well as a 28 percent increase in beef consumption and a 33 percent increase in pork consumption. Left unchecked and out of the conversation these industries remain a growing contributor to our carbon footprint and a net detriment to sustainability.
The future of the planet rests on our plates and Food Day at COP will be a watershed moment. Our diets are feeding a global crisis and the purpose of this event is to highlight the need to reduce meat consumption.
The global food system has a pivotal role to play in the net zero transition. The industrial rearing of livestock is a major driver of climate change. The large-scale production and processing of animal feed, such as soya and corn, can be the product of mass deforestation, and the journey from industrial farm to plate pumps harmful emissions into the atmosphere.
ProVeg South Africa
FOOD REVIEW | FEBRUARY 2024 45
– www.proveg.com/za/
Image: Shutterstock BAKERY
Siyaka’s artistry: Transforming packaging perfection
In the world of packaging, Siyaka emerges as a true artist, seamlessly blending creativity and technical prowess. We explore their award-winning designs where each project is a masterpiece, including the transformative Airwick Anti-Tobacco 280ml packaging.
FTASA GOLD AWARD (LABELS: WRAPAROUND)
Airwick Anti-Tobacco 280ml
The client’s brief to Siyaka was to redesign the packaging to create a greater emotive and visual experience for the consumer. The result: Experienced artisans maintained colour consistency of the image during the print run without compromising the halftone gradation of the vignette and printed the image, as well as the vignette, without screen clashes. This achieved a soft, smooth halftoning, yet maintained the brightness and clarity of the image throughout the process. With environmental stewardship at the forefront, energy saving and production efficiency were also optimised in this packaging project.
“With environmental stewardship at the forefront, energy saving and production efficiency were also optimised in this packaging project.”
FTASA JOINT GOLD AWARD (FLEXIBLE PACKAGING: MEDIUM WEB PROCESS)
Maynards Sweet & Sour Fruit Jubes 125g
The client requested Siyaka to explore the conversion of the Maynards range into a flexographic print, without compromising the positive consumer perception or
engagement with the product. Direct food packaging requires technical knowledge in order to prevent odour migration, especially with a high-absorbing sweet product. This requires a perfect lamination, ensuring minimal oxygen transmission rate, product integrity and increased shelf life as well as fast drying inks that do not risk permeating through the substrate. The result: A vibrant visual that incorporated feasible innovation.
FTASA JOINT GOLD AWARD (FLEXIBLE PACKAGING: MEDIUM WEB PROCESS)
Transformers Lucky Packet
The brief: Given the client’s trade-marked character’s, the colour and print quality expectations and demands are high. Siyaka
Continuing to deliver the same Craftsmanship we have mastered over the decades.


46 FEBRUARY 2024 | FOOD REVIEW
FLEXIBLE PACKAGING
+27 31 502 5050 B-BBEE South African National Accreditation System LEVEL
ad 177X130mm CERTIFICATED Always Listening, Responding & Evolving.
SIYAKA

achieved the desired production-based savings while still producing a high-quality print result with the desired levels of colour vibrancy, high/low tones and smooth
vignettes remaining true to the elements of the design. The result: Overall, the result was a print quality which met all the production and client criteria and achieved
the desired level of on-shelf appeal aimed at attracting the correct demographic for the product.
AN AWARD-WINNING BUSINESS
Siyaka scooped several accolades at last year’s Gold Pack Awards, including a silver medal in the Non-Perishable Food category, and two award finalist medals in the Household and Non-Alcoholic Beverages categories.
At the forefront of the Siyaka ethos is ‘CI’ (continual improvement). Being recognised in the prestigious Gold Pack Awards and FTASA Awards not only reaffirms the brand as a market leader but motivates and rewards the team to continue the outstanding work they achieve. The greatest benefit of being an awards-winning business comes from being driven by the principles that produce award-winning products. It allows a creative space to work that delivers an exceptional customer experience and we continue to grow because of this.
Siyaka – www.siyaka.net


FOOD REVIEW | FEBRUARY 2024 47
Supplied by client
Image:
FLEXIBLE PACKAGING
Mould making for customisable and flexible packaging
Versatily in packaging production is one of the key market requirements. SACMI offers a full range of mould making and machine engineering services with technological advantages, as well as comprehensive customer support services, from the initial product design to aftersales services.
Versatile. Efficient and sustainable size changeover. These are the three main drivers of the rigid packaging market. From mould design to machines, SACMI offers an all-round service, providing the latest technology and support, from product concept to after – sales.
THE MAIN MARKET DRIVERS
The customisation of food and beverage packaging is driven by the need to segment the offer according to different criteria: cost, sustainability and market target. With over 60% of the market, SACMI is the leading supplier of machines for the production of flat-top caps. One of the main drivers is the strong need for versatility, while maintaining a high level of plant efficiency and availability.

Regulatory developments – such as the introduction of the tethered standard in Europe – have an impact for consumer experience, further accelerating the trends towards the segmentation of the offer. In the flat-top plastic cap market, there is as an increasing demand for customisation by embossing or engraving the underside of the closure, rather than printing it.
With this in mind, SACMI’s value proposition includes the enormous inherent advantage

of compression machines, where the bottom plate can be changed extremely quickly and easily. This increases machine uptime and reduces the complexity/skills required for mould changeovers. In addition, SACMI has a department dedicated to the production, testing and inspection of moulds, with advanced instrumentation and a specialised team.
48 FEBRUARY 2024 | FOOD REVIEW
FLEXIBLE PACKAGING
Image: Supplied by client
SACMI – www.sacmi.com

printers and converters of shrink sleeves & flexible packaging



Through an innovative and out of the box approach to our clients’ needs, we are not only willing, but also able to provide practical and efficient cost-saving solutions to most printing and packaging challenges. A pioneering narrow web flexographic printer, ISW specializes in, while not confined to, the manufacturing of highly decorative and complex shrink sleeves, self-adhesive and wraparound labels, and various forms of flexible packaging. By working closely with local and international suppliers, and utilising specially developed in-house processes a multitude of innovative finishes including the likes of thermochromic, glow in the dark, domed, holographic and high lustre metallics along with specialised multi-perforation solutions for promotional items are achieved.

www.iswshrink.co.za
16 Edendale Rd West
Eastleigh, Edenvale.
Tel: (011) 609 1488
Fax: 086 515 7409
Email: sales@iswshrink.co.za






With the manufacturing plant consisting of 10-colour and eight-colour MPS EPW560’s and a full complement of the latest offerings in finishing equipment for the conversion and inspection of our products, ISW maintains the highest level of quality and is one of only a handful of narrow web printers capable of producing wide lay flat shrink sleeves, achieving a L/F of 276mm from a printed web width of 575mm. By offering assistance and advice with every step from concept to design, production and application; we are there to ensure our clients achieve their desired vision efficiently, affordably and consistently.































































FOOD REVIEW | FEBRUARY 2024 49
2019/279539/07 VAT Reg 4870259860
Leading the evolution in packaging manufacturing
Established in 1987, Golden Tree Holdings stands as a market leader in packaging manufacturing with plants in Bloemfontein and Eswatini.
According to managing director, Sylvia Lin the dedicated team thrives on the evolving packaging market, ensuring loyalty, impeccable services and top-notch products like BOPP back seal bags, circular woven bags and pouches. “We pride ourselves on manufacturing products of high quality, prompt deliveries, a well-structured after sales service and that we are not affected by loadshedding,” says Lin.
“Our printing quality entails either gravure and/or flexo printing depending on the exigency of our client(s). Clients can rest assure that the Golden Tree team has an open line of communication as our in-house graphics and production departments assist all clients effectively,” she adds. Lin emphasises that in this way they assist clients to determine a specific printing process and design to enable them to reach their target market.
“We are proud to say that our manufacturing facilities are lso 22 000 /


“Transformation is imperative for Golden Tree Holdings and their level 4 BEE certificate is a true reflection of their commitment towards transformation. ”

2018 approved. With this accreditation we can offer clients peace of mind that our production process is well documented in each department of our production facilities to establish a safer working environment for all,” she says.
Transformation is imperative for Golden Tree Holdings and our level 4 BEE certificate is a true reflection of their commitment towards transformation.
ECO - CONSCIOUS VALUES
The company recognises the role it must play in providing products that minimise its impact on the environment as well as individuals and therefore continuously investigate options and new developments

in the industry not only locally but also abroad. Golden Tree Holdings also has an inhouse recycling facility to assist our clients with possible recycling of their products.
“Our clients are our biggest asset and that we as a team at Golden Tree Holding will do everything in our ability to accommodate their needs so that we can grow as a company and make a positive impact on the market,” Lin concludes.
SERVICES
Golden Tree offers a variety of services starting from raw materials and ending at full production printing both for national and international clients. In the extrusion process, a machine with a hopper collects plastic beads or pellets that are melded together into one product. Any additional colouring or protective substances that need to be included in the finished product are then added. Woven, or weaving is a method by many threads or tapes woven in two directions (warp and weft), to form a fabric for plastic industry needs. In the plastic woven industry, a plastic film is drawn into filaments, woven into fabric/sheet, cloth. It can be formed into a tarpaulin, woven bag, container bag, tons of bags, geotextile fabric, colour of the cloth and so on.
50 FEBRUARY 2024 | FOOD REVIEW Golden Tree Holdings Group - www.tgt-group.com
FLEXIBLE PACKAGING

Ishida Europe has extended its range of QX Flex tray sealers with the launch of a new model, which meets market demands for a compact, high-performance solution. The innovative model also maximises output, capacity and flexibility for medium- to high-volume production lines.


Sustainability is an integral part of Multivac’s strategy. For 60 years, the company’s packaging solutions have ensured that sensitive products globally can be processed efficiently, as well as being packed hygienically, reliably and attractively.

Rotolabel is passionate about the environment and focuses on minimising any negative ecological impact of its products. The company subscribes to the four Rs of packaging sustainability: responsible sourcing; reduction of materials; recyclability and increased recycled content
Read more in the latest issue of Packaging Review Out Now!


SIGNUP




ADVERTISING


Interested in advertising in PACKAGING REVIEW?
If you are a supplier to the packaging industry, this will be an ideal opportunity to showcase your product offering and create additional brand awareness within the food, beverage, pharmaceutical, cosmetics, personal care, and home care manufacturing sectors.
Contact our advertising sales executives to book your space:
Anita Raath Sales executive
+27 (0)82 976 6541

Carla Melless Sales executive
+27 (0)83 260 6060

Càndida Giambò-Kruger Sales executive
+27 (0)71 438 1918

Review A full-service experience
VEGA handles the pressures of water treatment
After exploring what VEGA’s solutions could do for them, the water company realised they had found the instrumentation partner they were looking for.
Awater treatment system for a major metropolitan area in the Midwestern United States demands careful monitoring and management of processes across its sprawling network, explains VEGA. Process automation using pressure transmitters can be a major aid to the personnel in charge of ensuring the operation of the many moving parts that make up a water treatment system. In the case of this water company, they discovered that choosing VEGA for their process automation needs means more than just obtaining precise and reliable pressure sensors.
LEFT TO THEIR OWN DEVICES
Prior to working with VEGA, the water company already understood the benefits of using pressure sensors throughout their treatment their treatment system. In theory, these instruments would allow them to easily automate their processes so that they would have more time to work on more pressing matters. Unfortunately for this company, the reality failed to live up to their dream of a streamlined system of processes.
The first unexpected hurdle the company faced was the challenge of using sensors from many different manufacturers. While using instrumentation from a variety of manufacturers worked on a technical level, in practice it proved to be a headache for water company personnel. Chief amongst these issues was the overall end user experience; the devices were difficult to configure and operate, and since they were using so many different manufacturers’ devices, the knowledge they gained on learning to operate one sensor typically weren’t transferable to using another. The other major hurdle was in obtaining support for their devices. According to company personnel, personnel had to just do their best to optimally configure and troubleshoot

scores of devices. This situation continued for some time, and while the company was interested in standardising their pressure devices to a single manufacturer, their experiences thus far had left them without a clear choice of a reliable partner. That’s before they met VEGA.
DISCOVERING THE VEGA EXPERIENCE
The water company’s search for a new instrument supplier eventually led them to the process measurement experts at VEGA. What began as a simple exploration into one of VEGA’s pressure sensors turned into a complete surveying of the company’s processes alongside VEGA personnel. According to water company representatives, they couldn’t believe that VEGA personnel were willing to spend so much time with them – over the course of multiple days –to tour their facilities and meet the people involved in their instrumentation and automation decisions to better understand their needs. It wasn’t just VEGA’s time investment that impressed the water company; VEGA was able to provide trial units for the company to try out on multiple applications, allowing them to see firsthand what set its’ pressure instrumentation apart from what they had used up to that point. They were impressed by the precision and reliability of the measurements, but what they liked most of all was the ease of
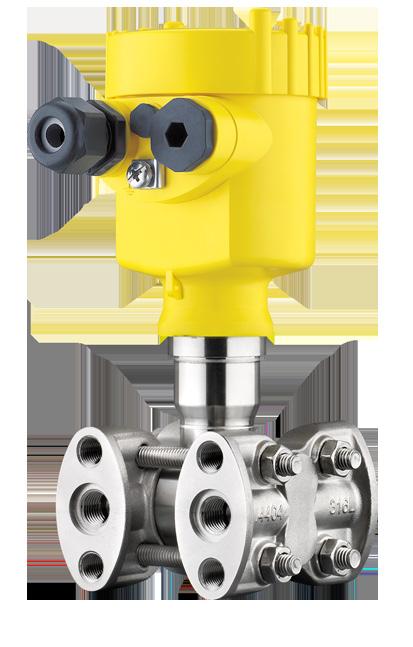
use across each of the sensors they tried out. The sensors were easy to set up and configure, and some even offered features like Bluetooth connectivity that allowed operators to wirelessly monitor, set up, and adjust them through the VEGA Tools app. After exploring what VEGA’s solutions could do for them, the water company realised they had found the instrumentation partner they were looking for. They have added VEGA sensors across their entire system, and VEGA personnel were there to help every step of the way, not only helping them set up and commission the devices, but also training company operators on how to use the sensors and best leverage them to reach their process automation goals.
PRECISE AND RELIABLE MEASUREMENTS ACROSS THE SYSTEM
Today, the company utilises VEGADIF 85 pressure transmitters to handle influent and effluent flow metering in numerous locations throughout their system. Its high precision measured value detection makes this sensor capable of measuring very low differential pressures, meaning the water company obtains data they can rely on.

52 FEBRUARY 2024 | FOOD REVIEW Image: Supplied by client
WATER PROCESSING TECH
VEGA – www.vega.com

Level.
Switching.
Pressure.
Measurement technology for simplified process control and automation
Thanks to decades of experience we understand the complex requirements of the process control and automation industry. The diversity of applications and process conditions demand robust and smart yet simple solutions.
No matter whether solids, liquids or gases: VEGA has the right sensor for the job. Reliable. Proven in the field. Easy to service.
FOOD REVIEW | FEBRUARY 2024 53 www.vega.com
Across
1. Fizzy drink.
6. ___ rings.
7. Tube used to drink with.
8. Knot shaped bread.
9. Cakes with a hole.
12. Beef patty on a bun.
14. Small towel for your face and fingers.
16. Condiment made with tomatoes.
18. Fried potato strips.
21. Beef patty on a bun with cheese.
23. Sausage in a roll.
24. Yellow condiment.
25. Flour tortilla folder around a filling.
26. Red slice on a burger.
Down
2. Order from your
3. Cold, frothy, dairy drink.
4. Italian pie with toppings.
5. Food in an edible shell.

19. Word Bank
(Pty) ltd............................ 19 ....... www.flavourlogic.com
GNT Group BV....................................... 17 ....... www.exberry.com
20. Coffee time What are twins favorite fruit? Pears When potatoes have babies, what are they called? Tater Tots The Twist Because it saw the salad dressing
11. Crossword Bacon Burrito Cheeseburger Combo Donuts Drive-through Egg For here French Fries
13. Hamburger Hot dog Ice Cream Ketchup Milkshake Mustard Napkin Nuggets Onion
15. Pickle Pizza Pretzel Sandwich Soda Straw Taco To go Tomato
21. Lemon-aid
Image: Shutterstock.com, www.skiptomylou.org/, @2020 puzzles-to-print.com. AD INDEX FOR SA FOOD REVIEW – FEBRUARY 2024 AECI Food & Beverage, a Division of AECI Limited ................. 41 ....... www.aeciworld.com Air Products (Pty) Ltd ..........................11 ....... www.airproducts.co.za Arbonia CC............................................. 39 ....... www.arbonia.co.za BASF........................................................ 23 ....... www.basf.com/southernafrica/en. Branson Chemicals............................. 32 ....... https://www.bransonchemicals.co.za/ Buckle Packaging................................ 48 ....... www.bucklepack.co.za Famasons Premium Ingredients......37 ....... www.famasons.co.za Firmenich (Pty) Ltd................................13 ....... www.firmenich.com FlavorLogik
Rianta Packaging Systems GmbH............................ 43 ....... www.rianta-packaging.com
ROHA SA.......................................................................... 21 ....... www.roha.com
S K Chemtrade Services (Pty) Ltd............................ 25 ....... www.skchemtrade.co.za
Savannah Fine Chemicals........................................... 15 ....... www.savannah.co.za
Sensetek CC.................................................................... 27 ....... www.sensetek.co.za
Shanghai Dase-Sing Packaging Technology Co., LTD..................................................... 47 ....... www.dasesing.com
Siyaka................................................................................ 46 ....... www.labelprint.co.za
22. What is a pretzel's favorite dance? What do you give to a sick lemon? Why did the tomato blush?
Vega Controls SA (Pty) Ltd......................................... 53 ....... www.vega.com
What do you blueberries playing the Why stop How do you a broken tomato What name
Plastic SA..................................................................... OBC ....... www.plasticsinfo.co.za
54 FEBRUARY 2024 | FOOD REVIEW © 2020 puzzles-to-print.com Fast Food
______________________________________ Date: ______________________
Name:
car.
Two pieces of bread and filling.
Sizzling strips.
Preserved cucumber. 17. Frozen milk dessert.
Breakfast muffin topping.
Eat in restaurant order.
Package deal.
10. Small chicken pieces. Take away order.
Heat & Control SA (Pty) Ltd................. 5 ....... www.heatandcontrol.com
IPCO International AB......................... 35 ....... www.ipco.com
ISW SHRINK........................................... 49 ....... www.iswshrink.co.za
Marel.................................................................................. 31 ....... www.marel.com
Golden Tree Holdings ................................................. IFC ....... www.tgt-group.com
Rebel Safety Gear......................................................... IBC ....... www.rebelsafetygear.com


