As we usher in a brand-new year, I am thrilled to welcome you to the January edition of SA Food Review. I hope this year brings you fresh opportunities, prosperity, and success. In 2025, we stand on the cusp of remarkable transformations within the South African and international food and beverage manufacturing industries and our commitment remains steadfast to bring you the latest insights and trends shaping this vibrant sector.
In our local industry, sustainability has emerged as a core focus. Manufacturers are increasingly adopting eco-friendly measures, advancing practices such as the recycling of materials, including PVC, to align with global sustainability goals. This commitment to reducing environmental impact is echoed worldwide, showcasing a drive toward a more sustainable future. Technological advancements are a transformative force, transforming food processing with automation and digitalisation. These innovations not only boost efficiency but also enhance product traceability, crucial for maintaining high standards of food safety and quality. From pages 14 - 15 Testo South Africa unpacks the importance of maintaining correct temperature throughout the cold chain which is crucial for ensuring food safety. Don’t miss PHT’s exclusive seminar and discover how microwave and radiofrequency technology is transforming thermal treatment process in the food processing industry, see page 16.
Events like Propak Africa 2025 are platforms for showcasing innovation and demonstrate the incredible opportunities for growth within the industry. Coupled with the prioritisation of regulatory compliance, these efforts aim to maintain market access and consumer trust, see page 8.
Wishing you a year filled with delicious discoveries and successful endeavours.
Building 13, The Woodlands Office Park, 20 Woodlands Drive, Woodmead, Sandton PO Box 784698, Sandton 2146 +27 11 867 6111
POSTAL ADDRESS
PO Box 784698, Sandton, Johannesburg 2146
Published Media24 (Pty) Ltd
Kelebogile (Lebo) Nondzaba
NEW PRODUCT Competition
The SAAFoST/ Food Review
New Innovative Product Competition has just been launched. The competition’s primary goal is to provide all brands featured on South African shelves as from 1 January 2024, the opportunity to showcase innovative, sustainable, new products. A special emphasis will be on all locally produced products.
Innovation is at the heart of the competition.
Entries now Open
For more information, contact Mpho Taole at info@saafost.org.za
Entries close on 30 June 2025
2025 DIARY
February
Sweets / ISM
Cologne, Germany 2-5 February www.ism-cologne.com
Fruit Logistica Berlin, Germany 5-7 February www.fruitlogistica.com
Biofach Nuremberg, Germany 11-14 February www.biofach.de/en
Gulfood Dubai,UAE 17-21 February www.gulfood.com
Dairy Manufacturing Africa Kampala,Uganda 11-13 February www.afmass.com/dairy-expo/
March
Propak Africa Johannesburg, South Africa 11 – 14 March www.propakafrica.co.za
SAAFFI Conference 19 March Johannesburg, South Africa www.saaffi.co.za
IFE London, UK 17 – 19 March www.marsdenexhibitions.co.uk
Prowein Dusseldorf, Germany 16 – 18 March www.proexposervice.com
Sino Pack Guangzhou, China 4 – 6 March www.chinasinopack.com
15 YEARS OF EXPERTISE
At Extrupet, we’re proud to celebrate 15 years of expertise in producing superior-quality, food grade rPET. PhoenixPET® remains the trusted name in South Africa’s recycling landscape. Our advanced Vacunite, Vacurema and Starlinger technologies set a high standard for food grade PET recycling, delivering reliable, high-quality resin that exceeds industry expectations.
This partnership has empowered us to create reliable, high-quality recycled PET resin, unmatched in consistency and approved for use by top brands and international authorities. As we continue to push the boundaries of recycling, we remain committed to supporting the circular economy and providing sustainable solutions that meet the demands of an ever-evolving industry.
Propak Africa, South Africa’s leading trade showcase, will occur at the Johannesburg Expo Centre from 11-14 March 2025. It will feature the latest trends in packaging, printing, plastics, food processing, and labelling, serving as a vital networking platform for industry professionals seeking market advancement.
In just a few weeks, the doors will open to South Africa’s premier trade showcase, Propak Africa, where the latest innovations across packaging, printing, plastics, food processing and labelling, will be unwrapped. The South African packaging industry is influenced by a range of factors, including rising competition, urbanisation, shifting consumer preferences, technological advancements, sustainability concerns, population growth, and economic changes. Increasing energy and raw material costs have further highlighted the need for energy-efficient, automated production lines. By integrating AI and digital machinery, manufacturers can enhance quality control, reduce waste, and minimise human error, allowing operators to manage multiple machines with less intervention.
FAST FACT
Propak Africa 2025 is supported by The Institute of Packaging SA, Packaging SA, Plastics SA, and Printing SA. For more information and to register to attend, visit www.propakafrica.co.za.
FACTORS DRIVING CHANGE AND INNOVATION
Plastic packaging remains a key component of South Africa’s packaging sector, driven by demand from the food, beverage, and pharmaceutical markets for its durability, lightweight nature, and cost-effectiveness. At the same time, growing interest in recyclable and sustainable materials is reshaping the industry, encouraging local suppliers to innovate and develop solutions that address both industry requirements and environmental concerns.
Propak Africa promises an unparalleled opportunity to explore many of these new technologies and materials. From sustainable packaging solutions to the newest technologies in smart labelling, printing and advanced processing, attendees will discover a wealth of resources to enhance their business operations. With South Africa’s leading innovators, suppliers, and thought leaders in attendance, this event offers the ideal environment for networking, collaboration, and exploration of the latest industry trends.
“The show will be more than double the
size of the 2022 event, featuring over 500 exhibitors and displaying thousands of new products, technologies and services,” says Mark Anderson, portfolio director at Specialised Exhibitions, a division of Montgomery Group and organisers of the show. “Propak Africa is also home to four co-located events—specialised shows that
SPECIALISED EXHIBITIONS
Specialised Exhibitions, a division of Montgomery Group, offers one of South Africa’s largest portfolios of trade exhibitions servicing a wide range of business-to-business sectors of the South African economy. With a proud heritage spanning over 55 years, Specialised Exhibitions remains the marketer’s first choice time and again. Montgomery Group is the UK’s longest running independent events’ organiser, a fifth-generation, family-owned business with over 50 events and co-locates across 15 countries. Its purpose is simple: ‘To serve our world, nurturing relationships and developing opportunities’.
provide even more value—Pro-Plas Expo, The GAPP Print Expo, FoodPro Expo, and ProLabel Expo.”
THE ROLE OF AI AND DIGITAL MACHINERY
“Automation and digitisation will be significant themes at Propak Africa, not only for general packaging but also within the plastics, printing and processing sectors.
The rapid adoption of Industry 4.0 practices across manufacturing—including automation, smart packaging, and digitised machinery— highlights how critical these trends are to the expo. Exhibitors at Propak Africa are keen to demonstrate cutting-edge technologies, from automated machinery to advanced materials, enabling companies to increase efficiency, sustainability, and cost-effectiveness across production lines.”
Over the four-day event, a diverse seminar programme will take place across two seminar theatres, offering attendees a chance to gain invaluable insights from 50+ expert
“The show will be more than double the size of the 2022 event, featuring over 500 exhibitors and displaying thousands of new products, technologies and services.”
FOR FURTHER INFORMATION, CONTACT:
Natasha Heiberg | Head of Marketing | Specialised Exhibitions
Tel: +27 (0)11 835 1565
Cell: +27 (0)76 168 0762
Email: natasha.heiberg@ montgomerygroup.com
speakers. These sessions will also reflect the show’s themed days, covering topics such as new products and innovations within the packaging industry, sustainability, and local innovation and excellence. Complementing the seminars, the Institute of Packaging South Africa (IPSA) will host three focused half-day conferences, adding depth and expertise to Propak Africa’s knowledge-sharing platform. “To help visitors plan effectively, the OneMatch Business Networking Tool allows attendees to schedule meetings with exhibitors in advance. Additionally, the new WhatsApp Concierge Service at Propak Africa offers on-demand support,” explains Anderson. ‘Triggered when visitors move through registration, the WhatsApp channel provides on-demand event information and live chat functionality for quick assistance’.
Specialised Exhibitions –www.specialised.com
STATE OF THE SA POULTRY INDUSTRY
The South African Poultry Association (SAPA) is optimistic about 2025, although the industry continues to grapple with significant challenges and uncertainties, with highly pathogenic avian influenza (HPAI) remaining the most pressing concern. The domestic poultry industry is a R65-billion strategic national asset – the second largest agricultural sector, while being the largest employer, employing almost 58,000 South Africans across the value chain. The industry has made significant investments to increase its slaughter capacity from 19.5 million birds per week, to 22.5 million birds per week, although it’s currently only slaughtering 21.5 million each week. The idle capacity is due to certain farms still recovering from the 2023 HPAI outbreaks, many farmers not willing to overextend themselves in case of inevitable future outbreaks, and imports. As the year unfolds, key issues such as the rollout of vaccination programmes, compensation for culling, fluctuating trade dynamics, and rising feed costs driven by a stronger dollar/ weaker rand dominate the agenda.
Efforts to implement widespread vaccination against avian influenza and prevent a future influenza disaster have stalled. To date, no farm has been able to adhere to the stringent biosecurity protocols required for vaccination approval, creating a dilemma for the industry. Without vaccination, the sector remains vulnerable to the devastating effects of renewed outbreaks of HPAI. With the risk indicator in red, influenza is affecting most of the European countries and most of the states in the United States of America at present.
BOTTLED VS. REFILLED WATER: WHAT YOU NEED TO KNOW
South Africa’s growing water crisis has forced many consumers to find alternative drinking water sources. Although bottled water is always available in times of crises, it is normally sold as a healthy beverage alternative. Since bottled water needs to adhere to a vast amount of food legislation, it comes at a cost that may seem expensive for drinking water, but it compares very well to other bottled beverages that it is sold alongside.
This perception has created a gap for refill stations to emerge as a popular and cheaper option. While both appear to address the need for clean drinking water, the safety and quality differences between them are significant - and they’re often misunderstood.
Here’s what you need to know about the risks and benefits of bottled and refilled water to make informed decisions for your health:
WHAT’S IN A BOTTLE? THE SAFETY OF PACKAGED WATER
When you buy bottled water with the South
African National Bottled Water Association (SANBWA) logo, you’re choosing a highly regulated product classified as food. Bottled water that meets SANBWA standards offers:
1.Rigorous testing at every stage of production: product is only released for distribution and sale once all test results have been verified
2.Source Protection: The water comes from protected, sustainable and certified safe water sources.
3.Hygienic Processing: Facilities meet strict food safety regulations, ensuring water is treated and bottled in clean environments.
4.Sealed and Secure: Bottles are hermetically sealed, preventing contamination and maintaining a verified shelf life.
PREMIUMISATION MEETS SUSTAINABILITY IN PACKAGING
CCL Label participated in the Paris Packaging Week, held on January 28-29, 2025. At the event, the company focused on showcasing its expertise by integrating two significant trends in the packaging industry: premiumisation and sustainability. CCL Label exhibited high-quality labels and sleeves designed specifically for premium beverages such as wine, champagne, and spirits, aiming to enhance product visibility on shelves. The exhibition featured key innovations like haute couture die cutting, micro and nano-engraving, embossing, and a new “sustainable shine” printing technique, which minimised production waste and reduced carbon emissions. Additionally, CCL Label highlighted sustainable label materials that incorporated recycled or bio-based content. Amongst the latest innovations in high-end embellishments which CCL showcased in Paris are haute couture die cutting, micro and nano-engraving, embossing and the
“sustainable shine” technology, a special printing technique that reduces waste in production and has a much lower CO2 impact on the finished product. Also, sustainable label materials were exhibited that contain certain percentages of recycled or biobased content. “We just opened our latest addition to the wine & spirits plant family in Novi Ligure, Italy offering the latest printing technologies to the local beverage industry. We opened our doors a few weeks ago and Paris Packaging Week is the ideal opportunity to learn more about the plant and the excellent capabilities”, explains Barbara Chittaro, business development director of CCL Label in Italy. “We are also exhibited some outstanding labels that have won awards in the industry that feature very special effects that we can achieve with our printing assets and expert colleagues at our multiple sites.”
AVIAN INFLUENZA VACCINATION
Empowering Women in Food Industry
ELT Solutions is one of the leaders in affordable food industry training and management services, promoting women’s leadership and expertise.
ELT Solutions was founded in 2018 by a visionary woman who identified a crucial need in the Food Industry for quality and affordable training and management systems services. Since 2018 we have been at the forefront in the Food Industry with quality and affordable training and management systems.
EMPOWERING WOMEN LEADERSHIP
In our quest to encourage women leadership in the country, we have employed women in senior positions, promoting gender equality and empowerment. We are a dynamic and resourceful entity, with experts in various fields boasting a wide range of knowledge and experience, dedicated to delivering topnotch services to our clients. We prioritise and deeply value our customers’ needs and
expectations, ensuring their satisfaction is at the heart of everything we do. We continuously invest in research and stay updated with industry advancements to enhance and refine our services. We commit to open and honest communication with our clients and stakeholders, ensuring clarity and mutual understanding.
Food safety training includes how to prevent contamination and the spread of harmful bacteria, viruses and parasites that can cause food borne illnesses hence the inclusion of proper handling, cooking, and storage practices. Training also ensures that food businesses comply with regulations, avoiding legal issues, fines or even closures. It helps protect the reputation of the business, improves efficiency of food
preparation, storage, and reduction of waste through proper food safety procedures.
CUSTOMISABLE AND AFFORDABLE SERVICES
Allow ELT Solutions to stimulate employee confidence and well-being through proper food safety training and best practices for handling food. We provide comprehensive, industry specific education and skills development, empowering professionals with the latest knowledge to excel in their roles and drive business success. There is a large selection of courses to choose from. We aim to give our clients an efficient customisable and affordable service suitable to their requirements and industry.
LTL Solutions – www.eltsolutions.co.za
Food and Beverage Testing
Temperature measurements for an uninterrupted cold chain
Maintaining the correct temperature throughout the cold chain is crucial for ensuring food safety and quality. Temperature fluctuations can cause spoilage or impact the quality of perishable foods.
For companies in the food sector, checking the correct temperature all along the cold chain is one of the basic measures for assuring quality and guaranteeing compliance with legal and internal standards. Because temperature fluctuations are often the cause of spoiling or impaired quality when it comes to food.
In the case of foods which cannot be stored at room temperature without potential problems, the cold chain must not be interrupted. Most products pass through many different hands on their way to the end consumer - in transport, temporary storage facilities and distribution centres. When products are handed over to another logistics service provider or to a distribution centre, the responsibility for food quality and food safety also changes again and again all along the cold chain. Failure to comply with the cold chain can lead to damage to corporate image and thus losses in turnover for the company. Temperature control therefore serves to ensure the safety and marketability of foods which are subject to the cold chain. In addition to the legal requirements and temperature limit values which are binding during the production, transport, storage and sale of foods, various temperature terms are used: storage temperature, product temperature, air temperature, core temperature and surface temperature.
What are the differences between these types of temperatures and how significant are they in terms of product quality? Furthermore: what measurement methods are there and which of them are best suited for monitoring food temperature? We would like to examine and clarify these questions in greater detail below.
MEASURING IN ROOMS
Measurements taken inside a room may be distorted by what is known as stratification around surfaces. The risk of stratification arises if the surface temperature differs a great deal from the air temperature.
To avoid measurement errors of this kind,
a minimum distance from surfaces should be adhered to. This minimum distance has been reached when no further changes in the readings occur in spite of the distance being altered. The measuring location for every measurement should therefore be chosen with care and an appropriate measuring distance adhered to.
This also applies to conditioned air inlets from heating or refrigerating equipment. This kind of stratification can also occur in static air between the floor and ceiling, for example, in big store rooms. Control measurements should therefore be taken at the points which have been found to be representative from a survey of the indoor
climate. Permanent probes at various locations are usual in refrigerated rooms.
AIR AND PRODUCT TEMPERATURE
Foods that have to be refrigerated are cooled in refrigeration facilities, such as freezer rooms, by a flow of cold air.
In terms of temperature control, a distinction needs to be made between the following types of temperature: the air temperature indicates how cold the air in the refrigeration facility is. The temperature of the cold air enables us to conclude that the refrigeration facility is achieving the correct cooling capacity. However, the air temperature which is determined cannot be equated with the so-called product temperature. The product temperature is predominantly determined by the air temperature.
However, the reaction to fluctuations in the air temperature is dependent on the type of food or
packaging or on the condition or degree of processing (pre-cooked, raw, frozen) of the food. The product temperature of a completely frozen chicken is relatively constant, even when there are considerable fluctuations in the air temperature, whereas the temperature of 100g of fresh minced meat adjusts significantly more quickly to the change in air temperature. This means that the actual product temperature may differ from the air temperature within the refrigeration facility.
Negative influencing factors (e.g. the radiant heat of the refrigeration unit, frequent door opening or loading errors) cause increased cold air temperatures, often not noticed by staff. Temperature probes and displays permanently installed by the manufacturer of the refrigeration unit can nevertheless indicate air temperatures within the specified limit values, because the temperature probes are
TWO MEASURING METHODS: SPOT CHECK OR RECORDING
In terms of temperature control, we differentiate between two types of monitoring:
1. Spot check measurement Is carried out with portable (mobile) temperature measuring instruments, which are either pure measuring instruments (which merelydisplay the measurement value), or storage thermometers whichsave the measured data in an internal memory or send them to adata store wirelessly.
2. Continuous data recording This involves a measuring instrument with a memory remainingwith the goods (or in their proximity, e.g. the refrigerated room) and recording and storing values at regular intervals (measuringintervals).
Depending on the type of data logger, the data areeither stored in an internal memory and read out manually (offlinedata logger) or sent to a data store wirelessly (Wifi data logger).
placed in the air outlet area (that is in the cold areas of the refrigeration facility). This means it is particularly important to take the different temperature zones within a refrigeration facility into account when measuring. If this is not done, the air temperature measured and documented by the installed probes is not really correct.
The product temperature is the temperature of the product and can be determined either as a surface or core temperature. It is measured on the surface (surface temperature) or in the core (core temperature) of the food. The product temperature is a crucial factor in terms of compliance with product-specific characteristics through to the expiry of the best before or use by dates.
Building a strong food safety culture
Ensuring food safety is crucial in today’s complex industry. From farm to fork, every step matters. Implementing robust measures requires more than regulations; it demands a shared commitment to a food safety culture.
Afood safety culture is a shared set of values, attitudes and behaviour that prioritise food safety at every level of an organisation. It goes beyond simply adhering to guidelines and regulations; it involves a collective commitment to continuous improvement and vigilance in identifying and mitigating potential risks. Here are some key steps to help you create and maintain a strong food safety culture in your organisation.
LEADERSHIP COMMITMENT
Building a food safety culture begins at the top. Leaders within the organisation must demonstrate a genuine commitment to food safety by making it a top priority. This includes allocating resources, providing training, and leading by example. When employees see that food safety is taken seriously by leadership, they are more likely to prioritise it themselves.
Education and training: Proper training is essential for ensuring that all employees understand the importance of food safety and know how to implement best practices in their daily tasks. From factory staff to management, everyone should receive comprehensive training on topics such as proper hygiene, safe food handling procedures, and identifying potential hazards. Regular refresher courses can help reinforce these principles and keep everyone up to date on the latest developments in food safety.
Clear communication: Effective communication is essential for maintaining a strong food safety culture. Employees should feel comfortable reporting any concerns or observations related to food
safety, and there should be clear channels for doing so. Whether it is a suggestion box, regular meetings, or an open-door policy with management, employees should know that their voices are heard and that their feedback is valued.
ACCOUNTABILITY AND RECOGNITION
Holding employees accountable for their actions regarding food safety is crucial for maintaining standards. This includes implementing clear protocols for addressing violations and ensuring that consequences are consistent and fair. At the same time, it is essential to recognise and reward employees who demonstrate exemplary adherence to food safety protocols. This can help reinforce positive behaviour and encourage others to follow suit.
Continuous improvement: The food industry is constantly evolving, with new challenges and risks emerging all the time. As such, it is essential to foster a culture of continuous improvement within your organisation. This means regularly reviewing and updating food safety protocols in response to new information, technological advancements, and changing regulations and actively seeking out opportunities for
“Building a food safety culture begins at the top. Leaders within the organisation must demonstrate a genuine commitment to food safety by making it a top priority.”
improvement can help ensure that your organisation stays ahead of the curve.
Lead by Example: Employees take cues from their leaders, so it is crucial for managers and supervisors to lead by example when it comes to food safety. This means consistently following protocols, practicing hygiene, and prioritising food safety in all their work. When employees see that their leaders take food safety seriously, they are more likely to do the same.
INVEST IN TECHNOLOGY
Technology can be a valuable tool for enhancing food safety in your organisation. From temperature monitoring systems to automated hygiene monitoring, there are a variety of technologies available that can help streamline processes and identify potential risks more efficiently. By investing in the right tools and systems, you can improve overall food safety while also saving time and resources.
Collaborate with partners: Food safety is a shared responsibility that extends beyond the walls of your organisation. Collaborating with chemical and raw material suppliers, distributors and other partners in the food supply chain can help ensure that everyone is aligned on food safety standards and protocols. By working together, you can identify potential risks more effectively and implement measures to mitigate them before they become problems.
In conclusion, creating a strong food safety culture in your organisation requires commitment, communication and continuous improvement. By prioritising food safety at every level in your organisation, investing in education and training, and fostering a culture of accountability and collaboration.
Discover how Microwave and Radiofrequency Technology is transforming thermal treatment processes in the food processing industry. Join us to learn how these cutting-edge innovations deliver:
• Significant Time Savings – Achieve faster, more e icient thermal treatments, keeping your operations running at peak performance.
• No Drip Loss – Maintain product integrity and yield without the common issues of traditional heating methods.
• No Microbiological Growth – Ensure maximum safety and hygiene with precise, uniform heating that eliminates harmful microorganisms.
The cost of the masterclass will be R1650.00 per person.
Be part of the innovation. Your next breakthrough starts here!
31 March 2025 (Gauteng) & 03 April 2025 (Cape Town)
Spaces are limited—secure your spot now and stay ahead in the food processing game!
FT-NIR SPECTROSCOPY
FOOD ANALYSIS
Quality Control in the Food & Beverage Industry
FT-NIR is a powerful and effective technology for control of raw materials, intermediates and finished products. The major application areas of NIR spectroscopy include dairy and meat, beverages, edible oils, bakery ingredients and condiments as well as grains and oil seeds.
In contrast to most wet-chemical and other reference methods, FT-NIR technology is quick, cost-effective, non-destructive and safe, since it does not use chemicals, solvents or gases.
Bruker Optics has the industry‘s most comprehensive FT-NIR product-line:
TANGO:
The next generation FT-NIR spectrometer with touch screen operation and intuitive user interface.
MPA II:
Unrivalled flexibility for your daily QA/QC work as well as for sophisticated method development.
MATRIX-F II:
On-line FT-NIR for direct measurements in continuous or batch processes, enabling a close production control.
The SmartMill is a fully autonomous mill that is both self-optimising and self-learning. Automation and digitalisation are the joint enablers that make this possible.
SmartMill – a Transformative Journey
The SmartMill journey began less than a decade ago and is today driving innovations that improve yield, product quality, cost efficiencies, and the environmental impact for the milling industry. How far are we on this journey and how easy is it to jump aboard, asks Silvan Trunz, business development manager automation and digital, and head of sustainability at Bühler Milling Solutions?
Over the past decade, Industry 4.0 has transformed from an obscure term introduced at the 2011 Hanover Fair into a digital revolution impacting practically every industrial sector, including milling. The arrival of advanced sensor technology, improved data storage, faster processing power, and enhanced connectivity have fueled a surge of digital innovations across various industries. Around this time, Bühler embarked on its journey toward the SmartMill—a fully autonomous digitalised mill that is self-optimising and self-learning. Recent innovations within SmartMill include the Energy Management System, Quality Management System, Machine Condition Monitoring, and Temperature and Vibration Management. These solutions offer real-time analysis, enabling automated process stability and maximising efficiency.
The SmartMill is not a single product but a concept built from hundreds of complementary innovations developed through close collaboration with the industry. Designing an autonomous mill requires Bühler and its customers to share detailed knowledge and experience about every aspect of the milling process.
DIGITALISATION’S COMPETITIVE ADVANTAGE
Fabien Varagnac, an independent milling consultant, notes the industry is making incremental improvements rather than experiencing a massive technological leap. However, he doubts a bit of the transformative potential of digitalisation and artificial intelligence (AI) offer for early adopters.
“Early adopters of comprehensive digitalisation and AI integration will gain a significant competitive advantage. These forward-thinking millers will be able to improve
“Early adopters of comprehensive digitalisation and AI integration will gain a significant competitive advantage.”
and manage their efficiency but also foster innovation, responding more quickly to market demands, whether in terms of product or in terms of regulation,” explains Varagnac. “These innovations mark an essential step towards improving the industry’s efficiency and sustainability. Given the low-margin, high-volume nature of milling, every fraction of a percentage in yield, every kilowatt-hour, and every cent matters.”
The initial step in the SmartMill journey involved installing sensors at specific stages of the milling process to collect detailed data. This data, when structured and presented on dashboards, allows plant operators to make informed decisions to improve efficiency.
Silvan Trunz, business development manager for automation and digital at Bühler Milling Solutions, explains how digitalisation has accelerated research and development, enabling real-time monitoring and adjustments.
As Bühler collected more data, it became possible to predict production outcomes based on variables like grain moisture content and quality. This led to real-time automated adjustments to production parameters. Today, Bühler has prototype solutions capable of making autonomous production decisions to optimise grinding gaps and flour moisture content. Achieving the SmartMill’s full potential involves developing autonomous processes for the entire milling process, from intake to packing.
THE SMARTMILL CONCEPT
The SmartMill concept can be likened to the development of the driverless car. Innovations in the automotive industry, such as cruise control and lane assistance, have progressively led to the goal of a fully automated vehicle. Similarly, the SmartMill evolved from data transparency to self-regulating processes and ultimately aims to become a fully autonomous, self-learning mill. Millers will set desired product characteristics, and the mill will automatically make the necessary adjustments to achieve the desired quality.
Despite advances in digitalisation, many millers remain reluctant to change practices that have worked for generations. Varagnac observes that traditional empirical methods still dominate, and there’s a need to adopt AI to connect all aspects of the milling process for optimal efficiency and sustainability. Trunz believes the biggest obstacle is not the technology but the satisfaction with the status quo. Changing how people perform their daily jobs is crucial for the SmartMill journey.
TRANSFORMING MACHINE MAINTENANCE
Digitalisation is transforming machine maintenance by using algorithms to analyze performance trends and recommend optimal maintenance schedules. Bühler’s Error and Downtime Analysis identifies production losses and patterns, while the Energy Management System monitors energy consumption, flags inefficiencies, and provides solutions.
The primary reason behind developing the SmartMill is efficiency.
Buhler South Africawww.buhlergroup.com
Beta-glucans can win over hearts in a beat
Beta-glucans are the perfect solution to enhance snacks by introducing dietary fibre and heart health advantages. By incorporating this plant-based ingredient, they become eligible for approved health claims. Make hearts glow with joy and discover how these benefits can be translated into practice.
Most consumers worldwide understand the connection between heart health and their overall well-being.1 For example, 63% of consumers worldwide show interest in products that support heart health, even if they don’t have specific health concerns. 2
As a result, providing snacks with approved health claims presents a compelling opportunity for manufacturers.
BETA-GLUCANS FROM BARLEY
To achieve this in an easy and affordable way, incorporating beta-glucans from barley into recipes is the way to go. Barley beta-glucans are viscous, soluble, fermentable dietary fibres with scientifically proven benefits for heart health. Because of this, they also enable fibre enrichment and corresponding claims.
Beta-glucans generate a high viscosity, which makes the food thicker and slows its passage through the gastro-intestinal tract. This delays the uptake of glucose from food, lowering the blood glucose response.3 In addition, the high viscosity lowers the uptake of bile acids and thereby reduces blood cholesterol concentration 4, helping to cut the risk of coronary heart disease.
Snacks enriched with these functional ingredients provide advantages not only for consumers but also for producers. With more than 120 scientific studies demonstrating the beta-glucan health effects from cereals,
“Beta-glucans are the perfect solution to enhance snacks by introducing dietary fibre and heart health advantages.”
official bodies including EFSA, the FDA and Health Canada have approved corresponding health claims.5
DEVELOPING RECIPES WITH BETAGLUCANS
The BENEO-Technology Center developed multiple recipes with beta-glucans that can carry high fibre and other health claims depending on local legislation, like “Barley beta-glucan has been shown to lower/reduce blood cholesterol. High cholesterol is a risk factor in the development of coronary heart disease”. This claim can be used for foods that provide at least 1 g of barley beta-glucan per quantified portion. The beneficial effect is obtained with a daily intake of 3 g barley beta-glucan. One of those developed recipes are mouth-watering multi-grain biscuits. Not only do they offer health benefits, but also a desired texture and great taste.
BENEO, a leading producer of functional ingredients, offers barley beta-glucans in the
form of Orafti® ß-Fit, a clean label, non-GMO, vegan-friendly wholegrain barley flour with a beta-glucan content of 20% on dry matter. Orafti® ß-Fit can be used in a wide variety of applications. Some snack solutions can include baked goods like biscuits, muffins, cookies and cakes as well as extruded cereals. Also in dairy and dairy alternatives it can serve as a clean label texturiser.
BENEO’s customer technical support manager, Dr Isabel Trogh, sheds even more light on this versatile ingredient: “Orafti® ß-Fit is a cost-effective ingredient that offers technical advantages alongside health benefits for consumers. As well as having a neutral colour and taste, it is pH and temperature stable. When reformulating recipes with Orafti® ß-Fit, in some cases, small adjustments, like adding a bit more water, might be necessary. But most applications allow for a simple 1:1 replacement of the original flour ingredient, e.g., wheat flour, with our wholegrain betaglucan rich barley flour.”
Discover the full recipe of our instant noodles with Orafti® ß-Fit and other recipes, get inspired for your next product innovation. *References available on request
A proven way to a healthier heart.
Orafti® β -Fit is nature’s affordable solution.
At BENEO, we know that consumers have a heart for healthy food choices. That’s why we’re taking traditional foods to a heart-healthy level with an affordable source of beta-glucans. Orafti® β -fit is a wholegrain barley flour, offering 40% total fibre with 20% beta-glucans. This ingredient is proven to reduce LDL cholesterol, which lowers the risk for coronary heart disease significantly, enabling EFSA and FDA approved health claims. From pasta and cereals to breakfast biscuits or sourdough bread, our versatile ingredient makes healthy food creations easy.
Want to know more about Orafti® β -Fit? Scan here! www.beneo.com
Self-adhesive labelstock with an extremely low migration tendency
A recent comprehensive European study shows how sensitive consumers still react to the issue concerning the migration of substances into food. This risk with labels can be minimised easily and cost-effectively with the HERMA standard adhesive 62Dps due to its strengths particularly on packaging films, even in cool/moist conditions and in high-speed labelling, such as blow-on processes.
ALWAYS ON THE SAFE SIDE
The possible migration of substances from packaging materials into food is an issue that continues to cause serious concern to consumers throughout Europe. This became apparent recently in a study by the European Consumer Association BEUC entitled: ‘Unwrapped: What consumers say about safe and sustainable food packaging 1 1 000 representatives from each of the 11 participating countries took part in the study. Seventy per cent of the responses are concerned about the health effects of chemicals in food packaging. “Food manufacturers in particular are therefore doing well to keep the migration risk as low as possible, says Hendrik Kehl, product manager at HERMA. “In terms of labels and
HERMA GmbH, with its headquarters in Filderstadt, is a leading European packaging and product labelling specialist. The Group achieved a turnover of around €510.6 million in 2022 in three business divisions with over 1 100 employees.
self-adhesive materials, however, it is now simpler and more cost-effective as ever before.” As a specialist in self-adhesive materials, HERMA offers its multi-layer adhesive 62Dps with an extremely low migration tendency for 16 different label materials, many of which are available in the net width range that can be delivered at short notice.
MULTI-LAYER COATING PROCESS
This adhesive demonstrates its strengths particularly on packaging film. “Even in critical applications in cool/moist conditions, it shows very good performance and is hard to beat from an economic point of view,” emphasises Kehl. The 62Dps may be in direct contact with dry and moist food. In addition, it is suitable for fatty foods to which a correction factor of at least three can be assigned in accordance with Regulation (EU) No. 10/2011. Due to the very high tack characteristics, the 62Dps
also achieves optimal results in high-speed dispensing systems, which work with blowon processes, for example. “Overall, the 62Dps shows the advantages of a multi-layer adhesive structure”, says Kehl. “In the past, it was necessary to choose between excellent adhesive force and very low migration tendency, but thanks to the multi-layer coating process that HERMA has brought to the market, it is now possible to get the best of both worlds.” As a low-migration alternative to 62Dps, HERMA also offers the adhesive 62Gpt which has been developed for particularly challenging environments and conditions. “In the food sector, however, our experience shows that in 95% of all cases the 62Dps is the optimal variant, also from an economic point of view,” he adds.
*References available on request
HERMA - www.herma.com
ABOUT HERMA
Label Innovation: Rotolabel’s Rise to Excellence
South Africa’s Rotolabel isn’t just a label producer - they’re redefining the industry with their focus on sustainability, innovation and customer service.
NESTLED in Thornton, Cape Town, this division of the esteemed Bidvest Group has etched its mark as a premier supplier of self-adhesive labels, crafting a legacy of integrity and ingenuity since its inception in 1982. Led by managing executive Wicus Maritz, Rotolabel epitomises a commitment to surpassing customer expectations, fuelled by a blend of cuttingedge technology and unwavering dedication to personalised service. Reflecting on the company’s trajectory, Wicus emphasises: “Our goal has always been to exceed customer expectations by delivering exceptional products and service. We are driven by a passion for innovation and a relentless pursuit of perfection.” This sentiment reverberates across Rotolabel’s corridors, and is echoed by national sales executive, Grant Watson, who underscores their customer-centric approach and emphasis on tailored solutions.
ROTOLABEL
PIONEERED SELFADHESIVE LABELS
Rotolabel was one of the early producers of self-adhesive labels within South Africa, investing in leading technology to provide the market with premium quality self-adhesive labels which set the bench mark for the South African label industry. This streamlined production, boosted efficiency, and improved the final product. Their adaptability to complex designs further highlights their commitment to partnership and innovation. Rotolabel’s dedication
ROTOLABEL HAS GAINED DISTINCTION IN THE SUPPLY OF WORLD-CLASS SELF-ADHESIVE LABELS.
For over four decades, many of South Africa’s popular and most reputable wine and FMCG producers have relied on Rotolabel as the custodian of the face of their brand – the label.
Earning the label of trustworthy is thanks to our unwavering consistency, professionalism and people with a passion for producing premium quality labels.
Rotolabel was acquired by the Bidvest Group in 2008, and today forms part of the Bidvest Data, Print & Packaging division of Bidvest Branded Products. Bidvest Data, Print & Packaging is a leading supplier of printing, communications, packaging and labelling solutions in southern Africa.
With a staffing of skilled, dedicated and motivated employees, the Rotolabel plant in Cape Town offers well-designed facilities to support the flexographic and digital printing of consistently high-quality labels on a range of substrates, with a variety of finishes.
Latest generation digital presses produce superior quality labels at affordable prices and are especially suitable for lower volumes.
Complementing our printing resources is state-of-the-art finishing that offers hot and cold foiling, silkscreen and high-build, varnishing and laminating – everything you could wish for in designing a worldclass label.
"Rotolabel’s dedication to excellence is evident in its long-lasting customer relationships, which are built on trust and reliability. "
to excellence is evident in their long-lasting customer relationships, built on trust and reliability. Their longstanding and experienced sales team isn’t just selling labels; they’re packaging specialists who understand the entire process and recommend solutions that perfectly suit each customer’s needs. Highly skilled machine operators and indepth knowledge allow Rotolabel to offer exceptional service and top-quality labels.
CUTTING-EDGE TECHNOLOGY
Investment in cutting-edge equipment is central to Rotolabel’s success. They leverage a wide range of machinery, from flexographic to digital printing presses, to cater to diverse customer needs. Stringent quality control and a commitment to sustainability underscore their dedication to excellence in every aspect. While their latest digital presses produce high-quality labels at competitive prices for smaller runs, Rotolabel excels in flexographic printing.
Rise of reusable packaging solution
The increased introduction of reusable and refillable systems are being investigated not only in South Africa but around the globe – to fight waste pollution and to shift to a more circular economy for packaging, explains CCL.
Refillable bottle schemes for glass bottles that contain beer or water seem to be the most widespread. These systems all depend on similar success factors to successfully implement reuse systems: policy support and regulatory frameworks; financial incentives and investments; engagement and education; infrastructure and logistics; collaboration and partnerships; innovation and technology; and finally monitoring and evaluation.
CCL’S ICONIC ‘WASHOFF’ LABEL SUPPORTS REUSE
And there is another success factor that is often overlooked: Efficiency on the filling lines when it comes to applying and removing the product decoration - mainly labels - in the process. While labels are crucial for selling the product, providing valuable nutritional and recycling information as a lot of information that is mandated by law, it is also crucial that these are removed as efficiently and clean as possible at the end. After the consumer returns the bottle to the shop or reverse vending machines following consumption, the bottles need to be washed and prepared for refilling. These lines have to move fast to be efficient so the label needs to come off fast and without leaving any residue of the adhesive on the bottle or having the printing inks bleed into the washing water to avoid frequent water changes.
NEW Wash O ff LABELS
As not all reusable and refillable schemes will be in glass bottles due to their weight, new reusable PET bottles are popping up. These are already widely used in Germany for example. The “WashOff” label was modified to fit the washing infrastructure for PET bottles which are washed at a lower temperature to avoid the deformation of the bottles in the washing process.
Because Scandinavian countries also tend to wash their glass bottles at a lower temperature, CCL label reacted to that trend and released a low temperature version of ‘WashOff’ which detaches at a lower washing temperature and therefore also enables savings in energy and CO2 emissions in the end.
There are new innovations in the pipeline to grow the ‘WashOff’ family as new packaging systems
“The ‘WashOff’ label was modified to fit the washing infrastructure for PET bottles which are washed at a lower temperature to avoid the deformation of the bottles in the washing process. ”
are being explored. A report issued by innovation and project agency serious Business identified seven ‘highly promising’ reuse and refill applications to identify potential barriers and leverage points in a pre-implementation analysis – it stated that refillable home care products were the top pick in Kenya and South Africa. Advisory groups highlight that consumers in these countries prefer refillable home care products.
CCL UNVEILED THE ‘Wash O ff ’ LABEL FOR REUSABLE GLASS BOTTLES YEARS AGO, THIS LABEL IS ESPECIALLY ENGINEERED TO ADDRESS ALL THESE POINTS:
• The label has a built-in shrink function which gets activated once the bottle hits the hot washing water. It starts to shrink and curl and pulls itself off the bottle, supporting the removal process
• The printing inks are applied to the label using a special printing technology called Inline Coating – which means that the ink is sandwiched between the label material and the adhesive so that it is ‘trapped’ and won’t bleed into the water.
• The label is removed very quickly and efficiently, the ink and the adhesive remain on the label, no contamination of the washing water.
Customised coding solutions and samples
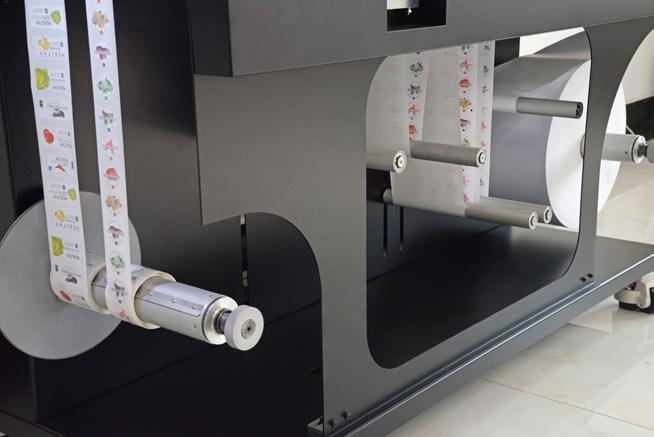
At its recently opened Application Center, LEIBINGER is offering printing samples within three working days as a free service. State-of-the-art technical equipment and advanced resources enable exceptionally realistic sampling.
The LEIBINGER Application Center creates print samples in line with specific customer requirements. In other words, companies from all sectors can now send in samples of their products, which are first analysed and then printed and tested with different inks. The samples provide a perfect decision-making tool for the right coding & marking solution, which customers can use to get started as quickly as possible. To this end, the Application Center team is in close contact with customers throughout the entire sample printing process.
NEW APPLICATION CENTER
“Every material has different properties, and every ink behaves differently on them. This is why it is essential to test ink on specific materials so that customers can assess the results for themselves,” explains Dr. Bastian Klose, Head of the LEIBINGER Application Center. Since July 2024, the former sample printing facility has been located in new premises with more space and advanced, state-of-the-art equipment. “We decided on the term Application Center because we have created many new possibilities here to produce the best prototypes for our customers in a way that replicates real-life processes,” explains Klose.
The Application Center offers an exhaustive portfolio of services: Customers receive their printed samples back within three days –entirely free of charge. To make this happen, the Center uses a fleet of some 70 printers. “This is truly exceptional in our industry,” explains Klose. “And it is only possible thanks to LEIBINGER’s fully automatic nozzle sealing
"The LEIBINGER Application Center creates print samples in line with specific customer requirements."
technology, which ensures that the ink never dries. Press the button to print samples, and the nozzle simply closes. Every printer is ready for use at any time at the push of a button, even when highly pigmented inks are used,” adds Klose.
FLAWLESS INK ADHESION
Using IR spectroscopy, LEIBINGER can precisely determine the material class of the product to be sampled. With a little skill and expertise, additives in the material can even be identified in some cases. This is essential for selecting the ideal ink for the material, as the specific properties of the ink and material influence each other. If needed, the materials can be pre-treated directly at the Application Center – using processes such as Corona or Plasma – to modify the surface properties of the materials and optimise ink adhesion. The Application Center is also true to the industrial process when it comes to speed. A specially designed acceleration unit enables the team to create print samples at defined speeds, simulating a real-life production environment. “After we
have created the samples with the selected inks, we prepare a detailed sample report,” explains Klose. “This is provided to the customer along with the printed samples.”
INK LAB AND APPLICATION CENTER
The LEIBINGER ink portfolio includes some 70 inks. They are developed in the cutting-edge ink laboratory, which has had its own building since 2022. The new Application Center has now been added – to ensure short distances, seamless coordination and ideal working conditions. The laboratory team, with its many years of experience, develops a wide range of inks, including sterilisation-resistant ink, fluorescent security ink, FDA-compliant ink, food-safe ink and many others. “Our ink laboratory is the birthplace of LEIBINGER inks,” says Klose. “This is where we develop customised solutions for different markets, ranging from the food industry to fastmoving consumer goods (FMCG) and even cable production.”
Dr. Bastian Klose highlights that LEIBINGER goes far beyond the standard in the coding & marking market – also in terms of customer service. “We provide our customers with printing solutions that are perfectly tailored to their specific application.” Thanks to comprehensive advice and sample production that replicates real-life processes, customers can be sure that they are receiving the very best solution to meet their coding & marking requirements.
Celebrating 10 years of excellence
Last year 2024, Bizerba celebrated the 10th anniversary of its Market Organisation in South Africa.
Since its establishment on May 2, 2014, the weighing technology specialist’s location has grown from a small unit to an essential player in the African market. To mark this milestone, special events were held in Cape Town and Johannesburg to celebrate with customers and partners. In addition to classic machines for the food industry, Bizerba Southern Africa now also offers intelligent solutions for the retail sector. The Market Organisation was founded to regain lost market share following Bizerba’s withdrawal in the late 1990s. Initially focused on retail, the organisation has shifted its emphasis in recent years to the industrial and logistics sectors in response to the rapid industrialisation and growing economic importance of South Africa. Today, the Bizerba Southern Africa offers comprehensive solutions in industrial
weighing and pricing, inspection, and logistics, integrated with local ERP systems and enhanced by an extensive portfolio of solutions for food processing and packaging.
MILESTONES AND ACHIEVEMENTS
Among the outstanding achievements of the past ten years are the installation of complete labelling and inspection lines at leading regional companies such as Cavalier Foods, Lynca.
dedication of the growing team, which now numbers 24 employees.
A DYNAMIC AND COMMITTED TEAM
“Our young team embodies creativity, agility, and South African ingenuity while striving for G erman professionalism and precision, “ emphasises Christian Schiess, managing director of Bizerba South Africa. He adds, “This combination of local adaptability and international excellence has enabled us to remain resilient even in challenging economic times.”
Meats, and Lancewood Cheese, as well as international clients like Lactalis. Other milestones include the successful integration of solutions that make Bizerba a holistic provider for food processing, the introduction of zero-waste solutions, and AI-driven object recognition scales at renowned retailers. These successes would not have been possible without the Bizerba – www.bizerba.com
CEO & Shareholder Andreas W. Kraut adds, “Our success story in South Africa demonstrates that with a dedicated team and a clear focus on our customers’ needs, we can achieve great things.
Image:
LABELLING
Sauce Land invests in technology as consumer demand grows
Local sauce manufacturer, Sauce Land has been in business since 2004. The company recently embarked on a campaign to increase capacity with the installation of a new sauce filling lines at their premises in Randburg, Gauteng.
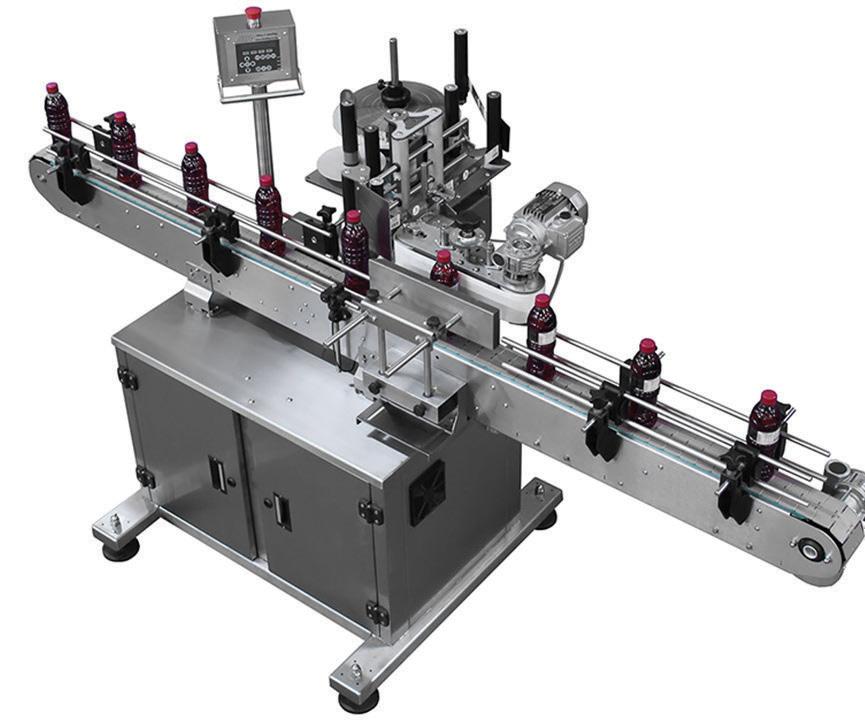
The new line includes an automatic bottle-feeding table, bottle inverter with Ozone purging, automatic 12 head progressive cavity filler, rotary capping machine, sleeve labelling machine, double sided self-adhesive label applicator and an automatic shrink wrapper with tray inserter.
“Prior to expansion of the new facility, production levels were around 30 bottles per minute. The new facility and equipment have taken our capacity up to 80 bottles per minute on the one litre line and we can now accommodate demand from our loyal customer base. Further good news is that in the future, we plan to increase capacity even further,’ says Jared Fagri, the company’s managing director. “We have invested in our new production site, and this serves as one way in which we can confirm our determination to continue to serve the food industry.”
DRIVING GROWTH
The expansion project started in June 2022 and required Sauce Land to build a completely new bottling plant. The entire project was self-managed, and several different suppliers were used to complete it. The bottling facility alone consists of some 900m2 of purpose-built factory space. The factory was built to meet the stringent standards of FSSC 22000.
All the new filling, capping, labelling and shrink wrap equipment was supplied and installed by Gauteng-based IJP Filling and Labelling. These lines are versatile inline filling equipment and has been designed to cope with the demand for various bottle sizes and various sauces with different viscosities.
The company is particularly proud of its newly designed double lane 12 head progressive cavity filling machine. The unit offers the choice to run a single lane for smaller batches or both lanes for the larger batches at high filling accuracies.
IJP Filling and Labelling has re-engineered the filler to cope with customer’s needs
The new line includes an automatic bottlefeeding table, bottle inverter with Ozone purging, automatic 12 head progressive cavity filler, rotary capping machine, sleeve labelling machine, double sided self-adhesive label applicator and an automatic shrink wrapper with tray inserter
ofhigher production outputs on high viscosity products with the added benefit of quick change over times without the need for change parts between different bottle sizes. This installation is the first order that the company has been awarded for the newly designed equipment.
“We believe that our local manufactured packaging equipment offers great value for your money with the added benefit of local support,” says IJP’s owner, Leon van Wyk.
The need for affordable quality sauces continues to grow at a rapid rate in Southern Africa. “Although the market for sauces has been huge for many years, the market for affordable high-quality sauces has really only seen enormous growth over the past ten years,” Fagri points out. “The products have a relatively small profit margin, therefore, to keep up with the demand, the way to go was to completely automate facilities.’”
Various sauces are produced by the company. These are highly regarded and well established in the marketplace and are becoming rapidly available.
“When we started with our manufacturing expansion plan, we were looking for a local, quality equipment supplier with whom we could form a partnership,” Fagri explains.
“The scope also included good backup service, as well as the right price. IJP Filling & Labelling met the criteria.
“We like to be able to pick up the phone, and talk to someone on the supplier’s side, regardless of the time of day. This is how we run our business, and it is refreshing to find a supplier with a similar mindset,” he concludes.
Sauce Land was established in 2004, and is based in Randburg, Gauteng.
The company also distributes to most neighbouring countries.
IJP Filling and Labelling –www.labelling.co.za
The new facility and equipment have taken our capacity up to 66 bottles per minute on the one litre line
A few examples of the quality products produces at Sauce Land
Inline pump filling equipment
equipment
Round bottle labelling
Gravity filling equipment
Entry level filling equipment
Front and back labelling
Pharmaceutical labelling & coding
Rotary filling
In-house advantage: Label and packaging mastery
In 2024, Southern African food and beverage manufacturers aim to gain a competitive edge by producing their labels and packaging in-house. Beyond cost savings, in-house production offers the freedom to experiment with designs, adapt to market trends swiftly and streamline supply chains, ensuring a distinctive and responsive brand presence on the shelves.
In today’s competitive world, every industry is striving to make their product stand out on the shelves. Food and beverage manufacturers in Southern Africa are no exception. There are various ways in which a manufacturer can make their product more appealing, such as catchy slogans, informative marketing messages, and striking packaging materials. However, one of the most crucial elements that make a food or beverage product attractive to the consumer is the label and packaging. As a result, it’s crucial for Southern African manufacturers of food and beverage products to consider investing in equipment to produce their product labels and packaging in-house.
One of the primary reasons for manufacturers in Southern Africa to invest in such equipment is the freedom and flexibility it provides. The ability to produce their labels and packaging in-house gives complete control over the design and production process. This enables the manufacturer to experiment with different design and packaging options to determine what works best for their product and target market. Manufacturers can create unique and distinguishable label designs that accurately represent their brand identity. Additionally, in-house production of product labels and packaging can help cut down on expenses by eliminating the need to outsource to a thirdparty printing service.
IN-HOUSE LABELLING ADVANTAGES
Another significant advantage of in-house label and packaging production is that it allows manufacturers to respond quickly to market trends. In today’s fast-paced market, it’s vital to be able to adapt to changes quickly. Manufacturers can keep up with the latest market trends and seasonal demand by creating and modifying their labels and packaging on demand. In-house production
can be quickly modified to suit the changing market conditions.
Additionally, in-house label and packaging production enables manufacturers to reduce lead times. Lead time is a critical element in the supply chain, and delays can result in lost sales or production downtime. Thirdparty printing services have a more extended lead time, which can cause bottlenecks in the supply chain. On the other hand, inhouse labelling and packaging production allows manufacturers to get their products to market faster, reducing lead times and streamlining the supply chain.
ABOUT US
We are all about digital label production systems. Whether you are looking to print digital labels in-house or printing for clients, we have a solution to suit your requirements. With over a decade in digital label printing equipment, NSI Label is South Africa’s most trusted supplier. We supply and support some of the world’s leading labelling brands throughout SubSaharan Africa. Our products include digital label printing machines, digital label finishing equipment, barcode printers, metallic foil printers, label application equipment and a wide variety of label media in both sheet and roll formats.
OFFERING VARIOUS BENEFITS AND OPPORTUNITIES
In-house labelling and packaging production can also improve supply chain efficiency. By controlling the label and packaging production process, manufacturers can integrate the printing process with other production processes. This allows them to create labels and packaging as needed, reducing inventory costs and eliminating the need for warehousing.
In conclusion, investing in equipment to produce their product labels and packaging in-house, provides a range of opportunities and benefits to food and beverage manufacturers in Southern Africa seeking to level up in their products’ competitive industry. It provides freedom and flexibility in packaging design; enables quick response to market trends and changes, reduces lead times, streamlines the supply chain operation, and allows manufacturers to adapt faster to the demands of their target market. Taking that leap would indeed translate into a practical business move and investment.
Packaging Innovations Drive Success
Siyaka is revolutionising the packaging industry with its innovative solutions, earning recognition at the prestigious 2024 Gold Pack Awards for cost-efficient, high-quality printing.
In the AfriStar Produced in Africa Awards category, Siyaka’s Mauritius facility was awarded a silver medal for Tennis Doubles 125g biscuits for providing a printing solution that halved the lead time, ensuring production and cost efficiency whilst providing high quality graphics. The company provides printing prowess with affordability gains.
BIG ENOUGH TO DELIVER AND SMALL ENOUGH TO CARE!
Siyaka emerged in 2000, and with visionary leadership and strategic management, it’s growth has led to a multi-site operation strongly servicing the SADC region through strategic distribution and marketing networks. Custom to years of technical expertise, strategic alignments and innovative spirit, Siyaka’s industry, product and market knowledge ensures value engineered packaging is delivered at optimum quality.
Siyaka provides its clients with bespoke supply chain benefits, investing in collaborative partnerships, stringent compliance and state of the art infrastructure resulting in all-around-efficiencies, consistent quality and customer service excellence in the most demanding markets.
TECHNICAL EXPERTISE IN PACKAGING
Jessica Busa, head of special projects at Siyaka, explains that this type of direct food packaging requires technical knowledge to prevent odour migration, especially with high-absorbing biscuits. Such packaging necessitates ensuring a minimal oxygen transmission rate, high product integrity and shelf
Training & Education
Our investment in people is another way we add value to our business and yours. We incorporate training and professional development to align employees with the future needs of the company. Building onto the wealth of knowledge and experience held by our team.
Cost Efficient
As well as enhancing a product, packaging must contribute to the products’ efficiency and reduce costs. We work closely with customers to ensure there is an improvement of raw material and technology in order to maintain a cost effective and efficient product development process.
Modern Technology
Housing the latest printing technology, we
life, a perfect seal and fast drying inks that don’t risk permeating through the substrate. Siyaka’s technical product development team sourced the specialized raw material required and collaborated with their experienced Quality Control department to ensure the highest quality product was created. Although the criteria of award-winning
have production flexibility which allows us to confidently tackle the most difficult and largest production runs and maintain a high quality product throughout.
We Think Green
We are mindful and sensitive to reducing our impact on the environment by using water and energy efficiently. We care for our planet by responsible waste management and have created an Environmental Policy to ensure our position and values are upheld.
Research & Development
Research is done in areas of new substrate testing, inks and equipment available to be in line with market demand. Developing speciality substrates with our suppliers have led to many positive breakthroughs in meeting customers’ requirements.
Image: Supplied by Siyaka.
“Siyaka also received finalist awards in the Non-Perishable Foods category for the Bakers Choc-O Break 125g wrapper and Whispers 200g bag.”
products include the excellent application and execution of new, innovative and creative packaging, another topic that the judges look for is the green impact to the supply chain. Due to the faster WIP period, specialised inks and curing methods, Tennis Doubles improved energy saving and efficiency. Siyaka also received finalist awards in the Non-Perishable Foods category for the Bakers Choc-O Break 125g wrapper and Whispers 200g bag.
INNOVATIVE DESIGN TECHNIQUES
In each packaging design, the focus at the forefront is providing sophisticated ideas with simple solutions. The cost of the
Bakers Choc-O Break wrapper was reduced by eliminating an entire colour station and allowing the metallised swirl effect to emerge from the existing substrate metallisation, upon which a screen of purple ink was laid over. By careful opening of the fonts, change to sequence colours, incorporating high-definition plates and ensuring an optimal level of press control was maintained a sharp text and high-quality graphic product was achieved. For the Whispers bag, Jessica reveals that the print was sandwiched between two clear BOPP layers – this specialist material enables seal initiation temperature at low heat.
The judges praised the use of one high-opacity white ink pass instead of double white, the restructure of the substrates, adhesives and curing and corona treatments that yielded a cost-effective and ‘gravure quality’ result. Both process re-engineering initiatives focused on providing a product that best suited each customers vision, reduced costs, and enhanced quality and visual appeal.
Siyaka - www.siyaka.net
A higher state of consciousness
Brenntag’s Food & Nutrition specialists predict that in 2024 and beyond, conscious consumerism - the practice of mindfully and intentionally buying and using products as a statement of values - will be the top global food & beverage industry trend.
We have leveraged all our research resources - customer and supplier insights, ingredient performance data, country-specific application experience, product launch activity scanning and market research - to pinpoint the trends that will drive consumer preferences across the globe in 2024. This exercise has revealed that consumers are moving away from ‘passive consumption’ and putting themselves more and more in the driving seat when it comes to deciding which food choices to make and which brands to support.
Conscious consumers make informed decisions that align with their values and priorities, as Joanna Self, America’s strategic marketing director at Brenntag, explains:
“Conscious consumerism is about people being aware of what they are buying; they want the information they need to be able to make informed choices and they want to feel as though they are in control, that it is their choice that they have made as a reflection of their knowledge, beliefs and priorities,” she says. To resonate with the conscious consumer, brands must be transparent and honest on every level. “Consumers expect complete clarity and transparency from brands in every respect - from traceability and sustainability to a label that gives them a clear understanding of what is inside the product. This information is crucial in helping them make conscious decisions,” says Dr Nadia D’Incecco, EMEA strategic marketing director at Brenntag.
“Consumers expect complete clarity and transparency from brands in every respect - from traceability and sustainability to a label that gives them a clear understanding of what is inside the product ”
ECO - HEALTH- AND BUDGET-CONSCIOUS
Making sustainable choices is, of course, a major part of this mindset, but it is not the only motivation. Alongside sustainability, we have identified two further trends that are of growing importance to conscious consumers. With the current cost of living crisis, affordability is a definite consideration, and personal health & wellness is another top priority as people seek out products that fulfil a desire for self-preservation.
“The key for food & beverage manufacturers is to figure out which values are important to its target audiences and leverage these through innovation, reformulation and communication with consumers,” notes Sherlyn Sim, APAC strategic marketing director at Brenntag.
Sustainability, health and affordability are global trends, but harnessing these macrotrends to reach conscious consumers will require a sharper, region-specific approach.
Drawing on insights from Brenntag Food & Nutrition’s in-market specialists, this article looks at how these trends are playing out at a regional level and can be translated into the foods and beverages of tomorrow.
TREND #1: HOLISTIC SUSTAINABILITY
To date much of the food & beverage industry’s focus on sustainability has been around packaging and the development of plant-based offerings. As we move through 2024, we can expect to see the industry transitioning to a more holistic approach to sustainability and taking plant-based innovation to the next level.
“Many companies have responded to the sustainability challenge by changing packaging because it is the most visible and fastest solution, but conscious consumers are looking for all-encompassing solutions that go beyond packaging. Plant-based and hybrid foods offer a lot of scope for helping consumers make more sustainable choices,” says Justyna Rynkiewicz, market Insight manager, Nutrition, at Brenntag EMEA, with reference to the EMEA market.
The plant-based space has exploded in recent years, but some early attempts at innovation fell short of the mark on taste and texture. According to Justyna, this issue has now been addressed with the help of companies like Brenntag, who have supported the food industry with solutions for improving the taste, texture and appearance of plant-based foods.
Brenntag - www.brenntag.com
Transform your beverage line with our Clear Protein Beverage
Craft clear, refreshing protein drinks that your customers will rave about. Our innovative Clear Protein Beverage formula eliminates aftertaste, minimizes foam, and ensures a smooth, crystal-clear texture for a delicious experience every time.
Backed by our expert support, you’ll effortlessly create market-ready products that deliver exceptional taste, performance, and clarity. Meet consumer demand for both functionality and flavor—unlock your product’s full potential with our Clear Protein Beverage today.
brenntag.com
Food manufacturers face significant challenges in their pursuit for more efficient and productive processes, including the need to reduce product waste. The role of product inspection solutions in the food manufacturing industry has never been more crucial. With increasing manufacturing costs and labour challenges, the focus on automation, data management, and waste reduction has become essential for companies striving to remain competitive.
REDUCE COSTS AND BOOST PRODUCTIVITY
Integrating smart product inspection solutions throughout the production line enables food manufacturers to address rising operational costs effectively. Microsep, in collaboration with METTLER TOLEDO, provides state-of-the-art product inspection instrumentation designed to meet the needs of the food and beverage industry. These solutions improve productivity, ensure product safety and quality, prevent costly recalls, and support regulatory compliance.
Enhancing Food Manufacturing Efficiency
Advanced product inspection technologies to improve productivity and minimise Costs.
ADVANCED DETECTION TECHNOLOGIES
METTLER TOLEDO Safeline’s cutting-edge metal detection and x-ray inspection systems automate critical processes to mitigate recall risks and protect brand reputation. These systems detect and reject contaminated products while enhancing overall product quality. Installing these systems early in the production line ensures that contaminated ingredients are detected and removed before further value is added, reducing packaging waste and downstream costs. This proactive approach also minimises production interruptions, saving time and labour.
High performance checkweighers
Garvens dynamic checkweighers play a vital role in identifying overfilled or underfilled products, helping manufacturers reduce waste, improve efficiency, and comply with Weights and Measures regulations. X-ray inspection systems complement this by verifying fill levels. Combining x-ray inspection with checkweighing into a single integrated system delivers further efficiencies, performing multiple quality checks in
“Microsep, in collaboration with METTLER TOLEDO, provides state-of-theart product inspection instrumentation designed to meet the needs of the food and beverage industry.”
food manufacturers in achieving a sustainable and technologically advanced future.
Innovation driving and sustainability
METTLER TOLEDO’s product inspection solutions are more than just technological innovations – they are strategic tools that support business success. By enhancing productivity, reducing costs, and embracing digitalization, these solutions empower manufacturers to achieve their operational goals. Furthermore, METTLER TOLEDO actively supports sustainability by offering solutions that minimise food waste, reduce energy consumption, and optimise resource utilisation.
Embracing automation and
Advanced data management software seamlessly integrates product inspection systems into production lines, enabling greater automation, control, and traceability. This promotes digitalisation and supports
In today’s competitive and challenging market, adopting advanced product inspection technologies is a necessity. With trusted partners like Microsep and METTLER TOLEDO, food manufacturers can navigate these complexities, ensuring their processes are efficient, productive, and sustainable.
Maintain compliance
Avoid product waste
Maintain compliance
Avoid product waste ✔ Maintain compliance
Ensure product integrit y
Ensure product integrit y
Innovative X-ray System Enhances Packaging
Universal Flexible Packaging has adopted Ishida’s IX-EN-2463 X-ray inspection system and DACS-G checkweigher to improve packaging for Itsu’s noodle cups. This solution ensures quality control and efficiency, handling 80 packs per minute, while meeting stringent UK retailer standards and enhancing overall operational reliability.
An Ishida X-ray inspection system and checkweigher combination has played a key role in enabling one of the UK’s leading contract packing companies to implement a new packaging solution for a major customer.
Universal Flexible Packaging, based in Leicester, UK, is a long-term partner of leading Asian-inspired food brand Itsu. Itsu wanted to reduce the amount of packaging for its premium noodle cup range with a new cup and foil sealed lid. However, this meant quality checks using traditional metal detectors would not be possible, and for a filling and packing system where the majority of the equipment is built of stainless steel, X-ray provided the best solution for both brand and consumer protection.
CHALLENGE OF KEEPING LIGHTWEIGHT CUPS UPRIGHT
While X-ray inspection technology delivered effective quality control, the challenge was to keep the lightweight cups upright. With most other X-ray solutions, cups would topple as they pass through the protective curtains to enter the inspection chamber.
Ishida’s solution was to use its entrylevel IX-EN-2463 X-ray inspection system with a lower 50kV voltage and remove the protective curtains. As the pots enter the chamber an extended guarding provides full protection from the X-ray process without the need for the curtains.
“We have a longstanding working partnership with Ishida, so they were the obvious choice for this particular application,” said Steve Potter, Universal Flexible Packaging’s engineering manager.
“As well being able to come up with a suitable solution, the company’s IXEN X-ray inspection system was very competitively priced.”
CHECKWEIGHER FOR FINAL QUALITY ASSURANCE
The IX-EN is integrated with Ishida’s DACS-G
checkweigher, which provides a final weight check to ensure that all ingredients in the pot are present. The system incorporates Ishida’s Retail Reject Confirmation (RRC) software that checks and confirms that any out-of-spec products or packs have been successfully removed from the packing line, in line with individual UK retailer quality standards and codes of practice. Two reject bins identify packs rejected by either the X-ray or the checkweigher.
“The installation and integration with the rest of the line was seamless, and both machines have proved very reliable and easy to operate,” said Steve Potter.
The Ishida X-ray and checkweigher combination is handling two designs of pot at around 80 packs per minute and is in operation for up to 24 hours a day, five
“The Ishida X-ray and checkweigher combination is handling two designs of pot at around 80 packs per minute and is in operation for up to 24 hours a day, five days per week. ”
days per week. Importantly for Universal Flexible Packaging, the system has helped to increase efficiencies on the line.
A further benefit of the Ishida IX-EN is its ability to identify other types of foreign bodies, such as glass, ceramics and stones. While it is highly unlikely that such items would be found in the cups, this capability adds a further level of quality assurance to Universal Flexible Packaging’s operations in line with its BRC AA* accreditation.
The latest quality control system joins the existing seven multihead weighers and 15 checkweighers currently in operation across Universal Flexible Packaging’s two factories in Leicester.
“Ishida has been a reliable partner for us for many years,” concluded Steve Potter. “As well as the quality of the equipment, we know that in the event of a problem or the need for a spare part, we will always receive a fast response. It is reassuring to have a large global company that is still able to deliver a personal, localised service for its customers.”
Directly from its home location in Bavarian Swabia, the acclaimed family business Carl Durach GmbH & Co. KG produces pickled products and vegetable preserves for the European market.
Well-known bulk consumers as well as prominent discounters have always been some of the satisfied customers of a company that can rightly be proud of over 130 years of experience with natural products. On site the company uses special manufacturing techniques that honor established traditions and yet always adhere to the latest standards. To maintain the highest quality standards, Wipotec checkweighers and X-ray systems are therefore in continuous operation – a lasting collaboration to the benefit of both partners.
CHALLENGES FOR BEET PRODUCTION IN GLASS JARS
At Carl Durach, beet’s journey begins as cut slices, which are placed on vibrating screens to pass through the further production process. Foreign bodies are already eliminated in the upstream cooking- and washing process; however, sorting is made much more difficult due to the fact that natural products have different textures. Beet leaves marks – on the floors of the production halls, but above all also between the machine parts. Acidic foodstuffs containing vinegar, sugar or salt are aggressive and require thorough cleaning of any surfaces they come into contact with. For this reason, the actual contents are checked at the Carl Durach plant using HC-M-WD checkweighers, which are suitable due to their wash-down hygienic design.
“Here at Durach, we rely on Wipotec’s X-ray technology as the final instance of foreign body prevention in the product. In addition to our own high standards every product must both comply with all official requirements and meet the expectations of end users in every respect.”
GLASS-IN-GLASS INSPECTION
Next, the glass jars are sealed with lids and go through the process of pasteurisation, closely followed by probably the most important control mechanism: According to Stefan Tarnowski, member of the management, “Here at Durach, we rely on Wipotec’s X-ray technology as the final instance of foreign body prevention in the product. In addition to our own high standards every product must both comply with all official requirements and meet the expectations of end users in every respect.” What is the ideal solution to achieve this? The SC-S 5020 Dual View X-ray scanner. Even at first glance, the scanner reveals its sophisticated design. Cleaning is facilitated by a generous ground clearance, including a separate water drain,
while the body of the SC-S 5020 can be opened fully to allow easier access. A highly accurate two-beam system inspects the contents of the glasses from multiple angles. So, critical areas like the lid or the base are inspected closely and are ejected if contamination with foreign bodies is detected.
EFFECTIVE DATA TRANSFER
The data collected from the check weighers and X-ray systems are also aggregated using Comscale software. “We couldn’t ask for a better overview. Various analyses help to identify trends early on so that counteraction can be taken on time in the production process,” states Günter Durach. Responsible employees can even access the central database using their mobile devices. “For us, Comscale represents a significant time saving that greatly reduces the effort required to manage and capture data. This is a very significant advantage over the competition.
Dual View X-ray scanner for optimal inspection of standing products
Everything in view with Comscale – data management for inspection systems
Separation
HINDS SPICES GETS A PACKAGING UPGRADE
Hinds Spices, one of South Africa’s most iconic and fastest-growing spice brands, is proud to announce the launch of its new 200ml bottle value pack. This exciting new offering brings convenience, sustainability, and value to consumers, with innovative packaging designed to lock in freshness while in storage.
HENNESSY EXCLUSIVE X.O COLLECTION AVAILABLE IN S.A
Hennessy, the world’s leading cognac brand, proudly announces its latest collaboration with acclaimed artist Jean-Michel Othoniel, renowned for his monumental sculptures and hand-blown glass artworks. This partnership merges the realms of fine art and luxury spirits, resulting in two extraordinary creations: the Hennessy X.O Masterpiece and the Hennessy X.O Limited Edition.
Hennessy has partnered with the most esteemed talents in design, fashion and culture over the years, with the likes of designer Tom Dixon, architect Frank Gehry, and fashion icon Kim Jones amongst its collaborators. This latest project with contemporary artist Jean-Michel Othoniel reaffirms Hennessy’s commitment to innovation, design and creativity.
Inspired by Hennessy’s rich heritage and craftsmanship, Othoniel first crafted the X.O Masterpiece decanter which seamlessly blends tradition and innovation, infused with his signature artistic brilliance and fascination with light and reflection adorned with precious crystals destined to become coveted collector’s items.
Building on Hinds Spices’ tremendous success in both the short and long term, RFG is expanding its product range with the launch of the 200ml recyclable plastic bottle, reinforcing Hinds Spices’ commitment to sustainability and environmental
responsibility. This innovation not only enhances product convenience but also strengthens the brand’s position in the growing spices category.
“The new 200ml value pack is designed to cater to the modern consumer’s needs. It offers the perfect balance of convenience and sustainability, allowing customers to continue cooking with Hinds Spices without the worry of wastage or mess,” says Shevani Singh, Brand Manager at RFG. “We’ve made sure that two Hinds spice refills fill one bottle perfectly—this means no wastage and no mess, making it an ideal solution for homes that use our spices daily.”
WOODLANDS DAIRY’S FIRST CHOICE LAUNCHES NEW DAIRY SNACK
Woodlands Dairy’s First Choice, renowned for its innovative approach to high-quality dairy products, has introduced a new addition: the Low Fat Fruited Dairy Snack.
Marilee Jansen van Nieuwenhuizen, brand manager at Woodlands Dairy and First Choice, explains that the range previously lacked a delicious, healthy snack containing real fruit pieces. “Driven by our commitment to innovation and quality, we created the Low Fat Fruited Dairy Snack to deliver a unique and satisfying taste experience with every bite,” she says.
As a trusted brand with a strong reputation for dairy snacks, First Choice has seen great success with recent launches such as the Smooth Flavoured Dairy Snack, Low Fat Drinking Dairy Snack, and Power Cup. “We’re excited to expand our range with the Low Fat Fruited Snack and Double Cream Dairy Snack,” adds Van Nieuwenhuizen.
The new Fruited Dairy Snack is available in a variety of flavours to suit all tastes. Consumers can enjoy familiar favourites like Mixed Fruit, Strawberry, Granadilla, and Peach & Apricot, as well as exciting new options such as Mixed Berry and the unique Guava + Custard, which offer a fresh twist on beloved classics.
GLENFIDDICH’S GRAND CHÂTEAU EXPERIENCE
In a bold celebration of heritage and innovative luxury, Glenfiddich showcased a unique finedining experience, honoring the release of its exquisite, limited 31-Year-Old Grand Château whisky.
Set against the stunning backdrop of Johannesburg at the prestigious Four Seasons Hotel, The Westcliff, the three-day affair transformed the venue into an unforgettable immersion into artistry, flavour and unmatched elegance.
Glenfiddich’s partnership with Chef Katlego Mlambo, who invoked his maverick spirit to create masterful French fusion cuisine, set the stage for a culinary journey that redefined fine dining.
“Creating a menu for the Grand Château experience involved infusing the essence of French finesse with the Scottish roots of Glenfiddich,” said Chef Mlambo, who captured the allure of a menu that perfectly blended sophistication with playful twists.