The future of labelling in the food and beverage industry is exciting. With a focus on innovation, sustainability, and consumer engagement, we can expect even more advancements in this dynamic sector. South Africa’s labelling regulations draft, known as R. 3337, was published in April 2023, replacing the previous regulations (R.146) from 2010. This draft emphasizes providing clear and accurate information to consumers and underwent a public comment period that closed in July 2023. As labelling regulations continue to evolve, manufacturers face the challenge of staying compliant with these changes, necessitating solutions that are both innovative and aligned with global regulatory standards. Ecoconsciousness is at the forefront of these changes. Consumers are demanding sustainable packaging solutions, and labelling reflects this shift. Biodegradable materials, recycled content, and minimalist designs are gaining traction. For more on this, see pages 12 – 27
In this issue, we also highlight how the herbs and spices industry goes beyond adding flavour to our food, offering nutritional value and enhancing visual appeal with their vibrant colours and textures. Read more on pages 28 – 33. Moving on to the AI (Artificial Intelligence) of things, pages 45 – 48 explore how AI is infiltrating every stage of the manufacturing process, from farm to fork, bringing about a wave of efficiency, innovation, and optimisation. Additionally, we investigate the latest developments in pumps, valves, and hoses, as well as new offerings in cereals and grains solutions.
Don’t forget to turn to page 6 and mark your calendars with the latest upcoming industry trade shows!
POSTAL ADDRESS PO Box 784698, Sandton, Johannesburg 2146
Published by New Media, a division of Media24 (Pty) Ltd
MANAGEMENT TEAM
MANAGING DIRECTOR: Aileen Lamb
COMMERCIAL DIRECTOR: Maria Tiganis
STRATEGY DIRECTOR: Andrew Nunneley
CHIEF FINANCIAL OFFICER: Venette Malone
CEO: MEDIA24: Ishmet Davidson
HEAD OFFICE
New Media, a division of Media24 (Pty) Ltd 8th floor, Media24 Centre, 40 Heerengracht Cape Town, 8001
Our value-added systems prepare and cook consistently superior beef, pork, chicken, turkey, fish and other meat products including other Meat Alternative Products to create a distinctive quality that stands out in the marketplace.
Johannesburg, South Africa 5 – 7 August www.foodshowafrica.com
Morocco SIEMA
Casablanca, Morocco 27 – 29 August www.siemamaroc.com
September
Plant Based World
New York, USA 11-12 September www.plantbasedworldexpo.com
Dairy Expo
Nairobi, Kenya 10 – 12 September www.dairymanufacturingafrica.com
Label Expo Americas Chicago, USA 10 – 12 September www.labelexpo-americas.com
October
CELEBRATING EASY AND DELICIOUS MEALS
Bacon and sausages may be where Eskort started 107 years ago in the small town of Estcourt (where it still has a factory), but its product line-up has expanded vastly since then. The latest addition includes convenient air fryer-ready products.
To coincide with the arrival of these quick and easy dishes from South Africa’s leading pork manufacturer, Eskort’s latest campaign is encouraging consumers to turn the tables on the social media trend of posting pictures of complex meals that have taken hours to prepare.
“Life is hard enough without adding unrealistic expectations about what a delicious plate of food should look like, when in fact, the true success of a delicious meal should be measured by whether the plate ends up empty,” says Marcelle Pienaar, marketing director of Eskort.
To read more visit, FoodReview.co.za
EMBRACE WINTER WITH LANCEWOOD GREEK DELIGHT YOGHURT
With the cooler months approaching it is the perfect time for warm, indulgent and wholesome meals. LANCEWOOD introduces their Greek Delight Double Cream Plain Yoghurt 700g - a proteinpacked treat that wraps each spoonful in luxurious, velvety goodness. Perfect for those who are seeking rich flavour, yet still mindful of health, this yoghurt is a mere 89 calories (about 7 minutes of running) per serving, making it the perfect guilt free indulgence.
“At LANCEWOOD, we understand that our consumers desire both delectable and nutritious options without having to compromise on taste,” says Shereen Anderhold, Marketing Manager at LANCEWOOD. “Our Greek Delight Yoghurt is crafted to meet these needs, offering a high protein snack that supports an
PROFITABLE CHEESE FORMULATION
The processed cheese market in South Africa has grown by nearly 30% from 2019 to 2023, with continued growth expected. Despite cheese not being a staple in South Africa’s food heritage, consumer demand is rising due to its versatility and extended shelf-life compared to natural cheese. Manufacturers face the challenge of creating affordable, consumer-preferred dairy and non-dairy cheese products while managing rising ingredient costs.
Affordability is crucial, given the increasing cost of household food items. Processed
cheese can be reformulated to offer lowsodium, low-fat, vitamin-fortified, and dairyfree varieties, catering to diverse consumer needs. Non-dairy ingredients are essential for meeting preferences for vegan, non-fat, and dairy-free products, as well as for reducing ingredient costs.
Innovations in plant-based ingredients, such as gelling starches, enable the creation of vegan cheese alternatives that mimic the melt and stretch of natural cheese. Modified starches can lower the cost of cream cheese formulations without sacrificing texture or
active lifestyle and contributes to muscle maintenance with its fortified protein content of 5g per 100g (about 3.53 oz) serving.”
For a delightful start to your day, blend Greek Delight with crunchy granola and vibrant berries or any fruit of choice to create a breakfast that energises and excites. Its versatility stretches beyond breakfast and snacking in between meals - simply drizzle with honey and sprinkle with nuts for a simple and delicious treat. Beyond snacking, Greek Delight® serves as a creamy base in savoury dips, a rich filler in tarts and quiches, or a healthier substitute for sour cream or mayonnaise in your favourite recipes.
Try it today and instantly elevate your meals and snacks into moments of true culinary joy with LANCEWOOD Greek Delight Double Cream Plain Yoghurt – just add wholesome!
taste. Advances in starch technology allow for the replacement of dairy ingredients with sustainable, plant-based alternatives. To read more visit, FoodReview.co.za
FI EUROPE 2024 REGISTRATION IS OPEN
F&B industry tastemakers from around the world can start planning their participation in Fi Europe 2024, which returns to Messe Frankfurt from 19-21 November 2024. Registration has opened for Fi Europe 2024. Make sure to lock this unmissiable food and beverage industry event into your schedule. The 2024 edition will offer a host of new features, including an expanded Food Manufacturing Technologies
& Solutions Area and the Pet Food Suppliers’ Hub. A vast and vibrant show floor is the core of Fi Europe’s value proposition, and the format is constantly evolving in line with market trends. Informa is expanding the Food Manufacturing Technologies & Solutions Area for 2024, dedicating a larger space to solutions that can help food & beverage businesses secure their supply chains and future-proof their operations. This year will
FI ASIA INDONESIA RETURNS TO JAKARTA
Southeast Asia’s largest food ingredients event returns to Indonesia in September 2024 Amsterdam, Netherlands, July 2024: Food & beverage professionals who want to get under the skin of the Southeast Asian market are invited to register to attend this year’s Fi Asia, which takes place in Jakarta from 4-6 September. The region’s largest food industry gathering, Fi Asia serves as a hub for companies looking to connect with investors, business partners, customers and suppliers, as well as those with ambitions to enter the burgeoning ASEAN market. This year’s edition combines a show floor populated by over 400 exhibitors with three days of curated conference content, exhibitor tours and technical seminars.
ASEAN (the Association of Southeast Asian Nations) is recognised as one of the major emerging markets for food ingredients, and Fi Asia brings the innovation that is unfolding in factories and labs across the region to the exhibition hall. Exhibitors will present the very latest advancements in dairy replacement, emulsifiers, flavours, proteins, functional ingredients and more, providing inspiration for ingredient selection and finished product innovation. With snacks and beverages two of the most dynamic categories in the Southeast Asian market, this year’s show will feature zones dedicated to NPD in these areas. The Snack Bar is a curation of innovation in the Indonesian snack market and the healthy snacking space, whilst the Bev Hub
also see the introduction of the Pet Food Suppliers’ Hub – a new area showcasing ingredients and technologies that can support the pet food industry in developing nutritious, safe and innovative products. In addition, there will be several new country pavilions, providing visibility for products and solutions from markets around the world.
To register, visit: www.foodreview.co.za
showcases trendsetting beverage products and the cutting-edge ingredient solutions behind them. For visitors who want to deep-dive into innovation, Nutrimarketing is offering guided Innovation Tours, and The Innovation Zone, powered by Innova Market Insights, is a platform for introducing upand-coming ingredients.
Visit, FoodReview.co.za for more information
From taste to tech: A journey through food analysis
Food scientists & technologists! Master food analysis techniques with Anton Paar’s workshop at UP. Explore viscosity, shelf life & more.
From determining the viscosity and mouthfeel of chocolate to the analysis of particle size of food powders to measuring the oxidation stability of packed products to investigate shelf life. With our
AGENDA:
• 09h00 to 10h00: Registration
• 10h00 to 11h00: Density and Refractometer – presentation and theory
• 11h00 to 11h10: Break
• 11h10 to 12h10: Viscosity - presentation and theory
• 12h10 to 12h40: Light lunch
• 12h40 to 13h40: Rheology - presentation and theory
• 13h40 to 14h00: Break and mini expo
• 14h00 to 15h00: Guest speaker -
measuring solutions, overcome the various challenges in food processing, storing, mixing and fully control your production as well as your product with our vast instrument portfolio.
Professor Eric Amonsou
• 15h00 to 15h10: Break
• 15h10 to 16h10: Particle Characterization
- presentation and theory
• 16h10 to 16h20: Break
• 16h20 to 17h20: Solid densitypresentation and theory
• 17h20 to 17h40: Oxidation Stability
• 17h40 to 18h00: Networking
• 18h00 to 20h00: Three Course Dinnerpresented by the University of Pretoria’s Consumer Science department
In collaboration with SAAFOST (South African Association for Food Science & Technology) and the University of Pretoria join us and our guest speaker, Professor Eric Amonsou from Durban University of Technology; on Thursday, 19 September 2024 where we will delve in the various food analysis techniques presented by Anton Paar’s portfolio.
LOCATION INFORMATION:
Venue: University of Pretoria Department: Faculty of Natural and Agricultural Sciences Room: 2-33, Old Agriculture Building.
Anton Paar – www.anton-paar.com
Redefining Alternative Protein Textures
Clextral, a leader in vegetable protein texturization, introduces Galaxy Texturization Technology. This innovative equipment promises to redefine the market by creating softer, more realistic textures for plant-based meat and fish alternatives.
“Creating a great product requires a 360°view of customer expectations and a deep understanding of how the product is processed,” said Gilles Maller, introducing Galaxy Texturization Technology, Clextral’s groundbreaking patented technology for Vegetable Protein Texturization. At the ‘Galaxy Première Day’, in mid-June, held in the R&D Center of Clextral France, we had the honour of demonstrating and sharing this unique technology with a select group of clients, who experienced first-hand the remarkable advancements Galaxy offers.
Redefining alternative protein textures : Galaxy sets a new standard by creating softer, more flexible textures and producing large whole cut pieces. The products obtained are equivalent to that of meat or fish. This innovative equipment is a game-changer for the market, delivering unmatched product performance.
Transforming protein texture with innovative technologies: Totally new, this technology combines the principle of a shearcell fibration process and the continuous extrusion process.
The protein material is cooked in the extruder which continuously feeds the dynamic die. The structure and orientation of the fibers are different – in particular, the final structure of the product is due to the shearing and cooling of the dynamic die.
The Galaxy Texturing Technology enables a throughput up to 400kg per hour.
Exploring the universe of possibilities of extuded alternative protein: Continuous technology developed on the extrusion platforms opens up infinite possibilities for parameterization and modularity (temperatures, cooking, cooling, pressure,
shear rate, screw profile and speed, residence time, etc.). Mastering this flexibility is key to product innovation and the creation of new textures.
Pioneering innovation and elevating the standard of alternative protein products: Clextral is the pioneer and expert, since the 80’s, in the texturization and fibration of vegetable proteins by extrusion. With more than 35 years of experience in plant-based proteins, it offers its customers flexible technology to create ever more realistic and tasty products while maintaining the highest nutritional profile. Its process team has developed proven recipes using soy and peas and continues to explore the texturisation of protein-rich raw materials, including a wide variety of pulses and even insect proteins.
Thus, 50 years after the “big bang” of
“This innovative equipment is a gamechanger for the market, delivering unmatched product performance.”
WE OFFER: EXTRUDERS – EVOLUMS + RANGE
The new standard for extrusion excellence Our latest range of premium equipment for high quality production lines. Evolum+ twin-screw extruders are equipped with advanced technology to give our customers new levels of throughput, flexibility and control while ensuring optimum process stability and maximum food and non-food product quality.
DID YOU KNOW?
In 2016, Clextral celebrated 60 years of innovation with their customers and partners worldwide.
twin-screw extrusion in the food industry, the “new textural space” opened by Galaxy Technology brings new opportunities for the production and consumption of alternative proteins.
PROFITABLE PERFORMANCE
EVOLUM+ extruders deliver up to 40% higher production volume than standard Evolum models, due to increased volumetric capacity through an optimized volume/ energy ratio. The investment cost divided by the throughput is significantly reduced, for a profitable processing solution with maximized ROI.
SMART OPERATION
A key innovation of our extrusion process is the Advanced Thermal Control (ATC), a proprietary, self-learning innovation that ensures improved response time and enhanced process stability (up to 70%). Energy savings (up to 20%).
CLEAN DESIGN
The EVOLUM+ extrusion range is specifically designed for hygienic processing and food safety, constructed of full stainless steel or stainless/painted steel depending on the application. New ergonomic design and open profiles enable full machine access.
Confused about listing ingredient quantities on your food labels? QUID (Quantitative Ingredient Declaration) is here to help! Learn when and how to declare ingredient percentages for informed consumer choices.
Quantitative Ingredient Declaration (QUID) is a tongue twister, but an important aspect to compiling your ingredient list. You can find the requirements in regulation 26 of R.146 (Regulations relating to the labelling and advertising of foodstuffs) as well as Guideline 3 to the regulation (8 pages long!). Here’s what you need to know:
If special emphasis is placed on the presence of one or more ingredients, the ingoing percentage of this ingredient must be declared on the label. The emphasis could be indicated by the presence of the ingredient in the product name or description, or in images included on the label.
For example, for a ‘chicken pie’, the percentage of chicken should be declared. However, if the picture of the chicken pie on the label clearly shows mushrooms inside the product, you may also be required to include the percentage of mushroom. The intention of this regulation is to give the consumer the opportunity to make an informed decision regarding whether the quantity of ‘chicken’ and/or ‘mushroom’ in the pie is to their liking before they purchase it. If it’s a vegetable pie, then the total percentage of vegetables
WHERE MUST QUID BE DECLARED?
QUID must be stated in brackets, in the following ways:
• In close proximity to the words or pictures emphasising the ingredient.
• Directly after the name or descriptor of the foodstuff, or after the applicable ingredient(s) in the list of ingredients.
• In South Africa, we see QUID most often in the ingredient list.
could be indicated, or the percentage of each separate vegetable.
WHEN IS QUID NOT REQUIRED?
For an ingredient that has been used in a small quantity mainly for the purpose of flavouring, and which consumers don’t expect a large amount of because of the nature of the product – e.g. garlic, herbs and spices, or ‘oxtail soup powder’ which contains only a minute amount of dried meat.
For an ingredient which is not likely to influence the customer’s choice, because the variation in quantity is either not essential for characterising the food or does not dis-
"The intention of this regulation is to give the consumer the opportunity to make an informed decision regarding whether the quantity of ‘chicken’ and/ or ‘mushroom’ in the pie is to their liking before they purchase it."
tinguish it from similar foods – e.g. the corn in cornflakes.
Where the emphasised ingredient is the main ingoing ingredient, appears in the name of the product, and comprises 95% or more of the mixture – e.g. the tomato in tomato paste. Canned products where the drained and net weight are both declared, and the consumer is able to calculate the emphasised ingredient from the weights given.
HOW SHOULD QUID BE DECLARED?
• It must be the percentage of the ingredient at the time of manufacture.
• Rounded to the nearest 1% – unless it is less than 5%, in which case it can be rounded to the nearest 0.5%.
• If it is an ingredient that comes in concentrated or dehydrated form but is reconstituted at the time of manufacture, then the percentage of the ‘whole’ ingredient must be declared – e.g. the reconstituted dried skimmed milk used in a dessert.
• The percentage is calculated by dividing the weight of the ingredient by the total weight of all the ingoing ingredients, considering the weight of any added water or
Q&A
Q. Is QUID required for products for which compositional standards or regulations already exist under the National Regulator for Compulsory Specifications Act or the Agricultural Products Standards Act?
A. No, it is not always required; but it is nevertheless recommended, in the interests of transparency.
"In South Africa, we see QUID most often in the ingredient list. "
any volatile ingredients lost in processing. Then multiply by 100.
When deciding on the description and picture to include on your label, remember that some of the ingredients may require QUID – which may mean that you are giving away some detail from your recipe!
Ensuring your label is accurate is important for your brand’s image. Our team of labelling experts is able to evaluate your
products and offer recommendations for correcting or adapting your label, to ensure compliance with South African food regulations and standards.
Contact our Regulatory and Nutrition team if you need any assistance with food label reviews, ingredient calculations, or if you just want to check whether a certain ingredient requires QUID.
It’s the only one of its kind in the country to target decision makers in the manufacturing of food, beverages and their related industries. It o ers incisive and authoritative reports on all aspects of the process, from raw material sourcing, to manufacturing and packing, right down to the distribution and marketing of nished goods. FOOD REVIEW informs readers about the introduction of new ingredients, equipment, products and packing, and provides objective commentary on cutting-edge local and international market trends and issues.
To contribute editorially contact Kelebogile (Lebo) Nondzaba kelebogile.nondzaba@newmedia.co.za
+27 (0)78 175 9632
For advertising enquiries, contact Anita Raath anita.raath@newmedia.co.za
Sauce Land invests in technology as consumer demand grows
Local sauce manufacturer, Sauce Land has been in business since 2004. The company recently embarked on a campaign to increase capacity with the installation of a new sauce filling lines at their premises in Randburg, Gauteng.
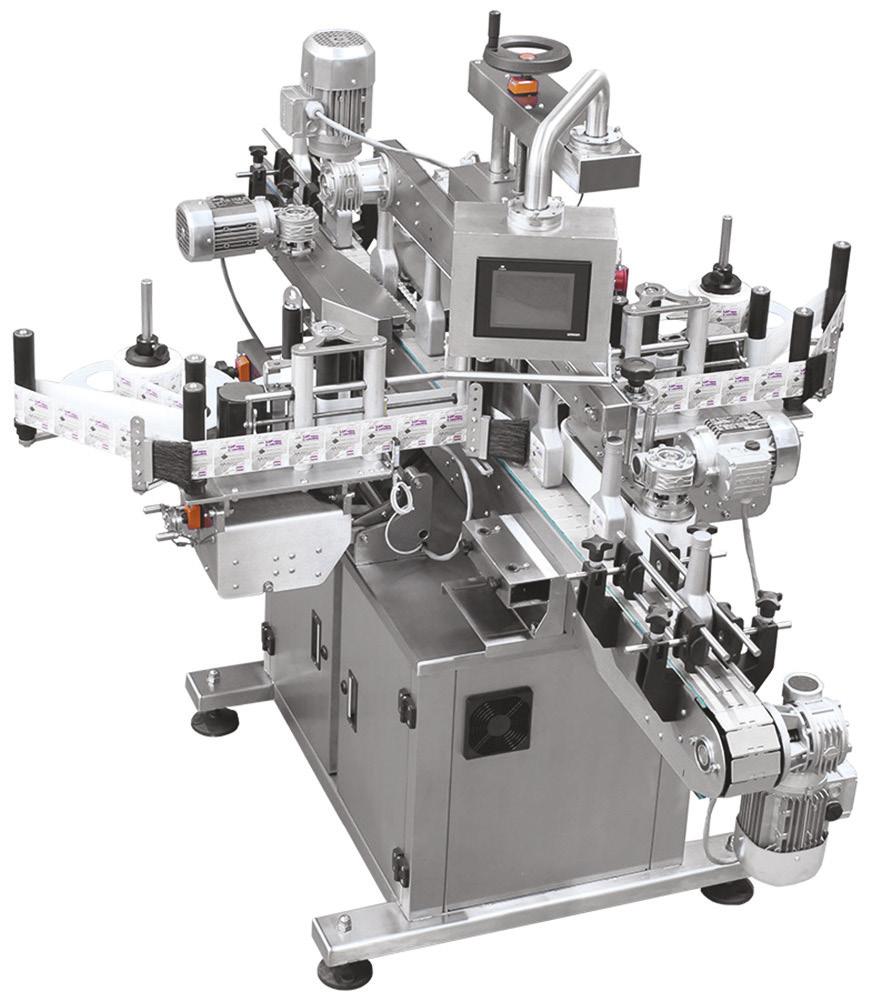
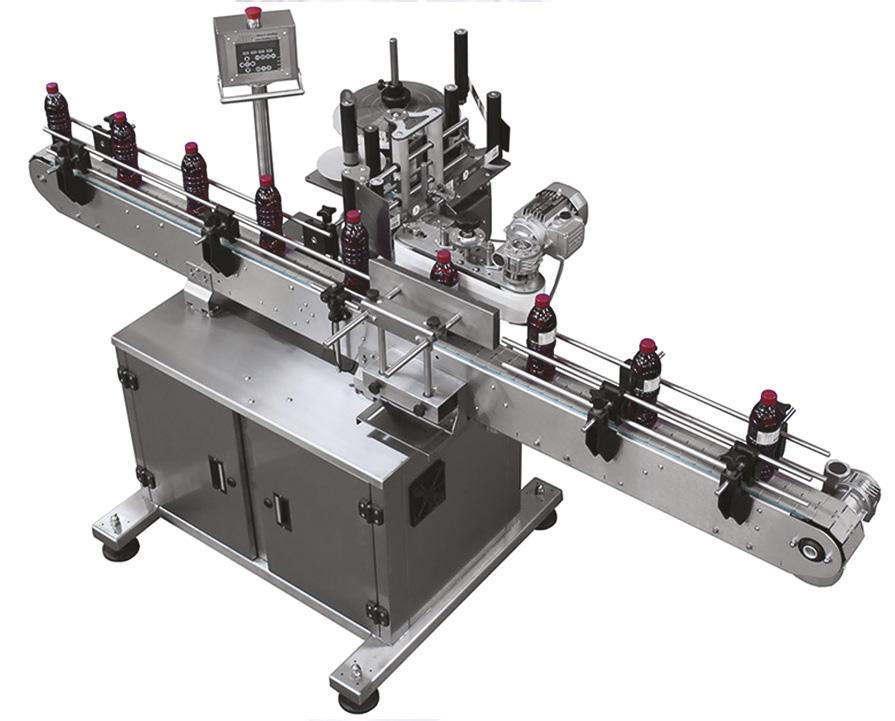
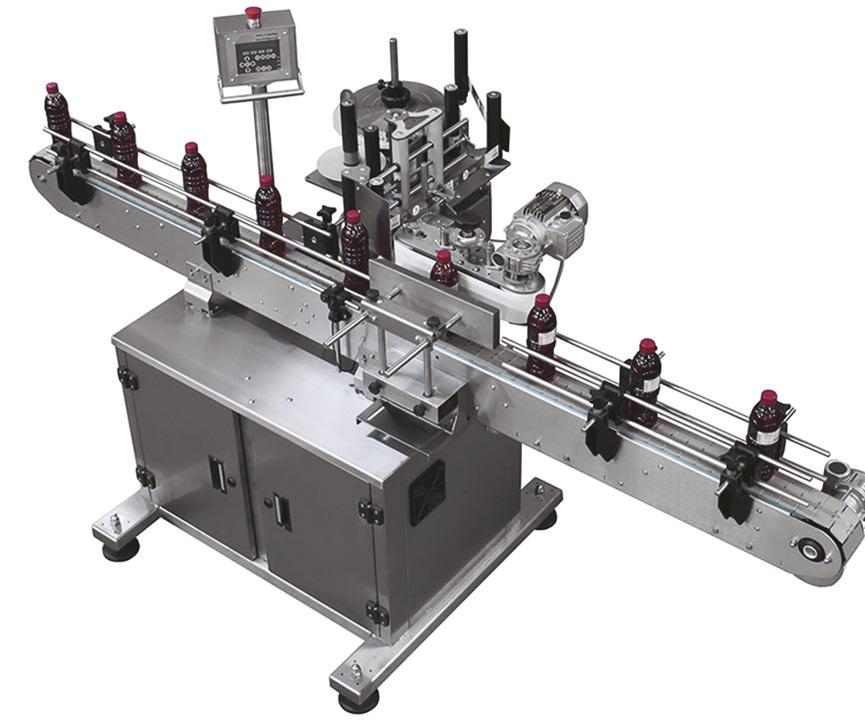
The new line includes an automatic bottle-feeding table, bottle inverter with Ozone purging, automatic 12 head progressive cavity filler, rotary capping machine, sleeve labelling machine, double sided self-adhesive label applicator and an automatic shrink wrapper with tray inserter.
“Prior to expansion of the new facility, production levels were around 30 bottles per minute. The new facility and equipment have taken our capacity up to 80 bottles per minute on the one litre line and we can now accommodate demand from our loyal customer base. Further good news is that in the future, we plan to increase capacity even further,’ says Jared Fagri, the company’s managing director. “We have invested in our new production site, and this serves as one way in which we can confirm our determination to continue to serve the food industry.”
DRIVING GROWTH
The expansion project started in June 2022 and required Sauce Land to build a completely new bottling plant. The entire project was self-managed, and several different suppliers were used to complete it. The bottling facility alone consists of some 900m2 of purpose-built factory space. The factory was built to meet the stringent standards of FSSC 22000.
All the new filling, capping, labelling and shrink wrap equipment was supplied and installed by Gauteng-based IJP Filling and Labelling. These lines are versatile inline filling equipment and has been designed to cope with the demand for various bottle sizes and various sauces with different viscosities.
The company is particularly proud of its newly designed double lane 12 head progressive cavity filling machine. The unit offers the choice to run a single lane for smaller batches or both lanes for the larger batches at high filling accuracies.
IJP Filling and Labelling has re-engineered the filler to cope with customer’s needs
The new line includes an automatic bottlefeeding table, bottle inverter with Ozone purging, automatic 12 head progressive cavity filler, rotary capping machine, sleeve labelling machine, double sided self-adhesive label applicator and an automatic shrink wrapper with tray inserter
ofhigher production outputs on high viscosity products with the added benefit of quick change over times without the need for change parts between different bottle sizes. This installation is the first order that the company has been awarded for the newly designed equipment.
“We believe that our local manufactured packaging equipment offers great value for your money with the added benefit of local support,” says IJP’s owner, Leon van Wyk.
The need for affordable quality sauces continues to grow at a rapid rate in Southern Africa. “Although the market for sauces has been huge for many years, the market for affordable high-quality sauces has really only seen enormous growth over the past ten years,” Fagri points out. “The products have a relatively small profit margin, therefore, to keep up with the demand, the way to go was to completely automate facilities.’”
Various sauces are produced by the company. These are highly regarded and well established in the marketplace and are becoming rapidly available.
“When we started with our manufacturing expansion plan, we were looking for a local, quality equipment supplier with whom we could form a partnership,” Fagri explains. “The scope also included good backup service, as well as the right price. IJP Filling & Labelling met the criteria.
“We like to be able to pick up the phone, and talk to someone on the supplier’s side, regardless of the time of day. This is how we run our business, and it is refreshing to find a supplier with a similar mindset,” he concludes.
Sauce Land was established in 2004, and is based in Randburg, Gauteng. The company also distributes to most neighbouring countries.
IJP Filling and Labelling –www.labelling.co.za
The new facility and equipment have taken our capacity up to 66 bottles per minute on the one litre line
A few examples of the quality products produces at Sauce Land
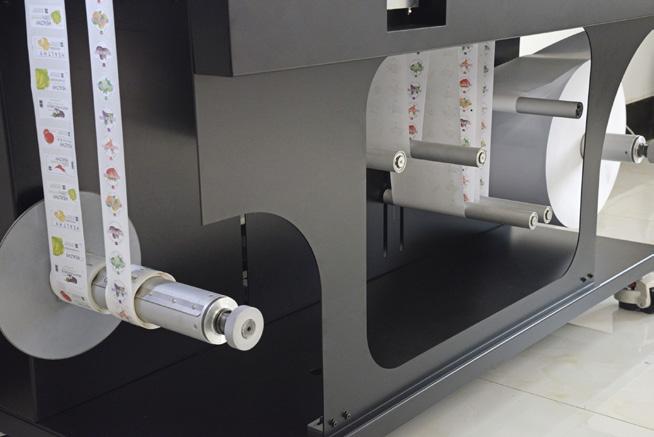
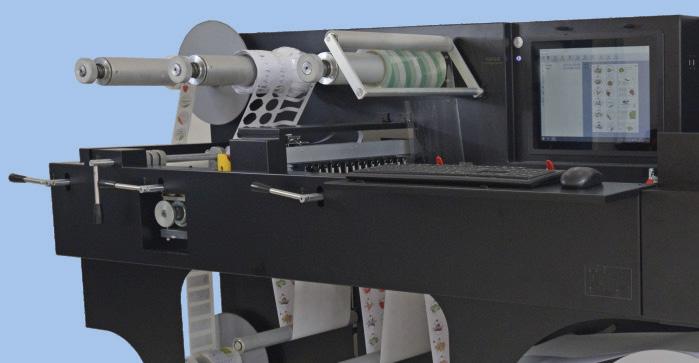
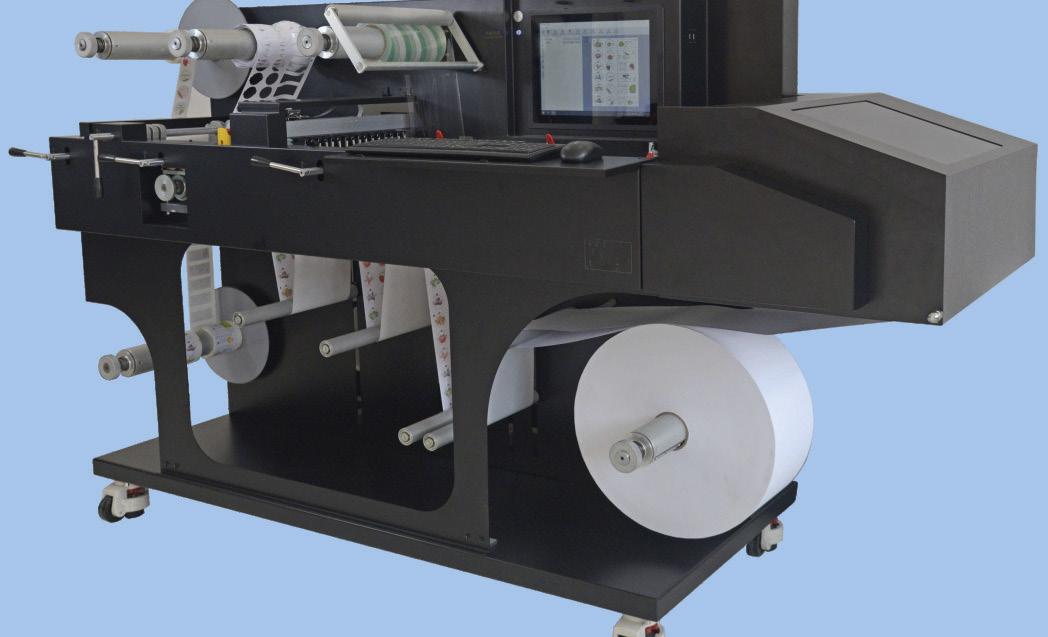
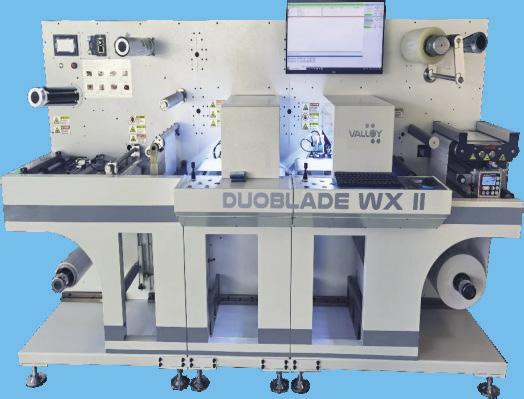
In-house advantage: Label and packaging mastery
In 2024, Southern African food and beverage manufacturers aim to gain a competitive edge by producing their labels and packaging in-house. Beyond cost savings, in-house production offers the freedom to experiment with designs, adapt to market trends swiftly and streamline supply chains, ensuring a distinctive and responsive brand presence on the shelves.
In today’s competitive world, every industry is striving to make their product stand out on the shelves. Food and beverage manufacturers in Southern Africa are no exception. There are various ways in which a manufacturer can make their product more appealing, such as catchy slogans, informative marketing messages, and striking packaging materials. However, one of the most crucial elements that make a food or beverage product attractive to the consumer is the label and packaging. As a result, it’s crucial for Southern African manufacturers of food and beverage products to consider investing in equipment to produce their product labels and packaging in-house. One of the primary reasons for manufacturers in Southern Africa to invest in such equipment is the freedom and flexibility it provides. The ability to produce their labels and packaging in-house gives complete control over the design and production process. This enables the manufacturer to experiment with different design and packaging options to determine what works best for their product and target market. Manufacturers can create unique and distinguishable label designs that accurately represent their brand identity. Additionally, in-house production of product labels and packaging can help cut down on expenses by eliminating the need to outsource to a thirdparty printing service.
IN-HOUSE LABELLING ADVANTAGES
Another significant advantage of in-house label and packaging production is that it allows manufacturers to respond quickly to market trends. In today’s fast-paced market, it’s vital to be able to adapt to changes quickly. Manufacturers can keep up with the latest market trends and seasonal demand by creating and modifying their labels and packaging on demand. In-house production
can be quickly modified to suit the changing market conditions.
Additionally, in-house label and packaging production enables manufacturers to reduce lead times. Lead time is a critical element in the supply chain, and delays can result in lost sales or production downtime. Thirdparty printing services have a more extended lead time, which can cause bottlenecks in the supply chain. On the other hand, inhouse labelling and packaging production allows manufacturers to get their products to market faster, reducing lead times and streamlining the supply chain.
ABOUT US
We are all about digital label production systems. Whether you are looking to print digital labels in-house or printing for clients, we have a solution to suit your requirements. With over a decade in digital label printing equipment, NSI Label is South Africa’s most trusted supplier. We supply and support some of the world’s leading labelling brands throughout SubSaharan Africa. Our products include digital label printing machines, digital label finishing equipment, barcode printers, metallic foil printers, label application equipment and a wide variety of label media in both sheet and roll formats.
OFFERING VARIOUS BENEFITS AND OPPORTUNITIES
In-house labelling and packaging production can also improve supply chain efficiency. By controlling the label and packaging production process, manufacturers can integrate the printing process with other production processes. This allows them to create labels and packaging as needed, reducing inventory costs and eliminating the need for warehousing.
In conclusion, investing in equipment to produce their product labels and packaging in-house, provides a range of opportunities and benefits to food and beverage manufacturers in Southern Africa seeking to level up in their products’ competitive industry. It provides freedom and flexibility in packaging design; enables quick response to market trends and changes, reduces lead times, streamlines the supply chain operation, and allows manufacturers to adapt faster to the demands of their target market. Taking that leap would indeed translate into a practical business move and investment.
Self-adhesive labelstock with an extremely low migration tendency
A recent comprehensive European study shows how sensitive consumers still react to the issue concerning the migration of substances into food. This risk with labels can be minimised easily and cost-effectively with the HERMA standard adhesive 62Dps due to its strengths particularly on packaging films, even in cool/moist conditions and in high-speed labelling, such as blow-on processes.
ALWAYS ON THE SAFE SIDE
The possible migration of substances from packaging materials into food is an issue that continues to cause serious concern to consumers throughout Europe. This became apparent recently in a study by the European Consumer Association BEUC entitled: ‘Unwrapped: What consumers say about safe and sustainable food packaging 1 1 000 representatives from each of the 11 participating countries took part in the study. Seventy per cent of the responses are concerned about the health effects of chemicals in food packaging. “Food manufacturers in particular are therefore doing well to keep the migration risk as low as possible, says Hendrik Kehl, product manager at HERMA. “In terms of labels and
HERMA GmbH, with its headquarters in Filderstadt, is a leading European packaging and product labelling specialist. The Group achieved a turnover of around €510.6 million in 2022 in three business divisions with over 1 100 employees. ABOUT HERMA
self-adhesive materials, however, it is now simpler and more cost-effective as ever before.” As a specialist in self-adhesive materials, HERMA offers its multi-layer adhesive 62Dps with an extremely low migration tendency for 16 different label materials, many of which are available in the net width range that can be delivered at short notice.
MULTI-LAYER COATING PROCESS
This adhesive demonstrates its strengths particularly on packaging film. “Even in critical applications in cool/moist conditions, it shows very good performance and is hard to beat from an economic point of view,” emphasises Kehl. The 62Dps may be in direct contact with dry and moist food. In addition, it is suitable for fatty foods to which a correction factor of at least three can be assigned in accordance with Regulation (EU) No. 10/2011. Due to the very high tack characteristics, the 62Dps
also achieves optimal results in high-speed dispensing systems, which work with blowon processes, for example. “Overall, the 62Dps shows the advantages of a multi-layer adhesive structure”, says Kehl. “In the past, it was necessary to choose between excellent adhesive force and very low migration tendency, but thanks to the multi-layer coating process that HERMA has brought to the market, it is now possible to get the best of both worlds.” As a low-migration alternative to 62Dps, HERMA also offers the adhesive 62Gpt which has been developed for particularly challenging environments and conditions. “In the food sector, however, our experience shows that in 95% of all cases the 62Dps is the optimal variant, also from an economic point of view,” he adds.
*References available on request
HERMA - www.herma.com
printers and converters of shrink sleeves & flexible packaging
Through an innovative and out of the box approach to our clients’ needs, we are not only willing, but also able to provide practical and efficient cost-saving solutions to most printing and packaging challenges. A pioneering narrow web flexographic printer, ISW specializes in, while not confined to, the manufacturing of highly decorative and complex shrink sleeves, self-adhesive and wraparound labels, and various forms of flexible packaging. By working closely with local and international suppliers, and utilising specially developed in-house processes a multitude of innovative finishes including the likes of thermochromic, glow in the dark, domed, holographic and high lustre metallics along with specialised multi-perforation solutions for promotional items are achieved.
With the manufacturing plant consisting of 10-colour and eight-colour MPS EPW560’s and a full complement of the latest offerings in finishing equipment for the conversion and inspection of our products, ISW maintains the highest level of quality and is one of only a handful of narrow web printers capable of producing wide lay flat shrink sleeves, achieving a L/F of 276mm from a printed web width of 575mm. By offering assistance and advice with every step from concept to design, production and application; we are there to ensure our clients achieve their desired vision efficiently, affordably and consistently.
Celebrating 50 years of incredible success
Strength is in flexibility. It’s a fundamental concept that winks at evolutionary principles themselves. Darwin teaches us that it is not the strongest of the species that survives, nor the most intelligent, but rather the one most adaptable to change.
For 50 years P.E. LABELLERS has built its leadership on this key element and the market continues to prove it right. And, in 2024 it confirms itself as the most innovative global company in the creation of labelling solutions.
Technological innovation makes P.E. Labellers a unique company of its
The key point is represented by the absolute flexibility in combining all the different existing labelling technologies: pressure sensitive, cold glue pre-cut, hot melt pre-cut, roll-fed pre-glued, roll-fed hot melt, tax stamps and hybrid labelling solutions. The concept of modularity is extended to every component of the machines, designed in ergonomic solutions and strongly oriented towards energy saving.
The manufacturing strategy adopted by P.E. is based on ‘Vertical Production’ concept, which led to the creation of eight different Centers of Excellence in Design & Production. Globally distributed production sites, highly specialised in the development of certain lines of automatic labelling machines, which operate independently while remaining strongly integrated into the P.E. Group. (five in Italy, two in USA, one in Brazil). Today the lean production of the P.E. group leads to the creation of 550 machines per year produced and exported all over the world, largely managed remotely. Each component of the machine is treated automatically, and each part is massproduced to guarantee high quality control and a strong reduction in material waste.
“Today the Lean Production of the P.E. group leads to the creation of 550 machines per year produced and exported all over the world, largely managed remotely.”
Research and development represent the engine of P.E.’s evolution and its success on the market. Every year the company invests 5% of its turnover in innovation, design and development of new technologies. To date P.E. Labellers has filed 68 patents.
The application areas and sectors served cover the entire packaging spectrum. The flexible solutions of P.E. Labellers meet the needs of multiple application areas: beverage, food and dairy, wine and spirits, home care and personal care, chemical and pharmaceutical. All these sectors require a level of competence and flexibility that can only be completely satisfied through a
INTERNATIONAL AWARDS
Simpl-Cut represents a technological revolution in the world of traditional rollfed machines.
It changes its operating principles and overcomes the limitations that these labellers typically have. It is a rotary roll-fed machine for the application of pre-glued wrap-around labels, with differentiated advantages that bring major benefits to customers. Simpl-Cut has conquered the international panel for its uniqueness and has already won two coveted international awards: first prize at PMMI’s Technology Excellence Award 2021 at Pack Expo in Las Vegas, the main world packaging fair, and winner of the Innovation Awards of Djazagro 2022, the most significant event dedicated to packaging in the Maghreb.
SKYLINE:
This is the latest creation by P.E. Labellers, within the PackLab division: the innovative linear labelling machine with pressure sensitive technology, which breaks the rules and differs significantly from any other solution present today. SkyLine won over the jury and won the Cibus Tec 2023 Innovation Award, the only labelling machine to have won the award in its category.
USS Pactech - www.usspactech.co.za
P.E Labellers – www.pelabellers.com
Inline pump filling equipment
equipment
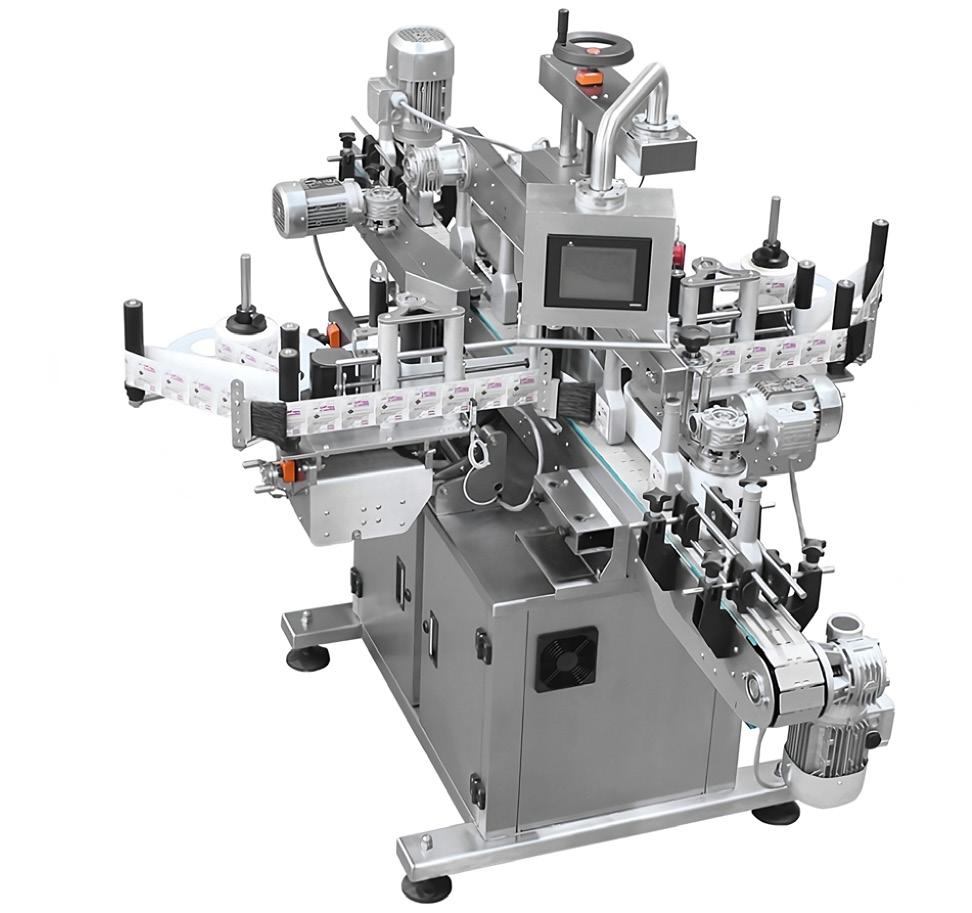
Round bottle labelling
Gravity filling equipment
Entry level filling equipment
Front and back labelling
Pharmaceutical labelling & coding
Rotary filling
CCL acquires Pouch production from Capri-Sun Group
Toronto, Canada – CCL Industries, a world leader in specialty label, security and packaging solutions, announced it has signed a binding agreement to acquire Pouch Partners s.r.l.
A NEW BEGINNINGS
A binding agreement was signed today to acquire Pouch Partners s.r.l. Italy (‘Pouch Partners’) from Pouch Partners AG Switzerland. Highly specialised, gravure printed and laminated, flexible film materials for pouch forming, including recyclable solutions.
CCL adds on pouches as an adjacent technology to the core label and sleeve decorating technologies. Italy (‘Pouch Partners’) from Pouch Partners AG Switzerland, a company owned by Swiss headquartered Capri-Sun Group, is currently a provider of flexible laminates to the Capri Sun Group to make its iconic Capri Sun pouches, has been operating as a familyowned business for the last 50 years and has been part of the Capri Sun Group since October 2017.
OFFERING AN ALTERNATIVE TO RIGID PACKAGING
Guenther Birkner, president of CCL Label Food & Beverage, commented, “Pouches are a packaging format we’ve looked at for a long time as an adjacency to our label and sleeve decorating technologies with know-how for these materials, a solid foundation to enter this market. If our investment is successful in Europe, there could be interest to develop the product line globally, alongside a similar modus operandi. Our common customers see them as an interesting alternative to rigid containers with labels. Pouch Partners
"Our common customers see them as an interesting alternative to rigid containers with labels."
has highly a focused, deep decorative label portfolio.”
For several years there has been a lot of development and innovation in the packaging market with the goal to make packaging more reusable and recyclable to support a circular economy. One major trend has been to provide a refillable solution for the parent packaging. Typically the parent packaging is a more premium bottle or container, and the pouches provide the refill option. The new business will then trade as CCL Specialty Pouches and become an integral part of CCL Label’s Food & Beverage division.
“There are opportunities to utilise this technology in the food and beverage and the home and personal care spaces. There is interesting potential to design new, sustainable, barrier films at our sister company Innovia Films who are experts in material science and develop packaging materials of the future. We see many of our global brand customers turn to alternative packaging solutions to substitute packaging that has a high carbon footprint, pouches
provide a lightweight solution,” says Reinhard Streit, vice president and managing director Food & Beverage Europe.
CARBON FOOTPRINT REDUCTION
Pouches, made from flexible material, are designed to minimise the use of packaging materials. They are very light and reduce the ecological footprint during transportation and storage. They have an outstanding packaging-to-product ratio compared to rigid packaging types and the shape and the format can be adjusted to precisely fit the product volume resulting in material savings.
CCL is working with its sustainability partners along the whole value chain with organisations like CELAB, Plastic Recycler’s Europe and RecyClass to make sure the pouches can and will be recycled. “After the development of our recyclable pouch for Capri Sun with the help of Pouch Partners, it was time to focus again on our core business: Beverages. Divesting the business to CCL, a large and successful player in packaging, makes a lot of sense for the future. We are excited to continue to partner with CCL, now as a strategic customer, and will for sure benefit from their deep expertise, R&D resource and worldwide presence”, said Roland Weening, CEO of the Capri Sun Group and chairman of Pouch Partners AG.
Essential Labelling
Label Innovation: Rotolabel’s Rise to Excellence
South Africa’s Rotolabel isn’t just a label producer - they’re redefining the industry with their focus on innovation and customer service.
NESTLED in Thornton, Cape Town, this division of the esteemed Bidvest Group has etched its mark as a premier supplier of self-adhesive labels, crafting a legacy of integrity and ingenuity since its inception in 1982. Led by managing executive Wicus Maritz, Rotolabel epitomises a commitment to surpassing customer expectations, fuelled by a blend of cutting-edge technology and unwavering dedication to personalised service. Reflecting on the company’s trajectory, Wicus emphasises: “Our goal has always been to exceed customer expectations by delivering exceptional products and service. We are driven by a passion for innovation and a relentless pursuit of perfection.” This
DID YOU KNOW?
Rotolabel is pushing the boundaries for a sustainable future by sourcing all paper-based label materials from sustainable forests and by recycling glassine label liners.
ROTOLABEL HAS GAINED DISTINCTION IN THE SUPPLY OF WORLD-CLASS SELF-ADHESIVE LABELS.
For almost four decades, many of South Africa’s popular and most reputable wine and FMCG producers have relied on Rotolabel as the custodian of the face of their brand – the label.
Earning the label of trustworthy is thanks to our unwavering consistency, professionalism and people with a passion for producing premium quality labels.
Rotolabel was acquired by the Bidvest Group in 2008, and today forms part of the Bidvest Data, Print & Packaging division of Bidvest Branded Products. Bidvest Data, Print & Packaging is a leading supplier of
sentiment reverberates across Rotolabel’s corridors, echoed by national sales executive, Grant Watson, who underscores their customer-centric approach and emphasis on tailored solutions.
ROTOLABEL PIONEERED SELFADHESIVE
LABELS
Rotolabel’s was one of the early adaptors of self-adhesive labels within South Africa, whereby they invested in the leading technology to provide the market with premium quality self-adhesive labels which set the bench mark for South Afrian label industry. This streamlined production, boosted efficiency, and improved the final
“Rotolabel’s dedication to excellence is evident in their long-lasting customer relationships, built on trust and reliability. ”
printing, communications, packaging and labelling solutions in southern Africa.
With a staffing of skilled, dedicated and motivated employees, the Rotolabel plant in Cape Town offers well-designed facilities to support the flexographic and digital printing of consistently high-quality labels on a range of substrates, with a variety of finishes.
Our latest-generation digital presses produce superior quality labels at affordable prices and are especially suitable for lower volumes.
Complementing our printing resources is state-of-the-art finishing that offers hot and cold foiling, silkscreen and high-build, varnishing and laminating – everything you could wish for in designing a world-class label.
product. Their adaptability to complex designs further highlights their commitment to partnership and innovation. Rotolabel’s dedication to excellence is evident in their long-lasting customer relationships, built on trust and reliability. Their longstanding and experienced sales team isn’t just selling labels; they’re packaging specialists who understand the entire process and recommend solutions that perfectly suit each customer’s needs. Highly skilled machine operators and in-depth knowledge allow Rotolabel to offer exceptional service and top-quality labels.
CUTTING-EDGE TECHNOLOGY
Investment in cutting-edge equipment is central to Rotolabel’s success. They leverage a wide range of machinery, from flexographic to digital printing presses, to cater to diverse client needs. Stringent quality control and a commitment to sustainability underscore their dedication to excellence in every aspect. While their latest digital presses produce high-quality labels at competitive prices for smaller runs, Rotolabel excels in flexographic printing. Flexo offers a unique, artisanal quality ideal for intricate and bespoke labels. Additionally, their state-of-the-art finishing options, including hot/cold foiling, silk screen, and laminating, allow for the creation of truly world-class labels. Rotolabel’s journey is a testament to their unwavering focus on innovation, dedication, and strong partnerships. As they continue to redefine label production, one thing remains constant: their commitment to exceeding customer expectations. Wicus Maritz, managing executive, perfectly captures their philosophy: “Our entire business revolves around going the extra mile for our customers.” With this dedication and passion, Rotolabel’s legacy of precision and excellence in label production is guaranteed to endure.
Rotolabel – www.rotolabel.co.za
Images: Supplied by Rotolabel
ABOUT FROST A.S. PRESOV
Established in 2013, Frost a.s. Presov produces a wide range of sweet and savoury baked and frozen pastries, sold throughout Slovakia, Poland, Hungary and the Czech Republic. The company’s factory in Presov in Eastern Slovakia features the largest and most technologically advanced production process for pastries in Slovakia. Frost frequently changes its ranges of pastries in line with customer demands, with innovations continuously developed to meet diverse consumer requirements.
Mane Kancor launched its biggest manufacturing facility on 20 May at Byadgi, Karnataka, India. The new beginning was initiated jointly by Jean Mane, president, Mane Group and Geemon Korah, executive director and CEO of Mane Kancor.
GENERATING OPPORTUNITIES
The facility, which spreads around 50 acres of land, will generate more employment and create indirect opportunities for many people, including farmers.
While talking about the features of the new facility Mane elaborated, ‘’Our vision is to consolidate the bulk production in a single location to simplify processes and ensure efficient management. We are all excited about the launch as it will raise the production capacity of the company fourfold along with a 50% rise in direct employment. It will be generating opportunities for more than 10 000 people including farmers across four states – Karnataka, Andhra Pradesh, Telangana and Kerala. Interestingly, the new plant occupies just one-third of the land in Byadgi. As a result, our scope for expansion is greater”.
The new facility in Byadgi, the main growing belt for high colour varieties of chilli, will fall under the Make-In-India programme of the government of India. The continuous extraction facility and the modern technologies incorporated here will ensure best process efficiencies. Additionally, the facility contains a super-critical fluid extraction plant that uses carbon dioxide as an extraction medium. This is a much greener process and is organic compliant.
STRETCHING OUR MANUFACTURING POTENTIAL
“In 1969 Mane Kancor was the first company to set up a spice extraction unit in India. Today, we have the new infrastructure covering 150 000 square feet around 50 acres of land in Byadgi. The new plant supports both the development of our scientific manufacturing techniques and the addition of cutting-edge technologies to our business continuity strategy thereby stretching our manufacturing potential. Our focus on segments like natural colours, natural antioxidants, personal care ingredients and so on will be enhanced with
"Mane is the world’s fifth largest flavour and fragrance house based out of France."
the new addition,” said Korah, executive director and CEO of Mane Kancor at the launch event.
A fully eco-friendly site is being developed as part of the company’s strategy to place manufacturing facilities closer to the growing regions in the country. Apart from chilli, the facility at Byadgi, is also capable to handle the processing of a wide variety of raw materials like rosemary and other spices. Another speciality of the facility is a zero-waste management system. The entire biomass generated during production is converted to fuel used in the boilers and the gas generated from the effluent treatment is used in the industry canteen. The water from effluent treatment is used for irrigation purposes.
The expansion of the existing Byadgi unit by setting up a totally new green field project is a part of the expansion plans announced during the Golden Jubilee celebration of Mane
Kancor in 2019. Mane, the parent company, has invested more than 200 crores in this project as direct foreign investment. Mane is the world’s fifth largest flavour and fragrance house based out of France. The facility in Byadgi is now the largest manufacturing site of Mane Kancor in India.
Mane Kancor Ingredients Private Limited, formerly known as Kancor Ingredients Limited, was founded in 1969, but its roots in the spice trade date back to 1857 in Kochi, the world’s spice capital. Forerunners in the field of spice extracts, the company is part of France-based Mane Group, one of the largest flavour and fragrance companies in the world.
MANE – www.mane.com
Hydrolized vegetable protein: Your winter warmers seasoned to perfection
Craving hearty, comforting meals this winter? Look no further than hydrolysed vegetable protein (HVP)! This versatile ingredient packs a savoury punch, adding depth and umami flavour to soups, stews, and all your favourite cold-weather dishes.
There is nothing like a well-seasoned hearty meal to keep you warm during this winter season. Hydrolysed vegetable protein (HVP) is a vegetable-based savoury ingredient with an authentic broth or bouillon taste that can elevate your soups, sauces, and savoury meals. Initially discovered and used in the 1830s, hydrolysed vegetable protein (HVP) is sourced from soybean, maize/corn, or wheat and now plays a role in numerous modern culinary dishes, helping to bring out the umami taste. We frequently add umami to our dishes when they seem to lack a little something. Using glutamate-rich ingredients enhances the overall flavour. Pantry staples for boosting umami include powdered soups, instant noodles, ketchup, ranch dressing, and soy sauce.
HVP is commonly added to enhance the umami taste of food. Some of these food products include bouillon, premade soups, gravies, stocks, sauces, stews, beef products, imitation meats, processed meats, chips, pretzels, dips, and mass-produced vegetarian items, especially those made from soy.
HOW HVP IS MADE
Hydrolyzed vegetable protein (HVP) is produced by breaking down vegetable proteins into amino acids, which are then used to enhance the flavour of food. To make HVP, the vegetable proteins undergo a process that involves adding them in hydrochloric acid, followed by neutralisation with sodium hydroxide. This treatment breaks down the proteins into their individual amino acids. One of these amino acids found in the resulting dark liquid is glutamic acid. Consumers often recognise glutamic acid in its sodium salt form, called monosodium glutamate (MSG).
"There is nothing like a well-seasoned hearty meal to keep you warm during this winter season."
Industry experts AIPU Food, the leading manufacturer and Research & Development company in food additives and seasonings in China, have conducted extensive research and testing to manufacture this product as an innovative solution to flavouring. AIPU Food manufactures two of the most popular sources of hydrolysed vegetable protein, one that is soy-based and one that is corn-based.
HYDROLIZED VEGETABLE BENEFITS
Savoury Flavour: HVP has a savoury, umami flavour often described as meaty or brothlike, due to its naturally occurring glutamic acid. It enhances the taste of various foods, including soups, sauces, snacks, and spices, adding depth and complexity. It can be used directly as a seasoning powder or mixed with other ingredients for flavour bases. Sometimes, the original flavour of food weakens during manufacturing or storage. Manufacturers can use HVP to restore and enhance the lost flavours.
Allergen-Free: The corn-based HVP is allergen-free, providing a safe, allergen-free flavouring option for individuals allergic or sensitive to common food allergens such as soy, dairy, eggs, and nuts. Being free from major allergens and gluten, HVP can be used in gluten-free and allergy-friendly food products.
Non-GMO/Clean Label Product: HVP is ideal
Bragan Ingredientswww.braganingredients.co.za
AIPU Food - www.aipufood.com/en
for clean-label foods because it undergoes minimal processing, unlike other additives and artificial flavour enhancers. In an increasingly health-conscious world, more individuals are opting for non-GMO products.
Vegetarian: Hydrolysed Vegetable Protein is 100% vegetarian. It’s a complete protein source with the essential amino acids our bodies need. Since it comes from plants, it’s perfect for people with dietary restrictions or animal protein allergies.
Extended Shelf Life: HVP has a shelf life of two years when stored in tightly closed bags in a cool and dry environment.
Overall, HVP is a versatile ingredient with various properties. Its origin and benefits make it an excellent choice for creating effective, sustainable, and flavourful products. Manufacturers worldwide are finding healthier alternatives to enhance the taste of savoury products, and HVP is at the forefront of this innovation.
More than just mustard: A Culinary Experience
Mustard as an ingredient extends far beyond its role as a condiment. Derived from the seeds of the Brassica genus, it provides an array of flavours and has functional textural properties to enrich culinary creations, explains Carina Mendes.
As a leading producer in the mustard industry, Wisconsin Spice, Inc. offers mustard solutions, including prepared mustard, mustard flour, mustard bran, mustard seed, ground mustard, de-heated ground mustard, and de-oiled mustard flour. All these products are available using all three mustard varieties: Yellow Mustard Seed (Sinapsis alba), Brown Mustard Seed (Brassica juncea) and Oriental Mustard Seed (Brassica juncea), or any blend of the three which all offer unique properties and quality.
QUALITY YOU CAN TASTE
Wisconsin Spice Inc. emphasize the importance of quality and consistency in mustard production for manufacturing as this can have an impact on the final product quality. They draw great importance on their moto of ‘Quality you can taste’ by having the highest standards of flavour, texture, and functional performance in various food applications. Represented by Savannah Fine Chemicals Wisconsin Spice Inc. is a trusted partner in South Africa and share this mentality of delivering not only high-quality mustard products but mustard solutions. From mild to spicy, yellow to brown, mustard varieties cater to a wide range of applications where differences in taste and intensity are influenced by factors such as seed type, growing conditions, and processing techniques. Wisconsin Spice Inc can offer products from mustard seed to
prepared mustard depending on customer needs. In this article, we will explore 2 different categories, namely: Dry-milled Mustard & Prepared Mustards.
DRY-MILLED MUSTARD
Dry-Milled Mustard can be split into different categories depending on the processing such as Whole ground mustard, Mustard Flour and Mustard Bran. Different parts of the mustard seed provide different characteristics to each mustard product. In addition, the type of seed provides different flavours with yellow varieties being milder and brown and oriental varieties having a spicy/hot profile. Whole ground mustard is where the entire seed is ground to include the hull for viscosity and water binding capabilities and the endosperm, or flour, for flavour and emulsification. It can be used widely in seasoning blends. Mustard flours are a finely milled granulation of Yellow, Oriental or Brown mustard seed with the hulls removed. The unique flavour and pungency of mustard flour is used widely in salad dressings, mayonnaise, snack seasonings & sauces especially due to the superior emulsification properties. Mustard Bran which is the outer hull of the mustard seed provides characteristic viscosity building and water binding properties, as well as visual particulates in formulations. It is highly functional as a natural thickener
"In this article, we will explore 2 different categories, namely: Dry-milled Mustard & Prepared Mustards "
in sauces and dressings. It is cold water soluble, acid resistant, shear-thinning, and stable throughout heating and cooling cycles.
PREPARED MUSTARD
Wisconsin Spice Inc. are a leader in the manufacturing of prepared mustard.They have a variety of options that are available as a functional ingredient in sauces and dressings or even as a stand-alone product. Just to mention a few, they produce yellow, salad-style mustards, white salad mustards, mustard pastes, Dijon mustards & stone ground mustard. From flavour to functionality, prepared mustards are a perfect addition to any culinary creation. From its pure biochemical composition to its applications in enhancing texture and stability, mustard continues to be a valuable ingredient in the food industry. Especially with partners like Wisconsin Spice Inc. & Savannah Fine Chemicals, you can really create ‘Quality you can taste’.
Cultivating success in the global spice industry
Spicegro, a leading spice and food ingredients supplier, celebrates 10 years of success marked by expansion and a commitment to quality. From its humble beginnings to its new state-of-theart headquarters, Spicegro’s journey is a testament to its dedication to customer satisfaction and sustainable practices.
Established in 2014, Spicegro has emerged as a formidable presence in the global spice and food ingredients market, with a trajectory marked by growth, innovation, and unwavering commitment to quality. Led by Managing Director Leigh Weightman, the company has strategically expanded its operations across key locations in Gauteng, culminating in its recent relocation to Malibongwe Industrial Park in June 2024.
The journey of Spicegro began modestly at Kimbult Industrial Park, Honeydew, where the company initially set its roots. Within a year, the burgeoning demand for their products necessitated a move to larger premises within the same complex by June 2015. This early expansion laid the foundation for Spicegro’s rapid ascent in the industry.
By July 2018, Spicegro celebrated another milestone with a move to larger facilities in Northlands Business Park, Northriding, Gauteng. This relocation not only accommodated their growing product range but also enhanced their logistical capabilities to meet the diverse needs of their expanding client base.
In 2020, Spicegro made significant strides by relocating once more, this time consolidating their operations in a spacious facility that included their head office, warehouse, packaging division, and distribution department. This move facilitated the launch of their signature retail brand, FlavourBlast, which features a range of spices, herbs, seasonings, sauces,
“Spicegro’s journey is a testament to resilience, innovation, and a steadfast commitment to quality—a recipe for sustained success in the dynamic global spice and food ingredients market. ”
marinades and bastings aimed at enhancing consumer culinary experiences.
A WINNING FOMULAR
“While FlavourBlast showcases our innovation and engagement with consumers, our core strength lies in our ability to serve global markets with bulk supply and trading,” explains Leigh Weightman. “We’ve built our reputation on reliability, quality and responsiveness to market demands.”
Looking forward to commemorating its upcoming 10-year anniversary, Spicegro plans to mark this milestone with an official inauguration of their new headquarters at Malibongwe Industrial Park. This event will not only celebrate a decade of growth and resilience but also showcase Spicegro’s renewed corporate identity and commitment to ongoing excellence in the industry.
“Our new headquarters signify more
KEY FACTORS IN SPICEGRO’S SUCCESS:
• Customer-Centric Approach: Spicegro places a premium on understanding and exceeding customer expectations. Their proactive customer service and commitment to meeting specific client needs have fostered enduring partnerships across industries.
• Product Excellence: With a diverse portfolio that includes spices, herbs, seasonings, sprinkles, batch packs, customised blends, and sauces, Spicegro maintains stringent quality standards at every stage of production. Each product is meticulously sourced and processed to preserve its flavour, aroma, and nutritional value.
• Global Reach and Bulk Supply: Beyond their retail brand, Spicegro’s core operations focus on global trading and bulk supply. Leveraging their extensive network and logistical expertise, the company ensures consistent supply chains that meet the demands of diverse markets worldwide.
• Sustainability Initiatives: Spicegro is committed to sustainable practices that minimise environmental impact throughout their operations. They collaborate closely with farmers dedicated to eco-friendly farming methods, emphasising sustainable sourcing, packaging, and waste management strategies.
than just a physical move; they represent our evolution and readiness for the future,”
Weightman asserts. “We’re investing in state-of-the-art facilities to support our continued growth and innovation.”
NEW PREMISES
“As we celebrate our achievements, sustainability remains a cornerstone of our business philosophy,” Weightman notes. “We’re proud of our efforts to integrate environmental stewardship into our daily operations.”
The relocation to Malibongwe Industrial Park has also enhanced Spicegro’s Research and Development capabilities, allowing them to innovate and refine their product offerings further.
This investment in R&D underscores their commitment to staying ahead of industry trends and evolving consumer preferences.
“Our expanded R&D facilities enable us to explore new flavours, improve existing products, and maintain our competitive edge,” Weightman explains. “It’s about anticipating market changes and delivering innovative solutions that resonate with our customers.” Looking ahead, Spicegro is poised for continued growth and leadership in the global spice industry. Their focus on quality, innovation, and sustainability sets them apart in a competitive market landscape where consumer
expectations are constantly evolving.
“With every relocation and milestone, Spicegro reaffirms its dedication to excellence and customer satisfaction,” Weightman concludes. “We’re excited about the opportunities ahead and remain committed to delivering exceptional value to our partners worldwide.”
Spicegro’s journey is a testament to resilience, innovation, and a steadfast commitment to quality—a recipe for sustained success in the dynamic global spice and food ingredients market.
Spicegro – www.spicegro.co.za
Nutraceuticals: Bridging the Gap Between Food and Pharmaceuticals
Natalie Gerhardt (BSc. Hons. in Biochemistry and Microbiology), managing director of Multichem
Sourcing a raw materials and chemicals sourcing specialist company based in South Africa, explains the potential of Nutraceuticals as a preventative approach.
In an era where the convenience of processed foods and sedentary lifestyles are becoming the norm, the health of children worldwide is increasingly at risk. This shift has heightened interest in nutraceuticals—a growing segment of the health and wellness industry that merges nutrition with pharmaceutical benefits. Specifically, nutraceuticals are being explored as a proactive approach to enhance children’s health, serving as a bridge between dietary supplements and traditional medicine. This trend is especially pertinent in developing countries like South Africa, where the dual burden of malnutrition and rising non-communicable diseases (NCDs) poses significant challenges.
NUTRACEUTICALS IN PAEDIATRIC HEALTH
Nutraceuticals, which include vitamins, minerals, probiotics, and bioactive compounds derived from food sources, are designed to provide health benefits beyond basic nutrition. For children, whose developmental needs are distinct, nutraceuticals offer a strategic means of ensuring they receive essential nutrients that might be lacking in their diets. This preventative approach aims to fortify their health, preventing various deficiencies and chronic conditions before they develop.
In established nations, nutraceuticals are already a staple in many households. However, in developing countries like South Africa, where healthcare resources and nutritional education can be limited, the integration of nutraceuticals into children’s diets holds immense potential. South Africa is grappling with a complex
"Nutraceuticals, which include vitamins, minerals, probiotics, and bioactive compounds derived from food sources, are designed to provide health benefits beyond basic nutrition. "
health landscape characterized by high rates of both undernutrition and obesity.
According to a statement by the Human Rights Commission in the 2020 South Africa Child Gauge Report (page 9), 13% of children under five are obese, while 27% can be classified as stunted. This dual burden of malnutrition is exacerbated by limited access to nutritious foods and physical inactivity.
NUTRACEUTICALS IN PREVENTATIVE MEDICINE
Nutraceuticals can play a crucial role in addressing these challenges. For instance, omega-3 fatty acids, known for their cognitive and cardiovascular benefits, are essential for brain development in children. Fish oil supplements, rich in these fatty acids, can be formulated into child-friendly formats like chewable tablets or flavoured gummies, making them more appealing to young consumers.
Probiotics also hold promise, especially in enhancing gut health and immune function. In South Africa, where
gastrointestinal infections are prevalent, the incorporation of probiotics into daily diets could significantly reduce the incidence of such infections, thereby enhancing overall health and well-being. Additionally, vitamins and minerals such as Vitamin D, iron, and calcium are critical. Vitamin D supplementation, for example, is vital in preventing rickets, a condition still prevalent in many parts of South Africa. By fortifying foods with these nutrients, or by providing supplements in palatable forms, the health sector can address these deficiencies effectively.
CHILD-FRIENDLY APPLICATIONS
A significant challenge in promoting nutraceuticals for children is ensuring that these products are both effective and appealing. The pharmaceutical ingredients industry is responding by developing innovative formulations that cater to children’s tastes and preferences. This includes the creation of gummies, chewable tablets, and flavoured powders that are not only nutritious but also enjoyable for children to consume.
In South Africa, where the market for children’s health products is burgeoning, we are seeing an uptake in demand of quality ingredients and stand-out kidfriendly innovations. More manufacturers are increasingly focusing on research and development of child-friendly formulations. As an example, multivitamin gummies with vibrant colours and fun shapes ensure consistent intake by making the consumption of vitamins a fun activity, which is crucial for their effectiveness. Moreover, we are seeing an exploration into local flavours and ingredients that such
resonate with the South African palate, enhancing the acceptability and adherence to supplementation routines.
SAFETY AND REGULATION
As the nutraceutical market expands, ensuring the safety and efficacy of these products remains a top priority. Regulatory bodies such as the South African Health Products Regulatory Authority (SAHPRA) are crucial in setting standards and ensuring that nutraceuticals meet safety and quality benchmarks. These regulations are designed to prevent harmful additives and ensure that the dosages are appropriate for children’s unique needs. It’s critical that manufacturers work with chemical sourcing companies that carry weight with SAHPRA. Multichem Sourcing, one such company, is one of two in South Africa who have been granted the necessary SAHPRA licences to import, store and distribute Active Pharmaceutical Ingredients (APIs).
Additionally, ongoing research and clinical trials are essential to validate the health claims of nutraceuticals. For example, studies on the bioavailability of nutrients in various formulations help in optimising dosages and enhancing the
absorption rates, ensuring that children receive the maximum benefit from these supplements.
Multichem Group SAwww.multichem-group.com
Natalie Gerhardt (BSc. Hons. in Biochemistry and Microbiology), managing director of Multichem Sourcing.
Increased demand for dairybased beverages
Growing consumer demand for nutritionally-rich and convenient beverages that are thought to boost overall health is a major factor driving the dairy drinks market in South Africa. At the same time the value-add or plant-based component of dairy products is outpacing that growth with lactose intolerance being cited as the key driver of this beverage trend, explains Khathu Musingadi, senior research analyst at BMi Research.
BMi Research reveals that Covid-19 played a central role in the performance of dairy and plant-based products in the market. The product range is a mix of essential low-price foods and luxury products. The biggest volume increases in the aftermath of Covid came from the Flavoured Milk and ValueAdded Dairy (VAD) sectors.
The 2022 flooding that occurred in KwaZulu Natal affected one of the biggest milk producing areas of the country, but fortunately had little impact on milk production other than the actual period of flooding. The same applies to drought in the Eastern Cape, another milk producing region, which has not yet impacted on supply. The major constraint on the market is, therefore, economic, pricing as well as loadshedding that affects production, and particularly reduces its shelf-life.
Against positive predictions, one of the largest dairy beverage categories, Buttermilk and Maas, declined slightly in volume in 2021 compared to the previous year though value increased slightly. During the Covid pandemic in 2020, demand for the two products had been notably positive as these products remain well priced compared to other alternate products - and were effectively promoted as providing good sustenance during the lockdowns and economic hardship for many. Thus, in 2020 volumes were higher than expected, and players were not able to maintain those volumes in 2021 as some consumers reverted to their primary products as they went back to work.
relatively higher average price compared to some alternatives. Drinking Yoghurt is generally perceived as an on-the-go beverage, and volumes have consequently been dampened by the remote and hybrid working environment in which consumers have been somewhat less active on average. Drinking Yoghurt is expected to perform better over the medium term as economic activity improves.
The Spoonable Yoghurt category, experienced the most decline in volume and value in 2021 compared to 2020. This is attributed to a spike in demand during the previous Covid-19 pandemic stay-at-home period when it was seen as a nutritious and convenient snack especially for children. That spike has not been maintained post-Covid and the decline represents a drop below the norm with tough economic prospects leading some consumers to reconsider their disposable spending, especially as rising input costs resulted in an unfavourable reaction to higher prices. The demand also shifted back from the larger pack sizes like the 1kg to the smaller 6-packs, which are used for lunch packs. The category is expected to recover the volume lost and go back to preCovid levels in the medium term.
The Drinking Yoghurt category in 2021 saw a small increase in value and a slight decrease in volume compared to 2020. The slow pace of the post-Covid recovery has resulted in a continued focus on value-based purchasing by consumers, with this category having a
The Ready to Drink (RTD) Dairy Juice Blends category in 2021 saw a modest increase in value and a slight decrease in volume compared to 2020. It is believed this marginal decline could be reversed with some promotional and pricing support, the absence of which has resulted in some consumers shifting to other beverages. The slow pace of the post-Covid recovery has resulted in a continued focus on valuebased purchasing, with this category having a relatively higher average price compared to those alternatives.
The Flavoured Milk category grew in both volume and value in 2021 compared to
Khathu Musingadi, Senior Research Analyst at BMi Research.
2020. The product is a popular lunchbox treat for school children and the improvement is associated with children being more consistently at school. As such, it comes off a relatively low 2020 base and is more a return to norm. Improvements in volume were also derived from ever improving execution across the value chain and effective pricing and promotional activity to entice sales. This category’s performance is expected to parallel that of the economy and volumes are expected to grow in the medium term as economic activity recovers.
The Value-Added Dairy (VAD) category grew in volume and value in 2021 compared to 2020. This category is composed of enhanced milk; premium plain cow’s milk; premium plain plant; and flavoured plant products. This growth was a recovery from the low base recorded in 2020 in which the product was negatively affected by the Covid pandemic. Some of these products are imported and were affected by delays at ports in 2020, which eased in 2021. Some of the products are imported as the investment cost of production would be too high considering the size of the local market. Some plant-based products within the category experienced a significant increase in average selling price due to global supply and distribution issues affecting raw material and this may affect the expected sales volume in the short term. This category covers subcategories which had a varied performance in 2021: products like soy milk were under pressure in 2021 after a higher base in 2020, while products like almond milk improved in 2021 after a difficult 2020. The VAD category is expected to continue to perform well over the medium term as economic activities and lead times improve.
Image: Supplied by Khathu Musingadi
The Rise of Agave in Beverage Innovation
As we navigate through a landscape increasingly conscious of dietary choices, the quest for healthier alternatives to traditional ingredients has led to the rise of agave syrup as a popular sweetener, particularly in beverages.
One of the primary reasons for agave syrup’s appeal lies in its composition.
Unlike refined sugars, agave syrup is composed mainly of fructose, which boasts a lower glycaemic index when compared to sucrose and dextrose. The result is a beverage that has less of an immediate impact on blood sugar levels compared to sucrose or highfructose corn syrup containing beverages, making agave syrup a preferred choice for those monitoring their sugar intake.
BENEFITS OF AGAVE
The high fructose content of agave syrup makes it 1,4 times sweeter than sucrose or dextrose. Formulators can therefore reduce the sugar content in their beverage formulations while maintaining the sweetness, colour and flavour of the beverage and keeping the low glycemic index status. This means you need less agave syrup than you would sucrose, helping lower the sugar content in the formula without affecting the sweet profile of the product. Moreover, less added sugars lead to less calories in the final formula.
Agave is also available as a highly
" Unlike refined sugars, agave syrup is composed mainly of fructose, which boasts a lower glycaemic index when compared to sucrose and dextrose."
soluble prebiotic powder, agave inulin, for application in powdered beverages and other food products. Agave inulin increases the dietary fibre content of food and can also be used to partially replace fat and sugar, maintaining healthy formulations.
Sustainability of Agave: Agave plants are hardy, requiring minimal water and thriving in arid conditions—qualities that reduce environmental impact compared to other crops. The cultivation of agave supports local economies, particularly in the semiarid regions of the Americas and the Caribbean where it has been traditionally grown for centuries.
Chempure has partnered with companies
that have been producing agave syrup and agave powder for generations, contact us for more information.
ORGANIC BLUE AGAVE SYRUP PROPERTIES
• Low glycemic index
• Flavour enhancer
• Vegan
• GMO - free
• Gluten - free
• Organic
• 25% sweeter than
• Refined sugar
• Natural fibers & minerals
COMMON USES
• Fruit products
• Beverages
• Bakery
• Cereals & granolas
• Dairy industry
• Food services
• Confectionery industry
Chempure – www.chempure.co.za
Aiming for an ambitious sevenfold rice roduction surge by 2030
Kenya is set to transform its rice landscape aiming to skyrocket production from 128 000 to 846 000 tonnes by 2030. The National Rice Development Strategy is steering the way, focussing on innovative rice varieties that demand less water.
The government of Kenya, through the National Rice Development Strategy seeks to increase rice production from 128 000 tonnes to 846 000 tonnes, sevenfold by 2030.
The agriculture PS Paul Ronoh revealed this in a speech read by the ministry’s director for Crop Resources Management Douglas Kangi during the Kenya National Rice Conference held on 16 November in Nairobi. The ambitions follow the implementation of the second phase of the NRDS 2019-2030 which is ongoing and seeks to increase local rice production to a level where Kenya becomes selfsufficient.
THE RISING DEMAND FOR RICE
To achieve this, the National Rice Development Strategy is focused on developing new rice varieties that require less water to grow and produce better yields. As of 2022, government statistics showed that local paddy production registered a slight increment to stand at 192 299 tonnes. The per capita consumption has risen sharply from 12kgs in 2016 to 28kgs in 2022, putting the demand at 1.2 million tonnes. Ronoh said that the local demand for rice continues to increase due to rising population, urbanisation, and changing food habits.
“Local rice production is only 20% of
total demand with the gap sealed through imports from Asia and regional markets. The total importation bill was Sh34.4 billion in 2022. The conference seeks to address issues affecting the sub-sector, which include improving access to high-yielding rice varieties, mechanisation, promotion of private sector participation, climate change, employment of digital technology in the rice value chain, and policy issues. Various government initiatives have been undertaken to increase rice production in the country.
COMPASS takes food sorting in a new direction by combining the latest intelligent technology with simple, highly intuitive operation. It has never been easier to sort accurately through every production run and maximise your product quality, yield and line profits. COMPASS reduces maintenance costs and sanitation requirements, while providing access to usable performance data and reports that help you improve your production process.
RotaMold Smart Rotary Molder
Introducing the RotaMold Smart: molded excellence and precision, fully designed, engineered to streamline your production.
The RotaMold Smart is engineered to mold your products with precision and efficiency. Built for simplicity in operation, it offers flexibility and performance, all combined in one rotary molder.
The RotaMold Smart is not only about efficiency; it is about performance. It can handle a vast range of biscuits, from buttery to low-fat, with guaranteed high weight accuracy, backed by recipe-controlled settings. Enjoy a seamless production flow with adjustable speeds, thanks to independently controlled drives and rollers, supporting a running speed of up to 30m/min. All adjustments needed for the perfect product shape are conveniently within reach, making the RotaMold Smart the ultimate solution for your versatile and reliable molding needs.
"The RotaMold Smart is engineered to mold your products with precision and efficiency. Built for simplicity in operation, it offers flexibility and performance, all combined. in one rotary molder."
DIRECT BAKE SMART OVEN
The Direct Bake Smart Oven is designed to ensure customer success, featuring a direct gas-fired system ideal for baking short dough biscuits and various cookies. This oven is perfect for achieving the desired size, texture, flavours, and colours of end products,
Introducing the CrackerMaster Smart, the cutting-edge, cost-efficient production line for biscuits and crackers. Combining the precision of the RotaMold Smart with the efficiency of the DirectBake Smart, it offers unparalleled quality and performance. Embrace the future of biscuit production with our CrackerMaster Smart— where innovation meets efficiency.
Read more and contact us: consumerfoods@buhlergroup.com or Nico Schutte - nico.schutte@buhlergroup.com
resulting in perfectly baked goods every time.
Key benefits, features, and functions include a recipe-controlled burner system that ensures optimum operational parameters, customizable baking profiles, and fast start-up and recovery times. It is energy-efficient, particularly for baking crackers and cookies, and provides uniform baking and distinct colouring through high temperatures and moisture levels. The even heat distribution guarantees consistent results across all products.
Recipe-controlled settings
Easy dismantle of die roller and knife
In terms of modularity and maintenance, the oven offers easy access to the baking chamber for straightforward maintenance and cleaning. Its modular design consists of 2-meter modules, allowing for easy and fast installation.
Bühler Southern Africa – www.buhler.com
Bühler Denmark A/S DK-2740 Skovlunde, Denmark
Bühler AG CH-9240 Uzwil, Switzerland www.buhlergroup.com
DirectBake Smart RotaMold Smart
QUANTM® : Energy-Efficient, Low-Maintenance Pump
The mining and industrial sectors demand pumps that are efficient, low-maintenance, and sustainable.
QUANTM® has established itself as the leading innovator and exclusive patent holder of an electrically driven double diaphragm (EODD) pump that incorporates FLUXCORE technology - a transverse flux motor. This revolutionary advancement enables the QUANTM EODD pump to replicate the functional capabilities of air-operated diaphragm pumps (AODD). Importantly, these advanced EODD pumps significantly reduce the need for maintenance and energy consumption associated with other positive displacement technologies, resulting in impressive cost savings of up to 80%. The groundbreaking QUANTM pump is now readily available to potential clients operating in the mining and industrial sectors in Africa, thanks to the extensive distribution network provided by Axflow AQS Liquid Transfer.
In the contemporary mining and industrial pumping sector, the key focus areas include reducing maintenance requirements, enhancing energy efficiency, and ensuring sustainability. Nevertheless, the challenge lies in navigating through the diverse positive displacement pump technologies, assessing
EXPLORE THE FUTURE OF MINING AT ELECTRA MINING AFRICA!
Date: 2-6 September, 2024
Location: Hall 9, Stand D05
We are thrilled to be at Electra Mining! Don’t miss us at Hall 9, Stand D05. We’ll be showcasing our complete line of mining, industrial, and agricultural pumps. Explore our latest, revolutionary, and groundbreaking products crafted to exceed the most stringent industry standards. Dive into the Future of Pumping! Join
their strengths and weaknesses, and making prudent decisions that consider initial costs, operational downtimes, and the total lifecycle expenses of the pump. Energy consumption emerges as a crucial aspect among these factors, where the QUANTM EODD pump offers substantial advantages.
THE QUANDARY OF SELECTION
William Human, the QUANTM product manager, offers insights when it comes to the advice sought by those in the mining and industrial domains. He emphasises that inherent self-preservation features, such as dry running capability, automatic self-priming, direct or remote flow control (adjustable from 0 to 50Hz), and a superior spares-to-unit cost ratio, serve as critical criteria for contemplating QUANTM for both current upgrades and future expansions within the realm of positive displacement pump systems.
THE EVOLUTION OF EODD PUMPS
The EODD pumps have been present in a basic form for a while now, but the QUANTM pump’s design marks a significant departure from the
us to explore groundbreaking pumping technology and witness how our solutions can revolutionize your operations. Get hands-on with our latest advancements and have our experts answer all your questions. Don’t miss this opportunity to experience the cutting edge of the latest pump technology! We look forward to seeing you there!
Click here to register and dive deeper into the event: https://www.electramining.co.za/
norm. Tailored to meet the growing demand for clean energy and sustainable technology, the QUANTM pump stands out due to its distinctive design. Mr. Human emphasises the benefits that make QUANTM the top choice, highlighting its easy installation, minimal maintenance requirements, and lower energy expenses when compared to alternative pump designs such as centrifugal, lobe, gear, progressive cavity, peristaltic, and piston/ plunger technologies.
Key attributes: The defining characteristics of QUANTM pumps center around the selfpriming diaphragm pump design and the Flux Core technology, both of which magnify the benefits of the innovation.
Self-priming diaphragm pump design: QUANTM’s diaphragm pump design is equipped with a self-priming feature and a seal-less pumping chamber. This innovative design enables uninterrupted operation even during dry runs, eliminating the need for replacing stationery or rotating seals.
Flux core technology: Central to the QUANTM range of EODD pumps is the Flux Core – a transverse flux motor. This AC motor mimics the behavior of a DC motor, obviating the need for a soft starter. The Flux Core motor delivers exceptional torque power, providing up to eight times more continuous torque at low speeds and power density compared to conventional motors. These attributes translate to minimised size and resistance losses.
USER BENEFITS
QUANTM® presents users in the mining and industrial sectors with an array of advantages:
• Optimal Energy Efficiency
• Reduced Maintenance Costs
• Ultra-Low Total Cost of Ownership
The reduced maintenance costs and lower
ENDURING PARTNERSHIP, GUARANTEED EXPECTATIONS
By establishing long-lasting collaborations, AxFlow AQS Liquid Transfer ensures that clients’ requirements for positive displacement applications are fulfilled using QUANTM® EODD pumps. Mining and industrial firms have the opportunity to engage with our group of technical specialists for customised solutions. Test a QUANTM® pump and witness the outcomes firsthand.
AxFlow AQS Liquid Transfer is the sole distributor for the QUANTM® EODD range in South Africa. Other product ranges include AODD Pumps, Piston Diaphragm Pumps, Submersible Pumps, Heavy Slurry Pumps, Centrifugal Pumps, Solar Pumps, Vertical Multistage Pumps, Progressive Cavity Pumps and Peristaltic Pumps. Don’t miss out on this opportunity to elevate your operations— contact AxFlow AQS Liquid Transfer today and transform your productivity!
cost of ownership are a result of significant savings in spare parts expenditure. It is important to highlight that the ‘wet side’ of the QUANTM® EODD pump utilises the same spare parts as the standard AODD pump range, which enhances costeffectiveness through economies of scale and interchangeability especially on plants where multiple applications have been catered for with the same pump. Furthermore, the maintenance manual provided outlines preventative maintenance principles and regular intervals, which ultimately contribute to extending the pump’s lifespan and reducing maintenance expenses.
The intersection of low maintenance costs and energy efficiency effectively drives down the total cost of ownership. The energy-related benefits are particularly noteworthy given the substantial role of energy expenses in mining and industrial operations.
FURTHERING SUSTAINABILITY
QUANTM’s decreased energy consumption results in lower emissions, supporting organisations’ efforts to reduce carbon footprints.
Seamless integration: The QUANTM®EODD pump is distinguished by its simple installation process. Crafted as a ‘plug-and-play’ solution, it offers benefits such as adaptable connection choices with pre-existing rigid piping and the use of the current power source. Activating the QUANTM pump does not necessitate any special measures like priming or seal system safeguarding.
AQS Liquid Transferwww.aqsliquidtransfer.co.za
Versatile applications: With its multitude of features and inherent design advantages, the QUANTM pump finds utility across a diverse range of applications, encompassing underground mine face dewatering without compressed air, general water transfer, emulsion transfer, paint kitchens, water treatment facilities, sand bead milling, blending and transfer, chemical transfer, waste material handling, ingredient transfer, and adhesive transfer. The QUANTM® EODD pump emerges as the foremost choice when confronted with the need for solutions that prioritise low maintenance costs, energy efficiency, and sustainability.
Images:
AI and Virtual Assistants in Rigid Packaging
SACMI Vision Systems, one of the leaders in the rigid packaging industry, is taking quality control to the next level with Artificial Intelligence and advanced software solutions.
The evolution of ‘vision’, from quality control to process control, systems designed to ‘think’ like a human being, providing immediate and useful information to even the most experienced operator. SACMI Vision Systems, the world’s widest range of vision systems for rigid packaging in the beverage industry.Caps, preforms, right up to the full, labelled container: today, SACMI systems are evolving under the banner of Artificial Intelligence and Deep Learning. This is achieved thanks to the new release of the CVs software suite, a set of tools that - in the name of interoperability, cybersecurity, and data availability anytime, anywhere - project quality control within a collaborative vision between man, machines and systems. In addition, the exclusive GILDA-AI, not a simple ‘chatbot’ but a real ‘virtual colleague’ ready to provide answers, further simplifies system management and troubleshooting.
QUALITY FIRST, TOWARDS AI
SACMI, a global player in the packaging industry for seventy years, seized the opportunity from the early days of software engineering to complement its range of machines with the development of advanced systems to support quality control. More recently, the radical paradigm shift in the digitalisation of systems has made these solutions not only a tool for quality control but also a strategic tool for making the production process more efficient.
THE NEW CVS SOFTWARE SUITE
The entire range of vision systems for the rigid packaging sector is based on the SACMI
“Gilda-AI is much more than just a chatbot: it is a ‘virtual colleague’ that speaks the language of the operators and provides immediate and intuitive solutions to any problem.”
software suite. This is the starting point of the development, an approach that meets the current needs of the market, due to the ever-increasing demand for these systems on packaging lines and, at the same time, the need to train operators in their use, making process data management simpler, more useful and more immediate.
In this logic, CVs (Computer Vision software) includes software (CVs23) integrated into the machines and common to all systems, the remote data logging and analysis platform (CVsWEB) and the Classy AI system that improves and simplifies system operation by automatically categorising the types of defects detected.
In particular, Classy AI revolutionises system management. In addition to the technical interface - which is always available - the solution presents a truly advanced dashboard, trained to ‘think’ like a human being, classifying and associating each defect with its possible cause, intercepting and anticipating any process drift.
GILDA-AI, THE 24/7 DIGITAL ASSISTANT
SACMI’s approach to the future factory is based on the idea that technologies should increase productivity and ensure the safety and well-being of operators. This concept is reflected in CVS machines and devices that not only detect defects with unprecedented accuracy, but also offer unparalleled virtual support through SACMI’s new 24/7 digital assistant, Gilda-AI.
Gilda-AI is much more than just a chatbot: it is a ‘virtual colleague’ that speaks the language of the operators and provides immediate and intuitive solutions to any problem. Thanks to Gilda-AI and the CVs software suite, there is no need to consult manuals or search for complex solutions: the answer is always at your fingertips. As part of its vision in producing rigid packaging for the beverage industry, SACMI offers the proven CHS solution for the in-line quality control of caps. In addition, there are the new cut and tamper-evident band inspection systems integrated into the cap line in view of the changeover to the new tethered standard. The uniqueness of the SACMI range extends to preform production, with PVS systems for both in-line and laboratory quality control (and with the first press on the market, the IPS 300 and IPS 400, to integrate this system directly into the machine as an option for process control).
Advanced MRO: A Business Imperative
RS South Africa, a trading brand of RS Group plc (LSE: RS1), a global provider of product and service solutions for industrial customers, has spent over 80 years aggregating suppliers using technology and services to over a million suppliers globally.
“Customers approach us with their specific pain points, and we look at what solutions we can offer in terms of an overall plan or strategy,” explains Craig Henry, MRO business development and value-added solutions manager at RS South Africa. Here, Maintenance, Repair and Operations (MRO) is key to the seamless functioning of supply chains across a range of industries, from equipment and machinery to the processes essential for a company’s daily operations. The efficiency of MRO significantly impacts maintenance planning, operational costs, and overall supply chain efficiency. Managing MRO activities presents many challenges for companies, from inventory optimisation to procurement complexities and effective maintenance planning. If unaddressed, these challenges can lead to disruptions in the supply chain, affecting productivity and incurring unnecessary costs, highlights Paul Nash, corporate accounts manager, RS South Africa. Key to supply chain management is identifying reliable suppliers, a critical focus for quality MRO. Another factor is data management, from inventory levels to procurement information and maintenance records. “Planning and scheduling maintenance is an important area a company must focus on,” advises Nash.
TECH DRIVEN MRO TRANSFORMATION
Technology is transforming MRO operations,
“The efficiency of MRO significantly impacts maintenance planning, operational costs, and overall supply chain efficiency.”
offering innovative solutions to traditional challenges. It includes the Industrial Internet of Things (IIoT), predictive maintenance algorithms, and automation and digitisation. Meanwhile, the introduction of AI and blockchain on the supply chain side is assisting with traceability. ‘Smart’ contracts are another trend, whereby customers comprehend the value that a stakeholder and partner like RS can add to their businesses. The traditional 12-month contract is a thing of the past, with companies now requiring a three- to five-year optimisation plan to be rolled out to cut costs over the long term. Asset tracking is equally important, with customers switching to robotics in certain applications as part of the overall trend towards automation. Even 3D printing now presents customers with another tool in their arsenal to secure critical components quickly and conveniently. “Make sure your objectives and goals are clearly defined. Prioritise what is going in first and what is most compatible. Key stakeholders are crucial. If you do not
ABOUT RS GROUP
RS is a trading brand of RS Group plc, providing product and service solutions that help our customers design, build, maintain, repair, and operate industrial equipment and operations, safely and sustainably. We stock more than 750,000 industrial and electronic products, sourced from over 2,500 leading suppliers, and provide a wide range of product and service solutions to 1.1 million customers. We support customers across the product lifecycle, whether via innovation and technical support at the design phase, improving time to market and productivity at the build phase, or reducing purchasing costs and optimising inventory in the maintenance, repair, and operation phase. We offer our customers tailored product and service propositions that are essential for the successful operation of their businesses and help them save time and money.
have their buy-in, any strategy is unlikely to take off properly,” concludes Henry. RS South Africa is a proudly Level 2 B-BBEE accredited company. For more information about our extensive product range, visit the RS South Africa website.
AI Puts Food Sorting Power in Operators’ Hands
Brendan Byrne, a Technology Manager - Artificial Intelligence, explains how food sorting is complex due to its organic nature. Traditional methods involve trade-offs between factors like yield and quality. However, Artificial Intelligence offers a solution to overcome these limitations.
TOMRA has embraced the transformative power of Deep Learning, a form of Artificial Intelligence. This advanced technology has not only enhanced the performance and stability of our sorters but has also unveiled new realms of efficiency. The integration of Deep Learning engines into our sorters marks a significant milestone, offering industry-leading performance that directly contributes to the improved bottom line of our customers’ operations.
As the technology manager for Artificial Intelligence at TOMRA Food, it’s my role to ensure that TOMRA’s AI products return maximum benefit for our customers. This means ensuring that we use the latest and most advanced Deep Learning models to solve sorting and grading challenges at scale.
While we’re working on these big technological challenges, we also want our customers to be thinking about the future role of AI in their operations because with new applications of AI, you could shape the future of your sorting machines.
AI CONTROL AT YOUR FINGERTIPS
In the past, many food sorters and graders were operated by expert customers who meticulously fine-tuned traditional grading algorithms to meet their specific needs. This hands-on approach demanded constant engagement and considerable time from operators to maintain desired grades. With the advent of Deep Learning-powered machines, the sorting and grading process has become more of a ‘black box’ offering fewer insights into the decision-making process behind the machine’s actions. Customers have some
“Generative AI could also empower operators to communicate directly with their machines.”
control, but they might miss the in-depth understanding they once had.
The trade-off of giving up limited control for this new approach is more accurate and robust performance along with a significantly reduced learning curve for operating the sorter. However, for customers who miss the deeper understanding provided by the older algorithms — albeit at the cost of requiring expert knowledge — there is a promising future opportunity to integrate a different type of AI technology into their machines. That technology is Generative AI.
Generative AI marked its entry into mainstream technology with the release of ChatGPT in November 2022. The food sorting and grading industry can benefit from this technology, and TOMRA are committed to integrating advanced AI solutions to help our customers maximise the performance of their AI-powered TOMRA machines.
In my view, Generative AI could assist customers by explaining the reasoning behind the machine’s decisions, unlocking new insights, and aiding in the continuous improvement of the sorting and grading models, thereby bridging the gap between the precision of deep learning and the transparency of traditional algorithms.
With Generative AI’s added capabilities, operators could ask their machine questions, access crucial data, and enhance the overall
BENEFITS OF HUMAN-AI COLLABORATION:
• Increase accuracy when adjusting model and recipe settings
• Detect challenging and elusive specialised defects
• Boost operator confidence
• Generate continuous data feedback to understand the impact of changes on the production line
functionality and user experience of AIpowered sorting machines.
GREATER AUTONOMY WITH GENERATIVE AI
So, what could the addition of Generative AI to the next generation of AI powered sorting machines add? With Generative AI, customers could get the most out of their AI-powered TOMRA machines, significantly improving efficiency and reducing the need for external support. In the past, adjusting machine settings for locality or seasonality variations during production often required the intervention of a TOMRA expert. In the future, that expertise could be built into the machine itself and accessible directly by the customer.
Generative AI could also empower operators to communicate directly with their machines. By asking questions, requesting specific outcomes, or instructing the machine on desired adjustments, and the machine could interpret and respond or configure settings accordingly.
Spanish craft brewery gears up with flexible screw conveyor
Established in 2017, the Cervecera Peninsula craft brewery brings a taste of the New World to the heartlands of Spain with its hoppy American-style beers.
Operated by a father and son team, the company needed to move grain from the milling room to the brew tank and decided on a flexible screw conveyor from Flexicon Europe. The needed components were available via Flexicon’s Quick Ship programme, which provides rapid delivery of frequently specified systems such as this.
“In the beginning, we had to do everything ourselves. We were putting in the grain by hand,” says Roman Jove, Cervecera Peninsula founder and head brewer. “We needed certain processes to be very simple. I had looked at many options but Flexicon was recommended by brewer friends in the U.S.”
MOVING MILLED GRAIN TO THE MASH HOUSE
The brewing process begins in the milling room, where milled, malted grain is conveyed from a 225-litre capacity floor hopper to a brew tank by a 6.5-metre-long flexible screw conveyor. As it rotates, the screw self-centres within the 67 mm diameter polymer tube, providing ample space between the tube and screw wall to avoid grinding of the milled grain.
The mill produces two 400 kg batches per day of either malted wheat or a malted wheatoat blend, all of which is transported directly to the brew tank by the conveyor. The design of the conveyor screw was specifically selected to efficiently transport the various free-flowing materials. With the drive motor located beyond the discharge point, the material does not contact seals or bearings.
KEEPING THINGS SIMPLE
Sr. Jove recounts installation of the conveyor as “very simple.” It is cleaned after every five batches, a procedure that consists of reversing the screw to evacuate residual material, and in-place flushing of the interior. Alternatively, the screw can be removed through a lower end cap for sanitising.
The conveyor meets Cervecera Peninsula’s requirements for gentle handling of the malted grain with no separation of wheat-oat blends. “It moves all the material together at
ABOUT FLEXICON
Flexicon is an international organisation with administrative, engineering and manufacturing capabilities on four continents, and an extensive worldwide network of applications engineers and field support technicians to serve you a unique consolidation of bulk handling specialists with hundreds of years of combined experience. At the local level, these personnel provide the knowledge and resources needed to satisfy the diverse requirements of individual process plants country-by-country, while providing the worldwide infrastructure, long-term vision, stability and single source capability required by multi-national organisations.
An extensive research and development programme continually sets new
“The conveyor meets Cervecera Peninsula’s requirements for gentle handling of the malted grain with no separation of wheat-oat blends.”
standards for bulk handling equipment performance with entirely new designs, product improvements and equipment that complies with certifications required by governmental and industry associations for chemical, food, dairy and pharmaceutical applications — both nationally and internationally. Flexicon’s design engineering staff devises efficient solutions to the most unusual problems with highly custom equipment, basing solutions on unique customer requirements, not merely on existing product line offerings. This approach provides each customer with the most efficient solution to his or her individual problem and endows the company with a depth and breadth of bulk handling experience unequalled by any other comparable manufacturer in the world.
the same speed,” says Sr. Jove. The enclosed tube also eliminates dust and spillage, as well as contamination of the product or plant environment. “It takes a lot of the work out of brewing and that’s something we appreciate,” he concludes.
Flexicon – www.flexicon.com
Bragan
Buhler
CCL
Coffee time
Images:
25,000+ INSTALLATIONS
means Flexicon has already solved a bulk bag handling problem just like yours, or can do so quickly and easily
FILL CONDITION EMPTY
Fill one bulk bag per week or 20 per hour with REAR-POST, TWIN-CENTREPOST™, and SWING-DOWN® Bulk Bag Fillers
Loosen material solidified in bulk bags during storage and shipment with BLOCK-BUSTER® Bulk Bag Conditioners
Save time, money and space with BULK-OUT® Multi-Function Bulk Bag Dischargers and Weigh Batching Stations
Flexicon’s extra-broad model range, patented innovations and performance enhancements let you exact-match a filler to your specific cost and capacity requirements. Patented TWIN-CENTREPOST™ models maximise strength, accessibility to bag loops and economy. Cantilevered REAR-POST models allow pass-through roller conveyors. SWINGDOWN® models pivot the fill-head to the operator at floor level for quick, easy and safe spout connections. Optional mechanical and pneumatic conveyors.
Opposing hydraulic rams drive contoured conditioning plates to crush and loosen solidified bulk material safely and easily. Bulk bags can be raised, lowered and rotated to allow complete conditioning of the entire bag through the use of automated turntables and scissor lifts, or electric hoist and trolley assemblies. Offered as stand-alone units for loading with forklift or electric hoist and trolley, or integrated with bulk bag dischargers for reduced cost, footprint and loading time.
Condition, de-lump, screen, feed, weigh batch, combine with liquids, and convey as you discharge, with a custom-integrated, performance-guaranteed, dust-free discharger system. Offered as stand-alone units for loading with forklift or electric hoist and trolley, split frames for low headroom areas, economical half frames and mobile frames. All available with mechanical and pneumatic conveyors, flow promotion devices, bag dump access, automated weigh batching packages, and much more.
Stand-alone units to complete, automated systems integrated with mechanical and pneumatic conveyors
SOUTH AFRICA sales@flexicon.co.za +27 (0)41 453 1871