The Food Review team attended Propak Africa 2025 where the latest automated sustainable packaging innovations and trends were unveiled in the food and beverage sectors both locally and globally. Key innovations were focused on integrating biodegradable and compostable materials, such as plant-based plastics, that reduce environmental waste. Automation is playing a critical role in these sustainable initiatives. It is enhancing the efficiency of packaging production and facilitating the use of smart packaging technologies, like QR codes and sensors, which provide information on product sustainability. Turn to pages 16 – 21 to learn more. In the snacks and confectionery sector, we explore Buhler’s DirectBake Smart line, transforming biscuit and cracker production with advanced automation and energy efficient baking technology, see pages 22 – 23. Cama showcases their latest gentle premium chocolate packaging technology, see pages 24 to 25 for more. We also explore trends and developments in meat, fish and poultry as well as water processing technology.
Don’t forget to turn to our diary on page 6 to stay abreast of all the upcoming trade shows and events!
Editor: Kelebogile Nondzaba +27 (0)78 175 9632
kelebogile.nondzaba@newmedia.co.za
Sub-editor: Gill Abrahams
Layout & Design: Tumi Kunene
Cover Image and current page: Courtesy of Getty Images
Building 13, The Woodlands Office Park, 20 Woodlands Drive, Woodmead, Sandton PO Box 784698, Sandton 2146 +27 11 867 6111
POSTAL ADDRESS
PO Box 784698, Sandton, Johannesburg 2146
Published Media24 (Pty) Ltd
April 2025 DIARY
Packaging Innovations
Birmingham, UK
2 – 3 April www.packagingbirmingham.com
Africa Dairy Summit (Virtual) Nairobi, Kenya
29 – 30 April www.africadairysummit.com
June
AVI Africa
Johannesburg, South Africa
3 – 5 June www.sapoultry.co.za
Food & Beverage West Africa
Lagos, Nigeria
10 – 12 June www.fab-westafrica.com
Africa Food Show
Cape Town, South Africa
10 – 12 www.theafricafoodshow.com
May
Natural & Organic Products
11 – 12 May London, UK www.naturalproducts.co.uk
Nampo Harvest Day Bothaville , South Africa 13 – 16 May www.grainsa.co.za
Food Pack Africa Kampala, Uganda 15 – 17 May www.mxmexhibitions.com
Dairy Manufacturing Africa Lagos, Nigeria 14 – 16 May www.afmass.com/dairy-expo/
SOUFFLET MALT AND HEINEKEN BEVERAGES COLLABORATE
Soufflet Malt and HEINEKEN Beverages have entered a commercial partnership in South Africa, with Soufflet Malt set to supply malt used in Heineken’s South African operations. As part of this agreement, Soufflet Malt will invest €100 million to build a new malting facility, strategically located next to HEINEKEN’s Sedibeng Brewery near Johannesburg, and set to be operational by mid-2027.
The new facility will be the most technologically advanced malthouse in South Africa and will produce 50% fewer
BEYOND THE EXHIBITION
emissions than the industry average by using trigeneration and solar energy. Its location next to the brewery will enable malt to be transferred via conveyors, reducing both emissions and costs.
AATF 2025 Conference lineup brings exclusive insights to automation professionals. While the Africa Automation Technology Fair (AATF) 2025 exhibition floor will showcase cuttingedge automation solutions, the real gamechanging insights will be found within the conference halls. Running alongside the event
PROPAK AFRICA 2025, INDUSTRY INNOVATIONS UNVEILED
from 6 – 8 May 2025 at Gallagher Convention Centre, the AATF 2025 Conference offers an ideal platform for industry professionals to engage with global thought leaders, be exposed to the latest trends, and gain exclusive knowledge beyond what’s available on the exhibition floor.
Explore the latest in food and beverage trends at Propak Africa 2025, featuring cutting-edge packaging, technology, and expert insights from 11-14 March. The food and beverage sector is the largest and most vital part of South Africa’s manufacturing industry, contributing 25% to total production. Recent growth, largely driven by dairy, snacks, beverages, and bakery products, has increased the demand for safe, traceable food packaging solutions. All the latest developments in food packaging and labelling will be on show at
With a production capacity of nearly 100,000 tonnes, the facility will create 55 full-time jobs and support over 200 local South African barley growers. Soufflet Malt will source 100% of the barley locally. To achieve this goal, Soufflet Malt has been working in the region for several years, building long term partnerships with both commercial and developing farmers. Through training, mentoring, and commercial support, Soufflet Malt is helping them adopt agronomic best practices to grow highquality, premium barley.
This year, the conference is set to turn the spotlight on industrial automation, manufacturing, and security with four dedicated tracks:
• InfoSecurity Africa – 6 May: Tackling the growing cybersecurity challenges in automation and industrial control systems.
• Future Manufacturing Africa (FMA) – 7 May: Addressing sustainability, green manufacturing, and Africa’s transition toward Industry 4.0. This conference is sponsored by AMP CAD CAM
• AVISA (Audiovisual Integrated Systems Africa) – 8 May: Exploring innovations in control room technology and industrial visualisation.
• AATF Connect – 7-8 May: Unpacking industrial automation trends, workforce development, and the future of smart factories.
Taking place at the Johannesburg Expo Centre 11-14 March 2025, visitors to the show will be able to see two firsts on the African continent. Ishida will present its award-winning QX-500 tray sealer, which delivers a 66% increase in cycle speed, a 44%
reduction in weight, a 46% reduction in size and a 50% reduction in energy consumption. Visitors looking for a smart and consolidated monitoring system for their entire food production line will be able to see the new Sentinel 5.0 remote production monitoring system powered by AI allowing manufacturers to track and analyse real-time data across the entire production line.
Propak Africa and co-located shows FoodPro Expo, Pro-Plas Expo, Pro-Label Expo, and The GAPP Print Expo.
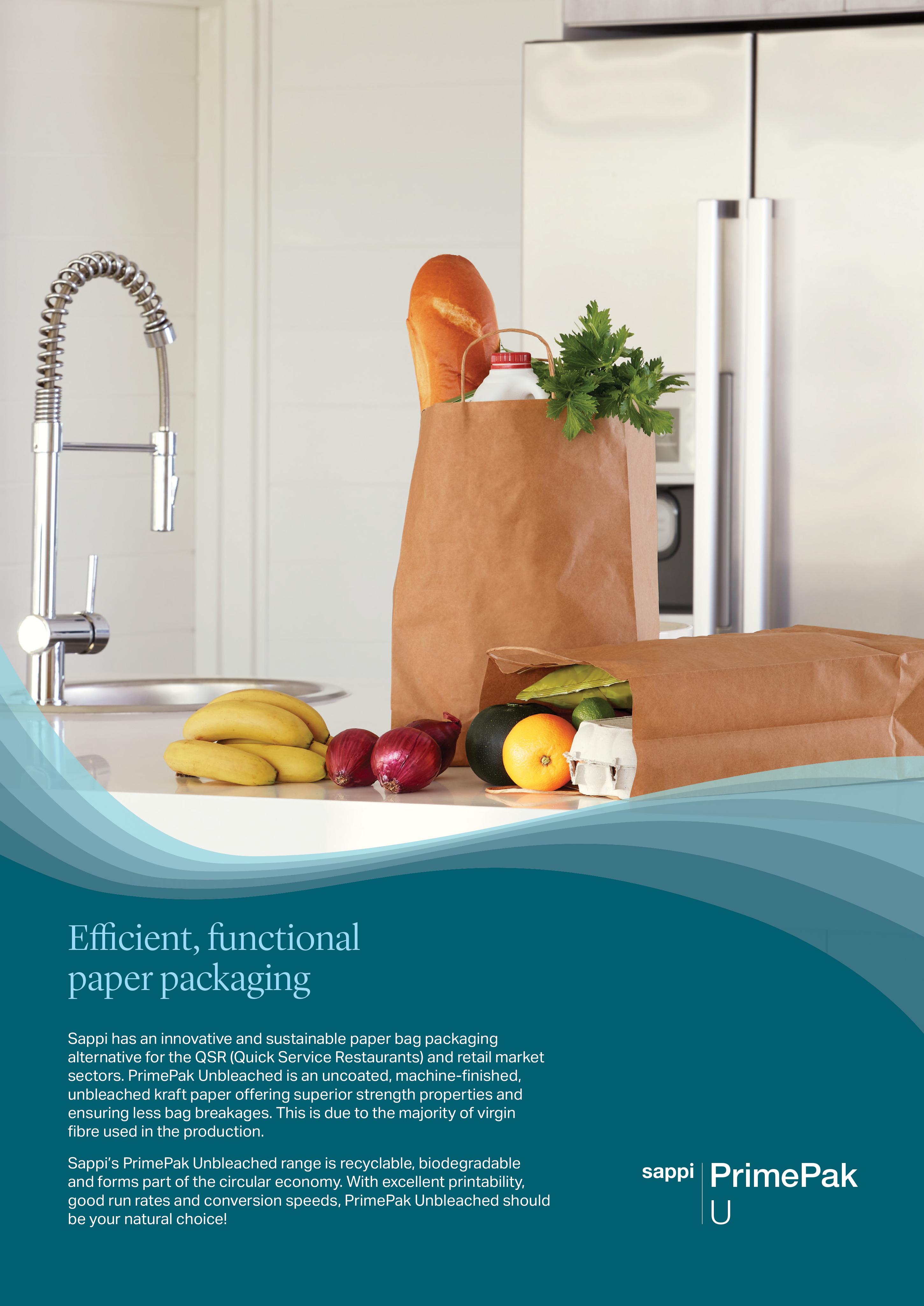
Introducing superior bread innovation
Sasko unveils the bettererest loaf ever, delivering a soft tastier and more premium bread experience.
SASKO, the brand with deep-seated roots in care, quality, and innovation, is on a continuous quest for excellence. This commitment to striving for better has led to the introduction of the Bettererest Loaf Ever—a softer and tastier version of its beloved white and brown loaves. This exciting advancement was celebrated at an exclusive media experiential event at The Ground Venue, Muldersdrift, where top food journalists, influencers, and culinary experts gathered to savour the superior softness, taste, and quality of SASKO’s latest innovation. The event showcased a curated harvest table brunch, hosted by award-winning cookbook author Neo Nontsho and featuring award-winning renowned chef Zola Nene, who crafted delicious gourmet-inspired dishes from the Bettererest Loaf Ever.
Perfecting a loaf like this isn’t merely about the recipe—it’s about mastery, skill, a relentless pursuit of excellence, and, of
course, care. The Bettererest Loaf Ever is the latest iteration of an ongoing quest to satisfy consumer preferences and improve on our best—thus creating an even betterer loaf. This is achieved by sourcing a superior strain of wheat from around the world and using refined milling techniques to enhance flour quality.
THE
BETTEREREST
LOAF BOASTS
• A softer and fluffier texture that lasts longer
• A lighter, airy crumb with a visually appealing rise
• A more refined taste than ever before
“This is more than just a product renovation— it’s about reimagining how we enjoy our daily bread.”
COMMITMENT TO INNOVATION
At the launch, Nomsa Khanyile, marketing director at SASKO, spoke about the dedicated process behind this elevated loaf. “At SASKO, we believe that people who care make things better. Our farmers, millers, bakers, and drivers are relentless in their pursuit of improvement and perfection. They’ve worked tirelessly to refine every aspect of our bread, ensuring that every loaf is softer, tastier, and simply betterer than before.”
SASKO’s quest for continuous innovation is part of its brand DNA, as seen in its specialty range, which introduced healthconscious loaves such as Low GI Multigrain Cranberry and Low GI Oats & Honey Flavoured Bread. This commitment to anticipating consumer needs and delivering on new trends has now resulted in the Bettererest Loaf Ever. With this, SASKO takes everyday bread to the next level, offering an exceptional experience in every slice. The launch is accompanied by a national TV campaign, which first aired on 6 January 2025. The TVC reminds us that true mastery isn’t just about time—it takes consistency, skill, and an insatiable appetite for continuous improvement. Every SASKO loaf reflects this dedication, ensuring that people who care make better bread. The Bettererest Loaf Ever is now available at leading retailers across the country and will soon be amplified by a series of consumer activations, allowing South Africans to truly experience the difference. “This is more than just a product renovation—it’s about reimagining how we enjoy our daily bread. Whether for breakfast, a lunchbox staple, or an evening snack, the Bettererest Loaf Ever is the ultimate choice for South Africans who appreciate quality,” added Khanyile.
Doubling growth and capacity
FUCHS LUBRICANTS SOUTH AFRICA has nearly doubled its sales volume through strategic growth and significant investment, expanding its Isando facility to enhance production capacity, efficiency and quality control.
An aggressive growth strategy in South Africa and Sub-Saharan Africa over the last decade has resulted in a CAGR of 6% in volume sold since 2015.
“The result of this is that sales volume has nearly doubled in this time,” said Paul Deppe, managing director of Fuchs Lubricants South Africa, regional vice President of SubSaharan Africa.
Paul Deppe was speaking at the official opening of the expanded facility of Fuchs Lubricants South Africa in Isando. “This growth would not have been possible had the FUCHS Group not the confidence and desire to support its subsidiary in South Africa.” More than R650 million has been invested in creating capacity at the South African subsidiary over the past eight years. “It is a huge confidence
boost in the country and the FUCHS business in South Africa,” said Paul Deppe. Joining the event from FUCHS SE was Dr. Ralph Rheinboldt, chairman of the South African subsidiary and member of the FUCHS SE executive board responsible for EMEA, Dr. Sebastian Heiner member of the FUCHS SE executive board and CTO, and Matthias Spethmann, Vice President of EMEA OEM sales.
Images: Supplied by Fuchs Lubricants
PLANT EXPANSION MILESTONE
“FUCHS has marked a significant milestone with the completion of its expanded plant in Isando”, said Deppe. The project commenced in 2020 with the purchase of an adjacent site to accommodate the company’s growth. This expansion follows the initial investment in a new grease plant commissioned in 2018. The newly built facility, which now spans 6ha, doubling its previous size, represents a R500 million investment in “creating capacity” and technological advancement. The project includes a new office complex, warehouse, laboratory, tank farm, oil lubricants blending plant, and state-of-the-art filling machines. Completed in December 2024, the expansion has increased production capacity by over 40%.
The development has been a key factor in FUCHS’s growth, which now employs nearly 450 people, up from 250 in 2015. No staff redundancies took place during this period, with the company continuing to invest in employee training and upskilling.
FUCHS worked closely with several partners, including global engineering firm DRA Global, the engineering, procurement, and construction management (EPCM) consultant. Other consultants who contributed significantly were GPD Studio (architect), ILS (warehouse designer), ASP Fire (fire engineer), Stadler & Schaaf (plant automation), and Handson Electrical (electrical engineer). Among the highlights of the new facilities
“This expansion is set to enhance FUCHS’s operational efficiency, quality control, and production capacity, ensuring continued growth and customer satisfaction.”
carbon by the Green Building Council of South Africa.
ADVANCED FACILITY ENHANCEMENTS
is the modern office complex, which serves as the head office for South Africa and regional office for Sub-Saharan Africa. It is designed to house 110 people in a sustainable, energy-efficient environment, certified net-zero
Paul Deppe, Managing Director at FUCHS LUBRICANTS SOUTH AFRICA
FAST FACT
FUCHS LUBRICANTS SOUTH AFRICA’s
Isando facility expansion resulted in over a 40% increase in production capacity, supported by a R500 million investment.
The new 7 000 m² warehouse, four-anda-half times larger than the previous one, incorporates SAP warehouse management technology supported by integrated scanning systems, and design incorporating narrow and wide aisle racking for flexibility and to maximize space utilization. The automated fire system conforms to NFPA standards and includes automated spill barriers. In addition, sustainability elements such as rainwater harvesting and a solar PV system which will increase total renewable energy supply to 30%. A critical part of FUCHS value offering is quality control and product development. With the growth of operations, the laboratory has been renovated and upgraded. The upgraded laboratory supports FUCHS’s commitment to quality control and product development. The expansion of the oil lubricants production capacity includes a new tank farm, blending plant, and filling hall designed for future growth. The tank farm includes capacity for 1 300m³ of base oil storage, 120m³ of heated additive storage and 300m³ of blending capacity. There are 3 new filling lines, an IBC and drum line, a 20L filling line and Small Pack filling line currently configured to fill 5L and 1L pack sizes. All 3 lines have a high degree of automation. The IBC and drum line features a diving head piston nozzle to limit foaming and a load cell with level sensors for accurate volume and weight measurement. The 20L line and Small Pack filling line all have a range of quality features like weight checking, cap sensing, induction sealer sensing, label vision sensing and batch code printing. “This expansion is set to enhance FUCHS’s operational efficiency, quality control, and production capacity, ensuring continued growth and customer satisfaction. The company extends its gratitude to its employees, consultants, and customers for their unwavering support throughout this transformative journey,” concluded Deppe .
Ecowize: Your expert cleaning partner
Discover Ecowize’s expertise in water-smart wet cleaning solutions, combining over 25 years of experience with innovative techniques for effective food safety compliance.
“As a Food Safety Solutions partner, we pride ourselves to provide each customer with the best solution possible to eliminate/mitigate any potential food safety risks. Using our unique set of skills, knowledge, and experience we provide solutions in the wet and dry space giving each customer peace of mind that their food safety compliance portion of the cleaning PRP is fully taken care of.” Cecil Viljoen, GM.
WHAT’S THE DIFFERENCE BETWEEN WET AND DRY CLEANING?
In a professional, food-safe site, it is absolutely essential to understand the distinction between wet cleaning and dry cleaning. Wet cleaning involves the use of water, detergents, and sanitisers to physically remove dirt, stains, and microorganisms from surfaces. This method effectively eliminates visible debris and
reduces bacterial contamination. It is typically used to clean food preparation areas, equipment, and utensils.
On the other hand, dry cleaning utilises techniques that do not require water. It typically involves the use of dry cleaning solvents, vacuuming, and brushing to remove dry soils and particles from surfaces. Dry cleaning is best for areas or equipment where moisture may pose a risk, such as electrical components or sensitive machinery.
By making use of both wet and drycleaning methods in the right ways, foodhandling sites can ensure a comprehensive approach to cleanliness, minimising the risk of cross-contamination and upholding food safety standards. Ultimately, we’re after a pathogen-free environment and Ecowize has both the expertise and experience to deliver on both, handling all of your wet cleaning needs with ease.
“With refined processes spanning over three decades, Ecowize ensures comprehensive and efficient cleaning solutions, providing unmatched food safety compliance.”
DOES WET CLEANING WASTE UNNECESSARY WATER?
Does wet cleaning waste unnecessary water? As cleaning and sanitation specialists, we implement smart saving techniques—including alternating between high and low pressure—and automation to prevent wastage. Additionally, we explore innovative methods such as dry ice or steam cleaning to respect our most vital resource, all without compromising the cleaning standards we are committed to upholding.
WHY IS ECOWIZE THE RIGHT STRATEGIC PARTNER FOR YOUR WET CLEANING NEEDS?
We don’t bring up our 25 years of experience to boast. No, we bring it up to give you the peace of mind that comes with knowing you have the right partner in your corner. We have honed our processes and procedures to deliver on the perfect combination of time (how long we clean for), water (how much or how little we use, and at what temperature), people (our trained teams and trainers who empower the staff of our on-site clients) and chemicals (we have purposefully designed our own range of proven detergents and disinfectants for our clients). Let’s take care of your wet cleaning needs together!
FAST FACT
Ecowize employs both wet and dry cleaning methods, optimising food safety and reducing crosscontamination risks in food-handling environments.
CIP CLEANING OF HTST MILK PASTEURIZERS
According to Branson Chemicals, cleaning HTST (High temperature short time) milk pasteurizers is a critical aspect of maintaining milk quality and shelf life in dairy plants.
These pasteurizers are designed to rapidly heat milk to 72°C for 15 seconds, effectively killing both pathogens and spoilage bacteria, while preserving the milk quality, however proper cleaning procedures are necessary to ensure the equipment remains sanitary and efficient.
The cleaning procedure typically involves several steps to remove milk resides and milkstone. There are 3 methods that have worked successfully.
THE FIRST AND MOST COMMON METHOD INVOLVES 5 STEPS:
a. Flush the pasteurizer with cold water to remove any remaining milk and debris until the discharge is clear.
b. Next a caustic based detergent yielding 1% active caustic soda is circulated through the pasteurizer for 30 minutes at 80°C.
c. Rinse with cold water until clear.
d. Then add 0.5 -1.0% of acid detergent (depending on the strength of the detergent) and recirculate for 30 minutes at 80°C.
e. Rinse until clear and the pH is neutral. (7 or 8)
This process is effective but involves the use of 5 steps and lots of water and heating which is costly and takes more time.
1. The acid/ caustic or acid override program.
a. Rinse until discharge is clear.
b. Recirculate 1% acid for 30 minutes at 80°C
ABOUT BRANSON CHEMICALS
Branson is the first choice for tough to clean hygiene sensitive environments in the Farm, Food & Beverage & Hospitality industries.
Our mission is to ensure food safety from Farm to Fork by providing world class innovative and cost effective solutions for our customers.
Branson’s cleaning and hygiene solutions are based on innovative chemistry, industry knowledge and many years of experience. This depth of expertise in detergent and disinfectant manufacture, together with significant advancements in the design and installation of innovative cleaning technology and control equipment, ensures that world class cleaning results are achieved at minimal costs.
Our modern manufacturing facility is SABS ISO 9001/2008 accredited and many of our products, including disinfectants, carry the SABS Seal of Approval under SABS 1828 and 1853. Today more than ever, hygiene is an important management tool to increase profitability by improving results and by reducing defects.
c Add caustic detergent (Enough to provide 1% active caustic) on top of the acid detergent and recirculate for 30 minutes at 80°C.
d. Rinse until clear (pH 7 to 8) note that the caustic solution is much stronger than the acid and only a
slight amount of caustic is neutralized in the process. The savings of energy and water are significant.
2. The “one shot” program involves a highly chelated caustic detergent.
a. Rinse until clear.
b. Recirculated 2% solution of the chelated caustic detergent.
c. Rinse until discharge is clear (pH 7 to 8)
This process saves substantial time water and energy, but the chemical costs are slightly more.
Regular maintenance of HTST milk pasteurizers is essential to prevent contamination and ensure product quality. Cleaning schedules should be established based on production volume and equipment usage, with thoroughly inspections performed to identify any area requiring attention.
Additionally, staff training is crucial to ensure proper cleaning procedures are followed consistently.
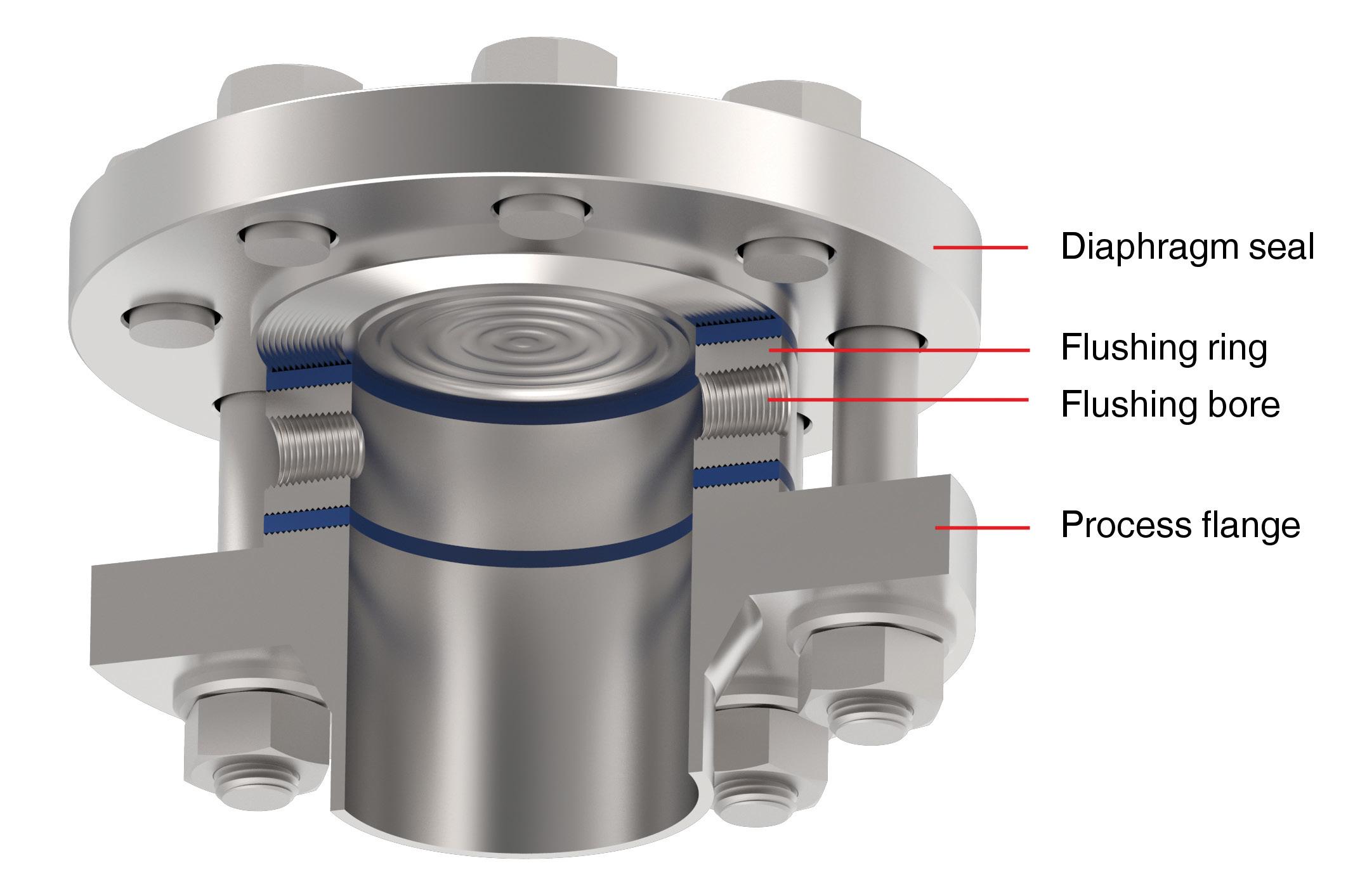
Advantages of flushing rings in diaphragm seal systems
The extension of a flanged diaphragm seal system using a flushing ring brings significant advantages. Among other things, it enables easy cleaning and, in addition, on-site calibration of the measuring location, explains Tobias Hench, product manager, WIKA Alexander Wiegand SE & Co. KG
CLEANING WITHOUT DISASSEMBLY
Diaphragm seal systems are used in processes with critical media. During some process steps, such as shutting down and cooling down the processes, media sticks to the diaphragm of the diaphragm seal. This results in measurement inaccuracies and, in the worst case, even leads to the failure of the measuring location. Where such a danger can occur, the diaphragm should be regularly cleared of deposits. The integration of a flushing ring between the flange-type diaphragm seal and the process flange saves on time-consuming disassembly of the measuring system. Cleaning is carried out via the bore of the flushing ring. A needle valve or a ball valve can also be attached to the flushing ring for a problem-free supply of the respective cleaning medium.
POSSIBILITY OF ON-SITE CALIBRATION
However, the function of the flushing ring in a diaphragm seal system is not exhausted with just this. It also enables – in conjunction with an upstream shutoff valve – simple on- site calibration of the measuring location. The process can also be vented or drained via the bore and valve. Users can also take samples of the process medium using a flushing ring.
THE ADVANTAGES AT A GLANCE
• Easy cleaning
• Possible on-site calibration
• Vetting of the process
• Sampling.
A FLUSHING RING FOR ALMOST EVERY APPLICATION
Model 910.27 flushing rings from WIKA,
"The integration of a flushing ring between the flange-type diaphragm seal and the process flange saves on time-consuming disassembly of the measuring system."
with appropriate connections and materials, can be adapted to almost any application. There are versions with both one-sided and two- sided bores, which are suitable for a wide range of cleaning applications.
MEASURING LOCATION CALIBRATION WITHOUT DISMOUNTING
By using the flushing ring with mounted valves and an upstream shut-off valve, calibration can be performed on-site. In its product portfolio, WIKA has the calibration equipment needed for this e.g. precision digital pressure gauge, model CPG1500 and also the required pressure generation e.g. hand pump, model CPP30 or model CPP1000-H.
WIKA – www.wika.co.za
Installation example, model 910.27 with flushing bores, assembled with a diaphragm seal
Flushing ring, model 910.27
Images: Supplied by Wika
Rise of reusable packaging solution
The increased introduction of reusable and refillable systems are being investigated not only in South Africa but around the globe – to fight waste pollution and to shift to a more circular economy for packaging, explains CCL Label.
Refillable bottle schemes for glass bottles that contain beer or water seem to be the most widespread. These systems all depend on similar success factors to successfully implement reuse systems: policy support and regulatory frameworks; financial incentives and investments; engagement and education; infrastructure and logistics; collaboration and partnerships; innovation and technology; and finally monitoring and evaluation.
CCL’S ICONIC ‘WASHOFF’ LABEL SUPPORTS REUSE
And there is another success factor that is often overlooked: Efficiency on the filling lines when it comes to applying and removing the product decoration - mainly labels - in the process. While labels are crucial for selling the product, providing valuable nutritional and recycling information as a lot of information that is mandated by law, it is also crucial that these are removed as efficiently and clean as possible at the end. After the consumer returns the bottle to the shop or reverse vending machines following consumption, the bottles need to be washed and prepared for refilling. These lines have to move fast to be efficient so the label needs to come off fast and without leaving any residue of the adhesive on the bottle or having the printing inks bleed into the washing water to avoid frequent water changes.
NEW Wash O ff LABELS
As not all reusable and refillable schemes will be in glass bottles due to their weight, new reusable PET bottles are popping up. These are already widely used in Germany for example. The “WashOff” label was modified to fit the washing infrastructure for PET bottles which are washed at a lower temperature to avoid the deformation of the bottles in the washing process.
Because Scandinavian countries also tend to wash their glass bottles at a lower temperature, CCL label reacted to that trend and released a low temperature version of ‘WashOff’ which detaches at a lower washing temperature and therefore also enables savings in energy and CO2 emissions in the end.
There are new innovations in the pipeline to grow the ‘WashOff’ family as new packaging systems
“The ‘WashOff’ label was modified to fit the washing infrastructure for PET bottles which are washed at a lower temperature to avoid the deformation of the bottles in the washing process. ”
are being explored. A report issued by innovation and project agency serious Business identified seven ‘highly promising’ reuse and refill applications to identify potential barriers and leverage points in a pre-implementation analysis – it stated that refillable home care products were the top pick in Kenya and South Africa. Advisory groups highlight that consumers in these countries prefer refillable home care products.
CCL UNVEILED THE ‘Wash O ff ’ LABEL FOR REUSABLE GLASS BOTTLES YEARS AGO, THIS LABEL IS ESPECIALLY ENGINEERED TO ADDRESS ALL THESE POINTS:
• The label has a built-in shrink function which gets activated once the bottle hits the hot washing water. It starts to shrink and curl and pulls itself off the bottle, supporting the removal process
• The printing inks are applied to the label using a special printing technology called Inline Coating – which means that the ink is sandwiched between the label material and the adhesive so that it is ‘trapped’ and won’t bleed into the water.
• The label is removed very quickly and efficiently, the ink and the adhesive remain on the label, no contamination of the washing water.
Label Innovation: Rotolabel’s Rise to Excellence
South Africa’s Rotolabel isn’t just a label producer - they’re redefining the industry with their focus on innovation and customer service.
NESTLED in Thornton, Cape Town, this division of the esteemed Bidvest Group has etched its mark as a premier supplier of self-adhesive labels, crafting a legacy of integrity and ingenuity since its inception in 1982. Led by managing executive Wicus Maritz, Rotolabel epitomises a commitment to surpassing customer expectations, fuelled by a blend of cutting-edge technology and unwavering dedication to personalised service. Reflecting on the company’s trajectory, Wicus emphasises: “Our goal has always been to exceed customer expectations by delivering exceptional products and service. We are driven by a passion for innovation and a relentless pursuit of perfection.” This
DID YOU KNOW?
Rotolabel is pushing the boundaries for a sustainable future by sourcing all paper-based label materials from sustainable forests and by recycling glassine label liners.
ROTOLABEL HAS GAINED DISTINCTION IN THE SUPPLY OF WORLD-CLASS SELF-ADHESIVE LABELS.
For almost four decades, many of South Africa’s popular and most reputable wine and FMCG producers have relied on Rotolabel as the custodian of the face of their brand – the label.
Earning the label of trustworthy is thanks to our unwavering consistency, professionalism and people with a passion for producing premium quality labels.
Rotolabel was acquired by the Bidvest Group in 2008, and today forms part of the Bidvest Data, Print & Packaging division of Bidvest Branded Products. Bidvest Data, Print & Packaging is a leading supplier of
sentiment reverberates across Rotolabel’s corridors, echoed by national sales executive, Grant Watson, who underscores their customer-centric approach and emphasis on tailored solutions.
ROTOLABEL PIONEERED SELFADHESIVE LABELS
Rotolabel’s was one of the early adaptors of self-adhesive labels within South Africa, whereby they invested in the leading technology to provide the market with premium quality self-adhesive labels which set the bench mark for South Afrian label industry. This streamlined production, boosted efficiency, and improved the final
“Rotolabel’s dedication to excellence is evident in their longlasting customer relationships, built on trust and reliability. ”
printing, communications, packaging and labelling solutions in southern Africa.
With a staffing of skilled, dedicated and motivated employees, the Rotolabel plant in Cape Town offers well-designed facilities to support the flexographic and digital printing of consistently high-quality labels on a range of substrates, with a variety of finishes.
Our latest-generation digital presses produce superior quality labels at affordable prices and are especially suitable for lower volumes.
Complementing our printing resources is state-of-the-art finishing that offers hot and cold foiling, silkscreen and high-build, varnishing and laminating – everything you could wish for in designing a world-class label.
product. Their adaptability to complex designs further highlights their commitment to partnership and innovation. Rotolabel’s dedication to excellence is evident in their long-lasting customer relationships, built on trust and reliability. Their longstanding and experienced sales team isn’t just selling labels; they’re packaging specialists who understand the entire process and recommend solutions that perfectly suit each customer’s needs. Highly skilled machine operators and in-depth knowledge allow Rotolabel to offer exceptional service and top-quality labels.
CUTTING-EDGE TECHNOLOGY
Investment in cutting-edge equipment is central to Rotolabel’s success. They leverage a wide range of machinery, from flexographic to digital printing presses, to cater to diverse client needs. Stringent quality control and a commitment to sustainability underscore their dedication to excellence in every aspect. While their latest digital presses produce high-quality labels at competitive prices for smaller runs, Rotolabel excels in flexographic printing. Flexo offers a unique, artisanal quality ideal for intricate and bespoke labels. Additionally, their state-of-the-art finishing options, including hot/cold foiling, silk screen, and laminating, allow for the creation of truly world-class labels. Rotolabel’s journey is a testament to their unwavering focus on innovation, dedication, and strong partnerships. As they continue to redefine label production, one thing remains constant: their commitment to exceeding customer expectations. Wicus Maritz, managing executive, perfectly captures their philosophy: “Our entire business revolves around going the extra mile for our customers.” With this dedication and passion, Rotolabel’s legacy of precision and excellence in label production is guaranteed to endure.
Rotolabel – www.rotolabel.co.za
Images: Supplied by Rotolabel
A sustainable leap in recyclable spout pouch production
The collaboration between SN Maschinenbau and SÜDPACK marks a significant stride in the packaging industry’s journey toward sustainability. Their developmental partnership introduces an economical and sustainable overall concept for the in-house production of recyclable spout pouches.
SN Maschinenbau and SÜDPACK have entered a developmental partnership to create an innovative overall concept for the in-house production of stand-up pouches with spouts designed for packaging pasty and liquid products. The concept is intended for food producers and fillers who have up to now been using pre-made spout pouches. With their innovative solution for the in-house production of stand-up pouches with spouts, the two cooperation partners are breaking new ground and providing the producers and fillers of thick and thin fluid products, such as fruit purées, baby food and other liquids, with a sustainable and economical alternative to pre-made pouches.
ATTRACTIVE ALTERNATIVE TO PREMADE POUCHES
“With the overall concept, we are offering our customers an attractive alternative to high cost pre-made pouches, the processing and filling of which often entails a great deal of logistical effort. Our solution makes it possible for the producers and fillers of pasty and liquid food products to manufacture spout pouches in-house that can be filled and sealed as usual on their existing filling machines. Our concept is based on a user- friendly pouch making machine combined with films and spouts that are perfectly coordinated, which means they can be reliably processed, “explained Lutz
Neugebauer, product manager at SÜDPACK.
“The film can be processed from the reel, which provides many advantages in terms of efficiency and economic profitability without having to make compromises when it comes to quality,” elaborated Neugebauer. This makes the concept an economically attractive overall solution for all production qualities.
FOCUS ON RECYCLABILITY AND SUSTAINABILITY
The overall concept relies on powerful packaging technology and high-performance, recyclable packaging components made of polypropylene that are perfectly coordinated and offer users not only simple handling, but also maximum process and packaging reliability. The concept is also pioneering in terms of quality, economic profitability and flexibility, and offers sustainability as an extra benefit thanks to the use of recyclable monomaterials.
“The collaboration between SN Maschinenbau and SÜDPACK marks a significant stride in the packaging industry’s journey toward sustainability.”
The PP-based Pure-Line films used in this packaging concept are classified as recyclable due to their monostructure. In combination with the PP spouts that are currently on the market, the result is a recyclable spout pouch. And thanks to its heat resistance, the pouch can also be used for hotfilling and pasteurisation. Moreover, the films can be equipped with different barrier functions to suit the products that are to be packaged. The film material was developed based on SÜDPACK’s. many years of expertise, particularly in producing innovative sealing layers.
MAXIMUM PACKAGING EFFICIENCY AND RELIABILITY
On the SPM 50 horizontal pouch making machine from SN Maschinenbau, the spout
pouches are manufactured horizontally from the film reel and the spouts are sealed in. They are then automatically inserted into the commercially available rail systems and are stored on a transport cart. Every rail can then be easily and ergonomically inserted into the existing pouch-filling machines to allow filling of the empty spout pouches. Compared to pre-made pouches, this significantly simplifies handling and allows staff to process an increased number of pouches more efficiently, for example because the timeconsuming process of separating the rails is eliminated. The low-maintenance machine is highly efficient and can be used in tight production spaces thanks to its compact design. This allows flexible placement, either right next to the filling machine or on its own in a separate room. Pouch production can be insourced easily because the machine is extremely user-friendly and can usually be operated by the existing staff. One of the many advantages is that the reel change requires minimal set-up time and must be performed at most once every shift. The SPM 50 from SN Maschinenbau makes up to 4,200 pouches per hour and can achieve continuous production of over 30,000 spout pouches
per eight-hour shift with just one film reel. This results in an annual production volume of seven million spout pouches in oneshift operation and up to 21 million in three-shift operation. “The factors mentioned above make investing in this pouch concept highly viable in economic terms. In combination with substantially improved ergonomics for spout and rail handling and a high level of flexibility regarding different pouch and spout designs, the SPM 50 is an excellent investment that can also enhance your own value creation”, explains Thomas Fuest, director global sales at SN Mashinenbau.
SAVINGS IN LOGISTICS AND HANDLING
Producing pouches on site eliminates the complex handling and logistics needed for finished pouches, which would usually be delivered on rails in cardboard boxes. The space that is necessary for reels is roughly one third of what is needed for pre-made
spout pouches. In addition to reduced transport costs, this also simplifies warehousing. Furthermore, the cardboard packaging from pre-made pouches is no longer required. When it comes to flexibility, the concept for in-house spout pouch production also provides substantial benefits. The machine can be flexibly adapted to produce pouches of various shapes and sizes, as well as for the processing of different materials. This allows producers to quickly adapt to changes in demand and shortens their lead times and time to market. Last but not least, the concept can offer added value by providing more resilience in case of disruption in the supply chain.
USS Pactech www.usspactech.co.za
SN Maschinenbau www.sn-packaging.com
SÜDPACK www.suedpack.com
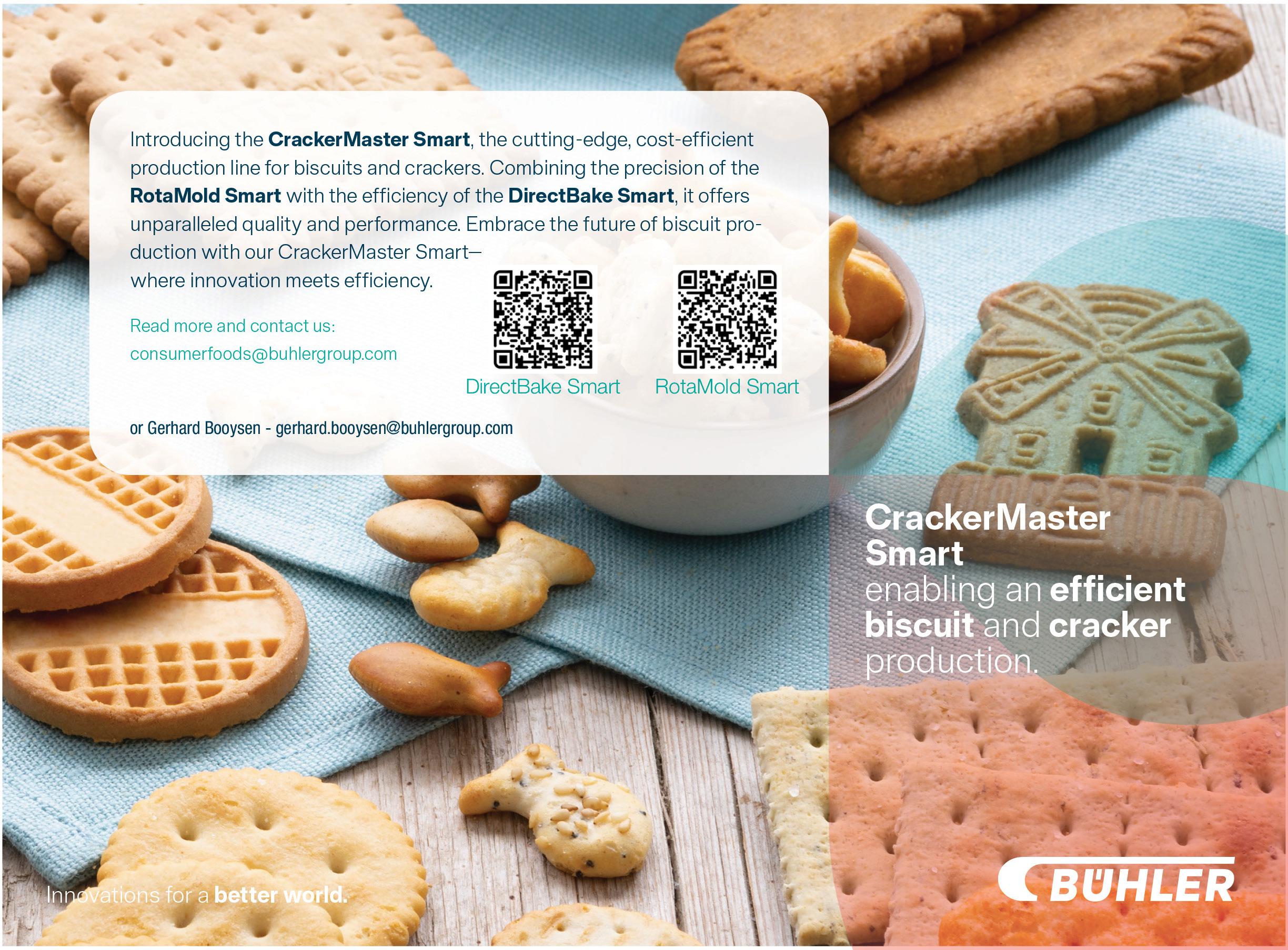
Bühler’s DirectBake Smart Innovating Biscuit Production
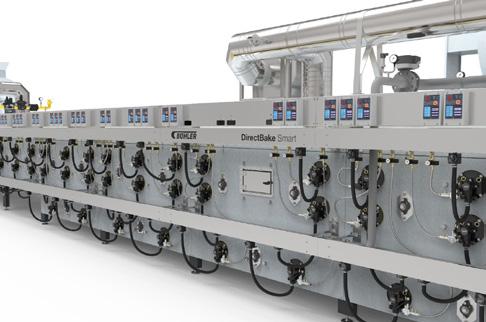
Explore Bühler’s DirectBake Smart line, transforming biscuit and cracker production with advanced automation, energy-efficient baking, and precise moulding technologies.
Bühler is showcasing its DirectBake Smart production line for the biscuit and cracker industry. This state-of-the-art system, developed and manufactured in India, brings together cutting-edge engineering and decades of European expertise to offer an unparalleled combination of efficiency, quality, and energy savings. The DirectBake Smart line is a testament to Bühler’s commitment to innovation and operational excellence.
“We designed the DirectBake Smart with a clear vision: to create a high-performance, cost-efficient biscuit production line that seamlessly integrates advanced automation with superior energy efficiency,” says Gerhard Booysen, Customer Relationship Manager at Bühler.
“This initiative embodies our extensive knowledge in biscuit and cracker production while leveraging the outstanding manufacturing capabilities of our Indian facilities.” At the core of the DirectBake Smart line are three pivotal technologies: the DirectBake Smart oven, the RotaMold Smart rotary molder, and an advanced automation system that ensures precision and consistency in every batch.
“With the DirectBake Smart line, we are redefining production capabilities, offering efficient, scalable, and user-friendly systems that ensure superior performance.”
PRECISION BAKING
The DirectBake Smart oven is an energy-efficient, high-performance solution designed to deliver consistently baked products with optimal texture, flavour, and colour. Its modular design, consisting of factory-assembled 2 m sections, allows for quick installation and seamless scalability to meet growing production needs. Energy efficiency is a hallmark of the DirectBake Smart oven, featuring superior insulation, dedicated air blowers for top and bottom flame control, and high efficiency imported burners. The result is even heat distribution across the
entire band width, ensuring uniform baking and consistent product quality. The oven’s advanced air extraction system enhances baking precision, while its fast start-up and recovery times contribute to high overall equipment effectiveness (OEE). Automation plays a key role in optimising performance.
The DirectBake Smart system utilises a Siemens PLC and HMI control system, allowing operators to easily manage recipe-based settings. This ensures consistent baking profiles, minimising human error while maximising efficiency and output.
PRECISION MOULDING
The RotaMold Smart rotary moulder is a game-changer in biscuit forming technology. Designed for both hard and short dough biscuits, it offers unparalleled accuracy in shaping a wide range of products, from enzyme crackers to hard sweet biscuits. This advanced moulding system ensures exceptional weight accuracy, with a coefficient of variation (CV) of less than 1%, delivering consistently shaped products with minimal waste. The recipe-controlled settings guarantee repeatability, ensuring
Image: Supplied by Bühler.
FAST FACT
Did you know that Bühler’s RotaMold Smart rotary moulder achieves exceptional biscuit weight accuracy with a CV of less than 1%?
that each batch meets the highest quality standards. Ease of maintenance and changeover efficiency are central to the RotaMold Smart design. The die roller and knife can be quickly dismantled for cleaning, while the hopper and sealing system allow for easy removal and maintenance. The system’s modular configuration provides the flexibility needed for 24/7 production, making it an ideal choice for high-volume biscuit manufacturers. From dough feeding to final shaping, the RotaMold Smart’s advanced feeding roller ensures a uniform dough layer, optimising the filling of the moulding roller cavities. The precision-engineered knife then scrapes excess dough cleanly, ensuring perfectly shaped biscuits before they move onto the baking process.
COMMITMENT TO EXCELLENCE
With over 30 years of expertise in manufacturing world-class food processing equipment in India and four decades of leadership in biscuit tunnel oven technology, Bühler remains a trusted partner for the global bakery industry. The DirectBake Smart line embodies this legacy, delivering a next-generation production solution that enhances efficiency, product quality, and sustainability. “Our goal is to empower biscuit and cracker manufacturers with innovative technology that not only meets but exceeds industry standards,” adds Booysen. “With the DirectBake Smart line, we are redefining production capabilities, offering a highly efficient, scalable, and user-friendly system that ensures superior performance and operational ease.”
For businesses looking to elevate their biscuit and cracker production, Bühler’s cutting-edge solutions provide the perfect combination of technology, automation, and energy efficiency.
To access video, check out the Food Review Digimag.
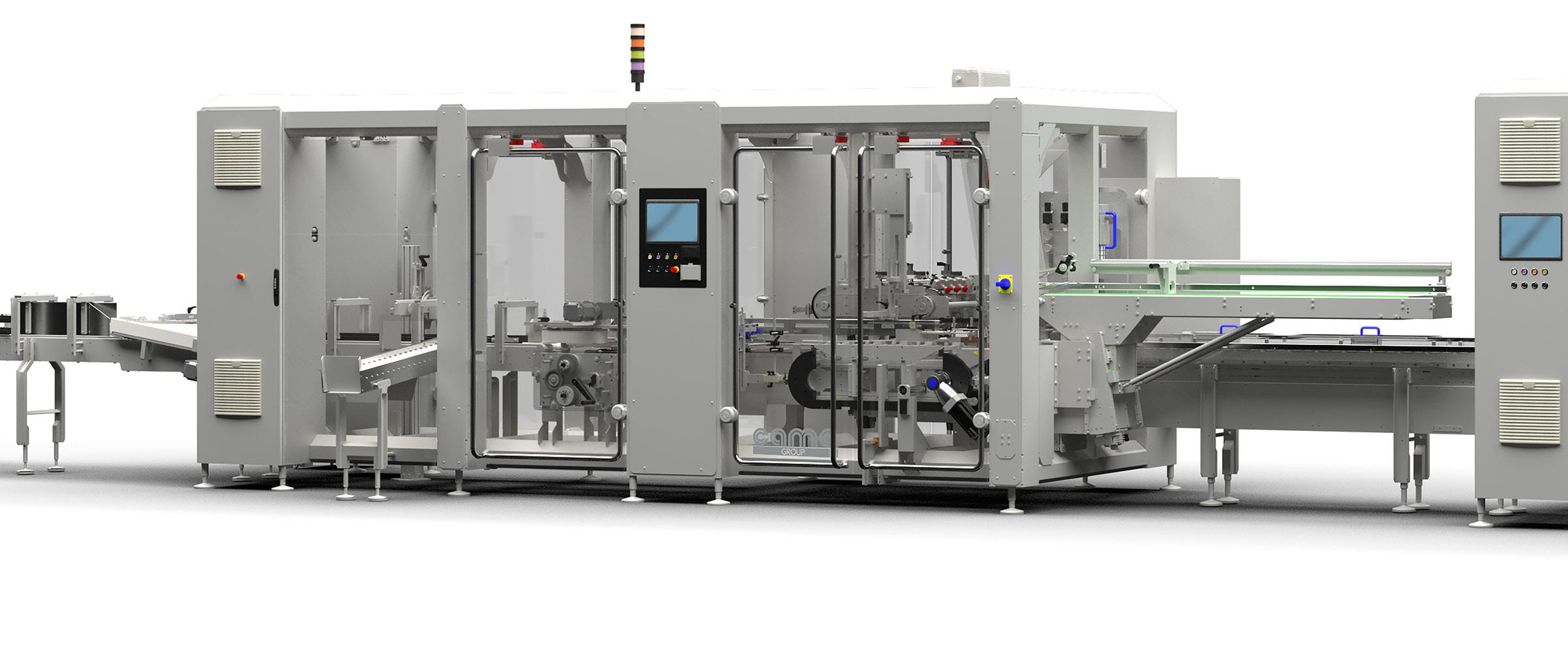
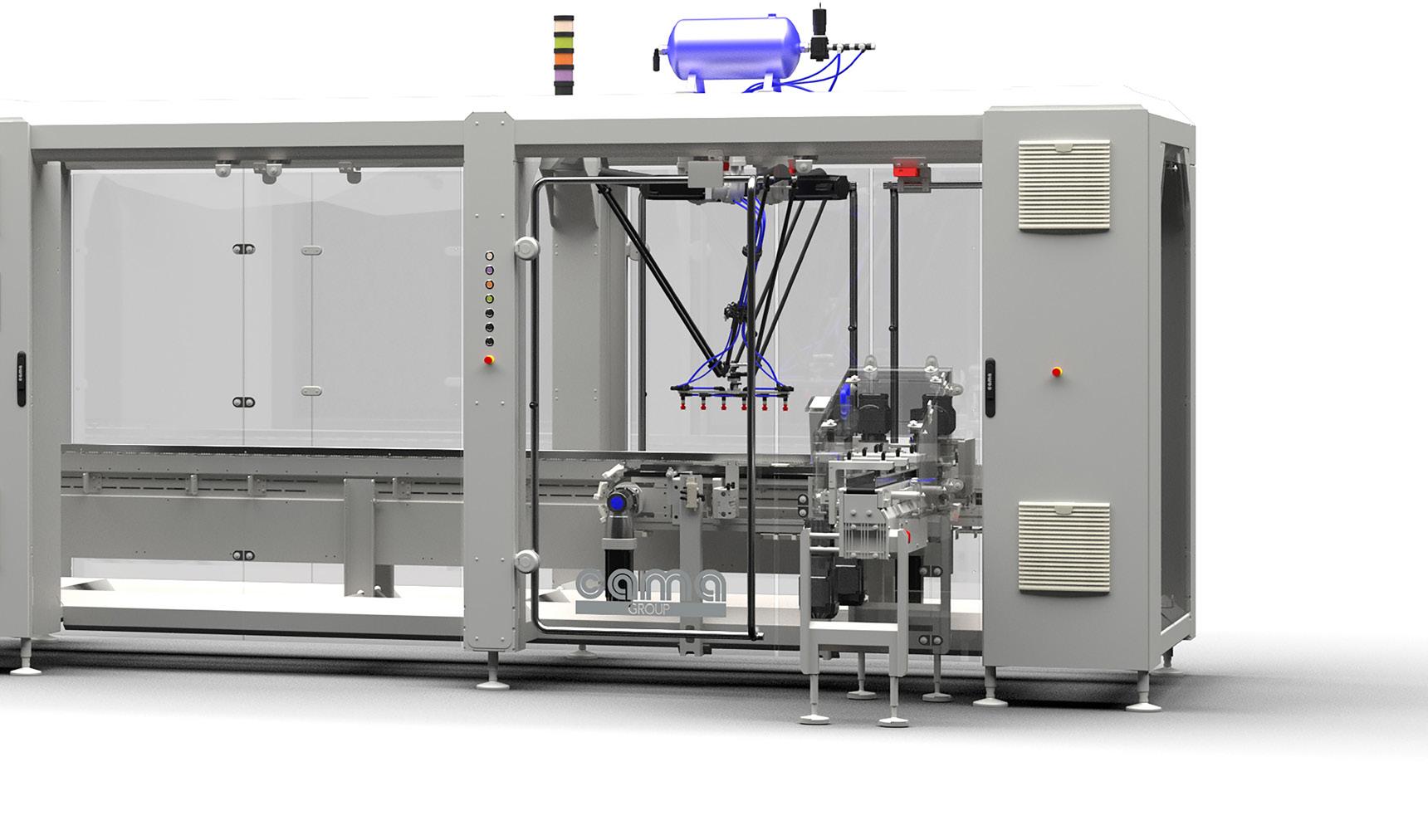
Perfect Equation for Premium Chocolate Packaging
Brand
maintenance plus high flexibility – not just now, but in
the future too as modular secondary packaging technology surpasses manual capabilities.
Premium chocolates require premium packaging and, as a direct result, premium packaging demands highly capable, but very gentle premium packaging technology.
Highly capable and gentle are just two features of the packaging machines, cells and turnkey lines supplied by global packaging expert Cama Group. High speed, compact, modern technology, flexibility, agility and fully digital complete the picture. As a result, Cama’s technologies see deployment around the world, from the biggest blue-chip multinational, down to the smallest, boutique, local specialist.
One recent beneficiary of Cama’s extensive domain expertise is the Ghirardelli Chocolate Company, an American confectioner, wholly owned by Swiss confectioner Lindt & Sprüngli. The company set a challenge to Cama to develop a secondary packaging process that would ably replace the existing manual process in terms of dexterity, accuracy, and delicacy.
According to Davide Di Lorenzo, sales engineer manager at Cama Group: “The products being packaged comprised flow packed chocolate squares and seasonally branded flow packed chocolate rectangles. This product-mix challenge is compounded by the design of the secondary packaging, which is a small gable-topped box, into which
“The first step in the packaging process involves defining the orientation of the packed chocolates to ensure optimum placement into the servo-driven flighted conveyor within the IT280 loading unit, although the technology is tolerant of minimally skewed packages.”
DID YOU KNOW
Cama was founded in 1981 and has operations in eight countries, delivered more than 3, 000 machines worldwide.
the products are placed in pairs at a rate of 260 packaged per minute. As well as its diminutive dimensions and slightly irregular shape, the packaging is also very aesthetic – promoting the expected quality of the product inside, as a result, gentle, abrasionfee handling was essential.”
The first step in the packaging process involves defining the orientation of the packed chocolates to ensure optimum placement into the servo-driven flighted conveyor within the IT280 loading unit, although the technology is tolerant of minimally skewed packages. Once oriented, each product is placed into its own separate pocket or flight, after which a pre-set train of
products is created.
This train is then picked by a triaflex robot – specially developed in house by Cama, specifically for packaging processes – and the products are placed into individual cartons phased on a parallel conveyor. After loading, the cartons are transferred to the flap-folding station, where the top and bottom flaps are closed and secured using hot-melt, before being conveyed to the machine’s outfeed. The completed packages are then feed into an CL 156 electronic
continuous motion cartoning machine.
“Although this sounds like a relatively straightforward packaging operation,” Di Lorenzo explains, “there were a number of immediate hurdles to overcome, including the size and design of the box, both of which required bespoke tooling modifications of our standard solution. In terms of product size and variety we designed a racetrack that can take all chocolate shapes – either short edge leading or at 90°, in fact the pockets are specifically designed to
receive both orientations so there would be no need for downtime between batches.
“And these were just the current challenges. With one eye on the future, the customer also wanted us to factor in higher-product-count capabilities –all on the same machines – which would see five or six products loaded instead of the existing pair. For this challenge, our packaging design consultancy team got to work and proposed new designs and dimensions that would fit the higher product count,
as well as addressing sustainability in its use of less material.
“To cater for the higher throughput, we exploited the modular capabilities of the IT280, which allows us to add a second infeed and second robot – taking throughput up to 400 (2 x 200) products per minute. The cartoner is already capable of this level of operation. These expanded capabilities will be demonstrated during testing and FAT.” Di Lorenzo concludes. “Modularity, flexibility and minimal downtime are pre-requisites of many of our customers, as they witness the new technologies and capabilities available to them on the wider market. Why do they always come to us? It’s because we have the reputation, skills and broad multi domain expertise to conquer the most difficult packaging challenges with modular technologies that will grow as they grow. Add our packaging design consultancy, extensive global & local support and AR and VR capabilities into the mix and it’s easy to see why we get so much repeat business from some of the world’s biggest brands.”
USS Pactech - www.usspactech.co.za Cama - www.camagroup.com
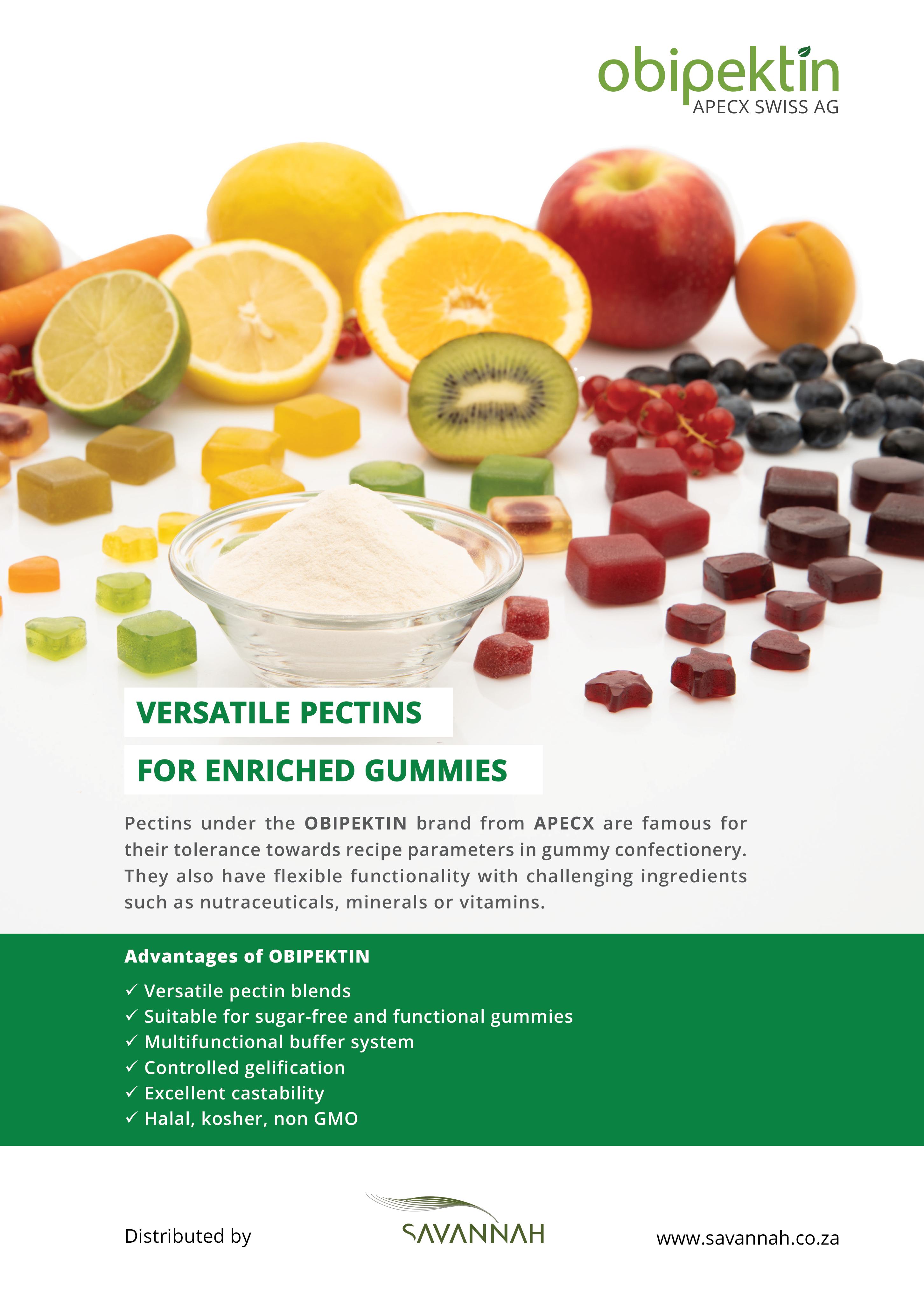
Nutrient-Rich Gummies: The Pectin Revolution
Pectin-based enriched gummies offer a convenient and efficient way to consume essential nutrients, catering to the growing demand for functional foods and nutraceuticals.
As the demand for functional foods and nutraceuticals continues to grow, consumers are looking for convenient ways to incorporate essential nutrients into their daily routines. Enriched gummies, fortified with vitamins, minerals and plant extracts, have become increasingly popular due to their convenience to consume those nutrients.
When producing vegetarian or vegan gummies using pectin, a confectionery mass is cooked, poured into moulds, and gels within minutes as it cools. Unlike other hydrocolloids, pectin offers significant advantages, including low cooking viscosity and adjustable setting speed. This results in high process efficiency and throughput. Pectin-based gums can be moulded using starch-based mogul systems or alternative powder-free methods such as silicone or polycarbonate moulds. In addition, no post-drying is required, allowing immediate coating and packaging shortly after production.
INCORPORATING FUNCTIONAL INGREDIENTS
To enhance the nutritional profile of gummies, functional ingredients such as minerals, vitamins, dietary fibres, and plant extracts are added to the hot mass prior gelation. However, certain ingredients, particularly acids and minerals, can interact with pectin and affect its gelling properties.
To overcome these challenges, highly flexible pectins have been developed to provide better stability and compatibility with a wide
“Pectin is a preferred choice for those seeking a health-conscious diet.”
range of active ingredients.
Highly tolerant pectins for more formulation flexibility: Advanced confectionery pectins exhibit exceptional tolerance to recipe parameters, allowing stable gelation even in the presence of challenging ingredients. By selecting high performance pectins with a strong buffering system, manufacturers can improve tolerance to cations and acidic compounds.
ABOUT SAVANNAH
Established in 1990, Savannah retains its start-up philosophy by staying true to purpose:
• Curious by nature – keeps us learning and improving and staying relevant.
• Can-do relates to our positivity and enthusiasm – making us responsive and effective.
• Collaboration – we’re focused on connections that yield value for all. Savannah offers a value-driven ingredients package that improves the lives of their customers through being constructive, synergistic and well implemented. Trusting them with your raw material requirements allows you more time elsewhere and with time being so precious, how valuable is that?
This ensures consistent texture, whether creating firm, chewy gums or soft, meltin-the-mouth formulations. And because pectin is naturally sugar-free, it is a preferred gelling agent for reduced-sugar and sugar-free confectionery.
HALAL, KOSHER AND GELATIN
FREE
Pectin is also an excellent choice for consumers following specific dietary preferences as it is halal, kosher and completely gelatin free. This makes it a preferred gelling agent for those seeking a health-conscious diet without compromising on texture or functionality. By using pectin, manufacturers can appeal to a broader audience, including those who follow religious dietary laws or choose plant-based alternatives for ethical or health reasons.
Enhancing gummies with pectin: As a result, Pectin continues to be a crucial ingredient in the gummy confection industry, offering unparalleled benefits in terms of processability, texture control and formulation flexibility. Whether for fortified gums, sugar-free options or innovative functional formulations, highly flexible pectins enable manufacturers to create high-quality products that meet evolving consumer expectations. As the functional confectionery market expands, the use of optimised pectin solutions will be key to staying ahead in this competitive landscape.
Enhancing industrial food processing tech
Experience cutting-edge innovations at Saudi Food Manufacturing with Provisur Technologies.
Redefining Industrial Food Processing at Saudi Food Manufacturing 13th – 15th April 2025 with Provisur® Technologies advanced innovations from the company’s long-established brands for forming, mixing & grinding, DMC (Defrosting, Marinating and Cooking), and separation. The VerTex 660 former offers exceptional versatility, forming all burger types with 30-40% more capacity in relation to the size of its footprint. A pivoting hopper and removable feed screws ensure quick cleaning, while innovative features reduce downtime, maintenance costs, and boost productivity. Its servo-controlled dual lobe pump ensures precise filling and product integrity. Tender-Form rotary forming enhances cooking consistency, shape, and texture, delivering tender, juicy burgers with a homemade taste.
DEFROSTING, MARINATING, COOKING - LUTETIA®
Lutetia®, a leading brand under Provisur, which specialises in the processing of delicate products such as fillets that require gentle handling during defrosting, smoking, or cooking, with chamber or tumbler processes. Lutetia® provides comprehensive and flexible solutions that includes tumblers, injectors, filling, and loading systems. These innovations minimise cycle times while enhancing product quality. With patented processes and state-of-the-art technology, Lutetia® ensures improved yield and superior results.
“Provisur’s VerTex 660 offers 30-40% more capacity, reducing downtime and maintenance costs while boosting productivity and precision.”
PROVISUR® TECHNOLOGIES
Provisur® Technologies of Chicago, Illinois, USA, with numerous branches in Europe, specialises in innovative industrial food processing machines as well as integrated production systems for a wide range of end products. Several well-known and time-honoured brands, which are among the technology leaders in the sector, operate under the umbrella of the company. With its product portfolio, divided into the areas of Slicing (Cashin®, Formax®, Hoegger®), Further Processing (Weiler® and Formax®), DMC (Lutetia®) and Separation (AM2C®, Beehive®, Hoegger®), Provisur provides food processing companies with maximum efficiency solutions for requirements of any size.
Development and testing can be conducted at Provisur’s Innovation Center (PIC) in Plailly near Paris, offering food manufacturers the opportunity to experience the full range of Provisur equipment.
Provisur is the sole provider offering all three key separation processes: rotary, belt, and press technology. Its extensive portfolio supports efficient processing of meat, poultry, and raw materials such as potatoes, fruits, vegetables, and depacking applications. The STS belt separator, specifically designed for soft tissue separation, ensures superior results. With machinery from trusted brands like AM2C®, Beehive®, and Hoegger®, Provisur delivers solutions tailored to various performance needs. These systems are designed with a unified purpose: achieving high-yield separation of bone fragments, sinew, cartilage, and other materials.
DID YOU KNOW?
Visit Provisur® Technologies: Hall 2, booth G2-4
DEVELOPMENT AND TESTING
Provisur has two Innovation Centers, one in Illinois, USA, and one in Plailly, France, that play an integral role in the company’s customer service. Customers can test and collaborate with Provisur experts to create the solutions they need to boost their business. Both centers are equipped with all the latest food processing equipment and technologies and allow the company’s clients to make informed decisions about investing in new systems, developing new products, or refining existing products.
Provisur Technologies - www.provisur.com
Fibre Trays for Fresh Meat Applications
FiberWise™ introduces innovative fibre-based trays, reducing plastic use by 70%, offering eco-conscious solutions for meat and convenience food packaging.
FiberWise™ is aiming to lead the way in sustainable packaging innovation with its fibre-based tray solutions. Designed to address growing environmental concerns, the new tray offers a sustainable alternative to conventional rigid plastic trays, boasting key benefits that make it a clear choice for eco-conscious producers of fresh meat and convenience foods. FiberWise premiered at CFIA in Rennes. With over 100 years of Hartmann’s experience in rough moulded fibre technology, FiberWise™ offers fresh food trays that minimise the environmental footprint without compromising the efficiency of existing tray sealing packaging systems. Made from 100% renewable resources, FiberWise™ reduces plastic usage by 70%, compared to traditional rigid PET or PP plastic trays, which provides a tangible
solution for reducing waste and contributing to a circular economy.
FiberWise™ consumer appealing packaging: Consumers are increasingly opting for fibre-based packaging due to its strong alignment with their sustainability values. FiberWise™ integrates seamlessly into standard re-pulping processes, making it a convenient and responsible choice for those committed to sustainability. One of the standout features is its separability, which allows for efficient recycling of the fibre and plastic component, ensuring materials are repurposed. This innovation enables consumers to make responsible choices by opting for a packaging solution that is easy to recycle and environmentally friendly.
Plug & Play – tried, tested and approved: Due to its sturdy design, FiberWise™ MAP
barrier trays offer proven machineability with a plugand-play concept, requiring minimal or no investment by the producer. The tray is easily denested and runs seamlessly at high speeds on existing tray sealer lines without the need for new tools. FiberWise™ will seal against numerous standard top film options.
The future of trays: “FiberWise™ presents a viable, eco-friendly alternative with the potential to transform the packaging market over the long term”, says Kati Ørskov, Business Unit Director, Hartmann.
FiberWise - www.hartmann-packaging.com
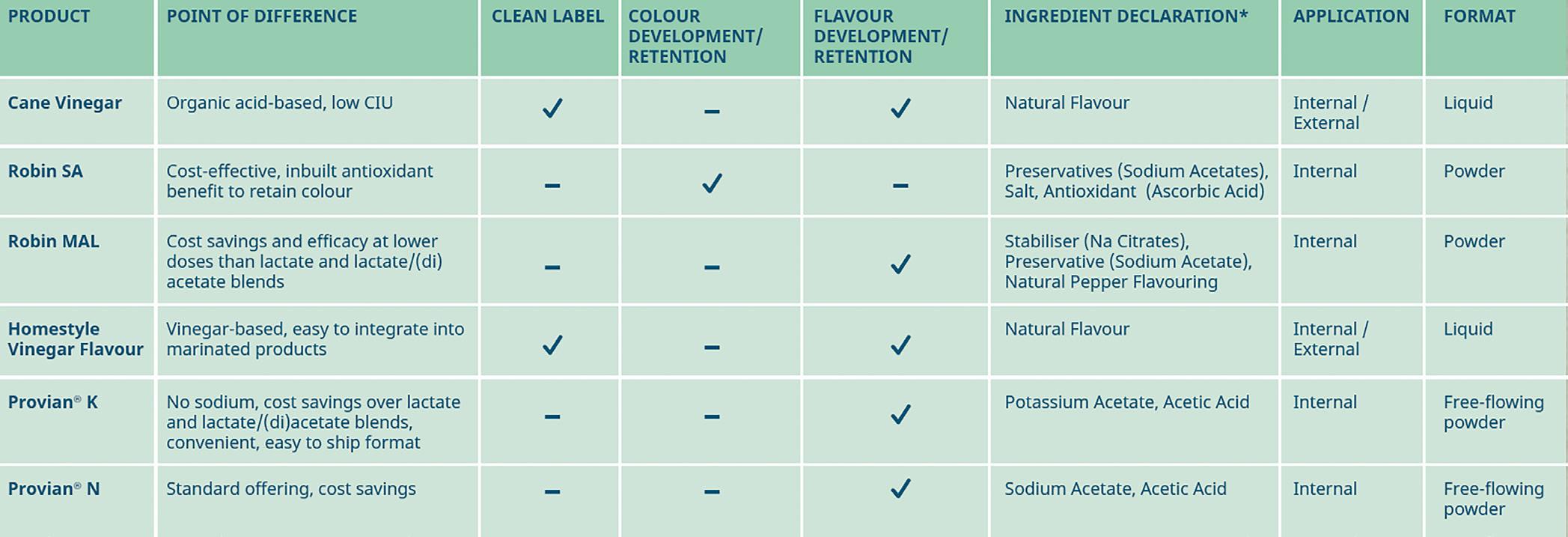
Provian K: Next generation preservation
Provian® K stands out as a game-changer in the South African meat industry. Developed by Niacet and distributed locally by CJP Chemicals, Provian® K is a sodium-free preservative designed to meet modern consumer demands for health, safety and sustainability.
CJP Chemicals supplies Provian K to processed meat manufacturers known and trusted across the globe as a proven inhibitor of Listeria monocytogenes. Niacet, a Kerry company is shaping the future of food preservation by partnering with customers to protect and perfect their products. Backed by experts, Provian delivers unrivalled efficacy, couple this with its easy-to-handle, free-flowing dry formulation and you are working with next generation preservation.
MEETING CONSUMER TRENDS
Consumers are concerned about food waste and taking steps to lead a more sustainable lifestyle1
Delivering meat products that answer consumers’ demand for sustainability and reduced food waste, while maintaining shelf life with zero compromise on safety is complex and creates additional technical challenges for manufacturers, retailers, quick service restaurants and foodservice outlets. From a food producers’ perspective, striking the balance between evolving consumer demands that vary by country and their own capabilities is an ongoing challenge. They must comply with regulations and navigate food supply chains all while differentiating
themselves and remaining profitable. Kerry bridges this gap with a broad portfolio of ingredients and systems to protect products and extend shelf life. This is done in partnership with customers utilising sustainable ingredients and science-backed solutions.
IMPROVED SHELF-LIFE
This highly effective acetate-based preservative inhibits bacterial growth for extended periods of time, keeping food safer for longer. Provian K prevents the growth of pathogens and lactic acid bacteria. This ensures the safety and shelf life of these food items and leads to a reduction of food waste and returns – a significant cost advantage.
GREATER EFFICIENCY
Like all Provian products, Provian K requires a low dosage owing to its proven high efficacy. The extremely high preservation capacity of acetates means that dosage rates between 0.5 and 0.8% are effective against a range of bacteria.
These preservatives are produced as a 100% pure, dry powder, which is far easier to transport and store than a liquid solution. This reduces both formulation, storage and operational costs, as well as the product’s environmental impact.
FEWER FOOD RECALLS
Food safety recalls hurt the bottom line. Beside the loss of sales, cost implications include crisis communications, impact on the supply chain and management of consumer relationships. Most importantly, there’s the very real threat of irreversible brand damage. Acetate-based preservatives have been shown to be significantly more effective at inhibiting bacterial growth than lactate alternatives, thereby preventing future recalls, with its associated costs, and ultimately, protecting the brands’ reputation.
“Provian K’s sodium-free formulation is truly a next-gen preservative solution.”
FAST FACT
Provian® K, a sodium-free solution, has shown effectiveness in controlling Listeria monocytogenes, a major public health concern for over 10 weeks in cured meats.
WHAT IS IMPORTANT TO CONSUMERS?
Food safety: 60% of consumers are more concerned about food safety as a result of the pandemic 2 .
Less waste: $940BN is lost globally, due to, between 1/ 3 – ½ of all food produced going to waste2food safety as a result of the pandemic 3 .
Sustainability: 66% of Asia-Pacific consumers are making grater attempts to reduce food waste through a sustainable lifestyle 4 .
Clean label: 52% of Asia-Pacific consumers claim that they always look for cleaner labels on packaging5
FRESH & MARINATED MEAT
Fresh meat is the number one category consumers are most concerned about for food safety. 2 The market is challenging for processors to meet consumer demands in fresh meat such as appeal and colour to convenience and consumer-friendly ingredients. But of most importance, these products must be safe. Because of meat and poultry’s vulner-
ability to microbial contamination, fresh and marinated meat products can pose a food safety risk if proper ingredients and/or processes are not used. Kerry is a global leader in food protection and preservation to ensure products exceed food safety measures, meet shelf life targets and appeal to consumers with label-friendly ingredients.
COOKED MEATS
Cooked meats can have an increased food safety risk from supply chain stressors and additional processing. These products are also not further cooked by the consumer which can compromise the safety of the product. Making sure the correct ingredient solution and/or processes are in place help cooked meat products safely get to market.
*References available on request
WHY PROVIAN K
Free-flowing dry formulation: Dry format is easy to ship, use in dry blends and dissolves seamlessly in liquid blends
Sodium free: Sodium free to meet sodium reduction goals with no negative impact on taste
Proven and familiar: As familiar and trusted in the meat industry as vinegar. Reformulate with confidence knowing acetates have been boosting efficacy of lactate blends for years
Stable and secure supply: Produced using the best raw materials from a broad and dependable network of suppliers, avoiding the constraints of liquid lactates in short supply
Low dosage: Highly concentrated, requiring up to 5x lower dosage than other organic acid-based solutions. This high concentration means you need less and spend up to 25% less.
Looking for innovative ways to cater to the health-conscious market?
Our premium Protein Crispies offer an excellent opportunity to enhance the nutritional value of your products while providing a delicious crunch.
Available in plant-based and dairy options, our crispies are made from high-quality raw materials and deliver protein content ranging from 55% to 80%. For added indulgence, cocoa can be incorporated into selected varieties. Whether used as a topping for yogurt, in cereals, or as a core ingredient in nutrition bars, our crispies provide a protein-packed boost with essential amino acids to fuel active lifestyles.
WHY CHOOSE OUR PROTEIN CRISPIES?
• Versatile applications – ideal for snacks, cereals, bars, and toppings
• High protein content – supporting muscle maintenance and active nutrition
• Crispy, crunchy texture – enhancing the eating experience
• Vegan and vegetarian options – suitable for diverse dietary preferences
• Cost-effective performance – excellent value for use in formulations
Our Soy Protein Crispies (80%) and Soy Protein Crispies (75%) Cocoa offer an outstanding balance of high protein content and great taste, making them a top choice for your product development needs. For more information or to request samples, feel free to contact us today!
ABOUT CHEMPURE
As one of sub-Saharan Africa’s largest importers of speciality, innovative ingredients, Chempure has been managing and anticipating global trends, innovation, shortages and pricing on behalf of customers, for close on 25 years.
We source, market and supply speciality ingredients to the sports nutrition, health and wellness, food and beverages and personal care industries and in this way act as a
DID YOU KNOW
Did you know that our protein crispies come in vegan and vegetarian options, making them suitable for diverse dietary preferences?
strategic and trusted partner to some of the world’s most illustrious brands. But it’s not just leading ingredients we provide, we have the smarts to back up every product in our fit for purpose local warehouse.
OUR PROTEIN CRISPIES COME IN TWO CONVENIENT SIZES:
• 3 – 5 mm (larger, more prominent crunch)
• 2 – 4 mm (smaller, delicate texture)
Our Protein Crispies Portfolio
1. Soy Protein Crispies (Vegan-Friendly)
• 60% or 80% protein content
• Soy Protein Crispies Cocoa (60%) – available with or without cocoa coating
• Soy Protein Crispies Cocoa (75%)
• Soy Protein Crunchies (64%)
2.Pea Protein Crispies (Vegan-Friendly)
• Pea Protein Crispies (55%)
• Pea Protein Crispies Cocoa (55%) –with cocoa coating
3. Milk Protein Crispies (Vegetarian-Friendly)
• Milk Protein Crispies (55%)
Chempure – www.chempure.co.za
Feinest Deli Meats
Feinschmecker Deli Meats have the reputation for sourcing, manufacturing, packing, marketing & distributing the finest deli cold meats in Southern Africa.
Celebrated by chefs & retailers alike, they are not only big enough to have the commercial capability to supply any outlet, they are also small enough to care about each hand made batch.
The business has existed in its present form since 1983, originally starting out with the name Polony King Foods, however in 2008 the name was amended to Feinschmecker Deli Meats.
All raw materials are procured by the inhouse purchasing department. Most meat is locally sourced from food safety certified abattoirs & meat packers, some poultry and certain cuts of pork are imported.
All recipes and techniques are implemented in the age-old European tradition, mimicking beer’s ‘Reinheitsgebot’.
The range of deli products include whole muscle hams, beef pastrami, turkey products, luncheon loaves, smoked sausages, hot counter items like cooked eisbein and their famous cooked pork ribs.
The company has invested heavily in the capacity of dry curing rooms in recent years, making sure they have the capability to mimic the best dry cured products from Italy, Spain and Germany. Look out for their full range of salamis, coppa, pancetta, bresaola, chorizo curado & black forest ham. Products are sold in two main methods; either packaged in bulk or sliced and prepacked in the state-of-the-art factory. A number of innovative packing machines comparable to the best in the world make for excellent presentation. All delicacies are carefully labelled by hand, using waterproof poly-prop labels which comply with latest labelling legislation.
Recently the technical team have focussed on doing bespoke ready to eat products for specific clients looking for special requests like for an example ingredient to meals or pizzas.
They have the ability to deliver to all major centres around SA. Sales staff
"Feinschmecker Deli Meats have the reputation for sourcing, manufacturing, packing, marketing & distributing the finest deli cold meats in Southern Africa."
are based all around the country and are trained to be deli specialists to assist clients manage their cold counters.
Our Products
Feinschmecker offers a wide range of charcuterie products, including:
• Salami
• Ham
• Bacon
• Sausages
• Pâtés
Each product is crafted with care and attention to detail, ensuring a superior taste experience.
Sourcing
All raw materials are sourced by our in-house purchasing department. Most meat is locally sourced from food safety certified abattoirs & meat packers; some poultry and certain cuts of pork are imported. We deal with all major spice & casing suppliers to ensure the best price, product and service levels. It has long been our belief that we will not compromise the quality and integrity of our product by employing ingredients that are not of the highest standard.
Manufacturing
All products, except for Prosciutto Crudo which we import, are produced at our Gauteng factory site. A skilled team of deboners, ham-makers, cutters, salami makers, fillers & others stick stringently to
European recipes. No artificial additives or added MSG is used in production.
Packaging
Products are sold in two main methods. Either packaged in bulk or sliced and prepacked in the high-risk area in the factory. We have a number of state-of-theart Multivac roll stock machines including a gas-flush packaging machine which is comparable to the best in the world. All delicacies are carefully labelled by hand, using waterproof poly-prop labels which comply with the latest labelling legislation.
Marketing
A director, a sales manager, sales representatives, merchandising managers and merchandisers look after the sales and marketing of all goods nationwide. This function is never outsourced and is a vital part of the business and the company is represented all over the country. Our sales staff are educated in the fine art of continental delis and train your staff how to manage & run a full-service deli. Relationships with buyers from the various retailers is also key to our success. No sale is ever complete until the end user has consumed the product.
Distribution
The company is unique in that it is the only high-end producer with a national reach. Gauteng is still the cornerstone of sales, but other regions are catching up fast. All provinces are delivered to weekly. Where own trucks are not used, carefully selected 3rd party distributors are utilised.
CEIA’s Advanced Metal Detection for Powders
CEIA launches the THS/PH210-FFV, a state-of-the-art valve system offering precise metal detection and enhanced sanitation for pharmaceutical and food industries.
CEIA, a leader in pharmaceutical metal detection solutions, is proud to announce the launch of its cuttingedge valve system, the THS/PH210-FFV, designed specifically for pharmaceutical powder inspection. This new system offers advanced functionality to meet the stringent sanitation and performance standards required in modern pharmaceutical manufacturing.
THS/PH210-FFV
In addition to pharmaceutical applications, the technology behind THS/PH210-FFV is also highly relevant for food processors handling granular or powdered ingredients, capsules, tablets, and liquids. With increasing food safety regulations and the demand for higher detection sensitivity, manufacturers across multiple industries can benefit from CEIA’s precision contaminant detection and
KEY FEATURES OF THS/PH210-FFV VALVE SYSTEM:
1. Separate Flow Paths for Good and Contaminated Product
The valve system features dual surfaces for product flow, with distinct paths for good and contaminated product, ensuring there is no cross-contamination during the switching process. This design innovation addresses a critical gap in existing market offerings. This system ensures no cross-contamination during product switching — an essential feature not just for pharmaceuticals but also for food processors handling allergensensitive ingredients.
2. Monolithic Rotor Design
Made without welds or joints, the rotor provides unmatched resistance and durability. This design also improves precision and facilitates better sanitation, ensuring high operational reliability.
3. Open Semicircular Rotor Chambers
The rotor’s unique design includes open, semicircular sections that simplify cleaning and inspection, enhancing the overall
“With separate flow paths and streamlined design, the THS/PH210FFV ensures precise inspection and hygiene, addressing critical industry challenges.”
hygiene-focused design.
PHARMACEUTICAL AND
FOOD
INDUSTRY CHALLENGES
Pharmaceutical production often involves small batches and multiple raw materials, requiring frequent and thorough equipment cleaning. The CEIA THS/PH210-FFV metal detector with valve system is designed to
hygiene of the system.
4. AISI 316L Stainless Steel Construction
Both the rotor and casing are constructed from high-quality AISI 316L stainless steel, featuring a mirror-polished finish. This material choice ensures durability, resistance to corrosion, and optimal sanitation for pharmaceutical applications.
5. Streamlined, Compact Design
The valve’s compact structure eliminates changes in section between the product inlet and the product outlet, promoting smooth material flow and reducing potential product accumulation points.
6. Tool-Free Disassembly
With tri-clamp connections, the THS/PH210FFV offers easy, tool-free disassembly and reassembly, allowing quick sanitisation between production batches, which is essential for processes involving frequent raw material changes. The ability to quickly disassemble the system without tools is particularly beneficial for food production lines that require frequent sanitation cycles to comply with food safety regulations.
streamline these processes by providing advanced inspection and sanitation capabilities, ensuring compliance with strict hygiene standards while enhancing your production efficiency. These same high standards of sanitation and contamination control are equally essential in food processing. Nutraceuticals, food supplements, and infant powders — regulated under food safety guidelines — demand precise inspection and easy-to-clean systems to maintain compliance and prevent costly recalls. The THS/PH210FFV delivers the necessary reliability and efficiency for both industries, ensuring product integrity and consumer safety.
Heat and Control –www.heatandcontrol.co.za CEIA – www.ceia.net
7. Contamination Prevention
By eliminating cavities, holes, and threads in product-passage areas and avoiding bolts in critical regions, the system prevents accumulation of processed material and reduces the risk of cross-contamination.
8. No Sealing Gaskets in Product Path
The absence of sealing gaskets between the rotor and the nozzles ensures no product waste accumulates, reducing the risk of wear and contamination while extending the system’s lifespan.
9. Quick Product Expulsion
With a rotor rotation angle of just 55°, the system ensures rapid and efficient expulsion of contaminated product, speeding up production cycles without compromising accuracy or safety.
10. Minimal Surface Contact
The design minimises the surface area between static and moving parts, reducing the risk of product buildup and ensuring smooth, continuous operation.
Simplicity in measurement
Endress+Hauser introduces the new 80GHz Micropilot radar range, offering efficient, innovative solutions for reliable waste and water management.
Commissioning in the water and wastewater industry applications can often be complex and timeconsuming. However, the Micropilot FMR10B, FMR20B and FMR30B can streamline these activities with guided wizards, thus allowing quick and easy commissioning, even for advanced applications. The Micropilot FMR10B, 20B and 30B are compact level and flow sensors for continuous measurement, with a wide range of applications in the water and wastewater industry.
“Endress+Hauser’s Micropilot series combines 80GHz technology with SmartBlue app control, ensuring precise measurement and efficient operation in challenging environments.”
SEWER MANAGEMENT
Effective sewer management involves the monitoring of flow and level values to ensure that the system operates efficiently and to prevent overflows. Sewer management in South Africa faces many challenges. The Green Drop report, which assesses the performance of wastewater plants, highlights that at least 39% of wastewater plants in South Africa are deemed to be in poor or critical condition. Some of the challenges faced by water treatment plants include having narrow spaces for the mounting of devices and the risk of flooding. An Ex-zone is also applicable in this application. The Micropilot FMR20B is suitable
for limited spaces, with the compact sensor being easy to mount and to commission with the use of Bluetooth and Endress+Hauser’s SmartBlue application. A variety of accessories complement these devices and include various mounting brackets, flood protection tubes and weather protection covers, ensuring consistent reliable measurement.
OPEN CHANNEL FLOW
Open channel flow in water and wastewater plants involves the movement of water through various channels that are exposed to the atmosphere. This type of flow is generally present in wastewater treatment plants for the movement of influent and effluent, however, these types of applications face the challenge of volatile weather conditions and the risk of flooding. The Micropilot FMR10B, 20B and 30B are independent of environmental influences with an integrated flow calculation. The Micropilot FMR10B, 20B, and 30B also come with an optional flood protection tube and a weather protection cover, thus protecting the device from damage due to flooding.
PUMP STATION AND LIFT STATIONS
meet and comply to your requirements. Intermediate bulk containers (IBC) and storage tanks IBC and storage tanks are essential for the storage and handling of various substances made up of different media types and with varying chemical resistance. These tanks can also be present in Ex zones. The Micropilot FMR10 (ATEX version) enables the installation directly on the inner side of the tank. External non-intrusive measurement can be performed on plastic tanks, eliminating potential influences from different media types.
EFFICIENT
• Reliability and reduced downtime –Heartbeat verification and heartbeat diagnostics are available. Continuous self-checking of the device is performed via heartbeat diagnostics.
• Reduced installation effort – 1-to-1 replacement of existing devices.
STREAMLINED SETUP
• Fast commissioning – Quick and easy commissioning with the use of Endress+Hauser’s SmartBlue application. Integrated commissioning wizards guide you through the setup. Copy and paste parameters from one device to another.
• Easy operation – Bluetooth operation of the device with the SmartBlue application or colour display (available on the FMR30B). The ‘It’s me’ function enables one to easily identify which device they are connected to via the SmartBlue application with a flashing status LED on the FMR10B and 20B and the display on the FMR30B.
• Straightforward device selection – The device can be utilised for both liquid and solid applications.
Pump stations and lift stations are essential for moving water and wastewater through treatment processes. Pump stations often move water over long distances and with challenging conditions. Lift stations move water between different elevations. Due to this movement, turbulent surfaces and the formation of foam can pose a problem. These stations present narrow points of installation for mounting devices and are typically Ex zoned. The Micropilot FMR20B and FMR30B are equipped with 80GHz technology, which enables the device to measure accurately irrespective of installation and application conditions. Hazardous area applications are supported with a variety of certification to Endress + Hauser - www.za.endress.com
WATER PROCESSING TECHNOLOGY
Mastering Measurement in Food & Beverage with VEGA
Hygiene should be flawless, attending to every detail. With state-of-the-art sensors, VEGA ensures safe processes that guarantee the highest quality in food preparation.
The variety of foods and beverages available to consumers today has expanded. Reliable quality and impeccable hygiene are non-negotiable, and with VEGA instrumentation, food producers can ensure these standards while streamlining their processes.
Food production is a highly sensitive industry, with corresponding processes that are complex and costly. The stringent demands of this sector are matched by the challenges encountered in measurement technology. VEGA sensors for level and pressure are certified according to the latest standards for the food and pharmaceutical industries, meeting FDA, ISPE GAMP, ASME-BPE, EHEDG, and 3-A Sanitary regulations.
VEGA’s equipment is made from corrosion-resistant materials that promote efficient cleaning, ensuring thorough removal of microorganisms. The “hygienic by design” philosophy is reflected in the sensor surfaces that contact products, which have special roughness values of less than 0.8 µm and are even available in an electropolished finish. In many instances, seals have been omitted for added safety. Furthermore, VEGA measuring instruments are specifically designed to tackle the critical elements of CIP (Clean-In-Place) processes.
ONE CONNECTION, MANY POSSIBILITIES
VEGA sensors can be quickly integrated into existing production facilities. The standardised fittings make this possible. The available hygienic adapters provide even more flexibility for the user and simplify processes at the same time. They are also diffusion-tight and extremely robust. The adapter system provides the right solution for every mounting situation.
Solutions for any challenge: VEGA offers a suitable sensor for every application, ensur-
ing precise and reliable measurement across various processes.
For level measurement, the VEGAPULS 42 is ideal for applications with fast level changes. It integrates seamlessly into process data systems using IO-Link and operates maintenance-free with advanced 80-GHz radar technology. Its illuminated ring enhances readability, even from a distance, making it user-friendly in diverse industrial environments. Meanwhile, the VEGAPULS 6X delivers exceptional accuracy and strong focusing, ensuring reliable measurements even in challenging conditions. Internals such as agitators
“VEGA’s cutting-edge sensors enhance operational efficiency with remote monitoring and maintenancefree radar technology, delivering tailored solutions for the food industry’s demands.”
ABOUT VEGA
VEGA is known for its long history of innovation and is recognised as a global leader in measurement technology. VEGA is dedicated to precision and reliability, and its customised solutions have positively impacted businesses worldwide, improving processes, efficiency, and quality standards. VEGA’s sensors and instruments are known for setting new benchmarks in accuracy, durability, and performance, driven by a commitment to excellence.
do not affect its performance, and it excels in detecting media with poor reflective properties, such as oily products.
VEGASWING 61
For limit-level measurement, the VEGASWING 61 is a versatile choice for all liquid applications. Its reliable detection capability and long service life make it particularly suitable for overflow and dry-run protection in storage tanks containing cleaning agents. The VEGAPOINT sensor offers additional convenience with an optional universal hygienic adapter that simplifies installation and reduces spare parts inventory. Its illuminated ring ensures clear readability, even from a distance, making it a practical solution for process monitoring.
Pressure measurement is essential in many applications, and the VEGABAR 28 provides reliable monitoring of gases, vapours, and liquids at temperatures up to 130°C. Equipped with the innovative CERTEC® ceramic measuring cell, it ensures durability and precision. Like the VEGAPOINT, it features an optional universal fitting for hygienic adapters, streamlining installation and reducing inventory needs.
VEGA also offers digital solutions to simplify monitoring and operation. Not every measuring point is easily accessible, so VEGA sensors with Bluetooth connectivity allow users to manage them remotely via a smartphone or tablet. The VEGA Tools app enables quick and easy commissioning, configuration, and monitoring, making process control more efficient than ever.
VEGA offers a wide array of sensors designed for level, limit level, and pressure measurement, ensuring accurate and dependable monitoring across a variety of applications.
Vega – www.vega.com
Embracing Automation and Digital Solutions
In recent years, water processing technology in the food and beverage sectors has made impressive strides. From automation to sustainability, these advancements enhance efficiency and environmental friendliness in both local and international landscapes.
Automation and digital solutions have profoundly transformed the landscape of water processing technology. Many companies now integrate automated systems that boost accuracy and efficiency while reducing operational costs. Digital water management tools, leveraging the Internet of Things (IoT), are increasingly popular and expected to significantly reduce the industry’s resource usage costs, potentially reaching a market size of $35.9 billion by 2025.
MODULAR WATER TREATMENT SYSTEMS
The adoption of modular water treatment systems is accelerating, driven by their flexibility and scalability, which allow businesses to adjust quickly to changing demands. These systems are designed to support a wide range of production requirements, making them a popular choice for modern food and beverage companies. Forecasts indicate a 10% annual growth rate for these systems over the next few years, underscoring their growing importance in efficient resource management.
Advancements in Membrane Technology: Membrane technology, including nanofiltration and reverse osmosis, plays a critical role in purifying water and removing contaminants. With the global market expected to reach $13.5 billion by 2025, these systems
are essential for ensuring the highest standards of water quality in food and beverage production. They are pivotal in reducing impurities which could affect the taste and safety of products.
BIO-BASED WATER REMEDIATION
There is a significant shift towards bio-based water remediation methods, which are more environmentally friendly and sustainable than traditional chemical treatments. These techniques can remove up to 90% of pollutants from industrial wastewater, aligning with the industry’s commitment to sustainability. Moreover, there is a strong focus on water recycling and waste-to-energy
“Automation and digital solutions are not just trends; they are the future of water processing in the industry.”
FAST FACT
Modular systems can rapidly scale operations while maintaining efficiency and quality in water processing.
DID YOU KNOW?
Bio-based water remediation can drastically reduce pollution while promoting a sustainable water cycle in industrial applications.
processes, which not only reduce the water footprint but also cut operational costs by 20-30%.
Regulatory Compliance and Risk Management: The emphasis on regulatory compliance and risk management continues to grow as governments worldwide tighten environmental regulations. Companies increasingly adopt proactive strategies to comply with these regulations, avoiding potential financial penalties and protecting their brand reputation. This includes implementing advanced monitoring and treatment technologies to meet or exceed legal requirements. The developments in water processing technology underscore a broader industry movement towards advanced, efficient, and sustainable practices. The food and beverage sectors are set to benefit greatly from these innovative solutions, which promise not only to conserve resources but also to enhance product quality and safety.
VINIMARK BRINGS POMMERY CHAMPAGNE TO SA
La Maison Pommery, an illustrious Champagne producer, has captivated wine lovers since its founding in the 1800s, with its unmistakable style characterised by freshness, finesse and vivacity. This traditional Champagne house from Reims, France, which boasts a remarkable legacy and significance in the history of Champagne-making, has selected leading local company Vinimark as its sole South African distributor. The renowned Champagne, once only a dream for local shelves, will soon be available here. The brand’s iconic royal-blue branding is already a familiar sight in more than 100
countries, and now the esteemed house, which is renowned for popularising Brut Champagne, adds our country to an expanding list of global appreciators. Says Vinimark Brand Portfolio Director Helen Kock, ‘We are incredibly excited to welcome Champagne Pommery to our growing portfolio. Madame Pommery’s bold innovation with the creation of Brut Champagne transformed the industry, setting a new standard for elegance and refinement. Her legacy lives on, and we’re honoured to offer this timeless expression of Champagne to South African wine lovers.’
KELLANOVA CELEBRATES WORLD CEREAL DAY IN SA
For over 100 years, Kellanova, previously Kellogg’s, has been at the forefront of breakfast innovation in South Africa. As South Africans mark World Cereal Day, Kellanova showcases its commitment to elevating its cereal portfolio’s product innovation and nutrition and increasing consumer choices. This highlights the company’s commitment to being a responsible social contributor to public health goals. The campaign affirms the Kellanova Better Days Promise, a promise to create better days for people by advancing sustainable and equitable access to food and addressing the intersection of well-being, hunger, sustainability, equity, diversity, and inclusion.
Kellanova understands that parents want the best for their children, including breakfast! In line with its commitment to delicious and nutritious options, its beloved children’s cereals— like Coco Pops, Rice Krispies, and Froot Loops—now contain 25% less sugar. The range is fortified with iron and is high in seven B vitamins. Kellanova showcases its Kellogg’s All-Bran range, which offers consumers five benefits of fibre: added Iron and zinc, reduced bloating, feeling fuller for longer, keeping regular, and supporting digestive wellness. “Kellanova believes that well-being is a journey that involves listening to our consumers, understanding their needs and preferences, and offering them nutritious, tasty, and convenient products. This involves constantly innovating and improving our products, using the best ingredients and the latest technologies”, says Zandile Mposelwa, corporate affairs director at Kellanova.
BERRY’S REUSABLE CUPS SUPPORT RETURNABLE CUP
Berry Global’s range of reusable plastic cups has been selected for the pioneering Borrow Cup ‘collaborative returnable cup initiative’, which was launched in Glasgow, UK, at the end of January.
Borrow Cup – developed by award-winning environmental charity Hubbub and Glasgow-based reusable packaging systems provider Reposit –provides a shared system that enables consumers to avoid disposable cups, by borrowing a returnable cup from any participating location. The 12week fact finding and data gathering project involves over 40 businesses, including local cafés alongside major brands such as Costa Coffee, Caffè Nero and Burger King° UK. Customers pay a £1 deposit for their Borrow Cup. They can then return it to any outlet in the project to refill the cup, swap it for a new one, or receive their deposit back. Cups can also be dropped off at special return points, where customers receive a digital
coupon. Used cups are collected by Reposit, washed at its facility, and returned to stores. The Berry reusable cups, manufactured in polypropylene (PP) and available in standardised 8, 12 and 16oz sizes with a universal lid for all three, were selected for the Borrow Cup project thanks to their durability, easy-clean design and dishwasher-safe construction. The cups can also be recycled when they finally reach their end of life, where appropriate recycling facilities exist. The project organisers say plastic was chosen due to a lower environmental impact compared to other materials, with current carbon modelling predicting that Borrow Cup will have a lower environmental impact than disposable cups after three uses.1Each glass offers a taste of French elegance and the British Royal Family’s ongoing tradition - a rich history that continues to captivate the globe, including enamoured Champagne-lovers on our own shores.