The secret to hard bite chips Fastback sets the standard
34
DAIRY
Unpacking dairy proteins in modern food
Exploring plant-based and dairy free alternatives
South Africa’s dairy excellence
A fresh approach to dairy processing 43 CONTAMINATION
& DEEP CLEANING
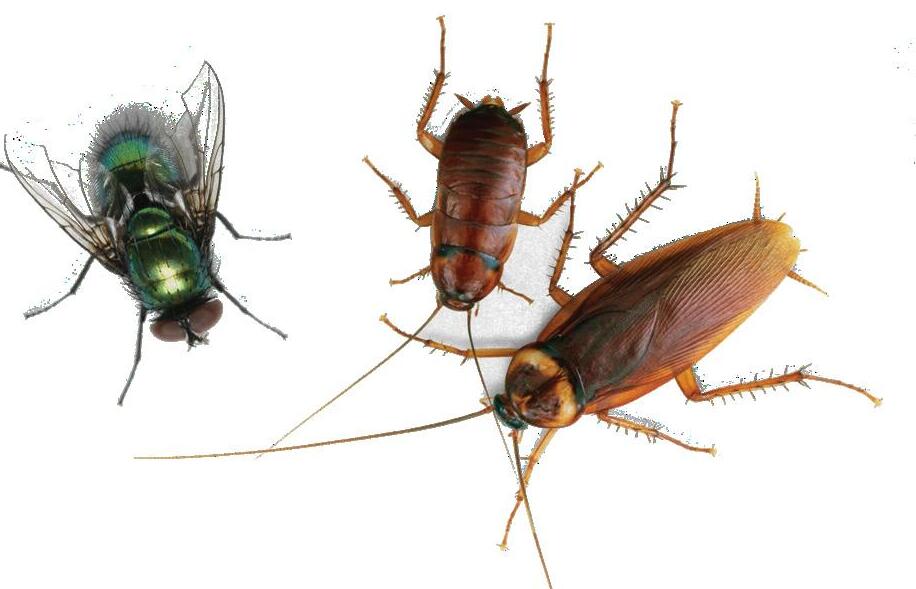
Safety and Hygiene food production
A leading expert in pest control
46
EVENTS Westpak Africa 2025
Buhler showcases industry solutions
47 SUSTAINABLE & RECYCLABLE PACKAGING
Sustainable plastic packaging
A commitment to sustainability
Innovative sustainable labels
Air Products’ supply chain success
The science behind baking
With only three months left before we hit the silly season, bakers around the world are preparing themselves for a very busy time where demand for all sorts of delicious and freshly baked goods will be high. Famasons Premium Ingredients stands as a trusted partner, offering vibrant glazed cherries and rich fruit mince filling to elevate your festive creations. These ingredients not only enhance the visual appeal of your offerings but also add a sweet contrast that complements a variety of flavours. Read more about their offerings on page 20. Bragan Ingredients, on page 15, share insights on how fat powders are transforming the food manufacturing landscape by enhancing texture, taste, and shelf life. These versatile ingredients provide a convenient alternative to traditional fats, meeting modern consumer demands for quality and consistency. By improving the sensory appeal of food products, fat powders empower manufacturers to push the boundaries of innovation, creating unique items that not only taste delicious but also maintain their quality over time. Turn to page 12 to read about AECI Food & Beverage’s extensive product range, from phosphates and hydrocolloids to specialty flours and egg replacements. Their dedication to providing an all-round solution underscores their position as a leader in the food industry. Moving on, we explore how the snack market is undergoing significant changes, driven by the increasing demand from consumers for healthier options. While taste remains a priority, consumers now seek products that are both flavourful and nutritious. In this context, yeast extracts are emerging as a key solution, offering substantial benefits in terms of taste, health, and natural ingredients. Find out more about Biospringer’s yeast extracts on page 22 . We hope you find inspiration and valuable insights in this edition, as we continue to celebrate the creativity and science that drive our industry forward.
Building 13, The Woodlands Office Park, 20 Woodlands Drive, Woodmead, Sandton PO Box 784698, Sandton 2146 +27 11 867 6111
POSTAL ADDRESS PO Box 784698, Sandton, Johannesburg 2146
Published by New Media, a division of Media24 (Pty) Ltd
MANAGEMENT TEAM
MANAGING DIRECTOR: Aileen Lamb
COMMERCIAL DIRECTOR: Maria Tiganis
STRATEGY DIRECTOR: Andrew Nunneley
CHIEF FINANCIAL OFFICER: Venette Malone
INTERIM CEO: MEDIA24: Raj Lalbahadur
HEAD OFFICE
New Media, a division of Media24 (Pty) Ltd 8th floor, Media24 Centre, 40 Heerengracht Cape Town, 8001
(Lebo) Nondzaba
VIV Africa
Kigali, Uganda
2 – 3 October
www.vivafrica.nl
SIAL Paris, France
19 – 23 October
www.sialparis.com
PROCESS EXPO
Chicago, USA
23 – 25 October
www.process-expo. us.messefrankfurt.com
5 – 7 November www.gulfoodmanufacturing.com
All4Pack Emballage
Paris, France
3 – 7 November www.all4pack.com
Fi Europe
Frankfurt, Germany
28 – 30 November www.figlobal.com
FIRE IT UP MZANSI
Satafrika is wild, bro. We’ve mastered the art of turning lemons into lemonade—or rather, loadshedding into load-reduction. We are built for resistance and sometimes, sticking it out means treating yourself.
With warmer days and cooler evenings being the modus operandi, there’s no better time for ama-get-together with iskeem sakho, family and loved ones.
Introducing the NEW Cabo Sosatie Flatbread. This isn’t just a meal; it’s a celebration of our South African spirit. Packed with flavour, it’s the perfect companion for a little pick-me-up. Imagine a succulent, Flame-grilled Shisanyama flavoured Chicken Sosatie, served on a delicious bed of coleslaw, wrapped in a warm, comforting toasted flatbread. It’s a taste of home, no matter where you are.
But when you’re craving something truly classic, our Half Chicken & Single Side combo is your go-to. It’s the epitome of comfort food, a reliable choice that never disappoints. It’s a moment of pure indulgence.
And Nando’s? We’re not just a restaurant; we’re like a support group with a side of PERi-PERi. So, the next time life throws you a curveball, remember you’ve got this. And when you need a little extra support, let Nando’s be your sidekick.
After all, our resilience is as legendary as our ability to find humour in the most absurd situations. It’s like we’ve got a built-in coping mechanism that involves laughter, a dash of sarcasm, and good food.
SHOWCASING RHODES QUALITY
NEW APRICOT AND
Market leader in jams, Rhodes Quality continues to capture a growing market segment with its newly launched Apricot and Peach jam, the fourth largest flavour within the jam category.
Rhodes Quality’s new addition to the existing jam range blends exceptional quality and taste, bringing consumers a flavour they love from a name they know and trust.
The popular Apricot and Peach flavour has been launched in a 290g cup with resealable lid, for convenience and freshness. First to market with the cup format, Rhodes Quality has helped to drive the growth of this segment, making cups now the second largest pack size in jams.
PEACH JAM
want,” said Head of marketing at RFG, Maria Soares. “Our new Apricot and Peach jam is perfect for sandwiches, baking and cooking.”
“Ongoing innovation is a key driver of RFG’s sales and market share growth, and we aim to build on the strength of the Rhodes Quality brand as we expand into this new flavour category,” she added. “In addition to our Apricot and Peach launch, we currently have a range of jam flavours, pack sizes and formats on shelf at leading retailers and wholesalers.”
“As South Africa’s number one jam brand, with an already established reputation for quality, we will continue to innovate based on what our consumers
The Rhodes Quality brand is a well-loved household name, known for its wide range of delicious tasting products, high quality standards and expertise. The Rhodes Quality jam range is made with real fruit and real sugar, using perfected cooking techniques.
“When you choose Rhodes Quality, you’re choosing wholesome nourishment and great taste,” Soares concluded.
DORITOS UNLEASHES NEW GRILLED BBQ FLAVOUR
Doritos, the brand famous for being bold, is taking flavour to the people with the launch of its latest flavour innovation, the Grilled BBQ Flavour. In true Doritos style, the brand celebrates its new Fearlessly Flavourful campaign, bringing the excitement straight to the people through bold partnerships and experiences nationwide.
To kick off the campaign, Doritos unveiled the new Grilled BBQ flavour at Homecoming Events’ Friends Like Me this past weekend, setting the stage for an explosive journey of
taste and culture. The brand is boldly stepping into culinary experiences with its first-ever Doritos Loaded Truck which gave fans a chance to experience a flavourful selection of Doritos Grilled BBQ-inspired menu items and is set to take over festivals over the coming months.
Ntumi Kondile Brand Manager Tortilla Chips Category at PepsiCo South Africa, shared his excitement about the new campaign “Doritos is all about challenging the ordinary and pushing boundaries. With our new Grilled
BBQ flavour, we’re not just launching a new product, we’re igniting a movement that celebrates boldness and fearless flavour. The Fearlessly Flavourful campaign is a call to action for our consumers to embrace their true selves and live life unapologetically.
SUSTAINABILITY SUMMIT AFRICA 2024
The fourth annual Sustainability Summit Africa took place in Johannesburg. This important one-day event on 10 September 2024 brought together local and international business leaders, policymakers, and sustainability experts who explored the latest strategies and best practices to enable sustainable procurement and supply chains. The theme of the 2024 summit was “From Vision to ActionDriving Sustainable Change Together”. Over four years, this conference earned the reputation of Africa’s premier ESG (Environmental, Social and Governance) transformation event. This year, it formed part of the 18th annual Smart Procurement World Indaba at Gallagher Convention Centre, Midrand. Reflecting its commitment to sustainability, HEINEKEN Beverages was the Diamond sponsor of the 2024 Sustainability Summit Africa.
One of the organisation’s most recent projects in this
space was the launch of the 650ml returnable bottle, a revolutionary transformation in its packaging strategy.
“HEINEKEN Beverages is leading the charge towards a more sustainable future through our Brew a Better World strategy, and we are thrilled to support the Sustainability Summit Africa,” said Millicent Maroga, Corporate Affairs Director at HEINEKEN Beverages.
“We recognise the imperative to embed sustainability into the fabric of how we work. Through our Brew a Better World strategy we are better positioned to anticipate and mitigate risks and more readily adapt to changing market conditions and seize new opportunities. It’s not only the right thing for the planet and society but also for our business and stakeholders,” Maroga stressed.
To read more, visit:Foodreview.co.za
FLEXIBLE FILLING TABLE
Bakeries are looking for robust, powerful, fast and flexible machines to produce high quality baked goods despite high-cost pressures and staff shortages. Furthermore, the machines should be quick and easy to clean. With these aspects in mind, VEMAG engineers have developed the FT722 filling table, a new solution for bakeries to produce a wide variety of baked goods with exact weights in premium quality. The products are portioned, deposited or loaded precisely and continuously onto trays or into baking tins.
By combining a VEMAG dough portioner with the new filling table, various baked goods can be produced from dough and batter with a high degree of weight accuracy and automation. This allows bakeries to manage their staff and raw materials more efficiently and optimize their production processes. For example, biscuits and cookies can be automatically placed on trays. In addition, the Filling Table can be used to fill baking tins or cake rings with sponge cake or muffin batter extremely accurately, quickly, gently and precisely.
Custom shapes such as lettering, logos or trimmings, e.g. on cakes, are also possible. The baking trays are positioned and removed manually. The production of cookies, sponge cakes, fruit masses, muffins, brownies, gluten-free products, pound cakes or biscuits, is thus semi-automated. Creams, desserts and other masses can also be filled into jars, cups and other containers. This makes the FT722 ideal for use in catering companies or commercial kitchens. To read more, visit: Foodreview.co.za
WOODLANDS DAIRY’S TREE PLANTING INITIATIVE
Woodlands Dairy, a leader in sustainability, André Adendorff, Sustainability Manager at Woodlands Dairy, says Woodlands Dairy has a strong sense of responsibility to their region and environment, both social and natural. “We’re dedicated to enhancing our environment sustainably, and planting trees is a powerful way to do that. In 2019, we planted 100 Cape Ash trees, and we’ve since expanded our efforts to public and municipal spaces, including nearly 300 trees along the R330 entering Humansdorp. These initiatives aim to beautify our region, promote carbon sequestration, reduce erosion, improve soil quality, and boost biodiversity.”
The environmental team at Kouga Municipality, including the town engineer, plays a key role in selecting suitable planting areas, considering factors like underground infrastructure. Adendorff notes, “We choose locations where trees will enhance the area’s aesthetics, improve biodiversity, and crucially, avoid disrupting infrastructure or services as identified by the municipality.”
Marco Engelbrecht, Kouga Environmental Management Officer, adds: “In the past, the municipality has partnered with Woodlands Dairy to jointly plant trees during Arbour Week e.g. the planting of screening trees at the landfill site last year and street trees
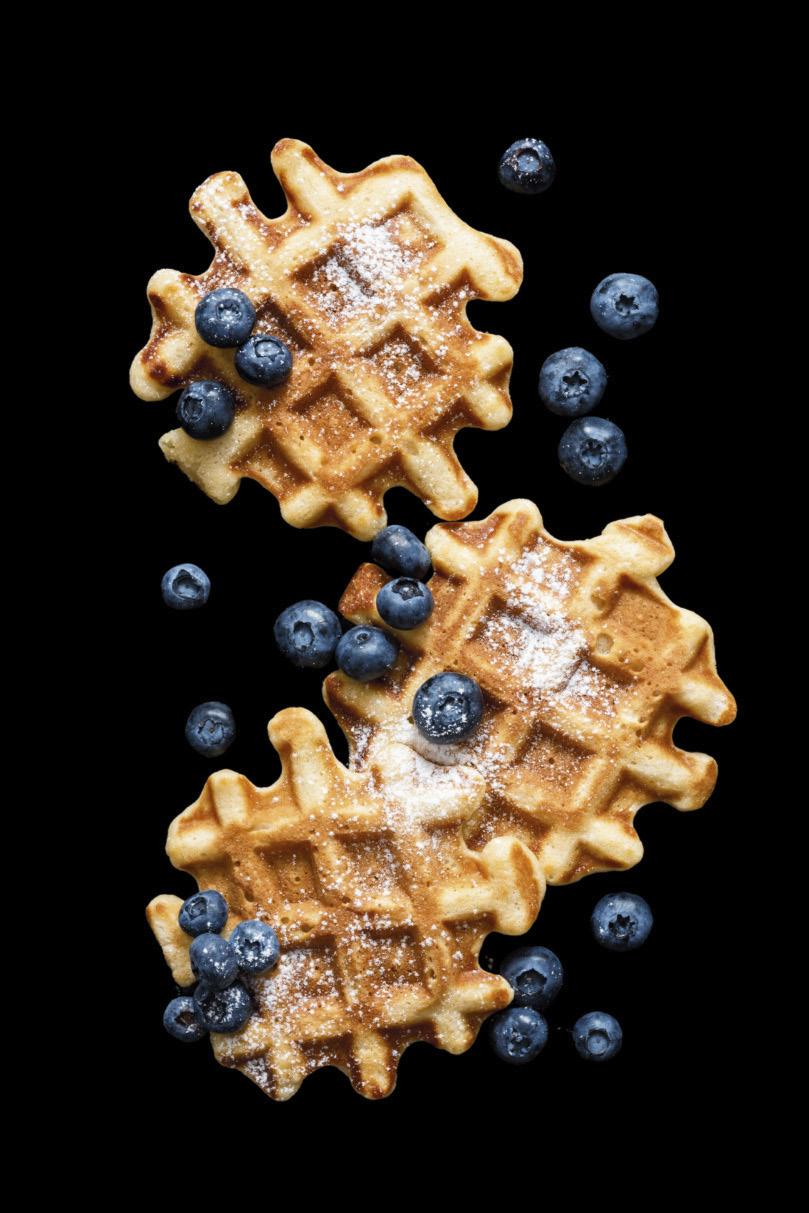
Simplifying Bakery Shelf Life
The shelf life of bakery products simplified with water activity by Dr. Brady Carter, Senior Research Scientist with Carter Scientific Solutions. Dr. Carter specialises in Water Activity and Moisture Sorption applications.
The baked snack industry is a constantly growing market valued at $440 billion. These products typically cover a range of textures, colors, and flavors, and it is critical that they remain safe while maintaining their expected texture and sensory properties. One of the most important factors influencing the quality and shelf life of bakery products is water activity. Water activity control can help prevent or minimize various degradative events such as rancidity, microbiological spoilage, staling, or changes in texture due to water migration.
THEORY OF WATER ACTIVITY
Water activity is defined as the energy status of water in a system and is rooted in the fundamental laws of thermodynamics through Gibb’s free energy equation. It represents the relative chemical potential energy of water as dictated by the surface, colligative, and capillary interactions in a matrix. Practically, it is measured as the partial vapor pressure of water in a headspace that is at equilibrium with the sample, divided by the saturated vapor
“The key to prolonging the shelf life of bakery products is to manufacture them to their ideal water activity and maintain that level during storage and transport.”
pressure of water at the same temperature. Water activity is often referred to as the ‘free water’, but since ‘free’ is not scientifically defined and is interpreted differently depending on the context, this is incorrect. Free water gives the connotation of a quantitative measurement, while water activity is a qualitative measurement of the relative chemical potential energy. Rather than a water activity of 0.50 indicating 50% free water, it more correctly indicates that the water in the product has 50% of the energy that pure water would have in the same situation. The lower the water activity
then, the less the water in the system behaves like pure water.
For baked snacks, water activity is measured by equilibrating the liquid phase water in the sample with the vapor phase water in the headspace of a closed chamber and measuring the Equilibrium Relative Humidity (ERH) in the headspace using a sensor. The relative humidity can be determined using a resistive electrolytic sensor, a chilled mirror sensor, or a capacitive hygroscopic polymer sensor. Instruments from Novasina, like the Labmaster NEO, utilize an electrolytic sensor to determine the ERH inside a sealed chamber containing the sample. Changes in ERH are tracked by changes in the electrical resistance of the electrolyte sensor. The advantage of this approach is that it is very stable and resistant to inaccurate readings due to contamination, a particular weakness of the chilled mirror sensor.
The resistive electrolytic sensor can achieve the highest level of accuracy and precision with no maintenance and infrequent calibration. Sampling for water activity testing can be particularly
challenging for bakery products because they tend to be too large to fit in the sample cup and are often multi-component While water activity is an intensive property that provides the energy of the water in a system, moisture content is an extensive property that determines the amount of moisture in a product. Water activity and moisture content, while related, are not the same measurement.
Moisture content is typically determined through loss-on-drying as the difference in weight between a wet and dried sample. For baked snacks, moisture content provides a standard of identity and an expected mouthfeel but does not determine if the product is microbially safe. Water activity and moisture content are related through the moisture sorption isotherm. Table 1 shows that different baked snacks can have similar water activities, but very different moisture contents. Obviously, the moisture content associated with a safe water activity will be different for each product and as will be demonstrated in the next section, should never be relied on as an indicator of microbial safety
WATER ACTIVITY AND TEXTURE/ CRISPINESS
Bakery products are known for their pleasing texture and taste and each product has its own unique organoleptic requirements. The most common mode of failure in baked products is an unexpected change in texture or flavor. For example, a butter biscuit should be crispy, and a cake should show a good mixture of firmness and moisture. Figure 1 shows the water activity range for baked snacks and the expected texture for each region. Changes in water activity will result in changes in texture and each baked product has an optimal
water activity range where the texture and taste will be ideal. The key then to prolonging the shelf life of these products is to manufacture them to that ideal water activity and maintain that water activity during storage and transport with effective packaging. Many bakery products contain multiple components such as a cream filling or an icing covering. For these products, moisture migration between components can lead to undesirable texture changes or even susceptibility to microbial growth. Moisture moves from high water activity to low water activity, so the way to prevent moisture migration and its accompanying consequences is to match the water activity
of the components. The icing, cake, and cream filling of a snack cake all need to be manufactured to the same water activity before being combined and then, even if their moisture content is different, there will be no moisture migration between the components.
THE MOST IMPORTANT SPECIFICATION
Most bakery products are sold on a weight basis, so maximising the amount of water, the cheapest ingredient, that can be in a product while remaining safe and stable will maximise profitability. The information provided in this paper should show that each product has an ideal water activity range, and moving above or below this range will render the product undesirable. The key then to maximising profitability while ensuring quality is to track water activity and end processing when the ideal water activity is achieved. This will avoid wasted energy from over drying and maximise the final moisture content and consequently, product revenue.
*References available on request
We exclusively represent leading international manufacturers and suppliers of specialty ingredients, catering to the Food & Beverage industries. We provide a broad range of ingredients across various markets, including Dairy, Bakery, Health & Nutrition, Meat, Beverages, Commodities and Processing Aids. Our company serves a vast market among the industry; one of them is bakery production. AECI Food & Beverage offers full-scale services, which highlights our commitment to delivering functional blends. These offerings are underpinned by our cutting-edge pilot plant facility based at Linbro Logistics Park in Sandton, together with a fully equipped laboratory managed by qualified Food Technologists. These resources allow the company to support its customers’ varied and evolving needs, at the top of innovation in bakery.
COMPREHENSIVE INGREDIENT SOLUTIONS
As a leader in the Food Industry, AECI Food
Innovations in Food Ingredients
AECI Food & Beverage, one of the leading suppliers of premium food ingredients, offers a diverse range of products and services. Their commitment to innovation and quality supports the evolving needs of the bakery industry.
their food, and where their food comes from. Consumption is not only driven by price, but also by functionality. Transparency is of utmost importance, both in statements and claims as well as in the perceived value of the product or service.
MEETING CONSUMER DEMANDS
“We provide a broad range of ingredients across various markets, including dairy, bakery, health & nutrition, meat, beverages, commodities and processing aids.”
& Beverage not only has one of the most diverse bakery-specific product ranges available on the market today; it is a range that continues to grow. This includes different components such as phosphates, hydrocolloids, cocoa powder, starches emulsifiers, whipping agents, spices, freeflowing and anti-caking agents, sweeteners, preservatives, glazing agents, specialty flours, milk powders, egg replacement as well as bread and cake improvers. The wide selection of products emphasizes AECI’s commitment to be able to provide an allround solution for its customers, catering from the basic through to those looking for a point-of-difference.
In the last decade, “foodie” culture has grown, and consumers have become increasingly interested in what exactly is in
“Naturally Healthy” is the most powerful trend in for consumers’ need for foods and ingredients which should be “naturally functional”. The demand for clean label has now challenged the Bakery Industry tremendously. Not only must baked goods taste good but must also have natural nutrients together with reduced sugar and salt.
Consumer awareness around the advantages of whole grains has significantly increased over the years. According to common perception and research, whole grains reduce inflammation, help to prevent weight gain, lower the risk of a stroke and ischemic heart disease, and positively influences gut bacteria. There is a consumer demand for whole grain products that must maintain the taste and texture that they are used to. Whole grain “side-effects,” such as a rough texture and a slightly bitter taste, is not what our consumers want. Therefore, industry is required to provide the benefits of whole grain, and at the same time, deliver a soft, light crumb, mild taste with prolonged freshness.
The demand for clean-label has now extended to flavourings and extracts, with natural herbs and spices becoming popular. In line with this, consumers are looking for simpler labels with a shorter list of ingredients. They perceive these labels as an indication that the product is “better”
for them.
We find consumer demand is not only for high-quality bread and baked goods, but also in snacks and out of home products. This is an important driver of business development and market expansion because consumers love quick and convenient products to fit in with their lifestyles. As such, bakeries are reacting to these demands by growing their portfolio of snacks, such as the “baker burger” and innovative variations of the traditional sandwich.
Consumers want indulgence, convenience and authenticity and this is driving significant growth in the bakery market. Manufacturers are innovating constantly to deliver more varied and alluring products to meet consumer expectations.
MARKET TRENDS AND CONSUMER PREFERENCES
AECI Food & Beverage use these trends as opportunities for developing innovating and exciting products.
Our vision is to continue to provide customers with innovative technical solutions with sustainability of preferred ingredients and exceptional service. In addition, AECI Foods & Beverage further utilise the specialty ingredients portfolio by combining ingredients to engineer valueadded solutions for various sectors of the food industry.
In the Bakery industry phosphates are
widely used. These are a crucial function in leavening and dough conditioning. They help the product to have a required texture and volume. We have varied phosphates for varied controls in temperature. In contrast, for controlling the viscosity and texture of food products hydrocolloids are then used to improve the texture especially for gluten-free baked goods which is growing trend for gut health, which also enhance dough handling and increases the shelf life.
When making chocolate-flavoured baked goods Cocoa powder is essential.
AECI Food & Beverage branch in Malaysia, supplies cocoa powder with a strong and consistent flavour profile from the country. Due to global cocoa bean crisis there is a shortage of cocoa powder together with an increase in price. AECI Food & Beverage has sourced a replacement for cocoa powder, should customer require an alternative substitute to use in their product.
guaranteeing the end result to stay soft and fresh for a longer time. We now have a wide range of modified starch to native starches to offer our customers. Tate & Lyle is our key partner for modified starches.
Starches in its natural and modified forms are generally necessary to provide the right texture, stability etc(either add more or take out etc) for baked goods. The starch helps in moisture retention,
Emulsifiers, whipping agents as well as alginates and carrageenan’s are used in cakes and other baked goods. We need them for emulsification to achieve a uniform crumb structure. They help bind ingredients that would otherwise fall apart, for example, oil and water. Perfect light and airy cakes, which are too dense in texture, is one of the most dreaded cake faux pas amongst bakers, consistency issues (one batch comes out perfect another not so perfect) plague even the best baker’s life. This all can be remedied by using the correct emulsifier or carrageenan, which you can get from AECI Food & Beverage. AECI Food & Beverage has a range of whipping agents that are also highly relevant and required for desserts such as mousses and whipped creams.(Is that all?) To top up the fiber level of your baking and snack products without affecting your formula and taste the way traditional fibers would, AECI F&B offers a soluble dietary fiber called Fibersol-2. This resistant maltodextrin is multifunctional and can be used in countless applications, so it’s perfect for formulators. It can be incorporated into all types of beverages, processed foods, cultured dairy products, frozen dairy desserts, confections and dietary supplements in every form just to name a few. In addition to rapid dispersion, this fiber is clear or transparent in solution, highly soluble and stable under virtually all conditions. Fibersol-2 digestion is also a very low viscosity, low hygroscopic and a fiber source with water-binding and bodyand texture-improving characteristics. With no inherent flavour, Fibersol-2 allows you to invisibly increase the fiber content of your good-for-you baking and snack products and consumers will start looking at fiber in a whole new way.
AECI - www.aeciworld.com
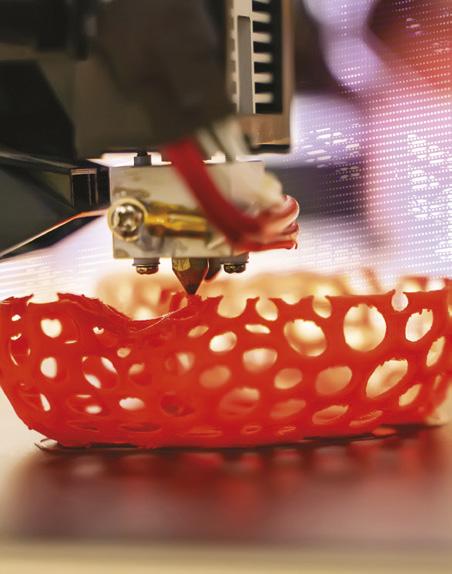
Shaping the future of bakery
Ingreto (Pty) Ltd, a prominent name in the South African food manufacturing sector, has embarked on an exciting new journey with the recent acquisition of a majority stake by Holdfood Group.
This strategic partnership represents a significant milestone in Ingreto’s growth trajectory, bringing with it a wealth of opportunities for both the company and the broader South African market. As Ingreto integrates into the Holdfood Group’s extensive global network, the focus remains on enhancing services and delivering innovative solutions that cater specifically to the evolving needs of the local bakery industry.
Under the guidance of Holdfood Group, Ingreto is set to leverage the vast experience and resources of its new partner, positioning itself as a key player in the South African bakery sector. Holdfood Group, known for
its global reach and family-based ethos, brings a diverse portfolio to the table, including two major business segments that will significantly enrich Ingreto’s offerings: LASENOR and NORTE-EUROCAO.
LASENOR: ELEVATING BAKERY MIXES
As part of the Holdfood Group’s acquisition, Ingreto will now have access to the groundbreaking products of LASENOR, a global leader in the production of lecithin, emulsifiers, stabilisers, and release agents. Celebrating its 20th anniversary this year, LASENOR has consistently been at the forefront of innovation in food ingredients,
particularly in the bakery sector.
The bakery market is increasingly adopting industrial production models to improve efficiency, reduce costs, and extend shelf life while maintaining high-quality standards. LASENOR® BK, a range of activated emulsifiers specifically designed for powdered bakery mixes, is set to revolutionise the production process for South African bakers. This advanced product simplifies production by eliminating the need for pre-hydration, ensuring longer shelf life, and facilitating easier dosing.
Ingreto - www.ingreto.co.za
The Polyline is Rondo’s starting point for automatic pie production. In addition to pies you can produce folded, rolled, filled, decorated, cut and even stamped out products with the Polyline.
Distributors of Rondo equipment in South Africa
equipment in South Africa
Polyline production. decorated, Polyline. produce dough bands and blocks easily and gently. thin dough bands and process the more difficult shortcrust pastry.
Tel: +27 11 462 3224/5 Fax: +27 11 462 3226
Rondostar 4000
The Rondostar 4000 can produce dough bands and blocks easily and gently. It can also produce very thin dough bands and process the more difficult dough types like shortcrust pastry.
Fat powders are transforming food manufacturing by enhancing texture, taste, and shelf life. These versatile ingredients offer a convenient alternative to traditional fats, meeting modern consumer demands for quality and consistency.
Processed foods exemplify how science and creativity can harmoniously blend in the culinary world. Fat powders, with their varying fat contents, are essential tools that empower food manufacturers to push the boundaries of innovation while enhancing the quality and longevity of their products. These innovative ingredients offer a versatile and convenient alternative to traditional fats, allowing the creation of unique food items that not only taste delicious but also meet modern consumer demands for consistency and quality.
The primary role of fat powder is to enhance the sensory appeal of food products by improving their texture, taste, creami-
ness, and mouthfeel while extending shelf life. Typically sourced from high-quality coconut, palm, and sunflower oils, fat powders are available as free-flowing powders, which offer distinct advantages in terms of measurement and incorporation into powdered premixes. These powders are ideal for applications in pastries, waffles, pancakes, instant desserts, ready meals, and a variety of bakery and confectionery items. This versatility makes fat powders an invaluable ingredient for food manufacturers aiming to streamline production processes without compromising on quality. Fat powders bring numerous benefits to food manufacturing, making them a crucial ingredient in creating diverse food products.
SOME KEY ADVANTAGES
INCLUDE:
Enhanced Structure: Fat powders significantly improve the texture and thickness of the final product, ensuring a consistent and appealing mouthfeel in every bite.
Improved Mouthfeel: These powders enhance the perception of taste and aroma, enriching the overall sensory experience of food products.
Whitening Effect: Fat powders provide a whitening effect similar to that of adding cream, making them ideal for products where colour and appearance are important.
Bragan Ingredients –www.braganingredients.co.za
Texture’s Secret Weapon
Ideal for applications in pastries, waffles, pancakes, instant desserts, ready meals, and a variety of bakery and confectionery items to improve texture,taste, creaminess, and mouthfeel while extending shelf life.
Fat Powder Key Benefits:
Enhances texture and viscosity for a full taste and mouthfeel.
Achieves the desired whitening effect with suitable intensity. Ensures product stability with a longer shelf life.
At Design Baking Ingredients, we understand the pure joy of creating delicious baked goods. Founded in 2007 by passionate food enthusiasts with over 30 years of industry experience, our mission is simple: to be the premier supplier of the nation’s favourite baking and confectionery ingredients.
We offer a comprehensive portfolio of top-notch baking and confectionery solutions to satisfy your every need. Whether you’re a professional baker, a home-based entrepreneur, or simply someone who enjoys whipping up a batch of cookies for family and friends, we have the ingredients to help you bring your baking dreams to life. We are driven by an unwavering commitment to quality and a desire to empower bakers of all levels to achieve success in the kitchen.
OUR WIDE RANGE OF PRODUCTS OFFERINGS:
Premixes and bread mixes: Save time and ensure consistent results with our convenient premixes and bread mixes. From classic white bread to flavourful multigrain options, we offer a variety of choices to suit your taste and baking goals.
Fruit toppings and pie fillings: Elevate your pies, pastries, and desserts with our delicious selection of fruit toppings and pie fillings. Made with high-quality ingredients and bursting with flavor, our fillings are sure to become a staple in your baking repertoire.
Chocolate, chocolate spreads, and truffles: Indulge your sweet tooth with our decadent chocolate products. We offer a variety of chocolates, from rich dark varieties to creamy white chocolate, perfect for baking, decorating, or simply enjoying on their own. Our chocolate spreads are a delightful addition to toast, waffles, or even enjoyed straight from the jar, while our truffles offer a luxurious taste sensation.
Chocolate fillings: We are particularly
" We offer a comprehensive portfolio of top-notch baking and confectionery solutions to satisfy your every need."
proud of our popular chocolate fillings. These fillings are guaranteed to take your baked goods to the next level. Our white truffle filling offers a smooth and creamy texture, while the dark chocolate truffle filling provides a rich and decadent flavour experience. And for those who crave a truly unique taste sensation, our caramel chocolate filling is simply out of this world!
UNWAVERING COMMITMENT TO QUALITY
At Design Baking Ingredients, quality is not just a word; it’s the cornerstone of everything we do. We source our ingredients from top South African suppliers renowned for their dedication to excellence. Our commitment extends beyond the ingredients themselves; we implement rigorous food safety protocols to ensure the safety and consistency of our products.
We understand that food safety is paramount to customer satisfaction and the success of your baked goods. That’s why we take every step necessary to ensure that our products meet the highest safety standards. We are dedicated to providing exceptional customer service and building long-lasting partnerships with our clients. Our team of technical experts is always available to answer your questions, offer guidance, and help you find the perfect ingredients for your baking needs. We encourage you to “task us with your needs” – no challenge is too big or too small!
Whether you’re a seasoned baker or just starting out, we are here to support you on your baking journey. With our extensive product range, unwavering commitment to quality, and dedication to customer service, Design Baking Ingredients is your one-stop shop for all your baking and confectionery needs.
DRIVING INNOVATION AND EFFICIENCY
Our passion for food extends beyond simply providing ingredients. We are constantly striving to innovate and develop new products that meet the evolving needs of our customers. We are also committed to helping our clients achieve factory efficiency and cost reduction. By offering high-quality, consistent products that minimise waste, we can help you streamline your operations and minimise your profits .
Our mission is to establish Design Baking Ingredients as the premier supplier of the nation’s preferred baking and confectionery ingredients, unwavering in our principles of quality.
Fruit Pie Fillings & Toppings
Doughnut Dips
Whipping Creams
Confectionery Products
Glaze Products
Fats, Margarines & Oils
Chocolate Spreads
Bread, Rolls & Imporvers
Shelf Life Extenders
Aroma Paste
Colour Range
Chocolate Range
Bakers Choice Range
Cake & Sponge Products
Bake oven tracking sensor optimisation
IPCO has launched the CBT 2G, an advanced tracking device for steel bake oven belts, enhancing conveyor performance with optical sensors for precise, contact-free tracking.
As a company that will next year celebrate 100 years of bake oven belt manufacturing, IPCO’s experience in belt technology is unparalleled and has helped drive the development of a comprehensive range of associated components. These include rolling supports, sliding supports (e.g. skid bars and graphite stations), frames, end stations, pulleys, cleaning devices and more.
ENHANCED PRECISION
For a belt to track properly, the line and all the parts that touch the belt (i.e. belt supports, rollers and the like) must be straight and level with gravity and each other. They must also be in good working order and not worn down. When these requirements are fulfilled – in other words with perfect, stable conditions and fine adjustment of the drums – a properly designed conveyor will track straight and true without the need for a tracking system.
However, as Marko Leber, Global Products Manager at IPCO explains, such conditions are rare in a working environment. “Temperature changes alone will cause the belt to track one way or the other – so steel bake oven belts require some form of tracking.”
IPCO’s Compact Belt Tracking (CBT) system offers an excellent solution when active is required on an existing conveyor and a rebuild is not practical or desirable. Previous CBT models used a physical belt edge detector but the newly introduced 2G employs an optical sensor instead, eliminating any contact with the belt edge and enabling increased tracking speed and precision.
“For a belt to track properly, the line and all the parts that touch the belt (i.e. belt supports, rollers and the like) must be straight and level with gravity and each other.”
EASY INSTALLATION
The optical sensor continuously monitors the position of the belt edge. Any deviation immediately triggers a corrective action in the CBT 2G unit to restore smooth, straight running. The tracking effect is achieved by tilting rollers that cause the belt to move laterally in the appropriate direction.
Like its predecessor, the CBT 2G model can be mounted to an existing conveyor, usually with little modification, making it ideal for retrofitting. This next generation model delivers a range of benefits including:
LOCAL SERVICE EXPERTISE
The company has a fully trained service team based in Johannesburg and equipped to deliver a quick response to any service needs. This means that work is carried out by qualified people with an understanding of customers’ needs and values.
As part of a global business, IPCO’s African service team can also call on the support of the company’s Special Engineering Team, belt experts who can be sent anywhere in the world to provide specialist support.
• Faster, more precise tracking performance.
• Easier installation, set up and servicing.
• Contact-free optical belt edge sensing.
• Longer working life for device and belt.
IPCO SERVICE SUPPORT
IPCO has been involved in bake oven conveyor design for decades, often working hand in hand with oven builders to ensure that an oven reaches its full potential. This extends to ongoing partnerships with bakeries and the company has a special engineering team who can provide expert technical support.
“This experience gives us an in-depth understanding of how a belt behaves in an oven, how it interacts with other component parts that make up the system,” adds Leber. “This means we can deliver inspection and maintenance services that go beyond the belt.”
“To our service engineers, the steel belt acts as a window into the performance of the entire bake oven. We understand how it interacts with the other components that make up the system as a whole and the condition of a belt gives us an insight into how an entire system is performing.”
For example, wavy edges on a belt could be an indication of side wandering, or of uneven temperature in the oven. It can also indicate uneven pressure from the belt cleaner or scraper, or a belt scraper that is wider than the belt itself.
IPCO’s engineers will look for deformations in the belt, which could suggest problems with drums, belt supports or other parts coming into contact with the belt.
------BAKE MORE, BAKE BETTER WITH IPCO STEEL BELT TECHNOLOGY
Our solid and perforated steel belts have helped bakeries produce premium quality products for almost 100 years.
Flat, straight, durable and easy to clean, they provide a baking surface that’s ideal for everything from rich, chewy all butter cookies to traditional biscuits and crackers.
We can also support you with a wide range of conveyor components covering everything from tensioning, drive stations and drums to tracking systems, break points and graphite stations. Talk to your local IPCO service team and we’ll work with you to improve the performance, productivity and reliability of your oven through process enhancement and system upgrades.
High productivity wide belts up to 3500 mm.
Maximum versatility – bake more on an IPCO steel belt.
Energy efficient – lighter belt means lower carbon footprint.
High power laser cleaningfaster, cleaner and greener than traditional cleaning.
Installations, upgrades (mesh replacement), repair, maintenance and spare parts.
Elevate your festive baking
As the calendar flips to September, the countdown to December begins, and it’s time for business owners in the baking and culinary industries—be it bakeries, restaurants, or coffee shops—to start planning your festive menu.
The holiday season is a golden opportunity to delight your customers with delectable baked goods and treats. At Famasons Premium Ingredients, you’ll find a partner and trusted source dedicated to helping you create unforgettable flavours and experiences. Every festive menu deserves a pop of colour and flavour, and our vibrant glazed cherries—available in both red and green, whole or broken—are perfect for elevating your holiday pastries, cakes, and desserts. Not only do they visually enhance your offerings, but they also provide a sweet contrast that complements a variety of flavours. Imagine taking a classic fruit cake and topping it with our glazed cherries, transforming it into a show-stopping centerpiece your customers won’t forget. We also have a range of nuts to add to Christmas cakes too.
Furthermore, our rich fruit mince filling is an essential ingredient for traditional fruit mince pies, a beloved treat during this time of year. By incorporating our fruit mince filling into your holiday offerings, you can create delightful pies that resonate with nostalgia and tradition. Here’s a quick recipe for creating those exquisite fruit mince pies that will surely entice your customers:
FRUIT MINCE PIES RECIPE
Ingredients:
• 400g Famasons Fruit Mince Filling
• 250g Shortcrust Pastry (ready-made)
• 1 Egg (beaten) for egg wash
Instructions:
1. Preheat your oven to 180°C (350°F).
2. Roll out the shortcrust pastry and cut rounds to fit your tart tins.
3. Fill each case with Famasons Fruit Mince Filling and cover with an additional pastry round or stars.
4. Brush the tops with the beaten egg for a glossy finish.
5. Bake for 20-25 minutes until golden brown.
6. Allow them to Cool before offering them to your customers, dust with icing sugar—perfect for holiday indulgence.
It’s the only one of its kind in the country to target decision makers in the manufacturing of food, beverages and their related industries. It o ers incisive and authoritative reports on all aspects of the process, from raw material sourcing, to manufacturing and packing, right down to the distribution and marketing of nished goods. FOOD REVIEW informs readers about the introduction of new ingredients, equipment, products and packing, and provides objective commentary on cutting-edge local and international market trends and issues.
To further enhance your festive menu, our range of premixes is your sweet weapon. From luxurious red velvet and spiced carrot cakes to rich chocolate brownies, our premixes simplify the baking process without compromising on quality. Enjoy the flexibility of whipping up fresh muffins, waffles, pancakes, or scones quickly, keeping your offerings fresh and enticing throughout the busy holiday season.
Presentation is key in the world of baking and culinary arts. Our decorative range, including vibrant rainbow, red, green and gold vermicelli and nuggets, can add a playful touch to your holiday treats. Whether you’re creating festive cakes or holiday-themed cookies, our decorative products can help your offerings stand out, making them Instagram-worthy and shareable. Customers will be eager to capture and share the delightful creations you provide!
At Famasons, we take pride in not only the quality of our products but also in our values. Our commitment to excellence means each ingredient you receive meets the highest standards, ensuring you can
deliver the best to your customers. Our dedicated warehouse team meticulously oversees every aspect of operations, maintaining product integrity, food safety and freshness.
Additionally, our customer service team is always just a phone call away, ready to assist with any queries or product selections to match your specific needs. We understand that your business thrives on customer satisfaction, and we aim to contribute positively to that goal.
OUR EXTENSIVE RANGE OFFERING
• Baking Fats, margarines and oils
• One of the largest chocolate ranges in the country
• Dessert and cream mixes.
• Bread and roll premixes
• Cake mixes
• Baking aids and powders
• Imported couverture chocolate
We invite you to explore our extensive range, get creative in the kitchen, and make the rest of 2024 a time to remember for everyone who walks through your doors
“At Famasons Premium Ingredients, you’ll find a partner and trusted source dedicated to helping you create unforgettable flavours and experiences. ”
• Compound chocolate coatings and inclusions
• Sugars, syrups, fondants and glazes
• Fruit toppings and fillings
• Glazed and dried fruits
• Herbs and spices
• Seeds and nuts
• Natural products
• Decoratives
• Essences and colours.
Yeast Extracts: A Revolution in the Snack Market
The snack market is undergoing significant changes, driven by the increasing demand from consumers for healthier options.
While taste remains a priority, consumers now seek products that are both flavourful and nutritious. In this context, yeast extracts are emerging as a key solution, offering substantial benefits in terms of taste, health, and natural ingredients. The growing demand for salt reduction and “clean-label” products is driving manufacturers to find ways to deliver flavourful snacks with reduced salt content.
WHAT IS YEAST EXTRACT?
Yeast extract is a natural ingredient derived from yeast, a single-celled organism that has been used for centuries in the production of bread, beer, and wine. The extract is obtained by breaking down yeast cells, releasing a mix of proteins, amino acids, vitamins, and minerals. This blend gives yeast extract its distinctive umami flavour, often described as savoury and satisfying, which can enhance and complement the taste of other ingredients in a recipe. The Benefits of Yeast Extracts in Snacks: One of the primary advantages of Biospringer’s yeast extracts is their ability to enhance the natural flavours of ingredients, especially in snacks. Their pronounced umami taste intensifies the richness of flavours without the need for artificial flavour enhancers. This makes yeast extracts a natural alternative such as Springer Umami D205 which is also vegan suitable. It brings umami and pleasant savoury notes in your recipes. This product is low in sodium and can be easily used in chips seasoning in order to bring long lasting and roundness in mouth.
Yeast extracts are particularly beneficial in plant-based snacks. These products, often perceived as healthier, can sometimes lack depth of flavour. Adding yeast extracts not only improves taste but also enhances texture, making these snacks more appealing and enjoyable to consume. Biospringer supports you with a range of unique yeast based specific flavour notes that will help create memorable tastes. Springer Signature offers a wide pallet of unique notes: meaty notes, cooked notes, brown notes, cheesy notes.
SALT REDUCTION: A SOLUTION
Yeast extracts offer an answer to this challenge. Due to their umami profile, they can compensate for reduced salt in recipes by enhancing flavours and maintaining the taste appeal of products. Adding Biospringer’s yeast extracts in your formulations can reduce the salt content of a product by up to 30% while preserving the perception of saltiness.
A NATURAL INGREDIENT WITH NUMEROUS BENEFITS
CONSUMERS
FOR HEALTH-CONSCIOUS
Salt is a central ingredient in many snacks, but it is also at the heart of numerous public health concerns. Excessive salt consumption is linked to an increased risk of cardiovascular disease, hypertension, and other health issues. For this reason, the food industry is actively seeking solutions to reduce the salt content of their products without compromising flavour.
"Yeast extract is a natural ingredient derived from yeast, a single-celled organism that has been used for centuries in the production of bread, beer, and wine. "
In addition to their flavour-enhancing properties, yeast extracts also have an interesting nutritional profile. By replacing artificial ingredients with yeast extracts, snack manufacturers can not only improve the nutritional quality of their products but also meet consumer expectations for natural ingredients. As a natural ingredient, yeast extract offers a credible and effective alternative to chemical additives, aligning products with the trends of “clean label” and wellness.
Yeast extracts are positioning themselves as a strategic ingredient for the future of the snack market. By enabling significant salt reduction while enhancing flavour and offering nutritional benefits, they perfectly meet the demands of modern consumers. As the market continues to evolve towards healthier and more natural products, yeast extracts are set to play an increasingly central role, transforming the way snacks are formulated and perceived.
Biospringer – www.biospringer.com
Hit the perfect taste, with yeast ingredients:
We partner with clients to create innovative and natural origin ingredients from yeast fermentation that make food tastier and healthier. Due to a great diversity of its properties, yeast extract’s main benefit is the taste improvement of food and beverage applications.
With our wide range of yeast-based solutions:
Reveal the taste with our Springer® Reveal yeast extract range
Provide richness due to the natural nucleotide content with our Springer®Umami range
Increase smoothness with Springer® Cocoon, by providing a deep full-flavored and mouthfeel range, it delivers specific flavor notes with various aromatic profiles, from meaty to vegetable or even cheesy notes
Looking for more information about Biospringer by Lesaffre? Scan this QR Code:
Balancing taste and texture with pectin
Sugar affects the taste, texture and shelf life of food products. As consumer demand for low-sugar options increases, it is critical that reduced-sugar fruit gummies taste and feel like traditional gummies.
Sugar has an irresistible appeal to our palates and is a versatile food ingredient with many different uses. In food production, it significantly influences the mouthfeel, consistency, viscosity, colour and flavour of a product. Its preservative properties are another plus for food development.
LOW-SUGAR DIET TREND
As consumers become more health conscious, the demand for reduced or no sugar gum confectionery is growing. The popularity of reduced sugar versions is primarily influenced by the sensory qualities of the product. The closer the mouthfeel and taste experience is to the classic version, the more popular the product is with consumers. This means focusing on a balanced combination of ingredients is crucial for the sensory aspects and the market success of newly developed sugar-reduced products.
“Sugar has an irresistible appeal to our palates and is a versatile food ingredient with many different uses.”
The challenge of reducing sugar: Balancing all these functions in a reduced-sugar product recipe requires careful selection of the right combination of ingredients. However, creating such gums is a complex
manufacturing and development endeavor. Often, numerous trials are required to determine the impact of each ingredient on texture and long-term shelf life.
The main challenge in developing reducedsugar gum products is achieving the right texture and shelf stability. Sugar is not only a sweetener, but also affects the consistency and shelf life of the product. Replacing it without compromising quality requires precise formulation and testing. This is where pectin comes in.
PECTIN IN SUGAR-REDUCED GUMS
Pectin, a natural gelling agent, plays a key role in the development of sugar-reduced fruit gums. Its unique properties enable the creation of desirable textures and stability in these products, even at reduced or zero sugar levels. Pectin’s ability to gel at low sugar levels is critical to maintaining the quality and appeal of the gums.
“The shift to reduced and no-sugar confectionery is more than a trend.”
Our OBIPEKTIN range of versatile and adaptable pectins, including our exceptionally buffered extra slow setting pectins, provide manufactures with the ideal tools to meet these challenges. These pectins are specifically designed to work in a low-sugar environment and provide the perfect gelling required for high quality fruit gummies.
The shift to reduced and no-sugar confectionery is more than a trend. It reflects changing consumer preferences and health priorities. With the right ingredients and support, it is not only possible, but advantageous to produce high quality reduced sugar fruit gums. Pectins provide the perfect gelling solution to ensure these products meet consumer expectations for taste and texture while promoting better health.
DID YOU KNOW
Pectins help manufacturers create low-sugar gummies without compromising product quality.
V E R S A T I L E P E C T I N S
F O R E N R I C H E D G U M M I E S
Pectins under the OBIPEKTIN brand from APECX are famous for their tolerance towards recipe parameters in gummy confectionery. They also have flexible functionality with challenging ingredients such as nutraceuticals, minerals or vitamins.
Advantages of OBIPEKTIN
Versatile pectin blends
Suitable for sugar-free and functional gummies
Multifunctional buffer system
Controlled gelification
Excellent castability
Halal, kosher, non GMO
To access video, check out the Food Review Digimag.
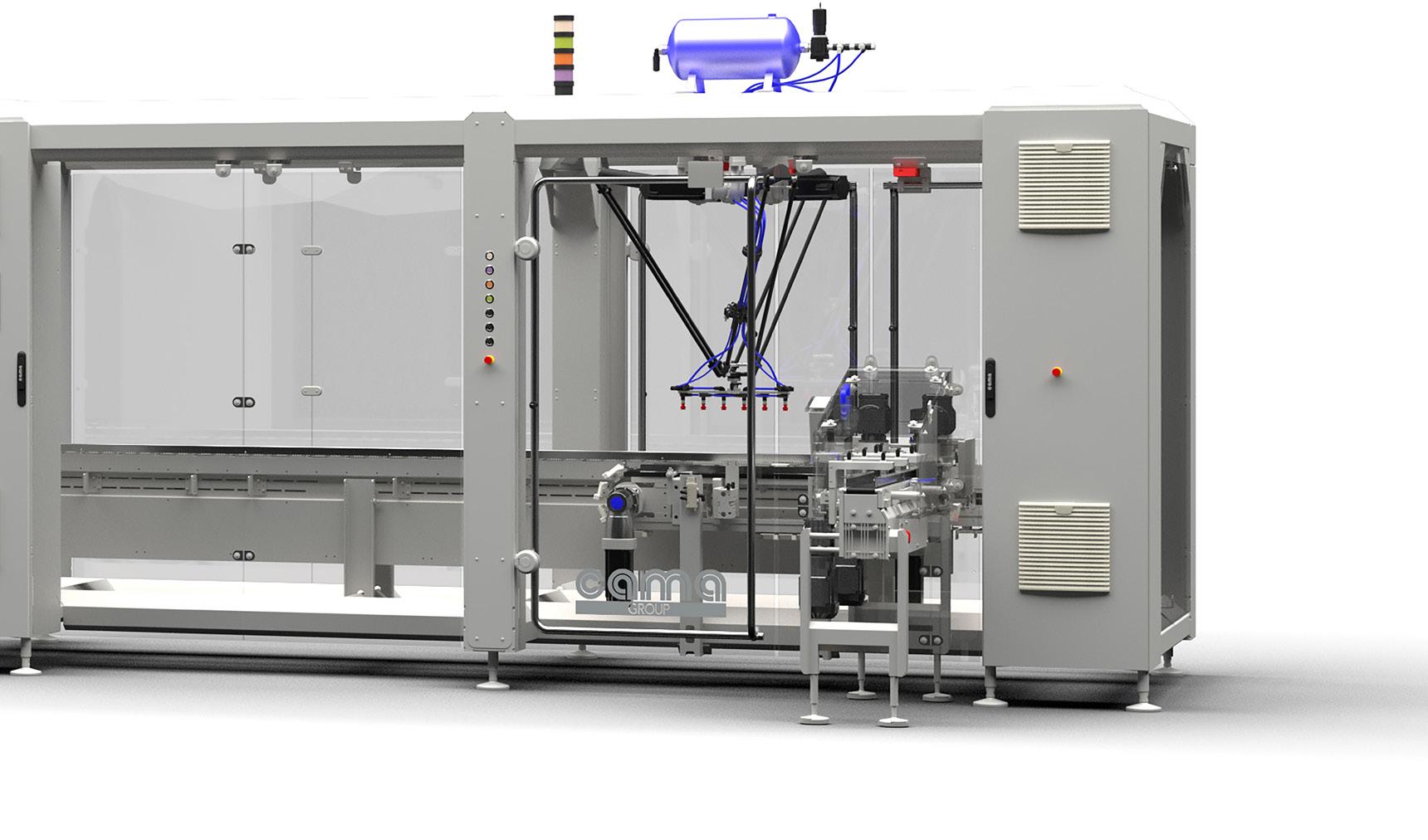
Perfect Equation for Premium Chocolate Packaging
Brand maintenance plus high flexibility – not just now, but in the future too as modular secondary packaging technology surpasses manual capabilities.
Premium chocolates require premium packaging and, as a direct result, premium packaging demands highly capable, but very gentle premium packaging technology.
Highly capable and gentle are just two features of the packaging machines, cells and turnkey lines supplied by global packaging expert Cama Group. High speed, compact, modern technology, flexibility, agility and fully digital complete the picture. As a result, Cama’s technologies see deployment around the world, from the biggest blue-chip multinational, down to the smallest, boutique, local specialist.
One recent beneficiary of Cama’s extensive domain expertise is the Ghirardelli Chocolate Company, an American confectioner, wholly owned by Swiss confectioner Lindt & Sprüngli. The company set a challenge to Cama to develop a secondary packaging process that would ably replace the existing manual process in terms of dexterity, accuracy, and delicacy.
According to Davide Di Lorenzo, sales engineer manager at Cama Group: “The products being packaged comprised flow packed chocolate squares and seasonally branded flow packed chocolate rectangles. This product-mix challenge is compounded by the design of the secondary packaging, which is a small gable-topped box, into which
“The first step in the packaging process involves defining the orientation of the packed chocolates to ensure optimum placement into the servo-driven flighted conveyor within the IT280 loading unit, although the technology is tolerant of minimally skewed packages.”
DID YOU KNOW
Cama was founded in 1981 and has operations in eight countries, delivered more than 3, 000 machines worldwide.
the products are placed in pairs at a rate of 260 packaged per minute. As well as its diminutive dimensions and slightly irregular shape, the packaging is also very aesthetic – promoting the expected quality of the product inside, as a result, gentle, abrasionfee handling was essential.”
The first step in the packaging process involves defining the orientation of the packed chocolates to ensure optimum placement into the servo-driven flighted conveyor within the IT280 loading unit, although the technology is tolerant of minimally skewed packages. Once oriented, each product is placed into its own separate pocket or flight, after which a pre-set train of
products is created.
This train is then picked by a triaflex robot – specially developed in house by Cama, specifically for packaging processes – and the products are placed into individual cartons phased on a parallel conveyor. After loading, the cartons are transferred to the flap-folding station, where the top and bottom flaps are closed and secured using hot-melt, before being conveyed to the machine’s outfeed. The completed packages are then feed into an CL 156 electronic
continuous motion cartoning machine.
“Although this sounds like a relatively straightforward packaging operation,” Di Lorenzo explains, “there were a number of immediate hurdles to overcome, including the size and design of the box, both of which required bespoke tooling modifications of our standard solution. In terms of product size and variety we designed a racetrack that can take all chocolate shapes – either short edge leading or at 90°, in fact the pockets are specifically designed to receive both orientations so there
would be no need for downtime between batches.
“And these were just the current challenges. With one eye on the future, the customer also wanted us to factor in higher-product-count capabilities –all on the same machines – which would see five or six products loaded instead of the existing pair. For this challenge, our packaging design consultancy team got to work and proposed new designs and dimensions that would fit the higher product count,
as well as addressing sustainability in its use of less material.
“To cater for the higher throughput, we exploited the modular capabilities of the IT280, which allows us to add a second infeed and second robot – taking throughput up to 400 (2 x 200) products per minute. The cartoner is already capable of this level of operation. These expanded capabilities will be demonstrated during testing and FAT.”
Di Lorenzo concludes. “Modularity, flexibility and minimal downtime are pre-requisites of many of our customers, as they witness the new technologies and capabilities available to them on the wider market. Why do they always come to us? It’s because we have the reputation, skills and broad multi domain expertise to conquer the most difficult packaging challenges with modular technologies that will grow as they grow. Add our packaging design consultancy, extensive global & local support and AR and VR capabilities into the mix and it’s easy to see why we get so much repeat business from some of the world’s biggest brands.”
USS Pactech - www.usspactech.co.za Cama - www.camagroup.com
Technology inspired by human talent
A robust design for heavy duty handling
The Mia Food Tech company was founded in 2000 as a branch of Officine Meccaniche Murialdo Srl which specialises in the construction of prototype machines for various sectors such as rubber, packaging, textile and food processing. The company also designs and manufactures machinery and systems for the confectionery industry.
MIA FOOD TECH’S BEST SELLERS
In the year 2000, CEO and founder, Luca Murialdo, decided to specialise in food processing and created a new brand, Mia Food Tech. The company grew and specialised in machinery that manufactures and produces nougat, brittle bars also known as ‘croccante’, cereal bars including nut processing machinery.
Cereal bars are becoming one of the most popular products on the market and a lot of producers are developing their own recipes. Mia Food Tech provides several different types of plants to produce cereal bars, energy bars, protein bars, healthy bars, fruits bars with different textures and dimensions from small bites to big dimensions bars. Today, Mia Food tech’s best sellers are cereal bars and nut processing machines.
ROBUST HIGH-TECH DESIGN
Mia Food Tech machines boast a robust design for heavy duty production to permit long lasting performance with the least possible maintenance. The standard machines can be customised to meet specific customer needs. The company has expanded its range of machinery to offer different sizes for the same type of machinery and thus cover the widest possible customer portfolio. In 2016 Mia Food Tech stopped the production of machines with gas heating systems and now produce only machinery with electrical heating.
Electrical heating currently is the most efficient and ‘green energy’ source currently available. Machines from Mia Food Tech use high-efficiency hysteresis thermal cycles, highdensity insulation, and low-power devices to reduce power consumption.
DRIED FRUIT PROCESSING
Mia Food Tech carries out the processing of raw materials (dried fruits) for roasting and graining in different gauges.
• Roasters using different size machines (starting from 15 kg/batch until 300 kg/ batch) with have an option to add cooling equipment, loading and unloading conveyors and automatic cleaning.
• Grinding machines for dried fruits, biscuits, nougat, brittle bars, meringues, to name a few, are available in different sizes (starting from 50 kg/ batch until 600 kg/batch).
• Automatic circulars sieve dried fruits and grain fruits.
• Balls mills to produce fruit paste (hazelnut, almond, pistachio, etc.) and creams spreads.
• Special machines for oil production from dried fruits using a cold pressing system.
NUTS PASTE AND SPREADABLE CREAMS
In continuous market research and collaboration with its customers, Mia Food Tech has expanded its offering of refiners to produce dried fruit paste (hazelnut paste, almonds, pistachios, peanuts, etc) and for the production
of spreadable creams with genuine ingredients for the BIO and vegan markets. Refining can vary from 20 to 25 microns depending on the characteristics of the initial product and the refining time. The refining time will vary according to the type and granulometry of the base product of the recipe. Production capacity: from 25 kg/batch up to 200 kg/batch (variable according to the type and particle size of the incoming product).
LABORATORY AND COURSE TRAINING
Mia Food Tech facilitates single or group training courses in its pastry labs to train new customers to test the machines as well as teach and develop new recipes and processes to make high quality products. Specific courses to produce soft and crumbly nougat is also available.
WHAT THE FUTURE HOLDS FOR ACUFILL?
‘We are confident that forward thinking manufacturers will continue to find opportunities for new product development and growth in the health and confectionary sectors in South Africa and Africa. With our strong track record and the continued support of MiA Food Tech we look positively to the future’.
SNACK PACKAGING
Packing snacks since 1966
With representation in Gauteng, Cape Town and Durban, we are able to offer quick and effective sales, technical and service support. Contact us for all your snack packing requirements
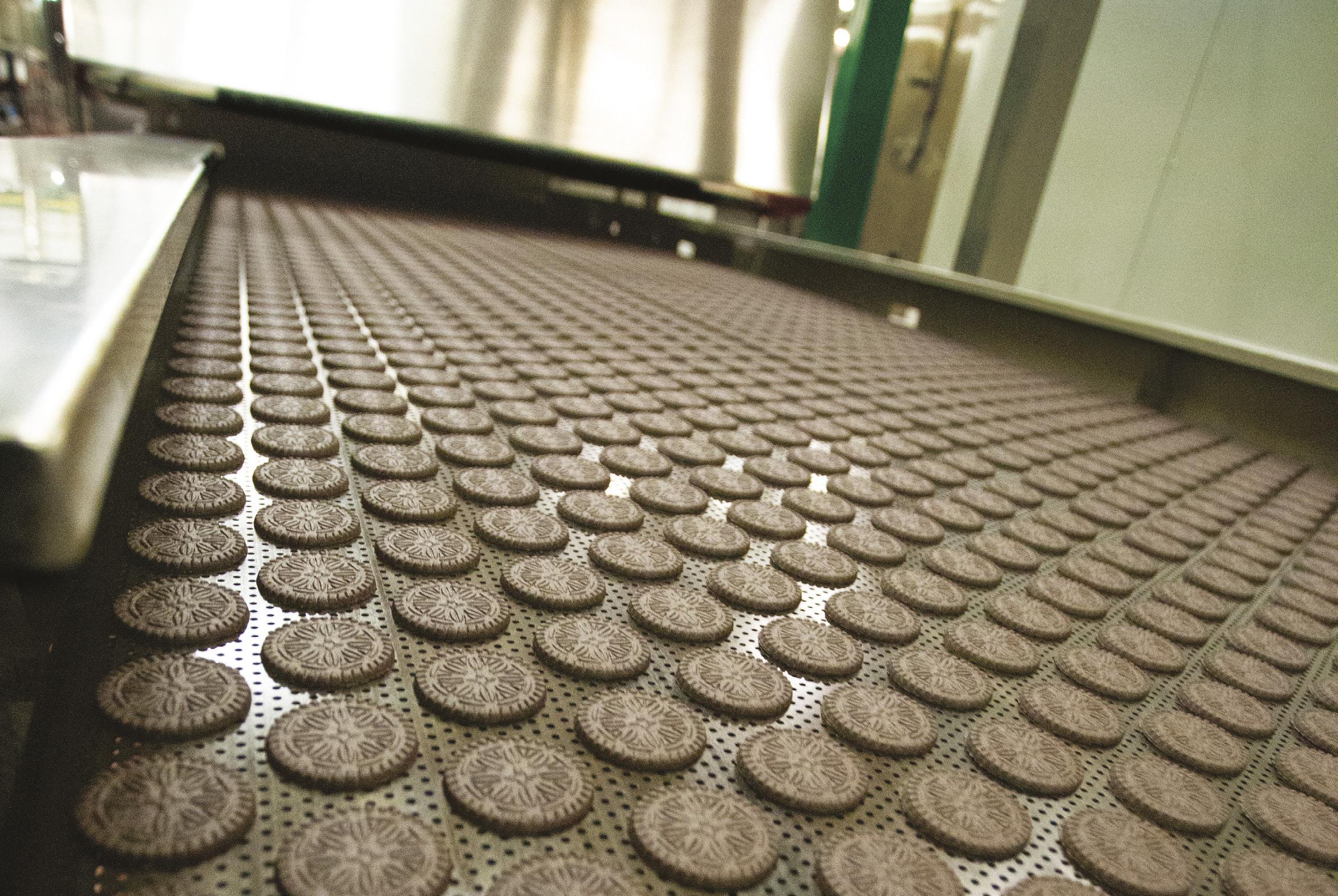
The secret to hard bite chips
Discover the rich history and unique cooking method behind batch fried potato chips, a beloved snack known for its signature crunch and endless flavour varieties.
Within this lucrative category, one crunchy contender continues to steal the spotlight. With their signature crunch and seemingly endless flavour varieties — hard bite chips are an enduring consumer favourite. But what’s the secret to their enduring popularity — and what is it exactly — that makes them so very special?
The answer begins with their cooking method. This type of potato chip undergoes a traditional cooking process known as ‘batch cooking’ or batch frying, and whether you know them by ‘hard bite’, ‘kettle-fried’ or ‘kettle-style’ — the signature crunch is the same.
Long ago, in the time before commercial production, potato chip lovers used the batch cooking method at home. They’d slice up their own small batch of potatoes
— before lowering them into a kettle of hot oil — taking them out to drain them off — then repeating the process. In those days, the vessel people used to cook their small batches of potato chips was a kettle shape, and this is where the term ‘kettle chips’ or ‘kettle cooked’ originated. This rustic cooking method achieved a distinct taste and texture — which is much the same now — as it was then.
In modern-day potato processing, the commercial batch fryer is an industry workhorse. They’re known as an economical frying solution for high volume production of batch-fried potato chips, French fries, prepared foods, meat, poultry and seafood and meat alternative products.
A batch fryer from Heat and Control produces superior quality products with a long shelf life. This equipment offers years
“This type of potato chip undergoes a traditional cooking process known as ‘batch cooking’ or batch frying, and whether you know them by ‘hard bite’, ‘kettlefried’ or ‘kettle-style’ — the signature crunch is the same.”
of efficient, reliable service, with a small footprint, which makes them ideal for entry level or start-up brands, or established snacks processors looking to expand their product lines.
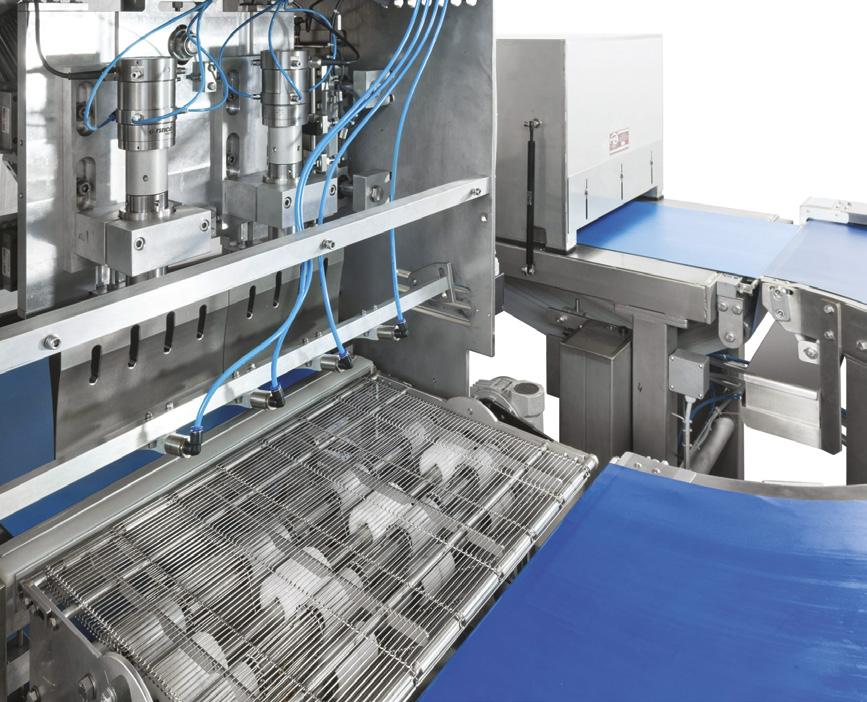
Stay on top of produce with complete vegetable processing solutions
Bringing together leading brands in processing, inspection and packaging equipment for the vegetable industries. Our solutions set the standard for yield, efficiency, and safety across a wide range of industries. Whatever your product needs, we can meet it with precision and passion.
Produce Storage I Peeling, Grading, Washing I Electroporation
Cutting + Pureeing I Value-added Processing I Product Handling
Weighing + Filling I Inspection I Packaging
Find out more:
LOOKING BACK. PRESSING FORWARD. ALWAYS INNOVATING. info@heatandcontrol.com I heatandcontrol.com
BATCH FRYING VS CONTINUOUS FRYING
Several factors differentiate a batch fried potato chip from a regular potato chip. While regular potato chips are known for being mass produced, most consumers associate batch fried varieties with a smaller more ‘artisan’ cooking process. The regular style of potato chip is made using a ‘continuous frying’ method that focusses on speed and efficiency. In this method, potato slices are continuously fed into the equipment and carried through the fryer with circulated oil externally heated to a set temperature before being discharged. Many of the larger players in the potato chip industry are utilising continuous frying to produce regular style potato chips.
By contrast, the process of making batch fried potato chips is significantly different. To start with, the potato slices used are typically thicker, and as the name suggests these potato chips are cooked in individual batches. An inherently longer process than continuous frying, batch fried potato chips are cooked in small batches, at much lower temperatures than regular potato chips. It’s a slower, more traditional cooking method which sees the chips spend more time in the oil with a specified controlled temperature profile through the batch cook cycle. While the process of batch frying potato chips is certainly longer, it is the slower cooking process that achieves the unique texture and signature crunch consumers
“A batch fryer from Heat and Control produces superior quality products with a long shelf life.”
love. Not washing the potato slices prior to frying (allowing starch to remain on the surface of the slices) is what allows the traditional ‘home-made’ appearance of batch fried chips to develop.
INNOVATIVE SUSTAINABLE SNACK PROCESSING
Strong consumer preference for potato chips with characteristics such as firm texture (hard bite), natural ingredients and the association of a more artisan cooking process make batch fryers a favoured choice for production.
However, the efficiency of traditional pan-fired batch fryers, which tend to consume more fuel per kilogram of product, compared to modern continuous frying systems, is a key sustainability challenge for potato processors.
Heat and Control General Manager –Africa, Jeff Rossouw says that adoption of innovative technologies and processes can help processors achieve their sustainability goals throughout the production line.
“We’ve developed and manufactured three advanced systems — which allow batch frying to approach the same level of energy efficiency found in the best continuous
frying systems — while still preserving the premium product qualities inherent to the batch frying process,” says Rossouw.
“Our systems are proven to reduce fuel costs, energy waste, air pollution, and water consumption — to help you process more responsibly, while benefiting the environment and your bottom line.
An excellent example of Heat and Control’s commitment to sustainable food processing are their Booster Heaters. These innovative devices reuse waste gases to boost production efficiency and cut energy costs, all while reducing carbon emissions. Whether as a new addition, or retrofitted to existing batch-fried style fryers, they can reduce energy use by up to 30 percent.
Embracing such technology translates into real benefits for businesses, including significant cost savings and a smaller environmental footprint.”
“By embracing new technologies, processes, and strategies, potato processors can enhance efficiency, improve product quality, while responding quickly to consumer preferences and market dynamics.” As a global leader in snacks processing equipment, Heat and Control has fast, high-performance, and sustainable equipment solutions for every aspect of your snacks production line, along with innovative problem-solving approaches.
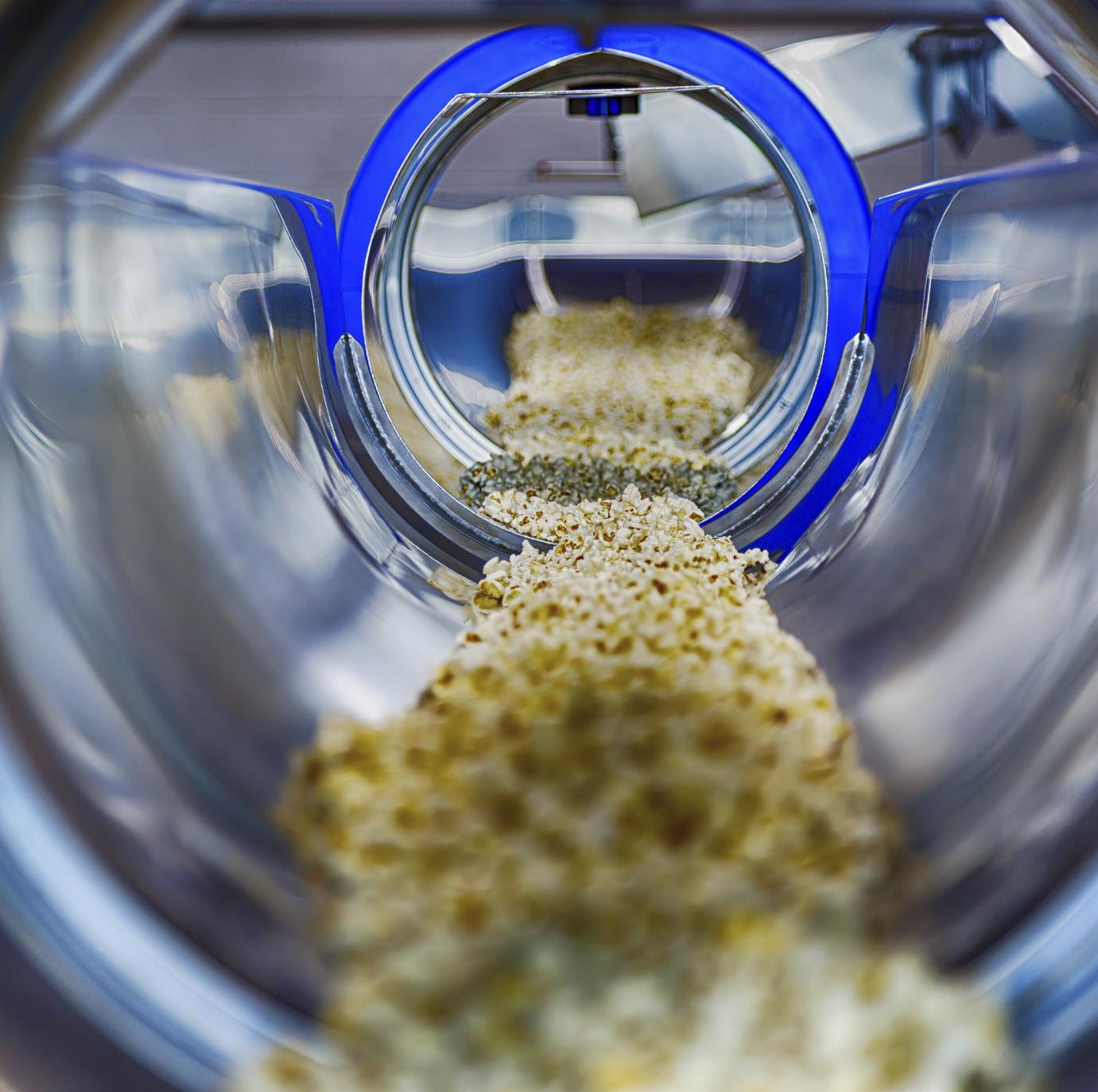
FastBack sets the standard in conveyor technology
With over 20,000 units sold, FastBack stands as the go-to conveyor for handling a diverse range of challenging products, from fresh chicken to snacks, fresh produce, cookies, candies, and beyond.
Its patented slow-forward and fastback horizontal motion technology has revolutionised the industry, setting the standard for excellence.
Originally introduced with the FastBack Horizontal Motion Conveyor, the FastBack lineup now encompasses a comprehensive suite of feeding, proportioning, and lining solutions for product handling. Each solution in the range inherits FastBack’s signature benefits, ensuring gentle product transport through its unique slow-forward and fast-back horizontal motion cycle.
As the unrivaled leader in its field, FastBack continually innovates, incorporating design features tailored to meet customer needs and preferences. These conveying solutions prioritise product integrity, avoiding damage or segregation, and preserving coatings.
FastBack reliably handles even the most challenging products, all while remaining energy-efficient, quiet, and adaptable.
PROPORTIONAL GATE 3.0 WITH CROSS FEEDER SECTION
This groundbreaking proportional distribution system by FastBack uses unique cylindrical outlets that rotate to divert a proportional
“With over 20,000 units sold, FastBack stands as the go-to conveyor for handling a diverse range of challenging products, from fresh chicken to snacks, fresh produce, cookies, candies, and beyond.”
portion of product, so the main product supply continues to flow as it allocates amounts to individual weigher/bagmaker stations. Downstream stations are no longer “starved” and do not need to wait for product.
The patented design introduces various advantages that make it the premier gate in the industry. Proportional, granular feeding keeps product uniform and improves packaging, and on-machine seasoning performance adds 1 to 5% improvement in overall line efficiency. The gentle, innovative design diverts product without creating a single pinch point which reduces typical product breakage by 4 or more percent. Ideal Applications for FastBack Revolution®
DID YOU KNOW
The gentle, innovative design diverts product without creating a single pinch point which reduces typical product breakage by 4 or more percent.
Proportional Gate include snack foods, frozen fruits and vegetables, confectionery, cereal, pet food, meat and poultry, French Fries and any product which readily conveys on a FastBack.
Heat and Control –www.heatandcontrol.co.za
A fresh approach to dairy processing
Vega shares insight on how process instrumentation ensures safe and efficient storage in the dairy industry.
Ensuring the quality and safety of milk throughout the production process is of the utmost importance in the dairy industry. This is especially relevant during storage, where raw milk is held at a cool temperature before further processing. Process instrumentation plays a vital role in this stage by providing accurate measurements of level, pressure, and point level to guarantee optimal storage conditions. Maintaining milk quality through precise measurement: In the heart of dairy operations lies the critical process of raw milk storage. Here, the incoming milk is kept chilled at 4°C and continuously stirred to prevent spoilage. Three key measurements are essential for this process to run smoothly namely level measurement, pressure measurement and point-level detection. Monitoring the level of milk in the tank is essential to prevent overflows and ensure there’s enough product for processing. Maintaining a slight overpressure within the tank safeguards the milk from contamination with external elements, whereas a point-level detection system acts as a failsafe, preventing the tank from overfilling or dry-run.
CONSIDERING THE CHALLENGES OF THE DAIRY INDUSTRY
The dairy industry poses specific challenges when it comes to selecting suitable process instrumentation in the form of stringent hygienic requirements. All equipment in contact with milk must comply with strict hygiene regulations to prevent bacterial growth and contamination. This necessitates the use of certified materials that meet FDA and EC 1935/2004 standards. Ensuring reliable and hygienic milk
storage: The VEGABAR pressure transmitters are suitable for hygienic applications. They are an asset in the dairy industry and have been used with success for measuring the milk level and the process pressure in storage tanks. These instruments are constructed with FDA and EC 1935/2004-compliant materials and guarantee a hygienic operation. The diaphragm can easily handle high pressures and is resistant to the vacuum that is created during the tank cleaning cycles.
The VEGABAR 83 offers universal use due to the welded measuring cell. It is ideal for maintaining hygiene as the seal-less design eliminates the risk of contamination from milk contacting the seal. Traditional pressure
" Maintaining a slight overpressure within the tank safeguards the milk from contamination with external elements, whereas a point-level detection system acts as a failsafe, preventing the tank from overfilling or dry-run."
measurement often relies on complex capillary lines, which can be challenging to install and difficult to maintain.
VEGABAR 83 AND VEGASWING 61
The VEGABAR series takes a simpler approach by utilising electronic differential pressure measurement, eliminating the need for capillaries. For point level detection, the VEGASWING 61 is a versatile vibrating level switch that offers several advantages in the form of reliable detection, with a universal application and low maintenance costs. This switch precisely detects the limit level of the milk with millimetre accuracy, regardless of mounting position and is suitable for various liquids, maximising process control. It can function as an empty or full detector, ensuring proper overfill protection, and dry run prevention in the storage tanks and pipelines.
The VEGASWING 61 is adaptable to each dairy’s individual needs, as it offers various process fittings, housings and approvals. It can be configured to fit specific application requirements with ease. Process instrumentation is a crucial aspect of ensuring the safe and efficient storage of raw milk in dairy production. To achieve this goal, dairy producers rely on advanced tools such as the VEGABAR 83 and VEGASWING 61. These instruments provide highly accurate and reliable measurements of critical parameters, as well as detect any potential issues such as overfilling or leakages. By using these instruments, dairy producers can optimise their processes and ensure that the milk is stored hygienically, which ultimately leads to the production of high-quality dairy products. The VEGABAR 83 and VEGASWING 61 are indispensable tools for dairy producers who want to maintain the highest standards of safety, efficiency, and quality in their production processes.
Vega – www.vega.co.za
Building a strong food safety culture
Ensuring food safety is crucial in today’s complex industry. From farm to fork, every step matters. Implementing robust measures requires more than regulations; it demands a shared commitment to a food safety culture.
Afood safety culture is a shared set of values, attitudes and behaviour that prioritise food safety at every level of an organisation. It goes beyond simply adhering to guidelines and regulations; it involves a collective commitment to continuous improvement and vigilance in identifying and mitigating potential risks. Here are some key steps to help you create and maintain a strong food safety culture in your organisation.
LEADERSHIP COMMITMENT
Building a food safety culture begins at the top. Leaders within the organisation must demonstrate a genuine commitment to food safety by making it a top priority. This includes allocating resources, providing training, and leading by example. When employees see that food safety is taken seriously by leadership, they are more likely to prioritise it themselves.
Education and training: Proper training is essential for ensuring that all employees understand the importance of food safety and know how to implement best practices in their daily tasks. From factory staff to management, everyone should receive comprehensive training on topics such as proper hygiene, safe food handling procedures, and identifying potential hazards. Regular refresher courses can help reinforce these principles and keep everyone up to date on the latest developments in food safety.
Clear communication: Effective communication is essential for maintaining a strong food safety culture. Employees should feel comfortable reporting any concerns or observations related to food
“Building a food safety culture begins at the top. Leaders within the organisation must demonstrate a genuine commitment to food safety by making it a top priority.”
safety, and there should be clear channels for doing so. Whether it is a suggestion box, regular meetings, or an open-door policy with management, employees should know that their voices are heard and that their feedback is valued.
ACCOUNTABILITY AND RECOGNITION
Holding employees accountable for their actions regarding food safety is crucial for maintaining standards. This includes implementing clear protocols for addressing violations and ensuring that consequences are consistent and fair. At the same time, it is essential to recognise and reward employees who demonstrate exemplary adherence to food safety protocols. This can help reinforce positive behaviour and encourage others to follow suit.
Continuous improvement: The food industry is constantly evolving, with new challenges and risks emerging all the time. As such, it is essential to foster a culture of continuous improvement within your organisation. This means regularly reviewing and updating food safety protocols in response to new information, technological advancements, and changing regulations and actively seeking out opportunities for improvement can help ensure that your organisation stays ahead of the curve.
Lead by Example: Employees take cues from their leaders, so it is crucial for managers and supervisors to lead by example when it comes to food safety. This means consistently following protocols, practicing hygiene, and prioritising food safety in all their work. When employees see that their leaders take food safety seriously, they are more likely to do the same.
INVEST IN TECHNOLOGY
Technology can be a valuable tool for enhancing food safety in your organisation. From temperature monitoring systems to automated hygiene monitoring, there are a variety of technologies available that can help streamline processes and identify potential risks more efficiently. By investing in the right tools and systems, you can improve overall food safety while also saving time and resources.
Collaborate with partners: Food safety is a shared responsibility that extends beyond the walls of your organisation. Collaborating with chemical and raw material suppliers, distributors and other partners in the food supply chain can help ensure that everyone is aligned on food safety standards and protocols. By working together, you can identify potential risks more effectively and implement measures to mitigate them before they become problems.
In conclusion, creating a strong food safety culture in your organisation requires commitment, communication and continuous improvement. By prioritising food safety at every level in your organisation, investing in education and training, and fostering a culture of accountability and collaboration.
The rise of plant-based and dairy-free
The food industry is experiencing a major shift as consumers increasingly opt for plant-based and dairy-free alternatives, driven by health, sustainability, and environmental concerns.
What began as a niche market has now become a mainstream movement driven by health, sustainability, and environmental concerns. This surge in demand calls for innovative solutions that replicate the taste, texture, and nutritional value of traditional foods without using animal-based ingredients. Brenntag, one of the ingredient distribution global leaders, is at the forefront of this transformation, providing expertise and highquality ingredients to meet the growing need for plant-based alternatives.
DEMAND FOR PLANT-BASED FOODS
The plant-based movement has seen remarkable growth across the globe, driven by consumers’ heightened awareness of the environmental impact of their food choices and a desire for healthier diets. Plant-based products now span categories from milk and meat substitutes to cheese, snacks, and desserts. This shift is driven by a desire to reduce carbon footprints, improve health, and support animal welfare, and the demand for innovative plant-based foods shows no signs of slowing down. One of the major challenges in the plant-based food sector is replicating the sensory experience of dairy products. From creamy textures to rich flavours, dairy products are loved for their unique qualities, which can be difficult to achieve with plantbased ingredients. The food industry is increasingly turning to specialised partners like Brenntag, whose expertise in food formulation and ingredient solutions enables companies to create high-quality, plant-based alternatives that meet these challenges head-on.
AWARD-WINNING PLANT-BASED GREEK STYLE
Brenntag’s commitment to innovation in plant-based foods was recently recognised with the “Best Ingredient Innovation Award” for its ingredient solution for Plant-Based Greek Style Greek Style Cheese analogue. Developed at the Brenntag Nutrition Innovation & Application Center in Padua (Italy), this award-winning ingredient
demonstrates the company’s ability to formulate plant-based alternatives that match the taste, texture, and appearance of traditional dairy products.
The food solution is made from 100% plant-based ingredients, carefully selected by Brenntag’s food technologists and ingredient experts. The challenge of replicating the crumbly texture and tangy taste of feta cheese was met by using a synergistic combination of potato-based starch and proteins to replace the emulsifying properties of milk proteins. The result is a plant-based cheese analogue that delivers a rich, pleasant mouthfeel and an authentic flavour profile.
Versatile and easy to use, Brenntag’s
"The plant-based movement has seen remarkable growth across the globe, driven by consumers’ heightened awareness of the environmental impact of their food choices and a desire for healthier diets."
solution for plant-based Greek Style cheese analogue is allergen-free and adaptable to various culinary applications, making it a perfect choice for consumers seeking dairyfree alternatives. Whether in firm cubes for salads or as a creamy spread on bread, this product offers a delicious and satisfying option for those embracing a plant-based diet.
INNOVATING FOR THE FUTURE
Brenntag’s success with this food solution is just one example of how the company is shaping the future of food. As the demand for healthier, more sustainable food options continues to rise, Brenntag remains committed to helping food producers create innovative, plant-based products that meet evolving consumer needs.
With a global reach and local expertise, Brenntag Food & Nutrition offers a comprehensive range of high-quality nutritional ingredients that enable food manufacturers to create products that not only meet nutritional requirements but also satisfy consumers’ sensory expectations. Their team of food technologists works closely with partners to develop customised ingredient solutions that deliver the best possible results.
Best Ingredients Innovation Award
Introducing a taste revolution! Formulated to provide texture and taste to a Greek-style plant-based cheese alternative, our food ingredient solution combines flavor with cutting-edge technology. Experience the creamy richness and delicious tang of Greek-style cheese, now completely plant-based.
We‘re proud to announce that our innovative solution won the Best Innovation Ingredient Award at the Saudi Food Manufacturing show. This isn‘t just foodit‘s innovation and sustainability in one bite.
Connect with us at brenntag.com
South Africa’s dairy excellence
Graham Sutherland, Synercore’s Culture Specialist & Chief judge of the 2024 South African Dairy Championships shares a personal perspective on South Africa’s thriving dairy excellence.
South Africa is blessed with unique beauty and diversity, both in nature and its people. It is therefore not surprising that we are also blessed with a unique, dynamic, and flourishing dairy industry which is driven by passionate, competent, and innovative dairy men and women from all cultural walks of life. These individuals have combined their skills to create a rich tapestry of artisanal and commercial cheeses for our senses to enjoy in a wide variety of occasions.
“During my “Camino” through the SA dairy industry, I have always believed that cheesemaking is both an artful science and a scientific art.”
locally produced, award-winning artisanal speciality cheeses crafted from cow, goat, and even sheep milk. Meanwhile the large commercial cheese companies continue to “churn” out tons of high-quality pizza mozzarella, cheddar, and gouda variations to keep the food service industry satisfied and the retail supermarket shelves well stocked.
During my “Camino” through the SA dairy industry, I have always believed that cheesemaking is both an artful science and a scientific art. This is the key to making a great cheese.
ARTISANAL SPECIALITY
Although South Africa does not enjoy a historic cultural romance with cheese like many European countries do, we can still be proud of our cheese achievements here at the Southern tip of Africa. As a nation we are transitioning from simply consuming yellow cheddar and gouda to enjoying a wide variety of
Proving the dairy industry’s commitment to quality, the first South African Dairy Championship was held in 1833 and today boasts with more than 900 entrants in up to 10 categories, including cheese. When the cheeses arrives for judging, it is evaluated by a panel of five judges using a 30-point international scoring system. The cheese is scored for appearance, texture, and taste. Sometimes, it is also scored on functionality e.g. pizza mozzarella and halloumi. The judging is a technical examination of
the cheesemaker’s understanding of the class of cheese based on their milk quality, manufacturing process (including maturation), and quality/performance of ingredients such as cheese and food cultures with protective effects, coagulants (rennet), and various condiments if required. The evaluation is a thorough sensorial test, and each judge is required to give comment on positive or negative attributes noted in order that this feedback can be summarised and sent to the cheesemaker after the announcement of the class winners.
RAW MILK NEGLECT
However, despite judging the best of the best I am adamant that too little scientific attention and resource is given to the integrity of the single biggest
“The cheese is scored for appearance, texture, and taste. Sometimes, it is also scored on functionality e.g. pizza mozzarella and halloumi.”
ingredient of our industry, namely raw milk. Too many cheese producers neglect this, to their own detriment, and end up paying the price later down the line with lower cheese yields and/or flavour defects. These issues inevitably lead to economic losses and sub-standard product being sold to the end consumer. If only they had respected the science of herd health, milking
BUT WHAT MAKES A GREAT CHEESE?
• Commitment from owners and management to food safety compliance and good manufacturing practices (GMP’s)
• Owners or management creating a winning culture ethos within the team by focusing on training, career path development, and attention to detail
• Collective scientific, equipment/ mechanical, and organoleptic competency within the cheesemaking team
• Bold creative thinking, passion, and disciplined dedication
• Technical knowledge of the class of cheese being produced
• Regular benchmarking and taste panel evaluation.
If all these components are seamlessly integrated, then one will have established a robust foundation from which to launch into submitting a potential SA Dairy Championship cheese class winner.
parlour hygiene, psychrotrophic bacteria, milk spoilage, and raw milk age, and implemented sufficient safety measures to give their cheesemaker/s the best possible opportunity to make award winning cheese every day
It has also been my experience that much of my dairy time is spent doing what I term “renovation” work, i.e., troubleshooting cheese defects and preaching continuous improvement processes throughout cheese plants to ensure their compliance and sustainability. This often takes precedence over innovation work where there is more scope for creative scientific thinking. This is a concerning reflection as technical cheesemaking expertise seems undervalued in this country and, for various reasons, it popularity is rapidly dwindling. Sadly, I don’t see our young students queuing to pursue a career in the local dairy industry to be mentored by the few remaining experts either.
Unpacking dairy proteins in modern food
Unlocking the power of Casein
Proteins
in modern food and beverage applications.
The demand for high-quality protein ingredients is growing across food, health, and wellness sectors. Casein proteins, which make up about 80% of the protein content in milk, play a crucial role in various products. Their unique properties set them apart from whey protein, making them versatile across multiple applications, including nutritional supplements, processed foods, and dairy products.
WHAT IS CASEIN PROTEIN?
Casein proteins are the main proteins in cow’s milk and separate from whey when milk is acidified. This process causes casein to coagulate into curds, which form the basis of many food applications. The ability of casein to form a gel-like structure makes it essential for products requiring texture and stability, especially in foods where extended protein release is beneficial.
Types of casein proteins and their production:
Sodium Caseinate: Sodium caseinate is
“Sodium caseinate is formed by treating casein curds with sodium hydroxide, making the protein water-soluble.”
formed by treating casein curds with sodium hydroxide, making the protein water-soluble. Its excellent solubility and emulsifying properties make it widely useful in food manufacturing.
Nutritional supplements: A key ingredient in protein powders and meal replacements due to its high protein content and digestibility.
Dairy products: Improves texture and stability in products like creamers, cheese, and ice cream.
Processed foods: Acts as a thickener in margarine and processed meats.
APPLICATIONS:
Instant beverage powders: Enhances texture and nutritional content.
Dairy products and baked goods: Improves texture and moisture retention.
Rennet Casein
Rennet casein is produced by using enzymes like chymosin to coagulate milk, a key process in traditional cheese-making.
Applications:
Cheese production: Essential for making semi-soft and hard cheeses.
Analogue cheese: Used in non-dairy cheese alternatives.
Processed foods: Enhances texture and stability in various food products.
DID YOU KNOW
Calcium caseinate is produced by treating acid casein with calcium hydroxide. Known for its nutritional benefits, it supports better protein absorption and muscle recovery.
ACID CASEIN
Acid casein is produced by acidifying skim milk to coagulate the casein. It is valued for its performance in acidic environments.
APPLICATIONS:
Coffee Creamers: Provides stability in acidic beverages like coffee.
Food Products: Used as a protein source in snacks and meat products.
Nutritional Supplements: Enriches dietary products with protein.
DAIRY PROTEIN INNOVATION
Chempure has become a leader in dairy protein innovation in sub-Saharan Africa by staying ahead of global trends and ensuring consistent ingredient supply. Our technical support helps manufacturers optimize the use of caseins in their products, enabling them to meet the growing demand for protein-enriched, functional food solutions.
Chempure – www.chempure.co.za
Ensuring peak pump performance
As global populations rise and environmental concerns mount, industries must adapt. I-MAK, a leading provider of gearbox solutions, is at the forefront of this shift.
Given burgeoning global populations and the rapid depletion of resources, industry has a prominent role to play in protecting the environment in a bid to save the planet. A key focus area is waste which has become a precious resource that can add value through reformation, recycling and re-use. Municipalities are subsequently switching from burying and burning waste to an environmentally friendly business model of processing and value addition. Global gearbox and drive solutions specialist, I-MAK, one of Bearing International’s (BI) premium brand offerings to Southern African mining and industry, is a pioneer in the development and supply of geared motor solutions that are widely used in domestic and industrial water treatment, recycling, and solid waste disposal applications around the world,
contributing to reduced energy consumption and process optimisation.
A FOCUS ON SUSTAINABLE WATER MANAGEMENT
Life cannot exist without water so it is critical that projects address the concerning global escalation of poor water quality and hydric stress (lack of water) must be ramped up. The water and wastewater treatment industry is part of this important value adding green mind-set of preservation and recycling and is steadily moving to more efficient and optimised processes. “This is a key sector for I-MAK and the company is actively contributing to the optimisation of water treatment stations and the reduction of their impact on the environment,” notes Robert Sillis, General Manager: Product
Management at BI. I-MAK designs and develops bespoke and innovative products, advanced technologies and engineering solutions for key applications from primary to secondary water treatment, in close collaboration with customers and end-users. I-MAK’s IR (Helical bevel), ADS (Aerator), YP (Parallel shaft) and M (Monobloc) series of gearboxes feature specific gear, housing and mounting position configurations to meet the requirements of various applications in water and chemical treatment plants including conveyors, sorting facilities, shredders, compactors, agitators, mixers, rotating discs, pumps and clarifiers.
Bearings International –www.bearingsinternational.co.za I-MAK – www.imakreduktor.com
Safety and Hygiene in Food Production
In the world of modern food production (particularly within the poultry and meat industries) safety, hygiene, and sustainability can make or break a company. As consumers become increasingly vigilant about the quality of their food, industries must adapt and prioritise these elements not just to thrive but to survive.
HIGH-QUALITY BLADES
In the quest for impeccable hygiene and safety, the choice of equipment used within the food industry cannot be overlooked. Blades, the silent workhorses of any manufacturing process, are more than just sharp edges—they are crucial in mitigating contamination risks. You want blades crafted from food-grade steels that exemplify precision engineering purposed for food safety.
THE PIVOTAL ROLE OF BLADE MATERIAL
The benefits of using hygienically coated blades ripple through the entire food production chain. From preventing crosscontamination to ensuring that every slice meets the highest standard of cleanliness, these blades are pivotal in delivering quality products. They are, in essence, silent guardians of food safety, integral to the reputation of any food manufacturing enterprise. That said, coatings are not suitable for all processes and blades. It’s important to discuss your application with your blade manufacturer to ensure that you are getting what you need.
The Eco-Friendly Edge: Sustainability is no longer a buzzword—it’s an imperative part of contemporary food manufacturing. Equipment sustainability translates into
less waste, fewer replacements, and reduced downtime. A robust design philosophy echoes this sentiment, promising blades that cut cleaner and last longer. Pairing durability with sustainable practices elevates the food production process.
Fewer Replacements, Lower Environmental Impact: Durability means fewer resources consumed over time. Renlaw blades offer a sustainable option for an industry conscious of its ecological footprint, making them not only a financially sound decision by lowering your cost-per-cut, but an environmentally responsible one too.
Embracing a Circular Economy: By investing in high-calibre, long-lasting blades, the food manufacturing sector can embrace the principles of a circular economy. Reduced blade turnover implies a substantial step towards resource conservation, lining up with global sustainability goals.
Cutting Edge of Hygiene and Sustainability: As we move forward, the importance of every component cannot be overstated. The integration of advanced technologies will become increasingly crucial in the food production industry. Renlaw understands that the poultry and food manufacturing industries demand the highest standards. Their commitment to excellence is evident in every blade produced—each one crafted to meet rigorous safety, hygiene, and sustainability criteria. Embracing these innovations is not just about adhering to regulations; it’s about setting new benchmarks for purity and sustainability in the industry.
QUESTIONS AND ANSWERS
Q: How do Renlaw blades contribute to sustainability in food manufacturing?
A: Renlaw blades are built to last, meaning fewer replacements and less material waste. Their durability also leads to reduced machine downtime, enhancing overall efficiency and sustainability.
Q: Can Renlaw blades really make a difference in preventing food contamination?
A: Absolutely. The specialised foodgrade steels and (in some cases) performance coatings on Renlaw blades are specifically designed to prevent microbial build-up, which is a significant factor in food contamination.
Q: What routine maintenance is recommended for Renlaw blades to ensure they remain hygienic?
A: Regular cleaning, proper storage, and routine inspections are key to maintaining the hygienic integrity of Renlaw blades. This helps keep the blades in optimal condition, preventing contamination and ensuring efficient operation.
Leading the way in pest control and hygiene.
Established in 1958 in South Africa as Steiner Hygiene, the company was acquired by Bidvest three decades ago. It has since grown into an established local brand that people associate with hygiene and cleaning.
In 2006, Steiner expanded their service offering to include pest control as Steiner Environmental Solutions. In 2010, the company merged into one. Bidvest Steiner realised that offering a complete solution as a leader in the field of washroom hygiene required adapting to the pest control market.
Currently with an infrastructure of 28 branches throughout South Africa as well as branches in Namibia, Botswana and Swaziland, Steiner is looking to the future of pest control for all industries with a newfound focus on ensuring the hygiene and cleanliness standards they are known for. With 16 years of pest control experience under their belt, and an accumulated 153 years of management experience, 106 dedicated pest control vehicles and 174 pest control officers, Steiner has become a leader in the pest control environment.
There are two things that the market looks for in an effective pest control service provider: knowledge and standards. “There are many pest control suppliers in the market. The aspects that set Steiner apart are our certifications and accreditations,” says Tracy Williams, chief pest control manager. “We are involved with SAPCA, NPMA and we are triple ISO-accredited, 9001:2015; 14001:2015 as well as 45001:2018.”
To provide pest control services in the food industry, Steiner has always had an efficient and effective structure to ensure compliance for all audits that occur in the field. They have six regional pest managers and seven pest quality assurance members monitoring sites using industry standard methodologies, such as the nine-step Integrated Pest Management strategy. Steiner’s knowledge of all audited standards such as AIB, YUM, BRC, Woolworths, Pick n Pay, SAFSIS and FSSC22000, allows for expert presentation and support at HACCP audits. The” compliance to all HACCP standards creates detailed and focused approaches to pest control and can be customised to suit any needs.
“Steiner understands the need to eradicate pests, especially in the highrisk industries. The knowledge of pests as well as the application and toxicity of the pesticides we use is critical,” states Williams.
“Environmentally-friendly products are the first option that is considered when trying to prevent pests from becoming a nuisance.”
The environment is always considered and the potential risk to animals as well as humans is assessed. Monitoring programmes are followed by inspections and then treatments to remove the pest. Monitoring is a primary focus.
For all HACCP sites, Steiner maintains the required documentations and reports on site as well as on an online portal – the Steiner Pest System (SPS). Here, everything can be monitored by the client as well as Steiner, including pest sightings, housekeeping advice for the premises and ways to restrict the pests from entering the premises. Steiner is very proud of their portal, where they can identify trends using data gathered during
treatments conducted by qualified PCO’s. Trends are visible to the clients and auditors.
When dealing with pest control, Steiner and the client must form a partnership to ensure the best possible outcome. With Steiner’s expertise, guidance can be given on the commitment and measurable obligations that need to be adhered to in a HACCP site, both legally and based on the expectations of the customer and their end consumer.
Qualified staff members will also assist and guide any industry through risk assessments, whether in relation to the building or the ways in which products, stock, kitchens and waste areas are managed.
Steiner offers free assessments to clients in all industries and assists in putting together an action programme to best protect your business.
Bidvest Steiner –www.bidveststeiner.co.za
• Food & Beverage • Retail & Corporate
• Healthcare • Logistics & Warehousing
• Property & Facilities Management
We treat rodents, flies, cockroaches, fleas, birds, ants, SPIs & many more in line with recognised best practices This includes serviced bait boxes and light traps, residual sprays, foggings and gel treatments by our qualified & experienced PCOs
Revolutionary and groundbreaking from Bidvest Steiner
PROPAK AFRICA 2025
Africa’s ultimate packaging industry trade show
11 MARCH – 14 MARCH 2025 | JOHANNESBURG EXPO CENTER
There was great excitement around this year’s Propak Africa 2022 live exhibition, which took place from 8 – 11 March. After four days of unparalleled access to fresh new thinking and the latest packaging initiatives, thousands of potential buyers had met with 200+ sellers of the latest cutting-edge machinery, products, consumables, systems and services. Our exhibitors pulled out all the stops to deliver a world-class show and visitors grabbed the
opportunity to source new products and get great ideas around efficiency improvements, cost containment and better returns for their business. Now our attention is turned to Propak Africa 2025.
SMARTER FUTURES START HERE
The future is coming, fast! With the rapid and continuous move towards automation and digitisation across industries, companies are realising that they need to invest in smarter solutions, products and services if they want to reap the
benefits of staying ahead of the curve. As Africa’s definitive packaging, printing, food processing, plastics and labelling trade exhibition, Propak Africa 2025 will attract thousands of industry decision-makers with purchasing power and influence. The expo provides an unparalleled platform to explore trends, link people and products, build quality business connections, increase brand awareness and facilitate sales.
Propak Africa - www.propakafrica.co.za
Sustainable plastic packaging
As the packaging industry awaits the results of its baseline performance against the legislated collection and recycling targets, there is broad consensus that much more work is required to meet the increasing 2027 targets.
As modelled in the CSIR’s recent Waste Research Development and Innovation Roadmap Report (November 2022), achieving the EPR targets has the potential to mitigate 14% of greenhouse gas emissions between 2023 and 2040 (compared to businessas-usual projections), due to the partial replacement of virgin plastic with recycled plastics. The report also notes that mechanical recycling processes in South Africa favour rigid, mono-materials from a technical perspective. In practice, however, increased recycling also requires a heightened demand from manufacturers to include more recycled plastic in largescale end-use applications that have a high
D012-1.pdf 1 2024/09/10 11:04
rate of churn, such as packaging, to truly make an impact.
MORE WORK NEEDS TO BE DONE
widely available, there exists a multitude of quick win opportunities for PCR inclusion in large-format, rigid plastic packaging for non-food applications. Growing PCR content in rigid packaging requires cross-industry stakeholder collaboration on a mammoth scale. It cannot be achieved by convertors or recyclers alone.
According to Plastics SA (2021) plastic products in general in South Africa contain an average of 16.7% recycled content. However, rigid packaging contains only 12% recycled content, which is low, especially compared to 27% for flexible packaging. Whilst food grade post-consumer recyclate (PCR) is not yet Polyoak – www.polyoakpackaging.co.za
Image:
Shaping a Sustainable Tomorrow
Sustainable and Responsible Metal Packaging Solutions
MetPac-SA is dedicated to leading the way in creating a sustainable future by focusing on sustainable metal packaging. As the registered Producer Responsibility Organisation (PRO) with the Department of Forestry, Fisheries, and the Environment for metal packaging, we take our sustainability pledge seriously. Here's how we're doing our part:
• EPR Compliance: We offer our members Extended Producer Responsibility (EPR) legislative and regulatory compliance support whilst they focus on their core business.
• Recycle & Reuse: We promote responsible postconsumer metal packaging collection and recycling of metal packaging across South Africa. This conserves natural resources, reduces the environmental impact and promotes the transition to a circular economy.
• Stakeholder Acceptance: We collaborate with key stakeholders, including the South African Government Department of Forestry, Fisheries and the Environment (DFFE) and the metal packaging industry, to devise solutions that are both environmentally sustainable and acceptable in their form and operation.
www.metpacsa.org.za
KHS Enhances 3D Line Design
KHS Group has upgraded its 3D line design software, offering more precise planning, easier handling, and quicker results. New features provide a comprehensive view of potential systems during the offer phase.
Possible sources of error reduced to a minimum and results reached in real time: during a single meeting, users can see how their future line can be integrated into their production environment. After introducing 3D line design to the offer phase two years ago, the Dortmund systems provider has made a key expansion to the software; this KHS service now includes a new generation of mobile laser scanners and technically optimised VR goggles. With this, KHS enables beverage producers to enjoy a holistic, detailed 3D experience within a very short time indeed, thus simplifying project planning and greatly improving planning security.
ADVANCED MOBILE LASER SCANNERS
What’s known as laser scanning enables all interfering contours in the production shop to be precisely surveyed and recorded. To this end, the scanner logs all possible obstacles in minute detail. If all the customers have 2D drawings that are 20 to 30 years old and often incomplete, this can lead to a number of unpleasant surprises. During the order phase or, in the worst case, at the last-minute during commissioning, ventilation systems, columns or other obstructions may suddenly appear that hamper the ingress of our lines and machines. In using state-of-the-art 3D laser scanners, KHS directly eliminates this source of error at the initial planning stage.
“With the improved system, data processing now only takes a few minutes, whereas in the past several weeks were needed.”
Up until very recently, KHS used stationary laser scanners in the 3D line design process that were mounted on a tripod. In order to record the space available in the entire hall, the scanners had to be moved to a different place and readjusted after each separate image had been taken. The new generation of laser scanners considerably simplifies and speeds up this process. Operation is intuitive. You simply hold the scanner in your hand, like a smartphone with a camera and video function. As you move around the hall, the scanner takes 270° pictures of the surroundings. On site, KHS now only needs about 20% of the time it used for image capture plus post-processing. The result is a scatterplot that gives the exact data for the room.
ENHANCED VR GOGGLES
Furthermore, the VR goggles themselves have also undergone significant further development. Whereas to date a relatively elaborate external tracking system with two
or four calibratable support stands was used, KHS now works with tracking incorporated into the goggles. Thus, the only things needed are the goggles, two joysticks and a laptop to display the data. This means that the setup is much simpler and available quicker.
The same applies to conversion of the data recorded by the scanner to a VRcompatible format. With the improved system, data processing now only takes a few minutes, whereas in the past several weeks were needed. Any type of modeled KHS line can therefore be projected onto the VR goggles very quickly – direct integration into the scatterplot from a laser scan is now even possible. This has a major benefit. The turnkey supplier can let its customers experience virtually what their potential new line or machine will look like and how it will fit into the existing space on site early on in the planning process. This boosts planning security and builds up trust.
This synergy of mobile laser scanners and VR goggles with integrated tracking is new to the industry. To date, KHS is one of the few companies on the market to directly combine the scan with 3D planning and incorporate this into customer presentations right from the start.
Introducing Farmer Angus Wines
Spier Wine Farm is proud to introduce its new flagship organic wine range, Farmer Angus. This collection is the fruit of a shared journey between the farm’s award-winning winemaking team and Angus McIntosh, a passionate champion of regenerative agriculture who not only calls Spier his home but is also renowned for his commitment to ethically farmed of meat, chicken, and pork. Made exclusively from grapes grown in Spier’s certified organic vineyards, Farmer Angus wines represent an exciting extension of Spier and Angus’s commitment to regenerative practices.
ROOTED IN GOOD SOIL
At the heart of Farmer Angus wines lies a profound respect for the soil and its role in nurturing healthy vines and exceptional grapes. This philosophy is shared by Cellar Master Johan Jordaan and his winemaking team, who have a stellar track record of producing some of the country’s best wines. While organic wine is still a fledgling category within South Africa, Spier’s organic offerings have already received an impressive 42 industry accolades to date. Most notably, the First Stone Organic Red blend was awarded a Gold medal from the prestigious 2023 Concours Mondial de Bruxelles and a notable 4.5 stars in the 2023 Platter’s Wine Guide, cementing Spier’s position as a leader in the organic wine sector.
“Regenerative agriculture is my life’s work - I believe all health stems from the soil,” says Angus. “These organic wines are the delicious culmination of a long-term partnership with the Spier team to farm in
“Regenerative agriculture is my life’s work - I believe all health stems from the soil.”
true harmony with nature.”
What sets these wines apart is not only their quality but their truly holistic approach to farming. The grapes are organically farmed and supported by biodynamic practices throughout the process. The grapes are grown without synthetic herbicides, fungicides, pesticides, or fertilisers. Instead, the team promotes soil vitality through composting and natural pest remedies. Farmer Angus extends this philosophy across
NATURE’S FOOTPRINT
Befitting their handcrafted nature, Angus used the vine leaves he collected from the very vines that make these wines in the label design. “My mother taught me this leaf-rubbing art form as a boy,” he shares. “It connects the wines right back to their origins among the vines.”
Angus’s journey into the world of regenerative winemaking began after reading Nicolas Joly’s seminal book on biodynamic viticulture, ‘Wine from Earth to Sky’. In 2006, he resurrected an abandoned Chenin Blanc vineyard at Spier, mentored by Avice Hindmarch in biodynamic and permaculture techniques. Initially, Angus made what he describes as “questionable” wines. By 2014, he realised that this part was something best left to the experts, with Johan and Tania making the wines since then.
In 2009, Angus and colleague Orlando
THE FARMER ANGUS RANGE:
Farmer Angus Chenin Blanc | R595:
Made from a heritage certified vineyard planted in 1984. A crisp, mineral-driven Chenin Blanc with a captivating nose of butterscotch and apricots, followed by a palate of citrus and caramel. This wine pairs perfectly with Farmer Angus’s prosciutto.
Farmer Angus Rosé | R495: A vibrant, refreshing Rosé showcasing strawberry and vanilla on the nose, with strawberry and coriander on the palate. Enjoy this wine alongside Farmer Angus’s Black Forest ham.
Farmer Angus Red Blend | R695: A classic Stellenbosch Red Blend boasting a nose of blackberry and chocolate, complemented by a palate of vanilla and blackcurrant. This wine is an ideal match for Farmer Angus’s grass-fed beef steak.
Filander spearheaded the holistic conversion of all Spier vineyards to organic and biodynamic practices, culminating in the farm’s first certified organic harvest in 2015. Spier was also the first in South Africa to adopt the Simonit & Sirch pruning method for prolonging healthy vine lifespan.
Farmer Angus wines and tastings are available from July directly from the Spier’s Tasting Room and restaurants, as well as on their online store.
Spier Wine Farm unveils Farmer Angus, a new organic wine range born from a partnership with regenerative agriculture advocate Angus McIntosh.
BRCGS Certification! Extrupet Group Achieves AA+
In the global landscape of business and manufacturing, standards of quality and safety have never been more critical. The BRCGS (Brand Reputation Compliance Global Standards) has established itself as a beacon of excellence, offering a rigorous framework for companies to demonstrate their commitment to high safety standards, operational excellence, and product quality.
underscoring its unwavering commitment to excellence in its operations. This certification, which is one of the highest achievable under the BRCGS standards, highlights Extrupet Group's dedication to maintaining the utmost levels of safety and quality in its recycling processes.
BRCGS certification is not just about meeting the minimum requirements; it's about exceeding expectations and continuously improving processes to ensure the highest standards are upheld. For a company like Extrupet, which prioritises sustainable practices and circular economy initiatives, achieving the AA+ certification is a testament to its role as a leader in the industry. This certification not only enhances the company’s reputation but also assures customers and stakeholders that Extrupet is committed to providing the highest quality recycled materials, produced under stringent safety and operational protocols.
The BRCGS standards encompass various aspects, including food safety, packaging materials, and consumer products, providing a comprehensive framework that helps organizations manage risks, meet legal obligations, and protect the end consumer. For Extrupet Group, adhering to these standards means that the recycled PET
(rPET) it produces meets the highest quality standards, ensuring it is safe for use in food-grade applications and other consumer products.
Moreover, the AA+ certification aligns with Extrupet's vision of promoting a circular economy,
where plastic waste is not just reduced but repurposed and reintegrated into the production cycle. This achievement is a reflection of the company’s commitment to environmental stewardship, sustainability, and innovation.
The rigorous standards set by BRCGS guarantee that our products are safe and reliable.
This certification provides our partners and clients with the confidence that Extrupet Group is dedicated to maintaining the integrity of our processes and products.
Innovative Sustainable Labels Unveiled
CCL Label, a global leader in labels and packaging, introduces the latest additions to its Sustainable Label Family: Low-Temperature WashOff, Low-Temperature EcoStream, and EcoFloat WHITE.
These innovative products are designed to enhance the sustainability of the beverage industry by improving recycling efficiency and reducing the environmental impact of packaging.
Low-Temperature WashOff: LowTemperature WashOff is an advanced label designed to detach from packaging without leaving residue, even at low temperatures. This innovation is particularly beneficial for beverage packaging, where traditional labels can be challenging to remove. By detaching easily at lower temperatures, this label significantly reduces energy consumption during the cleaning process and extends its application beyond glass bottles to refillable PET bottles. A key feature of this label is its environmental friendliness. It is constructed to release no substances during washing, minimising the environmental impact from inks and adhesives. Additionally, the washing water remains cleaner longer, reducing the frequency of water changes and further enhancing the sustainability of the process. Low-Temperature WashOff is both an economic and ecological solution that aligns with modern businesses’ sustainability goals.
LOW-TEMPERATURE ECOSTREAM
Similar to Low-Temperature WashOff, the LowTemperature EcoStream label is engineered to detach easily from packaging at low temperatures. However, it is specifically designed for PET recycling, addressing
the challenges posed by conventional labels that can impair the quality of recycled PET if not fully removed.
Low-Temperature EcoStream ensures residue-free detachment from PET surfaces, enhancing the purity of recycled material. The low-density label separates from PET during the sink-float process, making recycling more efficient and reducing energy requirements. Companies using Low-Temperature EcoStream can
“Low-Temperature WashOff significantly reduces energy consumption during the cleaning process and extends its application beyond glass bottles to refillable PET bottles.”
EcoFloat WHITE: EcoFloat designed for light-sensitive
recycling these containers
material unsuitable for new WHITE offers a solution by enabling the transition from label provides the necessary making the containers easier to recycle. Transparent PET
enhancing the sustainability Additionally, EcoFloat WHITE
solution where labels are directly moulded into the container during the manufacturing process. This method eliminates the need for adhesive application, resulting in a label that is highly durable, resistant to wear, and seamlessly integrated with the container. IML offers a premium look and feel while being recyclable, making it a sustainable choice for brands aiming to reduce their environmental footprint. By becoming an integral part of the packaging, IML ensures that labels do not peel off or degrade, maintaining brand integrity throughout the product’s lifecycle.
CCL Specialty Pouches: CCL Label also introduces the latest in flexible packaging with CCL Specialty Pouches, made from mono-material for enhanced recyclability. Flexible packaging is gaining importance due to its lightweight properties, reduced packaging volume, and extended product shelf life. A standout feature of these pouches is the integration of RFID chips, enabling Smart Labelling for intelligent tracking and product monitoring. This technology allows companies to oversee the entire lifecycle of a product, from manufacturing to recycling, opening up new possibilities in logistics, inventory management, and supply chain transparency.
VISIT CCL LABEL AT PROPAK AFRICA 2025:
CCL Label invites everyone to visit them at ProPak Africa 2025 to learn more about these sustainable innovations.
Air Products’ Supply Chain Success
Air Products, a leading industrial gas manufacturer, attributes its supply chain success to strategic focus, robust processes, and technology. General Manager Maropeng Bahula, highlights the importance of efficiency and sustainability.
According to Bahula, Air Products has established measures to optimise the company’s supply chain over the years. He explains that they have metrics in place that are tracked on a day-to-day basis to achieve specific objectives. In terms of sourcing, they have robust processes to procure goods and services at competitive prices, thereby ensuring that their customers benefit from competitively priced input materials. They continuously “test the market” to ensure that they are paying competitive prices for goods and services they procure. On the outbound logistics side, specific technology has been deployed to ensure that they optimally service their customers. Other metrics which have been incorporated includes the optimal utilisation of Bulk tankers, measurement of fuel efficiency, and the procurement of the best performing truck tractors in the market from a fuel efficiency perspective.
Furthermore, driver efficiency is measured. In other words, the principle they apply is that non-driving delays should be minimised as this enables them to keep their distribution costs to a minimum and avoid passing distribution costs incurred through inefficiencies to customers.
Bahula alludes to the fact that they have also deployed flowmeters on their tankers
“The individual strategic focus areas within the supply chain are treated with equal importance, which is the reason for our success and strength in this area.”
which help from an efficiency perspective as they are able to accurately measure the product that is delivered to a customer and are thus able to avoid delays that would otherwise be incurred at weighbridges.
SUPPLY CHAIN SUSTAINABILITY GOALS
Furthermore, he states that the key to ensuring that the sustainability objectives are achieved, is by the deployment of capital in the form of purchasing new truck tractors and tankers. “By making informed purchases, the more efficient vehicles play a crucial role in reducing our carbon footprint - by optimising our tankers to a specific gas service, we are able to maximise our payloads which ultimately assist us with our sustainable supply chain management endeavours”.
Air Products is guided by their
Environmental, Health & Safety policy on sustainable supply chain management and is therefore committed to the basic principle of continually reducing the environmental impact of their operations. Simply stated by Bahula, they have integrated ethical and environmentally responsible practices into their supply chain management, and they believe this is non-negotiable.
DATA ANALYTICS AND TECHNOLOGY
Air Products’ supply chain success is underpinned by data analytics and technology that is used daily. According to Bahula, Telemetry and the Enterprise Resource Planning (ERP) system, JD Edwards (JDE), are the backbone of Air Products’ Distribution operations which enables them to download reports and data that provides insights into the operations and performance. He explains that Telemetry is a powerful tool that monitors storage tank levels at customers sites 24/7. The system assists the Planning Department to dispatch Bulk tankers timeously to ensure that customers receive their delivery ‘just in time’ and avoid the risk of running out of product. As one of the leaders in the industry, Air Products places a lot of focus on continuous improvement and has achieved many successful outcomes
by adopting improved methods. Various improvements have also been incorporated to ensure that the drivers complete their trips safely and efficiently.
SUPPLY CHAIN CHALLENGES
Bahula mentions that 2020 was the most difficult year, not only for Air Products, but for companies globally and the effect is still felt today. Shipping has been the biggest challenge as lead times were extended when shipping lines were under pressure. Equipment imported in the past that typically took 6 to 8 months to be delivered will easily take up to 14 months from placing the order to receiving it at present. The other challenge according to Bahula has been the cost escalations, not only for input materials, but also for shipping costs, and he perceives the escalations and extended lead times as a challenge that will continue in the foreseeable future.
“Planning is mission critical. We are faced with having various sources of product, various plant configurations, customer locations across the national footprint, cross border customers, varying tanker
sizes depending on customer storage tank sizes etc. Within the industrial gas manufacturing industry, there are stringent requirements and several protocols we need to follow to meet all the regulatory
DID YOU KNOW
Founded in 1969, Air Products South Africa has built a reputation for its innovative culture, operational excellence and commitment to safety, quality and the environment.
requirements pertaining to “dangerous goods transportation”. These factors all need to be considered, which makes planning critical to ensure that customer requirements are well understood and met “on time and in full” without violating regulatory requirements”.
To maintain the high standards of service delivery and security of supply to key customers within the regulatory framework, Bahula states that Air Products’ Supply Chain is set to achieve clear future objectives: reducing input costs; reducing their carbon footprint; improving fuel efficiency, vehicle utilisation and driver efficiency; minimising inventory and optimising the Bulk Gases delivery process.
Air Products - www.airproducts.co.za
Boosting Productivity with Precision
Food manufacturers strive to enhance productivity and reduce costs. For fruit and vegetable processors, selecting the right size reduction equipment is crucial. Jeff Rossouw from Heat and Control shares key considerations.
Time poor consumers continue to seek healthy choices in the supermarket which in turn is driving demand for healthy and convenient vegetable products. To meet this demand, many growers are looking at how they can harvest and cut vegetables to add value to their annual yield and prepare for the mass market.
Innovative Style Cuts: Both fresh and frozen vegetable processors are taking a proactive approach to capture this market. Innovative style cuts have been developed, which are unique in their shape and can be used in a prepared meal kit for customers to easily add to recipes at home.
Zucchinis or squash can be cut into a long, noodle like strip, while beets and carrots could be featured in a novelty bowtie cut, instead of conventional straight cuts. The most advanced size reduction equipment on the market can deliver a clean, precise cut for fresh vegetables, resulting in a limited moisture release for increased shelf life versus alternative cutting methods.
Another option growing in popularity is reducing waste and increasing yield by capturing excess juice from fruits and vegetables during the cutting process. Juice collection trays and other options are available to assist in this operation.
“Innovative style cuts and advanced size reduction equipment are transforming the fresh produce market, offering unique shapes and extended shelf life.”
ESTABLISH PRODUCE CHARACTERISTICS
After determining potential goals and avenues for growth, take a close look at the
<Customer Case>
Multipurpose filler for bottles and cans
For the first time, the Krones Group presents a multipurpose filler that handles glass bottles, PET containers, and cans – the Barifill Canto.
Kosme wanted to be able to offer smaller craft breweries and wineries the greatest possible flexibility in container choice without requiring them to invest in three different filling machines. The Barifill Canto fills beer, CSDs, sparkling water, and sparkling wines in a variety of can types and sizes, and also handles PET containers or glass bottles – the latter in both the classic wine bottle format and the long-neck bottle used for beer and CSDs.
TWO FILLERS IN ONE MACHINE
This flexibility is made possible by an innovative filling valve. Kosme has taken the best features of existing Modulfill series filling systems and combined them into a single valve. The valve is equipped with a level probe for filling bottles and a volumetric system with an inductive flow meter for cans. In order to reduce the required space as much as possible, the necessary container sealers are also integrated into the filler: a Krones Modulseam for cans and a Kosme crowner for glass bottles. As an option, plastic screw caps for PET and roll-on aluminum caps or corks can be handled as well. In the filler as well as in the sealers, all parts that come into contact with the product are made of stainless steel, enabling reliable cleaning and ensuring their longevity.
UP TO 16,000 CONTAINERS PER HOUR
The Barifill Canto is as flexible in terms of speed as it is in its applications: Depending on
the product and configuration, it fills from 1,200 bottles or 2,500 cans per hour on the smallest layout to 9,500 bottles or 16,000 cans per hour on the biggest setup. Since its launch last year,
demand for the Barifill Canto has been extremely high. At the moment, Kosme is working to expand the output range to up to 24,000 containers per hour.
Reliability, efficiency and optimised resource consumption: Krones’ innovative filling and packaging concepts are perfectly tailored to your particular needs – for glass bottles, PET containers or cans.
product or ingredient being processed and identifying characteristics of the application in order to ascertain the best-suited form of size reduction. Some ingredients are easily processed through gravity feeding, while others need to maintain structural features and are more easily belt-fed into the cutting area where the timing of cuts corresponds to the belt speed, a method often seen when slicing leafy vegetables. Density, structural fragility, temperature, flowability, should be considered. Talk to us about the application: Before purchasing a piece of equipment, talk to us about your specific application. Heat and Control has been assisting customers in selecting the right piece of equipment for their particular application for over 70 years. A thorough evaluation of the application and the fresh produce involved can assist in future R&D and
determine the benchmark for potential yields. Comparing the results of different slicers or discovering additional cutting capabilities for existing machinery can assist in the decision-making process for a capital purchase.
Quality in Manufacturing: The quality of the equipment manufacturing process and precision go hand-in-hand with hygienically designed materials, ease of maintenance, and cleanability. The type of knives used in size reduction technology is key to producing a cleaner cut. Ensure the knives are made from stainless steel of the highest grade to produce the sharpest edge, leading to a
longer knife life, with fewer knife changes. Rigorous quality assurance testing should also take place to make sure the equipment can withstand tough environments.
SERVICE AND SUPPORT
In addition to evaluating your product and the appropriate size reduction technology for your application, you must also consider what ongoing service and support is available. Ask about the technical support department hours and experience, and method of dispatching technical service personnel to a plant. Determine commonly replaced parts on the slicer, and policy on availability to minimise potential downtime.
Heat and Controlwww.heatandcontrol.com
Gain food safety + quality control confidence with high performance metal detection
Deliver unparalleled inspection with extremely high detection sensitivity for metals - whether ferrous, non-ferrous, or stainless steel - for all manner of food products, anywhere along the line. LOOKING
Bühler showcases industry solutions
Bühler Southern Africa presented its comprehensive industry solutions at Electra Mining Africa 2024.
Aproud exhibitor since 2016, the interactive display allowed visitors to experience its full suite of solutions, said Marco Sutter, MD, Bühler Southern Africa. These ranged from grain milling to animal feed, chocolate, coffee, biscuits, malting, and brewing. It included advanced materials in the automotive industry, grinding and dispersion in the coatings market, and mining and manufacturing.
FOCUS ON MINING AND MANUFACTURING
In terms of mining, the focus was on items that were maintenance-friendly without the requirement of hot work permits and preparing equipment to ensure compatibility with the Internet of Things (IoT), explained Francois Knoetze, Head of Manufacturing and Logistics at Bühler Johannesburg. “Our participation strategically reinforced our commitment to the African market by highlighting our integrated approach to industry challenges and innovations. Showcasing a broad spectrum of solutions demonstrated our capability to address critical needs across key sectors in Africa. A key aspect of this strategy was focusing on the mining and manufacturing sectors, vital to the region’s economic growth,” commented Sutter. Engaging attendees through interactive touchpoints and presentations allowed Bühler to highlight its technological prowess and its tangible impact on daily life and industrial efficiency. “We planned to engage visitors and stakeholders through an immersive experience that highlighted our solutions across the entire value chain,” added Knoetze. Bühler Johannesburg’s role as a regional hub for value-added solutions and aftersales service was further testament to the company’s long-term investment in Southern Africa. By participating in Electra Mining, it strengthened relationships with industry stakeholders, fostered innovation, and supported sustainable economic development across the continent. The company’s approach to innovation in the
“We plan to engage visitors and stakeholders through an immersive experience that highlights our solutions across the entire value chain.”
African market was differentiated by its deep local presence and commitment to serving the market from within. The regional hub was strategically positioned to provide tailored, value-added solutions and aftersales service across Southern Africa. “Our approach was ‘in the market for the market’ so we understood and met the unique needs of our African customers,” said Sutter.
COMMITMENT TO LOCAL INNOVATION
Knoetze added that Bühler Johannesburg supported local manufacturers by purchasing products locally for faster response times. Its B-BBEE initiatives afforded opportunities to local vendors as startups. In addition, Bühler adapted its technologies to meet the diverse needs of African markets by carefully assessing and analysing the specific requirements of each region and customising solutions to address these unique needs. Bühler Johannesburg’s 24/7 support system exemplified its dedication to customer service, so clients received timely assistance and only had minimal downtime. “This local availability, combined with our comprehensive range of industry solutions and cutting-edge technology, allowed us to address critical industry challenges
effectively and foster sustainable growth in the region,” said Sutter. By focusing on local innovation and support, Bühler’s solutions were not only technologically advanced but also culturally and economically relevant to the African market. “Our commitment to being a reliable and responsive partner set us apart and underscored our dedication to driving progress and development across the continent,” added Sutter. Bühler had set goals for the coming years to strengthen its position in markets globally as a technology leader, while balancing the needs of humanity, nature, and economy in all its decision-making processes. It would develop a pathway to achieve a 60% reduction of greenhouse gas emissions in its own operations by 2030.
ADVANCING FOOD SECURITY
It was committed to having solutions ready to multiply by 2025 that reduced energy, waste, and water by 50% in the value chains of its customers. Bühler proactively collaborated with suppliers to reduce climate impacts throughout the value chain. Looking at trends, Knoetze said the integration of digital technologies and automation was transforming industries and increasing efficiency, productivity, transparency, and traceability. In addition, there was a growing focus on local production to ensure supply chain resilience and reduce dependency on imports.
Bühler Southern Africa –www.buhler.co.za
Coffee time
Pears
TRACK RECORD
Millions of square meter’s laid and thousands of job references are testimony to the quality and reliability of Sika® Ucrete® floors for use in industry.
S i k a® U c r e t e ®
T H E W O RL D’ S TOUGH E S T
F LOOR SINC E 1 96 9
F LO OR P ROT EC TI ON A G AIN ST E XTR E ME EXPOSURE IN INDU ST RIA L E NVI RO NM E N TS B EYOND TH E EXP EC TE D