15 minute read
Andusta content met lasro

from Lastechniek 3 - 2022
by online-mbm

ROBOT DOET HET WERK VAN DRIE LASSERS
Andusta content met lasrobot voor binnendeurkozijnen
Na een jaar ervaring met een lasrobot kijkt Marcel de Klein van Andusta tevreden terug op de investering. De robotinstallatie van RobWelding leverde een ergonomische en kwalitatieve verbetering en bespaarde daarnaast twee fte’s. Andusta is producent van stalen binnendeurkozijnen en is gevestigd in Venhorst, NoordBrabant.
‘Een robot kan dagen achter elkaar doorstampen zonder moe te worden. Hierbij weet de robot de kwaliteit op een constant niveau te houden. Die laskwaliteit is sowieso verbeterd in vergelijking met ons handlassen van voorheen’, licht De Klein toe. ‘We deden dit productiewerk met drie mensen en nu met één operator. De twee personen die “over zijn”, kunnen we nu ergens anders inzetten.’
Oplossing ergonomische problemen ‘Onze productie van nissen, de uitsparingen in muren voor onze schuifdeuren, gaf veel ergonomische problemen. Onze mensen moesten dit frame van anderhalve bij tweeënhalve meter tijdens de productie wel zes keer oppakken en omdraaien. Gemiddeld genomen moesten ze dit tachtig keer per dag doen. Dit was te zwaar, zeker wanneer onze mensen dit een paar weken achtereen moesten doen. Door de vermoeidheid gaf dit ook weer productietechnische problemen. Dit was voor ons de reden om aan een robot te denken.’ Lasrobotspecialist RobWelding ontwikkelde vervolgens een zogenaamde Ready Robotic System (RRS) op maat voor Andusta, evenals een vrij verstelbare parametrische lasmal. ‘We moesten voor Andusta veel maatwerk leveren, omdat zij kozijnen in werkelijk alle soorten en maten produceren. Dit resulteerde in een unieke, vrij verstelbare lasmal. Hiermee kan Andusta per kozijnsoort de hoogte en breedte van de mal aanpassen en instellen’, legt Mario Hakkert, projectleider bij RobWelding, uit.
Voor het bijbehorende lasprogramma ontwikkelde RobWelding speciale lasparameters voor laswerk op dun verzinkt staal, om doorbrand te voorkomen.
ZOWEL DIRECT ALS INDIRECT LICHT KAN ONHERSTELBARE SCHADE TOEBRENGEN
Neem veiligheid bij handmatig laserlassen serieus
Het Laser Applicatie centrum, LAC, wordt met regelmaat gevraagd hoe om te gaan met hoogvermogen handmatige laserlassystemen in een open omgeving, in relatie tot laserveiligheid. Bij deze systemen wordt gebruik gemaakt van zogenoemde fiberlasertechnologie. Enerzijds een bijzonder goede ontwikkeling, want deze technologie leent zich uitermate goed voor het laserlassen, anderzijds neemt het gebruik van deze technologie in een open ruimte de nodige zichtbare en niet direct zichtbare veiligheidsrisico’s met zich mee.
door Ard Hofmeijer Laserlicht in het algemeen is gebundeld licht dat zich bevindt in een golflengtebereik tussen de 100 nm en 1 mm. Zo zit de golflengte van een rode laserpointer, die bijvoorbeeld tijdens presentaties gebruikt wordt, in het rode zichtbare spectrum (650 nm) en een fiberlaser waarmee gelast wordt in het infrarode spectrum (1030 nm). Het infrarode spectrum waarin de fiberlaser zich bevindt, betekent in tegenstelling tot de rode laserpointer, dat de laserbundel waarmee gelast wordt niet voor het oog zichtbaar is, en zeker niet minder belangrijk: hetzelfde geldt voor het reflectielicht (ook wel strooilicht genoemd) dat bij het laserlassen vrijkomt. Met behulp van een infraroodcamera zijn de laserbundel en de reflecties van het laserlicht wel goed zichtbaar te maken.
Laserveiligheidsklassen Laserbronnen zijn ingedeeld in internationaal geldige klassen op basis van hun vermogen en het gevaar en risico op persoonlijk letsel (oog en huidschade) dat hieraan gekoppeld is. De handmatige hoogvermogen fiberlaser las bronnen (vaak tussen de 1kW en 2kW) waar we in deze publicatie over spreken, vallen in veiligheidsklasse 4; de meest gevaarlijke laserklasse. Laserklasse 4 systemen zijn potentieel oog en huid gevaarlijk ook op groter afstand van de laserlaspositie. Laserbronnen van veiligheidsklasse 4 mogen uitsluitend worden bediend als er gebruik gemaakt wordt van speciale beschermende uitrusting zoals huidbedekkende kleding, een laserveiligheidsbril en afscherming van het proces en reflecties voor de omgeving. Om deze publicatie in het juiste perspectief te zetten: de hiervoor genoemde fiberlasers in het kilowatt bereik vinden ook haar inzet in bijvoorbeeld 2D vlakbed lasersnijders en gerobotiseerde laserlassystemen. Deze systemen worden altijd met een volledig omsloten omkasting geleverd vanuit het perspectief van laserveiligheid. De onveilige laser (klasse 4) wordt middels deze omkasting teruggebracht naar laserveiligheidsklasse 1. Bij deze veiligheidsklasse hoeft de bediener of mensen uit de omgeving van het proces geen additionele veiligheidsmaatregelen te dragen.
Risico’s voor de bediener en omgeving: Om schade aan ogen en huid te voorkomen is het belangrijk dat zowel de gebruiker als de verantwoordelijk werkgever zich bewust zijn van de gevaren die kunnen ontstaan bij het gebruik van een laserlasmachine die handmatig gebruikt wordt in een open ruimte. Zowel de (directe) laserbundel waarmee gelast wordt maar ook het reflectie licht/straling kan ernstig letsel aanbrengen aan ogen, huid en bloedvaten. Het reflectielicht (laserstraling) dat ontstaat tijdens het lassen kan via: het werkstuk, het plafond en de wanden van de werkplaats waarin gelast wordt, 3D-reflecteren in de vrije ruimte. Hierdoor komt niet alleen de bediener maar kunnen ook de in de omgeving aanwezige personen in aanraking komen met (onzichtbaar) laserlicht. Dit reflectielicht is op dat moment misschien niet meer gefocust maar het laserlicht kan ‘Neem bij onduidelijkheden door de ooglens worden versterkt en vragen contact op met en zal dus ook bij lage intensiteiten deskundigen’ permanente oogschade kunnen veroorzaken. Omdat het laserlicht onzichtbaar is voor de ogen is een directe reflex van oogleden niet mogelijk. Omdat de huid van een mens voor het licht van een fiberlaser transparant is kan er lichtenergie geabsorbeerd worden door het netvlies in het oog en bloed in de bloedvaten. Ditzelfde geld voor de oogleden, om (onherstelbare) schade aan het oog tot blindheid door laserlicht te voorkomen heeft het geen zin om vanwege de transparantie van de huid de oogleden te sluiten. Zorg daarom voor een afgeschermd proces voor de bediener maar ook voor de medewerker of bezoeker die misschien vele meters verder op staat. Want een on-gefocusseerde laserstraal rijkt veel verder. CE en RI&E Door de vragen aan LAC blijken er in de markt onduide-




lij kheden te bestaan over een CE-markering in relatie tot het veilig toepassen van een handmatige laserlasmachine. Dit zij n twee verschillende onderwerpen, beide met eigen bij behorende verantwoordelij kheden. Een CE-markering op een machine houdt namelij k niet automatisch in dat er ook veilig gebruik gemaakt wordt van de machine. Voor de CE-markering op een machine is de machinebouwer of de importeur/leverancier aansprakelij k, mocht de importeur de laserlasmachine van buiten de EU geïmporteerd hebben. Handmatige laserlasmachines met een CE-verklaring worden geacht te voldoen aan de Richtlij n arbeidsmiddelen (Arbobesluit). Veel bedrij ven denken dat ze klaar zij n als ze een nieuwe laserlasmachine met een CE-markering kopen. Helaas is dit niet zo, want voor bedrij ven geldt namelij k ook nog een signalerende taak. Zowel leverancier/importeur en gebruiker hebben dus een eigen verantwoordelij kheid die echter wel in elkaars verlengde liggen. zij n op Europees niveau richtlij nen vastgesteld. Dit zij n productrichtlij nen en gebruiksrichtlij nen. De arbeidsmiddelen moeten aan deze richtlij nen voldoen, voordat zij op de markt mogen worden gebracht. De eisen voor machines die na 31 december 1994 in de EU in de handel zij n gebracht, staan in het Warenwetbesluit Machines. Deze eisen gelden voor nieuwe machines en voor tweedehands machines die van buiten de EU zij n geïmporteerd. Onder de Europese Machine Richtlij n 2006/42/EG zij n de eisen beschreven waar ook de laserlasmachines onder vallen. De fabrikant, importeur en/of leverancier is hierbij verantwoordelij k en aansprakelij k voor een veilig product. De machinefabrikant en/of de leverancier/importeur van een laserlasmachine moet voor het aanbrengen van een CE-markering een conformiteitsprocedure doorlopen. Die bestaat uit de volgende stappen: • Risico’s van de machine beoordelen. • Risicobeoordeling vastleggen in een technisch constructiedossier. Het dossier moet aantonen dat de laserlasmachine in overeenstemming is met de eisen van de richtlij n. In Bij lage VII worden de documenten
Handmatig laserlas-
sen met een laserveiligsheidbril op.

genoemd die minimaal aanwezig moeten zijn in het dossier, waaronder constructietekeningen, testresultaten en een beschrijving van de beschermingsmaatregelen. Ook de EG-verklaring van overeenstemming moet worden toegevoegd aan het dossier. • Risico’s beheersen door te voldoen aan essentiële veiligheidseisen. Voorbeelden om deze eisen in te vullen zijn te vinden in Europees geharmoniseerde normen. • Verklaring van Overeenstemming opstellen, waarin de fabrikant verklaart dat de machine veilig is en zich daaraan committeert. De fabrikant is verantwoordelijk voor de controle op de conformiteit van zijn producten aan de machinerichtlijn. • Gebruiksaanwijzing opstellen (in de taal van het land). • CE-markering aanbrengen op de machine. Deze markering bevestigt dat de Voer voorafgaand aan het machine aan de Europese Machi- investeren in een laserlasmanerichtlijn voldoet. Als alle nood- chine een risico-inventarisatie zakelijke stappen met succes zijn en -evaluatie (RI&E) uit voltooid, moet de fabrikant het CE-markering op zijn product aanbrengen. Aanwijzingen daarvoor staan in Bijlage III van de richtlijn. De verantwoordelijkheid van bedrijven: Het komt voor dat een laserlasmachine niet voldoet aan de eisen van de arbeidsomstandighedenwet en/ of de machinerichtlijn. De leverancier mag namelijk zelf de CE-markering aanbrengen. Dus als u nu een laserlasmachine wil gaan kopen en gebruiken, waar moet u als bedrijf dan op letten? Het eerste waar het bedrijf op moet gaan letten is het volgende: Voer voorafgaand aan het investeren in een laserlasmachine een risico-inventarisatie en -evaluatie (RI&E) uit. Het kan zijn dat er door het plaatsen van de nieuwe machine nieuwe risico’s ontstaan. En bij levering: voldoet de leverancier met de bij levering van de laserlasmachine geleverde documenten aan de eisen uit de Europese Machinerichtlijn2006/42/EG? Mocht dit niet het geval zijn dan voldoet de laserlasmachine niet aan artikel 3a van het Nederlandse Warenwetbesluit. Controleer bij levering in het bijzonder o.a. kritisch op de volgende documenten: • Is er een EG-Verklaring van overeenstemming in de oorspronkelijke taal? • Is er een EG-Verklaring van overeenstemming in het Nederlands? • Is er een gebruiksaanwijzing in de oorspronkelijke taal? • Is er een gebruiksaanwijzing in het Nederlands? • Is er een volledig elektrisch schema in de oorspronkelijke taal? • Is er een volledig elektrisch schema in het Nederlands? • Is er een correct machineplaatje met CE-markering. • Zijn de correcte laserwaarschuwinglabels aanwezig? Het is wettelijk verplicht om de golflengtes én optische laservermogens op laserbronnen en laserlasmachines te markeren. De bediener die zicht op het proces heeft, (én alle andere aanwezigen binnen de lasergevarenafstand), dient tijdens het lassen een veiligheidsbril met speciale filterglazen te dragen. Hierin dient altijd de golflengte, filtersterkte en beschadigingsdrempel in gegraveerd te zijn. Controleer ook of deze overeenkomen met de golflengte die op de laserbron vermeld staat. Een ieder in de omgeving die met een laserbundel of reflectie licht in aanraking kan komen, moet altijd eenzelfde laserveiligsheidbril als de bediener opzetten. Controleer ook hiervan of de ingegraveerde golflengte overeen komt met de golflengte zoals deze is gemarkeerd op de laserbron. Een laserveiligheidsbril is een persoonlijk beveiligingsmiddel (PBM) en moet voldoen aan de eisen die gesteld worden in EN207. En wat betreft de veiligheidscomponenten op de laserlasmachine: Hebben deze een CE-markering, zijn de technische laserveiligheidsvoorzieningen robuust, werken deze fail-safe en zijn de mensafhankelijke factoren uitgesloten? Controleer kritisch of de volgende zaken aanwezig zijn en werken: • Interlocks • Remote interlock connector • Emissionindicator • Keycontrole • Noodstoppen • Veiligheid en besturing niet op één controller –‘single fault condition’? • Elektronische componenten -CE? • Start-stop bediening –failsafe? • Conformiteit EMC? • Conformiteit Laagspanningsrichtlijn



Een laserveiligheidsbril is een persoonlijk beveiligingsmiddel (PBM) en moet voldoen aan de eisen die gesteld worden in EN207.
Zorg vervolgens dat het proces volledig wordt afgeschermd ook wat betreft alle mogelijke (3D) reflecties in de omgeving. Het is belangrijk de risico’s (we hebben het hier ook over de niet-zichtbare gevaren) van het handmatig laserlassen in een open ruimte duidelijk in de RI&E op te nemen, dit is de verantwoordelijkheid van het bedrijf. Middels dit document worden vervolgens passende maatregelen omschreven.
Advies Het advies is om veiligheid bij het handmatige laserlasproces met een fiberlaser zeer serieus te nemen. Er bestaat een internationale norm voor laserveiligheid (IEC 60825). Hierin zijn grenswaarden en berekeningen opgenomen. Er zijn dienstverleners die u kunnen helpen met de complexe wetten, eisen, normen en vragen over laser veiligheid. Zij beschikken ook over meetapparatuur die niet alleen de bundel- en het reflectie licht kunnen meten, maar deze metingen ook direct naar de grenswaarde kunnen berekenen en kunnen u helpen met het beoordelen of de machine veilig en conform CE is geleverd. Hiermee is dan direct duidelijk of de situatie in uw bedrijf veilig of potentieel onveilig is. Dus: neem laserveiligheid serieus en treed bij onduidelijkheden en vragen in contact met deskundigen.
LASKENNIS OPGEFRIST 75
IJzer-koolstof diagram
Voordat er kan worden gelast, zal er enige voorkennis moeten zijn van het te lassen basismateriaal en hoe dit tot stand is gekomen. In deze rubriek staat de materiaalkundige kant van het vakgebied centraal. In voorgaande afleveringen is de productieroute van erts via ruwijzer naar staal geschetst. Ook is de opbouw van metalen en specifiek het element ijzer besproken. Deze maand gaan we verder in op de invloed van koolstof als legeringselement in ijzer (staal).
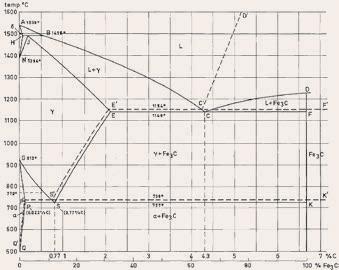
Voor de bespreking van de invloed van koolstof als legeringselement van staal, starten we met het Fe-C diagram. Eigenlijk vreemd, want een toestandsdiagram tussen Fe en C is in principe enkel geldig voor legeringen waar geen ander legeringselement aanwezig is, en uiteraard hebben de meeste staalkwaliteiten wel andere legeringselementen. Toch kan het gedrag van ongelegeerd staal vaak verklaard worden aan de hand van het Fe-C diagram. Het gaat hier over het gedrag in evenwichtstoestand, dat wil zeggen de structuren die gevormd worden bij langzame afkoeling. Structuren die bij snellere afkoeling gevormd worden zullen later besproken worden, aan de hand van zogenaamde CCT diagrammen (Continuous Cooling Transformation). Maar het blijft dus ook belangrijk te onthouden dat (ook kleine hoeveelheden) van een derde chemisch element de punten en lijnen uit dit Fe-C diagram kunnen verschuiven. Daarnaast is de benaming eigenlijk niet helemaal correct, het Fe-C diagram (zoals weergegeven in figuur 1) is eigenlijk een combinatie van twee verschillende toestandsdiagrammen: • Het ijzer-grafiet systeem: dit is het diagram weergegeven door de gestippelde lijnen, wat eerder wordt gebruikt bij hogere (>2%) koolstof gehaltes, voor gietijzer • Het ijzer-cementiet (Fe3C) systeem: dit is het diagram weergegeven door de doorgetrokken lijnen. Dit is eigenlijk een ‘metastabiele’ fase, maar de overgang van cementiet naar grafiet (de ‘stabiele’ fase) komt praktisch niet voor bij technische voorkomende gloeitijden voor staal. Voor ons vakgebied is dus het ijzer-cementiet (Fe-Fe3C) diagram voornamelijk van toepassing. Structuurbestanddelen en eigenschappen De eigenschappen van een materiaal volgens het Fe-C of Fe-Fe3C diagram worden bepaald door de opeenstapeling van de eigenschappen van de verschillende structuurdelen. De uiteindelijke materiaaleigenschappen zijn afhankelijk van de afzonderlijke kristalsoorten en van hun mengverhouding, en korrelgrootte. Een overzicht van de kristalsoorten van ijzerlegeringen (in de vorige aflevering van Laskennis Opgefrist zijn de verschillende
Fe-kristalstructuren (krg-α en kvg-γ) reeds beschreven): • Ferriet, bijna zuiver ijzer, kubisch ruimtelijk gecentreerd ( krg-α) waarin de oplosbaarheid van C zeer klein is. Ferriet is niet erg sterk, goed vervormbaar, taai en ferromagnetisch. • Austeniet, ijzer met koolstof in oplossing, kubisch vlakken gecentreerd (kvg-γ), niet ferromagnetisch, zeer taai, zeer goed vervormbaar. Alleen bij gelegeerde staalsoorten kan austeniet bij kamertemperatuur bestaan. Bij ongelegeerde staalsoorten kan in normale omstandigheden bij kamertemperatuur geen austeniet bestaan. • Grafiet, zuiver gekristalliseerde koolstof, hexagonale kristallen, zacht, niet sterk, weinig vervormbaar (bros). Het gedrag van ongele- • Fe3C, cementiet, gekristalliseerde geerd staal kan vaak ijzercarbide, zeer hard, bros, niet verklaard worden aan vervormbaar, grote sterkte. de hand van het Fe-C diagram Voor staal kijken we naar samenstellingen van Fe met zeer laag C gehalte (0,005% C of zelfs lager in ‘ultra-low-carbon-steels’) tot ongeveer 2% in hoog C gereedschapsstaal, maar de meeste lastoepassingen zitten tussen de 0,15 tot 0,25% C. Algemeen is het C gehalte laag als goede ductiliteit, taaiheid en lasbaarheid vereist zijn, maar hoger als hoge sterkte, hardheid en slijtage weerstand nodig zijn. Fe-Fe3C diagram In het Fe-Fe3C diagram kunnen we een aantal zaken onderscheiden. De linkerkant van het diagram stelt zuiver ijzer voor en de rechterkant van het diagram de ijzer-koolstof verbinding Fe3C met 6,67% C. Dus hoe meer koolstof we in ijzer stoppen, hoe verder we naar rechts opschuiven in het diagram. Het Fe-C diagram toont ons bij welke temperatuur en C gehaltes de verschillende Fe kristalstructuren voor kunnen komen. Als voorbeeld nemen we een constructiestaal van ongeveer 0,2% C. Figuur 2 geeft de verschillende gebieden van het (in dit geval iets versimpelde Fe- Fe3C diagram) weer die dat staal bij afkoeling vanuit het volledig gesmolten materiaal zal doorlopen: • Vanuit de vloeibare fase zal er austeniet (γ) worden gevormd, en zodra de temperatuur onder de lijn ‘AE’ komt is de volledige structuur austenitisch. • Bij afkoeling van de austeniet wordt de GS transfor-

Figuur 1 Het ij zer-koolstofdiagram; _ _ _ _ het stabiele ij zer-grafi et (Fe-C) diagram. ______ het metastabiele ij zer-cementiet (Fe-Fe3C) diagram.
Figuur 3 Foto van een staal met 0,38% C, met een ferriet-perliet structuur.
G


P
S
Figuur 2 Schematische voorstelling van de fasetransformatie vanuit het austenietgebied naar ferriet-perliet, voor Fe met ongeveer 0.2% C.
matielij n gekruist, waardoor de vorming van ferriet (α) start. • Bij verdere afkoeling onder de GS transformatielij n vormen zich de ferrietkristallen en neemt het koolstofgehalte van de austeniet toe (tot 0,77% bij 723 °C) • Onder de 770 °C worden de ferrietkristallen magnetisch • Bij verdere afkoeling wordt de PS-temperatuur bereikt. De resterende austeniet ondergaat hier een fasetransformatie naar perliet. Perliet bestaat uit afwisselende evenwij dige laagjes ferriet en cementiet, in een lamellaire structuur (zie fi guur 3).
Bronvermelding: Deze afl evering in de rubriek ‘Laskennis Opgefrist’ is een bewerking van Materialenkennis voor de laspraktij k 6, eerder verschenen in LASTECHNIEK 2 2007