








Wiosna, przynajmniej astronomiczna, już do nas dotarła. Przesilenie wiosenne to trudny i wymagający czas dla naszych organizmów. Częste i raptowne zmiany pogodowe odbijają się na zdrowiu i samopoczuciu wielu osób – dokucza im zmęczenie, senność i obniżony nastrój. Wielu z nas walczy teraz o odzyskanie równowagi po zimie, jednak z nadzieją wyglądamy wyższych temperatur i coraz dłuższych dni.
Podobnie jak przyroda, również gospodarka strefy euro, tłamszona wysokimi stopami procentowymi, wykazuje oznaki stopniowego, choć nadal ograniczonego i powolnego, ożywienia. To dobre wieści dla Polski, bo to nasz główny partner handlowy. Krajowa gospodarka ma się całkiem nieźle, chociaż nie jesteśmy jeszcze drugą Japonią, co obiecywał nam niejeden polityk. Może chociaż kulturalnie zbliżmy się do Japonii.
Wiosna to idealny moment na przeszczepienie do nas jednego z japońskich zwyczajów, który pomoże odzyskać nam równowagę. Mam na myśli hanami – wielowiekową tradycję oglądania kwitnących wiśni. Wyraz ten w dosłownym tłumaczeniu oznacza „oglądanie kwiatów” (hana –kwiat, mi – oglądanie). To czas radości, gdy ludzie zbierają się w parkach i urządzają pikniki, aby wspólnie śpiewać, malować, pisać wiersze oraz pić sake – wszystko ku chwale otaczającego piękna. Tylko proszę nie przesadzać ze śpiewaniem! W czasie hanami ważne jest również refleksyjne i emocjonalne doświadczenie urody i ulotności życia – kwiaty wiśni szybko przekwitają i opadają. Możemy zachwycać się jak zwykle rozkwieconą wiosną, teraz wiedząc jednocześnie, że to wielowiekowa japońska tradycja :)
Gdy zawirowania związane z przesileniem wiosennym miną, a nasze samopoczucie wróci do normy, zapraszamy do odwiedzenia w dniach 16–18 kwietnia serca polskiej Doliny Narzędziowej – Bydgoszczy. To właśnie tutaj, już po raz szósty, odbędą się Targi Przemysłu Narzędziowo-Przetwórczego Innoform. W tym roku, oprócz prezentacji technologii obróbki narzędziowej i przetwórstwa tworzyw sztucznych, postanowiono zorganizować na ich potrzeby również Salon Recyklingu Tworzyw Sztucznych. Wszak tematyka Gospodarki Obiegu Zamkniętego i recyklingu tworzyw zdominowała dyskusje i działania w branży. „Plast Echo” tradycyjnie już prezentuje oficjalny przewodnik po targach Innoform, w którym Katarzyna Meger, prezes Bydgoskiego Klastra Przemysłowego Doliny Narzędziowej, a więc instytucji-inicjatora targów, odpowiada na pytania dotyczące imprezy, ale też działalności klastra.
Jednym z uczestników targów Innoform będzie Bole – chiński producent wtryskarek, który wybrał Polskę jako swoją europejską bazę. Prezes Bole Europe Technology, Vladimir Dunajewski, opowiada o działalności firmy i przybliża szczegóły jej oferty.
Pozostając przy wtryskarkach, polecam artykuł firmy Engel, która rozwija cyfrowy ekosystem pozwalający skutecznie integrować zarządzanie różnymi proce-
sami produkcyjnymi. Jedna platforma dla wszystkich wtryskarek – niczym tolkienowski pierścień, „jeden, by wszystkimi rządzić”. Z tekstu dowiecie się m.in., w jaki sposób znacząco zwiększyć wydajność produkcji dzięki platformie do skutecznego pokonywania rzeczywistych wyzwań – np. podczas nocnej zmiany.
Jeśli natomiast jakiś przetwórca ma problem z mlecznymi detalami z PET, odsyłam go do artykułu Marty Lenartowicz-Klik, która wyjaśnia, dlaczego tak istotne jest prawidłowe suszenie granulatów tworzyw sztucznych. Z kolei dr Karol Niciński poświęca swój tekst tematyce pozyskiwania i wykorzystania sadzy technicznej.
Teoria głosząca, że żyjemy w symulacji, jest od lat obecna w filozofii, naukach komputerowych i popkulturze, powszechnie rozbudzając ludzką wyobraźnię. Według niej nasza rzeczywistość stanowi jedynie miraż stworzony celowo przez zaawansowaną cywilizację lub wyższy byt. Koncepcja ta zyskuje obecnie na popularności dlatego, że teraz to my zaczynamy tworzyć coraz bardziej zaawansowane symulacje rzeczywistych obiektów – cyfrowe bliźniaki. Postarałem przyjrzeć się zastosowaniom tej technologii w branży przemysłowej i zebrać je w – mam nadzieję –przystępny i ciekawy artykuł.
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 03 WWW.PLASTECHO.COM
Paweł Wiśniewski Redaktor naczelny
ISSN 2719-4671
WYDAWCA
Plastech Paweł Wiśniewski spółka komandytowo-akcyjna www.plastech.pl
ADRES REDAKCJI
ul. Relaksowa 4
87-100 Toruń
+48 56 622 90 37 info@plastech.pl
REDAKTOR NACZELNY
Paweł Wiśniewski pw@plastech.pl +48 504 688 799
ZESPÓŁ REDAKCYJNY
Agata Mojcner am@plastech.pl +48 503 830 490
Tomasz Makowski tm@plastech.pl
REKLAMA / PRENUMERATA
Krzysztof Tarasiewicz kt@plastech.pl +48 530 704 050
Grzegorz Robionek gr@plastech.pl +48 530 206 666
WSPÓŁPRACA
Fundacja Plastics Europe Polska
Polski Związek Przetwórców Tworzyw Sztucznych
Bydgoski Klaster Przemysłowy
Dolina Narzędziowa
Plastics Recyclers Europe
Polskie Stowarzyszenie Producentów Rur i Kształtek z Tworzyw Sztucznych
Klaster CPG – Creative Packaging Group
DRUK
Nakład: 2100 egz.
ECHO Sp. z o.o.
ul. Kowalewska 5A 87-122 Grębocin
Redakcja zastrzega sobie prawo do redagowania nadesłanych materiałów. Redakcja nie zwraca materiałów niezamówionych i nie ponosi odpowiedzialności za treść reklam i ogłoszeń. Publikacja jest wysyłana do zarejestrowanych subskrybentów.
Okładka: obraz wygenerowany przez AI





/ 37 MARZEC-KWIECIEŃ
SPIS TREŚCI ECHA BRANŻY 05 Boom na rynku biopolimerów 14 GŁOS BIZNESU Regranulaty zmienią układ sił na globalnym rynku AGD 16 INNOFORM 2024 Ewolucja rynku motorem zmian 18 Rozmowa z Katarzyną Meger, prezes BKP Doliny Narzędziowej Przez Polskę na rynki europejskie 22 Rozmowa z Vladimirem Dunajewskim, CEO Bole Europe Technology Lista wystawców 26 Program towarzyszący targów INNOFORM 28 Przegląd ofert targowych 30 TONACJA RYNKU Jedna platforma monitorowania produkcji dla wszystkich wtryskarek 42 Suszenie tworzyw 46 Cyfrowy bliźniak: most między wirtualnym a fizycznym światem 54 Sadza techniczna 58 BRZMIENIE OTOCZENIA 62 GAMA DOSTAWCÓW 68 KOŃCOWY AKORD Jeśli wiem więcej, niż potrzeba 70 ESG: klucz do równowagi i stabilizacji w branży 72 Platforma informacyjna czy targowisko próżności? 73 Wypaczone idee 74
NR 2-2024
2024
www.plastecho.com
STRONA 16
STRONA 18
STRONA 42
STRONA 46
PLAST ECHO 04
STRONA 58







We adapt our functional fillers to different types of polymers, creating innovative and customised solutions. Our high-performance fillers
• are based on a variety of different minerals
• can be used for a wide range of applications
• are available in various grain size distributions
• are often surface-treated and / or grain size optimised
Hidden inside – Performance outside!
www.hpfminerals.com HIDDEN INSIDE
PERFORMANCE OUTSIDE Your contact in Poland: Daniel Burniak, Phone +48 75 734 0071 d.burniak@osiecznica.com.pl www.quarzwerke.pl
–
I SUMITOMO (SHI) DEMAG ROADSHOW – MOBILNA PRZESTRZEŃ WYSTAWOWA
W ciągu najbliższych 4 miesięcy po Europie będzie jeździć wyjątkowy pojazd. Sumitomo (SHI) Demag zaprezentuje klientom swoją pierwszą w historii ciężarówkę typu roadshow. Jest to mobilna przestrzeń wystawowa o długości 20 metrów, zawierająca wszystkie najnowsze technologie formowania wtryskowego i rozwiązania oszczędzające czas, które umożliwią wprowadzenie przetwórców tworzyw sztucznych na najszybszą drogę do zwiększenia wydajności i zysków.
Zaczynając od siedziby głównej firmy w Schwaig w Niemczech, 8 kwietnia 2024 r. 40-tonowa ciężarówka #NextStopProductivity wyruszy w trasę po Europie. Odwiedzi 14 krajów w ciągu 4 miesięcy, a na każdym z 25 przystanków lokalni eksperci zaprezentują swoim klientom produkcję na żywo na całkowicie elektrycznej wtryskarce IntElect. Zademonstrowanych zostanie również kilka najnowszych rozwiązań cyfrowych firmy, które zapewniają większą kontrolę procesu i wyższą dostępność maszyn.
– Nasz inauguracyjny Roadshow 2024 sprawia, że przetwórcy nie muszą już angażować się w podróż na targi. Zamiast tego to my przyjeżdżamy blisko nich i gromadzimy przetwórców, menedżerów, konserwatorów i ekspertów branżowych w centralnych miastach w każdym kraju, a nasze lokalne zespoły organizują wydarzenia dla klientów, prezentacje i pokazy maszyn. Oprócz tego,

że jest to mniej uciążliwe dla firm; takie wydarzenie objazdowe dociera do większej liczby profesjonalistów, dzięki czemu jest to wygodniejsza opcja podróży dla wszystkich – wyjaśnia dyrektor generalny Gerd Liebig.
Pierwsza część trasy ciężarówki obejmuje Włochy, Hiszpanię i Francję. W maju dotrze ona do Austrii, Niemiec, Węgier, Słowacji i Czech. Polska będzie gospodarzem 4 kolejnych imprez na początku czerwca, a następnie ciężarówka pojedzie do Holandii, Belgii i z powrotem przez Niemcy oraz Francję. Ostatnie 4 punkty docelowe znajdują się w Irlandii, Szkocji i Wielkiej Brytanii.
W Polsce mobilna ekspozycja przyjedzie do 4 ważnych miast: Katowic, Wrocławia, Warszawy i Bydgoszczy.
I GRUPA AZOTY ROZBUDOWUJE PORTFOLIO PRODUKTOWE O CERTYFIKOWANY PA 6
Grupa Azoty buduje portfolio certyfikowanych produktów tworzywowych, opartych na certyfikowanych surowcach, stosując podejście bilansu masy. W 4. kwartale 2023 r. spółka rozpoczęła produkcję i zrealizowała pierwszą transakcję sprzedaży certyfikowanego poliamidu 6 w ramach systemu ISCC Plus, czyli dobrowolnego programu, który dotyczy biogospodarki i gospodarki o obiegu zamkniętym dla różnych gałęzi przemysłu, w tym tworzyw sztucznych. Rozwój portfolio w kierunku certyfikowanych produktów jest możliwy dzięki certyfikatowi ISCC Plus, który spółka otrzymała w 2022 r. To działania odpowiadające na wyzwania uwzględnione w Zielonej Strategii Grupy Azoty.
ISCC Plus zapewnia identyfikowalność certyfikowanych materiałów w całym łańcuchu dostaw poprzez różne opcje łańcucha dowodowego, w tym podejście oparte na bilansie masy. Dostawom materiałów certyfikowanych przez ISCC Plus musi bowiem zawsze towarzyszyć deklaracja zrównoważonego rozwoju (Sustainability Declaration), zawierająca szczegółowe informacje na temat certyfikowanych materiałów.
– Jednym z naszych kluczowych założeń w obszarze tworzyw jest rozwój portfolio certyfikowanych produktów i ich sprzedaż. W 4. kwartale 2023 r. Grupa Azoty zrealizowała pierwszą trans-

akcję sprzedaży do europejskiego klienta z branży automotive, obecnie odbieramy pozytywne sygnały w zakresie rosnącego zainteresowania produktami, w których biomasa, materiały pochodzące z recyklingu lub kombinacja obu jest wykorzystywana w procesie produkcyjnym. Zakładamy, że rynek produktów certyfikowanych w ramach systemu ISCC będzie dynamicznie wzrastał, co przyczyni się do wzmocnienia pozycji Grupy Azoty w tym segmencie branży tworzywowej. Jako producent poliamidu 6 chcemy wykorzystywać certyfikowane surowce, aby w coraz większym stopniu przyczyniać się do rozwoju biogospodarki i gospodarki o obiegu zamkniętym – mówi dr Marcin Witkowski, dyrektor korporacyjny ds. ESG w Grupie Azoty S.A.
PLAST ECHO 06 ECHA BRANŻY
I TAROPAK 2024 JUŻ W LISTOPADZIE
Taropak to jedne z największych w Polsce targów obejmujących wszystkie gałęzie branży opakowań, które podczas każdej edycji prezentują setki nowości mających zastosowanie w różnych dziedzinach gospodarki. Kolejna edycja wydarzenia, w całkiem nowej odsłonie, odbędzie się 13–15 listopada 2024 r. niezmiennie na Międzynarodowych Targach Poznańskich.

Targi Taropak co roku są odwiedzane przez przedstawicieli rozmaitych branż, poszukujących najlepszych rozwiązań dla swoich produktów. W tym roku zobaczą oni nowy Taropak. Pierwszą no-
I HASCO ŚWIĘTUJE STULECIE ISTNIENIA

Żadne inne przedsiębiorstwo nie ukształtowało branży produkcji narzędzi i budowy form w takim stopniu jak Hasco – producent wyrobów znormalizowanych z siedzibą w Lüdenscheid.
Historyczny i technologiczny rozwój produkcji narzędzi oraz budowy form w Niemczech i na całym świecie jest ściśle związany z nazwą Hasco. Wszystko rozpoczęło się w 1924 r., kiedy to założyciel firmy – Hugo Hasenclever – w piwnicy warsztatu w Lüdenscheid przygotował pierwsze narzędzia do obróbki nowego wówczas materiału, jakim był bakelit. Historia ta przybrała później decydujący obrót, gdy jego syn Rolf Hasenclever wynalazł znormalizowany system modułowy, na który złożył wniosek pa-
wością jest zmiana wizualna logotypu wydarzenia oraz odświeżenie motywu przewodniego, który zdradza dalsze innowacje. Kolory w nowym motywie graficznym nie są bowiem przypadkowe – zwiastują wydzielone barwami strefy Targów Taropak, dzięki którym każdy zwiedzający będzie mógł łatwo poruszać się po ekspozycji obejmującej aż 4 pawilony.
Na targach Taropak 2024 nie zabraknie znanych branżowych rozwiązań, ale zostaną one zaprezentowane w nowy sposób, z podziałem na sektory branży opakowaniowej; m.in. surowce i materiały opakowaniowe, ekoopakowania, maszyny i urządzenia pakujące oraz do wyrobu opakowań, opakowania dla e-commerce, etykietowanie czy magazynowanie. Spodziewać się będzie można również nowych, merytorycznych konferencji, ale też sprawdzonych projektów w świeżej odsłonie, takich jak np. Konferencja Taropak E-commerce, która stała się już stałym punktem harmonogramu wydarzeń targów.
Taropak od lat łączy branżę opakowaniową, umożliwiając prowadzenie cennych rozmów biznesowych, nawiązywanie trwałych kontaktów oraz poznawanie trendów i nowości rynkowych. Tegoroczna edycja ma wynieść te wszystkie działania na nowy poziom targowych spotkań, a także stworzyć okazję do zdobycia aktualnej wiedzy.
tentowy w 1960 r. Okazało się, że jego pomysł zrewolucjonizował rynek. Był to kamień milowy, który utorował drogę od działalności czysto rzemieślniczej do przedsiębiorstwa działającego na skalę globalną.
Od tego momentu miało miejsce wiele przełomowych wydarzeń, które raz po raz potwierdzały reputację firmy jako pioniera. Hasco wyznacza innowacyjne standardy, dzięki którym produkty i procesy stają się coraz prostsze dla projektantów, producentów narzędzi i firm zajmujących się formowaniem wtryskowym.
W jubileuszowym 2024 r. firma Hasco przedstawi obszerny raport na temat historycznego rozwoju i przepisu przedsiębiorstwa na sukces oraz podzieli się nim ze swoimi klientami na całym świecie. Mało kto pamięta, że popularne produkty – takie jak szybkozłączka czy mechanizm zapadkowy ciągnący – są opatentowanymi wynalazkami z Lüdenscheid w Niemczech.
– Mając 100 pomysłów w przeszłości i 100 pomysłów na przyszłość, utrzymamy kurs! Będąc pionierem w budowie form, naszym celem jest dalsze wyznaczanie innowacyjnych kamieni milowych dla branży przez kolejne 100 lat – stwierdza dyrektor zarządzający Hasco, Christoph Ehrlich.
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 07 WWW.PLASTECHO.COM
I ZA NAMI KOLEJNA ODSŁONA ARBURG TECHNOLOGY

W dniach 12–13 marca na zaproszenie firmy Arburg uczestniczyliśmy w organizowanych przez nią Dniach Technologii. Wydarzenie jak zwykle odbywało się w siedzibie przedsiębiorstwa w Lossburgu. Poza standardową lokalizacją było ono jednak zgoła wyjątkowe: organizatorzy świętowali jego jubileuszową, 25. edycję. Arburg Technology Days są powszechnie uznawane za największą tego typu imprezę w branży, a ich jubileusz przyciągnął do schwarzwaldzkiego miasteczka ponad 5100 gości z 41 krajów.
Skala i ranga wydarzenia uczyniły z niego doskonałą okazję do ogłoszenia zmian w działaniu Arburga, które kierownictwo firmy zaczyna wprowadzać w życie. Imprezę poprzedziła konferencja prasowa, na której wystąpili członkowie zarządu przedsiębiorstwa: współwłaściciel Michael Hehl oraz dyrektorzy zarządzający Gerhard Böhm i Guido Frohnhaus. Dowiedzieliśmy się od nich m.in., że Arburg zwraca się obecnie w kierunku internacjonalizacji. Nie oznacza to jednak odejścia od twardo przestrzeganej dotychczas zasady, by utrzymać lokalny charakter produkcji. Celem firmy jest przede wszystkim wyraźne zaznaczenie swojej obecności na amerykańskim i azjatyckim rynku. Z tego względu po raz pierwszy w historii Arburga jego nowa maszyna – AllRounder 720 E Golden Electric – będzie miała premierę nie w Niemczech, ale w Stanach Zjednoczonych, na targach NPE2024 w Orlando na Florydzie.

DAYS
Kolejnym poruszanym na konferencji tematem była oferta związana z cyfryzacją produkcji i zrównoważonym rozwojem, nad którą Arburg intensywnie pracuje. Firma z Lossburga nie trzyma się kurczowo starych sprawdzonych rozwiązań, ale szuka pola, by rozszerzać swoją działalność i uczynić ją jak najnowocześniejszą. W konsekwencji stawia obecnie na holistyczne rozwiązania dotyczące pracy maszyn w konkretnych ciągach produkcyjnych. Owocem działań w tym obszarze jest arburgSOLUTIONworld – program doradczy, w ramach którego klienci Arburga mogą uzyskać kompleksową ekspertyzę i instrukcję optymalizacji produkcji w odniesieniu do zużycia energii, rozwiązań cyfrowych czy integracji wtrysku. Można śmiało stwierdzić, że wprowadzając tę propozycję do oferty, firma udowadnia swoją otwartość na najnowsze światowe trendy.
Następnego dnia, już po właściwym rozpoczęciu wydarzenia, wraz z grupą zaproszonych dziennikarzy mieliśmy okazję obejrzeć wystawę najistotniejszych produktów w ofercie Arburga oraz zwiedzić hale produkcyjne firmy. Wśród prezentowanych maszyn najbardziej eksponowane miejsce zajmował Allrounder 420 C Golden Edition ASH – wtryskarka dobrze już znana, udoskonalona jednak obecnie za sprawą nowego napędu serwohydraulicznego, który pozwala zmniejszyć zużycie energii do nawet 50% względem poprzedniego modelu. Firma znalazła sposób, aby zapoznać swoich gości nie tylko z czysto technicznymi rozwiązaniami, ale również ze wspomnianymi nowymi propozycjami. Na wydzielonych stanowiskach zaprezentowano nam portal cyfrowy arburgXworld czy poświęcony zrównoważonemu rozwojowi program arburgGREENworld, a w osobnej sali – czołowy projekt firmy, czyli arburgSOLUTIONworld. Eksperci byli gotowi zarówno odpowiadać na pytania grupy, jak i dyskutować z gośćmi o szczegółowych aspektach konkretnych rozwiązań. Całość prezentacji była zatem zaprojektowana z myślą, by przedstawić działalność firmy od każdej jej strony, w jak najbardziej kompleksowy sposób. Dzięki temu uczestnicy Arburg Technology Days mogli opuścić wydarzenie wyposażeni w szeroki ogląd prezentowanej przez firmę oferty.
Opracowanie: Tomasz Makowski

PLAST ECHO 08 ECHA BRANŻY
DUŻO MOŻE
OSZCZĘDNA

MAŁO WYMAGA



I GOTOWA NA WSZYSTKO
ELEKTRYCZNA
KLASA DLA SIEBIE
SZYBKA
BEZBŁĘDNA


21 – 24.05.2024

Hala E, Stoisko 30
Kielce, Polska


Wejście do świata wtryskarek elektrycznych – maszyny GOLDEN ELECTRIC łączą niedoścignioną jakość hydraulicznej serii GOLDEN EDITION z efektywnością napędów elektrycznych. Uszczęśliwią odbiorców produkcji i księgowego.
www.arburg.pl



RYNEK NIE SPODZIEWA SIĘ OŻYWIENIA POPYTU DO POŁOWY KWIETNIA

W 2. połowie marca popyt był wyjątkowo słaby. Producenci polimerów byli pod silną presją sprzedaży, a większość z nich dokonywała niewielkich korekt cen. Jednak obniżki cen też nie wygenerowały znaczącego wzrostu popytu. Na razie przetwórcy nie są skłonni do zakupów, a co najwyżej znacząca, trzycyfrowa obniżka cen mogłaby wygenerować dodatkowy popyt. Wynika to z faktu, że mniejsi przetwórcy czekali na zamówienia, a więksi produkowali przy niskim wykorzystaniu mocy produkcyjnych. Popyt i ceny na elastyczne i sztywne materiały opakowaniowe znacznie spadły. Według niektórych przetwórców nie opłaca się już ich produkować. Import spoza Europy pojawił się również w przypadku opakowań elastycznych. Importowane folie polietylenowe są oferowane po cenach znacznie poniżej europejskich kosztów produkcji. W konsekwencji europejscy przetwórcy chcieliby, aby ceny polimerów spadły w kwietniu.
Czy możemy spodziewać się spadku cen polimerów w kwietniu? W przypadku monomerów olefinowych obecne trendy cenowe surowców sugerują wzrost cen o 30–60 euro. Jeśli chodzi o monomer styrenu, konsensus rynkowy zakłada mniejszy, symboliczny wzrost cen. W związku z tym oczekuje się, że producenci polimerów będą dążyć do rolowania lub mniejszego wzrostu cen w oparciu o ceny z końca marca. Jest to sprzeczne z korektami cen w dół, które miały miejsce w 3. tygodniu marca i były oczekiwane w 4. tygodniu tego miesiąca.
Kwiecień można uznać za krótszy miesiąc pod względem popytu. Obchody związane z Wielkanocą rozpoczynają się już 29 marca i w wielu krajach jest to już święto państwowe. Okres wielkanocny wiąże się również z feriami szkolnymi. W rezultacie 2. tydzień kwietnia będzie pierwszym pełnym tygodniem roboczym w tym miesiącu. Ostatni tydzień kwietnia znowu będzie krótki, ze względu na zbliżającą się majówkę.
Na razie nie wiadomo nawet, kiedy zostaną podane kwietniowe ceny monomerów kontraktowych. Opierając się na doświadczeniach z marca, najprawdopodobniej nastąpi to po Wielkanocy, w tygodniu, w którym popyt będzie przypuszczalnie najsłabszy. Wskutek słabego popytu i oporu ze strony przetwórców, producenci polimerów zapewne będą dokonywali niewielkich korekt po opublikowaniu pierwszych cen, głównie w odniesieniu do droższych produktów. Jeśli chodzi o dolną wartość przedziałów cenowych, natychmiastowe korekty cen są mniej prawdopodobne.
Ale gdzie jest dołek cenowy? W przypadku poliolefin i polistyrenów dolną wartość
przedziałów cenowych wyraźnie wyznaczają ceny importowe, natomiast w przypadku PVC najniższa cena związana jest z europejskim producentem. Ceny te były już widoczne w zeszłym tygodniu i nie ulegną znaczącej zmianie nawet w kwietniu. Na razie europejscy producenci polimerów raczej nie zejdą poniżej cen importowych. Jest zatem prawdopodobne, że pierwsza tegoroczna fala cenowa zakończy się do końca kwietnia. Ceny ustabilizują się przy słabym popycie. •
Niepewność rynku?
Wyeliminuj ją dzięki tygodniowemu raportowi cen surowców. Ceny, fakty, trendy i przewidywania skoncentrowane na obszarze Europy Środkowej:
#polipropylen #polietylen #polistyren
Wypróbuj bezpłatnie bez zobowiązań przez 4 tygodnie:
laszlo.budy@myceppi.com
+36 703 685 140
Średnie ceny polimerów w Europie Środkowej między 13. tygodniem 2023 r. a 12. tygodniem 2024 r.
LÁSZLÓ BŰDY myCEPPI 700 900 1100 1300 1500 1700 1900 2100 02.04.2023 09.04.2023 16.04.2023 23.04.2023 30.04.2023 07.05.2023 14.05.2023 21.05.2023 28.05.2023 04.06.2023 11.06.2023 18.06.2023 25.06.2023 02.07.2023 09.07.2023 16.07.2023 23.07.2023 30.07.2023 06.08.2023 13.08.2023 20.08.2023 27.08.2023 03.09.2023 10.09.2023 17.09.2023 24.09.2023 01.10.2023 08.10.2023 15.10.2023 22.10.2023 29.10.2023 05.11.2023 12.11.2023 19.11.2023 26.11.2023 03.12.2023 10.12.2023 17.12.2023 24.12.2023 31.12.2023 07.01.2024 14.01.2024 21.01.2024 28.01.2024 04.02.2024 11.02.2024 18.02.2024 25.02.2024 03.03.2024 10.03.2024 17.03.2024 24.03.2024 EUR/TON A
HDPE rozdmuch HDPE folia HDPE wtrysk HDPE rurowy (100) LDPE folia rLDPE folia (przezroczysta/półprzezroczysta) LDPE GP LLDPE C4 PPC PPH Raffia PPH wtrysk PPR rPP wtrysk GPPS HIPS EPS ABS PLAST ECHO 10 ECHA BRANŻY
I BEZPŁATNE WARSZTATY NA TARGACH PCI DAYS: DOSTĘP DO PRAKTYCZNEJ WIEDZY
W obliczu nieustannie rozwijającego się przemysłu kosmetycznego i farmaceutycznego, ciągła edukacja i samodoskonalenie stają się kluczowymi elementami sukcesu dla każdego profesjonalisty. Targi PCI Days 2024 stanowią idealną platformę do poszerzania wiedzy, odkrywania innowacji i czerpania inspiracji z doświadczeń ekspertów obu branż. W dniach 19–20 czerwca, w czasie trwania wydarzenia, odbędzie się seria bezpłatnych, wyjątkowych warsztatów i konferencji, które pomogą sprostać współczesnym wyzwaniom oraz wykorzystać nowe możliwości w branży.
Pierwszy dzień targów zainauguruje dr Piotr Nowaczyk, który poprowadzi konferencję „Nowe wyzwania w mikrobiologicznym bezpieczeństwie produktów kosmetycznych: środowisko-produkt-opakowania”. Celem konferencji będzie odpowiedź na aktualne wyzwania związane z bezpieczeństwem produktów kosmetycznych. Tematyka będzie dotyczyła aktualnych problemów związanych z zakażeniem produktów kosmetycznych w Europie, jak również zagadnień dotyczących Zielonego Ładu okiem mikrobiologa. Ważne będzie także spojrzenie na coraz poważniejszy problem biofilmu w zakładach produkcyjnych i możliwości diagnostyczne mikroorganizmów. Uczestnicy uzyskają cenne wskazówki, jak zachować wysokie standardy bezpieczeństwa i jakości produktów.
Równie istotnym aspektem jest rozwój kompetencji wewnątrz organizacji. Agnieszka Piątkowska z firmy Big Fish podczas warsztatów „Rozwój kompetencji w dziale zakupów” zilustruje, jak kluczowe umiejętności mogą przyczyniać się do sukcesu firmy oraz jak skutecznie zarządzać talentami w dynamicznym środowisku biznesowym. Sesja ta dostarczy wglądu w znaczenie kompetencji zakupowych oraz metody ich rozwijania, mając na uwadze przyszłość działu zakupów.

Trzeci warsztat tego dnia, prowadzony przez Paolę Lazzeri oraz Aminę Józefowską z firmy Veltek Associates, poświęcony będzie „Walidacji środków do dezynfekcji i sporobójczych zgodnie ze wskazówkami cGMP, normami UE I EPA oraz najnowszymi danymi naukowymi”. W trakcie tego wydarzenia towarzyszącego omówione zostaną aktualizacje norm i wytyczne cGMP, z naciskiem na znaczenie skutecznej dezynfekcji w zapewnieniu wysokiej

jakości produkcji farmaceutycznej. Warsztaty skierowane są dla pracowników firm farmaceutycznych, w szczególności z Laboratoriów Mikrobiologicznych, Działów Kontroli Jakości i Produkcji.
Drugi dzień targów również przyniesie wiele inspirujących momentów. Rozpocznie się od warsztatu pt. „Jesteś gotowy na nową erę cyberbezpieczeństwa w produkcji? Poznaj najnowsze trendy”, który rzuci światło na najnowsze trendy oraz praktyczne aspekty ochrony danych i systemów w branży. W dobie cyfryzacji, zrozumienie i wdrażanie skutecznych strategii cyberbezpieczeństwa jest niezbędne dla każdej organizacji. Warsztaty poprowadzą: Jesper Nilsson, Radiflow, Mariusz Palutkiewicz, Tekniska oraz Penio Penev, Sopharma.
Targi PCI Days 2024 to niezastąpione źródło wiedzy, które pozwoli uczestnikom zaktualizować umiejętności, ale także nawiązać wartościowe kontakty biznesowe. Podczas wydarzenia odbędą się nie tylko konferencje i warsztaty branżowe, ale także ponad 50 prelekcji w strefach wykładowych poświęconych branży farmaceutycznej i kosmetycznej. W Kosmetycznej Strefie Inspiracji eksperci będą dzielić się swoją wiedzą i doświadczeniem z zakresu prawa i legislacji, optymalizacji procesów, innowacyjnych rozwiązań, zrównoważonego rozwoju, nowych surowców i opakowań, a także najnowszych trendów rynkowych. Natomiast Farmaceutyczna Strefa Inspiracji skupi się na prezentacji innowacyjnych rozwiązań dla sektora farmaceutycznego, efektywności procesów produkcyjnych, prawie farmaceutycznym, oraz aktualnych trendach i przyszłych kierunkach rozwoju przemysłu farmaceutycznego. Zachęcamy do śledzenia na bieżąco agendy Targów PCI Days.
Podczas PCI Days 2024, ponad 250 firm z zakresu surowców, opakowań, maszyn, private label, laboratoriów i logistyki zaprezentuje swoją ofertę na stoiskach wystawienniczych. Zapraszamy do bezpłatnej rejestracji i zapoznania się z listą wystawców już dziś!
Warto wziąć udział w tym wyjątkowym wydarzeniu, które stanowi pomost między tradycją a innowacją, wiedzą teoretyczną a praktycznymi rozwiązaniami. Bądź na bieżąco z najnowszymi trendami i rozwiązaniami, które kształtują przyszłość branży kosmetycznej i farmaceutycznej dzięki Targom PCI Days.
PLAST ECHO 12 ECHA BRANŻY


BOOM NA RYNKU BIOPOLIMERÓW
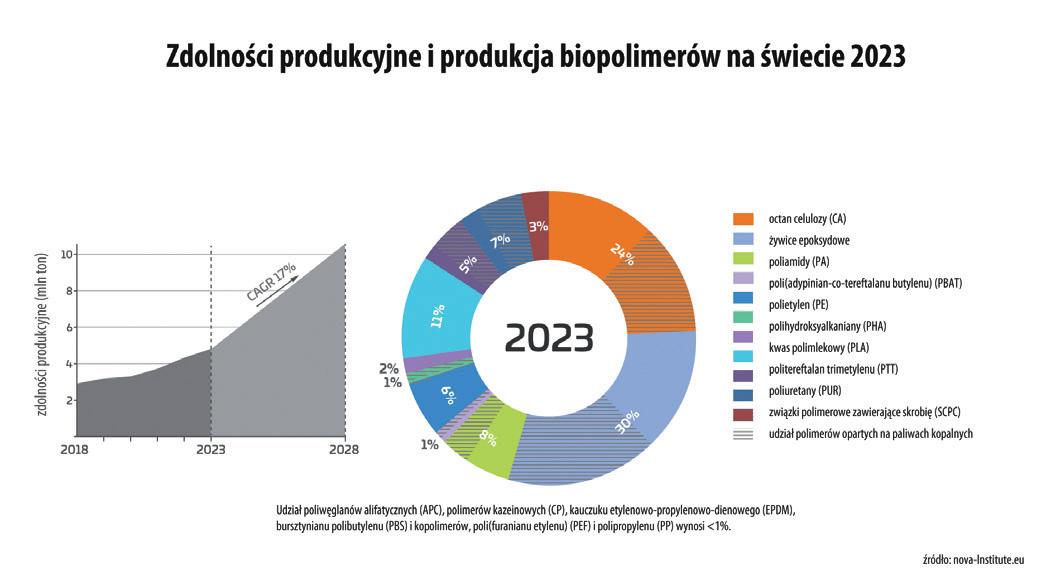
Aktualne badanie rynku przewiduje roczny wzrost o 17% dla biopolimerów w latach 2023–2028. Rozwój sektora szczególnie napędza popyt w Azji i Ameryce. Europa pozostaje w tyle
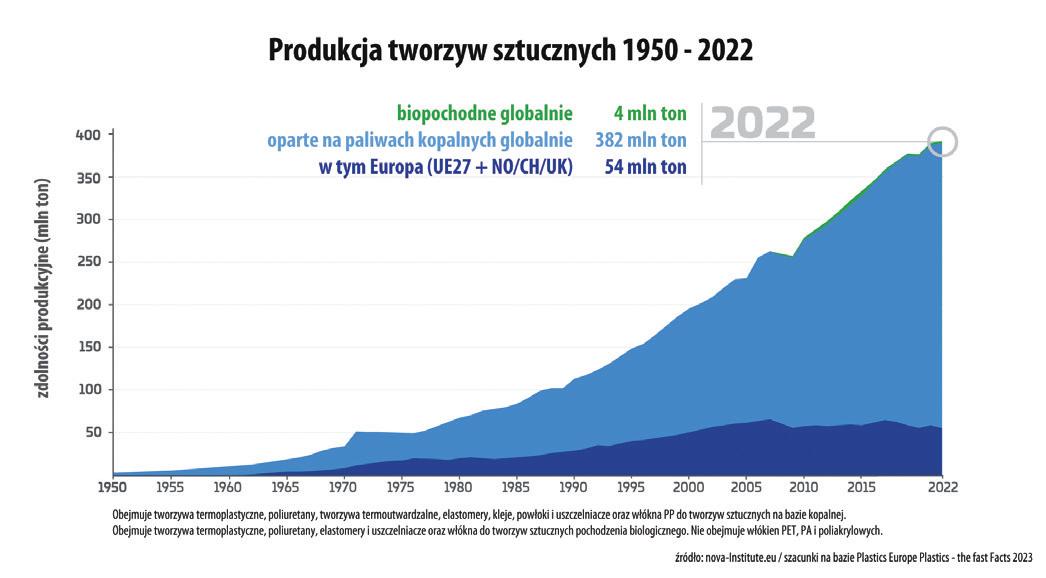
Rok 2023 był owocny dla sektora biopolimerów: moce produkcyjne polilaktydu (PLA) zostały zwiększone o prawie 50%, jednocześnie stale rosną zdolności produkcyjne poliamidu i żywic epoksydowych. Zwiększono moce produkcyjne 100-procentowego biopochodnego polietylenu (PE) oraz polietylenu (PE) i polipropylenu (PP) wytwarzanego z benzyny ciężkiej na bazie biosurowców. Perspektywy dalszej ekspansji dla polihydroksyalkanianów (PHA) są nadal na horyzoncie.
W 2023 r. całkowita wielkość produkcji biopolimerów wyniosła 4,4 mln ton, co stanowi 1% całkowitej wielkości produkcji polimerów na bazie paliw kopalnych. Skumulowany roczny wskaźnik wzrostu CAGR (ang. compound annual growth rate) polimerów biopochodnych wynosi 17% i jest znacznie wyższy niż ogólny wzrost rynku
polimerów (2–3%) – oczekuje się, że trend ten utrzyma się do 2028 r.
Nowy raport na temat rynku i trendów Bio-based Building Blocks and Polymers – Global Capacities, Production and Trends 2023–2028, napisany przez międzynarodową grupę ekspertów ds. biopolimerów z novaInstitute zawiera dane dla 17 dostępnych na rynku biopolimerów i pokazuje ich zdolności produkcyjne w 2023 r. oraz prognozę na 2028 r.
Kilka globalnych marek już teraz rozszerza swoje portfolio surowców o źródła węgla odnawialnego, CO2, recykling, a w szczególności biomasę, oprócz źródeł opartych na paliwach kopalnych, zwiększając tym samym popyt na polimery biopochodne i biodegradowalne. Jednocześnie jednak brakuje wsparcia politycznego w Europie,
która nadal promuje jedynie biopaliwa i bioenergię. Tymczasem w Azji, a także w Stanach Zjednoczonych, obowiązują przepisy wspierające, które napędzają popyt.
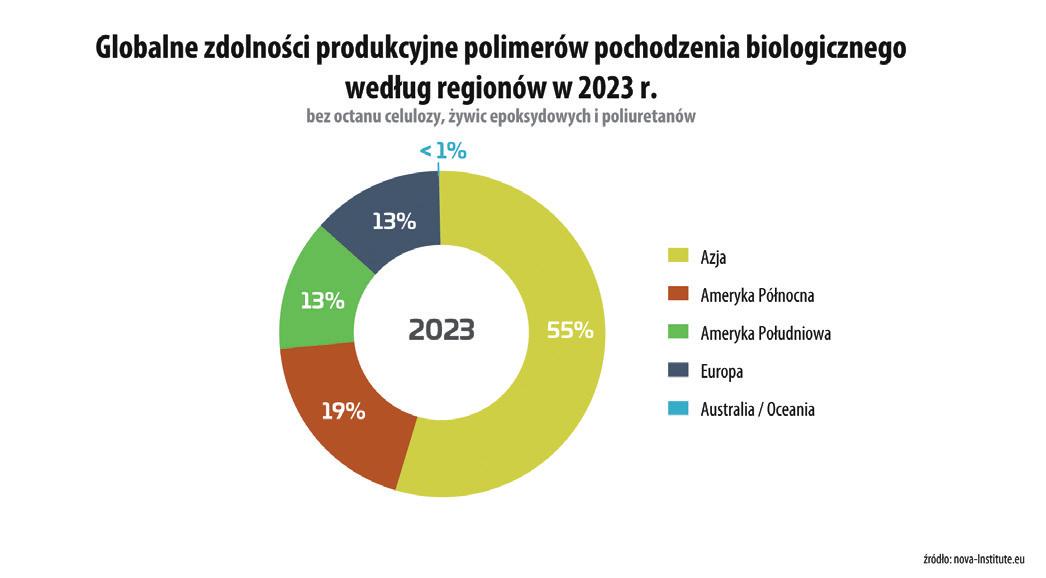
I GLOBALNE ZDOLNOŚCI PRODUKCYJNE BIOPOLIMERÓW WEDŁUG REGIONÓW
Azja, wiodący kontynent w 2023 r., ma największe zainstalowane zdolności produkcyjne biopolimerów na świecie z 55%, z największymi zdolnościami produkcyjnymi PLA i poliamidu (PA). Ameryka Północna ma 19%, z dużymi zainstalowanymi mocami produkcyjnymi dla PLA i politereftalanu trimetylenu (PTT), a Ameryka Południowa ma 13%, głównie w oparciu o PE. W stosunku do 2022 r. udział Europy w światowych mocach produkcyjnych biopolimerów spadł do 13%. Wynika to głównie ze
PLAST ECHO 14 ECHA BRANŻY
zaktualizowanych danych dotyczących PE i PP produkowanych w Europie, gdzie wiadomo, że tylko 10% całkowitego wolumenu to biopolimery, a 90% to bioprodukty przypisywane na podstawie bilansu masy. Udział Europy opiera się głównie na zainstalowanych mocach produkcyjnych dla
polimerów zawierających skrobię (SCPC) i PA. Mniej niż 1% udziału Australii/Oceanii opiera się na SCPC. Przy oczekiwanym wskaźniku wzrosu CAGR na poziomie 35% w latach 2023–2028, Azja wykazuje zdecydowanie najwyższy wzrost mocy produkcyjnych w zakresie biopolimerów w porów-
naniu z innymi regionami świata. Wzrost ten wynika głównie ze zwiększonych zdolności produkcyjnych PA, PHA i PLA. •
Źródło: nova-Institute.eu
Grafiki dostępne pod adresem: www.renewable-carbon.eu/graphics
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 15 WWW.PLASTECHO.COM
REGRANULATY ZMIENIĄ UKŁAD SIŁ NA GLOBALNYM RYNKU AGD
Produkcja sprzętu AGD czy elektroniki na bazie tworzyw z odzysku jest nieunikniona. To wymóg narzucany przez dyrektywy unijne, regulacje państwowe oraz wspierany przez standardy ESG. Udział regranulatów w nowych urządzeniach będzie coraz większy, co stopniowo doprowadza nawet największych producentów do poważnego dylematu – cena tych tworzyw już dzisiaj przewyższa cenę nowych, a ich użycie jest trudniejsze i generuje wyższe straty w materiałach.
Sprzęt AGD nie jest wyposażeniem pierwszej potrzeby. Między innymi dlatego, ze względu na trudniejszą sytuację gospodarczą, wolumeny sprzedaży spadają nawet o 50%. Producenci szukają więc rozwiązań, a sytuację jeszcze bardziej komplikuje fakt, że udział surowca w całościowym koszcie elementów tworzywa sztucznego (przetworzenia go w docelowy kształt i formę) to 50–75%. To oznacza, że producenci zmywarek, lodówek czy suszarek muszą zwiększać udział tworzywa, które jest droższe i trudniejsze w produkcji.
Paradoksalnie, do wyjścia z tej sytuacji producentów może pchnąć ekspansja regulacji, które jeszcze zwiększą wykorzystanie tworzyw z recyklingu. Bowiem na cenę tworzyw składa się nie tylko cena ich zakupu, a kluczowa jest tu unijna dyrektywa Rozszerzonej Odpowiedzialności Producentów. Zgodnie z polskim projektem tych przepisów, do 2026 r. minimalne zawartości recyklatu tworzyw sztucznych mają wynosić 30%, a w 2036 r. aż 65%.

– Jeśli producenci nie będą wykorzystywać regranulatów, będą płacić coraz wyższe, wręcz drakońskie kary. To spowoduje, że będą do tego niejako zmuszeni. I wtedy staną przed poważnym wyzwaniem. Co zrobić, gdzie amortyzować te rosnące koszty materiałów – szczególnie w dobie niższej sprzedaży, rosnących cen
energii i kosztów pracy? Rysują się tu 2 strategie: migracja produkcji za cenami energii (np. do Chin), albo odejście od niektórych certyfikatów, co pozwoli zmniejszyć wymagania co do regranulatów, a tym samym obniżyć ich cenę – mówi Marek Bądkowski, ekspert przetwórstwa tworzyw sztucznych, doradca i zarządzający firmami z tego rynku.
Dlaczego jest to zagrożenie dla status quo największych koncernów AGD i dlaczego niektóre z nich mogą nawet upaść? Dlatego, że oba te założenia opierają się albo na niepewnych prognozach, albo wyzwaniach technologicznych, które trzeba pokonać. Niemieckie koncerny od lat budują fabryki w Chinach, ponieważ są tam niskie i stabilne ceny energii. Ale jeśli rozwinie się konflikt na Pacyfiku (punkt zapalny związany z Tajwanem), to sytuacja się odwróci i Europa będzie skazana na siebie –czyli właśnie na regranulaty.
I CZY O SUKCESIE (BĄDŹ PORAŻCE) ZDECYDUJĄ „PODWYKONAWCY”?
Alternatywą jest więc druga taktyka, czyli zmniejszanie wymagań i standardów dotyczących regranulatów. Na rynku funkcjonują certyfikaty, jak np. Food Contact Compliance, który oznacza, że konkretne materiały i składające się z nich urządzenia są bezpieczne dla kontaktu z żywnością przed jej spożyciem. Podobnie sytuacja ma się w przypadku norm, jak UL749 czy całej grupy norm NSF. Odejście od nich, w przypadku urządzeń, które nie mają bezpośredniego kontaktu z żywnością (czyli np.
zmywarek) pozwala obniżyć wymagania stawiane tworzywom oraz ich cenę.
Eliminacja certyfikatów tam, gdzie nie są one konieczne, to pierwszy etap. Drugim, który będzie procesem i tym właściwym polem wyścigu zbrojeń, jest postęp technologiczny w dziedzinie produkcji z regranulatów. Chodzi tu przede wszystkim o wybór odpowiednich odpadów oraz uzyskiwanie stabilności i powtarzalności produkcji. Najwięcej zależy tu od dostawców, tzw. molderów, którzy wykonują dla koncernów konkretne elementy ich urządzeń.
Ta rywalizacja odbywa się w zaciszu departamentów R&D i laboratoriów firm, które na pierwszy rzut oka wydają się anonimowe, a ich rozpoznawalność niczym nie przypomina rozpoznawalności takich marek, jak Electrolux, Bosch czy Whirlpool. Jednak to właśnie tam powstają rozwiązania, które mogą zdecydować o nowym układzie sił na światowym rynku AGD.
W ten sposób najbardziej zaczynają liczyć się ci dostawcy, którzy tworzą odpowiednie procedury kontroli. Te procedury opierają się na kilku kluczowych czynnikach pokazujących jakość danego regranulatu: stopień degradacji oraz, orientacyjnie, cykl jego życia. Te czynniki to m.in. lepkość tworzywa sztucznego, zawartość związków lotnych czy analizy termiczne, jak TGA lub DSC. Wiedza ta pozwala odpowiednio dobierać tworzywa „odpadowe” oraz w taki sposób zarządzać procesem wtrysku, aby osiągać pożądaną dla danego produktu (czyli aplikacji) jakość oraz ge-
MAREK BĄDKOWSKI
PLAST ECHO 16 GŁOS BIZNESU
nerować jak najmniej opadów, czyli strat materiałowych.

– Wśród producentów materiałów z recyklingu stosowane są głównie
2 technologie: obróbka chemiczna oraz mechaniczna.
Pierwsza z nich na dzisiaj jest droga, druga generuje problemy w postaci niepowtarzalnej jakości – w związku z czym generuje duży odpad. Na ten moment jedynym sensownym rozwiązaniem jest smart recycling. Jak to wygląda w praktyce? Dla każdego materiału powstającego na bazie tworzyw z rynku wtórnego mamy ustaloną recepturę, która zawiera szczegółowy wykaz surowców. Wszystkie są na wejściu testowane pod kątem wypełnienia, wilgotności, zawartości metalu oraz właściwości mechanicznych. Co ważne, sprawdzamy również pochodzenie materiałów i nie łączymy ich. Materiały posiadają karty techniczne, tj. TDS i spełniają wymagane parametry techniczne w każdym locie produkcyjnym – mówi Waldemar Purc, dyrektor zarządzający Ter Plastics Polska.
I CEL: UTRZYMAĆ KONKURENCYJNOŚĆ EUROPY
Rynek regranulatów w ostatnim czasie ulega stałym przemianom. Głównym kryterium wyboru jest cena, gdyż koszt tzw. prime material w stosunku do tworzywa z „odzysku” jest obecnie niższy. Przez to sytuacja staje się mocno rozregulowana.

– Od wielu lat poruszam się na rynku głównych dostawców branży AGD i niejednokrotnie w rozmowach pada pytanie: po co używać tworzyw regranulowanych, skoro cena tworzyw oryginalnych jest niższa? A co z tym związane – koszty ewentualnych proble-

mów technologicznych przy materiałach z rynku wtórnego niosą ryzyko kosztowe po stronie dostawcy – bowiem firm, które są w stanie wyprodukować stabilne tworzywo, jest niewiele – mówi Ursula Steiner, właściciel i prezes firmy Dopak.
W toku dyskusji o regranulatach przeważnie mówi się o odpadach, czyli środkowej części obiegu zamkniętego. Jednak doświadczenie wskazuje, że duża część uwagi powinna zostać skupiona już na początkowym etapie. Ilość i rodzaj wprowadzanych surowców oraz mnogość kolorystyczna zdecydowanie nie sprzyja zamykaniu obiegu.

– Jako producent kubków oraz sztućców wielorazowych musimy dostosowywać się do klienta, jednak gdyby na poziomie europejskim pojawiło się wskazanie produkcji tylko z jednego surowca, np. polipropylenu (jest trwalszy niż polistyren, nie wpływa na smak) i ograniczenie liczby stosowanych barw (optymalnie bez użycia barwników), ułatwiłoby to proces segregacji i recykling oraz bezpośrednio wpłynęłoby na obniżenie kosztów regranulacji. Owszem, ograniczy to w pewien sposób wybór konsumentom i wolny rynek. Pamiętajmy jednak, że koniec końców podwyżki cen najbardziej odbijają się na zwykłych
ludziach, a nie na wielkich przedsiębiorstwach – mówi Dominik Zieliński, dyrektor operacyjny Zelan.
Podobny system można przyjąć w segmencie AGD. Mnogość rozwiązań z natury nie sprzyja zamykaniu obiegu. Dlatego regulacje lepiej skoncentrować na analizie poszczególnych sektorów i ujednoliceniu wykorzystywanych surowców, aby ułatwić ich zawracanie, a co za tym idzie – utrzymać konkurencyjność europejskiego rynku. Jeśli przemysł, czyli motor napędowy PKB, ma zostać w Unii, to trzeba zacząć słuchać jego potrzeb i wyzwań, a nie tylko stawiać ambitne cele. Inaczej konkurencja z innych kontynentów bardzo szybko zajmie miejsce europejskich przedsiębiorstw w łańcuchu dostaw.
– Aby pomóc europejskiemu przemysłowi, powinno uregulować się odbiór zużytego sprzętu AGD od konsumentów, by sprawnie trafiał do recyklingu. To pozwoli na odpowiednią segregację tworzyw, które będą wykorzystywane na regranulaty. To, co wpada do Unii spoza kontynentu, ma bardzo słabą jakość, jest to mieszanka wszystkiego ze wszystkim. Dlatego potrzebne są tu np. cła na tworzywa z Azji. W innym wypadku producenci tworzyw z Azji przejmą rynek europejski, a to spowoduje wzrost cen. Tak już teraz działają Chińczycy: najpierw wchodzą z cenami dumpingowymi, wykupują wszystkie odpady, zamykają u siebie rynek, by na koniec podnieść ceny – dodaje Marek Bądkowski. •
WALDEMAR PURC
URSULA STEINER
DOMINIK ZIELIŃSKI
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 17 WWW.PLASTECHO.COM
fot.: depositphotos.com/pl

EWOLUCJA RYNKU MOTOREM ZMIAN
ROZMOWA
Z KATARZYNĄ MEGER, PREZES BYDGOSKIEGO KLASTRA PRZEMYSŁOWEGO DOLINY NARZĘDZIOWEJ
Pani prezes, to kolejny już wywiad, którego udziela pani do specjalnego, poświęconego targom Innoform wydania „Plast Echo”. Zapytana poprzednim razem o przyszłość targów, odpowiedziała pani prosto – klaster nie przewiduje rewolucji, będzie natomiast starał się w dalszym ciągu odpowiadać na praktyczne potrzeby wytwórców. Czy półtora roku, które upłynęło od czasu ostatniej edycji targów, nie sprowokowało jakichś zmian w tej kwestii?
Praktycznie nic w tych założeniach się nie zmieniło. W dalszym ciągu Innoform ma być wydarzeniem skierowanym do szeroko rozumianej branży formierskiej i ma odpowiadać na jej praktyczne potrzeby. Ale oczywiście ewoluująca sytuacja rynkowa i prawna wymusza pewne zmiany nawet w organizacji i tematyce targowej. Dlatego też, mając na uwadze rosnące znaczenie kwestii środowiskowych, a także to, iż zmiany z tym związane mocno wpływać będą na działalność i rozwój branżowych firm, postanowiliśmy tegoroczną edycję Innoformu rozszerzyć o Salon Recyklingu Tworzyw.
Zagadnieniom środowiskowym poświęcona będzie również konferencja pt. „Recykling tworzyw w gąszczu regulacji. Jeszcze szczytna idea, czy już utopia?”. Niestety, mimo szczytnych założeń i po części potrzebnych zmian, ilość, jakość i tempo ich wprowadzania zagraża stabilności biznesu, a ponadto powstające przepisy i regulacje mogą doprowadzić do znaczącego wyprowadzenia produkcji z UE.
Pierwsza część konferencji dotyczyć będzie tematyki zrównoważonego rozwoju w obszarze polimerów oraz wpływu nowych regulacji krajowych i międzynarodowych na kondycję biznesu. Drugi panel poświęcony będzie zagadnieniom raportowania ESG (Environmental, Social, Governance), które w najbliższych latach będą wywierać niezwykle istotny wpływ na działalność biznesową. Uczestnikami panelu będą praktycy, przedstawiciele sektora bankowego i świata nauki, którzy omówią temat pod różnym kątem. Odpowiedzą m.in.
na pytanie, jak należy przygotować przedsiębiorstwo do wdrażania polityki zrównoważonego rozwoju i czy może to stanowić przewagę konkurencyjną.
Skupiając się na kwestiach środowiskowych, chcielibyśmy zwiększyć świadomość firm w tym obszarze, tak aby mogły się one jeszcze lepiej przygotować do tych nowych wyzwań.
Jako klaster jesteście państwo zaangażowani w promowanie branży tworzyw sztucznych wśród dzieci i młodzieży. Jak prezentuje się tegoroczna edycja targów Innoform w kontekście państwa działalności edukacyjnej?
Działalność promująca i wspierająca edukację techniczną jest jednym z naszych celów strategicznych. Bez wykwalifikowanej kadry na każdym szczeblu edukacji branża nie będzie miała możliwości działalności i rozwoju. Dlatego też podchodzimy do tego zagadnienia bardzo kompleksowo.
Nasza współpraca w zakresie edukacji prowadzona jest na każdym etapie nauczania – od spotkań z przedszkolakami po doktoraty wdrożeniowe. Są to też wizyty uczniów i studentów w klastrowych firmach, praktyki, współpraca ze szkołami branżowymi w zakresie praktycznej nauki zawodu. Dodatkowo współpracujemy również z doradcami zawodowymi. Należy podkreślić, iż współpracujemy nie tylko w zakresie obszarów technicznych, które są oczywiście najbardziej dla naszej branży pożądane, ale także w zakresie innych zagadnień –np. organizujemy dla studentów kierunku zarządzania zasobami ludzkimi spotkania w firmach, po to, aby poznali branżę narzędziowo-przetwórczą, zobaczyli z bliska, jak wygląda praca na deficytowych stanowiskach. Spotkania te połączone są z warsztatami HR.
Istotnym elementem tych działań jest również organizacja Dnia Edukacyjnego podczas targów Innoform. W tym roku także zaproponowaliśmy uczniom bezpłatny udział w targach, specjalną krótką konfe-
rencję na temat możliwości pracy i rozwoju w branży narzędziowo-przetwórczej oraz tradycyjnie już organizowane zwiedzanie hali targowej.
Poruszając kwestie dotyczące edukacji należy również wspomnieć, iż Klaster wspólnie z Miastem Bydgoszcz i Technikum Mechanicznym nr 2 pozyskał środki na uruchomienie jedynego w kraju Branżowego Centrum Umiejętności w obszarze branży przetwórstwa tworzyw polimerowych, w którym prowadzone będą liczne szkolenia, a uczniowie będą mogli kształcić się na najnowszych maszynach i urządzeniach. Obecnie trwają prace przygotowawcze do przebudowy budynku i jego wyposażenia. Następnym etapem będzie już rozpoczęcie szkoleń.
Duża część tegorocznej edycji [Innoform] będzie poświęcona kwestiom środowiskowym, stąd m.in. wydzielona strefa – Salon Recyklingu Tworzyw
Z podsumowania poprzedniej edycji targów czytelnik może się dowiedzieć, że –zgodnie z powszechną tendencją – szczególnym zainteresowaniem odwiedzających cieszą się rozwiązania sprzyjające zrównoważonemu rozwojowi, energooszczędne maszyny elektryczne i hybrydowe. Czy w związku z tym producenci podobnych rozwiązań będą szczególnie eksponowani na tegorocznych targach?
Tak jak wspominałam wcześniej, duża część tegorocznej edycji będzie poświęcona kwestiom środowiskowym, stąd m.in. wydzielona strefa – Salon Recyklingu Tworzyw – i tematyka konferencji. Jest to pierwsza edycja takiej wystawy. Zobaczymy, jakie będzie zainteresowanie ze strony uczestników i wtedy podejmiemy
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 19 WWW.PLASTECHO.COM
decyzję, czy zostanie ona na stałe wpisana w Innoform.
Dodatkowo, wystawcy prezentować będą wiele maszyn, urządzeń i rozwiązań czerpiących z założeń zrównoważonego rozwoju. Goście będą mogli się zapoznać m.in. z wytłaczarkami i wtryskarkami o optymalnej wydajności, zapewniającymi redukcję kosztów energii, oszczędność wody, redukcję emisji CO2 i zmniejszone zapotrzebowanie na chłodzenie. Przedstawiane będą nowe gatunki stali narzędziowej o wysokiej przewodności cieplnej, środki smarne, których technologia wytwarzania oraz ponownego przetwarzania ogranicza emisję CO2
Wśród ciekawych rozwiązań prezentowana będzie również automatyczna zmieniarka narzędzi, przyspieszająca czas ich zmiany, czy magnetyczny system mocowania form, mogący pracować w wyższej temperaturze – nawet do 120°C, a także ekologiczne usługi czyszczenia form. Tych rozwiązań będzie naprawdę dużo; obejmą one cały łańcuch niezbędny do powstania narzędzia czy też wytworzenia detalu. Można zatem powiedzieć, że tegoroczna edycja Innoform będzie wyjątkowo „zielona”.
Jednym z tematów poprzedniego wywiadu, jakiego nam pani udzieliła, była inter-
nacjonalizacja działalności Bydgoskiego Klastra Przemysłowego. Jak ocenia pani przebieg tego procesu? Na jakim etapie jest on obecnie?
Ten obszar w naszej działalności cały czas dynamicznie się rozwija. Od poprzedniego naszego wywiadu rozpoczęliśmy realizację kolejnego projektu dofinansowanego bezpośrednio z Brukseli, tym razem z programu Horyzont Europa, który ma na celu polepszanie współpracy między studentami a przedsiębiorcami na terenie całej UE. W ramach projektu INDUSAC opracowany zostanie nowoczesny mechanizm współpracy przemysłu i środowiska akademickiego. Co najmniej 300 międzynarodowych projektów (realnych problemów z firm) zostanie rozwiązanych i wdrożonych w celu zweryfikowania nowego mechanizmu współpracy. Te mikroprojekty prowadzone przez zespoły składające się ze studentów, naukowców oraz pracowników firm, obejmą różne działania skierowane do wielu sektorów przemysłu. Oczekuje się, że projekty te pozwolą na stworzenie pomostu między biznesem a nauką (szczegóły na www.indusac.eu).
Dodatkowo, w efekcie naszych działań, Klaster został członkiem kolejnej sieci międzynarodowej, tym razem o zasięgu światowym – ISTMA World, która zrzesza
22 organizacje branży narzędziowej. Celem ISTMA jest m.in. wzmocnienie wizerunku branży, nawiązywanie kontaktów, obrona interesu branżowych firm oraz jej promocja. Duży nacisk jest położony również na kwestie edukacji branżowej.
Cały czas przygotowujemy w ramach naszych kontaktów kolejne projekty wspierające umiędzynarodowienie naszych członków. Oczywiście realizujemy także już rozpoczęte projekty. Z ich efektami będzie się można również zapoznać podczas Cały czas przygotowujemy w ramach naszych kontaktów kolejne projekty wspierające umiędzynarodowienie naszych członków
Warto podkreślić, że w ostatnim czasie nasza rozpoznawalność na arenie międzynarodowej została wzmocniona dzięki rozwinięciu systemu zarządzania i uzyskaniu Gold Label Cluster Management Certificate. Jest to najwyższa forma certyfikatu o zasięgu ogólnoświatowym, jaka może być wdrożona w organizacjach klastrowych.
PLAST ECHO 20 INNOFORM 2024
Innoformu – podczas konferencji będą dedykowane wystąpienia, a dodatkowo na stoisku klastra będzie możliwość odbycia konsultacji z przedstawicielami konsorcjów, w których realizujemy projekty Better Factory (Horyzont 2020) oraz DiAlForm (Inicjatywa Cornet).
Dodatkowym aspektem, na który chcemy zwrócić obecnie szczególną uwagę, jest przełożenie tych kontaktów międzynarodowych na nawiązywanie współpracy biznesowej przez naszych członków. Stąd też nasz liczny udział w różnego rodzaju targach i konferencjach, a także w giełdach B2B.
W tym miejscu warto wspomnieć, iż podczas tegorocznej edycji Innoformu również odbędzie się giełda kooperacyjna organizowana przez European Enterprise Network działający przy Toruńskiej Agencji Rozwoju Regionalnego. Aby zwiększyć jej atrakcyjność, kolejny raz odbędzie się ona w formule hybrydowej – zarówno w formule spotkań on-site (2. dzień targów) jak i on-line (3. dzień). Zapraszamy oczywiście do udziału.
Na koniec nieco swobodniejsze pytanie: który punkt programu targów wydaje się pani – jako organizatorce, ale też uczestniczce – najbardziej ciekawy, obiecujący?

Bardzo trudno wybrać jeden konkretny punkt. Naszym zdaniem wszystkie są bowiem interesujące.
Targi to wystawa najnowszych technologii, maszyn i narzędzi – to podstawowa ich funkcja. W tym roku dodatkowo rozszerzona o Salon Recyklingu Tworzyw. Nie możemy zapomnieć także o Strefie Nauki, która ma miejsce już po raz kolejny, gdzie jednostki naukowe będą prezentować swoje
osiągnięcia i możliwości oferowane dla branży formierskiej. Uzupełnieniem targów jest oczywiście program towarzyszący – konferencja, giełda kooperacyjna, dzień edukacyjny. Wydaje nam się, że oferta na te 3 dni jest bardzo bogata. Myślę, że każdy znajdzie dla siebie interesujące i wartościowe punkty, i z przekonaniem wróci do nas na kolejne edycje. •
Rozmawiał: Tomasz Makowski
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 21 WWW.PLASTECHO.COM

PRZEZ
POLSKĘ NA RYNKI EUROPEJSKIE ROZMOWA Z VLADIMIREM DUNAJEWSKIM, CEO BOLE EUROPE TECHNOLOGY CO. LTD SP. Z O.O.
Jak w skrócie scharakteryzowałby pan firmę Bole?
No cóż… Od momentu, w którym pojawiliśmy się na europejskim rynku, nie zmieniliśmy profilu naszej działalności (śmiech). Firma Bole to zaawansowane technologicznie przedsiębiorstwo, które koncentruje się na badaniach, rozwoju i produkcji precyzyjnych maszyn do formowania wtryskowego tworzyw sztucznych. Wysoko rozwinięta niemiecka technologia wyprodukowana w Chinach, obejmująca projektowanie, produkcję, montaż, testowanie, sprzedaż oraz obsługę posprzedażową, zapewnia klientom kompletne, profesjonalne urządzenia wtryskowe dla przetwórstwa tworzyw sztucznych.
Ciekawym jest fakt, że siedzibą Bole Europe Technology, firmy odpowiadającej za rynek europejski, jest Polska…
Tak, firma Bole Europe Technology Co. Ltd
Sp. z o.o. została oficjalnie otwarta w 2019 r. i jest spółką ze 100-procentowym udziałem producenta maszyn wtryskowych Bole Intelligent Machinery Co. Ltd.
Co do lokalizacji, główna siedziba znajduje się w Polsce, w Mysłowicach. Dobrze rozwinięta infrastruktura drogowo-kolejowa, bliskość głównych autostrad oraz industrializacja regionu zdeterminowały wybór biura wraz z powierzchnią magazynową na Śląsku. Z kolei centralne położenie Polski na mapie Europy pozwala na dostar-
czenie wtryskarek do klientów na terenie całego kontynentu w ciągu kilku bądź kilkunastu godzin.
Firma początkowo liczyła parę osób, a obecnie zespół znacząco się powiększył. Pracownicy firmy to wielokulturowa, młoda załoga posiadająca olbrzymi potencjał. W zespole są osoby m.in. z Polski, Niemiec, Chin, Czech, Słowacji oraz partnerzy we Włoszech, Francji, Hiszpanii czy Portugalii. To multikulturowy tygiel, w którym powstają nowe pomysły i innowacyjne rozwiązania.
Z kolei poprzez utrzymywanie dużego stanu magazynowego, Bole posiada aktualnie park maszynowy liczący 50 urządzeń oraz możliwości dostarczenia produktów „od ręki”, dzięki czemu firma zyskuje bardzo dużą popularność wśród klientów. Jakość i dostępność naszych wtryskarek pozwala nam konkurować z największymi światowymi markami o ugruntowanej pozycji rynkowej.
W takim razie opowiedzmy o ofercie maszynowej, którą kierujecie do europejskich klientów.
Od kilku lat oferujemy sprawdzone rozwiązania w zakresie produkcji precyzyjnych maszyn do formowania wtryskowego. W naszym portfolio znajdują się m.in.: energooszczędne wtryskarki hydrauliczne z kolanowym układem zamykania i napędem serwohydraulicznym (seria EKS), ser-

wohydrauliczne wtryskarki dwupłytowe (seria DK), czy też wtryskarki elektryczne ze zintegrowanym układem hydraulicznym (seria FE). Oczywiście jesteśmy w stanie zaproponować również szereg indywidualnych rozwiązań dostosowanych do potrzeb klienta. Gama produktów obejmuje prawie 100 specyfikacji i 6 głównych serii. Zakres siły zwarcia wynosi od 50 ton do 6800 ton, a zakres gramatury wtrysku – od 10 gramów do 160 kilogramów.
Proszę powiedzieć, czym charakteryzują się wasze maszyny?
W przypadku wtryskarek serwohydraulicznych i elektrycznych tym, czym się z pewnością wyróżniamy, jest nasz opatentowany, centralny układ kolanowy, który pozwala na dostarczenie do formy całej siły zamykania, gdzie w przypadku zewnętrznych układów kolanowych ten wynik może być nawet o 20% niższy. Umożliwia on oszczędność od 2 do 5% materiału dla 80% form wtryskowych w porównaniu z innymi maszynami kolanowymi.
Zastosowanie centralnego układu kolanowego z płytami o niskim ugięciu, łożysk liniowych i zaworu proporcjonalnego pozwala zamykać formę z dużą precyzją i czułą detekcją oporów. Dzięki zaś centralnemu zaciskowi na płytę możliwe jest stosowanie małych form, a dzięki większym skokom otwarcia i wyrzutnika istnieje opcja pracy z dużymi formami.
Seria wtryskarek EKS cechuje się niskim zużyciem energii popartym testami wykonanymi u klientów m.in. w Polsce oraz bogatym wyposażeniem już w wersji podstawowej, którą również można spersonalizować pod wybrany profil produkcji, tj. 2K, IML, MuCell itd. Dzięki modułowej konstrukcji możemy dopasować układ zamykania do potrzeb gabarytowych wtryskiwanego detalu, co pozwala dostarczyć naszym klientom dokładnie takie rozwiązanie, jakiego oczekują.
Dzięki optymalizacji konstrukcji wtryskarki, w tym wspomnianemu przeze mnie
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 23 WWW.PLASTECHO.COM
opatentowanemu układowi kolanowemu, seria EKS może pochwalić się bardzo wysoką powtarzalnością, niezawodnością oraz dokładnością podczas produkcji. Warto dodać, iż seria EKS bazuje na podzespołach czołowych światowych producentów, takich jak Siemens, Rexroth, Balluff, ABB, Keba, Keiki czy Schneider, co zapewnia długi czas użytkowania oraz łatwą dostępność części zamiennych. Wtryskarki serii EKS standardowo dostępne są w zakresie siły zwarcia od 50 ton do 6800 ton.
Z kolei nasze wtryskarki dwupłytowe serii DK charakteryzują się wieloma zaletami, dzięki którym wybierane są przez renomowanych przetwórców tworzyw sztucznych. Wymienię tu chociażby kolumny o zminimalizowanym ryzyku pękania przy maksymalnym obciążeniu i wygięciu, łożyska liniowe o wysokiej dokładności i sztywności, czy też szybki, płynny, cichy i wydajny układ blokujący. Z kolei półnakrętki blokujące z progresywnym skokiem zębów pozwalają na równomierne obciążenie wszystkich elementów i przedłużenie ich żywotności. Tych zalet jest naprawdę wiele.
Wtryskarki serii DK świetnie spisują się tam, gdzie ilość miejsca jest kluczowym czynnikiem, ponieważ pozwalają zaoszczędzić powierzchnię produkcyjną dzięki mniejszej o 30% długości względem wtryskarek kolanowych. Maszyny z tej serii dostępne są od 520 ton siły zwarcia. Standardowo wyposażone są w serwonapędy, łożyska liniowe pod agregatem i płytą ruchomą oraz we wszystkie niezbędne złącza pozwalające na automatyzację procesu produkcji.
Oczywiście należy też wspomnieć o wtryskarkach elektrycznych, które charakteryzują się redukcją zużycia energii, a zarazem jej wydajną zamianą na pracę. Nasze wtryskarki serii FE są bardzo precyzyjne; dokładność pozycjonowania ruchów do 0,01 milimetra umożliwia znakomitą powtarzalność produkcji. Z kolei wysokie prędkości ruchów i inteligentne zarządzanie poprzez sterownik maszyny umożliwiają produkcję wymagających wyprasek.
Mały, zintegrowany w maszynie układ hydrauliczny, wykorzystywany jest dla mniej newralgicznych funkcji, takich jak ruchy agregatu wtryskowego czy wyrzutnik, pozwalając jednocześnie na bezpośrednią obsługę rdzeni formy przez maszynę. Wtryskarki elektryczne serii FE produkowane są w zakresie siły zamykania od 110 do 350 ton.
Kto korzysta z waszych urządzeń i w jakich branżach są one głównie stosowane?
Wachlarz branż wykorzystujących maszyny do wtrysku jest bardzo szeroki. Najczęściej nasze urządzenia można znaleźć w parkach maszynowych firm z branży automotive, budowlanej oraz artykułów gospodarstwa domowego. Końcowymi odbiorcami naszych produktów są najwięksi gracze na rynku, tacy jak Bosch, Whirlpool, BSH, Castorama, Kia, Hyundai, BMW. Produkcja obejmuje takie elementy jak części techniczne, precyzyjne części samochodowe czy estetyczne artykuły gospodarstwa domowego.
Przejdźmy do aktualności. Pierwszy kwartał tego roku to dla firmy Bole wzmocnienie swojej marki na rynku brytyjskim.
Zacznijmy od tego, że Bole jest obecne w Wielkiej Brytanii od 2015 r., kiedy to wtryskarki naszej firmy zostały po raz pierwszy dostarczone na tamtejszy rynek. Nasz angielski partner działał przez ostatnie lata jako agent, a od lutego Bole Machinery UK stało się częścią Bole Europe Technology. To wielki sukces i zarazem kluczowy krok w europejskiej strategii ekspansji Bole.
Rozpoczyna się sezon targowy. Gdzie w najbliższym czasie będzie można zobaczyć wasze wtryskarki?
Już w tym miesiącu zapraszamy na targi Innoform do Bydgoszczy, gdzie zaprezentujemy jedną z maszyn elektrycznych serii FE. Oczywiście będziemy również na targach Plastpol, a nasza obecność tam powoli staje się już tradycją. Klienci znajdą nas też
na największych europejskich wystawach, takich jak K, Fakuma czy MSV. Jednak jesteśmy także obecni na fachowych targach dedykowanych dla poszczególnych branż, jak np. targi Euroguss czy Kuteno.
Jakość i dostępność naszych wtryskarek pozwala nam konkurować z największymi światowymi markami o ugruntowanej pozycji rynkowej
Wspomniał pan o targach Innoform w Bydgoszczy. Po raz pierwszy będziecie obecni na tej wystawie?
Cóż, kiedy mówimy o polskiej Dolinie Narzędziowej, mamy na myśli województwo kujawsko-pomorskie i oczywiście Bydgoszcz. Działa tu około 1000 firm z tej branży, stąd nazwa regionu.
Targi Innoform to bardzo specjalistyczne targi, jedyne w Polsce, które są bezpośrednio adresowane do branży formierskiej. Mimo dosyć wąskiego zakresu, stały się one jednak istotnym wydarzeniem na mapie targowej. Zresztą ten zakres zdaje się poszerzać, czego przykładem jest Salon Recyklingu, który będzie miał swoją premierę w tym roku. Dlatego też uznaliśmy, że jako producent wtryskarek powinniśmy zaakcentować swoją obecność na tym wydarzeniu.
Oczywiście nie pokażemy tu całej oferty naszych maszyn. Z pewnością jednak zwiedzający będą mogli zapoznać się z naszą serią wtryskarek elektrycznych FE, o których wspomniałem już wcześniej. Dodatkowo, we współpracy z naszym partnerem, który zajmuje się kompleksowym doradztwem w zakresie finansowania firm – ze szczególnym uwzględnieniem funduszy unijnych – zaprezentujemy również możliwości finansowania zakupu naszych wtryskarek. •
PLAST ECHO 24 INNOFORM 2024
PLAN TARGÓW INNOFORM 2024











3M USA 81, 84 ALDEBRAND Sp. z o.o. Polska 75 ALTERO RECYCLING MACHINERY S.L. Hiszpania 25 AMBERSIL/CRC INDUSTRIES EUROPE Belgia 90a AMF - ANDREAS MAIER GmbH & Co. KG Niemcy 70 AMS INTERNATIONAL Sp. z o.o. Polska 82 ANDRYCHOWSKA FABRYKA MASZYN DEFUM S.A. Polska 35 ARMAKOM Polska 41 BAER Niemcy 45 BAHCO Szwecja 81 BESSEY TOOL GmbH & Co. KG Niemcy 70, 81 BOLE EUROPE TECHNOLOGY Co., LTD. Sp. z o.o. Polska 34 BOSCH Węgry 84 BRAUER LIMITED Wlk. Brytania 70 BULL VISE Polska 45 BYDGOSKI KLASTER PRZEMYSŁOWY DOLINA NARZĘDZIOWA Polska 84 CAM TECHNOLOGY Sp. z o.o. Polska 37 CAMDIVISION Sp. z o.o. Polska 84 CEMAS ELETTRA S.r.l. Włochy 89 CNC SHOP Polska 45 CRC INDUSTRIES UK LTD Wlk. Brytania 90a DIJET INDUSTRIAL CO., LTD Japonia 76 DK DAWID SZCZEPANIAK Polska 51 DOPAK Sp. z o.o. Polska 25 DTM SYSTEM Polska 40 EDM TOOLS GROUP Sp. z o.o. Polska 84 ELPARTNERS Sp. z o.o. Polska 34 PLAST ECHO 26 INNOFORM 2024
ENGRAM M. KŁOSOWICZ, M. PIWOWARCZYK Sp.j. Polska 80 ESSITY POLAND Sp. z o.o. Polska 73 EUROVITI S.r.l. Włochy 89 FANAR Polska 45 FANUC POLSKA Polska 85 FAURECIA Niemcy 84 FIRMA SKOWROŃSKI Sp. J. Polska 18 FORUM NARZĘDZIOWE OBERON Polska 69 F-PLAST Robert Filarski Polska 92 FRATELLI VIRGINIO S.r.l. Włochy 89 FRIGEL S.p.A. Włochy 89 GG TECH POLSKA Sp. z o.o. Sp. k. Polska 84 GMO NORAM Sp. z o.o. Polska 44 GRAFORM Sp. z o.o. Polska 84 GROB POLSKA Sp. z o.o. Polska 38 HANPLAST Sp. z o.o. Polska 84 HARTOWNIA Sp. z o.o. Polska 84 HASCO POLSKA Sp. z o.o. Polska 84 HPMT Malezja 45 HYU ROBOTICS Sp. z o.o. Polska 75 IKEA Szwecja 84 IMAO CORPORATION Japonia 70 INAUTOM POLAND Sp. z o.o. Polska 86 INDUSTEEL Francja 69 IXCAMERAS Wlk. Brytania 15 KANITECH MICHAŁ KRÓLIK Polska 89 KAPLAST Sp. z o.o. Polska 84 KENDU Hiszpania 81 KIK COMPOUNDS S.r.l. Rumunia 71 KNARR VERTRIEBS GmbH Niemcy 93 KNIPEX Niemcy 81 KONEK PSN Sp. z o.o. Polska 78 KOPAL - CAROSSINO S.A.S. Francja 70 LES HIGIENA Sp. z o.o. Polska 73 LIFOCOLOR FARBPLAST Sp. z o.o. Polska 84 LP NARZĘDZIA Polska 81 LUBRINNOVA S.r.l. Włochy 33 M.A.S. Sp. z o.o. Polska 14 MAGUIRE PRODUCTS Ltd. USA/Wlk. Brytania 89 MAPAL NARZĘDZIA PRECYZYJNE Sp. z o.o. Polska 96 MAQ AB Szwecja 81 M-A-S MASCHINEN -und ANLAGENBAU SCHULZ GmbH Austria 21 MCONVEY Chiny 86 MEGA MOLD Polska 100 MERSEN Francja 69 MEUSBURGER GEORG GmbH & Co. KG Austria 79 MILAR Sp. z o.o. Polska 90a MILIMEX TRADING TOMASZ MILDNER Polska 71 MITUTOYO Japonia 81 ML Sp. z o.o. Polska 16 MOULDING EXPO Niemcy 119 NAKANISHI Japonia 69 NEGRI BOSSI S.p.A. Włochy 89 NEW TECHNOLOGY Sp. z o.o. Polska 55 NINE9 Chiny 81 OBERON ROBERT DYRDA Polska 69 OBRÓBKA METALU KWARTALNIK Polska 120 OSG POLAND Sp. z o.o. Polska 37 PAWFORM Sp. z o.o. Polska 42 PFERD Niemcy 45, 81 PGNiG TECHNOLOGIE SA Polska 49 PHILIPS Polska 84 PLASMAC S.r.l. Włochy 89 PLASTECH / PLAST ECHO Polska 95 POLITECHNIKA BYDGOSKA Polska 103 POMORSKA SPECJALNA STREFA EKONOMICZNA Polska 57 PRECIZ Czechy 69 PROPLASTICA Sp. z o.o. Polska 97 PW TOMA Polska 84 Q8 OILS Belgia 33 RAIS - TOOLS Sp. z o.o. Polska 70 RAPID Indie 45 REKO PRIME Polska 19 ROTH WERKZEUGBAU GmbH Niemcy 25 ROVALMA Hiszpania 69 RT - PLAST Sp. z o.o. Polska 86 RZEMIEŚLNICZA WYTWÓRNIA CHEMICZNA ALCHEMIK Polska 58 SANDVIK Szwecja 45 SCORPIO TOMASZ CIESIELSKI Polska 74 SECMA INNOWACJE MAREK BORCZ Polska 76 SECO Szwecja 81 SHIBA Korea 45 SHIMADZU Japonia 15 SHIM-POL A.M. BORZYMOWSKI Polska 15 SIEĆ BADAWCZA ŁUKASIEWICZ - INSTYTUT CIĘŻKIEJ SYNTEZY ORGANICZNEJ BLACHOWNIA Polska 105 SIEĆ BADAWCZA ŁUKASIEWICZ - INSTYTUT INŻYNIERII MATERIAŁÓW POLIMEROWYCH i BARWNIKÓW Polska 106 SIMTEK PRӒZISIONSWERKZEUGE GmbH Niemcy 81 SINKOPLEX Polska 43 SIROPOL Sp. z o.o. Polska 84 SKILLS-ARENA Sp. z o.o. Polska 50 SLOKY Tajwan 81 SSAB Szwecja 69 ST BLOWMOULDING SA Szwajcaria 89 STAHLWILLE-POLSKA Sp. z o.o. Polska 64 STAUBLI ŁÓDŹ Sp. z o.o. Polska 83 STEELPLUS - MOLDES TÉCNICOS Lda. Portugalia 122 STO PL Sp. z o.o. Polska 121 STREAMSOFT Polska 77 SUMARIS SUCHECKI SP.J. Polska 87 SWITEK Chiny 86 SYNCRO S.r.l. Włochy 89 SYNTACO Sp. z o.o. Polska 33 SYSTEM 3R Szwecja 69 TEBIS AG Niemcy 82 TECHNOLOGY APPLIED Sp. z o.o. Polska 90 TEDERIC Chiny 86 THULE Szwecja 84 TOOL FACTORY CUTTING TOOL SOLUTIONS GmbH Niemcy 81 TOSHIBA CARRIER Japonia 84 TRIA S.r.l. Włochy 89 UNIWERSYTET KAZIMIERZA WIELKIEGO Polska 108 UNIWERSYTET MIKOŁAJA KOPERNIKA Polska 104 URZĄD MARSZAŁKOWSKI WOJEWÓDZTWA KUJAWSKO-POMORSKIEGO Polska 11 VALEO Polska 84 VISMEC S.r.l. Włochy 89 WERA WERKZEUGE GmbH Niemcy 81 WW EKOCHEM Polska 39 XEBEC Japonia 76 YG-1 Korea 45, 81 YUSHIN PRECISION EQUIPMENT Co. Ltd. Japonia 89 ZPS-FN Czechy 45 Salon Recyklingu Tworzyw Sztucznych - numery stoisk oznaczone kolorem zielonym MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 27 WWW.PLASTECHO.COM
PROGRAM TOWARZYSZĄCY TARGÓW INNOFORM
I I DZIEŃ – 16 KWIETNIA 2024 R. (WTOREK)
I KONFERENCJA: RECYKLING TWORZYW W GĄSZCZU REGULACJI. JESZCZE SZCZYTNA IDEA, CZY JUŻ UTOPIA?
strefa konferencji i spotkań
Udział w konferencji w ramach biletu wstępu. Wymagana rejestracja przed targami na www.innoform.pl lub w trakcie wydarzenia, na miejscu, w Punkcie Rejestracji Gości.
Organizator:


10:00 – 10:10 Otwarcie i rozpoczęcie konferencji
• Zbigniew Ostrowski – wicemarszałek województwa kujawsko-pomorskiego
• Rafał Bruski – prezydent Bydgoszczy (tbc)
• Katarzyna Meger – prezes zarządu, Bydgoski Klaster Przemysłowy Dolina Narzędziowa
• Grażyna Grabowska – prezes zarządu, Targi w Krakowie sp. z o.o.
10:10 – 11:20 Panel dyskusyjny I
Przyszłość branży tworzyw polimerowych w kontekście wyzwań środowiskowych
moderator: Jacek Leszczyński – CMO Bole Europe Technology Co. Ltd sp. z o.o.
• Maciej Mazurkiewicz – prezes zarządu, Siropol sp. z o.o.; członek zarządu, Bydgoski Klaster Przemysłowy Dolina Narzędziowa
• Krzysztof Nowosielski – prokurent, ML Polyolefins sp. z o.o.
• Piotr Falkowski – dyrektor biura, Polskie Stowarzyszenie Producentów Rur i Kształtek z Tworzyw Sztucznych
• Estera Jamrozek – Area Sales Manager, M-A-S Maschinenund Anlagenbau Schulz GmbH
• dr Piotr Wanicki – ekspert ds. B+R, Elpartners sp. z o.o.
11:20 – 11:30 Przerwa/Blok reklamowy
11:30 – 12:40 Panel dyskusyjny II
Wyzwania ESG – raportowanie zagadnień zrównoważonego rozwoju i jego wpływ na konkurencyjność branży moderator: Maciej Wilkowski – Polskie Radio PiK
• Zbigniew Ostrowski – wicemarszałek województwa kujawsko-pomorskiego
• Jacek Zieliński – prezes zarządu. Nicrometal S.A.
• prof. dr hab. inż. Alina Matuszak-Flejszman – Uniwersytet Ekonomiczny w Poznaniu
• Grzegorz Guzik – menadżer zespołu Centrum Bankowości Korporacyjnej, ING Bank Śląski S.A.
• Monika Michalska – Senior ESG Konsultant, Ayming Polska sp. z o.o.
12:40 – 12:45 Przerwa/Blok reklamowy
I BLOK PREZENTACJI: NOWOCZESNE ROZWIĄZANIA DLA NARZĘDZIOWNI
12:45 – 14:15
• Innowacyjne techniki obrazowania do kontroli jakości tworzyw sztucznych i kompozytów oraz zastosowań badawczo-rozwojowych, Shim-Pol A.M. Borzymowski
• Innowacyjne rozwiązania w technologii systemów gorącokanałowych dla form wielogniazdowych, Konek PSN sp. z o.o.
• Mapal – Kompletny Partner Technologiczny, Mapal Narzędzia Precyzyjne sp. z o.o.
• Hasco – Pionier budowy form od 100 lat, Hasco Polska sp. z o.o.
• Projekt OpenGrain w praktyce – wykonywanie faktur i oznaczeń na powierzchniach formujących, Sumaris Group
• Moldex3D – przykłady zastosowania symulacji wtrysku w projektach przetwórstwa tworzyw sztucznych, Pawform sp. z o.o.
14:15 – 15:15 Better Factory Info Session: Innovation unleashed. Discoveries from Better Factory’s agile production and personalisation of products initiatives (H2020) + konsultacje na stoisku 84
15:15 – 16:15 Cornet Info Day – spotkanie Komitetu użytkowników
16:15 –16:30 Podsumowanie i zakończenie
I II DZIEŃ – 17 KWIETNIA 2024 R. (ŚRODA)
I PREZENTACJE FIRM
Organizatorzy:

11:00 – 11:20 Direct-Flo™ z Heat-Inject. Optymalizacja procesu i jakości wypraski z dynamiczną punktową kontrolą temperatury formy – Zdzisław Mrozowicz, Incoe International Europe
11:20 – 11:40 Moldex3D – proces wykonywania symulacji wtrysku – Zbigniew Kurczoba, Pawform sp. z o.o.
PLAST ECHO 28 INNOFORM 2024
11:40 – 12:00 Niskoemisyjne ciecze do obróbki metali – Simone Bianchi, Lubrinnova S.r.l.
12:00 – 12:20 Meusburger Portal and an overview of its functionalities – Jakub Psiuk, Meusburger Georg GmbH & Co KG
12:20 – 12:40 Redukcja strat produkcyjnych na podstawie case study – Krzysztof Bartosiewicz, Les Higiena – Tork, marka Essity
I GIEŁDA KOOPERACYJNA
10:00 – 15:00 strefa konferencji i spotkań
Organizatorzy:



Giełda kooperacyjna to świetna okazja do nawiązania relacji biznesowych z nowymi partnerami z branży, ale i znalezienia klientów dla oferowanych produktów lub usług. Przedsiębiorcy mogą porozmawiać o możliwościach współpracy, wymieniać doświadczenia i dyskutować o najnowszych rozwiązaniach. Dostęp do reprezentantów sektora narzędziowo-przetwórczego z całego świata nigdy nie był tak prosty!
Zasady uczestnictwa w Giełdzie Kooperacyjnej:
1. Rejestracja na stronie internetowej Giełdy Kooperacyjnej INNOFORM 2024, określenie profilu swojej działalności oraz rodzaju współpracy, którą firma chce nawiązać
2. Dane zarejestrowanych firm na bieżąco umieszczane są na stronie giełdy, co ułatwia przegląd zarejestrowanych podmiotów
3. Z katalogu zarejestrowanych podmiotów można dokonać wyboru partnerów, do spotkania podczas giełdy
4. Przed Giełdą Kooperacyjną uczestnicy otrzymują mailowo indywidualny harmonogram spotkań B2B wraz z informacją dot. rozmówcy, godziną spotkania oraz numerem stolika
5. 17 kwietnia br., przy ponumerowanych stolikach, odbywają się serie uprzednio zaaranżowanych 25-minutowych spotkań pomiędzy dobranymi w pary firmami
6. 18–19 kwietnia spotkania odbywają się zgodnie z harmonogramem na platformie Giełdy w formacie online
7. Językiem obowiązującym na spotkaniach z partnerami zagranicznymi jest język angielski.
Udział w Giełdzie Kooperacyjnej B2B jest bezpłatny. Liczba miejsc ograniczona. Rejestracja na spotkania B2B jest obowiązkowa. W celu zapisania się na Giełdę Kooperacyjną, należy do 18 kwietnia 2024 r. zarejestrować firmę na stronie internetowej Giełdy: https://innoform2024.b2match.io/
Kontakt w sprawie udziału: Ośrodek Enterprise Europe Network przy Toruńskiej Agencji Rozwoju Regionalnego S.A.
Michał Gotowt, tel.: +48 690 950 018, michal.gotowt@tarr.org.pl Karolina Gzubicka, tel.: 56 699 54 81, karolina.gzubicka@tarr. org.pl
I BETTER FACTORY B2B MEETINGS (H2020) konsultacje na stoisku nr 84
Organizator:

10:00 – 13:30 Spotkania indywidualne przedsiębiorstw zainteresowanych projektem.
I III DZIEŃ – 18 KWIETNIA 2024 R. (CZWARTEK)
I DZIEŃ EDUKACYJNY strefa konferencji i spotkań
Organizator:
10:00 – 11:00 Rozwój kompetencji w branży narzędziowo-przetwórczej
• Tadeusz Konek – członek zarządu, Bydgoski Klaster Przemysłowy Dolina Narzędziowa
• Agnieszka Sztym – Senior Branch Manager, Randstad Polska sp. z o.o.
10:30 – 14:00 Zorganizowane zwiedzanie hali targowej dla uczniów
Zasady uczestnictwa: Dzień adresowany do młodzieży ze szkół ponadpodstawowych. Tego dnia zaplanowane jest dla uczniów zorganizowane zwiedzanie targów pod okiem mentorów. Wstęp dla zorganizowanych grup młodzieży wraz z opiekunem będzie bezpłatny, pod warunkiem wcześniejszej rejestracji i przesłania listy uczniów na adres: bkp@klaster.bydgoszcz.pl do 9 kwietnia 2024 r.
Kontakt w kwestiach organizacyjnych: Michał Siudziński, tel.: 52 515 30 73, e-mail: bkp@klaster.bydgoszcz.pl
I GIEŁDA KOOPERACYJNA online
Organizatorzy:
10:00 – 15:00 Kontynuacja Giełdy Kooperacyjnej w formule online
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 29 WWW.PLASTECHO.COM
I STÄUBLI
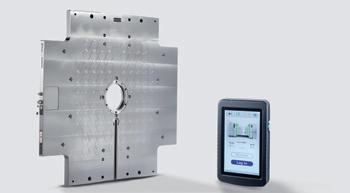
QMC 123 to magnetyczny system mocowania form firmy Stäubli. Od swojego poprzednika różni się nowatorską konstrukcją, która zwiększyła wytrzymałość oraz funkcjonalność systemu. W stosunku do poprzednika został odchudzony o 6 milimetrów i może pracować w wyższej temperaturze, nawet do 120°C. Dzięki zastosowaniu nowego konceptu wykonania systemu oraz wysokiej jakości stali węglowej system uzyskał certyfikat IP65. Zmiany te spowodowały, że QMC 123 jest przystosowany do pracy w trudnych warunkach przemysłowych.
System funkcjonuje w oparciu o czujniki rozmieszczone wewnątrz kubków magnetycznych, które w czasie rzeczywistym monitorują możliwość wystąpienia ruchu formy. Cechą wyróżniającą QMC 123 jest opcja dostosowania go do praktycznie każdego typu maszyn wtryskowych.
I BOLE EUROPE TECHNOLOGY

Wtryskarki elektryczne serii FE charakteryzują się wydajną zamianą energii na pracę, redukcją zużycia energii i zmniejszonym zapotrzebowaniem na chłodzenie. Dokładność pozycjonowania ruchów do 0,01 milimetra pozwala na doskonałą powtarzalność produkcji, a wysokie prędkości ruchów i inteligentne zarządzanie poprzez sterownik maszyny umożliwiają wytwarzanie wymagających detali.
Opatentowany centralny układ kolanowy Bole, napędzany serwosilnikiem przez zamkniętą śrubę pociągową, wywiera równomierny nacisk na płytę – zwłaszcza w jej centralnej części – redukując odkształcenia. Pozwala ponadto na oszczędność do 5% surowca dla 80% form wtryskowych w porównaniu z innymi maszynami kolanowymi. Brak kontaktu kolumn z płytą ruchomą i brak środków smarnych zapewniają czystą produkcję.
I TECHNOLOGY APPLIED SP. Z O.O.

Technology Applied to zaawansowana przemysłowa drukarnia 3D, wyspecjalizowana w produkcji kontraktowej części precyzyjnie dostosowanych do potrzeb klienta. Kompetencje firmy obejmują szeroką gamę technologii: SLS, MJF, DLP, SLA i FDM. Jako jedyne przedsiębiorstwo w tej części Europy posiada profesjonalny system do wytrawiania detali, dzięki czemu może dostarczać produkty najwyższej jakości. VFS (VaporFuse Surfacing) to zaawansowana technologia, która poprawia estetykę, zapewnia gładkie wykończenie i wpływa na właściwości mechaniczne – poprzez zamknięcie zewnętrznej porowatości części, gwarantuje jej szczelność na ciecze i gazy. Technologia VFS nie pozostawia żadnych toksyn, co pozwala podtrzymać certyfikaty materiałowe dotyczące m.in. kontaktu z żywnością, kontaktu ze skórą, biokompatybilności, niepalności.
25
I DOPAK SP. Z O.O.

Firma Dopak została wyłącznym przedstawicielem producenta Altero Recycling Machinery na rynku polskim w zakresie dystrybucji maszyn, a także usług serwisowych i sprzedaży części zamiennych. Altero Recycling Machinery specjalizuje się w projektowaniu i produkcji kompletnych linii do regranulacji odpadów z tworzyw sztucznych, zarówno poprodukcyjnych, jak i pokonsumenckich. Linie do regranulacji przystosowane są do przetwarzania większości tworzyw termoplastycznych (PP, PE, PS, ABS, PET, PVC, PC). Zaprojektowano je w taki sposób, aby uzyskać maksymalny stosunek wydajności do zużycia energii.
Rozwiązania są znane z wysokiej jakości i niezawodności oraz uwzględniają potrzebę minimalizowania zużycia energii elektrycznej i wpływu na środowisko. Jednocześnie dzięki zastosowaniu najnowocześniejszej technologii maszyny Altero umożliwiają pełną kontrolę parametrów, w celu utrzymania stabilnego i wydajnego procesu.
83
STOISKO
STOISKO 90
STOISKO
34
STOISKO
PLAST ECHO 30 INNOFORM 2024
I PAWFORM SP. Z O.O.

Pawform Sp. z o.o., jako główny partner producenta oprogramowania Moldex3D (unikalnego oprogramowania do symulacji wtrysku), jest nie tylko jego dystrybutorem, ale również przeprowadza komercyjne symulacje wtrysku w obszarze optymalizacji wyrobów z tworzyw sztucznych i form wtryskowych. Wykorzystując Moldex3D w procesie projektowania procesu produkcji formy wtryskowej, klient zyskuje optymalizację jej budowy pod kątem czasu, jakości narzędzia oraz produkcji wyrobu w jak najbardziej opłacalny sposób. Pawform Sp. z o.o. oferuje:
• możliwość zakupu oprogramowania Moldex3D w atrakcyjnej cenie wraz z opcją atrakcyjnego finansowania inwestycji
• wsparcie użytkowników na każdym etapie wykorzystania go w praktyce
• szkolenia w zakresie symulacji wtrysku na bazie własnych projektów.
I PROPLASTICA SP. Z O.O.

Nowe możliwości produkcyjne Proplastica
Wychodząc naprzeciw oczekiwaniom klientów, firma Proplastica wprowadza nowe możliwości obróbki specjalnej CNC. W tym roku poszerzyła możliwości produkcyjne o obróbkę 5-osiową. W celu poprawy wydajności wprowadzono system paletyzacji dla płyt standardowych.
W asortymencie firmy znaleźć można:
• komponenty do form: wypychacze, słupy i tuleje prowadzące, płytki samosmarujące, zamki, zatrzaski, liczniki, złącza, końcówki, akcesoria do chłodzenia, datowniki i znakowniki, płyty izolacyjne, sprężyny ISO oraz płyty do korpusów
• komponenty do tłoczników: różnego rodzaju słupy i tuleje prowadzące, zaczepy mocujące oraz oprawy tłocznikowe
• wykonania specjalne na podstawie dokumentacji klienta.
I MILIMEX TRADING

Twarde Bio-Tworzywo B100 biodegradowalne jako alternatywa np. do ABS lub PP
Milimex Trading oferuje nowe Bio-Tworzywo firmy KIK Compounds Srl, której produkty dystrybuuje w Polsce. Tworzywo B100 to mieszanka polimerów na bazie paliw kopalnych z tłuszczami i wypełniaczami ze źródeł odnawialnych, które mogą ulegać biodegradacji pod wpływem mikroorganizmów i odpowiadających im enzymów w warunkach przemysłowej kompostowni. Ma dobre właściwości mechaniczne i może być przetwarzane na różnych typach maszyn. Wykończenie powierzchni: błyszczące; oferowane są kolory kryte. Zawartość źródeł odnawialnych: 70–80%.
Aby uzyskać więcej informacji, skontaktuj się z firmą Milimex.
90a
I MILAR SP. Z O.O. | AMBERSIL/ CRC INDUSTRIES EUROPE

Produkty Ambersil dla branży spożywczej w ofercie Milar
Oferta dla branży spożywczej Ambersil obejmuje środki czyszczące, rozdzielające i smarujące dla producentów: opakowań do żywności, napojów, lekarstw, kosmetyków; zabawek; akcesoriów AGD; innych detali z tworzyw sztucznych, które będą miały kontakt z żywnością. Przykłady:
• Silicone Release FG – środek antyadhezyjny ogólnego przeznaczenia, NSF M1 i H1
• Non-Silicone Release FG – bezsilikonowy środek antyadhezyjny ogólnego przeznaczenia, NSF M1 i H1
• Solvent cleaner FG – środek czyszcząco-odtłuszczający o delikatnym zapachu, NSF K1
• Clear Mould Protective – bezbarwny inhibitor korozji, stosowany jako powłoka ochronna form wtryskowych, NSF H2
• Blue Mould Protective – dobrze widoczny, niebieski, woskowy inhibitor korozji do form wtryskowych, NSF H2
STOISKO 42 STOISKO 71
STOISKO
97 STOISKO
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 31 WWW.PLASTECHO.COM
I AFM DEFUM S.A.

Andrychowska Fabryka Maszyn DEFUM S.A., od prawie 80 lat jako polski producent maszyn CNC do obróbki metali, oferuje nowe, unikatowe centrum pionowe R280 „Bąk”. Maszyna jest małogabarytową, wysokoprecyzyjną obrabiarką sterowaną numerycznie wyposażoną w układ sterowania ciągłego typu Fanuc, Sinumerik lub Mitsubishi. Centrum to może być zastosowane zarówno do prac w warunkach produkcji jednostkowej, jak i seryjnej.
Precyzja procesu obróbki na centrum obróbkowym R280 zapewniona jest dzięki zastosowaniu w układzie wrzeciona łożysk o wysokiej klasie dokładności, bezluzowych przekładni śrubowo-tocznych dla przesuwów w osiach X, Y i Z ułożyskowanych na łożyskach o wysokiej sztywności osiowej. Maszyna posiada 2 magazyny 8-pozycyjne na oprawki BT40 lub SK40. AFM DEFUM S.A. serdecznie zaprasza do odwiedzenia firmowego stoiska.
I HASCO HASENCLEVER
GMBH + CO KG

Z2610/… – Z2670/… – Substancje pomocnicze
W pełni syntetyczne substancje Premium nie tylko dobrze działają, ale również wyróżniają się, jeśli chodzi o ich zgodność z wymogami ochrony środowiska. Prawie wszystkie wyroby posiadają certyfikat NSF dla segmentu produktów spożywczych. Są całkowicie bezpieczne w obsłudze. Można je także stosować oszczędnie, ze względu na ich wysoki poziom skuteczności.
I HANPLAST SP. Z O.O.
Hanplast jest dynamicznym i prężnie funkcjonującym przedsiębiorstwem, oferującym produkt w formie usługi koncepcyjno-technologicznej w zakresie konstrukcji detali, konstrukcji i produkcji form wtryskowych, produkcji wyrobów z tworzyw sztucznych metodą wtrysku oraz produkcji modułów i rozwiązań fotowoltaicznych.
Firma posiada 30-letnie doświadczenie, 56 maszyn wtryskowych o sile zwarcia od 60 do 2000 ton oraz wysoko wykwalifikowaną kadrę ok. 600 pracowników. Rocznie przerabia 27 tys. ton tworzyw sztucznych. Wśród dostępnych technologii znajdują się: wtrysk konwencjonalny, wielokomponentowy, wtrysk z gazem lub parą, lakierowanie i wykańczanie powierzchni oraz montaż. Standard usługi Hanplast potwierdzają uzyskane certyfikaty na zgodność z ISO 9001, ISO 14001, ISO 28000, ISO 45001 oraz ISO 50001.
I MAS AUSTRIA

Wykorzystaj potencjał wytłaczarki dwuślimakowej MAS: optymalna wydajność, redukcja kosztów energii, oszczędność wody i redukcja emisji CO2. Stożkowa współbieżna konstrukcja zapewnia zmniejszenie zużycia energii przy jednoczesnej maksymalizacji wydajności. Dzięki segmentowemu rozwiązaniu ślimaków oraz zaawansowanym systemom filtracji zapewnia znakomitą homogenizację oraz najwyższą jakość granulatu z recyklingu. Poznaj innowacyjny system wytłaczania MAS do precyzyjnego przetwarzania różnych frakcji tworzyw sztucznych. Dołącz do rewolucji upcyklingu z MAS!
STOISKO 35
STOISKO 84
STOISKO 21
STOISKO
PLAST ECHO 32 INNOFORM 2024
84
I STREAMSOFT

Firma stale rozwija funkcjonalności Streamsoft Prestiż. To system ERP, z którego korzysta obecnie ponad 500 firm produkcyjnych, w tym m.in. RBB Stal, Enika, Novita, BioMaxima. Narzędzie posiada rozbudowany moduł Zarządzania Produkcją, w tym integracje MES, CAD, nesting oraz mocno rozwijaną funkcjonalność harmonogramowania szczegółowego, która umożliwia automatyzację poprzez wykorzystanie algorytmów przy planowaniu produkcji. Streamsoft poszerza poza tym np. możliwości modułu Serwis 2.0 do sprawnej obsługi złożonych zleceń serwisowych i montażowych, również przy pomocy aplikacji mobilnej. W jednej z wdrożonych firm aktualnie korzysta z niego blisko 70 serwisantów, również na smartfonach. Streamsoft: 35 lat doświadczenia w IT, ponad 280 pracowników, w 100% polski kapitał.
I KANITECH

Podczas tegorocznej edycji targów Innoform firma Kanitech będzie prezentowała najnowszą serię w pełni elektrycznych maszyn wtryskowych Nova 5eT, będących efektem połączenia japońskiej firmy Nissei i włoskiego Negri Bossi. Produkt ten w znaczącym stopniu opiera się na doskonale dopracowanej i rozwijanej od lat przez Japończyków serii NEX. Warto zaznaczyć, że to właśnie firma Nissei w 1983 r. wprowadziła na rynki światowe pierwszą w pełni elektryczną wtryskarkę, a prezentowany model jest 5. generacją serii NEX.
W typoszeregu serii Nova 5eT znajdują się urządzenia od 50 do 360 ton. Poza trwałością, energooszczędnością i doskonale dobranymi napędami zapewniającymi cichą, długotrwałą pracę, maszyny te cechują bardzo małe gabaryty przy jednoczesnym zapewnieniu dużej przestrzeni między kolumnami oraz skoku otwarcia formy.
I SKILLS-ARENA SP. Z O.O.

Skills-Arena zaprasza do udziału w kompleksowym programie szkoleniowym „Brygadzista Szefem”, który skupia się na nabywaniu i rozwijaniu kluczowych kompetencji w budowaniu roli Lidera Zespołu. Uczestnicy szkolenia poznają narzędzia przydatne w skutecznym zarządzaniu zespołem, nauczą się asertywnego egzekwowania zadań, komunikowania trudnych decyzji, radzenia sobie z presją podwładnych oraz tego, jak rozdzielać rolę kolegi od przełożonego.
W dobie różnic pokoleniowych na stanowiskach umiejętność zrozumienia i skutecznego zarządzania tą różnorodnością staje się niezwykle istotna. Dzięki szkoleniu od Skills-Arena uczestnicy nie tylko zdobywają umiejętności niezbędne do efektywnego zarządzania zespołem, ale także rozwijają poczucie mocy i osobistej satysfakcji z pracy.
I MEGA MOLD SP. Z O.O.

Nowym elementem systemu MoldMaker są bezprzewodowe panele operatorskie. Za ich pomocą operator zgłasza awarię maszyny lub formy, brak surowca, wzywa brygadzistę, itp. Możliwe zdarzenia konfiguruje się w zależności od potrzeb firmy. Najważniejsza funkcja paneli operatorskich to zgłaszanie braków produkcyjnych, co pozwala na kontrolę i rejestrowanie przyczyn ich powstawania.
Panel operatorski wyposażony jest w kolumnę sygnalizacyjną, która odpowiednim kolorem wizualizuje aktualny status narzędzia pracującego na maszynie – np. OK lub NOK. Kolumna sygnalizuje również inne komunikaty systemu, takie jak przekroczony harmonogram, przekroczona temperatura, alarm demontażu, zgłoszenie serwisowe.
STOISKO
89
STOISKO
77
STOISKO
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 33 WWW.PLASTECHO.COM
100 STOISKO 50
I PGNiG TECHNOLOGIE SA

Zamknięcie śluzy nadawczo-odbiorczej tłoka
PGNiG Technologie SA opracowało nowatorską konstrukcję szybkozamknięcia śluz nadawczo-odbiorczych. Śluza PGNiG zapewnia kilkustopniowe zabezpieczenie przed niekontrolowanym otwarciem, łatwość obsługi i szybki dostęp do wnętrza komory, przy jednoczesnym zachowaniu absolutnej szczelności i bezpieczeństwa użytkowania. Rozwiązanie zostało opatentowane.
Śluzy nadawczo-odbiorcze tłoka czyszczącego stanowią część składową instalacji służącej do zapewnienia właściwej eksploatacji rurociągu, poprzez umożliwienie jego czyszczenia i diagnozowania od wewnątrz. Urządzenia produkowane są w zakresie średnic od DN80 do DN1200, na ciśnienia do 100 bar włącznie. Istnieje możliwość zaprojektowania śluzy, jak i jej wyposażenia zgodnie z życzeniem i wymogami klienta.
42
I PAWFORM SP. Z O.O.

Pawform Sp. z o.o. oferuje usługi dla branży przetwórstwa tworzywa sztucznych – rozwój produktów, budowę form wtryskowych, symulację wtrysku. Budowa form wtryskowych odbywa się według ściśle określonego procesu, składającego się z następujących etapów:
• analiza DFM produktu, ocena wykonalności
• opracowanie założeń do budowy formy wtryskowej
• definicja koncepcji formy wtryskowej, symulacja wtrysku
• konstrukcja narzędzia
• produkcja i próby formy wtryskowej.
Pawform oferuje merytoryczne podejście do każdego projektu, rozwój konstrukcji formy, optymalizację wyrobu zgodną ze standardami obowiązującymi w branży motoryzacyjnej, terminowość oraz wysoką jakość budowanych narzędzi. Szukasz wiarygodnego dostawcy dla twojej firmy? Skontaktuj się z Pawform, aby porozmawiać o szczegółach.
69
I OBERON ROBERT DYRDA

Stal Superplast 400 to stal o dużej twardości (dostarczana już ulepszona cieplnie do 370 HB ± 10 HB we francuskiej hucie Industeel), używana na formy do przetwórstwa tworzyw sztucznych. Jej innowacyjny skład chemiczny z dodatkiem boru został opatentowany. Charakteryzuje się łatwiejszym skrawaniem od innych stali o podobnej twardości, posiada również zwiększoną przewodność cieplną w stosunku do gatunku 1.2311.
Stal tę cechuje bezproblemowa reperacja spawaniem, jest dobra do azotowania i chromowania. Łatwe teksturowanie i polerowanie są również jej atutem. Wyłącznym dystrybutorem tej stali w Polsce jest firma Oberon Robert Dyrda, która oferuje ją w prętach płaskich od 15 milimetrów wzwyż.
64
I STAHLWILLE-POLSKA

Klucz dynamometryczny Nr 730R/5
VDE. Nowość od Stahlwille
Niezawodny mechaniczny/klikowy klucz dynamometryczny Stahlwille
Manoskop 730 teraz w wersji VDE. Jedyny izolowany klucz dynamometryczny z grzechotką QuickRelease, którą użytkownik może wymieniać samodzielnie bez konieczności ponownej kontroli izolacji.
Specjalna plastikowa osłona Manoskop 730R VDE zapewnia niezawodną ochronę do bezpiecznej i wydajnej pracy pod napięciem do 1000 V. Precyzyjna regulacja jest możliwa dzięki funkcji szybkiej nastawy QuickSelect. Klucz nie wymaga zerowania, ponieważ element pomiarowy jest obciążany tylko w momencie dokręcania. Klucz charakteryzuje podwójny sygnał stop oraz łatwa do odczytania podwójna skala z kolorowym rozróżnieniem N m/ft lb. Odchylenie wskazań ± 3%. Certyfikat kalibracji zgodny z normą DIN EN ISO 6789-2:2017. Dostępny w 2 rozmiarach i zakresach: od 4–25 Nm oraz 10–50 Nm.
STOISKO
49
STOISKO
STOISKO
STOISKO
PLAST ECHO 34 INNOFORM 2024
I STÄUBLI

Automatyczna zmieniarka narzędzi MPS jest nowoczesnym rozwiązaniem, dzięki któremu przyspieszysz czas zmiany narzędzi na flanszy robota! W ostatnim czasie Stäubli rozszerzyło ofertę systemów MPS pod względem udźwigu. Obecnie oferuje systemy MPS o małym udźwigu – do 55 kilogramów, o średnim udźwigu – do 350 kilogramów, oraz o dużym udźwigu –do 2500 kilogramów. Kluczowym elementem automatycznej zmieniarki narzędzi Stäubli jest jej zaawansowany system mocowania, który umożliwia szybkie i bezproblemowe zamocowanie oraz wymianę narzędzi. Dzięki temu robot może natychmiast przechodzić z jednego zadania do drugiego, minimalizując przestój i zwiększając ogólną wydajność produkcji. Dzięki systemom Stäubli zwiększysz produktywność procesów produkcyjnych w swojej firmie.

Z4001/..., Z4101/... – Rdzenie formujące
Rdzenie formujące z głowicą zabezpieczoną przed przekręceniem pozwalają na dokładne wyrównanie do indywidualnie wyprofilowanego wypychacza lub rdzenia formującego w formie. Centrowanie zapewnia precyzyjną pozycję montażową wewnątrz formy:
• całkowicie szlifowany trzpień
• dokładnie powtarzalne pozycjonowanie
• Z4001: w pełni hartowane, profilowane rdzenie formujące
• Z4101: stal do pracy na gorąco, całkowicie hartowana.
I WW EKOCHEM
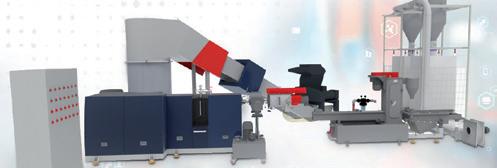
Linia do granulacji Agglo LRA 60 z certyfikatem TÜV to nowość w ofercie firmy Ekochem z Głogowa pod Toruniem. Przyznany certyfikat TÜV obejmuje cały proces technologiczny produkcji linii. Bardzo istotny w całej maszynie jest aglomerator wyposażony w podwójny system stabilizacji temperatury. Stopniowane noże pozwalają precyzyjnie kontrolować proces rozdrabniania materiału. Linia wykonana jest na podzespołach znanych i cenionych europejskich producentów. Przekładnia Rossi cechuje się cichą pracą, a silnik Siemens o wysokiej sprawności gwarantuje efektywną pracę aglomeratora przy minimalnym zużyciu energii. Podwójnie osłonięte grzałki oraz wygłuszenie napędów zapewniają oszczędność energii i redukcję hałasu podczas pracy maszyny. Sterowanie PLC umożliwia precyzyjną kontrolę procesu aglomeracji.
I LES HIGIENA SP. Z O.O.

Tork czyściwo włókninowe o niskiej pylności jest wytrzymałe i elastyczne. Czyściwo jest pakowane w formie wkładów-rolek do wiaderka, które pozwala na dodanie własnych środków czyszczących, a dozowanie po jednym odcinku i łatwo zamykane wieczko sprawiają, że czyściwo nie wysycha. Do stosowania z większością rozpuszczalników, środków dezynfekujących i detergentów.
STOISKO
84
STOISKO
83
STOISKO 73
STOISKO
I HASCO HASENCLEVER GMBH + CO KG MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 35 WWW.PLASTECHO.COM
39
90a
I MILAR SP. Z O.O.

Milar Sp. z o.o. jest przedsiębiorstwem należącym do niemieckiej grupy Biesterfeld – wiodącego dystrybutora produktów chemicznych w Europie. Na polskim rynku istnieje od ponad 30 lat i oferuje swoim klientom:
• produkty do utrzymania ruchu, środki antykorozyjne, smary i oleje, zmywacze i odtłuszczacze oraz środki pomocnicze do przetwórstwa tworzyw sztucznych marki Ambersil;
• smary, pasty, oleje oraz lakiery ślizgowe marki Molykote;
• środki smarne dla przemysłu spożywczego z certyfikatami NSF klasy H1, H2 oraz 3H marki JAX.
Oferta firmy obejmuje również szeroką gamę: materiałów do produkcji kompozytów; materiałów na modele, formy, narzędzia i prototypy; materiałów do elektroniki, elektrotechniki i energetyki; klejów i rozdzielaczy.
I LIFOCOLOR FARBPLAST

Firma jest producentem koncentratów barwiących, compoundów i dodatków do tworzyw sztucznych. Swoją ofertę wzbogaciła ostatnio o koncentraty barwiące imitujące granit. Cztery kolory z zastosowaniem w poliolefinach (PE, PP) i tworzywach technicznych (ABS, PMMA, TPE) nadają się do kontaktu z żywnością i świetnie sprawdzą się w przypadku opakowań kosmetyków czy artykułów gospodarstwa domowego.
Lifocolor Farbplast, oprócz koncentratów barwiących przygotowywanych indywidualnie według potrzeb klienta, oferuje wachlarz dodatków, np. poślizgowych, antystatycznych czy chroniących produkt i zawartość przed działaniem promieni UV, a także znakomitą liczbę efektów metalicznych, perłowych, interferencyjnych, imitujących złoto czy marmur. Firma prężnie rozwija również portfolio koncentratów bio.
71
I MILIMEX TRADING
Milimex Trading oferuje nowe Bio-Tworzywo firmy KIK Compounds Srl, której produkty dystrybuuje w Polsce. Tworzywo o nazwie BM SW2 to nowa mieszanka elastomerów ze źródeł odnawialnych z elastomerami na bazie paliw kopalnych i zużytych olejów spożywczych, która jest specjalnie zaprojektowana do produkcji części/produktów wymagających dużej przezroczystości; ma wysokie wydłużenie (powyżej 900%), dobrą odporność na ścieranie, dobrą przetwarzalność i ładne wykończenie powierzchni. Jest dobrym zamiennikiem dla miękkich TPE i TPU. Twardości dostępne od 35 do 50 ShA. Gęstość: 0,91 g/cm3
Zawartość źródeł odnawialnych: 55% (ISCC Plus Certificate). Wykończenie powierzchni detalu jest błyszczące, o wysokiej przezroczystości; możliwe są przezroczyste kolory.
16
I ML POLYOLEFINS

Na stoisku ML Polyolefins prezentowane będą wysokogatunkowe recyklaty standaryzowane serii Techfin, które stanowią alternatywę dla stosowania tworzyw pierwotnych. Oferowana gama produktów zawiera wtryskowe homopolimery (MFI 10 i 25) o podwyższonej udarności. Jak mówią przedstawiciele ML Polyolefins, surowce są specjalnie stabilizowane oraz przechodzą zaawansowany proces kontroli jakości, który zapewnia powtarzalność parametrów technicznych w długich seriach produkcyjnych. Limitowane serie oferowane wybranym przetwórcom w ubiegłym roku okazały się być wyjątkowo łatwe w procesowaniu w przedsiębiorstwach, które do tej pory stosowały jedynie tworzywa prime. Testy wykazały również znakomitą homogenizację z surowcem pierwotnym oraz ułatwione przetwórstwo.
Oferta #reStandard: Techfin PP 80.1B (czarny); Techfin PP 80.1G (szary); Techfin PP 80.3B (czarny); Techfin PP 80.3G (szary).
STOISKO
STOISKO
STOISKO
PLAST ECHO 36 INNOFORM 2024
STOISKO 84

Q8 Hogarth 46 zapewnia wyższą niezawodność operacyjną i długotrwałą, stabilną lepkość oleju dzięki doskonałej stabilności ścinania. Unikalne połączenie lepszej reakcji hydraulicznej, zdolności do rozruchu zimnego silnika i redukcji wewnętrznych wycieków sprawia, że olej ten jest energooszczędny w każdej sytuacji. Jego doskonała stabilność oksydacyjna prowadzi do wydłużenia okresów między wymianami oleju. Q8 Hogarth 46 jest idealny do stosowania we wszystkich temperaturach i w trudnych warunkach, w jakich działa sprzęt budowlany (spychacze, zgarniacze…) czy przemysłowe systemy hydrauliczne (fabryki papieru, wtryskarki, przemysł stalowy).
Korzyści: zaawansowana i zwiększona wydajność dla wszystkich zastosowań, bardzo wysoki wskaźnik lepkości, wyjątkowa trwałość, gotowość do pracy dzięki możliwości rozruchu na zimno, doskonałe właściwości płynięcia, płynne właściwości eksploatacyjne, brak utraty jakości z upływem czasu, doskonała stabilność oksydacyjna, najwyższa redukcja powstawania laków.
I MAPAL
Program wysokowydajnych frezów pełnowęglikowych OptiMill firmy Mapal zapewnia doskonałe i stabilne rezultaty przy wszystkich zadaniach obróbczych. Ekonomiczność i jakość produktu są priorytetem podczas realizacji zadań stawianych przez klientów.

Zorientowane na zastosowanie
Program frezów trzpieniowych firmy Mapal obejmuje frezy walcowo-czołowe do uniwersalnego zastosowania, obróbki zgrubnej, wykończeniowej i frezowania trochoidalnego oraz frezy do obróbki z wysokim posuwem, frezowania profilowego i fazowania.
Zawsze właściwy wybór
Niezależnie od tego, czy potrzebujesz ekonomicznego frezu do uniwersalnej obróbki, czy też specjalistycznego narzędzia do skomplikowanego zadania obróbczego – Mapal ma w ofercie właściwe rozwiązanie.
I MAS AUSTRIA

Odkryj doskonałą alternatywę dla tradycyjnego prania na mokro: system czyszczenia na sucho DRD! Ten łatwy w obsłudze, ekonomiczny i wszechstronny system to idealne rozwiązanie, które nie tylko skutecznie usuwa piasek, ziemię, kurz i inne zanieczyszczenia z tworzyw sztucznych, ale również zapewnia nieskazitelne surowce do dalszej obróbki. Dzięki DRD możesz rewolucjonizować swoje praktyki recyklingowe poprzez skuteczne usuwanie zanieczyszczeń bez obróbki wodnej. Przyłącz się do transformacji na rzecz zrównoważonego rozwoju!
76
I SECMA INNOWACJE
Firma Secma Innowacje prezentuje nową serię narzędzi EXSKS – głowice z dwustronnymi płytkami, które zapewniają najwyższą wydajność obróbki z dużymi posuwami.

• Ekonomiczna płytka dwustronna z 6 krawędziami skrawającymi.
• Gniazdo płytki w kształcie jaskółczego ogona zapewnia doskonałe opasanie na powierzchni przyłożenia oraz przyleganie, co zapobiega ruchom płytki, które powstają pod wpływem sił skrawania. Pewne przykręcenie płytki jedną śrubą mocującą.
• 3 wielkości płytek wieloostrzowych.
• Stabilne frezowanie z wysokimi posuwami.
• Optymalny łamacz wiórów.
• Kompozytowy kształt prostych i zaokrąglonych krawędzi skrawających zmniejsza wahania oporów skrawania podczas obróbki, kiedy kąt opasania narzędzia jest maksymalny, realizując stabilną obróbkę i wydłużając żywotność narzędzia.
• Zakres średnic: 20–160 milimetrów.
STOISKO
96
STOISKO
STOISKO
21
SYNTACO
STOISKO 33 MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 37 WWW.PLASTECHO.COM
I
SP. Z O.O.
I STAHLWILLE-POLSKA

Grzechotka teleskopowa 0,5” Nr 516
Możliwość zablokowania teleskopu w 5 pozycjach (410, 465, 520, 575 i 630 milimetrów). Wygodna, prosta i szybka regulacja długości – również jedną ręką – za pomocą przełącznika kołyskowego. Wytrzymała grzechotka ma
36 zębów, z blokadą kulkową, przełączalna, DIN 3122/ ISO 3315. Solidny napęd zapadkowy gwarantuje momenty obrotowe do 512 Nm. Bezpieczeństwo obsługi jest zwiększone dzięki umiejscowieniu przełącznika w lekko zagłębionej części. Bezobsługowe łożysko ślizgowe zapewnia płynną i bezpieczną obsługę przycisku, zapewniając trwałość i niezawodność narzędzia. Dwukomponentowy uchwyt o ergonomicznym kształcie, odporny na oleje, smary, płyny hamulcowe i Skydrol.
I WW EKOCHEM

System cięcia w płaszczu wodnym z dociskiem pneumatycznym to szeroko stosowany w branży PTS system granulacji do różnych materiałów polimerowych. Model głowicy RW jest w całości zaprojektowany oraz wykonany przez firmę Ekochem z Głogowa pod Toruniem. Jedną z bardzo istotnych funkcji głowicy jest pneumatyczny docisk trzymacza nożowego, zapewniający stabilne i precyzyjne cięcie materiału. Przesuw obudowy na prowadnicach liniowych gwarantuje zachowanie osiowości układu. Łatwa wymiana noży umożliwia szybkie dostosowanie maszyny do różnych potrzeb produkcyjnych. Zamknięty system obiegu wody z filtrem i wymiennikiem ciepła zapewnia optymalne warunki pracy i kontrolę temperatury. Możliwość indywidualnego dostosowania wielkości granulatu pozwala na produkcję zgodną z wymaganiami klienta.
I INAUTOM POLAND SP. Z O.O.

Firma InAutom oferuje nową generację wtryskarek hybrydowych i elektrycznych marki Tederic, charakteryzującą się wysoką energooszczędnością sięgającą klasy efektywności energetycznej 10+ i zgodną z Euromap 60.1.
Oferta obejmuje także rozwiązania technologiczne takie jak:
• Addshot-E – niezależny elektryczny agregat wtryskowy
• CellSure – technologia wtrysku z gazem
• CoinSure – wtrysk z doprasowaniem
• E-Charge – elektryczne dozowanie
• Multi Mold – technologia wtrysku multikomponentowego
• PullSure – wysuwana kolumna
• SpinSure – stół obrotowy poziomy lub pionowy
• X-Shot – duża objętość wtrysku.
I OSG POLAND SP. Z O.O.

Seria frezów AE do wysokowydajnej obróbki zgrubnej materiałów o wysokiej twardości. AE-CRE-H charakteryzuje się dużym dodatnim kształtem R, który pozwala zarówno na dużą głębokość skrawania, jak i frezowanie z dużym posuwem. Frez AE-HFE-H przy dużym posuwie zmniejsza opory skrawania dzięki unikalnemu kształtowi promienia i umożliwia obróbkę z wysokim posuwem nawet przy długości wysięgu L/D = 7.
Zarówno AE-CRE-H, jak i AE-HFE-H mają prostą konstrukcję z uwzględnieniem ponownego szlifowania, co przyczynia się do zmniejszenia obiegu zasobów i równoważy środowisko produkcyjne. Frez z powłoką OSG Durorey wykazuje wysoką odporność na wykruszenia nawet w przypadku przedmiotów obrabianych o twardości powyżej 60 HRC, zapewnia długą żywotność narzędzia i frezowanie z dużym VF.
STOISKO 64
STOISKO
86
STOISKO
37
STOISKO
PLAST ECHO 38 INNOFORM 2024
39
I LES HIGIENA SP. Z O.O.

To wielozadaniowe czyściwo włókninowe pochodzenia roślinnego, wykonane w 99% z biomateriałów, skutecznie pochłania i usuwa tłuszcz oraz brud. Dzięki dozowaniu po jednym listku i bardzo wytrzymałej konstrukcji odcinki mogą być używane wielokrotnie, co obniża koszty i zużycie czyściwa. Idealnie sprawdzi się przy usuwaniu oleju, tłuszczu, smaru i brudu.
Czyściwo firmy LES Higiena z technologią exelCLEAN ogranicza zużycie rozpuszczalnika o 40%. Optymalizuj zużycie i ogranicz do minimum ilość odpadów czyściw dzięki dozowaniu po jednym odcinku.
I DOPAK SP. Z O.O.

Dzięki współpracy z niemiecką narzędziownią Roth Werkzeugbau, Dopak rozszerzył ofertę o formy wtryskowe, m.in. do wtrysku wielokomponentowego oraz przeznaczone na duże i wymagające detale logistyczne. Roth Werkzeugbau GmbH to niemiecka narzędziownia o ugruntowanej pozycji w branży. Specjalizuje się w projektowaniu i wytwarzaniu precyzyjnych form wtryskowych oraz narzędzi do produkcji seryjnej dla przetwórców tworzyw sztucznych. Kompleksowo wspiera klientów, począwszy od wstępnego pomysłu poprzez fazę koncepcyjną, projekt detalu i produkcję narzędzia, testy funkcjonalne, fazę kwalifikacyjną, aż po zobrazowanie procesu produkcji seryjnej z uwzględnieniem automatyzacji. Firma Roth jest znana z wysokiej jakości swoich wyrobów oraz zdolności dostosowywania się do indywidualnych wymagań klientów. Dysponuje bogato wyposażonym centrum testowym, obejmującym wtryskarki o siłach zwarcia od 110 do 1600 ton (dostosowane do testów form 2K i 3K). Posiada również bogate doświadczenie w realizacji form do uszczelnień rurowych 2K.
I RAIS-TOOLS SP. Z O.O.

Firma Rais-Tools jest producentem docisków szybkomocujących i prasek ręcznych oraz dystrybutorem narzędzi znanych marek – AMF, Kopal, Imao, Bessey, Brauer. Oferuje również usługi w zakresie cięcia laserem i gięcia na prasach krawędziowych oraz obróbki w metalu.
I GG TECH POLSKA

ENKi System w swym podstawowym celu inspekcyjnym jest dodatkowo rozwiązaniem integrującym istniejące na rynku urządzenia pomiarowe, a przede wszystkim stanowi niespotykaną elastyczną platformę umożliwiającą przystosowanie systemu do kontroli dowolnych wielkości fizycznych w linii produkcyjnej. Elastyczność owocuje nie tylko szybką aplikacją systemu kontrolnego na produkcji, ale również umożliwia jego późniejszą przebudowę i modyfikacje – od uchwytów, poprzez sensory, automatykę, roboty, stoły, a na korpusach i zabudowach skończywszy. ENKi System zostało zaprojektowane do pracy w ciągu linii w warunkach produkcyjnych In-Line Measurement. Może pracować jako indywidualne stanowisko załadowczo-pomiarowe lub tylko pomiarowe. Mierzone wartości mogą być archiwizowane lokalnie lub na dowolnym serwerze.
STOISKO
25
STOISKO 73
STOISKO
70
84 MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 39 WWW.PLASTECHO.COM
STOISKO
69
I OBERON ROBERT DYRDA

Fastcool-10 to innowacyjny gatunek stali narzędziowej o wysokiej przewodności cieplnej produkowany przez hiszpańską hutę Rovalma SA, której wyłącznym przedstawicielem w Polsce jest firma Oberon Robert Dyrda. Fastcool-10 ma wyjątkową przewodność cieplną (2 razy wyższą niż konwencjonalne stale narzędziowe), równą 58 W/m*K. Wraz z małym wydłużeniem oraz wysoką polerowalnością dostarcza to ogromnego potencjału w zakresie skrócenia czasu cyklu wtrysku i poprawy jakości części poprzez eliminację wypaczeń. Fastcool-10 jest dostępny bezpośrednio z magazynu w Inowrocławiu w stanie ulepszonym cieplnie (300 HB ± 30 HB). Firma chętnie udostępni plik .udb do Autodesk Moldflow w celu przekonania się o możliwych do osiągnięcia korzyściach dzięki zastosowaniu tej innowacyjnej dla przetwórstwa tworzyw sztucznych stali odprowadzającej ciepło.
96
I MAPAL

Dokładność, niezawodność procesu, elastyczność i łatwa obsługa to podstawowe wymagania stawiane oprawkom. Spośród dostępnych systemów, oprawki hydrauliczne w największym stopniu uwzględniają czynnik dokładności. Do tej pory jednak połączenie lutowane uchwytów hydraulicznych było czynnikiem ograniczającym, np. ze względu na odporność na temperaturę i przenoszenie momentu obrotowego. Produkcja addytywna przesuwa te granice, wykonując oprawkę „z litego materiału” i umożliwiając wykorzystanie oprawek hydraulicznych w znacznie szerszym zakresie obróbki.
76
I SECMA INNOWACJE

Firma Secma Innowacje prezentuje nowość japońskiego producenta narzędzi skrawających Dijet: Diemaster 5G – wysokowydajne i wielofunkcyjne narzędzia do obróbki matryc i form.
• Możliwość wykonywania wszelkiego rodzaju operacji, od obróbki średnio dokładnej po dokładne frezowanie wykańczające.
• Ekonomiczna dwustronna płytka wykonana w tolerancji H (z 6 krawędziami skrawającymi, promień naroża R 1 milimetr)
• Dedykowane gatunki płytek do obróbki różnych materiałów: gatunek JC8015 – do stali oraz do stali narzędziowej; gatunek DH103 – do utwardzonej stali narzędziowej.
• Zakres średnic wkręcanych głowic frezarskich od 16 do 42 milimetrów.
33
I SYNTACO SP. Z O.O.

Q8 Holst 46 jest hydraulicznym olejem bezcynkowym, który doskonale nadaje się do szerokiego zakresu zastosowań operacyjnych i do urządzeń przemysłowych. Q8 Holst 46 charakteryzuje się zaawansowaną zdolnością filtracyjną i demulgowaniem, co sprawia, że jest niezawodny w delikatnych systemach serwohydraulicznych. Dzięki swojej stabilności termicznej i oksydacyjnej, olej ten gwarantuje wydłużony okres smarowania.
Q8 Holst 46 jest odpowiedni do wszystkich rodzajów systemów, ogólnych układów w hydraulice przemysłowej oraz innych zastosowań przemysłowych (nisko obciążone przekładnie, pompy, sprężarki, łożyska). Stosowany jest również w czułych układach serwohydraulicznych, które wymagają zaawansowanej tłumienności i zdolności filtracyjnych.
Korzyści: zmniejszony czas przestojów dzięki zwiększonej wydajności serwisu, technologia bezcynkowa, optymalna ochrona przed zużyciem, doskonała filtrowalność, doskonałe dopasowanie do różnych zastosowań.
STOISKO
STOISKO
STOISKO
STOISKO
PLAST ECHO 40 INNOFORM 2024
I KANITECH

Prezentowana na stoisku firmy Kanitech wtryskarka Nova 5eT będzie współpracowała z japońskim robotem kartezjańskim marki Yushin z serii ZD.
Yushin jest topowym producentem robotów kartezjańskich na świecie, a seria ZD jest dedykowana do standardowych aplikacji przy produkcji wtryskowej. Wszystkie dostępne na rynku polskim roboty firmy Yushin cechuje bardzo intuicyjny interfejs, prezentujący również wiele informacji związanych z przeglądami okresowymi i wymaganymi w ramach nich czynnościami. Poza serią ZD dostępna jest także seria RC dedykowana do bardziej złożonych aplikacji.
Oba prezentowane produkty cechuje energooszczędność, trwałość i innowacyjność, będące typowymi cechami technologii z kraju kwitnącej wiśni.
49
I PGNiG TECHNOLOGIE SA

Zasuwy suwakowe produkcji PGNiG Technologie SA zdobyły uznanie we wszystkich rodzajach swoich zastosowań: w rurociągach, głowicach eksploatacyjnych, więźbach rurowych i manifoldach. Spełniają lub przewyższają wymagania specyfikacji API 6A oraz normy API Q1. Zasadniczym elementem zasuwy jest lity suwak zapewniający niezawodne uszczelnienie w szerokim zakresie ciśnień roboczych, rozmiarów przelotów oraz warunków pracy, w tym w środowisku korozyjnym i erozyjnym.
Konstrukcja suwaka typu „slab-style” jest łatwa w utrzymaniu i zapewnia idealne uszczelnienie zarówno w zakresie niskich, jak i wysokich ciśnień, gdzie mogłyby występować problemy z osadzaniem się cząstek stałych zawartych w medium. Wszystkie modele produkowanych przez PGNiG Technologie zasuw dostępne są w wersji z siłownikiem hydraulicznym i w wersji manualnej.
16
I ML POLYOLEFINS
HDPE wtrysk MFI 10 (mix)
Nowością w ofercie przedsiębiorstwa ML Polyolefins jest wysokogatunkowy HDPE do wtrysku (MFI 10).
Tworzywo zostało przygotowane specjalnie dla klientów wymagających wtórnej filtracji oraz homogeniczności surowca. Procesowanie przebiega wyjątkowo sprawnie, a cały cykl formowania wypraski jest bardzo stabilny, nie wymagając od operatora nadmiernej ingerencji.
Materiał, podobnie jak tworzywa serii Techfin, jest wyjątkowo przyjazny dla użytkowników pracujących wcześniej wyłącznie na tworzywach pierwotnych oraz wymagających wysokiej jakości i powtarzalności surowca. Po pozytywnych recenzjach od wybranych użytkowników, wraz z początkiem wiosny trafił do masowej dystrybucji i podstawowej oferty ML Polyolefins.
122
I STEELPLUS

SteelPLUS to portugalska firma zajmująca się produkcją form wtryskowych dla przemysłu tworzyw sztucznych, z ponad 22-letnim doświadczeniem na rynku. Struktura firmy pozwala jej projektować i produkować wszelkiego rodzaju formy do wtrysku części z tworzyw sztucznych oraz zapewniać zgodność z wymaganiami każdego klienta w zakresie standardów jakości – w tym przedstawicieli sektora medycznego.
Obecnie SteelPLUS buduje Clean Room, który zapewni idealne warunki do rozwoju i wykańczania specyficznych form, które wymagają ścisłych warunków sanitarnych i środowiskowych. Celem firmy jest bycie dla klientów nie tylko dostawcą, ale także niezawodnym i godnym zaufania partnerem.
STOISKO
STOISKO
STOISKO
STOISKO 89 MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 41 WWW.PLASTECHO.COM

JEDNA PLATFORMA MONITOROWANIA PRODUKCJI
DLA WSZYSTKICH WTRYSKAREK
Cyfryzacja wkroczyła w codzienność firm produkcyjnych. Korzyści wynikające z pracy urządzeń produkcyjnych połączonych do sieci oraz systemów sztucznej inteligencji są teraz dostępne nie tylko dla dużych graczy w branży, ale także dla małych i średnich przedsiębiorstw. Modułowa koncepcja Engel „inject 4.0” od samego początku była ukierunkowana na różne poziomy dojrzałości cyfrowej klientów. Istniejący od dawna „portal klienta” został rozszerzony dzięki nowej, zaktualizowanej usłudze „e-connect” w pełnoprawny cyfrowy ekosystem, który działa jako centralny punkt wejścia do świata cyfrowego formowania wtryskowego
Pełnoprawny cyfrowy ekosystem – cel do którego dążymy. Engel rozszerzył swój istniejący portal dla klientów e-connect. W przyszłości platforma będzie centralnym punktem wejścia do świata cyfrowego
formowania wtryskowego – niezależnie od tego, czy przetwórcy korzystają wyłącznie z maszyn marki Engel, czy też z urządzeń innych producentów. Dzięki e-connect całe gniazdo produkcyjne może być zarządzane
i monitorowane za pośrednictwem platformy w czasie rzeczywistym. Specjalnie zaprojektowany, aby zaspokoić potrzeby klientów w każdej fazie rozwoju firmy, system zapewnia bezproblemowe działanie.
MATERIAŁ PARTNERA
PLAST ECHO 42 TONACJA RYNKU
I KONCENTRACJA NA CYFRYZACJI DLA MAŁYCH I ŚREDNICH
PRZEDSIĘBIORSTW
Strategia cyfryzacji przyjęta przez Engel Austria GmbH jest zgodna z cyklem życia produktów z tworzyw sztucznych i oferuje rozwiązania dla każdej fazy produkcji (rys. 1).
• W fazie projektowania rozwiązania cyfrowe synchronizują symulację i rzeczywiste odczyty podczas procesu formowania wtryskowego. Przyspiesza to optymalizację i skraca fazę wprowadzania produktu.
• W fazie sprawdzania formy wtryskowej systemy wspomagające optymalizują przygotowania, w tym obliczają czas docisku, czas chłodzenia, czas cyklu i objętość wtrysku. Usprawnienia te prowadzą do szybszego przejścia do produkcji seryjnej.
• W fazie produkcji seryjnej rozwiązania cyfrowe zwiększają wydajność produkcji i poprawiają jakość produktu. Systemy wspomagające automatycznie określają, sugerują lub ustawiają optymalne parametry produkcji.
Jeśli chodzi o konserwację i inteligentne narzędzia do monitorowania, narzędzia do zdalnej konserwacji zapobiegają nieplanowanym przestojom i usuwają usterki. Eksperci serwisowi z firmy Engel na całym świecie zapewniają odpowiednie wsparcie dla produkcji.
Obecnie wiele firm zajmujących się formowaniem wtryskowym nadal boryka się z rozproszonymi danymi i procesami. Utrudnia to kontrolę i monitorowanie produkcji. Bez integracji w ramach sieci, skuteczna koordynacja różnych procesów produkcyjnych w cyklu życia produktu pozostaje wyzwaniem.
Portal klienta e-connect skupia wszystkie te wątki, działając jako centralny ośrodek łączący ze sobą różne aplikacje dla odpowiedniej fazy życia produktu. Przykłady obejmują monitorowanie flot maszyn

w czasie rzeczywistym, monitorowanie stanu zużywających się części, analizę danych procesowych w celu identyfikacji potencjału optymalizacji lub szybkiej identyfikacji uszkodzeń i zamawiania części zamiennych.
I ETAPY CYFROWEJ ROZBUDOWY
Aby zaspokoić unikalne potrzeby każdej firmy, portal oferuje różne etapy rozbudo-
wy, z których każda różni się pod względem funkcjonalności. Ta elastyczność jest kluczowa dla wielu małych i średnich przedsiębiorstw, które chciałyby rozpocząć cyfryzację bez posiadania rozległych zasobów wewnętrznych w specjalistycznych działach. Rozwiązanie e-connect działa na zasadzie plug-and-play i otwiera drzwi do cyfryzacji dla firm, które nie dysponują istniejącym rozwiązaniem. Portal zapewnia bezpieczny i łatwy punkt wejścia do
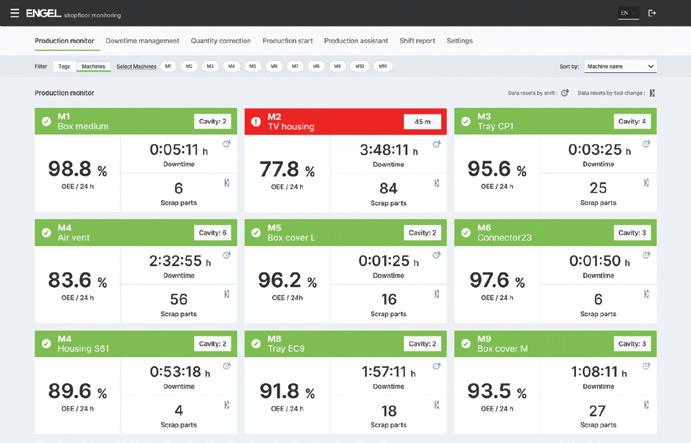 Rys. 1. Cyfrowe rozwiązania Engel – 4 fazy cyklu życia produktu
Rys. 1. Cyfrowe rozwiązania Engel – 4 fazy cyklu życia produktu
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 43 WWW.PLASTECHO.COM
Rys. 2. Maszyna 2 (czerwona) stoi w miejscu, co spowodowało niedawny spadek wskaźnika OEE podczas produkcji obudowy telewizora
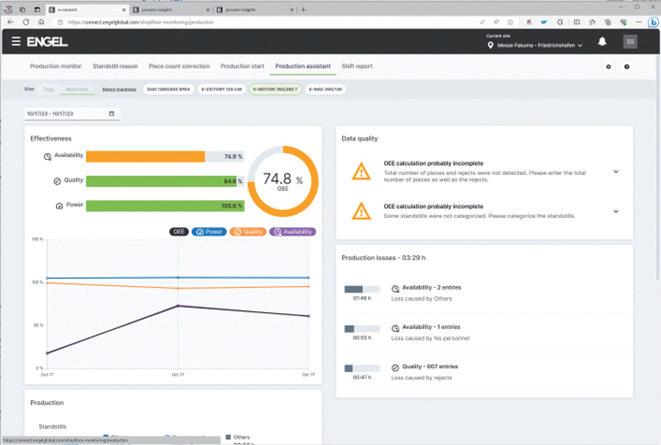
Rys. 3. W tym miejscu analizowany jest okres, w którym wystąpiły przyczyny niskiego wskaźnika OEE, aby można było kontynuować analizę
cyfrowego świata formowania wtryskowego. Podejście skoncentrowane na użytkowniku umożliwia dostosowanie aplikacji do jego potrzeb i przepływu pracy. Wszystkie funkcje e-connect są podzielone na kategorie według obszarów zastosowań.
Kluczowym zadaniem cyfryzacji jest utrzymanie wysokiej wydajności i jakości przez cały czas, niezależnie od poziomu zatrudnienia lub wiedzy i doświadczenia pracowników. W czasach niedoboru wykwalifikowanej siły roboczej platforma umożliwia skuteczne monitorowanie procesów poprzez zautomatyzowaną diagnostykę ich wahań. Przestoje są skrócone, interpretacja „dużych zbiorów danych”
jest uproszczona, a system oferuje zautomatyzowane rozwiązania. Umożliwia to zespołom, nawet tym z ograniczonym personelem specjalistycznym, efektywną obsługę maszyn. Dzięki e-connect firmy mogą uwolnić pełny potencjał swoich systemów produkcyjnych.
I APLIKACJE SIECIOWE DLA
EFEKTYWNEJ OPTYMALIZACJI PRODUKCJI
Poszczególne aplikacje są zintegrowane ze sobą w portalu klienta. Połączenie ich odblokowuje szerokie możliwości przepływu danych generowanych przez poszczególne systemy, zapewniając całościowy ogląd. Na przykład, system automatycznie
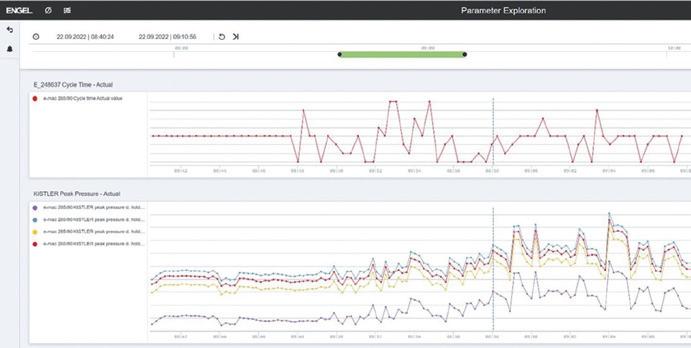
Rys. 4. Funkcja parameter comparison porównuje zestawy parametrów z różnych zmian/partii itp.
oblicza i wizualizuje potencjał optymalizacji i straty (top losses). Funkcja ta jest szczególnie pomocna dla mniej doświadczonych użytkowników w interpretacji kluczowych danych liczbowych, a e-connect otwiera w ten sposób nowe możliwości optymalizacji produkcji.
Jedna z praktycznych funkcji, zwana process insights, oferuje użytkownikom kompleksowy wgląd w procesy produkcyjne. System zawiera wyspecjalizowane funkcje analizy danych do rejestrowania i oceny danych procesowych. Dzięki ciągłemu rejestrowaniu i analizowaniu tych danych użytkownicy mogą identyfikować wzorce, trendy i odchylenia związane z odrzutami i jakością produkcji. Uzbrojeni w te cenne informacje, mogą poprawić wydajność procesu oraz zwiększyć efektywność i produktywność.
System pomocy iQ process observer jest również dostępny za pośrednictwem nowej wersji internetowej e-connect. Ta w pełni zautomatyzowana analiza procesu usprawnia pracę w zakresie zarządzania jakością i reklamacjami.
I ZWIĘKSZANIE WYDAJNOŚCI
PRODUKCJI: PRAKTYCZNY PRZYKŁAD
Poniższy przykład pokazuje, w jaki sposób znacząco zwiększyć wydajność produkcji. Ilustruje on, w jaki sposób można wykorzystać platformę do skutecznego pokonywania rzeczywistych wyzwań w procesie formowania wtryskowego.
Krok 1: Rozpoznanie problemu. W sekcji „monitorowanie hali produkcyjnej” portalu klienta zaobserwowano spadek ogólnej efektywności maszyn (OEE) podczas ostatniej nocnej zmiany – wskazuje to na potrzebę dalszej analizy (rys. 2).
Krok 2: Zaangażowanie technologa. Zespół produkcyjny współpracuje z technologami procesu, wykorzystując „monitorowanie hali produkcyjnej” w portalu klienta do analizy sytuacji. Wspólnie dokonują przeglądu kluczowych danych liczbowych
PLAST ECHO 44 TONACJA RYNKU
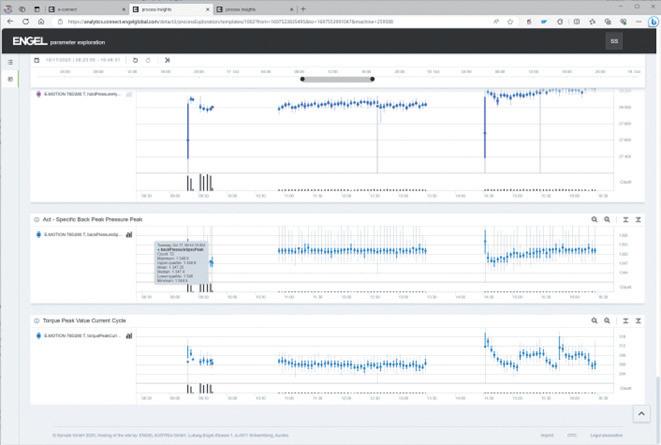
Rys. 5. Funkcja parameter exploration umożliwia technikom procesu obserwowanie i analizowanie znaczących luk w nacisku i nieprawidłowości w sile zacisku, które mogą wpływać na wydajność
i oceniają poprzednie zapisy produkcyjne, dążąc do zidentyfikowania wzorców lub podobieństw między udanymi i trudnymi seriami produkcyjnymi (rys. 3).
Krok 3: Analiza przy użyciu funkcji process insights. Technolog aktywuje funkcję parameter exploration w interfejsie process insights. Wybiera konkretną wtryskarkę i odpowiedni dzień, w którym odnotowano spadek wskaźnika OEE. Analiza ta umożliwia zbadanie wydajności maszyny w tym konkretnym okresie (rys. 4).
Krok 4: Identyfikacja przyczyn. Dzięki funkcji process insights technolog rozpoznaje znaczące luki w docisku i nieprawidłowości w sile zamykania, które mogą wpływać na wydajność. Ustalenia te są niezwłocznie przekazywane kierownikowi zmiany. Pojawiają się możliwe rozwiązania, w tym identyfikacja krytycznych wartości granicznych w procesie formowania wtryskowego, które sygnalizują potrzebę optymalizacji formy (rys. 5).
Monitorowanie hali produkcyjnej ułatwia zatem nadzór nad procesem w czasie rzeczywistym we wszystkich systemach, szybko sygnalizując problemy produkcyjne, takie jak nadmierne przestoje i niestabil-
ność procesu. Jednocześnie process insights umożliwia przeprowadzanie dogłębnych analiz, oferując kompleksowy przegląd historyczny, który pomaga w identyfikacji przyczyn i optymalizacji określonych parametrów. Ostatecznie zwiększa to ogólną wydajność linii i efektywność procesu. Wszystkie te funkcje zapewniają płynne, oparte na danych podejście do szybkiego rozwiązywania problemów, ciągłego doskonalenia i świadomego podejmowania decyzji w procesach produkcyjnych.
I ZAAWANSOWANA TECHNOLOGIA DANYCH W TLE ZAPEWNIA BEZPIECZEŃSTWO
Portal klienta działa całkowicie w chmurze. Eliminuje to potrzebę lokalnej, kosztownej i złożonej infrastruktury serwerowej. Ta oparta na chmurze struktura oferuje zaletę niezwykłej skalowalności – od pojedynczej maszyny do globalnej sieci produkcyjnej obejmującej różne lokalizacje na całym świecie.
Nawet jeśli między zakładami produkcyjnymi są tysiące kilometrów, kierownik produkcji może bez wysiłku przełączać się między nimi w portalu e-connect, aby przeglądać i analizować produkcję.
W firmie Engel bezpieczeństwo danych jest najważniejsze i wdrożyła ona różne środki w celu zapewnienia skutecznej ochrony. Centralnym elementem jest edge device firmy Engel, który służy jako furtka do wielu rozwiązań cyfrowych. Nacisk kładziony jest na security by design, czyli integrację aspektów bezpieczeństwa z rozwojem od samego początku. Główne cele obejmują zwiększenie integralności danych, zapewnienie poufności i ochronę przed szeroką gamą zagrożeń.
Aby to osiągnąć, firma Engel wdrożyła szereg funkcji bezpieczeństwa w swoim rozwiązaniu sprzętowym i programowym. Sama architektura urządzenia brzegowego nadaje priorytet maksymalnemu bezpieczeństwu, chroniąc przed nieautoryzowanym dostępem i manipulacją. Te mechanizmy bezpieczeństwa podlegają regularnym audytom.
Ponieważ Engel jest zarówno dostawcą, jak i użytkownikiem, przeprowadza rygorystyczne testy bezpieczeństwa danych we własnej siedzibie przed ich wdrożeniem. Technologia i architektura e-connect umożliwia regularne i niezawodne aktualizacje dla wszystkich użytkowników na całym świecie.
I ŻYWY, ROZWIJAJĄCY SIĘ SYSTEM
W stale ewoluującym krajobrazie technologii formowania wtryskowego system e-connect staje się nieodzownym sprzymierzeńcem. Ponieważ branża ta szybko się rozwija, wymaga portalu, który nie tylko spełnia bieżące potrzeby, ale także elastycznie dostosowuje się do pojawiających się trendów i technologii.
e-connect uosabia żywy, rozwijający się system, który nie tylko rozumie dynamikę technologii formowania wtryskowego, ale także aktywnie przyczynia się do jej kształtowania. Poprzez ciągłe adaptacje i ulepszenia, e-connect zawsze pozostaje aktualny, zapewniając skuteczne wsparcie dla wtryskarek w ich stale zmieniającym się środowisku. •
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 45 WWW.PLASTECHO.COM
SUSZENIE TWORZYW

Suszenie jest jednym z bardziej istotnych procesów w przetwórstwie tworzyw sztucznych. Zbyt duża wilgotność materiału może powodować występowanie wad jakościowych, zarówno estetycznych jak i tych dotyczących własności mechanicznych produktu

MARTA
LENARTOWICZ- KLIK
Sieć Badawcza
Łukasiewicz – Instytut Inżynierii Materiałów Polimerowych i Barwników
Tworzywa polimerowe, zależnie od rodzaju, absorbują wilgoć z powietrza w większym lub mniejszym stopniu. Wilgoć ta może być wchłaniana do wewnątrz granulatu lub też gromadzić się w wyniku kondensacji na powierzchni, w posta-
ci kropel. Jej obecność może prowadzić do spieniania się tworzywa w czasie wtrysku, powstawania wad powierzchni lub też pogorszenia własności mechanicznych. W wielu przypadkach obecność wilgoci można stwierdzić na podstawie oględzin wypraski, w innych natomiast uwidacznia się ona poprzez wyraźne obniżenie własności wytrzymałościowych.
Oprócz poliolefin, prawie każdy polimer wykazuje pewien poziom polarności, przez co może absorbować wilgoć z atmosfery.
Należą one do polimerów, które nie wymagają suszenia, ponieważ nie są higroskopijne. Tworzywa takie jak PE i PP są niepolarne, podczas gdy woda jest substancją silnie polarną, która działa jak mały magnes. Woda nie ma powinowactwa do polimerów niepolarnych; PE lub PP wystawione na jej działanie zachowują się jak olej w analogicznej sytuacji – obie substancje rozdzielają się natychmiast, ponieważ nie mają ze sobą nic wspólnego chemicznie. Pomijając poliolefiny, prawie każdy dostępny na rynku polimer wykazuje określony
fot.: depositphotos.com/pl PLAST ECHO 46 TONACJA RYNKU
poziom polarności i dlatego jest w stanie wchłonąć pewną ilość wilgoci z atmosfery, w zależności od składu chemicznego polimeru i warunków atmosferycznych, na które jest on narażony. Polimery takie jak mieszanki PPE i HIPS są tylko lekko polarne i nawet w stanie nasycenia mogą utrzymać jedynie 0,07% wilgoci. Na drugim końcu skali znajduje się nylon, wysoce polarny polimer, który po osiągnięciu punktu nasycenia może wchłonąć 8–9% wody, czyli ponad 100 razy więcej niż PPE/ HIPS. Jednakże nawet poziom wilgoci wynoszący 0,07% może powodować problemy „kosmetyczne” na powierzchni, jeśli materiał zostanie wystawiony na działanie temperatur czy to w procesie wtrysku, czy wytłaczania. Powstały defekt, znany jako rozpryski lub srebrne smugi, wskazuje, że formowany materiał zawiera zbyt dużo wilgoci. Suszenie jest więc niezbędnym etapem przygotowawczym, aby zapobiec temu defektowi.
Materiały hydrofobowe nie mogą wchłonąć znaczącej ilości wilgoci. Wszelka wilgoć, która może znajdować się w tych materiałach, pozostanie na powierzchni granulek i rzadko kiedy wzrośnie do poziomu większego niż 0,01%, ale nie na tyle, by spowodować jakiekolwiek problemy kosmetyczne lub strukturalne.
I HYDROLIZA
Chociaż wiele materiałów wymaga suszenia wyłącznie w celu optymalizacji wyglądu powierzchni, niektóre polimery ulegają bardziej znaczącym zmianom, jeśli są przetwarzane w obecności zbyt dużej ilości wilgoci. Wchodzą one wówczas w reakcję chemiczną zwaną hydrolizą. Mechanizm ten rozrywa wiązania kowalencyjne w łańcuchu polimeru, zmniejszając jego masę cząsteczkową i potencjalnie powodując znaczne zmniejszenie właściwości mechanicznych.
Niedostateczne wysuszenie materiału prowadzi w przypadku tworzyw higroskopijnych do powstania problemów przetwórczych i obniżenia jakości wyprasek poprzez
naruszenie ich optycznych i mechanicznych własności, wytworzenie różnic kolorystycznych na powierzchni wyprasek oraz w lepkości tworzywa, wywołanie kruchości i łamliwości wyprasek, a także wywołanie problemów z wypełnieniem formy i rozformowaniem detali.
Materiały higroskopijne dzielą się na 2 grupy:
1. Grupa materiałów, których – w razie niedostatecznego wysuszenia – dotykają jedynie problemy kosmetyczne.
2. Grupa, której dotyczą problemy powodujące nieodwracalne uszkodzenia strukturalne w wyniku hydrolizy.
Przykładowo, mieszankę PC i ABS należy traktować z taką samą ostrożnością jak PC. Czasami pozornie subtelne modyfikacje receptury mogą zmienić znaczenie wymagań dotyczących suszenia. Ogólnie uważa się chociażby, że suszenie acetali (POM) nie jest konieczne; zaleca się jednak suszenie POM o modyfikowanej udarności, ponieważ modyfikatorem udarności jest zazwyczaj poliuretan, który ulega hydrolizie.
I SUSZENIE
Prawidłowe suszenie polimeru wymaga zwrócenia uwagi na parametry takie jak:
temperatura i zawartość wilgoci (punkt rosy) powietrza wlotowego, objętościowe natężenie przepływu powietrza, czas przebywania materiału w zbiorniku suszącym oraz temperatura powietrza powrotnego napływającego ze zbiornika do suszarki.
Warunki skutecznego suszenia są w dużej mierze podyktowane przez własności konkretnego polimeru. Podwyższona temperatura suszenia jest pożądana, ponieważ zwiększa szybkość usuwania wilgoci, jednakże musi jednocześnie pozostać poniżej temperatury mięknienia lub topnienia materiału. Jest to szczególnie istotne w przypadku materiałów amorficznych, takich jak ABS, poliwęglan i akryl, gdzie różnica między temperaturą suszenia a temperaturą mięknienia jest stosunkowo niewielka. Każdy, kto miał do czynienia z tymi tworzywami, prawdopodobnie doświadczył nieprzyjemnych konsekwencji przekroczenia temperatury w suszarce. Zasady stają się nieco bardziej złożone w przypadku rodzin polimerów, w których temperatury mięknienia różnią się w zależności od składu. Jednym z przykładów są stopy PPE/HIPS. Gatunki o dużej zawartości polistyrenu mogą mieć temperatury mięknienia tak niskie, jak 87–93°C i należy się z nimi obchodzić ostrożniej niż z gatunkami o wysokiej zawartości PPE, gdzie temperatura mięknienia może sięgać nawet 165–171°C. Podobnie elastomery, takie jak TPU, będą

Urządzenie serii ESP firmy Piovan do suszenia gorącym powietrzem MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 47 WWW.PLASTECHO.COM
TWORZYWO DOPUSZCZALNA ZAWARTOŚĆ WILGOCI [%] TEMPERATURA SUSZENIA [°C] CZAS SUSZENIA [GODZ.]
wykazywać zakres temperatur mięknienia związany z twardością Shore’a.
I SZCZEGÓLNE PRZYPADKI
Materiały półkrystaliczne, takie jak nylon i PBT, umożliwiają stosowanie znacznie wyższych temperatur, niż jest to zalecane. Jednakże w przypadku tych materiałów istnieje ryzyko utleniania, czyli reakcji chemicznej, która może nieodwracalnie uszkodzić polimer zanim dotrze on do gardzieli zasilającej maszyny. Jest to szczególnie istotne w przypadku nylonów.
Natomiast wyjątkowo uważnym należy być podczas suszenia PET i PLA. Przechodzą one przemianę z postaci amorficznej w półkrystaliczną zanim ostatecznie się stopią. Tworzywo ulega zeszkleniu, które na termogramie pojawia się jako przejście schodkowe, w temperaturze około 70–75°C. W tym momencie materiał zmięknie, żeby po osiągnięciu około 110°C zacząć krystalizować. Próbki pobrane w trakcie procesu ukazałyby, jak materiał zmienia się z przezroczystego w mętny, a następnie
nieprzezroczysty. Proces ten jest zakończony, gdy temperatura osiągnie 140–150°C (w zależności od gatunku materiału). Wreszcie, w temperaturze 245°C, nowo powstałe kryształy topią się.
PET wymaga zakresu temperatur suszenia 135–165°C. Gdyby amorficzną postać PET ogrzano od temperatury pokojowej do wymaganej temperatury suszenia, uległby on aglomeracji w jedną dużą masę, a następnie krystalizowałby w tej samej dużej masie w temperaturach wystarczająco wysokich, by zapewnić skuteczne usuwanie wilgoci. Aby temu zapobiec, PET należy stale mieszać podczas ogrzewania do temperatury zeszklenia i rekrystalizacji w stanie stałym, tak aby tworzywo można było następnie ogrzać do odpowiednich temperatur suszenia bez aglomeracji.
PLA wykazuje zasadniczo takie samo zachowanie, chociaż określone kluczowe temperatury są nieco niższe niż w przypadku PET. Stawka w odniesieniu do obu polimerów jest bardzo wysoka. Żeby skutecznie przetworzyć materiał w produkt
o pożądanych właściwościach, może być wymagana wilgotność na poziomie zaledwie 50 ppm.
I DOBÓR SYSTEMÓW SUSZĄCYCH
W zależności od rodzaju tworzywa stosuje się różnorodne systemy suszenia:
• tworzywa niechłonące wilgoci (PP, PE, PS itp.) należy suszyć (podsuszać) w przypadku, gdy na skutek zmian temperatury otoczenia może na granulacie osadzać się wilgoć kondensacyjna. Dla niewielkiej produkcji wystarczające są nawet stare komorowe suszarki z zamkniętym obiegiem powietrza.
• tworzywa chłonące wilgoć w nieznacznym stopniu (ABS, PMMA), zwłaszcza w przypadku uszkodzonych opakowań bądź dodatków przemiału, należy suszyć w suszarkach z wymuszonym nadmuchem gorącego powietrza (przewiew powietrza przez złoże tworzywa).
• tworzywa silnie chłonące wilgoć (PC, PA, PBT, PET) można suszyć jedynie w suszarkach z nadmuchem suchego gorącego powietrza (suszarki z sitem molekularnym). Bardzo skuteczne jest stosowanie suszarek próżniowych.
Istnieją inne metody, takie jak suszenie próżniowe i sprężonym powietrzem. Zbadano różnorodne technologie, takie jak podczerwień i częstotliwość radiowa, ale większość współczesnych systemów komercyjnych nadal stosuje pewien wariant technologii środka osuszającego. Jednocześnie w użytku jest wiele systemów, które wykorzystują gorące powietrze bez pomocy środka suszącego. Chociaż systemy te są mniej złożone, brakuje im możliwości ciągłego dostarczania suchego powietrza do materiału w leju zasypowym.
I CZAS SUSZENIA I CZAS PRZEBYWANIA TWORZYWA W SUSZARCE
Łatwo zauważyć, że temperatura suszenia i punkt rosy charakterystyczny dla dane-
ABS <0,1 75–85 3–4 ASA <0,1 75–80 2–3 PA/ABS blenda <0,1 80–90 3–4 PP/PA blenda <0,1 70–85 3–4 PA6 <0,1 75–85 4–5 LCP polimery ciekłokrystaliczne <0,01 130–160 4–6 PMMA <0,05 75–85 2–3 PPO <0,1 100–120 2–4 POM <0,1 90–100 2–3 PPS <0,02 120–140 3–4 PS <0,1 70–80 2–3 PSU <0,05 110–120 3–4 PBT <0,05 110–130 2–4 PET <0,01 110–130 4–6 PC <0,05 100–120 3–4 SAN <0,1 75–80 3–4
PLAST ECHO 48 TONACJA RYNKU
Tab.1. Temperatury suszenia niektórych materiałów
go tworzywa nie są jedynymi czynnikami wpływającymi na wynik suszenia. Każde tworzywo ma również własny specyficzny czas suszenia, którego potrzebuje, by oddać zawartą w sobie wilgoć.
Czas przebywania tworzywa w zbiorniku suszącym zależy od pojemności tego zbiornika i wydajności suszarki. Wielkości te wpływają na optymalny czas suszenia. Usuwanie wilgoci jest trudniejsze w końcowej fazie suszenia, dlatego korzystne jest stosowanie ruchu przeciwprądowego powietrza w stosunku do tworzywa tak, aby wdmuchiwane od dołu świeże powietrze napotkało w pierwszej kolejności tworzywo podsuszone, a następnie po częściowym zawilgoceniu i obniżeniu temperatury było wykorzystywane do wstępnego podsuszania wilgotnego tworzywa.
O przebiegu suszenia decyduje przede wszystkim temperatura powietrza suszącego, wilgotność względna powietrza, higroskopijność granulatu, a także wymuszenie (ruch przeciwprądowy) strumienia powietrza. Proces suszenia powinien być zorganizowany w ten sposób, aby wszystkie ziarna granulatu były dostępne dla owiewającego powietrza. Suszenie stacjonarne tworzywa w postaci grubej warstwy nieruchomego granulatu jest powolne i mało skuteczne. Wymuszony strumień powietrza suszącego powinien być ogrza-
ny do możliwie wysokiej temperatury, ale nie wyższej od temperatury mięknięcia i nie wyższej niż temperatura grożąca utlenieniem polimeru.
W tabeli 1. zestawiono zalecane temperatury suszenia dla tworzyw.
I METODY OSUSZANIA TWORZYW
Wygrzewanie
Odparowanie wody zawartej na powierzchni lub w kapilarnych porach tworzywa przez wygrzewanie jest procesem najbardziej energochłonnym. Dla przejścia fazowego wody w stan pary suchej potrzebna jest ilość ciepła wyrażona znanym wzorem:
Q = M × qw
gdzie M to masa wody, a qw – ciepło parowania.
Ze względu na dużą wartość ciepła parowania wody – największą ze wszystkich substancji płynnych – energia potrzebna do suszenia tą (wydawałoby się najprostszą) metodą byłaby duża. Suszarnie bazujące na metodzie odparowania wody są najprostsze w budowie, ale najbardziej energochłonne. Jednocześnie ich wadą jest naruszenie trwałości i spoistości półproduktów z tworzyw, gdyż gwałtownie

parująca woda wydobywająca się przez kapilarne mikroszczeliny uszkadza ich strukturę. Może dochodzić do wypacania plastyfikatorów, których obecność we właściwej ilości jest niezbędnym warunkiem zachowania sprężystości i elastyczności niektórych tworzyw sztucznych. Nadmierne wygrzewanie dla osuszenia wiąże się z ryzykiem zmniejszenia własności użytkowych produktu. Poza tym duża część substancji lotnych, wydzielających się z nadmiernie podgrzanych tworzyw, nie jest obojętna dla zdrowia osób obsługujących urządzenia.
Pewnym ulepszeniem metody odparowania wody jest użycie komór mikrofalowych. Oszczędza się wtedy energię traconą na ogrzewanie samej komory i płyt, gdyż grzeje się tylko woda. Pozostają jednakże inne wymienione wady.
Suszenie w gorącym powietrzu
W większości zakładów jest to obecnie najczęściej stosowana technika suszenia tworzyw sztucznych. Niestety nie dla wszystkich tworzyw metoda ta jest odpowiednia. W przypadku suszenia podgrzanym powietrzem atmosferycznym pojawia się granica możliwości stosowania tej metody. Granica ta jest silnie związana z warunkami klimatycznymi. Względna zawartość wilgoci w powietrzu atmosferycznym, przy ładnej słonecznej pogodzie z temperaturą ok. 25°C, wynosi ok. 60% – tj. 14 gramów wody na m3 powietrza. Ogrzanie powietrza do temperatury 80°C powoduje spadek wilgotności względnej do ok. 19%. Zawartość wody nie ulega jednak zmianie i nadal wynosi 14 gramów na m3 powietrza. Metoda ta pozwala na usunięcie wilgoci z powierzchni granulatu; niestety nie jest skuteczna dla likwidacji wilgoci we wnętrzu ziaren.
Zaletą systemu suszenia gorącym powietrzem jest niski koszt urządzeń. Niestety oszczędności inwestycyjne mogą zostać w krótkim czasie utracone wobec wysokich kosztów eksploatacji. Metoda ta charakteryzuje się znacznym poborem energii
firmy Moretto – od lewej: D TX, XD TX i XD XM MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 49 WWW.PLASTECHO.COM
Minisuszarki

związanym z koniecznością ogrzania dużych ilości powietrza. Powietrze po przejściu przez komorę suszenia jest wydalane do atmosfery. Powoduje to ogrzewanie pomieszczenia, w którym ustawiona jest suszarka, oraz prowadzi do ulatniania się szczątkowych ilości monomerów pochodzących z suszonego granulatu.
Suszenie suchym powietrzem
W przypadku tworzyw higroskopijnych (ABS, PA, PC, PET) dla uzyskania dobrego efektu suszenia wymagane jest doprowadzenie do powstania znacznej różnicy między ciśnieniem pary wodnej zawartej w ziarnach granulatu a ciśnieniem powietrza suszącego. Suszony granulat poddawany jest równolegle ogrzaniu do temperatury leżącej poniżej temperatury mięknienia danego tworzywa. Temperatura ogrzewania ograniczona jest również przez inne ewentualne reakcje chemiczne, które mogłoby wywołać nadmierne ogrzanie. W metodzie tej powietrze jest przepuszczane przez komorę zawierającą środek absorbujący wilgoć. Para wodna za-
mieniona zostaje w mgłę, którą następnie wchłania środek suszący.
Otrzymuje się dzięki temu powietrze o stałej wilgotności bezwzględnej. Powracając do wcześniejszego przykładu powietrza o temperaturze 25°C i wilgotności względnej 60% (14 gramów wody na m3 powietrza); jeśli powietrze zostanie przepuszczone przez absorbent w postaci żelu krzemionkowego, pozostanie w nim ok. 0,3 grama wody na m3. Efekt suszenia omawianą metodą jest całkowicie niezależny od warunków klimatycznych. W metodzie suszenia suchym powietrzem potrzeba znacznie mniejszych ilości powietrza dla wysuszenia kilograma tworzywa niż w metodzie suszenia gorącym powietrzem. System pracuje w układzie obiegu zamkniętego, dzięki czemu metoda ta charakteryzuje się znacznie mniejszym zużyciem energii. Nowoczesne suszarki posiadają dwie komory zawierające środek absorbujący wilgoć. Konstrukcja taka umożliwia ciągłą pracę suszarki, bez potrzeby przerywania jej pracy na czas związany z regeneracją środka absorbującego.
I PODSUMOWANIE
Większość polimerów (ABS, SAN, akryl, PPE/HIPS, PPS, POM, PVC) można z powodzeniem przetwarzać przy zawartości wilgoci 0,05–0,10%. Jednakże większość materiałów (PET, PC, nylon, PBT, PUR, PLA, PA) nie powinna być przetwarzana przy poziomie wilgoci wyższym niż 0,02%, a niektóre z nich osiągają optymalne właściwości po wysuszeniu do poziomu tak niskiego jak 0,005%. Optymalny poziom wilgoci zależy nie tylko od polimeru, ale także od innych parametrów przetwarzania, takich jak temperatura stopu i czas przebywania w stanie stopionym.
Suszenie jako podstawowy proces technologiczny jest nieodzowny we wszystkich dziedzinach przemysłowych. Osuszanie lub suszenie tworzyw sztucznych w fazie procesu może być ważną częścią formowania wtryskowego. Przez niedokładne przetwarzanie można doprowadzić również do uszkodzenia samej formy, jak i maszyny.
Materiały i produkty wytwarzane przez przemysł tworzyw sztucznych, a także odpady stanowiące materiał wyjściowy do uzyskiwania surowców wtórnych, muszą być poddane procesowi suszenia. Ważne jest, by proces ten był ekonomiczny, a urządzenia do suszenia posiadały duży stopień dyspozycyjności. •
Literatura: Saechtling H., Tworzywa sztuczne, poradnik, Warszawa 2000 www.muehsam.com.pl
https://www.ptonline.com/articles/ why-and-what-you-need-to-dry
https://www.midstatemold.com/importance-drying-plastics/ https://www.bpf.co.uk/plastipedia/processes/Drying_of_Polymer.aspx
https://www.nexeoplastics.com/blog/technical-solutions/theimportance-of-properly-drying-thermoplastics-maximizing-effi ciency-and-eliminating-issues/
https://www.gea.com/pl/products/dryers-particle-processing/ spray-dryers/fsd-spray-dryer.jsp
https://labotek.com/news-insights/guides-tips/proven-drying-methods-for-plastic-granules/?_x_tr_sl=en&_x_tr_tl=pl&_x_tr_ hl=pl&_x_tr_pto=sc
https://www.ptonline.com/products/ minimum-energy-maximum-savings-dry-better-with-ultra
https://www.ptonline.com/products/ centrifugal-dryer-for-underwater-pelletizing
http://tworzywasztuczne.biz/wp-content/uploads/2021/02/ tszwp_1_2021_www.pdf
https://www.moretto.com/pl/produkty/osuszanie/ systemy-osuszania/xd-20
PLAST ECHO 50 TONACJA RYNKU
Urządzenie do suszenia sprężonym powietrzem serii LCD firmy Labotek
I EFEKTYWNE ZARZĄDZANIE ODPADAMI MOŻLIWE TAKŻE W MIEJSCU PRACY

Dubai Electricity and Water Authority (DEWA) kładzie duży nacisk na wprowadzanie pracowników w zasady gospodarki o obiegu zamkniętym i zachęcanie ich do zrównoważonych zachowań. Wysiłki te doprowadziły do tego, że od października 2022 r. do końca grudnia 2023 r. pracownicy DEWA poddali recyklingowi 499 541 plastikowych butelek i aluminiowych puszek. Jest to równoznaczne z uchronieniem 7108 kilogramów odpadów przed trafieniem na wysypiska.
DEWA umieściła w części swoich budynków inteligentne urządzenia do zbiórki plastikowych butelek i aluminiowych puszek. Maszyny te są obsługiwane za pomocą aplikacji DEWA Smart Office stworzonej dla pracowników. Automat odczytuje kod QR w aplikacji, a użytkownik otrzymuje punkty za każdą operację, co pozwala na wzięcie udziału w miesięcznym losowaniu i wy-

Twende Green Ecocycle, kenijski start-up działający w mieście Mombasa, przekształca odpady tworzywowe w ekologiczne meble szkolne. Zebrane materiały po rozdrobnieniu i umyciu są mieszane z odpadami opakowań tetra pak, a następnie kompresowane w wysokiej temperaturze – tak powstają deski używane do produkcji ławek i krzeseł, o wiele trwalszych niż ich drewniane odpowiedniki.
Źródło: africanews.com

Morinaga Milk, japońska firma z branży mleczarskiej, ogłosiła że kończy sprzedaż mleka i innych napojów ze swojej oferty w szklanych butelkach. Od kwietnia produkty te mają być pakowane w kartony lub plastikowe butelki. Decyzja podyktowana jest dużymi kosztami transportu i wysokim zużyciem energii związanymi m.in. z ponownym wykorzystaniem szklanych butelek.
Źródło: NHK World-Japan
granie cennych nagród. Do końca 2023 r. firma DEWA nagrodziła 49 pracowników.
Inicjatywy DEWA w zakresie recyklingu wspierają zarówno politykę gospodarki o obiegu zamkniętym ZEA jak i strategię w zakresie gospodarki o obiegu zamkniętym przyjętą przez DEWA, koncentrując się na optymalizacji wykorzystania zasobów i wzbogacaniu wartości społecznej, ekonomicznej i środowiskowej. Osiąga się to poprzez zachęcanie do zrównoważonych praktyk, w tym recyklingu zasobów oraz redukcji odpadów. Wspomniane wysiłki wspierają również Dubajską Strategię Zintegrowanego Zarządzania Odpadami na lata 2021–2041, która ma na celu zachęcanie do innowacji w zakresie gospodarki odpadami i recyklingu, a także przekształcania odpadów w energię, oprócz dostarczania praktycznych rozwiązań dla wyzwań środowiskowych.
DEWA zorganizowała 13 akcji uświadamiających dla pracowników, aby podkreślić znaczenie przyjęcia odpowiedzialnego i zrównoważonego stylu życia poprzez wdrożenie zrównoważonych praktyk w domu oraz miejscu pracy, zwiększenie wydajności zużycia energii elektrycznej i wody, ograniczenie ilości odpadów, zmniejszenie zużycia plastiku oraz ponowne wykorzystanie i recykling plastikowych butelek oraz puszek aluminiowych.
Źródło: dewa.gov.ae

Na terenie filipińskiego Northern Sierra Madre Natural Park, największego obszaru chronionego w tym kraju, zaczęło obowiązywać zarządzenie, zgodnie z którym sprzedaż i dystrybucja wyrobów plastikowych jednorazowego użytku – takich jak np. sztućce, słomki, torby czy artykuły ze styropianu – są zakazane. Obostrzenie dotyczy wszystkich obiektów handlowo-biznesowych położonych na obszarze lądowym i przybrzeżnym parku.

Nowe pojemniki na smar firmy Repsol zawierają 60% mechanicznie przetworzonego plastiku pokonsumenckiego. Nowa mieszanka, stanowiąca część gamy zrównoważonych poliolefin Repsol Reciclex, będzie stosowana we wszystkich pojemnikach o objętościach 1, 4 i 5 litrów i będzie dostępna w 5 kolorach dla różnych linii produktów. Dzięki zmianie opakowań firma zmniejszy swój ślad węglowy o 25% w porównaniu z poprzednimi pojemnikami.
PLAST ECHO 52
I LOGITECH STAWIA NA EKOLOGICZNE MATERIAŁY Z RECYKLINGU

Logitech ogłosił, że wszystkie jego urządzenia do współpracy wideo, które działają na systemie operacyjnym CollabOS, będą odtąd produkowane z tworzyw sztucznych z recyklingu, co wesprze cele klientów korporacyjnych w zakresie zrównoważonego rozwoju. Istniejące rozwiązania – Rally Bar, Rally Bar Mini, Tap IP, Tap Scheduler i Scribe – są odświeżane przy użyciu materiałów, które zmniejszą ślad węglowy każdego z tych produktów.
– Przekształcając nasze portfolio urządzeń do sal konferencyjnych w produkty o niższym śladzie węglowym, pomagamy innym firmom radzić sobie z wyzwaniami związanymi ze zrównoważonym rozwojem – powiedział Prakash Arunkundrum, dyrektor

Somalijski minister klimatu ogłosił, że od 30 czerwca br. na terenie kraju będzie obowiązywał zakaz użytkowania, importowania, eksportowania, sprzedaży i produkcji artykułów z tworzyw sztucznych przeznaczonych do jednokrotnego wykorzystania, takich jak np. torby na zakupy. Zachęcił przy tym przedsiębiorstwa i handlowców do poszukiwania innowacyjnych alternatyw, które przyczynią się do ochrony środowiska naturalnego.

Lidl wdrożył własny program zwrotu butelek i puszek w swoich marketach w szkockim Glasgow. W specjalnych automatach można umieszczać czyste i niezgniecione opakowania z PET lub aluminium o pojemności od 100 mililitrów do 3 litrów, na których widnieje czytelny kod kreskowy. Sieć sklepów szacuje, że program zwrotu pozwoli na poddanie recyklingowi 10,5 tony tworzyw sztucznych i aluminium w skali każdego miesiąca.
operacyjny w Logitech – Nie tylko projektujemy i produkujemy nowe urządzenia z tworzyw sztucznych pochodzących z recyklingu i innych materiałów o niższym śladzie węglowym, ale także odświeżamy istniejące artykuły, aby zapewnić liderom IT nowy sposób oceny ich inwestycji w systemy sal konferencyjnych – taki, który obejmuje kwestie dotyczące ludzi i planety. Robimy to bez podnoszenia cen i uszczerbku dla najwyższej jakości oraz wydajności, jakich firmy oczekują od Logitech.
Wysiłki mające na celu zmniejszenie negatywnego wpływu na środowisko szybko stały się imperatywem biznesowym. W niedawnej ankiecie przeprowadzonej wśród specjalistów IT przez firmę analityczną Frost & Sullivan, 65% z nich stwierdziło, że stanie się liderem w zakresie praktyk środowiskowych, społecznych, zarządzania i zrównoważonego rozwoju jest krytycznym lub bardzo ważnym celem biznesowym na nadchodzący rok.
Zastosowanie zasad Design for Sustainability (DfS) w portfolio urządzeń Logitech do współpracy wideo oznacza, że klienci firmy mogą wyposażyć całe sale konferencyjne – w tym Microsoft Teams Rooms i Zoom Rooms – w technologię zaprojektowaną z myślą o zrównoważonym rozwoju. Ten krok zwiększa skalę postępu osiągniętego już w zakresie urządzeń peryferyjnych do osobistych stacji roboczych, takich jak kamery internetowe, zestawy słuchawkowe, myszy i klawiatury.

Badacze z Woods Hole Oceanographic Institution (WHOI) we współpracy z firmą Eastman, producentem tworzyw sztucznych, stworzyli prototyp słomki z bioplastiku, która ulega rozkładowi szybciej niż jej odpowiedniczka wykonana z papieru. Biomateriał wykorzystany do opracowania nowego typu słomki pozyskano z drewna. Aby dodatkowo zwiększyć tempo degradacji wyrobu, podczas jego produkcji zastosowano proces spieniania.

Począwszy od kwietnia w restauracjach sieci McDonald’s działających na terenie japońskiej prefektury Nagasaki będzie obowiązywała opłata za plastikowe torby w wysokości 5 jenów. Planowane są także inne testowe przedsięwzięcia z zakresu zrównoważonego rozwoju; przykładowo, lokale w prefekturze Saitama mają wdrożyć nowe opakowanie McFlurry. Celem obu inicjatyw jest redukcja śladu węglowego i zużycia plastiku.
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 53 WWW.PLASTECHO.COM
CYFROWY BLIŹNIAK
MOST MIĘDZY WIRTUALNYM A FIZYCZNYM ŚWIATEM
Cyfrowy bliźniak (ang. digital twin) jest wirtualnym odpowiednikiem rzeczywistego obiektu lub systemu, który jest ciągle uaktualniany za pomocą danych zebranych z rzeczywistego świata.

PAWEŁ WIŚNIEWSKI
I HOUSTON, MAMY TU PROBLEM
W 1970 r. misja Apollo 13 miała być trzecią próbą lądowania na Księżycu. Gdy statek kosmiczny Odyssey zbliżał się do Księżyca, pękł zbiornik tlenu, co wywołało lawinę komplikacji. Rozpoczęła się walka o utrzymanie astronautów przy życiu i ich bezpieczne sprowadzenie na Ziemię.
Kontrola naziemna stanęła przed koniecznością rozwiązania szeregu problemów, bo ponad 300 tys. kilometrów od Ziemi moduł dowodzenia utracił prawidłowe zasilanie elektryczne, światło i wodę. Astronauci wyłączyli moduł dowodzenia i przenieśli się do modułu lądownika księżycowego, który został zbudowany z myślą o 45-godzinnym okresie eksploatacji, a musiał być wykorzystywany dwukrotnie dłużej. Moduł posiadał wystarczające zapasy tlenu, ale problemem były rezerwy zasilania, brak wody, usuwanie dwutlenku węgla oraz system nawigacyjnego lądownika, który nie został zaprojektowany do manewrowania w kosmosie.
Do szkolenia astronautów i kontrolerów w każdym aspekcie misji NASA wykorzystywało symulatory. Wykorzystano je do stworzenia bliźniaka statku Odyssey, uwzględniając dane o jego konstrukcji, systemach, oprogramowaniu i wyposaże-
niu. Dzięki temu inżynierowie NASA mogli testować różne rozwiązania problemów i procedury ratunkowe w wirtualnym środowisku, zanim zastosowali je na prawdziwym statku kosmicznym.
Opracowano zatem sposób na nawigowanie statkiem i wykonywanie manewrów, które miały umożliwić astronautom powrót na Ziemię. Kolejnym rozwiązanym problemem było wykorzystanie kanistrów z wodorotlenkiem litu, które usuwają dwutlenek węgla ze statku kosmicznego. Kwadratowe kanistry z modułu dowodzenia nie były kompatybilne z okrągłymi otworami w systemie modułu księżycowego. Ekipa naziemna przećwiczyła, a następnie przekazała astronautom procedurę, jak połączyć je za pomocą plastikowych toreb, kartonu i taśmy klejącej. Ostatnim problemem było ponowne włączenie zasilania w module dowodzenia przed wejściem na orbitę Ziemi. Astronauta Ken Mattingly, który został usunięty z załogi Apollo 13 na kilka dni przed startem, zamknął się w symulatorze modułu dowodzenia, aby przećwiczyć i dopracować sekwencję włączania zasilania, zanim ta została przekazana załodze.
Chociaż misja Apollo 13 miała miejsce na wiele lat przed powstaniem terminu „cyfrowy bliźniak”, jest ona jednym z najlepszych przykładów wykorzystania tej koncepcji w praktyce. Stworzenie modelu odzwierciedlającego rzeczywisty obiekt umożliwiło bezpieczne opracowanie na nim rozwiązań i przećwiczenie procedur przed zastosowaniem ich w rzeczywi-
stym środowisku, gdzie każdy błąd groził katastrofą.
I POCZĄTKI I ROZWÓJ
Koncepcja „cyfrowych bliźniaków” narodziła się w latach 90., również w NASA, jednak dopiero niedawny postęp technologiczny, który przyniósł Internet Rzeczy (IoT), chmurę obliczeniową i sztuczną inteligencję (AI), umożliwił jej szerokie zastosowanie.
Cyfrowy bliźniak (ang. digital twin) jest wirtualnym odpowiednikiem rzeczywistego obiektu lub systemu, który jest ciągle uaktualniany za pomocą danych zebranych z rzeczywistego świata. Jest to wirtualny model, który odzwierciedla zarówno fizyczne cechy, jak i zachowania właściwego obiektu. Dzięki integracji danych rejestrowanych na bieżąco oraz tych zgromadzonych wcześniej, cyfrowy bliźniak pozwala precyzyjnie określić stan, sprawność i wydajności swojego odpowiednika w rzeczywistości. Technologia ta otwiera drzwi do niezliczonych możliwości w zakresie optymalizacji, monitorowania, symulacji i projektowania.
Początkowo cyfrowe bliźniaki wykorzystywano głównie w przemyśle lotniczym i kosmicznym do symulacji i optymalizacji działania maszyn. Z biegiem czasu technologia ta rozszerzyła się na inne dziedziny, takie jak produkcja, opieka zdrowotna, energetyka czy budownictwo.
Cyfrowe bliźniaki miast – Szanghaju i Singapuru – pomagają ulepszać syste-
PLAST ECHO 54 TONACJA RYNKU
Plastech.pl
my transportowe i układ ulic. W ramach projektu Living Heart francuskiej firmy Dassault Systèmes stworzono dokładny wirtualny model ludzkiego serca, na którym chirurdzy mogą testować i analizować różne warianty leczenia. Aby optymalizować wydajność pracy, DHL stworzył cyfrową mapę swoich magazynów i łańcuchów dostaw. Zespoły McLaren i Red Bull używają cyfrowych bliźniaków do testowania samochodów Formuły 1. To tylko niektóre z przykładów wykorzystania tej koncepcji, które pojawiają się w mediach.
Coraz większa ilość danych generowanych przez różne urządzenia sprawia, że możliwe staje się tworzenie coraz bardziej precyzyjnych i skomplikowanych cyfrowych bliźniaków.
I PROJEKT A PRODUKCJA
Jednym z najbardziej znanych programów CAD (ang. Computer-Aided Design) na świecie jest AutoCAD zaprojektowany i wydany przez firmę Autodesk już w latach 80. XX w. Wraz z pojawieniem się komputerów osobistych program szybko wyparł deski kreślarskie, zyskując na atrakcyjności za sprawą coraz nowszych funkcji: obsługi warstw, możliwości tworzenia trójwymiarowych modeli, renderowania obiektów, czyli przekształcania rysunków technicznych w realistycznie wyglądające zdjęcia.
Z czasem na jego bazie zaczęto tworzyć specjalistyczne narzędzia dla konstruktorów poszczególnych branży. Dla branży narzędziowej zostało opracowane oprogramowanie Autodesk Moldflow, które pomaga nie tylko dobrać i zaprojektować kompletną formę wtryskową, ale także posiada narzędzia do analizy procesu wtrysku. Symulacja przepływu stopionego tworzywa sztucznego przez formę wtryskową, ocena zmiany geometrii, zmiany rodzaju tworzywa, efektywności chłodzenia czy lokalizacji punktu wtrysku pozwala uniknąć potencjalnych wad produktu bez konieczności budowy kosztownych prototypów fizycznych i szybciej wprowadzić produkty na rynek.
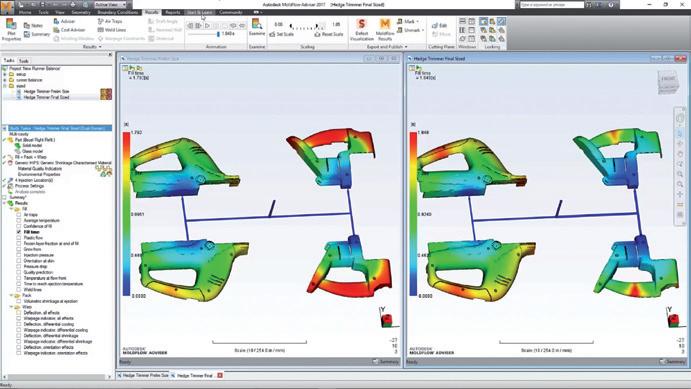
Kolejnym krokiem w rozwoju tej technologii jest połączenie komputerowej symulacji z rzeczywistą produkcją. Tajwański producent oprogramowania Moldex3D wychodzi z założenia, że aby uzyskać precyzyjne wyniki symulacji, konieczne jest uwzględnienie rzeczywistych właściwości wtryskarki stosowanej w produkcji. Wersja oprogramowania Moldex3D 2023 obsługuje wtryskarki Fanuc i Sumitomo, pozwalając użytkownikom importować informacje o warunkach formowania i rzeczywiste profile wtryskarek. Dokładniejsze dane maszyny pozwalają na precyzyjną analizę procesu, a zoptymalizowane parametry wtrysku są przesyłane z powrotem do maszyny. Znacznie skraca to czas testowania form, umożliwiając opracowanie najlepszych parametrów wtrysku
na wirtualnym modelu bez konieczności zużywania surowców. Integracja procesów wirtualnych i rzeczywistych pomaga przedsiębiorstwom wejść w nowy etap inteligentnej produkcji.
I CYFROWE MODELE RZECZYWISTYCH OBIEKTÓW
DMG MORI, czołowy producent obrabiarek CNC, zaprezentował w zeszłym roku cyfrowego bliźniaka – wirtualny model maszyny CNC. Model ten umożliwia projektowanie i testowanie maszyn w całości w wirtualnej przestrzeni jeszcze przed rozpoczęciem produkcji. Symulacja, analiza i optymalizacja funkcji maszyny z wirtualnymi narzędziami, uchwytami i częściami obrabianymi pozwala na przeprowadzanie
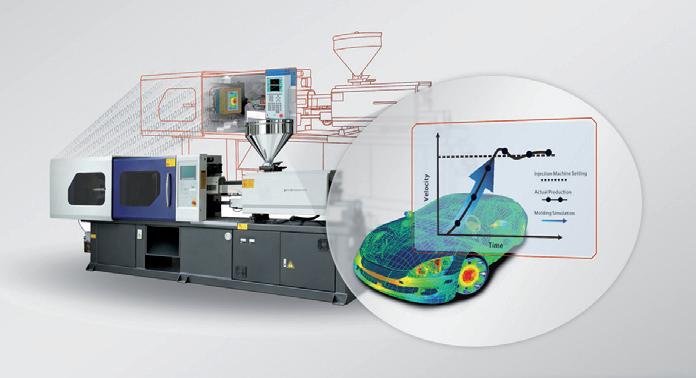 Moldex3D oferuje usługę tworzenia modelu cyfrowego bliźniaka wtryskarki (fot.: Moldex3D)
Moldex3D oferuje usługę tworzenia modelu cyfrowego bliźniaka wtryskarki (fot.: Moldex3D)
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 55 WWW.PLASTECHO.COM
Jedna z funkcji Moldflow pozwala na analizę balansowania kanałów, co zapewnia równomierne ciśnienie i czas napełniania gniazd formy (fot.: Autodesk)

realistycznych testów obróbki komponentów przed przystąpieniem do montażu.
Dzięki symulacji można zapobiegać błędom, wykrywać usterki, unikać przestojów spowodowanych kolizjami, umożliwiając ciągłe ulepszanie programów CNC. Również szkolenie pracowników jest w takiej sytuacji możliwe do zrealizowania bez angażowania czasu drogiej maszyny.
Siemens zaprezentował cyfrowego bliźniaka swojego centrum logistycznego w Norymberdze. Scenariusze symulacyjne pomagają zoptymalizować planowanie zmian, identyfikować wąskie gardła, zmniejszyć koszty i zużycie energii, maksymalizować wydajność magazynu obsługującego 25 tys. klientów na całym świecie, 12 tys. zamówień dziennie, 22 tys. pozycji
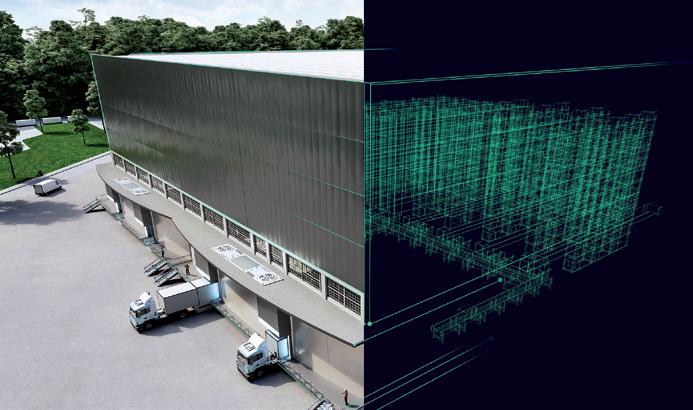
listów przewozowych, 27 układnic magazynowych i 3 kilometry automatycznych przenośników taśmowych.
I PRZYSZŁOŚĆ CYFROWEGO BLIŹNIAKA
Wirtualny model obiektu lub systemu doskonale sprawdza się jako narzędzie podczas prototypowania nowych produktów czy też analizy ich zachowania. Cyfrowy bliźniak zawsze odzwierciedla aktualny stan obiektu lub systemu. Pozwala dzięki temu monitorować obiekt lub systemy w czasie rzeczywistym, optymalizować wydajność, a także przewidywać awarie i podejmować prewencyjne działania konserwacyjne. Przykładowo, cyfrowy bliźniak fabryki może być wykorzystany do optymalizacji przepływu materiałów i procesów produkcyjnych, co może prowadzić do znacznego wzrostu wydajności.
Przyszłość cyfrowych bliźniaków wydaje się obiecująca. Ich rola będzie prawdopodobnie rosnąć wraz z postępem technologicznym, a ich zastosowania mogą stać się jeszcze bardziej wszechstronne. W przyszłości cyfrowe bliźniaki mogą być wykorzystywane do modelowania systemów w różnych skalach, począwszy od mikroskopijnych detali, aż po całe miasta czy globalne procesy. Ich działanie w coraz większym stopniu będzie opierało się na algorytmach uczenia maszynowego i sztucznej inteligencji. W ten sposób radykalnie zwiększy się ich zdolność do przewidywania zachowań systemu, optymalizowania swoich działań oraz szybkiego reagowania na zmienne warunki.
Od wielu lat pytanie, czy żyjemy w symulacji, jest jednym z tych filozoficznych i naukowych zagadnień, które budzą wiele kontrowersji i spekulacji. Współczesna nauka, w tym fizyka, biologia, informatyka i filozofia, zajmuje się różnymi aspektami tego pytania, ale nie jest w stanie dostarczyć nam jednoznacznej odpowiedzi.
Teraz okazuje się, że nawet jeśli my nie żyjemy w symulacji, to już nasz wirtualny bliźniak będzie! •
DMG MORI i Siemens prezentują pierwszego kompleksowego cyfrowego bliźniaka obrabiarek CNC na platformie Siemens Xcelerator (fot.: Siemens)
PLAST ECHO 56 TONACJA RYNKU
Pod hasłem „Inteligentna intralogistyka – doświadcz przepływu” firma Siemens zaprezentowała holistycznego cyfrowego bliźniaka prawdziwego centrum logistycznego (fot.: Siemens)
Sprawdź naszą nową stronę! gryf ilen.com Grupa Azoty Polyolefins S.A. ul. Kuźnicka 1, 72-010 Police Polska commercial@grupaazoty com gryfilen.com POLS K I P RO DU K T dla liderów przetwórstwa na zaawansowanych rynkach
SADZA TECHNICZNA

Sadza to produkt niepełnego spalania paliw kopalnych i materiałów o znacznej zawartości węgla. Jej techniczna odmiana jest na szeroką skalę stosowana w przemyśle, m.in. przy wytwarzaniu wyrobów gumowych, produkcji pigmentów do tworzyw sztucznych oraz farb czy tuszów
 DR KAROL NICIŃSKI
DR KAROL NICIŃSKI
Sadza (kopeć, za encyklopedią PWN) – w przenośni, a można rzec i dosłownie, Kopciuszek w porównaniu z bardziej „medialnymi” odmianami węgla pierwiastkowego takimi jak fulereny czy grafen, a już na pewno z najcenniejszymi kamieniami szlachetnymi – diamentami. Jest produktem niepełnego spalania paliw kopalnych, jak również materiałów zawierających znaczne ilości węgla. Sadza techniczna składa się niemal wyłącznie
z węgla pierwiastkowego (>97%), w przeciwieństwie do sadzy kominowej czy tej powstającej w czasie pożarów, które zawierają mniej niż 60% węgla pierwiastkowego oraz duże ilości zanieczyszczeń nieorganicznych i wielopierścieniowych węglowodorów aromatycznych (WWA).
Sadza była znana ludziom pierwotnym w czasach prehistorycznych. Wykorzystywali ją jako jeden z pigmentów, obok żółtej i czerwonej ochry, do tworzenia malowideł naskalnych. Wraz z rozwojem pisma, w różnych kulturach zaczęto jej używać do wyrobu tuszu. I tak przykładowo, w starożytnym Egipcie wytwarzano go z sadzy powstającej po wypaleniu kaganka, zmieszanej
z wodą i gumą arabską (podobno znaki zapisane nim na papirusie ok. 3000 lat p.n.e. są czytelne do dziś). W tym samym okresie, w odległych Chinach, sadzę i tusz do kaligrafii produkowano już w ogromnych ilościach, w sposób zorganizowany. Rzemieślnicy zeskrobywali sadzę gromadzącą się na ceramicznych pokrywach lamp olejowych i mieszali ją z klejem zwierzęcym i pachnidłem. Podobną metodą do dzisiaj wytwarzany jest tradycyjny japoński tusz zwany sumi, sprzedawany w postaci pałeczek. Ze względu na jakość wykorzystywanych surowców oraz czasochłonną technikę, dwustugramowy produkt może osiągać cenę nawet 2000 dolarów. Jeśli znajdą się czytelnicy chętni do zapoznania się ze
PLAST ECHO 58 TONACJA RYNKU
szczegółami wspomnianego procesu, zachęcam do obejrzenia filmu Why Japanese Calligraphy Ink Is So Expensive w serwisie YouTube na kanale Business Insider. Podobno obraz jest wart więcej niż tysiąc słów. Ogólna receptura, według której wytwarzano większość tuszów, nie zmieniła się do XIX w.
Do roku 1870 sadzę wytwarzano przeważnie metodą lampową; później zaczęto do tego celu wykorzystywać gaz ziemny. Opracowano proces kanałowy, w którym gaz spalano przy ograniczonym dopływie powietrza w niskich, metalowych instalacjach kojarzących się z psimi budami (ang. doghouses). Wydajność procesu była niska; wynosiła jedynie kilka procent, po części przez kwestie surowcowe, a przede wszystkim ze względu na bardzo niską skuteczność wychwytywania powstającej sadzy. Nad fabrykami pracującymi według tej metody unosiły się czarne smugi produktu widoczne z odległości dziesiątek kilometrów. Patrząc na obowiązujące obecnie przepisy środowiskowe i podejście do ekologii, aż dziw bierze, że ostatnią tego typu wytwórnię zamknięto w Stanach Zjednoczonych dopiero w 1976 r.
W 1904 r. Sidney C. Mote odkrył, że dodatek sadzy poprawia właściwości fizykochemiczne wyrobów gumowych, co stanowi najbardziej istotne wydarzenie w historii rozwoju przemysłu sadzy technicznej. Wiedza ta została wykorzystana w rozwijającym się przemyśle motoryzacyjnym do wyrobu opon.
Szybki rozwój motoryzacji oraz wprowadzenie na rynek kauczuków syntetycznych doprowadziły do szeroko zakrojonych prac badawczo-rozwojowych związanych z napełniaczami sadzowymi. Na początku XX w. wprowadzono dwie inne metody, obie wykorzystujące gaz ziemny jako surowiec, ale zapewniające lepszą wydajność i niższe emisje zanieczyszczeń niż proces kanałowy. Jedną z nich jest stosowany do dzisiaj tzw. proces termiczny, w którym gaz ziemny podawany jest do gorącego pieca wyłożonego materiałem ogniotrwałym, gdzie w warun-
kach beztlenowych, w podwyższonej temperaturze, ulega pirolizie z wydzieleniem sadzy, mieszaniny związków organicznych i wodoru. Zazwyczaj stosuje się układ 2 reaktorów pracujących naprzemiennie. Gaz wylotowy z pierwszego reaktora schładza się za pomocą natrysków wodnych, a sadzę zbiera się na filtrach tkaninowych. Przefiltrowany gaz (90% wodoru, 6% metanu, 4% wyższych węglowodorów) służy do ogrza-
nia drugiego reaktora. Drugą ze wspomnianych metod był gazowy proces piecowy, który nie jest już praktykowany.
Obecnie najczęściej wytwarza się sadze techniczne metodą olejowo-piecową (lub po prostu piecową), którą wprowadziła firma Philips Petroleum w 1943 r. W procesie tym wykorzystuje się ciężkie oleje aromatyczne. Reakcje zachodzą w reaktorze,

MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 59 WWW.PLASTECHO.COM
Zakład produkujący sadzę metodą kanałową. Sunray, Teksas, Stany Zjednoczone, 1942 r. Spalanie gazu w 350 długich, niskich kanałach (ang. doghouses)
w ściśle kontrolowanych warunkach (temperaturze i ciśnieniu). Surowiec za pomocą dysz atomizujących wprowadzany jest do strumienia gorącego gazu, w którym odparowuje i ulega pirolizie. Produkt usuwany jest z reaktora poprzez wymienniki ciepła, chłodzony i gromadzony w filtrach workowych. Odfiltrowana sadza jest granulowana, suszona, przesiewana i przygotowywana do transportu.
Po dziś branża motoryzacyjna zużywa najwięcej sadzy technicznej. Ze względu na fakt, że sadza jest odporna na promieniowanie ultrafioletowe i działa jako pochłaniacz ozonu, a więc nie tylko z powodu koloru, jest ona również najpowszechniej stosowanym czarnym pigmentem w przetwórstwie tworzyw sztucznych oraz do wyrobu farb i tuszów. Globalny popyt na sadzę techniczną przekracza 16 mln ton rocznie.

Termin „sadza techniczna” jest bardzo pojemny. W przypadku wyrobów gumowych rozróżnia się wiele jej gatunków, uwzględniając sposób otrzymywania, charakterystyczne własności i sposób oddziaływania na mieszankę gumową lub wulkanizat. Aby usystematyzować temat, wprowadzono klasyfikację sadz technicznych w postaci normy ASTM D1765-21 „Standard Classification System for Carbon Blacks Used in Rubber Products”. Przyjęty system obejmuje klasyfikację sadzy za pomocą trzech cyfr (np. 330), poprzedzonych literami „N” lub „S” określającymi wpływ sadzy na szybkość wulkanizacji mieszanki kauczukowej („N” dla normalnej szybkości wulkanizacji; „S”, gdy dodatek napełniacza zmniejsza szybkość wulkanizacji). Kiedy pierwotnie opracowywano ten system, w powszechnym użyciu były jeszcze sadze kanałowe, które spowalniały proces sieciowania mieszanek kauczukowych (obecnie są to specjalnie zmodyfikowane sadze piecowe).
Spośród cyfr najważniejsza jest pierwsza, odnosząca się do powierzchni właściwej sadzy. Określa ona przedział, w którym zawiera się średnia powierzchnia właściwa danego gatunku sadzy wyznaczana metodą standardową – poprzez niskotemperaturową adsorpcję azotu. Dwie pozostałe cyfry ustalane są arbitralnie na podstawie danych dostarczanych przez producentów sadzy. Ogólnie ujmując, aktywność sadzy i jej działanie wzmacniające w wulkanizatach maleje wraz ze wzrostem numeru.
W przypadku tworzyw sztucznych, gdzie sadza jest wykorzystywana jako czarny pigment, określa się np. jej siłę barwienia według normy ASTM D3265-19b „Standard Test Method for Carbon Black— Tint Strength”.
Procesy produkcji sadzy technicznej wykorzystują surowce nieodnawialne, są energochłonne i mają znaczący wpływ na globalną emisję CO2. Jaka przyszłość czeka więc ten segment przemysłu w obliczu szeroko głoszonych obecnie koncepcji zrównoważonego rozwoju i budowania gospodarki o obiegu zamkniętym? Czy
PLAST ECHO 60 TONACJA RYNKU
Zakład produkujący sadzę metodą kanałową. Sunray, Teksas, Stany Zjednoczone, 1942 r. Instalacja do suszenia i konfekcjonowania uzyskanej sadzy, pracownicy pakujący produkt

rozwiązaniem jest powrót do wytwarzania sadzy z biomasy, lub biogazu?
Aktualnie najlepszą receptą wydaje się być odzysk sadzy ze zużytych opon w procesie pirolizy. Firmy produkujące sadzę techniczną kierują swoją uwagę również na olej popirolityczny, który może być zastosowany do stworzenia nowych gatunków sadz technicznych, analogicznie do metody piecowej.
Opracowane i testowane obecnie rozwiązania nie pozostają bez wad. Nadal mamy do czynienia z procesami energochłonny mi. Surowa sadza popirolityczna to miesza nina sadzy, substancji mineralnych i koksu. Skład chemiczny oleju popirolitycznego może różnić się w zależności od parame trów technologicznych procesu. Dlatego uzyskiwane surowce popirolityczne wy magają dalszej obróbki i standaryzacji, aby mogły być zastosowane w wymagają cych wyrobach i nie wpływać negatywnie na bezpieczeństwo ich użytkowania. Nigdy nie będzie to proces zeroemisyjny, choć podobno wykorzystanie odzyskanej sadzy w produkcji nowych opon pozwoli zmniej szyć emisję dwutlenku węgla nawet o 85% w porównaniu z materiałami pierwotnymi.
Jak na razie, mniej niż 1% sadzy technicznej pochodzi z tego źródła, ale szacuje się, że do 2030 r. będzie to już 10%. Skalowanie technologii do wymaganych poziomów wciąż jednak pozostaje wyzwaniem. W przeciwieństwie do modnych, populistycznych haseł, efektywne rozwiązania są bardziej złożone i wymagają znacznych nakładów finansowych. •
Zdjęcia w tekście: Domena publiczna; Library of Congress Prints and Photographs Division Washington, D.C. 20540 USA. No known restrictions. For information, see U.S. Farm Security
Administration/Office of War Information Black & White Photographs https://www.loc.gov/free-to-use/ Zdjęcie tytułowe: depositphotos.com/pl
Literatura
Wang M.-J., Gray C.A., Reznek S.A., Mahmud K., Kutsovsky Y., Carbon Black. In Kirk-Othmer Encyclopedia of Chemical Technology, (Ed.), 2003, https://doi.org/10.1002/0471238961.03011802040114 14.a01.pub2
St Clair K., Sekrety Kolorów, Grupa Wydawnicza Foksal Sp. z o.o., Warszawa 2022
https://businessinsider.com.pl/wideo/musi-lezakowac-cztery-lata-zanim-zostanie-sprzedany-jakpowstaje-tusz-sumi/8xy8nfp?utm_source=duckduckgo. com_viasg_businessinsider&utm_medium= referal&utm_campaign=leo_automatic&srcc=undefined&utm_ v=2 {dostęp: 24.02.2024]
Geelen P., Selecting Carbon Black for Plastics, https://polymer-additives.specialchem.com/selection-guide/selecting-carbon-black-for-plastics [dostęp: 24.02.2024]
Carbon Black Market Size & Trends, https://www.grandviewresearch.com/industry-analysis/carbon-black-market Spahr M.E., Rothon R., Carbon Black as a Polymer Filler. Polymers and Polymeric Composites: A Reference Series, 1–31. doi: 10.1007/978-3-642-37179-0_36-2
Carbon Black. Process Description, https://www3.epa.gov/ ttnchie1/ap42/ch06/final/c06s01.pdf [dostęp: 25.02.2024]
International Carbon Black Association, Carbon Black User’s Guide, Safety, Health & Environmental Information, 2016, https:// cancarb.com/wp-content/uploads/2020/05/carbon-black-user-guide.pdf [dostęp: 25.02.2024]
Global Carbon Black Market Analysis to 2030 – Featuring Birla Carbon, Jiangxi Black Cat Carbon Black, Cabot and Tokai Carbon Among Others – ResearchAndMarkets.com https:// www.businesswire.com/news/home/20220921005843/en/ Global-Carbon-Black-Market-Analysis-to-2030---FeaturingBirla-Carbon-Jiangxi-Black-Cat-Carbon-Black-Cabot-and-TokaiCarbon-Among-Others---ResearchAndMarkets.com [dostęp: 25.02.2024]
Greene T., Recovered Carbon Black: Major Step Toward Sustainable and Responsible Future, https://www.chemanalyst.com/ NewsAndDeals/NewsDetails/recovered-carbon-black-majorstep-toward-sustainable-and-responsible-future-11697 21.10.2022 [dostęp: 25.02.2024]
Sustainability in carbon black will take multiple approaches, collaboration, https://kleanindustries.com/resources/market-analysis-research/sustainability-carbon-black-multiple-approachescollaboration/ 28.01.2024 [dostęp: 25.02.2024]
Von Wolfersdorff M., Infographic: Impact of Sustainability on Carbon Black, https://www.smithers.com/ [dostęp: 25.02.2024] Clean recovered Carbon Black – thinking in closed Loops, https:// www.ibp.fraunhofer.de/en/projects-references/carbon-black. html [dostęp: 25.02.2024]
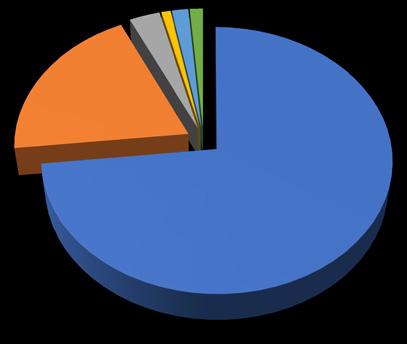
przemysł gumowy - opony - napełniacz wzmacniający
przemysł gumowy - wyroby inne niż opony - napełniacz wzmacniający tworzywa sztuczne - pigment, stabilizator UV tworzywa sztuczne, guma - sadze przewodzące farby, lakiery - pigment
tusze - pigment
Chmury zanieczyszczeń unoszące się nad osiedlem dla pracowników wytwórni sadzy. Moore County, Teksas, Stany Zjednoczone, 1942 r.
Procentowe wykorzystanie sadzy w poszczególnych branżach przemysłowych (szacunkowo) MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 61 WWW.PLASTECHO.COM

I TWORZYWA SZTUCZNE I ŚRODOWISKO

Dlaczego plastiki są takie dobre, a wszyscy mówią, że są złe
Obecnie wiele uwagi poświęca się ociepleniu klimatu i zanieczyszczeniu środowiska. W tym aspekcie często pojawiają się produkty i opakowania z tworzyw sztucznych, a także odpady przenikające do środowiska. Zarówno wpływ na ocieplenie klimatu, jak na zanieczyszczenie powietrza i ekosystemu, przypisuje się plastikom. Czy słusznie?
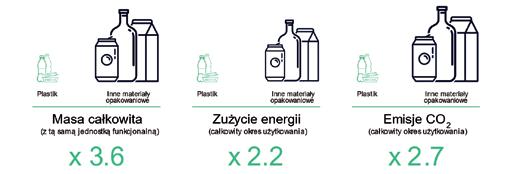
Ocieplenie klimatu i emisja CO2 – wpływ opakowań z tworzyw sztucznych. Źródło: bp-consultants.de
Istnieje wiele przykładów, które przeczą obiegowej opinii; dotyczą one m.in.: budownictwa (znaczna poprawa energooszczędności poprzez stosowanie okien z PVC, ociepleń budynków z EPS), motoryzacji (wykorzystanie ok. 50% tworzyw sztucznych w samochodach redukuje znacznie zużycie paliwa), branży odzieżowej (masowe użycie włókien poliestrowych z surowców z recyklingu w celu zmniejszenia negatywnej dla środowiska uprawy bawełny), wykorzystania tworzyw do produkcji źródeł energii odnawialnej (turbiny wiatrowe, panele fotowoltaiczne).
A co by było, gdybyśmy zastąpili używane tworzywa innymi materiałami?
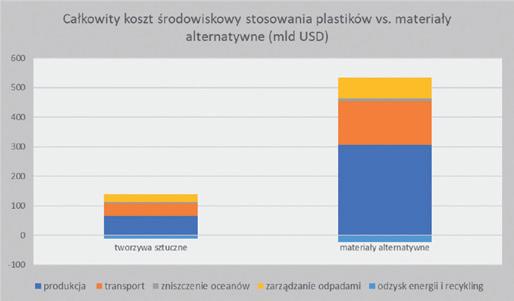
Wobec tego, co tak naprawdę stanowi główny problem w zanieczyszczeniu środowiska plastikami i ociepleniu klimatu, bo temu
nie da się zaprzeczyć? MY SAMI, wyrzucając odpady w miejscach do tego nieprzeznaczonych, a także nie selekcjonując odpadów, które wytwarzamy.
Dlatego kraje członkowskie UE zdecydowały się na odwrócenie trendu wzrostu ocieplenia klimatu i zanieczyszczenia środowiska poprzez wprowadzenie Europejskiego Zielonego Ładu – zobowiązania dla przyszłych pokoleń. Kraje członkowskie mają ambicję osiągnięcia zerowej emisji gazów cieplarnianych oraz oderwania wzrostu gospodarczego od zużycia zasobów i degradacji środowiska do 2050 r. Stąd wszystkie starania ekologiczne zmierzają do tego celu. W efekcie przecież wszyscy chcemy mieć czyste środowisko. Można powiedzieć: „co tam ocieplenie klimatu, przynajmniej będzie cieplej”. Owszem, ponad 1 mln lat temu emisja CO2 też była wysoka, a 5 mln lat wstecz klimat był jeszcze cieplejszy. Problem w tym, że nie było wtedy nas, a skutki zmiany klimatu obecnie będą katastrofalne dla świata ludzi. Spowodują niepokoje, wojny i masowe migracje, ponieważ część lądów ulegnie zatopieniu, a część zamieni się w pustynie.
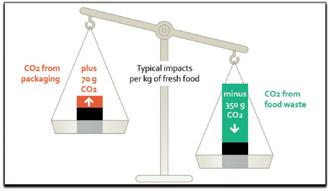
Ochrona żywności przez opakowania tworzyw sztucznych i dylematy związane z ograniczeniem opakowań. Źródło: Trucost
Nowe regulacje częściowo zmniejszające trend zaśmiecania
Polska wprowadziła w życie przepisy dyrektywy UE dotyczącej ograniczenia stosowania niektórych jednorazowych opakowań plastikowych. Dyrektywa Single Use Plastics, aby zapobiec zaśmiecaniu plaż i przedostawaniu się plastików do morza, wprowadza obowiązek trwałego przytwierdzania nakrętek do butelek plastikowych. Właśnie te nakrętki zajęły wysokie, 4. miejsce, wśród odpadów porzucanych na plażach UE. Kolejne ograniczenia dotknęły opakowań z polistyrenu spienianego stosowanych do dań gotowych spożywanych bezpośrednio z pojemnika. Te właśnie zostały zakazane do tego celu właśnie z powodu zaśmiecania. Ich struktura pozwala na dość łatwe oddzielanie się drobnych granulek.
Gdyby konsumenci zachowywali się zgodnie ze zdrowym rozsądkiem i nie pozostawiali tych opakowań w miejscach nieprzeznaczonych, nie byłyby potrzebne tego rodzaju przepisy. Ci konsumenci, którzy zachowują się normalnie, niestety muszą znosić niedogodności niezawinione, ale cel wydaje się wzniosły.
W efekcie wszyscy chcemy mieć czyste plaże i morza, tylko niestety części z nas brakuje wyobraźni.
PARTNER DZIAŁU
ROBERT SZYMAN
PLAST ECHO 62 BRZMIENIE OTOCZENIA
Źródło: Trucost

I DZIAŁANIA ZWIĘKSZAJĄCE DOSTĘPNOŚĆ CYRKULARNYCH SUROWCÓW SĄ NIEZBĘDNE
Najnowszy raport na temat cyrkularności branży tworzyw sztucznych w Europie potwierdza znaczący postęp, ale i ukazuje wyzwania na drodze do celów gospodarki obiegu zamkniętego. Polska – z dopiero tworzonym systemem kaucyjnym i niewydolnym systemem ROP – pozostaje w tyle na tle średnich wyników europejskich, ale pilne działania zwiększające dostępność cyrkularnych surowców są niezbędne na całym kontynencie.
Cyrkularne tworzywa sztuczne stanowią obecnie 13,5% wszystkich tworzyw wykorzystywanych do produkcji plastikowych wyrobów i części w Europie – wskazuje najnowsza edycja wydawanego co 2 lata raportu stowarzyszenia Plastics Europe „Tworzywa sztuczne w obiegu zamkniętym – analiza sytuacji w Europie”. Tym samym europejski system tworzyw sztucznych jest w połowie drogi do osiągnięcia pośredniego celu wyznaczonego w mapie drogowej The Plastics Transition, zakładającego wykorzystanie cyrkularnych surowców w nowych produktach na poziomie 25% do 2030 r. Z raportu wynika także, że w Europie po raz pierwszy więcej odpadów tworzyw sztucznych zostało poddanych recyklingowi (w sumie 26,9%) niż trafiło na składowiska.
Dane dla Polski plasują się poniżej średniej europejskiej. W nowych produktach i częściach z tworzyw sztucznych 10,2% surowców pochodziło ze źródeł cyrkularnych. Poziom recyklingu tworzyw sztucznych w Polsce w 2022 r. wyniósł natomiast 21,2% (co odpowiada 542 tys. ton odpadów tworzyw poddanych recyklingowi).
– Mimo że poziom recyklingu w Polsce jest poniżej europejskiej średniej, to trend jest wzrostowy. W porównaniu do 2018 r. poziom recyklingu wzrósł o 8,7% – komentuje dane Anna Kozera-Szałkowska, dyrektor zarządzająca Fundacji Plastics Europe Polska, polskiego oddziału europejskiego stowarzyszenia.
Raport nakreśla jednocześnie kilka głównych wyzwań, które osłabiają cyrkularny postęp europejskiego systemu tworzyw sztucznych. Należą do nich m.in. rosnące (o 15% od 2018 r.) ilości odpadów tworzyw sztucznych poddawanych spaleniu z odzyskiem energii, podczas gdy spora część tych odpadów mogłaby trafić do recyklingu. W Polsce wzrost ten jest jeszcze większy i wynosi o 24% więcej, niż w 2018 r. Tymczasem, jak podkreśla Anna Kozera-Szałkowska, branża recyklingu od lat boryka się z brakiem surowca. Bez pilnych działań pozwalających zwiększyć dostępność cyrkularnych surowców nie będzie można utrzymać obecnego tempa postępu i zrealizować ani odgórnych europejskich, ani oddolnych branżowych celów cyrkularności.
Z raportu wynika, że w 2022 r. w Europie cyrkularne tworzywa sztuczne były produkowane z uwzględnieniem kilku źródeł
surowca. Głównym z nich był odpady tworzyw przetworzone w recyklingu mechanicznym (13,2%), za 1% odpowiadały surowce pochodzenia biologicznego, a 0,1% pochodziło z recyklingu chemicznego. Dane pokazują także, jak wykorzystanie cyrkularnych tworzyw sztucznych różni się w zależności od danego sektora przemysłu. Największy popyt występuje w sektorze opakowań, budownictwie i rolnictwie. Na ich tle inne sektory, w tym motoryzacja oraz elektronika, pozostają w tyle.
– Niezbędny do sprostania rosnącemu zapotrzebowaniu na cyrkularne tworzywa, w tym do osiągnięcia obowiązkowych celów w zakresie zawartości recyklatów, zwłaszcza w branżach wymagających materiałów najwyższej jakości, jest rozwój recyklingu chemicznego jako technologii uzupełniającej recykling mechaniczny. Do podjęcia niezbędnych inwestycji w tym zakresie potrzebne jest prawne umocowanie tej technologii recyklingu, wraz z modelem bilansu masy z wyłączeniem wykorzystania na cele paliwowe – podkreśla Anna Kozera-Szałkowska.
Wśród niepokojących wniosków z raportu należy wymienić fakt, że udział Europy w światowej produkcji tworzyw sztucznych spadł z 22% (2006 r.) do 14% (2022 r.). Europa staje się w coraz większym stopniu zależna od importu, a jej zdolność do inwestowania w cyrkularność systemu tworzyw sztucznych i wspierania transformacji sektorów opierających się na tych materiałach słabnie. – Europejski system tworzyw sztucznych jest zbyt duży, złożony i wzajemnie powiązany, aby jakakolwiek jego część mogła samodzielnie stworzyć konkurencyjną gałąź o obiegu zamkniętym i zerowych emisjach netto. Dlatego wzywamy Komisję Europejską do pilnego zainicjowania dialogu Clean Transition Dialogue, aby wspólnie przyjrzeć się przeszkodom i rozwiązaniom umożliwiającym stworzenie cyrkularnego i konkurencyjnego systemu tworzyw sztucznych w Europie – podsumowuje Virginia Janssens, dyrektor zarządzająca Plastics Europe.

PARTNER DZIAŁU
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 63 WWW.PLASTECHO.COM

I KLASTER CPG – CREATIVE PACKAGING GROUP NA TARGACH WARSAW PACK
Zapraszamy na wspólne stoisko Creative Packaging Group nr F1.32 podczas targów Warsaw Pack 2024, które odbędą się 23–25 kwietnia na terenach Ptak Warsaw Expo w Nadarzynie.
Zachęcamy także do udziału w konferencji „Ewolucja opakowań: digitalizacja, sztuczna inteligencja i rozporządzenia UE jako siła napędowa przemysłu”. Odbędzie się ona drugiego dnia targów, w godzinach od 11:00 do 14:00. Jej organizatorem jest klaster Creative Packaging Group, a na scenie wystąpią eksperci-praktycy, którzy podzielą się doświadczeniem ze swojej codziennej pracy.
Ważnym zadaniem klastra jest integracja firm, instytucji badawczych oraz innych podmiotów związanych z branżą opakowaniową, a targi to idealny czas i miejsce do realizacji tych celów.
Stoisko klastra CPG w hali F umożliwi odwiedzającym poznanie firm członkowskich, które do tej pory nie wystawiały się na targach Warsaw Pack: Automatec Sp. z o.o., Nord Napędy Sp. z o.o., Pharma-Tech A/S, Promark Produkcja Sp. z o.o. oraz Tarnoplast Sp. z o.o.
Wśród wystawców na indywidualnych stoiskach znajdą się również pozostałe firmy członkowskie, takie jak: Empra, Igus Sp. z o.o., Kram FC Sp. z o.o., Labeltec Sp. z o.o., Ls Tech Sp. z o.o., Fabryka Systemów Pakujących Pablo PL Sp. z o.o., PGS Sp. z o.o. Sp.k., Polpack Zeus Sp. z o.o., Polpak Sp. z o.o., Turck Sp. z o.o. oraz Silny&Salamon Sp. z o.o.
Targi Warsaw Pack od lat cieszą się renomą jako jedno z najważniejszych wydarzeń dla branży opakowaniowej w naszym kraju.
Wśród wystawców znajdują się m.in.: producenci maszyn pakujących i etykietujących, dostawcy materiałów opakowaniowych i folii, firmy specjalizujące się w testowaniu jakości opakowań, projektanci i producenci innowacyjnych rozwiązań, usługodawcy w zakresie automatyzacji procesów pakowania, firmy oferujące systemy oznakowania i kodowania, specjaliści w dziedzinie logistyki i magazynowania, dystrybutorzy sprzętu do kontroli opakowań. Były to argumenty dla firm członkowskich i zarządu klastra za tym, żebyśmy wzięli możliwie najbardziej aktywny udział w tej imprezie. Stąd też decyzja o organizacji konferencji, podczas której eksperci zwrócą się do ekspertów, ale też do młodych adeptów trudnej sztuki pakowania!
Tematem przewodnim drugiego dnia targów stanie się: „Ewolucja opakowań: digitalizacja, sztuczna inteligencja i rozporządzenia UE jako siła napędowa przemysłu”. Eksperci skupią się na wpływie digitalizacji i sztucznej inteligencji na rozwój opakowań, ale także na analizie aktualnych regulacji Unii Europejskiej i ich wpływie na strategie rozwoju przedsiębiorstw z branży opakowaniowej.
Na konferencyjnej scenie wystąpią zarówno przedstawiciele firm członkowskich, jak i goście ze współpracujących z klastrem instytucji. Niezawodny reprezentant Kancelarii Adwokackiej Maruszkin, dr Radosław Maruszkin, zapozna uczestników z prawem opakowaniowym w UE. Temat „Digitalizacja narzędziem wzrostu efektywności oraz niezawodności produkcji” omówi Krzysztof Kondziela z firmy Turck Sp. z o.o. Wśród gości będzie Marcin Zieliński, z firmy Promark SA, który podejmie temat „Znakowanie kodami 2D, niezwykłe możliwości optymalizacji produkcji, logistyki i marketingu”.
Całe spotkanie zostanie zakończone panelem dyskusyjnym, zapewniającym podsumowanie podjętych wcześniej zagadnień i rozwiewającym wątpliwości, które nasuną się w ciągu całego dnia.
Konferencje organizowane przez Klaster CPG stanowią nie tylko platformę do dyskusji i wymiany poglądów, ale także impuls do dalszego rozwoju innowacji oraz adaptacji do zmieniających się warunków rynkowych i regulacyjnych. Założeniem Creative Packaging Group jest budowanie przyszłości polskiej branży opakowaniowej, a dzielenie się ekspercką wiedzą i aranżowanie przestrzeni do jej wymiany jest jednym z kluczowych zadań, które z przyjemnością realizujemy.
Zapraszamy do wizyty na 9. edycji targów Warsaw Pack, udziału w konferencji oraz inspirujących rozmów na wspólnym stoisku Klastra CPG nr F1.32.
PARTNER DZIAŁU
PLAST ECHO 64 BRZMIENIE OTOCZENIA
I EMMANUELLE MAIRE Z KE WYGŁOSI PRZEMÓWIENIE NA KONFERENCJI PRSE 2024
Emmanuelle Maire, kierowniczka działu gospodarki o obiegu zamkniętym, zrównoważonej produkcji i konsumpcji, DG ds. środowiska Komisji Europejskiej, będzie głównym mówcą na konferencji Plastics Recycling Show Europe w dniach 19–20 czerwca 2024 r. Dołączy do Tona Emansa, prezesa Plastics Recyclers Europe, podczas inauguracyjnej sesji otwierającej konferencję, poświęconej dalszemu rozwojowi recyklingu tworzyw sztucznych w Europie.
Kompleksowy 2-dniowy program wydarzenia obejmie wszystkie kluczowe kwestie, przed którymi stoi obecnie łańcuch wartości recyklingu tworzyw sztucznych w Europie i poza nią. Wiodące postacie z branży, które już potwierdziły, że zabiorą głos, to m.in.:
• Hugo-Maria Schally – doradca ds. międzynarodowych negocjacji środowiskowych, DG ds. środowiska, Komisja Europejska
• Feliks Bezati – globalny dyrektor ds. opakowań o obiegu zamkniętym, Mars
• Gian De Belder – dyrektor techniczny – badania i rozwój w zakresie zrównoważonego rozwoju opakowań, Procter & Gamble
• Adrian Sen – starszy menedżer ds. zrównoważonego rozwoju opakowań i innowacji, Colgate-Palmolive
• Therese Litsin – lider ds. surowców, tworzyw sztucznych i chemikaliów, IKEA
• Dragos Popa – dyrektor, Roland Berger
• Scott R. Trenor – dyrektor techniczny, Stowarzyszenie Recyklerów Tworzyw Sztucznych (APR).
Sesje konferencyjne będą dotyczyć najnowszych zmian politycznych, legislacyjnych, rynkowych i technologicznych w recyklingu tworzyw sztucznych. Kluczowe tematy obejmą przyszłość recyklingu tworzyw sztucznych w Europie, analizę rynku i prognozy oraz dogłębną analizę krajobrazu legislacyjnego UE. W centrum uwa-
gi znajdzie się rozporządzenie w sprawie opakowań i odpadów opakowaniowych (PPWR), a także sesje poświęcone środkom mającym umożliwić osiągnięcie celów w zakresie zawartości materiałów pochodzących z recyklingu i zbadanie najnowszych osiągnięć w recyklingu chemicznym.
Dyskusje panelowe będą równolegle promować debatę na temat możliwych strategii usprawnienia i harmonizacji zbiórki i sortowania, projektowania pod kątem recyklingu oraz najnowszych aktualizacji dotyczących postępów w zakresie obiegu zamkniętego tworzyw sztucznych w skali globalnej.
Specjalne sesje poświęcone strumieniom tworzyw sztucznych zajmą się wyzwaniami, problemami i możliwościami recyklingu PET, folii, PVC, HDPE, PP oraz ELV i WEEE.
Sponsorzy wydarzenia PRS Europe wygłoszą również referaty na temat szerokiej gamy innowacji w technologii recyklingu tworzyw sztucznych i szerszej gospodarki o obiegu zamkniętym. Potwierdzono m.in. następujące referaty:
• „Zamykanie pętli: cyrkularne rozwiązania materiałowe dla tworzyw
konstrukcyjnych”, Ben Porter, Global Sustainability Business Development Manager w Trinseo
• „Ready, Reset, Go!: Zaawansowane technologie maksymalizujące recykling tworzyw sztucznych”, Outi Teräs, Head of Technology Commercialisation, Chemical Recycling w Neste
• „Rola dodatków w gospodarce o obiegu zamkniętym”, Jennifer Bain, Global Product Manager, Light Barrier Additives w Avient
• „Jak zwiększyć wydajność materiałów recyklingowych”, Nico Esselin, kierownik ds. rozwoju rynku, compoundy i recykling w SK Functional Polymer
• „Zaawansowane dodatki poprawiające wydajność polipropylenu z recyklingu”, Jens Vandewijngaarden, Global Product Line Manager w Milliken Europe BV
• „Umożliwienie recyklingu chemicznego poprzez zmianę systemu”, Eastman.
Poly to Poly jest platynowym sponsorem wydarzenia PRS Europe 2024, Erema jest jego złotym sponsorem, a Avient, Axens, BASF, Chemical Market Analytics, Dow, Eastman Chemical, Kraton Polymers, Milliken, Neste, SK Functional Polymer i Trinseo są srebrnymi sponsorami.

PARTNER DZIAŁU
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 65 WWW.PLASTECHO.COM


I BKP LAB: BADANIA STARZENIOWE – POZNAJ CYKL SWOJEGO PRODUKTU!

W dzisiejszym dynamicznie rozwijającym się świecie przemysłowym, zrozumienie wpływu warunków atmosferycznych na trwałość produktów jest niezwykle istotne dla producentów. W odpowiedzi na te potrzeby, firmy coraz częściej sięgają po zaawansowane technologie przyspieszonych badań starzeniowych.
BKP LAB to nowa usługa wprowadzona do oferty Bydgoskiego Klastra Przemysłowego Doliny Narzędziowej. Obejmuje ona przeprowadzenie specjalistycznych
badań starzeniowych. Dzięki wykorzystaniu zaawansowanych technologicznie komór firmy Q-lab, oferowany zakres usług obejmuje testowanie wytrzymałości materiałów i produktów na działania czynników atmosferycznych i innych czynników zewnętrznych.
Na wyposażeniu laboratorium znajdują się 2 komory Q-Lab, które umożliwiają prowadzenie badań starzeniowych m.in. wg norm ASTM, ISO, DIN, EN, SAE oraz własnych, zdefiniowanych potrzeb. W ten spo-

sób klaster wspiera firmy w doskonaleniu swoich produktów i zwiększeniu ich trwałości, co ma kluczowe znaczenie w wielu branżach.
I LABORATORIUM NA MIARĘ XXI W. W laboratorium znajdują się 2 komory Q-Lab:
• Q-SUN Xe-3 z lampą ksenonową odtwarza uszkodzenia spowodowane przez działania całkowitego widma światła słonecznego oraz deszczu. W ciągu kilku dni lub tygodni komora testowa Q-SUN może odtworzyć uszkodzenia, które powstają w ciągu miesięcy lub lat w warunkach atmosferycznych
• QUV komora do przyspieszonych badań starzeniowych. Tester przyspieszonego starzenia QUV odtwarza uszkodzenia spowodowane przez światło słoneczne, deszcz i rosę. W ciągu kilku dni lub tygodni tester QUV UV może odtworzyć uszkodzenia, które pojawiają się przez miesiące lub lata w warunkach zewnętrznych.
Zaawansowana technologia i doświadczony zespół specjalistów pozwalają na sprostanie najbardziej wymagającym potrzebom klientów oraz zapewnienie im najwyższej jakości usług.
PARTNER DZIAŁU
PLAST ECHO 66 BRZMIENIE OTOCZENIA
I TEPPFA PUBLIKUJE WYTYCZNE SEKTOROWE UE DOTYCZĄCE TAKSONOMII

Europejskie Stowarzyszenie Producentów Rur i Kształtek z Tworzyw Sztucznych
TEPPFA opublikowało swoje wytyczne sektorowe dotyczące taksonomii UE. Dla unijnego przemysłu rur i złączek z tworzyw sztucznych publikacja ta jest pierwszym krokiem w procesie zwiększania kwalifikowalności i ujednolicenia działań sektorowych TEPPFA.
Taksonomia europejska to system klasyfikacji, który określa, co stanowi zrównoważoną środowiskowo działalność gospodarczą w odniesieniu do łagodzenia zmiany klimatu i przystosowania się do niej oraz 4 celów środowiskowych (zrównoważone wykorzystanie i ochrona zasobów wodnych i morskich, przejście na gospodarkę o obiegu zamkniętym, zapobieganie zanieczyszczeniom i ich kontrola, ochrona i odbudowa różnorodności biologicznej i ekosystemów).
– Nasze stowarzyszenie z zadowoleniem przyjęło możliwość nawiązania pozytywnego dialogu z Komisją Europejską za pośrednictwem mechanizmu składania wniosków przez zainteresowane strony w zakresie taksonomii UE. Daje nam to możliwość potencjalnego uwzględnienia działalności przemysłowej o niewielkim wpływie na taksonomię UE – powiedział Ludo Debever, dyrektor generalny TEPPFA.
Taksonomia ma ogromne znaczenie dla producentów rur z tworzyw sztucznych i jest w pełni zgodna ze strategiczną wizją TEPPFA. Jednak działalność tych firm nie jest obecnie uwzględniona, ponieważ Komisja Europejska postanowiła skupić się na głównych emitentach gazów cieplarnianych.
– Produkcja systemów rur z tworzyw sztucznych i ich zastosowanie mają niski ślad węglowy. Nasze firmy członkowskie i ich klienci oferują m.in. znaczący wkład w łagodzenie skutków zmian klimatycznych, taki jak dostarczanie wody pitnej przy możliwie najmniejszych jej stratach lub gromadzenie i kontrolowana redystrybucja wód deszczowych w okresach intensywnych opadów – dodał Ludo Debever.
Nowe rozporządzenie UE w sprawie taksonomii ma wspierać transformację unijnej gospodarki tak, aby osiągnęła ona cele Europejskiego Zielonego Ładu, w tym cel dotyczący neutralności klimatycznej, do roku 2050. Jako narzędzie klasyfikacji ma na celu zapewnienie przedsiębiorstwom, rynkom kapitałowym i decydentom jasności co do tego, które rodzaje działalności gospodarczej są zrównoważone.
Chociaż taksonomia jest przede wszystkim narzędziem klasyfikacyjnym, pełni
ona również inne funkcje. Przykładowo, nakłada na niektóre podmioty obowiązek ujawniania informacji dotyczących stopnia zgodności ich działalności z taksonomią.
Każda firma podlegająca dyrektywie NFRD (dyrektywa Unii Europejskiej, która wprowadza wymogi dotyczące raportowania informacji niefinansowych przez niektóre duże przedsiębiorstwa) musi ujawnić, w jaki sposób i w jakim stopniu jego działalność jest powiązana z działalnością uważaną za zrównoważoną środowiskowo. Będzie to miało również zastosowanie do rozszerzonej listy podmiotów ujętych w nowej unijnej dyrektywie w sprawie sprawozdawczości dotyczącej zrównoważonego rozwoju przedsiębiorstw (CSRD).
Taksonomia pomaga w kierowaniu inwestycji w stronę zrównoważonych działań, poprawia przejrzystość i porównywalność inwestycji oraz ułatwia wdrażanie polityk i przepisów środowiskowych. Wiąże się to jednak również z pewnymi wyzwaniami, takimi jak potrzeba spójnych i wiarygodnych danych w celu oceny efektywności środowiskowej działalności gospodarczej oraz możliwość wystąpienia niezamierzonych konsekwencji, takich jak wykluczenie działań, które mogą przynosić korzyści dla środowiska, ale nie spełniają technicznych kryteriów kwalifikacji.
Ze względu na tę złożoność TEPPFA dokonała analizy, która pomogła zidentyfikować m.in. „kwalifikujące się działania” dla sektora rur z tworzyw sztucznych oraz sposoby „dostosowania się” branży zarówno do taksonomii klimatycznej, jak i środowiskowej, ze szczególnym uwzględnieniem gospodarki o obiegu zamkniętym.
Zdaniem Ludo Debevera, zaliczenie sektora rur do działalności przemysłowej o niewielkim wpływie na taksonomię UE pomoże firmom członkowskim TEPPFA w osiąganiu ich celów w zakresie zrównoważonego rozwoju.
PARTNER DZIAŁU
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 67 WWW.PLASTECHO.COM
GAMA DOSTAWCÓW
TWORZYWA PIERWOTNE

Besspol Sp. z o.o. Sp.k.
ul. Sokola 10
86-031 Osielsko
tel.: +48 52 381 32 31 handel@besspol.pl www.besspol.pl

Nexeo Plastics Poland Sp. z o.o.
ul. Ruchliwa 15
02-182 Warszawa
tel.: +48 600 772 217 azbucki@nexeoplastics.com www.nexeoplastics.com

Plastoplan Polska Sp. z o.o. al. Księcia Józefa Poniatowskiego 1
03-901 Warszawa
tel.: +48 22 295 92 31 biuro@plastoplan.pl www.plastoplan.pl
TWORZYWA WTÓRNE

GRAFE Polska Sp.z.o.o.
ul. K. Miarki 15/4 42-700 Lubliniec
Import Export Hurt Spedycja J.J. Sp. z o.o.
ul. Akacjowa 20
43-450 Ustroń
tel.: +48 603 429 603 office@plastic-trader.com plastic-trader.tworzywa.biz

ML Sp. z o.o. ul. Berylowa 7
82-310 Gronowo Górne
tel.: +48 55 235 09 85 info@mlpolyolefins.com www.mlpolyolefins.com
tel.: +48 34 351 36 72 grafe@grafe.pl www.grafe.pl
Polykemi AB
Bronsgatan 8
271 21 Ystad, Szwecja
tel.: +46 411 797 34 aleksander.kurszewski@polykemi.se www.polykemi.com
ZAPTECH Sp.j. Sobańscy
ul. Przemysłowa 8
88-160 Janikowo
tel.: +48 502 764 189 marketing@zaptech.com.pl www.zaptech.com.pl
BARWNIKI I DODATKI

BEDEKO Europe Sp. z o.o. Sp. k. S8 Business Park
ul. Wojska Polskiego 7 05-850 Macierzysz, Poland
tel.: +48 22 185 55 50 contact@bedeko-europe.com www.bedeko-europe.com
RUTALIA Masterbatches & Additives
ul. Bellottiego 1 lok. 24 01-022 Warszawa
tel.: +48 22 425 94 40 rutalia@rutalia.com www.rutalia.com
SUROWCE CHEMICZNE
Grupa Azoty Compounding Sp. z o.o.
ul. Chemiczna 118 33-101 Tarnów
tel.: +48 14 637 33 10 gac@grupaazoty.com compounding.grupaazoty.com
WTRYSKARKI
ARBURG Polska Sp. z o.o.
Al. Jerozolimskie 233 02-495 Warszawa
tel.: +48 22 723 86 50 poland@arburg.com www.arburg.pl
SABIC Poland Sp. z o.o. ul. Komitetu Obrony Robotników 45A
02-146 Warszawa
tel.: +48 22 432 37 32 piotr.kwiecien@sabic.com www.sabic.pl
GM Color Sp. z o.o.
ul. Wojska Polskiego 65a 85-825 Bydgoszcz
tel.: +48 52 515 35 35 office@gmcolor.pl www.gmcolor.pl
BOLE Europe Technology Co. LTD. Sp. z o.o.
ul. Katowicka 72
41-406 Mysłowice
tel.: +48 887 733 201 office@bole-europe.com www.bole-europe.com
GAMA DOSTAWCÓW
68 PLAST ECHO
ENGEL Polska Sp. z o.o. ul. Ostródzka 50B 03-289 Warszawa tel.: +48 22 510 38 01 info.pl@engel.at www.engelglobal.com/pl
WYTŁACZARKI

POL-SERVICE Jacek Majcher ul. Budziwojska 90
35-317 Rzeszów
tel.: +48 17 229 34 56 maszyny@pol-service.pl www.pol-service.pl
FANUC Polska Sp. z o.o. ul. Tadeusza Wendy 2 52-407 Wrocław tel.: +48 71 776 61 60 sales@fanuc.pl www.fanuc.pl
WW Ekochem Sp. z o.o. Sp.k. ul. Akacjowa 1, Głogowo 87-123 Dobrzejewice
tel.: +48 56 674 20 05 biuro@wwekochem.com www.wwekochem.com
FORMY I AKCESORIA DO FORM
MAPRO Polska S.A.
ul. Złota 197
42-202 Częstochowa
tel.: +48 887 040 045 biuro@mapropolska.pl www.mapropolska.pl
Sumitomo (SHI) Demag Plastics Machinery Polska Sp. z o.o. ul. Jagiellońska 81/83 42-200 Częstochowa tel.: +48 34 370 95 40 sdpl.info@shi-g.com www.poland.sumitomo-shi-demag.eu

Wittmann Battenfeld Polska Sp. z o.o. 05-825 Grodzisk Mazowiecki Adamowizna, ul. Radziejowicka 108 tel.: +48 22 724 38 07 info@wittmann-group.pl www.wittmann-group.com
Meusburger Georg GmbH & Co. KG Kesselstraße 42
A-6960 Wolfurt, Austria
tel.: +48 694 864 980 g.dytko@meusburger.com www.meusburger.com
SYSTEMY GORĄCOKANAŁOWE
Bagsik Sp. z o.o. Sp.k. ul. G.H. Donnersmarcka 16 41-807 Zabrze tel.: +48 32 334 00 00 office@bagsik.net www.bagsik.net
URZĄDZENIA PERYFERYJNE
Moretto East Europe Sp. z o.o.
ul. Strefowa 8
42-202 Częstochowa
tel.: +48 34 390 36 15 info@morettoeasteurope.com www.moretto.com
OPAKOWANIA
FIMIC Srl
Via Ospitale 44
35010 Carmignano di Brenta (PD), Italy tel.: +39 049 595 7163 info@fimic.it www.fimic.it

Koltex Plastic Recycling Systems Sp. z o.o. Sp.k. ul. Sokołowska 28 36-100 Kolbuszowa tel.: +48 883 844 914 marketing@koltexprs.com www.koltexprs.com

M-A-S Maschinen- und Anlagenbau Schulz GmbH Hobelweg 1 4055 Pucking, Austria tel.: +48 602 355 320 siess@poczta.fm www.mas-austria.com
Przetwórstwo Tworzyw Sztucznych Plast-Box S.A. ul. Lutosławskiego 17A 76-200 Słupsk tel.: +48 59 840 08 80 bok@plast-box.com www.plast-box.com

SPG
Ctra. Palma del Río km. 10 14710 Villarrubia (Cordoba), Hiszpania tel.: +34 957 767 612 info@spg-pack.com www.spg-pack.com/pl/
USŁUGI WTRYSKU
YUDO Poland Sp. z o.o.
ul. Północna 15-19/225 54-105 Wrocław
tel.: +48 887 333 705 yudopl@yudoeu.com www.yudopl.com
URZĄDZENIA DO RECYKLINGU
ARGUS Maszyny Sp. z o.o. ul. Polna 13 84-240 Reda
tel.: +48 533 202 141 biuro@argusmaszyny.pl www.argusmaszyny.pl
Plasmaq, Lda
Zona Industrial da Barosa, Lt 8 Carreia de Água 2400 – 016 Leiria, Portugalia tel.: +48 505 348 946 comercial.pl@plasmaq.pt www.plasmaq.pt
Canexpol Sp. z o.o. ul. Kolejowa 25, Komorowo 07-310 Ostrów Mazowiecka tel.: +48 29 645 76 60 sekretariat@canexpol.pl www.canexpol.pl
OPROGRAMOWANIE

proALPHA Polska Sp. z o.o. ul. Dąbrowskiego 1
65-021 Zielona Góra
tel: +48 68 506 65 00 proalpha@erp-dla-produkcji.pl www.proalpha.pl
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 69 WWW.PLASTECHO.COM

JEŚLI WIEM WIĘCEJ, NIŻ POTRZEBA

MAURYCY
SZWAJKAJZER
SZE Sp. z o.o.
W jednym z poprzednich numerów pisałem, że problem z energią i gazem jest taki, że ich nie widać. Nie można ich wrzucić do kontenera na odpady z odpowiednim napisem. Faktem jest, że najpopularniejsze dziś czynniki chłodnicze – F-gazy – są 2–4 tys. razy bardziej szkodliwe dla otoczenia niż dwutlenek węgla. Wycieki czynnika można porównać do wylewania kwasu z akumulatora na trawnik. Nie trzeba być ekologiem, aby nie chcieć tego robić.
Skąd się biorą F-gazy? Jakie mają powiązanie z benzyną ołowiową i dlaczego są obiektem ciekawej anegdoty? Jednoosobowa katastrofa środowiskowa – Thomas Midgley Jr – łączy wszystkie wyżej opisane wątki i nie jest szalonym naukowcem z komiksów – ten człowiek istniał naprawdę.
Midgley był genialnym chemikiem pracującym na początku XX w. Rozwój silników z tamtego okresu był ograniczony bardzo słabym paliwem i efektem spalania stukowego, które ono powodowało. Wtedy firma General Motors poprosiła naszego antybohatera o rozwiązanie tego zagadnienia. Thomas pracował nad wieloma substancjami, które mogłyby być dodawane do paliwa. Ostatecznie w wyniku badań stworzył benzynę z dodatkiem ołowiu.
Pod względem technicznym mieszanina o nazwie etylina była genialna, jednak już wtedy dodawanie ołowiu było kontrowersyjne. W pierwszych fabrykach produkujących etylinę często dochodziło do zatruć pracowników. Mimo to pod naciskiem dużej korporacji produkt ten wszedł do masowej produkcji. Co ciekawe, sam Thomas Midgley Jr doznał zatrucia ołowiem, co zmusiło go do długiego urlopu w celu odzyskania zdrowia.
Kolejnym wyzwaniem, jakiego się podjął, było zapewnienie chłodzenia nowojorskiej giełdzie. Potrzebna była substancja nietru-
jąca, mogąca w łatwy sposób się skraplać i odparowywać w już wówczas istniejących sprężarkowych urządzeniach chłodniczych. Midgley dość szybko zawęził swoje poszukiwania do substancji z grupy CFC. Wtedy jeszcze ich negatywny wpływ na warstwę ozonową i efekt cieplarniany nie był znany. Ostatecznie z jego laboratorium wyszedł czynnik r12, który otrzymał handlową nazwę „freon”.
W ostatnich latach swojego życia chemik cierpiał na polio, które spowodowało u niego poważną niepełnosprawność. Aby móc się poruszać, Thomas zbudował misterną maszynę składającą się z lin i bloczków. Drugiego listopada 1944 r. zaplątał się w swoje dzieło, co skutkowało śmiercią przez uduszenie.
Życiorys zaiste godny szalonego naukowca z komiksów!
Dzieła Midgleya były szeroko stosowane aż do lat 80. XX w., kiedy to ich negatywne oddziaływania stały się oczywiste i nieakceptowalne. Zwiększona zawartość ołowiu w atmosferze została nawet powiązana ze spadkiem współczynnika IQ w społeczeństwie i wyższą liczbą przestępstw w Stanach Zjednoczonych w latach 70.
Po stronie chłodu naukowcy badający atmosferę zauważyli rosnącą dziurę w warstwie ozonowej nad biegunem południowym. Wycofanie obydwu substancji było administracyjną wojną pomiędzy wielkimi korporacjami, a naukowcami. Konflikt przypominał ten związany z rzekomym leczniczym działaniem papierosów.
Obecnie stosowane czynniki chłodnicze, takie jak r410 lub jego syntetyczne zamienniki, są nie tak dalekimi krewnymi wspomnianego freonu. Realnymi alternatywami są CO2, propan, amoniak i inne substancje naturalne.
Ciekawe, czy kiedyś powstanie film o wspaniałej i tragicznej zarazem postaci amerykańskiego chemika? Thomas Midgley Jr – one man environmental disaster •
PLAST ECHO 70 KOŃCOWY AKORD


ESG: KLUCZ DO RÓWNOWAGI I STABILIZACJI W BRANŻY

 BEATA SNOPKIEWICZ
BEATA SNOPKIEWICZ
Targi w Krakowie
Obecnie cały świat mierzy się z wieloma wyzwaniami środowiskowymi, z narastaniem licznych problemów społecznych, z biedą czy brakiem dostępności opieki zdrowotnej. Jako ludzkość znaleźliśmy się w punkcie zwrotnym. Musimy zacząć naprawiać to, co sami przez stulecia psuliśmy systematycznie. Musimy obrać inną drogę rozwoju, której najważniejszymi wartościami będą dobrostan i szacunek dla ludzi oraz przyrody.
Niezależnie od przepisów i ostatnich dyrektyw UE, wizja Targów w Krakowie od wielu lat opiera się o strategię zrównoważonego rozwoju. Szereg działań społeczno-środowiskowych uznajemy za niezbędny element polityki firmy. Naszym celem jest działanie w sposób zrównoważony i społecznie odpowiedzialny, zaś na nasze działania składają się inwestycje w zasoby ludzkie, wsparcie ochrony środowiska, dobre relacje z lokalną społecznością, a także budowanie długotrwałych relacji z partnerami. Dużym wyzwaniem w procesie prowadzenia firmy zgodnie z polityką zrównoważonego rozwoju jest zarządzanie obiektem. Jako właściciel i operator EXPO Kraków mierzymy się z tym od kilku
lat. Mamy świadomość, że działania firmy prywatnej, jak nasza, nieposiadającej wsparcia finansowego miasta ani państwa, są trudniejsze. Wierzymy jednak, że dzięki przemyślanym rozwiązaniom możemy zrobić naprawdę wiele dla naszego otoczenia. W 2014 r. ze środków własnych wybudowaliśmy Międzynarodowe Centrum Targowo-Kongresowe EXPO Kraków, co przyczyniło się do rewitalizacji tej części dzielnicy i ożywienia obszaru. Zarządzanie obiektem opiera się na zastosowaniu systemu BMS, który optymalizuje zużycie energii i koordynuje pracę urządzeń. Duży nacisk kładziony jest na korzystanie z naturalnego oświetlenia, ograniczanie zużycia ciepła technologicznego oraz kontrolę zużycia wody. W biurze prowadzimy segregację odpadów, a podczas targów dodatkowa segregacja realizowana jest przez nasz serwis sprzątający.
Nasza polityka kadrowa oparta jest na równym traktowaniu i równych szansach dla pracowników, niezależnie od wieku, płci, czy pochodzenia. Oferujemy przejrzyste warunki zatrudnienia i możliwości rozwoju zawodowego pracowników, włączając w to udział w programach, kursach i warsztatach.
Klientom EXPO Kraków proponujemy rozwiązania, które cechuje dbałość o środowisko: ograniczanie zużycia energii, wody, papieru. Wybierając podwykonawców,
szukamy takich, którzy proponują użycie materiałów wielokrotnego użytku. Podczas realizacji ograniczamy marnowanie jedzenia, korzystając z rozwiązań takich jak foodsharing. Staramy się odchodzić od standardowych systemów zabudowy targowej, proponując stoiska, których życie nie kończy się w kontenerze. W tym roku wprowadziliśmy do oferty targowej stoiska z płyt drewnianych, które po realizacjach w fabrykach mebli dostają drugie życie, a wykładziny oddajemy do schronisk i przytulisk, aby mogły posłużyć i dać ciepło naszym braciom mniejszym.
Każdy z nas może mieć wkład w naprawę środowiska. Drobne działania mają wielką moc. W ubiegłym roku władze Krakowa zainspirowały mnie do zbierania… fusów z kawy. Przedstawiciele krakowskiego magistratu odbierali od przedsiębiorców wspomniane fusy, aby zimą móc nimi –choć częściowo – zastąpić sól, która szkodzi środowisku i roślinom. Ja zbierałam fusy dla moich rodziców, którzy użyźniali nimi swoją działkę.
Więcej o ESG, które w najbliższych latach będzie wywierać niezwykle istotny wpływ na działalność biznesową, dowiecie się już 16 kwietnia podczas konferencji towarzyszącej targom Innoform w Bydgoszczy. Prelegentami będą praktycy, przedstawiciele sektora bankowego i świata nauki, którzy omówią temat pod różnym kątem. •
fot.: depositphotos.com/pl PLAST ECHO 72 KOŃCOWY AKORD
PLATFORMA INFORMACYJNA CZY TARGOWISKO PRÓŻNOŚCI?

LESZCZYŃSKI
CMO w Bole Europe Technology

TIMO
G Ü NZEL
CTO w Bole Intelligent Machinery
W okresie pandemii można było przeczytać wiele wywiadów, w których przedstawiciele branży targowej snuli wizje organizacji targów hybrydowych, czy wręcz przejścia do formatów cyfrowych. I nie były to marzenia sektora, a próba ratowania biznesu, który z dnia na dzień praktycznie stanął, a po opustoszałych halach hulał wiatr i najbliższa przyszłość rysowała się w najczarniejszych barwach.
W zakresie krótkoterminowym formaty cyfrowe zdawały się być „łataniem dziury”, jednakże branża z niepokojem spoglądała w przyszłość, zastanawiając się, czy cyfryzacja targów nie doprowadzi wręcz do jej upadku. Wysoce wyrafinowane technologie, które trafiły już pod strzechy, pozwalają uczestniczyć w dowolnym evencie z każdego miejsca na ziemi, czego dowodem jest nieustająca popularność telespotkań, telekonferencji i teleczegokolwiek.
Praktycznie każda średniej wielkości firma dysponuje szeregiem narzędzi informatycznych, które pozwalają łączyć się w dogodnej chwili, udostępniać projekty i dokumenty, niezależnie od tego, czy dany pracownik jest w swoim biurze w Niem-
czech, Polsce, Chinach, czy akurat siedzi na lotnisku.
Stąd obawy branży o przyszłość targów wydawały się wysoce usprawiedliwione. Jak wygląda sytuacja po 3 latach? Wydaje się, że punkt krytyczny w dziejach targów nie nastąpił i przemysł nie zachłysnął się digitalizacją, przynajmniej w dziedzinie wystawiennictwa. Jeśli chodzi o wymiar technologiczny wystaw – prezentację maszyn i urządzeń, technologii i rozwiązań – targi stacjonarne nadal stanowią najlepszą platformę wymiany informacji, jaką do tej pory wymyślono. To właśnie w halach targowych można w przeciągu kilku godzin zapoznać się z najnowszymi osiągnięciami, chociażby w dziedzinie formowania wtryskowego, mając pod nosem kompletną ofertę wszystkich liczących się w tej dziedzinie graczy. Można dotknąć maszyn, zobaczyć jak pracują, podejrzeć – czasami również i to, czego wystawca nie chciałby zbytnio pokazywać. Tej puli doznań nowoczesne technologie informacyjne jeszcze nie mogą nam zaoferować.
Od strony marketingowej sytuacja zdaje się być jeszcze bardziej klarowna. Za całym tym biznesem wciąż stoją ludzie (i to się raczej nie zmieni, dopóki ludzie będą o biznesie decydować), a ich natura jest doskonałym celem dla speców od marketingu. Ludzie chcą się spotykać, wspólnie coś zjeść czy wypić. Chcą przede wszystkim ze sobą rozmawiać, wszak człowiek to zwierzę społeczne – jeśli nie obcuje z innymi przedstawicielami swojego gatunku, więdnie, przygasa; traci radość życia. Częstokroć nie zdajemy sobie sprawy w natłoku codziennego życia, jak bardzo jest to dla na-
szego funkcjonowania istotne. Po trudnym dniu pragniemy zaszyć się w domowych pieleszach, wyłączyć telefon i nie odzywać się już do nikogo. Spróbujcie wszak izolować się w ten sposób przez dłuższy czas! Konsekwencje będą straszne; no chyba, że akurat jesteś informatykiem, przedstawicielem nowego gatunku, na którego nie działają tradycyjne prawa socjobiologii.
A na poważnie, ta właśnie społeczna strona homo sapiens powoduje, że wystawy stacjonarne jeszcze długo będą się z powodzeniem rozwijać, a spotkania w przestrzeni cyfrowej nie tak szybko zastąpią wizyty na stoiskach targowych. Przynajmniej do czasu, gdy rozwój rzeczywistości wirtualnej nie pozwoli nam w pełni odnieść wrażenia uczestnictwa w danym evencie bez wychodzenia z domu. Ale to już całkiem inna opowieść, która zapewne dla społeczeństwa nie skończy się happy endem.
Póki więc okulary VR nie przesłoniły nam świata, odwiedzajmy wystawy. Hmm, np. w Bydgoszczy, pięknym mieście leżącym nieopodal Torunia, gdzie właśnie rozpoczynają się targi Innoform adresowane do branży formierskiej. Inicjatywa Bydgoskiego Klastra Przemysłowego i Targów w Krakowie wciąż się rozwija i chociaż event nie jest duży, to merytorycznie dla branży bardzo istotny. A już w maju zapraszam do Kielc; tam odbywa się impreza, której rangi naprawdę nie sposób przecenić. Plastpol, bo o tej wystawie mowa, jest wydarzeniem, które jest zauważalne na całym świecie. Zaś w hali F będzie czekała na was przepyszna kawa; wystarczy podejść do któregokolwiek z delikwentów, których facjaty widzicie na tej stronie. •
JACEK
MARZEC-KWIECIEŃ 2024 NR 2-2024 / 37 73 WWW.PLASTECHO.COM

WYPACZONE IDEE

KRZYSZTOF NOWOSIELSKI
ML Polyolefins
We wrześniu 2021 r. pisałem na tych łamach o mało jeszcze wtedy znanym projekcie „Fit for 55”. Dziś, za sprawą rolników, termin ten jest złowieszczą prognozą na najbliższe lata. Nie zdawałem sobie wtedy sprawy, jak rewolucyjne zmiany niesie ta idea dla rolnictwa. Na pewno jednak prognoza, którą zakończyłem tamten felieton, była trafna: „Zielona rewolucja wydaje się coraz bardziej realna, niezależnie od jej kosztów dla przeciętnego obywatela”.
Zadziwia mnie upór, z jakim eurokraci forsują swoje najgłupsze nawet pomysły, podczas gdy ich geneza jest ogólnie pozytywna. W końcu wiele projektów w Brukseli zaczyna się od idei ochrony środowiska. Czyli w gruncie rzeczy nie zakładają nic złego, bo przecież – podchodząc do tego zdroworozsądkowo – trudno nie zgodzić się z tezą, że środowisko trzeba chronić przed zgubnym wpływem działalności człowieka. Jednak pomysły, jakie temu towarzyszą, to często totalna aberracja. Odnoszę wrażenie, że w ten sposób Bruksela jest w stanie zniszczyć w zarodku każdą, nawet najbardziej szczytną ideę.
Chyba najłatwiej wczuć się w rolę protestujących dziś rolników, próbując odnieść absurdy przeciwko którym protestują, na własny grunt. Przyznaję się do swojej daleko posuniętej ignorancji w temacie rolnictwa, stąd jeszcze nie tak dawno nic nie wiedziałem o tzw. obowiązku ugorowania części gruntów przez rolników. Może i wzruszyłbym ramionami, słysząc o tym po raz pierwszy, ale od razu wyobraziłem sobie co by było, gdyby to samo miało spotkać jakąkolwiek inną branżę. Dajmy na to… przetwórstwa tworzyw sztucznych. Przecież gdyby ktoś nakazał przedsiębiorstwu niekorzystanie z 4, 7, czy też 10% posiadanych gruntów lub hal produkcyjnych, zostałby niechybnie uznany za wariata! A potem wyobraziłem sobie, że właściwie czemu by nie zabronić korzystania z… dajmy na to 5 m2 mieszkania. A jeśli ktoś jest właścicielem domu, to z 7 m2 i do tego 3 m2 ogródka. Bo właściwie dlaczego nie?
Sam fakt próby odzyskania pewnej równowagi w stosunkach człowiek-środowisko jest w moim przekonaniu godny podziwu i wypada tej koncepcji jedynie przyklasnąć. Tym bardziej, jeśli miało się okazję widzieć szarobure tereny przemysłowe w różnych krajach Europy. To niewątpliwie przygnębiający obraz, każący się zastanowić, czy na pewno nie posunęliśmy się zbyt daleko w eksploatacji świata. Jakie ma to jednak znaczenie, jeśli dziś rolnicy (ale też inne grupy społeczne) tracą z oczu ten cel, a widzą jedynie sen wariata, który nie przejmuje się konsekwencjami, jakie jego pomysły niosą dla milionów ludzi.
Odnosząc to do naszego „plastikowego” podwórka – o idei GOZ i zrównoważonym rozwoju dyskutuje się powszechnie. Pamiętam dokładnie, gdy jeszcze kilka lat temu temat ten raczkował, a dyskusja o nim podczas jakiejkolwiek konferencji branżowej była jedynie ciekawostką, najwyżej pojedynczym panelem w trakcie całego dnia prelekcji.
Dziś z kolei jest to wiodący temat wielu wydarzeń. W dodatku budzący powszechne zainteresowanie, bowiem dążenie do cyrkularności w przetwórstwie tworzyw sztucznych jest oficjalną polityką Unii Europejskiej. Nic zatem dziwnego, że branża próbuje zweryfikować, w jakim kierunku eurokraci planują jej rozwój. W końcu, chcąc pozostać konkurencyjnymi, przedsiębiorcy muszą z wyprzedzeniem planować swoje ruchy inwestycyjne.
Jednakże, podobnie jak w przypadku „Fit for 55”, kolejne propozycje budzą sporo kontrowersji, a ich mnogość może przyprawić o ból głowy. Do tego lobbing innych branż mocno rzutuje na stan prac i wydaje się prowadzić do tego samego rozstrzygnięcia: wypaczenia wydawałoby się rozsądnej idei.
Pozostaje tylko mieć nadzieję, że ten szalony taniec legislatorów zostanie w końcu powstrzymany i doczekamy się przejrzystej mapy drogowej GOZ dla naszej branży, z rozsądnymi rozwiązaniami. A które rozwiązania są rozsądne? To już temat na osobną dyskusję… •
fot.: depositphotos.com/pl PLAST ECHO 74 KOŃCOWY AKORD









Your One-Stop-Shop
WYSOKO EKONOMICZNY STANDARDYZOWANY SYSTEM GORĄCOKANAŁOWY DLA APLIKACJI O PROSTYCH ZASTOSOWANIACH
✓ Krotności 1-8 w różnych konfiguracjach
✓ Zbudowany na standardowych komponentach
✓ Standardowe zakresy rozstawów rodzielaczy
✓ Wymienne elementy układu, w tym elementy grzejne
✓ Rysunki i modele 3D gotowe do 48h
✓ Ekspresowa dostawa do klienta
✓ Najlepsza obsługa i wsparcie lokalne
✓ Odpowiedni dla tworzyw: ABS, PE, PP, PS, TPE, TPO


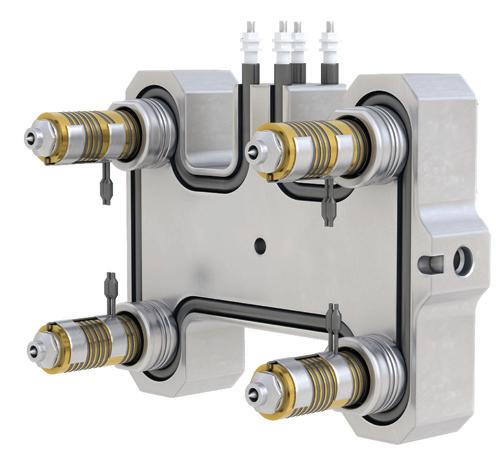



MINIMALNE KOSZTY, MAKSYMALNE EFEKTY! NOWY SYSTEM GORĄCOKANAŁOWY - OSZCZĘDZAJ BEZ KOMPROMISÓW SKONTAKTUJ SIĘ Z NAMI JUŻ DZIŚ! +48 726 854 888 • pstawniczy@moldmasters.com • www.moldmasters.com
