W głębi zimy zrozumiałem w końcu, że jest we mnie niezwyciężone lato
— Albert Camus
Czerń gałęzi, biel śniegu, czerwień plamy – obraz na okładce ostatniego tegorocznego numeru „Plast Echo” to minimalistyczna kompozycja, która jednocześnie wywołuje bogactwo emocji i interpretacji. Jak w kalejdoskopie, każdy może zobaczyć w niej coś innego, co rezonuje z jego doświadczeniem, wrażliwością czy spojrzeniem na otaczający świat.
Dla jednych ta ilustracja może być przejawem artystycznego minimalizmu – zaproszeniem do dostrzeżenia piękna prostych form, w których mniej znaczy więcej.
Inni zobaczą w niej ekologiczną narrację – samotną choinkę w pustym krajobrazie, z symboliczną plamą przypominającą o konsekwencjach nadmiernej eksploatacji przyrody.
Dla większości jednak obraz ten zyska zapewne zupełnie inne znaczenie. Czerwień na bieli nieuchronnie budzi skojarzenia z wydarzeniami, które kształtują naszą rzeczywistość – wojną w Ukrainie i jej niezatartym śladem w naszych sercach. To znak czasów, który przypomina o kruchości pokoju i cenie, jaką płacimy za jego brak.
Ale być może właśnie w tej różnorodności interpretacji tkwi najgłębszy
sens. Choinka na pustkowiu staje się lustrem – każdy dostrzega w niej to, co dla niego najważniejsze, co w nim wywołuje emocje.
W duchu refleksji, który niesie ze sobą koniec roku, oddajemy w wasze ręce numer pełen zróżnicowanych treści –tak, by każdy mógł znaleźć w nim coś dla siebie. To czas, który sprzyja spojrzeniu wstecz i zastanowieniu się nad tym, co przyniósł mijający rok, ale także nad tym, co przed nami.
W tym wydaniu znajdziecie m.in. dwie niezwykle inspirujące rozmowy. Pierwsza – z Piotrem Okoniem z Meyer Europe, który przybliża innowacje w sortowaniu optycznym, mające na celu zwiększenie efektywności procesów recyklingu. Druga – z Robertem Szymanem z Polskiego Związku Przetwórców Tworzyw Sztucznych, który podsumowuje, jak polska branża wykorzystała swoją integrację z rynkiem UE oraz przedstawia kroki, które należy podjąć, by sprostać przyszłym wyzwaniom.
Nie zabraknie również spojrzenia na twarde dane rynkowe. Raport Plastics Europe alarmuje o spadku produkcji tworzyw i recyklatów w UE w 2023 r., co stanowi zagrożenie dla transformacji cyrkularnej sektora. Z kolei dane z niemieckiego rynku
pokazują, że przetwórcy zmagają się z dalszymi spadkami produkcji i przychodów, wysokimi kosztami energii oraz słabym popytem.
Przyglądamy się także przyszłości recyklatów PET w kontekście wchodzących od 2025 r. wymogów dyrektywy SUP. Obowiązek stosowania co najmniej 25% rPET w butelkach stanowi wyzwanie, które wymaga od branży nie tylko inwestycji w technologię, ale także konieczności skuteczniejszej zbiórki surowca.
Oprócz tego znajdziecie w numerze aktualności z rynku, nowości produktowe oraz artykuły techniczne. Jak zawsze, felietoniści podzielili się swoimi refleksjami i spojrzeniem na kluczowe dla branży tematy.
Kończąc ten rok pełen wyzwań, życzymy wam przede wszystkim, aby nawet w najciemniejszych chwilach odnaleźć w sobie „niezwyciężone lato” – wewnętrzną siłę, która pozwala przetrwać zimę trudnych doświadczeń i znaleźć motywację do dalszej drogi. Dziękujemy, że jesteście z nami, i zapraszamy do wspólnego tworzenia kolejnych, jeszcze lepszych rozdziałów w historii naszej branży.
Do zobaczenia w nowym roku!
ISSN 2719-4671
www.plastecho.com
Wydawca
Adres redakcji
Plastech Paweł Wiśniewski S.K.A. ul. Relaksowa 4, 87-100 Toruń +48 56 622 90 37 info@plastech.pl www.plastech.pl
Redaktor naczelny
Paweł Wiśniewski pw@plastech.pl +48 504 688 799
Zespół redakcyjny
Agata Mojcner am@plastech.pl +48 503 830 490
Oliwia Kołodziejska ok@plastech.pl
Reklama/Prenumerata
Krzysztof Tarasiewicz kt@plastech.pl +48 530 704 050
Grzegorz Robionek gr@plastech.pl +48 530 206 666
Współpraca
Plastics Europe Polska Polski Związek Przetwórców Tworzyw Sztucznych
Bydgoski Klaster Przemysłowy Dolina Narzędziowa
Plastics Recyclers Europe Polskie Stowarzyszenie Producentów Rur i Kształtek z Tworzyw Sztucznych Klaster CPG – Creative Packaging Group
Druk
Drukarnia Standruk ul. Rapackiego 25, 20-150 Lublin Nakład: 2000 egz.
Redakcja zastrzega sobie prawo do redagowania nadesłanych materiałów. Redakcja nie zwraca materiałów niezamówionych i nie ponosi odpowiedzialności za treść reklam i ogłoszeń.
Publikacja jest wysyłana do zarejestrowanych subskrybentów.
Okładka
Cisza pod świerkiem - malarstwo tuszem Obraz wygenerowany przez AI
Głos biznesu
Sortowanie optyczne: rewolucja w technologii recyklingu 18 Rozmowa z Piotrem Okoniem z firmy Meyer Europe
Walka z próbami dyskryminacji tworzyw to nasza rola 22 Rozmowa z Robertem Szymanem, dyrektorem generalnym PZPTS
Produkcja wyrobów z tworzyw sztucznych w Niemczech: rynek
Precyzja i efektywność w kompaktowej formie: nowa maszyna
środki ułatwiające przetwórstwo 38
Wykorzystanie elastomerów w technologii przyrostowej 44
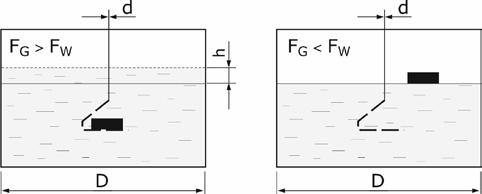
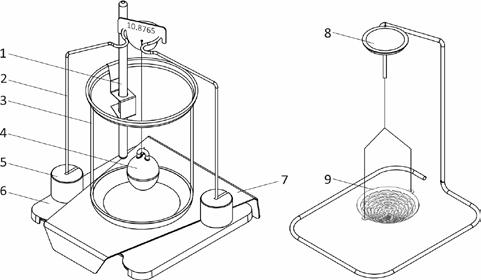
ISO 1183 – określanie gęstości granulatów tworzyw sztucznych metodą immersyjną 48
Normy ASTM: strażnik właściwości biobójczych materiałów
tak – lub zupełnie inaczej
Czas dobroczynności, czyli dlaczego trzeba dzielić się z innymi
Strona 22
Strona 38
Strona 44
Strona 54
Strona 18
I Berry zwiększa wykorzystanie rPE o 36%
Europejski oddział Berry Global zajmujący się opakowaniami giętkimi odnotował 36-procentowy wzrost wykorzystania polietylenu (PE) pochodzącego z recyklingu poużytkowego (PCR) w porównaniu z poprzednim rokiem. Osiągnięcie to obejmuje produkty z folii przemysłowych, konsumenckich (niesłużących do kontaktu z żywnością) oraz rolniczych.
Od 2021 r. Berry zwiększa wykorzystanie surowców wtórnych w swoich produktach, dążąc do osiągnięcia 30% udziału tworzyw cyrkularnych w opakowaniach FMCG do 2030 r. Cel ten wpisuje się w międzynarodowe inicjatywy zrównoważonego rozwoju, takie jak gospodarka o obiegu zamkniętym promowana przez Fundację Ellen MacArthur.
W 2024 r. firma wprowadziła dodatkowe 4386 ton PCR do swoich produktów foliowych. Materiał ten znalazł zastosowanie w:
• opakowaniach pierwotnych: systemach Form-Fill-Seal, wytrzymałych workach dla przemysłu budowlanego i chemicznego
• foliach jednowarstwowych: stosowanych w ogrodnictwie, do produkcji torfu i materiałów izolacyjnych
• opakowaniach wtórnych i transportowych: folie kurczliwe w sektorze spożywczym i napojowym oraz folie stretch i stretch hood do ochrony palet w logistyce.
• foliach rolniczych: stretch wrap wspierających zrównoważone praktyki w rolnictwie.
Berry inwestuje w rozwój technologii recyklingu, m.in. w zakłady w Steinfeld w Niemczech i Heanor w Wielkiej Brytanii, co pozwala na wytwarzanie produktów z coraz większą zawartością recyklatów przy zachowaniu funkcjonalności materiałów. Firma uzyskała również certyfikaty RecyClass dla wielu swoich produktów, co gwarantuje identyfikowalność materiałów pochodzących z recyklingu oraz potwierdza ich zgodność z wymaganiami dotyczącymi zawartości recyklatów.
I RecyClass zatwierdza etykiety Avery Dennison jako w pełni zgodne z recyklingiem HDPE
RecyClass, europejska inicjatywa na rzecz recyklowalności tworzyw sztucznych, zatwierdziła pierwsze rozwiązania etykietowe firmy Avery Dennison jako w pełni zgodne z recyklingiem opakowań HDPE. To przełomowe osiągnięcie wspiera rozwój gospodarki cyrkularnej, oferując markom jednolite rozwiązania etykietowe sprzyjające zrównoważonemu projektowaniu opakowań.
Opublikowany w lipcu br. przez RecyClass Protokół Oceny Recyklowalności Etykiet i Klejów dla opakowań HDPE to efekt zaawansowanych testów laboratoryjnych i półprzemysłowych. Zespół badawczy RecyClass White Packaging Task Force ocenił zachowanie etykiet i klejów podczas procesów mielenia i zimnego mycia, koncentrując się na usuwalności etykiet w wyniku tarcia, a nie temperatury. Wyniki potwierdziły, że zastosowanie odpowiednich materiałów etykietowych zwiększa efektywność recyklingu.
Avery Dennison, globalny lider w dziedzinie technologii materiałowych, jako pierwsza firma na rynku uzyskała pełne zatwierdzenie zgodności od RecyClass dla swoich rozwiązań etykietowych. Testy przeprowadzone przez RecyClass potwierdziły, że etykiety tej firmy, takie jak PP60 Top Cavitated S7000/S7000ER, PE85 Top White S692N oraz PP60 Top White S692N, są kompatybilne z recyklingiem HDPE, niezależnie od koloru czy rodzaju plastiku (biały, kolorowy, naturalny).
Wcześniej standardowe etykiety foliowe Avery Dennison miały ograniczoną kompatybilność z procesami recyklingu kolorowego HDPE. Dzięki współpracy z Komitetem Technicznym RecyClass udało się jednak udoskonalić te rozwiązania.
Modyfikacja wytycznych Design for Recycling Guidelines oraz Protokołu Oceny Recyklowalności HDPE przez RecyClass uwzględnia cały proces recyklingu, od tarcia podczas mielenia po zimne mycie. Rozwiązania Avery Dennison spełniają te nowe kryteria, wspierając marki FMCG w dostosowaniu się do europejskiego rozporządzenia PPWR dotyczącego opakowań i odpadów opakowaniowych. Dzięki temu firmy nie muszą już szukać odrębnych rozwiązań etykietowych, co znacząco upraszcza proces projektowania opakowań.
I Inwestycja w Indiach: recykling na potrzeby folii BOPET do kontaktu z żywnością
Indyjska firma Ester Industries, jeden z globalnych producentów folii poliestrowych, instaluje nowoczesny system recyklingu OMNI 200, dostarczony przez firmę Gneuss. Inwestycja ta jest odpowiedzią na rosnące wymogi regulacyjne w Indiach, gdzie do 2025 r. planowane jest wdrożenie zaawansowanych systemów zbiórki odpadów i infrastruktury recyklingowej.
System recyklingu OMNI 200 został zaprojektowany z myślą o przetwarzaniu płatków PET z odpadów butelkowych na granulaty przeznaczone do kontaktu z żywnością. Granulaty te będą wykorzystywane w produkcji folii BOPET, która znajduje szerokie zastosowanie w przemyśle opakowaniowym. Technologia pozwala na bezpośrednie przetwarzanie płatków PET bez konieczności ich wcześniejszego suszenia czy krystalizacji, co upraszcza proces i obniża koszty operacyjne. Wydajność systemu wynosi 2000 kg/h, a materiał wejściowy pochodzi z recyklingu odpadów z Indii oraz regionów ościennych.
Kluczowym elementem systemu jest ekstruder MRS w technologii jednoślimakowej z wielośrubową sekcją odgazowywania. Rozwiązanie to umożliwia skuteczne oczyszczanie stopionego polimeru, dzięki czemu materiał spełnia rygorystyczne normy bezpieczeństwa dla kontaktu z żywnością. Odgazowywanie realizowane jest przy niskim ciśnieniu wynoszącym 25 mbar, co pozwala na zastosowanie wydajnego systemu próżniowego opartego na pierścieniu wodnym.
I Europejska technologia napędza recykling tworzyw w Brazylii
Brazylijska firma Grupo Ecological, specjalizująca się w recyklingu tworzyw sztucznych, z powodzeniem wdrożyła technologię europejskiej firmy Lindner, co umożliwia przetwarzanie trudnych odpadów pokonsumenckich i poprzemysłowych na wysokiej jakości regranulat. W zakładzie w Limeira, w stanie São Paulo, działają 2 linie recyklingowe wyposażone
w rozdrabniacze Micromat oraz moduły myjące Washtech. Technologia ta gwarantuje stabilne przetwarzanie odpadów oraz produkcję płatków plastikowych o wysokiej czystości, spełniających wymagania przemysłu kosmetycznego i spożywczego.
Rozdrabniacze serii Micromat umożliwiają skuteczne przetwarzanie materiałów, takich jak folia BOPP, Big Bagi czy tworzywa rafia PP, z zachowaniem minimalnego udziału materiałów drobnoziarnistych. Dalsze mycie i suszenie w linii Washtech pozwala na usunięcie zanieczyszczeń, zapewniając jakość płatków odpowiednią do dalszej ekstrudacji. Dzięki zastosowanym rozwiązaniom technologicznym, aż 90% wyjściowego materiału ma rozmiar poniżej 25 mm, co pozwala na precyzyjne przygotowanie do recyklingu.
Jedną z wyróżniających cech systemu jest podwójny proces filtracji, który umożliwia usuwanie zanieczyszczeń do poziomu 16–20 µm. W tym celu zastosowano 2 w pełni automatyczne systemy filtracyjne, które wykorzystują zintegrowany proces samooczyszczania z wstecznym przepływem, eliminując potrzebę przerw produkcyjnych.
Nowa linia recyklingowa w zakładzie w Hyderabadzie ma rozpocząć działalność w 2. połowie 2025 r.
Grupo Ecological, korzystając z technologii Lindner, przetwarza do 800 ton tworzyw miesięcznie. Kluczowe znaczenie mają niezawodność oraz stabilność procesu, co umożliwia firmie produkcję regranulatów o jakości wymaganej przez przemysł kosmetyczny. Projekt realizowany wspólnie z Unilever pozwolił na wprowadzenie pierwszych nakrętek w Brazylii wykonanych w 100% z recyklatów pokonsumenckich, co przyczyniło się do osiągnięcia celów zrównoważonego rozwoju Unilever przed wyznaczonym terminem.
Technologia Lindner nie tylko wspiera rozwój gospodarki cyrkularnej, ale także pokazuje, że dzięki odpowiednim narzędziom możliwe jest efektywne wykorzystanie trudnych odpadów plastikowych w zamkniętych cyklach produkcyjnych.
I
Prefero: nowy standard w produkcji preform PET
Przejęcie Netstal Maschinen AG przez Krones AG poszerzyło ofertę firmy o system formowania wtryskowego Prefero, który uzupełnia pełen cykl przetwórstwa PET. Prefero to maszyna wtryskowa z bocznym wejściem robota, w pełni elektrycznym układem zamykania oraz pięciopunktowym podwójnym układem kolanowym. System charakteryzuje się wysoką wydajnością (300–1600 kg PET na godzinę), kompaktową konstrukcją oraz niskim zużyciem energii dzięki serwoelektrycznym silnikom synchronicznym. Prefero umożliwia przetwarzanie 100% rPET, zapewniając jednorodną jakość stopu i lepsze mieszanie kolorów.
Maszyna pozwala na zastosowanie do 144 gniazd w formie wtryskowej w jednostce o nacisku 400 ton, co jest odpowiedzią na trend produkcji lżejszych i mniejszych preform. Ślimak PETX, zaprojektowany specjalnie dla Prefero, wspiera szybsze cykle produkcyjne wynoszące od 5 do 14 sekund
I Partnerstwo firmy Muehsam z firmą Doteco
Firma Muehsam nawiązała strategiczne partnerstwo z włoską firmą Doteco – liderem w dziedzinie grawimetrycznych systemów dozowania, stosowanych w produkcji folii i rur metodą wytłaczania.
Doteco to firma o globalnej renomie, której technologie są synonimem precyzji i innowacyjności. Dzięki ponad 15 tys. zainstalowanych systemów na całym świecie, Doteco udowodniło swoją niezawodność i zdolność do dostarczania
w zależności od grubości ścianki i wagi preformy. Osuszacz, chłodnica i inne urządzenia peryferyjne są w pełni zintegrowane zgodnie z Euromap 82. System usuwania preform oferuje wewnętrzne chłodzenie preform i jest wyposażony w podwójną taśmę i 4 stacje dochładzania. Formy wtryskowe od MHT stosowane w Prefero spełniają standardy przemysłowe i są powlekane azotkiem tytanu (TiN) oraz diamentopodobnym węglem (DLC), co zwiększa trwałość i efektywność procesu.
Prefero można bezpośrednio zintegrować z wydmuchiwarką Contiform, co eliminuje konieczność tymczasowego składowania preform i zmniejsza koszty logistyki. Preformy są przekazywane bezpośrednio do wydmuchiwania, co poprawia ich jakość, minimalizując ryzyko uszkodzeń powierzchni podczas transportu. Produkcja preform we własnym zakresie pozwala firmom uniezależnić się od zewnętrznych dostawców, zmniejszyć koszty transportu i uprościć procesy kontroli jakości.
Optymalizacja preformy, szyjki i zamknięcia poprawia właściwości butelek, takie jak stabilność termiczna, odporność na ciśnienie i nieprzepuszczalność CO2. Zmniejszenie masy butelki o 1 gram przy produkcji 48 tys. sztuk na godzinę może przynieść oszczędności na poziomie 316 tys. euro rocznie. Prefero to zaawansowane technologicznie rozwiązanie wspierające efektywność i zrównoważony rozwój w przetwórstwie PET.
rozwiązań najwyższej jakości. Modułowe systemy dozowania dają możliwość łatwej modernizacji i adaptacji do zmieniających się wymagań produkcyjnych.
Dzięki współpracy, w ofercie firmy Muehsam znajdą się również zaawansowane systemy IBC oraz automatyczne rozwiązania do kontroli grubości produktów. Rozwiązania te pozwalają klientom na zwiększenie efektywności, ograniczenie ilości odpadów oraz optymalizację procesów produkcyjnych, co jest kluczowe w obliczu rosnących wyzwań rynku.
Dzięki połączeniu doświadczenia Muehsam w projektowaniu i wdrażaniu nowoczesnych linii produkcyjnych z technologią Doteco, klienci firmy mogą liczyć na: jeszcze wyższą jakość i precyzję – zaawansowane systemy gwarantują niezawodność działania i kontrolę procesów; większą efektywność energetyczną – nowoczesne technologie pomagają w optymalizacji zużycia energii i materiałów; elastyczność i innowacyjność – modułowe rozwiązania można dostosowywać do indywidualnych potrzeb i zmieniających się wymagań produkcyjnych.
Konferencja Bezpieczne Opakowanie 2024
19–20 listopada 2024 r. w Łodzi odbyła się konferencja Bezpieczne Opakowanie, która zgromadziła ekspertów, liderów branży i pasjonatów innowacyjnych rozwiązań w sektorze opakowań. W przestrzeniach Hotelu DoubleTree by Hilton oraz Łódzkiego Instytutu Technologicznego Sieci Badawczej Łukasiewicz uczestnicy mieli okazję wymieniać się wiedzą, doświadczeniami i wizjami przyszłości opakowań zgodnych z zasadami gospodarki obiegu zamkniętego (GOZ).
Pierwszy dzień konferencji obfitował w inspirujące prelekcje, które poruszały kluczowe tematy, takie jak optymalizacja procesów produkcyjnych, innowacje technologiczne czy zrównoważone alternatywy materiałów.
Wyjątkowo duże zainteresowanie wzbudził panel o wykorzystaniu recyklatów w opakowaniach. Eksperci, w tym Krzysztof Nowosielski z ML Polyolefins oraz dr inż. Anna Kozera-Szałkowska z Fundacji Plastics Europe Polska, omawiali wpływ regulacji unijnych, systemu kaucyjnego i globalnej konkurencji na rozwój branży.
I Świadectwa Packaging
Circular Economy
Wieczorem odbyła się gala, podczas której wręczono Świadectwa Packaging Circular Economy dla firm szczególnie zaangażowanych w promowanie GOZ. W 2024 r. wyróżniono aż 19 przedsiębiorstw, w tym Amcor, Mondi Group, Fol-Druk Flexo, Pakfol,
Drukpol Flexo oraz Lorenz Lajkonik Snacks. Nagrody przyznano w 3 kategoriach, honorując działania na rzecz minimalizacji odpadów, cyrkularności produktów oraz efektywnego wykorzystania zasobów.
– Chcemy docenić firmy, które nie tylko realizują założenia GOZ, ale także inspirują innych do działania – podkreślił Krzysztof Nowosielski, dyrektor handlowy ML Polyolefins.
I Praktyka i networking
Drugiego dnia konferencja przeniosła się do Łódzkiego Instytutu Technologicznego. Uczestnicy mogli zobaczyć nowoczesne laboratoria oraz technologie wspierające producentów w projektowaniu opakowań spełniających najwyższe standardy jakości i bezpieczeństwa. Warsztaty te pozwoliły połączyć teorię z praktyką, oferując cenne wskazówki dla dalszego rozwoju branży.
Nieocenioną wartością wydarzenia była możliwość nawiązywania nowych kontaktów i wymiany doświadczeń z liderami rynku. Jak podsumowała Anna Naruszko, redaktor naczelna miesięczników Opakowanie i Poligrafika: – To wydarzenie nie tylko edukuje, ale także buduje fundamenty przyszłości całej branży.
I Ku przyszłości zrównoważonych opakowań
Konferencja Bezpieczne Opakowanie 2024 podkreśliła, że sektor opakowań stoi przed wieloma wyzwaniami związanymi z dostosowaniem się do wymogów zrównoważonego rozwoju i regulacji unijnych. Dzięki wspólnym wysiłkom liderów, firm oraz instytucji badawczych możliwe jest budowanie gospodarki obiegu zamkniętego, gdzie zasoby są wykorzystywane efektywnie, a odpady stają się wartościowym surowcem.
Fot.: Agnieszka Sobczak, ML Polyolefins
I Recyklaty dorównują tworzywom pierwotnym w przemyśle motoryzacyjnym
Wyniki najnowszych badań i testów przeprowadzonych przez Polykemi we współpracy z Simoldes Plastics pokazują, że wysokiej jakości tworzywa oparte na recyklatach mogą z powodzeniem zastąpić surowce pierwotne w procesach formowania wtryskowego. Dowiedziono, że materiały te wykazują właściwości odpowiadające tworzywom pierwotnym, umożliwiając płynną adaptację istniejących narzędzi bez konieczności ich modyfikacji.
Impulsem do podjęcia badań było zapotrzebowanie klientów Simoldes Plastics z branży motoryzacyjnej na zwiększenie udziału recyklatów w produkcji komponentów. Testy dotyczyły elementów takich jak ramy i panele drzwiowe, które wcześniej były formowane wyłącznie z surowców pierwotnych. Wyniki przerosły oczekiwania – recyklaty sprawdziły się w dotychczasowych narzędziach, a procesy technologiczne przebiegały bez zakłóceń.
Przejście na recyklaty pozwala Simoldes Plastics znacząco ograniczyć emisję CO2. Dzięki zaawansowanym analizom Polykemi, w ramach programu Materialsmart, oszacowano, że emisje można obniżyć nawet o 54–68% na każdy wyprodukowany element. To istotny krok w kierunku zrównoważonej produkcji, wspierający realizację celów klimatycznych w ramach standardów GRI. Dalsze testy objęły bardziej złożone procesy technologicz-
ne, takie jak formowanie wtryskowe z wkładkami z tekstyliów czy folii. Wyniki były zaskakujące – jakość uzyskaną z recyklatów uznano za równoważną z tą osiąganą przy użyciu surowców pierwotnych.
Jörgen Olsson, menedżer techniczny Polykemi, zaznacza, że udowodniono, iż recyklaty mogą konkurować z materiałami pierwotnymi, co całkowicie zmienia sposób ich postrzegania. Branża motoryzacyjna musi teraz opracować nowe specyfikacje i wytyczne uwzględniające szerokie zastosowanie recyklatów, aby maksymalnie wykorzystać ich potencjał.
I Podeszwa biegowa z biopolimeru zmienia oblicze obuwia do ultramaratonów
Specjalizująca się w produkcji obuwia do ultramaratonów firma Mount to Coast z Hongkongu oraz BASF z Ludwigshafen rozpoczęły współpracę nad opracowaniem wydajnych i zrównoważonych rozwiązań dla biegaczy. Pierwszym efektem tej kooperacji jest innowacyjna podeszwa środkowa, która powstała z wykorzystaniem nowego biopolimeru opracowanego przez BASF. Materiał ten charakteryzuje się o 90% większą trwałością w porównaniu z powszechnie stosowanym w obuwiu sportowym poliamidem blokowym, zachowując jednocześnie porównywalny zwrot energii.
W nowym biopolimerze surowce kopalne zastąpiono odnawialnymi materiałami pochodzącymi z odpadów organicznych i biomasy resztkowej. Proces produkcji opiera się na bilansie masowym, który umożliwia przypisanie udziału surowców odnawialnych do końcowego produktu. Zastosowane podejście jest certyfikowane przez niezależne organizacje zgodnie z normami REDcert2 i ISCC Plus, co zapewnia pełną przejrzystość i potwierdza redukcję wykorzystania surowców kopalnych.
Testy przeprowadzone przez BASF wykazały, że podeszwy wykonane z nowego biopolimeru przewyższają inne materiały pod względem gęstości i zdolności odbicia, co czyni
je idealnym rozwiązaniem dla wymagających sportowców. Materiał ten łączy trwałość z lekkością, odpowiadając na potrzeby biegaczy ultramaratońskich, którzy oczekują niezawodności w ekstremalnych warunkach.
Przedstawiciele Mount to Coast podkreślają, że zastosowanie zrównoważonych materiałów i innowacyjnych procesów produkcji było kluczowym celem projektu. Dzięki współpracy z BASF udało się połączyć wysoką wydajność z aspektami ekologicznymi, co wyznacza nowy standard w branży obuwia sportowego.
Nowe realia, nowe kalkulacje
Wyzwania związane z dostosowaniem się do nowych realiów rynkowych zmuszają przetwórców tworzyw sztucznych do szukania nowych rozwiązań. Kluczowym aspektem staje się wpływ kapitału „zamrożonego” w magazynach na płynność finansową. Dlaczego należy uwzględniać to kryterium w kalkulacjach produkcyjnych?
W dobie przemian gospodarczych przetwórcy tworzyw sztucznych w Polsce muszą dostosowywać się do realiów rynkowych, które znacząco odbiegają od sytuacji sprzed dekady. Chociaż często porównuje się obecny okres do kryzysu z lat 2008–2010, różnice są wyraźne. W owych czasach Polska była postrzegana jako kraj o niskich kosztach produkcji, co przyciągało zagranicznych inwestorów, a dotacje unijne sprzyjały modernizacji parków maszynowych.
Dziś, przy wzroście kosztów energii, ograniczeniach dotacji oraz rosnącym protekcjonizmie, wyzwania te wymagają nowego podejścia do zarządzania finansami – w szczególności płynnością finansową.
I Konieczność zmiany podejścia do kalkulacji produkcyjnych
Dotychczasowe kalkulacje koncentrowały się na wskaźnikach takich jak: tonaż maszyny, czas cyklu, koszty pracy, materiał, transport, pakowanie czy koszty roboczogodzin. W obecnych warunkach to tradycyjne podejście okazuje się niewystarczające. Współczesne kalkulacje powinny uwzględniać także aspekty związane z kapitałem zamrożonym w surowcach oraz ich wpływem na płynność finansową firmy.
– Zarządzanie kapitałem zamrożonym w surowcach magazynowych jest jednym z największych wyzwań w kalkulacjach dla przetwórców tworzyw sztucznych. W tworzywach tzw. masowych z grup PP/ABS/PE sytuacja jest jasna – klient sam negocjuje warunki biznesowe dla całej grupy, a przetwórca w kalkulacji otrzymuje klarowne warunki współpracy. Wielu klientów, szczególnie w projektach wymagających bardziej zaawansowanych tworzyw (np. PA, POM, PMMA z różnymi dodatkami typu teflon lub PMMA barwiony w masie, klasa palności), oczekuje elastyczności w dostosowaniu produkcji do specyficznych potrzeb. Te wymagania często wiążą się z zakupem surowców w du-
żych ilościach (MOQ) i długimi terminami dostaw – co powoduje, że część surowca może pozostawać w magazynie przez dłuższy czas, tym samym zamrażając kapitał – mówi Marek Bądkowski, ekspert przetwórstwa tworzyw sztucznych, doradca i zarządzający firmami z tego rynku.
Oczywistym jest, że przygotowując się do produkcji należy zakupić materiał. Koszt użytego materiału to, w skrajnych przypadkach, np. 10–15 euro za kilogram. Z kolei zgodnie z wytycznymi trzeba kupić np. 20 ton. A bardzo często okazuje się, że ostatecznie w danym roku zużywa się… np. 7 ton. W ten sposób sporo kapitału zostaje zamrożone.
Nadmiarowy surowiec, który nie znajduje natychmiastowego zastosowania w produkcji, wpływa negatywnie na płynność finansową i może być przyczyną trudności, a w skrajnych przypadkach nawet upadłości firm produkcyjnych. Szczególnie gdy uwzględnimy fakt, iż tzw. wartość dodana w wycenie wynosi 20–30%.
I Płynność jako kluczowy warunek przetrwania
Tymczasem stosowane formaty kalkulacyjne prawie nigdy nie uwzględniają ryzyka wynikającego z kapitału zamrożonego w magazynach. To ryzyko potrafi być szczególnie krytyczne w okresach zmienności cen surowców i trudności w prognozowaniu tych zmian – a właśnie w takich warunkach dzisiaj funkcjonuje branża.
Do tego dochodzi też np. unifikacja używanych materiałów pod względem właściwości, wymagań i ceny, co pozwala na większą elastyczność produkcyjną i zmniejsza ryzyko nieopłacalności danego projektu.
„Wczoraj” i „dziś” to całkowicie inne rzeczywistości. Obecnie należy zwrócić uwagę na warunki biznesowe materiałów używanych do produkcji – szerzej spojrzeć na płynność finansową firmy poprzez wykorzystanie bardziej specjalistycznych materiałów. Wszyscy szukają optymalizacji kosztowej, która zakończyła się w kosztach wytworzenia, a jej największy potencjał tkwi w ponownym przyjrzeniu się używanym tworzywom, które można unifikować w równaniu: właściwości-wymagania-cena. •
Marek Bądkowski
I
100 mln dolarów inwestycji w największy na świecie zakład recyklingu chemicznego PET
Revalyu Resources, spółka należąca do niemieckiej Grupy Heraeus i specjalizująca się w chemicznym recyklingu PET, uruchomiła drugi zakład w swoim kompleksie w Nashik, w Indiach. Inwestycja o wartości 100 mln dolarów zwiększyła całkowitą zdolność produkcyjną największego na świecie zakładu recyklingu PET do 280 ton dziennie.
Kompleks w Nashik obejmuje 3 niezależne linie recyklingowe: dwie o zdolności przetwarzania 120 ton dziennie, produkujące w 100% recyklat PET oraz jedną o wydajności 40 ton dziennie, dedykowaną produkcji specjalistycznych wiórek oraz przędz tekstylnych. Druga linia została niedawno oddana do użytku, a uruchomienie trzeciej planowane jest na 3. kwartał 2025 r. Dzięki nowej inwestycji zakład będzie w stanie przetwarzać około 35 mln plastikowych butelek dziennie, znacząco wspierając globalne działania na rzecz zrównoważonego rozwoju.
Technologia recyklingu oparta na glikolizie pozwala ograniczyć zużycie wody o 75% oraz energii o 91% w porównaniu z tradycyjnymi metodami produkcji PET. Obecnie zakład w Nashik przetwarza ponad 20 mln butelek PET dziennie, przekształcając je w 160 ton wysokiej jakości recyklatu.
Produkty te znajdują szerokie zastosowanie w branżach takich jak opakowania, tekstylia, akcesoria samochodowe oraz inne wyroby z kopolimerów PET.
Rozbudowa infrastruktury w Indiach wpisuje się w globalną strategię ekspansji Revalyu Resources. Do 2027 r. firma planuje budowę zakładu recyklingowego PET w USA o wydajności 240 ton dziennie oraz zwiększenie globalnej zdolności produkcyjnej do ponad 1000 ton dziennie do 2030 r.
I Sidel przedstawia swoją przełomową myjkę do butelek
Firma Sidel wprowadziła na rynek Hydra Ultrasonic – nową myjkę do butelek, łączącą w sobie technologię chemiczną i ultradźwiękową oraz zapewniającą najwyższą wydajność.
Producenci potrzebują technologii mycia butelek, która zapewni bezpieczne i higieniczne mycie butelek przed ich ponownym przekazaniem konsumentom. Aby wyeliminować brud i zanieczyszczenia, proces mycia wymaga precyzyjnego dobrania temperatury, stężenia detergentów chemicznych i czasu.
– Prawdziwy postęp oznacza robienie więcej za mniej. Właśnie dlatego podczas opracowywania naszej nowej
technologii mycia butelek postawiliśmy sobie dwa cele: poprawę wydajności mycia maszyny przy równoczesnym zmniejszeniu zużycia całkowitego zasobów i śladu węglowego – powiedział Andrea Solfa, kierownik ds. produktów w firmie Sidel.
Myjka do butelek łączy w sobie zastosowanie środków chemicznych i technologii ultradźwiękowej, co znacznie zwiększa efekt mechaniczny, a tym samym skraca potrzebny czas mycia i wymaganą temperaturę, przy równoczesnej poprawie wydajności maszyny.
Podczas procesu czyszczenia butelek myjka Hydra Ultrasonic firmy Sidel osiąga wysoką skuteczność mycia zarówno ścianek wewnętrznych, jak i zewnętrznych, usuwając nawet pewne rodzaje zabrudzeń odpornych na działanie substancji żrących. Proces mycia jest konkurencyjny pod względem wydajności, co przekłada się na niższy współczynnik odrzutów, a tym samym zwiększenie wydajności produkcji nawet o 15%.
Nowa myjka Hydra Ultrasonic przyczynia się do obniżenia kosztów produkcji ponoszonych przez rozlewnie napojów dzięki oszczędnościom wynikającym z całkowitego kosztu posiadania (TCO). Rozwiązanie to stanowi opłacalną inwestycję dla producentów, jako że wymaga krótszego czasu mycia, a tym samym znacznie mniejszej liczby podzespołów.
I System kaucyjny: nowy operator rozpoczyna działalność
13 listopada br., w odpowiedzi na wymagania unijnej dyrektywy SUP oraz ambitne cele środowiskowe, producenci napojów w Polsce zawiązali spółkę akcyjną Kaucja.pl – Krajowy System Kaucyjny. Celem nowego operatora będzie zarządzanie procesem zwrotu i recyklingu opakowań objętych kaucją oraz rozliczanie pobranych opłat.
Kaucja.pl – Krajowy Operator Systemu Kaucyjnego S.A. zrzesza 11 kluczowych producentów napojów: Coca-Cola HBC Polska, Colian, Grupa Maspex, Nałęczów Zdrój, Nestle Polska, Oshee Polska, PepsiCo Polska, Red Bull, Van Pur, Zbyszko Company oraz Żywiec Zdrój. Prezesem zarządu został Piotr Okurowski, menedżer z wieloletnim doświadczeniem w logistyce i wdrażaniu nowoczesnych technologii.
Spółka planuje ścisłą współpracę z dużymi sieciami handlowymi oraz mniejszymi sklepami, oferując wsparcie technologiczne i logistyczne w zakresie zbiórki odpadów.
– To pierwsze tego typu porozumienie branżowe w Polsce, które pokazuje, że konkurujące firmy mogą jednoczyć się w obliczu wspólnych wyzwań środowiskowych – podkreśla Okurowski.
Kaucja.pl zapowiada działania edukacyjne, które mają promować ekologiczne postawy wśród konsumentów oraz zwiększać świadomość korzyści wynikających z systemu kaucyjnego.
I System kaucyjny w Polsce: opóźnienie wdrożenia do 10.2025
Celem nowego systemu, obejmującego butelki PET o pojemności do 3 litrów, szklane butelki wielorazowego użytku do 1,5 litra oraz metalowe puszki do 1 litra, jest stworzenie bardziej zrównoważonego i ekologicznego podejścia do gospodarowania odpadami opakowaniowymi.
Rząd Polski przesunął planowaną datę wdrożenia systemu kaucyjnego na opakowania do 1 października 2025 r. Decyzja o opóźnieniu ma na celu lepsze przygotowanie zarówno dużych, jak i mniejszych podmiotów handlowych oraz administracji publicznej do wdrożenia nowych regulacji.
System kaucyjny, zgodnie z doświadczeniami innych europejskich krajów, może znacząco podnieść efektywność recyklingu i obniżyć koszty gospodarki odpadami komunalnymi.
Podczas zakupu napoju w opakowaniu objętym systemem, do ceny produktu doliczana będzie kaucja. Wysokość kaucji określona została w rozporządzeniu: 50 groszy na butelki PET i puszki, 1 złoty na butelki szklane. Kaucja zostanie doliczona do ceny napojów dopiero przy kasie. Zwrot kaucji będzie możliwy po oddaniu opakowania w punkcie zbiórki bez konieczności okazania paragonu. Ważne jest również, aby zwracane opakowania nie były zgniatane, co ułatwi ich identyfikację.
I Zakrętka PET od Husky Technologies
Zakrętka PET firmy Husky Technologies zdobyła prestiżową nagrodę Packaging Europe Sustainability Award w kategorii Driving Circular Economy. Wyróżnienie zostało przyznane podczas Sustainable Packaging Summit, który odbył się w Amsterdamie 12 listopada.
Zakrętka PET firmy Husky redefiniuje standardy rynkowe, zastępując tradycyjne rozwiązania dwumateriałowe, w których butelki PET są standardowo wyposażane w zakrętki wykonane z innych materiałów, takich jak polipropylen (PP) lub polietylen o wysokiej gęstości (HDPE). Takie kombinacje
materiałowe wymagają dodatkowego sortowania podczas procesu recyklingu, co podnosi koszty i obniża efektywność. Dzięki innowacyjnemu podejściu Husky, które zakłada zastosowanie w zakrętce tego samego materiału co w butelce, możliwe jest uproszczenie całego procesu recyklingu. Rozwiązanie to przynosi znaczące korzyści zarówno środowiskowe, jak i ekonomiczne.
Dzięki sztywności materiału zakrętki możliwa jest istotna redukcja zużycia surowców i masy, co przekłada się na niższe koszty produkcji oraz ograniczenie ilości odpadów. Patenty technologiczne zastosowane w zakrętce gwarantują bezpieczeństwo konsumentów, zapewniając bezstresowy proces zakręcania i minimalizując liczbę odrzutów w procesie produkcji.
Innowacyjna zakrętka spotkała się z dużym zainteresowaniem w branży. Pierwsi użytkownicy planują rozpocząć jej komercyjną produkcję w 2025 r.
Stan branży tworzyw sztucznych w Japonii
Yumiko Masuyama Japan Plastics
I Rynek tworzyw sztucznych i produktów tworzywowych w Japonii
Produkcja surowców z tworzyw sztucznych w Japonii osiągnęła swój szczyt w 1997 r., przekraczając 15 mln ton. Od tego czasu obserwuje się stały spadek, a w 2023 r. oszacowano ją na 8,79 mln ton, co oznacza spadek o 7,6% w porównaniu z rokiem poprzednim. Gwałtowny spadek w 1. połowie 2020 r. wynikał głównie z pandemii Covid-19, jednak do 2021 r. produkcja stopniowo się odbudowywała. Od 2022 r. spadkowy trend utrzymuje się.
Produkcja wyrobów z tworzyw sztucznych w 2023 r. wyniosła 5,29 mln ton, co oznacza spadek o 4,9% w porównaniu z 2022 r. Niemniej, spadek ten nie jest tak znaczący jak w przypadku surowców z tworzyw sztucznych i produkcja wyrobów utrzymuje się na poziomie zbliżonym do 2020 r.
Główni dostawcy surowców z tworzyw sztucznych w Japonii to: Mitsui Chemicals, Inc.; Sumitomo Chemical Company, Limited; Toray Industries, Inc.; Mitsubishi Chemical Corporation; Teijin Limited; DIC Corporation; Zeon Corporation; UBE Corporation.
I Stan branży maszyn do przetwórstwa tworzyw sztucznych
Według Japan Plastics Machinery Association, wartość produkcji krajowej maszyn do przetwórstwa tworzyw sztucznych (wtryskarki, wytłaczarki, maszyny do formowania z rozdmuchem) w 2023 r. wyniosła 224,16 mld jenów, co oznacza wzrost o 5,2% w porównaniu z rokiem poprzednim. Produkcja wtryskarek spadła o 15,9%, zaś wytłaczarki i sprzęt pomocniczy
odnotowały wzrost o 77%, napędzając wzrost całkowitej wartości produkcji. Produkcja maszyn do formowania z rozdmuchem pozostała z kolei na poziomie z 2022 r.
Podział rynku maszyn w latach 2019–2023 prezentował się następująco: wtryskarki: 57,7% wartości całkowitej; wytłaczarki i sprzęt pomocniczy: 36,5%; maszyny do formowania z rozdmuchem: 5,8%.
Największymi producentami wtryskarek w Japonii są: Sumitomo Heavy Industries, Ltd.; The Japan Steel Works, Ltd.; Fanuc Corporation; Nissei Plastic Industrial Co., Ltd. oraz Sodick Co., Ltd.
I Działania ekologiczne w branży tworzyw sztucznych
Według Plastic Waste Management Institute, Japonia osiągnęła 87-procentowy wskaźnik efektywnego wykorzystania odpadów z tworzyw sztucznych. W tym 22% to recykling materiałowy, 3% – recykling chemiczny, a reszta (72%) to recykling termiczny (odzysk energii).
Jeśli chodzi o recykling butelek PET, Japonia znana jest z ich efektywnego wykorzystania jako pojemników
na napoje, sosy sojowe czy alkohol i od 30 lat promuje ich odzysk. Według PET Bottle Recycling Promotion Council, w 2023 r. wskaźnik recyklingu butelek PET wyniósł 85%, a recykling bottle-to-bottle osiągnął 33%, z celem 50% do 2030 r.
Warto też wspomnieć o recyklingu styropianu, który jest szeroko stosowany jako materiał opakowaniowy dla żywności, sprzętu AGD czy do izolacji budowlanych. Według Styrofoam Association, w 2023 r. osiągnięto wskaźnik recyklingu na poziomie 92%.
Japońska branża tworzywowa boryka się z wyzwaniami, takimi jak spadki w produkcji surowców, jednak jednocześnie wykazuje odporność dzięki stabilności w produkcji maszyn oraz zaawansowanym działaniom recyklingowym. Innowacyjne podejście do gospodarki odpadami, szczególnie w zakresie butelek PET i styropianu, czyni Japonię globalnym liderem w dziedzinie zrównoważonego rozwoju. •
Skrzynki z polistyrenu ekspandowanego zbierane do recyklingu na targu rybnym Tsukiji
László Bűdy CEO, myCeppi
Rosnące listopadowe ceny kontraktowe monomerów olefinowych
też nie zdołały podnieść cen poliolefin.
Choć niektórzy producenci polimerów próbowali podnieść ceny, zamiar przerodził się w rolowanie. Jak dotąd, ceny poliolefin spadły tylko nieznacznie w stosunku do ostatniego tygodnia października. Ceny PCW wywołały spore zaskoczenie, ponieważ europejscy producenci podnieśli je o od 5 do 30 euro i wydaje się, że przetwórcy są skłonni zaakceptować podwyżkę maksymalnie do 20 euro. Jeśli chodzi o styropian, na rynku występują jednocześnie wzrosty i spadki cen. Początkowo kilku europejskich producentów polistyrenu próbowało podnieść ceny, ale wzrost cen SM o 5 euro nie był wystarczająco przekonujący dla kupujących, więc zamiar podwyżek w większości przypadków przekształcił się w elastyczne ustalanie cen i ich obniżki.
Środkowoeuropejski rynek polimerów towarowych charakteryzował się umiarkowanym, ale mocniejszym popytem niż w 1. tygodniu listopada. W przypadku polietylenów, producenci polimerów byli gotowi dokonać niewielkich obniżek cen w celu pobudzenia zakupów, ale w żadnym segmencie nie doszło do większych redukcji. Rynek polistyrenów charakteryzował się słabym popytem i zróżnicowanymi cenami, przy znacznej niepewności rynkowej. Rynek PCW można uznać za stabilny; nie odnotowano zmian cenowych, choć popyt nie jest mocny. Można powiedzieć, że na rynku panuje swoisty przedświąteczny nastrój; kilku przetwórców zdecydowało się już na przełożenie zakupów na styczeń,
chyba że w grudniu nastąpi nieoczekiwany i znaczący spadek cen. Nie ma znaczącej presji sprzedażowej także ze strony producentów polimerów; większość z nich stara się zachować spready, a znaczące rabaty można uzyskać jedynie przy dużych ilościach.
W branży opakowań przemysłowych, która dotychczas radziła sobie dobrze, klienci zamawiają już z dostawą w styczniu, a mniej niż w październiku. Popyt ze strony producentów opakowań przemysłowych też znacznie spadł w porównaniu z październikiem, a dodatkowo w regionie Europy Południowo-Środkowej (SCE) pojawili się tureccy producenci folii z wyjątkowo konkurencyjnymi cenami. Sektor budowlany nadal wykazuje stosunkowo dobry popyt ze względu na sprzyjające warunki pogodowe.
Przetwórcy oceniają sytuację odmiennie: jedni uważają, że ceny osiągnęły już dołek, więc warto kupować, inni zaś spodziewają się dalszego spadku cen w grudniu i styczniu. Jednak nawet ci, którzy uważają, że ceny polimerów osiągnęły już najniższy poziom, nie kupują obecnie zbyt wiele.
Wskutek spadku cen surowców, w połowie listopada prawdopodobny wydaje się niezbyt znaczący spadek cen monomerów olefinowych o 30–40 euro. Jeśli tak się stanie, w grudniu spodziewany jest dalszy spadek cen poliolefin. Oczekiwany spadek grudniowych cen kontraktowych etylenu prawdopodobnie zepchnąłby również ceny PCW w dół. Jednak ze względu na niepewność rynkową, nawet w tym przypadku nie oczekuje się znaczącego ożywienia popytu i zakupów z wyprzedzeniem na nadchodzący rok. Zakupów z wyprzedzeniem będą dokonywać wyłącznie przetwórcy o dużej wydajności, których model biznesowy przewiduje zakupy ze znacznym rabatem na koniec roku. •
Niepewność rynku? Wyeliminuj ją dzięki tygodniowemu raportowi cen surowców. Ceny, fakty, trendy i przewidywania skoncentrowane na obszarze Europy Środkowej: #polipropylen #polietylen #polistyren
Wypróbuj bezpłatnie bez zobowiązań przez 4 tygodnie: laszlo.budy@myceppi.com +36 703 685 140
Średnie ceny polimerów w Europie Środkowej między 47. tygodniem 2023 r. a 46. tygodniem 2024 r.
Sortowanie optyczne: rewolucja w technologii recyklingu
Rozmowa z Piotrem Okoniem, dyrektorem sprzedaży w firmie Meyer Europe
Firma Meyer Europe reprezentuje jednego z czołowych producentów sortowników optycznych na świecie. Proszę opowiedzieć trochę więcej o waszym portfolio.
W Meyer Europe mamy przyjemność oferować szerokie portfolio zaawansowanych sortowników optycznych, które spełniają najwyższe standardy przemysłowe. Nasza oferta obejmuje sortowniki kolorystyczne, polimerowe, obiektowe oraz detektory rentgenowskie X-Ray, które znajdują zastosowanie w wielu branżach – od spożywczej czy też rolniczej, po recyklingową i chemiczną.
Sortowniki kolorystyczne to urządzenia, które umożliwiają niezwykle precyzyjne rozróżnianie i separację produktów na podstawie ich koloru. Ta funkcjonalność jest kluczowa nie tylko dla estetyki i jakości końcowego wyrobu, ale także dla optymalizacji procesów przetwórstwa materiałów. Dzięki dokładnemu podziałowi materiałów pod kątem ich barwy, nasi klienci mogą lepiej wykorzystywać surowce i minimalizować straty w produkcji.
Sortowniki Meyer radzą sobie z szerokim spektrum materiałów: od tworzyw sztucznych, poprzez metale żelazne i nieżelazne, szkło i wiele innych surowców. Takie rozwiązania są nieocenione w branżach, które stawiają na zaawansowany recykling i przetwarzanie odpadów, umożliwiając dokładne sortowanie nawet najbardziej wymagających materiałów.
Sortowniki polimerowe są zaprojektowane do rozdzielania różnych typów tworzyw sztucznych, co jest kluczowe dla efektywnego recyklingu. Dzięki za-
awansowanej technologii, urządzenia te potrafią rozpoznać i oddzielić różne polimery, umożliwiając odzysk surowców o wysokiej czystości i jakości. Sortowniki polimerowe Meyer wspierają przemysł recyklingowy w minimalizowaniu odpadów i maksymalnym wykorzystaniu surowców, przyczyniając się do ograniczenia wpływu na środowisko. To rozwiązanie pozwala na uzyskanie bardziej zrównoważonego procesu produkcji, zwiększając jednocześnie opłacalność przetwarzania tworzyw sztucznych.
Sięgnęliśmy po systemy AI, aby wykraczać poza utarte schematy i osiągać to, co do tej pory było niemożliwe w zakresie separacji optycznej
Nasze sortowniki obiektowe, wyposażone w kamery kolorystyczne, analizę kształtu, ale także w najnowocześniejsze kamery hiperspektralne, są idealnym rozwiązaniem do separacji większych obiektów na początku linii recyklingowej. Dzięki nim możliwy jest precyzyjny podział butelek, puszek oraz innych większych gabarytowo „odpadów”, co usprawnia cały proces przetwarzania. W naszej ofercie znajdują się również kompaktowe modele tych maszyn, które doskonale sprawdzają się w zakładach o ograniczonej przestrzeni, pozwalając na efektywne zagospodarowanie dostępnego miejsca.
„Zaprzęgliśmy” także do pracy we wszystkich grupach separatorów
optycznych sztuczną inteligencję. W dzisiejszych czasach jest ona coraz częściej wykorzystywana tam, gdzie konwencjonalne metody dosięgają przysłowiowego sufitu. Tak też jest i w zakresie sortowania optycznego. W wielu przypadkach, przy wykorzystaniu tradycyjnych technologii detekcyjnych, nie ma możliwości osiągnięcia wyśrubowanych wyników separacji kolorystycznej czy też polimerowej/ materiałowej i właśnie dlatego sięgnęliśmy po systemy AI, aby wykraczać poza utarte schematy i osiągać to, co do tej pory było niemożliwe w zakresie separacji optycznej.
W zeszłym roku otworzyliście nowe centrum testowe w Michałowicach. Skąd decyzja, aby otworzyć placówkę właśnie w Polsce?
Decyzja o otwarciu nowego centrum testowego w Michałowicach wynikała z kilku kluczowych powodów. Polska to dynamiczny i otwarty rynek, który umożliwia nam współpracę z wyjątkowymi klientami i angażowanie się w rozwój ekologicznych rozwiązań oraz procesów recyklingu – co cieszy nas tym bardziej, że dla wielu członków naszego zespołu to kraj rodzinny. Dodatkowo, większość naszego zespołu serwisowego to polscy specjaliści o wyjątkowych kompetencjach, a siedziba w tym miejscu pozwala nam lepiej koordynować ich działania na terenie całej Europy. Nasze Centrum Testowe znajduje się także zaledwie 15 minut od międzynarodowego Lotniska Chopina, co stanowi znakomite ułatwienie dla zagranicznych klientów i partnerów. Serdecznie zapraszamy do Michałowic – to doskonałe miejsce, aby poznać nasze technologie w praktyce!
Wasza firma znana jest z wielu innowacji. W zeszłym roku współpracowaliście z firmą Atus – mówimy więc o dwóch przedsiębiorstwach, które odważnie wyznaczają trendy w swoich sektorach. W jaki sposób wyglądała ta współpraca oraz jakie rezultaty przyniosła?
Współpraca ta przebiega tak naprawdę już od 2022 r., poprzez ciąg wykonywanych wspólnie prób techniczno-technologicznych zakończonych udaną instalacją w zakresie separacji kolorystycznej, uzupełniony w przeciągu tego roku o separator polimerowy do sortowania HDPE i PP.
Firma Atus jest bardzo zaawansowanym technologicznie „graczem” zarówno na rynku polskim, jak i zagranicznym i ogromnie cenimy sobie współpracę z tak doświadczonym, a zarazem bardzo wymagającym przedsiębiorstwem. Takie współdziałanie mocno rozwija obie strony; zarówno jakościowe zdolności produkcyjne naszego klienta, jak i nasze rozwiązania w zakresie separacji kolorystycznej i polimerowej.
Porozmawiajmy trochę o waszej historii. Jak to wszystko się zaczęło? Jakie były początki działalności firmy?
Nasza historia jest dosyć prosta, ale także intensywnie ewoluująca, czasami nawet rewolucjonizująca. Maszyny do separacji optycznej produkujemy od 1993 r. i dzięki bardzo obszernemu, inżynieryjnemu działowi badań i rozwoju szybko rozwijaliśmy i permanentnie udoskonalamy nasze urządzenia,
zarówno w zakresie separacji kolorystycznej i polimerowej czy detektory rentgenowskie, ale także pracujące w innych zakresach długości fal elektromagnetycznych niż dotychczasowe, tradycyjne rozwiązania, przeplecione systemem sztucznej inteligencji (AI).
Jednym z haseł firmy jest „Green Meyer Green Future”. Czy można więc założyć, że skupiacie dużą uwagę na ekologicznych aspektach waszych działań?
Tak, zdecydowanie! Jedną z głównych misji firmy Meyer jest wywieranie pozytywnego wpływu na środowisko – stąd hasło „Green Meyer Green Future”, które oddaje nasze zaangażowanie w działania proekologiczne. Nasze urządzenia są zaprojektowane z myślą o usprawnianiu i zwiększaniu efektywności procesów recyklingu, co pomaga w ograniczaniu ilości odpadów oraz odzyskiwaniu wartościowych materiałów. Wprowadzamy technologie, które pozwalają na precyzyjną segregację i wspierają naszych klientów w realizacji ich celów zrównoważonego rozwoju.
A żartobliwie dodając – nawet w naszym centrum testowym pilnujemy prawidłowej segregacji odpadów i patrzymy „krzywym okiem” na niedopatrzenia w tej kwestii. Ekologia to dla nas coś więcej niż misja – to codzienna praktyka, którą staramy się wdrażać na każdym poziomie naszej aktywności, dbając o ekologiczne aspekty oraz prowadzenie działalności w maksymalnej harmonii ze środowiskiem.
Firma Meyer Europe wystawiała się w ostatnim czasie ze swoimi produktami na różnych targach branżowych – które z nich zrobiły na was najlepsze wrażenie?
W ostatnim czasie mieliśmy przyjemność wystawiać nasze produkty na licznych targach branżowych, zarówno w Polsce, jak i za granicą. Trudno jednoznacznie ocenić, które z tych wydarzeń wywarły na nas największe wrażenie, ponieważ każde miało swój unikalny charakter i pozwalało nam na pokazanie innego aspektu naszej działalności. Takie wydarzenia to dla nas okazja, aby wykazać się kreatywnością i elastycznością w odpowiadaniu na potrzeby różnych sektorów.
Na szczególne wyróżnienie zasługują targi Plastpol, podczas których przygotowaliśmy największe jak dotąd stoisko i prezentowaliśmy pracę aż 3 maszyn z naszej oferty. Jesteśmy dumni, że po zakończeniu targów jedna z tych maszyn trafiła bezpośrednio do klienta. Dodatkowo otrzymaliśmy wyróżnienie „Top Design” od organizatorów za jedno z najlepiej zaprojektowanych stoisk, co stanowi dla nas ogromne uznanie.
Z kolei targi PRS to wyjątkowa okazja do kontaktu z międzynarodowymi klientami, ponieważ wydarzenie to przyciąga firmy z całej Europy. Dzięki temu możemy nawiązywać nowe, ekscytujące współprace i otwierać się na kolejne rynki. Lubimy wyzwania, dlatego każda możliwość opracowania nowych rozwiązań w zakresie sortowania optycznego jest dla nas niezwykle inspirująca.
Oprócz tego mieliśmy okazję uczestniczyć w wielu innych wydarzeniach, takich jak Agrotech, Agro Show, Konferencja Recyklingowa oraz targi rolnicze Indagra. Każde z nich przyciągało specyficzną grupę odbiorców, co pozwoliło nam na lepsze dopasowanie naszej oferty i rozwiązań do różnych branż. •
Walka z próbami dyskryminacji tworzyw to nasza rola
Rozmowa z Robertem Szymanem, dyrektorem generalnym Polskiego Związku Przetwórców Tworzyw Sztucznych
Nie ulega wątpliwości, że wejście Polski do Unii Europejskiej znacząco zmieniło obraz polskiej gospodarki. Jak z perspektywy czasu ocenia pan wpływ tego wydarzenia na rozwój branży przetwórstwa tworzyw sztucznych? Czy polscy przetwórcy wykorzystali szansę, jaką dała integracja z rynkiem europejskim i czy dobrze radzą sobie z konkurencją z innych krajów UE?
O potencjale polskiego przetwórstwa tworzyw sztucznych mówią liczby. Polska zajmuje 5. miejsce w Europie pod względem wielkości produkcji. W początkowych latach
członkostwa Polski w UE krajowi producenci zaopatrywali rynek wewnętrzny. Wraz z rozwojem przedsiębiorstw, w późniejszym okresie zaczęli poszukiwać nowych rynków sprzedaży. Wobec udogodnień, które stwarzał wspólny obszar celny, naturalnym było rozwinięcie sprzedaży do krajów UE. Opakowania oraz produkty dla budownictwa to około połowa produkcji, pozostałe sektory – tj. motoryzacja, E&E, AGD, sport, czy produkty dla rolnictwa – także wnoszą istotny wkład w finalny poziom produkcji i sprzedaży branży. Produkujemy o 20% więcej niż potrzeby rynku wewnętrznego, a dodatnie saldo handlu zagranicznego to
ok. 1 mln ton. W niektórych produktach jesteśmy liderami, jak np. stolarka okienna, czy folie transportowe. Poza tym rynek UE to nasz dominujący obszar, zarówno po stronie eksportu, jak i importu. Czynnikami, które mogą wpłynąć na pogorszenie konkurencyjności są obecnie tylko czynniki zewnętrzne, takie jak energia elektryczna czy nadmierne regulacje krajowe.
Jak kształtuje się według pana przyszłość PZPTS? W jakim kierunku będzie rozwijała się ta organizacja i jakie cele stawia sobie na kolejne lata?
Mamy ambicje reprezentowania krajowych przetwórców tworzyw sztucznych wobec administracji państwowej oraz w Brukseli. Konsekwentnie przez lata organizacja dążyła do stworzenia odpowiednich podstaw dla tej reprezentacji. Stąd też nasze członkostwo w EuPC, europejskim stowarzyszeniu przetwórców. Do tej organizacji należą stowarzyszenia z innych krajów członkowskich. Poprzez EuPC możemy nie tylko pracować wspólnie nad projektami regulacji czy inicjatywami przemysłu, ale też rozwijać kontakty z przetwórcami z innych krajów. Kolejnym krokiem było członkostwo w Konfederacji Lewiatan, co otworzyło nam wiele możliwości w kraju. Tu mamy potencjał tworzenia wspólnych stanowisk z innymi uczestnikami łańcucha dostaw, tj. producentami gotowych wyrobów, handlem, firmami z rynku odpadów. Wypełnia tę paletę dobra współpraca z producentami surowców i recyklerami. Pracujemy nad tym, aby nasz udział w debacie publicznej na temat użyteczności produktów z tworzyw sztucznych, a także często pozytywnego wpływu na ochronę klimatu, był jak najbardziej widoczny. W mojej ocenie wykorzystujemy wszystkie kanały współpracy i komunikacji. Pozostaje jedynie wzmocnienie reprezentacji poprzez systematyczne zwiększanie liczby członków organizacji. Dzięki temu będziemy mogli pracować i rozwijać obszary związane z poszczególnymi sektorami przetwórstwa.
W swoich tekstach i wystąpieniach porusza pan często tematykę zmian legislacyjnych, które obecnie dotykają branżę tworzyw sztucznych i będą determinować jej przyszłość. Proszę powiedzieć, czy pana zdaniem – oczywiście mając na uwadze aktualny stan prac i tempo postępów –w ostatecznym rezultacie przyczynią się one do realnego usprawnienia działania tego sektora, czy raczej skomplikują jego funkcjonowanie?
Analizując wcześniej wprowadzoną dyrektywę Single Use Plastics, dotyczącą ograniczenia stosowania niektórych jednorazowych produktów z tworzyw sztucznych, mamy poważne zastrzeżenie do samego tekstu – zarówno dyrektywy, jak i ustawy transponującej. Nieprecyzyjne zapisy i niedomówienia nie dają możliwości właściwej interpretacji, która w przypadku kontroli daje dodatkowe narzędzia kontrolerom. Tu także będziemy wspierali przedsiębiorców, budując dodatkowe wsparcie poprzez wytyczne i rekomendacje.
Czynnikami, które mogą wpłynąć na pogorszenie konkurencyjności są obecnie tylko czynniki zewnętrzne, takie jak energia elektryczna czy nadmierne regulacje krajowe
Jakie są perspektywy dla polskiej branży tworzyw sztucznych w nadchodzących latach? Czy przewiduje pan wzrost, stagnację, czy może wyzwania związane z transformacją energetyczną i ekologiczną?
Choć krajowe przetwórstwo tworzyw sztucznych od wielu lat notowało wzrosty większe niż przetwórstwo przemysłowe w Polsce, to jednak kondycja całej gospodarki bezpośrednio determinuje także sytuację w naszej branży. Dodatkowo, ze względu na ok. 20-procentowy udział eksportu głównie do UE w produkcji, sytuacja gospodarcza Unii Europejskiej także ma istotne znaczenie, zwłaszcza u naszych głównych partnerów handlowych, tj. Niemiec, Czech, Włoch czy Francji.
Destabilizacja związana z Covid, jak również wojna na Ukrainie, spowodowały rozchwianie rynku. Wskaźniki dynamiki sprzedaży miesięcznej wg raportu Plastics Europe pokazują dużą niepewność i nie widać oznak ożywienia. Nastroje w gospodarce są raczej pozytywne i eksperci w większości prognozują wzrost dla gospodarki i branży przetwórstwa w dłuższej perspektywie. Transformacja energetyczna i ekologiczna, w mojej ocenie, nie wpłynie na kondycję branży na tyle silnie, aby spowodować spadek produkcji i sprzedaży. •
Patrząc na raczej powierzchowne opinie i komentarze dotyczące tworzyw sztucznych, to raczej regulacje będą ograniczać działalność przedsiębiorców. Politycy, pod silną presją organizacji ekologicznych oraz społeczeństw, nadal będą próbowali ograniczyć stosowanie tworzyw sztucznych. Dodatkowo poddawane krytyce są opakowania jednorazowe, które chronią produkt, a w przypadku artykułów spożywczych przedłużają jego przydatność do spożycia. Biorąc pod uwagę najbardziej rozbudowaną i złożoną regulację, jaką jest Packaging and Packaging Waste Regulation, projektowane rozporządzenie UE dotyczące opakowań, obserwujemy próby zapisów dyskryminujące tworzywa. Często zapisy te są pozbawione analiz środowiskowych. Naszą rolą, organizacji przetwórców, jest ciągłe śledzenie i walka o zmianę tego rodzaju projektów przepisów.
Nowe dane potwierdzają dalszy spadek produkcji tworzyw sztucznych w Europie, po raz pierwszy spada także produkcja tworzyw sztucznych z recyklingu
Najnowsze dane Plastics Europe dotyczące kondycji europejskiego systemu tworzyw sztucznych w 2023 r. wskazują na znacznie szybszy niż przewidywano spadek produkcji tworzyw sztucznych i – po raz pierwszy – spadek produkcji recyklatów z recyklingu mechanicznego.
W porównaniu z 2022 r. całkowita produkcja tworzyw sztucznych w UE odnotowała wyraźny spadek o 8,3%, obniżając się do poziomu 54 mln ton. Spadła także – o 7,8% – produkcja pokonsumenckich recyklatów z recyklingu mechanicznego, osiągając poziom 7,1 mln ton. Liczby te kontrastują z globalnym wzrostem (o 3,4%) produkcji tworzyw sztucznych i oznaczają, że udział Europy w światowym rynku spadł do 12% [1]. Podczas gdy w 2023 r. pod względem
wartości sprzedaży branża tworzyw sztucznych w Europie utrzymała dodatni bilans handlowy, to pod względem tonażu od 2022 r. Europa jest importerem netto tworzyw w formach podstawowych, zaś gotowych wyrobów z tworzyw sztucznych już od 2021 r., natomiast eksport polimerów w latach 2020–2023 spadł o 25,4%.
Słabnąca konkurencyjność europejskiej gospodarki zagraża cyrkularnej transformacji naszego przemysłu. Tworzywa sztuczne – znajdujące zastosowania w wielu gałęziach przemysłu w niemal każdym sektorze, w tym w opiece zdrowotnej, motoryzacji, budownictwie, elektronice, infrastrukturze dla odnawialnych źródeł energii, dobrach konsumpcyjnych i opakowaniach – mają zasadnicze znaczenie
Surowce kopalne
Recykling mechaniczny (odpady pokonsumenckie)1
Tworzywa bio-pochodne (od 2022 roku z uwzględnieniem tworzyw z przypisaną zawartością pochodzenia biologicznego)
Recykling chemiczny (odpady pokonsumenckie)6
Recykling mechaniczny (odpady prekonsumenckie)
Z recyklingu mechanicznego
Pozostałe termoutwardzalne
Pozostałe termoplastyczne
mln ton w 2023 r.
Z recyklingu mechanicznego (odpady pokonsumenckie)
Bio-pochodne i z przypisaną zawartością pochodzenia biologicznego
dla europejskiej gospodarki. Obserwowany spadek zagraża rentowności europejskiego łańcucha wartości tworzyw sztucznych, który obecnie zapewnia ponad 1,5 mln miejsc pracy w 51 700 przedsiębiorstwach i w 2023 r. wygenerował ponad 365 mld euro obrotu w Unii Europejskiej. Bez odpowiednich ram legislacyjno-gospodarczych zapewniających funkcjonowanie na konkurencyjnych zasadach Europa ryzykuje utratę pozycji lidera zrównoważonych innowacji w sektorze tworzyw sztucznych oraz związanych z tym korzyści środowiskowych i gospodarczych.
Marco ten Bruggencate prezes Plastics Europe prezes EMEA, Dow
„Transformacja UE w kierunku cyrkularnego systemu tworzyw sztucznych jest poważnie zagrożona przez tworzywa z importu, które nie zawsze spełniają unijne normy. Trudna prawda jest taka, że już teraz jesteśmy świadkami zamykania zakładów produkcyjnych w Unii i w efekcie offshoringu przemysłu, miejsc pracy i zrównoważonych inwestycji. Cyrkularna transformacja zakończy się sukcesem tylko pod warunkiem, że decydenci pilnie wdrożą warunki ramowe niezbędne do odzyskania naszej konkurencyjności i zapewnienia atrakcyjnej długoterminowej perspektywy dla inwestowania w gospodarkę cyrkularną. Mamy coraz mniej możliwości i czas na odważne działania właśnie nadszedł”.
Virginia Janssens dyrektor zarządzająca Plastics Europe
„Aby uniknąć niepokojącego spowolnienia transformacji w Europie, potrzebujemy pilnych rozwiązań, które zachęcą do inwestycji w produkcję cyrkularnych tworzyw sztucznych, ograniczą biurokrację związaną m.in. ze zbyt długotrwałymi procedurami wydawania pozwoleń i stworzą konkurencyjne warunki działania na arenie międzynarodowej. Pomimo tych wyzwań pozostajemy w pełni zaangażowani w dalszą realizację celów cyrkularności i zeroemisyjności netto określonych w naszej mapie drogowej „The Plastics Transition”. Decydenci z UE i państw członkowskich powinni właśnie teraz w jednoznaczny sposób pokazać inwestorom oraz rynkowi, że nadal zależy im na produkcji tworzyw sztucznych w Europie i transformacji naszej branży”.
Mimo że w Europie utrzymuje się najwyższy udział cyrkularnych tworzyw sztucznych w całkowitej produkcji wynoszący 14,8%, to wzrost jedynie o 0,7% od 2022 r. wskazuje na spowolnienie trendu wzrostowego, co nie zapewni tempa niezbędnego do spełnienia ambicji określonych w mapie drogowej „The Plastics Transition”. Oprócz tego, że zmniejszyła się produkcja regranulatów w procesach recyklingu mechanicznego, to w 2023 r. w Europie z recyklingu chemicznego wyprodukowano jedynie 0,12 mln ton tworzyw sztucznych [2], natomiast produkcja tworzyw biopochodnych i tworzyw z przypisaną zawartością pochodzenia biologicznego nieznacznie wzrosła, osiągając 0,8 mln ton.
Unijna polityka i ramy regulacyjne muszą m.in. obejmować ambitne obowiązkowe cele dotyczące zawartości recyklatów, szybkie zatwierdzenie modelu bilansu masy i innowacyjnych metod recyklingu, takich jak recykling chemiczny, uproszczone procedury wydawania pozwoleń dla niskoemisyjnych cyrkularnych instalacji przemysłowych oraz systemy monitorowania i certyfikacji zapewniające, że import spełnia standardy UE. Konieczna jest także ciągła weryfikacja fiskalnych i gospodarczych mechanizmów unijnych i państw członkowskich, aby pilnie zapewnić konkurencyjność produkcji cyrkularnych tworzyw sztucznych w Europie.
Plastics Europe z dużym uznaniem przyjmuje raport Draghiego „Przyszłość europejskiej konkurencyjności”, w którym został dostrzeżony „niewykorzystany potencjał cyrkularności” i oceniono, że „recykling mechaniczny nie ma wystarczająco mocno ugruntowanej pozycji rynkowej”. Stwierdzono również, że choć skuteczne regulacje są niezbędne, to nie stanowią one panaceum na problemy związane z konkurencyjnością, przed którymi stoją sektor tworzyw sztucznych i inne gałęzie przemysłu i Europa musi przyjąć bardziej holistyczne podejście do ich skutecznego rozwiązania. Cieszy nas również ogłoszenie przez Ursulę von der Leyen w odpowiedzi na Deklarację Antwerpską nowej odsłony Zielonego Ładu, bardziej zorientowanej na przemysł. •
[1] Udział Europy w światowej produkcji tworzyw sztucznych wynosił 14% w 2022 r., a 22% w 2006 r.: „Tworzywa sztuczne w obiegu zamkniętym –analiza sytuacji w Europie”, Plastics Europe 2024.
[2] Ambicją Plastics Europe jest osiągnięcie do 2030 r. poziomu 2,8 mln ton tworzyw sztucznych pochodzących z recyklingu chemicznego.
Dane i analizy firm członkowskich Plastics Europe potwierdzają, że gwałtowny wzrost importu tworzyw w formach podstawowych i gotowych wyrobów z regionów o mniej rygorystycznych normach środowiskowych, spowodowany globalną nadwyżką mocy produkcyjnych, podważa uzasadnienie biznesowe europejskiego sektora recyklingu tworzyw sztucznych i cyrkularnej transformacji systemu tworzyw sztucznych. Potwierdzają one również, że – podobnie jak większość gałęzi przemysłu UE – producenci tworzyw sztucznych borykają się obecnie z wysokimi kosztami produkcji wynikającymi z takich czynników, jak wysokie ceny energii i surowców, utrzymująca się inflacja i ograniczona dostępność cyrkularnych surowców. Do tego obserwujemy słaby wzrost gospodarczy w Europie i recesję w niektórych kluczowych europejskich gospodarkach i sektorach.
Produkcja wyrobów z tworzyw sztucznych w Niemczech
Rynek i dane
Dzięki współpracy z czasopismem „Plastverarbeiter” prezentujemy najnowsze dane z niemieckiego rynku za 2. kwartał 2024 r. Szerszy zestaw danych niż comiesięczne indeksy produkcji oddaje precyzyjniejszy obraz rynku. Niestety, zarówno wolumen produkcji jak i jej wartość spadają – co jest związane także z obniżającymi się cenami producentów
Winfried Pfenning Freelancer, Plastverarbeiter
I Produkcja, przychody i marże na minusie
W 1. połowie 2024 r. przemysł przetwórczy ponownie odnotował spadki – wartość produkcji zmniejszyła się o 5,6% do 31,5 mld euro, a wolumen o 3,9%. Większy spadek ilości niż wartości zwykle oznacza zmniejszenie marży, co i tutaj wydaje się wysoce prawdopodobne. Nie widać było bowiem znaczącego spadku kosztów, który mógłby uzasadniać redukcję cen, a dramatycznej poprawy produktywności również nie odnotowano. Wielu przedsiębiorców balansuje na granicy opłacalności.
I Wolniejszy spadek, ale bez przełomu
Wartość produkcji w 1. połowie 2024 r. odpowiada poziomowi z 3. kwartału 2021 r., mimo wzrostu cen producentów. Spadek realnej produkcji, wysokie koszty energii, malejąca konkurencyjność i słaby popyt, szczególnie w motoryzacji i budownictwie, pozostają głównymi problemami. Spowolnienie spadków w 2. kwartale 2024 r. daje nadzieję, choć brak oznak odwrócenia trendu.
I Stagnacja jako najlepszy scenariusz
Pierwsze półrocze 2024 r. przyniosło spadek wartości produkcji, przy stagnacji lub wolniejszym spadku wolumenu. Wyjątkiem są części techniczne
techniczne
Produkcja wyrobów z tworzyw sztucznych
Niemcy, wartość produkcji w 1. połowie roku 2024
Źródło: Destatis
Wyroby z tworzyw sztucznych
Niemcy, zmiany nominalne, realne i produkcja kwartalna, 2016 – 2024
(mld €)
Źródło: Destatis
Kwartał
Zmiana nominalna Zmiana realna Produkcja
Rozwój produkcji
Wyroby z tworzyw sztucznych
Półfabrykaty
Opakowania
Artykuły budowlane
Części tech. i art. konsumpcyjne
Usługi
Źródło: Destatis
Rozwój wartości produkcji Niemcy
Wyroby z tworzyw sztucznych
Półfabrykaty
Opakowania
Artykuły budowlane
Części tech. i art. konsumpcyjne
Usługi
Zmiana w porównaniu do tego samego kwartału poprzedniego roku
oraz artykuły konsumpcyjne. W przypadku półfabrykatów (rury, profile, płyty, folie) sytuacja, wcześniej dramatyczna, wyraźnie się uspokoiła. Z kolei artykuły budowlane mocno odczuwają kryzys w sektorze budownictwa.
Produkcja części technicznych oraz artykułów konsumpcyjnych notuje kolejne spadki, co odzwierciedla trudności w sektorach takich jak motoryzacja (VW, Audi, BMW, Mercedes) oraz przemysł maszynowy. Długoterminowe umowy chwilowo łagodzą te spadki, jednak przyszłość pozostaje niepewna.
I Spadki wartości produkcji
Wartości produkcji spadają od początku 2023 r., a trend ten wzmacnia spadek wolumenu i cen producentów. Najniższy poziom osiągnięto w 2. kwartale 2023 r., po czym tempo spadków nieco osłabło. Minimalny wzrost odnotowano jedynie w sektorze opakowań. Dalsze, choć słabsze spadki wartości są prawdopodobne.
I Części techniczne kontra artykuły konsumpcyjne
Źródło: Destatis
Części techniczne vs. artykuły konsumpcyjne Niemcy
Inne wyroby z tworzyw sztucznych
Części techniczne
Artykuły konsumpcyjne
Źródło:
Produkty konsumpcyjne cierpią z powodu spadku siły nabywczej, a części techniczne, wcześniej wspierane przez odbudowę motoryzacji, teraz również notują spadki. Kryzys w motoryzacji, osłabienie przemysłu maszynowego i przenoszenie produkcji za granicę pogłębiają problemy.
Podsumowanie
Branża przetwórstwa tworzyw sztucznych wciąż zmaga się z trudnościami, a 1. półrocze 2024 r. nie przyniosło przełomu. Choć tempo spadków nieco wyhamowało, wysokie koszty energii, kryzys w budownictwie i motoryzacji oraz przenoszenie produkcji za granicę nadal ograniczają perspektywy poprawy. Bez istotnych zmian w otoczeniu makroekonomicznym trudno oczekiwać szybkiej poprawy. •
Niemcy, 1. połowa 2024 roku vs. 1. połowa 2023 roku
Zmiana nominalna Zmiana realna
Zmiana 1. połowa 2024 roku vs. 1. połowa 2023 roku
Zmiana nominalna Zmiana realna
Destatis
Quo vadis, rPET?
Tworzywo PET (politereftalan etylenu) jest jednym z najczęściej stosowanych materiałów do produkcji opakowań. Ceniony za lekkość, wytrzymałość i przejrzystość, PET stał się nieodłącznym elementem nowoczesnego przemysłu opakowaniowego. Kluczową zaletą tworzywa jest wysoka recyklowalność – PET można wielokrotnie przetwarzać i ponownie wykorzystywać, co czyni go materiałem o dużym potencjale w gospodarce o obiegu zamkniętym
Paweł Wiśniewski Plastech.pl
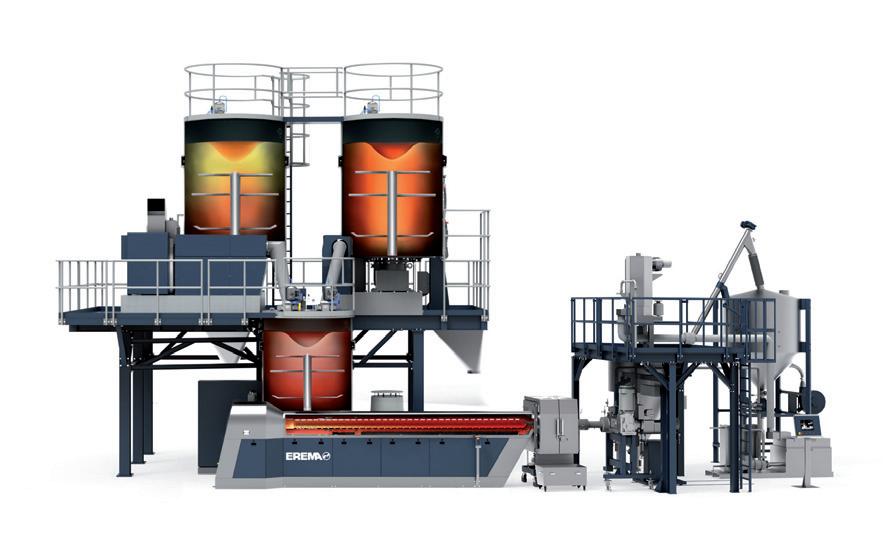
Początkowo proces recyklingu butelek PET polegał głównie na tzw. downcyclingu, czyli przetwarzaniu PET na produkty o niższej wartości.
Obejmowało to produkcję włókien poliestrowych, które wykorzystywano do wytwarzania dywanów, odzieży (np. polaru), taśm opakowaniowych oraz elementów konstrukcyjnych, takich jak płyty i meble ogrodowe. Dopiero rozwój technologii bottle-to-bottle umożliwił zamknięcie pętli recyklingu. Jedną z pionierskich firm w tej dziedzinie była szwajcarska firma Erema, która opracowała zaawansowane systemy recyklingu – takie jak Vacurema – pozwalające na przetwarzanie PET w jakości nadającej się do kontaktu z żywnością.
Wilgoć i substancje migrujące są usuwane z umytych, amorficznych płatków PET w dwóch suszarkach krystalizacyjnych, pracujących w podwyższonej temperaturze i pod próżnią
Podwyższenie lepkości istotnej (IV) płatków PET do wymaganego poziomu odbywa się wewnątrz reaktora poprzez proces polikondensacji w fazie stałej
Do produkcji butelek do kontaktu z żywnością rPET jest stosowany od około 2008 r., kiedy to Europejski Urząd ds. Bezpieczeństwa Żywności EFSA zatwierdził jego wykorzystanie w opakowaniach na żywność. Aby rPET mógł być stosowany w takim celu, musi spełniać rygorystyczne wymogi bezpieczeństwa, w tym odpowiednią czystość i jakość, oraz być wytwarzany w instalacjach zatwierdzonych przez EFSA.
rPET może zawierać zanieczyszczenia pochodzące z procesu recyklingu, takie jak kleje, barwniki i farby z etykiet oraz opakowań źródłowych. Możliwe są również zanieczyszczenia metalami ciężkimi, a śladowe ilości innych tworzyw, takich jak PVC, mogą prowadzić do wydzielania szkodliwych substancji, np. benzenu. Dlatego materiały te muszą spełniać określone limity migracji globalnej i specyficznej, aby
Krótki ślimak wytłaczarki bez dodatkowego odgazowywania, zmniejsza naprężenia termiczne materiału dzięki skróconemu czasowi przebywania w cylindrze
Schemat procesu recyklingu PET bottle-to-bottle na przykładzie technologii Vacurema
Stopiona masa PET jest cięta w gorącej wodzie i transportowana do wirówki, gdzie granulki krystalizują się od wewnątrz na zewnątrz dzięki wykorzystaniu ciepła utajonego, bez potrzeby stosowania zewnętrznego źródła energii
Automatyczny filtr usuwa cząstki aluminium, stali i innych zanieczyszczeń ze stopu, zapewniając dokładność filtracji do 32 μm fot. Erema
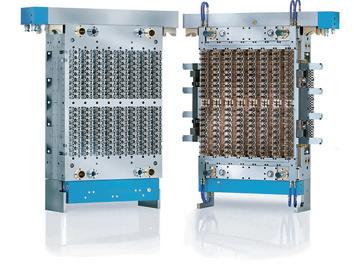
Preformy PET to półprodukty przypominające małe probówki z gwintem. Po podgrzaniu i rozdmuchaniu przyjmują formę butelek lub pojemników. Wyraźnie ciemniejsza, czwarta preforma od lewej jest wykonana z użyciem rPET
upewnić się, że materiały użyte do produkcji opakowań spełniają wymagania bezpieczeństwa i nie przenikają do żywności w ilościach przekraczających ustalone limity.
W ostatnich latach światowi potentaci w branży spożywczej i napojowej zaczęli przyzwyczajać nas do pojawiających się na rynku butelek PET zawierających rPET. Konsumenci bardzo szybko przyjęli do wiadomości, że butelka PET może, a nawet powinna zawierać materiały pochodzące z recyklingu odpadów poużytkowych. W ostatnich latach pojawił się istny wysyp wiadomości o aplikacjach wykorzystujących recyklaty. Przykładem na naszym rodzimym rynku może być Nałęczowianka, marka należąca do firmy Nestlé Waters Polska, która w zeszłym roku wprowadziła na polski rynek butelki o pojemności 1 litra wyprodukowane w 100% z rPET.
Zastanówmy się, czy stosowanie 100% rPET w butelkach jest rzeczywiście powszechną praktyką, czy może bardziej
działaniem marketingowym mającym na celu wyróżnienie się na rynku i budowanie wizerunku ekologicznego.
I UE: 25% rPET w butelkach od 2025 r.
Zacznijmy od przypomnienia, że już za kilka tygodni – wraz z początkiem 2025 r. – wchodzi w życie kolejne wymaganie Dyrektywy Parlamentu Europejskiego i Rady (UE) 2019/904, znanej jako dyrektywa SUP (Single-Use Plastics). Mowa o wyznaczonym celu zawartości 25% tworzyw sztucznych pochodzących z recyklingu w butelkach PET. Zgodnie z dyrektywą, do 2025 r. każda plastikowa butelka PET o pojemności do 3 litrów powinna zawierać minimum 25% recyklatu, a do 2030 r. jego udział powinien wynosić 30% we wszystkich butelkach z tworzyw sztucznych. Przepis ten będzie dotyczył producentów oraz importerów napojów w takich opakowaniach. Butelki PET na kosmetyki i chemię gospodarczą nie są objęte tymi wymaganiami (a właściwie dlaczego?).
Jedną z wiodących firm oferujących granulat rPET w Polsce jest należąca do Grupy Alpla firma PRT Radomsko, która w 2020 r. zainstalowała nową linię do wytłaczania austriackiej firmy Starlinger, zwiększając moce produkcyjne do 30 tys. ton regranulatu rPET rocznie. Firma podjęła decyzję o dalszej rozbudowie zakładu w 2025 r. i zwiększeniu produkcji rPET do 54 tys. ton. Całkowita roczna zdolność produkcyjna wszystkich własnych i współpracujących zakładów zajmujących się recyklingiem wynosi około 266 tys. ton dla rPET.
W przypadku butelek PET dodanie recyklatu odbywa się podczas wtrysku preformy PET, która jest półproduktem, z którego później wydmuchiwane są butelki. Podstawową metodą stosowaną od wielu lat jest mieszanie granulatu pierwotnego z recyklatem w odpowiednich proporcjach.
W ostatnich latach pojawiło się alternatywne rozwiązanie w postaci granulatów SPS (ang. Single Pellet Solution) wyprodukowanych w taki sposób, że zawierają w sobie odpowiednią domieszkę recyklatów. Wymóg dyrektywy UE dotyczy całej butelki, w tym nakrętki i etykiety, dlatego zastosowanie granulatu SPS o zawartości 30% rPET daje gwarancję spełnienia 25% w całym opakowaniu.
W Polsce przykładem producenta granulatu SPS jest jeden z największych na świecie producentów PET, Indorama Ventures, która rozpoczęła działalność w Polsce w 2011 r., przejmując zakład produkcji PET we Włocławku. W październiku 2020 r. firma rozszerzyła swoją obecność na polskim rynku recyklingu PET poprzez nabycie polskiego recyklera IMP Polowat, posiadającego zakłady w Bielsku-Białej i Łęczycy. Globalnie, w 2022 r. zawartość materiałów pochodzących z recyklingu poużytkowego dla Indorama Ventures wyniosła 5,9%, a w 2025 r. firma chce osiągnąć 12%.
Maciej Sioda
Indorama Ventures Poland
„Nasze innowacyjne rozwiązanie, granulat SPS, łączy recyklat PET (rPET) z pierwotnym PET (vPET).
Każda pojedyncza granulka tworzywa zawiera określoną ilość rPET, co zapewnia spójne właściwości mechaniczne i optyczne oraz eliminuje problemy związane z ich mieszaniem. Cena granulatu SPS jest porównywalna z kosztem mieszanki surowca pierwotnego i recyklatu, a produkcja w ściśle kontrolowanych warunkach gwarantuje wysoką jakość”.
I Jak wygląda poziom stosowania recyklatów PET w Polsce i Europie?
W 2022 r. średnia zawartość recyklatu w butelkach PET na napoje w krajach UE 27+3 wynosiła 24%, przy czym naj-
wyższe wskaźniki – powyżej 30% – osiągały kraje DACH (Niemcy, Austria, Szwajcaria), Beneluksu i Skandynawii. W Polsce średnia zawartość materiałów pochodzących z recyklingu w butelkach PET szacowana jest na poziomie poniżej 15%, co pokazuje jak wiele jeszcze pozostaje do zrobienia.
O sytuację na polskim rynku zapytaliśmy producenta preform PET, firmę WIP z Aleksandrowa Kujawskiego.
Sławomir Rusocki WIP Sp. z o.o.
„Nasze maszyny są odpowiednio przystosowane i jesteśmy gotowi do produkcji preform PET z dowolną zawartością recyklatu. Produkowaliśmy już dla właścicieli marek preformy zawierające 100% rPET. Obecnie realizujemy zamówienia na preformy z 50-procentową zawartością rPET. Jednak ogólnie mogę powiedzieć, że nie obserwujemy dużego popytu na preformy z recyklatem – znaczna część klientów wciąż wybiera preformy wykonane w 100% z pierwotnego PET, co wynika prawdopodobnie z niższej ceny. Zwiększonego zainteresowania rPET-em spodziewam się z początkiem roku”.
Pozyskiwanie recyklatu PET jest droższe niż produkcja z surowców pierwotnych. Przez cały rok 2024 ceny granulatów PET były stabilne, a w chwili pisania tego artykułu wynoszą szacunkowo:
• granulat pierwotny vPET: 1000 euro za tonę
• granulat rPET 100%: 1550–1600 euro za tonę.
Oznacza to, że kilogram mieszanki PET z 30-procentową zawartością rPET jest droższy o ok. 75 groszy od surowca pierwotnego. Jeśli różnica ta przewyższy karę za niespełnienie wymaganych poziomów recyklatu, może się okazać, że producenci wprowadzający butelki na rynek będą woleli zapłacić karę, niż ponosić dodatkowe koszty związane z recyklatem, który nie tylko jest droższy, ale także ma gorsze parametry i czystość niż tworzywo pierwotne. Dla większości firm czynniki ekonomiczne przewyższają te ekologiczne i wielu producentów napojów oraz wód wstrzymuje się z wykorzystaniem rPET do ostatniej chwili.
I Recyklaty globalnie
Oczywiście firmy nie ograniczają się do stosowania tylko recyklatów rPET. W ramach inicjatywy Fundacji Ellen MacArthur we współpracy z Programem Środowiskowym ONZ (UNEP) ponad 1000 firm i organizacji, producentów, właścicieli marek, sieci handlowych – reprezentujących 20% globalnej produkcji opakowań z tworzyw sztucznych – zobowiązało się do realizacji ambitnych celów do 2025 r. Jednym z nich jest zwiększenie udziału recyklatów pokonsumenckich PCR w swoich opakowaniach.
Firma
Zawartość
Butelki PET [tony]
Zawartość recyklatów PCR w opakowaniach z tworzyw sztucznych [%]
Wybrane firm produkujące lub stosujące opakowania PET – Dane za 2023 r. z raportu Fundacji Ellen MacArthur * 31,30% w krajach, w których pozwalają na to lokalne standardy i przepisy
Mimo że zawartość materiałów z recyklingu poużytkowego (PCR) w opakowaniach z tworzyw sztucznych wśród sygnatariuszy Globalnego Zobowiązania na rzecz Nowej Gospodarki Tworzywami Fundacji Ellen MacArthur systematycznie rośnie i w 2023 r. osiągnęła 14%, to przy obecnym tempie wzrostu cel 26% PCR w opakowaniach do 2025 r. wydaje się mało realny. Na prowadzenie wysuwa się sektor kosmetyczny, gdzie średni poziom wykorzystania PCR wynosi 31%, podczas gdy sektor spożywczy pozostaje daleko w tyle, osiągając średnio zaledwie 10%.
Firmy intensyfikują wykorzystanie rPET w Europie, znacznie wyprzedzając inne regiony, gdzie lokalne przepisy często utrudniają stosowanie recyklatów. Mimo tych wyzwań wiele firm konsekwentnie zwiększa zawartość recyklatów w swoich opakowaniach, a rPET niezmiennie pozostaje liderem wśród materiałów z recyklingu. Szczególną uwagę zwraca L’Oréal, który osiągnął imponujący poziom ponad 85% rPET w swoich opakowaniach. Dla porównania, największy globalny podmiot wprowadzający na rynek butelki PET, firma Coca-Cola, stosuje rPET na znacznie niższym poziomie – zaledwie 17,31%.
I Wykorzystanie rPET a systemy kaucyjne
Wyższe wykorzystanie rPET w poszczególnych krajach jest wyraźnie skorelowane z wdrożonymi systemami kaucyjnymi dla butelek, co pozwala osiągać wysoki poziom zbiórki opakowań PET, a co za tym idzie – większy wsad do recyklingu. W 2022 r. region DACH osiąga 93-procentowy poziom zbiórki, a kraje skandynawskie (Dania, Norwegia, Szwecja) i Finlandia – 87-procentowy. W Polsce sytuacja wygląda mniej optymistycznie – wskaźnik selektywnej zbiórki butelek PET wynosi około 41%. Więcej zebranych, poużytkowych butelek PET, to więcej surowca trafiającego do recyklerów, co za tym idzie większa dostępność recyklatów. Większa podaż rPET zapewne przełoży się też na ceny tego surowca.
Ponownie przypomina o sobie dyrektywa SUP (Single-Use Plastics), która stawia przed nami kolejne wyzwanie: zwiększenie poziomu selektywnej zbiórki jednorazowych butelek plastikowych na napoje o pojemności do 3 litrów. Zgodnie z jej postanowieniami, do 2025 r. należy osiągnąć 77-procentowy poziom selektywnej zbiórki masy takich butelek
Procent (całkowitej wagi) zawartości materiałów pochodzących z recyklingu poużytkowego PCR we wszystkich stosowanych opakowaniach z tworzyw sztucznych sygnatariuszy Globalnego Zobowiązania na rzecz Nowej Gospodarki Tworzywami fundacji Ellen MacArthur
wprowadzonych do obrotu, a do 2029 r. poziom ten ma wzrosnąć do 90%.
Wszystko wskazuje na to, że w Polsce (ze względu na opóźnienia we wdrożeniu systemu kaucyjnego, które planowane jest teraz na 1 października 2025 r.) osiągnięcie celu 77% może okazać się niemożliwe. System, który obejmie w Polsce rocznie aż 16 mld opakowań po napojach, początkowo miał ruszyć 1 stycznia 2025 r. Termin został przesunięty, aby lepiej przygotować infrastrukturę i zapewnić sprawne funkcjonowanie systemu. Niemniej opóźnienie to zwiększa wyzwanie, jakie stoi przed Polską w kontekście realizacji unijnych zobowiązań zarówno pod względem poziomów zbiórki butelek, jak i odpowiednich poziomów wykorzystania rPET.
I Perspektywy i znaczenie zmian
Od ambitnych obietnic osiągnięcia 100% zawartości recyklatów w butelkach PET przeszliśmy do rzeczywistości, w której średnia zawartość materiałów pochodzących z recyklingu we wszystkich opakowaniach z tworzyw sztucznych wynosi zaledwie 14%. Wykorzystanie rPET znacząco różni się w zależności od firmy, branży i regionu, jednak przykłady opakowań zawierających 100% rPET dają nadzieję i udowadniają, że techniczne możliwości już istnieją.
W Niemczech w 2023 r. aż 51,2% materiału używanego do produkcji preform pochodziło z recyklingu, po raz pierwszy przewyższając udział surowca pierwotnego. Co więcej, recyklingowi poddano 97,6% butelek PET, a 99% wszystkich butelek zostało zebranych. Te imponujące wyniki naszych
zachodnich sąsiadów pokazują, że osiągnięcie ambitnych celów jest możliwe.
W Polsce realizacja celów wyznaczonych przez dyrektywę SUP na 2025 r. będzie dużym wyzwaniem. Wyższe wymagania dotyczące zawartości recyklatów oraz poziomów zbiórki opakowań wymagają intensyfikacji działań zarówno ze strony producentów, jak i recyklerów. Branża stoi przed trudnym zadaniem, ale również przed unikalną szansą na modernizację i rozwój zrównoważonych technologii. Kluczowe będą inwestycje w nowoczesne technologie recyklingu, skuteczne systemy selektywnej zbiórki odpadów oraz szeroka edukacja społeczna w zakresie segregacji i recyklingu.
Nadchodzące lata pokażą, jak poszczególne kraje Unii Europejskiej i Polska poradzą sobie z realizacją wyznaczonych celów oraz jakie konsekwencje przyniesie ewentualne niespełnienie tych wymagań. Brak odpowiednich działań może skutkować nie tylko sankcjami ze strony UE, ale również utratą konkurencyjności polskich przedsiębiorstw na europejskim rynku opakowań. •
Żródła
Raport ICIS „PET Market in Europe, State of Play 2023”
Raport Fundacji Ellen MacArthur 2024 – Globalne Zobowiązanie na rzecz Nowej Gospodarki Tworzywami Sztucznymi, https://www.ellenmacarthurfoundation.org/ global-commitment-2024/overview https://gc-data.emf.org/ Recyklaty, Jak zwiększyć dostępność recyklatów z tworzyw sztucznych wysokiej jakości w Polsce? https://paktplastikowy.pl/wp-content/uploads/2024/06/RECYKLATY.-Jakzwiekszyc-dostepnosc-recyklatow-z-tworzyw-sztucznych-wysokiej-jakosci-w-PolsceRola-i-zadania-dla-interesariuszy.pdf https://www.bkv-gmbh.de/news-reader-4/gvm-study-on-pet-more-recyclate-lessmaterial-consumption.html
Sortex A GlowVision
z PE, PP, PS i PET zgodnie z normami spożywczymi. Po przejściu przez wytłaczarkę do recyklingu, materiał wejściowy jest przetwarzany w viscoZERO w postaci płynnej i pod próżnią. W procesie tym materiał jest homogenizowany, oczyszczany ze wszystkich zanieczyszczeń i usuwane są nieprzyjemne zapachy. Rezultatem wysokiej skuteczności czyszczenia w procesie recyklingu są bezwonne, wysokiej jakości recyklaty spożywcze. Zarówno wzrost lepkości istotnej (IV), jak i odkażanie materiału odbywa się niezwykle szybko.
viscotec.at
Formy do preform PET
Szwajcarski producent Otto Hofstetter od niemal 40 lat rozwija formy do produkcji preform PET, oferując szeroką gamę rozwiązań zarówno standardowych, jak i dostosowanych do indywidualnych potrzeb klientów.
• Liczba gniazd: od 2 do 192
• Pojemności: od 0,125 do 10 litrów
• Średnice gwintu: od 6 do 63 mm, większe na życzenie
• Do zastosowań w maszynach poziomych i pionowych
otto-hofstetter.swiss
Bühler wprowadził sorter optyczny zaprojektowany specjalnie do aplikacji rPET. Urządzenie zostało zaprojektowane do sortowania kolorów, usuwania ciał obcych, sortowania polimerów i eliminacji luźnych etykiet. Elastyczne oświetlenie LED w technologii półprzewodnikowej poprawia oświetlenie i zwiększa rozpoznawalność defektów. Pulpit na bieżąco monitoruje dane bezpośrednio z urządzenia, dostarczając kluczowe wskaźniki wydajności (KPI), takie jak wydajność, przepustowość i trendy dotyczące defektów. System został zaprojektowany z myślą o potrzebach wszystkich wewnętrznych użytkowników. Alarmy w czasie rzeczywistym powiadamiają operatorów, aby zapobiegać marnotrawstwu i przestojom.
buhlergroup.com
HyPET 6e
Platforma HyPET 6e firmy Husky Technologies to zaawansowany system do produkcji preform PET, który wyznacza nowy standard w branży pod względem efektywności, precyzji i wszechstronności. Dzięki najnowocześniejszej integracji wtryskarki, formy oraz urządzeń pomocniczych, HyPET 6e oferuje niezrównaną efektywność energetyczną oraz optymalizację kosztów, a także doskonałe możliwości przetwarzania surowców, w tym zastosowania recyklatu PET (rPET) w proporcjach zgodnych z nowymi wymaganiami regulacyjnymi.
husky.co
Myjka Friction Washer
Myjka Friction Washer firmy Amut to zaawansowane urządzenie do prania płatków PET, zapewniające dokładne oczyszczanie materiału z resztek etykiet, kleju oraz obcych substancji. Urządzenie wykorzystuje opatentowaną technologię tarcia w kontrolowanej, wysokiej temperaturze, co umożliwia skuteczne usuwanie zabrudzeń bez niszczenia płatków. System przepływu wody pod stałą kontrolą temperatury zapobiega redystrybucji kleju, jednocześnie rozkładając etykiety papierowe do masy, a wszelkie resztki kleju eliminowane są dzięki gorącej wodzie. Urządzenie pracuje automatycznie i nieprzerwanie, co pozwala na efektywną, bezobsługową operację.
amut.it
Zbiorniki separacyjne
Zbiorniki separacyjne typu swim-sink wykorzystują różnice w gęstości różnych rodzajów tworzyw sztucznych do ich separacji. Typowym zastosowaniem jest oddzielanie PET lub PVC (oba toną) od poliolefin, takich jak PE lub PP (oba unoszą się na powierzchni). Frakcja lekka jest transportowana po powierzchni wody za pomocą bębnów łopatkowych, natomiast frakcja ciężka jest usuwana –w zależności od jej ilości – za pomocą zaworów pneumatycznych umieszczonych na dnie zbiornika lub przenośnika zgarniakowego zamontowanego pod zbiornikiem.
herbold.com
Inspecta – analizator PET
Inspecta to urządzenie oferowane przez włoską firmę Piovan, wykrywające obecność aldehydu octowego (wersja Ac) lub benzenu (wersja Be) w gotowych lub półgotowych produktach PET. Aldehyd octowy jest generowany podczas produkcji PET i może występować w każdym wyrobie końcowym, natomiast benzen może pojawiać się jako efekt wykorzystania PET pochodzącego z recyklingu konsumenckiego. Procedura pomiarowa jest w pełni automatyczna i trwa mniej niż 60 minut, nie wymagając specjalnych umiejętności.
piovan.com
Recyklomat Rekbot
Rekbot, polski automat kaucyjny, wspiera nowe przepisy dotyczące systemu kaucyjnego. Urządzenie, oparte na technologii Siemens, ułatwia zwrot pustych opakowań i odzyskanie kaucji w sklepach powyżej 200 m².
Rekbot przyjmuje różne typy butelek i puszek, również zgniecione, co przewyższa wymogi prawne. Dzięki funkcjom autodiagnozy oraz powiadamianiu serwisu, jest niezawodny i bezpieczny. Energooszczędność i przemyślana konstrukcja czynią Rekbot ekologicznym rozwiązaniem, przyjaznym także dla osób niepełnosprawnych i dzieci.
rekbot.pl
Precyzja i efektywność w kompaktowej formie
Nowa maszyna ENGEL e-mac 500
ENGEL wprowadził nową maszynę e-mac o wielkości 500T z napędem zamykania typu HIGH, którą zaprezentowano na targach Fakuma 2024. Maszyna o sile zamykania 5000 kN poszerza serię w pełni elektrycznych maszyn e-mac, oferując rozwiązania, które odpowiadają na techniczne wymagania nowoczesnych linii produkcyjnych: wysoką wydajność, najwyższą efektywność energetyczną oraz kompaktową budowę
Kluczową cechą e-mac 500 jest nowy napęd jednostki zamykania HIGH, który wykorzystuje zamknięty mechanizm smarowania dźwigni kolanowej. Taka konstrukcja zapewnia szybkie i stabilne czasy cykli oraz niezwykłą czystość przestrzeni zamykania formy, co jest niezbędne w precyzyjnych procesach. Dzięki napędowi HIGH e-mac 500 może wykonywać skomplikowane operacje w krótszym czasie, co optymalizuje przebieg procesów produkcyjnych.
Maszyna e-mac 500 zaprezentowana na Fakumie została wyposażona w jednostkę wtryskową ze ślimakiem o średnicy 70 mm, co zapewnia wysoką precyzję wtrysku oraz umożliwia przetwarzanie szerokiej gamy materiałów, takich jak PP BJ 998 MO od firmy Borealis. Dwugniazdowa forma do produkcji 4-litrowych pojemników, dostarczona przez firmę Otto Hofstetter, pozwala na osiągnięcie cyklu produkcyjnego trwającego jedynie 8 sekund (wraz z automatyzacją: dekoracja IML oraz wyformowanie), co znacząco zwiększa wydajność operacyjną.
Zaawansowany system iQ motion control automatycznie dostosowuje przyspieszenie ruchomej płyty wtryskarki w stosunku do masy narzędzia, co stabilizuje cykl i skraca czas przestojów. System ten pozwala na pełne wykorzystanie potencjału napędu elektrycznego, gwarantując wysoką precyzję ruchów oraz minimalizację strat energii. W pełni elektryczna konstrukcja e-mac 500 zużywa około 30% mniej energii niż maszyny hybrydo-
we lub hydrauliczne, co przekłada się na niższe koszty operacyjne w dłuższej perspektywie.
Kompaktowa budowa e-mac 500 umożliwia efektywne wykorzystanie przestrzeni produkcyjnej. Mimo dużej siły zamykania maszyna zajmuje niewielką powierzchnię hali produkcyjnej, co jest szczególnie ważne w złożonych liniach produkcyjnych, gdzie przestrzeń jest ograniczona. Maszyna jest dostępna z opcjonalnymi rozszerzeniami, które mogą być dostosowane do specyficznych potrzeb, takich jak formowanie cienkościenne czy produkcja w warunkach czystych pomieszczeń.
Podczas targów Fakuma e-mac 500 produkował 4-litrowe pojemniki z etykietowaniem w formie (IML), wykorzystując zaawansowane stanowisko automatyzacji uniLine od firmy TMA Automation. System IML uniLine, opracowany przez TMA, zaprojektowano z myślą o elastyczności i efektywności produkcji, umożliwiając szybkie przejścia między różnymi produktami opakowaniowymi. Wymienne elementy stanowiska, takie jak magazynki etykiet, chwytaki podające
oraz chwytaki układu sztaplującego, pozwalają na łatwe dostosowanie do różnych kształtów i rozmiarów etykiet, co sprawia, że system ten jest idealnym rozwiązaniem dla zmiennych procesów produkcyjnych. Automatyzacja uniLine jest zintegrowana z robotem liniowym ENGEL Viper 40, co zapewnia precyzyjne i stabilne działanie całego procesu oraz usprawnia jego kontrolę i monitorowanie. Cały proces charakteryzował się niskim zużyciem energii, wynoszącym 32,7 kWh na tonę dla całej komórki produkcyjnej, co odpowiada 0,3 kWh na kilogram przetworzonego tworzywa (dla całej komórki produkcyjnej).
Maszyna e-mac 500 jest zoptymalizowana do szerokiego zakresu zastosowań w branżach wymagających wysokiej precyzji, takich jak produkcja techniczna, produkcja opakowań, medycyna i elektronika. Wysoka powtarzalność procesów, precyzyjne sterowanie ruchami oraz zmniejszone zużycie energii pozwalają na realizację produkcji wymagającej zaawansowanej kontroli parametrów, przy jednoczesnym minimalizowaniu wpływu na środowisko. •
ENGEL przedstawia ...
Get connectedz rozwiązaniami
ENGEL
Nowy e-mac 500 łączy w sobie wysoką wydajność, energooszczędność i kompaktową konstrukcję!
Christoph Schuetzeneder Menedżer produktuElectric Injection Moulding Machines
ENGEL Austria
ENGEL rozszerza swoją ofertę w pełni elektrycznych wtryskarek o nową wtryskarkę e-mac 500. To połączenie najnowocześniejszej technologii i inteligentnych systemów wspomagania sprawi, że przetwórstwo tworzyw sztucznych będzie bardziej wydajne i zrównoważone, przy 30% mniejszym zużyciu energii.
Kontakt z ENGEL: ENGEL POLSKA Sp. z o.o., Info.PL@engel.at www.engelglobal.com/e-mac
Polimerowe środki ułatwiające przetwórstwo
Środki wspomagające przetwarzanie to substancje dodawane w celu poprawy przetwarzalności związków polimerowych w procesach wytłaczania i formowania wtryskowego. Ich zastosowanie pozwala obniżyć koszty produkcji oraz poprawić jakość polimeru. Dzięki tym środkom proces przetwarzania przebiega szybciej, a cykle formowania ulegają skróceniu. Do najczęściej stosowanych środków należą akryle, węglany wapnia, środki smarne oraz oleje silikonowe
Marta Lenartowicz-Klik
Sieć Badawcza
Łukasiewicz – Instytut
Inżynierii Materiałów
Polimerowych i Barwników
Polimerowe środki ułatwiające przetwórstwo (Polymer Processing
Aids, PPA) to grupa materiałów stosowanych w celu poprawy przetwórstwa i obróbki wielkocząsteczkowych materiałów polimerowych. Ich główną funkcją jest zmniejszenie tarcia między topiącą się masą a metalowymi częściami urządzeń, co ułatwia przepływ stopionego materiału.
Jednak równoczesne stosowanie
PPA z innymi dodatkami, wypełniaczami lub barwnikami może wpły-
wać na ich efektywność. Środki te tworzą cienką warstwę na metalowych powierzchniach maszyn przetwórczych, zmniejszając przyczepność przetwarzanego polimeru do tych powierzchni. W rezultacie ograniczają naprężenia ścinające w obszarze matrycy, co pomaga zredukować lub całkowicie wyeliminować problem pękania stopu.
Warto zaznaczyć, że różne rodzaje środków wspomagających przetwarzanie wymagają różnego czasu na utworzenie takiej ochronnej powłoki, co może wpływać na przebieg procesu technologicznego.
Polimerowe środki ułatwiające przetwórstwo (PPA) odgrywają kluczową rolę w eliminacji dwóch pierwszych zaburzeń przepływu, czyli skóry rekina (SS) i cyklicznego pękania
Plast
I Typowe problemy przetwórcze –zaburzenia przepływu z głowicy wytłaczarskiej
Skóra rekina (sharkskin, SS)
Ten defekt powierzchniowy, zwany również matowieniem, skórką pomarańczy, chropowatością powierzchni lub powierzchniowym pękaniem stopu (surface melt fracture), objawia się nieregularną, szorstką strukturą powierzchni wyrobu.
Charakteryzuje się naprzemiennymi cyklami sklejania i poślizgu masy polimerowej wypływającej z głowicy wytłaczarskiej, co prowadzi do niestabilnego przepływu i defektów powierzchni.
Stałe lub całkowite pękanie stopu (continuous lub gross melt fracture)
Występuje przy wysokich mocach podawczych i może być spowodowane różnymi czynnikami, takimi jak budowa polimerów, zróżnicowana gęstość materiału, geometria głowicy czy temperatura procesu przetwórstwa. Defekt ten prowadzi do poważnych uszkodzeń powierzchni wyrobu.
stopu (CMC), natomiast mają ograniczony wpływ na stałe lub całkowite pękanie stopu. PPA ułatwiają przepływ stopionej masy przez głowicę i wspomagają jej ześlizgiwanie się ze ścianek, co zapobiega gromadzeniu energii lepkosprężystej wewnątrz głowicy, a w efekcie zatykania dyszy wylotowej. Redukują również przylepianie się stopionego polimeru do ścianek głowicy oraz ograniczają jej zarastanie.
Środki PPA dodaje się zwykle w ilościach od 0,01% do 0,1%, a często wystarczy nawet kilkaset ppm. Ponieważ nie mieszają się z gorącym polimerem, tworzą na jego powierzchni zdyspergowaną fazę o średnicy cząstek około 1 mikrometra. Cząstki te kontaktują się ze ściankami głowicy, tworząc na nich powłokę, która umożliwia swobodny przepływ stopu.
Przepływający polimer stopniowo ściera powstałą warstwę PPA, co dodatkowo przyspieszają mineralne dodatki oraz środki antyblokingowe. Proces ten prowadzi do powstania równowagi między tworzeniem się nowej warstwy a jej ścieraniem. Na tę równowagę wpływają takie czynniki, jak stężenie PPA oraz jakość dyspersji (wielkość cząstek fazy zdyspergowanej).
Ważne jest również dostosowanie lepkości stosowanych PPA do właściwości przetwarzanego tworzywa polimerowego. Większość komercyjnych środków PPA jest kompa-
tybilna z PE-LLD i PE-LD o wskaźniku szybkości płynięcia (MFR) wynoszącym około 2 g/10 min, co czyni je uniwersalnym rozwiązaniem w przetwórstwie tych materiałów.
I Zastosowania środków PPA
Polimerowe środki ułatwiające przetwórstwo są najczęściej stosowane w celu:
• przeciwdziałania pękaniu stopu, szczególnie w przetwórstwie PE-HD, PE-LLD i mPE-LLD oraz ich mieszanin (a także innych poliolefin). Na rynku dostępne są również PPA dedykowane do przetwarzania innych tworzyw
• poprawy wyglądu powierzchni i właściwości optycznych, w tym eliminacji efektu „skóry rekina” oraz zapobiegania powstawaniu żeli
• polepszenia jakości wyrobów, dzięki zmniejszeniu rozrzutów grubości, poprawie połysku, uzyskaniu porównywalnych właściwości wytrzymałościowych w obu kierunkach oraz ograniczeniu degradacji materiału poprzez obniżenie temperatur przetwórstwa
• zwiększenia wydajności procesów przetwórczych, co przekłada się na lepszą efektywność produkcji
• przeciwdziałania zarastaniu głowicy, co jest szczególnie istotne przy przetwarzaniu poliolefin zawierających biel tytanową i inne pigmenty.
I Rola dodatków wspomagających przetwarzanie polimerów w produkcji tworzyw sztucznych
Wewnętrzne i zewnętrzne środki wspomagające przetwarzanie polimerów (PPA) to powszechne dodatki, które często pełnią funkcję środków smarnych. Ich podstawowym celem jest zmniejszenie tarcia między topionym lub stopionym polimerem a metalowymi elementami urządzeń produkcyjnych, co poprawia charakterystykę przepływu, taką jak lepkość, i zapewnia płynny przebieg procesu.
Wewnętrzne PPA działają wewnątrz mieszanki polimerów, redukując tarcie między jej składnikami, co poprawia przepływ masy polimerowej. Z kolei zewnętrzne PPA migrują na powierzchnię polimeru, zmniejszając tarcie między tworzywem a metalowymi częściami maszyn. Dzięki temu stopiony polimer łatwiej prześlizguje się przez matrycę lub formę, zapobiegając przywieraniu. Wewnętrzne i zewnętrzne PPA można stosować razem, aby osiągnąć optymalne właściwości przetwarzania.
Środki wspomagające przetwarzanie znajdują zastosowanie w wielu procesach, takich jak rozdmuchiwanie i odlewanie folii, wytłaczanie rur i arkuszy, formowanie rozdmuchowe czy mieszanie. Są szczególnie skuteczne w produkcji polimerów o wysokiej lepkości i dużej masie cząsteczkowej, takich jak PE-LD, PE-LLD, PE-HD, PP, PS i inne. Wykorzy-
stuje się je w szerokiej gamie produktów, od plastikowych butelek, przez folie, aż po rury budowlane.
Dodatkowym atutem PPA jest ich wysoka stabilność, co pozwala na stosowanie ich w procesach wymagających wysokich temperatur. Dzięki tym właściwościom środki wspomagające przetwarzanie są niezastąpione w optymalizacji procesów produkcyjnych oraz w poprawie jakości wyrobów końcowych.
I Grupy materiałów PPA
Polimerowe środki wspomagające przetwórstwo (PPA) obejmują różne grupy materiałów, które wspierają przetwarzanie tworzyw sztucznych, poprawiając zarówno wydajność procesu, jak i jakość gotowych wyrobów:
• Woski poliolefinowe
Są to jedne z najstarszych dodatków, obecnie szeroko stosowane jako środki poślizgowe. Pomagają zapobiegać pękaniu stopionego tworzywa, zmniejszają osadzanie się materiału w formie i zwiększają ogólną wydajność przetwarzania tworzyw sztucznych.
• Stearyniany metali i wyższe kwasy tłuszczowe
Te środki redukują lepkość stopu polimerowego i działają jako środki poślizgowe. Zmniejszają tarcie, poprawiają właściwości płynięcia żywic, co przekłada się na łatwiejsze wyjmowanie produktów z formy, niższe zużycie energii oraz lepszą jakość powierzchni wyrobów końcowych.
• Fluoropolimery
(CF2 CF)n
CF3
(CF2 CH2)m
Stosowane jako PPA od lat 60. XX w., są jednymi z najskuteczniejszych dodatków. Najczęściej wykorzystywanym fluoropolimerem jest kopolimer fluorku winylidenu i heksafluoropropylenu, znany jako fluoroelastomer. Choć nieusieciowany nie posiada właściwości elastycznych, znajduje szerokie zastosowanie, zwłaszcza w produkcji folii PE. W 1988 r. kopolimer ten został zatwierdzony przez FDA do kontaktu z żywnością. Nowoczesne funkcjonalizowane fluoroelastomery PPA oferują wyższą efektywność – ich stosowanie wymaga o około 50% mniejszych dawek niż tradycyjnych PPA, przy jednoczesnym utrzymaniu skuteczności w eliminacji żeli i zarastania głowic. Takie właściwości są szczególnie cenione w produkcji folii do laminowania czy ochrony powierzchni. Fluoropolimery poprawiają również jakość powierzchni i właściwości mechaniczne produktów, zwiększając ich trwałość i odporność na zużycie. Dzięki szerokiej kompatybilno-
ści z różnymi tworzywami sztucznymi łatwo integrują się z istniejącymi procesami produkcyjnymi.
• Polimery silikonowe (O Si O)n
CH3
CH3
Wykorzystywane jako PPA od lat 70. XX w., charakteryzują się zdolnością do pozostawania w stanie ciekłym podczas zestalenia polimeru. Są jednak niekompatybilne z poliolefinami, co prowadzi do ich wykwitania na powierzchnię i tworzenia tam dużych koncentracji. Taki efekt ogranicza aktywność powierzchni, uniemożliwiając jej zadrukowanie i kontakt z żywnością. W odpowiedzi na te ograniczenia opracowano silikonowe środki polepszające przetwórstwo (SPA) na bazie polidimetylosiloksanów o ultrawysokim ciężarze cząsteczkowym. Dzięki temu pozostają w stanie stałym po zestaleniu polimeru, co zmniejsza ich mobilność i pozwala na zadrukowanie powierzchni tworzyw poliolefinowych, jednocześnie oferując doskonałe właściwości przetwórcze.
I Zastosowania dodatków PPA w przemyśle tworzyw sztucznych
• Ekstruzja rur
Dodatki PPA poprawiają przepływ materiału w procesie wytłaczania, redukując przywieranie do form lub ścianek wytłaczarek. Dzięki temu możliwe jest skrócenie czasu produkcji, zmniejszenie zużycia energii i uzyskanie wyrobów o lepszej jakości.
• Produkcja podzespołów samochodowych i elektronicznych
Stosowanie PPA pozwala na zwiększenie odporności produktów na uderzenia i pęknięcia, co jest kluczowe dla ich trwałości i niezawodności w wymagających warunkach użytkowania.
• Rozdmuchiwanie folii
Redukcja tarcia dzięki dodatkom PPA umożliwia pracę linii produkcyjnych z dużą prędkością, co zwiększa efektywność procesów wytwarzania folii i poprawia ich stabilność jakościową.
I Korzyści ze stosowania środków wspomagających przetwarzanie polimerów
Środki wspomagające przetwarzanie polimerów (PPA) przynoszą wymierne korzyści zarówno w trakcie procesu produkcyjnego, jak i w odniesieniu do jakości wyrobów
końcowych. Dzięki poprawie charakterystyki przepływu polimerów, eliminują wiele typowych problemów związanych z przetwarzaniem tworzyw sztucznych.
Jednym z najczęściej spotykanych wyzwań jest pękanie stopu, które występuje w wyniku wysokiego naprężenia przy wyjściu masy polimerowej z matrycy. Skutkiem tego zjawiska są deformacje wyrobów oraz szorstkość powierzchni, zwana „skórą rekina”. Dodatek PPA zmniejsza naprężenia, eliminując ten problem i zapewniając gładką oraz wypolerowaną powierzchnię produktu końcowego.
Kolejnym problemem jest narastanie matrycy, czyli osadzanie się materiału na krawędziach, które z czasem pogarsza jakość wyrobów i wymaga częstego czyszczenia. W skrajnych przypadkach konieczne jest przerywanie procesu co kilka godzin, zamiast standardowych dni lub tygodni. Stosowanie PPA ogranicza osadzanie się materiału, co pozwala na dłuższą pracę bez konieczności konserwacji i zwiększa wydajność.
Tworzenie się żelu, wynikające z niepożądanych reakcji między cząsteczkami polimeru, to kolejny problem, który PPA pomagają wyeliminować. Dzięki poprawie przepływu
masy polimerowej i skróceniu czasu jej przebywania w urządzeniach, znacznie redukują ryzyko powstawania żeli.
Środki te także usprawniają przepływ polimerów wzdłuż ścianek matrycy, eliminując zjawisko sprężystego powrotu, co prowadzi do zaniku pęknięć stopowych. Dodatkowo, minimalizują tworzenie osadów, które powstają na głowicy wytłaczarki w wyniku degradacji polimerów pozostających w przedłużonym kontakcie z metalowymi powierzchniami. Ograniczenie osadów zmniejsza liczbę przestojów na czyszczenie i pozwala na obniżenie kosztów operacyjnych.
I Ciekawostki badaczy – przełomowe odkrycie
Niektóre nowoczesne środki wspomagające przetwarzanie poliamidów zostały opracowane bez wykorzystania substancji PFAS (perfluorowanych i polifluorowanych związków chemicznych). PFAS, stosowane w szerokim zakresie produktów, w tym tradycyjnych PPA, są powiązane z potencjalnymi zagrożeniami zdrowotnymi, takimi jak rak, problemy z rozrodczością czy choroby tarczycy. Substancje te są biologicznie i środowiskowo trwałe, co prowadzi do ich akumulacji w wodzie pitnej i ekosystemach, wzbudzając poważne obawy regulacyjne.
Proces wytłaczania rur PE-HD – jednostka chłodząca z systemem natrysku wody z chillera
Organizacja Współpracy Gospodarczej i Rozwoju (OECD) zdefiniowała PFAS w sposób obejmujący również fluoropolimery, które od dziesięcioleci były szeroko wykorzystywane jako środki wspomagające przetwarzanie polimerów. Przemysł fluoropolimerów argumentuje, że polimery o dużej masie cząsteczkowej stanowią minimalne ryzyko toksykologiczne, jednak presja ze strony organów regulacyjnych oraz rosnąca świadomość ekologiczna powodują, że w niektórych jurysdykcjach, zwłaszcza w sektorze opakowań żywności, poszukuje się alternatyw dla materiałów PFAS.
Przemysł opakowaniowy, właściciele marek oraz organy regulacyjne stopniowo odchodzą od stosowania PFAS, co stwarza przestrzeń dla innowacyjnych i bezpieczniejszych
alternatyw. Poliamidowe środki wspomagające przetwarzanie polimerów są jednym z rozwiązań, które mogą nie tylko zastąpić fluoropolimery, ale również poprawić wydajność recyklingu mechanicznego.
Badania wykazały, że zastosowanie specjalnych środków wspomagających przetwarzanie i recykling polimerów znacząco poprawia przetwarzanie folii z przetworzonych żywic polietylenowych. Zaobserwowano eliminację pęknięć stopionych oraz redukcję ciśnienia w procesie produkcji folii, co przekłada się na większą efektywność produkcyjną. Te dane sugerują, że przetwórcy folii, którzy chcą zwiększyć udział przetworzonego polietylenu w swoich procesach, mogą osiągnąć lepsze wyniki poprzez dodanie tego rodzaju środka wspomagającego przetwarzanie.
Środki wspomagające przetwarzanie pomagają również złagodzić problemy związane z pękaniem stopu w rozdmuchiwanych foliach oraz narastaniem krawędzi matrycy w procesach wytłaczania. Takie innowacje mają potencjał zrewolucjonizować rynek, dostarczając bardziej ekologicznych i wydajnych rozwiązań dla przemysłu tworzyw sztucznych.
I Podsumowanie
Stosowanie środków wspomagających przetwarzanie polimerów (PPA) w przetwórstwie tworzyw charakteryzujących się wysoką lepkością w stanie stopionym znacząco usprawnia procesy produkcyjne i wpływa na poprawę właściwości wyrobów końcowych. Kluczowe znaczenie ma dobór odpowiedniego środka PPA, ponieważ nawet niewielkie zmiany dawki na poziomie ppm mogą wywierać istotny wpływ na efektywność przetwarzania oraz jakość produktu.
Jednakże wybór optymalnego środka wspomagającego przetwarzanie nie zawsze jest prosty, ze względu na szeroką gamę dostępnych rozwiązań, które należy dostosować do specyficznych wymagań procesu.
Dodatkowo regularne stosowanie środków pomocniczych pozwala na skrócenie czasu czyszczenia urządzeń, np. podczas zmiany kolorów w ekstruderze. Ograniczenie przestojów produkcyjnych przyczynia się do zwiększenia efektywności operacyjnej i obniżenia kosztów. W rezultacie PPA stanowią nieodzowny element optymalizacji współczesnych procesów przetwórstwa tworzyw sztucznych. •
Wykorzystanie elastomerów w technologii przyrostowej
Wytwarzanie przyrostowe to proces produkcji, w którym obiekt jest tworzony warstwa po warstwie, zwykle przy użyciu technologii takich jak druk 3D. W odróżnieniu od tradycyjnych metod, które często polegają na usuwaniu materiału (np. cięcie, frezowanie) lub jego kształtowaniu (np. odlewanie, kucie), technologia przyrostowa polega na dodawaniu materiału, co pozwala na większą swobodę w projektowaniu skomplikowanych kształtów i struktur
dr Karol Niciński
Pierwszy system produkcji addytywnej pojawił się w latach 80. XX w. Prace Hideo Kodamy i Charlesa Hulla doprowadziły do opatentowania i wprowadzenia na rynek urządzenia wykorzystującego proces fotopolimeryzacji żywic pod wpływem światła UV, zwany też stereolitografią (SLA).
W 1991 r. Scott Crump wynalazł technologię Fused Deposition Modeling (FDM), w której termoplastyczny polimer w kształcie drutu (zwany filamentem) jest topiony i wytłaczany przez dyszę o małej średnicy. Firma Cubital wypuściła na rynek technologię Solid Ground Curing (SGC) opartą na fotopolimerach utwardzanych silnym światłem UV. Natomiast firma Helisys wprowadziła technikę Laminated Object Manufacturing (LOM), zwaną wytwarzaniem obiektów laminowanych, polegającą na łączeniu arkuszy materiału z wykorzystaniem kleju (inną technologią tego typu jest ultradźwiękowa produkcja przyrostowa – UAM).
W 1992 r. wynaleziony i opatentowany został proces selektywnego spiekania laserowego (SLS – Selective Laser Sintering) wykorzystujący źródło energii cieplnej do stapiania określonych obszarów sproszkowanego materiału. Z kolei w 1994 r. skomercjalizowano systemy oferowane przez Solidscape, które działały w techno-
logii „drop on demand” (DOD). Detale powstawały ze stopniowo natryskiwanego i utwardzanego materiału. W latach 1994–1997 pracowano zaś nad technologiami Directed Energy Deposition (DED), polegającymi na topieniu materiałów w trakcie ich odkładania. Istnieje kilka procesów należących do tej kategorii.
Po roku 2000 coraz więcej firm i entuzjastów zaczęło interesować się możliwościami i podstawowymi korzyściami procesowymi oferowanymi przez druk 3D. W tym czasie najbardziej rozpowszechniły się drukarki 3D do modelowania oparte na formowaniu wytłaczanego materiału (FDM).
W 2013 r. firma Markforged przedstawiła rewolucyjną konstrukcję drukarki 3D z możliwością stosowania metod takich jak Fused Filament Fabrication (FFF), w której obiekt powstaje poprzez nakładanie stopionego materiału warstwa po warstwie i Continuous Fiber Reinforcement (CFR). Drukarka CFR wykorzystuje 2 systemy wytłaczania: jeden do wytłaczania kompozytowego materiału bazowego w standardowym procesie przyrostowym oraz drugi do wytłaczania długich, mocnych włókien ciągłych, które są precyzyjnie układane warstwowo, zastępując wypełnienie FFF.
Od tego czasu produkcja addytywna rozwinęła się, rozgałęziając się na kilka różnych typów przekształcania plików typu CAD w fizyczne obiekty 3D, które zestawiono w normie ISO 52900:2021.
Podstawowe procesy wytwarzania przyrostowego wg ISO 52900:2021:
• VPP – VAT Photopolymerization: fotopolimeryzacja objętościowa. Proces, w którym ciekły fotopolimer w kadzi jest selektywnie utwardzany w procesie polimeryzacji aktywowanej światłem (SLA)
• MEX – Material Extrusion: wytłaczanie warstwowe materiału. Proces, w którym materiał jest se-
lektywnie dozowany przez dyszę lub otwór (SSE, FFF)
• PBF – Powder Bed Fusion: selektywne spajanie sproszkowanego materiału. Proces, w którym energia cieplna selektywnie łączy obszary złoża proszku (SLS)
• DED – Directed Energy Deposition: ukierunkowane stapianie dostarczanego materiału. Proces, w którym do łączenia materiałów wykorzystywana jest skoncentrowana energia cieplna poprzez ich topienie w trakcie osadzania
• MJT – Material Jetting Additive: warstwowy nadruk płynnego materiału. Proces, w którym selektywnie osadzane są krople materiału wsadowego
• BJT – Binder Jetting: spajanie sproszkowanego materiału płynnym spoiwem. Proces, w którym ciekły środek wiążący jest selektywnie osadzany w celu połączenia materiałów proszkowych
• SHL – Sheet Lamination: laminacja warstwowa przekrojów. Proces, w którym w celu utworzenia detalu łączone są arkusze materiału (LOM).
Obecnie produkcja addytywna znacząco wspiera rozwój największych światowych branż – przemysłu, medycyny, motoryzacji. Przemysł lotniczy, edukacyjny i obronny również wdraża-
ją produkcję addytywną w coraz szybszym tempie.
Współczesne techniki produkcji przyrostowej charakteryzują się m.in. niezawodnością przy większych prędkościach drukowania, łatwością obsługi i użytkowania. Nowoczesne oprogramowanie do druku 3D jest intuicyjne w użyciu i nie wymaga specjalistycznej wiedzy w zakresie produkcji addytywnej.
Gwałtowny rozwój technologii przyrostowej, pozostającej nadal stosunkowo nowym procesem, związany jest z tkwiącym w niej potencjałem do skutecznego rozwiązywania wielu problemów produkcyjnych. Zwiększa ona swobodę projektowania bez ograniczeń narzucanych przez tradycyjne technologie obróbki i kształtowania materiałów oraz pozwala drastycznie skrócić czas prototypowania i realizacji zamówień, jak również zredukować ilość odpadów.
Jak można się domyślić, w technologii przyrostowej bardziej niż elastomery rozpowszechnione są termoplasty. Materiały elastyczne odkształcają się pod wpływem naprężeń i formowane obiekty 3D mogą ulegać deformacjom. Szersze zastosowanie znalazły elastomery termoplastyczne (TPE) i kauczuki silikonowe.
TPE to polimery łączące w pewnym przedziale temperatury cechy usieciowanych chemicznie kauczuków z łatwością przetwarzania i recyklingu termoplastów. Zazwyczaj składają się z miękkiej fazy elastomerowej i twardych segmentów termoplastycznych. Umożliwiają produkcję przedmiotów przypominających gumę poprzez wytwarzanie addytywne, charakteryzując się takimi cechami jak elastyczność i sprężystość. Ponadto mają doskonałe właściwości fizykomechaniczne, są lekkie, mają zdolność wiązania się z wieloma tworzywami termoplastycznymi. Cechują się także dobrą odpornością chemiczną. Można je podzielić na 6 grup, szeregując je wg ceny i zapotrzebowania:
• styrenowe kopolimery blokowe (SBC lub TPE-S)
• elastomery poliuretanowe (TPU lub TPE-U)
• wulkanizaty termoplastyczne (TPV, TPE-V) lub inaczej mieszaniny elastomer/termoplast (EA –ang. elastomeric alloys)
• termoplastyczne poliolefiny (TPO lub TPE-O)
• kopolimery poliestrowe (COPE lub TPEE lub TPE-E)
• blokowe kopolimery amidowo-eterowe (COPA lub PEBA lub TPE-A).
Każda z wymienionych grup TPE charakteryzuje się innym składem chemicznym, dlatego można z nich wytwarzać części o odmiennych właściwościach. Pomimo tej różnorodności, wytwarzanie elastycznych detali metodami przyrostowymi odbywa się głównie przy użyciu TPU. Może dlatego, że twardość różnych typów TPU waha się w granicach od 55 Shore A do 80 Shore D. Mogą więc one współzawodniczyć w zastosowaniach zarówno z konwencjonalnymi elastomerami, jak i termoplastami. Do zalet termoplastycznych elastomerów uretanowych zaliczyć też można ich bardzo niską ścieralność i niski współczynnik tarcia oraz dobrą odporność na działanie czynników atmosferycznych.
Pośród wyrobów z TPU wytwarzanych w technologii przyrostowej znajdziemy produkty biomedyczne, sprzęt sportowy i części inżynieryjne.
Pierwszy system addytywnego wytwarzania detali z gumy silikonowej zaprezentowała firma Wacker Chemie AG w 2015 r. Urządzenie z dyszą strumieniową ustawiało kropelki silikonu, które łączyły się ze sobą i były sieciowane katalitycznie po zainicjowaniu reakcji światłem UV.
W 2016 r. w wyniku współpracy German RepRap i Dow Corning wyłonił się proces Liquid Additive Manufacturing (LAM), w którym osadza się kolejne warstwy ciekłego kauczuku silikonowego (LSR) w sposób ciągły, metodą porównywalną z procesem FDM/FFF. Reakcja sieciowania przebiega tutaj również z udziałem katalizatora, przy czym jest przyspieszana z wykorzystaniem emitera podczerwieni. Materiał osiąga niemal takie same właściwości jak LSR formowany wtryskowo. Części testowe uzyskiwane w procesie przyrostowym LAM sieciowały równie szybko jak próbki formowane wtryskowo, zachowując średnio 91% właściwości mechanicznych.
Drukarka LAM jest w stanie wytwarzać funkcjonalne części lub prototypy, jak również umożliwia produkcję addytywną krótkich serii detali silikonowych wysokiej jakości. Ponieważ właściwości tak wytwarzanych elementów są bardzo zbliżone do właściwości wyrobów formowanych wtryskowo, łatwo można przestawić produkcję prototypową na procesy wtryskowe w produkcji wielkoseryjnej.
W przypadku zastosowania klasycznych mieszanek sieciowanych siarką lub nadtlenkami, trudno kontrolować proces wulkanizacji w technologii przyrostowej. Wyzwaniem dla wytwarzania addytywnego wyrobów z mieszanek napełnionych sadzą jest ich wysoka lepkość podczas przetwarzania, w porównaniu z konwencjonalnymi tworzywami termoplastycznymi,
i jej zmiany w zależności od ciśnienia, temperatury, szybkości ścinania i innych warunków płynięcia.
Ciekawe rozwiązanie zaproponowali naukowcy z Deutsche Institut für Kautschuktechnologie e. V. (DIK) i Uniwersytetu Hanowerskiego. Opracowane przez nich urządzenie umożliwia jednoczesną obróbkę tworzyw termoplastycznych i mieszanek kauczukowych. Drukowanie i sieciowanie gumy jest rozdzielone na 2 etapy. Najpierw konwencjonalnie przygotowana mieszanka jest wytłaczana za pomocą małej wytłaczarki dwuślimakowej zgodnie z założeniami techniki FFF/ FDM. W drugim etapie procesu detal jest wulkanizowany w autoklawie z gorącym powietrzem pod wysokim ciśnieniem. Aby zachować geometrię wytwarzanego przyrostowo elementu gumowego, klasyczna mieszanka kauczukowa jest podtrzymywana przez termoplastyczną „osnowę”, która topi się podczas ogrzewania w autoklawie (powłokę wzmacniającą można ponownie wprowadzić do procesu lub poddać recyklingowi).
Prowadzono również prace nad możliwością wykorzystania druku atramentowego elastomerowych materiałów lateksowych. Wstępnie do badań wytypowano lateksy — poli(2-chloro-1,3-butadienu), karboksylowanego kauczuku butadienowo-styrenowego (XSBR), kopolimeru butadienowo-akrylonitrylowego, kauczuku naturalnego i wstępnie wulkanizowanego kauczuku naturalnego. Ostatecznie, po dokonaniu pomiarów wielkości cząstek, lepkości i napięcia powierzchniowego dla 5 różnych materiałów w próbach wykorzystano lateks XSBR. Próby przebiegły pomyślnie, chociaż należy rozwiązać problemy techniczne związane z aglomeracją cząstek lateksu i zapychaniem się głowicy drukującej.
W sferze zainteresowań badaczy znajduje się też problem zrównoważonego zarządzania zużytymi oponami i sposoby zagospodarowania tych problematycznych dla środowi-
ska materiałów. Próby polegają m.in. na mieszaniu ich z różnymi polimerami celem uzyskania kompozytów (bieżnie sportowe, nawierzchnie placów zabaw, mieszanki asfaltowe, amortyzacja wstrząsów, powierzchnie odporne na ścieranie przy stosunkowo niskich kosztach produkcji). Stąd też pomysł na wykorzystanie rozdrobnionej gumy w technologii przyrostowej. Na przykład, ścier oponowy zmodyfikowany 3-(trimetoksysilylo)propylometakrylanem użyto jako tusz do bezpośredniego drukowania. Aby uzyskać wielowarstwowe wyroby drukowane w technologii drop-on-demand wykorzystano materiały na bazie lateksu wypełnione mikronizowanym odpadem gumowym ze zużytych opon.
Atrakcyjną technologią wytwarzania addytywnego w tym obszarze, z punktu widzenia przemysłowego i akademickiego, wydaje się być selektywne spiekanie laserowe (SLS). Między innymi poddano ocenie możliwość jednoetapowego wytwarzania kompozytów polimerowych z odpadami oponowymi przy użyciu tej technologii. W badaniach zastosowano poliamid (PA12) i termoplastyczny uretan
(TPU), oceniono morfologię i skład cząstek gumy, a także właściwości materiału przy różnym stopniu napełnienia miałem gumowym (10, 15, 30 i 40% wag.). Szczególną uwagę zwrócono na stabilność termiczną materiału i właściwości mechaniczne oraz jakość powierzchni wytwarzanych detali. Wykonano różne prototypy, torując drogę ku nowym horyzontom w ponownym wykorzystaniu i waloryzacji odpadów ze zużytych opon.
Pomimo że wymienione tutaj prace badawcze są niezwykle ciekawe i budzą zainteresowanie, to jak dotąd nie istnieje stabilny i opłacalny przemysłowy proces produkcji addytywnej części gumowych wypełnionych sadzą. Tego typu technologie nadal znajdują się w sferze badań. •
Źródła
M. Walasek, https://3d.edu.pl/7-glownych-typow-technologii-przyrostowej/ 30.09.2022 [dostęp: 04.11.2024] ISO/ASTM 52900:2021 Additive manufacturing — General principles — Fundamentals and vocabulary, https://www.iso.org/ [dostęp: 04.11.2024]
R.J. Crawford, P.J. Martin, Chapter 4 - Processing of plastics, Plastics Engineering (4th Ed.), Butterworth-Heinemann, 2020, 279–409, ISBN 9780081007099, https://doi.org/10.1016/B978-0-08-100709-9.00004-2
T. Wohlers, T. Gornet, History of additive manufacturing, https://wohlersassociates.com/wp-content/uploads/2022/08/history2015.pdf [dostęp: 04.11.2024]
V. May, The History Of Additive Manufacturing: From The 1980s to Today, https://prototaluk.com/blog/history-of-additive-manufacturing/ 07.10.2020 [dostęp: 04.11.2024]
G. Budzik, J. Woźniak, Ł. Przeszłowski, Druk3D jako element przemysłu przyszłości, Analiza rynku i tendencje rozwoju, Oficyna Wydawnicza Politechniki Rzeszowskiej, Rzeszów 2022, https://oficyna.prz.edu.pl/ [dostęp: 06.11.2024]
H. Wittek, B. Klie, U. Giese, S. Kleinert, L. Bindszus, L. Overmeyer, Approach for additive Manufacturing of high-viscosity, curable Rubbers by AME Processing (Additive Manufacturing of Elastomers) – Rubber 3D, Kautschuk Gummi Kunststoffe 2019, 6, 53–56
L. Sundermann, B. Klie, U. Giese, S. Leineweber, L. Overmeyer, Development, Construction and Testing of a 3D-Printing-System for Additive Manufacturing of Carbon Black filled Rubber Compounds, Kautschuk Gummi Kunststoffe 2020, 10, 30–35
Md Aminul Islam i in., Additive manufacturing in polymer research: Advances, synthesis, and applications, Polymer Testing 132, 2024, 108364, ISSN 0142-9418, https://doi.org/10.1016/j.polymertesting.2024.108364
K. Niciński, Przegląd elastomerów termoplastycznych, Plast Echo 2-2021/9, 26–29
Materiały reklamowe firmy German RepRap, https://rdabbott.com.mx/wp-content/uploads/2018/01/ LAM_3D_PRINTER_DATASHEET_180111.pdf
[dostęp: 07.11.2024]
M. León-Calero, S.C. Reyburn Valés, Á . Marcos-Fernández, J. Rodríguez-Hernandez, 3D Printing of Thermoplastic Elastomers: Role of the Chemical Composition and Printing Parameters in the Production of Parts with Controlled Energy Absorption and Damping Capacity, Polymers, 2021, 13 (20), 3551; https://doi.org/10.3390/ polym13203551
M. Lukić, J. Clarke, C. Tuck, W. Whittow, G. Wells, Printability of elastomer latex for additive manufacturing or 3D printing, J. Appl. Polym. Sci. 2016, 133, https://doi.org/10.1002/app.42931
A. Toncheva, L. Brison, P. Dubois, F. Laoutid, Recycled Tire Rubber in Additive Manufacturing: Selective Laser Sintering for Polymer-Ground Rubber Composites, Appl. Sci., 2021, 11 (18), 8778, https://doi.org/10.3390/app11188778
ISO 1183 – określanie gęstości granulatów
tworzyw sztucznych metodą immersyjną
Weryfikacja gęstości tworzyw sztucznych jest kluczowa z kilku powodów. Przede wszystkim zapewnia, to że materiał spełnia określone normy jakościowe i jest spójny w całej partii produkcyjnej. Jest to szczególnie istotne w kontaktach B2B, gdzie zastosowanie ma podejście procesowe w Systemach Zarządzania Jakością. Właściwości mechaniczne gotowego wyrobu, takie jak wytrzymałość, twardość, elastyczność, mogą być silnie związane z gęstością granulatu wykorzystanego w procesie technologicznym, zwłaszcza gdy procesy wtrysku, wytłaczania, formowania nie są optymalne
dr Sławomir Janas email: janas@radwag.pl
dr Martyna Roszowska-Jarosz
mgr Kamil Stosur
Centrum Metrologii
Badań i Certyfikacji Radwag Wagi Elektroniczne
Badanie gęstości tworzyw sztucznych zazwyczaj wykonuje się zgodnie z wymaganiami takich norm jak
ISO 1183:2019, ASTM D792:20, ale zastosowanie może mieć także dokument OIML G 14:2011. Warto zauważyć, że dokumenty normatywne zawierają opis metody, ale nie uwzględniają wielu problemów,
które mogą pojawić się podczas pomiarów. Właściwa interpretacja wyników wymaga uwzględnienia potencjalnych źródeł błędów, takich jak obecność pęcherzyków powietrza, niejednorodność próbki, stabilność układu pomiarowego itd. Dbałość o szczegóły i staranność w wykonywaniu badań są kluczowe dla uzyskania wiarygodnych wyników.
Typowe gęstości dla niektórych tworzyw sztucznych pokazano w tabeli 1.
Nazwa Symbol Gęstość [g/cm3]
Akrylonitryl-butadien-styren ABS 1,04 ÷ 1,06
Octan celulozy CA 1,25 ÷ 1,35
Polipropylen PP 0,85 ÷ 0,92
Polietylen wysokociśnieniowy LDPE 0,89 ÷ 0,93
Polietylen niskociśnieniowy HDPE 0,94 ÷ 0,98
Polibuten-1 PB 0,91 ÷ 0,92
Polistyren PS 1,04 ÷ 1,08
Poliamid PA 1,01 ÷ 1,09
Poliamid 6,6 PA 66 1,13 ÷ 1,16
Poli(metakrylan metylu) PMMA 1,16 ÷ 1,20
Poli(octan winylu) PVA 1,17 ÷ 1,20
Propionian celulozy CP 1,18 ÷ 1,24
Poliwęglan PC 1,20 ÷ 1,22
Poli(alkohol winylowy) PVAL 1,21 ÷ 1,31
Poli(fluorek winylu) PVF 1,30 ÷ 1,40
Poli(tereftalan etylenu) PET 1,38 ÷ 1,41
Poli(chlorek winylu) PVC(-U) 1,38 ÷ 1,41
Polioksymetylen POM 1,41 ÷ 1,43
Politetrafluoroetylen PTFE 2,10 ÷ 2,30
Tabela 1. Gęstość wybranych tworzyw sztucznych
Należy zauważyć, że wyznaczanie gęstości tworzyw sztucznych można przeprowadzić także metodą piknometryczną lub metodą kolumny gradientowej, ale niezależnie od zastosowanej metody wynik pomiaru powinien być dokładny.
I Metoda badawcza
W metodzie zanurzeniowej wykorzystano wagę serii AS 220.X2PLUS, o działce elementarnej 0,1 mg oraz specjalny układ szalek, który umożliwia pomiar masy próbki w powietrzu oraz w cieczy. Zasada pomiaru wykorzystuje prawo Archimedesa wg którego ciało zanurzone w cieczy traci pozornie na ciężarze tyle, ile wynosi ciężar cieczy wypartej przez to ciało. Jest to prosta i uniwersalna technika umożliwiająca badanie próbek o różnych kształtach, co czyni ją niezwykle wszechstronną i użyteczną w różnych zastosowaniach. Wyznaczanie gęstości tworzywa za pomocą metody immersyjnej bazuje na obliczeniach zgodnie z poniższą zależnością:
ρs = ρc M1 / (M1 -M2) (1)
gdzie: ρs – gęstość badanej próbki
ρc – gęstość cieczy
M1 – masa próbki w powietrzu
M2 – masa próbki w cieczy.
Podczas pomiaru masy ciała w cieczy poza siłą grawitacyjną występuje także siła wyporu, toteż zależność opisująca wynik pomiaru masy próbki w cieczy ma postać przedstawioną zależnością (2).
R = FG - FW = (ρc V g) - (ρw V g) (2)
gdzie: R – wynik pomiaru
FG – siła grawitacyjna
FW – siła wyporu
ρc – gęstość ciała
ρw – gęstość cieczy
g – przyspieszenie ziemskie
V – objętość ciała lub objętość wypieranego płynu równa objętości części ciała zanurzonego w płynie.
Należy zauważyć, że zależnie od gęstości badanej próbki możliwe są dwie sytuacje, gdy badanie odbywa się w wodzie destylowanej (ρ = 1 g/cm3). W pierwszej, siła grawitacyjna ma wartość większą niż siła wyporu, poprzez co próbka grawitacyjnie opada na dolną szalkę zestawu. W drugim przypadku siła wyporu ma wartość większą niż siła grawitacyjna i próbka unosi się na powierzchni cieczy. Żeby zatem dokonać pomiaru, próbkę należy umieścić pod dolną szalką zestawu, co wymaga pewnej wprawy od operatora wagi. Różnice te zaprezentowano graficznie na rysunku 1.
Rysunek 1. Siła wyporu w badaniach gęstości tworzyw sztucznych
Cieczą immersyjną zazwyczaj jest woda destylowana, której gęstość wynosi ok. 0,99 g/cm3. Możliwe jest także zastosowanie alkoholu etylowego (gęstość w 20°C ~0,79 g/cm3), w którym dla większości tworzyw sztucznych nie obserwuje się efektu pływalności próbki.
Czynnikiem zakłócającym pomiar masy próbki w cieczy są pęcherze powietrza, które mogą przyczepiać się do zatłuszczonych powierzchni próbki. Przy założeniu, że pęcherz powietrza jest idealną kulą o średnicy 1 mm, to jego średnicę opisuje zależność (3).
VP = 4/3 p r p 3 (3)
gdzie: VP – objętość pęcherzyka powietrza r p – promień pęcherzyka powietrza p – 3,141592…
Uwzględniając efekt działania siły grawitacyjnej i siły wyporu można oszacować, że pojedynczy pęcherz powietrza wprowadza do analizy błąd w wyznaczaniu gęstości próbki ok. 0,01 g/cm3. Z tego powodu kontrola wizualna próbki ważonej w cieczy jest wymagana.
Zanurzenie próbki w cieczy powoduje efekt przemieszczenia części cieczy na wysokość h (rys. 1), a wypierana do góry ciecz napotyka na opór, jaki stawia cięgno łączące szalki. Dla bardzo dokładnych analiz można wpływ tego zjawiska wyeliminować poprzez współczynnik korekcyjny, który należy wyliczyć z zależności (4). Wartość tego współczynnika uwzględnia grubość cięgna (d) oraz średnicę zlewki (D) w której wykonywane jest badanie.
WCC = 1 - 2 ⋅ d2 / D2 (4)
Na podstawie równania (4) można stwierdzić, że dla minimalnej grubości cięgna na której jest zawieszona dolna szalka zestawu oraz maksymalnej średnicy zlewki współczynnik korekcyjny WCC dąży do wartości 1. Dla zestawu pokazanego na rysunku 2, wartość WCC wynosi 0,9985, jest więc nieistotna.
Rysunek 2. Zestaw do badania gęstości ciał stałych i cieczy 1 – termometr kontrolny, 2 – wieszak szalek, 3 – zlewka, 4 –nurnik, 5 – dociążenie, 6 – szalka wagi, 7 – podstawa, 8 – górna szalka zestawu, 9 – dolna szalka zestawu
Mimo tego, że metoda zanurzeniowa jest stosunkowo łatwa do adaptacji, istnieje szereg wymagań mających wpływ na dokładność analizy:
• wyznaczanie gęstości tworzyw sztucznych metodą immersyjną musi być prowadzone w kontrolowanych warunkach klimatycznych, aby uniknąć zmian gęstości cieczy immersyjnej oraz badanej próbki
• waga nie może znajdować się w pobliżu drzwi, okien, klimatyzacji, wentylatorów, ciągów komunikacyjnych ani innych miejsc i urządzeń generujących podmuchy powietrza, ponieważ mogą one skutkować niestabilnymi wskazaniami i wydłużonym czasem ważenia
• próbka musi być odtłuszczona, jednorodna, bez pęcherzyków powietrza, zanieczyszczeń czy wad powierzchniowych, które mogłyby wpłynąć na dokładność pomiaru.
I Materiał badawczy
Materiał badawczy stanowiło 6 rodzajów granulatów tworzyw sztucznych, których gęstość po okresie kondycjonowania została zweryfikowana za pomocą zestawu do ba-
dania gęstości ciał stałych produkcji firmy Radwag Wagi Elektroniczne. Badania przeprowadzono w stabilnych warunkach środowiskowych w zakresie temperatury (23°C) i wilgotności (54%). Widok próbek badawczych pokazano na rysunku 3.
Uwzględniając realia i możliwości techniczne w zakresie kontroli gęstości jaka jest wykonywana przez producentów i odbiorców granulatów tworzyw sztucznych, próbki w pierwszym etapie badań nie były przetapiane z wykorzystaniem plastyfikatora. Należy jednak zwrócić uwagę, że określenie współczynnika płynięcia MFI (Melt Flow Index) z wykorzystaniem plastyfikatora jest jedną z istotnych informacji dla procesu technologii przetwórstwa tworzyw sztucznych. W przypadku określania MFI uzyskuje się ciągłe kawałki przetopionego tworzywa, które następnie można wykorzystać w badaniach gęstości. Taki proces zastosowano w przypadku próbek numer 7 oraz 5 celem stwierdzenia, czy przetapianie tworzywa ma istotny wpływ na jego gęstość.
I Część badawcza
Celem badań było porównanie dokładności i precyzji metody zależnie od rodzaju cieczy immersyjnej, wykazując jednocześnie ergonomię, mocne i słabe strony zastosowanych metod badawczych. Wyniki gęstości jakie uzyskano podczas testów porównano z wartościami katalogowymi jakie zawierają zazwyczaj karty charakterystyki produktów. Należy jednak zauważyć, że różnica w gęstości w odniesieniu do gęstości referencyjnej może wynikać z dodatków wzbogacających granulat oraz z niedoskonałości metod badawczych. Wyniki gęstości jakie uzyskano podczas pomiarów w wodzie destylowanej oraz w alkoholu etylowym zaprezentowano w tabeli 2.
Na podstawie uzyskanych wyników można stwierdzić, że badanie gęstości granulatów można zamiennie wykonywać w wodzie destylowanej lub w alkoholu etylowym. Różnica między wynikami gęstości z obydwu metod wynosi maksymalnie 0,01 g/cm3 . Należy jednak zwrócić uwagę, iż pomiar próbek o gęstości mniejszej niż 1 g/cm3 wyma-
Plast
Lp. Próbka
1 PA 6 GF 15 – Ravamid B GF 15 BK 45
2 PA 66/6 FR 30 – Slovamid 66/6 FRC 3 TS 315/9M
3 ABS – Polylac PA 717C
4 PP – Borealis, homopolymer
5 LDPE FT 3200
6 MPE 1327 MD, kopolimer etylenu i 1-heksenu
7 HDPE – HYA 600
8 EVA FLOO 119, Kopolimer etylenu i octanu winylu
Gęstość granulatów [g/cm3] Dane katalogowe H
±
Tabela 2. Gęstość granulatów tworzyw sztucznych zależnie do typu cieczy immersyjnej, średnia ± S
ga od operatora większego doświadczenia i staranności. Umieszczenie próbki pod dolną szalką zestawu polega na zanurzeniu pęsety z próbką w miejscu pod szalką zestawu i zwolnieniu próbki. W efekcie pływalności próbka powinna znaleźć się pod dolną szalką, wywołując efekt zmian masy wagi. Podczas tej operacji niepożądane są jakiekolwiek udary, więc powinno to być wykonane bezkolizyjnie. Precyzja pomiarów zawierała się w zakresie 0,009 ÷ 0,001 g/cm3 i nie była zależna od rodzaju cieczy w której wykonywano badanie. Stwierdzono, że znacznie lepszą precyzję uzyskano dla próbek o numerach 4 ÷ 8, których gęstość była mniejsza od gęstości wody destylowanej, a najgorszą dla poliamidów z serii PA – próbki o numerach 1, 2.
Z metrologicznego punktu widzenia wartość błędu losowego nie powinna być większa niż 0,003 g/cm3. Dla takiej wartości mamy pewność, że maksymalny wpływ błędu losowego na wynik pomiaru nie jest większy niż ok. ± 0,0081 g/cm3. W przypadku precyzji najgorszej jaką uzyskano dla próbki PA 6GF15, pomiar w wodzie, wpływ błędu losowego na wynik gęstości wynosi już 0,0243 g/cm3, co może istotnie fałszować informację o rzeczywistej gęstości granulatu. Widok tej próbki w czasie badania pokazano na rysunku 4.
Rysunek 4. Badanie granulatu PA6 GF15 w wodzie destylowanej Pomiar masy próbki w powietrzu oraz w cieczy na dolnej szalce zestawu
Powyższe wnioski są przesłanką dla doskonalenia metod badawczych oraz istotną informacją, że wartość średnia nie zawsze daje nam wynik dokładny. Terminy związane z dokładnością metod badawczych zawiera dokument PN-ISO 5725-1 ,,Dokładność (poprawność i precyzja) metod pomiarowych i wyników pomiarów, część 1: ogólne zasady i definicje”. Niestety ocena jakości produktu na wyjściu do systemu lub w trakcie procesów technologicznych musi ba-
zować na metrologii, która jest nauką o pomiarach. Obecnie wielu użytkowników różnych systemów pomiarowych poszukuje gotowych rozwiązań w zakresie metod badawczych, czyli takich, które przy małym nakładzie środków personalnych i ekonomicznych dają finalnie wynik pewny i dokładny. Kłopot zaczyna się wówczas, gdy w kontaktach B2B następuje weryfikacja parametrów produktu, a wyniki z badań są rozbieżne.
I Podsumowanie
Dokładność wyznaczania gęstości tworzyw metodą immersyjną zależy od wielu czynników, takich jak właściwości próbki, stabilność środowiska pracy, umiejętności operatora, występowanie pęcherzy powietrza, przygotowanie próbki do badań itd. Niewątpliwie najlepszym rozwiązaniem jest takie, w którym próbka granulatu jest przetopiona za pomocą plastyfikatora do postaci jednorodnych kawałków. W tym przypadku wielkość próbki badanej może wynosić co najmniej 1 g, tak jak podaje wymaganie wg ISO 1185 punkt. 5.1.3. Jest to istotne, gdyż w takim przypadku wpływ błędu losowego na wartość średnią gęstości jest minimalny. Praktyka pokazuje jednak, że w zakładach przetwórstwa tworzyw sztucznych dość rzadko wyznacza się MFI, gdyż przyjmuje się, że jest to stała wartość charakterystyczna dla danego tworzywa. Badania które przeprowadzono pokazały, że dokładne badanie gęstości jest możliwe także dla znacznie mniejszych próbek, jednakże wymaga ono więcej czasu i staranności w procesie badawczym. •
Bibliografia
ISO 1183-1: Metody oznaczania gęstości tworzyw sztucznych nieporowatych – Część 1: Metoda zanurzeniowa, metoda piknometru cieczowego i metoda miareczkowa
OIML G 14: Pomiar gęstości według OIML
ASTM D792: Standardowe metody badania gęstości i ciężaru właściwego https://www.plastech.pl/wiadomosci/ Branza-tworzyw-sztucznych-w-obliczu-nowychwyzwan-19038 Wilczyński K., Przetwórstwo tworzyw polimerowych, Wydawnictwo Politechniki Warszawskiej, 2018
PN-ISO 5725-1 Dokładność (poprawność i precyzja) metod pomiarowych i wyników pomiarów. Część 1: ogólne zasady i definicje Tsuchimoto I., Kajikawa Y., Recycling of Plastic Waste: A Systematic Review Using Bibliometric Analysis, Sustainability 14 (24), 2022 https://www.weforum.org/agenda/2022/06/ recycling-global-statistics-facts-plasticpaper/ https://www.tworzywa.pwr.edu.pl/pl/dydaktyka/gestosc
I Nowe stowarzyszenie: Women In Plastics Italy
Women In Plastics Italy to nowe stowarzyszenie zrzeszające profesjonalistki, które pełnią różne role i posiadają różne umiejętności w sektorze tworzyw sztucznych. Po pierwszym roku działalności nieformalnej, w którym położono fundamenty pod tę nową inicjatywę, stowarzyszenie zostało oficjalnie zarejestrowane i wyposażone w statut, manifest, regulamin oraz kodeks etyczny. Od przedsiębiorczyń przez pracownice, od menadżerek po freelancerki –członkinie zobowiązują się przestrzegać wartości i zasad stowarzyszenia, aby wprowadzić realne i trwałe zmiany kulturowe, środowiskowe oraz społeczne w branży, która historycznie była mocno zdominowana przez mężczyzn.
Główne cele stowarzyszenia to: promowanie kultury inkluzywności oraz zrównoważonego rozwoju społecznego i środowiskowego; edukowanie na rzecz poprawy wizerunku tworzyw sztucznych poprzez ich najbardziej wartościowe zastosowania oraz wspieranie kontaktów i relacji umożliwiających tworzenie profesjonalnych i wspierających sieci wymiany dla wszystkich, którzy dołączą do stowarzyszenia i podzielają jego manifest.
29 października 2024 r. we włoskiej Cremonie odbyło się pierwsze spotkanie stowarzyszenia, w którym uczestni-
Rząd Nepalu wprowadził zakaz używania plastikowych butelek w luksusowych hotelach na terenie kraju. Zgodnie z zaleceniami, do serwowania wody w obiektach mają być wykorzystywane szklane i metalowe naczynia i/lub opakowania. Zakaz może już wkrótce zostać rozszerzony także na pozostałe hotele, niezależnie od liczby posiadanych przez nie gwiazdek.
Źródło: thesun.my
Fidżi otrzymało specjalistyczny sprzęt do przetwarzania niesortowanego i nieoczyszczonego plastiku w ramach pilotażowego projektu będącego inicjatywą CATD (Centre for Appropriate Technology and Development). Nowo sprowadzona technologia umożliwi przetwarzanie różnych rodzajów odpadów plastikowych na poziomie lokalnym, np. wsi czy szkół.
Źródło: fijitimes.com.fj
czyło ponad 50 nowych członkiń. Kobiety z entuzjazmem potwierdziły chęć przystąpienia do nowo utworzonego stowarzyszenia i zobowiązały się do promowania uczestnictwa w życiu stowarzyszenia oraz szerzenia wartości Women in Plastics Italy.
Pierwsze spotkanie Women In Plastics Italy było także okazją do wyboru członków zarządu i innych organów, które będą pełnić swoje funkcje do końca kadencji w 2028 r. Zgromadzenie wybrało:
• Miriam Olivi jako prezeskę
• Ericę Canaię i Clelię Petri jako wiceprezeski
• Marię Elenę Veronese jako sekretarkę
• Emanuelę Balzanelli jako skarbniczkę.
Firma Unilever aktywnie inwestuje w swój dział badań i rozwoju, mając na celu zmniejszenie wykorzystania tworzyw pierwotnych w opakowaniach produktów swoich marek, a także opracowanie nowych, zrównoważonych, materiałów i technologii opakowaniowych. Stawia przy tym na stosowanie większej ilości materiałów z recyklingu poużytkowego (PCR), biorąc pod uwagę wyzwania techniczne z tym związane.
Sieć sklepów Sainsbury’s podejmuje kolejne kroki w kierunku zrównoważonego rozwoju – w ostatnim czasie rozpoczęła próżniowe pakowanie jagnięciny. Zmiana z opakowania wykorzystującego plastikową tackę na opakowanie próżniowe pozwoli (według wstępnych szacunków) na zaoszczędzenie 26 ton tworzyw sztucznych rocznie, zaś biorąc pod uwagę pojedynczy produkt – na redukcję zużycia plastiku o min. 65%.
I Pierwszy na świecie biodegradowalny plastik wyprodukowany z emisji CO2
Fortum Recycling & Waste, część fińskiej Grupy Fortum zajmująca się gospodarowaniem odpadami i rozwiązaniami dla gospodarki o obiegu zamkniętym, odniosła sukces w produkcji biodegradowalnego plastiku z emisji dwutlenku węgla ze spalania odpadów w swoim zakładzie w Riihimäki w Finlandii. Ten przełom, oparty na wychwytywaniu i wykorzystaniu dwutlenku węgla (CCU), jest znaczącym krokiem w kierunku redukcji i wykorzystania przemysłowych emisji dwutlenku węgla. Według Tony’ego Rehna, szefa programu Carbon2x, produkcja tworzyw sztucznych na bazie CO2 zapewnia nowy, zrównoważony surowiec dla przemysłu tworzyw sztucznych.
– Jestem bardzo dumny, że nasz zespół jako pierwszy na świecie z powodzeniem produkuje biodegradowalny plastik, powstały w całości z emisji dwutlenku węgla. Ten przełom jest znaczącym krokiem w kierunku bardziej zrównoważonej produkcji tworzyw sztucznych. Prace rozwojowe w tym obszarze pomagają zmniejszyć zależność od surowców opartych na paliwach kopalnych i mogą stworzyć nowe rozwiązania biznesowe oparte na gospodarce o obiegu zamkniętym – wyjaśnia Rehn.
Szwedzkie przedsiębiorstwo Gaia Biomaterials podpisało umowę z firmą Smartpack S.A., dzięki czemu jej kompostowalny materiał o nazwie Biodolomer – będący alternatywą dla tworzyw sztucznych – będzie dostępny w Chile. Biodolomer jest oparty na wapieniu i może być stosowany w większości aplikacji, w których zwykle używany jest plastik. Jest w pełni kompostowalny i nie pozostawia mikrodrobin plastiku podczas rozkładu.
Podobne projekty rozwojowe dotyczące wychwytywania dwutlenku węgla są realizowane w kilku sektorach przemysłowych w Finlandii i na całym świecie, ale większość z nich koncentruje się na produkcji paliw syntetycznych oraz wychwytywaniu i składowaniu dwutlenku węgla (CCS).
– Zamiast składować wychwycony dwutlenek węgla pod ziemią lub uwalniać go do atmosfery podczas spalania paliwa, powinniśmy go wykorzystywać jako nowy surowiec. Wykorzystanie wychwyconego CO2 jest znacznie bardziej zrównoważoną opcją, biorąc pod uwagę niedobór zasobów w przyszłości. Wychwytywanie i składowanie dwutlenku węgla jest rozwiązaniem liniowym, które nie rozwiązuje problemu rosnącego niedoboru materiałów, zaś wychwytywanie i ponowne wykorzystanie promuje gospodarkę o obiegu zamkniętym – mówi Rehn.
Fortum Recycling & Waste prowadzi pilotażowy projekt Carbon2x dotyczący wychwytywania i wykorzystania dwutlenku węgla od 2022 r. Program ma na celu wychwytywanie emisji dwutlenku węgla ze spalania odpadów nienadających się do recyklingu i wykorzystywanie ich do wytwarzania zrównoważonych produktów, takich jak biodegradowalne tworzywa sztuczne.
Linie Southwest Airlines rozpoczęły serwowanie napojów w kubkach wykonanych głównie z bambusowo-papierowej mieszanki celulozowej, aby ograniczyć wykorzystanie jednorazowych wyrobów z tworzyw sztucznych na pokładach swoich samolotów. Zmiana objęła także mieszadełka, które aktualnie wykonane będą z drewna brzozowego. Nowe kubki posiadają warstwę barierową w postaci wyściółki z polietylenu.
Badacze z australijskiego RMIT University opracowali nową technologię satelitarną, która może pomóc w lepszym wykrywaniu plastiku obecnego na odległych plażach. Opiera się ona na rozróżnianiu odbicia światła podczerwonego przez plastik, piasek i wodę. Beached Plastic Debris Index (BPDI) może znacznie usprawnić akcje oczyszczania plaż z zalegających odpadów; planowane są dalsze testy tego rozwiązania.
Exxon Mobil wraz z partnerami stworzył w 100% nadające się do recyklingu termoformowane opakowanie o 95-procentowej zawartości polietylenu. Nadaje się ono zwłaszcza do zastosowań aseptycznych w sektorze spożywczym i może być m.in. napełniane na gorąco. Rozwiązanie cechuje się dużą odpornością na przebicie i szczelnością, oferuje też wysoką barierę tlenową i jest zgodne z zasadami zrównoważonego rozwoju.
Normy ASTM:
Strażnik właściwości biobójczych materiałów polimerowych
Na całym świecie obowiązuje obecnie ponad 12 tys. norm ASTM. Mogą one dotyczyć wielu kwestii biologicznych, takich jak chociażby biobójczość i mają spore znaczenie także w sektorach produkujących/wykorzystujących materiały polimerowe
dr hab. Agnieszka Richert
Uniwersytet Mikołaja
Kopernika w Toruniu
Amerykańskie Stowarzyszenie do spraw Testów i Materiałów (ASTM –ang. International American Society for Testing and Materials) z siedzibą West Conshohocken w Pensylwanii jest organizacją normalizacyjną, opracowującą i publikującą w sposób dobrowolny normy mające zasięg międzynarodowy. Są to normy o charakterze technicznym, z przeznaczeniem dla szerokiej gamy materiałów, produktów, systemów, akcesoriów i usług. Na całym świecie obecnie obowiązuje ponad 12 tys. norm ASTM.
I Wprowadzenie
ASTM zostało utworzone w 1898 r. przez grupę naukowców i inżynierów. Pierwszym zadaniem, zakończonym sukcesem, było opracowanie normy dla stali, konkretnie dla szyn kolejowych. ASTM kilkukrotnie zmieniało nazwę. Pierwotnie nazywało się „American Society for Testing Materials”, następnie „American Society for Testing And Materials”, później „ASTM International”. Obecnie ASTM International posiada biura w wielu państwach na świecie, m.in. w Belgii, Kanadzie, Chinach, Peru, Stanach Zjednoczonych. Dwa lata temu, w 2022 r., Europejski Komitet Normalizacyjny (CEN) i ASTM International zawarły porozumienie o współpracy technicznej. Aktualnie wszystkie normy ASTM są opraco-
wywane i redagowane w ramach komitetów, te z kolei są tworzone na wniosek, gdy zachodzi realna i praktyczna potrzeba ich utworzenia.
Członkostwo w większości komitetów jest dobrowolne i inicjowane na wniosek członka. Uczestnicy w tym przypadku nie są ani mianowani, ani zapraszani, lecz podlegają swego rodzaju klasyfikacji i podziałowi funkcyjnemu na użytkowników, producentów, konsumentów, naukowców czy konsultantów. Od 2015 r. ASTM liczy ponad 30 tys. członków z ponad 140 krajów świata.
Normy ASTM mogą dotyczyć wielu kwestii biologicznych. Biorąc pod uwagę właściwości biobójcze, można dokonać ich klasyfikacji na takie, które dotyczą wyłącznie badań prowadzonych na szczepach bakteryjnych, grzybowych lub glonach.
I Normy dotyczące bakteriobójczości i glonobójczości materiałów polimerowych
ASTM E2149 – Standardowa metoda testowa do określania aktywności przeciwdrobnoustrojowej środków przeciwdrobnoustrojowych w warunkach dynamicznego kontaktu (ang. Standard Test Method for Determining the Antimicrobial Activity of Antimicrobial Agents Under Dynamic Contact Conditions).
Norma ta jest używana do oceny aktywności przeciwdrobnoustrojowej materiałów polimerowych, które poddane są działaniu czynnika bakteriobójczego. Badanie odbywa się w warunkach dynamicznych, co oznacza, że badany materiał pozostaje w ciągłym kontakcie z zawiesiną bakteryjną o konkretnym stężeniu. Na początku mierzy się redukcję liczby bakterii po określonym czasie, co z kolei pozwala na ocenę skuteczności.
Norma ta jest przeznaczona głównie dla materiałów polimerowych stosowanych w medycynie, m.in. w opakowaniach, powierzchniach sprzętu medycznego, czy materiałach o wysokich wymaganiach higienicznych.
ASTM E2180 – Test dla hydrofobowych powierzchni antybakteryjnych (ang. Test for Hydrophobic Antimicrobial Surfaces).
Niniejsza norma ocenia aktywność środków bakteriobójczych, które są wbudowane w strukturę materiałów polimerowych lub posiadających charakter hydrofobowy. Przy użyciu tego testu mierzy się stopień, w jakim materiały mogą hamować wzrost mikroorganizmów na swojej powierzchni. Ten test stosuje się w przypadku materiałów takich jak: wykładziny podłogowe, farby, powłoki oraz różnego rodzaju elementy medyczne, które mają mieć długotrwałe użytkowanie.
ASTM D7907-14 – Standardowe metody testowe do określania skuteczności bakteriobójczej na powierzchni rękawiczek przeznaczonych do badań medycznych (ang. Standard Test Methods for Determination of Bactericidal Efficacy on the Surface of Medical Examination Gloves).
W przytoczonej normie za reprezentatywne mikroorganizmy uważa się: Staphylococcus aureus, Enterococcus faecalis, Pseudomonas aeruginosa, Klebsiella pneumonia. Czas kontaktu materiału z mikrobami odnosi się do minimalnego okresu, przez jaki produkt musi pozostawać w kontakcie z drobnoustrojami, aby wykazywał skuteczność. W normie zawarto dwie ilościowe standardowe metody oceny skuteczności bakteriobójczej na powierzchni rękawiczek medycznego przeznaczenia.
ASTM E3031 – Oznaczanie aktywności antybakteryjnej na powierzchniach ceramicznych (ang. Determination of Antibacterial Activity on Ceramic Surfaces).
Wspomniana metoda testowa obejmuje wstępne uwodnienie próbek ceramicznych przez 18–24 godziny przed właściwą procedurą testową. Mikroorganizmy, które zazwyczaj stosuje się w tym teście to: Staphylococcus aureus (ATCC 6538P), Klebsiella pneumoniae (ATCC 4352), Escherichia coli (ATCC 8739), Pseudomonas aeruginosa (ATCC 15442), Enterococcus hirae (ATCC 10541), Salmonella entercia (ATCC 10708), Candida albicans (MTCC 3017). Metoda podana w niniejszej normie stanowi standardową procedurę określającą skuteczność antybakteryjną powierzchni ceramicznych.
ASTM G29 – Test odporności na algi (ang. Test for Resistance to Algae).
Organizmami zwykle stosowanymi w tej metodzie są glony (algi) Oscillatoria sp. (sinice). Próbki dzieli się na takie, które są i nie są poddane obróbce. Testowy materiał jest zawieszany w słoikach zawierających zhomogenizowane sinice. Następnie słoje są inkubowane w dwóch środowiskach: w ciemności oraz w świetle przez 12 godzin. Co 3–4 dni słoiki są ponownie zaszczepiane zhomogenizowanymi sinicami. Po zakończeniu badania, w 14. dniu testu, próbki testowe (zarówno poddane obróbce, jak i niepoddane obróbce) są oddzielane i oceniane pod kątem wzrostu na nich glonów. Norma służy do oceny skuteczności powierzchni poddanych działaniu środków zapobiegających wzrostowi glonów.
ASTM E1153 – Standardowa metoda testowania skuteczności środków dezynfekujących zalecanych do powierzchni nieożywionych, twardych, nieporowatych i niemających kontaktu z żywnością (ang. Standard Test Method for Efficacy of Sanitizers Recommended for Inanimate, Hard, Non-porous, and Non-food Contact Surfaces).
W tym teście analizowaną powierzchnię zaszczepia się kulturą mikrobiologiczną i pozostawia do wyschnięcia. Mikroorganizmami, które się stosuje są: Staphylococcus aureus (ATCC 6538P), Klebsiella pneumoniae (ATCC 4352), Escherichia coli (ATCC 8739), Pseudomonas aeruginosa (ATCC 15442), Enterococcus hirae (ATCC 10541), Salmonella entercia (ATCC 10708), Candida albicans (MTCC 3017). Po upływie czasu kontaktu powierzchnie testowe są przenoszone do roztworu neutralizującego. Metoda umożliwia monitorowanie krótkich czasów kontaktu (maksymalnie do 15 sekund). Liczba mikroorganizmów pojawiających się na powierzchniach testowych jest porównywana z kontrolą (początkowe stężenia bakterii), które są przeprowadzane równolegle. Jest to metoda służąca do określania skuteczności przeciwdrobnoustrojowej środków dezynfekujących przeznaczonych do stosowania na powierzchniach: oczyszczonych, twardych, nieporowatych i niemających kontaktu z żywnością. Ta ilościowa metoda badawcza ocenia skuteczność przeciwdrobnoustrojową produktów poprzez określenie procentowej redukcji testowanych drobnoustrojów. Norma ta jest szczególnie istotna i ważna dla ośrodków zajmujących się zdrowiem publicznym oraz bezpieczeństwem zdrowotnym.
ASTM D2574 – Standardowa metoda badania odporności farb emulsyjnych w pojemniku na atak mikroorganizmów (ang. Standard Test Method for Resistance of Emulsion Paints in the Container to Attack by Microorganisms).
Powyższa norma została opracowana w celu określenia odporności farb emulsyjnych z dodatkiem biocydów
na działanie bakterii. Mikroorganizmami rekomendowanymi w normie są: Staphylococcus aureus (ATCC 6538P), Klebsiella pneumoniae (ATCC 4352), Escherichia coli (ATCC 8739), Pseudomonas aeruginosa (ATCC 15442), Enterococcus hirae (ATCC 10541), Salmonella entercia (ATCC 10708), Candida albicans (MTCC 3017), Aspergillus niger (ATCC 16888).
ASTM E1174 – Standardowa metoda testowa do oceny skuteczności preparatów do mycia rąk personelu medycznego (ang. Standard Test Method for Evaluation of the Effectiveness of Health Care Personnel Hand wash Formulations).
Przed wykonaniem badania dłonie laboranta są poddawane wstępnemu myciu oczyszczającemu. Następnie roztwór zawiesiny organizmów testowych jest rozprowadzany na całej powierzchni rąk przez 20 sekund i pozostawiany do wyschnięcia przez kolejne 30 sekund. Całą procedurę powtarza się dwukrotnie. Próbki są pobierane i wykonywany jest posiew z roztworu w celu zliczenia ilości wyrosłych bakterii. Skuteczność produktu do mycia rąk jest oceniana poprzez porównanie liczby bakterii przed i po umyciu. Norma ASTM E1174 to kluczowy dokument, który określa
skuteczność środków do mycia rąk w opiece zdrowotnej przeciwko przejściowym mikroorganizmom skóry. Norma ta zapewnia przeprowadzenie badania środków do dezynfekcji rąk na bazie alkoholu i innych preparatów bez spłukiwania, głównie dla sektora medycznego.
ASTM E2362 – Ocena wstępnie nasyconych lub impregnowanych chusteczek do dezynfekcji twardych powierzchni (ang. Evaluation of Pre-saturated or Impregnated Towelettes for Hard Surface Disinfection).
Wspomniana norma rekomenduje stosowanie mikroorganizmów: Staphylococcus aureus (ATCC 6538P), Pseudomonas aeruginosa (ATCC 15442), Mycobacterium bovis i Trichophytes. W zależności od zastosowanego szczepu, czas i temperatura inkubacji są różne. Dla Staphylococcus aureus i Pseudomonas aeruginosa czas badania wynosi 48 godzin w 37°C, dla Trichophytes 10 dni w 27°C, dla Mycobacterium od 60 do 90 dni. Test ASTM E2362 ma charakter jakościowy, który wskazuje skuteczność przeciwdrobnoustrojową wstępnie nasyconej lub impregnowanej chusteczki do dezynfekcji twardych powierzchni. Skuteczność produktu jest inter-
pretowana przez obserwację i wizualizację dodatniego lub ujemnego wzrostu mikroorganizmów testowych.
I Normy dotyczące grzybobójczości materiałów polimerowych
ASTM G21 – 09 – Standardowa praktyka określania odporności syntetycznych materiałów polimerowych na grzyby (ang. Standard Practice for Determining Resistance of Synthetic Polymeric Materials to Fungi).
Norma ta, choć skupia się głównie na szczepach grzybowych, to może być używana jako wskaźnik ogólnej odporności materiałów polimerowych na inne mikroorganizmy. W badaniu ocenia się, jak materiał radzi sobie z ekspozycją na różne rodzaje grzybów, co może być użyteczne w ocenie ogólnych właściwości biobójczych. Jest często używana w przemyśle budowlanym oraz w testowaniu materiałów, które będą narażone na wilgoć i rozwój pleśni.
ASTM C1338 – Standardowa metoda testowa do określania odporności materiałów izolacyjnych i okładzin na grzyby (ang. Standard Test Method for Determining Fungi Resistance of Insulation Materials and Facings).
Norma ta pomaga określić jakość i skuteczność nowo wyprodukowanych produktów izolacyjnych na rozwój grzybów. Mikroorganizmem zazwyczaj stosowanym w tej metodzie jest Aspergillus niger (ATCC 16888).
ASTM D5590 – Test na uszkodzenia wywoływane przez grzyby (ang. Fungal Defacement Test).
Mikroorganizmy testowe, których używa się w badaniu to: Aspergillus niger, Penicillium funiculosum i Aureobasidium pullulans. Aspergillus niger i Penicillium funiculosum można testować razem na tych samych płytkach, podczas gdy Aureobasidium pullulans (pleśń) jest testowany oddzielnie. Niniejszej normy używa się do określania odporności powłok malarskich i pokrewnych na działalność grzybiczą za pomocą przyspieszonego czterotygodniowego testu na płytce agarowej.
I Podsumowanie
Normy ASTM, które dedykowane są do analiz właściwości biobójczych (bakteriobójczych, grzybobójczych, glonobójczych) mają kluczowe znaczenie, ponieważ zapewniają spójność, powtarzalność i dokładność wyników przeprowadzonych testów. Dzięki wynikom uzyskanym w ramach przeprowadzonych badań, produkty mogą uzyskać niezbędne certyfikaty deklarujące skuteczność wyrobu przeciwko mikroorganizmom. To z kolei jest istotne dla wielu gałęzi przemysłu, począwszy od zastosowań medycznych, przez spożywcze, po budowlane. •
PKD recyklerów tajemniczo znika z projektu ustawy
Projekt dotyczący odnawialnych źródeł energii, jak i specjalnych uprawnień do korzystania z preferencyjnych cen energii, jest aktualnie w procesie legislacyjnym. Prawdopodobnie obecnie został przesłany do notyfikacji UE. Projekt ten nie zawiera PKD 3832 („odzysk surowców z materiałów segregowanych”) jako sektora uprawnionego do korzystania z ulg przemysłowych dotyczących energii elektrycznej.
Nowe przepisy dotyczące energetyki mają wspierać rozwój odnawialnych źródeł energii i obniżyć koszty produkcji dla wielu przedsiębiorstw. Jednak firmy zajmujące się recyklingiem (PKD 3832) mogą zostać pominięte, co może negatywnie wpłynąć na ich konkurencyjność i ograniczyć inwestycje w ten sektor.
Wydaje się to zaskakujące, ponieważ sektor ten spełnia kryterium wysokiej energochłonności, jak i szczególnej roli dla gospodarki. Przedsiębiorstwa zajmujące się recyklingiem tworzyw sztucznych i tym samym zamykające obieg odpadów w celu ich ponownego wykorzystania jako surowce do produkcji, odgrywają kluczową rolę w realizacji założeń gospodarki cyrkularnej oraz Europejskiego Zielonego Ładu. PKD 3832 w sposób jednoznaczny wpisuje się w działania proekologiczne, wspierające zrównoważony rozwój i redukcję emisji CO2 Pominięcie tego sektora w nowym zestawieniu PKD wyklucza firmy recyklingowe z możliwości korzystania z ulg, co znacznie obniża ich konkurencyjność, zwłaszcza w porównaniu do producentów surowców pierwotnych,
i ogranicza rozwój zrównoważonych rozwiązań w Polsce. Biorąc pod uwagę najwyższe ceny energii w Polsce, w porównaniu z innymi krajami UE, dodatkowo wpływa to na osłabienie pozycji konkurencyjnej.
Pomimo szeregu apeli przedsiębiorców i organizacji branżowych, a także Konfederacji Lewiatan, w której aktywnie działa Polski Związek Przetwórców Tworzyw Sztucznych, nie udało się do tej pory zmienić decyzji Ministerstwa o wyłączeniu branży recyklingu z programu.
* Projekt ustawy o zmianie ustawy o odnawialnych źródłach energii oraz niektórych innych ustaw (UD41) https://legislacja.rcl.gov.pl/ projekt/12385801/katalog/13062161
Dofinansowanie na udział w targach i misjach gospodarczych dla firm z Kujaw i Pomorza
Bydgoski Klaster Przemysłowy Dolina Narzędziowa rozpoczął realizację projektu pn. „Promocja MŚP z branży narzędziowo-przetwórczej na rynku krajowym i zagranicznym”, który jest współfinansowany ze środków Unii Europejskiej w ramach Funduszy Europejskich dla Kujaw i Pomorza 2021–2027.
I Główne cele i działania projektu
Celem projektu jest wsparcie małych i średnich przedsiębiorstw (MŚP) z województwa kujawsko-pomorskiego w zakresie promocji ich działalności zarówno na rynku krajowym, jak i międzynarodowym. W ramach projektu MŚP będą miały możliwość otrzymania dofinansowania na udział w najważniejszych imprezach dla branży narzędziowo-przetwórczej odbywających się w Polsce i za granicą. Planowane działania obejmują organizację udziału:
– jako wystawca w:
• Międzynarodowych Targach Kooperacyjnych Przemysłu Narzędziowo-Przetwórczego INNOFORM w Bydgoszczy w latach 2025–2027
• Moulding Expo 2025 w Stuttgarcie: 6–9 maja 2025
– w misjach gospodarczych do krajów pozaeuropejskich na targi:
• PLASTIMAGEN 2025, Meksyk: 11–14 marca 2025
• Chinaplas 2025, Shenzhen: 15–18 kwietnia 2025
• IMTS 2026, Chicago: 6–9 maja 2026
• International Plastic Fair Japan 2026, Tokio: 1–5 grudnia 2026
• Arabplast 2027, Dubaj: styczeń 2027.
I Kto może skorzystać z dofinansowania?
Do udziału w projekcie zaproszone są MŚP z sektora narzędziowo-przetwórczego, które spełniają określone warunki. Przedsiębiorcy muszą:
• posiadać siedzibę na terenie województwa kujawsko-pomorskiego
• mieć doświadczenie w działalności eksportowej lub planować rozpoczęcie działalności eksportowej
• posiadać strategię biznesową lub strategię ekspansji zagranicznej, która obejmuje opis działalności firmy, rynki docelowe oraz plany rozwoju eksportu
• mieć możliwość skorzystania z pomocy de minimis
Dofinansowanie w ramach projektu wynosi 85% kosztów kwalifikowalnych.
I Dlaczego warto?
Dla firm działających w branży narzędziowo-przetwórczej projekt ten jest unikalną szansą na wejście na nowe rynki, pozyskanie nowych kontrahentów, poznanie najnowszych trendów w branży oraz podniesienie swojej rozpoznawalności.
I Jak wziąć udział w projekcie?
Firmy zainteresowane uczestnictwem w projekcie mogą uzyskać więcej informacji na stronie internetowej Klastra, gdzie dostępne są szczegółowe informacje na temat zasad dofinansowania oraz wymagań dotyczących uczestnictwa w projekcie. Nabór na udział w poszczególnych wydarzeniach będzie ogłaszany przed każdym z nich, a regulamin naboru określi szczegółowe zasady udzielania dofinansowania.
Zapraszamy do śledzenia strony Klastra: www.klaster.bydgoszcz.pl (zakładka „Aktualności”).
Rozwój Klastra CPG – ambitne plany na Nowy Rok i
bogaty program działań
Klaster Creative Packaging Group z dumą podsumowuje swój dynamiczny rozwój oraz dotychczasowe osiągnięcia i prezentuje ambitne plany na nadchodzący rok.
I Comiesięczne
webinary – wiedza dostępna dla wszystkich
Od stycznia Klaster CPG rusza z serią comiesięcznych webinarów, które będą obejmować szeroki zakres tematyczny. Eksperci współpracujący z Klastrem, a także przedstawiciele firm członkowskich, poprowadzą spotkania dotyczące kluczowych kwestii w branży opakowaniowej, takich jak najnowsze technologie, zrównoważony rozwój i regulacje prawne.
Ale to nie wszystko! Poruszymy również tematy związane z prowadzeniem działalności gospodarczej w Polsce – od kwestii prawnych i podatkowych, po rozwój strategii sprzedażowych czy optymalizację procesów produkcyjnych.
I Szkolenia – rozwój umiejętności miękkich
Nowością w nadchodzącym roku będą dedykowane szkolenia, które
pomogą firmom członkowskim rozwijać zarówno ich kompetencje interpersonalne, jak i strategiczne. Wśród proponowanych tematów znajdą się między innymi: budowanie skutecznego przywództwa w zespole, zarządzanie przedsiębiorstwem, nowoczesne techniki sprzedażowe, efektywne kierowanie produkcją.
I Konferencje branżowe – wymiana wiedzy i doświadczeń praktyków
Rok 2025 będzie obfitował w inspirujące konferencje organizowane przez Klaster podczas najważniejszych wydarzeń branżowych, takich jak Warsaw Pack, BioExpo Warsaw czy Food Tech Expo. Te wyjątkowe spotkania staną się przestrzenią wymiany wiedzy i najlepszych praktyk w branży opakowaniowej.
Przedstawiciele firm członkowskich zaprezentują swoje osiągnięcia i doświadczenia w trakcie wystąpień eksperckich, dzieląc się rozwiązaniami i inspirując innych uczestników. Całość dopełnią panele dyskusyjne i warsztaty, które umożliwią zdobycie nowych umiejętności.
I Targi w Polsce i za granicą –wspólne działania dla większego sukcesu
Klaster CPG będzie również obecny na prestiżowych wydarzeniach targowych, zarówno w Polsce, jak i za granicą. Wśród najważniejszych wymienić można Warsaw Pack oraz międzynarodowe targi Fachpack.
Dzięki organizacji wspólnych stoisk Klaster umożliwia przedsiębiorstwom efektywniejsze wykorzystanie zasobów – dzielenie kosztów i zaanga-
żowania związanego z przygotowaniem ekspozycji. Wspólna obecność sprzyja także budowaniu relacji biznesowych, wzajemnej promocji oraz wzmocnieniu wizerunku polskiej branży opakowaniowej jako silnego i zjednoczonego sektora na arenie międzynarodowej.
I Walne Zgromadzenia i networking – wspólne decyzje i projekty
Co kwartał członkowie Klastra CPG będą uczestniczyć w Walnych Zgromadzeniach, które posłużą zarówno do podsumowania dotychczasowych działań, jak i wytyczania nowych kierunków rozwoju dla branży opakowaniowej. Spotkania te będą okazją do omawiania wspólnych projektów sprzedażowych oraz tworzenia grup eksperckich, których zadaniem będzie poszukiwanie rozwiązań dla kluczowych wyzwań sektora.
Ważnym elementem naszych działań będą także spotkania networkingowe, na które zaprosimy przedstawicieli innych branż współpracujących z firmami członkowskimi Klastra. Dzięki temu chcemy lepiej docierać do sektorów kluczowych dla rozwoju naszej działalności, co pozwoli na wzajemne zrozumienie potrzeb i zacieśnianie relacji biznesowych.
Dzięki różnorodnym inicjatywom konsekwentnie wspieramy polskie przedsiębiorstwa w ich rozwoju i promujemy polską branżę opakowaniową. Wspólnie tworzymy przyszłość opartą na współpracy, innowacjach i wspólnych działaniach.
Zapraszamy do aktywnego śledzenia naszych działań na www.cpgpackaging.pl i dołączenia do Klastra CPG!
Plastics Europe wzywa negocjatorów do osiągnięcia ambitnego porozumienia
Negocjacje dotyczące globalnego, prawnie wiążącego porozumienia w sprawie położenia kresu zanieczyszczeniu tworzywami sztucznymi do 2040 r. osiągnęły kluczowy moment. W poniedziałek 25 listopada w Busan w Korei Południowej rozpoczęło się ostatnie planowane spotkanie Międzyrządowego Komitetu Negocjacyjnego (INC5).
– Jako Plastics Europe wraz z naszymi firmami członkowskimi stoimy na stanowisku, że obecność jakichkolwiek odpadów tworzyw sztucznych w środowisku jest niedopuszczalna i dlatego tak ważne jest osiągnięcie ambitnego i możliwego do wdrożenia porozumienia. Zdajemy sobie sprawę z wymagającego charakteru tych negocjacji, ale jesteśmy przekonani, że jeśli negocjatorzy skoncentrują się na poszukiwaniu wspólnych rozwiązań, uda się osiągnąć porozumienie. To historyczna szansa i musimy ją wykorzystać – mówi Virginia Janssens, dyrektor zarządzająca Plastics Europe – Wierzymy, że transformacja systemu tworzyw sztucznych do modelu cyrkularnego, w którym wszystkie tworzywa sztuczne stosowane we wszystkich aplikacjach są ponownie wykorzystywane, poddawane recyklingowi i zarządzane w odpowiedzialny sposób, jest kluczem do rozwiązania problemu odpadów tworzyw sztucznych i sukcesu porozumienia. Najskuteczniejszym sposobem przyspieszenia tej transformacji, przy jednoczesnym wspieraniu celów związanych ze zrównoważonym rozwojem i zmianami klimatycznymi, jest zagwarantowanie, aby na mocy porozumienia odpady tworzyw sztucznych były traktowane jak zasób o realnej wartości.
Głównym wyzwaniem, szczególnie dla gospodarek wschodzących, jest
sposób, w jaki zapewniane i ułatwiane jest niezbędne finansowanie. Dlatego porozumienie powinno uwzględniać mechanizmy zrównoważonego finansowania, w tym systemy Rozszerzonej Odpowiedzialności Producenta (Extended Producer Responsibility), które pozwolą zrealizować ogromne, tak potrzebne inwestycje – zarówno publiczne, jak i prywatne.
Podejście oparte na rozpatrywaniu konkretnych zastosowań pozwoliłoby na zidentyfikowanie i uniknięcie problematycznych i niekoniecznych aplikacji powodujących przedostawanie się odpadów tworzyw do ekosystemów, bez powodowania przy tym dodatkowych szkód dla środowiska i niepożądanych negatywnych skutków społeczno-gospodarczych.
– Każdy kraj stoi przed innymi wyzwaniami i dlatego każdy wymaga innych rozwiązań. Na poziomie globalnym jedno uniwersalne podejście do polityk i regulacji nie ma szans powodzenia. Dlatego porozumienie powinno zapewniać właściwą równowagę pomiędzy globalnymi zobowiązaniami a krajowymi środkami. Ponadto negocjatorzy muszą unikać decyzji korzystnych jedynie z pozoru, a które w rzeczywistości mogą mieć nega-
tywne konsekwencje środowiskowe i społeczno-gospodarcze oraz podważyć możliwość wdrożenia porozumienia. Z punktu widzenia Europy ważne jest, aby porozumienie wspierało, a nie osłabiało cyrkularną transformację i konkurencyjność europejskiego przemysłu tworzyw sztucznych – podkreśla Virginia Janssens.
Ostateczne porozumienie powinno obligować państwa do opracowania krajowych planów działania obejmujących wprowadzenie obowiązkowych celów w zakresie recyklingu i zawartości recyklatów, ustanowienie solidnego systemu pomiarowego do monitorowania i raportowania zanieczyszczenia tworzywami sztucznymi oraz nałożenie odpowiedzialności na wszystkie zaangażowane strony.
Jeśli chcemy, aby można było łatwiej ponownie wykorzystywać, poddawać recyklingowi i naprawiać wyroby z tworzyw sztucznych, musimy zacząć od projektowania ich w sposób, który to zapewni. Porozumienie powinno zatem opierać się zarówno na już istniejących, jak i obecnie wypracowywanych międzynarodowych zasadach i standardach projektowania wspierających cyrkularność produktów z tworzyw sztucznych.
Gama Dostawców
Tworzywa pierwoTne
Besspol Sp. z o.o. Sp.k. ul. Sokola 10 86-031 Osielsko tel.: +48 52 381 32 31 handel@besspol.pl www.besspol.pl
Grupa Azoty Polyolefins S.A. ul. Kuźnicka 1 72-010 Police tel.: +48 785 131 555 commercial@grupaazoty.com www.polyolefins.grupaazoty.com
Nexeo Plastics Poland Sp. z o.o. ul. Ruchliwa 15 02-182 Warszawa tel.: +48 600 772 217 azbucki@nexeoplastics.com www.nexeoplastics.com
Plastoplan Polska Sp. z o.o. al. Księcia Józefa Poniatowskiego 1 03-901 Warszawa tel.: +48 22 295 92 31 biuro@plastoplan.pl www.plastoplan.pl
SABIC Poland Sp. z o.o. ul. Komitetu Obrony Robotników 45A
02-146 Warszawa tel.: +48 22 432 37 32 piotr.kwiecien@sabic.com www.sabic.pl
Tworzywa wTórne
Grafe Polska Sp. z o.o. ul. K. Miarki 15/4 42-700 Lubliniec tel.: +48 34 351 36 72 grafe@grafe.pl www.grafe.pl
Ctra. Palma del Río km. 10 14710 Villarrubia (Cordoba), Hiszpania tel.: +34 957 767 612 info@spg-pack.com www.spg-pack.com/pl/
Zrób tak – lub zupełnie inaczej
Maurycy Szwajkajzer
SZE Sp. z o.o.
Powinno was to dziwić.
Są zagadnienia podstawowe dla chłodzenia w przetwórstwie tworzyw sztucznych, które nadal nie są jednoznacznie ustalone. Układy glikolowe projektuje się w pewien sposób lub w inny – zupełnie odwrotny – i nie ma zgody co do najlepszego rozwiązania. Mowa o układach otwartych i zamkniętych.
Układ jest otwarty wtedy, gdy czynnik pośredni – np. glikol w zbiorniku – jest w ciśnieniu atmosferycznym. Czyli czynnik ma bezpośredni kontakt z otaczającym powietrzem. Może to być kontakt przez szparę pod pokrywą zbiornika lub przez rurkę równoważącą ciśnienie. Niewątpliwą zaletą takiego układu jest fakt, że ma on zazwyczaj dużo większy zład, a przez to jest mniej wrażliwy na niewielkie wycieki. W przypadku dużego wycieku jako ostateczne rozwiązanie można do niego dolać glikol nawet bezpośrednio z kanistra, tak jak się leje wodę do wanny. Układy takie są uznawane ogólnie za mniej skomplikowane. Nie mają one jednak samych zalet. Ich poważną wadą jest ryzyko zabrudzenia glikolu lub jego pienienie. Historia zna przypadki, kiedy przez pokrywę do zbiorników (a następnie na pompy) dostały się wszelkiego rodzaju zabrudzenia, wliczając w to gniazda ptaków, rękawiczki robocze, torby na śmieci i inne. Zabrudze-
nia mogą powodować mechaniczne uszkodzenia, pienienie glikolu, zatykanie i wiele innych.
Odwrotną logikę przedstawiają układy zamknięte. Glikol w nich jest pod ciśnieniem – zazwyczaj 1,5 do 4 bar. Sprawia to, że ryzyko zanieczyszczenia i/lub pienienia jest znacznie mniejsze. Pompy mogą pracować w bardziej stabilnych i bezpiecznych warunkach, przez co są mniej narażone na usterki. Jako wadę należy wymienić większą wrażliwość na nieszczelności i skomplikowane uzupełnianie czynnika. W przypadku takich układów problem z brakiem glikolu zaczyna się znacznie szybciej, a jego uzupełnienie – jeśli nie ma układu automatycznego – zawsze wymaga przyjazdu serwisu.
Wyżej wymienione, skrajnie różne technologie nakładają się na to, czego wymaga od nas branża przetwórstwa tworzyw sztucznych. Wycieki się zdarzają, szczególnie na ruchomych przyłączach form, a możliwość łatwego dolewania glikolu jest mile widziana. Z drugiej strony niedziałająca pompa zatrzymuje cały układ, a jej naprawa jest kosztowna.
Tym felietonem na pewno nie dałem odpowiedzi na to, jaki układ należy stosować. Nie taki był mój cel.
Moim celem jest sprawić, aby czytelnik, budując nowy układ chłodniczy, rozważył obie technologie i podjął najlepszą w danym przypadku decyzję. •
Czas dobroczynności, czyli dlaczego
trzeba dzielić się z innymi
Ostatni w tym roku numer „Plast Echo” to dobry moment, aby pomyśleć jak można pomóc innym, znajdującym się w potrzebie.
To nie jest tak, że rodzimy się już empatyczni. Takie postawy kształtuje się od najmłodszych lat. W tym miejscu pokuszę się zatem o kilka słów o psychologii rozwojowej. Dla małego dziecka dobroczynność to dzielenie się z innymi. Psychologia rozwojowa tłumaczy, jak zachowuje się dziecko w pierwszych latach życia – na początku to samotna zabawa, następnie obserwacja rówieśników i próba zabierania zabawek. Dopiero około 4. roku życia rozpoczyna się zabawa grupowa, podczas której dzieci korzystają ze wspólnych zabawek. W tym czasie jest bardzo istotne co kto posiada, ponieważ atrakcyjność kolegi wzrasta wraz z atrakcyjnością jego zabawek. Stąd u dzieci w tym wieku coraz silniejsza staje się potrzeba posiadania tego, co ma kolega. Ułatwia to nawiązywanie przyjaźni. Dla dzieci to najprostsze rozwiązanie, zwłaszcza kiedy rodzice nie nauczą ich innych. Trzeba uczyć dzieci dzielenia się i współpracy w grupie jako zachowania, które integruje w grupie i przyciąga nowych kolegów. Tezę tę potwierdzają badania naukowe, a niektóre wprost wskazują, że dzielenie się z innymi – niezależnie od wieku – sprawia swoistą przyjemność.
A co z dobroczynnością, która jest czymś więcej niż dzieleniem się ulubioną zabawką? Zakładając, że wszyscy mamy już wykształcone te zachowania, dobrym czasem do propagowania różnych akcji charytatywnych jest okres świąteczny. Życie pokazuje, że w grupie można więcej. Wystarczy pomysł i małym nakładem pracy można czynić cuda, przy okazji integrując się w grupie,
lepiej poznając – a co za tym idzie, tak jak u dzieci – nawiązując lepsze relacje, a nawet przyjaźnie.
Wolelibyśmy, aby świat był tak skonstruowany, żeby wszystkim żyło się dobrze; żeby wszyscy byli zdrowi i szczęśliwi. Ale tak nie jest. Dlatego my, pracownicy Targów w Krakowie, zawsze chętnie angażujemy się we wszelkie akcje charytatywne, a Jurek Owsiak jest dla nas inspiracją do działania. Każdego roku w styczniu wkładamy pieniądze do WOŚP-owych puszek. Sprzedam wam alternatywny pomysł na wspieranie Orkiestry, który zarazem buduje pozytywną atmosferę w firmach, integruje pracowników i sprawia, że miło spędzają ze sobą czas. Mowa o wewnętrznych aukcjach organizowanych w firmach.
Wystarczy, że zrobisz na drutach szalik, upieczesz ciasto, oddasz na licytację płytę ulubionego artysty z autografem lub interesujesz się genealogią i poświęcisz swój czas na ułożenie rodzinnego drzewa. Potem wystawiasz je na licytację, a uzyskane podczas aukcji pieniądze przeznaczasz na WOŚP. Wcześniej kontaktujesz się ze sztabem Orkiestry w swoim mieście, rejestrujesz zbiórkę w firmie, dostajesz puszkę, którą zwracasz w dniu finału. U nas w firmie od 2 lat organizujemy takie licytacje. Zapraszamy na nie naszych współpracowników i podwykonawców, którzy również przynoszą swoje dary. Z roku na rok puszka jest bardziej wypchana banknotami. I nie chodzi tu o rekordy, choć to bardzo inspirujące, że każdego roku uzyskana z licytacji kwota jest wyższa. Chodzi o dzielenie się dobrem, kreatywność, integrację, a przy okazji świetną zabawę. Zaraz po przekazaniu puszki do sztabu w naszych głowach kiełkują pomysły, co przygotujemy za rok.
Tak jak dzieci zabawkami, dzielmy się pomysłami, dobrymi praktykami – to ułatwia pracę w grupie, integruje, a przede wszystkim sprawia nam niesamowitą przyjemność. •
Beata Snopkiewicz
Targi w Krakowie
Sukces
Krzysztof
Nowosielski
ML Polyolefins
Wynik wyborów prezydenckich w Stanach Zjednoczonych i doniesienia odnośnie do kształtu administracji Białego Domu pod wodzą Donalda Trumpa zdominowały dziś nagłówki gazet. Mając na uwadze wpływ wielkiej polityki na gospodarkę, zdaję sobie sprawę, że jest to temat warty szczególnej uwagi. Jednakże, póki pozostajemy w sferze domysłów co do szczegółów, wolę się skupić na kwestiach zdecydowanie nam bliższych i zależnych właśnie od nas.
Dlaczego? Ano przede wszystkim dlatego, że pomimo istotnej roli USA w naszej polityce bezpieczeństwa, to były tylko wybory w innym kraju. A Polska jest dziś w zgoła innym miejscu niż jeszcze 20–30 lat temu. W kompletnie innej konfiguracji geopolitycznej, a zwłaszcza w całkowicie innym miejscu jako suwerenny gracz na arenie międzynarodowej. Nadal mamy swoje niedostatki, problemy i słabości. Ale jest coś, z czego mamy prawo i powinniśmy być dumni. A przede wszystkim: z czego powinniśmy zdawać sobie sprawę, bo odnoszę wrażenie, że wciąż nie do końca rozumiemy, jak ogromny sukces gospodarczy odnieśliśmy po 1989 r. A może i mamy świadomość tego sukcesu, ale pomni naszych historycznych trudnych doświadczeń, wzlotów i upadków, mamy w sobie jakąś niechęć czy też skrępowanie, aby dumnie i z podniesioną głową wszem wobec nasze dokonania podkreślać? Może to cecha pokoleń, które wychowały się w czasach PRL-u, czy kolorowych – aczkolwiek trochę siermiężnych – latach 90.? Słuchając i obserwując młodszych Polaków, urodzonych na przełomie wieków, widzę osoby nieskrępowane w kontaktach z rówieśnikami z całego świata. Trudno „zmierzyć” te odczucia, ale jestem przekonany, że wiecie co mam na myśli. Młodzi Polacy nie krępują się ani pochodzenia, ani języka, ani nie muszą się już wstydzić biedy na ulicach, szarych ubrań i czarno-białego telewizora w domu. Mogą mieć i mają to wszystko, co ich rówieśnicy na całym świecie, na wyciągnięcie ręki. Więc nie są zakompleksieni. Ta różnica w podejściu rzutuje na wszystko co robimy jako polski biznes, polskie państwo i polskie społeczeństwo.
Odnieśliśmy absolutnie niezwykły wzrost gospodarczy, startując z poziomu strukturalnego bankructwa państwa, a nadal oglądamy się na świat zachodni jako ten lepszy, mający jakąś magiczną receptę na sukces. Zdaję sobie sprawę, że nasz wzrost odbył się ogromnym kosztem (duże nierówności społeczne, masowa emigracja), ale tym bardziej pokazuje to, do czego jesteśmy zdolni. To samo pokolenie zmuszone w części emigrować, w kraju zbudowało nowoczesną
gospodarkę, którą coraz chętniej zasilają reemigranci. Nie ma się czemu dziwić, przecież jesteśmy liderem w wielu kategoriach gospodarczych w Unii Europejskiej – organizacji zrzeszającej kraje rozwinięte i obiektywnie bogate, względem reszty świata. Stworzyliśmy w Polsce warunki do rozwoju kolejnych pokoleń i dajemy szansę na powrót kolejnych polskich rodzin, które w minionym dwudziestoleciu zmuszone były wyemigrować do Europy Zachodniej.
Skąd taki przydługi wstęp? Ano stąd, że przysłuchuję się podczas kolejnych spotkań i konferencji receptom na sukces głoszonym przez naszych branżowych kolegów i koleżanki z Zachodu. Tych, którzy na różnych wydarzeniach wskazują nam kierunek, w jakim powinniśmy zmierzać, aby odnieść taki sam gospodarczy i społeczny sukces, jak oni. I coraz częściej ogarnia mnie pusty śmiech, widząc jednocześnie jaki to „sukces” wypracowali w swoich krajach. Jak coraz częściej te same osoby wskazują Polskę i kraje Europy Środkowej jako przykład sukcesu i bezpieczne oraz wygodne miejsce do życia, narzekając na codzienność we własnych krajach. Nie przeszkadza im to jednak mentorskim tonem wskazywać nam drogę do celu. I ze smutkiem muszę zauważyć, że nadal bezwiednie w tę drogę do celu wierzymy, nie doceniając własnych osiągnięć. Tak jakby lata zaborów, okupacji i komuny były efektem tylko naszych narodowych głupich wyborów, a nie polityki mocarstw.
My – ludzie sukcesu; autorzy spektakularnego wzrostu i odbudowy upadłej, postkomunistycznej gospodarki, latami dewastowanej i prowadzonej ku przepaści – mamy słuchać recept płynących z krajów, które na potęgę tracą miejsca pracy, zamykają kolejne fabryki i szorują po dnie w gospodarczych rankingach? Gdzie wieczorny spacer po własnym mieście jest niekiedy równie niebezpieczny, jak spacer w którymś z ogarniętych wojną miast wschodniej Ukrainy? Autorzy polityki, która doprowadziła do upadku – społecznego i gospodarczego – kraje dobrobytu, nie powinni być dla nas drogowskazem. Czas najwyższy abyśmy zauważyli, czego udało nam się dokonać i tak jak najmłodsze pokolenia mieli w sobie dość śmiałości, aby głośno wyrażać nasze zdanie. Tym bardziej, że – jak już wskazywałem na tych łamach – szczególnie w Europie Środkowej patrzy się na Polskę i oczekuje, że jako lider regionu wskażemy kierunek. Oczywiście część osób uzna, że nie wypada. Bo jesteśmy za słabi. Bo nie dość bogaci. Bo mamy jeszcze wiele problemów do rozwiązania u siebie. No i co z tego? Przecież my nasze kolejne problemy jeden po drugim skutecznie rozwiązujemy od 30 lat. Mamy przepis na sukces i czas najwyższy go pokazać. Nie jesteśmy w niczym gorsi od innych, a nasze sukcesy wskazywałaby, że w wielu obszarach jesteśmy wręcz lepsi. •
„Tworzywa – Fakty w pigułce” 2024 zawierają wstępne światowe i europejskie dane dotyczące produkcji tworzyw sztucznych w 2023 roku. Prezentują także najważniejsze dane ekonomiczne dotyczące europejskiego przemysłu tworzyw sztucznych, jego bilansu handlowego głównych partnerów handlowych. Obszerne i bardziej szczegółowe analizy na temat cyrkularnej gospodarki tworzywami sztucznymi w Europie są zawarte w publikacji „Tworzywa sztuczne w obiegu zamkniętym – analiza sytuacji w Europie” publikowanej przez Plastics Europe co dwa lata.