growth-hungry PBI Group has 50 Caterpillar machines working across its ve Polish quarries”
Locking
Aggregates Europe – UEPG talks all things European aggregates
All the key events in the quarrying and aggregates world.
Antonis Antoniou Latouros: Relentlessly pursuing a long-term aggregate victory. 22
Liebherr, Volvo CE and Hitachi are among the OEMs seeing their latest machinery tested out on job sites. 26
How a leading stockpile analysis technology supplier is delivering for a US quarrying customer.
US quarrying and road construction giant Astec and dry bulk material handling solution specialist Telestack are poised to prosper from renewed customer demand buoyancy. 32
Anaconda with added market bite; Coming to a European quarry near you.
China’s biggest crushing and screening brand is keen to make its mark in Europe.
Value in energy containment in blasting.
42 ENGINES – 2
46 WASHING – 2
Specials
14 QUARRY PROFILE
An
PBI Group’s Budy quarry near Sandomierz, south-east Poland
An empowering Cummins response to a testing market.
Premium washing plants scrubbing up well in Sweden and Switzerland, while a leading sector name looks to build on its healthy market share
The Polish PBI Group has 50 Caterpillar machines across its five Polish quarries and concrete business. Aggregates Business saw some of them in action at the group’s flagship site.
SUSTAINABLE SOLUTIONS
AMMANN H2 BURNER
UP TO 100% HYDROGEN
The only derived fuel from renewable sources (E-Fuel)
No odorous emissions
No CO2 emissions
Promoted by Governments
Same performance as the gas burner
Easier to get “White Certificates”
Cleaner process compared to other fuels
MIXED COMBUSTION HYDROGEN/NATURAL GAS IS ALSO POSSIBLE
AMMANN BURNERS ARE DESIGNED
FOR
LIQUID, SOLID AND GAS FUELS
HEAD OFFICE
Prime Global Publishing Capitol Square 4–6 Church Street Epsom, KT 17 4NR
EDITOR
Guy Woodford +44 (0) 7879 408 069 guy.woodford@primeglobalpublishing.com
ASSISTANT EDITOR Adam Daunt
adam.daunt@primeglobalpublishing.com
SALES DIRECTOR
Philip Woodgate +44 (0) 7795 951 373 philip.woodgate@primeglobalpublishing.com
No part of this publication may be reproduced in any form whatsoever without the express written permission of the publisher. Contributors are encouraged to express their personal and professional opinions in this publication, and accordingly views expressed herein are not necessarily the views of Prime Global Publishing. From time to time statements and claims are made by the manufacturers and their representatives in respect of their products and services. Whilst reasonable steps are taken to check their accuracy at the time of going to press, the publisher cannot be held liable for their validity and accuracy.
PUBLISHED BY Prime Global Publishing
AGGREGATES BUSINESS USPS: is published six times a yea.
PRINT: ISSN 2051-5766
ONLINE: ISSN 2057-3405
PRINTED BY: Warners (Midlands) PLC
TGUY WOODFORDEDITOR
Locking carbon into recycled concrete is groundbreaking stuff
here are few things better than reporting on cutting-edge technology that allows our vital industry to offer customers a better and more sustainable end product.
Step forward, Aggregate Industries.
The British building materials big hitter is introducing a groundbreaking new technology to the UK that removes carbon from the atmosphere and locks it into recycled concrete.
Aggregate Industries, part of the Holcim Group, has partnered with Neustark to set up a mineralisation plant in London. This is the rst venture into the British market for the Swiss cleantech start-up, which it has 19 sites in Europe to date.
Demolished concrete is the world’s largest waste stream, and Neustark’s technology helps turn that waste into a carbon sink.
The technology works by taking concrete from demolished buildings, crushing it and screening it at an Aggregate Industries recycling site. It then undergoes a procedure in which CO2, captured from biogas plants, is liqui ed and injected into the concrete granules. This triggers a mineralisation process that locks the captured carbon into the granules. The granules can then be used to make new concrete with the recycled content inside or other building materials.
Since it launched commercially in 2023, Neustark has permanently removed more than 2500 tonnes of carbon, with the plan to remove one million tonnes by 2030.
Holcim invested in Neustark last year and is collaborating with the rm to deploy its innovative solution worldwide, scaling up low-carbon and circular construction to multiple sites. The partnership won the 2023 Deloitte Technology Fast 50 Venture Client Award for outstanding collaborations between start-ups and large companies.
“We are really excited to be introducing Neustark into the UK as part of our aim to decarbonise our own operations and the wider industry,” Aggregate Industries UK chief
executive of cer Lee Sleight said. “This takes the battle to reduce carbon emissions to the next level through carbonation. The technology is available now and works – it can make a difference now, not in ve years’ time.
“We have London – as one of the world’s largest urban mines – with direct access to demolished concrete from building projects, and we have Neustark technology. Together, we can remove carbon from the atmosphere and permanently lock it into recycled concrete, which can then be used again in new building projects.
“This isn’t just a great carbon-removal innovation but a great circular economy innovation where we are taking what was once a waste stream and reusing it, saving us from digging up virgin materials in the rst place.
“Once fully operational, we are sure that there will be plenty of like-minded contractors and speci ers out there who want to further their own decarbonisation journey with us, and we see this technology scaling up and delivering results very quickly.
“Together, we can really drive towards our net-zero ambitions.”
A rst small-scale mobile plant is now in operation in Greenwich, and it will start removing hundreds of tonnes of CO2 in the coming months. A large-scale site with a capacity of 1000 tonnes of CO2 per year (net) is set to be installed in the rst half of 2025.
In addition to introducing Neustark to the UK, Aggregate Industries is also looking to decarbonise its wider operations, including at its Cauldon Cement Plant, where it is planning to capture carbon emissions from the site and pipe them to permanent storage in disused gas elds underneath the eastern Irish Sea.
Readers can be assured that ABE will closely monitor developments at the Greenwich mineralisation plant and shall be keen to report on the greater CO2 removal capabilities of the large-scale Aggregate Industries’ site when it becomes operational next year. GW guy.woodford@primeglobalpublishing.com
Europe leads and learns globally
Many Europeans are convinced that their continent leads the rest of the world, but taking a closer look at what other parts of the world are doing and achieving leaves one with a different conclusion: Europe leads and (hopefully) learns globally. At least, this can be said about Aggregates Europe – UEPG.
A European delegation led by the Association’s president Antonis Antoniou Latouros travelled to Córdoba, Argentina, to participate in the 7th Global Aggregates Information Network (GAIN) meeting from 21–23 October 2024. This global gathering offered an opportunity to examine industrial policy trends affecting the aggregates industry worldwide.
Highlights included New Zealand's recognition of aggregates as critical raw materials, the United States’ proposal to introduce a respirable crystalline silica (RCS) threshold of 0.025mg/m³, which is four times lower than what we have in Europe, and China’s development of vast megaquarries producing 100 million tonnes annually, paired with low-carbon transport initiatives.
While the European Commission focuses on a few
The 4th Aggregates Congress in Córdoba, Argentina, was attended by a delegation from Aggregates Europe—UEPG and GAIN following the 7th GAIN meeting in the same city.
minerals in the Critical Raw Materials Act and broadly ignores the supply of all others, New Zealand understood the essential role played by aggregates for its economy.
To be included in the draft list, a mineral must be:
• essential to New Zealand’s economy, national security and technology needs,
Critical minerals included in the draft list
The draft critical minerals list, which has been prepared by Wood Mackenzie, identifies 35 minerals covering a range of applications throughout our economy.
CaesiumCancer treatments, electronics and optics, space and PV cells
ChromiumKey alloying elements in steels
Cobalt Battery and energy storage applications, steel alloys
including renewable energy technology and components to support our transition to a low emissions future and/or
• in demand by New Zealand’s international partners, and
• susceptible to supply disruptions domestically and internationally.
‘Essential’ is de ned as critical to maintaining New
Zealand’s economy today and into the future and not readily substitutable.
Substituting even parts of the three billion tonnes of minerals Europe needs every year is mission impossible. Ensuring future supply takes years, which means attention and measures are needed now, if not too late.
GAIN president Jim O’Brien (fourth from right), Aggregates Europe – UEPG president and GAIN vice president Antonis Antoniou Latouros, and Aggregates Europe – UEPG Dirk Fincke (second in from right).
Image: Aggregates Europe
ai n TH E edg e
Our newrange of excavators will help you push the boundariesof productivity, fuel efficiency andtotal cost of ownership. You will enjoy modern features in a moderndesign. From more space, tospace that matters. A place for yourboots and a place to breathe. Easy tousetechnologyfor easy control. Just what youneed to get ahead of your competition. Connect with your Volvo dealer today
Read more at volvoce.com or by scanning theQR code.
ANTONIS ANTONIOU LATOUROS
Relentlessly pursuing a long-term aggregate victory
Antonis Antoniou Latouros made history in June 2024 when he became the first Aggregates Europe – UEPG president to be elected for a second three-year term.
Antonis Latouros is used to getting results. A highly successful Cypriot aggregates and waste recycling sector entrepreneur, he is keen to achieve as much as possible after his groundbreaking re-election as Aggregates Europe – UEPG president.
Latouros sat down with Aggregates Business to discuss his rst term at the in uential Brussels-based aggregates industry association, as well as his ambitious second-term agenda
In the immediate term, he urgently wants to see an amendment to the Critical Raw Materials Act or a new Essential Raw Materials Act that prioritises approving new quarry licences and extending existing licences to enable quarrying rms to access more of their mineral reserves.
“The issue of insuf cient new quarry approvals and the challenges in extending existing quarry permits is a pressing concern for the aggregates industry in Europe,” he said. “We are actively addressing this through our collaboration with academic institutions, notably the comprehensive study we’ve commissioned at the University of Leoben in Austria.
“This study aims to identify gaps and problems in the permitting processes across various EU member states and proposes actionable solutions.
“One key nding emphasises the need for streamlined permitting procedures. We’ve recognised that lengthy and complex approval processes hinder the ability to meet the growing demand for aggregates, especially in light of increasing infrastructure needs tied to the Green Deal and other initiatives.
“Establishing a ‘one-stop shop’ for permitting can signi cantly reduce the time and complexity of securing approvals. Some countries have already implemented such systems, reducing permitting times and enhancing ef ciency.”
If these issues remain unaddressed, Latouros said, it could result in a scenario where the supply of aggregates cannot keep pace with demand, leading to potential shortages and increased prices.
“In the medium-to-long term, this could sti e economic growth and hinder the progress of essential infrastructure projects across Europe,” he said.
“Therefore, it is crucial that we advocate for legislative reforms through an amended Critical Raw Materials Act or new Essential Raw Materials Act and improved collaboration among regulatory authorities to ensure that our industry can sustainably meet future demands.”
Aggregates Europe – UEPG has represented the European aggregates industry in Brussels since 1987, with members in 25 countries. It is by far the largest non-energy extractive industry, covering a demand of three billion tonnes of aggregates per year. It is produced on 26,000 sites by 15,000 companies, mostly small and medium
enterprises (SMEs), and employs 187,000 people across Europe.
The Aggregates Europe – UEPG general secretariat conducts public affairs activities. It promotes the interests of its members at national and European levels in economic, technical, health and safety and environmental policies.
The association coordinates the EU network and proactively identi es EU initiatives and policies likely to impact European aggregates producers, keeping members updated on relevant policy developments and ensuring EU decisionmakers consider Aggregates Europe – UEPG positions. The organisation currently has 16 associations as full members, four associate association members, two associate company members, and four af liated members.
“One of the biggest challenges we faced during my rst term was expanding our membership,” Latouros said. “When I was elected in June 2021, I committed to visiting all our current members and reaching out to countries not yet part of our association. Over the past three years, these visits revealed various issues that prevented some countries from becoming full members or even joining.
“To address this challenge, we developed a new membership scheme, which was approved during our last Delegates Assembly. This scheme is designed to be more inclusive and adaptable, allowing us to better accommodate the unique circumstances of potential member countries.
“With this new approach, I am optimistic that we will successfully enlarge our membership base in my second term.”
Because of his success in visiting all members and potential new members throughout Europe, Latouros said his Aggregates Europe –UEPG colleagues call him “the travelling president”.
“I have managed to do this because my family, especially my wife Eleni, understands and supports me; otherwise, it wouldn’t be possible,” he said. “In the
meantime, this personal touch is very helpful in fostering stronger collaboration among our member associations.”
How does Latouros feel about being named Aggregates Europe – UEPG’s rst two-term president?
“It’s a tremendous honour. This opportunity allows me to build upon the momentum and achievements of our rst term, driving forward our mission to promote sustainable practices, innovation and advocacy within the aggregates industry across Europe,” he said. “I am deeply committed to advancing our industry’s interests, collaborating closely with our members and stakeholders to navigate challenges and seize opportunities for growth and sustainability.”
Latouros, who has served as president of the Cyprus Aggregates Producers Association
1. Antonis Latouros speaking at Aggregates Europe –UEPG’s Late Summer Reception 2024 event in Brussels. 2. Regular visits to Aggregates Europe – UEPG member quarry sites are a key part of Antonis Latouros’ work as the association’s president.
since 2013, brings a wealth of industry experience to the Aggregates Europe – UEPG presidency. His MSC Latouros Investments group comprises three aggregates quarries (Latomia Latouros, Latomio Pyrgon, and Elmeni Latomia) and one gypsum quarry (Latouros Gypsum). Additionally, the group operates a construction and demolition waste recycling plant and a comprehensive chemical laboratory (Veltia Cyprus). The group’s annual turnover is around €30 million.
Given Latouros’s Aggregates Europe –UEPG commitments and with succession planning in mind, the group is governed by an executive committee whose members are Latouros’s daughters Maria, an Oregon State University industrial engineering graduate with a Master’s in management, and Konstantina, an economist and King’s College, London, alumni; his son-in-law Kyriakos Konstantinou, a Liverpool John Moores University civil engineering graduate with a Master’s in project management; and Christos Zapitis, an Imperial College London mathematics alumni and chartered accountant with vast experience in business development and nancials.
When asked what he sees as the association’s biggest achievements during his rst Aggregates Europe – UEPG presidential term, Latouros is quick to point out that it’s been a team effort in many respects.
“First of all, I want to emphasise that none of the achievements would be possible without the unwavering support of my colleagues on the board, and of the chairs, vice chairs and secretaries of our committees, task forces, and working groups,” he said. “Their dedication and tireless efforts have driven our achievements, and I am immensely grateful for their collaboration and partnership.
“I also want to express my heartfelt appreciation to the secretariat for their hard work and dedication. Their behind-the-scenes efforts often go unnoticed, but they are essential to the success of our association. A special note of appreciation goes, of course, to our secretary general Dirk Fincke.
His leadership and vision have signi cantly shaped our path as an association.
“Regarding our achievements, the most signi cant ones include fostering stronger collaboration among our member associations, getting even closer and having even stronger collaboration with the big international NGOs [non-governmental organisations], enhancing our advocacy efforts at the EU level, and promoting sustainable practices within the aggregates industry.
“We successfully launched initiatives to increase the recycling of construction and demolition waste, strengthened our focus on sustainability through various projects and partnerships, and improved our communication strategies, which helped raise awareness of the importance of aggregates in construction and infrastructure development.
“These efforts have laid a solid foundation for our continued progress, and I’m excited to build on them in my second term.”
So what are the association’s key areas of focus during his second term as president?
“Our priorities will align closely with our newly established Business Plan for 2024–2027, titled ‘Sustainable Foundations: Building Europe’s Future through an Essential and Sustainable Aggregates Industry’,” Latouros said.
“First and foremost, we aim to enhance our role as a global leader in sustainable aggregate production by promoting innovation, environmental stewardship, and social responsibility. Key initiatives include increasing our public relations and communication efforts to highlight the aggregates industry’s essential contributions to economic growth and daily life.
“We will also focus on enhancing membership value and collaboration, aiming to expand our membership base through a new and invigorated membership policy that comprehensively represents all of Europe.
“Another priority is strengthening stakeholder engagement and public perception through comprehensive programs that bring together NGOs, community leaders and policymakers to discuss industry challenges and opportunities.
“Lastly, we will emphasise our commitment to sustainability by promoting climate resilience, biodiversity and resource ef ciency initiatives, which align with our goals for a circular economy and digital transformation.
“By focusing on these areas, we can effectively address our industry’s challenges and ensure a sustainable future for the aggregates sector in Europe.”
How does Latouros, who was also appointed vice president of the Global Aggregates Information Network (GAIN) during its 7th Annual Conference in October, see the current European aggregates industry? What are its biggest challenges, and from where will growth come?
Antonis Latouros inspecting aggregate at one of his Cypriot quarry sites.
Antonis Latouros (centre) with Aggregates Europe – UEPG secretary-general Dirk Fincke (second right) during a visit to a Lithuanian member’s aggregates processing site.
“The European aggregates industry is relatively stable, although it varies across different countries – some are experiencing downturns, others an upturn, while many remain stable,” he said.
“As I said, the biggest challenges we face throughout Europe primarily involve permitting procedures, which can be slow and cumbersome. There is a pressing need for fast-tracked and streamlined processes to support timely project delivery.
“Additionally, accessing local resources has become increasingly dif cult, posing another industry challenge.
“While our carbon footprint is relatively low, we are committed to achieving carbon neutrality and have developed a comprehensive roadmap.
“Despite these challenges, growth in the aggregates sector is expected to remain strong. The ongoing need for infrastructure development and construction, particularly concerning the European Green Deal, will drive demand for our products. Moreover, we are seeing signi cant growth opportunities in recycling, which aligns with our sustainability goals and the circular economy.”
Latouros stressed that sustainability is at the core of his work as Aggregates Europe – UEPG president and integral to the association’s mission.
“We recognise that our industry is vital in promoting environmental stewardship, resource ef ciency and social responsibility,”
he said. “During my rst presidential term, we initiated several projects that underscore our commitment to sustainability. For example, we launched a comprehensive roadmap to achieve carbon neutrality, outlining speci c targets and actions to reduce our carbon footprint. This roadmap serves as a guide for our members to adopt more sustainable practices in their operations.
“Additionally, we focused on enhancing recycling initiatives, working collaboratively with stakeholders to promote using recycled aggregates. This contributes to resource ef ciency and supports the circular economy by minimising waste and reducing the demand for virgin materials.
“But I want to emphasise that, even though recycling can reduce the need for virgin materials, lower environmental impacts and contribute to a circular economy, it will never be enough.
“We build much more than what we demolish. Even if we use the most modern techniques, it will never be possible to regain 100% of the aggregates used to build a certain building. Today, we demolish buildings that were built 50 to 60 years ago, but what we build today is more durable and will last more than 100 years. Therefore, the available C&D [construction and demolition] waste rate will decrease.
“Our statistics show Europe’s average substitution rate of recycled aggregates is currently 10%. A few countries manage
it better, substituting 20 to 25% of their aggregate needs with recycled aggregates while declaring that they recycle all their C&D waste. This indicates that the ceiling for substituting aggregate needs with recycled aggregates is 20 to 25%. Even if we achieve these percentages across Europe, we will always need virgin materials for the remaining 75 to 80% of our aggregate needs.
“Additionally, factors that need to be considered with recycled aggregates are quality, availability and logistics.
“We also emphasised the importance of biodiversity and environmental protection in our extraction processes, advocating for best practices in restoration and sustainable resource management. Through these efforts, we aim to elevate the aggregates industry’s role as a leader in sustainability and demonstrate our commitment to building a more sustainable future for Europe.”
With production process digitalisation and arti cial intelligence (AI) increasingly prominent in the modern European aggregates sector, what effect does Latouros see them having in the long term?
“Digitalisation and AI are poised to signi cantly transform the European aggregates industry, offering numerous opportunities for increased ef ciency, safety and sustainability,” he said.
“In the short term, we are already seeing the adoption of digital tools for operational management, which help streamline
A LONG WAY TOGETHER
WHEREVER YOU ARE, BKT IS WITH YOU
No matter how challenging your needs, BKT is with you offering a wide range of OTR tyres specifically designed for the toughest operating conditions: from mining to construction sites. Sturdy and resistant, reliable and safe, able to combine comfort and high performance.
BKT is with you, even when work gets tough.
Discover the BKT Radial Range
processes, reduce costs and enhance productivity. Technologies such as predictive maintenance and automated monitoring systems can improve equipment reliability and minimise downtime, resulting in more ef cient operations.
“Digitalisation and AI will have a profound impact in the long term. We anticipate these technologies will enable us to implement advanced resource management techniques, optimise production processes and enhance decision-making through data analytics. AI can facilitate better environmental monitoring, helping us track our progress toward sustainability goals more effectively.
“As we move forward, embracing digitalisation and AI will be critical in fostering innovation and ensuring that the aggregates industry remains competitive in a rapidly evolving market. By leveraging these technologies, we can improve our operational resilience, reduce our environmental footprint and ultimately contribute to a more sustainable and ef cient industry.”
Given many aggregate professionals across Europe are retiring or nearing retirement age, does Latouros think enough is being done to attract the next generation of industry talent? How is the association supporting efforts in this area of the business?
“Attracting the next generation of talent in the aggregates industry is a critical focus for Aggregates Europe – UEPG,” he said. “Our business plan for 2024–2027 outlines several initiatives aimed at promoting workforce development and inclusion.
“We are implementing industry-wide skillenhancement programs focusing on essential areas such as digital literacy, environmental management and sustainable leadership. These initiatives will help equip young professionals with the necessary skills to thrive in our evolving industry.
“Additionally, we are committed to enhancing diversity and inclusion within the aggregates sector. We aim to create more opportunities for underrepresented groups, particularly women, by promoting inclusive policies, mentorship programs
and networking events. Partnering with educational institutions is also a key strategy, as we seek to introduce students to the aggregates industry through internships, scholarships and workshops.”
Latouros stressed that by fostering a culture of equality and actively engaging with educational institutions, Aggregates Europe – UEPG can help attract and develop the next generation of talent needed to drive the industry into the future.
“This comprehensive approach will not only help address the impending skills gap but ensure the aggregates industry continues to thrive competitively and sustainably,” he said.
When re ecting on how he sees the European aggregates industry a decade from now, Latouros envisions it as “a more sustainable, technologically advanced and socially responsible sector”.
“The ongoing focus on environmental stewardship and carbon neutrality will signi cantly change our operations,” he said.
“Average quarry work sites will likely be equipped with advanced technologies such as AI and automation to optimise processes, enhance safety, and reduce environmental impact. We can expect to see the widespread use of digital tools for monitoring and managing resources, which will improve ef ciency and reduce waste.
“Sustainability will be at the forefront, with quarries implementing more rigorous environmental practices. This includes adopting renewable energy sources, enhanced biodiversity initiatives, and strongly emphasising land rehabilitation and restoration practices.
“Moreover, the workforce will be more diverse and skilled, with ongoing training and development programs ensuring employees can handle new technologies and practices. Integrating social responsibility into our operations will be paramount, with quarries engaging more with local communities and stakeholders.”
a commitment to sustainability and innovation. He believes this evolution will enhance the “industry’s reputation and ensure our long-term viability in an everchanging landscape”.
When considering how he will measure his two terms as Aggregates Europe – UEPG president, Latouros believes achieving several key objectives will make it a success.
“Firstly, the successful expansion of our membership base will be a crucial indicator,” he said.
“By implementing our new membership scheme and fostering stronger collaborations, I aim to ensure we comprehensively represent the aggregates industry across Europe.
“Secondly, I will consider our advocacy efforts to be successful if we have effectively in uenced EU policies and regulations to create a more favourable environment for the aggregates sector.
“This includes streamlining permitting procedures and promoting sustainability initiatives aligning with our carbon neutrality roadmap.
“Furthermore, enhancing the public perception of our industry will be vital.
“We will have made signi cant strides if we can effectively communicate aggregates’ essential contributions to society and infrastructure and demonstrate our commitment to sustainability.
“Lastly, cultivating a skilled, diverse workforce prepared for future challenges will be essential. It will mark a signi cant achievement if we can attract and retain new talent, ensuring that our industry is equipped to adapt and thrive.
“In summary, success will be measured by our ability to grow our membership, in uence policies, enhance our industry’s reputation and develop a capable workforce ready to meet the future demands of the aggregates sector."
Latouros said the aggregates industry will be pivotal in supporting Europe’s infrastructure needs while demonstrating
Given his relentless drive and focus, few would be likely to bet against Latouros and the talented and diligent Aggregates Europe – UEPG General Secretariat achieving those goals. AB
An Austrian aggregates industry delegation visiting one of Antonis Latouros’ quarry sites in Cyprus.
Komatsu WA500-8
The WA500-8 wheel loader (266 kW / 357 HP) delivers an excellent balance of stability, breakout power, and tractive effort. The Aggregate Handling Linkage option ensures loading efficiency with its superior breakout force, high tipping load, and improved visibility for truck loading and hopper feeding. Features such as reinforced axles and axle oil cooling provide robust support for any bucket.
Komatsu
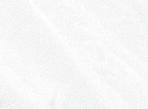
PARTNERS IN POLISH QUARRYING
Aggregates Business visited PBI Group’s largest quarry and growing south-east Poland base in Sandomierz to learn more about a highly successful partnership.
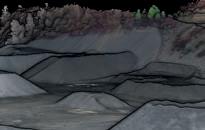
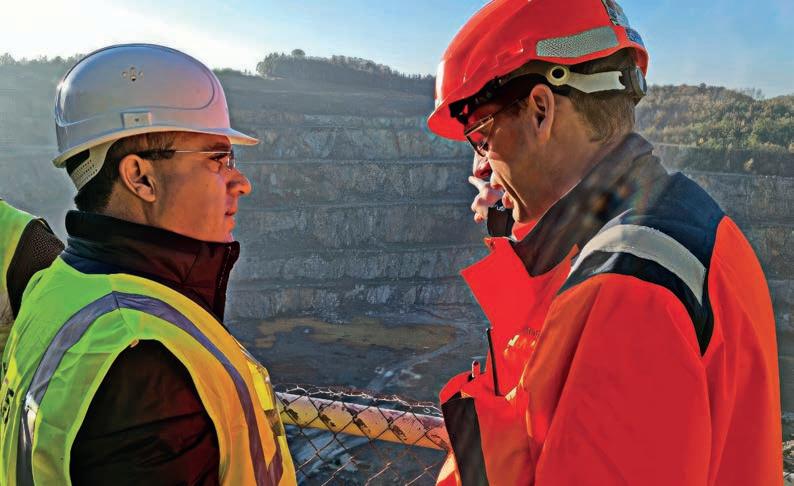
Jurkowice quarry is now being restored to nature after its mineral reserves were finished
PBI Group has 50 Caterpillar machines working across its ve Polish quarries and concrete business. The family-ownedand-managed multi-industry group’s close working relationship with Cat Polish dealer Bergerat Monnoyeur Poland dates back to 1997, with more machines set to be added to PBI Group’s already extensive Cat eet in 2025.
The PBI Group’s trading numbers are signi cant, with €100 million of its €250 million in annual revenue coming from its quarrying business. Given the Polish national and regional governments’ massive investment in improving transport connectivity in recent years, almost the same level of revenue is now generated by the group’s roads and infrastructure division. PBI Group also runs businesses in mining services, residential and civil construction, asphalt production, logistics, green energy, fertilisers and sulphurs.
At PBI Group’s Sandomierz of ces, before visiting the group’s agship Budy quarry, Aggregates Business learns that the site’s already large of ce accommodation and laboratory/research and development (R&D)centre are being signi cantly expanded as part of the ambitious group’s growth strategy.
“Public contracts for road construction are only awarded if the bidding company can offer a 10-year warranty. The roads must be of very good quality, so we need to invest in laboratories and materials research and development to analyse our aggregate, asphalt and concrete mixtures. We invest 1% of our annual revenues in R&D,” PBI Group president Przemysław Bokwa said.
“We have planning approval pending for the site expansion and hope to start building in the rst half of 2025.”
PBI Group comprises 16 companies, employing a combined 1300 people. The group operates ve quarries: Budy (dolomite and limestone), Janczyce and Wszachów (dolomite), Wymysłow (limestone), and Lipowica (sandstone). The group now extracts 14 million tonnes of aggregate annually, up from nine million tonnes in 2014. Earlier this year, PBI Group closed its Jurkowice and Piskrzyn quarries at the end of their aggregate reserves.
PBI Group also runs concrete production plants in Wymysłów (next to the quarry), Kra nik, Lublin and Stalowa Wola, generating total annual production of 350,000m³. Asphalt plants at PBI’s Budy, Oleszyce, Kra nik and Garwolin sites produce 500,000 tonnes.
Group technical director Marcin Siatrak re ected on the history of PBI Group, including its quarrying business.
“We have photos showing the rst excavation at Jurkowice quarry just after the Second World War. You can see rail carts being pushed by workers,” he said.
“After the war, REK [Rejon Eksploatacji Kamienia], a state-owned quarrying company, was established and the scale of its sites grew. The state-owned company was changed into a private company [Kopalnie Dolomitu SA w Sandomierzu (Kopalnie), now a PBI Group company] in the 1990s, and the aggregates business became its foundation for further growth.
“In 2008, local infrastructure companies were purchased and integrated [into Kopalnie]. In 2012, a new [Kopalnie] business, Polska Siarka, started extracting natural sulphur.
“The PBI Group brand was created in 2020, containing all the [Kopalnie] companies.”
Focusing on PBI Group’s quarrying and concrete businesses and their 50-strong Caterpillar machine eet, Siatrak said: “It is the largest number of machines
from all our OEM {original equipment manufacturer] suppliers.
“We have 34 wheeled loaders, six excavators, ve dozers, three articulated dump trucks, one rigid dump truck, and one telehandler. We have Cat Service Agreements [CSA] and Cat Extended Protection Plans [EPP] for each machine. You get a 10,000hour warranty on each machine, plus 15,000 hours on servicing.”
Bokwa emphasised that Caterpillar machines “offer great reliability”.
“After-sales support is also so important to us,” he said. “Marcin and his team work well with Bergerat Monnoyeur [Poland]. This kept our machines going after the COVID-19 pandemic, when it was dif cult to get replacement parts. We work our quarrying machines 21 hours a day, ve days a week, so we need dedicated maintenance and servicing support.”
PBI Group bought its rst Cat machine in 1997, a 950F wheeled loader dedicated to nal product loading. Its next Cat loaders were from the H series.
This year alone, PBI Group acquired three 980 and three 980 XE wheeled loaders and two D7 medium dozers from Bergerat Monnoyeur Poland (BM Poland), Caterpillar’s Polish dealer. The three Cat 980 XE are expected to deliver eye-catching fuel savings.
“The difference in fuel consumption between the 980 and 980 XE after just two months of using the 980 XE is over two
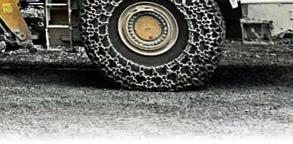
Cat 980M and Cat 980 wheeled loaders loading material into a Cat 772G RDT at Budy quarry.
Image: Jarosław Wojtanowski
Image: Jarosław Wojtanowski
L–R: Łukasz Kotasiński (Bergerat Monnoyeur Poland); Tomasz Warzecha (Bergerat Monnoyeur Poland); Marcin Siatrak (PBI Group); and Jarosław Wojtanowski (Bergerat Monnoyeur Poland).
litres less per hour. After further operators’ training, we want to achieve a three-anda-half to four-litre standard difference,” BM Poland quarry and aggregate market manager Jarosław Wojtanowski said.
“I have been asked [by PBI Group] to prepare a site assessment for each of the ve quarries to identify more productivity and ef ciency gains.”
“We want to decrease our xed costs, so we are looking to invest in larger machines,” Siatrak said. “There is a growing problem around the availability of machine operators, so we need to increase the capacity of the machines in use. This will also help us improve our sustainability. Machines like the Cat 980 XE, which release less emissions as they use less fuel, also help with that.”
Arriving at Budy quarry, the constant stream of on-highway aggregate delivery trucks entering and leaving the site is immediately apparent. Siatrak said up to 1300 trucks enter and leave Budy every day.
The ve-million-tonnes-a-year quarry’s round-the-clock Monday-to-Friday operation includes three hours of meal breaks and shift changes. The quarry also operates on Saturdays during periods of peak demand, presenting overtime opportunities for the site’s 120 workers. Around 20% of Budy’s annual aggregate output is used by PBI Group businesses.
Budy quarry’s Cat machine line-up comprises 10 Cat 980, two Cat 972 and one Cat 980 XE wheeled loader, one Cat 385 and one Cat 365 excavator, one Cat M320F wheeled excavator, one Cat D7 dozer, three 745 articulated dump trucks (ADTs), one Cat 772 rigid dump truck (RDT), and one Cat H120 hydraulic hammer.
Siatrak noted that each of Budy’s Cat 980 wheeled loader operators loads up to 140 lorries during a seven-hour shift. PBI Group uses a combination of Cat VisionLink and its own TMS site management system to record and analyse the productivity and ef ciency of its Caterpillar and other OEM loading and hauling machines. The system also allows for optimised maintenance and servicing times.
“We have plenty of aggregate reserves, covered by concession and in our ownership, across our ve quarries. This will meet our needs over the next few years, and we can increase our production capacity further.
“The TMS system allows us to compare the performance of different machines doing the same tasks,” Siatrak said. “Modern machines are moving computers with many sensors and control units.
“On the one hand, it is very useful because we have a lot of information from them that can be gathered and analysed remotely. On the other hand, in dif cult quarry conditions, it causes additional problems.”
A 20-minute drive from PBI Group’s Sandomierz base, Budy quarry has four aggregate production lines, two of which have been signi cantly upgraded in the past two years, with another new crusher and screener to be introduced soon. The production lines include several Metso and Sandvik jaw and cone crushers, vertical shaft impactors, Wail cone crushers, and Haver & Boecker screens.
Heavily clay-ridden aggregate from Budy’s upper quarry benches is put through a CDE wash plant. After removing the overburden layer, blasting to release fresh aggregate material from the quarry face occurs at least once, and often twice, a day.
Final aggregate product sizes are mostly 0–2mm, 0–4mm, 2–8mm, 8–11mm, 8–16mm, 11–16mm, 16–25mm, 0–32mm and 0–63mm.
“Our customers mainly work in road construction, concrete production and agriculture [fertilisers],” Siatrak said. “Presently, the demand from the market is quite huge and it looks like it will remain that way going into next year,”.
“Deliveries are all done with trucks. A railway siding and connection to the rail system would be a great advantage.
“Generally, the [quarry extraction] planning process is very long and requires a lot of different permissions and documents from many different authorities. It may take up to 10 years. Fortunately, we have enough reserves available for extraction, so we can calmly look to the future.”
Przemysław Bokwa said PBI Group spent €5 million installing solar power at Budy quarry this summer. It currently generates three megawatts (MW) to power ve hours of site production daily.
“We want to be fully independent in our energy use, so plan to make our solar power coverage bigger. We already have one of the best installations of its kind in Europe,” he said.
Speaking about PBI Group’s approach to site restoration and worker health and safety, Siatrack said: “We return our nished quarries, like Piskrzyn and Jurkowice, to nature. We use overburden from the nearest operating quarry to help with this.
“As I mentioned, our processing plants are being modernised not only to increase capacity but also to ful l the highest standards in health and safety. Additional space has been created for service and maintenance, and access to machines is much easier. New electrical installation and control systems also make work easier.
“An additional aspect that is very important for us is training our staff and sub-contractors. They work in hazardous conditions, so they need to be very well prepared, equipped and aware of any possible threat.”
Buddy quarry manager Jarosław Bana accompanied Aggregates Business on the site tour. He remembers the arrival of PBI Group’s rst Cat 950F wheeled loader in the 1990s.
“I thought it was very good. I have a very good opinion on all our Caterpillar machines,” he said.
“Their reliability and the service support you get with them has led us to have many of them.”
PBI Group also has a Bergerat Monnoyeur (Poland) service support technician who regularly visits the quarries.
“He is always in touch on the phone and really cares about supporting us and trying to solve any problems,” Siatrak said.
“The most common problems are a faulty DPF [diesel particulate lter] or an engine or gearbox issue linked to the need to preserve fuel economy and maximise machine uptime. Every machine at every quarry has these issues over time, especially those that have worked over 20,000 hours.
“Our machine operators view Caterpillar machines as model machines. They say they are easy to operate. I like to visit all our quarries and always ask our machine operators how they nd the machines. Their opinion is very important to us and is one of the factors we consider when purchasing a new machine.” AB
Budy quarry operates four production lines around the clock, Monday to Friday.
Budy quarry manager Jarosław Banaś.
Image: Prime Global Publishing
An evolving sector
Economic uncertainty is creating challenges in the German construction industry and linked aggregate demand, but recovery may be on the horizon.
Things are admittedly tough in the German construction equipment and aggregates machinery and products markets.
The VDMA, the country’s machinery and equipment manufacturers association, has re ected these challenging times with some stark numbers. German construction equipment sales are down 25% compared to last year, according to the association’s Construction – Equipment and Plant Engineering (VDMA Construction –EPE) department. Earthmoving equipment sales have dropped 30%, with heavy crawler excavator transactions the hardest hit. Here, sales are 40% below 2023 levels, the same source said, representing around 3300 German and European mechanical and plant engineering companies.
“Rising construction costs and excessive bureaucracy in building regulations remain the biggest problems,” a VDMA Construction – EPE spokesperson said. “Despite lower interest rates, these aspects prevent a boost in construction activity. The industry expects a cautious forecast of 0% growth in 2025.
“Sustainability is a hot topic among
manufacturers, both in terms of the machines themselves like decarbonisation, alternative drives, noise reduction, etcetera, and the construction process; for example, recycling and the circular economy.
“The construction equipment industry is working on concepts and technical solutions for implementation.”
VDMA Construction – EPC, according to the spokesperson, expects to see many innovations at bauma, the latest triennial staging of the world’s biggest construction, quarrying, mining and recycling machinery trade fair, in Munich from 7–13 April 2025.
Sonja Reimann, the press of cer for Zeppelin Baumaschinen (Zeppelin), Caterpillar’s German dealership, said the mood in the German construction industry is subdued due to economic uncertainty.
“Residential construction is not progressing, but civil engineering is developing much better,” she said.
“Investment in infrastructure is lagging well behind expectations and demand.
“Like all industrial sectors, the construction industry faces change via digital and sustainable transformation.
This forces customers to use construction machinery more ef ciently and shapes investment behaviour.”
Reimann commented on how Zeppelin is helping its customers overcome their major challenges.
“More than ever, it is important to extract raw materials sustainably, ef ciently and safely,” she said. “Zeppelin advises customers on choosing the right equipment that ful ls the industry’s requirements. They are looking for modern technologies that allow them to manage their machinery ef ciently.
“VisionLink, for example, contributes to this. With eet management, customers can monitor their machinery. This means that data such as fuel consumption and idle times are closely scrutinised and, if necessary, appropriate measures are initiated.
“Like other industries, the quarrying industry is undergoing a transformation driven by digitalisation and sustainability. Considering that one litre of diesel corresponds to around 2.64 kilograms of CO2, it is crucial to signi cantly reduce fuel consumption – especially concerning the tonnes moved per hour. New machine
A Caterpillar excavator at work in a German quarry as part of a Cat Command remote control technology event staged by Zeppelin.
technology can contribute to this.
“Another issue affecting the industry is the shortage of skilled labour. This is why work steps need to be automated. The rst customers in Germany, including a quarry, are therefore using the Cat Command remote control for a Cat 395 crawler excavator and a Cat D6 XE dozer. Zeppelin supports customers in the implementation of new technology.”
Reimann said German raw materials companies can switch to another transitional technology to make their machinery more sustainable.
“Oil from renewable or recycled raw materials plays a role, and it is found in alternative fuels such as hydrogenated vegetable oils, also known as hydrotreated vegetable oils [HVOs]. Cat construction machinery can be refuelled with these fuels on their own or as an additive to fossil diesel, provided their engines are based on EU Stage V.
“The advantages of these fuels are that they can reduce emissions of certain products such as soot and carbon monoxide as well as NOx [nitrogen oxide] emissions in certain engines.”
According to Aggregates Europe – UEPG (European Aggregates Association) gures, German aggregate production was 577 million tonnes in 2022. The three COVIDaffected years still saw higher aggregate production in Germany (584 million tonnes in 2021, 599 million tonnes in 2020, and 580 million tonnes in 2019).
Germany is Europe’s second biggest aggregate producer after Russia, which produced 825 million tonnes in 2022. Europe’s third biggest largest producer,
France, produced 383 million tonnes in 2022.
In 2022, Germany had 1435 aggregate producers (companies) working at 2728 extraction sites. The country was Europe’s biggest recycled aggregates producer, producing 80 million tonnes.
Tamara Peterson, corporate communications specialist for Zeppelin Power Systems, the German dealer for Caterpillar engines, said current demand for aggregates in Germany is decreasing by about 30–50%, depending on region and customer.
“The big challenge is the current customer and dealer inventory and the economic situation in Germany,” she said.
“Zeppelin helps the customer to nd solutions to manage the inventory and future deliveries.”
Peterson also re ected on how Zeppelin Power Systems sees German aggregates market demand changing in the next year or two.
“It’s going to recover and come back to a normal level,” she said. “The industry is waiting for the next government’s new economic programme.”
The Russia–Ukraine war has also had a major impact on Germany and its economy due to its traditional dependence on inexpensive energy sources from Russia. The almost complete suspension of Russian supplies shocked the German industrial sector, including construction and aggregates. The industry has overcome the most negative consequences of the energy crisis and a rise in in ation since 2022, but the current situation remains complex.
The German situation has become a
challenge for most of the nation’s local aggregates producers, as well as global majors operating in the local market. One of those big players is the Swiss giant Holcim, a global leader in innovative and sustainable building materials which traditionally had a strong presence in the German aggregates sector.
Earlier this year, Jewgeni Friedrich Müller, general manager of Holcim’s Aggregates business in North Germany (Region Nord), told Aggregates Business that recent years have tested the company’s resilience.
CDE sand and aggregates processing plant in Bavaria, Germany.
Image:
Holcim Germany
Image: Holcim Germany
Holcim Aggregates business general manager North Germany Jewgeni Friedrich Müller.
Region Nord remains one of Holcim’s largest aggregates divisions in Germany and the entire EU region. It currently consists of nine sand and gravel pits with a total production and handling capacity of approximately three million tonnes, ve port terminals and two rail terminals. It supplies its products to major northern German cities such as Hamburg, Hanover and Bremen.
According to Müller, the downturn in the German construction industry began in 2022 before getting signi cantly worse in 2023, especially among producers of building materials that supply residential construction. He cites data from the German Federal Statistical Of ce showing that building materials production fell by 16.7% in 2023, while further gures showed that individual sectors even recorded declines of up to 40%.
Müller said Holcim Region Nord and the wider German market have faced an oversupply of aggregates in recent years, mainly due to weak demand.
“Our customers in ready-mixed concrete and masonry construction are particularly suffering because the projects are delivered with delays or being partially cancelled,” he said.
Müller said the industry’s potential recovery will come from stronger business in infrastructure projects, including north–south power lines for green energy supply, liqui ed natural gas (LNG) terminals, industrial buildings such as electric vehicle (EV) battery plants, and semiconductor plant projects. Active participation in these projects allowed Holcim Region Nord to stay a oat in a challenging environment.
Thefutureinaction
A consortium of Cemex and Linde, a leading global industrial gases and
engineering company, has been selected to receive €157 million in funding from the EU Innovation Fund for a pioneering CO2 capture project at Cemex’s Rüdersdorf cement plant in Germany. The project, Cemex’s largest planned carbon capture use and storage (CCUS) project to date, aims to capture 1.3 million tonnes of CO2 per year from Rüdersdorf’s cement production, decarbonising the site by 2030.
“Our ‘Future in Action’ climate action strategy is working hard to drive several revolutionary CCUS projects across our global operations,” Cemex Europe, Middle East, Africa and Asia President Sergio Menéndez said. “While we are working hard to decarbonise using existing technology – ‘reduce before capture’ – an important component of our ‘Future in Action’ strategy is to develop breakthrough decarbonisation solutions for our industry to reach net-zero. This project is one of those tools.
“The Rüdersdorf project is Cemex’s largest CCUS project to date, with all the hallmarks and credentials to signi cantly contribute to the decarbonisation of the cement industry.”
At Rüdersdorf, Linde’s pioneering HISORP CO2 capture technology will be deployed
for the rst time in a unique state-of-theart cryogenic-adsorptive process that captures CO2 from the exhaust gas directly at the emission source. The raw CO2 is then compressed and lique ed to meet the purity requirements for subsequent sequestration. Finally, the liquid CO2 product will be transported by rail to an intermediate CO2 hub and shipped to an offshore site in the North Sea for permanent storage.
The environmental credentials of this full-chain CCUS project at Rüdersdorf will be further enhanced and supported by the regional generation of green electricity and the recycling of water obtained from the condensation of exhaust gases.
CCUS is part of the roadmap for ‘Future in Action’, Cemex’s sustainability and decarbonisation program that has a primary objective of becoming a net-zero CO2 company by 2050. Since its launch in 2020, ‘Future in Action’ has achieved record-breaking progress in reducing its carbon footprint.
Cemex has also acquired a majority stake in RC–Baustoffe Berlin, a recycling company and part of the Heim Group, as part of its ongoing efforts to grow its circularity business.
RC–Baustoffe Berlin processes mineral construction, demolition and excavation materials (CDEM). Its acquisition will integrate with Regenera, Cemex’s business that provides circularity solutions to extend the lifecycle of construction products and materials through reuse in value-added products. The acquired recycling facility can process up to 400,000 tonnes of material per year, which Regenera will turn into repurposed aggregates for concrete production, reintroducing them into the construction value chain.
In addition to its recycling capabilities, RC–Baustoffe Berlin operates Germany’s rst plant to permanently store biogenic CO2 in recycled mineral waste.
“The cement value chain is a valuable contributor to the circular economy, with concrete being an in nitely recyclable material,” Cemex chief executive of cer
Utliising Cat Command remote control technology at a Zeppelin event.
Image:Zeppelin
Utliising Cat Command remote control technology at a Zeppelin event.
(CEO) Fernando A. González said.
“With acquisitions such as this, Cemex continues to strengthen its commitment to circularity through Regenera, as well as promoting the world’s transition to a more circular economy.
“Construction and demolition waste accounts for more than 30% of global waste streams, and reintegrating these materials into the construction value chain can reduce the use of virgin raw materials.”
HEIM Group managing partner Philipp Heim said that after collaborating on recycled aggregates for several years, Cemex has “consistently proven to be a reliable partner in the Berlin metropolitan market”.
“Given its strong commitment to sustainability and the circular economy, Cemex is the perfect partner to guide RC-Baustoffe Berlin toward a successful future,” Heim said.
Regenera recovered more than nine million tonnes of CDEM in 2023 and aims to recover over 14 million annually by 2030.
Earlier this year, Cemex partnered with the Ellen MacArthur Foundation, the world’s leading circular economy network. This network collaborates with ambitious, likeminded organisations around the world to continue leveraging the potential of the cement value chain in circularity.
Global wet processing equipment giant CDE is helping its German customers comply with increasingly tight national environmental regulations.
“Regulations such as the Mantelverordnung, which regulates the production and use of mineral substitute building materials to protect soil and groundwater and promote the circular economy in construction, and the demand for eco-friendly solutions and reduced emissions are accelerating the shift towards recycled and secondary aggregates,” a CDE spokesperson said.
“The growing emphasis on the circular economy has signi cantly changed the aggregates and construction sectors’ landscapes, as businesses are expected to nd innovative ways to recycle construction and demolition waste and utilise more eco-friendly materials.
“CDE offers advanced and complete mineral washing solutions that promote sustainability and ef ciency for the recycling and quarrying sectors.
“The modular and proven CDE equipment is designed to process even the dirtiest materials, enabling the recycling or repurposing of aggregates and minimising waste. This not only helps customers comply with stricter environmental standards but also allows them to produce higher-quality outputs from waste or by-product materials.”
Water treatment is another major consideration, the CDE spokesperson said, as processing plants are often located on sites with no direct access to water, limited space for water lagoons, or simply no authorisation to use them.
“CDE’s water recycling systems further contribute to sustainability by conserving water resources and reducing operational costs,” they said. “By optimising resource recovery and minimising environmental impact, CDE helps German businesses embrace the circular economy and drive future growth in the aggregates sector.
“With over 2500 projects and almost 150 million tonnes of recycled material diverted from land lls worldwide, CDE is actively working to change the perception of recycled aggregates in the German market. Through demo visits to other countries, exhibitions and events, CDE aims to showcase the potential of recycled materials and educate and convince end-users about the bene ts of utilising these sustainable materials.”
CDE will be at bauma 2025 to meet with German and international construction, quarrying, mining and recycling market attendees and present its solutions to recover value from waste and natural materials.
“We are collaborating with customers, including the involvement of Germanspeaking CDE staff, to ensure seamless project execution,” the CDE spokesperson said. “We offer tailored payment plans, including advance payments, to accommodate project timelines and nancial considerations. We are also leveraging our experience and expertise to assist customers in navigating complex permitting procedures, including providing support in establishing contacts with specialised engineering rms.” AB
Loaded up
OEMs are delivering flagship wheeled loaders to new markets worldwide, and Liebherr, Volvo CE and Hitachi are among the latest to put their machinery to the test.
Afather-and-son team producing some of the nest architectural stone in the world relies on Liebherr equipment for extraction and processing duties.
Gwrhyd Specialist Stone is found high in the Swansea Valley overlooking the Black Mountains of Wales, and it’s here that Michael Walton and son Charles have spent the last decade assembling a eet of specialist equipment to help develop the site to its full potential.
Together, they are responsible for the day-to-day running of a quarry employing 22 people to produce just 5000 tonnes a year; quarries of similar size could output up to 500,000 tonnes a year, but the volume at Gwrhyd is small dues to the specialist nature of its stone.
Liebherr has been an important supplier of equipment since the beginning of Gwrhyd Specialist Stone. The operation still uses its original L 510 Stereo wheeled loader and, over the years, it was joined by an L 509 Tele wheeled loader and an R 926 G8 excavator, the latter having since been replaced by a slightly larger R 930 G8.
“The R 926 did exactly what we wanted it to do and served us well over the past few years,” Charles said.
Working alongside another manufacturer’s used 14t excavator, used for loading the site’s two-deck screen, the new R 930 has been a hit with regular operator Jamie Evans, who came off the 45-tonner initially used at the site.
“It was an ideal machine at the top of the quarry, but as space got a little tighter it proved to be too big,” Evans said.
“The R 926 was also great and a massive step up in comfort over the older model and it’s now the same for the R 930. It’s a really comfortable machine, still has bags of power but hardly uses fuel.
“We don’t do a great deal of ne work here – we’re usually at-out moving the stone – but we’re still averaging just over 16 litres per hour.”
Boom and stick options for the R 930 G8 model include a standard mono boom, a straight demolition boom and a variable arm version, with Gwrhyd specifying the standard con guration, which combines a 6.2m boom and 3.2m stick, topped off with a Miller
Groundbreaking coupler for fast changes between buckets and a breaker.
Regular use of the breaker means the excavator has a dedicated drain line back to the hydraulic oil tank to ensure the oil is returned to lower its temperature as quickly as possible.
The R 930 G8 tips the scales at just under 31 tonnes in its LC undercarriage version and has a Liebherr seven-litre, D 934 engine developing 245hp at 1800rpm. The engine is designed to deliver peak torque at low engine rpm, the R 930 achieving 1255Nm at just 1350rpm. That lowers internal and external noise levels and signi cantly reduces fuel consumption.
The excavator is used for a variety of duties, from frontline extraction to a current major programme of site development. Any spare time is spent moving a large pile of material left over from the previous owner’s operations. That material gets taken to the screener and a portion is then cut into smaller blocks to increase the percentage of usable material being quarried.
“We are hoping to gain planning permission in the future to process the remaining waste material into a variety of crushed and screened aggregates to further increase the percentage of materials we are able to win from the site,” Charles said.
Volvo CE has tested the L120 electric machine thoroughly in collaboration with trusted dealer Al Futtaim Auto and Machinery Company (Famco) and selected customers in the UAE.
With more than 100 years of reserves, Gwrhyd is set to continue producing its distinctive stone for the building projects of the future – and to provide work for future generations of Liebherr equipment.
The Italian job
Hitachi has also been busy with its customers across Europe, where the company’s ZX530LCH-7 has been put to the test in the north-east of Italy.
Vaccari Antonio Giulio SpA’s basalt quarry in San Pietro Mussolino produces essential materials for railway and road construction projects. With a 15-year licence to continue its operations, the quarry dedicates 60 per cent of its output to railway projects and 40 per cent to road sites, such as the aggregates for the asphalt and required drainage.
Following its positive experience with Hitachi construction machinery, Vaccari recently added the Stage-V-compliant ZX530LCH-7 to its eet, including two other Hitachi large excavators: a ZX470 and ZX490.
The large Zaxis-7 excavator was purchased from local authorised dealer Comac.
1:
2: Hitachi ZX530LCH-7 excavator at Vaccari Antonio Giulio SpA’s basalt quarry in north-east Italy.
3: Vaccari’s experience with Hitachi Zaxis excavators influencedthe decision to purchase the ZX530LCH-7.
Image: Liebherr
Image:
Hitachi
Image: Hitachi
Liebherrhasbeena key supplier of equipment since the beginning of Gwrhyd Specialist Stone.
“I have been working with Vaccari for four years, and like all our customers they recognise Hitachi as the benchmark for reliability in the market,” Comac Padova branch manager and Veneto regional sales manager Mario Rebella said.
“In addition, the customer signed a maintenance contract of up to 10,000 hours to bene t from our rapid response times.
“This, alongside Vaccari’s previous positive experience with Zaxis excavators, certainly in uenced their decision to purchase the ZX530LCH-7.”
Heat test
Volvo Construction Equipment (Volvo CE) has taken the step of testing its latest machinery in the considerably warmer climates of the United Arab Emirates (UAE), ultimately launching the L120 Electric wheeled loader in the Middle East.
The L120 Electric is engineered to deliver the same powerful performance as its diesel counterpart and has already undergone rigorous testing in the extreme heat of the UAE, passing all operational and durability benchmarks with ying colours.
The launch of the Volvo L120 Electric wheeled loader in the UAE and Turkey helps to showcase Volvo CE’s commitment to the electric machinery space. A forward-thinking approach to equipment electri cation helps to show the company’s ability to deliver a viable alternative to diesel-powered machines without sacri cing power, reliability or performance.
Before making the L120 Electric available in these key markets, Volvo CE tested the machine thoroughly in collaboration with trusted Volvo CE made the decision to test its equipment in the hotter climates of the United Arab Emirates.
dealer Al Futtaim Auto & Machinery Company (Famco) and selected customers in the UAE to ensure it could meet the demands of a range of applications in challenging climates.
“Our goal with the L120 Electric was to deliver a machine that not only lives up to but exceeds industry expectations for performance, sustainability and reliability,” Volvo CE product manager Johannes Nordgren said. “Tests in the UAE proved that our electric equipment can withstand extreme conditions and offer customers a sustainable alternative without compromising on power or ef ciency.”
The L120 Electric is a six-tonne-payload wheeled loader weighing 20 tonnes that uses the market-recognised conventional machine as its base. The machine delivers the same performance as the conventional internal
combustion engine model, while offering the environmental bene t of zero tail pipe emissions, nearly silent operation and a more comfortable working environment.
Powered by 282kWh batteries, the wheeled loader provides an eight-hour runtime in light to medium-duty applications, with the versatility to operate indoors and in noise-sensitive areas. Featuring state-ofthe-art electric propulsion technology, the Volvo L120 Electric wheeled loader marks a signi cant advancement in reducing carbon emissions and noise pollution from traditional diesel-powered equipment.
An advanced electric drivetrain, coupled with Volvo CE’s innovative cooling system, was a crucial focus during tests conducted in the UAE. Operating in temperatures as high as 50°C, the L120 Electric was trialled to assess reliability and thermal management in harsh conditions.
The L120 Electric’s cooling system is designed to optimise temperature regulation across the motor, batteries and power electronics. Despite the intense heat of the UAE, the system maintained optimal working conditions for the machine’s key components, ensuring continued productivity and charging without overheating or performance degradation.
The electric drivetrain offers considerable advantages for customers operating in environmentally sensitive areas, urban zones and regions with stringent emissions regulations. With no tailpipe emissions, signi cantly reduced noise pollution and improved overall energy ef ciency, the L120 Electric represents a signi cant leap forward in sustainable construction equipment.
The L120 Electric will now be available in the UAE and Turkey, with more markets to come. AB
Volvo services are connected across the worksite.
Image: Volvo
Image: Volvo
Achieving enterprise-wide stockpile inventory in a day
How does fast and accurate stockpile inventory positively impact aggregate producers’ bottom lines?
In the fast-paced aggregates world, accurate and timely stockpile inventory is crucial for operational ef ciency and nancial reporting. Yet the traditional methods of measuring bulk materials like rock, dirt and mulch often deplete internal resources and lead to delays, disputes and inconsistencies.
Enter Stockpile Reports, a computer vision software company revolutionising how companies track and manage their bulk material assets.
Stockpile Reports enabled one large global, vertically integrated bulk materials producer to verify more than 10 million tonnes of inventory across 87 sites in less than 24 hours, setting a new industry standard. The sites in question are situated across ve US states.
The challenge of stockpile inventory management
Managing stockpile inventory in the aggregates industry is no small feat.
Companies often grapple with resource intensiveness, as traditional measurement methods require signi cant manpower and time. Then there can be inconsistencies and errors, as manual measurements are prone to human error and internal biases. Delayed reporting prolongs measurement processes and can delay nancial reporting and decision-making. Finally, there are audit risks, with inaccurate inventories potentially causing nancial discrepancies and audit challenges.
These were the challenges faced by Stockpile Reports’ major bulk materials producer customer. With operations spanning multiple locations, the customer needed an accurate, scalable and ef cient solution.
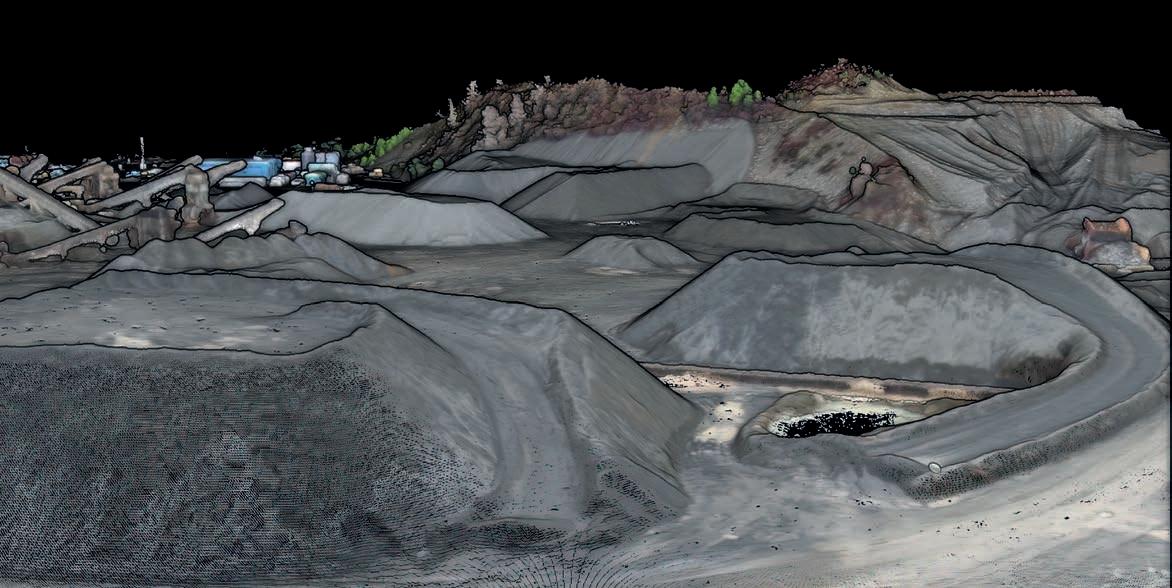
Stockpile Reports offers an enterprise SaaS (software as a service) platform that automates the measurement of bulk materials using advanced photogrammetry and computer vision technology. By leveraging imagery from drones, planes and even smartphones, the company provides precise and reliable measurements without the traditional hassles.
Stockpile Reports’ success with the customer resulted from a meticulously
planned and executed work ow. Site parameters were set up as a one-time task to streamline future measurements, and a coordinated plan was established to capture inventory across all sites simultaneously.
High-resolution aerial imagery was collected without ground control points thanks to ight-to- ight image registration, with the imagery data uploaded to Stockpile Reports’ cloud-based intelligent image processing service on the same day and stored securely.
Managing stockpile inventory in the aggregates industry can be challenging.
Stockpile Reports’ collaboration with the customer exemplifies how technology can transform traditional industries.
Advanced algorithms automatically identi ed individual stockpiles, while automated processes calculated volumes using precise measurements of toes and base planes. Any reports agged for potential issues underwent a quality review. Automated reports were generated and posted on a secure portal.
Interactive site images were provided for product identi cation and veri cation by the customer. The system identi ed risks such as combined piles, obstructions or environmental factors affecting accuracy. Only measurements that met stringent accuracy criteria were nalised and comprehensive PDFs were generated for audit transparency.
A controlled process was also in place to manage any discrepancies or disputes.
Stockpile Reports believes several key attributes set its offer apart from traditional methods and other technological solutions.
The automated system helps to eliminate internal biases and errors by removing the need for manual clicking or point selection. Algorithms are able to handle heavy lifting traditionally performed manually, from pile identi cation to volume calculations.
Company policies for density factors and product speci cations are tightly controlled, which means modi cations to these subjective assumptions are restricted, ensuring consistency and reliability. Each measurement is independently evaluated for over a dozen common problems that can corrupt accuracy. The system provides con dence scores and does not publish unreliable reports, mitigating nancial statement risks. The detailed reports and transparent processes meet the scrutiny of major audit rms, classifying Stockpile Reports as a third-party veri cation service.
EveryPoint in precision measurement Stockpile Reports’ image processing is powered by EveryPoint, an intelligent software service that continuously replicates real-world assets.
This technology ensures that imagery from various sources, such as drones, planes or smartphones, is integrated and cohesively processed.
Obstructions are auto-corrected, with the system identifying and adjusting for equipment, vegetation, or other obstructions. The objective surface scoring provides an unbiased assessment of the stockpile surfaces.
Compared to GIS tools and drone GIS solutions
While geographic information system (GIS) tools play a vital role in mapping for mine planning and inspections, they often fall short of ef cient stockpile measurement, according to Stockpile Reports.
Drone GIS solutions require substantial manual work for measurements and data processing. Stockpile Reports cites studies indicating these solutions can take up to 20 times more internal manpower than its own. The absence of automated pile identi cation and volume calculation is said by Stockpile Reports to lead to inconsistencies and errors.
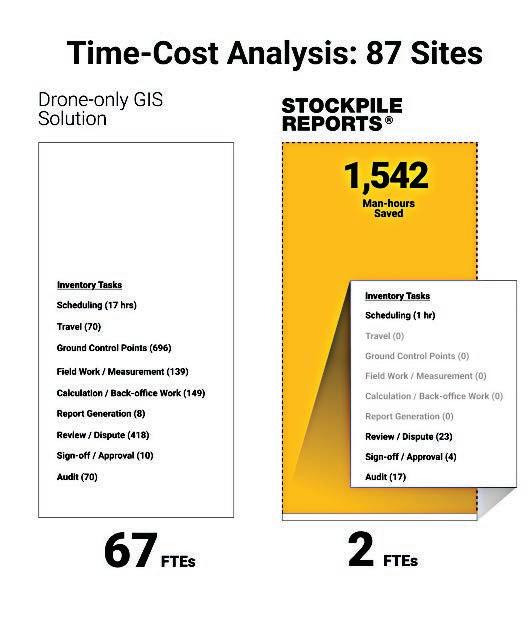
“Using a traditional GIS tool, the customer likely would have incurred more than 1600 hours of eldwork managing ground control and measurement calculations and reviewing estimates,” Stockpile Reports said.
“This would have required more than 60 FTEs [full-time employees] to achieve in the same timeframe.
“The cost of monthly inventory veri cation using traditional methods is exponentially more expensive than digitisation.”
Stockpile Reports’ automated system helps to eliminate internal biases and errors.
Setting a new industry standard
Stockpile Reports’ collaboration with the customer exempli es how technology can transform traditional industries. By achieving an enterprise-wide inventory across 87 sites in less than a day, the company demonstrated that accuracy, ef ciency and scalability are not mutually exclusive.
This represents a signi cant advancement in operational ef ciency for the industry, Stockpile Reports said. Rapid measurements free up resources for other tasks, reliable data supports nancial reporting and reduces audit risks, and timely and precise inventory data informs better business decisions. AB
The cost of monthly inventory verification using traditional methods is more expensive than digitisation
Stacks of growth potential
US quarrying and road construction giant Astec and its dry bulk material handling solution specialist Telestack are among the OEMs whose future-proofing endeavours leave them poised to prosper from renewed buoyancy in customer demand.
It is a very rainy day in late September and Aggregates Business is facing Damian Power, Astec’s managing director for Europe, and Malachy Gribben, Telestack’s commercial director, across the meeting room table at Telestack HQ in Omagh, County Tyrone, Northern Ireland.
Their stark assessment of the state of the present off-highway equipment market mirrors the early-autumn weather.
“I think the equipment market is 15% down year-on-year,” Power said. “On the Telestack side, we’ve not had big dealer inventories, as they would never carry big [mobile dry bulk material handling] rental eets. We’ve been fairly judicious in managing that side of our SIOP [sales inventory and operational planning] process.”
Astec expanded into Northern Ireland in 2014 after acquiring Telestack. The company nished the US$6.5 million 44,000ft² expansion of its Telestack-site-neighbouring Astec Doogary facility in 2023, bringing the Astec Omagh footprint to 100,000ft². The extension took Astec’s total investment since the Telestack acquisition to more than US$10 million, with an employee base of over 230 people in Northern Ireland.
More than half of the global market supply for mobile crushing and screening equipment originates in Northern Ireland. As such, Astec’s enlarged manufacturing presence in Omagh will enable it to grow its international market business and better serve its customers and partners.
“We’ve only been getting out of the blocks in terms of building up our production capability at Doogary, so while we have had the same [market] problem as others, it has not felt as big for us [Astec Europe]. We weren’t running the same [machine] build rates as some other manufacturers,” Power said.
While Gribben described the situation as tough, he pointed to the fact the company started planning for a market slowdown 20 months ago.
“With longer lead time items postpandemic, it has taken our supply chain team time to adjust to our reduction in machine builds,” he said. “We have a strong enough pipeline of work to think that the project side of our business will hold up next year. We appear to be in a better position than many of our peers.
“Astec’s tracked crushing and screening business will be bigger next year than this year, as we’re coming from a very low base.
“Let’s assume the global tracked crushing and screening market is not getting any smaller. The light switch will ick on again in our industry, probably in the second quarter of next year. Astec is already a proven supplier, so can we get our fair share of the market?
“Astec has not just started designing crushing chambers; we pioneered much of the technology that helped introduce chambers to the industry.”
Attendees at this year’s Hillhead exhibition (25–27 June) saw live demonstrations of Astec’s FT4250 HSI
(horizontal shaft impactor), a popular US market crusher, and GT205 screener. Many exhibition goers also visited the manufacturer’s large show stand, where Astec showcased an extensive product range from its Rock to Road solutions portfolio.
Telestack was also on hand at Hillhead 2024 with its highly mobile and versatile TSR 40 radial telescopic stacker. The only ‘Roll On – Roll Off’ (Ro-Ro) radial telescopic unit on the market, the TSR 40 utilises its radial, telescopic and luf ng features to allow the operator full control and exibility when stockpiling a range of materials.
The addition of an integrated PLC stockpiling system eliminates segregation, degradation, contamination and compaction of material, which is critical for maintaining the quality of material during the stacking process. Telestack said the TSR40 offers up to 30% larger stockpile capacity than conventional xed-length conveyor systems, with greater site mobility.
During the key quarrying equipment industry showcase, Aggregates Business spoke to Power and Astec Materials Solutions division president Michael Norris.
“All the machines you see here at Hillhead were manufactured in Omagh,” Power said. “The SF20 is our new 20” x 5” triple-deck screen, and the one we have here at Hillhead is tted as a rinser. The SF20 can be quickly converted from a dry screening to a rinsing con guration. It’s the rst tracked mobile plant fully designed and built by our Omagh-based team.
The Astec SF20 mobile incline screen undergoing testing on a customer site.
Image: Astec
“We also think there will be a good international market demand for the FT4250 tracked impactor given its success in North America today.”
“We have a stronger focus on Europe, and Damian was recently appointed our European managing director,” Norris said. “The machines we are designing and building in Omagh are speci cally for the international market.”
When asked about Astec and Telestackbranded machine production volumes at the Omagh facility, Power said he expects it to ultimately grow.
“We expect that the current [market] slowdown is temporary,” he said. “We have invested in Omagh to grow manufacturing volumes there signi cantly over the next three to ve years.”
Norris said Astec wants to increase production out of Omagh “seven-to-ten-fold”.
Has Astec found it hard to recruit engineers, welders and other skilled workers to work at its Omagh facility due to the number of competitor original equipment manufacturers (OEMs) with a strong presence in Northern Ireland?
“We have an employee-focused culture, and whilst recruitment is challenging for the industry, we are on a growth trajectory and people can see that,” Norris said. “We are an over-100-year-old company when it comes to crushing and screening. We have that expertise.”
Power agreed that Astec holds a strong position in the market and across the broader industry
“We are a unique proposition to employees in that we are high growth with a strong record in the [global] aggregates industry, in crushing and screening speci cally,” he said. “We are not just some start-up. We have substance behind us.”
Among other Astec machines exhibited at Hillhead 2024 were the 3000-tonnes-perhour HF24 hopper feeder and the versatile, custom-built 220-tonnes-per-hour Kolberg 9225S sand plant.
“Part of our offer out of Omagh is going to be our washing product line,” Power said. “Astec has been in washing for many years, and there has been good collaboration between the US and Omagh teams to quickly bring the new [Kolberg 9225S] sand plant to the market.
“There’s a real opportunity to internationalise much of our washing product range, tweaking the proven designs of some of the washing modules to best suit European and international customers that tend to work in a tighter footprint than in the US.”
“Over the last couple of years, we’ve been delivering our strategic business plan focused on our employees and working culture and ensuring we are taking care of our customers and getting their feedback about our new products,” Norris said. “The innovation side and coming up with new products is the DNA of our company.”
Power told Aggregates Business that Astec is also reviewing how its existing European dealer network ts into its international growth plans.
Back at the meeting room table at Telestack in late September, Power gave more details about how Astec and Telestack have adapted their global growth strategy to meet prolonged market challenges.
“Eighteen months ago, we’d have said we need ‘X’ amount of people on the [Astec Doogary] shop oor, but they’ve not been required, so we’ve not added employees,” he said.
“On the Telestack side, we’ve let natural attrition do its thing. However, we are still hiring the right people and in the past six months we have recruited industry-leading and proven leaders from the industry.”
Gribben said Hillhead was “a real eye-opener for our potential recruits”.
“From the shop oor worker to management roles and all in between; attendees from local industry suppliers who
may not have been as familiar with Astec saw us and recognised the opportunity to partner with us,” he said. “It’s not because we had a lot of equipment there; it’s the good story we have behind it.
“They saw our latest crushers and know we’ve been in that game for 120 years, and we’ve been in washing since 1965.”
Gribben also discussed Astec’s approach to developing its European dealer network.
“The channel network is always a uid process,” he said. “You need to supply it with a product range. That doesn’t get built in a day.
“We’ll have fewer traditional routes to market in the rst couple of years until we build up the range. We’ll have a combination of dealer-led and direct sales and support. It will depend on the national market.”
Power believes Astec currently has areas of strength in Europe, such as in the asphalt solutions and road-building space with Roadtec’s Shuttlebuggy.
“I was recently with a Roadtec European distributor and a signi cant customer who both loved the Shuttlebuggy solution,” he said. “There is some work to do with other products against some major competitors.
“I sense there is a hankering for a proven alternative or something new that our road technology or crushing and screening range could cater for. There could be quick wins with our modular machines and around parts and service.”
Gribben emphasised how a small number of producers dominate European aggregate production.
“We think we can position ourselves so that if we’re sitting in a board room with
Telestack’s TC 420X track-mounted mobile stockpiling conveyor.
Damian Power (left) and Michael Norris on the Astec stand at Hillhead 2024.
Image:
one of them and talking to them about the solutions we offer, including bulk material handling, asphalt, concrete, crushing and screening, and washing solutions, they’d be thinking, ‘Well, so-and-so can’t do this or that’,” he said.
“With the right support, we can give them everything they need now that Astec is expanding further within Europe.”
Looking at Astec’s well-publicised growth aspirations, most of it is outside of the US.
“The company’s asphalt business market share in North America is plus-60%. It’s more about protecting and sustaining it,” Gribben said. “For the concrete plant business, it’s a plus-30% market share.
“On the other hand, Astec has a small portion of the asphalt and concrete market share globally, so those businesses must look internationally. You can’t only do that by building equipment in North America and shipping machines worldwide. You often need a production and after-market support presence in Europe and other big regional markets.”
Power believes Astec now has an even greater mindset.
“Jaco van der Merwe [CEO] and Ben Snyman [group president – Infrastructure] have South African roots. Both have highly successful backgrounds in the global mining equipment and linked technology industry,” he said. “Working in this part of the world [Northern Ireland], you can’t just have a domestic focus. If you don’t export, you don’t sell anything. It’s export or die.”
Power and Gribben stressed that the dif cult off-highway equipment trading
environment has not affected Astec and Telestack’s ambitious research and development (R&D) programme.
“We’re committed to accelerating it,” Gribben said. “On the Telestack project business, 50 to 60% of it is based on our product innovation.”
“We have a couple of PhD researchers based here in Europe that work within the Astec Digital Group,” Power said.
“They are developing ideas around crushing chambers and material ows that our engineers and R&D teams are now looking at.
“I’ve got a regular touch point with them and was amazed at what they were doing. They are talking at some very high-level industry conferences. It doesn’t translate into today’s machines, but it’s shaping what we can do in the future.”
Power said Astec’s machine presence at bauma Munich 2025 (7–13 April), the world’s biggest construction, quarrying, mining and recycling equipment exhibition, will be “limited” as the company focuses on building
Inside the busy Astec Doogary facility.
Image: Astec
Astec finished the 44,000ft² expansion of its Astec Doogary facility last year.
its Omagh-based operation. Telestack will be represented by its German dealers, C. Christophel and Kölsch Baumaschinen.
After a lively and insightful hour with Gribben and Power, Aggregates Business walked over the road to the Astec Doogary site along with Astec senior customer acquisition manager Mairead McCrory. Telestack operations director Elaine Mallaghan provided a factory tour.
“We have our standard product production areas and NPI [new product introduction] teams with dedicated engineering and supply chain specialists. We also have manufacturing engineers dedicated to fabrication sourcing, working out what we make and buy,” Mallaghan said.
Looking over the factory oor, Mallaghan pointed out production and training rooms.
“We have 50 production staff here working on product assembly,” she said. “Then there’s the of ce staff, stores and materials people.”
Mallaghan also highlighted various working areas.
“That’s our tracked conveyor line, and next to it is sub-assembly,” she said. “Then we have a packing area at the bottom, handling containerisation. It’s mainly for Telestack products.
“The next production line is for crushers. Five different footprints are working at a time. Then we have the screeners and scalpers production line, with a sub-assembly and a testing area. We have our new stores area on the far side of the factory.
“We use Caterpillar engines in the crushers and screeners and some Deutz engines on the tracked conveyors. We have good relationships with both those suppliers.”
The Astec Doogary production team works Monday to Friday on shifts of either 7.00am to 4.00pm or 8.00am to 5.00pm. Mallaghan said Friday afternoons and Saturdays can offer overtime work depending on product shipping demand.
A look at a Telestack LF 523 tracked conveyor being assembled was followed by some crushing jaws and chambers that arrived from the Astec plant in South Africa, where they are manufactured.
“That chamber there is for a [GT] 440 [HSI – horizontal shaft impactor],” Mallaghan said, pointing at the chamber in question. “That other one there is for a [FT] 4250 [Fast Trax impact crusher.].”
In the outside machine-testing area (where the rain was still pouring down) sat another Astec FT4250 HSI – the rst Omaghbuilt units were demonstrated at Hillhead 2024 – waiting to be put through its paces.
“We do a full day’s pre-delivery inspection [PDI] testing on every machine by our quality team. We look at functional running, production speeds and performance,” Mallaghan said.
“The machine then returns to production if snags need to be smoothed out. New test units undergo wet testing on-site [before being prepared for customer dispatch].”
Before ending the tour, Mallaghan highlighted the importance of Astec’s ongoing investments in the future.
“The nal parts of our recent investment have just been completed with an expansion of our entrance and completion of the surfacing of our external areas,” she said.
“After our 2023 and 2024 investments, we now have a large production footprint with signi cant capacity to increase our machine build run rates for multiple products in the future.” AB
1: Astec’s GT2000P mobile pugmill and FT4250 mobile HSI crusher in the factory yard in Omagh.
2: Telestack’s highly mobile and versatile TSR 40 radial telescopic stacker.
Image: Telestack
Image: Astec
Image: Astec
Anaconda with added market bite
Five years after being acquired by US quarrying and mining equipment giant McLanahan, Anaconda Equipment is going from strength to strength.
Martin Quinn’s passion for Anaconda Equipment (Anaconda) is evident as he talks about how McLanahan’s signi cant investment in the company he co-founded with Alistair Forsyth in 2008 is paying rich dividends.
“It enabled us to get into the crushing plant game, which we’d wanted to do for some time,” he said. “McLanahan gave us access to quality branded crushing chambers that have been on the Western market for over a century.
“We have also given them a lot of new things around our manufacturing processes. We are paperless, working with iPads, 3D models and advanced software.”
Anaconda design engineer manager Jonathan Scott is alongside Quinn on a tour of the company’s manufacturing headquarters in Ardboe, County Tyrone, Northern Ireland.
“One of our manufacturing processes that McLanahan was interested in was our welders’ use of [digital] tablets,” Scott said.
Quinn said Anaconda has come a long way since its rst paint shop, “which was like a chicken coup”.
“We have a whole new factory now,” he said. “The paint shop runs with a full dry-ondry powder-coating system. We were also the
rst manufacturer in the industry to use waterbased paint with zero [carbon] emissions. It’s good to be greener in how we do things.
“We also bene t from the extra factory space and more production capacity McLanhan’s investment has given us.”
McLanahan, a six-generation family business, began its partnership with Anaconda in 2017 to distribute and sell the latter’s line of mobile track equipment. As the relationship between the two companies progressed, it became clear that their values and business styles were closely aligned, leading to McLanahan’s successful acquisition in 2019.
Anaconda has spent the last 16 years developing its extensive mobile-tracked equipment. McLanahan’s durable and ef cient crushing, scalping, screening, recycling and conveying equipment is sold through a global dealer network. In those 16 years, Anaconda has sold over 1500 units in more than 50 countries across six continents. The business has also expanded operations to sell and distribute parts and equipment from the US.
Quinn was excited when discussing how much Anaconda production has increased since the major investment in the new Ardboe factory.
“We have gone from two to four complete
machines a week, so that’s double,” he said. “We have added the jaw and impact crushers – the J12 and I12. We’ve also developed a cone crusher, the C12.
“We launched it at this year’s Hillhead [quarrying, construction and recycling exhibition]. We have got one out being tested now.”
Quinn also pointed to a recently completed C12 plant in the factory’s yard.
“We recently sold two of them, one to our Australian dealer and another to a US customer,” he said. “We test all C12s for 500 hours, so we know they’re good to go when they leave here.”
The direct-drive-technology-inclusive C12 scores highly on accessibility and serviceability. It has ground access, quick set-up times, and timed pre-heat as standard.
“We are also developing a larger J14 jaw crusher and a bigger I14 impact crusher, with a full recirculation option. These will be aimed at mining customers,” Quinn said.
“There’s also a new heavy-duty scalper in development. A lot of new stuff. We’ve also brought in a new engineer to focus on dualpower machines.
“We use various engines in our plants – Caterpillar, Cummins, Deutz and JCB. We nd that different customers prefer certain engines, which we can accommodate.
Anaconda Equipment’s headquarters in Ardboe, Northern Ireland.
Images: Anaconda Equipment
“We use Smiley Monroe belting for all our mobile conveyors. They are good people and a great company to work with.”
Scott believes Anaconda’s ambitious plant research and development (R&D) programme bene ts from McLanahan’s ongoing investment in the Northern Irish manufacturer.
“When there’s a downturn in the market, you tend to R&D yourself out of it,” he said. “This will enable us to hit the ground running when the market returns.
“We’ve got a lot of experienced engineering talent – around 100 to 110 years of experience between us.”
McLanahan’s acquisition of Leicestershire, England-based CMB International (CMB) in 2022 added CMB’s RubbleCrusher brand to its stable. Its compact crushers can be mounted on wheels, tracks or skids and pulled behind a truck.
Founded to support the ‘zero waste’ approach to the construction and demolition recycling industry, RubbleCrusher equipment is ideal for small- and medium-sized crushing and recycling projects that help contribute to a circular economy.
Anaconda is manufacturing RubbleCrusher units in Ardboe.
“They are getting tight on production space, so we’re building around 12 here for delivery to UK customers before Christmas,” Quinn said. “Because of our facility and capacity, we can take a set of [RubbleCrusher] drawings and build a machine in two weeks.
“It’s very signi cant to be helping RubbleCrusher at present in terms of retaining jobs here. The mobile crushing and screening market is very slow just now. Wars, interest rates and national elections don’t help.
“I think the rst quarter of next year will see demand start to return. The washing plant business is a lot busier. I know McLanahan is very busy on that side of its business.”
Cultivating strong partnerships with exclusive dealers throughout the US has been instrumental in placing nearly 1000 Anaconda units in America over the past decade. Quinn said some of the manufacturer’s US dealers have already seen a market resurgence.
“We have signed a new dealer in Texas whose rst customer order was for eight
machines – a cone, a jaw, an impactor, four conveyors and an FTR [feeder] conveyor,” he said.
Along with its production capability, another major advantage Anaconda has in seeking to quickly leverage of any uptick in the global crushing and screening market is the wide plant size range it can now offer customers.
“Our screeners and scalpers range from 4.5 to 40 tonnes, and our crushers from 6.5 to 70 tonnes,” Scott said, adding that the mobile crushing and screening business is increasingly based on recycled aggregates and other sustainability considerations.
When discussing whether McLanahan plans to produce Anaconda machines in the US to reduce lead times for American customers, he said the company nds the cost of manufacturing locally to be “pretty competitive”.
“We can also maintain quality control by keeping things local,” he said.
Quinn, who didn’t take his GCSEs to take up his rst industry job at Dungannon-based Powerscreen in the 1980s, said Anaconda’s close links to local County Tyrone schools and colleges enable the company to identify
and recruit apprentice engineering talent.
“We do a Dragons’ Den event with a local primary school. It may spark something career-wise a few years later,” he said. “Young people are very computer-orientated, but a skilled welder can earn quite a lot of money in this industry.
“With all the health and safety we need to consider now, working in a factory like this is a clean job.”
Quinn himself has a long and varied career history with Powerscreen.
“I worked on the shop oor for a year, and then I was put in the drawing of ce for eight months. I hated it there and told them that, so I was sent to do plant servicing out of Warrington in Cheshire,” he said.
“I covered the whole of England from there for seven or eight months. I then returned to Northern Ireland before being sent to Greece and Turkey for a while. I then ew out to Denver, Colorado, for two years doing plant installation and maintenance. I covered all of the western side of the US, from Alaska right down to Arizona and across to Kansas, Missouri.”
Following his time in the US, Quinn returned to Northern Ireland to drive lorries for another couple of years before returning to Powerscreen.
“My uncle worked for them and urged me to rejoin the company. That was around 1995,” he said.
“He got me to work as a factory foreman for two or three years, and then I worked as a sub-contractor. There was nothing I didn’t build in that period. I was then made a manager at Powerscreen but didn’t enjoy that, so I left and started Anaconda [with Alistair Forsyth].”
McLanahan – Europe’s marketing and communications strategy lead Stuart McCrum is a recent addition to the Anaconda and McLanahan – Europe team.
Martin Quinn (right) with Aggregates Business editor Guy Woodford in front of an Anaconda C12R cone crusher.
An Anaconda I12 impact crusher at work.
“Stuart will be producing a series of ‘how to’ videos: How to start a machine, x certain things, and do various servicing and maintenance tasks,” Quinn said.
“These will be very useful for some of our dealers and customers.”
McCrum expanded on his role.
“From a digital perspective, the Anaconda website will be updated, including its dealer network section,” he said. “We want people to go onto the website and see a global map of where our dealers are and click through to them.
“There will be a renewed focus on the company’s social media and marketing as a whole.”
Anaconda also uses Epicor, an enterprise resource planning system (ERPS) that helps businesses plan production and manage inventory.
“We’ve been using it for over a year and are starting to see its bene ts in just-in-time production,” Quinn said. “Epicor is a good planning aid that tells us what stock to carry. We don’t have any more parts shortages. It’s been a game-changer.”
Are smart glasses, eye or headworn wearable computers, or any other advanced technologies used in Anaconda’s Ardboe operation?
“The software we are using can be used like that. I’ve had a demo, and smart glasses will have a place in this industry,” Quinn said.
“Our software creates a 3D representation of each plant model to help our shop oor team build it by illustrating what part goes where. We also have a health and safety app that the team can ll in [to highlight incidents or concerns].
“The experience of our people means that if they see something isn’t being done right during production, they will call it out there and then. The shop oor team also does ‘Tool Box Talks’ at the start of the shift where [manufacturing and assembly] issues are discussed.”
Anaconda Ardboe factory workers work from 8.00am to 5.00pm Monday to Thursday, and 8.00am to 2.00pm on Fridays.
“Welders can get a bit of overtime, but otherwise we have a single-shift, Monday-toFriday work pattern,” Quinn said.
“Everybody pushes hard and tries to do their best. There’s no such thing as, ‘No, I can’t do it’ or ‘That’s not my job’.”
When a RubbleCrusher screen is being welded, everything a welder needs for each machine they’re working on is in a kit placed in a storage bin.
“They don’t need to go looking for anything,” Quinn said.
“Each welder has two iPads: one with a 3D image of the machine they’re working on, with each section of the machine you touch giving you the part number; the other iPad has machine drawings, a parts list and a kit checklist.”
After highlighting the factory’s steelcutting and sheet-metal-folding machines, followed by the shot blasting area and paint shop, Quinn compared the ultra-modern site he works in today with Anaconda’s early production years.
“We did everything in this shed here,” he said, pointing at an old nearby structure.
“That produced two machines a week, with the paint shop – which I called the chicken coup – just behind it. Now the factory is future-proofed. We have so much space, we could install a second paint shop if needed.
“We have bene ted from McLanahan’s experience as a much older company. They see things further down the road than I can. They have been very good at letting us run this factory how we want. And in meetings with them, they always ask, ‘Do you want anything?’ or ‘Do you need anything?’. That is very reassuring.”
When stepping into the Anaconda factory yard, Quinn points to a number of machines that have already been sold, bound for places like Australia, Slovenia and the US.
“They are going to our dealers who sell them to quarries, mines and one-man-band operations,” he said. “Each machine you see here has been tested for ve hours to ensure no leaks or other issues before being dispatched to customers.
“I just saw on LinkedIn that a dealer had sold a DF410 scalping screen to a customer wanting it to process rubbish in a recycling yard. They had put the plant in as a demo, and the customer liked it and bought it.” AB
A drone’s eye view of Anaconda Equipment’s Ardboe HQ.
An RC150T compact portable crusher.
Coming to a European quarry near you
China’s biggest crushing and screening brand is keen to make its mark in Europe.
Mesda, China’s largest manufacturer of crushers and screeners, has begun European plant deliveries.
During a recent trip to Northern Ireland, Aggregates Business met three members of the company’s senior management team – managing director and vice president of international cooperation Bao Jian Wang; business development director Patrick O’Donnell; and president of technology development Xiaoju Song – to learn about Mesda’s exciting growth plans.
“In recent years, we have developed our international business after becoming the strongest brand in China, enjoying a high market share,” Bao said. “We concentrated rst on markets closest to China: Southeast Asia, the Middle East and East Asia.
“Right after the COVID-19 pandemic, we evaluated Mesda’s international strategy. We wanted to enter the European market, which requires a commitment to high quality, standards and advanced technology.”
Bao said Mesda’s longstanding focus on quality and signi cant ongoing investment in
research and development (5–6% of annual turnover) have made it the rst Chinese crusher and screener manufacturer whose machines comply with European off-highway equipment industry standards.
“We believe the products available to European customers will be competitive,” he said.
With its advanced manufacturing capabilities, Mesda, founded by Peter Huang, chairman of the company’s board and largest shareholder, can produce up to 2000 equipment units annually.
The company’s extensive range of fully electric, diesel–electric hybrid, and diesel–hydraulic-powered mobile jaw, cone and impact crushers, horizontal and inclined screeners, and scalpers includes the S5D two-deck diesel-powered scalper.
During the Aggregates Business visit, one of these machines was awaiting dispatch to a European customer from a Northern Irelandbased business partner’s site.
“Everyone is thinking about how to take care of the environment with lower engine emissions, which are very important
for heavy machinery,” Bao said. “Mesda machines for European customers are all Stage-V-emissions-compliant. We offer fully electric and diesel–electric plants and are working on a rechargeable battery solution.
“We want to solve customers’ problems with a more competitive offer and environmentally friendly solutions.”
Bao stressed the fuel cost savings from operating hybrid diesel–electric and fully electric-powered crushers and screeners. He also noted that some European countries’ environmental policies and regulations insist on using electric-powered off-highway equipment for civil infrastructure works, urban aggregate processing, and construction and demolition (C&D) waste recycling.
“We are coming to Europe with two main strategic considerations: to deliver machines and services through a distributors’ channel and to establish manufacturing cooperation with potential partners,” O’Donnell said.
O’Donnell said Mesda, which already has customers in more than 40 countries around the world, will use dealer-distributors in Europe.
Mesda crushers and screeners in operation on a quarry site.
“This model is already advanced in certain countries, and we will appoint more dealers in the coming months and years,” he said. “Some long-established dealers are interested in our machines and want to discuss taking them on. They like the dual-power options that we offer with every one of our models.”
O’Donnell and Bao both emphasised that the company can provide custom solutions and that listening to customers and quickly reacting to a changing market are “key values within Mesda”.
“Mesda has been working for years on bespoke machines for speci c customer projects and applications,” O’Donnell said.
Mesda is also establishing plant servicing and replacement parts hubs in Europe.
“They will be a key element in supporting our European dealer network. We are looking at here [Northern Ireland] and Germany for those,” O’Donnell said.
Speaking of Germany, will Mesda be on hand when bauma Munich, the world’s biggest construction, quarrying, mining and recycling machinery exhibition, is being staged again from 7–13 April next year?
“We will be there with some new products,” O’Donnell said.
“This will be the third time Mesda has participated at bauma,” Bao said. “We are looking to recruit more high-level industry professionals as well as broaden our work with partners.”
A Kleemann plant train comprising a mobile jaw crusher and a scalper is processing material to rehabilitate the infrastructure at an Indonesian lignite mine.
The particular challenges in extracting the material are its scattered locations on the mining site and the frequent need for blasting. Given these issues, the ability to easily and exibly relocate the machines was said to be a very important criterion for the mine operator.
The MOBICAT MC 120 PRO is used as a primary crusher, while the downstream MOBISCREEN MSS 802 EVO mobile scalper screens the crushed material.
The rst results show that the mobile plants from Kleemann enable trouble-free processing of the andesite rock. It was also clearly demonstrated that the machines had no problems with the special demands of processing this volcanic rock.
Both machines feature technology
L–R: Mesda managing director and vice president of international cooperation Bao Jian Wang, Mesda business development director Patrick O'Donnell, and Mesda vice president of technology development Song Xiaoju.
that allows operation from an external electric power supply – a future-proof and sustainable option. The infrastructure for this will be realised soon, but until then the operator bene ts from the low fuel consumption of the two machines.
“The option for electrically operating the machines takes a big step toward achieving our sustainability goals. Nevertheless, the fuel consumption is very low when we run the machines on diesel,” mine operator PT Bukit Asam Tbk sales engineer Aditya Maulana Bainal said.
Many of the jaw crusher’s features positively contribute to an ef cient work ow. The hopper extension, for example, makes it possible to take on larger quantities of material and increases the hopper capacity from 10 to 13 cubic metres. The hopper walls can also be folded out by remote control from the ground.
The feed material is screened effectively by the independently vibrating double-deck prescreen, which removes nes via the side discharge conveyor before they reach the crushing chamber. The conveyor unit is also hydraulically foldable and can remain on the machine during transportation.
The rock chisel, a further equipment option for the jaw crusher, can break up larger boulders in the feed material at the machine before it is passed to the crusher. This allows easy removal of blockages caused by material bridging during the passage of material from the prescreen to the crusher. The fact the rock chisel can remain on the machine during transportation is an additional advantage.
Another decisive factor alongside the performance and equipment options that ensure an ef cient and effective production process is the outstanding on-site service.
A Kleemann service technician spent two weeks at the site setting up the machines and instructing the local personnel in their use in readiness for the start of production. This involved a series of theoretical training sessions, practical application training and trial runs. AB
The MOBICAT MC 120 PRO and MOBISCREEN MSS 802 EVO from Kleemann processing andesite rock in Indonesia.
Kleemann rises to an Indonesianchallenge
Image:
Kleeman
Mines and quarries are starting to focus more on energy confinement in blasts.
The value of energy containment
The importance of energy containment in achieving positive blast outcomes cannot be overstated.
In blasting, according to ERG Industrial managing director Eugene Preis, energy follows the path of least resistance, which in most cases is right up and out of the blasthole. Good stemming therefore creates more resistance at the top of the blast hole and directs the energy to where it is needed – the rock mass.
ERG Industrial, a specialist in blast optimisation for quarries and mines, has observed a growing understanding of the value of energy con nement in blasting, with many in the industry realising that stemming should not be an afterthought.
Insuf cient, inconsistent or inef cient stemming allows the blast energy to vent prematurely at the collar, reducing the energy applied to breaking and moving the rock mass. Stemming ejection is a common cause of lost energy in the blast, especially when drill cuttings are used. Lost energy in blasts manifests itself as air overpressure, ground vibration and sub-par fragmentation.
“We do see a trend where mines and quarries are focusing more on energy con nement in blasts,” Preis said.
“Many more operations are now paying attention to the quality of their stemming and realise that it is not just a matter of throwing any material in the hole to resist the force.”
Good stemming creates better resistance in the blast hole, leading to a range of
bene ts. The knock-on effect of better energy containment is signi cant.
On the health and safety side, there is a marked reduction in yrock, noise and airblast. From a productivity point of view, there is an improvement in fragmentation.
Different types of stemming materials are used in blasting, including crushed aggregate, drill chippings and clay. The fact quarries produce aggregate means they have traditionally used crushed aggregate as stemming material.
For most mines, however, it is not economically feasible and/or accessible to use crushed aggregate, so operations tend to use drill chippings or cuttings.
According to Preis, operations that use the right-sized aggregate for stemming are leaders of the pack.
“Crushed aggregate has great interlocking properties because of the sizing of the stone,” he said. “If you apply pressure to a column of aggregate, you get good interlocking and that, in turn, creates a counter force against the pressure being exerted by the force of the blast.”
But the downside of using aggregate alone is the fact the particle size means there is room for contamination of the upper part of the explosives. The weight and size of the aggregate can sink into a portion of the explosives, which reduces the effectiveness
of the ‘bang’. In most cases, this results in additional oversize in the upper layer of the block or the capping layer.
“Additionally, because there are so many spaces and voids between the rock particles, there is no effective containment of explosive gases and shockwave,” Preis said. “However, despite this and the issue of contamination, aggregate still does the job better than most other stemming materials.”
The loss of explosive energy through stemming ejection typically reduces the blast’s performance.
The core principle behind stemming plugs such as the Varistem, which is supplied globally by ERG Industrial, is to improve the effectiveness of stemming material in the blasthole. As a result, this improvement helps to better contain the explosive energy within the rock mass and thus yield a more controlled and ef cient blast.
“A stemming plug is not a standalone solution; it works in conjunction with stemming material, whether aggregate or drill chippings, to help contain energy more effectively,” Preis said.
“As soon as the initial blast force is exerted onto the stemming plug, it engages with stemming material and compacts it, forcing itself into any voids between the stemming material and the sides of the hole.
Images: ERG Industrial
“As a result, there is better retention of the shockwave gases within the rock mass because the combination of the stemming plug and stemming material have formed a temporary pressure seal.”
Commenting on some of the key bene ts of stemming plugs, Preis said there are several follow-up effects to better energy containment. One of the biggest challenges for quarries is their proximity to communities and existing infrastructure. In line with the requirements of South Africa’s Regulation 4.16(2) of the Mining Health and Safety Act’s Explosives Regulations of 2018, quarries need to acquire a licence to blast within 500m of structures.
“Because quarries are by their nature close to communities and existing infrastructure, they need to nd ways to control yrock and keep their noise and airblast down,” Preis said. “Using stemming plugs reduces the likelihood of stemming ejection and yrock. As a result, most of our clients in the quarrying space use our Varistem stemming plugs for that reason. “
On the productivity side of things, stemming plugs’ better energy-containment properties help to improve fragmentation and reduce oversized material in blasts. Preis said the bene ts of good fragmentation are well documented.
“Firstly, good fragmentation eliminates the need for costly secondary blasting or mechanical breaking of oversize material,” he said. “Secondly, there is a positive impact on downstream processes such as load and haul. Crusher throughput also increases due to improved overall particle-size distribution.”
A key trend in the quarrying sector, according to Preis, is the fact there is almost always a trade-off between productivity and health and safety and, in most cases,
the latter wins. Quarries are cautious when it comes to stemming heights in their blast designs, which means they design their blasts to produce no yrock, but this results in oversize in the top stemming layer.
“By incorporating a stemming plug such as Varistem in their blast designs, quarries can reduce their stemming heights, for example, by leaving an air deck,” Preis said.
“By using this solution, they can keep yrock down, while at the same time deal with the oversize problem. The system therefore offers great value on both fronts –productivity and health and safety.”
With mines and quarries fast realising the massive benefits o ered by stemming plugs, the rate of adoption has increased significantly in the past few years.
With mines and quarries fast realising the massive bene ts offered by stemming plugs, Preis said that the rate of adoption has increased signi cantly in the past few years. Central to the growing uptake is ERG Industrial’s ability to prove the capabilities of the technology through scienti c evidence.
“Initially, 99% of our engagements with potential clients were not successful. We quickly realised that there was a misconception about stemming devices, stemming in general, and its value in the blasting process,” he said.
“We started doing in eld tests to demonstrate the capabilities of the product and to build collateral. The science behind the product made sense, but the tests were meant to prove to the customer what could be achieved in their unique operating environments.”
Based on the current shift in attitude towards stemming plugs, Preis foresees a rapid increase in adoption in future.
“We have had more mining and quarrying companies coming on board in the past year than we had in the previous four years,” he said.
Preis believes there is a better understanding that drill and blast, as the very rst process in the quarrying and mining value chain, has a signi cant bearing on the performance of all other downstream processes. By making a small change in outcomes at the beginning of the value chain, operations can see exponential gains downstream.
“From a macro perspective, if all mining and quarrying operations were able to improve their blast outcomes by 5%, for instance, there would be an incredible knock-on effect on their bottom line, and effectively on the industry’s contribution to the economy at large,” Preis said. AB
ERG Industrial managing director Eugene Preis, a specialist in blast optimisation for quarries and mines.
V.E.R.A is a central and eye-catching feature of Cummins’ new 738m² powertrain test facility in Darlington.
Empowering response to a testing market
Cummins o cially opened its new, fuel-agnostic powertrain test facility in northeast England in July 2024.
It was a great pleasure to meet V.E.R.A. After all, it’s not every day you get the chance to get up close to a virtual engineer robotic assistant, but that is exactly what happened when Aggregates Business was recently introduced to V.E.R.A.
V.E.R.A is a central – and very eye-catching – feature of Cummins’ new 738m² powertrain test facility at its 1800-plus employee state-of-the-art Darlington campus in north-east England.
An expansion of its European Technical Operations (ETO) function, the new facility puts the US on- and off-highway power solutions giant at the forefront of ultra-low and zero-emissions power technologies at a time when the industry is focusing on reducing greenhouse gas contributions and improving air quality.
More than £13 million (US$16.65m) has been invested in the two-storey site that will signi cantly increase Cummins’ testing capacity, focusing on a wider range of vehicles and machinery powered by hydrogen, renewable natural gas, advanced diesel, or battery-electric. It is also the latest standout element of Cummins’ ‘Destination Zero’ strategy, supporting the company’s and its customers’ energy transition goals.
During a presentation before the powertrain test facility tour, Cummins director of laboratory operations within ETO, Tom Partridge, explained that Cummins
engineers are expanding their capabilities using highly advanced dynamometers to test chassis-installed powertrains.
Previously focused predominantly on engine testing, they can now develop full drivelines for on-road use, from compact SUV (sport utility vehicle) size to 44-tonne trucks and double-decker buses, plus off-road use in construction and agricultural machines. These can be two- or four-wheel drive.
The new powertrain test facility and wider engineering focus also support compliance with regulatory standards, including those linked to CO2 heavy-duty vehicle emissions and the upcoming Euro 7, which lays down emission limits for road vehicles and battery durability. Indeed, Partridge noted that 80–90% of powertrain test facility work in its rst two years will involve on-highway trucks due to the need for them to meet Euro 7 rules, which come into force on 1 July 2025. A second powertrain testing chamber within the facility will be used as on- and off-highway customer demand increases in the coming years.
“This is the only facility of its kind that Cummins has globally. We expect to pull in work from all over the world,” Partridge said. “For example, I expect we’ll have 15 to 25 on-highway trucks in a year, each being here for an average of two to three weeks.
“I think it’s also the only facility of its type in Europe, and OEMs [original equipment manufacturers] will likely come and use it
for some of their internal powertrain testing, including some testing of non-Cummins powertrains. In those instances, we have set up the facility so any data relating to those tests will travel via a secure network only the customer can access.”
Partridge also discussed the rationale behind the new Darlington powertrain test facility.
“In 2018, I was asked to look at what it would take to get us where we needed to be beyond Euro 6 [on-highway engine emission regulations] to meet Euro 7, and then assess what was coming at us. Were our existing [Darlington] facilities good enough, or did we need to do something different?” he said
“I spent a lot of time researching this and what became clear was the need to move to vehicle-level rather than just engine-level understanding and development.
“A big part of Euro 7 concerns vehiclelevel CO2 emissions and VECTOs [vehicle energy consumption calculation tools]. When you look at what Cummins can do, we can do engines, transmissions and axles. We are not yet doing tyres, and we are not doing aero [dynamics]. Those two parts are down to [vehicle] OEMs.
“My research and others supporting me found that we needed vehicle-level fuel consumption [testing capability] to have high con dence in our actions. We also needed fuel-agnostic [engine testing capability], an understanding of a much
Images:
Cummins
wider range of duty cycles and, with Euro 7, a deep understanding of how to analyse a lot lower pollutants.
“A whole part of my team is now dedicated to MUAs [measurement uncertainty analysis] to see how accurate we are in measuring low [pollutant] values, be it fuel economy or emissions. It’s a massive part of what we didn’t have to do before.”
Partridge stressed that the new Darlington powertrain test facility had undergone a full computational uid dynamics (CFD) assessment. CFD uses computers to predict liquid and gas ows based on the governing equations of conservation of mass, momentum and energy.
“One of the most important things in making a fuel-agnostic powertrain test facility is the need to be safe in hydrogen mode,” he said. “Over 20 computers took ve to six weeks to do the full CFD. It included analysing what would happen if we had a credible hydrogen leak on a vehicle and an ignition source.
“The CFD told us we needed to protect the people in the control room and our assets at the back of the facility. As a result, the facility’s concrete walls have the highest level of blast protection, including tethered blastrelief panels.
“In the worst-case hydrogen-leak scenario, the walls would move but not crack and carry on supporting everything. This was a big part of the blood, sweat and tears Emma [Laidler, Cummins ETO powertrain operations manager] as project leader and I experienced during the build. It drove up costs, as did the COVID-19 pandemic, which increased the cost of building materials and made concrete harder to source.
“To get the facility built in two years is pretty good given its size and complexity.”
Partridge highlighted that besides supporting the development of cleaner power solutions, the Darlington powertrain test facility also provides local environmental bene ts as part of its daily operation.
The advanced dynamometers feature
energy recovery systems to generate £10,000 worth of free electricity a month that can be used across the Cummins site and reduce the impact on the local grid. Additionally, water consumption is reduced by harvesting rainwater, using a similar system already in place in the engine plant.
Cummins’ Darlington campus also has a pilot centre for customer equipment repower. The pilot centre and powertrain test facility operate as the company’s ETO division.
The Darlington engine plant assembles Cummins’ 3.8–9-litre diesel and natural gas-powered engines, 72,325 of which were assembled and shipped in 2023 alone. For context, Cummins’ global off-highway business sold 200,000 engines last year. The specialist marine (engine) up- t centre is another notable feature of the plant.
Darlington is also home to Cummins’ Emissions Solutions division, where automotive and industrial after-treatment production, development and testing occur. A total of 41,785 after-treatment solutions were shipped from the site last year. Furthermore, the Darlington campus houses Cummins Business Services, which includes shared services for HR, nance, IT and other resources.
Partridge highlighted that further earmarked investment in the Darlington site includes a $30 million Long Block (engine assembly) line, upgrades to the Short Block (engine assembly) line, and the transfer of the company’s Euro 6 Module line to Darlington.
In an earlier presentation, Cummins head of global off-highway business Marina Savelli outlined the company’s global footprint. Cummins, whose product portfolio includes 2–15-litre on- and off-highway diesel or alternative power engines, has 75,000 employees and trades in 190 countries and territories.
The 105-year-old business has 19,000 certi ed dealer locations, with its off-highway OEM customers including Komatsu, Hyundai, LiuGong, Hitachi Construction Machinery, Volvo, Liebherr and Doosan.
Cummins’ 2023 revenue stood at US$34.1 billion (£26.6b) – with 80% relating to on-highway and 20% to off-highway business. Its EBITDA (earnings before interest, taxes, depreciation, and amortisation) in 2023 was 15.4%, and last year saw US$1.4 billion (£1.09b) invested in research and development.
The company also launched Accelera by Cummins, a signi cant step forward in its efforts to achieve its ‘Destination Zero’ strategy. It focuses on evolving Cummins technologies to reach zero emissions across its product portfolio. The Accelera by Cummins launch followed the previous year’s acquisition of Meritor, a major global supplier of drivetrain, mobility, braking, after-market and electric powertrain solutions for commercial and industrial vehicle markets.
In 2023, 72,325 engines were assembled and shipped from Cummins’ Darlington engine plant.
L–R: Cummins ETO powertrain operations manager Emma Laidler and Cummins director of laboratory operations within ETO Tom Partridge.
• Put the customer rst and provide real value
Under its ‘Planet 2050’ environmental sustainability strategy, Cummins aims to reduce Scope 3 absolute lifetime greenhouse gas (GHG) emissions from its newly sold products by 25%. It is also targeting a 55-million-tonne cut in Scope 3 GHG emissions from its products in the eld, a 50% reduction in absolute GHG emissions from Cummins’ facilities and operations, and a 50% drop in volatile organic compound emissions from plant and coating operations.
Cummins is devising a circular lifecycle plan for every (engine) part to ‘use less, use better and use again’.
The company wants to generate 25% less waste in facilities and operations as a percentage of revenue. It intends to reuse or responsibly recycle 100% of packaging plastics while eliminating singleuse plastics in dining facilities, employee amenities and events. Cummins aims to cut absolute water consumption in its facilities and operations by 30%.
Darlington engine plant operations manager Patrick McGonigal told Aggregates Business that, in 2023, 72,325 engines were assembled at the plant and shipped – with a daily target of 280 fully assembled units (including testing). Equipped with the latest robotic and other technology to assist employees, the engine plant runs three shifts Monday to Friday: 6.00am to 2.00pm, 2.00pm to 10.00pm and 10.00pm to 6.00am. Plant maintenance shifts are often also available as overtime on Saturdays.
McGonigal stressed Cummins’ emphasis on plant employee health, safety and welfare.
Popular company-organised social events involving plant employees and their families are held several times a year. At a day-to-day level, large whiteboards are prominently placed around the plant to encourage employee feedback, including suggestions to improve each stage of the engine assembly process.
Among several large and colourful company message boards near the entrance to the plant is one detailing ten elements of ‘Operational excellence’:
• Synchronise ows (material, physical and information)
• Design quality in every step of the process
• Involve people and promote teamwork
• Ensure equipment and tools are available and capable
• Create functional excellence
• Establish the right environment
• Treat preferred suppliers as partners
• Follow common problem-solving techniques
• Use Six Sigma as the primary improvement method
Another standout feature of the facility is its dedicated training and education area, where younger employees can hone the skills required for engine assembly under the guidance of experienced plant technicians.
Speaking in a Q&A before the tour of the Darlington engine plant, Cummins director of off-highway sales Ali Baynes outlined that 80% of the company’s off-highway sales are related to construction customers, 10% to agriculture, and 10% to defence and underground mining.
“The construction market is experiencing quite a decline in Europe, by 20% or more. Although we predicted that to some extent, it’s quite a challenge for us,” she said.
“In other parts of the world, though, we are seeing market stability or some levels of growth. China is holding up quite well and North America is slightly more progressive than expected in that region.
“Overall, the global market is attish. There are a lot of changes in [national] governments this year. We are keeping a close eye on major infrastructure projects kick-starting again.
“When you consider the longer term and at what point the construction [machine] market starts to transition away from diesel, we have a pretty good idea that that is a long time away. In the meantime, Cummins is investing signi cantly, initially in on-highway platforms. This allows us to see how this investment impacts at scale and how these platforms can be adjusted and adapted for construction and other off-highway markets.”
Baynes said Cummins has also brought forward some of its product development, including the Intermat 2024 Paris launch of its Next Gen X15 Performance Series. The platform offers 10% better fuel economy than its predecessor, improved GHG ef ciency, and longer service intervals.
Cummins’ construction business is also being more targeted in its approach to growing market share.
“In the construction [machine] market, we have traditionally seen growth solely linked to changes in engine emissions regulations,” Baynes said. “We are now focused on understanding where we will take market share from our competitors over the next four years. We have a good story about our investment and some of our other capabilities. I think we can help a lot of large and critically important off-highway OEMs be successful more quickly.
“We also see a lot of interest from off-highway machine customers in what we’re doing on hydrogen internal combustion engines [for on-highway truck customers]. A lot want to just test out the technology, even if it’s still up to 10 years from coming onto the [off-highway machine] market.” AB
Cummins’ H2-ICE powered truck shows how medium-duty trucks are tested.
Cummins’ new powertrain test facility is equipped with the latest testing technology.
Top performance.
MOBIREX MR 130 PRO
Performance, precision and sustainability. The MOBIREX MR 130 PRO mobile impact crusher excels with outstanding performance in a diverse range of applications. With its double-deck post screening unit, the plant ensures top product quality with up to two graded end-products, while achieving impressive throughput rates of up to 600 t/h in natural stone and recycling. The all-electric E-DRIVE is not only efficient, it can also be operated with zero local emissions. Operation is intuitive thanks to SPECTIVE components. The MOBIREX MR 130 PRO –the sustainable powerhouse.
www.wirtgen-group.com/mr-130i-pro-kleemann
MR 130 PRO
An ultra-bright wet processing future
The global aggregates industry’s demand for wet processing technology is buoyant, as many leading players continue implementing their ambitious growth plans.
McLanahan executive vice president of sales and business development Cory Jenson was very upbeat when he spoke to Aggregates Business in late November after returning from a visit to Diefenbach’s production facility in Italy.
Acquired by McLanahan last year, Diefenbach is among the industry leaders in liquid–solid separation, specialising in lter presses and thickeners for customers worldwide. As part of its ongoing investment in the brand, McLanahan is looking at an additional site to increase Diefenbach’s production footprint.
Another key Diefenbach development is a new lter press plate cloth change-out solution that Jenson said will reduce plate
cloth replacement from 10–15 minutes to just two.
In addition to signi cant time-saving bene ts and increased uptime, lter press operators do not need to use heavy lifting equipment and climb on top of the machine to reach down to the lter press plates to make plate cloth change-outs. All plate cloth change-outs can be done standing on a side-on lter press platform.
This patent-pending feature will be available on all McLanahan and Diefenbach Overhead Beam lter presses.
“We hope to have something on this on display at bauma 2025 in Munich [7–13 April],” Jenson said. “It solves a big tailings problem for many companies across the aggregate, sand and mining industries. It
should also signi cantly help with gold and mineral concentrate lters.
“Around bauma, people should be able to order Diefenbach or McLanahan lter presses with this solution. While lter presses that include the rapid [plate cloth] changeout solution will cost a little bit more, the customer will gain signi cant time savings and health and safety bene ts.”
Depending on the type of material, Jenson explained that the typical 220-plate lter press requires roughly 4.5– 5 plate cloth change-outs a week, averaged over 2000 hours.
“When you consider that these machines are working 48 to 50 weeks a year, that’s a lot of saved time,” he said. “You can quickly pull the cloth off and inspect the plate at eye level in a couple of minutes. We think it’s going to be a very popular option.”
McLanahan acquired the Leicestershire, England-based CMB International (CMB) in 2022. Along with its very popular RubbleCrusher-branded compact crushers
The McLanahan plant installation for Goonvean Aggregates in Cornwall, south-west England.
that can be mounted on wheels, tracks or a skid and pulled behind a truck, CMB is renowned for its wide range of screening products, including inclined, horizontal, dewatering, coal, asphalt, four-bearing and grizzly screens.
Now rebranded as McLanahan products, Jenson said the heavy-duty screens are big sellers as part of a McLanahan wash plant and crushing set-ups or as individual screener solutions.
“We can make a screen to t any customer site footprint,” Jenson said. “Some of our competitors won’t make a customsized screen.
“The way we’ve developed our screens since acquiring CMB means we can easily adjust their size. We have some screen options without any bearings that you must lubricate daily.
“One major UK company wants this as standard on all our screens installed in its asphalt plants. This means they don’t have to go up and down the hot asphalt towers daily to lubricate screens. If they need to change out the [screen] vibratory mechanism, they don’t have to repack bearings on the screen up in the tower. They can unbolt components and put on new ones, and we can work on repacking bearings in a clean workshop environment.
“This is important from the maintenance perspective, as well as the often lack of skilled labour availability.”
Jenson commented on the wider McLanahan group’s current trading health.
“We’re extremely busy. Next year, with our order backlog, it will be even busier than this year,” he said. “We’ve hired many people and are looking to hire many more in 2025.
“Some of our biggest growth is in the washing space, and the UK and mainland Europe are key developing markets for us. We have our Northern Ireland-based production facilities for McLanahan on the washing plant side and Anaconda’s for crushing and screening plants.
“We also produce some Eagle Iron Works’ washing equipment in Northern Ireland. We have some Eagle Iron Works’ washing equipment, including very nice sand classifying tanks, at a big new tunnel project connecting Italy and other parts of Europe.
“The sand classifying tanks are helping to produce very high-spec products. We already sell many of our sand classifying tanks in North America. They use sophisticated programmes to blend sand from highly variable feeds to produce spec products.
“We think the sand classifying tanks can do well in Europe, as we don’t have any competitors making them.”
Jenson said McLanahan is keen to hold further customer open days in the UK and mainland Europe after the success of an October 2024 event at customer Goonvean Aggregates’ Melbur Quarry in St Austell, Cornwall, south-west England.
McLanahan held short education sessions to provide more than 60 attendees with key learning opportunities around construction and demolition (C&D), recycling and tailings, and water management.
Goonvean Aggregates partnered with McLanahan to design a wash plant with water recycling capabilities that could integrate with its existing crushing plant or be fed independently. McLanahan supplied an UltraWASH Modular Wash Plant,
of sales and business development Cory Jenson; McLanahan business line director David Hunter.
UltraSAND Plant, and 10m EcoCycle HighRate Thickener.
“The feedback from the Goonvean Aggregates open day has been phenomenal. Attendees climbed all over the wash plant and said how robust it was and that they could see the difference in quality,” Jenson said. “It’s been installed for a couple of years, and a guy at the open day told me that he’d been running wash plants for 30 years and had never seen a wash plant in such a good state after that amount of production time. He was very impressed.”
McLanahan will make further strategic acquisitions in Europe in the next couple of years, following successful moves for Anaconda, Diefenbach and CMB.
“We have other deals in active discussion. There will be news next year, possibly before or at bauma 2025,”Jenson said.
Processing experts
CDE, a major wet processing plant manufacturer, has supplied a 250-tonneper-hour set-up for the Swedish rm
CDE and Swerock have enjoyed a very successful business relationship since 2005.
L–R: Diefenbach director of engineering Giorgio Piantoni; Diefenbach chemical engineer Leonardo Vimercati; McLanahan executive VP
Dewatered filter cake from aggregate tailings using a McLanahan filter press
Swerock. The solution is recovering sand and aggregates from quarry overburden for Swerock’s concrete business.
Part of the Peab group, Swerock is one of Sweden’s largest suppliers of materials and services to the construction industry. The company provides services across the Nordic region, including supplying concrete, gravel and rock materials, transport and construction machinery, and environmental services such as recycling, soil remediation and water treatment.
CDE and Swerock have a long-standing relationship, with CDE installing Swerock’s rst project at its Blentarp site in 2005.
“Having worked with CDE for many years, we knew they could deliver a plant to meet our speci c requirements,” Swerock operations manager Christian Lindgren said.
“As this plant represents a signi cant investment, and as one of the rst to supply this type of material for concrete production in Sweden, we wanted to make sure it is capable of meeting our needs.
“With our historical relationship, we have a lot of con dence in CDE’s process and technology and we’ve been glad to partner with the team again.”
One of the greatest concerns Swerock wished to address was the amount of quarry waste the rm was producing.
Quarry waste can be a challenge for operators across Scandinavia and wider Europe, potentially leading to surplus stockpiles that can block access to reserves, take up valuable space, and be costly to store or dump.
Swerock sought to overcome this challenge by consulting wet processing experts CDE to design and install a plant that could process large amounts of overburden, also known as moraine, a by-product of quarry operations. This would reduce costs, stockpile storage, and produce material that could be repurposed into the industry to help reduce waste and maximise resources.
Given Sweden’s material shortage, the ability to recycle is particularly important, so the new investment contributes to Swerock’s sustainability and self-reliance goals.
Investing in technology to respond to this speci c problem solidi es Swerock’s commitment to producing in-spec concrete in-house in its concrete division. It also allows the rm to better adapt production to customers’ needs.
This new pioneering plant at Swerock’s site in Blentarp processes feed material at a rate of 250 tonnes per hour to reduce the organics’ content in the output.
It comprises CDE’s R4500 primary feeding and scalping screening system, the M4500 modular wash plant to pre-screen the material with two integrated counter ow classi cation units (CFCU) density and sizing classi cation systems, the AggMax scrubbing and classi cation system, the EvoWash sand wash system, AquaCycle thickener, and the organics static screen.
Swerock requires a very speci c sand output, 0–2mm, with tight speci cations, which leaves little room for error. This is an important component in concrete production and replaces natural gravel. The feed material’s variable particle size distribution (PSD) was a major challenge in ensuring an in-spec 0–2mm fraction output.
This solution has two CFCU density and sizing classi cation systems to increase the separation surface area and increase organics removal. All of the ne sand removed in the CFCUs is captured and dewatered as a ne sand product through the additional EvoWash and stockpiled.
To provide the best opportunity to achieve the required gradation, the CFCUs are used directly after the cyclones. The cyclones perform the primary removal of the -63μm, with the over ow from the cyclone going to the AquaCycle. The cyclone under ow passes directly into the CFCUs, where a variable rising current of water and a uidised sand bed impact the amount of ne sand removed, generally up to 0.25mm.
CDE introduced the ability to remove some 0.25mm material after the CFCU, which can either be discharged away from the 0–2mm washed sand or proportionally reintroduced to it to nurture the 0–2mm grading according to the requirement.
The CFCU will continue to smooth out the variability of the incoming material to ensure much more consistent output sand while removing the lightweight organic material.
The use of a unique corrective solution eliminated any concerns around removing too much sand at the bottom end of the sand curve. This gave more control over the gradation of the nal sand product and allowed for adjustment to ensure the required speci cation was met while providing exibility to produce other speci cations if desired.
CDE incorporated an AggMax to address the concerns about lignite and organics throughout the feed material. The AggMax has an integrated trash screen that effectively removes organics and other lightweight contaminants, ensuring production of the highest-quality nal aggregates.
The static screen on the recycled water circuit also suits the overburden feed material because it catches many of the lightweight, oatable materials that the cyclones carry to the AquaCycle. These materials can saturate and become suspended in the water, leading to blocked spray nozzles, but the static screen reduces the potential for this situation.
The plant allows Swerock to produce seven products: the 0–2mm used in concrete production; two additional sand fractions in 0–0.25mm and 2–4mm; and four aggregate fractions in 4–16mm, 16–32mm, 32–100mm and +100mm used for a variety of construction and infrastructure projects.
Lindgren said the new plant is allowing Swerock to produce a highly speci c, quality sand contributing to self-suf ciency.
“We are really focused on becoming more sustainable and reducing our carbon footprint, and it’s technology like this that is driving us towards our goals,” he said.
“This plant is allowing us to enhance other business divisions internally, so we can focus on our commitment to become more sustainable and offer more durable products of consistent quality to our customers whilst also allowing us to reduce the amount of quarry waste that we’re stockpiling and re ne products from surplus material.
“This is an exciting part of our journey, and we look forward to our continued partnership with CDE.”
CDE head of business development for Europe Eunan Kelly said these plants are the future.
CDE head of business development for Europe Eunan Kelly.
Image:
The Terex Washing Systems’ comprehensive plant set-up for Ghelma.
In collaboration with Avesco, Terex Washing Systems is providing Ghelma with a solution that turns previously waste material into high-value products.
“It’s been a pleasure to work once again with Swerock. Over the years, we’ve nurtured and developed a fruitful relationship and we’re delighted that they chose to partner with us on this pioneering project,” he said.
“The remit was a challenging one that both Swerock and CDE worked long and hard on together. It is always satisfying to see the sand fall off the end of the belt on complex projects like this one.
“Through our long-standing relationship with Swerock, we have continued to act upon the learnings and feedback from previous projects to ensure we were always one step closer to the perfect solution.
“The longitude and evolution of our work with Swerock is a real-life embodiment of our ethos of putting our customers rst. We’re committed to creating a sustainable future for all, and designing and installing a plant like this cements our dedication to building our best world, a tonne at a time.”
A process solution
Ghelma, a leading Swiss construction company, needed a solution to process excavation material, sand and gravel, much of which was previously considered waste.
To address this challenge, Terex Washing Systems, in close partnership with Avesco, delivered a bespoke washing solution tailored to Ghelma’s needs.
Avesco is the of cial distributor for Terex in the Swiss market. The family business, which has been around for more than 150 years, focuses on supplying capital construction equipment to customers in Switzerland, the Baltic States (Estonia, Latvia, Lithuania), Finland, Austria and Slovenia.
The companies have collaborated on various tailored solutions for customers, including for Albin Borer, a Swiss company focused on construction, infrastructure and material treatment. Their collaboration saw them design and commission an end-toend excavation wash recycling system, which helped turn Albin Borer’s waste into a saleable product.
The Terex and Avesco partnership has helped deliver Ghelma a modern system
designed to maximise the recovery of highvalue materials and integrate state-of-the-art washing and recycling technology.
The design included an H9 Feeder, PS60 Logwasher, FM60C two-grade double wash sand plant, 12x5 two-deck pre-screen, 6x2 trash screen, and 8x4 three-deck full rinser post-screen. Also included were an FM60C two-grade double-wash sand plant, a dewatering system, TC4026 stockpile conveyors, a freshwater pump and a settling pond.
The PS60 Logwasher enables robust scrubbing and removal of tough clays and contaminants suited to Ghelma’s natural sand application. It was key to scrubbing the heavily contaminated material, ensuring a clean material output.
The 12x5 two-deck pre-screen ef ciently pre-screens material to remove undersized material and improve yield. The 6x2 trash screen helps separate unwanted material, including organics and debris, further enhancing material quality. The 8x4 threedeck full rinser post-screen can be used to rinse and classify materials into nal products for the Ghelma operation.
The FM60C two-grade double-wash sand plant is capable of precise sand classi cation and washing, which helps Ghelma produce a range of high-quality sand materials. The freshwater pump helps ensure water circulation while processing occurs, while the settling pond enhances the site’s water treatment and recycling, supporting its water management.
In collaboration with Avesco, Terex Washing Systems is providing a solution that turns what was previously waste material into high-value products. By processing excavation material and natural sand and gravel, the plant produces a range of materials for the construction material market.
Ghelma produces various products, including +32mm oversize, 16–32mm aggregate, 8–16mm aggregate, 4–8mm aggregate, 1–4mm sand, 0–1mm ne sand, and trash, mainly organics.
The collaboration throughout the project ensured that Ghelma could maximise
material recovery while reducing operational costs associated with waste disposal. The plant’s ability to process and re ne what were previously considered unusable materials into high-quality products is cost-effective and supports Ghelma’s commitment to sustainability and the circular economy.
Terex Washing Systems worked closely with Ghelma and Avesco throughout the project, maintaining strong communication and collaboration at every stage. From the initial consultation to the plant’s installation and commissioning, Terex Washing Systems’ teams ensured the solution was customised to t Ghelma’s exact needs, providing ongoing support to ensure the plant’s performance exceeded expectations.
The advanced washing solution delivers high-quality materials and promotes a circular economy by recovering and recycling resources. Ghelma can convert waste into valuable construction materials, minimising the need for virgin resources.
The project has delivered Ghelma multiple bene ts, including waste reduction, resource ef ciency, water conservation, cost savings and sustainable growth.
The new system can help Ghelma divert materials from land lls and repurpose them for construction while maximising the use of all materials processed at the site. The system enables ef cient water management and conservation through on-site water recycling through the integrated water treatment system.
These factors have led to increased cost savings, mainly through reduced disposal costs and the ability to generate revenue from recycled products. Sustainable growth also has a wider impact, reinforcing Ghelma’s commitment to sustainability and the circular economy.
“This advanced washing plant enhances Ghelma’s operational ef ciency and supports its sustainability goals by promoting the circular economy and conserving resources,” Terex Washing Systems said.
“This project is a testament to the bene ts of working closely with customers and distributors to achieve long-term success.”
Image: Terex Washing Systems
2025
JANUARY
21–23
World of Concrete 2025
Las Vegas, NV
Organiser: Informa
Tel: +1 212 951 3525
Email: registration@worldofconcrete.com
Web: worldofconcrete.com
MARCH
12–13
SaMoTer Paving Show and Congress 2025
Verona, Italy
Organiser: Veronafiere
Tel: +39 045 8298 133
Email: exhibitors@samoter.com
Web: samoter.it/en/paving-show-and-congress-2025
25–27
World of Asphalt 2025
St. Louis, MO
Organisers: NAPA, AEM & NSSGA
Tel: +1 (864) 208 3372
Email: exhibitors@aem.org
Web: worldofasphalt.com
25–27
Agg1 2025
St. Louis, MO
Organiser: NSSGA
Tel: +1 (800) 867 6060
Email: exhibitors@aem.org
Web: www.agg1.org
APRIL
07–13
bauma 2025
Munich, Germany
Organiser: Messe München
Tel: +49 89 949 11348
Email: info@bauma.de Web: bauma.de/en/trade-fair
ADVERTISERS
THE CRUSHER BUCKET FOR
MINING EXHIBITION IS MOVING!
SEPT 2025
As Australia’s longest running mining show, Asia-Pacific’s International Mining Exhibition (AIMEX) has a long, established history of showcasing and supporting the latest trends and developments in the industry.
AIMEX is relocating and will call South Australia home for the next 10 years, following market feedback and strong support from the local government and key mining players.
The move marks an exciting new chapter for the event and the region’s resource sector, with the state leading the way in future-focused mining.
AIMEX offers unparalleled opportunities to connect with Australia’s largest community of mining suppliers and professionals in an environment that stimulates innovation and collaboration.