Sustained recovery in UK construction mineral products demand; HeidelbergCement scales up LEILAC carbon-capture technology work 12 ASSOCIATION NEWS
UEPG helping the SUMEX project deliver on sustainability 14 LEGAL
Post-Brexit change for UK aggregates sector employers looking to recruit from outside Britain
48 EQUIPMENT UPDATE
Global OEMs’ new equipment launches & applications
50 EVENTS
All the key events in the quarrying & aggregates world
19 CRUSHING & SCREENING
A premium crushing & screening plant combination for a major motorway upgrade project in Vietnam; an Icelandic crushing contractor’s investment in high-quality plant is paying off
22 LOADING
A top global market manufacturer has unveiled an eagerly anticipated large excavator line-up
26 HAULING
A big autonomous truck contract at a Norwegian quarry, and a new rigid hauler model for the vibrant Indonesian market
“Electric is key when it comes to the cost-efficiency of Iceland’s largest crushing contractor Steypustöðin” p19
29 CONVEYORS – PART 1
Another leading quarrying equipment manufacturer has entered the conveyor market
33 TYRES – PART 1
The development and testing of a giant new tyre for rigid dump trucks has proceeded in India despite obstacles presented by the COVID-19 pandemic
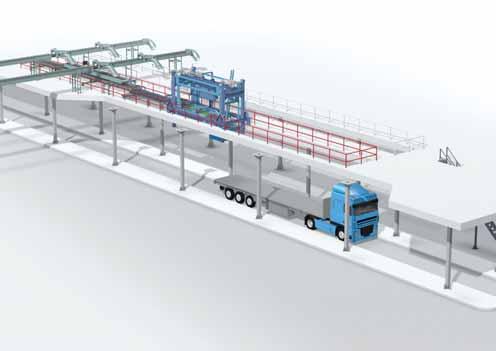
37 CONCRETE PLANT
International cement equipment manufacturers are deploying their latest models and technologies for a variety of applications in Kenya, Malaysia, Turkey, and Singapore
39 SCREENING BUCKETS & ATTACHMENTS
New products & partnerships in a lively sector of the quarrying equipment market
Specials
World Cement Association CEO Ian Riley discusses why new tech must supplement the old to cut cement’s CO₂ footprint
The COVID-19 pandemic and its associated economic restrictions have had a negative effect on the aggregates sectors in Nordic states, but most producers are hopeful of an industry recovery in 2021
UK-based minerals industry consultancy MinExp and quarrying awarding organisation EMPI Awards have developed the new Occupational Competence Assessment (OCA) 46 QUARRY PROFILE
Volvo Penta engines are said to be helping a family-owned and -run
and
AMMANN ARS SOIL COMPACTORS
PRODUCTIVE. SUSTAINABLE. COST-EFFECTIVE.
• Multiple vibration frequencies and centrifugal forces enable productivity on a wide range of materials and compaction thicknesses.
Ammann ARS Soil Compactors utilise advanced technology that meets the latest emissions standards, reduces fuel usage and gives operators valuable data that eliminates unnecessary passes.
That’s just the beginning of the advantages these machines offer.
• The new ECOdrop initiative and new technologies improve efficiency and reduce fuel consumption and the amount of required fluids.
• The compactors are extremely manoeuvrable and stable thanks to the no-rear-axle structure.
HEAD OFFICE
EDITOR: Guy Woodford
ASSISTANT EDITOR: Liam McLoughlin
CONTRIBUTING
EDITORS: Patrick Smith, Dan Gilkes
EQUIPMENT EDITOR: Mike Woof
DESIGNERS: Simon Ward, Andy Taylder
PRODUCTION MANAGER: Nick Bond
OFFICE MANAGER: Kelly Thompson
CIRCULATION & DATABASE MANAGER: Charmaine Douglas
INTERNET, IT & DATA
SERVICES DIRECTOR: James Howard
WEB ADMINISTRATORS: Sarah Biswell, Tatyana Mechkarova
MANAGING DIRECTOR: Andrew Barriball
PUBLISHER: Geoff Hadwick
CHAIRMAN: Roger Adshead
ADDRESS
Route One Publishing Ltd, Waterbridge Court, 50 Spital Street, Dartford, Kent DA1 2DT, UK
Aggregates Business is available on subscription at the rate of: £85 / US$145 / €111 per annum. Single copies £20 / US$35 / €26 Email subs@ropl.com for further details.
Subscription records are maintained at Route One Publishing Ltd.
SUBSCRIPTION / READER ENQUIRIES TO:
Data, Route One Publishing Ltd, Waterbridge Court, 50 Spital Street, Dartford, Kent DA1 2DT, UK
TEL: +44 (0) 1322 612061 FAX: +44 (0) 1322 788063
EMAIL: data@ropl.com
No part of this publication may be reproduced in any form whatsoever without the express written permission of the publisher. Contributors are encouraged to express their personal and professional opinions in this publication, and accordingly views expressed herein are not necessarily the views of Route One Publishing Ltd. From time to time statements and claims are made by the manufacturers and their representatives in respect of their products and services. Whilst reasonable steps are taken to check their accuracy at the time of going to press, the publisher cannot be held liable for their validity and accuracy.
AGGREGATES BUSINESS USPS: is published six times a year. Airfreight and mailing in the USA by agent named World Container Inc, 150-15, 183rd Street, Jamaica, NY 11413, USA.
PERIODICALS POSTAGE PAID AT BROOKLYN, NY 11256
US POSTMASTER: Send address changes to Aggregates Business, World Container Inc, 150-15, 183rd Street, Jamaica, NY 11413, USA. Air Business Ltd is acting as our mailing agent
PRINT: ISSN 2051-5766
ONLINE: ISSN 2057-3405
PRINTED BY: Warners (Midlands) PLC
We need to talk about sustainability EDITOR
The issue of how best to achieve global building materials production sustainability has grown exponentially in recent years. Indeed, reflecting its growing influence in our industry, the last issue of this magazine included an in-depth feature on the work of major players CEMEX, HeidelbergCement and LafargeHolcim to reduce carbon emissions from the energyintensive cement and concrete production sectors. It also included an exclusive interview with recently appointed GCCA (Global Cement & Concrete Association) CEO Dinah McLeod, who conveyed her personal lifelong passion for sustainability while highlighting the roadmap to achieving the GCCA’s Climate Ambition 2050, delivering carbon-neutral concrete to society by 2050.
“We all know that there are immense needs globally for new housing and infrastructure, and we need to find ways to make this happen”
Prior to interviewing McLeod, I listened to a fascinating moderator-led panel discussion featuring Jan Jenisch, CEO of LafargeHolcim; Sanda Ojiambo, executive director, UN Global Compact; Daniel Balthasar, senior portfolio manager and head of Basic Industries & Utilities, Norges; and Mahendra Singhi, managing director and CEO of Dalmia Cement (Bharat) Limited, on day one of the virtual GCCA annual conference.
In September 2020, French-Swiss building materials giant LafargeHolcim, the world’s largest building materials group, committed to further lowering its target for CO2 intensity in cement to 475kg net CO2/tonne of cementitious material by 2030.
And speaking during the GCCA virtual conference panel discussion, moderated by former BBC journalist, television presenter and author Gavin Esler, LafargeHolcim CEO Jan Jenisch perfectly captured his company’s and the wider industry’s heightened sustainability focus, saying: “Three years ago, before the industry CO2 movement and the scientific evidence we now have on the need to change, we were in a totally different situation. The biggest challenge was educating myself and our company about the topic of climate change. Now, sustainability is at the top of my agenda.”
Urged by Esler to respond to comments made by Daniel Balthasar that investors are keen to invest in companies that show sustained commitment to improving their and their wider industry’s sustainability, Jenisch responded: “We all know that there are immense needs globally for new housing and infrastructure, and we need to find ways to make this happen. But, of course, it needs to be done sustainably. I am very pleased we now have a footmark on how we can do that.
“When we committed to a carbon-zero concrete approach, it was done after talking to our people all over the globe. You have to take your employees with you on this. We have 72,000 employees, and they and their families have a big interest in making us the most sustainable business we can be.
“It’s important that all [cement and concrete industry] companies work together. I think the GCCA needs to go forward and influence all the key global policymakers that green construction has become a must. We have a lot of innovation in the pipeline – for greener cement and other products. We also need building regulations to follow and support all the great sustainability ideas that we have.”
Jenisch makes some sound observations and succinctly illustrates how the building materials industry’s sustainability efforts need to be driven forward. Now we must all hope that governments and building regulators play their vital part in converting the admirable and continuing efforts of the GCCA and its member companies into tomorrow’s sustainable building materials industry. GW
Sustained recovery in UK construction mineral products demand
The market for mineral products including aggregates, concrete, asphalt and mortar saw a sustained recovery in Great Britain during the fourth quarter of 2020. However, full-year sales volumes were down on 2019.
The encouraging figures come from the latest survey from the Mineral Products Association (MPA), which is again urging the government to deliver the UK’s planned infrastructure programme to support the economic recovery, construction, and the supply chain.
Following on from the faster than expected pickup in demand for these materials after the first COVID-19 lockdown, sales volumes of ready-mixed concrete increased by 9.1% in Q4 2020 compared to the previous quarter. There was also a 7.8% rise in primary aggregates (crushed rock and sand &
gravel) sales, asphalt sales were up 5.5%, and mortar sales rose 3.1%. Increases were recorded in most regions and devolved nations in Great Britain, except London, where volumes of ready-mixed concrete and
asphalt saw renewed declines in demand.
However, for the whole year, sales volumes were significantly lower in 2020 than 2019, with ready-mixed concrete and mortar the weakest, down 18.2%
LafargeHolcim buys Edile Commerciale and Cemex Rhone Alpes
LafargeHolcim has bought Italybased Edile Commerciale and France’s Cemex Rhone Alpes, both ready-mixed concrete and aggregates suppliers.
The building materials supplier says that the companies are ideally located in two of Europe’s largest metropolitan areas - Milan in Italy and Lyon in France.
With a combined 35 ready-mixed concrete plants, LafargeHolcim says these operations strengthen its position in two of the most dynamic and attractive areas in Europe, with strong demographic trends and key infrastructure projects.
These two bolt-on acquisitions add to eight similar transactions carried out by LafargeHolcim in 2020, as a big driver of its growth strategy.
LafargeHolcim’s CEO Jan Jenisch (pictured) commented
on the acquisitions: “They confirm our ambition to revitalise leading cities like Milan and Lyon, and our vision to support Europe become a net-zero region by 2050.
“To be a key partner on this journey, we launched ECOPact green concrete last year, and I am committed to ensuring its high-pace rollout worldwide. This year, we have a unique opportunity to accelerate the transition to sustainable construction with an unprecedented wave of government stimulus packages, focusing on infrastructure, with Europe at the forefront.”
and 23.5% respectively, while aggregates declined by 10.5% and asphalt by 8.6%.
The MPA says the pandemic’s uneven impact reflects sector-specific issues within construction, notably for those that are more exposed to general consumer and business confidence, such as for housing and commercial builds.
Nigel Jackson, CEO at MPA, said: “While it is encouraging to see the sector recovering, there may be tough times ahead. The key thing is to get on with the delivery of the planned infrastructure programme, turning lofty ambitions into concrete reality. We need to make the link between those ambitions and the supply chain for them, building on government’s recognition of our sector’s essential status which we have welcomed and is vital to help keep the economy moving.”
Metso Outotec is in talks with local trade unions concerning the restructuring and operational reduction of its Swedish operations. The measures relate to new product strategy and business model changes and synergy targets from the Metso Outotec merger.
Metso Outotec’s Swedish operations have issued a negotiation proposal. The country’s total reduction needs are approximately 80 white-collar positions mainly in the Minerals, Metals and Services business areas based in Skellefteå and Sala. Other locations may be affected to a lesser extent.
Longcliffe’s Brassington Moor Quarry, near Matlock, Derbyshire
Epiroc 2021 trading positivity
Epiroc president and CEO Helena Hedblom (pictured) is upbeat about the company’s trading prospects in 2021 after praising its ability to adapt in response to coronavirusinduced challenges.
The Swedish-headquartered supplier of innovative equipment, consumables and services for drilling and rock excavation across global industries such as quarrying and mining, saw its 2020 operating profit increase by 10% to SEK 2,212 million (€209.51mn).
The company’s orders increased by 1% to SEK 9,329mn (€925.46mn). Meanwhile, revenues decreased 5% to SEK 9,806mn (€972.78mn).
“The COVID-19 pandemic affected us significantly in 2020, yet we managed to adapt our way of working, lower our costs, prioritised innovation, show resilience in our profitability, and deliver a solid result. We did this
while prioritising health and safety and supporting our customers in this unique and challenging situation. I am proud to see the way our organisation has been able to adapt to the situation,” said Hedblom.
“Automation, digitalisation and electrification solutions are in high
demand, and we connect more and more machines. We continue to win orders, and we are proud of our market-leading solutions that are globally deployed and proven. They enable increased productivity, safety and sustainability for our customers.”
Hedblom said Epiroc would continue to invest heavily in research and development to remain “the technology leader”.
She continued: “In Q4 [2020] we agreed to acquire MineRP that supports large and mediumsized mines in optimising their operational efficiency by providing a leading software platform solution that integrates all technical mining data.
“Our strategy is to be the market leader in our selected niches, and we continue to prioritise innovation, aftermarket, operational excellence and sustainability.”
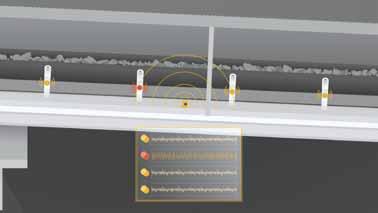
HeidelbergCement scales up LEILAC
HeidelbergCement says it is starting the further development and scaling-up of the LEILAC technology (Low Emissions Intensity Lime And Cement) together with Australian technology company Calix and a European consortium.
The building materials supplier added that the move follows highly encouraging results from the first project phase of LEILAC.
After examining different locations, it has been decided to build the LEILAC 2 demonstration installation for carbon capture at the HeidelbergCement cement plant in Hanover, Germany.
As part of LEILAC 1, a CO2-capture pilot installation with a capture capacity of 25,000 tonnes of CO2 per year was constructed at HeidelbergCement’s Lixhe plant in Belgium in 2017.
With LEILAC 2, an installation around four times as large will be operated in Hanover, which will capture 20% of the cement plant’s capacity, corresponding to around 100,000 tonnes of CO2 per year. The first project-design phase is earmarked for completion by 30 June 2021, and the demonstration
installation to to be ready by the end of 2023. Including design, construction, commissioning, and extensive testing, HeidelbergCement says the overall project is due to be completed by 2025.
“The LEILAC technology has the potential to enable the cement and lime industries to efficiently capture their process emissions on an industrial scale,” says HeidelbergCement’s chairman of the managing board Dr. Dominik von Achten.
With the patented LEILAC technology, the CO2 released
during cement production can be captured in a highly pure form via a separate waste gas stream and used in another process. Like its predecessor project LEILAC 1, LEILAC 2 is based on Calix’s calciner technology. The project costs amount to €25m, of which €16m are coming from the EU research-funding programme Horizon 2020 and €9m provided by the partners of the project consortium. HeidelbergCement’s share of this amounts to €3m. The project in Hanover will also include preliminary investigations into the use of the captured CO2
HOW LOBSTERS CAN HELP MAKE STRONGER 3D PRINTED CONCRETE
New academic research claims that lobster shells’ patterns can make 3D printed concrete stronger, to support more complex and creative architectural structures.
In a new experimental study, researchers at Royal Melbourne Institute of Technology (RMIT) University in Australia have looked to lobster shells’ natural strength to design special 3D printing patterns.
The researchers say that lobsters’ bio-mimicking spiral patterns improved the 3D printed concrete’s overall durability and enabled the strength to be directed for structural support where needed.
When the team combined the twisting patterns with a specialised concrete mix enhanced with steel fibres, the resulting material was stronger than traditionally made concrete.
Lead researcher Dr Jonathan Tran said 3D printing and additive manufacturing opened up construction opportunities for boosting both efficiency and creativity. He added that 3D concrete printing technology could potentially revolutionise the construction industry and that his team aims to bring that transformation closer.
A HeidelbergCement cement sack
Lobsters’ bio-mimicking spiral patterns improved the overall durability of 3D printed concrete. Pic: RMIT
New tech must supplement the old to cut cement’s CO₂ footprint
Ian Riley has been a prominent figure in the cement industry for many years, both in senior roles with LafargeHolcim, and now as CEO of the World Cement Association. To achieve its ambitious carbon-emissions reduction targets, Riley told Aggregates Business assistant editor Liam McLoughlin that the cement sector must use a combination of newer technologies including carbon capture and established methods such as clinker reduction
Cement and concrete production are highly energy-intensive and the estimated four billion tonnes of cement produced a year is responsible for a massive 8% of global carbon dioxide (CO2) emissions, according to research by think tank Chatham House.
Concrete is the most widely used construction material in the world and production of the cement which is a main ingredient of concrete is a major contributor to climate change. The chemical and thermal combustion processes involved in cement production are a large source of CO2 emissions.
Ian Riley is CEO of the World Cement Association, having worked in the industry for many years including senior roles at LafargeHolcim, and is a prominent voice in how the cement sector can address the issue and achieve decarbonisation, which he identifies as the most important sustainability target for industry.
Riley says that 90% of cement is produced in developing countries, so to have a global solution to decarbonisation it is vital that any new technologies can be used across all types of markets worldwide.
He adds that there is still some space to improve with the traditional CO2-reduction levers that the cement industry has been using for many years such as fuel efficiency, changing to lower carbon fuels including waste, and reducing the clinker content in cement. But new and innovative solutions are also needed to reduce CO2 emissions to intermediate industry targets such as 30%, and ultimately to net zero carbon emissions.
One such technology that is gaining traction is LC3 (limestone calcined clay cement). LC3 cement is based on a blend of limestone and calcined clay and has been developed by Swiss academic institution École Polytechnique Fédérale de Lausanne (EPFL) with partners in India and Cuba. EPFL says that LC3 can reduce CO2 emissions by up to 40%, and that its ingredients are available in abundant quantities, meaning it is cost effective and does not require capitalintensive modifications to existing cement plants.
“LC3 is the best example at the moment because it’s really hit the point where people are starting to use it, and it’s not a complicated technology,” says Riley.
“Calcined clay is something we have been using in cement for many years, as is ground limestone. The innovation with LC3 is that when used in the right ratio calcined clay plus limestone becomes a much better-quality cementitious material and can be blended in larger amounts with clinker. LC3 is beginning to take off and we can see new plants being built that are using this technology. Initially the technology will develop in areas where it offers significant production cost savings.”
Companies that have built dedicated LC3 plants so far include mid-sized regional players such as Argos in Colombia and Cimpor. Portugal-based Cimpor has built a new plant in Ivory Coast, West Africa, to produce LC3 with calcined clay from local deposits and imported clinker.
“I would say that the uptake is initially coming from mid-sized companies that are big enough to have some technical capability, and perhaps it’s a bit easier for them to move faster,” says Riley.
“Ninety per cent of cement is used in the developing world, so something that increases the price of cement dramatically is probably not going to work in those countries”
He predicts the global majors will start building LC3 plants in the next few years. Ideally LC3 plants need to be near a clay reserve to make the economics work.
In terms of continuing to use established methods of reducing carbon there is still room to improve in areas such as cutting the amount of clinker used in making cement.
Traditional OPC (ordinary Portland cement) is around 95% clinker. More than 50% of cement-sector emissions are intrinsically linked to the process for producing clinker, according to the Chatham House report.
“Blended cements [such as LC3] can drop the clinker down to maybe 65% under current cement product standards,” says Riley. “With LC3 it is possible to make products that meet the application’s technical needs with lower clinker ratios, but this will require a change in product standards to accommodate these products. Beyond lower clinker factor, energy efficiency and fuel mix, we look at carbon capture as the next lever to reduce CO2 emissions, and either usage or storage.”
Carbon-capture utilisation and storage (CCUS) is an integrated suite of technologies that has a proven 90% capture rate of the CO2 produced from the use of fossil fuels in electricity generation and industrial processes, preventing the CO2 from entering the atmosphere.
There are a number of CCUS initiatives being carried out in Europe that are supported by governments. Of these, HeidelbergCementowned Norcem’s project at its cement plant in Brevik is among the most advanced. With 400,000 tonnes of CO2 to be captured annually and transported for permanent storage, HeidelbergCement is planning for Brevik to become the first cement production
The processes involved in cement production are a large source of CO₂ emissions
facility globally to implement an industrialscale carbon-capture and storage (CCS) project.
Such CCS projects can require a large amount of capital outlay for infrastructure like pipelines, with the estimated cost of carbon capture at Brevik being around US$100 per tonne. For this reason, Riley says more economical carbon-capture and usage (CCU) initiatives may have greater potential for adoption worldwide.
“Ninety per cent of cement is used in the developing world, so something that increases the price of cement dramatically is probably not going to work in those countries,” he says. “I think carbon capture and storage will play some role, but possibly not a very large one. Carbon capture and usage has the potential to be more interesting and less expensive, because costs are potentially lower, and you have some revenue.
“There are companies that are making artificial aggregates using CO2 and calciumrich slurries, so this is one way. The quantities are tiny at the moment but potentially could be larger.”
Companies such as US-based Solidia are at the forefront of technologies to capture and use CO2 in concrete. Its patented processes cure concrete with CO2 instead of water, and Solidia claims its next-generation cement allows the entire industrial chain to reduce the environmental footprint of concrete by up to 70% compared to traditional concrete.
LafargeHolcim has partnered with Solidia to reduce CO2 across its operations. Lafarge says the two companies’ combined solutions emit up to 30% less CO2 during cement production and also capture and store CO2,
Alex Cameron, CEO of Decarb Connect, says the use of modular technology can speed up cementsector decarbonisation
“We are trying to get some shared understandings in projects that are happening right now and the results that are being gained from them”
leading to a 70% carbon-reduced concrete.
“What Solidia have done so far has all been on pre-cast blocks, but they have some new products that are available now that can be used in ready-mix concrete as well,” says Riley.
Some carbon-capture companies such as Carbon Clean Solutions are adopting a modular approach to offering their technology which reduces the initial outlay required.
Modular systems are prefabricated off-site by the manufacturer, containerised, and then delivered to the site ready to install. This approach can help with uptake, according to Alex Cameron, founder and CEO of Decarb Connect, which focuses on accelerating decarbonisation in hard-to-abate sectors such as cement, steel, oil & gas, power & utilities, and ceramics.
“I know from the cross-sector conversations I have had that it’s that confidence before you take an investment that’s probably our biggest challenge,” she adds. “Modular technology can bridge that and help people get moving.”
Most of these new technologies are at a very early pilot or pre-pilot stage.
“In terms of when they might get any critical mass in the industry, if you look at what happened with LC3 it’s quite instructive,” says Riley.
September saw a rush of announcements relating to decarbonisation targets in the cement sector.
In the UK, the concrete and cement industry launched a roadmap to become net negative by 2050, removing more carbon from the atmosphere than it emits each year. Xi Jinping, general secretary of the Chinese Communist Party, told the United Nations General Assembly that China is targeting peak CO2 emissions by 2030 and carbon neutrality by 2060.
In the same month Cemex and LafargeHolcim set out the pathways to become net zero across their operations by 2050, and HeidelbergCement said it aims to reduce specific net CO2 emissions to below 525kg per tonne of cementitious material by 2025 - a reduction of 30% compared to 1990.
Riley says targets such as the UK’s of being net negative by 2050 are achievable, but there is still a lot of work to do.
“We know how to do some things that will continue to improve the situation,” he adds. “But there’s a portion of it on the carboncapture side that, while we know how to do it, it’s terribly expensive.”
For the 2050 goal to be achieved, capital market-scale investment in decarbonisation technologies will also be required, says Cameron. She adds that most current investment in this area comes from in-house venture groups and private equity.
“If you want to go from an excellent pilot that’s done its job and are now going to scale it up across your operation, larger capital market investors are needed to get involved,” says Cameron, “and working out how to engage them is the next thing that’s required.”
The cement industry has been addressing
WCA CEO Ian Riley says decarbonisation is the most important sustainability target for industry
the carbon issue for many years. The Cement Sustainability Initiative (CSI) was established in 1999 by major cement producers who set themselves some targets to reduce various emissions including CO2. They typically set targets of 20-25% CO2 reduction versus 1990 levels, which were achieved.
“I think the cement industry can say that we have been successful in reducing carbon emissions, but we’ve got to speed up,” says Riley. “As companies see their competitors moving then they move, but the incentives in most places to reduce carbon are not strong enough, and this is what we need policy makers to think about. How can they incentivise the behaviour that everybody wants to see, so that it moves faster?”
He adds that companies have done a lot to improve energy efficiency driven by the financial returns. However, potential future costs savings are limited, which is where the question of government incentives arises. If there was a significant price on carbon emissions then incentives would encourage faster movement, with projects that today look unattractive becoming feasible.
Riley says that the European Union emissions trading system (ETS) has not resulted in lower carbon emissions in the cement sector. The system was set up in 2005 to fight climate change and is based on the ‘cap and trade’ principle. A cap is set on the total amount of certain greenhouse gases that can be emitted by installations covered by the system. However, cement companies received free allowances to protect them from imports.
Critics of the ETS say the system has loopholes that companies have exploited and that priority should be given to other policy options on carbon reduction, such as
regulation, taxation and subsidies.
“I think regulations everywhere have yet to provide a framework that is terribly effective in incentivising carbon-emission reduction,” says Riley. “But I think it’s very clear that unless we have a carbon price we won’t get the speed of movement that we need.”
The impact of China on the CO2 emissions issue cannot be understated as the country is responsible for around 57% of global cement production.
There is considerable research on the issue being conducted in China by companies such as CNBM (China National Building Material) which is the world’s largest cement producer. “They have experts in their research team who have done quite a lot,” says Riley. “One of the key things they’ve been working on is a protocol for calculating carbon emissions.”
He adds that Chinese companies have in the past been reluctant to report on CO2 emissions because there wasn’t a Chinese national protocol on this, and they did not want to pre-empt government policy. He believes this could change over the next six months and the issue will see a lot of activity.
With Xi Jinping’s recent commitment for China to be carbon neutral by 2060, it is expected that there will be specific measures on carbon intensity included in the country’s next Five Year Plan covering the years 2021 to 2025.
Riley says the economic impact of COVID19 means that company investments on decarbonisation could be affected in the short term, but that the medium- and longer term impact of the pandemic will be to underline the importance of sustainability to the way that we live. In addition the construction
WCA partners with Decarb Connect
In October, the World Cement Association started a partnership with Decarb Connect to accelerate cross-sector knowledge-sharing on the issue of decarbonisation.
Decarb Connect is an organisation which supports the scale and acceleration of industrial decarbonisation. It staged its Digital Festival on 2628 January 2021 at which WCA CEO Ian Riley spoke, sharing evidence-based strategies and road maps that are intended to encourage all stakeholders to follow the net-zero challenge.
Founder and CEO Alex Cameron said that, while the products and operations of different sectors have clear differences, there are some shared challenges, mostly around investment cycles and how companies invest in operations.
“By bringing a cross-sector perspective together, one of the things we’re aiming for is to chisel our way out of the silos that exist between sectors and to help people see what is happening in other sectors,” she says. “How are others tackling things like energy efficiency and actual abatement and capture of carbon? We are trying to get some shared understandings in projects that are happening right now and the results that are being gained from them.”
She adds that a lot of companies are currently taking either a single-site or a single-company perspective on decarbonisation projects.
“If we look a few years in the future I think a lot more of the decarbonisation and emissions projects are going to be multisector,” Cameron says. “There’s a lot more interest now in looking
industry and the cement industry globally have not suffered as badly as some sectors. “In most places it’s probably down 15 or 20% this year, obviously not good but it’s not at a level where it will be disastrous,” says Riley.
The major cement industry players such as CEMEX, LafargeHolcim and HeidelbergCement have been making a lot of progress in their decarbonisation efforts, so the question then arises: would they be willing (and is there a moral case) for them to share their technology in this area to help smaller players reduce their carbon emissions?
Riley responds that cooperation presents some genuine challenges: “The majors are very sensitive. They are nervous about breaching antitrust regulations and I think that’s a big constraint on cooperation.”
He adds that a lot of the most interesting innovations are not actually coming from the cement majors. Innovations in areas of cement technology such as energy efficiency are originating from engineering companies like Denmark-based FLSmidth, Germany’s KHD, France’s Fives FCB and China’s Sinoma International (all of whom are WCA members). Advances in milling and thermal process technology mean that new plants can be much more efficient than existing operations, especially in Europe and America where there are more plants using old technology.
New technologies often come from technology start-ups such as Carbon Cure or more mature technology companies like Solidia. Although these companies sometimes partner with cement companies, Riley says this is not always the quickest way to scale. AB
at value chain projects, such as the massive carbon-capture and storage initiatives like the Net Zero Teesside CCUS project and the Net Zero Carbon Cluster in the Humber region.”
She adds that value chain projects such as these two UKbased ones enable companies to invest in them together, share some of the risk in the investment and innovation process and then extract the benefits from it.
“I think particularly between construction materials groups in cement, glass, steel and others, there’s a real opportunity to start exploring that right now,” says Cameron. “People need to identify what is that technology group that they want to get behind to solve a specific operational issue, and then there can be ways that different sectors can work together to
offset the risk and get some mutual benefit from larger projects.”
The Decarb Connect Festival event in January was designed to be the first step in opening up doors and relationships, starting to share information and building a community of people that are learning cross-sector.
“The WCA has been very supportive in making sure that the programme not only has the balance that we want as a cross-sector event, but that also speaks to the cement sector,” says Cameron.
UEPG helping the SUMEX project deliver on sustainability
Since November 2020, UEPG (European Aggregates Association) has been an active member of the SUMEX (SUstainable Management in EXtractive industries) consortium, a 36-month project funded from the European Union’s Horizon 2020 research and innovation programme under grant agreement n° 101003622.
The lead coordinator of the project is Montanuniversität Leoben in Austria. The other consortium partners are UEPG, Öko Institute in Germany, TalTech University of Technology in Estonia, University of Economics and Business in Vienna, University of Lapland, Wageningen University in the Netherlands, European Federation of Geologists, Boliden Mineral in Sweden and the General Secretary of Industry, Energy and Mines, Junta de Andalucía in Spain.
The SUMEX project is looking to supply a common understanding of sustainable management in the extractive industries.
The toolkit will combine good practices, focusing on access to land, permitting and policy coordination and integration
Therefore, its principal core is to foster a uniform sustainable mineral production within the European Union.
The five target areas above will allow SUMEX to establish a sustainability framework for the extractive industries. It will do so by considering the Sustainable Development Goals, the European Green Deal, and EU Social Licence to Operate and will involve stakeholders from industry, government, academia, and civil society backgrounds from across the EU.
This framework will improve the permitting procedure along the extractive value chain not only to guarantee timely decisions, but to provide a transparent governmental regulatory regime, appealing financial and administrative conditions, as well as sustainable natural, environmental, and social conditions.
SUMEX will identify good practices and good practice principles for policy strategies and policy integration.
It will also cluster with similar projects to share these goals. The experience of
MIN-GUIDE, MINLAND, MIREU, STRADE offers a powerful foundation for addressing the challenge of how best to implement sustainability considerations into the whole raw materials value chain.
At a later phase in the project, SUMEX will also analyse the mineral policy framework, together with the relevant economic, environmental and social policies of the European Union, member states and selected regions to find or build good practices and tools for an open-access toolkit. This can form a structured basis for capacity building across Europe and with all stakeholders. The toolkit will combine good practices, focusing on access to land, permitting and policy coordination and integration.
UEPG will play a key role in testing the sustainable development criteria in managing the extractive sector, which will be established and applied to all stages of the extractive life cycle beforehand. Moreover, UEPG, along with BOLIDEN and stakeholders, will have the chance to gain additional knowledge regarding good practice examples of policies in the EU with relevance to the sustainable management of extractive industries and input for the analytical framework.
Finally, the UEPG within the SUMEX project will organise workshops and other consortium partners. It will also contribute with yearly project press releases, media kits and factsheets. AB
• Find out more about SUMEX at https://www.sumexproject.eu/
The Nuova Demi quarry in northern Italy. Pic:
marangoni.com/en/otr-tyres/
“For the first time, there is also now a priority service available”
Following the UK’s departure from the EU, UK companies wishing to employ an overseas national now need a Skilled Worker Sponsor Licence (formerly a Tier 2 Sponsor Licence) from the UK Home Office before doing so. The overseas worker will then need to apply for a visa under the Skilled Worker immigration route.
What is a Skilled Worker Sponsor Licence?
A Sponsor Licence gives permission to an organisation to sponsor workers in its business. The organisation or business is known as the sponsor. When a sponsor is granted a Skilled Worker Sponsor Licence, they have a responsibility to act in accordance with the Immigration Rules.
As part of the Sponsor Licence application, the sponsor will need to assign certain responsibilities for the function of the Sponsor Licence to key personnel. This includes:
• Authorising officer
The authorising officer is usually the most senior person responsible for the recruitment of all overseas workers and ensuring that all of the sponsor duties are met.
• Key contact
The key contact is usually the person who acts as the main contact between UK Visas and Immigration (UKVI) and the sponsor.
• Level 1 user
The Level 1 user will carry out the dayto-day sponsorship activities using the sponsor management system (can be the authorising officer or key contact).
• Level 2 user
The Level 2 user has fewer permissions than the Level 1 user on the sponsor management system but can still assign the Certificate of Sponsorship.
UK LAW UPDATE: SKILLED WORKER SPONSOR LICENCE
Post-Brexit, UK businesses now need a sponsor licence to hire most eligible employees from outside the UK.
Rebekah Officer, a specialist immigration lawyer from Stephens Scown LLP, provides information about what’s changed for employers in the UK’s aggregates sector looking to recruit from outside the UK
What is a Certificate of Sponsorship?
A sponsor must assign a Certificate of Sponsorship to each overseas worker they employ under their licence. This is an electronic record, and each certificate has its unique number which the overseas worker will need when applying for a Skilled Worker visa.
When a Certificate of Sponsorship is assigned to an overseas worker, they must apply for their visa within three months. They must not apply for their visa more than three months before the start date of the job listed on the certificate.
Skilled Worker Sponsor Licence application process
The Immigration Team at Stephens Scown can assist with Sponsor Licence applications from start to finish.
The Sponsor Licence application form is completed online, and the Home Office fee is currently £536 for a small/charitable sponsor and £1,374 for a medium/large sponsor.
Supporting documents must be submitted within five working days of online submission. Decisions on Sponsor Licence applications are usually made within eight weeks but can take up to 18 weeks, particularly if UKVI visit the sponsor’s premises. For the first time, there is also now a priority service available for sponsor licence applications for those businesses which need a decision on the application more urgently.
What happens once you have a Skilled Worker Sponsor Licence?
Once the Sponsor Licence has been granted, the sponsor will need to assign the Certificate of Sponsorship to the overseas worker, and the overseas worker will then need to apply for a Skilled Worker visa.
Sponsor Duties
There are several duties that a sponsor must adhere to; these include the following:
• Record keeping
The sponsor must keep records of the overseas worker’s ID, contact details and
visa information. The sponsor also has a duty to keep copies of overseas workers’ visas on file and follow up with them in relation to any application they have made to extend their leave in case of a refusal.
• Reporting
The sponsor must report certain information or events to UKVI using the sponsorship management system, within any time limit set. This can include, but is not limited to, the overseas worker’s non-attendance, change of visa, change of job role or change of contact details.
• Illegal working
The sponsor must not employ any overseas workers who do not have permission to work in the UK or, that by doing so, are in breach of the conditions of their leave. A sponsor could face a fine of up to £20,000 per illegal worker or could have their Sponsor Licence downgraded from an A-rated sponsor to a B-rated sponsor (which has more limitations) or could even have their Sponsor Licence suspended.
If you are unsure about the process, contact Stephens Scown’s Immigration team, who advise both individuals and businesses on all aspects of UK immigration law. AB
CONTACT
Rebekah Officer is a specialist immigration solicitor at Stephens Scown LLP. The firm has more than 70 years’ experience representing mining and minerals clients, and its specialist team is recognised by independent guides to the law Legal 500 and Chambers.
To contact Rebekah, please call 01392 210700, email immigration@stephens-scown.co.uk or visit www.stephens-scown.co.uk
As independent, family owned Longcliffe Quarries fast approaches its milestone centenary celebrations, the company, founded in 1927, recently partnered with wet processing equipment manufacturer CDE to help realise its ambitious environmental objectives by unlocking value from its discarded quarry byproduct, a significant waste stream at its Brassington Moor Quarry.
The Derbyshire-based business produces over one million tonnes of high-quality calcium carbonate powders and granules every year. Quarried from pure limestone deposits, its calcium carbonate products are vital components in animal feeds and pet foods. Its powders and granules are also supplied into the glass, plastics, and pharmaceutical industries and many more.
“We are quite a wasteful industry,” remarked Longcliffe Quarries Managing Director Viv Russell, adding that the company generates “about 300,000 tonnes of waste per year.”
The materials processor, in an effort to strengthen its commitment to sustainability in the UK’s quarrying sector, sought to address the issue by investing in a state-of-the-art turnkey CDE wet processing solution.
Previously discarded clay-bound material is now being processed through the wet processing plant at a rate of 220 tonnes per hour recovering up to six different products from heavily contaminated material and creating new, high-value revenue streams for Longcliffe Quarries.
High-quality single-sized aggregates and sand grades are among the key products being recovered which is maximising available reserves and supporting Longcliffe Quarries to realise its environmental targets by upgrading its low-grade quarry by-product into saleable resources which can be returned to the local construction market.
Longcliffe Quarries is committed to a sustainable future and its CDE solution is supporting the company to achieve zero-carbon quarrying operations by 2027. Already, 98% of its energy is generated by renewable sources.
Its CDE wet processing solution, the single largest investment made by Longcliffe Quarries, has led to a significant 12% reduction in the quarry’s load and haul fuel usage by efficiently processing its clay-bound material. The company’s recent achievements in further enhancing its environmental footprint follows an almost 70% reduction in net emissions recorded at Brassington Moor Quarry since 2014/15.
“We’re recovering up to six new products from heavily contaminated material.”
Viv Russell
CDE operates a unique co-design approach which involved working closely with Longcliffe Quarries to design a customised wet processing solution tailored to meet its specified commercial and environmental objectives as well as integrating seamlessly with the existing equipment already on site.
Engineered to maximise product yield from heavy clay-bound feedstock, the resulting plant features an R4500 primary scalping screen; CDE’s signature AggMaxTM modular logwasher setup for scrubbing and sizing; CDE’s patented EvoWashTM classification and dewatering system; and an AquaCycleTM thickener for industry-leading water management.
Oversize product is fed into the R4500, the highpower conditioning system created to handle the most difficult and heavily contaminated material. This prescreening method removes the +90mm oversized material and classifies it for further processing. The AggMaxTM combines feeding, scrubbing, screening and sizing on one chassis. Suitable for a variety of material streams and across various industries, it maximises product yield from feed material producing a wide range of sand and aggregate products. CDE’s EvoWashTM fines material classification systems recovers and dewaters fines producing consistent graded sand products ready for market straight from the belts.
Central to the system and to addressing the availability of clean water at Brassington Moor Quarry is CDE’s AquaCycle thickener. It is supporting Longcliffe Quarries to maintain its environmental commitments by allowing for up to 90% of the process water to be recycled and recirculated back into the system.
Offering near-total independence from fresh water supplies, the CDE wash plant requires only a small top-up water supply resulting in a highly efficient system extending significant operational savings to Longcliffe Quarries.
In addition, the plant also features CDE CORE, a suite of smart technology tools that offers plant operators greater control over their plant and access to real-time data on how their
plant is operating to maximise plant uptime and throughput.
The total solution delivered by CDE has exceeded expectations and is supporting Longcliffe Quarries to both maximise new commercial opportunities with its recovered sand and aggregate products and achieve its longer-term sustainability aims.
The materials processor is now processing high volumes of low-grade feed responsibly and efficiently, turning heavy clay-bound material into saleable products for the ready-mix and decorative markets.
Talk to CDE today about your processing needscdeglobal.com
Engineered for Longcliffe Quarries
Nordic markets show good dynamics despite pandemic
The COVID-19 pandemic and its associated economic restrictions have had a negative effect on the aggregates sectors in Nordic states, but most producers are hopeful of an industry recovery getting underway during the late 2020/early 2021 period. Eugene Gerden reports
The Nordic aggregates sector has exhibited dynamic growth in the last two decades, which is reflected in the numerous large-scale investment projects implemented in the industry in recent years. However, the onset of COVID19 in 2020 has led to industry stagnation as a result of a significant drop in demand from major local aggregates-consuming industries.
Denmark is among the countries facing these consequences. Jakob Kløve Keiding, head of the Danish Centre for Minerals and Materials (MiMa) and a leading aggregates sector expert in the Nordic region, says that the pandemic has had a negative effect on the aggregate sector in general, but adds that its final outcome has yet to be assessed.
Speaking exclusively to Aggregates Business Europe, Kløve Keiding commented: “The need for aggregates is closely linked to the construction industry which has been hit by corona particularly in the first months of the pandemic, and this will be reflected in a reduced need for aggregates for buildings and perhaps also for some infrastructure projects. Overall, it is therefore expected to see a general reduction in Danish aggregates production, which is mostly for the building sector including housing. I expect to see a similar trend to what we are experiencing in Denmark in other Nordic states.”
The Danish aggregates sector had shown a good performance prior to the pandemic.
“I expect to see a similar trend to what we are experiencing in Denmark in other Nordic states”
Jakob Kløve Keiding, head of the Danish Centre for Minerals and Materials (MiMa)
According to data from MiMa, Danish aggregates production over the past 20 years has been around 30-50 million m3/year (equivalent to 48-80 million tonnes a year). Most of the aggregates are sourced from sand
and gravel pits (75% of total production). In addition, 8-10 million m3/year (12.8-16 million tonnes a year) of aggregates are dredged in the seas around Denmark.
The high aggregates production seen prior to the 2008 financial crisis has still not returned. However, aggregates production has increased since 2010 and demand is expected to rise over the next 15 years, despite the impact of the coronavirus. Denmark is largely self-sufficient in aggregates, but imports about 4.3 million tonnes of crushed solid rock annually and exports approximately 2.0 million tonnes per year, mainly marinedredged aggregates.
The current situation for the aggregates sector of the Nordic region’s largest country, Sweden, is more favourable than in Denmark.
This is confirmed by leading local analysts in the field, including Mårten Sohlman, CEO of the Swedish aggregates association SBMI (Sveriges Bergmaterialindustri), who commented: “Most Swedish companies in the construction sector have not noticed any direct coronavirus effects on the business so far. The parts that most people see are clearly affected are environmental permit processes. They usually go sluggishly in normal cases, but it is now clearly slower than usual. Many negotiations were suspended during spring 2020, and there is a backlog. This backlog will have a clear effect on the industry in the longer perspective.”
The huge Vällsta quarry, north of Stockholm, is operated by Skanska
According to SBMI analysts: “Some construction projects are postponed to the future, while at the moment there are fewer on the drawing board. The industry will feel this in 2021.”
Sohlman says that, despite the fact that Sweden opted to avoid the actual closing down of society, the pandemic has had a negative effect on infrastructure construction, and some of these consequences will be experienced in the longer term. He added that there is still a great need for infrastructure construction in Sweden in the longer term, and because of this the SBMI expects a recovery of the domestic aggregates market in the short term.
In the meantime, analysts of Sveriges geologiska undersökning (SGU), the Geological Survey of Sweden, also expect the aggregates sector to recover in the short term.
Mattias Göransson, a senior state geologist at SGU, said the 2020 figure for aggregates production in Sweden will be quite close to the 100 million tonnes total in 2019.
“This is mainly due to some major road building projects whose implementation in the country is currently ongoing,” said Göransson. “As in other European countries there have been some minor delays in Sweden, partly because of a lack of special equipment and difficulties for foreign workers in entering Sweden during the springsummer period. Many companies have tried to work from home as much as possible. When it comes to housing construction, which is mainly concrete aggregates, we still have no estimation of production for this year. Concrete constitutes only 12% of aggregates in Sweden, which means that a small decrease in housing won’t affect total aggregate production very much.”
“There is no reason to believe that the increasing trend will change over the next years”
Kari Aslaksen Aasly of the Geological Survey of Norway (NGU)
not estimate Sweden will have a reduction to below 100 million tonnes a year in the coming years,” Göransson said.
SGU analysts say that the current level of business activities in the Swedish aggregates sector remains generally high, which is reflected in the total amount of licences, and the continuation of old quarries as well as new ones, with the numbers being comparable to those in recent years.
An SGU spokesman said: “Some new sites have been applied for, especially in areas close to Stockholm where major infrastructure activities and housing construction is being carried out. A
driving force for new applications is the environmental challenge to decrease extraction from gravel pits. The alternative to sand and gravel is crushed rocks from hardrock quarries, but Swedish quarries are not all suitable for concrete stone production.”
Dirk Fincke, secretary general of European aggregates association UEPG, also believes that the current situation in the Nordic aggregates sector remains stable: “Sweden did not have a proper shut-down with almost no impact on operations in 2020. Equally, the negative impact on production is minor in Denmark, Finland and Norway.
“However, there might be a second Corona wave and it is not yet clear if people will be able to afford housing or governments are having the financial capacity to invest in broader infrastructure projects. It is also not clear as to what scale we are achieving to increase current renovation rates.”
Fincke says that one of the side effects of the corona crisis on Sweden and its aggregates industry is the slow progress of environmental permits, with a backlog impacting on companies now and in the future. In addition, some construction projects were postponed and fewer are on the drawing board.
UEPG analysts told Aggregates Business Europe that the current demand for aggregates in Nordic countries is only slightly lower than in 2019 and comparable to previous years.
On a positive note, public roads and construction could be an area that is invested in in the future to compensate for the downturn in other areas of the economy, as occurred during the financial crisis.
Many local producers remain optimistic about the future prospects of the aggregates sector. Bjarne Overgaard, head of Bedsted Lø
Göransson said that some quarry owners and contractors are worried that future construction contracts may be delayed.
As well as completely new infrastructure projects, he added that there will also be renovation of older and major housing projects. “Together these activities can stimulate aggregates production and we do
A quarry owned by Danish aggregates producer Bedsted Lø Grusværker
Grusværker, a Denmark-based aggregates producer, commented: “COVID-19 has had no effect on the sale of aggregates. However, we expect a slight decline in Q1 2021. We have had a large demand for aggregates, and expect it to continue, albeit with a slight decline in Q1. The architects have again got new projects, so we only expect the decline to be in the first quarter.”
Kari Aslaksen Aasly, team leader natural construction materials at the Geological Survey of Norway (NGU) – the national institution for the study of bedrock, mineral resources, surficial deposits and groundwater
– said that, as with many other sectors, the construction and aggregates industries in the country have been affected by the pandemic.
Aasly cited the recently published report by the Norwegian directorate for mining, which found that the country’s aggregates industry sold 98 million tonnes of aggregates in 2019, an increase of 5% from 2018. In addition, 28 million tonnes of aggregates were exported, mainly to the European market.
Aasly commented: “Despite the pandemic, and with the increase in
population and plans for new roads and railway, there is no reason to believe that the increasing trend will change over the next years.”
Local analysts state that Norway is expected to be one of the prominent players in the region’s aggregates sector in years to come. Jakob Kløve Keiding comments: “The production of aggregates in the Nordic countries is largely driven by Norway because of the considerable export of crushed rock. About 28 million tonnes – 30% of the total annual crushed rock production in Norway –is exported.” AB
Thomas Concrete Group expands with acquisition
Sweden-based Thomas Concrete Group is expanding in Europe by acquiring Sollebrunns Betongelement. As a result of the acquisition, the company will also become the largest shareholder (35.48%) in the Polish company Scanbet, which develops and produces pre-casted concrete.
“This is an important deal that enhances our offering within precast products. It is another step in our long-term strategy to continue to develop and strengthen our position as a group,” says Hans Karlander, CEO and president of Thomas Concrete Group.
The agreement for the acquisition of Sollebrunns Betongelement was signed on Tuesday, 8 December. The change of ownership is scheduled for 1 March 2021. At that point Sollebrunns Betongelement will become a wholly owned subsidiary of Thomas Concrete Group. The acquired company already holds 35.48% of the stock in Scanbet, which, thanks to the agreement, will pass to Thomas Concrete Group.
“We have been impressed by the employees of Sollebrunns Betongelement and by the quality of their products. We now intend to continue to grow and develop the business in Sollebrunn,” says Karlander.
Sollebrunns Betongelement was founded in 1996 and is a complete framework supplier that each year manufactures approximately 10,000 concrete elements. The company has 80 employees in Sweden and has an annual turnover of approximately SEK 200 million (€19.56mn).
“We feel reassured with Thomas Concrete Group as our new owner. For us it was important to sell to a partner who wants to develop the business in Sollebrunn in the long term. They also want to revitalize and improve the concrete industry, which we regard as a very positive approach,” says Lennart Pehrsson, chairman of the board of Sollebrunns Betongelement.
Big premium plant returns
A premium crushing and screening plant combination made simple work of a major motorway upgrade project in Vietnam, while an Icelandic crushing contractor also benefitted from investing in an advanced plant solution. Meanwhile, eye-catching new plant is coming onto the market. Guy Woodford reports
With an immense total length of 2,236km, National Route 1A is particularly heavily trafficked along the section between kilometre 16 (Lang Son) and kilometre 170 (Hanoi). The stretch, which is narrow, steep, and winding in some areas, is used by lorries, cars, countless scooters and even pedestrians. It was therefore high time the performance and safety of National Route 1A were improved.
Licogi 16 JSC (Licogi 16) – one of Vietnam’s largest construction companies with 20,000 employees and a firm foothold in almost all construction industry sectors – won a contract for a near 100km section of a 154km-long National Route 1A bottleneck relief/motorway upgrade project. To help fulfil its brief, Licogi 16 used a track-mounted Kleemann five-plant combination – three crushing and two screening plant – to process basalt, an immensely tough rock, for the new highway surface course.
Licogi 16’s highly dynamic civil engineering division is carrying out a number
TOP: Five interlinked plant – three crushing and two screening units – are processing basalt for National Route 1A motorway works in Vietnam
ABOVE: Vitrac, the Wirtgen Group’s dealer in Vietnam, supplied a five-plant Kleemann solution to Licogi 16 JSC for its National Route 1A motorway contract
BELOW: Kleemann plant at work on Licogi 16 JSC’s National Route 1A motorway application in Vietnam
This made the firm’s choice of premium Kleemann plant and technology an obvious one.
The Licogi 16 National Route 1A works are the first Vietnamese project for Kleemann crushers and screeners. As such, the models are attracting close attention nationally and across the rest of South-East Asia. Licogi 16’s Kleemann plant combination consists of an MC 110 Z EVO jaw crusher, an MCO 9 EVO cone crusher, an MS 703 EVO screening plant, an MCO 9 S EVO cone crusher and an MS 19 D screening plant.
In the quarry 40km south of Lang Son, the Licogi 16 team found itself facing two challenges: firstly, they needed to crush the hard and abrasive basalt and classify it into clean aggregate fractions. Secondly, they had to fulfil very high-quality requirements.
Armed with its new Kleemann plant combination, the Licogi 16 team was said to be able to meet the required project
criteria with astonishing ease. The company discovered that the Kleemann crushing and screening plant takes care of everything almost completely autonomously once you know how to coordinate the machines. Kleemann’s Continuous Feed System (CFS) played a key role in making the work easier. In this case, the crushing plant in the first crushing stage, a Kleemann MC 110 Z EVO jaw crusher – only drew as much feed material into its crushing chamber as the entire line-coupled plant combination could process. This prevented overloads and, to the greatest possible extent, material blockages.
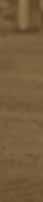
Electric is key when it comes to the cost-efficiency of Iceland’s largest crushing contractor Steypustöðin. At a quarry close to Reykjavik, Metso Outotec’s electrically operated Lokotracks are three to four times more cost-effective than the corresponding diesel-operated versions.
When compared to diesel operation, electric crushing achieves up to quadruple savings at the Hafnarfjörður quarry.
Steypustöðin is the market leader in crushing and concrete production in Iceland. Over the course of a year, the company’s two main quarries produce approximately half a million cubic metres of crushed stone, most of which is used at the company’s six concretemixing plants.
Steypustöðin now has a total of 20 Metso Outotec crushing and screening plants, ranging from a G1814 cone crusher to Barmac VSI (vertical shaft impact) crushers, LT series jaw and impact crushers, and ST series mobile screens. Of these, one Lokotrack LT120E jaw crusher and LT330D crushing and screen plant are fully electric.
“For us, the most important characteristics of crushing and screening plants are good mobility and reliability. The climate in Iceland being what it is, we can only crush stone when the weather allows it—and when it does, the crushers must operate without interruption,” says Hörður Pétursson, the managing director of the operation of Steypustöðin.
“We have been able to rely on Metso Outotec’s equipment – which is why we have remained loyal to the brand in terms of our crushing and screening equipment. Metso Outotec is an important partner for us. If any problems appear, we can resolve them with the support of Metso Outotec’s representative Vélafl,” Petursson says.
Steypustöðin has three crushing teams that work at the company’s two quarries as well as doing contract work all around Iceland. While travelling, they mostly produce road foundation materials.
The crushing conditions in Iceland are some of the most demanding in the world: humid feed can easily coat the surfaces of crushers and screens. Furthermore, the wind is often so strong that the paint is quickly sandblasted off the surfaces of working machines.
In 2014, Steypustöðin built a new 12-km power line to the Hafnarfjörður quarry close to Reykjavik just for crushing purposes. The electric Lokotracks were taken into use in 2017.
“Direct electric drive has proven to be the right solution, and the investment will quickly
the most important industry in Iceland, even before fishing.”
The production process at the Hafnarfjörður quarry has four stages. The blasted crushed stone is first loaded into an LT120E jaw crusher plant with a wheeled loader, and then from there it is transferred to an LT330D crushing and screen plant where a three-deck screen separates fines.
The third crushing stage to make the final product cube-shaped is handled by a Barmac B7150 VSI. Finally, all the concrete aggregates are washed in a separate washing plant.
Steypustöðin’s six concrete-mixing plants make concrete elements from the company’s raw materials. Loftorka, a company that Steypustöðin purchased in 2017, turns the concrete into an extensive constructionproduct portfolio.
When compared to diesel operation, electric crushing achieves up to quadruple savings at the Hafnarfjörður quarry
ABOVE LEFT: Hörður Pétursson, the managing director of the operation of Steypustöðin (right), and Sigurdur Sigursson, servicing manager, with a list of their twenty Metso Outotec products behind them ABOVE RIGHT: Stefán Logi Björnsson is one of Steypustöðin’s supermen who are not afraid of the Icelandic wind and snow
The exceptional conditions also cause extra work. All working machines must be modified to withstand the extreme conditions in Iceland. It is quite usual for the working day to start using hot water to wash off fines that have stuck to the equipment because of the humid sea air.
Due to the climate, Steypustöðin’s crushing days in winter are shorter: approximately eight hours from Monday to Friday. In the summer, when the sun shines all day round, the crushers are operated for at least twelve hours a day, also on Saturdays.
EvoQuip, a Terex Materials Processing brand, has added the Falcon range of finishing screens to its product portfolio.
The Falcon 1220 and Falcon 1230 offer a solution for scalping, screening, and stockpiling in self-contained units. Both models are available to order now and will be shipped to customers in early 2021.
Barry O’Hare, EvoQuip business line director, said: “We are confident that these highly aggressive finishing screens will open up new opportunities for EvoQuip customers globally.”
The Falcon range with its exceptional screen angle range provides an efficient classification of fines and is ideal for multiple applications and processing materials including sand and gravel, crushed stone, coal topsoil and demolition waste. In keeping with the EvoQuip model ethos, both the EvoQuip Falcon 1220 and Falcon 1230 are compact, easily transported machines and offer operators rapid set-up and tear-down times.
The Falcon 1220 features a 3.65m x 1.5m (12’ x5’) double-deck incline screen with remote tipping reject grid, hydraulic screen tensioning of the bottom deck and three on-board hydraulic folding conveyors as standard, with the option of adding the double-deck vibrating grid.
The screenbox on the Falcon 1230 features three inclined decks (top and middle deck: 3.66m x 1.52m (12’ x 5’), bottom deck 3.00m x 1.52m (10’ x 5’) giving a large screening area of 170ft² to provide efficient, high-capacity screening - even at small fractions. The fourth product conveyor has variable tilt and side slew to discharge material for recirculation and stockpiling accurately. The screenbox features quick wedge tensioning (top and middle deck), access holes and bottom-deck hydraulic tensioning system to reduce the time required for mesh changes.
The Falcons come with T-Link telemetry system fitted as standard, providing the customer with real-time information on their machine’s performance, meaning effective machine management and maximising uptime.
MDS International (MDS) is enjoying great success with its innovative drum-cleaner solution for its trommel range.
Jason Purllant, UK and EU sales manager for Co. Monaghan, Ireland-headquartered MDS, said he was with a customer recently showcasing the now year-old drum cleaner to a new prospective buyer. The prospective buyer told them that he had heard a lot about
Scott said Scott Bros. had previously tried processing the waste with a large screener from a leading OEM (original equipment manufacturer). He said it simply couldn’t handle the size of the aggregates they were trying to recover, and the stickiness of the soil nes blinded over the screens within half
“I really couldn’t get over how well it cleaned up the aggregates in the muck-away and how easily it removed the fines from the rock. The feed product was the worst product nd; we wanted to test the drum cleaner out to its full potential.”
the product, but the proof of how good it was would be on his own material.
“He couldn’t get over how well it worked and how simple a solution it was,” said Purllant. “Like all the best solutions in life, the drum cleaner is so simple. We wonder ourselves why no one has come up with this solution before.”
Nearly all the trommels being sold by MDS are now being fitted with the innovative product.
Liam Murray, CEO of MDS, added: “The challenge for us was to make something that could withstand the rigours of metal and large rocks going into the drum whilst accurately meshing into the screening holes.”
Peter Scott recently used the MDS drum cleaner on his MDS M412 trommel at Scott Bros. in Teeside, north-east England. “Without the drum cleaner, we wouldn’t have been able to screen our wet and sticky recycled products. It gives us a competitive advantage in the market when others can’t produce clean aggregate material.
“It’s a foolproof solution to processing all our nasty overburden which would have normally been sent to landfill.”
For Scott Bros., the MDS M412 trommel tted with the drum cleaner processed over 220 tonnes of waste per hour that would previously have been left. It provided aggregates to the crusher and fines to the wash plant when nothing else could. And it freed up space in the yard taken up by a previously “unprocessble” product that would have gone to landfill.
Another MDS customer, based in central England, who used the drum cleaner of their MDS trommel, said: “It’s an awesome bit of kit. I don’t often get excited by equipment, but this has changed everything.”
MDS says it has seen rapid growth in demand for trommels, particularly those fitted with the drum cleaner. As a result, the firm has recently appointed five new dealers across Europe.
Purllant continued: “The plan for next year is to grow our manufacturing capability by 40% just to keep up with our current demand.”
MDS is looking to hold an open day on a date to be fixed in May 2021 where existing and potential new customers will be invited to the company’s factory to see first-hand what MDS stands for and how the firm’s trommels and innovative drum cleaner can benefit their businesses.
The full MDS range features eight trommels: M412, M413 3-Split, M515, M518R Recycling, M615, M820, M820R Recycling, and M825. The firm also manufactures standard and heavy-duty apron feeders. AB
has added the Falcon range of finishing screens to its compact plant product portfolio
MDS International says it is enjoying major success with its novel drum-cleaner solution for its comprehensive trommel range
EvoQuip
The next-generation Cat 352 hydraulic excavator offers contractors up to 45% more operating efficiency than its predecessor, the 352F
Loads new for quarry fleets
A premium global market manufacturer has unveiled an eagerly anticipated large excavator line-up, while a top British construction industry supplier has made a UK-first wheeled loader investment. Guy Woodford reports
Caterpillar is introducing four new next-generation large excavators – the 352, 374 and 395 for Europe, North America, Japan, South Korea, Australia and New Zealand customers; and the 345 GC, 374 and 395 for Africa, Middle East and Eurasian markets.
The heavy construction- and quarryingsuited Cat 352 hydraulic excavator is a 50-tonne class model with variable gauge undercarriage said to offer contractors up to 45% more operating efficiency, up to 10% more fuel efficiency, and up to 15% fewer maintenance costs compared to the model it replaces, the 352F.
Powered by a Cat C13 317kW engine, the Cat 352 has a new long-reach configuration reaching out to 19.6m and capable of digging down to 13.04m - making it ideal for steep slope work. Standard waterproof technology also provides precision excavation down to 4.5m; the optional submarine solution allows you to work down to 20m.
A heavy-duty, high-wide undercarriage and extra counterweight provide a stable platform for long-reach digging. Variable gauge undercarriage enables easier transport between job sites when retracted and adds stability when extended.
The next-generation Cat 345 GC 40-tonne class excavator is designed to deliver a balance of performance, reliability, and low-cost operation. The Cat C9.3B 258kW engine-powered excavator can increase fuel efficiency by up to 25% and lower operating costs by up to 30% compared to the 349D2. The new machine also incorporates
significant engineering advances for safety and operator convenience.
Fitted with a premium Cat C15 362kW engine, the 70-tonne class Cat 374 offers heavy construction, quarrying and mining contractors high production, two times more structural durability, and up to 20% fewer maintenance costs than the machine it replaces, the 374F.
The 94-tonne Cat 395 offers large quarry and mining contractors up to 10% more production. Like the Cat 374, the Cat 395, which features a Cat C18 405kW engine, comes with two times more structural durability and up to 20% fewer maintenance costs than its predecessor, the 394F.
Speaking about the Cat 374’s and Cat 395’s high productivity, Brian Abbott, worldwide product manager for Cat large excavators, said: “A key to production is our new dedicated hydrostatic swing circuit. The circuit enables regenerating swing brake energy and independent management of cylinder airflow. What that means for owners and operators is higher efficiency and smoother, more predictable performance when multitasking with the excavator.”
The Cat 352, 374 and 395 machines have three modes of operation: Power, Smart, and ECO. Power mode is maximum power at all times. ECO mode lowers engine speed and cycle times while maintaining breakout force. The new Smart mode takes the guesswork out by automatically matching engine and hydraulic power to digging conditions, reducing fuel consumption and optimising performance. Engine speed automatically
lowers when hydraulic demand decreases, further reducing fuel usage.
The cooling system features a new on-demand fan designed to operate only when required, saving fuel and ensuring maximum efficiency. An available auto-reverse function assists with cleaning debris from the cooling cores — another plus for enhanced efficiency.
The trio of next-generation Cat large excavators is said to have the highest level of standard factory-installed technology in their size class, including Cat Grade with 2D.
The system gives operators visual guidance to grade via the standard touchscreen monitor to make more accurate cuts. The system is readily upgradable to Cat Grade with Advanced 2D or Cat Grade with 3D for enhanced accuracy.
Cat Payload helps operators increase loading efficiency with on-the-go weighing; real-time payload estimates are calculable without swinging to help prevent overloading and underloading trucks.
Lift Assist quickly calculates the weight of the actual load being lifted and compares the result to the excavator’s rated capability. Visual and auditory alerts indicate whether the machine is within a safe working range.
E-Fence prevents the excavator from moving outside operator-defined points. This helps protect the machine, underground utilities, and other objects from damage.
Cat Product Link provides a constant stream of wireless information available via the online VisionLink interface, allowing machine managers in the office to evaluate critical operating details quickly.
On the Cat 374 and 395, booms, sticks, and frames are twice as strong as those on the previous model — all to give owners reliable performance for the machine’s life.
Booms have increased top and bottom plate thickness; sticks have increased side, bottom, and bracket plate thickness; and frames have increased base frame and counterweight mounting plate thickness.
Additional reinforcements are built into the car body, track link, track rollers, boom, stick, and bucket cylinders to ensure longterm, trouble-free performance. Extended and synchronised maintenance intervals
contribute to the Cat 352, 374 and 395 large excavators’ lower long-term costs.
The new Cat air filter with an integrated pre-cleaner and primary and secondary filters provides double the previous design’s dustholding capacity.
The new Cat hydraulic return filter has a 3,000-hour service life — a 50% increase over previous filters. Fuel system filters are synchronised for service at 1,000 hours — a 100% increase over the previous filters.
The fuel system’s water and sediment drains and hydraulic system’s oil level check are positioned close together at ground level,
making routine daily maintenance faster, easier, and safer.
The Cat 352, 374 and 395 customers can choose between a deluxe or premium cab. Either option supplies operators with maximum comfort and safety. Performanceenhancing features like keyless pushbutton start, large touchscreen monitor with jog dial keys for control, and a sound-suppressed rollover protective structure (ROPS) come as standard.
Other cab amenities include a tilt-up console that allows easy cab entry and exit; advanced viscous cab mounts that reduce vibration by as much as 50% compared with previous models; and a Bluetooth integrated radio with USB ports for connecting and charging phones. Furthermore, each cab offers automatic climate control for maintaining temperature settings regardless of ambient temperatures; programmable joystick buttons for setting control patterns and hydraulic response rates; and large front, rear and side windows and standard rear-view and right-hand-side cameras to enhance visibility. Finally, an optional 360° visibility package combines images from multiple cameras to improve the operator’s sightlines in all directions.
The Mick George Group, a leading supplier to the construction industry in the East Anglia and East Midlands regions of the UK, has received Britain’s first new Doosan DL-7 wheeled loaders. As well as four new DL420-7 models, the order includes two DL580-5s and a DL300-5 wheeled loader working at quarries within the Mick George Group, with a further new DL320-7 wheeled loader arriving in mid-January 2021.
The new wheeled loaders were supplied by Leicester-based Pioneer Plant Ltd, the new authorised Doosan dealer for Leicestershire, Northamptonshire, Cambridgeshire and the PE and NG postcode areas of South Lincolnshire. Providing increased peace of mind for the Mick George Group, the new wheeled loaders’ high reliability and quality are guaranteed by a 6,000-hour service package provided by Pioneer Plant.
The story behind the new wheeled loader order for the Mick George Group began when Pioneer Plant offered a demonstration of the Doosan DL580-5 wheeled loader at its very busy limestone quarry at Wakerley in Northamptonshire.
The 70-tonne class Cat 374 has twice the structural durability of the 374F
The 94-tonne Cat 395 large excavator comes with an up to 10% production gain and up to 20% fewer maintenance costs than the 394F
The Mick George Group has received Britain’s first new Doosan DL-7 wheeled loaders. Pictured is one of the company’s DL420-7 models
Michael Plant, quarry manager at Wakerley, said: “In the four days we had the demo machine it proved to be good on fuel, comfortable for the operators and kept up with the crushing plants and loading lorries. We knew from then, that if we were to purchase two DL580-5 models, the company would save on quarry costs, replacing the three smaller wheeled loaders the company previously used to keep up with the demand.
“The excellent performance of the demo machine and the fact that all the Doosan wheel loaders could be supplied very quickly and put to work immediately made it an easy decision to buy the Doosan machines. At the Mick George Group, we are always busy, so we need wheel loaders we can rely on to help keep up with the high demand and reduce the cost of having to hire in.”
All the new wheeled loaders are used in loading and stockpile duties at quarries in the Mick George Group. As well as the DL580-5s at Wakerley, the DL420-7 wheeled loaders have gone into operation at the Waterbeach and Mitchell Hill quarries in Cambridgeshire, the Ringstead Grange quarry in Northamptonshire and at the Crimplesham quarry in Norfolk. The new DL300-5 wheeled loader is working alongside the DL420-7 at Crimplesham.
Plant added: “Since receiving the machines and putting them to work across the Group, all feedback coming from the operators has been positive - they believe they have speeded up loading times of HGV vehicles, they are burning less fuel, and the traction the machines put into the ground has stopped wheel spinning which is going to save us money on tyres by increasing their life span on the machines.”
Starting with a single tipper truck in 1978, the Mick George Group’s commercial fleet has grown to be over 400 HGV vehicles. The group specialises in bulk excavation and earthmoving services, demolition and asbestos removal, a wide range of skip hire and waste management and aggregate and concrete supply.
In addition to the HGV vehicles, the Mick George Group has a wide variety of plant and machinery. The impressive collection of mobile plant machinery is used in various applications in its quarries and transfer stations and in its large earthworks projects. The lorry fleet means the company can meet the high demand for providing a reliable muck-away and aggregate-delivery service to all its customers.
The company operates from over 39 sites, including the limestone/sand and gravel quarries where the new Doosan wheeled loaders work, landfill sites, waste transfer stations and concrete-batching plants. The Mick George Group provides the knowledge, expertise, and equipment to offer a complete package to complete any contract from start to finish.
Pioneer Plant (www.pioneerplant.co.uk) is solely responsible for sales and servicing of the Doosan crawler, wheeled and mini/midi excavator, wheeled loader, articulated dump truck and attachment ranges in its area.
As the latest addition to the UK dealer network for the Doosan Construction, Quarrying and Mining Equipment range, Pioneer Plant offers over 40 years of plant dealership experience for both new and used equipment. Together, Brian Conn and Steve Corner, joint partners in Pioneer Plant, and their team provide a wealth of knowledge and expertise to advise and support customers with their plant purchases and how Doosan products can benefit their businesses.
Pioneer Plant customers benefit from a
superb on-site service network, covering everything from emergency repairs to routine maintenance. The company’s factory-trained engineers have many years of hands-on experience of repairs and servicing of all types of plant and machinery.
Doosan’s new DL-7 wheeled loader range introduces a complete line of nextgeneration machines offering award-winning design, powerful engines, higher productivity, increased fuel efficiency and a low cost of ownership, coupled with a great environment and experience for the operator.
The new DL320-7 and DL420-7 are part of the first phase of the DL-7 launch, covering seven new models, with redesigned buckets offering up to 7% more capacity to provide easier and faster loading maximum bucket capacities from 2.8 to 6.4m³. They provide increased productivity for an extensive range of material-handling applications.
Hyundai Construction Equipment Europe (Hyundai) has unveiled the HL975A CVT wheeled loader – the first Hyundai model equipped with a continuously variable transmission (CVT).
The Hyundai HL975A CVT combines the benefits of a traditional automatic transmission and a hydrostatic transmission in one machine. The new wheeled loader forms part of Hyundai’s, award-winning, A-series machines that comply with the European Stage V emission levels, offering near-zero emissions.
A range of new technologies has been incorporated into this new model which significantly improves fuel efficiency, keeps harmful emissions to a minimum and delivers the maximum power and performance needed for heavy-duty work in severe conditions. Customers can also expect increased productivity, better safety, more convenience, and improved uptime management.
The state-of-the-art ZF CVT offers optimised power matching. This continually changes hydraulic to mechanical energy ratios, depending on load and speed, keeping the engine in a low rpm range for smooth, seamless acceleration. During deceleration, the CVT acts as a brake, reducing wear on the service brake and prolonging the axle oil life.
Compared to conventional transmission, CVT delivers fuel savings of up to 30% depending on the application, without sacrificing performance or power. Traction control, intelligent inching, and automatic differential lock management help to cope with various conditions. The operator will experience a fast and smooth acceleration over the full speed range and superior traction. Hyundai’s sophisticated onboard weighing system technology is integrated as standard on this machine and additional control, monitoring and maintenance features help to optimise daily performance and productivity.
Hyundai has prioritised durability throughout the development of the HL975A CVT, from design and manufacturing to
A Doosan DL-7 series wheeled loader filling up a Mick George Group truck with quarry-processed material
quality control. All systems have been optimised for endurance and tested rigorously on a range of work sites - the result is a robust, reliable workhorse that minimises downtime for repairs and maintenance and helps Hyundai’s customers protect their profits.
The machine comes with optional extra safety features like the AAVM (Advanced Around View Monitoring) system, which secures 360° field vision via nine views. This system also includes IMOD (Intelligent Moving Object Detection). The HL975A CVT also comes with an optional radar system that detects obstacles behind the machine day and night, with no blind spots. The distance between the obstacle and the loader is displayed on the secondary monitor.
Hyundai designed the HL975A CVT cabin to be a productive, stress-free working environment – it’s both comfortable and spacious. It features state-of-the-art noise and vibration reduction technology, achieving a sound level of only 70dB, one of the lowest in this machine category. An optional door control allows operators to open the cabin door remotely while standing safely at ground level.
All A-series wheeled loaders will incorporate several new service features developed and tested to improve machine
uptime. The HL975A CVT is designed to make maintenance as convenient as possible: the engine hood opens wide to provide easy access for cleaning and routine tasks; all components and materials are manufactured to ensure a long, trouble-free life.
Machine diagnostics is an essential feature on modern-day machines. Hyundai’s HiMATE is a remote management system that gives access, no matter where the location, to vital service and diagnostic information for Hyundai machines. MCD (Machine Connected Diagnostics) enables the user to gather and analyse various data on the machine’s performance – resulting in more uptime.
ECD (Engine Connected Diagnostics) supports the aftersales technicians and dealers with an engine performance report via e-mail, mobile, app or HiMATE, Hyundai’s own telematic system.
With demand for excavators in China growing, at bauma CHINA 2020, held November 24-27 2020, Volvo Construction Equipment (Volvo CE) unveiled new standard and heavy-duty ranges. Each range is designed according to the varying needs of Chinese customers, promoting sustainable development of the industry with innovative technology.
Among the first to be introduced in H1 2021 will be the EC380 standard and EC380 heavy-duty excavators. A total of 10 models will be launched throughout 2021, showcasing how Volvo CE will continually and thoroughly mould the industry’s future with its new generation of electromobility, automation and connectivity.
Senior vice president of Sales Asia at Volvo CE, Tomas Kuta, said: “China is one of Volvo CE’s four most important sales markets in the world. Since the Asian headquarters moved to Shanghai in April 2020, through its twin HQ arrangement, Volvo CE has better served the local market with its innovative products and solutions. We have helped the rapid development of the Chinese economy through our shared vision of building a better tomorrow.”
The new ranges feature the latest fuelefficient Volvo engines, smart telematics and automation systems such as Volvo ActiveCare and Volvo Co-Pilot, and many safety configurations. This greatly increases the safety and connectivity of machine operations, effectively helping the customer lower equipment operating costs and increase productivity for business growth. Innovation is in Volvo CE’s DNA. The company has continually developed and expanded its product portfolio to meet the needs of urban construction. Featuring 12-tonne models and 90-tonne pieces of heavy equipment, the two new product ranges cover the full range of work environments, from the common to the highly challenging and complex, offering customers a wide variety of products to meet their needs.
The new ranges were developed locally at the Volvo CE R&D centre in Jinan. AB
Hyundai CEE’s new HL975A CVT wheeled loader is the first Hyundai model equipped with continuously variable transmission
The new Volvo CE EC380 crawler excavator was made and designed in China
Steer’s technology will be used in a fleet of autonomous dump trucks transporting stones in Romarheim’s quarry on the Norwegian west coast
Autonomous advances in hauling
A big autonomous truck contract at a Norwegian quarry, and a new rigid hauler model for the vibrant Indonesian market. Guy Woodford reports
Steer’s first major contract with a quarry partner will see the company develop its technology to use in a fleet of autonomous dump trucks transporting stones in Romarheim’s quarry on the Norwegian west coast.
“This is a milestone for Steer. With this contract, we are taking a giant step from our first contract in 2009 which involved clearing a large artillery range in the Norwegian mountains,” says Steer CEO Pål Ligård.
Steer chairman Ketil Solvik Olsen adds: “We can now utilise our technology with a customer within an industry with a lot of potential. This is very exciting!”
The project with Romarheim is innovative on several levels. Previously, Steer’s remotecontrolled construction equipment was primarily used in projects where health and safety had been the main concern. Projects have included the clearing of artillery ranges, and ones where the geographical conditions were challenging and dangerous. The key focus of the Romarheim project has changed to utilise the technology for a more efficient and cost-effective autonomous operation.
The contract involves work in a stone quarry in Osterfjord, north of Bergen. The plan is to load up autonomous trucks with stones, and these trucks will then follow a set route out of the quarry and dump the stones into a shaft leading down to a crushing plant. From there, the stones will then be transported by boat to both domestic and international markets.
“As you can understand, these are quite repetitive tasks, and this is a perfectly sized project to test our autonomous solution even further. In addition, Romarheim is a very forward-thinking customer who is excited to
be part of this innovation project,”, says Steer co-founder Njål Arne Gjermundshaug. “We are able to develop our product through a clearly defined long term project.”
The plan is that the driver of the wheeled loader loading stones onto the fleet of trucks will also be able to oversee and direct the trucks using an iPad from his seat in the cabin.
“At the start of the project, we will place drivers in the remote-controlled trucks as a precaution to ensure that the technology is working correctly and meeting expectations,” says Gjermundshaug. The project is due to start in spring 2021. Steer is currently performing testing with miniature trucks in Oslo. “This is to test the technology, so it’s meeting the expectations we have for
Steer CEO Pål Ligård
precision, safety, usability and operation time,” Gjermundshaug adds.
For Romarheim, this project is also about realising an idea the company’s founders had even before the company was founded in 2011. “Our focus has always been to be open to new ways of streamlining mass transport by automating some of the processes involved,” explains Kåre Romarheim. “With automation, we aim to improve consistency and remove hazardous and dangerous tasks for our employees, reducing the risk of injuries. The expectation is that this will also increase efficiency and reduce the operational and maintenance costs of the equipment.”
After Steer issued a press release about the launch of its remote technology for industry, Romarheim contacted Steer, and they soon started developing a solution together. As both Romarheim and its stone quarry customer, DC Eikefet Aggregates, were keen on the idea, this helped speed up the project’s delivery. “We were excited to do this pilot project. Our customer was also keen to look at measures to increase efficiency and improve health and safety for its employees,” says Romarheim.
“This is our first major delivery of autonomous dump trucks in a global market, and we see a large potential,” says Ligård.
Due to a significant increase in the interest in Steer’s technology, the company is now in the process of expanding its workforce and the organisation. Also, the company has received NOK 2 million [€190,600] in grants from the public innovation body ‘Innovation Norway’. Steer can now focus on developing technology with both the domestic and international market in mind. “We believe
“This is not the type of technology that you purchase online with a home delivery two days later”
Ketil Solvik Olsen
the market is substantial, especially in North America and Australia,” says Olsen.
The launch of Steer’s technology on the international market was delayed due to the COVID-19 pandemic. An ongoing project at an oil refinery in the USA had to be postponed, but Steer has experienced an increase of interest from potential new international customers despite the pandemic.
Olsen continues: “This is not the type of technology that you purchase online with a home delivery two days later. Our solutions need to be properly integrated with the customer’s existing technology; safety is the highest priority. Our experts would normally travel to the customer to oversee the integration. With the travel limitations we experienced in 2020, we have not been able to do this as initially planned. At the same time, by focusing on domestic projects, we have had a great opportunity to establish a partnership with Romarheim. They have so far been a dream partner for us as they are a serious, down-to-earth and trustworthy partner. This may be beneficial for both of us.”
Indonesian customers can now place orders for a modified version of the Volvo R100E rigid hauler with a lighter body that allows for higher payloads and increased productivity.
The payload of the largest model in the Volvo rigid hauler line-up, the R100E, just got bigger thanks to a few clever modifications to the machine body. Using a lighter design, Volvo Construction Equipment (Volvo CE) has managed to increase the body’s capacity from 60.4m³ to 65m³, which is greater than
fitted
Autonomous dump trucks
with Steer’s technology will follow a set route out of Romarheim’s quarry and dump stones into a shaft leading down to a crushing plant. From there, the stones will then be transported by boat to domestic and international markets
Steer is currently performing tests with miniature trucks in Oslo ahead of the spring 2021 start of the Romarheim autonomous dump trucks’ project
any competitor model in the 100-tonne class. This enables customers to increase both their productivity and profitability.
Even in the standard 60.4m³ body version, the Volvo R100E rigid hauler is an extremely productive machine. The V-shaped body is designed for optimum load retention and minimal material carry-back, while the bodytipping system ensures efficient dumping.
Offering a 95-tonne payload and fitted with a premium 783kW engine, the R100E is ideal for all surface-mining and quarrying applications, where operational costs are critical. Volvo CE says customers can expect to spend less per haul with the R100E. The industry-recognised load-profile policy enables the operator to meet a consistent average target payload (95 tonnes). At the
“An engine overspeed protection feature automatically slows down the machine to within safe operating limits if the driver goes too fast”
same time, the speedy body-tipping system ensures fast cycle times for an all-round efficient performance.
Volvo CE builds on the high capacity and hauling speeds of its rigid hauler with intelligent monitoring systems. The on-board weighing (OBW) option is an integrated system that ensures the machine moves the optimum safe payload to maximise production further and minimise operational costs. It uses exteriormounted pressure sensors to monitor and relay machine statistics to the operator’s on-board display. The machine information is viewable in real-time via the on-board display. It can also be remotely accessed via Volvo’s CareTrack telematics system, helping operators and fleet managers improve planning.
The combined drivetrain’s high torque capabilities provide unparalleled pulling performance and class-leading rim-pull for optimum travel time. The hauler yields impressive tractive effort meaning no terrain is too deep or steep. Operators can tackle harsh jobsite conditions and navigate gradients effortlessly for faster cycles.
Speed does not come at the expense of safety, however. An engine overspeed protection feature automatically slows down the machine to within safe operating
are also included as standard to protect the hauler in downhill operations. Fail-safe braking and secondary steering systems provide extra security.
The Volvo R100E also promotes a productive work shift through its comfortable cab environment. The Volvo air suspension seat and the tiltable telescopic steering wheel can be fully adjusted to match the operator’s preferred position. Meanwhile, all displays and controls are ergonomically positioned to keep the focus on the operation. The seat location to the cab’s left side and large windscreen combine for a commanding view of the jobsite. Built-in sound insulation eliminates distracting noises, while the viscous-isolated mounted cab and hydraulic suspension system minimise ground vibrations and surrounding jobsite noise.
By using MacPherson suspension, tyres can move up and down independently to adapt to the road surface, while muffling the operator cabin’s vibrations. This type of suspension enhances the drive comfort for operators and helps to increase productivity and safety.
While the Volvo R100E has been designed specifically for durability and ease of maintenance, customers can contact Volvo CE’s Indonesian dealer, PT Indotruck Utama,
Offering a 95-tonne payload, the Volvo R100E RDT for Indonesian customers allows operators to meet production targets faster
Convincing conveying
Another leading quarrying equipment manufacturer has entered the conveyor market. Meanwhile, new and proven conveyor belt makers and linked technology specialists have much to interest aggregate and other building material producers in 2021. Guy Woodford reports
Major quarrying crushing and screening plant players such as Terex Materials Processing brands Powerscreen, Terex Finlay and EvoQuip, and the Wirtgen Group’s Kleemann brand have entered the conveyor belt market in recent years.
Now Metso Outotec has unveiled its first full range of overland conveyors. The range is said to provide economical and reliable bulk material transport for both open-pit and underground operations at the lowest total cost of ownership.
Lars Duemmel, vice president, Bulk Material Handling Systems at Metso Outotec, said: “In mining and minerals processing applications, conveying is one of the most efficient and safest ways to transport bulk material. It is often referred to as the backbone of the entire process. The robust design of our overland conveyors allows for capacities of up to 20,000 tonnes per hour, including over five kilometres on a single flight for a seamless process. What is also
important is that you can achieve power savings of up to 30% with the patented Energy Saving Idlers (ESI).”
Duemmel said that thanks to Metso Outotec’s extensive process engineering capability and proven installations worldwide, the company can support its customers with complete end-to-end conveyor solutions. He added: “This includes concept studies and definitions for all types of terrains and route types with horizontal and vertical curves. Our expertise also covers post-installation services and maintenance, including a full range of accessories, belts and components featured in the recently launched Conveyor Solutions Handbook.”
Meanwhile, Continental has developed a service solution for monitoring conveyor belt systems to permit early identification of weak points along a conveyor belt before damage resulting in unscheduled and cost-intensive downtimes. The new technology-based approach developed to a prototype stage in the Incubator program of Co-pace, the company’s startup
organisation, offers a combination of visual and acoustic inspection. It also permits the highly accurate and efficient, dataassisted planning of maintenance intervals, replacing the conventional and usually very laborious manual process with sensor-based technologies.
Idlers are essential components of a belt conveyor and are crucial to ensuring smooth conveying operations. A conveyor belt on a medium-sized conveyor with a total belt length of 40 kilometres runs over some 120,000 idlers. Continental notes that around 30% of the operational faults with belt conveyors are attributable to idler defects that cannot be detected promptly. The new service offering is in response to this fact. It comprises a hybrid solution that addresses different applications and sections.
On the one hand, an inspection of open sections and operations is carried out from the air using a drone equipped with infrared and RGB (red, green and blue) cameras that monitor both sides of the belt conveyor. As soon as the drone has flown over the section under inspection, it returns to an autonomous charging station to upload the data collected to the relevant cloud via an IoT (Internet of Things) module during the charging process. The image data is processed with an AI (artificial intelligence)assisted algorithm and analysed for any detected idler defects.
Continuous maintenance in covered sections or underground conveyors, on the other hand, is carried out using fixed microphones installed every 20 to 25 metres that capture frequency variations in the numerous idlers. The audio recording is conducted twice a day, with the data being
Metso Outotec has unveiled its first full range of overland conveyors
uploaded to the cloud specified above. Events that indicate a damaged idler are then analysed using an AI-based algorithm.
“Conventional and often manual inspection methods can be very timeconsuming, imprecise or even dangerous for service technicians because of the belt length or local circumstances such as underground routing and enclosed sections. Documentation is also often performed manually, with reports having to be subsequently manually inputted into the relevant datasets. Maintenance intervals also frequently follow a fixed rotational principle, meaning that measures required on short notice to avoid or prevent conveyor failures cannot be carried out in a timely manner,” explains Clemens Panzer. He has played a leading role in the new development as a member of the interdisciplinary team set up for this project.
By contrast, sensor-based inspection permits data-assisted remote monitoring of system condition, with the result that potential damage can be detected at an early stage and avoided. Panzer says another benefit is that the data collected will automatically be made available in a digital form in the future via a user-friendly interface. He continues: “The data can be viewed at any time and permits the demanddriven planning of relevant service periods. Changes in the conveyor condition over an extended period can be analysed significantly better using the stored historical data, and the anticipated service life of the components can also be better estimated.”
To date, the Continental solution has tested successfully in initial field trials. Further pilot projects are likely with other interested parties. The system is due to be operational later this year.
The Incubator operated by startup organisation Co-pace provided the necessary environment for the rapid validation of technology- and market-relevant assumptions that underpin the concept and initial data collections and tests for creating the prototype. An expert interdisciplinary
team examined the system’s feasibility, viability and attractiveness based on data, interviews with experts and customer feedback. For instance, recording audio signals resulted in the successful analysis of idlers – whereas only a visual inspection had been initially planned. The journey from concept to prototype took just two months.
Superior Industries, a U.S.-based manufacturer and global supplier of bulk material processing and handling systems, is launching a new model of its popular Zipline Overland Conveyors. The new EXT Series expands the modular conveyor product line range for longer and wider material handling applications.
Zipline Conveyors target bulk producers looking for overland conveyors that require little or no pre-engineering for express deliveries and are designed for quick assembly in the field. Today, with the addition of the new EXT Series, Zipline Conveyors are available in lengths up to 2,500 (762m) feet and belt widths up to 48 (1,220mm) inches.
Between the head and tail are a series of 40-foot (12.2m) intermediate sections designed with an 8-inch (200mm) channel and 2-foot (610mm) tall support stands. Standard Zipline Conveyor models are equipped with mechanical take-ups for shorter distances, but the new EXT Series includes a gravity take-up tower to accommodate longer-distance overland conveying.
All of the conveyor components – like the
pulleys, idlers and scrapers – are also manufactured in-house. This unique advantage means higher quality, faster deliveries and all-inclusive support from Superior Industries.
BEUMER’s autopac loading technology has proven a big success among building material product producers and other industry customers for many years – with more than 1,000 machines installed globally.
The latest version of autopac – the 2400/3000 construction series - enables users to automatically load bagged bulk materials like cement on trucks and simultaneously palletise them - quickly and with the desired packing pattern. The BEUMER autopac consumes very little energy, is reliable even in dusty environments and can be easily operated and maintained. The machine is also suitable for paper, HDPE (high-density polyethylene) and PP (polypropylene) valve bags.
The truck with the empty loading space slowly stops under the BEUMER autopac. To load and palletise the cement bags, the employee enters the number of bags, the packing pattern and the desired number of rows and layers in the BEUMER Group Human Machine Interface (HMI). Laser positioning aids have been mounted to the left and right of the BEUMER autopac. They project the outer contours of the machine with a clearly visible red beam on the loading space, helping the operator to position the loading head on the truck.
The BEUMER autopac starts the automatic loading process, bag by bag, directly from the filling machine via belt conveyors onto the truck. “With our BEUMER autopac, we have a system in our product range that can load trucks automatically,” explains Markus Peitzmeier, senior sales manager at BEUMER Group.
“And it does so extremely reliably.” The use of an electronic bag counting system makes sure that the truck is neither underloaded nor overloaded. Manual corrections are completely omitted. “The program control recalculates the
LEFT: A drone inspects the conveyor belt system on open sections using RGB and infrared cameras RIGHT: In shielded track areas, stationary microphones detect possible frequency deviations of idlers
Superior Industries’ has unveiled its new EXT Series Zipline conveyor
height setting for each layer,” Peitzmeier explains.
In order to attain the highest possible degree of stability for the whole load on the truck, and in order to optimally utilise the loading space, two mirror-inverted layers are palletised next to one another. Two belt conveyors positioned one above the other flatten the bags before the loading process and thus remove the air from them. After being positioned, the bags are also pressed by the loading head, which makes the stack more compact and more stable. Meanwhile, the next layer is already being prepared. The bag feeding lines can be adapted to the customer’s installation conditions. Corresponding technical solutions are available for variable conveyor lines.
“The BEUMER autopac is ideally suited for use in emerging countries, where the transhipment of bagged bulk goods is increasing. In these countries, labour costs are rising, and it is becoming more and more difficult to find appropriate personnel for this kind of work,” says Peitzmeier. Manual truck loading is exhausting and usually requires two people who alternate with their colleagues for each loading process due to the heavy physical work involved. Furthermore, there is the high level of dust formation, which negatively affects the employees’ health. During the manual loading process, the loading performance as well as the quality of the bag stacks often fluctuates. “These problems are eliminated with our BEUMER autopac,” says Peitzmeier. “One employee is able to operate more than one machine.” This enables owners to optimise processes, achieve high loading capacities and work very efficiently from bagging up to loading.
Depending on the bag dimensions and their length and width ratio, the user has flexibility in layer formation. Patterns of ten, twelve and twenty bags per layer are possible. The very low positioning height of the loading head contributes to the gentle handling of the bags, as they are supported during the loading process and not lifted or possibly deformed, as is the case with vacuum suction modules.
The system provider uses the specially developed BEUMER Group HMI for operating the BEUMER autopac. This is a touch panel with optimised user interface and graphic navigation. This operator panel provides users with an easily understandable and intuitive interaction concept, enabling them to define efficient working sequences.
BEUMER Group says it is committed to thoroughly evaluating its products against economy, ecology and social responsibility. “We follow a total value of ownership (TVO) approach. This means, we consider the system in its entirety, not only from its cost side,” says Peitzmeier. “For example, we continuously look to reduce energy and resource consumption in the production cycle and during operation of the systems, all while keeping emissions to a minimum. When loading 3,000 bags per hour, each weighing
50 kilograms, power consumption is held below 0.1 kWh per ton.”
The BEUMER autopac is both energyefficient and extremely robust, as demonstrated by the many systems that have been in daily use for decades. “The machine has been designed for heavy-duty operation to resist extreme ambient conditions like heat, high air humidity, dust formation and the three-shift operation in packing plants”, says Peitzmeier. In addition, the owner profits from a smaller footprint compared to other loading systems. With its compact design, the BEUMER system can be quickly and easily maintained, is reliable and safe to operate. “This is supported by the fact that we have only integrated electromechanical components,” describes Peitzmeier. “This eliminates the need for hydraulic or pneumatic components, which wear out fast or require expensive compressed air.”
As for the sensors, the system provider installs contactless proximity switches that
reliably transmit signals without mechanical contacts. The use of high-quality photocells ensures signal transmission even under difficult environmental conditions. Also, the sensors used increase both machine capacity and product quality and ensure that a wide variety of materials and bags are safely handled with the BEUMER autopac. “Remote maintenance is also possible, around the clock, every day of the week, during which we can connect to the system from the BEUMER site,” says Peitzmeier. “This increases system availability because we can react faster without having to travel long distances.” The pre-assembled modules allow the BEUMER autopac to be quickly installed and commissioned at the customer’s site.
“The fully automatic loading process enables users to achieve a constantly high loading performance and stack quality,” promises Peitzmeier. “Our BEUMER autopac has proven itself in the cement industry worldwide for decades.” AB
1. The truck is moved under the BEUMER autopac 2. The operator positions the BEUMER autopac on the loading space of the truck 3. The BEUMER autopac loads the truck fully automatically 4. The BEUMER autopac loads the truck extremely reliably (all pics supplied by BEUMER Group)
The COVID-19 pandemic has severely disrupted bulk material handlers, including limiting their critical training options to improve conveyor safety and productivity. With in-person visits curtailed for the foreseeable future, Martin Engineering has developed an extensive array of tools to continue its decadeslong tradition of educating those who maintain, manage and design conveyors for industrial operations. The result is a wide range of globallyavailable options to help improve safety and efficiency, reduce maintenance expenditures and extend equipment life, ultimately contributing to greater profitability.
In response to the restrictions that the virus has placed on face-to-face learning, Martin Engineering (Martin) has created a series of interactive online modules based on the same non-commercial curriculum that has served bulk material handlers so well over the years. Designed to keep attendees engaged, and organised into 90-120 minute segments, the virtual classes cover topics such as best practices for safety, fugitive material control and belt tracking. Upon completion, attendees can receive either the Professional Development Unit (PDU) or Continuing Education Unit (CEU) credits.
use,” says Todd Swinderman, CEO Emeritus of Martin and an industry veteran with more than 40 years of hands-on experience.
“There’s no sales pitch, and even the most remote locations can take advantage,” he adds.
“Conveyors are one of the best productivity-enhancing tools available, but conveyor injuries cost employers millions of dollars annually,” says customer development manager
Jerad Heitzler, an instructor for Martin’s safety workshops since 2010. “Because of the size of their material cargos, the speed of their operation, and the amount of energy they consume and contain, conveyors are a leading cause of industrial accidents, including serious injuries and fatalities. But injuries are preventable with the right training, preparation and safety precautions.”
According to Heitzler, the company’s preferred platform is Zoom, but its expert trainers also have experience with Google Meet, Microsoft Teams and Webex. “We like Zoom because it provides the best experience for the learner,” he continues.
Martin Engineering’s COVID-19-defying online training
adds. “Many trainers don’t use the available platform features effectively, because they were thrust into online training as a result of the pandemic. But we’ve worked hard at using engagement features to increase learner participation, with options such as a raise hand button, chat, Q and A, screen sharing, whiteboards, private breakout rooms and polling.”
Heitzler says that the Martin team has taught approximately 2,000 attendees using video conferencing since the virus’s onset. “We’ve presented these modules to learners in coal handling plants, cement manufacturing, aggregate production and pulp and paper mills,” he said.
“We’ve also provided training for industry consultants, service providers and engineering firms who design conveyors and plants.
The company also engages with customers in various ways, including free webinars on critical concepts and best practices, as well as blog posts with insights by leading professionals detailing their experiences in the bulk handling industry. Customers can always reach Martin’s industry experts via phone, live chat, email or social media. Foundationslinked industry reference books can also be downloaded for free in five languages from Martin’s website.
up with its first edition of Foundations in the 1990s, a 500+ page volume that has become an internationally recognised resource for safety, maintenance and operations training -- with more than 20,000 print copies in circulation worldwide. Swinderman estimates that the firm has trained more than 50,000 miners, quarry workers, operators, maintenance staff and management personnel globally.
There are two standard tracks: one for maintenance and operations personnel that stresses safe work practices and solutions to common conveyor problems; the other designed for technical and management personnel that emphasises the design and operation of conveyors for safety and productivity. Furthermore, Martin trainers and engineers can custom-design programmes for customers using conveyors and those needing training on the application of industrial vibration, air cannons, and silo cleaning.
“The Foundations online seminars deliver noncommercial, topic-specific, problem-solving information that can be put to immediate
“It integrates very well with our marketing software HubSpot, so learners can easily register using Martin URLs. We can also prepare specialised content that is highly valuable to them, including sharing job stories, other content videos, relevant blog articles and Foundations book downloads.”
“Our platform is built to increase attendee engagement as much as possible,” Heitzler
“Both methods of training are highly interactive, effective and non-commercial, focusing on delivering timely information that can be put to immediate use,” Swinderman concludes. Training can be provided in different languages, with details available from regional Martin locations.
• For more information on available offerings or to schedule a session visit: https://www. martin-eng.com/content/ page/546/conveyor-systemtraining-education Martin Engineering’s Foundations
Martin has a long history of investing in conveyor training for its customers since its first problem/solution literature in the 1980s. The company followed
Giant new RDT tyre rides out the COVID bumps
The development and testing of a giant new tyre for rigid dump trucks has proceeded in India despite obstacles presented by the COVID-19 pandemic, while a technology partnership is enabling tyre intelligence to be incorporated into autonomous heavy vehicles. Liam McLoughlin reports
Off-the-road (OTR) tyre manufacturer BKT has announced the giant EARTHMAX SR 468 57” (144.78cm) product which is designed to fit rigid dump trucks (RDTs). So far, the prototype has been made in the 40.00 R 57 size and is ready to be tested in the coming months by BKT engineers.
There is an interesting background to the development of EARTHMAX SR 468 as the new machinery to make the tyre reached the Indian plant in Bhuj last January, just before the lockdown.
Due to the emergency situation created by the COVID-19 pandemic, the machinery which reached Bhuj was not immediately installed. Only after a temporary shutdown of BKT’s manufacturing facilities, which was necessary to implement a rigorous safety
ABOVE: BKT’s giant new EARTHMAX SR 468 OTR tyre for RDTs BELOW: Goodyear is outfitting a Caterpillar 725 articulated dump truck with SafeAI autonomous software to monitor tyre health
“With this giant 57” tyre, the prototype of which has been made thanks to the extraordinary determination of my fellow workers, we wish to send a positive message to the market, to our partner distributors and to our end users. In BKT, research & development into new products which help the company evolve but also the whole sector has not stopped.”
Dilip Vaidya, president and director of technology at BKT, said the EARTHMAX SR 468 will now be subject to rigorous testing through to spring 2021 to achieve the highest possible level of quality and reliability before
EARTHMAX SR 468 joins the other products in the EARTHMAX family, a range of radial tyres used on off-road vehicles and equipped with an all-steel structure which provides greater resistance to the casing and therefore limits damage. A major feature of the EARTHMAX SR 468 is the special tread design and the compound, created to limit
the heat generated. The E-4 depth of the tread provides extreme resistance in highly challenging conditions.
BKT says of the unique circumstances surrounding the new tyre’s development: “At this critical time it is, above all, necessary to protect ourselves and protect others, but it is also necessary to think in a creative and ‘different’ way to face this incredible challenge.”
Meanwhile, the Goodyear Tire & Rubber Company has partnered with autonomous heavy equipment technology provider SafeAI to incorporate tyre intelligence into the programming of autonomous heavy equipment vehicles.
Through an integration with the SafeAI autonomous ecosystem, the companies say their strategic relationship will exchange site data to protect tyre health, eliminate downtime and contribute to smarter and safer standards. Tyre intelligence from Goodyear’s TPMS heavy-duty rim-mounted sensors will be deployed at an active construction site in Cupertino, California.
Through the collaboration, Goodyear will outfit a Caterpillar 725 articulated dump truck, retrofitted with SafeAI’s autonomous software, to capture pressure and temperature data and monitor overall tyre health. These sensors can identify and communicate adverse conditions before they cause maintenance issues and derail a project. Cat 725 vehicles are used by quarry operators, as well as on construction and mine sites.
Goodyear says that traditional construction and extraction sites are rife with inefficiencies, fuelled in large part by costly unplanned downtime rates as high as 20-30%, resulting in missed timelines and increased budget – and COVID-19 is
exacerbating these challenges. It adds that tyre intelligence can help mitigate these challenges by identifying early or potential problems, such as underinflation, before they cause unexpected delays – bolstering efficiency, safety and return on investment.
“No matter the vehicle – automobile, freight truck or dump truck – tyre intelligence can help elevate safety, performance and efficiency,” said Chris Helsel, Goodyear senior vice president and chief technology officer. “Through our work with SafeAI, we will not only empower site operators with greater visibility and efficiency, but also gain invaluable performance data to inform our future innovation in autonomy and heavy equipment.”
Bibhrajit Halder, founder & CEO at SafeAI, added: “At SafeAI, we strongly believe in a collaborative approach to deploying autonomy in construction and mining, at scale. We have purpose-built an interoperable autonomous technology that enables us to work with industry leaders like Goodyear and set the standard for autonomous heavy equipment.”
Germany-based multinational Continental has set out a new strategic programme for its tyres business area, with a focus on sustainability and digital solutions to differentiate itself from competitors in a fastchanging market environment.
The ‘Vision 2030’ strategy is concentrated on the systematic customer-centric alignment of the organisation and all its business activities. In addition, Continental’s tyres business area - which encompasses products for trucks and passenger vehiclesis targeting further profitable growth.
The manufacturer is particularly looking to expand its share of the growth markets of Asia and North America. In the passenger and light truck tyres segment, the focus will be on growing the global business with tyres for electric vehicles and ultra-highperformance tyres.
In the truck and bus tyre segment, Continental says its Conti360° fleet services offering will be a key driver across all regions.
“Excellent tyres are and will remain our DNA,” said Christian Kötz, head of the tyres business area at Continental. “They have made us one of the world’s largest tyre manufacturers. Now, with our ‘Vision 2030’ strategic programme, we are setting the stage to build on what is already a position of strength. Going forward, smart digital tyre solutions and the realisation of ambitious sustainability goals will be decisive for our success and as differentiators in the marketplace.”
Continental says its previous ‘Vision 2025’ strategy had seen the tyres business area drive substantial expansion of the company’s worldwide market share. It claims to already be the world’s third-largest manufacturer of passenger tyres and the fourth-largest truck tyre manufacturer.
In recent years Continental has pursued the targeted expansion of its worldwide production network. The company says that innovations at its production plants, such as fully automated tyre warehouses and the cross-company rollout of a global digital manufacturing system, will support even more efficient and environmentally compatible production in the future.
As a major global supplier of electronics, sensor systems and software in the mobility industry, the company says it has a decisive competitive edge in this respect. At the
Michelin has launched two new sizes in its CrossGrip tyre range for loaders
Continental’s Taraxagum sustainable tyre project produces natural rubber from dandelions
A LONG WAY TOGETHER
EARTHMAX SR 41
No matter how challenging your needs, EARTHMAX SR 41 is your best ally when it comes to operations that require extraordinary traction. Thanks to its All Steel radial structure and the special block pattern, EARTHMAX SR 41 provides excellent resistance against punctures and an extended service life. In addition to long working hours without downtime, the tyre ensures extraordinary comfort.
EARTHMAX SR 41 is BKT’s response to withstand the toughest operating conditions in haulage, loading and dozing applications.
europe@bkt-tires.com
For this reason, Marangoni says it expects the retreaded tyres business to benefit during 2021 from the current market conditions.
same time, the tyre manufacturer says it is also systematically entering development partnerships with customers and other technology firms.
Through this approach, Continental adds that the tyres business area aims to become the global leader for service-based digital solutions by 2030.
The company already offers smart tyres that permit customers to monitor their condition with the aid of sensors and software. In pilot projects, Continental says it is currently demonstrating the added value that it will create for its customers going forward by networking tyres, sensors, telemetry data, algorithms and the cloud. The manufacturer says the resultant smart digital solutions will help to ensure that, in the future, tyres are serviced or replaced precisely when necessary.
Continental is also pursuing ambitious goals in the sustainability sector, aiming to become the most progressive manufacturer in the tyre industry by 2030.
In April 2020 the company brought all the relevant projects and activities worldwide under the umbrella of the newly-created sustainability department. Efforts here are centred around the strategic topics of climate action, low-emission mobility, the circular economy and sustainable supply chains, thus embracing all phases of the value chain.
By 2050 the manufacturer is aiming to gradually transition to 100% sustainably produced materials in its tyre products.
As part of Continental’s current Taraxagum project, the tyres business area already produces natural rubber from dandelions, opening up an alternative source of raw material.
Continental has also expanded its ContiOnlineContact digital online dealer portal, which now lists the entire OTR and agricultural tyre portfolio. The company
says this enables dealers and customers from a range of sectors including quarrying, agricultural, industrial, earthmoving, ports and airports to order tyres flexibly and on demand.
Michelin has introduced two new sizes of its multi-purpose, all-season CrossGrip tyres for operators of backhoe loaders, skid-steer loaders, telehandlers and small tractors.
The new 440/80 R34 and 480/80 R34 CrossGrip fitments expand the range to 12 dimensions, available on both the original equipment and replacement markets.
Gordon Brookes, Michelin’s customer engineering support manager, says: “The CrossGrip has proved a popular choice for customers since the first tyres were launched in 2018. Expanding the range with these two key new sizes will widen its appeal even further.”
CrossGrip tyres form part of Michelin’s Compact Line range and offer a high load capacity and special rubber formula designed for year-round use. Its non-directional tread pattern is designed to ensure excellent precision for the driver when manoeuvring, in either forward or reverse gear, while the optimised tread pattern – with multiple biting edges – delivers traction.
In 2021, Italy-based OTR retread tyre specialist Marangoni says it will focus even more on quarry and mining applications and devote greater efforts to support end-users, utilising the company’s technical knowledge and long-standing experience. Another goal is the strengthening of the partnership with Westlake, thanks to which Marangoni can offer customers a complete new+retread solution.
Due to the COVID-19 pandemic, Marangoni says shipping costs from Asia have jumped dramatically along the routes to Europe. New tyres are no exception, and the increase in prices is already substantial.
Container availability has been disrupted by full containers being stuck in distribution centres and congested ports of entry, with logistics slowed down because of workforce shortages. Marangoni says that, in contrast to this, the tyre retreading short circular supply chain has proven to function even during the chaotic beginning of the coronavirus crisis.
In particular, Marangoni says it takes advantage of its efficient European logistics network and can leverage good availabilities in finished products and also a wide stock of casings.
The manufacturer adds that, in order to meet all customers’ requests, it keeps improving the quality and the extensiveness of its product portfolio for all dimensions and applications. New treads, like the M4D and the MTXL, have been recently introduced on the market and the R&D department, based in the company’s headquarters at Rovereto, is continuously working on the development of new patterns, not only on most-used sizes but also on bigger tyres (for example 29.5).
This year will be greatly influenced by the European Union “Green Deal” objective of reaching a climate-neutral economy by 2050, and Marangoni believes that the tyre retreading sector has all the characteristics to thrive again in this environment. It says this is the reason it is supporting the Recircle Awards, an initiative aimed at raising awareness of the importance of the circular economy by rewarding. The Awards provide prestigious recognition to the commitment in this area by operators in the recycling and tyre retreading sectors.
“For our company, it’s flattering to be among the Recircle Awards nominees,” said Matthias Leppert, Marangoni Group coordination operating officer. “But what matters most is that more and more businesses are considering tyre retreading as one of the best ways to preserve natural resources.
“The challenges we’re facing, both from a sanitary and environmental standpoint, need to be seen as a great opportunity to improve our future. Marangoni has always been working to reach this goal together with its customers and partners.” AB
Marangoni uses a shearography machine to inspect the inner structure of OTR tyre casings
Mixing up a range of applications
International cement equipment manufacturers are deploying their latest models and technologies for a variety of applications in the diverse markets of Kenya, Turkey and Singapore. Liam McLoughlin reports
An Ammann concrete-mixing plant is helping Jilk Construction fill a key niche in the growing Kenyan market.
Nairobi-based Jilk recently purchased a CBT 60 SL Elba concrete-mixing plant, which is compact and easy to relocate between projects. Despite its compact dimensions, the plant has the production output to support large projects and the result is a mobile plant with high production potential.
Jilk has played a key role in public institution development, upgrading of infrastructure, commercial and residential building construction, project management design and supervision.
“We are in the process of obtaining the bigger projects in Nairobi and other parts of Kenya, and will use this plant on those jobsites,” said Sammy Maina, director of Jilk. The CBT 60 has a production output of 60m3 per hour.
“Normally in Kenya, 60 cubic metres is considered a larger capacity, and the most common hourly output is 30 to 45 cubic metres,” Maina said. “Our aim is to get the large projects to utilise this plant’s capacity.”
Several options provide the flexibility needed to develop varied concrete types to supply mix to outside customers as well. “We also will be using the plant for selling commercial concrete,” Maina said. “The plant has all the options necessary for commercial selling in targeted areas, such as additives, silica and cement.”
Commenting on what in general is new in concrete construction processes Volker Kies, director of concrete plants sales at Ammann, says that high- and ultra-high performance concretes are finding their way into processes.
“This enables the production of highquality and freely designable concrete components,” he adds. “The design of buildings can thus be more efficient and filigree.”
In terms of how Ammann’s equipment fits
into these trends, Kies says that high- and ultra-high performance concretes require high-performance mixers. “The single and twin shaft mixers from Ammann Elba are ideally suited for these applications and have already proven themselves many times in this field of application,” says Kies.
“With special options on the mechanical side as well as on the side of the control system, we can achieve very short mixing times that are no longer than in the production of standard concretes.”
Asked what green initiatives there are in concrete construction and how this ‘ancient’ material is changing to meet today’s requirements, Kies says that two points should be emphasised.
“On the one hand is the goal of conserving resources,” he says. “More and more recycled materials are used for mineral aggregates.
“On the other hand, we are constantly working on optimising the energy consumption of our plants. The use of frequency converters for large drives reduces the current peaks when starting up.”
Regarding what the future holds, Kies says Ammann’s opinion is that the development of modern concretes is not finished yet. “New solutions in the field of mixing and control technology must be found,” he adds. “As a plant manufacturer with our own team of experienced development engineers we will answer this task accordingly.”
Alternative fuel is the focal point of an engineering and procurement order that Turkish cement producer Bursa Çimento
Jilk says it will utilise its Ammann CBT 60 SL Elba concrete-mixing plant for major building projects around Kenya
Volker Kies, director of concrete plants sales at Ammann
placed last year for the supply of a fully integrated clinker line from Denmark-based FLSmidth. The clinker line ranges from a crusher to the clinker cooler, and Bursa Çimento says it is expecting to harvest significant sustainability and productivity gains.
Situated in north-western Turkey, work at Bursa’s local site is under way with production from the new line set to start at the end of 2022. The order includes, among other equipment, FLSmidth’s HOTDISC Combustion Device, which will help increase the substitution rate to 86% - claimed to be the highest in Turkey.
“The modernisation of our Bursa site is a strategic investment, providing us with a more competitive cost base,” said Osman Nemli, general manager at Bursa Çimento. “But just as important is the entire upgrade which focuses on reducing emissions and power consumption. In this way, we are proactively mitigating future possible environmental regulation.”
In a separate move FLSmidth has also launched the latest version of its advanced process control solution, ECS/ProcessExpert V8.5 software, which now includes the ability to integrate new AI (artificial intelligence)cognitive technologies and functions.
As one practical example of AI at work, the ECS/ProcessExpert V8.5 software facilitates predictive modelling of process data signals that are either unreliable or unavailable – such as real-time clinker quality measurements or O2/NOX measurements at the kiln inlet. These are then used to create a more accurate model and controller of the actual process conditions. FLSmidth says this provides benefits including better ability to maintain optimal setpoints and faster response to conditions that may result in undesirable situations.
“AI is opening the door to create new solutions that efficiently offer more value,” said Javier Pigazo Merino, FLSmidth technical product line manager. “We are excited by the possibilities this brings to improve further the intelligence of our process control solutions, which is a big part of our commitment to make cement plants smarter, more productive and increasingly sustainable.”
Concrete-solutions provider Pan-United has achieved Singapore’s largest two continuous ready-mix concrete pours in casting the raft foundation for a development project in the Labrador area of the island city-state.
The group’s subsidiary, Pan-United Concrete, set a national record when it poured 18,916m3 for 57 hours non-stop from 31 October to 2 November 2020. This first pour was followed by a second pour of 18,342m3 of concrete in a shorter time of 42 hours non-stop, from 27 to 29 November 2020, to complete the raft foundation.
The mixer truck convoys delivered one truckload of concrete non-stop every 60 seconds. The total concrete volume of the two pours, at 37,258m3, is equivalent to filling 14 Olympic-sized swimming pools. The previous
our customer portal to minimise physical interaction at the worksite.”
Rapid International recently supplied UK ready-mix concrete company Eco Readymix with a new R3000 3.0m3 Rapid pan concrete mixer.
The mixer from Craigavon, Northern Ireland-based Rapid International forms an integral part of Eco Readymix’s new batching plant at its Ellesmere Port site and will produce circa 70,000m3 of material annually.
Ready-mixed concrete is produced just in time and typically has a brief two-hour workable lifespan. Pan-United designed a special concrete that remained workable for six hours to ensure the layers bonded integrally to form a solid raft.
The complex logistics planning for the production, delivery and casting of the raft foundation stretched over several months in close collaboration with Hyundai Engineering & Construction, the main contractor of the development.
Ken Loh, chief operating officer of Pan-United, said: “We are thankful to Hyundai for taking all the measures necessary to ensure safe distancing and to greatly reduce any health risks to the teams handling the massive pours. Pan-United also used our contactless processes such as e-delivery orders, e-concrete sampling, e-sign-offs, and
Trading for over three decades, Eco Readymix supplies eco-friendly, readymix concrete, mortar and floor screed to a wide range of customers, including leading construction groups. The company’s two depots in Wrexham and Ellesmere Port serve customers across north Wales and north-west England.
After experiencing an upsurge in demand and having been satisfied with the performance of its existing R1500 1.5m3 Rapid pan mixer, Eco Readymix approached Rapid to supply and install a new mixer, offering greater output levels and flexibility.
The new R3000 3.0m3 Rapid pan mixer, outputs 3m3 per batch and provides double batching, which Eco Readymix MD Gary Billington says is a big benefit for his company to increase its truck turnarounds whilst loading.
The Rapid pan mixer has been specifically designed with the ready-mix industry in mind, offering high outputs and fast discharge time. The pan’s mixing arms are designed to ensure all materials are kept in constant motion, in every direction, providing a thoroughly homogenised mix. AB
record of 18,000m3 was in March 2015 for the Marina One raft foundation.
Staff from Bursa Çimento and FLSmidth, following the Turkish producer’s order of an FLSmidth alternative fuel-based clinker line
Pan-United supplied 37,258m3 of concrete in two continuous mass pours in Singapore
Eco Readymix has invested in a new Rapid International pan concrete mixer
Partners
Developing a ‘global open standard’ for quick couplers
Swedish tiltrotator manufacturers
Steelwrist and Rototilt have launched Open-S, which they describe as an open standard for fully automatic quick couplers for excavators.
The two companies say the standard they have jointly developed means that machine operators can combine machine couplers, tiltrotators and tools from different manufacturers which are in compliance with the standard and be confident that they will be compatible with each other.
Products that comply with the standard are to be marked “Open-S”, and the partners said they hope the first products bearing the standard will be on the market shortly.
“Open standards make everyday life easier, whether it’s plugs for electrical sockets, computer connectors or excavator quick couplers,” said Stefan Stockhaus, CEO for Steelwrist. “Open-S also builds on the independent and established standard that already exists for quick couplers, the S Standard.”
Stockhaus said that the S Standard enabled quick couplers to be used between
products from different manufacturers, but did not include the oil connection. The new Open-S standard will encompass the oil connection between different tools.
Steelwrist and Rototilt claim that together they account for around 50% of the global tiltrotator market. The pair say they would like as many other tiltrotator manufacturers as possible to join the Open-S standard, which has a website at opens.org.
Commenting at the launch of the standard in late September 2020, Rototilt CEO Anders Jonsson said: “We believe in healthy competition, where the industry’s players compete to have the best products.
“We don’t want to lock customers into a closed interface. When customers buy a tiltrotator from Rototilt, they should feel confident that any hydraulic tool that complies with the Open-S standard will fit the tiltrotator.”
The standard is based on three pillars: Freedom for end-customers to choose the preferred equipment, with reliable safety solutions, and to benefit from continued technological development.
“Because we have agreed on how to
The screening buckets and attachments sector has seen some major recent developments including a proposed global standard to combine couplers, tiltrotators and tools from different manufacturers, as well as the continuation of an international safety initiative that is targeting zero accidents caused by dropped buckets. Liam McLoughlin reports
connect the products, customers can freely choose from the product portfolio from the manufacturers that comply with the standard,” said Jonsson. “It becomes clearer what fits together and which warranty provisions apply.”
Steelwrist and Rototilt say they are both seeing that more customers are adopting this type of solution, and that the Open-S standard makes it easier for contractors to take the first step towards a fully automatic quick coupler system.
Open-S is owned and managed by an independent organisation, Open-S Alliance, which in turn is led by a council of engineers from the member companies, currently Steelwrist and Rototilt. The two companies say they have had expressions of interest from other manufacturers about the initiative.
“Interchangeability is the point,” said Stockhaus. “Any reputable manufacturer who believes in the usefulness of a common standard is welcome. We are already in talks with more manufacturers who want to join in the Open-S standard.”
Sweden-based tiltrotator manufacturer Engcon has introduced additional smart
Steelwrist and Rototilt say the new standard is open to join for all global tiltrotator manufacturers
features on its tiltrotators’ quick-hitch mechanism. The quick hitch had previously been adapted for installation of the detachable GRD grab cassette and SWD rotating sweeper. Engcon is now replacing nearly all the hoses in the quick hitch under the tiltrotator with a simple modular system. The company says the hose-free design reduces wear and maintenance needs, increases service life and has the flexibility of adding more hydraulic functions which makes it easier for both customer, reseller and service partner.
The new quick hitch is modular with only two hoses remaining for the locking cylinder. It will now be easier to install Engcon’s EC-Oil quick-hitch system in the lower bracket, as the hydraulic blocks are now bolted directly into a distribution block without any hoses.
The new hose-free design makes it simpler to install and retrofit hydraulic extra outlets to Engcon’s detachable tools: tool such as the grab cassette and the rotating sweeper, with the opportunity to add future tools from Engcon.
”With the new modular system, it becomes easier to maintain, supplement and replace components in the hitch. You get rid of almost all the hoses, that otherwise can be quite demanding to replace in a tight tool bracket,” said Fredrik Jonsson, development manager at Engcon.
The new design also means an upgrade to the high-flow swivel which gets larger channels for increased hydraulic flow. The manufacturer says this is a much-valued function for those who need oil capacity, for example to operate a flail mower or similar tools by choosing to ‘directly feed’ one of the extra outlets, without going through valves as before.
”Thanks to the possibility to get both the quick-hitch system and manual extra outlets
in the same hitch, our customers can now choose to use their existing hydraulic tools with EC-Oil or manual couplings,” Jonsson said.
“What is unique about our system is that the customer can start with a ‘simple’ solution and then build on it themselves as and when there is a need for new tools for new assignments. It will also be very easy for the retailer to stock a ‘basic product’ that can be easily adapted to the customer’s wishes.”
CUTTER HEADS, FLEXIBILITY AND THE POWER OF ATTACHMENTS
Italy-based Simex offers a range of cutter heads that comprises two different product lines: doubledrum cutter heads, and chain cutters with continuous cutting.
The company’s TF doubledrum cutter heads are suitable for quarrying, trenching, profiling rock and concrete walls, tunnelling, demolition, dredging, finishing operations and underwater works.
Marco Garofalo, engineering geologist at Simex’s application department, says they are effective where conventional excavation systems are too weak and percussion systems have little effect, due to material characteristics. “Their quiet operation allows them to be put to work near sensitive areas such as residential zones, bridges and infrastructures,” Garofalo adds.
The TF double-drum cutter heads comprise seven models for excavators from 2.5 to 70 tonnes, and all feature Simex’s patented direct-drive technology. Hydraulic power is directly transmitted to the drums and the shaft is free from loads due to the double support bearings for each drum granting high torque and high performance. The direct-drive piston motor has
no lubrication points and requires no ordinary maintenance.
In addition, the double security filter system preserves the excavator and the attachment from hydraulic system contamination, while the mechanical seals on drums protect against external agents, even when the attachment is submerged into water or muddy ground.
Finally, the shape of the frame, with a reduced distance between the drums, improves the total working width. The two sides of
the frame have a symmetric shape which avoids rubble and stones becoming stuck between the drums and the frame.
Simex’s TFC cutter heads with continuous cutting range are characterised by the patented central chain that allows the whole width of the attachment to mill without gaps at centre or side footprints.
Garofalo says the benefits of this are many: “In finishing and profiling works there is a substantial saving of time along with high
performances: while working on the material, thanks to continuous cutting, there is no un-milled portion left between a pass and the other.”
In the excavation process, continuous cutting allows the trench width to be kept as narrow as possible since there is no need to move the excavator boom laterally.
The Simex chain cutters with continuous cutting range comprise four models, the TFC 50 and TFC 100 for mini-excavators from 1.2 to 4.5 tonnes, and TFC 400 and TFC 600 for excavators from 6 to 12 tonnes.
“There is no doubt that milling in general is a profitable and low-impact option for excavating,” says Garofalo. “Surface mining as well proves that, whenever possible, milling rock is an appealing option. With many units deployed around the world the idea of milling rocks - as opposed to ‘drill & blast’ or hydraulic hammer -developed over the years to smallscale operations as well.
“Cutter heads, on the other hand, due to their flexibility can also be used in concrete demolition, trenching, wall profiling and many different applications.”
Engcon is continuing its global ‘Dig Smart. Dig Safe’ initiative, with the aim of zero bucket-related accidents
The Simex range includes TFC cutter heads with continuous cutting
Engcon’s hose-free quick hitch is available for all markets and has been developed for EC209, EC214, EC219, EC226 and EC233. Sizes EC206 and EC204 are coming soon. Engcon has also announced that it is continuing its ‘Dig Smart. Dig Safe’ global safety initiative which started in 2019 to highlight the use of smart technology in accident prevention. The company says the aim of the initiative is to create discussion around safety issues, and to establish an industry-recognised vision of zero accidents
due to buckets coming loose because of incorrect handling. The company says that its goal is a vision of zero bucket-related accidents but adds that there is a long way to go, with the issue needing to be higher on agendas around the world.
Ulrica Hellström, marketing director at Engcon, said that the launch of the initiative in 2019 had a positive impact, with as many as 38 in-depth articles being reproduced in media all over the world including the Nordics, Europe, North America and Asia.
She added that the issue has been in the spotlight in Norway, with the Norwegian Machinery Wholesalers’ Association taking an important step in the right direction. They are issuing recommendations to apply safety requirements higher than international standards. The Norwegian construction consortium Veidekke demanded, effective from January 2020, that all excavators over five tonnes must have safety quick hitches.
”A vision of zero accidents due to dropped buckets is a challenge, one that can’t be solved with the attention of just a few players,” says Hellström. “All the industry actors need to be involved. So, we will continue to repeat the campaign ‘Dig Smart. Dig Safe’ for many years to come.
“We’ll try as much as possible to make safety systems a part of our standard range. We don’t want the excavator operator to consider cost as an obstacle to investing in a safe workplace. In the autumn, we started delivering our smart locking panel and safe locking function under the tiltrotator as a standard and this can easily be compared to an automatic braking system on a car. We help the driver to do the right thing. Hopefully we can offer further developments in the spring.”
Italian crusher bucket manufacturer MB Crusher has highlighted some of the most offbeat and innovative uses of its products by contractors over the last year.
Engcon has added new smart features on the quick hitch of its tiltrotators
One such case was carrying a crusher into position by helicopter. With the Bavarian Alps in the background, a lodge at a 1,844m (6,050ft) summit needed to be partially demolished and rebuilt. The lodge is also the starting point of a very long hiking trail. Traditionally the demo waste material would have to be hauled downstream and discarded.
The solution arrived at was to utilise a BF60.1 MB mobile crusher to process the material and use it as road base for the surrounding paths. How did they bring it to the lodge when a helicopter can only carry
a max of 1200 kg (2,645 lb)? A few of the crusher bucket’s heavier components were removed and then reassembled quickly on site.
The result was significant savings on both waste disposal and hauling fees, in addition to reuse of the resulting material directly on site.
An MB Crusher bucket was also used in the centre of a large city in Japan, where the goal was to tear down a 16-floor reinforced concrete building, surrounded by other properties and city life. Compact and agile machines were required to work on the roof
of the building to demolish it one floor at a time. The demo waste was then tossed down a hole that was opened in the centre of the building, to protect the surrounding area.
The contractor chose a BF70.2 MB mobile crusher that processed reinforced concrete in a narrow space. The crusher bucket was lifted to the sixteenth floor with a crane, and due to the unit’s size and weight this task was very easy.
The process resulted in material hauling time being saved, and a significant reduction of dust and sound emissions.
On another job to build an underground drainage canal in Southern California, the contractor needed to avoid flooding a high traffic road. The long, difficult and dark tunnel didn’t allow access to the traditional equipment used on similar projects, and the use of a hammer would have caused excessive vibrations.
The solution was to use a MB-R500 drum cutter to dig a tight and long tunnel. The compact machine is packed with power and resulted in no vibrations or cracked walls, and a precise removal of only the required material.
Saving thousands of dollars while developing more than 9,000km (5,592 miles) of surface in a vast area in Montana, in the United States, a contractor had the task of preparing the site of a new residential area. During the excavation phase they ran in to large amounts of river rock.
To solve the problem a BF120.4 mobile crusher was used to break down river rock for immediate reuse as fill. This resulted in an estimated tens of thousands of dollars in savings on hauling and material handling fees while eliminating buyback expenses.
A hazardous material recycling company in Latvia needed a tool to handle large drums containing diesel fuel and paint. As a solution they used a MB-G900 grapple to easily grab hold and position the containers. This saved on both time and trucking, more work in safety and with a higher profit. AB
An MB Crusher BF60.1 MB mobile crusher is flown into position by helicopter in the Bavarian Alps
A winning route to a rock-solid skill set
UK-based minerals industry consultancy MinExp and quarrying awarding organisation EMPI Awards have developed the new Occupational Competence Assessment (OCA), an alternative assessment of capability for mobile plant operators in the British extractive and mineral processing industries. Guy Woodford spoke to one highly experienced quarry manager who is among the first to have successfully completed his assessment to find out more about its value
Frustrated by what he perceived as a lack of thoroughness in some traditional mobile plant assessment schemes, Steve Johnson, manager of Creeton Quarry, near Grantham, Lincolnshire, decided to put himself through an OCA assessment to gauge how useful it could be in helping him to demonstrate competence and employ staff with the level of expertise needed to work at his 300,000 tonnes per year limestone block, limestone aggregate and agricultural lime quarry site.
“Firstly, I was told there were four grades I could achieve – Distinction, Credit, Pass, and Fail. I’ve got more than 30 years’ experience as a machinery operator and more than 20 years’ as a quarry manager, and I still only achieved a Credit score. The assessment was hard. They are on it,” says Johnson.
“I was very impressed with how it was carried out. There was a long discussion with quarry-specific questions about site operations, then an in-depth practical skills assessment, covering everything from machinery start-up and operation, and to how the quarry is blasted and dug to gain material, finishing with a plant shutdown. After that, there was a long set of questions with multiple-choice answers focused on day-to-day working, including how staff communicate with each other, with a specific focus on health, safety and environmental aspects.”
Creeton Quarry is part of the Johnston Quarry Group, which also features Oathill and Guiting quarries in the Cotswolds, Sarsdon and Flick quarries in Oxfordshire and the soon-to-open Ropsley Quarry, near to Creeton Quarry off the A52 near Grantham.
Steve continued: “I want to put all my staff here through the OCA and also all the staff that will be running the new Ropsley Quarry, which is a former Aggregate Industries’ site that we have owned but not worked since 2009.”
The OCA was launched this summer by EMPI Awards and MinTrain, a wholly-owned subsidiary of MinExp consultancy, operated by vastly experienced quarry professionals Mike Phillips, former general manager at the Institute of Quarrying, and Roy Bush. Roy worked for the Health and Safety Executive (HSE) at HM Inspector of Quarries from 1993 to 2017.
Steve said: “I knew Mike and Roy in their previous roles. Mike first mentioned the OCA to me as Di, my wife, who helps drive machines when needed and runs our site office, needed some mentoring.”
Di said: “The difference with Mike is he has got to know me before working out the right approach to mentoring me. I like the fact that he doesn’t look to do things generically. He has seen what I am capable of with our [Doosan/Moxy MT 40 articulated] dump truck and other quarry machinery, as well as my written knowledge. I like MinExp’s ethics and what they stand for.”
“I had got very fed up with plant operators turning up claiming they had loads and loads of qualifications, but when I stuck them on a machine, they were useless,” said Steve. “I talked to Mike and Roy about the OCA, and they were very confident in its worth. I then said ‘Okay, if you’re so confident in them, put me through it.’ I really found it to be very thorough and robust.”
ABOVE: OCA success. Pictured from left to right: Gavin Brain of EMPI Awards, Steve Johnson and Mike Phillips at Creeton Quarry
Traditionally, the UK industry-recognised route to demonstrating competence has been a Plant-Operator Card Scheme. This card scheme has run for many years, becoming a two-tier system dependent upon the final achievement of a level 2 VQ (Vocational Qualification).
Di said: “When Mike was mentoring me with the quarry operations, one of our guys was driving past on a loading shovel. Mike said, ‘I’ll just watch how he uses the bucket.’ He then said, ‘I can tell he has his ticket [Plant Operator Card].’ But when the same guy reached the time when he needed to be reassessed for his ticket, he rang up the relevant company and was told, ‘Okay, just send us your money, and it’ll be sorted’. That’s not good enough. You may need to stand up in court after, for example, a work-related incident, and be confident in saying ‘This person has been assessed as competent to do their job’.
Steve said: “It needs to be a thorough assessment and reassessment. It should be something like when you get your car driver’s licence. It shouldn’t be someone trying to get £1,000 off us as ‘easy money’. If I left the quarrying industry and someone wanted a recommendation of how to get qualified to work in it, I would happily recommend Mike, Roy and the OCA. I think the assessment is a benchmark for the UK.”
The new OCA is said to be a comprehensive and robust assessment based on the National Occupational Standards (NOS) comprising observation of skills, a multiplechoice test of knowledge, a consideration of training and experience and a discussion of other qualities.
The OCA can be carried out at workplaces using the operators’ own equipment within their own unit so that they can clearly demonstrate the skills required for the specific task they are required to do.
The site operator retains each OCA certificate which can be used to assist in the demonstration of workforce competence. It has been developed for all quarry and non-quarry operatives for mobile and static plant in the Extractive & Mineral Processing
ABOVE: Steve Johnson has more than 30 years’ experience as a machinery operator and more than 20 years’ as a quarry manager part of the Johnston Quarry Group BELOW: Creeton Quarry near Grantham in Lincolnshire, England, is a 300,000 tonnes per year limestone block, limestone aggregate and agricultural lime production site
Industries by EMPI Awards. OCA assessments are delivered through EMPI Awards’ partner,
Highlighting the reasons behind the launch of the OCA, MinExp co-founder Mike Phillips said: “It’s about giving operating companies, quarry managers and mobile plant operators choice. It is also about giving employers the reassurance that each employee who gains an OCA certificate has genuinely demonstrated good practice and a thorough understanding of what should be expected of them on-site.
“Each OCA assessment is extremely thorough, lasting around a day. Renewals are carried out after three years.”
Di Johnson added: “With some assessments, there are hidden costs. There are no hidden costs with each OCA.”
EMPI Awards is wholly owned by Philip Brain Associates Limited, who have been involved in qualification design, development, delivery and certification of vocational and technical qualifications (VTQs, previously NVQs) within the UK mineral extraction and processing industries since 1998. It is the oldest commercial provider of vocational assessment and assessment consultancy in the sector and was instrumental in introducing competence-based qualifications to the industries it serves. AB
• To find out more about the OCA, visit www.minexp.co.uk, go to ‘What We Do’ and then ‘Occupational Competency Assessment’
Volvo Penta engines are said to be helping a family-owned and -run Swedish quarrying and recycling firm over €100,000 a year in fuel costs. Guy Woodford reports
Volvo Penta engines have been helping to power Dalby Maskin for more than a decade. The savvy company has saved up to 20 litres of fuel an hour per crusher by switching to Volvo Penta engines and has also seen the time between service intervals increase from 250 hours to 1,000 hours.
Volvo Penta has been field-testing engines in partnership with Dalby Maskin at the firm’s quarry in Uppsala, Sweden, since 2010. What started out as a two-year field-testing project for a Stage 3B engine in a rock crusher, soon expanded into a request from the customer to repower their other crushers, as well as Stage IV and Stage V testing in crushers and a screener. Dalby Maskin says that by switching its four crushers and a screener to Volvo Penta engines, it’s saving over €100,000 a year in fuel costs.
“After seeing how reliable and fuel-efficient the Volvo Penta engine was during the field test, we knew it made financial sense to repower our other crushers and make the switch from Cat engines to Volvo Penta,” explains Jesper Sundström, Quarry Operations manager at Dalby Maskin. “Volvo Penta had some great ideas about how to reduce fuel consumption, noise and rpm (revolutions per minute) with a smaller engine while still getting the performance we needed – and they were right. We went from a 15-litre Cat engine to a 13-litre Volvo Penta engine. Since making the change, we’ve cut fuel consumption by up to 20 litres per hour (l/h). Previously, the service interval was 250 hours, but now we have a 1000-hour interval between oil changes. And thanks to lower engine revs and smaller engine displacement, we don’t have to change the air filter that often. Within a couple of years, the engines pay for themselves – so there is a good business case.”
BIG VOLVO PENTA MONEY-SAVER FOR DALBY MASKIN
“Within a couple of years, the engines pay for themselves – so there is a good business case”
Jesper Sundström, Quarry Operations manager at Dalby Maskin
Dalby Maskin’s quarrying and recycling business has been operating since 1989 and employs approximately 30 people. The company manufactures and sells rock, concrete, asphalt crushing products, wood and recycled materials. While Volvo Penta is conducting field tests at Dalby Maskin’s quarry, there are Volvo Penta engines powering machines, such as woodchippers, working in the recycling side of its business. In total, Dalby Maskin owns around 25 machines.
Volvo Penta has tested seven engines with Dalby Maskin over the last ten years. During this time, the company has also bought Volvo Penta engines to repower other equipment at its Uppsala quarry site. Currently, Volvo Penta is field-testing two engines at the quarry: a D13 Stage V, which is powering a Metso crusher, and a D5 Stage V, which is powering a screener. Testing started on the D13 in 2017, and, so far, it has clocked up around 7,000 hours. The screener was originally repowered in 2015, switching from a Cat engine to a Volvo Penta D8 Stage III. In 2017, this was changed to a D8 Stage V, and in 2020 it was replaced with a D5 Stage V –which has already clocked up around 2,000 hours.
“We changed the size of the engine to see the difference between the D5 versus D8, as we thought the machine was overpowered for its application and workload,” explains Andreas Nyman, manager Field Test and Data Management at Volvo Penta. “We also changed the hydraulic pumps so we could reduce the rpm from 1900 to 990. With these changes, we managed to decrease the fuel consumption from 11.6 l/h to 7.5 l/h. This is a significant reduction which saves the customer a lot of money, is better for the environment and doesn’t compromise performance. This is why we work with customers to find the right size engine for their application and usage, to maximise fuel efficiency and uptime.”
Testing is a key part of the development process at Volvo Penta to verify performance, reliability and durability. In-house testing in test cells involves everything from specific component tests to calibration, functional and stress tests. This allows for all the parameters to be fine-tuned to ensure the engines deliver the right power, torque and emission requirements. The engines are also tested in field tests where they are installed in machines that customers use for real work. Volvo Penta currently has 35 Stage V engines operating in different applications, climates, environments and countries as part of ongoing field tests.
“We work with customers to test our engines in the most demanding environments to ensure optimum performance whatever the application, including high altitude, underground and hot and cold climates,” says Nyman. “Testing our engines at Dalby Maskin is ideal due to the dusty and freezing winter conditions. The work is tough and demanding – with lots of vibrations – and the engines are running five days a week for
up to 12 hours a day. We have telematics systems mounted on the engines, so we are collecting a lot of data. We can see that the engines are performing really well, and the customer is happy, so it’s a success for everyone involved.”
“Our experience with Volvo Penta is excellent,” concludes Sundström. “We’re saving time and money – that’s why we’ve bought new Volvo Penta engines and repowered other equipment at our site. We haven’t had any problems with the engines and feedback from our team is very positive. The noise levels around the machines are much lower, which makes a huge difference on site. The new engines are also much cleaner and the increased time between service intervals is another big benefit. Since our introduction to the brand ten years ago, we haven’t looked back. Now we want all the new machines we buy to be fitted with Volvo Penta engines.” AB
BELOW: Jesper Sundström checks the D13 Stage V Volvo Penta engine on Dalby Maskin’s Metso Lokotrack mobile crusher
Volvo Penta has been field-testing engines in partnership with Dalby Maskin at the firm’s quarry in Uppsala, Sweden, since 2010
A drone’s eye view of Dalby Maskin’s Uppsala quarry
Dalby Maskin’s Volvo Penta D13 Stage V enginepowered Metso Lokotrack LT300GPB mobile crusher
A Volvo Penta D13 Stage V engine
New FLSmidth service offers 24/7 kiln condition monitoring
FLSmidth has launched a 24/7 kiln condition monitoring service, offering plant managers live insights to optimise performance and be proactive with kiln maintenance.
The Danish manufacturer says the cement industry is increasingly under pressure, with producers facing unrelenting requirements to reduce production costs and improve efficiency as overcapacity becomes part of a new reality.
The new ‘online condition monitoring service for kilns’ is designed to enable producers to use existing and additional sensors to gather data from critical equipment on a continuous basis. This data is sent to FLSmidth’s Global Remote Service Centre where it is analysed for early signs of failure by kiln experts. In real time, recommendations and reports informing of any maintenance issues that need addressing are sent to the customer.
“Digitalisation enables us to help customers develop a data-led proactive maintenance approach, guided by our network of experts,” said Mireia Fontarnau Vilaró, head of service commercial, FLSmidth. “With this service agreement, we are able to collect and analyse data that would not be normally available, giving our customers the opportunity to really get on top of maintenance, improve the life of kiln components and improve their overall reliability.”
The online condition monitoring service for kilns keeps an eye on the kiln crank, kiln shell ovality and axial balance, helping customers avoid unplanned downtime through extensive root cause analysis. www.flsmidth.com
DEUTZ & John Deere Power Systems announce engine collaboration
DEUTZ and John Deere Power Systems (JDPS) have announced plans to jointly develop and source components for an up to 130kW engine.
Together, the parties say they will be able to make an engine that will provide customers with claimed additional and exceptional value upon initial purchase while retaining the reliability, versatility, and performance.
The co-development and the co-sourcing scope includes engine hardware and design, from which each company will customise its product to meet customers’ specific needs through engine software and controls. Engine manufacturing and distribution will be done independently by John Deere and DEUTZ.
“John Deere and DEUTZ are both industry leaders in designing and manufacturing innova-
Ammann has sold its first ACM Prime asphalt-mixing plant in Europe to an operator in Ukraine. The manufacturer says Prime plants have been extremely popular in Latin America, where they originated, and more recently in Northern Africa. Ukraine-based BahmachGazBudService recently acquired an ACM 140 Prime asphalt-mixing plant, which will be utilised for road construction in the country’s Sumy Region.
Ammann says the continuous plants are popular because they are mobile and produce highquality mix which is as good as that produced by a large, stationary plant.
ACM Prime plants have advanced capabilities including being able to use as much as 20% recycled asphalt (RAP). Heating and mixing processes are clearly separated, and additives such as fibres and Ammann Foam can be introduced away from the
tive power systems,” said Pierre Guyot, senior vice president, John Deere Power Systems. “Through combining our complementary knowledge-sets and focus areas, we are excited to offer John Deere and DEUTZ customers a reliable, cost-effective engine option in the low horsepower range.”
DEUTZ CEO Frank Hiller stated: “The fact that John Deere chose DEUTZ as a collaborator for this engine project underlines our strong position in offroad engine applications.”
He added: “This collaboration is an important step in establishing a business relationship between the two companies. We are very excited about the opportunity to join forces with an industry leader like John Deere, thereby creating value for our customers.”
www.deutz.com
European first for Ammann Prime
heat source. The plant can also produce warm mix, and mixing time can be adjusted based on recipe and capacity.
BahmachGazBudService previously utilised a stationary plant but an increase in demand meant higher productivity was needed. The ACM 140 Prime can produce 140 tonnes of mix per hour, compared with the stationary plant’s output of 30 tonnes to 40 tonnes.
The second differentiator was
mobility. “The customer doesn’t know exactly where in the region the projects will be, so he was keen on the mobility of the plant so it could quickly relocate closer to the jobsites,” said Yevhen Lytvyn, a sales representative at Euromash, Ammann’s dealer in Ukraine. He said the customer liked the fact that no cranes are required to install the ACM 140 Prime – and that very minimal foundation work is needed. www.ammann.com
The monitoring system lets producers use existing and additional sensors to gather data from critical equipment
Ammann Prime plants already operate in Latin America and Northern Africa
Metso Outotec expands Lokotrack crushing plant
Metso Outotec is complementing its line of mobile and modular stationary crushing solutions with a sizer option specially designed for soft ore and aggregate applications.
The new additions to Metso Outotec’s mobile Lokotrack product line are equipped with Komatsu’s sizer technology and are available in five models ranging from 500 to 4500 tons per hour. Metso Outotec’s recently launched modular FIT crushing stations are also available with sizer configurations. Both the mobile and modular solutions were engineered in collaboration with Komatsu. The first Lokotrack sizer plant is already in operation in South-East Asia.
“New concentration technologies and strict environmental norms make it economically viable to process such deposits and stocks that were not possible to handle profitably earlier,” said Julius Mäkelä, vice president, mid-size and mobile crushers at Metso Outotec. “However, the characteristics of soft ores like low abrasiveness and high moisture content require a different equipment configuration
than when crushing hard ore. To provide leading solutions for our customers processing soft ore, we’re now combining our expertise in mobile and semi-mobile crushing with Komatsu’s sizing knowhow.”
John McCarthy, sizer product manager at Komatsu, commented: “Komatsu is excited about the opportunity to partner with Metso Outotec to provide soft ore crushing solutions. Komatsu’s Joy sizers are well known in the industry and they’ve proven their efficiency and reliability in various applications. The combination of Metso Outotec’s Lokotrack and FIT Station with our sizers provide a unique and superior solution for soft ore and rock crushing.”
Metso Outotec’s Lokotrack mobile sizers are designed for safe operation and easy application. When combined with the Lokolink and Conveying Systems, Metso Outotec can provide a truckless solution right from the quarry to the concentrating or cement plant.
www.mogroup.com
Stage V-compliant TwinPower generator from Atlas Copco
Atlas Copco has added a Stage V-compliant model to its QAC series of containerised generators.
The manufacturer says its versatile trademarked TwinPower concept enables operators to cut fuel consumption while enhancing performance and complying with environmental regulations. The generators suit a range of applications including quarrying, utilities, events, construction, mining, and oil & gas.
The TwinPower technology leverages two smaller engines housed inside a containerised unit instead of one large one to
achieve high power density with low fuel consumption, reducing the total cost of ownership (TCO).
The new TwinPower delivers up to 1350 Kva as a prime power. When used with a variable load, the QAC1350 is claimed to consume up to 40% less fuel than solutions with one large engine due to fewer mechanical losses. Now compliant with the European Stage V regulations, the generator provides an environmentally friendly way to power operations, with nitrogen oxide (NOx) emissions reduced by up to 80%.
www.atlascopco.com
Hyundai CEE unveils 22-tonne excavator
Hyundai Construction Equipment Europe (HCEE) has launched the HX210AL 22-tonne crawler excavator, part of its new A-series of machines.
The A-series has been designed to create better conditions for operators with improved safety and comfort, higher productivity, maximum uptime and easy servicing.
The HX220AL is the sister machine to the new HX210AL – both machines have the same power output of 129kW, however the HX220AL machine is powered by a Cummins B6.7 Stage V 6-cylinder engine and offers 880Nm torque (+20% torque). Both machines share an identical undercarriage platform.
The Hyundai HX210AL features similar general specifications to those found in the HX220AL model, but with standard features and pricing that are designed to appeal to rental houses and dealers with high volumes of rental business.
The HX210AL features a Stage V-compliant B4.5 Cummins engine, with an integrated ‘all-in-one’ exhaust after-treatment system, that is designed to reduce both emissions and maintenance requirements. Removing the need for EGR (exhaust gas recirculation) leads to enhanced reliability and simplified maintenance. Hyundai says it also enables the owner to reduce operating costs through better fuel economy and longer service intervals.
www.hyundai-ce.eu
The new Metso Outotec Lokotrack crusher sizer plant
The TwinPower generator is suitable for quarrying applications
2021
MARCH
30-31: Hillhead Digital Online
Organiser: The QMJ Group Tel: +44 (0) 115 945 4367 www.hillhead.com/digital
MAY
25-28: bauma CTT Russia Moscow, Russia
Organiser: Messe München Rus Tel: +49 (0) 89 949 20251 info@bauma-ctt.ru www.bauma-ctt.ru
Organiser: Messe München Tel: +49 89 949-11348 Email: info@bauma.de www.bauma.de/en/
MEET THE TEAM
Aggregates Business travels the globe attending conferences, events and equipment shows, keeping you informed of the latest offerings. Come and join us for a chat at any of the events below.
JUNE 2021
22-24: Hillhead 2020 Hillhead Quarry, Buxton, Derbyshire, England
JULY 2021
07-10: EIG 2021 Exeter, UK
These dates were correct at the time of going to press, but please note that the COVID-19 pandemic means some events may be rescheduled with little advance notice
ADVERTISERS INDEX
Belt conveyors are the basis for your systems lead to downtime, lost production, and increased maintenance and expenses. Your bottom line depends on a reliable conveyor system, and Martin Engineering will keep your operation running at full capacity.
Visit our website to learn more today.
PC210LCi-11
ENGINE
HYDRAULIC EXCAVATOR
intelligent Machine Control 2.0
Along with all the benefits of a standard Komatsu excavator, the enhanced intelligent Machine Control on the PC210LCi-11 lets you focus on moving material even more efficiently, with no worry about digging too deep or damaging the target surface. From rough digging to finish grading, efficiency, precision and safety are drastically improved on your work sites.