Bottom-line gains from efficient dewatering of your aggregates production site
A
An insistence on high-quality wear parts should be the norm for any ambitious aggregates
Doosan’s 30-tonne
crawler excavator has won
prized EquipmentWatch Lowest Cost of Ownership (LCO) Award for the second year running p24
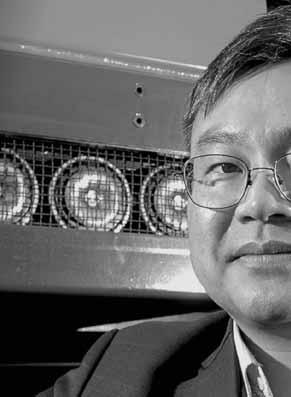
INTERVIEW Charlie Park, Doosan Europe CEO, on strength through product & services diversity
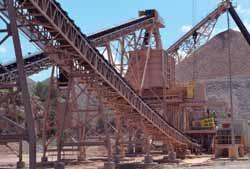
QUARRY PROFILE
A customer-focused approach coupled with premium aggregates products and entrepreneurial spirit has enabled The Cullimore Group to go from strength to strength throughout its 90-year-plus history
HEAD OFFICE
EDITOR: Guy Woodford
ASSISTANT EDITOR: Liam McLoughlin
CONTRIBUTING EDITORS: Patrick Smith, Dan Gilkes
EQUIPMENT EDITOR: Mike Woof
DESIGNERS: Simon Ward, Andy Taylder, Stephen Poulton
PRODUCTION MANAGER: Nick Bond
OFFICE MANAGER: Kelly Thompson
CIRCULATION & DATABASE MANAGER: Charmaine Douglas
INTERNET, IT & DATA SERVICES DIRECTOR: James Howard
WEB ADMINISTRATORS: Sarah Biswell, Tatyana Mechkarova
MANAGING DIRECTOR: Andrew Barriball
PUBLISHER: Geoff Hadwick
CHAIRMAN: Roger Adshead
ADDRESS
Route One Publishing Ltd, Waterbridge Court, 50 Spital Street, Dartford, Kent DA1 2DT, UK
Aggregates Business International is available on subscription. Email subs@ropl.com for further details. Subscription records are maintained at Route One Publishing Ltd.
SUBSCRIPTION / READER ENQUIRIES TO:
Data, Route One Publishing Ltd, Waterbridge Court, 50 Spital Street, Dartford, Kent DA1 2DT, UK
TEL: +44 (0) 1322 612079 FAX: +44 (0) 1322 788063
EMAIL: data@ropl.com
No part of this publication may be reproduced in any form whatsoever without the express written permission of the publisher. Contributors are encouraged to express their personal and professional opinions in this publication, and accordingly views expressed herein are not necessarily the views of Route One Publishing Ltd. From time to time statements and claims are made by the manufacturers and their representatives in respect of their products and services. Whilst reasonable steps are taken to check their accuracy at the time of going to press, the publisher cannot be held liable for their validity and accuracy.
AGGREGATES BUSINESS INTERNATIONAL USPS: is published six times a year. Airfreight and mailing in the USA by Agent named Air Business, C/O WorldNet Shipping USA Inc., 156-15 146th Avenue, Jamaica, NY, NY11434.
PERIODICALS POSTAGE PAID AT / US POSTMASTER
ADDRESS CHANGES TO: Aggregates Business Europe, Air Business Ltd, C/O WorldNet Shipping USA Inc., 156-15 146th Avenue, Jamaica, New York, NY11434
PRINT: ISSN 2051-5766
ONLINE: ISSN 2057-3405
PRINTED BY: William Gibbons
Aggregates industry
get my vote
Ilike aggregates industry entrepreneurs, particularly those that start small and demonstrate great drive, determination, intelligence and calculated risk-taking in turning their independent, often familyowned, businesses into much bigger and highly successful, yet still independent, commercial operations. I’ve had the good fortune to meet quite a few over the last five years as editor of Aggregates Business Europe. My latest encounter with an ambitious and highly engaging independent aggregates company entrepreneur was in June when I travelled down to Gloucestershire in western England to interview Moreton Cullimore, managing director of the still family-owned Cullimore Group, to learn more about the aggregates quarrying side of the group’s diverse business portfolio.
In this edition’s Quarry Profile feature, Moreton talks about how three generations of Cullimores have taken the aggregates and haulage group’s reins, a group achieving sales of around £15 million (€17.09mn)/year (£4-5mn of gravel, £4-5mn of concrete, £3mn of transport haulagerelated business, and £2-4mn from farming). The bulk of The Cullimore Group’s customers are based in the west of England (Gloucestershire, Wiltshire, Oxfordshire and Avon & Somerset), with its greatly prized gravel and sharp sand products currently being drawn from three quarries –Wetstone Bridge, Shorncote and Dairy Farm - all in the Cotswold Water Park zone. A further two group quarries are currently being restored to nature.
In a wide-ranging conversation, Cullimore discusses many hot topics in the UK aggregates sector, such as the review of the Aggregates Levy and the ongoing impact of the Brexit crisis. I must admit that it is refreshing when you meet a business leader who feels able to speak their mind, and I think you’ll find what Cullimore has to say very interesting and thought-provoking.
This edition also includes a Market Report feature on aggregates demand in the UK & Ireland. Liam McLoughlin, Aggregates Business assistant editor, was at the recent CQMS quarrying and
entrepreneurs
construction equipment exhibition near Dublin in Ireland to gauge exhibitors’ and attendees’ thoughts on both UK and Irish aggregates markets. Meanwhile, I found it very interesting to hear different views about the health of and future prospects for Britain’s mineral products industry during the British Aggregates Association AGM near Birmingham on 17 June, and the Mineral Products Association’s (MPA) National Conference in London a week later. Among the topics debated at the latter event staged at the QEII Centre in Westminster were the political, energy, and digital and innovation outlook for the UK mineral products sector, future construction, mineral resources’ pressures, and the UK Extractives Industries Transparency Initiative (EITI).
Some of the discussions offered a wider aggregates industry insight into areas I covered with MPA chief executive Nigel Jackson, during a meeting Liam and I had with him at the MPA’s HQ in Victoria, central London in March 2019. A straight talker like Moreton Cullimore, Jackson was speaking just days after the MPA, which represents over 530 companies, had put out a statement calling for all MPs, “whether leavers or remainers”, to wake up to the call for the national interest to trump party politics.
During our meeting, Jackson said that economic health was always the MPA’s number one issue, with or without Brexit. “Unless there is sustainable economic growth it’s difficult for companies [including aggregates companies] to plan confidently for the future and invest, and 1.4% [current UK] economic growth per annum is anaemic. It is not acceptable. Historically, we’ve enjoyed growth of around 2.5% per annum. Anything less than 2.5% is lost prosperity, tax, momentum and hope. Therefore, our message to the government is ‘stick to the knitting’ and create an environment which enables the private sector to grow the economy.”
Fast-forward a few months and the above quote still equates to very wise words indeed from a seasoned champion of the UK aggregates industry. GW gwoodford@ropl.com
Mineral Products Association (MPA) chief executive Nigel Jackson has praised major and small and medium-sized UK mineral products sector MPA member companies for their resilience amid huge business uncertainty created by the ongoing Brexit saga.
Speaking at the MPA’s 10th anniversary annual conference titled ‘Mineral Products 2019 - Planning Long…Embracing Change’, staged before a packed audience, including many CEOs, from 90 different organisations spanning MPA member companies, NGOs (non-governmental organisations), trade associations, consultants and government departments and agencies, Jackson said that outside of the Treasury and BEIS (Department for Business, Energy & Industrial Strategy) there is significant business comprehension deficit in political Westminster, which is “obvious and deeply worrying”.
He continued: “Some senior and influential politicians continue to ignorantly assert, wilfully generalise, over offer, and under deliver. Some still think if we don’t still leave the EU by the end of October, public trust in democracy will collapse. Could it get much worse? To cap it all, we appear to have been reduced to an unedifying political choice going forward: Eton Mess or Marxism; minority parties; or worst of all, disenfranchisement.
“It is against this challenging backdrop that MPA members have had to protect
their precious businesses – whether fourthgeneration SMEs or international – and survive. And survive they have, but not without the pain of major job losses and lower investment. They are resilient. Learning the lessons from the past and planning for the future. These are characteristics that seem elusive in current [British] politics. I pay tribute to our members, particularly over the last 10 years. Thank goodness for their determination and enterprise.”
Jackson said that in spite of 10 very tough and uncertain years, MPA members had continued to contribute significantly to Britain’s economy and quality of life. “The [mineral products] sector is essential - worth around £20 billion per annum, supporting over £500 billion in the supply chain, typically delivering one million tonnes of essential products each day, every day, every year. Indigenous, locally produced and supplied. The largest material flow in the economy, vital for our homes, schools, roads, and so much more.”
Hosted by journalist and BBC newsreader Sophie Raworth on Monday 24 June at the QEII Centre in Westminster, London, ‘Mineral Products 2019 - Planning Long… Embracing Change’ included a diverse range of highquality speakers and panel discussions.
Painting a picture of our digital future and artificial intelligence, Lindsay Herbert, author of ‘Digital Transformation’, gave her insight into digital innovation. Using examples from
organisations including Harvard, the UN Refugee Agency, Morgan Stanley and the RIJKS Museum, Herbert highlighted that the ability to innovate requires collaboration to solve a problem, that innovation is learned by doing and that each breakthrough builds on the previous one.
William Zimmern, head of Global Macroeconomics at BP, and Professor Michael Grubb, professor of Energy and Climate Change at University College London (UCL) provided their insight into the latest developments in the energy sector. They answered questions about the effect of climate change, the increasing demand for oil, competition in the global oil market and sources of energy supply, including the contribution of renewable energy where solar power is expected to grow tenfold and wind power fivefold.
Professor Vernon Bogdanor, research professor at the Centre for British Politics and Government, King’s College London, gave delegates his views on what may be happening to our broken party politics and democracy, commenting on the shift to more parties and what this means in a first-past-the-post system. On Brexit, he spoke about the clash between parliament and direct democracy and the future implications for our unwritten constitution.
Keith Waller, programme director, Transforming Construction Alliance and head of the government’s Construction Innovation Hub discussed the challenges and opportunities
Nigel Jackson, MPA chief executive, speaking at the MPA’s annual conference titled ‘Mineral Products 2019 - Planning Long…Embracing Change’
HM300-5 ARTICULATED DUMP TRUCK
Get a better grip
ENGINE POWER 248 kW / 332 HP BODY CAPACITY, HEAPED 17,1 m³ MAX. PAYLOAD 28 ton
Designed for complete control even in the worst ground conditions, the Komatsu Dash 5 ADTs feature the exclusive Komatsu Traction Control System (KTCS). Truly self-operating and intelligent, KTCS monitors wheel speed to determine optimal machine performance. It automatically sends more power to the wheels with the best grip on the ground, and gives your truck unbeatable traction and increased driving safety and comfort.
of delivering prefabricated and modular construction in concert with technology and digitisation. He outlined the government’s wish to see public sector buildings adopt modern methods of construction in order to address skills shortages, improve productivity, drive down waste whilst speeding up construction. He stressed that there is a huge amount of diverse talent in engineering and we need new thought and greater diversity of thinking, not just reinforcing the old ways of doing things.
Dr. Matthew Free, director, Geohazard and Risk Management, Arup, considered urbanisation, some of the drivers behind global growth and what they may mean for the demand for construction aggregates going forwards, drawing on examples from China and Singapore. Pascal Peduzzi, director, GRID-Geneva, United Nations Environment Programme (UNEP), summarised some of the issues associated with global sand supply, and the steps needed to address some of the sustainability challenges that this supply raises now and into the future. Andrew Bloodworth, science director for Minerals and Waste, British Geological Survey, participated in a panel discussion to consider mineral resource pressures, addressing why there is so little recognition of the role and importance of sand supply and the UK’s efforts at mitigating impacts.
Matthew Ray, deputy director of Business
UK process and progress of the Extractive Industries Transparency Initiative (EITI) in which MPA actively participates. EITI is increasing general awareness about the extractive industries and their contribution to the economy.
In his event-closing remarks, Nigel Jackson said: “This conference attempts to address the bigger picture, the long term and strategic issues. Today’s excellent presentations confirm that the key issues considered all ‘join up’
challenges collectively.”
The MPA is the trade association for the aggregates, asphalt, cement, concrete, dimension stone, lime, mortar and silica sand industries. With the affiliation of British Precast, the British Association of Reinforcement (BAR), Eurobitume, MPA Northern Ireland, MPA Scotland and the British Calcium Carbonate Federation, it has a growing membership of 530 companies and is the sectoral voice for UK mineral products.
Metso Minerals-Outotec to combine to create new name in aggregates & minerals industries
Metso and Outotec have agreed to combine Metso Minerals and Outotec to create a leading global company in process technology, equipment and services serving the aggregates, minerals and metals industries.
The combined company - comprising Metso Minerals and Outotec but excluding Metso Flow Control - will be named ‘Metso Outotec’. Set to launch in the second quarter of 2020, the new firm had illustrative combined sales of €3.9 billion in 2018 (around €4.2 billion when including the impact of Metso’s recently announced acquisition of McCloskey International).
Metso Flow Control will be a pure-play listed entity under the name of Neles, looking to build on 2018 sales of €593 million.
Metso Outotec will leverage the strengths of both companies, including technology and research and development, product and process excellence, scale and a global service.
The new business, which will be headquartered in Helsinki, Finland, expects to achieve run-rate annual pre-tax cost synergies of at least €100 million, and run-rate annual revenue synergies of at least €150 million, delivering significant value for shareholders.
Metso’s recently announced acquisition of McCloskey International is expected to complement the business profile of Metso Outotec, expanding and strengthening the aggregates business.
Current Metso chief executive officer (CEO) Pekka Vauramo will become Metso Outotec’s CEO. The current CEO of Outotec, Markku Teräsvasara, will become deputy CEO of Metso Outotec. Eeva Sipilä will become chief financial officer (CFO) and deputy CEO of Metso Outotec.
The board of Metso Outotec will include board members from both companies. It is proposed that Metso Outotec’s chairman will be Mikael Lilius and that the vice chairman will be Matti Alahuhta.
The major transaction is unanimously recommended by the boards of Metso and Outotec to their respective shareholders. It is subject to, among other items, approval by a majority of two-thirds of votes cast and shares represented at the respective EGMs (extraordinary general meetings) of Metso and Outotec.
Metso CEO, Pekka Vauramo, said: “This is a unique opportunity to create value for our customers, employees and partners globally. Metso Outotec will have capabilities that will enable us to drive sustainable growth, while providing our customers with high-quality technology, equipment and services that will ultimately improve their businesses. We will have an extensive global presence, complementary offering, strong services and a large installed base. We also have excellent people – the best talent in the industry. I am therefore eagerly waiting to join with Outotec’s personnel to begin our exciting journey together.”
The MPA’s annual conference was facilitated by BBC News presenter Sophie Raworth
Metso CEO Pekka Vauramo says a new Metso Outotec company will help drive sustainable growth
Metso Outotec will be a major new name in the global aggregates industry
A game changer. The perfect fit for your loads needs QAS 60/35 VSG
Volvo CE future-proofs Eskilstuna site
Volvo Construction Equipment (Volvo CE) has announced €1.51 million (16 SEK million) of investments at its Eskilstuna site in Sweden, including an arena for customer demonstrations of electric and autonomous machines, a new R&D test track and an energy recovery system for the factory.
As part of its long-term strategy to stay competitive, meet customer needs and address sustainability goals, the Swedish construction and quarrying equipment giant is making a number of significant investments at its site in Eskilstuna, the first of which is an additional home for its prototype vehicles.
Volvo CE will add an extra 12 hectares to its existing 45-hectare demo ground at the Customer Centre, specifically for the testing of its electric and autonomous machines but also for demonstrating current machine offerings. The €756,200 (8 SEK million) investment in the innovation arena will enable Volvo CE to show the prototype machines to customers in a realistic and challenging environment in complete safety, supported by 5G technology and with charging infrastructure installed on site. The first phase of constructing the nearly 2km gravel road, which runs in both open and closed forest terrain, will start in the near future.
As Volvo CE transitions to more fossil-free alternatives, the existing fleet of combustion engine machines at the Eskilstuna Customer Centre will be running on HVO (hydro-treated vegetable oils). An alternative to diesel, HVO is made from vegetable and animal fats (typically rapeseed oil or abattoir waste) and reduces CO2 emissions by up to 90% depending on the raw material. No special modifications to the engines are required.
“Our new innovation arena is a big statement to customers and the industry about
Meanwhile, we show with our switch to HVO that we are also taking small steps to drive sustainability, not just in the future but also in the here and now,” says Carl Slotte, president of Volvo CE Sales Region EMEA, which is headquartered in Eskilstuna.
Over at the Technology Centre, Volvo CE is also investing in an electromobility and automation test track for R&D purposes. The €284,000 (SEK 3 SEK million) track currently hosts the HX2 electric and autonomous load carriers that in autumn 2018 were tested in the award-winning Electric Site project in a quarry outside of Gothenburg, Sweden. The HX2 models are now being optimized to be ready for the first commercial pilot which is due to start before the end of 2019.
In March this year, telecommunications company Ericsson installed a 5G mast at the Technology Centre so that Volvo CE could test remote-controlled machines with extremely short response times. Launched in partnership with operator Telia, this was
Other recent developments at the Technology Centre include the opening of four new test rigs at the beginning of 2017, three of which are dedicated to the early stages of software development for electric machines.
“If we are to continue to lead our industry in the market, we need industry-leading R&D facilities to refine and develop current and future technologies. Our new test track, 5G collaboration with Ericsson and Telia, and electromobility rigs will prove an enormous competitive advantage for us,” says Gustav Edholm, vice-president of Advanced Engineering and Core Technologies at Volvo CE.
Meanwhile, at the axle and transmission factory, Volvo CE’s focus is on reducing energy consumption to support the company’s overall sustainability goals. The two greatest sources of energy consumption at the plant are the ‘hardening centre’, where machine parts are heated to a high temperature and then cooled to ensure a strong surface and a long life, and the ‘paint shop’, where components are heated so the paint dries.
The company has invested €472,600 (5 SEK million) in an energy recovery system that will conserve around 60% of the heat generated in the hardening centre and transfer it to the paint shop. It is estimated that the system will decrease overall energy consumption in the factory by 4%.
Work began on installing the energy recovery system in the middle of April and will be completed by the beginning of September. Meanwhile, Volvo CE will continue to investigate new processes for the painting process to further reduce energy consumption.
Aerial view of the existing demo area at the Customer Centre in Eskilstuna
Aerial view of the Volvo CE axle and transmission factory in Eskilstuna
Doosan Infracore sees strength in diversity
Doosan Infracore brought cutting-edge remote machine control technology along with a wealth of new construction and quarrying machines to the bauma 2019 exhibition in Munich. Aggregates Business editor Guy Woodford spoke to Doosan Infracore Europe CEO Charlie Park about the major manufacturer’s event line-up and future growth strategy.
Doosan Infracore Europe CEO Charlie Park says Doosan Infracore has seen continuous growth in both its European excavator and wheeled loader sales and market share since 2012
The Doosan Infracore stand was packed with visitors when I came to interview Doosan Infracore Europe CEO Charlie Park on the morning of the fourth day of bauma 2019. Park tells me it’s been the same all week as he politely poses for our Daily News cameraman who is busily taking pictures of him on and next to some of the South Korean construction, quarrying and mining equipment manufacturing giant’s new state-of-the-art loading and hauling machines.
Minutes earlier, for another Daily News photoshoot, Park had demonstrated one of the first uses globally of 5G technology to remotely control construction and quarrying machines by operating a crawler excavator in South Korea from Doosan Infracore’s (Doosan) bauma 2019 stand. Doosan has coined the term ‘TeleOperation’ to describe the remote operation of construction equipment. It was being demonstrated during the bauma show week via the stand-based operator remote control of a DX380LC-5 40tonne crawler excavator located over 8,500km away in Incheon, South Korea.
TeleOperation has been co-developed with LG U+, the South Korean telecommunications and data services company. Doosan claims that the TeleOperation demonstration on its stand is the first to remotely control a machine across such a large distance between locations, which have a time difference of eight hours, using 5G telecommunications technology.
For TeleOperation to function properly, Park explains how it is essential to deliver live video streaming at the operator’s station in a reliable way that minimises time lag. With its ultra-reliability and low latency (signal delay), the new 5G network overcomes these issues in the Doosan system, providing 10 times faster bandwidth and 10 times lower latency than the 4G network.
While it could be used for general earthmoving applications, the new TeleOperation system would, says Park, be ideal for operating excavators in dangerous applications such as industrial waste disposal, involving hazardous, toxic or radioactive substances. It could also be used for work on collapsing waste piles and in areas where there are buried mines and other munitions. Safety can be further increased via the zoning and area limitation functions available through the Doosan TeleOperation system. Park says more research and development (R&D) of the TeleOperation system needs to take place before it becomes commercially viable.
After the photoshoot we decamp to an interview room on the Doosan stand, but not before Park has stressed how the manufacturer is focused on significantly increasing its wheeled loader sales to match its impressive global excavator model trading.
“We are very confident about the productivity and efficiency of our wheeled loader range. We want to change the market perception that we are far more of an excavator manufacturer, especially of mid-size
and heavier-line models. Our aim is for our wheeled loaders and excavators to achieve pretty much the same sales and market share. Our Stage V wheeled loaders show real improvements on their predecessors.”
Based in Prague, Czech Republic, Park, who has been Doosan Europe CEO since May 2017, emphasises that Doosan has seen continuous growth in both its European excavator and wheeled loader sales and market share since 2012.
“Our biggest market in terms of unit sales is China, but Europe is a flagship region for Doosan. We are in a good position in Europe in terms of our distribution network and sales performance. Our growth strategy here is focused on having a more diverse product and aftermarket services offer. It’s a market where customers have different performance expectations and needs than other key world regional markets. We want to differentiate from others with our higher level of product support and services. To do that, we are creating additional product offerings and improving our servicing capability, through DoosanCare, and our replacement parts availability. Additional products will include new special application machines, like demolition excavators and material handlers, and attachment options, such as tiltrotators.”
A key European market launch for Doosan at bauma 2019 was the company’s DX800LC-5B 80tonne crawler excavator. Ideal for quarrying, mining and major infrastructure projects, the DX800LC-5B is designed to
Charlie Park, Doosan Infracore Europe CEO, demonstrating Doosan Infracore’s 5G ‘TeleOperation’ remote machine control system on the company’s bauma 2019 stand
offer optimum value to the end user and, it is claimed, offers outstanding productivity, high fuel efficiency, superior operator comfort, enhanced reliability, durability and maximum uptime. The long carriage (LC) design, in combination with the undercarriage expanded to its maximum working width, offers stability and safety in all kinds of digging, lifting and loading applications.
Other key Doosan bauma 2019 launches were the 30tonne class Stage V emissionscompliant DX300LC-7 crawler excavator and the 30tonne DA30-5 and 40tonne DA45-5 articulated dump trucks (ADTs). Doosan also showcased the company’s new DL280-5, DL420CVT-5 and DL580-5 wheeled loaders.
Park, who worked as Doosan Bobcat’s global chief strategy officer prior to becoming Doosan Infracore Europe CEO, tells me the new 30-38tonne -7 excavators (DX300LC-7, DX350LC-7 and DX380LC-7) will be available to European customers in the second half of 2019. “These machines are equipped with VBO (Virtual Bleed Off) technology co-developed with Bosch Rexroth which offers up to 15% more fuel efficiency than previous generation machines based on a conventional hydraulic system.”
Another eye-catching feature of Doosan’s stand was a video demonstration of Doosan Mobility Innovation’s hydrogen-powered drones for monitoring and analysing machine
performance and wider operation efficiency on construction, mine and quarry sites. The DT20, for example, accurately calculates output and progress to save costs by tracking the volume of soils and minerals using aerial 3D mapping. It can also monitor and document materials, equipment and transit routes for improved operational workflow
Capable of flying up to two hours on one charge, the DT20 long-endurance, fuel-cell powered drone can cover even large mining sites in a single flight, versus using multiple batteries and flight locations. Using the DT20 can also improve the safety of workers and prevent accidents by using aerial scanning rather than manual materials climbing.
Doosan Infracore’s 80-tonne DX800LC-5B crawler excavator was launched on to the European market during bauma 2019
“The construction and quarrying industries are changing. They are much more digitalised,” says Park. “We want to stay ahead by investing heavily in new technology for our product development, which includes investing in our drone solutions and automated machine control. We are also partnered with many big solution providers such as Trimble, Leica Geosystems and Moba (Novatron). We want to be known as the most technology-friendly brand in our markets.”
The electrification of construction and quarrying equipment was a key theme during
“The construction and quarrying industries are changing. They are much more digitalised,” says Park
Charlie Park has told Aggregates Business about Doosan’s focus on increasing its wheeled loader sales. Among the brand’s current premium models is the DL580-5
bauma 2019. Volvo Construction Equipment (Volvo CE), for example, unveiled its first two commercial zeroemissions machines, the electric-powered ECR25 excavator and L25 wheeled loader. The unveiling came after Volvo CE had previously announced that from mid-2020 it will begin to launch a range of electric compact excavators (EC15 to EC27) and wheeled loaders (L20 to L28), simultaneously stopping new diesel engine-based developments for these models.
I ask Park whether Doosan plans to develop an electric-powered machine range. “We are developing electric mini excavators and electric large wheeled loaders. However, until we see some quite significant breakthrough in battery technology that reduces their price and increases their energy density, it will take some time until full battery-powered construction machines are embraced by the market.”
Park says Doosan is looking to stage a big demonstration later this year of its wide-ranging digital technology development for construction and quarrying machines. “It will be an event in South Korea and we are aiming to stage it in November. It will show to customers, dealers and the market in general where Doosan is going on its product development. It will include our complete suite of solutions: control centres, cloud-based systems, digitalised machines, autonomous driving and our drones.” AB
TO EVENTS ON THE GO
ConstructionTV.TV is dedicated to broadcasting first-class coverage of the world’s leading construction events and the latest industry trends. Combining short, high quality programmes with the latest in digital delivery, ConstructionTV.TV is optimised for mobile devices and can be accessed anywhere, anytime. Individually themed channels provide specific industry information to construction professionals needing to stay ahead in their field of expertise. With expert opinion from only the most experienced editors, ConstructionTV.TV delivers the most reliable and relevant information to the construction industry.
Is sand extraction unsustainable?
The future of sand extraction is well and truly under the spotlight. The UEPG (European Aggregates Association) offers its light The UEPG (European Aggregates Association) offers its latest thoughts on the key issue
In the September/October 2018 issue of Aggregates Business Europe under an article headlined ‘Are we running out of sand?’, we explained how the main challenge facing sand extraction companies was accessibility to, not the availability of, sand and other aggregates.
On 7 May 2019, the United Nations Environment Programme (UNEP) released a report titled ‘Sand and Sustainability: Finding new solutions for environmental governance of global sand resource’. The influential report quotes Joyce Msuya, acting executive director of UN Environment, saying that we are currently extracting and using more sand than planet Earth can re-produce.
Sand and gravel are the second most extracted resources after water, and varying legislation originating from different regions is creating real challenges, through local implementation, to biodiversity and ecosystems. Unsustainable and illegal extraction leads to flooding, pollution as well as drought and beach erosion around the world. The impact of this unsustainable extraction could also lead
to social challenges and might damage local tourism. The report finally concludes that, in order to sustainably provide for more than 10 billion people, global regulations, policies and planning will be a necessity, the current local governance context leading to this unsustainability. The United Nations Environment Programme therefore calls for a global dialogue with stakeholders and key players working together towards more transparency and accountability.
UEPG observes the reports of unsustainable extraction of sand in some parts of the world with concern and has contributed with comments, good practice examples and amendments to the UNEP report mentioned above. However, some points in this report need clarification:
• The situation in the European Union and its associated partners (e.g. EFTA – Switzerland, Norway, Liechtenstein, Iceland) is fundamentally different with strict EU and national legislation in place. UEPG supports the principle of sustainable development and UNEP in its efforts to promote the sustainable production of aggregates.
• UEPG has a Task Force on better implementation and regulatory enforcement to monitor the application of the EU legislation.
• Sand is only a small part of the total demand for aggregates. Aggregates are crushed rock, gravel, sand, marine aggregates, recycled aggregates and manufactured aggregates. UEPG publishes the production figures on its websitewww.uepg.eu - every year.
• The European Commission has several mechanisms to ensure the protection of the environment such as the Environmental Implementation Review (EIR), funding of innovative environmental projects (LIFE & Horizon 2020) and the promotion of partnerships with industry (EU Business & Biodiversity Platform). UEPG is supporting all these mechanisms and is also an active member of the European Commission Coordination Group on Biodiversity and Nature (CGBN).
UEPG promotes the dissemination of good practice examples and has offered UNEP its expertise and knowledge on sustainable production of aggregates. AB
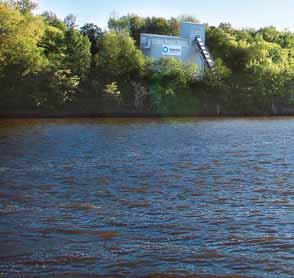
“...gravel and sand extraction has no negative effects on groundwater quality”
Sand in a Denmark-based quarry visited by a UEPG delegation pic: UEPG
A Dansand production site in Denmark pic: UEPG
COMPENSATION FOR INTERFERENCE WITH MINING AND MINERALS RIGHTS
What can the owner of mining and mineral rights do if their mineral rights are interfered with? Richard Bagwell of Stephens Scown LLP looks at how damages are calculated at common law in England and Wales.
Different European jurisdictions will take different approaches to the assessment of loss, but this article focuses on the situation in England and Wales, where the ownership of mines and minerals is often separated from the ownership of the surface.
Damage or interference may occur in a variety of circumstances, such as development of the surface. What damages can be claimed when the surface owner or occupier damages or interferes with the mineral rights in those circumstances?
Who owns what?
At common law mines, quarries and minerals are part and parcel of the land. Consequently, the owner of surface land is entitled prima facie to everything beneath or within it, down to the centre of the earth. Exceptions include mines of gold and silver, which belong to the Crown, and coal and petroleum, which are subject to statutory provisions.
The ownership in mines under land may be (and often is) severed from the ownership of the surface. The presumption arising from surface ownership can be rebutted by evidence showing that the ownership of the surface has been severed from the mines and minerals.
What is the measure of damages?
There are a number of different claims that can be brought for damages, for example, value of minerals extracted v. value of the land.
At common law, when minerals are abstracted, they immediately become the property of the mine owner. You would think that the damages would be the value of the extracted minerals. However, the damages that the owner can claim are based on what the owner has lost, which is the value of the minerals as they existed unworked in the mine.
“Very often a mineral title will have other rights attached to it, ”
That said, a claim can be brought for an account of minerals wrongfully abstracted. The defendant can be required to account for the value of the mineral raised, i.e. the market price or value, after making certain allowances.
The owner of minerals which have been wrongfully abstracted may also bring a claim of “conversion” against the trespasser or, if they have sold the minerals, a claim for money received from the sale.
Trespass
Damages for trespass are compensatory, which means that the owner is entitled to damages for the loss suffered. That said, in certain cases, the courts have found that a landowner can recover damages even when there is no loss in the strict sense, but there has been a significant benefit to the trespasser from the use of the land.
Damages are also recoverable for consequential injury resulting from the wrongful working of minerals, such as for minerals rendered unworkable.
What about interference with other rights?
Very often a mineral title will have other rights attached to it, such as easements to enter the surface or to win and work minerals. If those rights are interfered with there may be a legal nuisance. Like trespass, damages in nuisance are compensatory.
Some examples
A common example of damage to mineral rights is a housing estate being built where the minerals are reserved to a third party. Theoretically, the minerals can extend to the surface. The foundations of the houses and any sub-surface infrastructure, such as pipes and cables, could all result in extraction of minerals during excavation. The buildings and other structures being built all have the
potential to interfere with the easements attached to the mineral rights, such as the right to enter the surface to survey for minerals or to undertake excavations.
In this example, the value of the minerals being extracted by relatively shallow excavations is likely to be negligible. The more likely claim is for damages for trespass and interference with any easements.
As a claim for damages in trespass is compensatory, the owner of the minerals has to prove a loss. The loss will normally be the diminution in value of the mineral title. However, a number of factors can affect the value of that title, including an assessment of the likelihood of obtaining permission to extract the minerals and the non-abstracted value of the minerals themselves. A valuer may conclude that the prospect of abstraction is quite low with the result that there is little loss, but a significant benefit to the developer.
With a claim for trespass and interference with rights, the primary remedy of the mineral title holder will be to seek an injunction to prevent the trespass. The court has the discretion to award the injunction or award damages in lieu. When awarding damages in lieu, it will be for the court to decide whether, in this scenario, the appropriate measure of loss is the diminution in value of the minerals and the attached rights, or a sum equivalent to the economic value to the developer of being able to trespass, which are likely to produce very different figures. AB
CONTACT
Richard Bagwell is a partner and dispute resolution expert in the mining and minerals team at Stephens Scown LLP.
He can be contacted on; Tel: 01392 210700 or Email: solicitors@stephens-scown.co.uk
Construction slowdown hits aggregates sales
Market
activity in the UK and Irish aggregates sectors is currently fairly flat, but industry representatives are bullish about long-term prospects in both countries. Liam McLoughlin reports
Following an unexpectedly strong performance at the end of 2018, UK sales volumes of mineral products across markets including aggregates, asphalt, ready-mixed concrete (RMC) and mortar declined in Q1 2019.
Seasonally adjusted sales volumes for aggregates had the sharpest decline, down 4.2% compared to the previous quarter, followed by RMC (-4.0%), mortar (-2.8%) and asphalt (-1.9%).
The UK Mineral Products Association (MPA) results are in line with recently published trends in construction activity. In the three months to February, the Office for National Statistics (ONS) reported that construction output declined 0.6% compared to the previous three months.
The MPA says the decline in asphalt sales in the first quarter of 2019 is disappointing given the Autumn Budget 2018 commitment of an additional £420m of funding for local road maintenance in 2018/19, which the Department for Transport said in April had all been spent on local authority “general highway maintenance”. Following positive asphalt sales in the fourth quarter of 2018, which may have been impacted by the additional Budget funding, the MPA results do not suggest any significant overall improvement in local road maintenance activity in the first quarter arising from this funding.
Although mortar sales remain at historically high levels, the recent decline in quarterly sales points to a slowdown in housebuilding since mid-2018.
In the longer term, the MPA says that trends in mineral products sales suggest, nonetheless, that markets have remained reasonably robust, as volumes across all
materials increased moderately in the 12 months to Q1 2019, compared to the previous 12 months.
Aggregate sales were 5.5% higher in the year to March 2019 compared to the previous year, whilst asphalt and RMC sales were up 4.3% and 3.9% respectively. Mortar sales by contrast, closely linked to housebuilding, continued to increase strongly, up 16.2% over the same 12-month period but with sales declining in recent quarters. Whilst the industry will welcome these positive annual results, the MPA cautions that they include a strong catch-up effect in Q2 2018, following the major negative impact of the bad weather on the industry’s output early 2018. Therefore, the association says the improved 12-month trends should be viewed in the context of a distorted sales pattern, as the poor Q1 2018 results have fallen out of the current 12 months into the previous 12 months.
Looking ahead, the latest spring 2019 forecast from the Construction Products Association (CPA) indicates that construction output will be marginally negative this year, before recovering somewhat, albeit slowly, in 2020 and 2021.
The MPA says the medium-term outlook for mineral products and construction markets will depend critically on the speed of delivery of infrastructure projects. For example, Highways England’s national Road Investment Strategy indicates a significant increase in work and investment in 2019/20 and 2020/21 which industry is not only eager to supply but has invested in capacity to do so. However, the MPA says there continue to be industry reports of major concerns about delays in key road projects, and a clear lack of confidence that the programme will be delivered as planned.
Nigel Jackson, chief executive of the MPA, said: “There is little doubt about the outstanding need for investment in infrastructure and housing, but private investment throughout the economy, including construction, is being impacted by the current political chaos and economic uncertainty.”
The MPA says that revenues from the £400m per year Aggregates Levy should be used to help finance the operation of the UK’s mineral planning system.
The association made the call in a submission to HM Treasury’s Comprehensive Spending Review (CSR). It said that using part of the levy to support the mineral planning system would provide a foundation for future housing, infrastructure and other development.
The MPA highlights the fact that the UK mineral products industry is a key enabling industry which provides the products and services which allow plans to invest in housing, infrastructure and other development to be realised. To ensure that this supply chain continues to function efficiently it says the planning and regulatory systems need to be modernised and better resourced.
Jerry McLaughlin, director of economics and public affairs at the MPA, said: “There has been notable progress in infrastructure planning and engagement in recent years and it should be a clear objective of the next public spending period to build on this progress with a greater focus on project and programme delivery. Ensuring that adequate funding is in place and that there is better engagement with infrastructure and construction supply chains so that project benefits are seen throughout the UK, is vital.
“An early opportunity to help ensure infrastructure and housing delivery is to
Exhibitors at June’s CQMS construction and quarrying equipment show in Kildare, Ireland, said their customers are proceeding with projects and orders
use a small proportion of the £400m pa of Aggregates Levy receipts to help finance the operation of the mineral planning system.”
The quarrying and aggregates sectors in the UK and Ireland are currently fairly flat, according to Tony Welch, sales manager, UK & Ireland at Metso.
“Aggregate producers [are] having spare capacity as Brexit delay/uncertainty has caused a ‘holding pattern’ for major infrastructure projects like HS2, London rail link & housebuilding which is progressing, albeit at a very reduced pace,” says Welch.
Sales of aggregates and quarrying equipment picked up slightly in the UK during June after a slight dip in the preceding two months, according to Nigel Irvine, sales and marketing director at tracked-mobile crushing, screening and conveying equipment company Terex Finlay.
health and safety reasons.
Speaking to Aggregates Business Europe at June’s CQMS construction and quarrying equipment show in Kildare, Ireland, he said that uncertainty over the Brexit process could be having an effect on the markets in both the UK and Ireland.
“In the UK we had a fantastic 2018,” Irvine added. “It slowed a little recently in April and May - whether that was Brexit-related, we’re not really sure. Activity has picked up again and 2019 is still looking to be an even better year for us in terms of sales. Halfway through the year we have a healthy order book months out in advance and we are projecting that sales will be up 25% on 2018.
“Demand in Ireland is recovering after several years of low activity. The products that are in demand from our UK and Irish customers are either for aggregates use or for recycling and demolition applications, being compact jaw and impact crushers and 6-series and 8-series screens. The 8-series screens are our biggest sellers.”
Irvine said that plant and equipment management is likely to become increasingly important in the UK and Irish markets going forward for both its economic benefit and
“The T-Link telemetry system is now standard on all our crushers and screeners,” he adds. “It provides quarry managers with an increased level of equipment and plant overview, available at the touch of a button from an office.”
Despite lingering uncertainty surrounding Brexit, quarrying and aggregates customers are still making decisions and proceeding with projects according to David Hunter, sales director at Terex Washing & Materials Processing Systems.
“We are continuing with our direct sales approach in the Irish market and completed more than 20 installations in the UK in partnership with Duo Equipment and Blue Machinery Scotland last year, and there is no sign of that letting up this year,” Hunter says. “Customers are looking for more bespoke equipment, and they want more variations. We are moving into more specialist sand applications using classification technology to separate sand from the unwanted material. As our business grows we are continuing to incorporate other technologies into our product range.”
The population of the Republic of Ireland is predicted to increase by one million by 2040, which has major implications for
infrastructure and construction, and from this the level of demand for aggregates and
Irish Minister of State for Housing and Urban Development Damien English says that the increase in population will require the construction of 500,000 more houses over the
In an effort to meet this demand and enable a sustainable construction sector, the Irish government launched the Project 2040 initiative in March this year. It has pledged €170bn in funding to support the first ten years
“In the last two years there has been a move over to housing in the construction sector, and that is what we want to push,” English says. “There has been a major improvement over the last couple of years in the availability of construction machinery.
“We have to get away from the boom and bust that has led to a lot of people suffering over the years. We want to have a sustainable construction sector.”
He added there is a pressing need to expand major construction projects beyond the capital city. “We can’t continually expand Dublin,” English said. “We have to expand Cork, Limerick, Wexford and Galway – there is an awful lot of available brownfield space.”
Seventy-five per cent of the projected one million increase in population will live and work outside Dublin, according to Tom Parlon, director general of the Irish Construction Industry Federation.
He says the completion of projects such as the much-delayed Limerick to Cork motorway – which would cut travel time for the 100km distance between the two cities to one hour – would reduce congestion and be a counter-balance to the dominance of Dublin.
He adds that there is currently a skills shortage in construction. “If the 2040 plan is to be implemented, we are going to need an extra 100,000 people in the industry and we are not being fully assisted by the government at the moment.”
Aggregates plant for today & tomorrow
New plant and production hubs are making the crusher and screener market within the aggregates production business as vibrant as ever. Guy Woodford reports
Sandvik Mobile Crushers and Screens is a major player in the global quarrying equipment world, with the latest fruits of the company’s research and development work assured plenty of attention.
Recently, the Swedish quarrying equipment giant has unveiled the latest upgrade in its 2 Series plant range with the launch of the new QI442 tracked-mobile impact crusher.
The new model includes the new CI621 Prisec impactor which comes with a host of innovations for improved efficiency and greater safety during maintenance.
Like previous Sandvik Prisec impact crushers, the new CI621 can be configured to work as either a primary or secondary crushing machine, while the plant’s two hydraulically assisted curtains can be readily adjusted to produce a wide range of highquality product sizes.
The new CI621 includes further enhancements primarily focused on increased safety during maintenance and serviceability. These include a new rotor position and locking device, new hammer locking wedges for quicker removal and fitting, and a new wedge removal tool to provide safer installation and removal. The model’s rotor bearings have also been upgraded for easier assembly and clearance setting.
An eye-catching optional feature of the QI442 is the modular hanging screen system. Recently launched on Sandvik’s mobile cone crushers, the system is interchangeable and offers the flexibility for the crusher to operate in open or closed circuit. The innovative design enables set-up in less than 30 minutes and can be fitted without the use of additional lifting equipment. The patent-pending hanging
screen option delivers multi-functionality as a one, two or three-way split screener, as well as a highly productive and efficient impact crusher.
The double-deck hanging screen enables the machine to produce two screened products and recirculate the oversize back into the feed conveyor. The oversize conveyor may be hydraulically rotated 90° for stockpiling up to three products on the floor, or 180° for removal. The tail section can be raised hydraulically to give improved ground clearance for transport when loading or unloading.
The QI442 comes with a Sandvik My Fleet remote monitoring system as standard. My Fleet has been developed to help Sandvik customers know exactly how their equipment is being utilised. Through the collection and accurate monitoring of a wide array of parameters, this is said to facilitate accurate production forecasting, ensuring that the most efficient use is obtained from equipment, thereby maximising return on investment.
The QI442 comes equipped with a range of customer-focused features designed to improve the return on investment and experience for the operator. A pre-screen is fitted to ensure maximum scalping capability and to prevent any undersize material passing through the impactor, maximising throughput and reducing wear costs. This also allows a specifically sized product to be produced from the natural fines’ conveyor. The pre-screen also has a choice of grizzly or punch plate top deck and mesh bottom, providing the flexibility to suit any application.
Rockster, the Austrian mobile crushing and screening machinery plant maker, has moved to a new base which the firm says will double
its production capacity.
The move to the 10,000m² site in Matzelsdorf, Neumarkt im Mühlkreis, Upper Austria, was made in mid-June 2019. Rockster says the step is necessary due to the company’s continuous expansion, an extended product line and shorter delivery deadlines.
Established 15 years ago in the town of Enns, Rockster has since developed two patented systems for mobile crushers and expanded its distribution network worldwide. A new head office with a 7,000m² warehouse was set up in Ennsdorf, Lower Austria, in 2008, and subsidiaries Rockster North-America, Rockster China and Rockster Germany were established between 2013 and 2016.
The new Rockster site in Matzelsdorf was acquired in January this year. The first machine to be produced at the new assembly line will be the track-mounted impact crusher R1000S.
“It is our most technologically advanced mobile crusher and we are highly motivated to deliver one of our bestsellers as the first crusher produced in Neumarkt this fall,” said Rockster chief executive officer (CEO) Wolfgang Kormann.
As part of the relocation, the company name Kormann Rockster Recycler has also been changed to Rockster Austria International. The company says the name change will accentuate and better define the international nature of its operation, needs and future goals.
As part of the move Rockster plans to hire up to 20 new employees, and Kormann says the relocation will offer improved company growth potential due to the availability of a larger space.
“Standstill means regression. Continuous development is not only essential in the
The new Sandvik QI442 tracked-mounted impact crusher
construction of our machinery, but also the infrastructure has to be adapted according to the innovations and an increased demand.”
Serge Raymond, manager-product technology at MAJOR, an innovative Québec, Canada-headquartered manufacturer of wire screens for the global aggregates, mining and recycling industries, says choosing screen media for a screen box isn’t as simple as it used to be.
“What once was just woven wire now includes a variety of alternative options, such as rubber, polyurethane, metal plates, high-vibration wire, combinations of different materials and more. With each type comes countless new options for customisations of a screen deck to provide enhanced efficiency and throughput — whether by using one type of media or blending multiple.
“Standard woven wire is often the cheapest — at first sight — option, but that’s no reason for these alternative options to be passed over without careful consideration. Depending on the application, these innovative products can improve wear life; reduce pegging and blinding; speed up the stratification process and better remove fines, increasing the overall quality of the screened product.”
Raymond offers a few reasons why one should consider high-performance screen media.
“Most types of specialised screen media offer a much longer wear life than traditional woven wire. Thick rubber and steel plate media clearly mean greater durability, but sometimes sacrifice open area. High-performance media is made up of highly engineered wires held together with polyurethane strips, which eliminate cross wires with high wear spots that are common to woven wire and a few types of self-cleaning media. This results in optimal open area and a wear life as much as five times longer than wire alone.
“High-performance screen media can offer exceptional open area — in some cases 30% more than traditional woven wire and 50% more than traditional polyurethane and rubber panels. It is often a good solution for issues such as pegging, blinding or material contamination. Some media is tapered to help solve these problems, while others use unique designs to allow wires to vibrate independently from hook to hook under material contact. The result is high frequency vibrations from
the wires, in addition to the vibration from the screen box. This virtually eliminates near-size pegging on the top decks and fine material blinding and clogging on the bottom decks. It also means less risk of material contamination and cleaner retained product through the middle decks.”
Raymond argues that because screeners are often placed at both the beginning and end of production, the right screener media can be key to the quality and volume of production. High-performance media, says Raymond, can offer the necessary efficiency boost because some kinds accelerate stratification and increase material separation.
He continues: “High-vibration wire screens operate at a high frequency to accelerate the stratification process. That frequency can be as high as 8,000 to 10,000 cycles per minute, as much as 13 times higher than the standard vibration of a screen box. The increased screening action spreads material over the entire screen’s surface area on all decks. This moves the material faster, while maximising contact to ensure optimal throughput with no carry-over. The result is a higher-quality end product.
“This type of screen media can also be extremely effective in removing fines. The result can be less water needed to wash material or, sometimes, a complete elimination of necessary water use.
“One type of screen media isn’t always the option, and the answer isn’t immediately obvious. Consult with a dealer and manufacturer to determine the best type of media to solve screening problems and improve performance. The right solution could mean turning a screen that was a bottleneck into a profit maker.” AB
3 Depending on the application, high-performance screen media can improve wear life; reduce pegging and blinding; speed up the stratification process and better remove fines 4 MAJOR says high-performance screen media can offer exceptional open area — in some cases 30% more than traditional woven wire and 50% more than traditional polyurethane and rubber panels
Rockster’s new base will allow the company to double its production capacity
1 The rotor position and locking device for the Sandvik Prisec CI621 impact crusher 2 The first model to be produced on Rockster’s new site assembly line will be the R1000S track-mounted impact crusher
Metso’s Nordberg HP Series turns 30
Metso customers from Germany, Spain, France, UK, Australia and China recently joined some of the aggregates plant manufacturing giant’s dealers, distribution partners, employees and the quarrying trade press in Mâcon, France, to celebrate the 10,000th sale and 30th anniversary of Metso’s popular Nordberg HP Series cone crushers. Guy Woodford and Liam McLoughlin were among those in attendance at the big landmark event.
Having used them for more than 25 years, it’s clear that Eurovia is a big fan of Nordberg HP (HP) cone crushers. The subsidiary of VINCI, one of the world’s main transport infrastructure construction and urban development companies, currently has around 250 HPs working at some of its 400-plus production sites worldwide –helping the firm produce 100 million tonnes/ year of aggregates and asphalt for its diverse customer base. Given that Eurovia’s headquarters is in France, it’s no surprise to learn that half of the company’s HP cone crushers are in operation at its French sites, with the latest addition – an HP300 - being the 10,000th HP model sold by Metso in the range’s 30-year history.
Representatives from Eurovia, including Didier Thèvenard, the company’s equipment director, and Vincent Follet, Eurovia’s French site operations manager, were present for the unveiling of the landmark 10,000th HP Series cone crusher during a special 10,000th sale-30th anniversary event at Metso’s key production and R&D site in Mâcon, eastcentral France, on 4th June 2019.
“Our HPs’ production quality and the final grade of product they produce corresponds exactly to market demand, especially compared to older machines,” explains Follet. “The HPs also enable us to produce the right formula of aggregates to go into our asphalt plants.” The landmark HP300 model will be used to process amphibolite rock at Eurovia company Carrières de Condat’s Pagnac quarry in the village of Verneuil-sur-Vienne, 20 kilometres south of Limoges. After its commissioning this month in July 2019, it will work alongside a fixed HP3 plant and assist in producing sand and 0-2mm, 2-6mm, 6-10mm, 10-14mm and 14-20mm aggregate product.
Aggregate Industries’ Bardon Hill Quarry in Coalville, Leicestershire, England, has been using HP cone crushers for over 27 years. The 4.5 million tonnes/year granite quarry uses two HP500, two HP400 and one HP300 cone crushers, along with five Metso screener models.
“The HPs give us a good first pass yield and capacity,” said Douglas Galbraith, Bardon Hill co-operations director, who was joined at the Metso Mâcon event by fellow operations director Steve Harle. “You turn the HPs on in
ABOVE: Metso customers, distributors, division heads and Mâcon facility employees joined in the 30th anniversary-10,000th sale celebration of the HP Series cone crushers
the morning and you rarely have an issue. They are easy to look after and are ideal for producing high-value road aggregates.”
Harle added: “We always look for flexibility in our crusher configurations and the HP cone crushers gives us that.”
Ofitas de San Felices Group (OSF) has been using HP cone crushers for more than 24 years. Iñigo Ajuria, general manager of OSF, said: “We used [Nordberg] Symons and [Nordberg] Omnicone crushers and started using HP cone crushers as it was an evolution in the technology. Metso has the best crushers on the market, the best for technology, capacity, quality, reliability and versatility.”
OSF’s fleet of HP cone crushers – one HP100, three HP200s, one HP300, four HP 400s and four HP4s – work across the company’s three ophyte rock quarries, two in northern Spain and one in Granada, Andalusia, southern Spain. They work alongside a variety of Metso CVB and TS screens. OSF has a long history of high-quality ballast production, with huge volumes used in building Spain’s impressive high-speed rail network.
The HP Series range covers nine models. The latest generation HP3, HP4, HP5 and HP6
cone crushers have proved popular among aggregates quarrying and mining customers, while the HP100, HP200, HP300, HP400 and HP500 units are still selling strongly worldwide, with the HP300 the best-selling crusher in the entire range. A truly global product, North America, Europe and Asia account for a combined 75% of HP Series sales, with South America accounting for 15% and Africa 10%.
“The HP is undoubtedly one of Metso’s most widely used innovations. It’s a technology that has been evolving throughout the years to meet customers’ changing needs, making their operations more successful through proven performance and reliable output. That’s most likely why HP has become an industry standard for a variety of aggregates and mining applications,” said Arto Halonen, vice president, aggregates crushers at Metso.
The origin of the HP Series cone crusher can be tracked back to Milwaukee, USA in the early to mid-1980s. The technological breakthroughs by the Nordberg research programme were said by Metso to redefine crushing performance and provided the basis for a new type of cone crusher introduced in 1989: the Nordberg High-Performance cone crusher series, today simply known as the HP.
Today, two thirds of HP Series models are engineered and manufactured in Metso’s cutting-edge technology centre in Mâcon,
France. The other third is produced in Metso’s technology centres in Brazil, China and India. A versatile crusher, the HP cone crusher is ideal for a wide range of fixed and mobile applications, varying from limestone to taconite and ballast production to manufactured sand.
Halonen continued: “Know-how from developing the HP and from thousands and thousands of customer applications around the world has played an integral part in Metso research and development initiatives in crushing.
“This [10,000 HP Series sales] is an important milestone for Metso and we want to thank our customers for their continued confidence in us during the first 30 years of the HP’s journey.”
Speaking at the Metso Mâcon-hosted
development of the HP Series was born out of an evolution in Metso cone crushers: from traditional, mechanical Symons’ cones, to Omnicone and then the HP Series. It was strongly driven by the need for better performance, capacity and end-product quality. When HP Series cone crushers were introduced it became possible to produce much more with the same-sized unit than before.”
Summarising the key features of HP Series cone crushers, Somero noted how they offered 35% higher production capacity than Omnicone models, greater interparticle crushing ability, higher reduction and better shape. He also highlighted how HP Series units had no separate short head and standard configurations, a high speed and long throw, a high-hold downforce, an ability to seamlessly switch between secondary, tertiary, fines and sand processing applications, a very reactive tramp release mechanism and safe, quick and easy cavity clearing.
Presenting alongside Somero at the Metso Mâcon event, Halonen said that Metso’s main direction with the HP range is to improve its serviceability and performance, rather than planning any new models. He added: “We plan to make Metso Metrics [a cloud-based, remote monitoring and data visualisation service for Metso Lokotrack mobile crushing plants] available with the HP Series. This will give operators 24-hour access to their HP
Series plant. We see an exciting long-term future for these units.” HP Series performance can already be enhanced if the cone crushers are supported by the Metso IC70C crusher automation system, allowing users to control maintenance, setting modifications, production follow-up and data extraction.
The recent event also included a tour of the Mâcon manufacturing and assembly facility. Attendees learnt how each HP Series unit takes anything between two to five days to assemble and passes through more than 150 testing points. Each model undergoes four hours of rigorous testing covering areas including mechanical reliability, vibration and operating temperature. A key facility of the €200 million sales-a-year Metso France business, around 350 of the business’s staff work at or are linked to the Mâcon site.
Emphasising the truly global appeal of the Nordberg HP cone crusher range at the anniversary event was Sinohydro Bureau 8 Co. Ltd, Metso’s first HP customer in China. The firm has been using HP cone crushers for over 23 years, most notably in the construction of the Three Gorges Dam, the world’s largest hydroelectric gravity dam that spans the Yangtze River by the town of Sandouping, in Hubei province, central China.
Minghua Xiong, chief engineer on the Three Gorges Dam project, and Handong Zhang, the project’s overall manager, were among event guests.
Zhang said: “We only used Metso
aggregates and sand processing plant in the Three Gorges Dam project. We used an HP500 as a secondary and tertiary crusher. HP Series cone crushers are first-class equipment. We also used a [Metso Superior MK III] 5065
gyratory crusher and a Barmac B9100 [vertical shaft impactor], after we were advised by Metso to upgrade from a Barmac B9000. Metso continues to contribute a lot of plant and expertise to our company.” AB
Europe’s leading aftermarket manufacturer and supplier of precision crusher spare parts and premium manganese wear parts for the Mining and Quarrying Industries.
An HP Series cone crusher at Eurovia’s Pagnac quarry
Excavators meeting growing black granite demand
Not many people know or have heard of Chitamba in India, but that all changed in 2008 when a fortune was discovered there — black granite. Since then, Chitamba’s black granite has become much sought-after around the world. Liam McLoughlin reports.
Afleet of machines from Volvo Construction Equipment (Volvo CE) is working on a mine in Chitamba, Rajasthan, India, to keep up with the growing demand for black granite. Between 2016 and 2017, production of granite in Rajasthan increased by 48%, from 2.5 million tonnes to 3.8 tonnes, according to the state’s Department of Mines and Geology report. Black granite from Chitamba has a wide acceptability with customers fetching the best of prices for the mine owners.
Harsh Granites, a granite supply company based in Jaipur, Rajasthan, has deployed a fleet of 17 machines at the Chitamba mine, where black granite was first found eleven years ago. The fleet consists of Volvo excavator models EC210, EC290, EC380 and EC300DL that work on average between 12 to 13 hours daily. The excavators are primarily used for pushing the granite blocks closer to the towing cranes. The fleet is also used in excavation works and to clear the site.
For example, the EC300DL hauls massive blocks of granites daily — some weighing over 30 tonnes — across considerable distances. It is a huge ask on any machine, especially on its undercarriage, but the Volvo EC300DL goes about its job with ease.
“Only the toughest survive the hardest,” said Amar Singh Bhandari, a partner at Harsh Granites. “The way Volvo EC300DL handles massive blocks of granite —pushing, dragging them with no stress or fuss — is amazing!”
Equipped with a smart electro-hydraulic system, Volvo’s powerful 30 tonne-rated heavy-duty EC300DL provides increased power, digging force, faster cycle times and greater control. The EC300DL is powered by a Volvo D7 engine that has a 170kW power rating and delivers 11% more fuel efficiency compared to previous models. Operators also have the option of using Volvo’s unique ECO mode, which contributes up to 5% of the machine’s total fuel efficiency saving — with no loss of performance in most operating conditions.
“High productivity and low machine downtime delivered by Volvo machines are crucial in our business that is forever facing margin pressures,” Bhandari said. “Operator comfort and optimum fuel consumption are a standard with Volvo machines, and it is easy to see why Volvo is a tough-to-beat choice in mining. Volvo machines remain a clear favourite for Harsh Granites and the group.”
Harsh Granites produces at least 100,000 tonnes of black granites annually, of which 70% are for domestic use, while the remaining 30% are exported to China and Europe.
Scottish company Tillicoultry Quarries has purchased a further three new Volvo CE loading shovels for its quarrying operations spread across Scotland’s central belt and Ayrshire.
This latest package includes two L120H loading shovels complete with 3.5m³ rehandling buckets and boom suspension
systems, one of which has been allocated to Tillicoultry’s Northfield quarry in Denny, Falkirk, the other to Tulliallan quarry in Tulliallan, Kincardine-on-Forth. Both will be put in charge of general rehandling and stocking-out duties. A larger Volvo L150H equipped with a 4.2m³ rehandling bucket has been sourced to operate at Hullerhill sand quarry.
These new additions to the fleet are due to the continuing expansion and acquisitions in the central belt locality by Tillicoultry Quarries, according to managing director Wallace Menzies. “The Volvo product represents excellent value for money in terms of economical fuel consumption, high residual values, a proven track record for reliability and sustainability and their qualities and pedigree mirror our own high standards in offering a competitive and professional service,” he says.
Powered by a Tier IV Final Volvo 8-litre engine developing 206hp with a maximum torque of 1317Nm at just 1450rpm, the L120H also benefits from Volvo-designed and -manufactured driveline components devised to offer considerable fuel savings each shift.
All the new Volvo CE machines are fitted with CareTrack as standard, which is Volvo’s telematics system that enables remote monitoring of a wide range of machine functions (e.g. location, fuel consumption, service reminders etc.), thus optimising customer operations.
A Volvo CE excavator, part of the Harsh Granites fleet in Chitamba, Rajasthan, India
Doosan says it is introducing new ready kits for its 14-30-tonne range of wheeled and crawler excavators to meet the increasing demand for machine guidance systems from its excavator customers.
The kits can be ordered direct from the company’s factory through Doosan Smart Solutions for use with Leica, Trimble and Xsite 2D and 3D machine guidance systems. Doosan says its ready kits can differ according to the model and the region concerned.
The company adds that its collaboration with the three machine guidance system manufacturers means that customers in Europe can now order excavators pre-installed with Leica, Trimble and Xsite ready kits.
The kits include all the components required to make sure a machine is ready for the installation of a guidance system at a later date, and Doosan says they require very little or no welding, re-painting, drilling or disassembly.
The kits are fitted on customer machines in the Doosan Customisation Centre in the Netherlands.
The 30-tonne DX300LC-5 crawler excavator from Doosan has won the EquipmentWatch Lowest Cost of Ownership (LCO) Award in the Excavators Crawler Medium category for the second year running.
The LCO Awards are based on empirical data regarding the long-term cost of heavy and compact equipment. They are organised by EquipmentWatch, which provides data, software and insights for the heavy equipment industry. Nominees are recognised within 15 different categories of machine that exhibit the lowest cost of ownership over a five-year span.
Doosan says total cost of ownership is one of the most important aspects that buyers take into account when they purchase equipment.
The DX300LC-5 is powered by the Doosan DL08 6-cylinder diesel engine, with an output of 202 kW of power at 1800 rpm, providing a 27% increase in engine power and a 30% boost in torque over the previous LC-3 model. The engine meets Stage IV emission regulations without the need for a diesel particulate filter (DPF), through the use of cooled exhaust gas recirculation (EGR) and selective catalyst reduction (SCR) aftertreatment technologies.
As well as the Doosan engine, the DX300LC-5 has features that lead to claimed reductions in fuel consumption that average 10% compared to the Stage IIIB machine. These features include the ‘Trip Meter Setting’ screen which allows operators to check fuel consumption daily (or over a desired period) directly from the control panel.
In a recent post on the Facebook page of German mining company AG für Steinindustrie, board member Cornelius Kirsche wrote: “Is there a more spectacular sight than a 75-ton excavator at work in a lava trench? The latest addition to our portfolio is just a joy to witness. What more is there to add?” In mid-2018, the CASE dealer in Andernach, Germany, supplied AG für Steinindustrie with a CASE CX750D from the company’s latest D-Series range of excavators.
Since then, the machine has been serving the company reliably at the Ochtendung lava plant, located southeast of Kruft in the Fresserhöfe region. AG für Steinindustrie has an excellent pedigree in this region, having conducted mining, processing and shipping operations there since the seventies. The company’s specific operation is to mine lava from the Tönchesberg, one of the volcanic cinder cones that gives the volcanic area of
eastern Eifel its distinctive landscape.
The CASE CX750D is used for the direct extraction of raw materials in the lower part of the mines. Volcanic clinker and lava sands are present naturally as loose rock and are separated directly from the mine wall using the machine. After this, the material is loaded onto dump trucks or broken down on site with a mobile crusher to a size that allows for easy processing.
The extreme abrasiveness of the lava material demands high performance from the bucket and arm. In addition, the mining area is criss-crossed with numerous basalt deposits, which, for safety reasons, must be washed away repeatedly in the course of the excavation process.
For this reason, AG für Steinindustrie opted to purchase the Mass Excavator (ME) version of the CASE CX750D, which - with a maximum breakaway force of some 366kN, a larger bucket cylinder and optimised kinematics - is suited for tough extraction jobs.
Hanson UK has bought two new Hitachi ZX890LCR-6s for its fleet operating at Shap Beck Quarry in Cumbria and Chipping Sodbury Quarry in South Gloucestershire.
The two machines were part of a package of 16 awarded to Hanson Construction Machinery UK (HCMUK) following a tender process in 2018, which also includes four ZX690LCR-6s and several wheeled loaders.
After a 90-tonne Hitachi machine was moved from one Hanson quarry over to Chipping Sodbury for a trial, HCMUK says that Hanson chose to invest in a new one for the operations at the Chipping Sodbury site. At Shap, the existing 2007 Hitachi ZX870LCR-5 had clocked up 23,000 hours of operations, so the Hanson team decided it was time to replace it with the latest model from this weight class – the ZX890LCR-6.
Hanson UK is a supplier of heavy building materials/aggregates to the construction industry. Shap Beck quarry and Chipping Sodbury quarry produce limestone aggregate, some of which is used in the large-scale production of lime for steelmaking. AB
The 75-tonne CASE CX750D excavator at the Ochtendung lava plant in Germany
The Doosan DX300LC-5 crawler excavator has won a lowest cost of ownership award
Motherwell, Scotlandheadquartered Terex Trucks is a leading player when it comes to supplying articulated dump trucks (ADTs) to the world’s aggregates producers. The company’s managing director, Paul Douglas, recently found space in his busy schedule to talk to Aggregates Business about the health of the global articulated hauler market and the company’s new dealer appointments.
Hearty hauling health
The global aggregates hauler market continues to offer attractive commercial opportunities for leading articulated and rigid dump truck manufacturers. Guy Woodford reports
is continuing to expand its presence in these markets where growth is expected over the coming years.”
Douglas says Terex Trucks has signed several new dealers recently. In North America these include B-C Equipment Sales in South Texas and RDM Equipment Sales and Rentals in British Columbia. A little closer to home the company also signed four new dealers in France: Griset Materiel, Manu Lorraine and Manu Alsace from the Manu Lorraine Group, Framateq and Promatex, as well as
“For the past two years, we’ve seen strong growth in the articulated hauler market in almost every area. Looking at the last 12 months rolling, we can see articulated hauler sales peaked at over 8,000 units, across all brands, for the first time in many years. Most territories have seen positive growth, albeit at different parts of the cycle (i.e. some are growing steadily, whereas others may have reached a peak). We are watching this closely and are already seeing some signs of contraction in certain areas.”
Baumaschinen Rehnen in Germany, Mining Eurasia in Russia and Aldimak in Spain. He continues: “Expanding our operations is helping to reinforce our commitment to customers and dealers and bring our robust and reliable TA300 and TA400 articulated haulers to a wider customer base. We are working with strong dealer partners who understand the local customers and can provide them with high-quality support and solutions, with the backing from us here at the factory. We aim to continue to grow our dealer network, volume output and market share as the year progresses.”
Douglas says there is a large global demand for energy, housing and infrastructure, and this has been driving demand for construction equipment. On top of this, construction markets in general have also seen growth, but some signs of maturity and even contraction are now evident.
“The global economies in the second half of 2019 are not totally clear: China appears to be slowing down which will affect Asia and the global market, we still await the outcome of Brexit and the impact that may have on both the EU and global markets, while North America still appears to be strong and growing.
“There are several key markets for Terex Trucks that are particularly strong. These include North America, South Africa, France, Germany, Russia and the UK. Terex Trucks
Doosan has been talking in more detail about the company’s bauma 2019-launched Stage V-compliant DA30 and DA45 ADTs. The new DA30 and DA45 replace the previous DA30-5 and DA40-5 Stage IV models, respectively. The DA30 has a 28-tonne payload, while the DA45 offers a 41-tonne payload.
The DA30 is powered by the new Scania Stage V-compliant DC09 9-litre diesel engine providing 276kW of power. The DA45 is driven by the new Scania Stage V DC13 13-litre diesel engine with an output of 368kW.
The new Scania engines have undergone two years of very intensive testing in exacting construction and mining environments and have passed with flying colours. While the core of the Scania engines, which has been responsible for their exceptional reliability, has not changed, the main difference in the new engines from their predecessors is the improved after-treatment system.
In 2018, the DA30 ADT was upgraded with a range of features including a new cab, a new self-levelling front suspension and a new tandem bogie system which are all incorporated in the new Stage V model.
Terex Trucks managing director, Paul Douglas, says there has been strong growth in the global hauler market over the last two years
A Terex Trucks TA400 articulated hauler
A similar process has been applied in the new DA45 Stage V machine, with a new cab and a semi-levelling front suspension that adjusts itself independently depending on the operating conditions to ensure a comfortable working environment for the operator.
As well as these changes, the new Stage V models offer many more features - one of the most eye-catching is a new design for the front frame and bonnet components on the trucks, created by the Doosan design team in accordance with the latest trends in the market. The new dynamic look this gives the Stage V ADTs reflects the high performance, power and robustness of the Doosan ADT range and aligns even more closely with the rest of the market-leading range of construction equipment from Doosan.
Together with the visual changes there are a number of functional changes on the new ADTs which improve safety, comfort and serviceability. These include a new positioning of the diesel and AdBlue tanks. The latter are now much lower than before, allowing the operator to fill both tanks whilst standing next to the machine (‘ground-level filling’).
The greasing system has also been relocated to make it easily accessible from ground level. Space has been provided above the automatic lubrication system (which is standard) for additional grease cartridges and a filling pump. In addition, the transmission filters have been installed close to the greasing system, where they are also very easy to
Doosan’s new DA45 ADT is powered by the new Scania Stage V DC13 13 litre diesel engine
access. All of these systems are protected to ensure that any excess drops of oil/grease are collected and can be removed during service and maintenance.
Both new machines are equipped with additional external round hand rails to prevent accidents and hazardous situations. Inside
the cab, there is a new additional grip on the right-hand side for increased safety for the operator. The electronic and hydraulic systems in the new trucks have also been upgraded to offer improved performance with extended functionality and new technology.
The state-of-the-art designs and
Visit us!
Materials Handling Middle East
Dubai, UAE
September 03 – 05, 2019
Za’abeel 5, Stand A22
Visit us!
PERUMIN, Arequipa, Peru
September 16 – 20, 2019
Stand 467/468
The new Cat 777G is said to offer 7% more engine torque and a higher top speed than its predecessor
SOME THINK RAW MATERIAL TRANSPORT REQUIRES A COMPLEX INFRASTRUCTURE.
developments in the new Stage V DA30 and DA45 ADTs are said to have resulted from intensive market analysis, customer visits, interviews with operators and additional feedback gathered by the Doosan ADT product and R&D teams at the company’s ADT plant located in Elnesvågen, near Molde in Norway.
Given their many new, advanced features, Doosan says its new Stage V ADTs establish a notable benchmark in load-carrying performance, fuel efficiency, enhanced controllability and high operator comfort, together with improved reliability, durability and reduced maintenance and servicing costs.
Caterpillar ’s new 777G rigid dump truck (RDT), a 90-tonne hauler with a 765kW Cat C32 ACERT EU Stage V/US Tier 4 Final engine, is said to be proving popular among quarrying and mining customers, with sales strong in markets such as Indonesia, Africa and the Middle East.
the 777G incorporates several fuelsaving features.
Auto Neutral Idle allows the hauler’s transmission to intermittently shift to neutral when the truck is idling in a forward gear to avoid stalling the torque converter and increasing engine speed. Engine Idle Shutdown, an operator-selected feature, stops the engine when the truck idles in park for more than a preset interval. Speed limiting provides an alternative to gear limiting the 777G by allowing the truck to travel at a more fuel-efficient engine speed and in a more efficient transmission gear. Meanwhile, Advanced Productivity Electronic Control Strategy (APECS) transmission controls boost fuel efficiency by maintaining momentum and speed on uphill grades during shifts.
Mined raw materials travel along extensive transport routes. Overland and pipe conveyors are an energy efficient, reliable and environmentally friendly way of transporting the commodities over long distances to the plant or storage area. We customise the curved belt conveyors to overcome any challenging topographical circumstances. This minimises the transfer points and the number of systems and reduces investment, operational and maintenance costs.
For more information visit www.beumer.com
“We have designed and manufactured the 777G to be the most efficient 90-tonne mechanical truck in the industry. The new 777G is reliable and economical, and offers comfort, confidence and control to its operators. In addition, with an improved access system designed to minimise slips and falls, this truck provides firm footing and stability in less than perfect conditions,” says Kyle Amettis, global application specialist, Caterpillar.
Showcased at the bauma 2019 exhibition in Munich, Germany,
Additionally, the 777G has two operating modes: Standard Economy and Adaptive Economy. Standard Economy is said to save fuel by reducing engine power by 0.5 to 15%, based on the fleet and economic conditions at a given site. Adaptive Economy requires a production baseline for the site using the Advisor display, and then, as the truck travels the haul cycle, the system automatically evaluates the power rating needed to meet baseline requirements. Full power is applied when needed, and reduced power is applied when appropriate. The efficiency of the 777G’s performance is said to be further enhanced by 7% more engine torque and an increase in top speed. AB
Conveying long-term value
Conveyors are vital equipment in a quarry, transporting vast volumes of different sized crushed and screened aggregates products to stockpiles for further processing.
Liam McLoughlin & Guy Woodford look at some of the latest developments in this area
The first TR-75 and TC-100 tacked radial conveyors have come off the line at Terex’s new Northern Irish production facility in Campsie, Derry/Londonderry. The first models have been purchased by quarrying and recycling customers in Australia and the US and were due to be containerised and shipped in July 2019.
Full production of the TR-75 and TC-100 conveyors follows thorough testing of prototype models by Terex customer D.K. Trotter & Sons at the company’s quarry in Manorhamilton, Co. Leith, Ireland.
The Terex TR-75 is a 22.9-metre long self-powered tracked radial conveyor with a 1,050mm belt said to offer a large stockpile capacity. It has a maximum discharge height of 10.9m and comes with crawler tracks with pendant control system and single radial wheel drive.
The Terex TC-100 follows on the successful launch of the TC-65 & TC-80 tracked conveyors. At 30 metres long, the extra length of the conveyor and increased
power is said to allow for maximum mobility and flexibility, reducing or eliminating the use of wheeled loaders on site. Like the TR-75. the model has a belt width of 1,050mm, and a discharge height of 14.3m.
Terex says the TR-75 and TC-100 can cope with a range of applications, from screening light and fines materials to primary crushing applications.
BEUMER Group (BEUMER) has been talking about the benefits offered by its innovative and robust belt apron conveyors.
variant, the belt apron conveyor (GSZF): using a belt instead of a chain as traction element allows higher speeds and a slimmer design while still delivering the same level of performance. The GSZF is therefore, says BEUMER, particularly suitable for modernisations.
In general, the clinker comes out of the cooler at 80° plus ambient temperature. But during the process, a so-called kiln flash can occur caused by a raw meal flash from the preheater tower or by caked clinker coming off the kiln: Within a few seconds several
Terex’s TR-75 radial conveyor is now in full production
Terex’s TR75 and TC-100 radial conveyor at work at D.K. Trotter & Sons quarry in Manorhamilton, Co. Leith, Ireland
With its apron conveyors, BEUMER says it provides robust and reliable solutions. The specific design of the cells allows safe, low-friction transport of any hot material. Sealed and overlapping side walls and bottom plates in the cells prevent the clinker from exiting and minimise the escape of dust. The traction element in this conveyor is usually a single or double strand sprocket chain. The system supplier is the only manufacturer on the market who offers apron conveyors with the tried and tested BEUMER steel wire belts from the bucket elevator technology instead of a chain as traction element. Here the cells are attached to the long-lasting, steel-wire reinforced belt in a way so that the heat of the clinker in the steel cells is not transferred to the belt. Partition plates are attached in the feeding area below the cooler and can be easily removed for maintenance, protecting the belt against hot clinker in case of a kiln flash.
One decisive advantage of the belt apron conveyor, says BEUMER, is its speed of 0.6 metres per second, allowing it, the company says, to reach double the conveying speed compared to apron conveyors with a chain. This is said to make it perfect for retrofitting and modernisations. If operators want to increase the kiln capacity, for example, they can replace an existing chain apron conveyor with a belt version of the same size – this means double the capacity without having to make any changes to the steel structure or the conveyor bridge. The cement plants also benefit from a new construction application. The thinner, lighter design of the GSZF reduces costs for steel structure and freight. Furthermore, the decreased net weight lowers the static and dynamic loads which affect the clinker silo and foundations for example. A new construction project can be designed for a smaller load and is therefore said by BEUMER to be more cost-effective to build. The lightweight design also lowers operational costs.
The entire belt lies with its surface on the drive and return pulley, avoiding the unwanted polygon effects caused by the chain. The particularly smooth running of
Accumulation of Fugitive Material Over Time
the machine also reduces noise emissions considerably. The noise is less than half as loud as conventional SZFs with chains, which is advantageous for both the employees and the environment.
The use of the durable BEUMER steel wire belt is said by the German manufacturer to lower maintenance costs, while, concurrently, extending maintenance intervals. Chains can break, if preventive maintenance is not performed properly, which will lead to the conveyor collapsing. The rubber of the steel wire belt only becomes brittle with age, but it would never completely break. Lubrication is also not required for the belt, whereas used frequently on a chain, if for no other reason than to reduce noise levels. BEUMER notes that grease and oil are not only a cost factor, but also detrimental to the environment and the conveyor. The clinker dust gets stuck on it and settles in the chain links, which accelerates the wear and tear.
Given the number of conveyorrelated accidents that occur during routine maintenance and cleanup, Martin Engineering (Martin) stresses how every bulk material handler has a vested interest in technologies to help reduce hazards and prevent injuries.
A company spokesperson says: “Seemingly mundane tasks such as adjusting belt cleaners and removing spillage often require employees to work in close proximity to the moving conveyor, where even incidental contact can result in serious injury in a split second. Further, spillage can contribute to the risk of fire by interfering with pulleys and idlers and by providing potential fuel. Even worse, in confined spaces, airborne particles can create the right ingredients for an explosion.”
The buildup of fugitive material can occur with surprising speed. As the Martinsupplied table below illustrates, spillage in an amount equal to just one sugar packet (about four grams) per hour will result in an accumulation of about 700 grams at the end of a week. If the rate of escape is four grams per minute, the accumulation will be more than 45kg per week, or more than two tonnes/year. If the spillage amounts to just one shovelful per hour (not an uncommon occurrence in some operations), personnel can expect to have to deal with more than 225kg of fugitive material every day.
The Martin spokesperson continued: “Although there are a number of beltcleaning technologies available to conveyor
Table 1: Material loss from conveyors
BEUMER’s robust belt apron conveyors are said to be ideal for use in cement plants to transport clinker safely and economically from the kiln cooling system to the silos.
BEUMER says is apron
operators, most designs in use today are blade-type units of some kind, using a urethane or metal-tipped scraper to remove material from the belt’s surface. These devices typically require an energy source - such as a spring, a compressed air reservoir or a twisted elastomeric element - to hold the cleaning edge against the belt. Because the blade directly contacts the belt, it is subject to abrasive wear and must be regularly adjusted and periodically replaced to maintain effective cleaning performance.
“The ability to maintain the proper force required to keep the blade edge against the belt is a key factor in the performance of any cleaning system. Blade-to-belt pressure must be controlled to achieve optimal cleaning with a minimal rate of blade wear. There is a popular misconception that the harder the cleaner is pressing against the belt, the better it will clean.
But research has shown that there is actually an optimum range of blade pressure, which will most effectively remove carryback material. Increasing tension beyond this range raises bladeto-belt friction, thus shortening blade life, increasing belt wear and increasing power consumption, without improving cleaning performance.”
Martin notes that operating a belt cleaner below the optimum pressure range also delivers less effective cleaning and can actually accelerate blade wear. The firm says a belt cleaner lightly touching the belt may appear to be in working order from a distance, whereas in reality, excessive amounts of carryback are being forced between the blade and the belt at high velocity. This passage of material between the belt and the blade creates channels of uneven wear on the face of the cleaner. As material continues to pass between the blade and the belt, these channels increase in size, rapidly wearing the blade to a jagged edge.
The Martin spokesperson said: “A common source of blade wear that often goes unnoticed - even with a properly installed and adjusted cleaner -- is running the belt empty for long periods of time. Small particles embedded in the empty belt’s surface can create an effect like sand paper, increasing the wear rate of both the blade and the belt. Even though the cargo may be abrasive, it often has moisture in it that serves as a lubricant and coolant.
“Another potential source of wear is when the cleaner blade is wider than the material flow, causing the outside portion of the cleaning blade to hold the centre section of the blade away from the belt. As a result, carryback can flow between the belt and the worn area of the blade, accelerating wear on this center section. Eventually, the process creates a curved wear pattern sometimes referred to as a ‘smiley face’ or ‘mooning.’”
Martin stress how as urethane cleaner blades wear, the surface area of the blade touching the belt increases. This causes a
reduction in blade-to-belt pressure and a corresponding decline in cleaner efficiency. Therefore, most mechanically-tensioned systems require periodic adjustment (re-tensioning) to deliver the consistent pressure needed for effective carryback removal.
The company spokesperson said: “To overcome the problem of the blade angle changing as the blade wears, a radialadjusted belt cleaner can be designed with a specially-engineered curved blade, known as “CARP” for Constant Angle Radial Pressure. With this innovative design, the changes in contact angle and surface area are minimised as the blade wears, helping to maintain its effectiveness throughout the cleaner’s service life.”
Martin stresses that new air-powered tensioning systems are automated for precise monitoring and tensioning throughout all stages of blade life, reducing the labour typically required to maintain optimum blade pressure and extending the service life of both the belt and the cleaner. Equipped with sensors to confirm that the belt is loaded and running, the devices automatically back the blade away
during stoppages or when the conveyor is running empty, minimising unnecessary wear to both the belt and cleaner. The result is consistently correct blade tension, with reduced power demand on start-up, all managed without operator intervention. For locations lacking convenient power access, one self-contained design uses the moving conveyor to generate its own electricity, powering a small air compressor to maintain optimum blade pressure.
Even the best-designed and most efficient of mechanical belt cleaning systems require periodic maintenance and/or adjustment, or performance will deteriorate over time, explains Martin. Proper tensioning of belt-cleaning systems minimises wear on the belt and cleaner blades, helping to prevent damage and ensure efficient cleaning action. Belt cleaners must be engineered for durability and simple maintenance, and conveyors should be designed to enable easy service, including required clearances for access. Service chores that are straightforward and ‘worker-friendly’ are more likely to be performed on a consistent basis.
The Martin spokesperson continued: “The use of factory-trained and certified specialty contractors can also help ensure that belt cleaner maintenance is done properly, and on an appropriate schedule. Further, experienced service technicians often notice other developing system or component problems that can be avoided if they are addressed before a catastrophic failure occurs, helping conveyor operators avoid potential equipment damaging and expensive unplanned downtime. By setting the cleaning goal necessary for each individual operation and purchasing a system adequate for those conditions as laid out in CEMA standards, it’s possible to achieve carryback control and yet obtain long life from belt cleaners. The bottom line is that properly-installed and adjusted belt cleaners help minimise carryback and spillage, reducing risk and overall operating costs.” AB
Wear to a conveyor belt cleaner blade can create a wear pattern known as a ‘smiley face’ or ‘mooning’
Constant cleaning angle and pressure
Onur Recepgil, E-MAK brand and market manager
Eye-catching asphalt plant innovation
The global asphalt plant market is full of innovation. Guy Woodford and Kristina Smith report
Rising above the showground at bauma 2019 in Munich in April, asphalt and aggregate plant manufacturer E-Mak’s latest invention was impossible to miss. The Megaton, billed as ‘the world’s first aggregate factory’, had travelled from E-Mak’s head office in Turkey in no less than 70 trucks.
Though E-Mak is a relatively small player in the asphalt plant market, this show of strength demonstrates that it has the financial backing of the much larger Simge Group of which it is a part, says brand and market manager Onur Recepgil.
“We have the financial support of a huge company, but we also have the flexibility of a small firm,” says Recepgil. “We are not a huge corporation with long reaction times. We can resolve problems quickly. It’s very easy to reach us.”
Projects like the Megaton demonstrate the fact that E-Mak still retains the entrepreneurial and inventive spirit of its founder and chairman of the Simge Group, Mehmet Nezir Gencer.
Gencer founded E-Mak back in 1992. Initially its role was to provide machinery for the Simge Group companies, the first of which, Simge Construction, started operating in 1977. Later E-Mak began to supply equipment, mainly related to asphalt plants, to others.
Today, E-Mak operates in Europe, Central Asia, North Africa and the Middle East. Currently there is good demand from Baltic countries as well as Kazakhstan and Saudi Arabia, says Recepgil. But markets are changing all the time due to economic and political factors, he adds, which means that companies like E-Mak must be able to manoeuvre and adapt.
Each market must be treated differently, says Recepgil, and that requires local knowledge. Over the past decade or so, E-Mak has been building up a network of local experts who can sell E-Mak products and services in the context of their own markets while providing intelligence and feedback to head office.
In Europe, for instance, E-Mak has recently changed direction to concentrate
on retrofitting and renovation. “For the European market there is not a high demand for purchasing the total asphalt plant package,” says Recepgil. “They have a tendency to refurbish, replace, retrofit what they have.”
E-Mak has a dedicated team to deal with upgrades and repairs. “You have to have technical people for these tasks,” explains Recepgil. “Every plant is totally different. We have to check what equipment is there, what its condition is, make measurements and understand how everything works.”
The Megaton, initially reported on in Aggregates Business’s Aggregates Production feature in May-June 19 issues, was designed for quarries or aggregate processing facilities with multiple customers serving multiple sectors. It is the next step on from Simge Group’s Challenger, which crushes and screens aggregate and feeds it directly into an asphalt plant.
Megaton takes quarried rock, crushes it in a vertical shaft impactor, lifts it using a vertical elevator and then puts it through a variety of screening units to produce the
AMMANN ABA UNIBATCH ASPHALT-MIXING PLANT
NEW STANDARDS FOR THE
The ABA UniBatch sets new standards for asphalt mix production in the 100–340 t/h output classes. It delivers cutting-edge technology and includes all the features of current and future plant concepts.
• Maximum customisation combined with top performance and economic efficiency
• Designed for worldwide use, with mixing tower modules optimized for ease of transportation
• Can be fitted and extended with numerous options at any time
grading of aggregate required for a concrete or asphalt mix. The aggregates then go into huge storage silos with a capacity of 3,000 tonnes.
After its time at bauma 2019, the very first Megaton was going to be installed at the quarry of E-Mak sister company Simgemat in Bursa in Turkey. This Megaton will have two screening systems to feed both concrete and asphalt mix production, but different versions and combinations can be made to suit a customer’s requirements, says Recepgil. A Megaton could also be supplying aggregates alone.
Megaton was conceived for use in quarries in or near large conurbations, where cities have spread out to meet industrial areas. One of the big benefits of the system, says E-Mak, is that it vastly reduces dust production.
It also cuts energy consumption since it keeps aggregates dry. This reduces the heat required to produce asphalt because there is less moisture to be driven off initially.
The need for asphalt, concrete and aggregate production facilities to become more like factories will increase as governments around the world raise air quality standards. E-Mak recognises that it may take a while for others to appreciate its good idea. Challenger took nearly 10 years before it was used outside the group but is now popular throughout Turkey with asphalt manufacturers, according to E-Mak.
The next step will be to put Megaton through its paces at the quarry in Bursa. No doubt there will be changes and developments along the way, says Recepgil. “No design stays the same,” he says. “We are always looking to make improvements.”
Meier Company turned to a retrofit from Ammann when it wanted to get more out of its existing plant. The result was tonnes of improvement – literally.
“Before, we had four load-out silos with an overall capacity of 280 tonnes,” says Michael Stemplinger, technical manager at Meier Company, an asphalt producer located in Rotthalmünster, Bavaria, southern
Germany. “Now we have eight different silos with a total capacity of 640 tonnes.”
The additional silos provided more than storage. They also greatly improved the flexibility of the business.
“In the last 20 years, requirements from governments have changed and there is a need to produce more varied hot mixes with different materials and additional types of bitumen,” Stemplinger says. “We mix a lot of small batches. We rarely have large orders, but often many orders for small amounts. Every day we mix 10 to 15 different types of asphalt, and that is why we need high flexibility.”
Working within the existing site’s footprint posed some challenges. They were deftly handled by the highly regarded Ammann retrofit team, which was on-site to help. The decision was made to put a new, separate silo in the mixing tower. This required some engineering but Meier Company and Ammann found solutions together.
“The biggest challenge was that we decided to retrofit the plant while continuing the operation of the business,” continues Stemplinger. “The installation of the new silos was done while still mixing asphalt. During this time, we used a shift operation. We produced asphalt from 6am until 2pm. After 2pm, we started the retrofit work.”
The retrofit has made the plant more profitable. Mix can be produced days in
advance because of the improved storage capacity, which leads to fewer interruptions and more efficiency during daily operation. Bulk mix can be prepared and stored. There no longer is a need to shut down the plant when there is a smaller customer in between larger orders.
“We are very satisfied with the retrofit,” says Stemplinger. “The plant is running without any problems. The operators have adjusted and are working with the new plant. We achieved what we wanted.”
No matter which side of the debate producers are on regarding climate change, the fact is that worldwide environmental regulations are here to stay, focusing asphalt plant manufacturers and asphalt producers on the need to meet strict environmental requirements every working day.
US company ADM Asphalt Drum Mixers’ introduction of its environmentally friendly and state-of-the-art EX Series of asphalt plants helps producers globally with just this task, according to Mike Devine, president of ADM Asphalt Drum Mixers.
“Our EX Series of asphalt plants feature high production capacities that range from 120-450 tonnes per hour and are available in portable, skid-mounted and relocatable versions. Most importantly, they allow worldwide producers a quick return on investment (ROI) for more profitable operations while meeting environmental demands and highest quality asphalt standards. Extensive research and development went into the innovative design of the EX Series with its counterflow technology to meet the environmental mandates globally,” Devine stated.
Specially designed for clean operation and the highest quality asphalt production, the EX Series’ innovative, counterflow technology separates the drying and mixing zone and helps shield the hot-mix asphalt from the burner flame to help reduce the production of blue smoke. An optional state-of-the-art blue smoke control system captures residual gases and reintroduces them back to the combustion zone, virtually eliminating blue smoke and hydrocarbon
Meier Company is benefiting from greater production volume after an asphalt plant retrofit by Ammann
ADM Asphalt Drum Mixers EX Series asphalt plants feature high production capacities. Pictured is an EX120-1 plant
emissions.
Carlos Cardenas, sales engineer, ADM Asphalt Drum Mixers, explains: “Counterflow design is based on the process and movement of the material through the drum in the opposite direction of the heated air flow and combustion gases.”
In addition to allowing the elimination of blue smoke and hydrocarbon emissions, the counterflow technology of these EX Series single-drum asphalt plants is said to provide some of the industry’s longest drying and mixing times, through separate drying and mixing zones, for efficient, consistent, high-volume and highest quality asphalt production with RAP (recycled asphalt pavement) up to 50%.
A new rubberised asphalt made out of recycled old tyres has been launched by UK-based Tarmac.
The major sustainable building materials and construction solutions business is the first in the UK to develop a new asphalt technology capable of recycling end-of-life tyres (ELTs) into roads.
With 40 million ELTs generated in Britain every year, the company has created an innovative asphalt mix using granulated rubber.
Tarmac estimates that it will be possible to recycle and reuse up to 750 ELTs for every kilometre of highway surfaced with the new material, depending on the thickness of the road, which would help to reduce the 120,000 tonnes of rubber waste exported from the UK annually.
The initiative is part of Tarmac’s commitment to the circular economy, with the business recycling 8.7 million tonnes of waste from other industries every year. It also builds on the company’s reuse of ELTs to power its cement kilns and its commitment as a net user of waste.
Brian Kent, technical director at Tarmac, said: “While plastic recycling has attracted media headlines, used tyres remain a significant and overlooked waste stream and our new innovative rubber-modified asphalts offer a more sustainable option for our industry and the environment.”
UK asphalt plant manufacturer Parker Plant has recently installed a satellite mixed-material storage system for Tarmac’s Asphalt2Go operation near the centre of Gateshead, in north-east England.
The facility operates on the principle of providing rapid local access to ‘pre-mixed’ asphalt for immediate use in Gateshead, Newcastle, and the surrounding area. Mixed material from Tarmac’s existing asphalt plants situated outside the Tyneside conurbation is brought to the site in the early morning or late at night to avoid daytime urban road congestion. The system stores mixed material at the correct temperature and its central location provides councils and contractors with instant access to high-quality, ready-made asphalt for use in building, repairing and maintaining local roads, along with projects from driveways and cycle paths to pavements and car parks.
At the opening ceremony of the facility, the then Mayor of Gateshead, Councillor Jill Green said: “We’re delighted that Tarmac has chosen to open up this new facility in the east of Gateshead, providing the council and others with access to heated asphalt quickly and without fuss. This new venture
is ideally located to help local businesses access this material which will help meet the daily challenges faced by construction professionals.”
John Riley, Tarmac’s area director for its materials business in the North-East, added: “We are very excited about our new Asphalt2Go site in Gateshead. It underlines our commitment to providing a convenient supply of local material which will help support the local council and other customers to deliver surface repair and construction activity with greater ease.”
There are less than 40 asphalt-producing companies in the UK, operating around 275 plants between them. This is a reduction of nearly 10% in the number of companies but a 3% increase in the number of plants in the last five years.
These companies account for a market of around 26 million tonnes/year, an increase of 13% over the same period, although there has been little movement in the size of the market over the last few years.
The leading five producers - Aggregate Industries, Breedon, Cemex, Hanson and Tarmac - occupy an estimated 80% of the market with the majority of their plants integrated into their other operations, such as quarries, wharves and depots. Asphalt provides a key outlet for these companies, all of which are significant aggregates producers. The whole asphalt market represents around 12% of total primary aggregates demand in Great Britain.
These are some of the findings of an updated report on the asphalt industry published by leading consultancy BDS Marketing Research. First published three years ago, it has been brought up to date to reflect the changes to the industry over the last three years.
The report also provides new analysis of the bitumen market, the structure of the market shares and volumes by company and by region, a study of plant investment and age analysis, planning activity, industry end-use, a review of highways term maintenance contracts and future industry prospects to 2022. AB
Tarmac has launched a rubberised asphalt made out of recycled old tyres
Parker Plant has recently installed a satellite mixedmaterial storage system for Tarmac’s Asphalt2Go operation near the centre of Gateshead, north-east England
Cost-effective dewatering
Efficient dewatering of your aggregates production site can have a positive impact on the quality of your final product and your bottom line. Guy Woodford reports
McLanahan, a US-headquartered global provider of process solutions for a variety of industries including minerals and aggregates processing, has been speaking to Aggregates Business about the gains to be had from adding a dewatering screen to your aggregates production operation. A company spokesperson says: “The dewatering screen may have started in the coal industry, but it has really found a home in the aggregate world. Since being introduced to the North American market in the late 1970s, the dewatering screen has become the go-to piece of equipment for economical removal of water from sand.”
McLanahan sees three key benefits that can come from adding a dewatering screen to your aggregates jobsite.
1. Produce a drier material
“Several pieces of equipment are used to reduce moisture content in sand. A separator, or siphon-assisted hydrocyclone, produces an underflow material that is in the range of 22-35% moisture. The material can be stacked on a drainage field or discharged to a dewatering screen for additional moisture removal. Discharging the material directly
onto a conveyor belt usually creates a housekeeping issue due to the remaining free water.
A fine material screw washer produces a discharge with a moisture content of 15–30%. While the product can discharge onto a conveyor directly, material can cling to the belt and create a significant housekeeping issue. This equipment is better suited for material that is drier and can be more easily handled. This can be achieved by adding a dewatering screen.
The dewatering screen achieves 8-20% moisture, depending on the physical characteristics of the material. Despite the range of retained moisture, the dewatering screen discharge is classified as drip-free and can be easily conveyed, loaded into a truck or placed in a bin.
When feeding dryers, putting material on conveyors, loading trucks or discharging to other equipment that requires the lowest percent moisture, a dewatering screen is a low-cost solution.”
2. Handle multiple products
“The use of longitudinal dividers allows as many as three products to be dewatered on one screen. Many applications feature
a two-stream process where a fine stream and a coarse stream can be kept separate or blended to create specialty products. Utilising one dewatering screen for multiple products reduces the overall footprint of equipment and can lower both capital and operating costs.”
3. Integrate with surrounding equipment
“Dewatering screens fit well into many applications to yield a drier product, capture ultra-fine material or allow better control in the process.
• Wash plant
“The combination of a hydrocyclone or separator with a dewatering screen creates a wash system with a higher level of efficiency and yield with a drier product. The screen underflow can be recirculated back into the hydrocyclone feed for recovery or removed as undesirable material.”
• Ultra-fines recovery plant
“Generally, a screen is set up to make a classification based on the media openings. When trying to capture material that would normally pass through the media, a dewatering screen can be used in combination with a hydrocyclone to recover ultra-fine material before it goes to a settling pond. Even though some of the fines will pass through the screen media, they will remain in the system. The hydrocyclone overflow is the only exit point for the fine material, and it is operated at a high pressure to retain the material.”
• Feed preparation for downstream equipment
“Equipment such as attrition scrubbers will not operate at optimal levels when the material is too wet. A dewatering screen will produce a predictable moisture, which will allow better control in the process. The material can be adjusted to the correct percent moisture through the addition of water at a controlled rate.
ABOVE: McLanahan says there are big gains to be had by adding a dewatering screen to your aggregates production operation BELOW: A McLanahan dewatering screen
TAKE CONTROL
Omni gives a previously inaccessible level of control to multiple mobile crushing and screening machines from a central location.
SAFETY
2 x remote camera views per machine greatly reduce the time the operator has to be out of the safety of the cab.
CENTRAL CONTROL
One-touch pause & ability to make multiple machine setting adjustments.
CONNECTED
Understand operational metrics and warnings as they happen to ensure maximum uptime.
MULTI-USER Omni offers exceptional visibility by connecting to another tablet (sold separately)
Looking at these three benefits of a dewatering screen, you can be sure that it is a welcome addition to any aggregate plant when looking to remove moisture and improve housekeeping. The dewatering screen allows you to produce a drip-free product ready for resale, eliminating the need to wait for stockpiles to drain. Dewatering screens are designed to help you achieve production goals and have better stockpile management with shorter inventory cycle.”
In the UK, Atlas Copco Power and Flow has a new partnership with Pump & Plant Services, which specialises in hiring and selling industrial dewatering pumps, diesel generators and lighting towers. Based on the borders of Shropshire and the West Midlands in England, the company operates throughout the UK. Under the partnership, Pump & Plant Services will be supplying and supporting Atlas Copco’s WEDA, PAS and VAR ranges, to provide a comprehensive dewatering pump capability.
The PAS range of medium- and highflow diesel dry prime pumps offers high performance in any conditions. Effective even with suction heights of several metres, PAS products can pump liquids with suspended solids. The VAR wet prime pumps are robust, flexible and ideally suited for medium construction projects and flood control schemes. WEDA electric submersible pumps offer durable performance in tough environments across multiple industries.
“We recognise that Atlas Copco’s products are built on heritage, prestige and quality; based on this, our new partnership gives both Atlas Copco Power and Flow and us an opportunity to grow market share” comments Paul Sandy, managing director at Pump & Plant Services. “The partnership provides a strategic objective of both product and service capability expansion for both parties, creating exciting future business growth potential.”
The new partnership with Pump & Plant Services follows on from the spring 2019 completion of Atlas Copco Power and Flow’s
portfolio of WEDA electric submersible dewatering pumps.
The range now comprises three families; the expanded WEDA D for dewatering, WEDA S – also expanded - for sludge, and the entirely new WEDA L slurry family. WEDA D pumps handle either clean or dirty water, even with small solids. The WEDA S range supports dewatering of liquid sludge containing larger solids. The WEDA L products are the toughest and have the largest apertures to facilitate handling of slurry with the most challenging solids.
The WEDA D family expansion is marked by the D80, a new model for dewatering. S30, and S60, as the new models for the WEDA S sludge family, can handle thick, soft, wet mud or other similarly viscous mixtures of liquids and solids, especially the product of an industrial or refining process. The completely new WEDA L family handles semi-liquid slurry mixtures, typically of fine particles of manure, cement or coal, and water.
LEFT: In the UK, Atlas Copco Power and Flow has a new partnership with Pump & Plant Services
Aside from optimising their performance, a lot of focus has been given to make the pumps lighter, enhance electrical safety, improve the seal design and ease installation. All pumps in the D and S range are available with WEDA+ features, which include phase failure protection, rotation control, thermal switches and a 20 m cable with phase shifter plug for all three-phase pumps. The WEDA+ features are also available as an option on the L range.
Japanese dewatering pump manufacturer Tsurumi showcased its new KTZ415 and KTZ615 pumps at the bauma 2019 exhibition in Munich, Germany.
The 615 is the new top model of the KTZ series that now comprises 15 models. Thanks to a motor output of 15kW, the model pumps up to 2800 litres of water/min (l/min) with discharge heads of almost 40 metres. The 415 with the same motor pumps up to 2000 l/min, but up to a maximum height of 55 metres.
Both submersible pumps can cope with sandy water, groundwater and rainwater. The water may also contain stones with grain diameters of up to 12mm. The pumps are pressure-resistant to a submersion depth of 25 metres and have a pressure port with a diameter of four (model 415) and/or six (mode 65) inches on the outside thread.
The KTZ series was launched back in the 1980s and is one of the best-selling pumps in the product line. Even the smallest model, with a motor output of just 1.5kW, can move 430 l/min up to a height of 21.5 m.
The highlights of the series also include their dry running-safe design (motor cooling and oil lubrication), high wear-resistance (abrasive pumping media) and the failsafe feature (electrics). The KTZ is built in Tsurumi’s mega factory in Kyoto, the world’s largest production site of its kind. AB
The addition of Tsurumi’s new KTZ415 and KTZ615 dewatering pumps has taken the number of KTZ series range models to 15
Atlas Copco Power and Flow now has a full portfolio of WEDA electric submersible dewatering pump
Powering up opportunities
New European Stage V emissions standards for off-highway machinery engine manufacturers could spark new portable power innovation. Liam McCloughlin reports
The European Commission’s introduction of Stage V emissions standards for non-road machinery is bringing new challenges for engine makers, including the integration of after-treatment systems and meeting particulate matter count.
The phased introduction of Stage V standards for off-road power plant started in January 2019. The transition period for generator sets with power of less than 56kW and more than 130kW will last until December 2020.
Despite the challenges for engine architecture, the introduction of Stage V for off-road engines also presents real scope for technological advancement, according to Andrew Walker, president of the power technique business area at Atlas Copco.
“The result will be a new generation of compressors, generators, pumps and other equipment that will be quieter, smaller and more fuel efficient than ever before,” Walker states. “Ultimately, Stage V needn’t be complicated, nor expensive.”
The Stage V diesel engine regulations are part of the European Commission’s desire to improve air quality, and therefore protect its citizens’ health.
The regulations – due to be implemented during 2019 and 2020 – will be extended to include the smallest compression-ignition engines (below 19kW) and all larger engines (greater than 560kW), setting a minimum stringency over the entire power range.
Stage V will also continue the path towards reduction of particulate and NOx emissions.
Walker says that the main difference is that for the first time there will be a limit on the number of particulates for several engine categories between 19 and 560 kW.
“In practice, this will drive adoption of diesel particulate filters [DPFs] and associated equipment for engines in this power range,” he adds.
The standards will apply to a wide range of traditional mobile equipment in construction, including portable compressors, wheeled loaders and excavators, as well as mobile generators, and light towers.
But Stage V’s introduction is not all about emissions. According to Walker, it has created an opportunity for performance advancement through the insertion of new technology. For the past couple of years, Atlas Copco has been working closely with engine suppliers to deliver more productive
“Ultimately, Stage V needn’t be complicated, nor expensive”
Andrew Walker
and reliable machinery, with lower throughlife costs.
Atlas Copco’s aim has been to provide portable air supply customers with a smooth transition to Stage V, either through using transitional engines or new Stage V-ready designs. Innovation has been added to emissions compliance, promising greater efficiency, more compact design, better utilisation, higher resale value, lower maintenance costs and higher productivity.
Meanwhile, the company says it has used the Stage IV-Stage V transition to accelerate development of new compressor elements, which could deliver further performance enhancements.
Most engines installed in generators comply with Stage IIIA emissions standards, so the transition to Stage V is greater than for air compressors. Also, generators usually require constant speed engines necessitating different solutions to variable speed types – and as constant speed engines have a low market share, Walker says that progress towards Stage V compliance has been slower.
“However, Atlas Copco has been working with its partners on Stage V genset solutions for several years, focusing on areas like after-treatment system design and packaging,” he says. “This will impact the size, performance, fuel efficiency and cost of Stage V-compliant machines, and all these factors are currently being assessed in ongoing trials.”
In terms of dewatering products, Walker says that new Stage V engines are benefiting from improved impellers and casings to maximise their RPM capability.
Atlas Copco’s new QAS 60/35 VSG variable speed generator
Doosan Portable Power’s 12/155 Stage V portable compressor is one of nine new-generation range models
He adds that the optimisation process will result in Stage V products with higher efficiency and better through-life performance, together with space-saving, flexible designs.
“Ultimately, Stage V needn’t be complicated, nor expensive,” he concludes. “Atlas Copco can provide customers with a clear pathway to compliance, with an unrivalled range of next-generation compressors, generators, pumps and light towers that will offer better performance and value than ever before.”
Atlas Copco says the latest addition to its QAS mobile generator range, the QAS 60/35 VSG (variable speed generator), is a “game changer” in terms of operational savings, performance and reliability.
Sergio Salvador, product manager at the Atlas Copco power and flow division, says: “The proprietary variable speed generator (VSG) technology embodied in the QAS 60/35 completely eliminates the inherent risks associated with low-load generator operation such as cylinder glazing, bore polishing, heavy carbon build-up, high oil consumption, low combustion temperatures and fuel waste.”
The low-load performance of the QAS 60/35 VSG, which features automatic variable speed control from 950 to 2550rpm and an integrated energy storage system, is intended to enable fuel consumption levels to be reduced by up to 40% against traditional fixed speed generators. At the same time, Atlas Copco says that it helps increase reliability in applications with an average load of less than 20%, such as construction projects, outdoor events or telecoms service duties. The integrated energy storage system helps increase peak power capabilities by 70%, matching the performance of a 60kVA prime power generator. In addition, the QAS 60/35 VSG enables operators to reduce their carbon footprint, by offering CO2 emission reductions of up to 40%.
Fully compliant with European emission standards, the plug-and-play, environmentally-friendly QAS 60/35 VSG is housed in a robust, sound-attenuated Zincor steel enclosure that is up to 55% smaller than comparable units and considerably quieter than the requirements of OND 2000/14/EC sound regulations.
The QAS 60/35 contributes to operators’ uptime, productivity and revenues through service efficiency and extended engine
lifetimes. A maintenance interval of 500 hours is made possible by the unit’s heavy-duty fuel filtration system and water separator. Similarly, engine lifetime is extended as a result of the dual-stage air filter and safety cartridge features.
Moreover, the new QAS 60/35 VSG allows customers to downsize and optimise their fleets, as one unit can replace up to six power nodes of a typical fixed speed generator from 9 kVA to 60 kVA.
With a one-to-one ratio motor start capability, the QAS 60/35 VSG is the ideal source of high starting current for the electric motor drives of site equipment such as construction tools, cranes, pumps, or electric compressors.
Doosan Portable Power (DPP) showed several new portable compressor, generator and lighting products for the first time at the bauma 2019 exhibition in Munich, Germany (8-14 April). They included the new Stage V compliant 12/205 and 12/255 portable compressors, the new 7/53R portable compressor for the rental industry, and the new G20 generator.
The 12/205 and 12/255 are part of a new generation of large Doosan Stage V portable compressors, with nine models offering free air deliveries from 14.0 to 30.0m³/min at operating pressures from 7.0 to 21.0 bar.
Low-pressure models are powered by the new Cummins B6.7 Stage V engine, while the high-pressure compressors are powered by the new Cummins L9 Stage V engine. All the compressors are equipped with an integrated after-treatment system and provide increased fuel efficiency.
These new Stage V compressors combine a compact size with enhanced serviceability to ensure ease of use and an outstanding return on investment.
All the models also offer increased environmental protection via a standard bunded base and the optional ECOmizer system, resulting in up to 30% fuel consumption reduction depending on the application.
Large portable compressors like these are used to provide compressed air for a wide range of drilling and boring machines for quarrying, mining, site investigation, geothermal, mineral exploration and water well construction work. They also cover other specialist applications such as abrasive blasting, spray painting and standby and temporary compressed air for industry.
JCB Power Products’ flagship QS generator range now features three new sets powered by Stage IIIA JCB six-cylinder engines. The G166QS, G201QS and G221QS add an emission-compliant engine option to the previous G165QS, G200QS and G220GS respectively, offering outputs of 150kVA, 180kVA and 200kVA.
Features include efficient Stage IIIA JCB six-cylinder engines; a compact canopy width for easy transport; three-stage fuel filtration ensuring clean supply; and LiveLink for Power telematics as standard.
The addition of these three premium models takes JCB’s standard Stage IIIA power generator range from 20kVA right through to 550kVA, powered by JCB, JCB by Kohler and Scania engines.
The G166QS, G201QS and G221QS generators are available with a standard 50Hz output. The new models are supplied in a class-leading heavy steel canopy, with a width of just 1,100mm. This is said to allow two sets to be carried side by side on a trailer, reducing transport cost for rental companies and dealers. A 400-litre fuel tank ensures that the generators can be operated continuously for a full 12 hours, when running at 75% load. The metal tanks can be removed for easy cleaning, while a 110% capacity bunded base is available as an option. AB
JCB Power Products’ new G221QS generator
Ceramic liners help meet demand for hard rock
Using ceramics and rubber in crusher liners can help address the problem of processing highly abrasive rocks in quarries. Liam McLoughlin reports
Austin, Texas, USA, is experiencing a surge in infrastructure projects to keep up with a growing population.
For over ten years, one of the local aggregates producers, Texas Materials, has been using Metso solutions to meet this growing demand in addition to managing a new vein of hard rock.
Texas Materials produces aggregates mainly for construction purposes. Its end products are fine aggregates, manufactured sand, gravel, and stone, shipping primarily to the Central Texas market, including Austin and Houston. With an economic emphasis on infrastructure, this has created great demand for Texas Materials’ various aggregates products.
One site worked by Texas Materials is Marble Falls Quarry, a 1,200-acre open-pit limestone quarry that has been in operation since the 1940s. Today it employs nearly 100 people.
The aggregates production process begins with a Metso Nordberg C160 jaw crusher. Tertiary crushing is done by two Metso HP500s. Currently, Texas Materials has five crushers in operation.
Texas Materials recently needed to adapt to a sudden change of mineral content in the rock it was processing.
Texas Materials does not own the land where it operates and the land owner contracts where Texas Materials can quarry. Therefore, quick action was required when the mineral content at Marble Falls Quarry suddenly went from 1-2% silica to 20% silica. This means much more abrasive rock, which has a direct impact on crusher liners.
“We were taken by surprise,” says LG Lindsey, plant maintenance manager at Texas Materials. “It happened overnight. We
didn’t know we were butting into that much higher abrasive material. Considering the impact on the old liner, that’s when we knew we needed to change our liner.”
The main issue was that the high tonnage processed impacted the steel liner in a target area, which caused problematic wear points. To resolve these challenges, Metso field engineers recommended a rubber ceramic liner. The rubber in the liner absorbs the energy from the brutal impact of the material. The ceramic in the liner has abrasion-resistant properties, minimising wear from the crushed material.
Crisp Industries, one of Metso’s aggregates consumables distributors in the US, provided a Metso Trellex Poly-Cer liner that is designed for this type of hard rock.
The Trellex Poly-Cer liner allows Texas Materials to maximise the operational lifespan of its HP 500 crushers by protecting the inside steel liners from premature wear due to the abrasive product being processed. This allows the plant to maximise production while preventing potentially costly breakdowns.
Previously, the site used mild steel plates that would only last two months. Since switching to the Trellex Poly-Cer liners, in use for four times as long already, there are only small signs of wear.
Texas Materials says it is very pleased with the performance of the liners which have prevented shutdowns every two months for changeouts. In addition, there has been a noticeable reduction in noise from the material impact area.
“So far, we’re happy with Metso’s ceramic liner,” LG continues. “It’s a fantastic solution. The wear is non-existent, there is no wear in the ceramic itself.”
As the Texas Materials example illustrates, aggregates applications are tough on equipment -which can make it even tougher on budgets. Metso says that, by protecting the equipment with protective lining, material flow can be kept up and maintenance time down. Installed in feeders, spouts, hoppers, bins, transfer chutes, silos and any other application that is subject to heavy wear and noise, carefully selected wear linings minimise wear and reduce noise while increasing the components’ service life.
The Trellex Poly-Cer lining is designed for extreme abrasion resistance even with the highest material flows and speeds.
“The combination of the best properties of rubber and ceramics in the linings ensures an extra long lifecycle compared with other types of wear protection,” said Henrik Persson, director of lining products at Metso. “The high-quality ceramics provide unique resistance to wear, while the elastic properties of rubber effectively absorb shock impacts.”
“Trellex Poly-Cer covers the angles of impact that are difficult for rubber and steel, and thereby ensures greater availability; for example, applications with transfer points in the transport system and material deflectors.”
Trellex Poly-Cer linings are also used as protection in crushers. Metso’s protective weld-in and bolt-in linings are designed to protect the mainframe, armguard and/ or countershaft. Tailored elements can be retrofitted to an already installed standard liner or be delivered pre-welded to a replacement main frame liner. The protective crusher linings are designed to increase crusher availability and help align and synchronise change-outs with the working wears’ change-outs.
The Marble Falls limestone quarry in Texas faced the challenge of dealing with more abrasive material
improve equipment performance and safety. Remember to talk to your supplier whether the design has changed and if there are upgrade kits to improve performance. One good recent example here is the upgrades we did to a quarry operator’s conveyors’ impact cradles and bars. With new components, impact on the belt was lessened, and material spillage and maintenance times
Warranties and sustainability aspects play an important role, too - it is important to check these before buying replacement parts to ensure that the manufacturer’s policy is not invalidated. The supplier may also provide a suitable replacement warranty.
When things are going smoothly, local inventory or technical expertise may not always be top of mind. When a failure strikes, you want to have a supplier with access to the needed components and
“A remote monitoring and maintenance tool such as Metso Metrics Services can send an alert notice when parts need to be replaced, further assisting in reducing downtime from an unplanned failure,” Perez says.
quality is best to counteract it? The possible uses of Amdurit components in concrete and asphalt mixing plants or gravel plants are virtually limitless, the company states. There are, however, preferential applications.
The pre-feed bins on asphalt mixing plants, for instance, can be clad comprehensively or only in part. Drum feed and discharge areas are ideal for reinforcement. Cladding the bends of the raw gas duct with Amdurit is recommended by Ammann, as abrasive wear occurs here most frequently. Amdurit is also ideal for reinforcing the back wall and side elements of hot elevators, as well as the feed and discharge sections and the transition area to the screen.
Experience is required to counteract wear and tear effectively - and two of Ammann’s design specialists have focused exclusively on the subject for years. They developed various systems that enable the plant operator to fit the components with speed and precision.
When selecting spare parts for aggregates production equipment, price and delivery terms are often the main things considered. However, correct design and sizing, optimal material and support deserve careful consideration too.
Although parts may look the same from the outside, they may actually be very different in terms of quality and materials. The result of using an incorrect part that does not perform as planned can be very costly – equipment can be damaged, the parts’ lifetime may be considerably shortened or the equipment could fail catastrophically, putting the safety of employees at risk.
“Incorrect part materials may lead to considerable production losses, far outweighing the cost of the individual component,” explains Jose Perez, vice president at Metso.
“For example, a main shaft protection bushing that is not composed of the correct materials may wear down much more rapidly than the original component, leading to additional changes and maintenance breaks.”
According to Perez, even the smallest changes in the design can have a drastic impact on the performance of the equipment.
“It goes without saying that to operate the way it should, the part needs to be a perfect fit,” says Perez. “Always look to see if the part has been modified or simplified. Sometimes the simplified parts may bring functional or operational improvements, but sometimes the missing features may have been added for safety and removing them may put people at risk.
“In addition, equipment and part designs are not static but are continuously refined to
Ten years ago, Ammann launched Amdurit plates to counter increased asphalt mixing plant components wear-out, mainly due to increased use of recycled material.
The benefits experienced by customers utilising the product worldwide over the past decade are said to be “significant”. Crucially, Amdurit plates do not need replacing as frequently as other components. A longer lifetime reduces the amount of costly assembly and dismantling work on the plant. Furthermore, systems are available that are designed to optimise asphalt mixing plants via the speedy replacement of wear parts. The result is improved plant availability and lower plant operating costs.
Ammann stresses that every replacement is preceded by an analysis: how much wear is there and what material thickness and
The parts for the drum discharge, for instance, are precision-made according to drawings. They are said by Ammann to be easy to attach thanks to threaded bolts, and therefore just as easy to replace as and when necessary. Wear parts are numbered for accurate assembly and are provided together with an installation drawing.
A drill template makes it easier to fit Amdurit plates with threaded bolts to the aggregates weighing scale.
Ammann notes that a complete system instead of a kit is available for hot elevators. The bottom part consists of three sections with armoured ribs so that the components can be removed individually. The side parts are also attached via threaded bolts. A new transition section can be added retrospectively if the area between elevator and screen is not yet clad with Amdurit. Replacing the wear material at a later date is then quick and easy. The large door is big enough for installing the largest Amdurit panels. Threaded bolts make replacing wear plates at a later date quick and easy.
The optimisation of wear protection is enhanced further still as the designers have access to the original documents and can design made-to-measure components. This is achieved by redesigning the plant based on its original drawings, so that replacing wear parts in the future takes even less time.
UK company CMS Cepcor has won a Queen’s Award for international trade. The Coalville, Leicestershire-based firm designs and manufactures spare parts for crushing and screening equipment, and for asphalt plants. CMS Cepcor was one of more than 200 winners at the 2019 Queen’s Awards, which recognise excellence in international trade, innovation, promoting opportunity through social mobility, and sustainable development. To win an award for international trade, companies must have made a minimum of £100,000 in overseas sales in the first year of their entry and show year-on-year growth. AB
Jose Perez, vice president, aggregates business development at Metso
Transition section between the hot elevator and the screen coated with Amdurit
Moreton Cullimore, managing director of The Cullimore Group
THE CULLIMORE GROUP PREMIUM
Consistent investment in premium quarrying equipment is helping The Cullimore Group maintain its proud tradition of high-quality aggregates supply. Guy Woodford visited the group’s Gloucestershire, western England HQ to gain a first-hand take on its successful business strategy.
Investing only in premium aggregates processing equipment has been a key priority within The Cullimore Group throughout the family-run firm’s more than 90 years of history.
Three generations have steered the aggregates and haulage group’s reins, a group achieving sales of around £15 million (€17.09mn)/year (£4-5mn of gravel, £4-5mn of concrete, £3mn of transport haulage-related business, and £2-4mn from farming). The bulk of The Cullimore Group’s customers are based in the west of England (Gloucestershire, Wiltshire, Oxfordshire and Avon & Somerset), with its greatly prized gravel and sharp sand products currently being drawn from three quarries – Wetstone Bridge, Shorncote and Dairy Farm - all in the Cotswold Water Park zone. A further two group quarries are currently being restored to nature.
Speaking to Aggregates Business during my visit to the group’s Netherhills HQ site, between the villages of Frampton on Severn and Whitminster, nine miles south-west of Gloucester, The Cullimore Group’s managing director, Moreton Cullimore, spoke of the importance of relationships in the aggregates and haulage supply business, between group employees and customers and between the group and its equipment suppliers.
“Identity is part of the furniture of Gloucestershire. For both my grandfather and father, reputation was everything. The way we go about business is that our customers are names and faces, not bar codes and serial numbers. We are upfront and honest. If we say we are going to do something, we do it. What we hear from customers in their dealings with multi-nationals is that they initially went with them because they were, for example, £2 cheaper a metre on concrete.
But many found it was a case of, ‘I’m here at 4pm waiting for my delivery and being told my supplier has got bigger fish to fry.’ We will still be there with customers at 6pm or 7pm making sure that a job is complete and to their satisfaction. It’s a bit about old school honour and respect.”
Cullimore says the way The Cullimore Group buys things is a “little old-fashioned, but it’s always worked”. He explains: “We don’t lease things for two to three years. We buy premium equipment and keep it for its life. We buy from people like Caterpillar and [Volvo Construction Equipment]. With our haulage trucks, we are buying from Scania and DAF. We are looking for reliability. If one machine goes down, it has a bigger effect on an independent family-run business like ours. We want 10 years out of a truck. We are painting our colours onto them. They become part of our identity.”
Cullimore says The Cullimore Group has had a long-time relationship with Terex Finlay, dating back to his father’s running of the business. “My dad had a good relationship with their local sales person. Terex Finlay make decent products which we have had no problems with. They stand by their plant in terms of set-up and aftercare.”
The Cullimore Group currently uses a Terex Finlay TC15 SANDMASTER wash plant in its sharp sand and Cotswold shingle production. The group also uses a Terex Finlay 883 screener for producing recycled aggregates out of inert waste. This material supports the quarry restoration side of The Cullimore Group, a side which also benefits from deploying Cat D6T wide-track crawler dozers.
Turning his attention to the group’s loading and hauling models, Cullimore says: “We have a diverse range as some of our sites are bigger than others. Sometimes you need more breakout force as there may be rock underneath the clay. Generally, we use medium-large range rather than super-large range machines. We run 40-tonne Volvo EC380s and Cat 325s, 328s and 330s, ranging from 25 to 40 tonnes. All the Caterpillar excavators use Cat breakers. We also use a Cat 962 wheeled loader, Cat 740 articulated dump trucks and Bell 35D ADTs. There are a few smaller excavators that we use, like a Cat 103.8, which is a 3.5-tonner, and a JCB 8-tonner.”
Cullimore says the Volvo EC380s The
Cullimore Group have purchased in the last two years have proven “very quiet” machines during working hours. This is helping the group retain positive relationships with people living near to its quarry sites. “The technology is also up there, and Volvo came to the table on price,” he adds.
The Cullimore Group is currently producing around 400,000tonnes/year of Cotswold shingle and sharp sand across its three active quarry sites. This figure, Cullimore stresses, can be variable and is under production capacity, due to the need to comply with local authority planning restrictions.
“We’ve been working Wetstone Bridge for two years and it is our primary quarry. It’s open five and a half days a week. Our sharp sand has a golden colour and is decorative in nature. It makes it popular with the wannabe Alan Titchmarshes looking for something nice to decorate their gardens. Sharp sand also goes into making roof tiles and, along with our 20mm shingle, can go into our ready-mixed concrete plants. We have a diverse customer base, from delivering directly to the sub-contractors for the big housing developers, to tile manufacturers and the retail sector, where you have one-man bands looking for materials to incorporate into their property extensions.”
On a daily basis The Cullimore Group produces four Cotswold shingle and sharp sand products: -6mm sharp sand, 10mm shingle, or pea grit, as its known, a 10-20mm
shingle, and a 20mm-plus, generally around 40mm, shingle. “We can make up to four different sized sharp sand products, depending on customer request,” explains Cullimore. “Sharp sand is coarse, and you wouldn’t use it in something like a plastering application.”
Speaking about the group’s Cotswold shingle and sharp sand production process, Cullimore says: “Sand and gravel processing is back to your old GCSE Geography stuff. You’re near a river so there’s a high water table. You can hit the water table with a hand shovel and strip the top soil off with an excavator and you are literally just digging out. The materials get loaded onto our 35-40-tonne ADTs [articulated dump trucks]. The ADTs then take the material to our quarry stockpile sites from where it’s loaded with our Cat 962 loading shovels into our Terex Finlay wash plant. After washing and further stockpiling, the material is loaded onto customer trucks and taken away. We produce around 150-160 tonnes an hour. We can produce more quickly but we are always looking at the quality of the product – aiming for a nice, clean material. We ourselves are one of our biggest customers in terms of supplying material to service the ready-
1: A Cat 962H wheeled loader feeding material onto a Cullimore Group haulage truck 2: Cat D6T dozers are used in The Cullimore Group’s quarry restoration projects 3: A Cat 740 articulated hauler working at a Cullimore Group quarry
mixed concrete side of our business. We are BSI-kitemarked, so we must scientifically prove what our products material make-up is.”
An HM Treasury-led review of the controversial UK Aggregates Levy is due to report back by the end of the year. First introduced as part of the Finance Act 2001, the levy came into force in April 2002 as a tax imposed upon the commercial exploitation of rock, sand and gravel in the UK. It has been largely unchanged since its introduction and has been frozen at a flat rate of £2 per tonne since 2009.
I ask Cullimore his thoughts on the levy. “Part of the UK Aggregates Levy motivation was that digging a finite resource that will run out one day creates emissions and means that you are not relying on recycling things. But the levy was supposed to create a pot of money that goes back into local communities to improve things, like reducing potholes in roads. I don’t see that happening. What I do
see is how much material is going out the door and the £2 a tonne levies that must be being raised from it.
“I think that it’s also made, at times, some of the materials more difficult to sell. That creates something of a reverse logic effect. For example, one of the traditional markets for 10mm Cotswold shingle is for road drainage installations. But on raw materials there is a £2 a tonne levy which isn’t there on a recycled product. It automatically makes the recycled product cheaper and encourages greater use of recycled product, which is a good thing. But it also means that to get the sharp sand for building tiles, and the 20mm shingle to create ready-mixed concrete and other things, you can’t just choose to only dig for sharp sand or 20mm shingle, so you are getting more and more 10mm material anyway, as you need to dig through the raw material to get to the more desired products. It means you are creating bigger stockpiles of unwanted material that sit there for longer,
creating the potential for more wastage.”
Cullimore believes that while aggregates demand is still there, the market is “volatile, very price-driven and inconsistent”. Offering an example of this, he says: “We’ll win a job and have it in the book saying that ‘X job is starting on May 18th’. You get your 20 delivery trucks and other equipment in place, but then you’ll get a call on May 17th saying that ‘We’ve only sold 50% of the houses on phase one of the development, so we’re not starting phase two tomorrow.’
“Because of Brexit [Britain’s still unresolved exit from the European Union], people are still building and buying homes, but they are not doing it with the same regularity of two or three years ago. If I’m a first-time buyer, do I risk getting a mortgage now, or two days after Brexit? What would you do? Whereas before developers were completing 50% sales of phase one of a housing development and then starting on phase two, they are now waiting to secure sales on 70%-80% of phase one homes before starting phase two. Whatever we do on Brexit we need to get on with it, as it’s holding markets back.”
Looking to the future of its aggregates products business, The Cullimore Group has a cross-county border application in with Wiltshire Council to extract from a field adjacent to its current Wetstone Bridge Quarry extraction site located in Gloucestershire. This would allow for another three-five years of potential mineral extraction. Cullimore says there are another 12 months’ mineral extraction possible at Shorncote Quarry, with Dairy Farm Quarry being used as a “bad weather back-up” extraction site.
“We also have a planning application in to extract from a two million tonne gravel reserves quarry on Bow Farm near Ripple in Worcestershire, near the Gloucestershire border. It’s probably another two years or so before we get a decision on that,” explains Cullimore. “It will give us six to eight years of further extraction, but it would be of a different mineral, a hard-wearing quartzite.” AB
Caterpillar loaders helping a Terex Finlay 883 screener produce recycled aggregates at The Cullimore Group’s Netherhills HQ site pic: Mark Hughes
A Cat excavator loading a Cullimore Group Terex Finlay 883 screener
GREEN THINKING AT BRITISH AGGREGATES ASSOCIATION AGM
There were strong environmental and health and safety themes at this year’s British Aggregates Association (BAA) AGM. More than 100 delegates listened to a diverse range of morning presentations involving representatives from companies and organisations including Carbon8, DustScan, Calor, Natural England, DXB Pump & Power and MPQC (Mineral Products Qualifications Council).
The afternoon programme saw James Thorne, IQ chief executive, Colin Mew, principal inspector of GB quarries for the Health & Safety Executive (HSE), and John Wilkinson, of MPQC, take part in a Q&A panel discussion chaired by Viv Russell, chair of QNJAC ((Quarries National Joint Advisory Committee), under the heading ‘Collaboration is the Secret to Achieve Zero Harm’.
This was followed by a lively key guest-
speaker talk and demonstration by former England rugby international and RAF pilot Rory Underwood MBE, centring on how strong awareness and focus can lead to improved performance. The BAA’s Quarry of the Year Award was won by CCP Wardlow Quarry, Staffordshire. BAA AOS (Awards Operating Standards) chair Steve Cole presented the award to Charles Trigg, technical director of CCP’s parent, group SigmaRoc.
BAA also presented four AOS awards - to CCP (Aberdo Quarry, Flintshire), Hugh King/ Tillicoultry Group (Hullerhill Sand Quarry, North Ayrshire) and Summerleaze (Bray & Denham Quarries, Berkshire).
A special presentation was made to BAA founder member and executive director Roger Cullimore, for his long and energetic service to BAA small and medium -sized enterprise (SME) operators and the wider UK quarry
industry. A multi-company and organisation exhibition also ran throughout the AGM. It featured stands from Calor, Command Alkom, DXB Motors, Duo, DustScan, GWP Consultants, Herbst Software, HSE, Influential Management, John White, Longfloor, Mitsubishi Electric, MPQC, QNJAC and Quarry Design.
The AGM on Monday 17 June at the Forest of Arden Marriott Hotel & Country Club near Coventry, England, was followed by the BAA Annual Dinner. Many delegates also took part in the following day’s BAA Annual Golf Tournament. AB
Aggregate Industries & STW create ‘nature reserve in the making’
A Staffordshire, England-based quarry, formerly operated by Aggregate Industries, has been restored to a wetland habitat in conjunction with the Staffordshire Wildlife Trust.
Tucklesholme quarry – located five miles south-west of Burton-upon-Trent – was purchased by the Staffordshire Wildlife Trust in 2013, and in 2018 Aggregate Industries ceased mineral extraction and restoration works began. It is the second opening of an Aggregate Industries quarry-turned-nature-reserve this year, following the opening of Ripon City Wetlands in May.
Tim Claxton, regional estates manager at Aggregate Industries, said: “To have two quarry restorations in the space of weeks is incredibly rare, and is testament to our commitment to making sure our sites serve a purpose at the end of their lives.
“We worked closely with Staffordshire Wildlife Trust to create a tailored environment for a wide array of species. We’re looking forward to seeing our former site becoming a new home for an abundance of wildlife.”
The new array of habitats at Tucklesholme includes extensive reedbeds which attract birds like the ringed plover, oystercatcher, and the reclusive bittern. The reeds also act as a filter for the water in which they are rooted, improv-
ing water quality and boosting the food supply for fish and birds. The project also deliberately limited the numbers of trees planted in order to allow species to thrive with a reduced threat from predators, while also creating an open nature reserve for visitors to enjoy. Channels have also been dug around the site to provide additional, seasonal wetlands whenever the nearby river rises.
Jeff Sim, senior conservation manager at Staffordshire Wildlife Trust, said: “This year marks Staffordshire Wildlife Trust’s 50th birthday and this is a great way to mark it. We are hopeful of Tucklesholme developing into one of our finest nature reserves and a place for a wide array of wildlife for many years to come.
“We have a real hope that Tucklesholme will one day be the breeding home of bitterns –who rely on habitats like reedbeds to breed and thrive.”
Tucklesholme is part of a wider project to transform former quarries in the region to create a wetland network dubbed ‘Transforming the Trent Valley’ by Staffordshire Wildlife Trust.
British Aggregates Association AGM 2019. From left to right: Rory Underwood MBE (far left); Roger Cullimore, BAA special presentation recipient; Peter Huxtable, BAA chairman; John Wilkinson, MPQC; Colin Mew, HSE; Viv Russell, QNJAC; and James Thorne, IQ CEO.
Cummins brands Stage V engines as Performance Series
Cummins ultra-clean Stage V-compliant engines are now to be called Performance Series.
The engines are available from 3.8- to 15-litre displacement and 100hp to 675hp (75-503kW), and are designed to deliver solutions for material handling, construction and agriculture applications.
The European Commission’s Stage V offhighway engine emissions legislation applies to all countries in the European Union. It came into effect from January 2019 for engines below 56kW as well as engines of 130kW and above and will apply to engines from 56kW but below 130kW from January 2020.
“Cummins’ solution has achieved the near-zero emissions levels as demanded by Stage V,” said Alexei Ustinov, VP at Cummins off-highway engine business. “All our Stage V engines are in production, some of them ahead of the legislated date of January 2020. It is unclear what the plans are for off-highway emission regulations beyond this, so we have decided to rename these products to high-
Marangoni is rationalising its Retreading Systems business
US-headquartered Cummins says that its 4-cylinder F3.8 and B4.5 Performance Series engines achieve “remarkable increases” in power and torque, giving manufacturers the opportunity to improve machine capability and offer more value to their customers. It adds that, alternatively, there is a potential to downsize the engine to one of lower displacement, reducing costs while preserving the productivity of their existing machines.
The 3.8-litre moves up from 130hp (97kW) to 173hp (129kW) with the new architecture, 33% higher. The 4.5-litre engine jumps 16% from 173hp (129kW) to 200hp (149kW). Peak torque of the F3.8 increases by more than 31%, to 620Nm, and an 11% increase moves the B4.5 up to 780Nm.
“The HPP solution lowers total emissions, with the opportunity to operate at zero or near-zero emissions during the shift,” said Ustinov. “Noise and fuel consumption are reduced, using a smaller engine, operating for less time.”
Epiroc to start 3D parts printing
Drill rigs, rock excavation and construction equipment manufacturer Epiroc is introducing a project focusing on the use of 3D printing capabilities for the manufacturing of spare parts on-site and on-demand.
Epiroc says that technology enabling additive manufacturing or a phased build-up of an object using 3D modelling and printing has still not been widely developed for the mining and construction industry, but that it is gaining momentum. The technology of fast details production involves the manufacturing of physical samples based on CAD data or 3D-scanning data. This includes the use of special equipment for layer-by-layer 3D-synthesis and practically no need of further refinement.
and maintain high-quality standards,” said Epiroc product manager Anders Johansson. “This technology does not only provide additional opportunities for the creation of complex parts. It also allows companies to transfer digital models around the world in minutes to manufacture spare parts right on the spot where they are needed.”
Earlier this year Epiroc started to explore the opportunity to implement additive technologies in the process of manufacturing spare parts, ensuring high standards of quality and accuracy.
“Working with 3D technologies opens up unlimited opportunities for the company to create complex geometric shapes
Epiroc says its equipment users will see waiting time for spare parts supply noticeably reduced, and consequently, equipment downtime will also decrease. It adds that 3D printing could significantly optimise the process of delivery and storage of Epiroc spare parts, which will lead to increased value for customers.
3D printing will enable on-site spare parts manufacture
The Performance Series line-up of Stage V engines from Cummins
Ammann offers new transport-optimised concrete plants
Ammann’s new CBT 105 to CBT 150 TB Elba concrete mixing plant are said to be linear transport-optimised and capable of an hourly output of up to 128m³.
Fast installation times, easy relocation and strict adherence to favourable transport dimensions to realise low transport costs were the goals of the Ammann development engineers. The result is a concrete mixing plant equipped with sophisticated folding mechanisms and suitable components.
The basic unit can be transported with two 40’ open-top containers and one 40’ flat-rack container. With this, the development goal of a transport-optimised plant is 100% realised. Depending on the size of the plant, the compact CBT TB Elba mixing plant is equipped with Ammann twin-shaft mixers of the CEM TP Elba series with a compacted concrete output from 2 m³ to 3.5 m³.
The newly developed linear bin series CEL 25 Elba has the storage capability of three to eight different grain fractions and an active storage capacity of 75m³ to 100 m³. It allows a wide range of applications, particularly when considering the container transport dimensions.
Depending on requirements and customer preferences, the CBT TB Elba mixing plant can also be optionally equipped with the linear bin of the CEL 35 Elba series from the Ammann portfolio with a storage capacity up to 210m³.
The individual scales for cement, water and aggregates and the optional additive scale are electrically and pneumatically installed ready for operation. Up to six cement screws can be
connected to the cement scale. The aggregates are dosed and weighed on the installed weighing belt and then transferred to the inclined conveying belt. The performance of the inclined conveyor belt is designed to reach short cycle times and therefore a high concrete output of the mixing plant can be achieved. All installed plant components are connected as much as possible and pre-installed both electrically and pneumatically. During assembly, the concrete mixing plant will be unfolded, erected and the already pre-assembled weighing unit will be mounted on top.
The erection of the CBT TB Elba concrete mixing plant is said to require only a simple concrete floor slab. Foundation work is completely eliminated. For the cement silo assembly, optionally foundationless solutions up to 100-tonne silo-size are available.
Good accessibility for maintenance and cleaning work was also considered in the development of the CBT TB Elba and reflects the customers’ previous positive experience with Ammann concrete mixing plant.
www.ammann.com
Superior Industries’ lifetime warranty on Patriot cone crushers
Superior Industries Inc, the U.S. based, global market manufacturer and supplier of bulk material processing and handling systems, is now offering a limited lifetime as standard with its new Patriot cone crushers. One of a kind in dry bulk crushing, the no-cost extended warranty covers the plant’s major components including the adjustment ring, bowl, eccentric, head, mainframe and main shaft.
John Garrison, Superior Industries vicepresident, said: “By extending a lifetime warranty, our customers can concentrate on more important aspects of their operation,
knowing we are there to support their crushing investment for a long, long time.”
To receive lifetime warranty protection, Superior says owners and operators of new Patriot Cone Crushers must complete a presale application review, equip their cone with Vantage Automation, operate within the cone’s design limitations, use Superior parts and allow a paid inspection annually or one every 2,000 hours.
The company encourages clients to review the warranty documentation for terms and conditions, including exclusions. www.superior-ind.com
Throughout the year Aggregates Business travels the globe attending conferences, events and equipment shows, keeping you informed of the latest offerings. Why not come and join us for a chat at any of the events below?
MARCH 2020 10-14 CONEXPO-CON/ AGG 2020
MARCH 2020 21-25 SaMoTer 2020 Verona, Italy
JUNE 2020 23-25 Hillhead 2020 Hillhead Quarry, Buxton, Derbyshire, England