How the right processes can unlock profit from recycled sand & aggregates p39
“Reducing carbon emissions from the energy-intensive cement & concrete production sectors will help stop climate change” ors wil ” p48
39 RECYCLING – PART 2
How recycled building waste can unlock profits for sand & aggregates-producing companies
41 PORTABLE POWER – PART 2
Renovation
How
Quarrying-suited,
Big
A major global wash plant premiere, & how
Leading Atlas Copco & Doosan Portable Power figures discuss what’s new in the offhighway portable power world
44 ENGINES – PART 2
High-performing off-highway engines for today & tomorrow
Specials
10 INTERVIEW
GCCA CEO Dinah McLeod says it’s a great time to join the association, given its leading role in coordinating efforts to secure a more sustainable worldwide cement & concrete sector
19 MARKET REPORT
A promising post-COVID-19 outlook remains for Eastern Europe’s important & diverse building materials sector
How major global cement & concrete producers are striving to create a carbonneutral industry
Russian company Bogaevsky Karyer JSC makes well-timed production gains, thanks to its modern Metso crushing & screening solution
Why the coronavirus pandemic has led to renewed focus on the IQ Benevolent Fund
HEAD OFFICE
EDITOR: Guy Woodford
ASSISTANT EDITOR: Liam McLoughlin
CONTRIBUTING
EDITORS: Patrick Smith, Dan Gilkes
EQUIPMENT EDITOR: Mike Woof
DESIGNERS: Simon Ward, Andy Taylder
PRODUCTION MANAGER: Nick Bond
OFFICE MANAGER: Kelly Thompson
CIRCULATION & DATABASE MANAGER: Charmaine Douglas
INTERNET, IT & DATA SERVICES DIRECTOR: James Howard
WEB ADMINISTRATORS: Sarah Biswell, Tatyana Mechkarova
MANAGING DIRECTOR: Andrew Barriball
PUBLISHER: Geoff Hadwick
CHAIRMAN: Roger Adshead
ADDRESS
Route One Publishing Ltd, Waterbridge Court, 50 Spital Street, Dartford, Kent DA1 2DT, UK
Aggregates Business is available on subscription at the rate of: £85 / US$145 / €111 per annum. Single copies £20 / US$35 / €26 Email subs@ropl.com for further details. Subscription records are maintained at Route One Publishing Ltd.
SUBSCRIPTION / READER ENQUIRIES TO: Data, Route One Publishing Ltd, Waterbridge Court, 50 Spital Street, Dartford, Kent DA1 2DT, UK
TEL: +44 (0) 1322 612061 FAX: +44 (0) 1322 788063
EMAIL: data@ropl.com
No part of this publication may be reproduced in any form whatsoever without the express written permission of the publisher. Contributors are encouraged to express their personal and professional opinions in this publication, and accordingly views expressed herein are not necessarily the views of Route One Publishing Ltd. From time to time statements and claims are made by the manufacturers and their representatives in respect of their products and services. Whilst reasonable steps are taken to check their accuracy at the time of going to press, the publisher cannot be held liable for their validity and accuracy.
GUY WOODFORD
CECE Congress highlights the path to recovery
On 8th October 2020, CECE, the European construction equipment manufacturers association, held its annual congress virtually for the first time, broadcasting the interactive event to 650 participants from Stockholm, Sweden.
The delegates heard details about the EU’s support package for construction equipment and other manufacturers post-COVID-19, as well as the latest developments in sustainability, digitalisation and regulation.
During an opening panel debate, CECE secretary general Riccardo Viaggi said the EU’s European Recovery Plan is “an historic moment” in making available €750bn of fresh finance for economies to kickstart investment and growth.
“This money will go to finance projects on the ground at the local, national and regional level,” said Viaggi. “It should really deliver growth, jobs and infrastructure investment.”
He added that the national recovery plans need to prioritise construction and infrastructure projects, which create jobs and prosperity at a local level. Viaggi said he was satisfied with the EC’s recovery plans: “The EU has proven to meet the historical demands that COVID brought to us.”
Kerstin Jorna, director general of the Directorate-General for Internal Market, Industry, Entrepreneurship and SMEs at the European Commission said that construction plays a decisive role in the European economy. She added that 30% of all the energy used in the EU is for heating and cooling, 40% of emissions come from existing buildings and 30% of the total waste is construction waste. In this setting, the EU Renovation Wave to improve the energy efficiency of buildings in Europe is the cornerstone of construction’s recovery. “I invite you to ride the wave; the Renovation Wave is your sector’s industrial strategy,” said Jorna.
The impact of COVID-19 on the construction equipment sector is immense. According to Chris Sleight, MD of Off-Highway Research, the revised forecast for global construction equipment sales (units) in 2020 is -16%, compared to -5% before the pandemic. The economic environment will be weak, said Sleight, and the performances will depend on which recovery actions will be put in place by national and regional authorities to relaunch spending and economic activities.
AGGREGATES BUSINESS USPS: is published six times a year. Airfreight and mailing in the USA by agent named World Container Inc, 150-15, 183rd Street, Jamaica, NY 11413, USA.
PERIODICALS POSTAGE PAID AT BROOKLYN, NY 11256
US POSTMASTER: Send address changes to Aggregates Business, World Container Inc, 150-15, 183rd Street, Jamaica, NY 11413, USA. Air Business Ltd is acting as our mailing agent
PRINT: ISSN 2051-5766
ONLINE: ISSN 2057-3405
PRINTED BY: Warners (Midlands) PLC
There is a continuing need for infrastructure in Europe, but Viaggi said the ageing population in some of the region’s countries is “a societal challenge” for construction companies, 60% of which are SMEs (small & medium enterprises).
“In certain countries the vast majority of small and medium construction businesses are owned by people who are nearing retirement age,” he added. “There are no succession plans and there are no new small business owners taking up the challenge. There is going to be a hole and I personally believe this is one of the economic challenges that the EU is not facing.”
He added that increased automation of the industry was one response to the problem, but that politicians should also be addressing the issue.
CECE president Niklas Nillroth said that the organisation’s focus areas include improving the market conditions, sustainability and productivity of the construction equipment sector. Referring to the Congress theme of “Building Trust, Enabling Innovation”, Nillroth said that to maintain its place at the forefront of industry innovation the construction equipment sector in Europe needed to change and strengthen its activities in areas such as collaboration.
“Competition from other areas of the world is stepping up,” he added. “To keep and strengthen our leadership we need to open up to our clients and customers in the value chain, and also towards our suppliers.”
Given the close relationship between aggregates and other building materials demand and construction equipment sales, the CECE Congress provided much for quarrying business bosses to ponders. GW gwoodford@ropl.com
Niklas Nillroth speaking at the recent annual CECE Congress
LIEBHERR RETAINS POSITIVE OUTLOOK
German construction, quarrying and mining machinery manufacturer Liebherr reports steady demand for equipment, despite the current COVID-19 pandemic.
Following three fastgrowing years in succession and a record turnover of €11.75 billion in 2019, the Liebherr Group is currently expecting a decline in sales of 10-15% for the current business year. However, Liebherr stresses that this forecast is conditional due to the uncertainties surrounding the pandemic.
MPA launches ‘Vision Zero’ campaign
The UK-based Mineral Products Association has launched its ‘Vision Zero’ – ‘Safe & Well Everyday’ (Vision Zero) campaign, making it the foundation for its reinvigorated health and safety plan until 2025.
Building on the significant lessons from previous years, Vision Zero is underpinned by a new set of shared values to help change behaviour: empowerment; engaged, visible and consistent leadership; zero tolerance of unsafe working conditions; high-quality implementation; collaboration and sharing; compliance.
On a positive note, customer demand improved in the third quarter of 2020 compared with the second quarter, even though it did not reach the level of the previous year. Both the incoming orders and orders on hand are said to give the Liebherr Group reason to be confident. The group says there were no significant numbers of cancellations of construction machines and mining equipment in spring and summer, and the order situation for construction machines is currently steady in most product segments.
Some of the new products being introduced by Liebherr include the telescopic wheeled loader L 509 Tele, as well as the new wheeled loader models L 526, L 538, L 546. Furthermore, the TA 230 Litronic articulated dump truck celebrated its product launch at the end of October. In addition, the division announced the start of a strategic partnership with Leica Geosystems and now provides 2D and 3D machine control systems for their mobile and crawler excavators of the sixth and eighth generations in-house.
Central to Vision Zero is the elimination of the causes of the ‘The Fatal 6’- the high-consequence hazards that are responsible for the majority of fatalities and incidents within the industry.
Vision Zero was unveiled at the MPA & British Precast’s first virtual Health & Safety Leadership Conference. Hosted by BBC Radio presenter Sybil Ruscoe, the event on
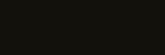
LafargeHolcim has posted resilient Q3 trading figures. Pictured is Holcim’s Untervaz cement plant in Switzerland
11 November was staged under the theme ‘Look, Listen, Learn, Lead’.
Speaking at the conference, Nigel Jackson, the MPA’s chief executive, said: “There is a common cause here, whether it is Covid-related or day-to-day health & safety. This is about looking out for each other – staying alert, looking, listening, learning so that you are able to lead better at every level and adopt the key skills needed to ensure we all go home safe and well, every day.
“Using ‘guiding principles’, cartoons and consistent messaging we will work hard and in collaboration with other industry bodies to provide members with the resources to help improve on-site behaviours and safety practices as part of MPA’s mission to eliminate ‘The Fatal 6’ incidents from operations.”
LafargeHolcim has posted resilient third-quarter trading figures, with sales down just 2.6% on a likefor-like basis to CHF 6.455 billion (CHF 7,142bn Q3 2019).
the same period of last year. LafargeHolcim says that despite ongoing uncertainties relating to the COVID-19 pandemic, it remains confident about the future.
LafargeHolcim reports resilient Q3 demand
The French-Swiss industry heavyweight, the largest building materials group in the world, recorded recurring EBIT (earnings before interest and taxes) of CHF 1.445bn in Q3 2020, up 10% on CHF 1.418bn in
The group highlights the resilience of its strategy, the agility of its decentralised business model, the rigorous execution of its action plan ‘HEALTH, COST & CASH’ and its strong financial position.
Welcoming the robust trading figures, Jan Jenisch, LafargeHolcim CEO, said: “As we navigate the pandemic, our number one priority is to keep our people and communities safe. I would like to sincerely thank all our people who are going above and beyond to make this happen around the world. In particular, I would like to applaud our many front-line workers
who have never stopped providing products and services to our customers during these challenging times.
“Our third-quarter results demonstrate the resilience of our business and the strength of our decentralised, empowered operating model. I am very proud of our team’s agility in executing our action plan ‘HEALTH, COST & CASH’ ahead of targets.”
NEW FLSMIDTH CEMENT INDUSTRY PRESIDENT
FLSmith, the Danish cement and mining products and services giant, has appointed Carsten Riisberg Lund (pictured) as its new Cement Industry president and as a member of its Group Executive management.
The move comes as current Cement Industry president and Group Executive management member Jan Kjaersgaard has decided to leave FLSmidth due to family reasons.
Lund has been with FLSmidth for 33 years in various roles, most recently as the president for Region Europe, North Africa and Russia where he has been responsible for all sales and service activities in the region, with a particular focus on customer relationships and creating a singular interface between the company and the customer. He has played a vital role in implementing the new regional strategy and expanding FLSmidth’s presence in Eastern Europe. Lund started his career as a process and commissioning engineer, where he developed first-hand knowledge of cement products and processes. Since then he has headed FLSmidth’s former Material Handling division and spent three years as managing director in India.
Lund said: “The global cement industry is facing headwind these years, but with FLSmidth’s strong offering within sustainability, innovation and digitalisation, I think we are well-positioned to help our customers decarbonise and also continue to grow our aftermarket business.”
HeidelbergCement future-proofing sites
HeidelbergCement’s subsidiary Ciments Calcia has presented the draft terms of its largescale investment and reorganisation programme for several of its sites in France. The programme is in line with HeidelbergCement’s strategy to create a sustainable low-carbon and high-performance business throughout the group.
“As part of our global business excellence initiative, we intend to further optimise effectiveness, processes and structures of our French sites,” says Dr Dominik von Achten, chairman of the HeidelbergCement managing board. “We want to considerably speed up the modernisation of our plants in order to enhance our performance in France, while ensuring alignment with the goals of the Paris agreement. This is why we focus our initiatives on the main CO2-emitting plants in France.”
The programme comprises investments of around €400mn at the Ciments Calcia plants, of which nearly €300mn are earmarked for the Airvault site alone.
The plant in Gargenville (Yvelines) will be converted into a modern grinding centre. This adjustment will enhance the sustainability of the strategically important site, which supplies the Parisian basin via inland waterways.
The programme would also see the shutdown of white cement production at the Cruas (Ardèche) site. The facility would be converted into an automated cement terminal for the distribution of white cement. Organisational changes are also due to take place at Ciments Calcia’s headquarters in Guerville (Yvelines), following a review.
The Ciments Calcia investment and reorganisation programme will result in the reduction of 162 jobs and creation of 20 new jobs.
Breedon closer to completing acquisition of CEMEX UK assets
Construction materials group Breedon says it has agreed to dispose of 14 UK sites as required by the Competition and Markets Authority (CMA) for it to complete its purchase of CEMEX UK assets. Breedon is disposing of the assets to Tillicoultry Quarries for £12.2mn on a cash and debt-free basis.
The 14 sites to be divested include 10 ready-mixed concrete plants and an asphalt plant and associated aggregates depot in England, and two quarries and a cement terminal in Scotland. The earnings of the assets being disposed of are not material to the Breedon Group.
Breedon says it is divesting the assets to address the CMA’s concerns that its purchase of certain assets from CEMEX UK gives rise to a realistic prospect of a substantial lessening of competition in certain areas. In August the CMA voiced concern that the completed merger could result in a substantial lessening of competition in relation to the supply of ready-mixed concrete, non-specialist aggregates or asphalt in 15 local markets across the UK.
Completion of the disposal of the 14 sites is subject to final confirmation by the CMA, following a public consultation inviting interested parties to submit their views.
Breedon says it expects to be in a position to complete the disposal before the year end after which it will integrate the remaining former CEMEX UK assets into its existing operations.
Breedon group chief executive Pat Ward said the company was very pleased with the outcome of this process and believes it is in the interests of all stakeholders. “It allows Breedon to realise fair value for the assets disposed of which, together with the people employed in them, will be in good hands under the new ownership of Tillicoultry Quarries,” he added.
Breedon CEO Pat Ward
Custom-made to your requirements, we engineer solutions to enable maximum product yield, minimal waste and a rapid return on your investment, whilst our water management solutions allow you to recycle up to 90% of your process water for recirculation around your processing plant. Modular in design, our solutions can be easily upgraded in capacity as production requirements increase or relocated to another site if required.
MODULARITY ENGINEERED FOR
DINAH MCLEOD
Making a sustainability dream a concrete reality
Dinah McLeod became chief executive of the Global Cement and Concrete Association in July this year. She tells Guy Woodford that it’s been a great time to join the key London, England-headquartered association, given its leading role in coordinating efforts to secure a more sustainable worldwide cement and concrete sector
Dinah McLeod, chief executive of the GCCA, has built a highly successful career in the global sustainability sector
Apassion for sustainability has been at the core of Dinah McLeod’s professional career to date, so the recent appointment of the dual British-Canadian national as chief executive of the Global Cement & Concrete Association (GCCA) looks a wise decision.
Most recently a director of ‘The B Team’, an innovative and standard-setting non-profit initiative which was established to improve business practices to enhance the wellbeing of people and the planet, McLeod has also held senior sustainability roles with the Overseas Development Institute, the UK’s largest development research institute, and in the private sector with BT, Novartis and Allianz. She has succeeded Australian national Benjamin Sporton, a former chief executive of the World Coal Association, who had served as GCCA chief executive since its formation in 2018.
“I’m a newcomer to this industry, but I come from a sustainability background. The thing about sustainability people is that they like having an impact. What really excites us is getting the chance to really make a difference. The role of business in achieving global sustainability is my passion. The concrete industry is an emitter of climate impacting emissions – it recognises this. That said, these materials are so crucial to the world. You cannot imagine fulfilling sustainable development goals without cement and concrete at the heart of it. So, the idea of coming to an industry association that represents major companies that are really serious about sustainability and driving down those emissions is very exciting.
“The GCCA itself is also the Best in Class –with a sustainability charter, report measuring, and guidelines on sustainability that members have to abide by.”
Led by the world’s top 40 international cement companies, the GCCA is dedicated to developing and strengthening the sector’s vital contribution to sustainable construction. The association also fosters innovation throughout the construction value chain in collaboration with industry associations, architects, engineers and corporate innovators.
GCCA member companies make up 40% of global cement production. Having secured all the big industry players, including LafargeHolcim, CEMEX, HeidelbergCement, CRH, Buzzi UNICEM, Dalmia Cement, Titan Cement, Vicat and Votorantim, the GCCA is now looking to work more closely with medium- and ambitious small-sized sector companies.
“The concrete industry is very well known but often misunderstood. Once you start finding out that after water, concrete is the most used material on earth, that all our community infrastructure is made of it, you become obsessed by it. My role is talking to the outside community about the importance of our industry to the world while also ensuring global sustainability.”
In September, the GCCA launched a joint industry ‘2050 Climate Ambition’ with
“I didn’t even have a chance to get my feet under my desk when the GCCA launched a quite incredible 2050 Climate Ambition statement”
an aspiration to deliver to society carbonneutral concrete by 2050. The ambition statement identifies the essential levers that will be required for achieving carbon-neutral concrete: reducing and eliminating energyrelated emissions; reducing process emissions through new technologies and deployment of carbon capture, more efficient use of concrete; reuse and recycling of concrete buildings; and harnessing concrete’s ability to absorb and store carbon from the atmosphere.
GCCA member companies are currently developing a 2050 concrete roadmap which will set out the detailed actions and milestones that the industry will enact to achieve its ambition. The roadmap is due to be completed towards the end of next year. The 2050 Climate Ambition builds on the longtime climate commitments and sustainability progress of GCCA member companies and affiliate associations worldwide.
“I didn’t even have a chance to get my feet under my desk when the GCCA launched a quite incredible 2050 Climate Ambition statement,” says McLeod. “The reception for it has been amazing. We’ve had lots of media interest and got the chance to engage at the very highest levels of policymaking. An example of this is when the GCCA was one of only two private enterprise voices, the other being the president of Microsoft [Brad Smith], invited by the UN secretary-general to join a distinguished panel discussing environmental issues.
“The cement and concrete industry is one of the most competitive industries in the world, yet when the senior people from our member companies meet up on GCCA business, they are very cordial. They just come and talk with each other to advance our important work. But I have seen the competitive edge at times in practice when it came to sustainability, but that is great, channelling a rivalry to encourage progress
“The concrete industry is also conservative. When the leaders running our member companies commit to supplying carbonneutral concrete by 2050, it’s more than just words. They won’t commit to something they don’t think can be delivered.”
While the COVID-19 pandemic has limited her ability to get out on GCCA-member company work sites and travel for face-toface dialogue with senior member company executives, McLeod has been drawing on the “world-class” expertise of GCCA’s senior management team as she settles into her chief executive role. “I’ve learned an enormous amount from our vastly experienced GCCA team, and there are experts among our member companies who have been very generous with their time. I have also been very bookish in my reading about the industry, and I look forward to getting out on site as soon as possible.”
September’s big 2050 Climate Ambition statement launch was followed on 6-7
This year’s GCCA annual conference was broadcast to an online audience of almost 500 senior executives
October by the GCCA Annual Conference, staged virtually due to the COVID-19 pandemic.
Just under 500 senior executives, including cement and concrete industry CEOS, experts and vital stakeholders gathered online for what was the association’s third annual conference, staged under the central theme of ‘building the sustainable world of tomorrow’.
Moderated by renowned broadcaster Gavin Esler, the conference featured a keynote presentation from Dr. Timur Gül, head, Energy Technology Policy Division of the International Energy Agency on industry transition to a low-carbon future. Other key contributors over the two days included Pratima Rangarajan, chief executive of OGCI (Oil & Gas Climate Initiative) & Climate Investments, and high-level stakeholder organisations including WeMeanBusiness, and the IUCN Global Business and Biodiversity Programme, as well as cement and concrete industry CEOs.
Delegates also discussed health and safety, best practices and reporting, thought leadership and resilience, and the role of innovation in building a more sustainable future world.
“The GCCA did something extraordinary. We held a major conference fully online, and it felt quite natural. It was great to have Gavin Esler moderating, and there was a nice mix of technology and humans in a TV studio and online.
“Because of the unique circumstances we find ourselves in, we were able to broaden the conference’s audience beyond our working groups. We’ve got our key 2050 Climate Ambition statement, and the conference was a key opportunity to continue the dialogue over how we get there.”
McLeod notes the particular importance of health and safety in the modern cement and concrete industry, citing conversations on the subject with Albert Manifold, GCCA president and chief executive of Irish building materials giant CRH. “Albert has repeatedly said to me that COVID-19 has put a spotlight on health and safety. He said, ‘Focus everything on this issue. The health and safety of our employees, our facilities and interactions with the wider world are of number one importance to our industry’. It’s been great to hear the stories of people in our industry also downing tools and helping in their local communities.
“Like in other industries, COVID-19 has had a significant effect on the cement and concrete industry. Because of the industry we have, we see a bounce back. Construction is 13% of the world’s GDP (gross domestic product). Construction is also going to be one of the tools to help us emerge out of
this dreadful pandemic and build towards a recovery. This is an industry which will play such an important role over the long-term.”
Created by GCCA and launched at the association’s annual conference in Singapore in October 2019, Innovandi – the Global Cement and Concrete Research Network –
Cement sacks at a HeidelbergCement plant ready for transportation to customers. Pic: HeidelbergCement
A passion for sustainability is driving Dinah McLeod’s work within the GCCA
After water, concrete is the most used material on earth
staged in June 2020 its initial ‘Kick-off Week’ of online workshops, aimed at accelerating global collaboration on cement and concrete research.
The week brought together 40 scientific institutions from across the world and 30 leading industry players from across the cement and concrete sector, including cement and concrete manufacturers, concrete admixture specialists and equipment suppliers. Over the week, the Innovandi industrial and academic partners set headline themes for future research projects to improve sustainability and decrease CO2 emissions.
“We are looking to continue to grow Innovandi and we welcome companies from the supply chain to also join us on this important mission,” stresses McLeod.
Innovandi aims to build on the cement and concrete industry’s progress to date, which includes achieving a 19.2% reduction in CO2 per tonne of cementitious product since 1990. Additionally, the proportion of alternative fuels used is now 9.5 times greater than in 1990.
“The GCCA’s role, through Innovandi and other platforms, is to facilitate information transfer. We are not talking about getting companies to share their industrial secrets. We want a policy framework where this playground for innovation allows and facilitates more research and development. For example, can Innovandi help develop carbon-capture technology and access research funding? It’s more about providing a home for everyone that is doing research. We need bright new engineers to come into our industry and create technology that enables us to go forward.”
Originally from Vancouver, Canada, McLeod, who is married and a mother of two teenage children, has lived and worked in London for many years. She holds a master’s degree in Public Administration from Princeton University’s Woodrow Wilson School as well as a BA (Hons) from Columbia University.
She began her career as a social protection specialist at the World Bank, where she worked on community-based financing and social infrastructure projects for marginalised and vulnerable groups. She was also a policy advisor at the UK Prime Minister’s Strategy Unit.
Expanding on her key role as GCCA chief executive, McLeod continues: “What I see as one of my fundamental roles is to say to governments and international public policymakers that we need partnerships at every level, municipal and global, so we can achieve our very challenging ambition. We need to invest in carbon-capture technologies, in policies that promote the circular economy and go on highlighting the importance of the cement and concrete industry in global climate resilience.
“People won’t have decent homes and schools without concrete. It’s been a fundamental building block for thousands of years. There are simply no alternatives at scale with anything like the performance benefits of concrete, nor need there be. It
allows us to build at a cost that is sustainable and at a carbon point that we are committed to driving right down.”
Global sustainability will be at the forefront of delegates’ minds at next year’s United Nations Climate Change Conference, also known as COP26, being held in Glasgow, Scotland, from 1 to 12 November 2021 under the presidency of the UK government, with assistance from the Scottish government. McLeod and her GCCA team are talking to government figures about how its work and 2050 Climate Action statement can feed into the global showpiece event.
The GCCA’s new chief executive can always count on a great deal of domestic support for her sustainability work from her husband, who is an astrophysicist, and her teenage children. “Teenagers tend to have a very sophisticated view of sustainability, led by environmental concern.”
A highly enjoyable hour’s conversation with McLeod has covered much ground. Achieving global sustainability is an almighty challenge, but one she, her team and her GCCA-member company colleagues are very much signed up to and determined to deliver.
GET TO KNOW THE ECONOMICAL 950 GC
Renovation Wave: Aggregates – not critical but essential and strategic
By 2050 Europe should be climateneutral, equipped with a green, smart and digital economy, writes Dirk Fincke, secretary-general of UEPG (European Aggregates Association). Electric cars should move across Europe using renewable energy and be rechargeable using a widespread network of charging stations. Buildings should be renovated to cause significantly lower carbon emissions and will be resilient to climate change and extreme weather conditions. To make that European dream come true, policymakers in Brussels are focusing on a new and slightly extended list of critical raw materials, such as lithium, while prescribing increased recycling rates for each of these materials, as well as identifying the need for an ongoing search for alternatives to primary and secondary resources within Europe and across the world. Surely this is not an appropriate approach for the three billion tonnes of aggregates required.
It might be that working for one specific sector association narrows your perspective but one wonders how all this can be done without the massive supply of raw construction materials. Is it that policymakers have simply forgotten that electric cars also need roads to drive on, or that more goods transported by trains need a modern and extended railway network, or that dykes and dams would be urgently needed even if sea levels were not rising, or that the new way of working might result in higher demand for housing and modern infrastructure? While the EU Green Deal recognised the massive need for cement, sand and gravel for the announced wave of renovations, the oversimplified answer to the question above reads in the recently published European Commission Communication on the issue, as follows : more recycling – a market for secondary raw materials and wood.
Go back to the start and do not collect €200!
In an open letter UEPG, the European Aggregates Association, and other non-energy extractive industry (NEEI) associations, has urged European Commission vice-president Maroš Šef ovi to ensure Europe has sustainable access to all raw materials, not just the critical ones. Many of those non-critical but essential raw materials are available within Europe and could be extracted and produced guaranteeing the highest social, environmental and economic standards.
Europe is rich in resources!
UEPG hammered home that message to different expert groups within the European Commission in the European Raw Materials Alliance (ERMA) which UEPG signed up to recently, and will support as part of the Construction 2050 Alliance. Extraction of aggregates not only supplies urgently needed raw materials for building a climate-neutral Europe but also contributes directly to a dynamic version of nature, creating habitats for and stepping stones towards a green infrastructure. It also contributes directly to climate-change adaptation with the creation of flood-retention areas when responsibly extracting next to rivers. A network of 26,000 extraction sites across Europe ensures the local supply of a strategic resource, fulfilling
demand for more than three billion tonnes of aggregates every year.
Both the extraction and the use of aggregates can be sustainable!
The Commission well understood in its ‘Communication on the Renovation Wave’ the long life-span of buildings (and construction materials), saying that “85-95% of the buildings that exist today will still be standing in 2050”. Also, the renovation wave could create an additional 160,000 green jobs in the EU construction sector and sustainable product market. Products which integrate renewable energy, such as from photovoltaics, should be promoted in the EU single market. And yet, none of the European non-energy extractive industry associations has been selected to take a seat on the newly established Sustainable Finance Platform which will address criteria on taxonomy. Bear with us — we are getting there! But how much more will it take? AB
Dirk Fincke, secretary-genreal of UEPG
“Extraction of aggregates not only supplies urgently needed raw materials for building a climate-neutral Europe but also contributes directly to a dynamic version of nature, creating habitats for and stepping stones towards a green infrastructure”
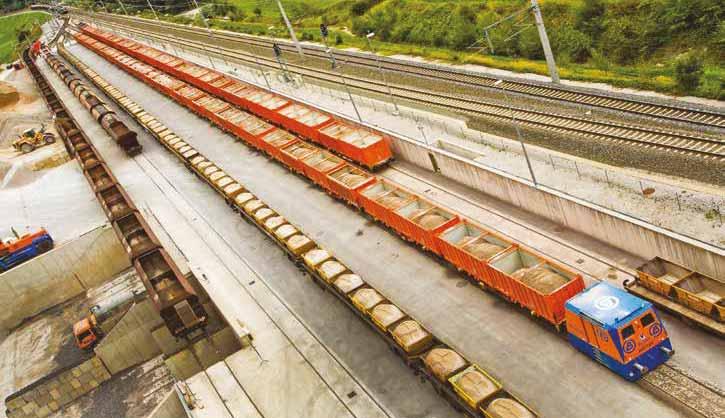
A material loading rail station at Austrian aggregates producing company Bernegger’s site in Spital am Pyhrn, Austria
WHEN FLEXIBILITY AND HIGH PERFORMANCE ARE PARAMOUNT. The MOBICAT MC 120 Z PRO mobile jaw crusher and the MOBICONE MCO 11 PRO mobile cone crusher are exactly what you need – perfectly combined with the mobile screening plants from KLEEMANN. Their high production output and low-maintenance operation make them a real alternative to stationary solutions. The PRO-Line from KLEEMANN: Power packs for the quarry.
www.kleemann.info/pro
MCO PRO MC PRO
WA475-10 WHEEL LOADER
Komatsu WA475-10 – Get ready to rumble!
With the Komatsu Hydraulic Mechanical Transmission (K-HMT) that delivers an outstanding combination of ultra-low fuel consumption and massive productivity increase, the all-new WA475-10 is an industry-leading top performer. A unique, independent control of driveline and work equipment eases operation and shortens cycle times like you never experienced before in a wheel loader.
“Increasing complaints from customers or clients for non-performance or poor service can be as a result of financial difficulty”
At this difficult time, no business wants to think about its suppliers or customers going under, and an invitation to take part in a creditor’s decision-making process for an insolvency procedure can come as an unwelcome surprise. However, this is not the only way to spot a company in financial difficulty, and there are some early warning signs that we have seen distressed companies exhibit. Reading the signs early and acting appropriately could reduce the number of creditor invitations you receive, and help prevent your own financial difficulties.
Legal action by creditors
Given that legal action can increase the amount needed to be paid (because the creditor may be able to recover their legal costs from the debtor and be entitled to claim interest at 8%), most businesses try to avoid matters getting to this stage. If a company has a number of unsatisfied judgements against it and the frequency and amounts of the judgements are increasing, this suggests the company is struggling to pay in full and on time.
Late or non-filing of company accounts
Late filing might be due to a valid reason unrelated to the company’s finances, (and the Corporate Insolvency and Governance Act 2020 has extended the periods in which a company must file its annual accounts). Putting that to one side, a common reason can be the firm’s lack of money to pay
HOW TO SPOT A COMPANY IN FINANCIAL DIFFICULTY
Recognising the early signs that one of your suppliers might be at threat of insolvency could help to safeguard your own business against financial risk. Andrew Knox, partner and insolvency specialist at Stephens Scown LLP, suggests the warning signs to watch out for
Recognising your own b partner an sugg
accountants or that it is unable to provide full and proper financial information to enable accounts to be prepared.
Director resignations
Multiple resignations at the same time might indicate a wish not to be associated with a failing company, or disagreement within the company about a course of action and fear of personal liability for the consequences if still in office.
Who is lending to that company?
Some lenders only operate in the “sub-prime” or “lender of last resort” market. A company using such a lender might suggest an urgent need for cash and that other routes are not open to it, or it has already been rejected by more risk-averse lenders. Such borrowing often entails greater costs/repayments and might lead to cash flow pressures. The more frequently a company changes its lender, the more this might indicate that the company is having to source ever-more bespoke (and therefore expensive) finance to keep going.
Increasing payment days and surprise disputes
Is it taking longer than before for a customer to pay your invoices? Have you only been notified of a dispute after the invoice was due for payment and you have chased it? If so, this may indicate a tightening or restricting of cash flows. Being unable to pay debts as they fall due (where the debt is not genuinely disputed) is one of the tests of insolvency set out in the Insolvency Act 1986 and can trigger certain claims and actions.
Balance-sheet blues
If the value of the company’s assets on its balance sheet is less than its liabilities (taking into account contingent and prospective liabilities), then the second insolvency test in the Insolvency Act 1986 can be established. This is because it is those assets that would be turned into cash in order to pay debts as at the date of those accounts. Consider whether this
debt is due within 12 months of the date of the accounts or longer, and how the company is actually going to be able to pay the debt. This will be even more important if the company has made use of the Coronavirus Business Interruption Loan Scheme (CBILS) or the Bounce Back Loan Scheme (BBLS).
Bad reputation?
Increasing complaints from customers or clients for non-performance or poor service can be as a result of financial difficulty (e.g. reduced staffing, cheaper materials), and sometimes even the cause of it.
“People don’t rent videos anymore” Remember Blockbuster and renting the latest film on VHS, and then DVD for the weekend? That all worked well until Netflix came along. There are many examples where a change in the market or buying habits, and failing to meet those changes or adapt, will lead to a terminal decline in a business’s fortunes. This could be a longer-term indicator of the prospect of financial distress if sales revenues continue to fall.
Although a company exhibiting some of these signs might not constitute a trading risk at all, the more of these signs that are present at the same time, the greater the likelihood that the company in question is facing financial distress. As many of these signs can be picked up by publicly available information, they can easily be incorporated into decisionmaking. AB
CONTACT
Andrew Knox is a partner at Stephens Scown LLP and heads up the firm’s Insolvency and Restructuring practice area.
Andrew can be contacted on 01392 210700 or email solicitors@stephens-scown.co.uk. For more information visit www.stephens-scown.co.uk
A promising post-COVID-19 outlook in Eastern Europe
Vital new infrastructure projects fuelled healthy aggregates demand across Eastern Europe before the COVID-19 pandemic-induced disruption, affecting the region’s building works from the first quarter this year onwards. However, with most projects paused rather than abandoned, it will become an attractive market once again for aggregate producers and major original quarrying equipment manufacturers. Guy Woodford reports
Given its vast size, it is no surprise that Russia is Europe’s biggest national aggregates producer. In 2018 alone, the country produced 736 million tonnes – more than 20% of the 3.07 billion tonnes produced by all the then 28 EU and four EFTA (European Free Trade Association) member countries, according to an estimate by the UEPG (European Aggregates Association).
As this magazine reported in its last issue, the coming months will likely see a significant realignment of the Russian aggregates industry due to the impact of the COVID-19 pandemic. Some smaller local aggregates supply firms will probably cease trading, with larger but no longer profitable companies becoming prime targets for acquisition by ambitious rivals. As such, surviving larger local and regional producers can expect to gain increased market share when the economy picks up, and pent-up aggregates demand returns.
GlobalData’s August 2020-published 47-page report Construction in Russia – Key Trends & Opportunities to 2024, notes how Russia’s construction industry has been severely affected by the coronavirus.
The report states: “In the short term, construction activities in the country will be impacted by the restrictions imposed by the government to contain the spread of the disease. Downside risks for the construction industry not only include the worsening of the outbreak but also declining oil prices. Major public-funded construction projects could be delayed or cancelled, as government revenues in the coming months will be affected by the fall in oil prices.”
While 42.2% of Russian megainfrastructure projects in the pipeline are in the execution stage, GlobalData believes the prospects for progressing with the works remain uncertain, as the country’s fiscal position will be weakened by government’s expansionary fiscal-policy stance and the reduction in oil and gas revenues.
HeidelbergCement’s ultra-modern Beremend cement factory in Hungary has won another award for its environmentally friendly operation pic: Attila Bartha for HeidelbergCement
In mid-May, the Russian finance minister, Anton Siluanov, said that the country’s revenues from oil and gas would be RUB3trillion (US$39.5bn) lower than previous estimates, due to weaker oil prices. However, the government plans to use reserves from the National Wealth Fund to finance its budget deficit. Before the COVID-19 crisis, the government had outlined plans last year to spend RUB 6.3 trillion (US$96bn) on the development of the country’s transport infrastructure during the period of 2019-2024. Due to pandemic upheaval, coupled with the weak outlook for economic growth, GlobalData tips the Russian construction industry to shrink by 4.2% in 2020. The same source predicts the industry will recover: however, posting an average annual growth of 2.6% between 2021-2024. That is good news for the nation’s estimated 1,180 aggregate producers/companies that operate across a total of 1,485 extraction sites.
In neighbouring Ukraine, the director of the country’s cement producers’ association says the Big Construction programme for road and bridge building and other national infrastructure projects gives hope for growth in the country’s cement market.
Ukrcement director Roman Skilsky added that the national programme would mean a noticeable increase in demand for cement, allowing domestic producers to increase the number of idle reserve capacities.
In an interview with Interfax-Ukraine, Skilsky said that in early August this year the Shulgin State Road Research Institute and the Automobile Roads Agency of Ukraine (Ukravtodor) presented a concept and programme for the construction of cement concrete roads in Ukraine, which envisages an increase in the number of such roads from 1% to 5% in the next five years.
The programme features proposals for the construction of bridges, road infrastructure, airfields, river locks, railway modernisation, and road safety initiatives.
Skilsky said the process of approval of the documents for the programme by the relevant central executive authorities is underway.
He added that the Ukraine cement sector is not growing and has been fluctuating between 9.2-9.5 million tonnes for the third year in a row. Ukrainian producers feature four large industrial groups, two of which operate internationally.
“The cement industry can increase production further. The capacity reserve is sufficient for at least 20% growth,” said Skilsky. “The question is whether there is a market for such growth.”
He said that at the beginning of 2020, there was hope for a similar growth level to the 20% expansion that the construction market showed in 2019. However, the impact of the COVID-19 pandemic saw a 4.6% decline in construction in the first seven months of the year, including a 22% fall in housing construction. There was a slight increase in infrastructure construction, said Skilsky.
Poland is also among Eastern Europe’s biggest aggregates producers and consumers. Lafarge began operating in Poland in 1995. Currently, Poland’s second-largest cement producer, the company has around 50 facilities in the country. These include 30 concrete-production sites, 14 active quarries, two large cement plants, a marine import terminal and three rail sidings, the latter
HeidelbergCement’s Czech Republic-based Mokrá cement plant at night pic: HeidelbergCement
A JSC Kamennogorsk crushed aggregates production plant in
connecting quarries with building materials supply to major Polish cities. Employing around 1,500 staff in Poland plus a significant number of contractors and their employees, Lafarge has a 21.8% market share of the Polish cement market. The firm also has a 10-12% share of the national aggregates market and an 8% share of Polish concrete product sales.
Aggregates Business visited Lafarge’s giant Kujawy Quarry near Inowrocław, north-central Poland, in February this year, and, during our visit, interviewed Krzysztof Suchorz, director-general for the aggregate product line for Lafarge in Poland. The
country produces around 320 million tonnes of aggregates each year.
At that time, Suchorz said Poland had seen stable growth over the last two years leading to a 4% rise in GDP (gross domestic product) in both years. He said this had led to the continued expansion of residential, commercial and infrastructure development, creating healthy national building materials demand.
In early November 2020, Suchorz gave an update on the impact of COVID-19 on the Polish building materials sector.
“As the uncertainty concerning the spread of the coronavirus epidemic is mounting,
Russia’s North-West region
it is difficult to estimate its impact on the overall economy. Nonetheless, in Poland, we will certainly see a discernible impact on economic growth, especially in Q4 2020 and Q1 2021. The construction industry will react with a delay, which adds to the uncertainty clouding our sector. As many investments currently being carried out were contracted before the pandemic hit, the beginning of the next year may prove to be critical.
“Much will depend on the supply of procurements, especially from the public sector. In private investments, we can expect a tangible decline whereas in public ones a possible delay and postponements of contracting. The Polish government is committed to keeping the current pace of infrastructural construction which bodes well for the sector’s business cycle. This will help companies rebuild their contract portfolios and improve their financial liquidity, which is especially important for smaller businesses and subcontractors.”
Suchorz expects steady demand for cement in Poland, which currently hovers in the vicinity of 18 million tonnes. “The demand may increase in the following years and stabilise at the level above 18 million tonnes. The same goes for aggregates. This year’s overall extraction of aggregates (including crushed stone mineral aggregate and gravel) will shrink around 7-10% versus last year. We can expect a similar decrease next year.”
Lafarge in Poland has done everything to keep the business operations and the servicing of customers going, says Suchorz. He continues: “We have restricted possible infections among our staff, subcontractors and clients. That is why we have separated teams working on different shifts and decreased the number of employees on prolonged shifts. We have restricted direct contact with our clients. Wherever possible, we have switched to remote work. Our safety standards, already extremely high for years, were additionally strengthened to comply with the guidelines of sanitary authorities and thus keep the risk of infection at minimal levels. Many of the restrictions and safety procedures were implemented before the lockdown was officially announced.”
The Czech Republic’s 170-plus aggregate companies/producers produce around 60 million tonnes a year for customers, including many within the country’s construction sector.
Before the COVID-19 outbreak, GlobalData notes that the construction industry in the Czech Republic was struggling, with output declining by 2.4% in real terms in 2019, owing to weakness in both building and civil engineering works. In December 2019, the country’s president, Miloš Zeman, warned about the slow pace of construction in housing and transport infrastructure projects in the country.
The COVID-19 outbreak and associated containment measures have further impacted the industry. According to the Czech Statistical Office (CZSO), the country’s
Krzysztof Suchorz, director-general for the aggregate product line for Lafarge in Poland
seasonally adjusted average construction production index fell by 0.6% year-on-year in the first five months of 2020. Although building construction activities declined during that period, civil engineering works maintained strong growth. The industry’s growth will also be affected by the falling business confidence, with the average business confidence index in the construction industry falling from 127.5 in the first half of 2019 to 111.3 in the first half of 2020, according to the CZSO.
GlobalData’s Construction in Czech Republic – Key Trends and Opportunities to 2024 report, published in August this year, states: “The [Czech] government expects the outbreak of the pandemic to negatively affect the revenues of the municipalities, thereby weighing on their investment activities. To revive the economy by boosting investments and supporting jobs, in July 2020, the Chamber of Deputies, the lower house of the Czech Parliament, approved a proposal to increase the state budget deficit for 2020 to CZK500bn (US$22.1bn) – sharply up from the CZK40bn (US$1.8bn) previously
planned in February 2020. Through this, the government plans to support the municipalities and regions by contributing to the repair of roads and increasing the amount of funds made available for investments by the State Transport Infrastructure Fund. This will provide some boost to the construction industry in the short and medium-term.
“Reflecting the disruptions caused by the pandemic coupled with the weak outlook for economic growth, GlobalData forecasts the construction industry to contract by 2.2% in 2020. Over the remaining part of the forecast period, output is expected to register an average annual growth rate of 2.4% between 2021-2024.”
Fast Cargo is a family company based in Prˇeštice near Pilsen in the Czech Republic, offering services in recycling, demolition and the sale and extraction of construction aggregates. The last of these areas is an important part of the business and takes place at the company’s Mítov quarry, where Fast Cargo has reported a great return on investment from a new Doosan DX300LC-5 30-tonne crawler excavator added to the machinery fleet at the quarry.
There are substantial demands on machinery at the Mítov quarry with over 150,000 tonnes of stone extracted annually, and 900 tonnes of materials moved every day. After the previous excavator broke down irreparably, around five brands were shortlisted for the competitive tender to replace this machine and the contest was won by the DX300LC-5 supplied by GARNEA, the authorised dealer for the Doosan range in the Czech Republic. According to Fast Cargo, the Doosan DX300LC-5 has provided the higher capacity and efficiency the company was hoping for from a new 30-tonne excavator.
With the coordination of the group’s Innovation Centre in Lyon, France, LafargeHolcim, the world’s biggest building material supplier, is participating in an ambitious three-year project funded by the European Union to support the development of low-carbon energy and industry in Eastern and Southern Europe.
A Doosan DX300LC-5 excavator loading a Doosan DA45 articulated hauler at Fast Cargo’s Mítov quarry in the Czech Republic
Work began on STRATEGY CCUS in May 2019, and the project will run until April 2022. Scientists from ten European countries are working together to speed the development of carbon-capture, utilisation and storage (CCUS) technology, which will deliver significant cuts in emissions from industrial and power sectors.
STRATEGY CCUS focuses on eight regions identified as promising for CCUS development. It aims to encourage and support initiatives within each region by producing local development plans and business models tailored to industry needs.
German building materials giant HeidelbergCement’s Northern & Eastern Europe-Central Asia Group business area (HC N&EE-CA) includes Russia, Poland, Czech Republic, Romania, Bulgaria, Slovakia, Hungary and the Baltic States (Latvia, Lithuania & Estonia).
In a challenging environment due to the coronavirus pandemic, the group’s JanuaryJune 2020 and Q2 2020 sales of cement and aggregates, in particular, held up well - with €10.9mn of cement sales in H1 2020 (-2.7% from €11.2mn in H1 2019); €21.9mn of aggregate sales (+0.4% from €21.8mn); and €2.8mn of ready-mixed concrete (-10% from €3.2mn).
In Q3 2020, HC N&EE-CA business area posted cement sales of €6.3mn (-6.5% from €6.8mn in Q2 2019); €12.9mn of aggregate sales (-4.2% from €13.5mn); and €1.6mn of ready-mixed concrete (-14% from €1.8mn).
Hungary’s close to 400 aggregate producers/companies are estimated by the UEPG to have produced 69 million tonnes of aggregates in 2018.
In the South Transdanubia region of Hungary, not far from the Croatian border, the Beremend factory of Duna Dráva Cement Kft. (DDC), a subsidiary of HeidelbergCement is this year celebrating its 110th anniversary of cement production. While respecting traditions, the production of cement in Beremend is also characterised today by ‘Industry 4.0’ solutions, innovations,
continuous developments and world-class technology.
DDC’s harmonious cooperation with its environment, its pursuit of sustainability and its environmental protection solutions have seen the site awarded numerous prizes. The latest is the award won at this year’s ‘Factory of the Year’ competition run by GyártásTrend magazine and PPH media. The award’s jury recognised the Beremend factory with the first prize in the category Industry 4.0.
A couple of leading quarrying and road construction equipment manufacturers have been adding to their commercial footprint in two of Eastern Europe’s other significant national aggregates markets.
Three Romanian companies have invested in asphalt mixing plants from Benninghoven to develop the country’s long-distance road network.
The ECO and TBA mixing plants are operating at different locations in the country.
Germany-based Benninghoven says that Romania’s long-distance roads need rehabilitation, even though at just 750 kilometres, the network is comparatively small. The country, which produces around 90 million tonnes of aggregates per annum, has set itself the goal of catching up with the rest of Europe in terms of transport infrastructure development. Overall, the aim is to extend Romania’s motorways to a total length of 2,710km. An impressive 223km is currently under construction.
In the west of Romania, SDM Timisoara replaced an existing asphalt mixing
plant. SDM requires asphalt primarily for rehabilitation projects in and around Timisoara. The decision in terms of plant technology was eventually made in favour of an ECO 2000 transportable asphalt mixing plant in a container design.
Another ECO 2000 transportable asphalt mixing plant in a container design was also recently commissioned in the north of Romania to replace an old plant.
A third Benninghoven mixing plant, a TBA 2000, has recently started producing highquality asphalt in Blejoi, about 50km north of the capital Bucharest.
GlobalData reports that the Romanian construction industry expanded by 17.3% in real terms in 2019, driven by public and private sector investments in both building and civil engineering works. Even before the coronavirus (COVID-19) outbreak, the country’s construction industry remained strong, with residential and infrastructure sectors supporting the industry through huge projects.
Reflecting the disruptions caused by the pandemic, coupled with the weak outlook for economic growth, GlobalData forecasts construction industry growth to decelerate to 3.3% in real terms in 2020 and tips it to grow at an annual average rate of 3.7% between 2021-2024. Growth in the sector will be supported by the government’s focus on developing the country’s infrastructure. In July 2020, the government published the National Plan for Investment and Economic Recovery. Under this new model of sustainable development, the government plans to spend RON485.4bn (US$115.6bn) to revive economic growth during the 2020-
Crushing, screening and conveying equipment manufacturer Terex Finlay has appointed Sigma Bulgaria as an authorised sales, service, parts and rental provider in
Sigma is a member of the Saracakis Group of companies, a multinational group with a history of 100 years in the Balkan region. It is a full-service heavy-equipment dealership that delivers exceptional service to customers in the building, construction, quarrying, aggregates and recycling market.
The company now offers its customers the full range of Terex Finlay crushing, screening and conveying equipment. Sigma will also provide genuine spare parts and support services to the existing population of Terex Finlay machines in the market with immediate effect.
A nation that produces around 35 million tonnes of aggregates a year, GlobalData expects the Bulgarian construction industry to contract by 2.1% in 2020, with the high likelihood of downward revision in the shortterm if works are more severely disrupted than currently anticipated.
Overall, the Eastern European aggregates sector is set for some short-term pain. But longer-term prospects, perhaps with new industry players replacing uncompetitive others, remain encouraging. AB
Three Romanian companies have invested in Benninghoven asphalt mixing plants to develop the country’s long-distance road network
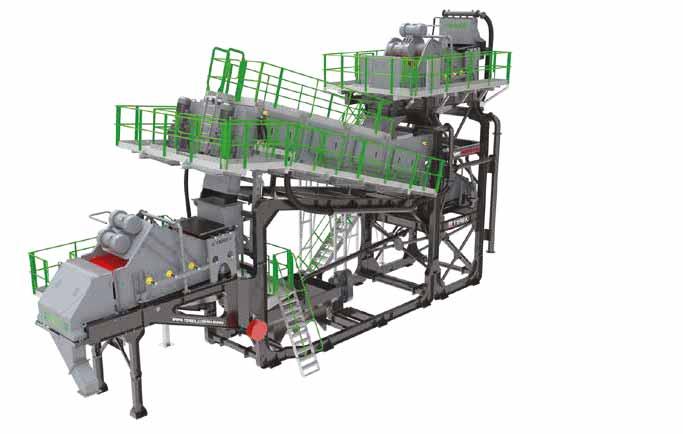
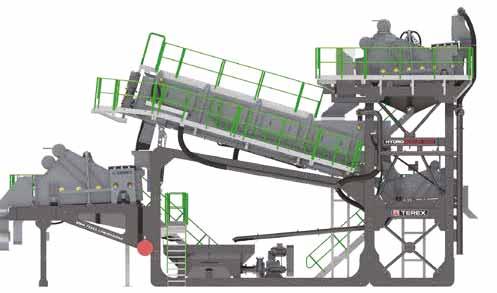
A 2020 crushing & screening premium
Investment in a premium mobile crushing & screening plant is paying off for a top Polish quarrying firm, while two major global market manufacturers have launched new models. Guy Woodford reports
When it comes to producing large amounts of accurately sized aggregates, most large production quarries have chosen a stationary solution. For one Polish quarrying company, this was not a viable option. Instead, VWV turned to a multifaceted selection of Sandvik tracked mobile plant supplied by the Swedish manufacturer’s dealer in Poland, Grausch i Grausch Maszyny Budowlane.
Based near Wroclaw in the south-west of Poland, and with its registered office in Czarny Bór, VWV was established nine years ago and now employs approximately 100 people.
Dealing primarily with the extraction and production of a wide range of granite aggregates, the company has in a relatively short period become renowned for the high quality of its products and the professionalism of its service. The
granite quarries and mines in the southwest of Poland. From these operations, it supplies aggregates of the highest quality to construction and infrastructure companies throughout the country.
VWV’s quarrying, mining and production take place at the Strzegom quarry in Marcinowice, in the district of Swidnica, in Dolnoslaskie province, and at the Gebczyce quarry in the town of the same name, in the Strzelin district of Lower Silesia. The Strzegom quarry is located 30km from the A4-Bielany Wrocławskie motorway junction and the no.35 national road. The latter fact has proved to be vital in providing rapid distribution of aggregates to customers throughout the country and the local area. The national rail network is also easily accessed from the Sobótka Zachodnia station, further facilitating easy distribution throughout Poland. VWV also has its railway rolling stock fitted with a dedicated excavator
The Gebczyce quarry is located 8km south of Strzelin in Lower Silesia. Its location on the eastern periphery of the Lower Silesian Voivodeship also enables convenient, easy and cheap transport by both road and rail of any aggregate produced. Due to the location and the convenient locations of the road and rail infrastructure, both quarries are ideally placed to service the requirements of Polish construction and infrastructure industries, supplying aggregates throughout Poland and beyond.
The granite found in the Strzegom quarry is a magma rock, which has a fine- and medium-grained structure, with a light grey colour. The aggregates obtained from the granite deposits at the quarry possess excellent absorbability, compressive strength, abrasion and frost resistance, making them ideal for use in a wide variety of construction applications, including road, rail, general building works and hydro-technical
In south-west Poland, VWV has acquired a multifaceted Sandvik tracked mobile plant solution supplied by Grausch i Grausch Maszyny Budowlane
The Sandvik QA451 triple-deck Doublescreen at VWV’s at Strzegom quarry
Similarly, aggregates from the Gebczyce quarry are also granite and possess a rarely found and unusual geological structure, providing notable technical and strength benefits. The rock itself is from the Strzelin Massif and is a deep magma, light grey with a fine-grained structure, which makes the aggregate have high compressive strength, low abrasiveness, and possess a high level of resistance to frost. The attributes of the rock make the aggregates produced useful in landscaping and decorative construction projects such as walls, ponds and rock gardens.
To be able to react to the ever-changing requirements of the construction industry, as well as to modernise its equipment fleet, VWV has continually updated the equipment it uses. Often working in conjunction with leading Polish equipment dealer, Grausch i Grausch Maszyny Budowlane, this has seen during the last four to five years a vital boost to the company’s production capabilities.
Through a significant investment project undertaken in both equipment and resources at both the Strzegom and Gebczyce quarries, VWV is now able to call upon a fleet of approximately 30 Volvo and Doosan excavators and loaders as well as over 50 Scania and Caterpillar haul trucks. In addition to this fleet of tracked and wheeled machines, the company also has its dedicated railway trucks for the direct and convenient transport of aggregates to national railway infrastructure. However, before they can be transported, aggregates need to be produced.
When upgrading its crushing and screening capabilities, VWV management opted for a Sandvik tracked mobile plant supplied by Grausch i Grausch Maszyny Budowlane. The plant was chosen due to its ability to offer more flexible production
of aggregates, while also maximising the quarry’s resources by being able to go directly to the rock. The Sandvik solution also met key VWV requirements of a crushing train offering primary and secondary crushing capabilities and screening and scalping units that are accurate enough to produce sized aggregates that can be shipped to customers direct from the quarry, without the need for further processing.
The sellable aggregates produced by VWV are 0-4mm, 4mm - 31.5mm, 31.5mm -50mm, +50mm and a 100mm – 500mm. To ensure these product fractions, two Sandvik crushing and screening train now operate consisting of a QJ341 primary jaw crusher, a QH331 Hydrocone crusher and a QA451 triple-deck Doublescreen. The latter model can produce four accurately sized products working perfectly with the high productivity of the jaw and cone crushers. The second
importance to proper planning encompassing what our customers want to achieve, and how best to meet these requirements.
Grausch has a hard-won name for excellence in Poland, and the Sandvik mobile crushing and screening equipment is seen as the very best equipment of its kind available on the market.”
With its new equipment in place, VWV is able to supply over 500,000 tons of aggregates each year to a variety of customers. Although road and rail construction are the mainstays of the quarry’s business, a new customer has been taking a sizeable proportion of the aggregates from both quarries. Poland’s largest river, the Vistula, is the scene of a new dam which is also set to be the home of an 80 MW hydroelectric power plant. The project will cost more than €470mn, according to Poland’s environment ministry, and is located near the village of Siarzewo. With a project of this size as well as satisfying the requirements of its existing customers, the plant upgrade could not have happened at a better time for VWV.
Rubble Master says its new RM 120X crusher is the first machine showcasing its new RM NEXT product philosophy to go into full production.
The debut RM NEXT crusher follows on from a prototype RM NEXT machine showcased at bauma in Munich, Germany in April 2019. The RM NEXT-based RM 120X crusher will be followed by an RM NEXTbased screen in 2021.
“We have received valuable input for this operating concept from our customers around the world”
Gerald Hanisch
“With this philosophy, we are once again setting standards in user-friendliness,” says Gerald Hanisch, founder and owner of Rubble Master, enthusiastically. As the first NEXT philosophy crusher, the RM 120X combines enhanced safety with maximum performance and flexibility. However, the company remains true to its proven service and intuitive GO! operation concept, which it continues to expand.
In a nutshell, RM NEXT focusses on four points. Extended service is one of them, which includes both the standard five-year warranty - an industry first - and the annual service.
Rubble Master says the new RM 120X crusher is the first machine based on its new RM NEXT product philosophy to go into full production
UNPARALLELED
TAKE RECYCLING TO UNPRECEDENTED LEVELS
Ammann focuses on technologies that incorporate high percentages of RAP – and considerabl y reduce operating and materials costs in the process. These technolo gies aren’t baby steps – they’re signi fi cant advances that can greatly impact your business. And they ’re PROVEN technolo gies that are in use at hundreds of plants around the world.
Ammann RAP products include:
• Counterflow dr yers that enable use of 100 per cent hot rec ycled material
• Parallel-fl ow dryers that can use up to 60 per cent hot recycled material
• Middle ring dryers for the use of up to 40 per cent recycled material
• Various cold addition systems for the use of 25 to 40 per cent recycled material
• Retrofi t options to start or improve your recycling efforts
Ammann’s experience gained during the installation of countless recycling systems worldwide will ensure you find the right solution. We have the cost-saving technology, and it’s yours for the asking.
Simplicity is ensured despite the additional features, equipment options and configurations that have been developed based on customer requirements.
“Operating a RM 120X still involves only a few buttons. The built-in screen is only used to display information and has no sub-menus. We have received valuable input for this operating concept from our customers around the world, and the controls and display meet the specifications on job sites 100%,” says Hanisch.
The RM Group has always been one of the pioneers in terms of safety. Gerald Hanisch’s vision has now become a reality. With RM NEXT and the comprehensive operatormachine interface, the operator no longer has to enter the danger zone while operating the machine and can see light signals indicating both the status and current workload of the crusher from the excavator cab.
An additional focus was on the optimisation of material throughput. Here, the world market leader implements job-specific crushing equipment for the respective material and real-time analysis. This reduces running costs and increases turnover. The optimisation starts with the machine configuration, which is why five main application cases have been developed with the necessary equipment options. Also, the performance indicator on the machine and the RM GO! SMART can be used to detect and implement any potential improvement immediately.
“When we started developing RM NEXT, we always had our entire product range in mind. In future, an important role will be played by networking different products in operation at the same job site. However, we can only make this happen if all the products work according to the same philosophy,” explains Hanisch. That is why intensive work is currently underway to network RM machines that work together. This will mean that the throughput of the screen can be adjusted in future to match the utilisation of the crusher. Machines downstream from the crusher can also stop automatically if the crusher is currently not processing any material. These optimisations are designed to increase efficiency and save running costs.
The new Terex Minerals Processing Systems’ (Terex MPS) high-capacity, all-electric wheeled crushing systems are said to be designed to deliver and built to last. Quick to set up and dismantle, and easy to operate, the new wheeled crushers’ claimed exceptional portability, productivity, efficiency and quality deliver real advantages over other systems in labour savings, power, maintenance, plant relocation costs and time.
The Terex WJ3042 is a high-performance wheeled jaw crusher plant. Incorporating the aggressive Terex JW42 jaw crusher and a heavy-duty vibrating grizzly feeder, the
Terex WJ3042 gives optimum production in a range of applications. Plant installation is assisted with hydraulic legs. Its compact size, quick set-up times, ease of transport and simple maintenance make the Terex WJ3042 ideal for quarrying, mining, demolition and recycling applications.
The Terex WC1150S Cone-Screen plant is a high-performance, medium-sized wheeled crushing-screening system. At the heart of the plant is the 225kW Terex TC1150 cone crusher with a modern automated control system. Its innovative crushing action is said to provide excellent capacity, high reduction and good product cubicity for the production of high-quality aggregate and
Terex MPS’ WJ3042 is said to be a high-performance wheeled jaw crusher plant
sub-base materials. A level sensor over the cone crusher regulates the feed to ensure the cone chamber is choke fed, essential for maximum production, manganese life and optimal product shape. The large onboard 6’x20’ three-deck screen allows for sizing product from a single plant. Plants come with hydraulics for simple and easy installation of the plant.
The WJ3042 and WC1150S are available as standalone plant or as part of a multiplant system with product conveyors for a complete crushing and screening solution. All plant and conveyors are made to fit in standard containers for easy transport overseas or on the road; the entire system with conveyors can be transported in nine containers. Once on-site, each assembled plant can be transported in a one-piece tow. Hydraulic screen lift and hydraulic support legs reduce cranage and tools required for plant set up and relocation.
Aggregate material in France’s northwestern corner is often shipped to the mainland from nearby tiny Ushant Island in the English Channel - La Manche, in French.
But one enterprising company, JeanJacques Perhirin, in Kéranchas, recently bought two MB Crusher’s units - a BF70.2 crushing bucket and an MB-S14 screening bucket - and began recycling debris.
The two powerful units now work close to another powerful unit, the 53m-high Phare du Créac’h. Built in 1863, it is one of Europe’s most powerful lighthouses. A short distance away the MB Crusher BF70.2 is mounted on a Hitachi 170W to reduce brick and concrete. With the MB units operating apace, the company says that it is saving natural resources as well as avoiding the cost of bringing in aggregate by sea.
Also, the compact MB Crusher attachments make it possible to work in restricted spaces. They are now able to make their own aggregates, by sifting rubble to separate the smallest portion and then reducing the larger pieces with the jaw crusher. Et voilà! Aggregate for paving, foundation and fillings. AB
An MB Crusher BF70.2 on a Hitachi 170W excavator is reducing waste brick and concrete in France’s most northwesterly point
Loading up a range of applications
Companies are deploying new loading equipment in a diverse number of activities including Portland Stone operations, waste recycling and concrete production. Liam McLoughlin reports
Albion Stone has taken delivery of a new Volvo L150H loading shovel for its Portland Stone extraction operations in south-west England.
The wheeled loader joins two existing L150s that Albion Stone acquired in 2014 and 2016, and will operate at the Jordans and Bowers mines on the Isle of Portland in Dorset.
The new arrival will take over the primary duties of extracting and rehandling blocks of Portland Stone from the mine face, as well as conveying them to the stock yards and designated block-cutting areas of the works.
“Our original machine has clocked up over 10,000 hours, so we considered it was time to replace this with a fresh machine and put the older unit onto secondary duties,” says Albion Stone operations manager Dan White.
Unlike the two older units that had to be supplied with reduced height operators’ compartments, the new L150H has been supplied with a conventional cab. White says that, since those machines were delivered, Albion Stone has made a significant investment in its drilling operations inside the mines to increase the roof horizon and maximise production capability.
“This means we can now utilise a conventional loading shovel without a significant amount of modification,” says White. “Furthermore, having such a reduced cab height meant our operators had a
restricted field of view, so using a standard cab means better visibility and, ultimately, a more conventional machine to sell on if we so wish in the future.”
The new L150H features a hydraulic quick hitch, to facilitate the easy change-over of the existing attachments from the previous machines. These include a 3.8m³ spade nose rock bucket for cleaning up, as well as heavy-duty 1,500mm block-handling forks that are capable of handling blocks weighing anything from seven to 12 tonnes. Whilst the L150H has plenty of breakout torque to prise the majority of part-sawn blocks from the mine face, there is the occasional need to encourage some more awkward blocks away from the face; particularly from the mine roof.
To counterbalance the weight of the blocks, the machine has been fitted with Goodyear RL 5K wheel and tyre assemblies, with the rear pair being water- and glycolballasted and an optional block-handling counterweight. Other safety features for working underground include an Ardent twin-agent fire-suppression system, fire resistant hydraulic oil, Pyrojacket-sleeved fuel lines, a double pole battery isolator and a Chelwyn valve to meet mine regulations, while also reducing the risk of fire. The operator’s compartment benefits from a heavy-duty bar-type screen guard and additional LED work lights.
Powered by a 13-litre, 227kW Stage V
engine, the 26-tonne L150H benefits from powertrain components designed by Volvo. This combination coupled to other fuelsaving devices, such as the Volvo ‘Eco pedal’, encourages the operator to run the machine at its optimum rpm in the engine’s torque curve. ‘Optishift’ with torque converter lock-up also makes the L150H a highly efficient and productive loading shovel for its size class.
Albion Stone has been involved with the Portland Stone industry for nearly three quarters of a century, quarrying the Oolitic Limestone that is reputed to be 145 million years old from the Basebed, Whitbed and Roach seams for over thirty years.
In recent years, the company has switched its extraction operations from quarrying to mining. This process has made a significant reduction on its environmental impact, making Portland Stone an economical yet sustainable choice that compares favourably with many alternative construction materials. The extracted material is highly desired for prestigious buildings, and features in many famous edifices – for example, in London where recent projects include the new Chelsea Barracks, Green Park Underground Station, the Bulgari Hotel and Eagle Place, Piccadilly.
German waste-handling company BTU Hartmeier has been operating a new Hyundai HL960A wheeled loader in its fleet since the start of 2020.
Albion Stone uses three Volvo L150H loading shovels for the extraction and rehandling of Portland Stone
The 19-tonne HL960A is powered by a Cummins QSB6.7 Stage V (168 kW) engine, and features a tipping bucket with 7m3 highlift and 3.3m3 capacity.
Hitachi Construction Machinery is planning to launch the ultra-large EX2000-7 hydraulic excavator in October 2021.
The EX2000-7, suitable for small-to medium-sized mining and quarrying operations, is remodelled from the EX1900-6 and the manufacturer claims it consumes up to 19% less fuel while maintaining the same productivity.
Hitachi CM says the EX2000-7 has high durability of structural parts achieved by the design employed on the current EX-7 series machines and it can incorporate support services for repair works and inspections based on ICT (information and communication technology) and IoT (the Internet of Things). It is also said to achieve higher fuel efficiency due to features including an entirely new hydraulic circuit and the addition of a work-mode selection function.
At an operating weight of 193 tonnes, the EX2000-7 is one of the smaller Hitachi EX-7 ultra-large excavators.
The EX2000-7’s impressive 19% fuel saving has been achieved through a range of newly designed, energy-efficient features that have made the engine more compact while retaining productivity. Hitachi says that, when compared with its predecessor the EX1900-6, the EX2000-7 can save as much as 460 tons of CO2 emissions per year per machine.
An all-new hydraulic control system has been developed and, for the first time, employed for an ultra-large hydraulic
excavator which allows more precise management of the hydraulic oil flow in each control valve throughout the digging and loading cycle.
In the EX2000-7’s new hydraulic circuit, the oil flow rate to each cylinder (for boom, arm, or bucket) and swing motor is independently controlled for each operational pattern such as excavation, swinging or dumping and the load to the front-end attachment optimises energy efficiency of the system. Thus, fuel consumption is kept as low as possible.
Hitachi’s
new 193-tonne EX2000-7 ultra-large hydraulic excavator
BTU Hartmeier has its headquarters in Unterschleissheim, which is just north of Munich. The group was founded in 1996 and is split into two divisions, Waste Disposal and Service. The Waste Disposal division works at Unterschleissheim and the Service division at Augsburg and in total employs 120 staff. The company disposes of waste from construction sites in a radius of 50km around Munich and ensures that the recycling of waste materials and recyclables is correctly classified. The company’s annual output is 130,000 tonnes, and in the region of 7,000 containers and skips are needed to manage this volume of materials.
A large fleet of construction machines work on loading and feeding the crushers on the 15,000m² treatment site in Unterschleissheim and at further sites, in and around the area, belonging to the group. The company has four Hyundai wheeled loaders which have been operating since 2010.
Johann Hartmeier Jun., whose responsibilities include the fleet of twenty construction and transfer loading machines and 80 trucks, said he opted for the new Stage V machine from Hyundai because of its power, fuel consumption and ergonomics.
“The superb, rapid service from Hyundai Construction Equipment service partner Fischer & Schweiger was another deciding factor in the purchase,” he added. “Features on the machine include solid rubber tyres, which make for easy working in often sharp-edged recycling material. The high-lift tipping bucket is also required for loading high-edged and walking-floor semitrailers. The tipping height of the high-lift bucket is 4,200mm.”
The machine will be in use for around 2,500 operating hours per year. Hyundaiauthorised dealer Fischer & Schweiger from Zusmarshausen near Augsburg provides service care on all of the company’s wheeled loaders and some of its transfer loaders.
Hyundai Construction Equipment Europe (HCEE) says it launched the new A-series at the bauma 2019 show due to the sustained strong demand for large wheeled loaders in the European market.
BTU Hartmeier is operating a new Hyundai HL960A wheeled loader
Two Liebherr wheeled loaders are helping to meet the demands of increased production at concrete batching company Ready Mix Tees Valley.
One of the L 550 XPower loaders is operating at Ready Mix Tees Valley’s newlyopened plant on the banks of the River Tees in north-east England, and another at a new company facility in Leeds.
Ready Mix Tees Valley MD James Greenwood says the reliability of the L 550 XPower is enabling the company to cope with the increased production.
“We had used a number of shovels for stocking the [Tees] plant since we started operations,” he said. “Both manufacturers’ products had caused us some issues with reliability and build quality. That was something we couldn’t afford with the increase in production from the new batching plant.”
Liebherr GB’s wheeled loader product specialist Michael Atkinson and area sales manager Carl Longhorne suggested a trial of an L 550 XPower at the Tees plant, and Ready Mix Tees Valley was impressed by its fuel consumption of less than six litres per hour, cab comfort and productivity.
Tees Valley has joined forces with another local family-owned firm Shire Aggregates, which occupies part of the large yard area. It imports aggregates by ship from around the UK which are then screened, with more than 80% used by Tees Valley for concrete production.
Tees Valley claims to be the largest concrete supplier in the area, producing 50,000m3 last year.
As well as the two loaders, Tees Valley has bought four HTM 905 Liebherr mixers, mounted on Mercedes-Benz chassis and provided by Northside Truck & Van which has a rolling-stock mixer truck programme with Liebherr.
The mixers are highly specified and include user-friendly features such as remote grease points, sub-frame covers and the Litronic EMC Controller.
The company was launched in 2008 when James gave up his position with a major pharmaceutical company to invest
in concrete. Tees Valley now operates two depots on the banks of the Tees, in addition to the new Leeds facility.
Caterpillar has launched the new 963 Track Loader in Europe, a replacement for the 963K model.
Cat says the new crawler loader combines the versatility to dig, load, carry and fill with up to 10% better fuel efficiency, more productivity and cab and controllability improvements. The 963 meets EU Stage V emission standards, provides power of 151kW (202hp) and has an operating weight of 20,358kg.
The loader features an updated cab with suspension seat and adjustable armrests/ controls, an intuitive 254mm touchscreen dash display and a standard high-definition rear-view camera. The Slope Indicate feature is designed to make operation easier by showing machine mainfall and cross slope right on the display.
There are two steering/control options. The joystick option provides familiar controls for operators experienced with skid steers/ compact track loaders, and the more traditional V-lever/foot pedal controls can also be chosen. With either control scheme,
that produces 15% more peak torque than the previous model for more power to the ground under load.
Cat says that up to 10% fuel consumption reduction is achieved with the Auto Mode that will adapt the engine speed to the load. Eco Mode uses even lower speed for further reduction in fuel consumption in lighter duty applications. Power Mode will keep engine speed high to feel readily available power at all times. An optional Performance Series bucket is claimed to boost productivity by up to 20%, while an optional Fusion Quick Coupler enables fast attachment changes. A variety of buckets, forks and other tools can be shared among track loaders, wheeled loaders and other Fusion-compatible machines.
Doosan Infracore Europe has launched the new 43-tonne DX420LC-7 crawler excavator.
The DX420LC-7 is powered by the new Scania DC13 Stage V-compliant diesel engine, providing 257 kW (344.4 HP) of power.
Doosan Infracore says the Scania engine uses super-efficient DOC/DPF+SCR aftertreatment technology to offer a new solution
One of Tees Valley’s two Liebherr L 550 XPower loaders in operation
The new Caterpillar 963 is designed to work effectively on slopes
3-10% better fuel efficiency (m3/l) than the previous DX420LC-5 model.
There are now four power modes available, which is intended to simplify the operation of the new DX420LC-7 excavator compared to the more complex choice of eight power modes and SPC combinations in the previous generation machine. The operator can set the power mode (P+, P, S or E) in both one-way and two-way working modes.
Doosan Infracore says that, by bringing together the SPC3 system and a new Doosan Mottrol main control valve, the new DX420LC-7 also offers 2% more productivity than the DX420LC-5 in company tests, ensuring the best digging, swing and tractive forces together with the best lifting performances for this size of machine.
The new cab in the DX420LC-7 model features a touch-enabled colour LCD gauge panel with 30% larger 20.32cm size screen.
A stereo system is integrated in the cab’s gauge panel (with Bluetooth streaming function), in addition to a keyless start system, enhanced interior cab design, improved air conditioning/defrost performance, seat heating (2-step), 360o cameras, and LED-type cab-space lamp.
Optional cab features include ultrasonic detection of obstacles, LED lights, side protection, catwalk and air compressor.
As standard, 360° cameras provide full visibility around the excavator and allow the operator to see a top-down view of the area outside the machine. The camera array comprises a front camera, two side cameras and a rear camera. The camera display is separated from the gauge panel.
Mecalac Construction Equipment UK has been running a promotion for telematicsbased fleet management across its portfolio of MCR, MWR, MTX and 15MC excavators.
Operators were offered the chance to equip their latest models with telematics functionality and a two-year subscription to MyMecalac Connected Services for less than £400. The offer lasted until 17th October 2020.
Launched earlier this year, MyMecalac Connected Services is designed to help operators minimise downtime and optimise
productivity through real-time equipment data. It provides detailed insight into fuel consumption, unit productivity, service reminders, maintenance alerts, remote diagnostics and geofencing capability.
The Mecalac MCR excavators can switch from compact tracked excavator (with a top speed of 10 km/h) to loader (with 360° rotation capability) within seconds. Available in three variants – 6MCR (0.49m2 bucket capacity), 8MCR (0.53m2 bucket capacity) and 10MCR (0.75m2 bucket capacity) – each unit is powered by a 55kW engine.
Japan-based Kobelco is this year celebrating nine decades since it created Japan’s first electric mining shovel in 1930, an innovation that would go on to have a significant impact on both the business and the worldwide loading-equipment sector.
One of Kobelco’s most important innovations to date has been the development of hybrid technology. It claims
to be the first major excavator manufacturer to instigate hybrid development in 1999. This forward-thinking led to the reveal of a hybrid excavator (HE-01) in 2007, followed by sales of the hybrid excavator 80H (8-tonne class) in 2010. Demand for a larger category hybrid machine was realised with the S–200H-9 8217; Kobelco’s first 20-tonne class hybrid excavator, before the SK210HLC-10 was launched in 2017 – which Kobelco says is the world’s first hybrid excavator to use lithiumion technology.
A major milestone for Kobelco in the last decade was the reestablishment of the Kobelco Construction Machinery Europe (KCME) headquarters in Almere, the Netherlands, in 2013. Over the past seven years, the company says this important base has provided an efficient and responsive service and full aftersales support for its European customers across 64 dealers and 270 outlets in 60 countries. AB
The Doosan DX420LC-7 excavator offers improved fuel efficiency
Mecalac has launched a telematics offer across its excavator range
Upgrading ADTs for greater performance
Major manufacturers are unveiling new dump truck lines with a range of enhanced features including maximised ground clearance, greater cab visibility, and heavier duty parts to increase durability. Liam McLoughlin reports
Liebherr has launched the TA 230 Litronic articulated dump truck (ADT) which the German manufacturer says means it now provides a full line of earthmoving equipment. The new TA 230 Litronic, which was unveiled in a digital presentation, is primarily designed for overburden transport, the mining industry, and larger infrastructure projects. Its optimal structure gauge means it can also be used for special applications such as tunnel construction.
The TA 230 Litronic features a newly designed front-end area, creating maximum ground clearance for performance in challenging off-road environments. For example, the powershift transmission is positioned safely and compactly under the operator’s cab. In addition, the exhaust gas after-treatment is safely installed behind the operator’s cab in a space-saving manner, whereby a large slope angle could be generated.
The newly designed, solid articulated swivel joint creates excellent off-road capability and allows independent movements of front and rear end to enable maximum manoeuvrability. The robust and positive-locking swivel joint with tapered roller bearing is suitable to meet the shear stresses arising during use, withstand maximum loads and provide optimal force distribution.
The front and rear axles of the machine are secured via sturdy A-rods at the articulated swivel joint and at the rear end. The focus was placed on maximum ground clearance during the development process. Both the front axle suspension with A-rods and shock absorbers at the articulated swivel joint and the position of the separate and oscillating A-rods of the rear axles at the rear end provide maximum ground clearance.
A powerful 6-cylinder construction machinery engine with 12-litre displacement and 265 kW/360 hp is installed in the new TA 230 Litronic, which complies with Stage V exhaust emissions standards. A robust drivetrain with automatic 8-speed powershift transmission is designed to ensure optimal force distribution.
With the actively controlled longitudinal differential locks, automatic traction control is also available for the TA 230 Litronic. As soon as slip occurs at an axle, the torque is transferred to the axle or axles with traction.
Liebherr says the new dump truck provides enormous pulling force, even in the most difficult ground conditions and on challenging gradients. It adds that maximum safety is guaranteed thanks to optimal adhesion.
The large trough of the new TA 230 Litronic can carry a 28-tonne payload and a range of improvements have been made for quick and efficient loading, unloading
and safety. The front of the trough is straight and the sills are low so that loading with a wheeled loader is easily possible across the entire length. A weighing system shows the current payload during the loading process on the display in the operator’s cab. An optional loading light on both sides at the back of the operator’s cab shows the loading level outdoors. To accelerate the release of material during unloading, the inner edges of the new trough are tapered. During transportation the long chute at the end of the trough is designed to ensure minimal material loss. The trough volume can be increased with the optional tailgate.
The newly developed operator’s cab of the TA 230 Litronic features panoramic windows without any struts, in addition to a short and inclined bonnet to ensure the driver always has an optimal view of the driving, working and articulating area of the machine. A touch display with integrated rear camera also increases transparency in the rear area. In the soundproof cab ergonomically arranged control elements facilitate intuitive operation of the machine.
In addition to a hill-start assist, a speed assist is also available. With the hard stop function, the end-position damping of the trough-lifting cylinders can be activated or deactivated by a button. The trough lift is limited for work in a height-critical area with the aid of the height limit.
The new Liebherr TA 230 Litronic dump truck offers the option of extra-powerful LED headlights that can illuminate the entire working area
oriented machine design. The dump truck automatically performs the daily check itself through the use of sensor technology. The machine runs through an inspection catalogue at the start, where levels of engine oil, coolant, the central lubrication system are checked with any deviations being shown on the display in the operator’s cab.
The standard version of the TA 230 Litronic has an empty vehicle weight of 24,600kg, a payload of 28,000kg, a maximum trough capacity with tailgate of 18.1 m³, engine power (ISO 9249) of 265kW/ 360hp, and a maximum driving speed of 57kmph (forward) and 16kmph (reverse).
Indonesia-based PT Manado Karya Anugrah says a fleet of Volvo Construction Equipment (Volvo CE) machines, including 16 haulers, that it has been using since last year is delivering exceptionally profitable operations.
PT Manado Karya Anugrah, a coal mining contractor, has been using the machines since April 2019 at its coal mine in East Kalimantan.
The fleet consists of 10 R60D rigid haulers, six A40G articulated haulers and three EC750DL excavators and PT Manado says the machines are proving profitable due to their high productivity and uptime.
“Conditions at our site are tough and we know we can count on the productivity and reliability of Volvo machines to give us the lowest cost per tonne,” said Rafiuddin Djamir, owner of PT Manado Karya Anugrah.
The site has medium to high gradients with limited room for manoeuvring, and the
“Our operators particularly like the speed of the machines during a climb,” said Djamir. “They feel the machines have more power than others.”
The machines provide a high level of uptime and work 22 hours per day in two shifts, seven days a week. “The Volvos have a high availability for work, and we appreciate the machine features and dealer support behind this advantage,” Djamir said.
The fleet is served by PT Indotruck Utama, Volvo CE’s distribution partner in Indonesia. “So far there have only been a few minor issues but with the total support and quick
Manado Karya Anugrah
Sulawesi, also owns Volvo L260H wheeled loaders.
Since Volvo Group acquired the off-highway truck product line from Terex Corporation in 2014 and formed Terex Trucks as a division of Volvo Construction Equipment, the Swedish manufacturing giant has invested around £35m in transforming the Scotlandbased company’s articulated dump trucks. The investment over the last six years has seen substantial improvements to the quality and performance of the Terex Trucks TA400 and TA300 ADTs, as well as heavily investing both in the factory at Motherwell and in systems, employees, distribution network and
The Liebherr TA 230 Litronic’s cab features panoramic windows without any struts
operates 16 Volvo CE haulers at East Kalimantan in Indonesia
Volvo CE has also committed to spend a further £10m-plus on improvements over the next two years, reinforcing its commitment to the Terex Trucks operation.
In 2014, Volvo CE took the long hauling heritage and product knowledge of Terex Trucks and combined it with its expertise, experience and financial backing to start an ongoing product renewal programme which has seen the launch of a new generation of Terex Trucks ADTs.
One of the key changes is a new drop-box on the TA400 – which now has heavier-duty parts as well as better lubrication lines and materials to improve durability. It also has two-stage gearing for tailored performance in all haul conditions, whether the operator’s requirement is for severe traction or high speed. There is also a new transmission on the TA300 with eight forward gears and four reverse gears, which is designed to help deliver a 5% improvement in fuel efficiency, a 5 km/h increase in speed to 55 km/h, an extended 4,000 hours oil change period and enhanced performance when compared with the previous model.
The hydraulic system on the trucks has also been upgraded – magnetic suction filters reduce the risk of component failure from environmental contamination, while
improved over-pivot hose routing boosts performance in severe working conditions. Steering cylinder cushioning has been improved, with the intention of making operators more comfortable and reducing stress on components. Hydraulic oil replacement intervals have also been extended to 4,000 hours, with the TA400 transmission oil change now at 6,000 hours, helping to reduce operating costs.
Work has also been done to enhance life for the operator, with upgraded instrumentation, controls, layout, cab-sealing, heat-shielding and a highperforming HVAC (heating, ventilation and air conditioning) system – all increasing operator comfort, safety and productivity. Additionally, the introduction of telematics is helping owners to protect their trucks by monitoring location, performance, productivity and maintenance needs.
“Because the articulated dump truck is the only product Terex Trucks develops, we’re able to focus all our attention on this machine – and that’s exactly what we’ve been doing over the last few years,” said Paul Douglas, MD of Terex Trucks. “We’ve listened to our customers and, with the help of their feedback, they are now reaping the rewards of these investments and enjoying
lower operational costs, higher uptime levels, fuel efficiency savings, extended service intervals, faster fault detection, top-quality customer service and industryleading parts availability.”
Since the Volvo CE takeover, improvements have also been made at the Terex Trucks production site. New tooling and machinery include large welding robots, computer programmed CNC (computer numerical control) machines and heat-treatment capabilities, while factory enhancements include new work compartments segregating key areas, re-laid floors and a new LED lighting system.
Since the end of last year, Terex Trucks has been working with the Molson Group – the UK’s largest distributor of capital equipment – to strengthen its presence and reinforce its commitment to customers.
“Our partnership with the Molson Group is a big benefit to our customers,” said Douglas. “They are an experienced dealer with a strong reputation for service and support and they have a 360-degree product offering, meaning that customers can now buy our trucks together with complementary machines, such as excavators, from a single source.” AB
“Magnetic suction filters reduce the risk of component failure from environmental contamination”
The HydroScrub 200 was officially unveiled at a live launch webinar on Tuesday 17 November that took viewers through critical features of the product and how it efficiently and effectively caters for various applications, allowing you to wash more and waste less.
Indepen Lonngcl gc iffe Q milesttone o c the occacasio of ambititiou d w prooc realise its e
All comes out in the advanced wash
The pace of change in the aggregates wash plant market has been rapid in recent years. The latest example of this is Terex Washing Systems’ (TWS) new HydroScrub 200 — a state-of-the-art new addition to the company’s Greenline range of products specifically tailored to work in wash recycling applications.
Described as TWS’s “most versatile machine to date”, and the end result of a two-year research and development project, the HydroScrub 200 uses the core principles of a high-performance log-washer with new features that offer dynamic adjustment and control, ensuring a flexibility that enables the customer to adjust parameters to optimise performance and suit various types of feed material.
Comprising of hydro flotation water injection, integrated pre- and post-screens, a high-volume trash removal screen, and single-pass processing for various feed materials, the HydroScrub 200 is said to be ideal for wash recycling applications. These can range from construction and demolition (C&D) muck away applications—where the challenge is liberating the valuable aggregates and light organics from tough to break down fines and insoluble clay—to ‘high volume lights’ applications, where the level of attrition required to clean aggregates is lower, but high volumes demand more water to create the hydro separation required to float these off effectively.
Barry McMenamin, business line director -
An eye-catching premiere and how other premium plant is having a hugely positive impact on major quarrying company operations. Guy Woodford reports
Terex Washing Systems, said: “We recognise that not only is there a huge growth in the wash recycling sector, but there is everincreasing diversity in the range of materials end-users need to wash. The HydroScrub 200 offers the convenience of having one machine that can be easily adjusted to process different feed materials and provides opportunities for expansion in the range of customers you can provide a service for and expansion in terms of the volume of material they can process. It is the epitome of what we strive to offer through our Greenline range of products: balanced, end-to-end processing systems that enable our customers to wash wisely.”
wisely.
The new HydroScrub 200 is said to use the core principles of a high-performance log-washer with new features offering dynamic adjustment and control
sustainabil
Independent, family-owned business Longcliffe Quarries is fast approaching its milestone centenary celebrations. To mark the occasion, it has committed to a series of ambitious sustainability targets and has partnered with CDE, a leading manufacturer of wet processing technologies, to help realise its environmental objectives and strengthen its position as a champion of sustainability in the UK’s quarrying sector.
Founded in 1927, Longcliffe Quarries is the largest independent supplier of calcium carbonates in the UK. By 2027, it hopes to achieve zero-carbon quarrying operations.
Founde de the largeesst carbonaates achievve ze
Th The Der b p bu of high-qua
The Derbyshire, central England-based business produces over one million tonnes of high-quality calcium carbonate powders and granules every year, quarried from pure limestone deposits at its Brassington Moor quarry.
Calcium carbonate forms the basis of many everyday products. Longcliffe Quarries managing director Viv Russell says it has “many applications” and that the company produces over 100 products for a vast range of “critical industries”.
Longcliffe Quarries’ calcium carbonate products are vital components in animal feeds and pet foods. Its powders and granules are also supplied into the glass, plastics, and pharmaceutical industries and many more.
Russell also explained, proudly, that sealants – or cure activators – produced by Longcliffe Quarries are used in fluoroelastomer docking seals on the International Space Station.
“We are quite a wasteful industry,” Russell states, adding that Longcliffe Quarries generates “about 300,000 tonnes of waste per year.”
In pursuit of its environmental commitments, the business sought to address the high volumes of waste generated at Brassington Moor quarry.
Moor quarry.
its quarry by-product, material described as having a higher clay content. But feasibility studies and material testing to demonstrate market demand for products recovered from this stream highlighted the potential for Longcliffe Quarries to realise its commercial objectives without sacrificing its sustainability credentials.
David Kinloch, CDE’s regional manager in the UK and Ireland, says the partnership with Longcliffe Quarries began several years ago.
“Following intensive testing in our lab, we demonstrated through on-site plant trials how CDE wet processing technology could process Longcliffe’s by-product into a very clean and high-value revenue stream.
“It was after a procurement process through which CDE proved its technical capability that workshops were launched in partnership with Longcliffe to co-design what would eventually become its first-ever wet processing plant.”
CDE operates an innovative co-design approach which involves working closely with its customers to design customised wet processing solutions tailored to meet their specified commercial and environmental objectives.
Kinloch said this design process included integrating the plant into the existing setup at Brassington Moor quarry.
“One of the more unique aspects of this particular plant was how it integrated with Longcliffe’s existing primary crushing setup. We introduced overland belt conveyors to
charter product to the CDE wet processing plant.”
The resulting 220 tonnes per hour stateof-the-art wet processing plant represents the single largest investment Longcliffe Quarries has ever made.
Engineered to maximise product yield from heavy clay-bound feedstock, the plant features CDE’s signature AggMax modular logwasher setup for scrubbing and sizing.
It also incorporates CDE’s patented EvoWash classification and dewatering system which offers greater efficiency compared to more traditional washing methods.
Central to the system and to address the availability of clean water on site is CDE’s AquaCycle thickener which allows for up to 90% of the process water to be recycled and recirculated back into the system, offering near-total independence from fresh water supplies.
Exceptional water management means the CDE wash plant requires only a small top-up water supply resulting in a highly efficient system extending significant operational savings to Longcliffe Quarries.
Previously discarded clay-bound material is now being processed through the wet processing plant creating new, high-value revenue streams.
High-quality single-sized aggregates and sand grades are among the key products being recovered, which is maximising available reserves and supporting Longcliffe Quarries to realise its environmental targets.
It’s a win-win scenario, as Russell explains.
“We’re recovering up to six different products from heavily contaminated material. The CDE plant is producing a very, very clean product and one that we’re now able to turn into a higher value industrial material.”
This has led to a significant 12% reduction in the quarry’s load and haul fuel usage and follows an almost 70% reduction in net emissions recorded at the quarry since 2014/15.
Russell says the quality of the washed aggregates has created new commercial opportunities for Longcliffe Quarries.
“We’re now supplying into both the ready-mix and decorative markets as a direct result of the quality of material output from the plant. We’re processing high volumes of low-grade feed and turning that into saleable products.”
He adds that addressing the impact on the environment will produce a competitive advantage.
“As we move towards a more circulardriven economy, it’s vital that the industry continues to adapt. Our investments in renewable energy and this wet processing plant demonstrate our commitment to sustainability.
“In hard economic terms, if planning permission is to be granted, then we want to be seen as the supplier of choice. Yes, the steps we are taking now offer immediate returns, but longer-term they also position Longcliffe as a socially responsible business committed to the Derbyshire Dales.”
James Thorne, chief executive officer of the Institute of Quarrying, says technology is reshaping how the industry operates.
“There’s been a massive change in technology, and I think that’s really exciting. We’re only going to see more of that. The industry has always adapted to changes and utilised technologies coming in to its benefit to make it better and more efficient – and safer.”
He believes the Longcliffe Quarries wet processing plant will generate significant interest from across the industry.
“Projects like this are the future. It makes sense to do these kinds of things, and I think the industry will view this with real interest, particularly when you look at the big picture
Some of Longcliffe Quarries’ product being processed by the company’s cutting-edge CDE wet processing plant
Longcliffe Quarries’ 220 tonnes per hour state-of-the-art CDE wet processing plant represents the single largest investment the company has ever made
Viv Russell (left), Longcliffe Quarries managing director, pictured with David Kinloch (right), CDE’s regional manager in the UK and Ireland
of the issues we’re facing as a society.”
The integration of technology and IT in the plant, Russell says, has impressed the team at Longcliffe Quarries.
“Due to the IT related to the plant, if we’ve got an unforeseen problem then CDE often knows about it before we do. That gives us the confidence and reassurance that we are working for the right team.”
It features CDE CORE, a suite of smart technology tools that offers plant operators greater control over their plant and access to real-time data on how their plant is operating to maximise plant uptime and throughput.
“We want the plant to be running and producing products and so too does CDE. This exemplifies the partnership and shared ethos of both companies.”
Kinloch concludes: “The plant, a fully optimised turnkey solution, will provide Longcliffe with the capacity to utilise available resources to their fullest potential by extracting maximum value from previously disregarded by-product material due to its high clay content. This will facilitate the company’s growth and further strengthen our shared purpose for a sustainable future.”
Luck Stone is the largest privately held, family-owned and -operated producer of crushed stone, sand and gravel in the United States. Its 28 sites across Virginia, Maryland, Georgia and the Carolinas provide consistent, quality aggregate materials that serve as the foundation of roads, bridges and buildings.
At each new site Luck Stone develops, the firm extends its core operating principles of economic development, environmentally sound practices and values-based leadership. The company is committed to being a good neighbour and providing a positive impact on the communities in which it operates.
In 2002, Luck Stone purchased its Bull Run Plant in Chantilly, Virginia., to serve the growing Northern Virginia market. Started in the 1950s, the quarry was a low-volume, eight to 10-conveyor operation when Luck Stone began expansion efforts to meet the market demands. It moved a road to access more reserves and grew the site to approximately 70 conveyors that transport trap rock from the quarry through the crushing and wet processing plants to the stockpiles.
The expansion efforts also included upgrading their asphalt sand processing plant to increase production.
“The main driver for the expansion of the sand plant here was just the demand in the market for sand products that needed to be clean,” said Craig Wiant, assistant plant manager at the Bull Run site. “At those volumes, we can’t afford to make a pile and let it decant before we sell it, so we really needed to be able to make it on the fly, ready to ship.”
The Bull Run Plant has a lot of stock turnover, so its sand needs to be ready to ship. The company wanted a solution that would put the product on the ground as dry as possible.
“It’s really critical to us to have a lot of
sand-making capacity but also to have a lot of sand on the ground that’s ready to sell,” shared Wiant.
As part of the expansion of its sand plant, Luck Stone replaced a much smaller sand screw with two McLanahan twin 44” x 33’ fine material screw washers to more effectively remove fines from its asphalt sand.
Luck Stone also wanted to include dewatering capabilities in its new wash plant, something it didn’t have in the old plant. Dewatering screens have been proven to produce final products that are at least 10% drier than fine material screw washers. When the two are used together, they provide a greater level of dewatering. Luck Stone followed each fine material screw washer with a McLanahan VD18 dewatering screen for additional moisture removal before stockpiling.
“The screw classifiers clean the material so it’s within our customer specs and above,” Wiant said. “Then, the addition of the dewatering screens allows us to produce the product at a moisture content that’s ready to ship.”
To keep valuable solids in closed circuit, the screen throughs collect in low-profile sumps underneath the dewatering screens and are pumped back to the screw feed via McLanahan slurry pumps.
The McLanahan fine material screw washers and dewatering screens help Luck Stone produce a clean, drip-free asphalt sand for its customers.
“Our customers really want to see the percent passing the 200 mesh at a two or less, especially for asphalt mixes,” said Wiant. “We can typically put it in the pile at about 1.5% passing the 200.”
Not only does the McLanahan equipment help Luck Stone meet the strict specifications required of its final product, it also allows it to produce a drier sand. The moisture content of the sand coming off the dewatering screen is as low as 7%.
“Depending on weather and setup, we usually see somewhere between 7 and 9% moisture coming off,” explained Wiant. “It allows us to sell our material much quicker, so it doesn’t have to sit in the pile and decant. It’s pretty much ready for sale as it comes off the stacker.”
Wiant said they’ve been really happy with the McLanahan systems at the Bull Run Plant.
“The McLanahan screws and dewatering screens have been incredibly reliable,” Wiant said, “so our quality has been great. They provide a really clean product, which is what our customers demand, and they’ve been reliable since we put them in.”
With the increase in infrastructure projects in Northern Virginia, the McLanahan fine material screw washers and dewatering screens will continue to help Luck Stone meet the needs of its customers.
“Being able to provide a clean sand at low moisture to our customers allows them to build projects with the longevity to serve the surrounding community,” said Wiant. AB
As part of its sand plant expansion, Luck Stone installed two McLanahan twin fine material screw washers to more effectively remove fines from its asphalt sand
Not only is McLanahan helping Luck Stone meet its strict final product specification, its washing solution also allows the firm to produce drier sand
Mapping the way forward for use of recycled building waste
CD&E waste accounts for a large percentage of all waste produced across the European Union. With the use of the appropriate technology these resources can be recovered to a high specification and returned to the construction sector to boost the circular economy. Liam McLoughlin reports
It is estimated by European Union data body, Eurostat, that construction and demolition (C&D) waste accounted for 36% of the total waste produced in the EU-27 countries in 2018, while quarrying and mining was responsible for a further 26.3%.
According to figures from the Department for Environment, Food & Rural Affairs, the UK generated 221 million tonnes of total waste in 2016, with CD&E (construction, demolition and excavation) activities accounting for an eye-opening 62% of that total, compared with 12% from household waste.
These large CD&E waste resources can be recovered to a high specification and returned to the construction sector to further the circular economy, according to Eunan Kelly, head of construction and demolition waste recycling at Northern Ireland-based wet processing plant manufacturer CDE.
Kelly stresses the importance of the right technology, and the right processes to unlock the concrete potential in recycled materials such as sand & aggregates.
He adds that, when supported with the appropriate processing practices and technology, sand and stone resources recovered from CD&E activities are suitable for high-value construction and infrastructure projects.
“In the materials processing industry, we’re having to speak out in defence of recycled sand and aggregates and lobby for attitudinal change to encourage
greater acceptance and adoption of recycled materials,” says Kelly.
“We’re often told it’s not possible to produce structurally sound concrete from recycled sand and aggregates or it’s unfeasible to replicate the water-to-cement ratio with recycled products to produce a durable concrete.”
He adds: “These are arguments our industry is faced with regularly, and misconceptions that we at CDE move to challenge.”
Research is currently on-going to identify alternatives to sand and aggregates in concrete production. Some of the research centres around the use of woods, shredded-up vehicle components, and other unnatural concrete constituents. Kelly asserts that such research seemingly disregards the largest waste stream – from CD&E - and fails to recognise the fact that much of the material in this stream originates from the natural constituents of concrete, therefore lending itself perfectly to producing concrete.
“To combat depleting natural sand and aggregate resources we should better utilise the abundant incoming CD&E waste stream,” says Kelly.
Kelly says that, when it is being appraised, concrete produced from recycled sand and aggregates is unfairly pitted against higherstrength concrete produced using virgin aggregate, such as granite or basalt, and natural sand. He adds that not all granite or sandstone deposits display the same strength characteristics and therefore selective end-use logic is applied.
The same is true for sand and aggregates recovered from CD&E waste. Given the variability of rock geologies and other man-made aggregates, such as brick and bound concrete, Kelly says the same end-use logic must be applied.
He adds this should not undermine the potential of concrete produced from recycled materials. It is a case of identifying the strength of concrete that can be produced from recycled sand and aggregates and then pinpointing suitable applications for the product. “Current wet processing technologies deployed by CDE around the world can produce washed sand and aggregates that when used in the production of similar strength concrete are comparable in cement consumption,” says Kelly.
“Low-strength granite or gritstone would not be used to construct a multistorey building, but we can identify suitable concrete-strength applications for their use. Similarly, with CD&E material, we may never use it to construct that same multi-storey building, but there are still many applications for which it is suitable.”
Thompson Recycling, based in Scotland, is an example of a company using C&D waste to produce a wide range of products for the construction sector. With the support of CDE technology, the firm is able to replicate the grading of local virgin sand deposits to provide the local construction market with a viable and creditable alternative to natural resources.
Current concrete-strength specifications allow for recycled aggregates to be used in
Construction group Sheehan creates 20,000 building blocks a day from 100% recycled aggregates with help from CDE technology
the appropriate proportions to produce the required strength. Kelly says the majority of concrete produced is C40 strength or below. Approximately 75% of all concrete used globally is non-structural which he says begs the question, why are structuralgrade aggregates being used to produce non-structural concrete?
“Surely we would use the appropriate material provided it gives us the appropriate outcome,” he adds. “In so many cases, globally, CDE customers are producing competitive concrete for these non-structural – but still high-value – construction projects, with some applications successfully achieving beyond C45.”
Soaring urbanisation presents a global challenge to meet the demands of the construction industry, and Kelly says that recycled materials are an effective solution when supported by the most appropriate technologies and practices.
It is anticipated that, by 2050, over two-thirds of the world’s population (68%) will be living in urban settings, according to data from the United Nations, rising from around 55% of the population today.
Currently, an estimated 40-50 billion metric tonnes of primary aggregates – crushed rock, sand, and gravel – is extracted every year, and GAIN, the Global Aggregates Information Network, in its global outlook to 2030, estimates aggregates production will rise to 60 billion tonnes per year over the next decade to support growth in urban populations.
CDE customer Velde Pukk AS plays a significant role in meeting the material demands in Stavanger, Norway, in the face of a construction boom. Utilising high-quality recycled aggregates and its on-site concrete batching plant, Velde Pukk AS supplies the construction industry with a CE-certified concrete from 100% recycled sand and aggregates.
“The recycling sector will continue to grow and it will gradually become more competitive,” says Kelly. “CDE is working with its customers to stay ahead of that curve and to adopt efficient and sustainable technologies that are future-ready. Those customers who have integrated wet processing technology into their plant are reaping the commercial advantages of superior end products and are facilitating sustainable construction by recovering high-quality recycled materials.”
Robust debate is needed in the South African construction industry to map a way forward for the recycling of demolition material on the country’s construction sites, according to national surface mining industry association ASPASA.
The association says that little research or planning has been released to plot a way forward with recycling, and complexities exist that will need to be resolved before industrywide use of the practice becomes viable.
ASPASA director Nico Pienaar says it will need close cooperation between all parties concerned to be successful. This includes the civil engineering fraternity that will be required to compile standards for recycled aggregates, quarries which have the equipment required to crush and screen material, as well as the demolition industry and recycling experts who will need to apply certain processes to prevent contamination of the material.
“Recycling of building material for any other purpose than backfill is a complex business,” says Pienaar. “It requires complete separation of materials such as clay bricks, steel, glass, wood and other construction materials in order to guarantee the strength and durability of structures built with recycled constituents.”
Pienaar says that perhaps more significant is the correct grading of recycled materials that will change depending on the type of load and the construction site. It may even be necessary to have a new breed of specifiers
who are qualified in the assessment of structures to be demolished, and paths for the recycling and grading of material.
He adds that successful projects are already in operation in other parts of the world where incentives exist and legislation requires the use of a certain percentage of recycled materials.
However, without similar market requirements and incentives, the recycling of building rubble may prove to be too costly or specialised for the local market to grasp. South Africa has an abundance of suitable sands and aggregates and Pienaar says that price-driven market forces are likely to render recycled materials uncompetitive.
Even if a successful industry is launched, Pienaar states that the market in even the most advanced recycling countries is only about a 20% substitution and the construction industry will still need to be supported by a strong, healthy and profitable quarrying industry.
“New legislation around the use of recycled materials will need to be devised, as will permitting, and standards need to be introduced to ensure quality construction in future,” says Pienaar.
Pienaar is therefore encouraging other government, professional bodies, companies and individuals to make contact with ASPASA to begin setting up the process of establishing a forum to drive the way forward. “With space running out in the country’s landfills, the time to act is now,” he adds.
Ease of transport and high performance swung the purchase of a Rockster R900 impactor by Martin Meier Erdbau in Germany’s Upper Palatinate area.
Demolition business, earthworks and transport have been Meier’s specialties since the company’s founding in 1977. With 16 employees and a fleet of around 50 construction machines and trucks, the Bavarian company is extremely well positioned. Up until the purchase of the Rockster R900, recycling construction waste from bridges and buildings had been outsourced.
But the number of demolition projects has been increasing steadily over the years, and the disposal of construction waste has become more and more expensive. Martin Meier Erdbau bought the R900 mobile crusher so demolition material could be recycled anywhere and anytime.
Transport is also easy with the unit’s dimensions of 9.6m in length, 2.5m in width and 3.2m in height, and a weight of only 25.5 tonnes. AB
Eunan Kelly (right), head of construction and demolition waste recycling at CDE, with Tommie Thuresson, plant manager for Swedish recycling and landfill specialist DA Mattsson
Martin Meier Erdbau uses a Rockster R900 mobile crusher to recycle demolition waste
Making the right quarrying portable power trade-offs
Rodolfo Reimberg, vice-president marketing Portable Air at Atlas Copco, assesses quarry operators’ choices between investing in a mobile compressor powered by an electric motor or a diesel engine
In some quarrying and mining locations, site conditions dictate the use of either diesel or electric compressors because of their specific constraints. Where there is no electric power available, diesel becomes the only solution. Where the noise or emissions requirements are very high (e.g. in confined spaces), then electric compressors are mandatory.
All other cases require an assessment of the trade-offs related to the application. Factors to consider include trends in legislation, the total cost of ownership (TCO), safety, noise and emissions, the robustness of outdoor conditions and portability. Over the last few years, electric compressors have developed to such an extent that their benefits tend to exceed those of diesel compressors in most cases.
This article explores the trade-offs between diesel and electric compressors and highlights the areas where electric compressors could help quarry operators unlock new benefits.
Any new diesel compressors must meet the current emissions standards. In Europe, this means Stage V, which came/will come into effect in 2019 and 2021 depending on the engine size. Stage V aims to reduce CO2 and NOx and requires exhaust after-treatment to comply.
But regulators raise emissions standards
continuously. Even though Stage V has only just come into force, Stage VI is already under discussion. New regulations are likely to push the costs of diesel compressors upwards as manufacturers develop new technologies to keep up with the changing standards.
Electric compressors have zero emissions. They consume energy and therefore, do contribute to the carbon footprint of a site. But their contribution is lower than that of a local diesel engine on site.
The total cost of ownership is the sum of all expenses associated with a piece of equipment from purchase until resale as a used item. It includes capital cost, energy utilisation and maintenance. Each of these is discussed separately below in a comparison between diesel and electric technology.
At this stage, the market for used diesel compressors is more established than for electric models. However, as the electric market grows, the resale values should reflect a similar trend to diesel models.
Diesel compressor costs are increasing due to improvements in technology required by rising emission standards. A diesel compressor costs about 25% more today than it did five years ago. The efficiency improvements can offset some of this cost compared to older models.
Electric compressors have fewer
variables contributing to their manufacturing cost. Developments in technology are performance-driven because they have zero emissions. For example, the Atlas Copco E-Air VSD range has a unique in-housedesigned permanent magnet motor for optimal performance and minimal dust ingress.
However, purchase price is not the primary consideration when it comes to choosing which technology to adopt. The purchase price of a new portable compressor accounts for less than one-third of the total cost of ownership. Other costs like energy consumption and maintenance play a significant role.
The primary operating cost of portable compressors is due to its energy consumption. Trade-offs between diesel and electric models depend on the difference between fuel costs and electricity costs, which is illustrated by the following calculation:
A diesel-driven compressor rated at 250 CFM (7 m³/min) consumes 13.2 litres of fuel per hour. Assuming an average fuel cost of €1 per litre, the diesel compressor has an operating cost of €13.2 per hour. On the other hand, an equivalent electric compressor connected to the grid consumes 38kWh of electricity. Taking an average European electricity cost of €0.25 / kWh, the electric
Atlas Copco’s E-Air 250 electric mobile compressor
compressor has an operating cost of €9.50 per hour.
The electric compressor solution seems cheaper than diesel, but costs vary from region to region. These calculations must be updated for local contexts.
Compressor efficiency has a direct impact on energy consumption and therefore operating cost. A more efficient compressor consumes less energy to produce the same amount of air.
Diesel air compressors use generalpurpose diesel engines. They lack the efficiency of a driver that matches the compressor characteristics for optimum performance. However, the bigger the diesel engine, the more efficiently it runs. Large diesel air compressors, therefore, have very high energy efficiencies.
Electrically driven compressors have motors specially designed for compressor service. The permanent magnet motor used in Atlas Copco’s e-Air range of compressors is the most efficient type of motor in the market. They prevent dust ingress and have an excellent performance across a wide operating range.
It is important to note that Tier 4 diesel engines represent the latest technology and the highest levels of efficiency. Older Tier 2 and Tier 3 models are not as efficient as newer Tier 4 engines. Therefore, electric compressors offer even more benefits over Tier 2 or 3 models compared to Tier 4 models.
Rodolfo
Reimberg, vice-president marketing Portable Air at Atlas Copco
“Electrically driven compressors offer substantial benefits over diesel compressors in terms of maintenance”
Electrically driven compressors offer substantial benefits over diesel compressors in terms of maintenance. Electric motors don’t have removable engine parts, so the only maintenance task is to regrease bearings. Costs of spares, labour hours for servicing and ease of maintenance tasks are all in favour of electric motors over diesel engines.
The simplicity of the electric solution over diesel also affects the service interval requirements. Diesel engines need servicing every 500 hours, although newer models could extend this interval up to 1,000 hours or two years. Electric motors can run for 1,500 or even up to 2,000 hours between services. Maintenance costs for a diesel compressor average at €1 per hour, although these costs are reducing with newer machines.
Electric air compressors have a 50% lower operating cost than diesel compressors based on energy use and maintenance savings.
One question that gets regularly asked is whether electric air compressors can withstand the harsh outdoor conditions found in quarry or mining applications. Diesel compressors have a long track record of service in these environments. They have hard-hat hoods, spillage-free frames and C3-certified bodywork. But electric compressors do not have as much history of outdoor use.
Electric compressors have the same protective features as portable diesel compressors. All components of the motor and compressor are subject to extreme endurance testing. The permanent magnet motor is designed for harsh operating conditions. Its potted windings and watercooled inverter keep dust away from sensitive components. Atlas Copco e-Air range of compressors are IP 66-rated and run in ambient temperatures up to 500C.
Diesel compressors have a proven history of operating in rugged outdoor conditions, and electric compressors are designed with these same conditions in mind. They are certified to meet the requirements just as diesel compressors do.
Electric motors eliminate some significant safety risks associated with diesel engines. They remove the need for storing large volumes of combustible fuel on site. Even with the best safety procedures and culture, the presence of diesel still constitutes a risk of fire. This risk is not only associated with storage; it applies to the transport of diesel to the quarry and then the compressor location on-site.
Diesel engines generate heat. Exposed engine parts, exhaust pipes and silencers can cause injuries to workers. Best practices and safety awareness can minimise injuries as far as possible - but the nature of a diesel engine means that these risks remain.
Electric motors eliminate fuel and its associated risks. They do not generate as much heat as diesel engines, making the site safer for workers.
Electric air compressors are superior to diesel models in terms of noise. Tier 4 diesel engines meet the latest environmental regulations, but this still does not bring them close to the levels of electric motors. Electric air compressors have noise levels as low as 62 dB, which is equivalent to a normal conversation. Their lack of noise makes them suitable for sensitive areas like enclosed areas or near to public spaces.
Stage V compliance ensures that modern diesel compressors have impressive emissions performance. However, electric compressors have zero emissions. Electrical energy from the grid still results in a contribution to the carbon footprint of the project. However, that footprint remains below the emissions of a diesel-driven compressor on site.
One of the primary considerations in terms of portability is the ability to tow a compressor without special licences. The cut-off weight limit for standard licences is 750kg in Europe. Diesel compressors meeting these requirements can deliver up to 5m³/ min FAD, but electric compressors can reach up to 7 m3/min. This means that you can service a greater range of applications using an electric compressor without the need for special towing licences.
Diesel compressors have the advantage of being more quickly manoeuvrable on site because they have no electric cables. However, electric models tend to be lighter and smaller for the same air capacity making them easy to move around.
Choosing between electric and diesel portable air compressors requires some consideration of the pros and cons of each. Factors like TCO play a significant role in the final decision, but safety, noise and emissions are also important.
Advances in diesel engine technology have led to significant gains in efficiency and emissions. Most of these advances are driven by changes in legislation like the Stage V emission requirements introduced in Europe in 2019 and 2020. Regulations will continue to change, and diesel technology will continue to improve. However, electric compressors already comply with future legislation due to their zero emissions.
Some applications only allow for one type of compressor. For example, remote quarries, without access to electricity, can only be serviced by diesel-driven compressors. On the other hand, only electric compressors can service low-noise and emission environments.
However, where there is a choice of compressor technology, the advantages of electric compressors tend to outweigh those of their diesel counterparts. AB
High-performing off-highway engines for today and tomorrow
While off-highway machine engine technology is evolving, leading manufacturers are finding their current state-of-the-art engine range in high demand among quarry fleet operators. Guy Woodford reports
Due to the economic challenges of alternative solutions, quarrying and construction equipment will continue to rely on diesel for some time yet. Today, only diesel power can match intense duty cycles with a combination of energy efficiency, work capability, flexibility, reliability, durability and economical operation.
With a continued emphasis on diesel power throughout the sector, Cummins has pushed the evolution of diesel technology with its ultra-clean Stage V engines –Performance Series. This range delivers on average 10% more power and 20% more torque across the 75-321kW range when compared to Stage IV predecessors. These engines are smaller, lighter and simpler than ever before, emitting near-zero NOx and particulate matter (PM) emissions levels using innovative after-treatment technology.
The latest four-cylinder B4.5 Performance Series engine powers Hydrema’s innovative 912G articulated dump truck. The high power-to-weight ratio of the B4.5 enables the truck to operate on steep gradients and in challenging conditions, with its compact configuration allowing ease of access when being serviced.
Hyundai’s new 20-tonne excavator is also powered by the B4.5 Performance Series. The HX210A delivers more than 10 per cent higher power and nearly 20% more torque compared to previous machines, all while using less fuel.
The popular B6.7 Performance Series engine is used in key installations for the quarrying industry such as excavators and wheeled loaders. Producing over 30% more torque than its predecessor and 5% more power, the B6.7 has enabled OEMs (original equipment manufacturers) to replace engines of higher displacement, reducing costs with no impact on productivity.
Wheeled loaders from JCB and Hyundai are some of the many machines that use the
B6.7 engine across the sector. For example, the Cummins-powered JCB 456 has increased power compared to the previous model and is also more efficient. For Hyundai, the B6.7powered HL955A has higher torque at low rpm for improved productivity, with lower fuel consumption and servicing costs.
Building on the strength of the performance series, Cummins has looked to increase further the capability of its engines with power unit packaging and the addition of new rear-engine power take-offs (REPTO). Cummins’ power units are available from 75 – 503kW and come as a single, complete and ready-made package. This comprises an engine, exhaust after-treatment system, radiator and cooling system, plus auxiliaries such as mounting feet, hoses and an air cleaner. More than 60% of the content is pre-approved, making the machine integration process simpler and quicker.
The dual REPTO technology is currently available with B6.7 and L9 engines (pictured above) and power units, and complements their standard PTO capability used for items such as hydraulic pumps. Fitted with the dual REPTO, the L9 will have a total drive capability of 560Nm, making the engine capable of driving additional pumping capability. Integrated into the flywheel housing, the system is compact and has a minimal impact on engine packaging. The added weight is approximately 100kg.
Equipment manufacturers will be able to efficiently drive more from the engine without the need for additional add-on systems. Powering hydraulic pumps for machine functions such as steering systems to fans reduces installation costs and complexity, for a more integrated solution.
An Anaconda J12 jaw crusher using a Cummins L9 Performance Series engine with dual REPTO
An example of this can be found in the Anaconda J12 Jaw crusher, using a Cummins L9 Performance Series engine with dual REPTO. It is a reliable and economical solution, capable of working in the harshest crushing conditions.
Whilst diesel remains a firm focus, Cummins continues to invest in alternative power solutions such as hybrid, fully electric and hydrogen fuel cells. The aim is to develop the expertise to provide the most appropriate power source for the customers’ needs.
Cummins engines are capable of running in a range of hybrid configurations; mild, parallel and series. The right solution depends on the machine type and its duty cycle. All configurations will drive reductions in running costs and emissions. For widespread adoption, the savings made need to cover the additional cost of the chosen hybrid technology.
For full electric requirements, Cummins has acquired technology companies Brammo, JMBS and EDI. This has led to industrial projects with OEMs such as Hyundai and XCMG. Working collaboratively, Cummins has developed power for 3.5-tonne electric excavators using eight Cummins battery modules connected in a series configuration producing total energy of 35kWh.
Recently, Cummins has invested in hydrogen fuel-cell technology with Hydrogenics, Loop energy and NPROXX. This is to grow the company’s capabilities in fuel-cell and hydrogen production, storage and transport. The fuel-cell technology is currently being tested in trucks and rail applications and will likely be brought into off-highway use once it is sustainable and cost-effective.
The growth in potential power solutions means that digital technologies become an important tool to manage fleets of equipment on construction sites. Cummins has developed connected solutions to support its latest and future generations of power. From
remote equipment diagnostics, calibrations to power generation and electrified charging support, Cummins connected technologies enable real-time digital applications to keep customers operating at peak performance with less downtime and more streamlined services.
On a fitted power unit, Cummins Connected Diagnostics provides fault alert notifications, including issue descriptions and service recommendations, as well as live monitoring through an accessible web portal, mobile app and via email alerts. Any issues which arise can be managed in the most efficient manner to maximise machine availability and minimise unplanned costs for the site manager.
Cummins can also now use Connected Software Updates to offer over-the-air programming, ensuring the longevity and flexibility of engines anywhere in the world in real time. This software enables remote engine control module calibrations to be
TM420 telescopic wheeled loader which is designed for concrete batching plants in the aggregates sector - its range of OEM Mobile- and IPU-variant engines are also well suited to a number of quarrying applications. Existing JCB OEM customers already supply the quarrying market with products such as dewatering pumps, drill rigs and crushing and screening equipment – all powered by JCB Power Systems engines.
The IPU versions are perfect for quarrying applications due to the high-power density of the engines, with their robust design withstanding the environmental factors that are seen in these applications – such as dust and vibration. JCB Power Systems can also offer tailored, complete installation solutions, reducing the engineering demand on OEMs. These include fully mounted and integrated after-treatment and wiring harnesses on the lower output models and completely assembled DEF (diesel exhaust fluid) tank modules for engines above 56kW.
A JCB Stage V 430 IPU-variant engine
Rubble Master’s latest RM 100GO! (pictured) and RM 120GO! units are powered by John Deere Tier 4 Final/Stage IV engines
encountered in this environment. JCB’s air filtration systems have integrated pre-cleaners to aid longer service intervals and are also scavenger-compatible, which can further minimise downtime.
Each unit is supported by a Europewide engine distribution network that specialises in engine sales and support, providing a further level of local support to OEMs and customers. JCB Power Systems can also offer an extra level of integration flexibility with the capability of additional components, engine assembly dress modifications and specialist installation design and testing.
The quarrying market is demanding ever more complex installations, operational flexibility and robust engineered solutions and JCB Power Systems works closely with its customers to develop a true partnership. This extends to a full powertrain solution, with ongoing support and goes beyond the typical component sales model. This offering is further bolstered by the JCB Drivetrain division and its range of axles and transmissions - completing a full OEM solution for mobile applications.
Recycling has clear value for the planet, but Rubble Master makes sure it creates value for businesses as well. The Austrian company specialises in impact crushers that turn mobile rubble recycling into a revenue-generating activity for companies of any size. And its latest RM 100GO! and RM 120GO! units, powered by John Deere Tier 4 Final/Stage IV engines, are literally ‘crushing it’ in a myriad of applications — and opening up new opportunities.
Rubble Master has used John Deere engines since 2005. “We’re pioneers in our field and aim to have a global impact; we see these same qualities in John Deere. John Deere has a good reputation and a highquality product that has proven reliable for us, even in tough applications, for over a decade,” says Gerald Hanisch, Rubble Master CEO.
Originally designing solutions for entrylevel crushing, Rubble Master has never stopped developing its product line. But it always combines simplicity and productivity with power and output, comments Heinz Jank, research and development manager. “Our mobile compact crushers offer great weight-to-size ratio and excellent throughput capacity. Yet they can be operated with the touch of a button, without in-depth technical knowledge. Combining reliability, productivity, and efficiency to keep operating costs very low is critical to creating value in the competitive recycling sector.”
The company’s drive for excellence has resulted in some industry surprises. “We demonstrated that a Rubble Master impact crusher can even process hard stone — usually the job of a jaw or cone crusher. And, in certain applications, a single Rubble Master crusher can do the work of two other crushers processing material,” explains Shaun Montgomery, sales manager.
“Customers are astounded by what the RM 100GO! can process, in materials as well as throughput,” Montgomery continues. The RM 100GO! has a throughput of up to 250 tonnes per hour, but weighs only 29 tonnes. This star of the Rubble Master range can crush mineral materials, including construction and demolition (C&D) waste, concrete, asphalt, glass, coal, natural rock, and even reinforced concrete for production of high-quality construction materials. The RM 100GO! is available with a John Deere PowerTech Plus Tier 3/ Stage III A or a 235kW PSS 9.0L Final Tier 4/ Stage IV engine, depending on the customer’s location and application.
Offering outstanding performance, high output, and excellent final aggregate quality, the RM 120GO! has catapulted Rubble Master into a new league. “Customers asked for a bigger version of our crushers to compete with other heavier crushers,” says Montgomery. “But of course, we gave it our own spin, designing a unique machine from the first brushstroke to the final design.”
The flagship of the company, the RM 120GO! has an output of up to 350 tonnes per hour. As it weighs only 35 tonnes, it can still be transported on a flatbed trailer. Handling numerous applications, the RM 120GO! has even opened up a new market for Rubble Master: the mining sector.
The RM 120GO! features new solutions, including a release system that ensures an even more homogeneous final aggregate in regular operation and impact plates that enable the operator to switch between recycling and natural stone applications quickly. Customers can choose between a PowerTech Plus 9.0L Tier 3/Stage III A or 286kW PSS 9.0L Final Tier 4/Stage IV engine.
“Our reasons for using the John Deere engines are similar for both the RM 100GO! and RM 120GO!,” concludes Jank. “The dynamics of a crusher require a good engine response to maintain a constant speed at a highly fluctuating load. These engines deliver that.”
Rubble Master sees John Deere engine distributor Hamilton AG in Lauterach as a true, long-term partner. “They always provide us with detailed technical information on the engines and about the Final Tier 4/Stage IV powertrain technology. They show great flexibility in scheduling engine approvals and warranties. We are pleased to work with John Deere and Hamilton AG and are looking forward to a long, mutually beneficial relationship.”
Another Rubble Master innovation is the RM GO! SMART software tool that saves customers downtime and unnecessary costs. Integrating mobile devices such as smartphones and tablets in the infrastructure of Rubble Master impact crushers, the system enables remote maintenance regardless of network coverage. All required machine parameters are displayed, allowing customers to monitor machine performance and carry out troubleshooting routines easily.
Deutz, the German diesel engine maker for the off-highway machine industry, has officially brought a new assembly line on stream at its Cologne site.
On assembly line five, the production processes for Deutz’s successful 2.2, 2.9 and 3.6 engine series now benefit from a new set-up, making them more streamlined and increasing overall capacity. Diesel, gas, and bi-fuel engines will now be assembled in Cologne.
The new production line is located where the 2011 model series used to be made before those operations were moved to Ulm. It has been designed to optimise the flow of materials. Fully automated guided vehicle systems, for example, are used to transport materials directly to the material staging areas at the assembly line. The materials for the workstations are then pre-assembled and moved to the appropriate stations.
LEFT: Dr Frank Hiller, Deutz CEO, speaking at the official bringing on-stream of Deutz’s assembly line five at the firm’s site in Cologne,
The new final assembly line also helps to minimise process risks. A high production rate is achieved thanks to a flowing system, enabling work to take place at more than 70 assembly stations where the pre-assembled components and modules are put together. Another priority for the assembly was an end-to-end quality concept, which includes the monitoring of all threaded connection processes, the use of cameras to document critical assembly steps, and support from collaborative robots for individual processes.
The engines are subsequently checked using a cold test that is integrated into the value stream. The introduction of cold testing for engines with a capacity of fewer than four litres brings lasting reductions in busy machine time and fuel consumption at the plant.
Virtual simulation of the processes and movements enabled the production processes to be optimised for employees too, taking particular account of ergonomics and health & safety aspects.
“We are delighted to have brought on stream our new ultra-modern assembly line at our Cologne site. The process-driven design of the line will enable us to use our internal resources even more efficiently and therefore to considerably increase our performance,” says Deutz CEO, Dr Frank Hiller.
Swedish off-highway machine engine giant Volvo Penta is highlighting how quarry fleet operators’ engine choices, and how they are used, have a big impact on machine uptime. As such, the manufacturer is suggesting five ways to maximise engine productivity and efficiency.
1. Finding the right size
When it comes to industrial engines, the right size very much depends on the application you’re working in. An engine that’s too small will result in average loads that are too high, and you’ll struggle to perform the equipment’s intended tasks. This will lead to increased wear on the engine and its components. However, if it’s too big, the equipment won’t run efficiently. That’s
why it’s crucial to work with your engine manufacturer to find the right size for your application and usage to maximise uptime. At Volvo Penta, we work with our customers to
perform simulations on factors such as speed and torque trace, and calculate an accurate description of how the engine should be sized for its workload.
2. The engine after-treatment system can make all the difference
Stage V emission legislation requires off-road engines up to 560 kW to have a diesel particulate filter (DPF) which captures and stores soot. Active regeneration – the process of burning off this soot – can cause significant downtime as it requires the engine to stop. This can be minimised by choosing the right diesel engine and exhaust after-treatment system (EATS) concept to suit your specific needs.
The intervals between regenerations can vary greatly between engine manufacturers and their EATS concepts. At Volvo Penta, we have a “Regeneration Zero” vision, which means that we’ve minimised the need for active regeneration as much as possible by maximising the use of passive regeneration. Here, the soot accumulated in the DPF is burned off during normal machine operation, without the need for frequent active standstill
regener togethe cu and pro
regeneration. Through an optimised engine and EATS that work seamlessly together, we’ve increased uptime to keep customers’ machines operational and profitable.
3. Get th need it If somethin aftermarket dow that providers wh at hand and c vital.
3. Get the right support when you
If something goes wrong, getting aftermarket support quickly is crucial to reducing downtime. Choosing an engine supplier that works with competent service providers who have the right spare parts at hand and can reach you quickly is vital. Things to discuss with your engine manufacturer include dealership coverage areas, call-out service, product registration, service agreements and oil analysis.
manufacture areas, call-ou service agree
4. Training operators to ensure correct
4. o usage
Operating your engine with maximum efficiency is key for longevity and uptime. Pushing the engine too hard and operating at too high RPM (revolutions per minute) can result in increased wear on components and higher fuel consumption. That’s why it’s important to train operators, so they know the ideal RPM and engine loads for their application. This prevents downtime, and the cost savings will quickly repay the investment.
5. Using connectivity to improve uptime Connectivity can increase uptime. Engines and components can generate vast amounts of data that can be used to analyse performance and report active or predicted faults. The data transmitted will also help to identify inefficiencies and will allow technicians to assess and diagnose an engine fault before going out to service it. Connectivity is already showing huge potential for improving uptime and will continue to grow in the coming years as suppliers, OEMs, technicians and operators are exploring how data can be used to establish new ways of working. AB
The Volvo Penta Stage V engine and EATS work seamlessly together to deliver maximum uptime
A D13 Volvo Penta engine in an aggregates crusher
Lowering carbon emissions
Reducing carbon emissions from the energy-intensive cement and concrete production sectors will help stop climate change – Mike Woof, Guy Woodford & Liam McLoughlin report
Key moves are being made in the battle to reduce the effects of climate change. The cement and concrete production sector, which is highly energy-intensive, is seeing significant steps being made by some of the biggest players in the market.
CEMEX, Heidelberg Cement and LafargeHolcim have all announced developments that will help to lower CO2 emissions from this industry, which will assist in the battle to limit, and even halt, climate change. All three big industy players have pledged to become carbonneutral by 2050.
For its part, CEMEX says that it has invested over US$280 million since 2013 in technology to measure, control, and mitigate the gas and particle emissions in its operations.
Through this continuous investment, the company has introduced international standards consistent with the world’s strictest emissions regulations throughout its operations.
As a result, by the end of 2019, CEMEX achieved significant emissions reductions when measured against its 2005 baseline, the year when the company initiated its investments to improve its air quality. As of 31 December 2019, CEMEX has reduced dust emissions by approximately 90%, sulphur emissions (SOx) by almost 60%, and nitrogen oxides (NOx) by close to 50%.
The company has signed an agreement with Carbon Clean to develop an efficient carbon-capture solution by 2021.
UK-headquartered Carbon Clean provides low-cost modular carbon dioxide capture and separation technology, aimed at developing a carbon-capture solution for the cement industry that lies below the line of US$30/ tonne cost of CO2 captured.
The partners say the aim is to develop technology that allows for the economically viable capture of CO2 emissions in the cement industry on an industrial scale.
As part of the agreement, both companies will further develop and adapt Carbon Clean’s third-generation modularised carbon-capture
technology for the cement industry. Carbon Clean uses an integrated modular system that works using rotating packed beds (RPBs) to intensify the carbon-capture process. This technology could provide a significant reduction in both capital cost and equipment size compared to conventional capture technologies.
The technology will be tested for the first time in the cement industry at a CEMEX facility by deploying an industrial-scale pilot during the first quarter of 2021. The partners say the technology has the capacity to capture up to 100,000tonnes of CO2/year at a cost lower than US$30/tonne of CO2 captured.
Furthermore, CEMEX says that it expects its European operations to reach the target of a 35% reduction in carbon emissions from cementitious materials by the end of 2020, a decade ahead of CEMEX’s 2030 global commitment outlined in its Climate Action strategy announced earlier in 2020. The company has launched its Vertua carbonneutral concrete in the UK and France, which
CEMEX is working on a project for cement production using solar energy
will be gradually available in other countries where CEMEX operates.
CEMEX and Synhelion meanwhile announced that they have developed a technology to decarbonise the cement manufacturing process based on solar energy. Synhelion, based in Switzerland, is a pioneer in sustainable solar fuels and process heat.
The radical approach is based on replacing the use of fossil fuels in cement plants with solar heat, and capturing 100% of the carbon emissions, to be used as feedstock for fuel production, enabling cement manufacturing to achieve a net-zero level. This is made possible by the unprecedented temperature levels of solar heat provided by Synhelion’s technology and its pioneering process to turn CO2 into synthetic drop-in fuels, such as kerosene, diesel, and gasoline.
This solution offers a comprehensive approach to decarbonising the cement industry. Following the research collaboration completed in spring 2020, CEMEX and Synhelion will phase in the implementation of the technology. A pilot installation will be incorporated into an existing CEMEX cement plant by the end of 2022 and extended to a fully solar-driven plant.
Meanwhile, HeidelbergCement has plans for the Brevik cement production facility in Norway through its Norecem subsidiary. Brevik is to implement an industrial-scale carbon-capture and storage (CCS) project.
Giv Brantenberg, general manager HeidelbergCement Northern Europe and chairman of the board of Norcem, said: “We have been developing this project since the first desktop studies in 2005 and have interacted well over many years with the Norwegian authorities and our supportive partners.”
“Europe is on track to become the first region to reach this net-zero ambition, building on its €148.51 million investment roadmap launched in 2019”
The Norwegian government shortlisted Brevik for an industrial-scale CO2-capture trial at the beginning of 2018. On 5 September 2019, a memorandum of understanding on the capture and storage (CCS) of CO2 was signed by HeidelbergCement and the state-owned Norwegian energy group Equinor. The Norwegian government is expected to provide the bulk of the project funding.
The company has joined the SBTi (Science
Based Targets initiative) “Business Ambition for 1.5°C,” and says it is signing the pledge with intermediate targets for 2030, validated by SBTi. It adds that this commitment builds on its green construction solutions, including ECOPact concrete and Susteno circular cement.
For its 2030 goals, LafargeHolcim is further lowering its target for CO2 intensity in cement to 475kg net CO2/tonne of cementitious material. Europe is on track to become the first region to reach this net-zero ambition, building on its €148.51 million investment roadmap launched in 2019.
LafargeHolcim is also partnering with SBTi to develop a roadmap for aligning climate targets to a 1.5°C future in the cement sector.
By 2030, LafargeHolcim says it will: accelerate the use of low-carbon and carbon-neutral products such as ECOPact and Susteno; Recycle 100million tons of waste and by-products for energy and raw materials; Scale up the use of calcined clay and develop novel cements with new binders; Double waste-derived fuels in production to reach 37%; Reach 475kg net CO2/tonne of cementitious material; Operate its first net-zero CO2 cement production facility.
In addition to its pledge to reduce scope 1 and scope 2 emissions, LafargeHolcim will expand its actions to include scope 3 emissions. The company says this will cut transportation and fuel-related emissions by 20%.
HeidelbergCement will use its Norcem Brevik cement plant in Norway to trial industrial-scale carbon-capture technologies
LafargeHolcim adds that it will increase the use of recycled materials in its products and processes while recovering materials at the end of their life cycle. In 2019, the company recycled 48 million tonnes of waste.
The company says it will develop and deploy advanced technologies, preparing the next step of its net-zero journey. This includes piloting over 20 Carbon-Capture Usage and Storage (CCUS) projects across Europe and North America.
In addition, the Canadian clean technology company CarbonCure has announced an investment co-led by Amazon and Breakthrough Energy Ventures (BEV) will be used to tackle the carbon footprint of concrete.
CarbonCure is to use the investment to accelerate its product roadmap and geographical expansion in a bid to remove 500 million tonnes of CO2/year from the concrete industry by 2030. The investment is expected to help Amazon, and other companies meet The Climate Pledge, a commitment to net-zero carbon by 2040.
Other companies involved in the investment include Microsoft, BDC Capital, 2150, Thistledown Capital, Taronga Ventures and GreenSoil Investments.
And Blue Planet has developed a carbon-
capture and utilisation system to permanently remove carbon dioxide that it says is economically viable and can be deployed at Gigaton (GT) scale. It adds that the financing round was comprised of “leaders in the war against climate change”.
In strength, performance and cost, Blue Planet claims that its CO2-sequestered aggregate is equivalent to that of standard quarried aggregates.
The startup says it will capture carbon dioxide emissions from bioenergy, natural gas and coal-fired power plants, steel mills, cement plants, and refineries, as well as directly from the atmosphere. The process converts captured CO2 to carbonate for mineralisation as a synthetic limestone (CaCO3). The synthetic limestone is claimed to be able to replace extracted limestone in concrete, permanently sequestering the captured CO2
Blue Planet says the rock market represents one of the largest potential sinks for CO2 at over 50 GT every year, making its solution to reducing global carbon levels scalable and economically viable.
The company’s proprietary process creates synthetic limestone sand and gravel that can be used to make carbon-neutral and carbonnegative concrete, with the same structural
integrity of conventional concrete. By offsetting the carbon footprint of the cement in concrete, Blue Planet says its aggregate compensates for the cement component’s carbon footprint, making the concrete a net-carbon storage sink.
The process also creates upcycled concrete aggregate as a by-product, reducing the need for further extraction processes.
Blue Planet says that most carbonreduction schemes are not permanent and instead allow the captured carbon dioxide to re-enter the atmosphere at some point. The production and distribution of synthetic aggregate for concrete are said to make the operations profitable, and the plants can be financed, owned and operated without subsidies.
Blue Planet’s first plant is being constructed in Pittsburg, California, adjacent to a natural gas-fired power plant and the Sacramento Delta, for barged-material transport of raw materials and finished goods. Blue Planet concrete has already been incorporated into Terminal 1 at San Francisco International Airport (SFO), which the company says establishes a model for costneutral public procurement of low-carbon building materials for carbon mitigation. AB
For its 2030 goals, LafargeHolcim is further lowering its target for CO₂ intensity in cement to 475kg net CO₂/tonne of cementitious material.
Pictured is a laboratory at the group’s R&D Centre in Lyon, France
WELL-TIMED PRODUCTION GAINS
Bogaevsky’s new state-of-the-art Metso plant
Rising Russian aggregates demand led a major national aggregates producer to invest in a state-of-the-art Metso plant, with impressive results.
Guy Woodford reports
One of Russia’s largest aggregates processing companies, Bogaevsky Karyer JSC (Bogaevsky) was founded in the Moscow region in 1997. At the heart of the business is its Oreshkinskoye-based deposit of sand and gravel used to produce aggregate building materials, including Class II crushed stone, gravel, and sand. The vast site allows Bogaevsky to produce around 5.5 million m³ of finished GOST-compliant products annually.
Increasing demand nationally for finished products such as Class I and II sand, washed 5-20mm and 20-40mm crushed stone, and 3-10mm washed gravel made Bogaevsky keen to improve the firm’s production volumes and efficiency, while simultaneously lowering product price while enhancing its quality. Company management turned to Metso and a strong partnership between Bogaevsky and the Finnish crushing and screening plant giant was born.
To increase the capacity of production plants while, at the same time, reducing the number of personnel, and loaders, shovels and other machines involved in daily operations, Bogaevsky management decided to agree to a Metso proposal to replace three crushing and screening
plants (DSF-1, DSF-2 and DSF-3) and one mobile washing and screening facility with a single advanced crushing and screening plant capable of processing high production volumes over the remaining 25 years of the Oreshkinskoye open pit’s working life.
Metso’s work, in close consultation with Bogaevsky management, on designing the new single plant began in 2017, and, in March 2019, the plant was put into operation.
The new plant consists of a C116 jaw crusher, two HP4 cone crushers, a VG540-3V scalper, five SF-2975 sand traps (sand washers), conveyors, and key support structures and chutes, all supplied by Metso. Bogaevsky sourced their own screens and a washing barrel to work with the new plant.
“It was critical for the customer to complete all construction and installation works during the winter period to be able to reach the design capacity in early spring 2019. It was possible to meet the tight deadline due to close cooperation between Metso installation supervision personnel and the customer’s team,” stresses Alexander Soldatov, Metso project manager.
Metso developed the new crushing and screening facility, including its cutting-edge conveyor system to transfer the material from one handling stage to another and the automatic process control system, and completed its construction, installation and
Some of Bogaevsky’s high-quality material being transported along Metso-supplied conveyors. The plant’s two HP4 cone crushers are also visible
pre-commissioning works within the agreed period.
Since it began processing material, Bogaevksy says its state-of-the-art plant has been demonstrating high performance and gaining recognition from its product consumers.
The Bogaevsky crushing and screening plant is fully automatic, which enables mitigation of the risks related to human factors and reducing downtime for maintenance. For example, Metso experts provided an automatic calibration feature for cone crushers, performed by the control circuit based on the extent of wear of cone crusher linings, which helps saving time for equipment maintenance and adjustment.
In order to ensure smooth and proper operation of the new equipment, a team of engineering and technical specialists was created at the Bogaevsky open pit and trained by Metso experts to efficiently operate the facility.
Maintenance of the plant equipment now requires only one hour per shift. Bogaevsky is also able to utilise the expertise of engineers from Metso’s Russia-based team. “It is critical that we fulfil our obligations and carefully maintain the equipment entrusted to us. This is why the efficiency of all our equipment is very high,” said Igor Gorbunov, general director of Bogaevsky Karyer JSC.
“Moreover, all the spare parts we use are supplied by Metso. It is like in that saying, ‘We are not rich enough to buy cheap materials.’ We understand that it is better to
pay more for an expensive spare part today and be sure that tomorrow it will operate properly and will not fail.”
The spare parts delivery to Bogaevsky’s Oreshkinskoye open pit from the Metso warehouse in St. Petersburg takes no more than eight hours.
By building the new crushing and screening plant, Bogaevsky managed to successfully achieve its two goals: improve productivity while increasing production efficiency. This resulted in a reduced equipment fleet and service manpower requirement.
“Let the numbers speak for themselves. The cost of production has become lower, the production volumes have tripled, and the capacity is now higher,” said Gorbunov. “We currently produce 5,500m³ of finished products per shift. Before the reorganisation, we used to handle 8,000m³ of sand and gravel mixture daily, today we handle about 11,500m³. The average volume of products we ship today is 25,000m³ per day.
“In the past, the crushed stone flakiness was 25–28, now it is 12-15; the crushing ratio didn’t exceed 65%, now it is 85–90%. We achieved the desired production capacity in just two months of operating the new [plant] process flow.”
Gorbunov concluded by saying that Bogaevsky’s crushing and screening plant built in partnership with the Metso team is a “tight-knit, unique and exciting” project brought to life through large-scale investments. AB
Bogaevsky says its spring 2019-installed Metso plant has been demonstrating high performance and gaining recognition from its product consumers
“The cost of production has become lower, the production volumes have tripled, and the capacity is now higher”
Igor Gorbunov
A haul truck prepares to feed Bogaevsky’s Metso plant
Renewed focus on the IQ Benevolent Fund
James Bessant-Davies’ music studies are being supported by the IQBF
The COVID-19 pandemic has caused significant disruption to the lives of Institute of Quarrying (IQ) members and their industry. After the government’s twice-extended Coronavirus Job Retention Scheme ends on 31 March 2021, the ongoing situation will potentially cause uncertainty for the industry and its members. This has led the IQ to remind its members about the potential support available from its near century-old Benevolent Fund. Guy Woodford reports
“
Iwas 14 when Shane, my father, died. One day he was there, the next taken away by a sudden heart attack. He was 43. The overwhelming feelings of trauma, anger and pain are indescribable.”
James Bessant-Davies remembers his beloved dad, a former quarry manager and “fervent” IQ member and supporter while taking a break from his final year A-Level studies in Crickhowell, a small town in the Brecon Beacons, Wales.
“Shane started his career within Aggregate Industries when he was 27, as a mechanic in Cribarth Quarry, Mid-Wales. He
quickly progressed to workshop manager, and a few years later became quarry manager. Whenever I visited, I was always amazed by how much people respected my father. He genuinely cared about those working with him. Even whilst pressured into doing paperwork, he would never say no when asked to fix a machine or lend a hand. The quarry reached 3,000 days without a health and safety incident under his leadership and was awarded the British Standard.”
James highlights how Shane was a member of the Brecknock Wildlife Trust and promoted ecology and wildlife within the quarry and surrounding area. The community
benefited greatly from the Aggregates Levy fund, which Shane was key in accessing for local churches and town halls.
Despite fighting it, in 2014 Cribarth Quarry was mothballed. “Shane kept on as many people as possible to help with the restoration of the site and ensured the best possible redundancy packs for his men,” remembers James.
“Throughout this time, Shane was a fervent IQ member and supporter. Those values of respect and safety he held towards his men were reflected within the work of the Institute. Whilst it’s fair to say that he was not the most avid of readers, I have memories of
him reading this very magazine [Aggregates Business Europe].”
A highly talented pianist and clarinettist, James has received support from the Institute of Quarrying Benevolent Fund (IQBF) to enable him to pursue his dream of studying music at university, with hopes of then going on to become a classical musician.
“After Shane’s death we received a letter from the Institute of Quarrying’s Benevolent Fund, to give us their condolences, and to make us aware that support was available if needed,” recalls James. “In 2019, we were struggling to keep up the weekly cost of lessons and my mum, Anna, and I contacted the Fund to see if they were able to help. Almost immediately they stepped in, fully covering the cost of clarinet lessons. This made a tremendous difference to us - myself and my mother. The outgoings from weekly lessons form a considerable sum at the end of the month, and this was a large burden lifted.
“I was later told by my clarinet teacher that my instrument was limiting my abilities. Once again, we contacted the fund, and after some research, a professional Buffet Crampon clarinet was provided. Words really failed me when this arrived. We couldn’t possibly have afforded anything like it. Since receiving it, my love of playing and my skills have improved exponentially.”
James says that having access to both a professional instrument and the high-quality lessons that the IQ Benevolent Fund provided, has opened so many doors for him.
“I simply would not be the same player today without their support. I have gone on to play in concerts with the Herefordshire Youth Orchestra, the English Symphony Orchestra, and a memorable concert with the National Youth Orchestra in the Barbican Centre [London], directed by well-known conductor Gustavo Dudamel. I have also played as a solo performer in several events, which have been instrumental in raising my confidence. I am currently in the process of auditioning for a bursary within the Music Corps of the Army, wherein they pay for your degree and guarantee a job at its completion. Once again, I would not have been at a standard eligible to apply for this if it were not for the support that I received.
“I owe so much to the Institute of Quarrying’s Benevolent Fund. Their charitable support has not only helped me but so many other families who have lost loved ones. I commend and thank them from the bottom of my heart.”
Established in 1925, after an eight-year campaign led by the Association of Quarry Managers in Caernarfon, North Wales, the IQBF has helped many members and families over the years facing financial uncertainties because of long-term illness, disability or death.
From financial support and advice to a regular phone call or email exchange to help with isolation, Wanda Zablocki, the IQBF welfare officer, is on hand to help.
“No one could have predicted the chaos caused by the Coronavirus. While the
“There was one gentleman I spoke to three months ago who told me I was the first person he’d spoken to since the Coronavirus lockdown”
Wanda Zablocki, the IQBF welfare officer
government’s recently extended furlough [Coronavirus Job Retention] scheme has supported many workers over the last few months, we’d like to remind IQ members that the Benevolent Fund is here to help them and their families through the most challenging times in their lives.
“We are currently helping a few individuals financially, including James, and recently made a one-off payment to an IQ member related to his circumstances during the COVID-19 pandemic. We would like to help more in genuine need.
“We recently sent out a poster promoting the IQ Benevolent Fund to our bigger membership companies, and also sent out emails to individual members containing a pdf of the poster that they can print out and potentially put in their communal work areas. We want to be in touch with HR departments so that IQ members know they can access us if they are made redundant and need further support.”
Wanda said the IQ, which has 3,500 current members, also recently sent out a letter to former and retired IQ members and their families which encouraged them to get in touch if they needed support.
“I’ve now got just over 30 people that I offer ongoing non-financial support to. There was one gentleman I spoke to three months ago who told me I was the first person he’d spoken to since the Coronavirus lockdown. In the letter to families offering support, one of things we mentioned was providing a regular phone call throughout lockdown to help reduce the feelings of isolation. We had a phone call from the son of an elderly retired member to ask if we could call his father on
“Their charitable support has not only helped me but so many other families who have lost loved ones”
James Bessant-Davies says his IQBF-funded professional Buffet Crampon clarinet is enabling him to fully develop his music talent
a regular basis as he lives alone and is quite isolated. I now call him regularly to see how he is and have a chat. His son said it was a lovely thing to offer and says he’s sure it helps with his father’s mental wellbeing.
“The more I’m getting to know people, the more they feel able to tell me about situations they are struggling with. It allows me to be of more assistance to them. I think part of the issue is people’s perception of what the Fund is all about, not just in terms of general support, but who can access it. People assume that it’s only there for people who have significant ill health and can’t work
or, perhaps, don’t have a big enough work pension, or need end-of-life care. But what we offer is so much wider than that.”
Wanda explains what happens when an IQ member or someone from an IQ member’s family contacts her to enquire about the IQBF.
“If someone is interested in applying to the Fund, I would have an initial conversation to find out what their circumstances are and what help they require. If they potentially meet our critieria, I would send out the application form which asks for a detailed financial statement along with evidence from bank statements and other documents. This
REAL TIME EFFICIENCY. TECHNOLOGY WITHOUT LIMITS.
is then reviewed and if the financial criteria is met, the application will be circulated to our Board of Trustees for a decision to be made. It’s very open in terms of there aren’t set things we will fund, or how long people have to be IQ members for.”
Speaking to me in early October, Wanda says she is preparing to respond to more IQBF enquiries when the twice-extended Government Job Retention Scheme ends on 31 March 2021. “I do think things will change when the financial cushion ends, and companies make decisions and let employees know about their intentions.
Doosan is at the forefront of advanced evolving technologies to develop innovative solutions for you.
Beyond the excellent efficiency of an individual machine, Doosan can provide a package of technologies to improve jobsite efficiency. Our drone technology data is changing the earthmoving game with highly accurate workload estimations, fleet build planning and real-time monitoring of work progress to maximise overall productivity.
For more information on our new technologies please visit: eu.doosanequipment.com
“The IQBF is being publicised much more now including on social media and in industry-related publications. We are making sure that IQ members understand that the IQBF is an important membership benefit. IQ membership is there to support individuals throughout their career and IQBF is there to support them through life.”
Wanda says that ACO (the Association of Charitable Organisations), which represents lots of national and local benevolent funds for different occupations, has also been an “amazing source of support” to the IQBF, including helping with information, guidance, policies and training. Speaking about the IQBF, IQ chief executive officer James Thorne said: “Anyone contacting the IQBF can be assured that their situation will be treated with discretion and care, and each case that comes forward is treated individually by an independent board of trustees.” AB
• Enquiries about the IQBF should be directed to Wanda Zablocki, IQBF welfare officer. Email iqbf@quarrying.org or telephone 0115 855 6500.
A poster promoting the IQ Benevolent Fund was recently sent to bigger IQ member companies. Emails were also sent to individual members containing a pdf of the poster that they can print out and potentially put in their communal work areas
Kleemann launches mobile stacker range
German quarrying plant maker Kleemann has launched its firstever mobile stacker range.
The new MOBIBELT stackers are available in three sizes. MOBIBELT MBT 20 has a crawler chassis and a belt length of 20 metres. With the MBT 24, Kleemann also offers a further mobile stacker with a crawler chassis and a 24-metre belt length. With a conveyor belt length of 15 metres, the MBW 15 is the smallest in the Wirtgen Group brand’s portfolio and can be moved with a tractor to any work site.
With the new MOBIBELT stackers, Kleemann says quarry and construction site operation logistics can now be organised flexibly and adapted to specific situations. The firm has highlighted three scenarios which are said to demonstrate an optimised logistics process using MOBIBELT stackers.
Application case 1: Operation with wheeled loaders and a mobile stacker
In this example, the material is
loaded by a wheeled loader and then cleared away by a mobile stacker. This constellation is often used in different natural stone applications with homogeneous feed material, but it is also suitable for the processing of demolished or cut asphalt. If work is carried out with a wheeled loader and mobile stacker, only one operator is required, and lorries do not need to be loaded directly after the crushing and screening process. This makes a very lean construction-site process possible.
Application case 2: Operation with an excavator and mobile stacker
In this concrete case, the material is loaded by a backhoe excavator and then cleared away by a mobile stacker. This process can achieve very high daily outputs in recycling and natural stone applications
because clearing of the stockpiles is not required.
Provided that no prescreened material has to be discharged and that no lorries are to be loaded directly downstream of the crushing and screening process, this is the most costeffective variant.
Application case 3: Operation with an excavator, wheeled loader and stacker
In the final application example, a backhoe excavator loads the
material, mobile stackers clear it, and a wheeled loader loads the processed product.
This is one of the most popular constellations in recycling and natural stone applications because, in comparison to the other variants, it makes the highest daily output possible. This process is recommended by Kleemann if lorries directly downstream of the crushing and screening process are to be loaded.
www.wirtgen-group.com
Rapid support for Stanton Bonna growth
Stanton Bonna, a leading U.K. manufacturer of precast concrete pipes, manholes and culverts for drainage as part of a comprehensive range of precast offsite solutions for the construction industry, has invested in a Rapid International concrete batching plant for its Derbyshire, England, site to help support its growth plans.
The company’s previous ‘WINGET’ Large Diameter (LDP) batching plant with WINGET pan mixers, was a tower-type plant erected in the 1950s. Due to its age and condition, the plant became inherently unreliable. Stanton Bonna faced breakdowns, high maintenance costs, difficulty sourcing spare parts, reduced mixing speeds, inconsistency and lower than desired capacities.
Without major refurbishment, Stanton Bonna recognised its old plant would continue to deteriorate and affect the production of the current product ranges it supplied. This, coupled with the company’s strategic
plan for growth, demanded the requirement for upgraded manufacturing methods.
Rapid International collaborated with Stanton Bonna to develop a totally bespoke tower batching plant system, which would meet the desired increase in efficiency and concrete-volume demand. The tower configuration
was essential, as according to Rob Fifer, Major Projects director –Stanton Bonna: “One of the key reasons for selecting the Rapid plant was its compact footprint.”
The new state-of-the-art plant, which includes two Rapid planetary mixers, produces around 80m³ of concrete per hour. Featuring an integral Rapid
Jetwash high-pressure (2000psi) mixer washout system, clean out is offered via auto-cleaning functionality.
Due to the plant’s six 60-tonne aggregate bins, the number of ground bunkers has been restricted, as minimal product is stored at grade with more lifted to a high level. This has virtually eliminated the need to use the loading shovel, increasing efficiency.
The new Rapid batching plant platforms allow for maximum access for maintenance and cleaning, on four levels: maintenance; mixer; weigh hopper; and aggregate rotary conveyor; access to all levels is by stairs.
To ensure maximum output of concrete in adverse weather conditions, Stanton Bonna opted for winterisation measures, including composite cladding, lined doors and the provision to inject hot air into the bottom of the aggregate storage bins. www.rapidinternational.com
The new Cat D9 dozer pushing dirt
The Kleemann MOBIBELT MBT 20
Stanton Bonna has chosen a bespoke Rapid concrete batching plant for its Derbyshire, England, site
New money-saving Cat D9 dozer
The new Cat D9 dozer replaces the D9T model and offers customisable configurations to meet application needs around the world.
Built on a legacy of longevity and proven reliability in the field, the new Cat D9 is said by the U.S. off-highway machine manufacturing giant to lower overall costs per unit of material moved by up to 3%. Efficiencies gained through a new torque converter with stator clutch are claimed to
reduce fuel consumption by as much as 5%. The new dozer is also said to reduce maintenance and repair costs by as much as 4%.
The new Cat dozer features the proven Cat C18 engine, which has a range of exhaust after-treatment solutions available, including configurations to meet U.S. EPA Tier 4 Final/E.U. Stage V regulations and configurations equivalent to U.S. EPA Tier 2 and Tier 3.
The D9 also features differential steering for a tight turning radius and the ability to maintain ground speed while turning—to keep productivity high. The suspended undercarriage delivers more track contact with the ground for less slippage and greater productivity.
tivity.
cations, including production dozing, site maintenance, fleet support and ripping.
The versatile D9 can be equipped with any of a wide range of blades and attach ments, enabling it to work efficiently in a variety of appli
GPN 837 offers record Tsurumi pumping power
Tsurumi has unveiled its new GPN 837 unit said to be ideal for pumping out heavy slurry water from quarry and other customer work sites.
Compared to the Japanese manufacturer’s most powerful submersible motor pump model to date, the GPN 622, Tsurumi has been able to almost double the water output, to 9,000 litres per minute.
Classified as a ‘heavy sand pump’, the GPN 837 is suited for use wherever considerable amounts of solid matter are involved, for example in gravel pits or where sand, sludge, slurry and preferably also Bentonite are involved.
As such, Tsurumi engineers have given the pump a solid
construction. At 150 litres per second, hard rocks up to 30mm in size can pass through the pump with ease. The agitator at the suction opening mixes mud and water so that it becomes more fluid.
The near one-metre-high pump, which has a dry weight of 815kg, is driven by a 37kW electric motor. The GPN 837 pumps vertically up to 24 metres. When submerged, it is pressure-resistant to a depth of 30 metres.
Like everything else in Tsurumi’s product range, the GPN 837 is available from stock in Düsseldorf, Germany, or Antwerp, Belgium, and shipped to the customer within 24 hours. The model can also be rented for temporary work. www.tsurumi.eu
e D9 can be s and attachg it to work of appli-
Companies engaged in quarry and aggregates, heavy construction, landfill, bulk materials handling, and forestry applications are said to have found the D9 dozer an indispensable tool for delivering the lowest owning and operating
to have found D9 dozer an tool for deliveri the lowest opera costs while maintaining high productivity. www.cat.com
Tsurumi’s new GPN 837 unit is the company’s most powerful submersible motor pump to date
umi’s most erful submersible or pump to date
The new Cat D9 dozer pushing dirt
Epiroc Office TeleREMOTE productivity
Epiroc’s new Office TeleREMOTE product is designed to address the need for increased safety, efficiency and productivity by controlling SmartROC DTH drill rigs, MK I (based on RCS 4 platform) from a remote location.
This smart product for quarry or open-pit mine operation enables the user to access and run multiple rigs from a control centre located inside an office. Users have the option to select the stand-alone TeleREMOTE solution or to update any existing BenchREMOTE to a TeleREMOTE by connecting it to a wireless local area network (WLAN).
“With Office TeleREMOTE, a single person can control multiple drills in a productive and efficient manner,” says Mayya Popova, product manager, Automation at Epiroc.
One of the biggest benefits of Office TeleREMOTE is said to be its ability to increase the number of productive hours in a day. It optimises time as it reduces operator transports and idle time due to shift changes. Remote drilling, together with AutoDrill and Auto-Rod Handling System features, are said by Epiroc to boost productivity as the drill rigs can work almost continuously without breaks.
The Office TeleREMOTE operator can run the rig without taking any risks thanks to multiple onboard systems. The operator uses the Hole Navigation System for accurate positioning, and a geofence function ensures that the rig stays within the predefined area. The remote rigs are also fitted with multiple
Epiroc SmartROC models currently compatible with Office TeleREMOTE work desk are: SmartROC D50 MKI, SmartROC D55 MKI, SmartROC D60 MKI and SmartROC D65 MKI
cameras, giving the Office TeleREMOTE operator a 360° view around the machine. Office TeleREMOTE consists of a suitable work desk with adjustable height, and ergonomically designed operator controls mounted on it.
The two controls and operator display are the same as in the drill rig cabin, so the operator will immediately feel familiar with
this setup. The product also includes a server rack with Epiroc Automation Common Machine Server (ACMS), a video system and a safety system capable of handling one remote drill rig, with an option to be extended up to nine drill rigs, in increments of one, if required www.epiroc.com
Aggregates Business travels the globe attending conferences, events and equipment shows, keeping you informed of the latest offerings. Come and join us for a chat at any of the events below.
JUNE 2021
22-24 Hillhead 2020
Hillhead Quarry, Buxton, Derbyshire, England
JULY 2021
07-10 EIG 2021 Exeter, UK
These dates were correct at the time of going to press, but please note that the COVID-19 pandemic means some events may be rescheduled with little advance notice
www.hitachicm.eu
Kleemann p15 www.kleemann.info
Looking for a long-term partner? Look no further.
Aggregates production is demanding on your crushers and screens. performance is not easy.
Metso Outotec has designed wear and spare parts that are built to last even under heavy duty applications. We have also upped our game with some of the highest crusher parts inventory levels in the business, for parts that are available when you need them most.
With an Equipment Protection Services (EPS) plan, you also gain extended warranties, inspections and remote monitoring with Metso Metrics Services for maximum performance. Today and into the future.