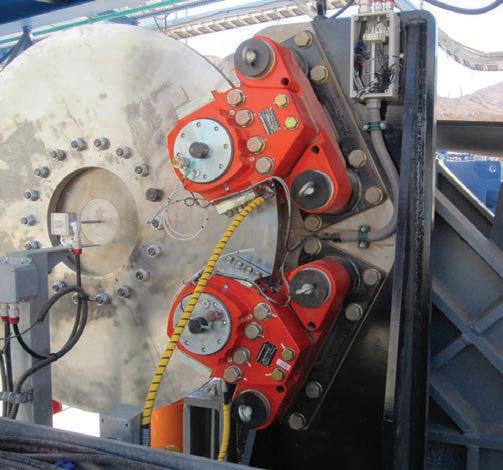
With an increase in tonnages and declining conveyors with several hundred metres of drop, the installation of intelligent soft braking systems to address the starting and stopping requirements under various load conditions is an imperative.
Svendborg Brakes’ unique SOBO® soft braking control provides a range of safety and durability benefits in harsh mining applications. Decelerating and stopping heavy conveyor loads is critical, and controlled braking is essential for a significant reduction of torque peaks, preventing belt and mechanical component damage.
6 Industry news
24 The new way of working
26 Collaboration leads to best practice
28 Paper powered pallets
30 Modern upgrades and extensions
32 Quicksilver lining
34 Secondary belt cleaners for safer and easier maintenance
36 Stellar slaker
38 Scaling accuracy through customisation
40 Development down under
42 Dangerous dust defeated
52 Allies through acquisition
54 Scale up
56 Non-stop measurement
58 Roller reward
60 A load off farmer shoulders
62 Towards improved FIBC performance
64 Bulk material flow and associated problems
68 Simple stockyard solutions STACKERS AND RECLAIMERS
44 Driving stacker success
46 Partners in success
48 Linear makes innovation in real time
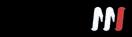
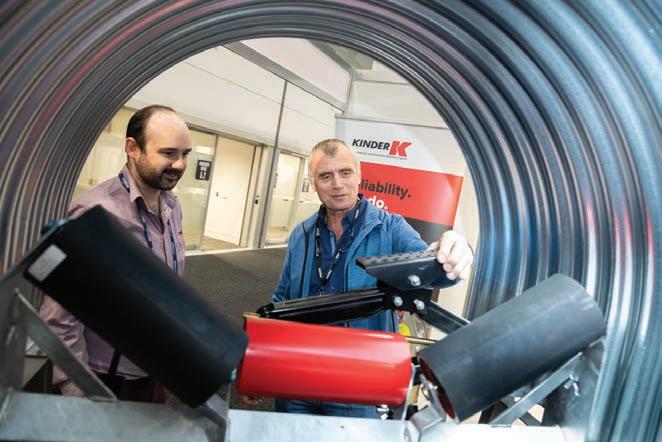
COVER STORY:THE NEW WAY OF WORKING
DHHI is growing its market share across Australia, delivering major balanced machine contracts for some of the country’s biggest mining companies. ABHR learns how the company plans to take advantage of its onshore and offshore capabilities.
For the full story, see page 22
Published by:
379 Docklands Drive
Docklands VIC 3008
T: 03 9690 8766
www.primecreativemedia.com.au
COO Christine Clancy
E: christine.clancy@primecreative.com.au
Editor William Arnott
E: william.arnott@primecreative.com.au
Journalist
Adam Daunt
E: adam.daunt@primecreative.com.au
Business Development Manager
Rob O’Bryan
E: rob.obryan@primecreative.com.au
Client Success Manager
Janine Clements
E: janine.clements@primecreative.com.au
Head of Design
Blake Storey
Design
Michelle Weston
Subscriptions
T: 03 9690 8766
E: subscriptions@primecreative.com.au
www.bulkhandlingreview.com
The Publisher reserves the right to alter or omit any article or advertisement submitted and requires indemnity from the advertisers and contributors against damages or liabilities that may arise from material published.
It’s been two years since the bulk handling industry met in Melbourne for the 2022 Australian Bulk Handling Expo.
A lot has happened since then, especially when it comes to emerging technologies like automation.
The Internet of Things was a hot topic at the previous event, and it is exciting to see how much the field has developed.
Australian Bulk Handling Review (ABHR) is proud to be the official media partner for the expo and will have a team of reporters at the show this year to report on the latest bulk handling breakthroughs.
Automation will be a particular highlight for the show, as it has become an important way of doing business in a post-COVID market.
The advantages of keeping workers away from dull, dirty, and dangerous roles in the industry helps keep them safe, and maximises productivity.
BULK2024 will also allow attendees and exhibitors to connect, network and share knowledge. Key decision-makers from a broad range of industries will have the opportunity to get an up close-up look at the latest in technology and innovations, whether they specialise in agricultural silos, shiploaders, or mining conveyors.
Additionally, the event will host the 2024 Australian Bulk Handling Awards, the only awards program that highlights the local bulk handling industry.
The show also features an industry conference, with some of the brightest minds in the industry exploring some of the common challenges facing the bulk handling sector.
BULK2024 will be held at the Melbourne Convention and Exhibition Centre from 18–19 September.
We look forward to seeing you there.
William Arnott Editor - ABHR
BHT lime slaker systems provide a high degree of control over the final particle size and ensure high performance, long life and reliable service in the harshest of operating environments.
All components are designed to allow easy access for cleaning and maintenance, with minimal operator involvement required between service intervals.
Enhance your lime slaking process
Engineered with decades of expertise BHT’s Tyre Driven Slaking Ball Mill range have been designed to deliver unmatched reliability and performance in lime slaking and similar wet grinding solutions.
At the heart of our ball mill is the powerful pulverizing action of steel balls against quicklime, producing a highly reactive slurry with exceptional particle fineness, even when working with lower-quality quicklime or challenging slaking water.
Our high-efficiency Vortex Feed Bowl ensures proper pre-wetting and introduction of quicklime and water into the mill without blockage, while the BHT impingement scrubber draws steam through the mill away from the dry feed.
When the Tyre Driven Slaking Ball Mill is combined with BHT’s ultra-low vibration bin activators, large-capacity bolted bulk storage silos, and advanced feeding and classification equipment, you get a comprehensive, reliable solution tailored to your business needs.
As a full-service engineering and manufacturing company, BHT custom designs and supplies all manner of lime slaking systems and can also assist with site audits and troubleshooting and, where practical, provide refurbishment and upgrade options.
Visit our website for more details
The BHT lime slaking mill range covers a dry feed capacity from 2 to 25 tonnes per hour (TPH), with diameters from 1 metre up to 2 metres.
BHT Tyre Driven Slaking Ball Mill
Elders debut new Melbourne facility
THE WORLD’S FIRST AUTOMATED wool handling facility has been officially opened in Melbourne as part of Elders’ new venture.
The 185-year-old company has opened its new wool-handling facility which provides an end-to-end service for wool growers. The new venture can accept bales of wool from around the country at receival centres before being processed at either a Melbourne or Perth hub.
The Melbourne hub, located in Ravenhall, is believed to be the world’s first automated wool handling facility. It uses automated, self-guided vehicles to move bales before the wool is processed on custom-built core lines.
Elders’ chief executive officer and managing director, Mark Allison, described the investment as an “absolute vote of confidence” in the industry’s future.
“We feel privileged to have a 185year history in Australian agriculture, but with this privilege comes a responsibility to continue our legacy by investing time and energy into rural industries and communities to ensure they continue to thrive,” he said.
“I have faith that the sheep industry will work through current challenges and look to new innovations as we have many times before, but priorities at a higher level must first shift to supporting our rural industries.
“We should be investing in improved services, and greater digital and physical infrastructure throughout rural and regional Australia so that agriculture can continue to make a meaningful contribution to our country’s economy.”
The new facility also includes a modern showroom, which allows
buyers and growers to connect and see their product being processed in real time from a viewing platform.
The Melbourne hub joins Elders’ Perth hub in expanding its wool services. Located in Rockingham, the Perth site has been operational since July 2023 and services wool growers throughout Western Australia with sales activities, storage and handling operations.
The Melbourne facility was launched at a special event attended by wool growers and industry figures from across the supply chain.
“Elders Wool is a major innovation in wool, and it is exciting to see Elders take this step and see the bigger picture,” owner of Banyangah Pastoral Co. Ian Shippen said.
“It provides a service, wholly managed by Elders, which allows us to get our wool to auction quickly.”
Image: Elders
Elders general manager agency, Dave Adamson, chief executive officer and managing director Mark Allison, executive general manager network, Tom Russo.
artin manufactures a broad variety of screen vibrators — electric, hydraulic and pneumatic — designed to efficiently sort bulk material by size. Our electric vibrators are the industry’s go-to direct replacement for Derrick® shaker screen motors. And all our vibrators come with an unsurpassed 3-Year Warranty.
Around the world, Martin Engineering delivers the cleanest, safest, most productive solutions to bulk material handling issues — now, for more than 80 years. Get shakin’ with Martin.
Electric Screen Vibrator
Hydraulic Vibrator
NetterVibration unveils new appointment
NETTERVIBRATION AUSTRALIA
has appointed Steve Johnson as its national sales manager, as part of an ongoing expansion in Australia.
NetterVibration Australia, a branch of the German vibrator manufacturer, was established in 2019 to sell directly to local customers.
The company has an office and a warehouse in Mandurah, south of Perth, and has undergone rapid growth since establishing itself in the market.
Johnson will be based in Victoria and will support NetterVibration clients on Australia’s east coast.
John Isherwood, managing director of NetterVibration Australia, said Johnson’s 12 years of experience will benefit the company’s clients.
“We produce more than 3000 different models of industrial vibrators, from small pneumatic units to help fill coffee sachets, to large excavator mounted hydraulic designs to compact concrete in dam wall. Electric vibrating motors are also supplied to help material flow from hoppers and chutes,” Isherwood said.
“Vibrating feeders and compaction tables are designed and made in Australia
Inland rail boosts jobs in regional communities
LOCAL BUSINESSES AND
workers from Beveridge to Parkes are reaping the benefits of specialised training and upskilling courses, according to new figures from Inland Rail.
Inland Rail is aiming to complete the Beveridge to Parkes sections of the project by 2027. The focus of the skills and training programs is to ensure local workers and businesses are ready to help Inland Rail successfully deliver that objective.
The project’s data found that, with construction progressing strongly in Victoria on the Beveridge to Albury (B2A) section and in New South Wales on the Stockinbingal to Parkes (S2P) section, a further $30 million has already been spent with local businesses in 2024, taking total spending with local businesses on the project to
Local workers have also been benefitting from Inland Rail construction, with a further 700 workers employed on the project this year, taking the total number of workers employed on Inland Rail to 5300, including 2600 local workers.
Since construction began in 2019, the Inland Rail Skills Academy has held
to suit clients’ specific needs, and Steve will be instrumental in developing this area of the market.”
84 workshops and over 160 mentoring sessions across Victoria, New South Wales, and Queensland – upskilling 620 local businesses to be able to be able to work on a major project, including accessing potential opportunities on delivering Inland Rail.
In addition, more than 420 workready individuals, including 260 First Nations people, have taken part in civil construction and rail industry courses since 2019, setting them up for work on Inland Rail or other major projects.
Stephen Jones, Inland Rail executive director program health, safety, environment and sustainability, said the project is bringing benefits to regional communities throughout construction, with local content key to its success.
“A major focus of Inland Rail has been to build skills in communities along the alignment, so local communities can participate and benefit from in this once-in-ageneration project and others in the future,” Jones said.
Image: NetterVibration Australia
Steve Johnson, NetterVibration Australia’s national sales manager.
Image:
Inland Rail
Inland Rail is helping local communities.
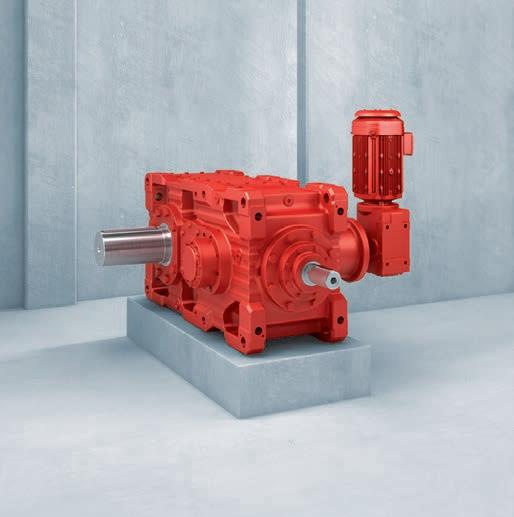
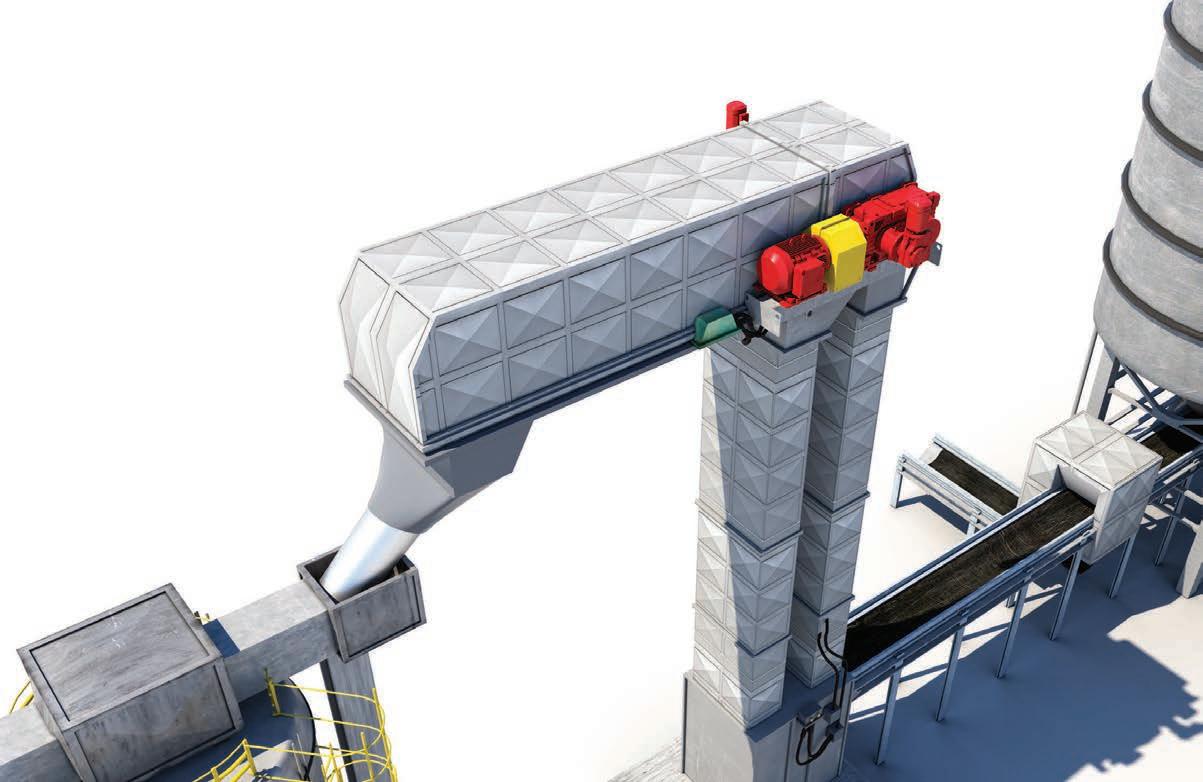
SEW-EURODRIVE Bucket Elevator Drives
Bucket elevators require high drive power depending on the bulk material and the conveyor height.
Our standardised drive solution ensures that you have the power you need.
Your benefits include:
• Accurate drive selection, thanks to a large and finely refined torque range
• Highest reliability for harsh operating conditions, proven in the field
• Flexibility with various, bucket elevator-typical additional equipment and options
• Directly mounted freewheeling Auxiliary Drive for maintenance
• Comprehensive supporting documentation and selection tools available
Flexicon notch major milestone
THE FLEXICON CORPORATION, a global manufacturer of bulk handling equipment and systems, is commemorating its 50th anniversary this year.
David R. Gill, chief executive officer of Flexicon, said the company was founded by his father to solve a simple conveying problem.
“Today, our company provides solutions for food, chemical, and a range of other industries with everything from stand-alone equipment to automated plant-wide systems that solve the most difficult bulk handling problems,” Gill said.
Founded by William S. Gill in 1974, the company began manufacturing flexible screw conveyors. Their simplicity, reliability and economy made them popular not only for basic conveying jobs, but also for demanding applications previously satisfied by more complicated and costly conveyors.
Flexicon advanced the application of these conveyors and was one
of the first to introduce 115mm, 150mm, and 200mm diameter screw/ tube combinations.
As the capabilities of its conveyors grew, so did the company’s expansion into pneumatic conveying systems and tubular cable conveyors, as well as upstream and downstream equipment including: bulk bag dischargers, bulk bag fillers, bulk bag conditioners, bag dump stations, drum/box/container dumpers and weigh batching systems.
The company now offers “QuickShip” delivery on popular models of flexible screw conveyors, bulk bag dischargers and bulk bag conditioners, boasts over 25,000 installations, and offers a lifetime performance guarantee on equipment and systems.
In addition to stand-alone units, the company began engineering and manufacturing automated material handling systems complete with sophisticated control packages produced in-house for multi-point bulk storage, processing, and packaging applications,
many of which involve difficult-tohandle materials, sanitary requirements, and explosive environments.
A separate project engineering division manages large-scale bulk handling projects across the chemical, mineral, food, dairy, and pharmaceutical industries worldwide.
To meet demand for its full line of bulk handling equipment, the company has expanded its US and overseas manufacturing operations 14 times, including doubling its headquarters in Bethlehem, Pennsylvania, in 2015.
Flexicon now holds 36 patents in 13 countries, operates manufacturing plants in the United States, UK, Australia, and South Africa, and maintains sales offices in France, Germany, Spain, Singapore, Indonesia and Malaysia.
“We are extraordinarily proud of our history and our people whose inventiveness, skill and dedication have propelled our non-stop growth over the last 50 years,” Gill said.
Flexicon chief executive officer David R. Gill.
Image:
Flexicon
Nord secures sustainability award
NORD DRIVESYSTEMS HAS WON
a silver sustainability certificate, following assessment by the rating agency EcoVadis. The drive specialist achieved 68 out of 100 points and had improved compared to previous years.
Jörg Niermann, head of marketing at Nord, said in the combined assessment, the company ranks among the top four per cent of the manufacturer group assessed by EcoVadis
“This positive development is also a result of our sustainability strategy,” Niermann said.
In the Environment category, Getriebebau NORD GmbH & Co. KG from Bargteheide reached the top one per cent. In the Sustainable procurement division, they ranked among the best 11 per cent of the assessed companies.
“Our aim is to harmonise economic efficiency and sustainability”, Niermann said.
“Based on our company policy, we act with integrity and responsibility for the environment – locally and globally.”
Since 2021, Nord has been reporting its sustainability activities according to the German Sustainability Code (DNK).
Nord is currently establishing a sustainability network within its 10 largest subsidiaries. From 2025, there will be an international sustainability report, which will contain the key figures of all subsidiaries. In the fields of quality and environment, the company works according to certified ISO management standards.
The company furthermore signed the UN Global Compact and
follows the Sustainable Development Goals of the United Nations.
Nord Drivesystems has been recognised for sustainability.
mage:
Nord Drivesystems
Agi delivers new Brazilian malting plant
AG GROWTH INTERNATIONAL
(AGI) has joined Cooperativa Agrária Agroindustrial (Agrária) and its cooperative partners to celebrate the commissioning of a new barley malting plant in Ponta Grossa, Brazil.
The Maltaria Campos Gerais (MCG) is a large-scale greenfield facility capable of producing 240,000 tons of brewer’s malt per year.
MCG is strategically located in an agricultural region known for grain production and conducive to the cultivation of barley. Malted barley is the main source for fermentable sugars used by yeasts in the traditional brewing of beer.
“AGI had the privilege of being onsite for the inauguration of this stateof-the-art malt production facility to
the industry and local community,” Paul Householder, president and chief executive officer of AGI, said.
“Our pride stems from AGI’s contribution in supplying the grain handling and storage system to this massive MCG plant. This facility plays a crucial socio-economic role within the region and broader value chain.”
According to Agrária and its cooperative partners, the facility investment will provide farm-tomarket benefits for the region by building demand for locally grown barley, expanding markets for malted barley, fostering local jobs, and leveraging the relationships forged with two of the biggest players in the national beer market.
AGI provided a turnkey solution with customised grain storage,
material handling and conveying equipment, including 52 chain conveyors, 19 bucket elevators, 14 AGI Hi Roller enclosed belt conveyors, 13 bulk flows, 26 screw conveyors, 18 square hopper bins, and two hopper bins including full engineering, installation and commissioning.
MCG is built to support the processing of 240,000 tons of brewing malt per year and the storage of 90,000 tons of barley and 80,000 tons of malt.
The project began with design and engineering in 2022, followed by two years of installation and assembly. The facility, which completed construction in March, was commissioned during a special event attended by the cooperative partners, suppliers, and federal, state, and local authorities.
The new barley malting plant in Ponta Grossa, Brazil.
Image:
Agrária
GLOBAL LEADERS IN CONVEYOR IDLER MANUFACTURING & SUPPLY
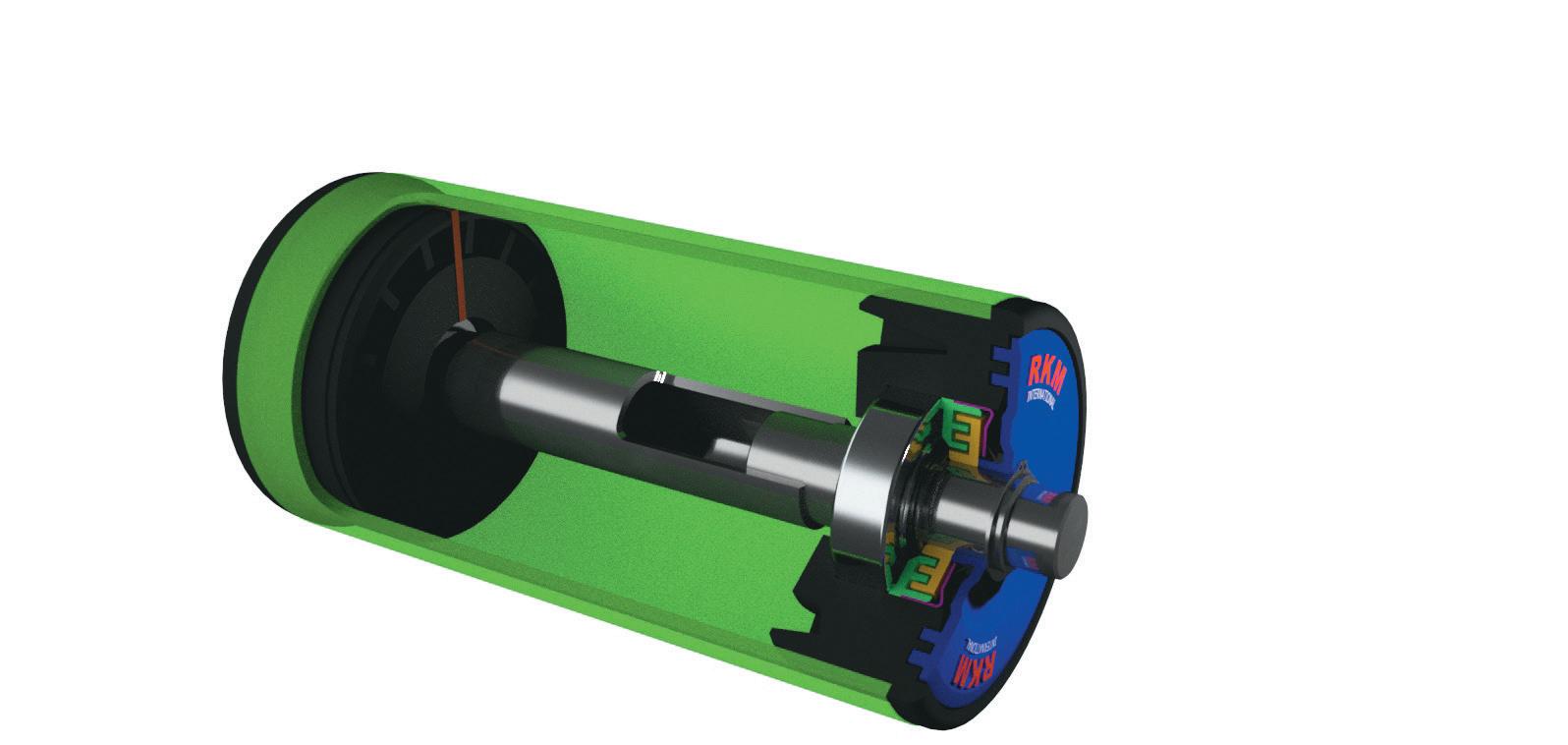
RKM Heavy Duty Lightweight Composite Roller
RKM IN CONJUNCTION WITH WAGNER’S THE LEADING AUSTRALIAN COMPOSITE
FIBRE TECHNOLOGIES COMPANY HAVE DEVELOPED A HEAVY-DUTY LIGHTWEIGHT COMPOSITE TUBE SUITABLE FOR HANDLING HEAVY LOADS.
By using a unique pull-winding process, high grade glass reinforcement and resin to bind the fibers together, it provides superior flexural strength and stiffness comparable to Steel.
This combination has been used in• Power Pole Cross arms • Boardwalks • Foot Bridges • Road Bridges • Pontoons • Jetties • Various Mine Structures • Piping, Casing & Tubing • Reinforcing (Rebar)
KEY FEATURES:
• Up to 50 % lighter than Steel
• Advanced wear properties
• Superior Stiffness and Flexural Strength, comparable to Steel
• Low Noise
• High Performance Sealing package
• HD Bearing Housing
The RKM Heavy Duty Light Weight Composite Roller provides low weight and less noise in comparison to the normal plain steel rollers. The specially formulated composite shell is as strong as steel but 50% lighter. We have designed into the housing our proven RS seal package along with a primary heavy-duty nylon protective outer dual labyrinth shield, which will eliminate any rock jamming & provides additional protection against the ingress of contaminants. Computerized dynamic balancing machines enable us to produce a dynamically balanced roller which meets AS3709 G16 and achieves the best possible TIR and MIS, reducing any noise generated from the belt running across the surface of the roller.
As a solution driven Idler manufacture, RKM continues to innovate products suitable for today’s heavy mining applications.
High performance sealed for life
C3, RKM, SKF, NTN deep groove ball bearing
tube
Pfizer upgrades facilities with advanced technology
PFIZER AUSTRALIA HAS INVESTED $150 million into upgrading its manufacturing facility in Melbourne, Victoria.
Investment in the Melbourne site has included the construction of a new separate facility that hosts two newly installed freeze-drying machines known as lyophilisers, which are used in the antimicrobial manufacturing process.
The site has also been selected for a trial of artificial intelligence technology designed to support key site processes.
Medicines currently manufactured at the Melbourne site – which include those for treatment of cancer as well as antimicrobials, anaesthetics, antiinflammatory and other medicines – are exported to more than 60 countries worldwide and treat up to 15 million patients each year.
Victorian Minister for Jobs and Industry, Natalie Hutchins, visited the site to mark the milestone installation of key technology known as lyophilisers and witness the site’s highly specialised capabilities, including productivity enhancements, such as robotics.
The advanced pharmaceutical production facilities in Australia aim to help address rising levels of antimicrobial resistance (AMR), considered one of the biggest threats to global health.
AMR has been described as ‘the silent pandemic’ and is considered by the World Health Organisation (WHO) to be a top 10 area of public health concern.
AMR makes infections harder to treat, increasing the risk of disease spread, severe illness and death, with WHO predicting annual deaths from
AMR to rise to 10 million by 2050.
“We are thrilled to reach this important milestone in our investment to support the development and delivery of new antimicrobials at our Melbourne site, and to be investing in Australia’s advanced manufacturing capabilities,” Anne Harris, Pfizer Australia & New Zealand managing director said.
“A key strategic pillar of Pfizer’s product innovation work is our effort to help slow the spread of antimicrobial resistance, one of the biggest global health threats of our time. We are also pleased to be providing 500 advanced manufacturing jobs at our Melbourne site,” Harris said.
The site upgrades are on track to complete installation work and be operational by mid-2025, with commercial manufacture commencing in 2026.
The site has also been selected for a trial of AI technology.
Image: Pfizer
UNSW researchers discover new way to break down plastics
CHEMICAL ENGINEERS AT UNSW
have developed a way of breaking down a range of plastics, including polystyrene, using just sunlight, air and a common chemical compound used in high school experiments.
The process works at room temperature and uses iron trichloride (also known as ferric chloride), which is cheap and widely available.
Research that was recently published in Macromolecular Rapid Communications showed the method can break down seven distinctive types of polymers by 90 per cent in less than 30 minutes. The reduction increases to 97 per cent after three hours.
The process works on polymers that include polyvinyl chloride and poly(ethylene glycol), a widely-used polymer that’s found in cosmetics and pharmaceutical products.
The polymer must be dissolved with a solvent before starting the degradation process.
From there, simply exposing the solution to ferric chloride and a light source breaks down the solution which eventually becomes clear.
Maxime Michelas, a researcher from the School of Chemical Engineering working in Professor Cyrille Boyer’s group, said it could provide significant benefit for the world.
“I think it’s very important to degrade the polymer and turn it into another feedstock we can use for other things, or just to reduce the amount of microplastics in the world,” Michelas said.
Boyer’s team first used dim, purple light in a controlled environment with pure oxygen. Starting and stopping the degradation process was as simple as turning the light switch on and off.
When the team used sunlight instead of purple light and exposed their test environment to ambient air the process still worked, it was just a little slower.
“Our proposal here is to make the
simplest system to degrade polymers,” Michelas said.
He said the project is inspired by previous research in the area where electricity was used to try to create the same reaction.
“The problem with the previous approach is you need a lot of different things, like electrodes, or co-solvents, or co-initiators, or co-catalysts, so the system is more and more complex.
“More importantly, the previous system only was able to degrade a limited range of polymers. In our study, we successfully expanded the range of polymers, including polyvinyl chloride, poly(meth)acrylates (typically used in various products, such as paint), and polyvinyl acetate.”
Boyer said waste management services could use the process at their sites. From there, the remaining product could become raw material for another product.
“We are creating very simple organic compounds (such as acetone) after the degradation of these polymers,” Boyer said. “These molecules can then be further degraded by bacteria, for example, and completely removed from
the environment or reused as feedstock to create new polymers.”
While the process of breaking down the polymer with sunlight, air and ferric chloride after it’s been dissolved by solvent is environmentally friendly, the use of solvent presents some limitations.
“We need to use an organic solvent, and unfortunately our system is not compatible with water,” Boyer said.
“If it was, we would directly use it in water, degrade the plastic or the microplastic present in wastewater to form small organic compounds that could be digested by bacteria using a bioreactor.”
Boyer said there’s also some tinkering needed with the byproduct that comes out at the end of the process.
“We can degrade the plastic, but we don’t control what exact product we are making when it degrades.”
Boyer’s team is working on finding new catalysts that can operate in water, which would be beneficial for the environment.
“If we can find a catalyst that works in water, I think this will open a lot of opportunities,” Boyer said.
Image: UNSW
Maxime Michelas and Cyrille Boyer
Related work from the research team that shows polystyrene breaking down in solvent.
PCS2-2
PFS 4-4
Deal struck for further iron ore exporting at Esperance
A NEW IRON ORE EXPORTER WILL
boost trade in Esperance after an agreement was struck to use the port’s existing infrastructure.
Under the deal, Gold Valley Iron Ore will have access to the iron ore infrastructure at the Port of Esperance including rail receival facilities, conveyors, shed space and the ship loader. The deal will boost iron ore trade at the Esperance site by up to 1.5 million tonnes each year.
“We’re pleased to welcome Gold Valley Iron Ore into our Port
of Esperance,” Southern Ports chief executive officer Keith Wilks said.
“This new trade deal will secure additional iron ore exports through Esperance, which will have additional economic benefits for our region, but also marks a significant milestone for our iron ore circuit.”
Gold Valley Iron Ore is expected to export its first shipment from the Port of Esperance in September 2024. Iron ore continues to be the Port of Esperance’s most exported commodity, with more than 7.6 million tonnes last
year and almost 37 million tonnes from 2018 to 2023.
“This is a huge win for the local community and the wider GoldfieldsEsperance region,” Agricultural Region Minister Shelley Payne said.
The announcement came before Mineral Resources announced that it would shut down its Yilgarn operations and look to redeploy workers. Wilks said the announcement would impact the Port of Esperance, where Mineral Resources is a longstanding customer.
Eriez introduces new suspended electromagnets
ERIEZ HAS LAUNCHED ITS NEW SEV series of suspended electromagnets that feature stronger magnets housed in smaller enclosures, reducing overall weight and installation costs.
Integrated into the Eriez SE7000 line, the new SEV models leverage wire and conductor technology to energise the magnet circuit, also requiring less coolant for operation.
The new wire configuration, which has an ultra-thin anodised insulation layer, provides superior
thermal conductivity, ensuring high heat dissipation within the circuit for improved magnet performance.
Despite the compact size, the magnets can deliver performance that surpasses larger counterparts.
Eriez global magnetics product manager, Dave Heubel, said there are practical benefits of the SEV series’ innovative design.
“As part of our commitment to continuous improvement, we’ve succeeded in packing more magnet
strength into a smaller footprint, thereby lowering costs and boosting productivity for customers through streamlined installations and more stable, dependable performance,” Heubel said.
Eriez also offers self-cleaning versions of all SEV models. Additionally, a variety of options are available, including dust hoods, coils derated for elevation, high fire point coolants, armour-clad belts and numerous other customisable features for every unique application.
The deal will boost iron ore trade at the Esperance site by up to 1.5 million tonnes each year.
Boral buys Culcairn Quarry
BORAL HAS ACQUIRED THE CULCAIRN QUARRY in southern NSW, located 50 kilometres north of Albury-Wodonga.
The 110-hectare operation has high-quality rock resources that is expected to secure the supply of Boral’s integrated downstream concrete and asphalt operations for more than 20 years.
The acquisition will enable Boral to build its longterm position in the Albury-Wodonga and Wagga Wagga regions.
The Culcairn Quarry operations employ around 14 people. Prior to the acquisition, Boral operated the quarry under a lease arrangement for more than 25 years.
Vik Bansal, CEO of Boral, said the company is committed to strengthening its positioning in both upstream and downstream assets to better support customers as part of its Good to Great strategy
“We have operated the quarry for over 25 years under a lease arrangement, so when the opportunity arose to acquire the quarry land, it made sense,” Bansal said.
“Albury-Wodonga has a healthy pipeline of projects, and is naturally, a key region for Boral. This acquisition enables us to extend our high-quality reserves and continue supporting the community and supplying to local infrastructure projects.
“We are excited to maintain our operations in the area, and thank our employees, contractors and suppliers for contributing to the success of the quarry,” he said.
SAFER FOR SERVICE
Increased production demands have resulted in faster, wider, more heavily loaded conveyor belts and increased carry-back.
Carry-back leads to excessive wear on conveyor components, buildup on return idlers, misalignment of the belt, adverse effects on the conveyor operation and plant efficiency, and increased OH&S risks.
The ESS IPS Cleaners deliver superior belt cleaning performance and unparalleled serviceability for a variety of applications.
The IPS is an upgraded version of the ESS InLine 20-Ten Premium Cleaner & the original ESS InLine cleaner, which set the standard for cleaning performance, safety, and ease of service.
Design features of the new IPS Secondary Cleaner include;
• Improved encapsulated slide design – reduces jamming for easier service
• Stainless steel manufacture – to resist product wear and suitable for corrosive environments
• New tensioning bracket design – increases the cleaners sensitivity to belt movement to maintain optimal cleaning pressure and angle
• New Air and Spring Tensioner design – interchangeable to offer flexibility as the requirements of the client evolves
• Same footprint as the 20Ten Premium InLine cleaner - once an existing 20Ten InLine Premium cleaner comes to the end of its service life, a new IPS Cleaner can be retrofitted.
The acquisition will enable Boral to build its long-term position in the region.
win major contract
AUSTRALIAN MULTINATIONAL
giant BHP has appointed CIMIC Group’s Sedgman and CPB Contractors in a joint venture for its Western Ridge Crusher Project in Western Australia.
The project is estimated to generate CIMIC Group $757 million. It will involve an end-to-end solution for the design and construction of a new 30 Mtpa primary crusher (separately procured by BHP), a 12-kilometre overland conveyor, radial stacker, and associated stockpiling systems.
“The unique combination of Sedgman’s mineral processing experience and CPB Contractors’ construction expertise provides our clients with the certainty of a proven
track record in the delivery of major process infrastructure in the mining industry,” CIMIC Group executive chairman Juan Santamaria said.
Sedgman managing director Grant Fraser added: “We are pleased to continue our longstanding relationship with BHP and extensive work with CPB Contractors to deliver value for the Western Ridge Crusher Project. It is an exciting, long-term development in Western Australia.”
The Western Ridge Crusher site is in Nyiyaparli Country in the Pilbara region, approximately 21 kilometres southwest of Newman.
According to the company, Sedgman and CPB Contractors have
worked in collaboration with BHP for 12 months on the project. This process has progressed engineering, design and long-lead procurement.
Construction will commence in May 2024 with the site expected to start production in the first quarter of 2027.
“CPB Contractors has a legacy delivering major projects for BHP in Western Australia and a current workforce based in the Pilbara region,” CPB Contractors managing director Jason Spears said.
“We will continue to work closely with the local community to leverage employment, business and social opportunities with a focus on skills, training and diversity.”
The project is estimated to generate CIMIC Group $757 million.
Fenner Conveyors trains Rio Tinto technical team
FENNER CONVEYORS’ EMBEDDED engineers provided Rio Tinto’s technical team with an in-depth conveyor training day in Kwinana, Western Australia.
This practical approach to customer support allowed participants to learn more about how Fenner Conveyors engineers belting unique to system and application requirements.
Fenner Conveyors’ Engineered Conveyor Solutions team started the training day with a presentation, including a demonstration using on-site training conveyor equipment.
“This is the third successful training day we’ve hosted here at Kwinana, thanks to the positive feedback and impactful
outcomes of our previous sessions,” Fenner Conveyors principal engineer Mike Finlen said.
“Having our training school right here at the same location as our conveyor belt factory facilities enhanced training – not only for our service and manufacturing personnel, but our customers through opportunities like today.”
The Rio Tinto team also received a tour of Fenner Conveyors’ steel cord conveyor belt factory, including insight into the company’s strict quality assurance processes completed in its onsite laboratory.
“Our customers always benefit from seeing our belt manufacturing
processes first-hand and the rigorous quality checks we employ to ensure belt performance in the field,” Finlen said.
“Once customers attend this type of training opportunity, it’s clear the lengths we go to for ensuring highly engineered and quality conveyor solutions.”
TRUSTED BY THE INDUSTRY FOR QUALITY DESIGN & CONSTRUCTION
COMMERCIAL SILOS
COMMERCIAL CONVEYORS
TURN-KEY SOLUTIONS
DESIGN, BUILD & CONSTRUCT
DESIGN & CERTIFICATION
Fenner Conveyors’ Engineered Conveyor Solutions team started the training day with a presentation. Image: Fenner Conveyors
Why you should attend BULK2024
The Bulk2024 showcase is just around the corner, and leading industry figures are set to attend the Melbourne event.
LEADING INDUSTRY FIGURES
and brands from across the bulk mate rials handling sector will come together for the return of Bulk2024.
The showcase will welcome a broad church of attendees from the diverse sector. It will celebrate and showcase everything related to transporting and handling bulk materials.
ABHR looks at the top three reasons why individuals and businesses should look to be involved in the BULK2024 proceedings.
CREATE CONNECTIONS
Few Australian sectors can claim to be as diverse as the bulk materials handling sector.
It brings together agriculture, heavy industries, construction materials, mining and critical minerals, food, and
By attending the BULK2024 showcase, attendees will have the chance to network with key decision-makers from these distinct sectors, learn about new markets for their business and connect with potential customers.
The event will be held at the central location, the Melbourne Exhibition and Convention Centre, meaning this valuable business opportunity will take place
It is also being held in conjunction with one of Australia’s biggest transport,
logistics, and supply chain events, MEGATRANS2024. A BULK2024 ticket grants access to both events, creating even more networking opportunities.
INNOVATIONS ON DISPLAY
Showcasing the latest innovations and emerging technologies is a fundamental feature of BULK2024.
Bringing together several of Australia’s key sectors, BULK2024 will have leading companies display the latest technologies and equipment, which will change the bulk handling sector.
The event is targeted at smart business operators who want to keep their bulk materials business running one step ahead of the competition.
BULK2024 will demonstrate the latest in conveyors, silos, motors and drives, belt scrapers, container tipplers, dust control systems, and weighing or level-measuring products. As industries become more connected, these technologies are more advanced than ever before.
The event will showcase the latest industry trends.
Images:James
Thomas Photography/ Prime Creative
Companies will have the latest technologies on display.
It will also showcase trends, including how Industry 4.0, automation, and artificial intelligence will impact the industry. As technology advances rapidly, the industry must keep up with it to stay at the forefront.
This educational experience will allow attendees to learn about the latest trends and how they can utilise them for their business operations.
MILESTONE MOMENTS
Industry events like BULK2024 are a time of education and networking, but they also celebrate the achievements of this important sector and the role it plays in Australia.
After all, the sector supports producers of bulk commodities such as grains, coal, iron ore, and cement.
BULK2024 event will also include the return of the 2024 Australian Bulk Handling Awards. As the only award program specifically for the bulk handling industry, this is one not to miss.
The awards night will celebrate the innovative practices and performances of companies and individuals at a gala dinner on September 18.
BULK2024 will take place at the Melbourne Convention and Exhibition Centre from 18–19 September 2024.
The latest conveyors, silos, drives, belts systems, and more will be on display.
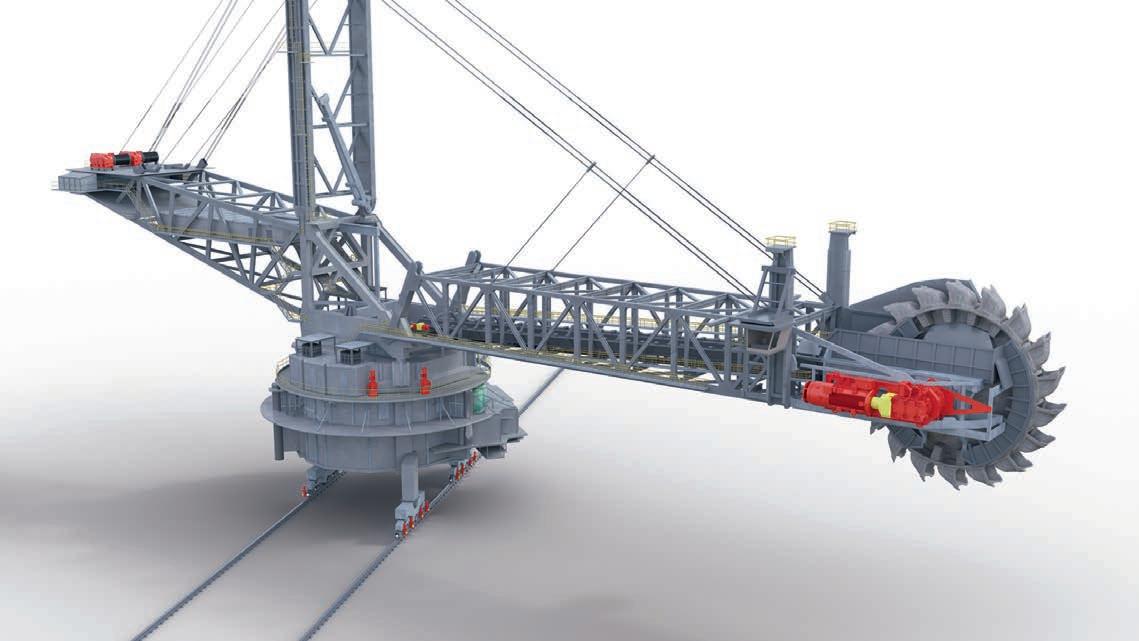
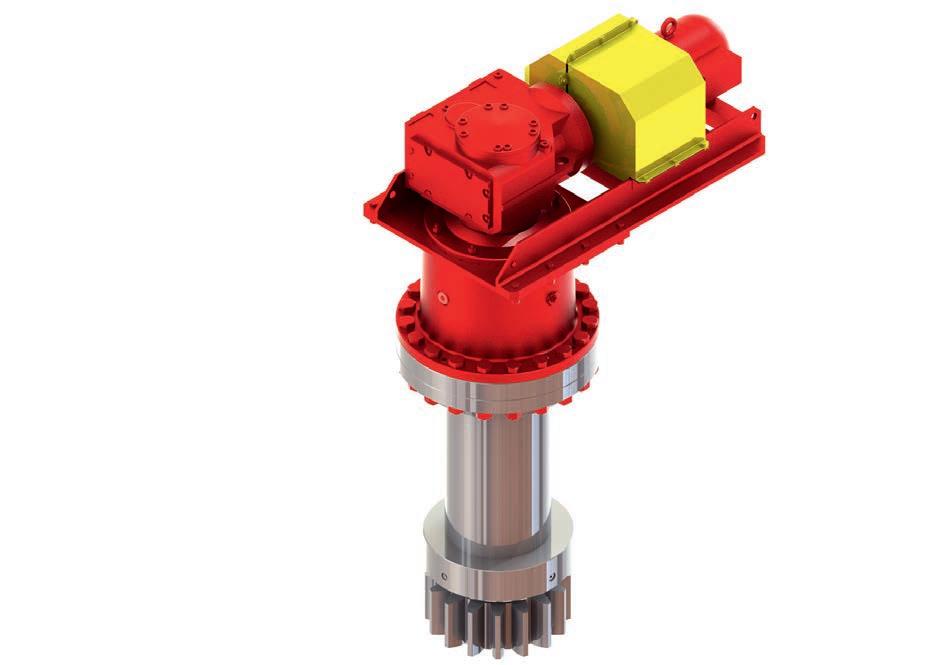
The new way of working
DHHI is growing its market share across Australia, delivering major balanced machine contracts for some of the country’s biggest mining companies. ABHR learns how DHHI plans to take advantage of its onshore and offshore capabilities.
INTERNATIONAL SHIPPING CAN BE a hassle at the best of times, especially for Australians. But when the purchase in question weighs hundreds of tonnes, things get even more complicated.
Minerals Resources (MinRes), one of Australia’s major pit-to-ship mining services providers and an operator of iron ore and lithium mines in Western Australia, was in this situation. As part of the company’s Onslow Iron project, MinRes needed five massive machines – a transhipment vessel loader (TSV Loader) and bridge reclaimer at its port operation and a bucketwheel reclaimer and two stackers at its mine.
One of the key constraints the company had was minimising the time spent getting the machinery operational. That’s where Dalian Huarui Heavy Industry (DHHI) came in.
“In projects like these, erecting, commissioning, and testing these machines takes valuable time and space that many sites just can’t afford to lose”, Harald Grosshammer, chief executive officer at DHHI, told ABHR
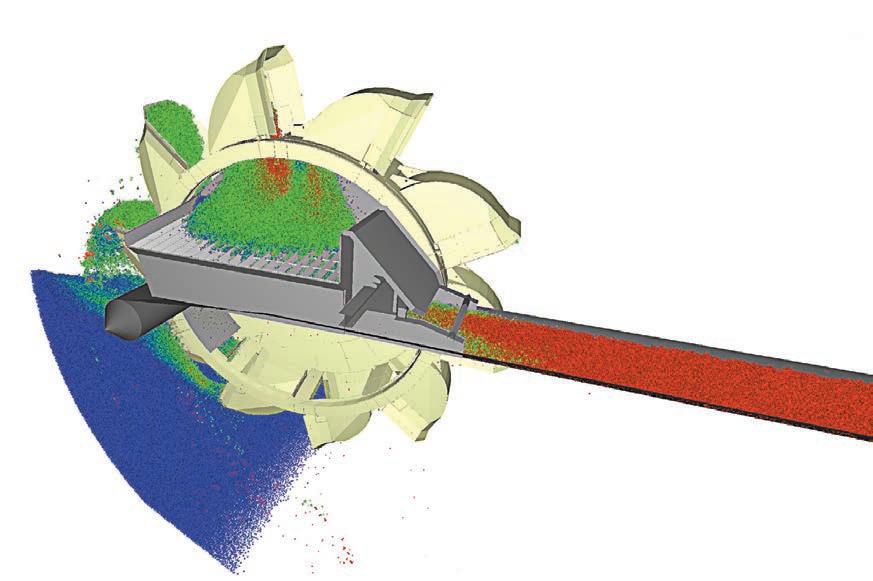
“For the MinRes port operation, we designed, supplied, and commissioned a bridge reclaimer with a 10,000 tonne per hour design capacity – one of the biggest of its type in the world.
“Like the TSV loader, we fully assembled and commissioned the machine at DHHI’s Dalian facility in China, then delivered as a complete unit on a flat-deck carrier. The machine was able to go into commissioning within weeks of delivery, not months”.
Delivering the bridge reclaimer and TSV loader in this way allowed MinRes to de-risk the entire project. Instead of erecting the equipment on site with an intense construction team and requiring high-risk tasks such as working at heights, the reclaimer was able to be put to work and commissioned rapidly.
The project’s Ken’s Bore mine, linked to the port by a dedicated haul road, features a 55m-long boom reclaimer and two stacker units with a 37m boom length. These machines were also erected in full and commissioned in Dalian. But because road transport was required,
the machines were disassembled into modules for ocean freight and road transport.
They were then re-assembled over several weeks and then re-commissioned. The first stacker, delivered to the site in large modules, is completed and ready for operation.
DHHI investigated several options when it came to transporting the machines to MinRes.
“It’s a massive undertaking – not many machines have been delivered like this,” Grosshammer said.
“We worked very closely with MinRes. DHHI takes a partnership approach with the clients to discuss how we could best deliver the project, and alert them to any issues that arose”.
Grosshammer said DHHI has developed a “new way of working” to support its customers around the world.
“To provide the Australian market with what it needs, we need to ensure we have local support. We are fully set up in Australia with our Perth office, where we manage our projects,” he said.
“We have project teams in Australia and China, and they work very closely with each other. Our Australian engineers will support the quality control, documentation, and make sure everything aligns with Australian standards.”
When DHHI first established itself in the Australian market around eight years ago, it built up a team and provided office and aftermarket support. This “new way of working” allowed the company to react to local client needs. Now, the company in Australia, has full lead engineering, procurement, site supervision, installation and commissioning capabilities. It can support almost any project from the very beginning to the end of life and deconstruction process.
Grosshammer said it’s no longer the ‘new’ way of working – it’s just business as usual.
“DHHI has established itself in Australia with its offering of balanced machines, and we plan to continue growing in this space,” he said.
“We support all the major mining companies in Australia that require these complex and vital machines.”
With both the engineering capability and fabrication capacity, DHHI is poised to continue growing locally. It is
undertaking reviews into its processes to find new ways of reducing risks, improving reliability, and supporting aftermarket needs.
DHHI maintains an aftermarket team to ensure that its balanced machines receive the support and care they need throughout their lifespan.
“We value building strong relationships and supplying our clients with everything they need to succeed,” Grosshammer said.
DHHI’s main products in the Australian market are bulk materials
handling machines – reclaimers, stackers and shiploaders. It also manufactures cranes, wind turbine components, electrical components, and machinery for the plastics industry. Across its more than two million square metres of facilities, the company manufactures approximately 600,000 tonnes of structural and mechanical equipment each year.
Over the past 15 years, the company has established itself as a global expert in engineering and designing low-cost, high-quality machinery for Australia’s miners.
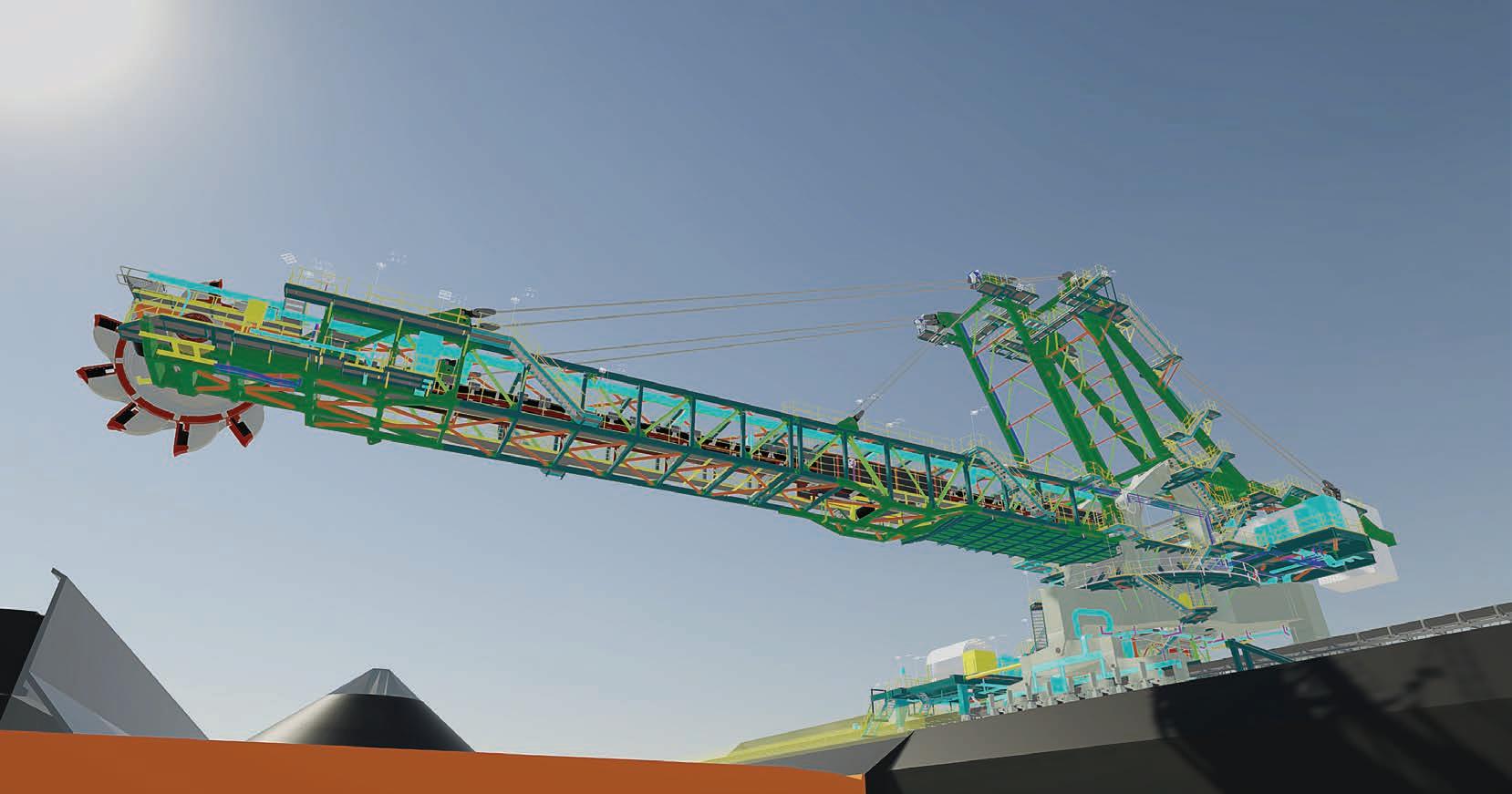
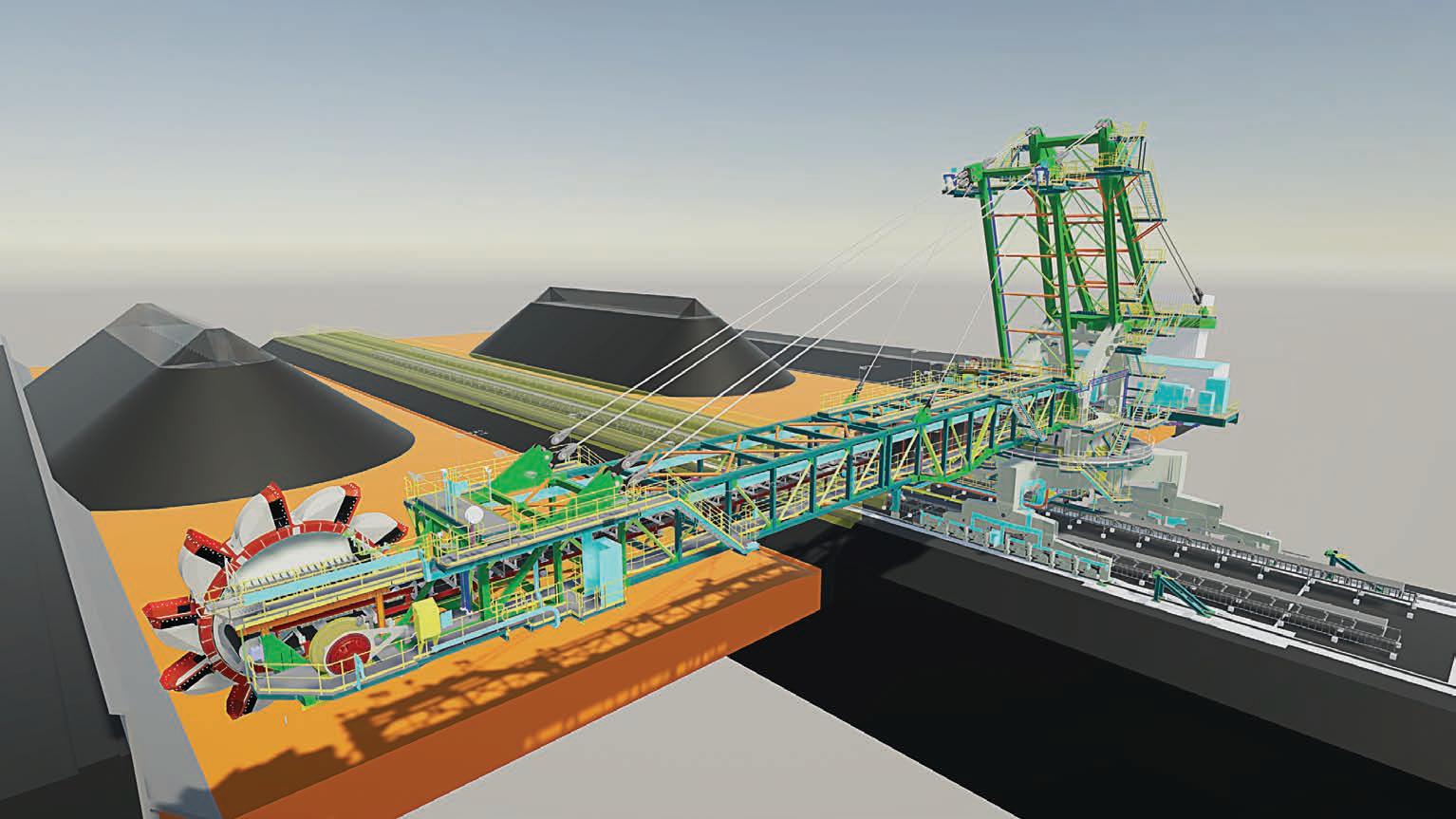
DHHI delivered the machines fully-assembled to MinRes’ Onslow Port where they were then transported to their final locations.
Image: DHHI
Image: Mineral Resources
DHHI’s main products in the Australian market are reclaimers, stackers and shiploaders.
The machines were fully assembled and commissioned at DHHI’s Dalian facility.
Image: DHHI
Collaboration leads to best practice
ESS Engineering ensures that best practice for conveyor maintenance is achieved through collaboration with the customer .
CONVEYOR BELTS ARE AMONG THE most expensive assets in a mining operation. Apart from the actual cost of purchasing, installing, and maintaining the conveyor belts, they are also critical for ensuring the mines meet key production and shipping deadlines. Unscheduled belt repairs or replacements can sometimes take days, causing considerable delays in the mine’s operations.
Many mining operations use conveyor belt accessories like belt cleaners, sealing and support systems, belt tracking and flow aids to increase the site’s safety, productivity, and compliance with environmental regulations.
These products and solutions can also extend the life of conveyor parts as well as the conveyor belt. These products should be inspected and serviced during planned maintenance periods or conveyor shutdowns, however, sometimes these tasks can often be overlooked.
Without correct and regular service, conveyor accessories are less efficient. There is a risk the equipment will fail, leading to expensive clean-up costs, requiring new equipment and, in the worst case scenario, replacing the belt.
Inexperienced maintenance crews may incorrectly service machinery or fail to identify issues with conveyor belt accessories during shutdowns or
conveyor belt inspections while the belt is running.
As with any potentially hazardous equipment, only workers who have been properly trained should be allowed to work with conveyors. The conveyor system needs to be offline and locked out during any maintenance routine. It is also essential to have an emergency plan in place, with one worker on standby to assist the worker inside a confined space.
ESS Engineering is committed to providing an end-to-end service, from design and manufacturing to installation and ongoing maintenance and servicing, to ensure the client sees long-term benefits for plant efficiency and safety.
ESS Engineering’s experienced service technicians install, monitor, and maintain conveyor accessories. The company also collaborates with the site to inspect the conveyor structure, conveyor accessories, and belt condition to produce a condition report and maintenance plan actioned by plant staff, contracting companies, or ESS technicians.
ESS Engineering can provide specific training onsite for maintenance training, where the sessions are designed using the employees’ existing knowledge.
ESS also offers training programs at two manufacturing facilities in Australia, regional training programs and sitespecific training with its technicians.
ESS’s ability to be flexible for its customers and customise its approach has proven particularly effective for companies in remote areas.
The objective of these training services is to increase knowledge of how to recognise and remedy ongoing safety issues seen on site. They typically involve eight-hour courses split into two days, an on-site belt inspection, and the ability to seek advice from ESS Engineering’s personnel.
The maintenance training teaches attendees how to identify issues caused by the general day-to-day operations of conveying systems, identify worn and damaged equipment, replace blades on belt cleaning systems, and correct the tensioning and adjustment of conveyor belt cleaners and skirting systems. Also covered will be airflow dynamics in conveyor transfer points, lessons on conveyor belt support systems and how to recognise the cause of damage to conveyor belt top covers and carcass.
ESS also provides conveyor maintenance fundamental workshops, which aim to improve conveyor safety and efficiency for onsite staff, safety representatives, designers and planners.
It is suitable for a wider range of employees, from those who are new to working with conveyors to experienced operators and maintenance personnel.
Collaborating with the customer is key for ESS.
This training program from ESS Engineering covers key topics, including conveyor component identification, conveyor safety, belt damage and preservation, belt tracking, belt cleaning, transfer point solutions, dust control basics, conveyor belt support
Many mines are also using a predictive maintenance strategy to mitigate unplanned downtime and enhance operational efficiency.
ESS Engineering can collaborate with a mine site’s shutdown planners to help determine the condition
equipment to predict when maintenance should be performed.
This approach from ESS Engineering promises cost savings for bulk materials handling operations compared to routine or time-based preventive maintenance because tasks are performed only when
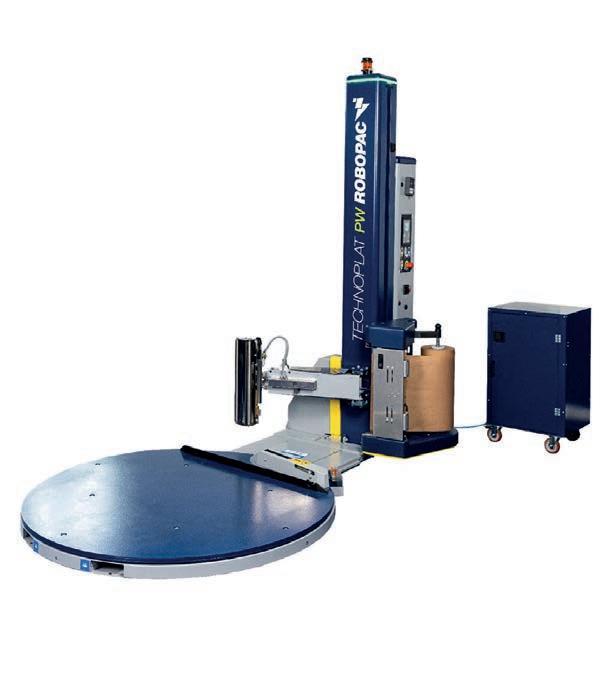
Paper powered pallets
Aurora Process Solutions plans to bring a pallet wrapping system to Australia that uses an environmentally friendly alternative to plastic.
STRETCH FILM HELPS KEEP LOADS
secure on pallets, helping them arrive at their destination unharmed. There’s just one problem – plastic.
While stretch film technology has advanced significantly over the past decade, at the end of the day it is still a soft plastic.
According to CSIRO, soft plastics are one of the most difficult materials to recycle. This is because they are frequently contaminated, and often made up from different types of plastics that are not easily processed.
In fact, the organisation is on a mission to end plastic waste entirely, with a goal of an 80 per cent reduction in plastic waster entering the Australian environment by 2030.
Similar environmental regulation is occurring across the world, and manufacturers are starting to feel the pressure.
Braden Goddin, sales and marketing manager at Aurora Process Solutions, told ABHR this is why the company has partnered with an Italian packaging technology specialist to find a solution.
“Wrapping pallets has always led to a massive consumption of plastic, and it’s difficult for companies to offset its usage,” he said.
“Clever packaging engineers have come up with a solution – using a paper wrapping system to contain loads.”
Engineers from Robopac visited Aurora’s New-Zealand offices to demonstrate the new PW series wrapper, designed to apply paper wrapping instead of plastic – a specialist machine that could be a game changer for companies working with high volume products.
The wrapping paper is specifically engineered to have excellent stretch properties, and due to its thickness, provides anti-scratch properties as well. In addition, because it is not transparent it protects the product from ultraviolet rays. Goddin said its main benefit is its inherent recyclability.
“The machinery used to apply the paper has a clever adhesive application
system that is simple and hands-off. It uses a proprietary program and tension settings to apply the paper, using a water-based adhesive that doesn’t come in contact with the product.
“This soluble adhesive means it doesn’t impact the viability of the recycling process.
“Another advantage is that it does not require additional labelling – information can be printed directly onto the paper, cutting down on consumables.”
Aurora and Robopac have ensure the paper consumables come from a renewable source.
It also meets food safety regulations and environmental management regulations.
The paper also features high vertical tear resistance, meaning if it is punctured by forklift tines, it will not tear vertically and release the load.
The consumable rolls are available in a wide range of formats, and can be supplied in ‘jumbo rolls’, reducing the need to swap out empty rolls.
Goddin said the technology is not the answer for every application – especially where goods are expected to be exposed to the weather.
“A large percentage of logistics happens indoors – you’re transporting product from the packing line and into a truck.
“The paper has a certain amount of water resistance, but it’s not designed to last in the rain for long periods of time.
Images: Aurora
Paper wrapping does not require prestretching the material, unlike plastic .
Paper wrapping requires only one layer to be wrapped around the pallet.
“It’s ideal for dry logistics chains. If you’re loading pallets in a loading dock with some moisture, it can handle that fine.”
Aurora and Robopac have been running the machinery through several tests, working with customers to investigate if the new wrapping technology is right for them.
The NZ-based company often works closely with its clients to find out how its technology can support them. It specialises in supporting manufacturers who are new to automation, working alongside them to find the right solution that fits the business.
Aurora can scale the equipment based on the size of the operation and can partially automate certain aspects of the packaging process. If the client wants to, it can then support them to increase the automation level throughout the plant.
Goddin said this can make a big impact on small-to-mediumsized companies.
“Every business has different needs when it comes to automation, which is why we take a flexible approach. We work closely with our clients to provide detailed return on investment calculations,” he said.
“It comes down to costs for a lot of them – the cost of wrapping per pallet is important. At the moment, paper has a slightly higher value when compared with plastic, but it’s competitive – and we expect it to become even more so as taxes and restrictions on imported polyethene are established.”
Aurora’s clients are excited about paper wrapping and have been inquiring about when they can get their hands on it. The company plans to have provide wrapping equipment and paper wrap consumables available in Australia. It also expects to have examples for customers to see the machinery in action.
“We’re taking an open-minded approach, focusing on evidence-based trials with clients,” Goddin said.
WORLDCLASS SERVICE & EQUIPMENT FOR THE AUSTRALIAN MINING INDUSTRY
WDT Engineers has been providing Equipment and Services to the Australian Mining Industry since 1970, operating from its two bases in Brisbane and Mackay nationwide.
EQUIPMENT:
• Portal Scraper Reclaimer (Single and Double Boom) up to 3500 m³/h
• Bridge Scraper Reclaimer
• Indoor Enclosed Stockyards
• Circular Stacker Reclaimer greater than 120m diameter (400000m³)
“We want to move fast on this, as it’s a developing technology, and translate these advancements into benefits for our clients.
“The proof will be in the pudding, which is why we’re looking to get trial systems out onto the market and see the result.”
Paper wrapping uses a folded layer at the bottom of the pallet to provide more holding forces compared with plastic.
• Circular Buffer Storage in Field and Dome
• Car Dumper (Unit Train, C Frame, Pivot Frame and O Frame)
• Inline Boom Stacker
• Pylon Type Stacker
SERVICES: Engineering
• Concept design and Feasibility Studies
• From Basic to Detailed Design
• Machine Inspection and Lifetime Extension
• Life Cycle Engineering Support
Aftermarket
• Spare Parts and Warehousing
• Rotatable Spare Parts
• Emergency Spares Fabrication
Fabrication
• Heavy Plate Structures, Large Bins
• Steel Structure
Construction and Site Support
• Site Management
• Site Installation
• Commissioning
Modern upgrades and extensions
Weighbridges need to be suited to the conditions and expectations of the modern bulk handling industry. METTLER TOLEDO discusses how to ensure your weighbridge is suited to the latest requirements.
AS THE BULK HANDLING INDUSTRY
changes, companies’ equipment and systems must shift with it to ensure high production and efficiency. In recent years, the bulk handling industry has changed as challenges, external pressures and government regulations have presented themselves.
Some bulk materials industries have struggled to find workers to fill workforce gaps, threatening their supply chains. For example, several quarries listed a lack of truck drivers as a serious concern in Infrastructure Australia’s 2023 market capacity report. One quarry operator stated: “Clearly, we use more truck drivers than anything else. So, that’s where we’re feeling the labour shortage the most.”
In response to the workforce shift, there has, in part, been a move to larger and longer trucks as companies try to transport more materials effectively.
“We’ve seen companies change their truck fleet to use longer trucks, and we’ve seen companies invest in these types of truck configurations to optimise
the movement of products and gain more capacity,” METTLER TOLEDO business area manager John Beard said.
“It also helps utilise the customer’s most limited resource, the truck driver.”
But what happens when the truck exceeds the dimensions of an existing weighbridge?
Small weighbridges weighing long trucks can produce inaccurate weighing measures, as the truck is not correctly positioned and not level. This could also put the company at risk of non-compliance with the National Measurement Institute (NMI).
Split weighing on shorter weighbridges can take the driver and operator significantly more time to obtain a weighment.
Weighing the truck in one go on a full weighbridge is the quickest possible procedure and can save considerable time over a working week.
This is most noticeable during peak truck flow onsite.
A modern weighbridge is paramount to meeting this challenge as the “cash
register” of any bulk handling business. However, purchasing an entirely new weighbridge, including civils and installation can cost upwards of $100,000 (length dependent).
This is why METTLER TOLEDO has become a specialist in weighbridge extensions and upgrades, assisting customers to affordably re- conform with modern standards and government regulations.
“We would like to educate businesses that there is another way to utilise their pre-existing assets and resources to minimise their costs for extending existing weighbridges,” Beard said.
“It requires minor investment and has minimal disruption to their on-site processes because we only need to do the civil works of the extension and not the whole weighbridge.
“This method allows us to use the existing weighbridge they have onsite and make it longer to suit their current and future needs.”
It is also a financially viable option for many bulk-handling businesses. According to METTLER TOLEDO, a 10-metre extension to an 18m or 20m weighbridge capable of weighing B-double trucks would cost at least half of purchasing a new weighbridge, including civil works and installation costs.
Based on the company’s comparison, this could save businesses thousands of dollars and have these extra funds reinvested in other improvements to their organisation. In conjunction with this, it makes the weighbridge compliant with current NMI regulations.
Since the 1st of July 2010, the NMI states that the method for businesses transporting materials for trade is to weigh the entire vehicle in one go.
Split weighing on new weighbridges has not been a legal method for trade weighing for many years. (Source: Federal Register of Legislation - National Measurement Act 1960)
Image: METTLER TOLEDO
METTLER TOLEDO has a tiered range of POWERCELLs.
Some extensions can be installed in a manner that provides individual axle weights. Therefore, enabling businesses to be compliant with CoR legislation. The legislation states, “The Chain of Responsibility (CoR) is the part of the Heavy Vehicle National Law (HVNL) that makes parties other than drivers responsible for the safety of heavy vehicles on the road.”
With this in mind, there is immense focus on ensuring trucks are legally loaded correctly to meet the legislative requirements.
METTLER TOLEDO’s experienced weighbridge specialists, with more than 200 years of industry experience collectively, can review a customer’s current weighbridge setup and advise on the best extension solution for their business needs and applications.
The company maintains offices and technicians in most states and a dealer network across Australia. Its expert team has experience in everything from simple solutions to full-scale turnkey projects.
During many weighbridge extensions, METTLER TOLEDO also convert the old and existing load cells to the same POWERCELL technology that is provided to the newly installed weighbridge. This allows the entire weighbridge to be covered by METTLER TOLEDO’s fully comprehensive 10-year warranty.
Due to its robust design, the POWERCELL PDX load cell is certified against lightning strikes, extreme temperatures, flooding, corrosion, and rust. METTLER TOLEDO builds its POWERCELL PDXs using a heavy-duty stainless-steel design, which is tested in harsh conditions to maintain operation. Due to this, the POWERCELL PDX can deliver reliability to businesses that rely on its advanced diagnostics.
Once the POWERCELL has been installed and the benefits experienced, many clients then convert other weighbridges in their fleet to improve their accuracy and reliability.
“With over two million in operation, it seems the word has got
Air-cushion
Both
out and many have already made the switch,” said Beard.
“Having our customers upgrade their old weighbridge with POWERCELL technology as well as extending their weighbridge means they gain the best in class accuracy and reliability,” Beard said.
The POWERCELL PDX’s predictive diagnostics can help companies monitor the system health of their weighbridge and alert them to irregularities that may cause downtime. METTLER TOLEDO has a tiered range of POWERCELLs to ensure companies can find the solution that matches their needs and budget. This includes the new GDD POWERCELL, a high-level solution at an affordable price point for companies that want more than an analogue load cell but do not need all the functionality of the POWERCELL PDX, METTLER TOLEDO’s premium POWERCELL solution.
METTLER TOLEDO’s product specialists can help optimise a customer’s existing weighbridge by tailoring solutions specifically to their needs.
BELT CONVEYOR
belt and product are carried on a cushion of air
MONEY SAVING FEATURES:
• Low power consumption • Reliability
• Low wear and tear • Low maintenance
• High capacity • Light weight belt
• Steep angles of inclination • High belt speeds
• Dust tight • True belt tracking
• Complete settling of materials on belt
• Simple conversion from open to closed conveyor
Quicksilver lining
E-Plas provides bulk handling sites with a range of plastic liners designed to keep the flow going and minimise wear while optimising performance.
CERTAIN HOPPERS ON A BULK handling site are hard to access – some requiring extensive downtime due to how the site is constructed.
If something begins to clog these hoppers, it can cause chaos throughout the rest of the process, bringing operations to a halt until flow can be resumed.
To avoid this expensive issue, bulk handling sites often line hoppers with specialised materials.
Rupin Joshi, national operations manager at E-Plas, said much more goes into the process of lining a chute than simply supplying the material.
“We work closely with our clients, learn about the product that is being handled and speak with our supplier –Mitsubishi Chemicals Advanced Materials – to find the right option,” he told ABHR
“E-Plas is involved from start to finish. We do the fabrications, machining, provide bolts for installation, and have a team available to assist with any issues. We’re a one stop solution when it comes to liners.”
E-Plas has supplied specialised liners to a diverse range of industries for more than 40 years, from mining, agriculture, ship building, and the transport industry.
Each of these different industries has its own unique demands, which is why the company finds out more about the process.
One of the company’s premier products is its TIVAR ultra high molecular weight polyethylene (UHMW-PE) product range.
TIVAR polymers are produced using an advanced compression moulding technology and ram extrusion. They are designed to provide specific solutions to tough problems in some of the most demanding applications, such as the mining industry.
colour, and was developed specifically for the bulk handling industry, undergoing rigorous laboratory and field testing to ensure it reduces arching, ratholing and erratic material flow.
The plastic has a high-abrasion, corrosion, and impact resistance, with no moisture absorption. It retains its properties at temperatures of -269–80 °C and is resistant to aggressive chemicals.
Several bulk handling applications can use TIVAR 88 liners, including chutes, silos and hoppers, bins, screw conveyors, truck beds, slider beds, vibratory feeders and more. It can also be used for wear strips, belt scrapers, conveyor skirting and chain conveyor flights.
Joshi said TIVAR is a venerable brand that is trusted in heavy industries.
“TIVAR 88 has been around for decades. It is one of the most highly specified bulk handling materials globally and we’ve never had a complaint about its performance,” he said.
“We also offer TIVAR 88-2, a weldable UHMW-PE lining that can be used as a drop-in liner, which saves on installation time. It uses rapid release technology to eliminate arching, ratholing and flow problems, working best in situations where sticky bulk materials are being conveyed.”
Cement, coal, bauxite, synthetic gypsum, sand, iron, fly ash and clay are notorious for causing blockages in chutes and can cause extreme surface wear to the equipment. TIVAR 88-2’s
flow smoothly and discharge without hang-up.
E-Plas also provides QuickSilver Truck Lining System, a lining system specifically modified for use within trucks. The liner ensures that material doesn’t stick to the interior of trucks, which eliminates carry-back and prevents possible tip-over due to the low tipper elevation. It also improves turn-around time between loads, as well as cutting down time spent clearing material.
Both product groups are manufactured by Mitsubishi Chemicals, which invited Joshi to see the manufacturing process in Europe earlier this year.
He said the trip was eye opening, providing insights into the materials.
“I attended an extensive training session while in Europe and learned was able to see where they were being put to good use overseas,” he said.
“Our relationship with Mitsubishi is very strong – we include them in discussions with clients and do joint meetings with them for certain applications. If there are any issues or questions, they’re always available to help.
“We have invited them to visit some of our customer’s sites with us, and while I was in Europe, we went out and visited some of their clients too.”
This close collaboration with its supplier has led to the introduction
TIVAR 88 has a distinctive blue colour.
of a new product – QuickSilver Heavy Duty. The liner features a distinctive green colour and will be able to handle some of the most abrasive materials, including crushed glass.
E-Plas plans to target industries like transport and mining that need the most abrasion resistance possible and intends to prove it can match aluminium truck
The new QuickSilver Heavy Duty range is expected to be available in Australia within the next few months.
E-Plas hopes to showcase the material at upcoming trade shows, including BULK2024.
Joshi said the company will have its team in Melbourne with the industry. The show will be held at from 18–19 of September at the Melbourne Convention and Exhibition Centre.
“We are excited to make our presence felt and see our customers at the show,” Joshi said.
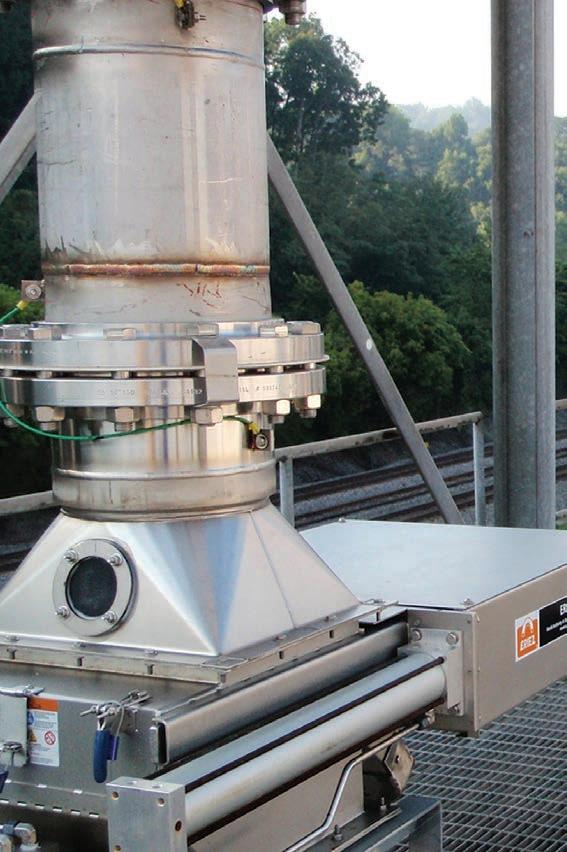
CUSTOM
ENGINEERED WEIGHTOMETERS & WEIGHING SOLUTIONS
Manufacturer of conveyer belt scales (weightometers), weigh belt feeders and volumetric and gravimetric auger feeders all manufactured in australia
WEIGH BELT FEEDERS Mild Steel Powder Coated for Quarry and Mine installations or Stainless Steel construction for the Food Industry or the Harshest Environments. Throughput up to 1,000 TPH
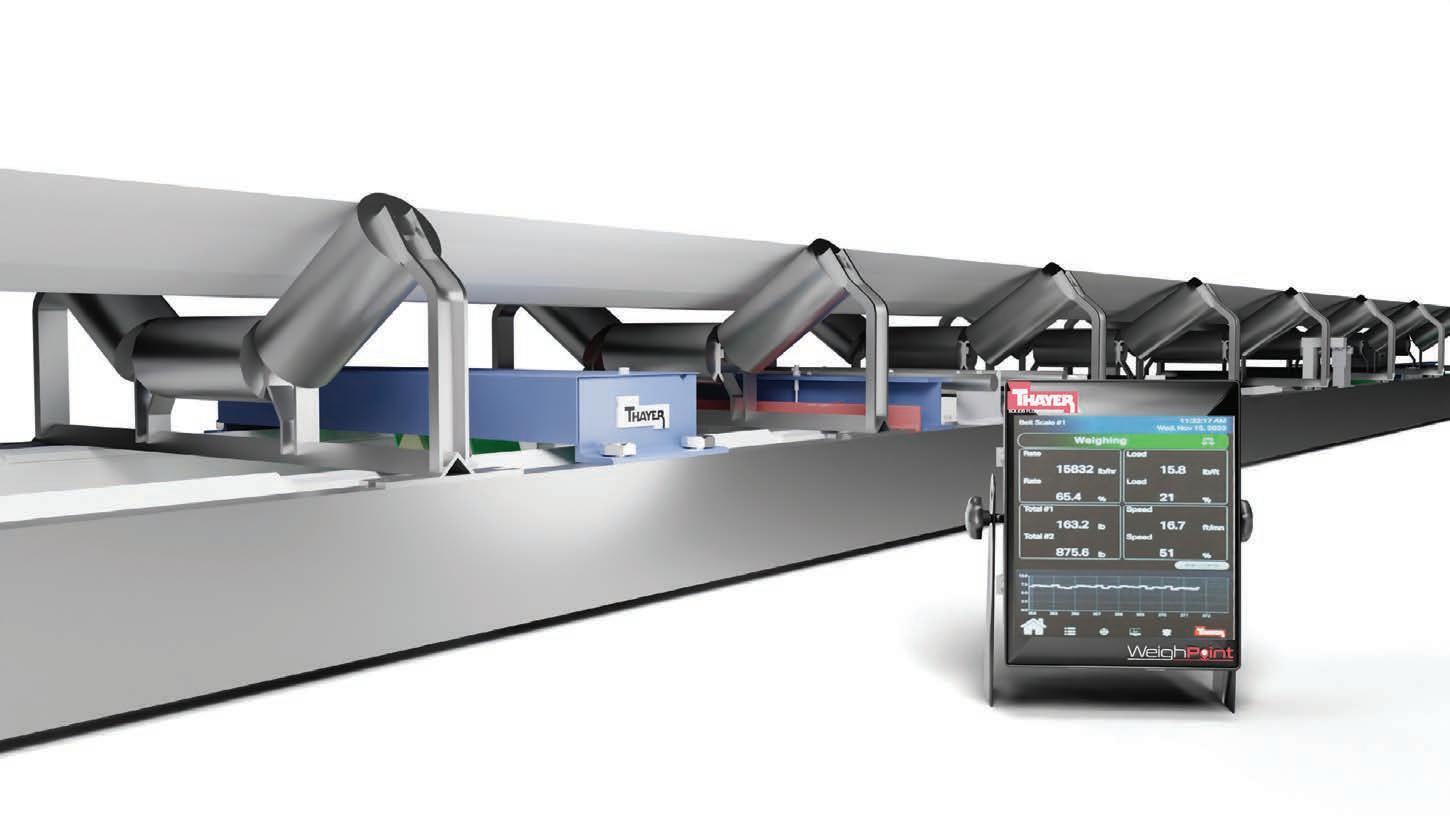
CONVEYER BELT SCALES
For Belt Widths between 450mm and 2,000 mm accuracies of +-0.5% for a single idler and +-0.25% for a dual idler
VOLUMETRIC FEEDERS For Volumetric or Gravimetric Loss in Weight Applications. Auger Sizes up to 152mm diameter and 20,000 Litres per Hour
Liners ensure material does not stick.
Secondary belt cleaners for safer and easier maintenance
SECONDARY CLEANERS PLAY AN
essential role in the belt cleaning process by significantly reducing the volume of dust and fines dropped as carryback on the belt return.
Primary cleaners release most of the abrasive material remaining on the belt after discharge.
Located below the head pully just behind the primary, secondary cleaners scrape off the fines and dust that hide in cracks and divots in the belt. Carryback is attributed to many environmental and operational issues such as air quality violations, fouling of rolling components and machinery, and increased labour for cleanup and maintenance.
Dave Mueller, conveyor products manager for Martin Engineering, told ABHR the Martin SQC2S Orion secondary cleaners are designed to withstand the stress of heavier loads carried on wider, thicker belts at higher speeds.
“We field tested the Orion over several months side-by-side with
competitor designs in punishing mining environments and found that the new design significantly outperformed the competition,” Mueller said.
“At the end of the testing period, customer participants started the process of replacing all their heavy-duty secondary cleaners with the Orion. We now view this design as the future of our secondary cleaner line moving forward.”
The Martin SQC2S Orion secondary cleaner is appropriate for all bulk handling material applications. The unit is made up of individual 152.5mm blades mounted on a square steel tube assembly. Not designed for reversing belts, it is suitable for 457 - 2438.5mm belt widths, belt speeds up to six mps, and temperatures up to 121º C.
It features individually cushioned tungsten carbide blade cartridges for effective cleaning without risk to the belt or splices.
A two-tiered tensioning system means minimal adjustments and
monitoring throughout the life of the blade. The heavy-duty blades are mounted on a slide-in/slide-out assembly for faster and safer oneworker external servicing. The result is improved belt cleaning with less dust and maintenance for greater workplace safety at a lower cost of operation.
“What sets this unit apart from others on the market is the innovative, dual tensioning system with independent heavy-duty tungsten blades which are game-changing design features,” Mueller said.
“The first level of tensioning is supplied to the entire assembly using the heavy-duty SQC2S Tensioner which applies light upward torque evenly across the belt profile for less friction and no wear on splices.”
The second level of tensioning is on the individual blade assembly. Each Orion blade assembly is attached to a steel square tube assembly which is secured a mounting plate. The square tube houses
Images: Martin Engineering
The mounting assembly firmly secures the secondary cleaner to the stringer.
a rubber tensioner with a torsion arm bolted to each side. A specialised tungsten blade is attached to the arm.
The whole system is mounted at a 90-degree angle then tensioned so each blade is vertical and perpendicular to the belt. As the belt runs, each blade assembly adjusts independently to precisely match the belt’s profile, permitting them to compensate for camber, flaws/blemishes, and stubborn material stuck to the belt’s face. To accommodate belt cupping and other uneven surfaces, the blade assemblies can be individually adjusted to match the belt profile.
The blades are specially designed for heavy-duty abrasive applications in both
hard rock and slurry belts, the Orion blades offered superior cleaning results with a longer equipment life. This is due to the rugged tungsten carbide core surrounded by mild steel. Blades are also available in stainlesssteel for specific corrosive materials.
The blade design features an attached deflector shield made from polypropene or rugged nylon for high temperature applications. Mounted directly to the blade in an outward scoop design, the shield ushers loosened material away from the mainframe and toward the discharge chute. This mitigates buildup on the assembly, extending the blade’s
Safety and ease of maintenance is a key feature and a core priority for all Martin Engineering designs.
The slide-in/slide-out design allows a single worker to perform maintenance with easy access outside of the conveyor structure, eliminating the need to crawl underneath or awkwardly reach inside. This greatly improves workplace safety and reduces the amount of time and labour required for maintenance, significantly lowering the of operation.
“Every bulk handling operation is unique and requires equipment that is versatile and adaptable, and I think we’ve achieved that with the Orion,” Mueller said.
“Martin Engineering products are developed to improve efficiency and safety, without compromising belt health. This design gives customers more options and superior results, regardless of the material or the process.”
A latch pin releases the cartridge from the mainframe allowing cartridge removal and replacement.
Cartridges with individual tensioning improves cleaning efficiency and effectiveness.
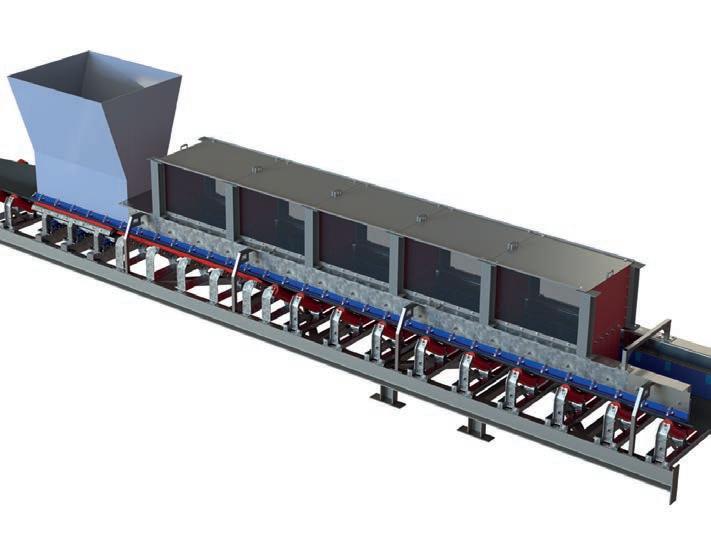
Stellar slaker
Bulk Handling Technologies’ Tyre Driven Ball Mills provide a robust and
LIME SLAKING IS A COMMON process that involves mixing quicklime or calcium oxide (CaO) with water to produce calcium hydroxide (Ca(OH)2). In most cases, this slaking process is done with an excess of water to produce a slurry called ‘Milk-of-Lime’ (MOL), which has a solids content ranging from 15 per cent to 25 per cent. This is an exothermic reaction which generates heat and steam.
There are several types of lime slakers on the market. The most straightforward systems mix the quicklime in an agitated tank or chamber to produce the MOL slurry. However, they then require a separation system or screening to remove impurities and grit. While this may be practical for small-capacity systems using clean, potable water, it is less common for larger installations that must use raw or process water and where particle size is essential for the process.
Horizontal ball mill slakers are adaptations of standard ball mills designed specifically for lime slaking
applications. They have key advantages over other types of slakers.
Horizontal ball mill slakers are suitable for higher slaking capacities. They can be operated even when the available water is high in sulphate or sulphite and do not require a hot water supply to ensure an efficient reaction.
Compared to other slakers on the market, the horizontal ball mill slaker eliminates the need for a grit discharge system. Importantly for process engineers, it provides a high degree of control over the final particle size and can be designed as open or closed-circuit grinding systems, which can suit many different types of operations.
The Tyre Driven Slaking Ball Mill from Bulk Handling Technologies (BHT) is the result of many years of experience in lime slaking systems and ball mill research, development and design. The Perth-based company designed its lime slaking mill range to incorporate a range of features to improve reliability and performance.
Since its establishment in 2012, Bulk Handling Technologies has specialised in customised and innovative solutions through its extensive range of materials handling equipment and systems.
The BHT lime slaking mill range covers a dry feed capacity from 2 to 25 tonnes per hour (TPH), with diameters from 1 metre up to 2.5 metres.
Paul Ingleson, manager at Bulk Handling Technologies, told ABHR that the key to the ball mill slaker’s versatility is the pulverising action produced by the steel balls against the quicklime.
“The combination of impact and grinding ensures excellent particle fineness and also creates a highly reactive slurry—even when faced with lower-quality quicklime or challenging slaking water,” he said.
“Any grit in the quicklime feed is also pulverised alongside the quicklime and is incorporated and suspended in the slurry.”
While the MOL slurry produced by slaking is often not the end product itself
Images: Bulk Handling Technologies
BHT tyre driven ball mill ready for factory testing.
Discharge hopper with hood and scats trommel screen.
(instead, it is an additive into the main process), the slaking system must be robust and reliable so that it can run with minimal operator involvement. The ball mill is the system’s key component and must be correctly matched with a suitable mixing feed bowl, feed pipe and discharge hopper with a scats-trommel screen.
In addition to the reliability and simplicity of the tyre-driven design, features such as integral hydraulic shell supports and feed pipe extraction rails ensure that BHT Tyre Driven Slaking Mills are also easy to maintain.
“Our high-efficiency Vortex Feed Bowl ensures proper pre-wetting and introduction of quicklime and water into the mill without blockage, while the BHT impingement scrubber draws steam through the mill away from the dry feed,” Ingleson said.
Ingleson said the Perth-based company had vast experience in providing customers with a solution for this exact type of application.
“We can offer a complete lime slaking system suitable for remote
installations in Australia or anywhere in the world,” he said.
“When the Tyre Driven Slaking Ball Mill is combined with BHT’s ultra-low
feeding and classification equipment, businesses have a complete solution.
“We can also assist with site audits and troubleshooting and, where
BHT tyre driven ball mill during workshop assembly in Perth.
Scaling accuracy through customisation
An Australian weighing system manufacturer is helping the bulk handling industry save money with its highly accurate custom creations.
CONTROL SYSTEMS TECHNOLOGY
(CST) has a mission. It aims to prove that belt weighers are an accurate instrument for measurement.
However, achieving this with ‘off the shelf’ equipment was not possible. There are too many factors that could reduce accuracy.
For example, a small belt weigher sitting near the feed area may be accurate to within half of a per cent
while the same system installed 200m further along the conveyor, 20m high in the air could be accurate up to 1.5 per cent.
These numbers may sound small, but for large mining companies they quickly add up.
Brian Kefford, CST’s operations manager, told ABHR that custom designed weighing systems are the company’s core business.
“Our customised designs ensure the suitability and longevity of the product, whilst ensuring long term accuracy,” he said.
“CST sales engineers engage with the client to get information to determine the design. Some applications require belt weighers with low accuracy for processing purposes, while others need high accuracy to know exactly how much product is being conveyed.
“Our engineering team will then work closely with the client during the design phase, taking into account parameters like belt speed, capacity, the accuracy they are looking to achieve and where the belt weigher will be located.”
Every conveyor is different, so CST modifies its weighing systems depending on the different factors involved, which may lead to a change in design to meet the client’s requirements. Kefford said weighing material moving on conveyors is significantly harder than static loads. Influences like the structure, tension within the belt, alignment, and more can add “noise” into the process. One method is to make the weigh area longer so there is more material to give a larger signal in comparison to the noise.
Images:
CST works closely with customers to find the right solution for their application.
CST manufactures each piece of equipment is built to ISO 9001 standards.
Once the design has been customised to meet clients requirements, CST manufactures its solutions within a quality environment. It does this by ensuring each piece of equipment is built to ISO 9001 standards.
“To me, quality is an essential part of doing business,” Kefford said. “One of the big things about CST is the majority of people that work with us have been here for more than 10 years.”
“I’ve been a part of CST for more than 28 years, and several of the people in the factory have been working for more than 20 years too. When we get the right people, we keep them.
“They have the experience and knowledge needed to build quality components, which each go through a strict quality assurance process.”
The result is weighing systems the mining industry trusts. CST’s equipment can be found in mines around the globe.
“There was a case where a site did not have a ‘trade certified’ weighing
system. It was receiving coal from trains,” Kefford said.
“After we installed a trade certified weigher, they found the weight the trains reported was different to a long time.
“Within six months, they’d been able to save a million dollars.”
STRAIGHT FORWARD ENGINEERING SOLUTIONS
We are industry experts in the detailed design of Mining & Heavy Industrial equipment and infrastructure, supporting major projects from concept through to project delivery.
Coal & Hard Rock Mining
• Master planning
• De-bottle necking
• Pre-feasibility
• Advisory services
• Trade-off studies
• Power systems studies
• Owner’s team engineering
Bulk Export Ports & Terminal
• Shiploaders
• Stacker-reclaimers
• Materials handling equipment
• Conveyors
• Surge bins
• Dump stations
• Cement silos
• Materials handling equipment
• Air slides
• Ship unloaders
• Conveyors Cement & Heavy Industry
The company’s equipment can be found in mines across Australia and the globe.
Development down under
Australia’s bulk handling sector is the Conveyor Component Company’s next expansion target. ABHR finds out why the US company plans to grow in Australia.
THE CONVEYOR COMPONENT
Company (CCC) story began almost 60 years ago, when its founder began manufacturing brush cleaners in his basement. Now, the Michigan-based business has its sights set on Australia, with plans to expand down under.
ABHR sat down with John Carlson, sales manager for Conveyor Component Company, to learn more about the company’s plans.
“We went to a trade show in Phoenix, Arizona, and were talking to a manufacturer of emergency stops there,” he told ABHR
“After talking with them, we started thinking about why we didn’t have a presence in Australia. With the uptake of electric vehicles and the massive mining local mining industry, it made sense for us to be there.”
When it comes to supporting Australian customers, Carlson said CCC has plenty of experience handling international endeavours.
“We’ve had great success in Peru and Chile,” he said. “It’s given us a lot of experience dealing with international shipping.”
“We have a department to make sure it can get to the right freight order to get it where they need, when they need it.”
CCC prides itself on manufacturing rugged, durable equipment for monitoring and protecting conveyor systems. It specialises in producing conveyor controls, motion controls, level controls and bin aerators.
Carlson said the company’s manufacturing processes set it apart in the market.
“No matter what you need, we can build it and ship it within five business days,” he said. quality and robust equipment, capable of withstanding the heavy industries they are used in.
“We manufacture almost every component of our switches and internal components, keeping raw material available to finish products in-house. That lets us build products at a moment’s notice.”
Because every project is different, CCC works closely with its customers to determine how best to deploy its products. For example, on a large overland conveyor project, the company will work with customers to find out exactly where and how to install its products.
CCC will also provide information to make the installation process as easy as possible.
One of the company’s latest developments is its conveyor safety system (CSS), a combined package that includes an emergency pull stop system, a belt misalignment system, a damaged belt detector, and motion controls.
The company traditionally offered each of these systems individually but saw the benefits of combining them into one package.
Carlson said customers who are looking to buy a single component of the CSS would benefit greatly from the entire system instead.
“When working with a conveyor system, you need all of these systems,” he said.
“Any one of these systems will alert the customer if something is not right, alerting them to any problems.
“Having quality equipment, you can trust is important for our customer’s peace of mind, especially when it comes to the emergency stop.
“It’s the last line of defence for someone in a hazardous situation, so our customers need to know it will work every time.”
CCC prides itself on manufacturing rugged, durable equipment for monitoring and cleaning conveyor systems.
Dangerous dust defeated
A single spark is all it takes to ignite grain dust. That’s why a major grain handler reached out to Kinder Australia to find a solution.
A MAJOR QUEENSLAND
bulk terminal was faced with a predicament. Due to a high material drop at a transfer chute, excessive dust was shooting out at the front of an old, enclosed tunnel like out of a “barrel of a gun”.
The 10-metre-high drop created a high material flow pressure at the end of the chute at the drop zone of the receiving conveyor.
The facility, which currently accommodates more than 85,000 tonnes of bulk grain storage, needed to ensure this dust was contained.
Its maintenance supervisor specifically sought out a low maintenance, long lasting solution to suppress and minimise the dust and spillage at the facility’s outdated tail end transfer chutes.
Additionally, the solution needed to be fire resistant and anti-static (FRAS) to avoid any explosion risk.
Bart Fox, field applications engineer at Kinder Australia, told ABHR the operator had previously relied on double sealing skirtings, which were quickly worn through.
“The key thing we do as field application engineers is understand the root cause of the problem,” he said.
“Rather than taking a one size fits all approach or offering a band-aid solution, we go visit the site to learn more about the problem,” he said.
“For this site, the main issue was the high pressure in the load boot, improper load support and an incorrect containment of the product.
Kinder and Conbulks worked together to modify the drop zone to divert the grain and barley to be more centrally loaded.
The site skirting was also modified to accommodate Kinder’s FRAS AirScrape, FRAS TailScrape, and FRAS K-Containment Seal.
“Knowing this, we were able to offer the right solution.”
Engineered with low friction polyurethane, the K-Containment Seal is designed to contain the bulk product and improve the effectiveness of the outer seal by reducing the high internal pressure experienced inside the chute.
Meanwhile, AirScrape system is a contactless skirting system that is suspended above the conveyor belt itself and uses air movement to prevent fine dust particles from escaping.
A diagonal arrangement of hardened lamellae leads air from the outside into the middle of the belt, creating powerful suction. The material movement, together with the moving belt support, increases the suction effect, keeping fine dust particles in the load zone of the belt.
Images:
Kinder’s engineers work across the spectrum of bulk handling industries and can design.
Kinder’s skirting solution successfully contained the excess dust.
Any coarse materials pushing outward are led back to the middle of the belt by the lamellae, which can significantly minimise spillage.
Bart said the K-Containment Seal’s proprietary polyurethane formula avoids damage to the belt and is a much gentler option than other products on the market.
“When the primary containment method is not at a high enough standard, it means the secondary containment system needs to work harder to contain spillage instead of just dust. This leads to faster wear and more dust.”
In addition, Conbulks and Kinder extended the existing chute tunnel and designed custom DustScape dustboxes.
Behind the drop chute, the tailbox was extended by one metre, with a stainless steel filter cloth. In front of the chute tunnel, a six-metre-long, 1.2-metre-high custom dustbox was installed, also including a stainless steel filter cloth. Inside the dust boxes, five dust barriers and curtains were installed to further settle the flow and suppress excessive dust clouds.
With the reduction in air pressure, dust and material was no longer forced from the tail box. Excessive air pressure gets released through the filter cloth and dust remains inside, dropping back into the material flow.
All of the Kinder equipment was supplied using specialised polyurethane that has been tested to ensure it is suitable for the task.
Bart said Kinder’s engineers work across the spectrum of bulk handling industries, including quarries, ports, mines, and concrete batching plants.
“Nearly every site is dealing with the same problems – and dust control is a big one” he said.
“That being said, even though they have the same problems, each site needs a different approach and a customised solution, which is why we have a broad range of options available.
“Kinder has a representative in almost every state. We can get on a plane and visit a site to provide technical support and find the right tool for the job.”
Following the installation of Kinder’s equipment at the Queensland bulk terminal, the site has greatly reduced the risks associated with wheat and barley spillage.
Visibility during the intake process has also drastically improved, to the point where an external extraction system is no longer necessary, providing cost savings and simplifying maintenance.
With a life expectancy of 20 years before wearing out, the dust and spillage control system offers the facility long-term reliability and effectiveness. The maintenance supervisor has even started planning similar solutions for other areas of the facility in future.
Driving stacker success
SEW-Eurodrive’s range of industrial gear units can be used across a stacker, significantly simplifying supply.
STACKERS AND
RECLAIMERS are complex machines, responsible for moving millions of tonnes of material worldwide every year.
Each is a marvel of engineering, made of hundreds of key components.
Guido Wagner, SEW-Eurodrive’s national industrial gearmotor product manager, told ABHR there is a way of simplifying supply.
“SEW-Eurodrive is in the fortunate position where we can supply every bit of drive gear for stackers and reclaimers,” he said.
“These machines, as they are used in mines, some from original equipment manufacturers located overseas. Sometimes, there’s a mixture of drives that are used for different sections.
“We are pretty much the only company that can supply solutions for the entire machine.”
At the core of a stacker or reclaimer is the bucket wheel. SEW-Eurodrive’s solution to support this vital function is its range of high-performance planetary gear units.
SEW-Eurodrive’s P series of
for applications that demand low speeds and high torque. They save on installation space thanks to the short and compact mounting position of the gear units.
In addition, the company’s XP series of industrial gear units are available for when space is limited.
The gear units are designed to be compact and deliver torque ratings of up to 5200 kNm. The units are often coupled with SEW-Eurodrive’s X.e primary drives, which cover a torque range from 7.2 to 500 kNm.
The drives have high installation variability and many additional modular features such as motor adapters, backstops, various sealing and shaft systems.
Wagner said that the P series can also be used as a slew drive, in addition to driving the bucket wheel.
“For travel drives on stackers and reclaimers, we offer a range of solutions, including the industrial X.e series, or the ultra-compact PPK series, depending on the customer preference for form factor.”
complement SEW Eurodrive’s other industrial gear units. The load is distributed across multiple planet gears, resulting in a significantly higher power density and thus enabling smaller dimensions compared to other gear unit types. This makes the PKK series planetary gear units ideal for heavyduty applications that require a robust, compact design and high gear ratios.
In addition to gear unit design such as flange and foot mounting, the variance at the input and output offers great flexibility for the user.
On the output end, a solid shaft with key and a splined solid shaft are available. As a hollow shaft gear unit, clients can choose between a splined hollow shaft and a hollow shaft with shrink disk. On the input gear end, the motor connection is made either via an exposed shaft-end or a motor adapter.
For conveyors feeding material from the bucket or the boom, SEW-Eurodrive has the K series of helical bevel gear units. These long-lasting, lowmaintenance right-angle units provide high levels of efficiency, saving energy.
SEW-Eurodrive can supply a wide range of gearboxes and drives for reclaimers. Images:
Wagner said that having one manufacturer supply all of a machine’s drives streamlines the entire process for the customer.
“It leads to quicker turnarounds and allows u to build an ongoing relationship with the client,” he said.
“SEW-Eurodrive also benefits from being a very large global player, with long standing experience working with stackers and reclaimers.”
The company has invested heavily in ensuring its service centres are close to customers and have the capacity to quickly provide backup to its clients.
It also has more than $50 million worth of stock on hand locally across seven sales and service locations.
Wagner said reliability is the most important thing that mining clients need.
“Our customers need gearboxes of the best quality, with a rugged design – which is exactly what we’re
“With our roots in Germany and many decades of manufacturing experience, we have optimised our processes across the entire business – from quality assurance to our manufacturing methods.
“That knowledge and experience goes into making equipment that maximises reliability.”
The company’s dedicated service centres can assist with more than just its own gearboxes – it can repair other brands as well. Each site is well equipped to service any gear unit, regardless
Wagner said SEW-Eurodrive plans to continue supplying its highquality gearboxes in the shortest timeframe
“We’re also constantly expanding our service network to keep up with the growing demand. We will be opening another service centre shortly in Adelaide to ensure we can continue to provide the best support possible.”
Partners in success
WDT Engineers’ partnership with SCHADE Foerdertechnik has delivered high-quality bulk handling equipment to Australia.
WDT ENGINEERS’ PARTNERSHIP
with SCHADE Foerdertechnik began 25 years ago and remains strong. At the heart of this partnership is a mutual respect for SCHADE’s quality design and WDT’s quality production and technical services.
WDT fabricated parts for SCHADE’s early Australian representatives in the 1980s and 90s, but, as the market shifted, the German company was looking for a new partner to support its products in Australia. SCHADE was impressed by WDT’s in-house capabilities and technical prowess from its involvement in the delivery of SCHADE’s equipment and formalised their partnership.
“We developed a relationship with SCHADE 25 years ago, and it’s grown from there as a full Australian partner representing their machines in the Australian market,” Andrew Hauff, managing director of WDT Engineers, told ABHR.
“Over those years, we have supplied a number of complete machines to the industry, and we are in a position now where that’s growing further, and we are hoping to move into more markets within Australia.”
WDT Engineers has grown over the past five decades to deliver engineering, fabrication, pre-assembly and shop testing, construction and site support, and aftermarket support for SCHADE equipment and other bulk handling equipment.
Bill Webster, Adrian Downs and Harry Tischler started WDT in the Australian sugar sector in 1970. It has grown to support many businesses across Australia’s broad spectrum of bulkhandling markets from its two facilities in Brisbane and Mackay.
The company has been based in their Acacia Ridge facility in Brisbane for nearly the entire duration of its operations, which is now 50 years. Its Mackay workshop is strategically placed to service key markets in the region.
SCHADE equipment is also strongly present in the New South Wales and Queensland coal industries.
“We have quite a diverse range of products; bulk materials handling equipment is a big part of that now,” Hauff said.
“The SCHADE stockyard machinery is certainly suited to a broad range of applications, particularly the new age minerals, alternative fuels and other developing products.
“We have a strong partnership with SCHADE; we complement each other, combining their long history in the design of their well-proven machines across hundreds of installations around the world and WDT’s local presence, technical and manufacturing support.
“WDT provides the interface for Australian clients to meet the customised requirements Australian projects demand ensuring compliance with Australian standards with the full local delivery of electrical engineering and supply.”
Few environments can match Australia’s claim as one of the harshest bulk handling sectors due to its exacting conditions. This means that few solutions can be “off-the-shelf” and often need to be made fit for Australian applications.
As part of the Aumund Group,
and has forged an impressive track record in the bulk materials sector.
In 1952, SCHADE released its first scraper reclaimer in Germany before it launched the first scraper reclaimer with a double boom seven years later.
Almost 50 years later, it debuted the world’s biggest scraper reclaimer with twin booms and now has more than 800 stackers and reclaimers in operation around the world.
“[In Australia], it is not an out-ofthe-box solution. It tends to be made for purpose, and that is where the WDTSCHADE partnership has worked very well and been very successful,”Hauff said.
“The SCHADE stockyard equipment is well-proven and is based on scraper chain technology that has been developed over the last 70 years, it is a very robust system without the complexity of balance machine solutions.
“There is greater reliability in the machines; they are easier to automate and better suited to the mining and midsize capacity applications.
“SCHADE machines, as a result offer good value to small to medium size projects with their reliable and robust design.”
WDT is the first point of contact for Australian clients interested in
WDT Engineers and SCHADE Foerdertechnik have been partners for 25 years.
Images: WDT Engineers
equipment design, process design, and key components, as well as construction management and commissioning oversight. WDT manufactures the steel structures from its two Queensland sites.
WDT Engineers also provides the electrical and control system design and supply.
Through the SCHADE–WDT Engineers partnership, Australian customers in bulk materials handling can access a wide range of stockyard solutions, including stackers and
SCHADE offer solutions for both longitudinal or circular stockpiles to suit the footprint and plant layout of most sites. Depending on the application, there are solutions for use as buffer storage – with a longitudinal and circular stockpile of maximised volumetric capacity – which stacks and reclaims at high throughput rates or blending storage to provide a homogenised feed to downstream processes. Blending storage options can also use
longitudinal or circular stockpiles, with reclaiming performed with harrows of the pile.
“They have been providing this technology for the longest time and there is a lot of new companies providing this technology but not in this way and with this experience in the industry,” Frank Hahn, division manager for Bulk Material Handling at WDT Engineers, said.
WDT can also provide ancillary plant works, or a balance of plant works to integrate the stacker or reclaimer into the site through additional fabrication. The company can also assist with upgrades and retrofits for SCHADE brand equipment, or any other stockyard equipment, currently in service.
The Queensland-based company maintains a team of expert engineers and operators to help its Australian client base. It is well-placed to deliver service projects in the Eastern states and large fabrications and pre-assembled modules across Australia.
“We have chosen SCHADE and SCHADE have chosen us due to our experience and our engineering capability. We are not just an agent; we are a real partner for them,” Hahn said.
“As the local partner, we are here to support the client on this.
“We have a very proven track record on this over the years.”
WDT Engineers was established in 1970.
Linear makes innovation in real time
Linear Engineering is pioneering a new collaborative design method with a Queensland-based bulk handling client.
WHEN OPPORTUNITY STRIKES, fortune favours the bold, so the saying goes.
Linear Engineering noticed one such opportunity when conventional original equipment manufacturers (OEM) exited the Australian market for reclaimers and balance machines.
The Brisbane-based engineering consultancy had previously designed an array of bulk-handling equipment but had yet to deliver a fully detaildesigned reclaimer.
Geoff Hargreaves, managing director, Lee Williams, principal engineer, and Dr Peter Wilson, senior mechanical engineer at Linear
Engineering, spoke to ABHR about the project and its methods.
“Recently, in the OEM market, there has been a bit of a pullback from supplying this equipment to Australia,” Williams said.
Customers noted the change, too.
Last year, a Queensland-based bulk-handling client approached Linear Engineering to design a reclaimer. It had a different design in mind and, due to its extensive experience, was prepared to take on the reclaimer’s fabrication, construction, and installation.
“It created an opportunity for Linear, as a design house, to step into
that market, whereas traditionally, the role of a design house in this market would be as a design checker or an auditor,” Williams said.
“This gave us the opportunity to design the machine from scratch and then support the client during the construction phase rather than just the auditing.”
Linear Engineering collaborated with sub-consultants and partnered with an electrical firm to deliver its “holistic” reclaimer design.
Since its establishment in 2014, Linear Engineering has adhered to its motto of ‘client-first engineering’. With this in mind, Linear Engineering
It is Linear Engineering’s first fully detail-designed reclaimer.
Images: Linear Engineering
developed a design process that incorporated a real-time 3D model.
With this feature, the client can watch via cloud technology, as Linear Engineering designs the machine with the opportunity for actively providing feedback and input instead of waiting for rigid design reviews as was the traditional method.
“That’s probably the most significant innovation of the design process,” Hargreaves said.
“It is a more collaborative way [to design]; we’re incorporating some workshopping with the client as we progress the design. The previous delivery models have been more siloed and turnkey, and you’d normally just have a few meetings during the design process and get a machine
“We’re working as a more collaborative team, identifying the owner’s needs and their operational needs throughout the process. We’ve been developing the design mostly in 3D and then producing 2D review drawings only when we need to, which is another thing that is different to the formats.”
Live 3D modelling is a new approach for Linear Engineering. It is being road-tested in real time as the company’s engineers work towards completing the reclaimer’s design phase.
“Fundamentally, I think it is very transparent with the client, and definitely a win-win because they understand exactly where we’re coming from, understand exactly what they’re after,”
“They can comment on the design at any time. It is very easy to show them potential issues, ask them questions, or ask for their advice or preference on certain things when you can 3D model.”
In part, the two-way process is possible due to the technical knowledge of the Queenslandbased client, which Linear Engineering has used throughout the design process.
“It helps to have a client who is very knowledgeable and confident [enough] to split the project up into a design [phase] and then have the confidence that they can manage the construction and fabrication themselves,” Williams said.
Linear Engineering’s specialised team has played a significant role in the design of the reclaimer.
Williams, with decades of experience in the bulk materials sector, has led a team of engineers on the project, while Dr Wilson designed and set up a series of comprehensive simulations of the reclaimer’s material flow. The simulations optimise the reclaimer’s performance while reducing blockages and spillage.
In addition, the live 3D modelling has enabled
Linear Engineering’s team to do real-time walkthroughs of the virtual reclaimer model with the client’s key representatives, including their fitters and on-site workers. This lets the key stakeholders see the design in greater detail compared to interpreting conventional 2D drawings which is the more traditional approach.
“That has been a real positive of the 3D environment because it is essential to get the site’s input as well. This isn’t the first reclaimer they’ve got on that site; they have lots of machines and experience on that site,” Williams said.
“It’s been a good learning exercise for us as we’re able to capture those learnings from the team who are actually going to be maintaining and working on the equipment.
“They’ve been able to give us feedback straight away, and we can tell if something is going to work or not really early into the design phase.”
Going forward, after the design phase, Linear Engineering will provide the client with full support throughout
In the meantime, the Brisbanebased engineering firm may have charted a new path forward for heavy industry and bulk material handling clients requiring quality material handling equipment.
“I think we’ve disrupted the
taking a bold step which will ultimately lead to the best outcome for the terminal. We see that the benefits far outweigh the risks,” Hargreaves said.
“Hopefully, it will lead to a better, more authentic experience for the client as well, and together we can build upon
Linear Engineering was engaged by a Queensland-based bulk handling client.
Linear Engineering is using a collaborative approach with the client.
sortexsales@buhlergroup.com
Contact Bühler Australia: Adam Williamson – Sales Manager adam.williamson@buhlergroup.com
Phone: +61 3987 27906
Get ready for newfound levels of simplicity. SPARK Pro invites you to access professional quality optical sorting and defect removal with Bühler’s simplest operation ever.
• Simple operation so less training and operator interaction is required
• Zero spillage so you waste less material
•
• Unbeatable value
Allies through acquisition
Mitchells Group and Allied Grain Systems talk to ABHR about the recent acquisition and what it means for the industry.
ON THE 1ST OF JULY 2024, conveying equipment provider Mitchells Group acquired Australian-based grain handling and storage company Allied Grain Systems.
It was a strategic move to strengthen Mitchell’s position in the local bulk handling sector, expanding its capabilities in the agricultural industry.
“Mitchells is very much a conveyor supplier,” Mic Mittasch, Mitchell’s CEO and global business development manager, told ABHR. “By acquiring Allied Grain Systems, we now have the ability to execute projects that include silos and conveyors – something we previously didn’t have in our portfolio.”
Mitchells designs, manufactures, and installs complete conveying solutions for global agriculture and food industries. Its equipment can be found in oilseed crushing plants, animal feed systems, grain storage, and fertiliser plants.
The company has advanced workshops outfitted with the latest technologies to ensure its equipment is safe, reliable and robust.
Mittasch said the combination of Mitchell’s bulk material conveying equipment and Allied Grain Systems’ specialised grain handling and storage solutions is expected to drive operational efficiencies, improve customer service, and foster innovation in product development.
we can provide a cost-effective solution for the Australian market. On top of that, we can introduce existing customers within the Mitchells’ network to Allied’s exceptional silo offering,” Mittasch said.
Allied Grain Systems has decades of experience when it comes to designing and installing high-quality grain handling and storage facilities. Its team of engineers have previously supplied Mitchells equipment on complex agricultural storage projects.
This engineering expertise is another key factor in the purchase. Mittasch said Mitchells plans to
System’s project managers.
“We’ve visited Allied’s customers and have seen the technical strength of its engineering team. They help customers find the right solutions and are focused on delivering the right solution,” he said.
“The plan is to, over time, have our international team learn from these experts to offer similar expertise across projects in Europe and Asia.”
Both companies are committed to maintaining uninterrupted service and support for their customers throughout the integration process.
Allied Grain Systems will continue to operate under its established brand, from its existing locations and with its existing management team remaining in place.
Allied Grain Systems has decades of experience when it comes to designing and installing high-quality grain handling and storage facilities.
John White, Allied Grain Systems managing director, said the acquisition has allowed the company to source more products, which in turn allows it to deliver projects competitively.
“The acquisition turns us into a more diverse company – we’re now a one-stop, in-house shop,” he said.
“Our combined resources and expertise will create new opportunities for growth and innovation, ultimately benefiting our customers and the broader agricultural community.”
White said he is looking forward to joining forces with Mitchells and contributing to its vision of advancing agricultural productivity.
“We’re all pretty excited at the new possibilities,” he said. “There’s a lot of nice synergies. Both companies have similar philosophies and practises, and the integration has been seamless.”
“Our customers and employees have embraced it. We’re off and away on a
About Mitchells
The Mitchells group of companies is a leading global provider of advanced material handling solutions. Mitchells has manufacturing facilities in China, the UK, and Australia, and designs, manufactures, sells and supports equipment under the Mitchells, Guttridge, Carier and Laserfab brands. It is renowned for its high-quality products and innovative engineering, serving a global market with specialised bulk
ABHR_9_24.qxp_Layout 1 8/13/24 3:25 PM Page 1
Your Best Defence Against Metal Contamination
Eriez High Strength Magnets
provide the Best Defence against metal contamination. Our magnetic separators are designed for any process whether it’s wet, dry, gravity, pneumatic or conveyed. Install Eriez and know you’re protected. Contact an Eriez Representative for details.
Systems
Mitchells plans to have its team learn from Allied Grain System’s project managers.
Scale up
Tecweigh’s conveyor belt scales and weigh belt feeders are helping Australian and overseas businesses in bulk material handling sectors.
CONVEYOR BELT SCALES ARE A valuable data source for any business operating in the bulk materials sectors that turns a company’s conveyor belt into a vital management tool.
Tecweigh conveyor belt scales are designed for weighing in all industries. As Barry Gamble, Tecweigh’s business development manager, says, “if you can convey it, you can weigh it.”
In industries that need tailored solutions and quick turnarounds, Tecweigh’s Australian advantage has shone through for the customers in the quarry, mining and food sectors.
The Australian manufacturer has
Being an Australian-made brand ensures Tecweigh’s custom-engineered products can perform dynamic measuring in the toughest of conditions.
Gamble said that being a local manufacturer helps Tecweigh keep costs down and ensures continued supply.
“We do all our manufacturing in Carrum Downs, Melbourne, which gives us a fast response time,” he said.
“We can normally deliver what the client needs within seven to 10 days.”
Dynamic measuring is a key component in the many bulk handling sectors across Australia, which helps relay accurate throughput information.
To ensure its products are reliable in Australia’s often-harsh conditions and provide accurate information, Tecweigh uses stainless steel, hermetically sealed IP68 load cells designed to provide accuracies of ± 0.5 or ± 0.25 per cent for its weigh belt feeders and conveyer belt scales.
The weigh idler system has been designed to be easy to calibrate to provide consistent accuracy with inbuilt calibration weights.
Its weigh belt feeders can also be manufactured to specific lengths and widths, using powder-coated mild steel or stainless steel, depending
WY15 Conveyer Belt Scale with Built In Calibration Weights.
with custom designs available for even greater capacities.
“Custom designs are our standard practice. Whether it is chemicals, crushed stone, sand, coal, or materials that are low density, sticky, or abrasive, we specialise in building the equipment needed to accurately weigh it,” Gamble
“Our products are also designed for heavy-duty work and have been proven accurate in some of the world’s harshest environments over a long period of
With more than 100 years of industry experience collectively among its employees, the company is continuing to look for new innovations to ensure its customers receive modern products for their applications.
Tecweigh’s Australian headquarters means it can also offer local aftersales support. The company maintains a significant stock inventory for its conveyor belt scales, volumetric feeders,
FIND
PERFECT FLOW
and weigh belt feeders.
The Australianbased company also offers field service support and spare parts supply.
From its beginnings in Melbourne’s Carrum Downs, Tecweigh has built its bespoke business to provide weighingin-motion solutions for industries nationally and internationally.
The company has built a long-lasting relationship with its local suppliers which can help its customers access the best solution for their application.
“We’re looking forward to seeing how Tecweigh can help improve customer’s operations by accurately weighing their materials each time,” Gamble said.
Enclosed weigh belt feeder with Inlet chute, profile gate, wave edge belt.
Non-stop measurement
Thayer Scale has developed highly accurate technology that allows producers in a wide range of bulk handling industries to accurately measure their material flow.
THE MINING INDUSTRY RARELY stops – 24-7 operations are common as every bit of ore is processed in the most efficient way possible.
Mines can’t afford to rely solely on equipment like truck scales to measure the flow of ore; they need a continuous solution.
Allen McIntosh, Business Segment Manager for Thayer Scale, told ABHR that the mining industry is looking for solutions that can maintain measurement performance despite shock, impact, and ongoing dust build-up without pauses.
“Some of the advantages of a continuous weighing process solution are accuracy, reduced equipment footprint, and fewer material transfer points which reduces material degradation,” he said.
“It also allows a site to accurately measure the flow of material entering and leaving your facility. For example, a power plant might be combining different grades of material into its burners, such as biomass and coal. The site needs to control the flow of each material to carefully manage the combustion, and it can only do that if it has an accurate rate of flow for each.
“Using gravimetric flow control instead of volumetric flow control helps
eliminate errors that may be introduced by variations in a material bulk density and particle shape. When coupled with an advanced flow control system, the resulting increase in accuracy can literally save customers millions of dollars per year.”
Thayer Scale has more than 75 years of continuous operation, working with clients around the globe to find ways of accurately measuring their material.
Founded in 1949, it provides engineered solutions for the food, energy, cement, chemical and mining industries. The company has a specialised focus on conveyor belt scales and gravimetric feeders.
Thayer Scale’s clients often have unique manufacturing challenges that require more than a “one size fits all” approach.
The company designs material handling and control solutions specifically engineered to accommodate unique needs with a low long-term cost of ownership.
The company’s project engineering team collaborates with customers throughout the design, manufacturing, and testing phases to ensure operational and cost objectives are met.
For the bulk handling industry, two of its products are particularly popular – its belt scales and weigh belt feeders.
McIntosh said the company’s belt scales are popular in the mining industry, where they are installed as part of a site’s conveyor system.
“Thayer Scale provides the entire belt scale system, including the support assembly. This allows clients to accurately measure the weight and flow rate in their process,” he said.
“We make many different types of belt scales, with weigh sections consisting of between one and eight idlers. The greater the number of idlers, the more accurate the system is.
“In the United States, these scales are certified for trade.”
Attaining a National Type Evaluation Program (NTEP) certification allows the company to sell certified scales in the United States.
‘Certified’ in the US indicates that the device meets a given tolerance, sometimes as low as + 0.1 to 0.125%, and has passed testing to verify its conformance.
The international equivalent is the International Organisation of Legal Metrology (OIML), which Australia uses.
The company designs solutions specifically engineered to accommodate unique needs with a low long-term cost of ownership.
Images: Thayer Scale
NTEP certification means clients can sell directly from the scale with confidence in the accuracy.
Andy Forrester, vice president of sales and marketing at Thayer Scale, said extreme accuracy is one of the key things that sets the company apart.
“The heavy industrial markets are looking for durable, robust equipment that can withstand the shock load of thousands of tonnes an hour. They need to be rugged, durable and built to survive,” he said.
“Specific requirements differ from segment to segment, but the one thing that they are all looking for is accuracy.
“Our proprietary force measurement suspension system (FMSS) functions as a force vector filter. It discriminates between net load measurement forces and all other undesirable extraneous forces. In standard weighing systems, load cells often interpret vibration as weight variation. FMSS technology makes load cells virtually immune to the detrimental effects of vibration.”
The FMSS technology makes Thayer Scale’s equipment exceptionally durable, immune to shock loads, dust and dirt.
On top of that, the scales are low-maintenance devices that can last for decades.
In fact, there are several Thayer Scale products that were installed in 1974 and are still in operation today.
Forrester said Thayer Scale’s instrumentation also includes several features that ensure calibrations don’t interrupt business as usual.
“We can remotely perform calibrations without needing access to the scale itself. The devices can also be fully automated to go through a zero sequence,” he said.
“They’re designed to integrate with programmable logic controllers, allowing sites to readily exchange information back and forth. There’s also the ability to access the information from a web browser, and if a site gives us access, we can drill down into the diagnostics from anywhere in the world.”
Thayer Scale has established a regional manager based in Malaysia who covers Southeast Asia and the Australian region. The company is actively working with local organisations and is in discussions with potential partners to expand locally.
“We get a lot of repeat business from our customers,” Forrester said. “They have been using our equipment for decades and form lifelong relationships with our team. We’re excited to continue growing and supporting these products in Australia”
New–Pallet wrappers
Aurora now supplies the industryleading Robopac fully automatic and semi-automatic vertical and horizontal pallet wrapping machines
• Intelligent technology to get the best load containment whilst reducing your wrap usage.
• Unusually shaped loads, unstable/light loads, sharp edges, and loads that need custom wrap programs – we’ve got it covered.
• Units for low or infrequent use through to 24/7 fully integrated high-speed applications.
• Stainless steel options for hygiene zones.
• Low temp options for freezer zones.
• Corrosion resistant options
• Intelligent, easy to use, highly reliable.
• Specified by process technicians not stationary suppliers.
• Fully installed and serviced.
Thayer Scale’s clients often have unique manufacturing challenges that require more than a “one size fits all” approach.
RKM also has a manufacturing site in DongGuan, China, which manufactures RKM’s expansive portfolio of steel and composite rollers and accessories.
“Sometimes you haven’t calculated enough rollers for a shutdown, or you’ll realise you’re short on rollers and need a fast turnaround for rollers, which is why we started manufacturing in Perth,” RKM Roller director Brett Maiden said.
“Having both factories gives us the opportunity to offer flexible pricing. It is a bit more economical from our China factory due to the scale they produce at, but if the client can’t wait, Perth can deliver it faster.
“It allows us to assist with the customer’s needs with either a quick
RKM Roller Company can manufacture for all applications from lightweight grain and quarrying mix through to iron ore and gold mining.
RKM uses fully automatic milling machines for shaft slots, and semiautomatic machines for shaft and Tube cutting, while CNC machines are used for bearing housings, shaft journals and circlips. Purpose-built press machines are used for the fitting of housing to tube, seal kits and cover caps to allow for a precision fit.
RKM stocks a wide range of conveyor components at its Perth warehouse, including off-the-shelf rollers and stock for its supply contracts. The company stocks from 600 belt widths up to 1500
created in collaboration with Wagners. Together, they developed a heavy-duty, lightweight composite tube suitable for handling some of the highest-duty cycles. It weighs around half as much as a traditional steel roller but maintains the strength and durability to handle heavyduty applications like iron ore mining.
The roller uses the company’s RS seal package and is also equipped with a primary heavy-duty nylon protective outer dual labyrinth shield. The shield provides protection against contaminant ingress and eliminates rock jamming.
Dynamic balancing machines are used by the Perth-based company to ensure the rollers meet AS3709 G16 and achieve the best possible total
RKM has opened a new facility in Perth.
performed, and it will just wear itself down rather than damage the belt.”
RKM is capable of handling any customer requests with its two manufacturing facilities in Maddington, Perth and DongGuan, China.
“If it isn’t on the shelf, or they need more than the stock provided, or it’s a special design part, we will make it,” Maiden said.
“They can provide a basic sketch or drawing and then our drafting team will provide a detailed drawing, We can also do a full design review on the
roller from a profile and data sheet, we can design a roller and bearing solution for them.
“This helps limit failures because it has been under-designed and ensures they are receiving a quality product.”
The facility helps customers get parts.
A load off farmer shoulders
Kotzur’s in-house silo unloaders and sweeps have evolved to provide a complete solution for customers.
JUST OVER A DECADE AGO, KOTZUR
managing director Andrew Kotzur received a phone call from a stressed farmer who had a blocked unloader, a silo full of grain and a waiting truck.
Coincidently, Kotzur was just ten minutes away, so he visited to see the blockage firsthand.
It wasn’t the first time he had received calls and emails from farmers about the stress of time-consuming unloader blockages.
“By diverting my trip, I was able to experience how hard it was for farmers when unloaders block and slide gates get jammed. It’s jolly hard work to unblock them and get grain flowing again,” he told ABHR.
“In 2013, we set about trialling different design ideas at our Walla Walla site until we had a prototype we were confident would deliver the results we were aiming to achieve. The Toowoomba team
started manufacturing the unloaders and have continued developing and improving them since the initial trials,” Kotzur said.
The family business has its unloaders and sweeps installed in facilities around the country.
Kotzur is proud the business has delivered unloaders that clean well and leave minimal grain on the silo floor, resulting in a significant reduction in reported blockages.
He believes innovative thinking is a contributing factor that led to the creation of the unloader, which eliminates the need to enter the silo while the loader is operating and has minimised the effort required to give the silo a final clean.
Having the sweep drive under the floor means it can be permanently wired and is on a separate drive (variable speed is an option) to the main unloader.
The centre pivots for the sweep have fully machined mating surfaces and resemble an oversized turntable.
The strategically placed open slide gates provide a consistent flow of grain, and the offset grain inlets lead to an underfloor auger with controlled pitched flight to prevent inadvertent overloading of the subfloor. This is another feature that has yet to be replicated in other on-farm type silo unloading systems.
Additionally, the slide gates run on ball bearings, this coupled with the large diameter rack and pinion hand wheel used to open and close the slide gates further contributes to the ease of operation of the slide gates for the customer.
Keeping customer safety in mind, the large inlets are designed to minimise the risk of grain bridging, while a 50mm tube runs across the middle outlet as an extra precaution.
The unloaders clean well and leave minimal grain on the silo floor, resulting in a significant reduction in reported blockages.
Images: Kotzur
As an added safety measure, safety bars are fitted under the slide gate to provide protection to anyone stepping into the outlet, if industry recommendations of not entering a running silo are ignored.
Kotzur said the team opted to fit the unloaders with industrial quality gearboxes rather than traditional gearboxes and chose to run the unloaders at a slower speed compared to most others.
“By running the unloaders at this reduced speed, we expect a muchimproved life out of our gearboxes and unloaders. To date, we are achieving the desired results,” he said.
The external components of the unloaders are all galvanised, as opposed to painted finishes, to prevent rust and, again, to increase the longevity of the unloading equipment.
“We have eliminated the need for chains in the system, and the unloaders are now fitted with a COG belt drive,” he said.
“This has produced a quieter running unloader, and reduces maintenance associated with replacing chains as the result of wear and tear.”
Kotzur wanted to produce unloaders and sweeps consistent with its mission with making a difference for its customers. The company consistently manufactures
bulk solid storage and handling equipment that is built to last and includes features that make operation easier.
Not content with the status quo, the Kotzur team is continually investing in research and development to make design improvements in the unloaders again.
FOR EVERYTHING BELOW THE BELT
Kotzur’s unloaders and sweeps are installed in facilities and complexes around the country.
Towards improved FIBC performance
Shaun Reid, operations manager at TUNRA Bulk Solids, and Mitch Boots, PhD Student at the University of Newcastle, share details on their ongoing research into bulk bag performance. This project has been commissioned by the International Fine Particle Research Institute.
FLEXIBLE INTERMEDIATE BULK
Containers (FIBCs), commonly known as ‘bulk bags,’ perform a critical role in the production and supply of various materials, including food-grade products, volatile chemicals, pharmaceutical powders, and application, issues often arise during the discharge of FIBCs, including arching, segregation, and erratic flow. When relied upon for delivery of fine and/or cohesive products, the performance of these systems is seen to be sensitive to storage and transport conditions, with FIBC conditioners (flow aids) commonly relied upon to promote material flow.
with the International Fine Particle Research Institute (IFPRI) and the University of Newcastle to research the mechanics at play during the transport and discharge of FIBCs, so that their performance may then be improved. This project stemmed from IFPRI members’ interest in addressing common discharge and handling issues across a range of industries internationally. The collaboration aims to develop new methods to predict FIBC discharge characteristics, in consideration of the bulk material flow properties, the mechanical properties of the bag and the conditions it experiences during service.
FBICs
FIBCs are industrial containers typically made from woven polypropylene (PP) fabric, used for transporting a wide range of materials, from landscaping supplies to hazardous chemicals. Constructed according to international standards such as ISO 21898 or AS 3668, FIBCs must meet minimum load criteria.
elasticity, stiffness, and fabric thickness, all of which influence the bag’s rigidity and performance. FIBCs vary in design, featuring different inlets, outlets, dimensions, and mounting loops.
The design of dischargers for FIBCs is wide ranging, often employing flow aids and conditioners to improve the discharge of cohesive granular materials.
The type rating of an FIBC bulk bag pertains to its antistatic properties and does not directly indicate the flexibility, size, or load-bearing capabilities of the bag. The classifications are as follows:
• Type A: No static protection.
Type B: Surface breakdown voltage below 6 kV.
• Type C: Electrically conductive or capable of being grounded.
Type D: Antistatic properties.
conventional bins. Specifically, as the wall flexibility increases, vertical stresses rise while lateral stresses decrease. The dynamic nature of FIBC motion during discharge also affects performance, along with the stress history in transportation, lifting, and moving.
TUNRA’s approach
The team’s current approach involves application of experimental, theoretical, and numerical methods to understand and predict the discharge behaviour from FIBCs.
Drawing on over 50 years of expertise in bulk solids handling from TUNRA Bulk Solids, the team aims to apply recent advancements in bulk solid mechanics – such as hoop stress theory and numerical modelling tools – to develop flow models for discharge
Bulk material flow properties testing at the TUNRA Bulk Solids Laboratory.
Image: TUNRA Bulk Solids
from containers with flexible walls. This approach will be supported by experimental testing to measure and analyse discharge patterns from FIBCs, focusing on specific bulk material types that will also undergo characterisation of their flow properties.
The team is in the process of commissioning a phase one experimental rig, to provide insights into flow regimes in a twodimensional context, initially focusing on flow regimes and later measuring the consolidation stresses within the bulk material. The apparatus will serve to validate and refine simulation results and inform the development of a full-scale rig planned for commissioning in 2025.
In parallel to the experimental work, Discrete Element Method (DEM) approaches are being developed to simulate the performance of varying bag/material combinations. DEM offers greater flexibility than
continuum–based analyses by examining microscale interactions between particles and boundaries to predict flow through a system, though require care in their calibration and application.
Simulations have been conducted using ANSYS Rocky DEM, in which the bulk bag has been represented by an assembly of interconnected ‘flexible’ particles.
Flexible particles are composite structures made by connecting simple rigid elements with flexible joints. The prescribed joint mechanics define the reaction of the flexible particle assembly, in this case the reaction and deformation of the bulk bag during discharge.
Initial DEM observations reveal that the bag’s rigidity significantly impacts the discharge of the material, showing a substantial variation in discharged mass when the container’s stiffness is modified. As the container’s
rigidity decreases, its ability to hold its shape is diminished. Initially, the bulk material largely maintains the container’s geometry during discharge.
However, as the bulk solid discharges, the container begins to rapidly lose the structural integrity provided by the bulk solid, leading to a notable transition in behaviour.
Summary
By further developing the approach and early observations presented within this article, the research team aims to explore and address the challenges associated with the discharge of FIBCs.
The insights gained from this study are intended to inform design and discharge strategies to reduce reliance on conditioners and enhance the efficiency and reliability of FIBCs across a range of applications, with the
talk
Steve Davis discusses Australia’s bulk handling sector, highlighting the advancements the industry has made and the organisations that are providing local innovations and expertise.
Steve has worked in bulk handling for 30 years, for both resource companies and professional engineering firms, in Australia, South Africa, the Middle East and Canada. His experience encompasses such commodities as iron ore, coal, potash, phosphates, petcoke, sulphur, sands and grain.
Steve Davis summarises some of the problems and realities he has found when it comes to the design of chutes, bins and hoppers.
RECENTLY, I HAVE BECOME involved with evaluating the designs and installations of chutes, hoppers and bins where the functionality is not asexpected. Why am I asked? Because performance is reducing productivity through low flow or blockages, or the cost of maintaining flow through repairs and cleaning is excessive, and to get a different perspective. A typical flow sheet is and hourly steady state representation of the desired
annual throughput. Some organisations apply an annual downtime factor, e.g. 65 per cent utilisation, and this boosts the steady state flows to 154 per cent of the annualised flows. It does not reflect that most materials handling systems are not steady state in operation, even though they operate at the required average rate.
Examples are apron feeders, where flow varies as the pans are discharged and cyclic fluctuation of plus or minus 25 per cent or more of average is possible with
some materials, filter discharges are typically cyclic at no flow to perhaps 400 per cent average flow as the cake is discharged. Many processes take time to stabilise or fluctuate and bulk properties may be different from the “normal”, even if from a process perspective the product is the same. Stockpiles often must be refilled at a significantly higher rate than average when drawn to empty. If equipment is not sized correctly for these flow variations, then poor materials handling result.
STEVE DAVIS
The internal walls of most chutes and bins and similar are never completely smooth.
Images: Steve Davis
Avoid gross errors of understanding. I reviewed a flowsheet that included a 50,000-tonne bin with a single small outlet to load a train. The bin was sized on the highest potential compressed bulk density, and when full would have stopped the entire process. The bin would have been monstrous, and the outlet almost certainly would not have functioned. The bin was changed to a ground stockpile with overflow capacity from push out. Another flowsheet had all conveyors designed at 1/8760 of the annual throughput, i.e. 100 per cent utilisation. Another plant was constructed with rock box chutes for ore that was wet and sticky.
Define the material. The simplest mistake can be a problem. For example, a large conveyor system designed with a higher bulk density than actual, resulting in overfilling and spillage from surging at design flows.
We have a choice of excellent bulk testing laboratories, and the cost of testing is minor compared to the
losses from a single error over life of operation. I recommend a basic understanding of the test outcomes and how they benefit design is used to discuss expectations with the laboratory. All laboratories will offer a “standard” test option list and can provide design guidance.
Testing requires a suitable sample, not a pile scraped from the toe of a stockpile. Test results are pointless unless they are used correctly as the basis for design.
Don’t assume that testing of a pit core sample will be representative of the ore as it is mined, crushed, screened, crushed again and processed further.
Don’t test against wear material that is irrelevant. Having results for carbon steel is pointless if ceramic or other wear plate is to be used.
Be realistic with the amount of moisture likely to be added for dust suppression or in processing. A fine filter cake at the end of a process is
From Coffee to Concrete
likely to handle very differently to the ore at the beginning. If you have an existing facility with the same material, use this as correlation, but for example, hard cap iron from one mine is not the same a below water table iron from another. Ore in the wet season may handle differently from the dry season.
If a standard laboratory test suite mentions the bulk material to be (very) difficult to handle, take note, understand why and whether anything can be changed to improve flow. A bulk material was transported from China to Australia in containers. Testing showed it was probable we would have a solid block on arrival, so mechanical handling was not a sensible option.
Having understood the material properties and the rate of flow, the next step is to develop a design. The quick, easy and cheap design comes from taking an existing design and stretching it to suit.
The first problem with this approach is that the design office
rarely gets site feedback so doesn’t know whether the original works. The second problem is that this design could be inappropriate for a different bulk material, and the flow properties are often ignored. The third problem is that space constraint often forces the shape, whereas the shape should force the space required. The arrangements of chutes and hoppers is defined in the layout before understanding whether they will function well.
Growing in favour, Discrete Element Modelling (DEM) has been with us for some time. I believe the main reason for use to be the generation of attractive coloured animations.
The problems I have seen with DEM start by assuming that being able to computer model a system to handle bulk materials comes with knowledge of bulk flow and manufacturing methods.
Does anyone see a benefit from creating a model that does not have specific bulk material flow input data, including size distribution, shape variation and clarity on interparticle and interwall reactions?
I have seen DEM models of ore flow where all particles were spherical and the same size and were proposed for a complex chute design for a problem material. I have seen DEM models where the flow is good for the 60 second in the animation, but with indication of potential material build up. Fine if the same 60 seconds is repeated over and over but given the variability of ore properties over short and long term, I take any such indication as potential failure.
Animations often only show the flow condition and ignore the possibility of start from full, such as a blocked chute or bin that has been full for a few days.
The worst observation, in my opinion, is that the models do not replicate the manufacturing process, with smooth 3D walls that could only be made by esoteric methods if at all. The internal walls of most chutes and bins and similar are never completely smooth, often have many small ledges and valleys that entrap fines and initiate build up and resist flow. I have not seen DEM consider a worn surface.
Our common system appears to be one where the DEM design is passed to a designer who then replicates the DEM “on paper” for fabrication. I find that many designers and engineers do not understand the finer points of fabrication, and the result is something that looks like the DEM at a glance, might be fabricable and misses details of installation and maintenance, and where accessories such as access doors, belt cleaners, dust sprays and air canons are literally stuck where they fit, and not where they should be.
Fabricators will do their best to replicate the design drawings, but they are under pressure and take short cuts. I have yet to see any fabrication detail go back into the DEM, with final shape and dimensions as a check of flow. I have tried but there never seems to be time or budget.
On site, we find subtle differences in dimensions, and to save time the contractor makes it fit, without understanding consequences. During commissioning, the designed in adjustment capability such as in chutes is rarely altered, and the chute operates in the position shown on the drawing, which could be good, but many aren’t.
I have seen chutes where the head was mounted 0.2 m low allowing some material to miss altogether. I have seen others where the design hides the upper chute adjustment inside an inaccessible head box. Feeder outlets are still designed without flow relief.
Finally, the issues with materials handling components rarely get back to the designers, and so lessons learned are not passed on, good or bad.
To make matters worse, it seems common for operations to make their own quick fixes when system don’t functions as expected, and we see fundamental changes in liner materials.
Doubling the liner thickness at a hopper outlet reduces the outlet size and provides an all-round ledge on the hopper wall. Welding in random wear blocks (chocky blocks especially) rarely does anything positive except to go for another piece of low hanging fruit. Again, the operator generally does not chase the design organisation except for significant problems.
Dust sprays can be installed in areas where they shouldn’t be.
I have seen well-meaning purchases of cheaper components, mainly liners, which result in reduced operating life. Strangely, the obvious solution of going back to the original or something better doesn’t always happen.
Finally, the upgrade comes along, and well-intended changes are made. Conveyors are easy to speed up, but chutes are unchanged, the chute has a problem that is fixed without engineering input, and the chute gets worse. I have seen chutes become a scheduled maintenance item because it is easier than engaging specialist guidance and fixing it well. Hoppers, bins, and stockpile are left unchanged during an expansion and are insufficient to provide expanded surge causing outages.
Is the problem that we are unwilling to commit the time, money and resources to engineer a good solution? Are we bound by other benefits of using a one-stop shop, but where in depth
The knowledge and capability to get things right is certainly available, and like many aspects of good bulk materials design, the smaller specialised organisations are available and often have proven results from
feeding the results back for continuous improvement. I have, however, seen a few examples of projects paying for good advice or product and then ignoring the advice or installing the product differently to recommendations –
Chutes and hoppers can become a scheduled maintenance item because it is easier than engaging specialist guidance and fixing it well.
Simple stockyard solutions
Frank Gatto writes for ABHR about the simple design tools engineers can use to understand the operation of a bulk handling stockyard.
MANY STOCKYARD OPERATIONS
consist of material handling systems such as conveyors, bins, feeders, hoppers, stockpiles, and material handling machines.
When designing a stockyard, engineers need to decide on a suitable capacity and size for the various components of a stockyard. The under sizing of equipment can lead to excessive delays and decreased annual throughput.
Oversizing equipment can be expensive both in capital costs and in operating and maintenance costs. There is a trade-off between service cost and delay time.
Typically, engineers have used experience and engineering judgement to help size components. Also, simulation models have been used to help understand requirements of the stockyard layout. However, simulation models can be quite complex and are difficult to use to help gain an understanding of what is happening in the stockyard.
Frank Gatto explains for ABHR a simple set of equations that can be used for “back of the envelope” calculations; the equations are based on Queuing or Waiting Line Models.
A detailed review of Queuing Theory is presented in the excellent textbook by Chase, Aquilano and Jacobs.
It is important to understand that the simple equations presented in this paper are not meant to replace engineering judgement or become a substitute for detailed simulation. Rather the equations can help provide a better understanding of the issues and constraints within stockyard operations during the initial stages of development. The use of these simple tools is illustrated by some examples.
QUEUING MODELS OR WAITING LINE MODELS
Queuing or Waiting Line Models are an important application in operations management for the prediction of congestion, as measured by delays caused by waiting in line for a service.
This is a common situation – a business needs to decide on the optimum mix of cost (increased service) versus delays (increasing waiting). Customers arriving at a checkout counter in a store, a theatre ticket office or a fast-food drive-through may feel that they are wasting their time if there are repeated and excessive delays.
The use of Queuing Theory is demonstrated via a truck dump station example (refer to Figure 1). This shows a typical truck dump station for a mine or port stockyard. The trucks take the ore from the pit to the stockyard.
If the hopper is full when a truck arrives, then the truck may need to queue, or it may dump its load on the pad, requiring “double handling,” and continue back to the pit. Excessive waiting time or “double handling” of the material can lead to reduced overall throughput.
The variables to consider for this example are the number and size of trucks, the size of the hopper and the throughput capacity of the feeder and conveyor. The operators want to understand the influence of each of these variables.
The queuing system consists of two main components in arrival characteristics and service characteristics.
ARRIVAL CHARACTERISTICS
Arrival characteristics have key features: Size of the arrival population. Arrivals may be drawn from a finite or infinite population. In the truck dump example, the size of the truck fleet is important. An infinite population means that the truck fleet is large enough so as not to have an adverse effect on the service facility.
2. Distribution of arrivals. Queuing formulas require an arrival rate. A constant arrival rate means exactly
FIGURE 1: Typical truck dumping station.
the same time between successive arrivals. In stockyard applications, the only arrivals that approach a constant arrival rate are those subject to machine control such as material delivered by a conveyor. Truck arrivals, train arrivals and ship arrivals are commonly variable or have random arrival distributions.
3. Behaviour of arrivals. A patient arrival is one who will wait as long as necessary for the service facility to serve them. In the dump station example, a truck may only be prepared to wait for a certain amount of time. If the waiting time is too long, the truck may decide to dump its load on the pad rather than wait for the dump station to become free.
SERVICE CHARACTERISTICS
The service characteristics have three key features:
a single hopper or through
1. Length of the queue. For the dump station example, this is equal to the
of time that the arrival spends at the system. For example, how long does it take for the truck to dump its load and for the feeder to clear the hopper so that another truck can commence dumping.
World leaders with 50 years’ experience in Bulk Materials Handling Research and Consulting
Flow Properties and Materials Testing
Dust (environmental) Testing
Wear Testing (Impact, Abrasion and Erosion)
Conveyor Belt, Idler Roll and Pulley Testing
Discrete Element Method (DEM) Modelling
DEM Calibration Testing
Materials Handling Consultancy and Contracted Research
Bin and Stockpile Design
Pneumatic and Hydraulic Conveying
Computational and Scale Modelling
Site Visits
Professional Development Courses
The equations for waiting line models (Chase, Aquilano, & Jacobs, 1998) can be quite complicated and sometimes it can be easier to solve these problems using computer simulation. However, there is a “quick and dirty”
FIGURE 2: Typical truck dumping station with two hoppers.
mathematical approximation to the queuing models.
All that is needed is the mean and standard deviation of the arrival rate and service time. A stopwatch can be used to measure the arrival times and the service times. The equations for the queuing model are presented below.
EXAMPLE: TRUCK DUMP STATION
This example presents the results of the problem shown in Figure 2. The mine currently has an annual throughput of 8MT, and it wants to increase the annual throughput to 12MT. What options are available to handle the increased throughput at the dump station?
Currently the mine operates for 6500 hours per year and the truck size is 150 tonnes. It is assumed that the size of the truck population is infinite. The equations for the calculation of the queuing time are presented below.
The mean truck arrival time is calculated by multiplying the number of operating hours by the size of the
truck payload and dividing by the annual throughput.
For this problem, trucks arrive at an average rate of 8.2 trucks per hour. The mean truck dump time is four minutes.
The system characteristics of the truck dump station show that the dump station is utilised for 55 per cent of the time. The average time in the system is
about five minutes and the time spent queuing is about one minute.
What is the average truck queue length and waiting time if the annual throughput is increased to 12MT and all the other input parameters remain the same? The queuing model equations can be updated based on the new parameters. The truck arrival rate increases from 8.2 trucks per hour to 12.3 trucks per hour.
The average queuing time is now five minutes and the average time in the system is over nine minutes. This may be unacceptable for the mine because more trucks may be required.
Some of the other options that can be investigated include upgrading the trucks to 200 tonne payloads, increasing the efficiency and reliability of the mining operation so that the operating hours can be increased and increasing the feeder rate on the hopper to decrease the truck dumping time. Table 1 presents a summary of the results of various options. As can be seen from the results, there can be a significant difference between the different options. The results demonstrate that this “quick and dirty” calculation can help provide a better understanding of some of the issues and constraints within stockyard operations.
CONCLUSIONS
It is important to note that the equations presented in this paper are not intended to replace simulation studies or sound engineering judgement.
Rather they should be used as simple tools to help engineers understand the constraints and issues associated with stockyard layout and design.
Table 1. Summary of Average Time in System for Different Options
FIGURE 4: Input data for truck dumping service time and truck arrival time.
FIGURE 3: Input data required on service time and arrival time. Xs = mean service time.
TABLE 1: Summary of average time in system for different options.
AIMEX PROVIDES AN UNMATCHED OPPORTUNITY TO CONNECT AND DO BUSINESS WITH LEADING MINING SUPPLIERS FROM AROUND THE WORLD.
READY-MADE SOLUTIONS
To Your Specific Bulk Bag Handling Problem
FILL CONDITION UNLOAD
Fill one bulk bag per week or 20 per hour with REAR-POST, TWIN-CENTREPOST™, and SWING-DOWN® Bulk Bag Fillers
Flexicon’s extra-broad model range, patented innovations and performance enhancements let you exact-match a filler to your specific cost and capacity requirements. Patented TWIN-CENTREPOST™ models maximise strength, accessibility to bag loops and economy. Cantilevered REAR-POST models allow pass-through roller conveyors. SWING-DOWN® models pivot the fill-head to the operator at floor level for quick, easy and safe spout connections. Optional mechanical and pneumatic conveyors.
Loosen material solidified in bulk bags during storage and shipment with BLOCK-BUSTER® Bulk Bag Conditioners
Opposing hydraulic rams drive contoured conditioning plates to crush and loosen solidified bulk material safely and easily. Bulk bags can be raised, lowered and rotated to allow complete conditioning of the entire bag through the use of automated turntables and scissor lifts, or electric hoist and trolley assemblies. Offered as standalone units for loading with forklift or electric hoist and trolley, or integrated with bulk bag dischargers for reduced cost, footprint and loading time.
Save time, money and space with BULK-OUT® Multi-Function Bulk Bag Dischargers and Weigh Batching Stations
Condition, de-lump, screen, feed, weigh batch, combine with liquids, and convey as you discharge, with a custom-integrated, performance-guaranteed, dust-free discharger system. Offered as stand-alone units for loading with forklift or electric hoist and trolley, split frames for low headroom areas, economical half frames and mobile frames. All available with mechanical and pneumatic conveyors, flow promotion devices, bag dump access, automated weigh batching packages, and much more.
Stand-alone units to complete, automated systems integrated with mechanical and pneumatic conveyors