VOLUME 116/09 | OCTOBER 2024


VOLUME 116/09 | OCTOBER 2024
THE BEST IN BULK MATERIAL HANDLING

United. Inspired.
A flexible, high-performance production drill rig with fast positioning and precise hole accuracy. The Simba E7 is adaptable to all types of drilling thanks to the boom mounted drilling unit and a boom that can handle large variety of drilling tools, including our most powerful rock drills. Available with a battery or diesel driveline, these machines are highly customisable and feature tele-remote control capabilities and the option for autonomous connection via Epiroc’s Rig Control System. epiroc.com.au


Bulk material handling could be considered something of a no-frills component of the Australian mining industry, but its importance cannot be overstated.
The efficient and safe transportation of ore across the mining supply chain is not possible without the support of the mining equipment, technology and services (METS) sector, where innovators are constantly exploring ways to further optimise material handling processes. Given the vast and oftenharsh environments of the Australian resources industry, material handling equipment needs to be robust and reliable, and engineered to avoid costly downtime.
As part of the October edition of Australian Mining, we’ve taken the opportunity to celebrate the material handling original equipment manufacturers (OEMs), suppliers and service providers that underpin productivity and safety in today’s mining sector.
Control Systems Technology (CST), known for its custom-designed belt-weighing equipment, graces the cover of this edition.
CST has developed a range of solutions that assist mining companies precisely understand the materials with which they are dealing.
This includes its close-spaced roller rack belt weigher, a volumetric scanner, and the company’s IntelliRoll solution.
Elsewhere, we shine a light on a Western Australian case study overseen by Lincom.
When a mining customer urgently needed a high-capacity mining radial telescopic conveyor for an operation near Kalgoorlie, and with the required equipment not available in Australia, Lincom converted a quarry-specified radial
CHIEF EXECUTIVE OFFICER JOHN MURPHY
CHIEF OPERATING OFFICER CHRISTINE CLANCY
GOUP MANAGING EDITOR PAUL HAYES
EDITOR TOM PARKER
tom.parker@primecreative.com.au
ASSISTANT EDITOR
ALEXANDRA EASTWOOD alexandra.eastwood@primecreative.com.au
JOURNALISTS
OLIVIA THOMSON olivia.thomson@primecreative.com.au
telescopic conveyor into an effective miningspecified solution.
Within 34 days, the Lincom WA team dismantled the original machine, re-engineered it to meet mining standards and delivered it to Kalgoorlie, beating the client’s deadline by a day.
DYNA Engineering is also featured, with the company showcasing its high-density polyethylene conveyor guard, a solution that has more than proved its worth in the Australian resources industry.
Elsewhere, Australian Mining reflected on the 2024 Diggers & Dealers Mining Forum which took place in Kalgoorlie in August, highlighting some of the noteworthy presentations from the seminal event. For this, we didn’t just spotlight the big names but also the emerging companies who have experienced great growth in recent times, particularly due to of some head-turning discoveries.
The upcoming International Mining and Resources Conference (IMARC), taking place in Sydney from October 29–31, is also on the docket. We preview some of the major additions to this year’s event, including a new stream that confronts the challenges of bringing a mining project from discovery to production.

The Australian resources industry has long required reliable belt-weighing equipment for its material handling applications. The sector has focused on providing process control equipment, industrial computer systems and instrumentation emerged, supporting the mining sector’s continued evolution. Founded in 1984, Control Systems Technology (CST) is a key player in this space, having built a reputation for its delivery of accurate, reliable and durable in-motion weighing equipment. A key element of CST’s success has been its focus on developing the technology to bring high-accuracy weighing technology to critical, high-value material weighing applications. The company supplies belt-weighing equipment all across Australia, including to some of the most important mining ports.
Tom Parker Editor
KELSIE TIBBEN kelsie.tibben@primecreative.com.au
DYLAN BROWN dylan.brown@primecreative.com.au
CLIENT SUCCESS MANAGER
JANINE CLEMENTS
Tel: (02) 9439 7227 janine.clements@primecreative.com.au
SALES MANAGER
JONATHAN DUCKETT
Tel: (02) 9439 7227 Mob: 0498 091 027 jonathan.duckett@primecreative.com.au
ART DIRECTOR
MICHELLE WESTON
michelle.weston@primecreative.com.au
9690 8766 subscriptions@primecreative.com.au
Cover image: Control Systems Technology

6 DIGGERS & DEALERS
Digging down under The seminal Diggers & Dealers Mining Forum was held in Kalgoorlie in August, bringing together key industry players from across the country.
12 BULK MATERIAL HANDLING
High-precision bulk weighing solutions
Control Systems Technology is focused on driving greater efficiency and accuracy in the Australian mining industry.
26 BULK MATERIAL HANDLING
Uniting for innovation
BHT and TRS have come together under one roof to form a dynamic mining partnership.
34 BULK MATERIAL HANDLING
Production in bulk
An Australian mine recently approached Mineral Processing Solutions with a
48 LITHIUM
Where are we with lithium?
Amid a turbulent pricing environment, Australian Mining explores the critical mineral’s current state and future prospects.
62 EQUIPMENT
Going PRO Kal Tire’s KalPRO range has made it easier than ever for customers to access the right solutions and equipment for their jobs.
90 FUEL MANAGEMENT
Masters in fuel management
Veridapt supports Roy Hill to set the standard for fuel reconciliation in the mining industry.
114 STOCKPILE MANAGEMENT
Conquering an age-old problem

Hitachi and Wenco are attracting plenty of attention for their new stockpile
124 SURFACE MINING
Stronger by the day
The Hardox wear plate shows plenty of muscle in Schlam mine truck bodies.
REGULARS
3 COMMENT
128 PRODUCTS
130 EVENTS





Bradken’s Zenith® Plate Lip ground engaging tools are engineered to minimise dig energy required for penetration and extend wear life.
•Bradken Zenith® Points and Adapters are available in three options to suit multiple applications.
•Easy conversion to Zenith® GET from existing plate lip fitments or complete new lip.
Our unique design reduces change-out time with a truly hammer-free pin, and dedicated point removal tool to enable safer removal.

Discover the benefits of our latest surface mining innovation
D ELIVE RING AN
The Diggers & Dealers Mining Forum is a key event in the mining industry’s calendar.
Every year, the conference brings together industry leaders, investors, and policymakers to discuss trends, challenges, and opportunities in the Australian mining sector.
THE SEMINAL DIGGERS & DEALERS MINING FORUM WAS HELD IN KALGOORLIE IN AUGUST, BRINGING TOGETHER KEY INDUSTRY PLAYERS FROM ACROSS THE COUNTRY. THE EVENT ALSO FEATURED VARIOUS PERFORMANCES.
Diggers & Dealers has earned a reputation as a key networking platform for the mining community, featuring presentations from top mining companies and providing insights into the latest developments in the industry.
Various key topics were discussed at Diggers & Dealers this August, which will shape the future of mining in Australia and beyond, highlighting the importance of innovation, sustainability, and investment in the sector.
WA1 Resources
WA1 Resources managing director Paul Savich used Diggers & Dealers to unveil the company’s ambitious plans for its Looney niobium deposit in Western Australia.
The Looney deposit was discovered in 2022 and has rapidly become recognised as a significant find, with initial resource estimates showing 200 million tonnes at one per cent niobium
Savich said the Looney deposit “looked unique”, comparing it to some of the world’s leading niobium mines like Brazil’s Araxá mine, which currently supplies over 80 per cent of global niobium.
The discovery has sparked a deeper focus within WA1 on understanding and penetrating the niobium market, known for its critical role in the steel industry due to its ability to enhance strength and durability.
The Looney deposit’s significance lies not only in its size and grade but also in its potential to reshape the global niobium supply chain, which is currently dominated by just three mines worldwide.
Savich said the company looks to advance Looney’s development rapidly, with ongoing environmental studies and a focus on de-risking the project.
With a market cap of around $1 billion, WA1 Resources is poised to make Looney a cornerstone of its growth strategy in the critical minerals sector.
Wildcat Resources
Wildcat Resources managing director AJ Saverimutto delivered a compelling presentation focused on the company’s strategic growth and the potential of its flagship project, Tabba Tabba.
The Tabba Tabba lithium-tantalum
crown jewel, positioned in the heart of the “Silicon Valley of mining”: the Pilbara region.
Saverimutto emphasised that the site’s proximity to major lithium hubs and existing infrastructure provides a competitive advantage, highlighting the significant progress at Tabba Tabba over the past year.
The project commenced drilling in July 2023, having completed 100,000m and achieving strong metallurgical recoveries in phase one tests.
The Wildcat Resources team is on track to release a resource estimate for Tabba Tabba, and is aiming to complete environmental approvals and advance towards a pre-feasibility study in the coming year.
Saverimutto said Wildcat Resources is in a strong position, backed by a skilled team and robust financials, including $77 million in funding.
Boss Energy marked significant achievements in uranium production this year, particularly through its Honeymoon uranium mine in South Australia.
In April 2024, Boss successfully produced its first yellowcake at Honeymoon. This achievement emphasised Honeymoon’s potential, making it Australia’s first uranium mine to start operations in over a decade.

In addition to Honeymoon, Boss Energy expanded its production footprint with a 30 per cent stake in

producer on the ASX and that’s set to continue for a number of years, but building mines take time,” Boss Energy managing director and chief executive officer Duncan Craib said.
Boss Energy has focused on acquiring advanced restart projects, such as Honeymoon, to secure a strong position as global demand for uranium surges. The company’s multi-faceted approach includes a commitment to exploration and development, with 6000 square kilometres of prospective uranium tenements in South Australia and a robust JORC resource base.
“We are prepared for the inevitable turn in the commodity cycle by acquiring advanced restart projects to ensure pole position for that next stage of growth,” Craib said.

project in WA.
Gonneville, located near Perth, is touted as the largest palladium, nickel, and copper resource in the Western world.
Dorsch emphasised the scale and potential of the project, which contains an estimated 17 million ounces of

“It’s a huge resource; there’s a huge amount of metal in the ground there in a single deposit,” Dorsch said.
“It’s just really not something you see very often.”
The project is currently in the prefeasibility study (PFS) stage, with regulatory approvals underway.

WA1 RESOURCES MANAGING DIRECTOR PAUL SAVICH.
A key development for Chalice is its non-binding memorandum of understanding (MoU) with Mitsubishi Corporation, one of the largest Japanese trading houses.
“We intend to work closely with Mitsubishi, refine the flow sheet and product mix, and formalise a binding partnership following the completion
of the PFS in mid-next year,” Dorsch said.
Despite recent challenges in commodity prices, Dorsch highlighted the project’s competitive position.
“This mine will be the most competitive PGE mine in the Western world, sitting very safely in the second quartile,” he said.


Chalice’s strong financial position, with $111 million in cash and no debt, further solidifies its ability to advance the project without dilution to shareholders.
De Grey Mining managing director
Glenn Jardine spoke about the company’s significant progress at its flagship Hemi gold project in the Pilbara.
Jardine said the discovery of Hemi has reshaped perceptions of gold exploration in the Pilbara region, turning an unlikely area into the site of a world-class deposit.
“The discovery of Hemi has completely reversed people’s thinking about gold up there,” Jardine said.
The company has made sizable developments since the last Diggers & Dealers, with key developments including a $600 million capital raising, bringing De Grey’s cash balance to around $900 million.
This has provided confidence to stakeholders and enabled the company to continue pre-production activities.
Jardine also highlighted environmental milestones.
“We also received levels of assessment for the environmental approvals that we put in June/July 2023 and those environmental levels of assessment were what we expected,” he said.
The updated definitive feasibility study (DFS) was another key topic, showing an impressive post-tax net present value (NPV) of $5.7 billion at current gold prices.
De Grey Mining plans to release a new resource estimate for Hemi in November, with continued focus
Arrow Minerals managing director
David Flanagan spoke about the company’s ambitious plans for its newly acquired projects in Guinea.
Flanagan emphasised the critical role of iron ore and bauxite in global infrastructure and electrification efforts.
“Without iron ore, you can’t do much,” he said. “All electrification infrastructure needs steel.”
its recent acquisition of the Niagara bauxite project.
Flanagan announced an exploration target of 170 to 340 million tonnes, highlighting Guinea’s global prominence in bauxite production.
He also emphasised the advantage of the project’s proximity to a new multi-user railway line, mentioning Arrow’s developing iron ore project at Simandou North in West Africa as a key element.

“The infrastructure being built for Simandou is going to serve multi-user operators and mines ... with a very strong mandate and capability to service third parties like us,” he said.
Flanagan also shared Arrow’s strategy of leveraging synergies across multiple projects to reduce
“With every additional operation, your operating costs drop by between 10 and 20 per cent,” he said.
Flanagan said he has confidence in the Arrow team and their ability to deliver meaningful, profitable projects.
“We’re keen to have a good time, create value for people, and deliver something really meaningful that the whole world really needs right now,” he said.
Spartan Resources managing director
Simon Lawson took to the Diggers & Dealers stage to speak about the company’s recent successes and strategic outlook.
Lawson spoke primarily of the Dalgaranga gold project, Spartan’s
flagship asset, situated 65km from Mount Magnet in Western Australia.
Spartan Resources has significantly upgraded its resource base at Dalgaranga, displacing low-grade ounces with higher-grade discoveries.
“We’ve been able to displace the lowgrade ounces that were previously being reported and replace them with highgrade two and a half million ounces at 4.8 grams per tonne, which is about three grams higher than when I walked in the door,” Lawson said.
“In a two-year period, we’ve changed the world for this company.”
Spartan’s recent resource update revealed substantial growth with 16.1 million tonnes at 4.8 grams per tonne for almost 2.5 million ounces.
Spartan’s focus remains on highgrade exploration, with significant drilling activity planned.
“We are going to undertake 90km of drilling to see what else is there,” Lawson said. “We want to put a reserve out the second half of this year ... and I think it’s going to blow people away.”
Lawson said the company is in a strong position, citing its high-grade assets, existing infrastructure, and proven team, all of which contribute to Spartan Resources’ undervaluation in the market.
Diggers & Dealers was a key stage for miners across Australia to speak to their successes and wins throughout the year.
With the 2024 event under wraps, the industry now turns its attention to the future – and Diggers & Dealers 2025. AM






AUSTRALIA IS SET TO WELCOME ITS NEXT TIER 1 GOLD MINE IN THE COMING YEARS THROUGH THE INTRODUCTION OF THE HEMI GOLD PROJECT IN THE PILBARA.
It takes considerable funds to build any new gold mine, let alone develop one in a jurisdiction not traditionally known for extracting that particular metal.
The Pilbara region in Western Australia has hosted gold mines in the past, including Calidus Resources’ Warrawoona operation, but none have been the scale of what De Grey Mining is currently looking to undertake.
De Grey will aim to produce 553,000 ounces (oz) of gold at Hemi in its first year of operation, at an all-in sustaining cost of $1229 per ounce. Year two will see peak production at 570,000oz, followed by another seven years of production hovering around the 530,000oz margin.
For comparison, Calidus produced 57,699oz of gold from Warrawoona in the 2023–24 financial year.
After closing a $600 million capital raise in May, De Grey clinched a major milestone in late August, with a $150 million loan coming from the Federal Government’s Northern Australia Infrastructure Facility (NAIF).
Hemi is the only greenfield gold investment from the lending body to date.
The loan will be part of a broader $1 billion senior debt facility De Grey is finalising with commercial banks, which includes a $130 million cost overrun facility.
Across the financing streams, De Grey continues to solidify the foundations for Hemi construction, which the company hopes to commence
in the next 12 months following final environmental approvals and a final investment decision.
The NAIF funding includes terms necessitating De Grey’s continued engagement with the Kariyarra People, the Native Title holders of the land on which Hemi is located.
“Hemi is located on Kariyarra lands and the development of the project will provide the Kariyarra People with important economic, employment and vocational opportunities,” De Grey managing director Glenn Jardine said.
“It will also support the preservation of Aboriginal cultural heritage and land management through the establishment of a ranger program within Kariyarra country around the Hemi area.”
The strategic significance of the Hemi gold project cannot be overstated.
Jardine said the Hemi processing facility will not only serve the immediate needs of the project but could also become a long-term asset for the Pilbara, capable of processing gold ores from across the region and potentially from other parts of northern Australia.
Jardine has also indicated Hemi has the potential to expand the Pilbara’s commodity profile.
“Large-scale gold mining isn’t necessarily something that the Pilbara has seen before, so I think it’s really good in terms of diversification of the commodity mix as well as the technological mix,” he said in April.
“This will create opportunities for people in terms of training and
development to be able to work in a gold mine as opposed to what they’re used to working in, which is probably predominantly iron ore.”
De Grey is fortunate to be operating in a recognised mining jurisdiction, which allows the company access to established infrastructure such as a bulk export and import facility at Port Hedland, two gas pipelines and an international airport.
“The Pilbara is a mining centre,” Jardine said. “There’s service industries around there and there’s an existing working culture up there as well.
“A lot of large-scale gold projects aren’t necessarily in the location that Hemi finds itself in, so we’re absolutely blessed by that.”
The Hemi gold project is more than just a mining venture; it represents a significant opportunity to diversify the Pilbara’s economy, traditionally dominated by iron ore.
By bringing new mineral processing skills to the region, De Grey is not only advancing its own corporate goals but also contributing to the long-term economic resilience of this historic mining region. AM




► ENHANCE SAFETY ► REDUCE DOWN TIME
► IMPROVE PERFORMANCE ► REDUCE COSTS
Backed by more than three decades of experience in driving innovation in bulk material handling, Control Systems Technology (CST) has established a strong foothold in the Australian mining industry.
CST provides custom-designed conveyor belt-weighing equipment to the mining sector, including the close-spaced roller rack (CSRR) belt weigher, IntelliRoll, and a volumetric scanner that can be incorporated with a traditional belt weigher to provide mass and volume measurement.
Each and every CST offering is tailored to the specific applications of its clients, with the company offering custom design solutions, installation, calibration, training and ongoing support to ensure optimal performance of its products.
In designing bespoke solutions, CST conducts thorough consultations to understand customers’ unique requirements before rigorously testing and calibrating the equipment to meet those needs.
It is this kind of effort that helps to ensure the utmost equipment accuracy and performance.
With a client base represented by Tier 1 mining companies and original equipment manufacturers, CST’s solutions have enjoyed considerable success in ship-loading applications.
Using data supplied by CST weighing systems, innovative technologies such as dual- and tripleredundancy systems are integrated with site programmable logic controllers (PLCs).
To ensure critical loading parcel accuracy, PLCs can cross-reference figures to identify and isolate instruments with accuracy errors. This has helped CST clients improve efficiency, accuracy and safety in the loading process.
Given ship-loading is a critical aspect of the mining supply chain, where any downtime can lead to millions of dollars in lost revenue, CST’s efforts to minimise loading inaccuracies has been a blessing for operators.
However, with over 3000 installations in a variety of applications, CST’s solutions for the Australian resources sector are not limited to ship-loading.
The company’s CSRR utilises a closedspace roller rack to smooth the flow of material over the belt weigher, enabling greater accuracy when weighing material on conveyor belts.
The CSRR solution has established a reputation for its accuracy in the field, with International Organization of Legal Metrology (OIML) accuracy of 0.1 per cent. This makes it ideal for the bulk material handling of high-value products where guaranteed accuracy is required. This includes ship-loading and product transfer management.

CST’s IntelliRoll is a belt-weighing system contained in a conveyor idler roll. Self-powered and internally recharged by conveyor motion, this innovative unit also features its own in-built tachometer.
The IntelliRoll integrates advanced technology to provide a relatively quick and simple-to-install solution for material measurement on conveyor belts, making it a highly valued and soughtafter solution in the quarrying sector and suitable for all material handling, blending, and process optimisation applications in the mining industry.
The volumetric scanner uses advanced light detection and ranging (LiDAR) or radar sensors to measure material volume on conveyor belts. Different options are available and can be tailored to a client’s particular site needs and operational environment.
The scanner achieves accurate volume measurement, stockpile and load profiling, improved inventory management, and reduced material waste, making it ideal for ship-loading and belt quality control.

Once CST installs a CSRR, IntelliRoll or volumetric scanner tailored to a customer’s specific needs, the company also provides ongoing aftermarket support.
CST offers comprehensive maintenance, repair and calibration services of all brands and types of weighing equipment, as well as training programs to help ensure continued performance and customer satisfaction.
CST’s aftermarket support benefits from its strong customer relationships, with constructive feedback helping CST to refine its products by identifying areas
for enhancement, ensuring continuous innovation and customer satisfaction.
With offices in Sydney, Perth and Mackay, CST can quickly mobilise service personnel to mine and shiploading sites all across Australia, ensuring its equipment is excelling in the mining sector’s often-harsh conditions.
CST’s commitment to innovation, accuracy and customer-centric solutions has positioned it as a trusted partner, driving efficiency and productivity for its clients.
As the company’s research and development division continues to harness technology advancements, CST’s offerings are only going to further evolve, better positioning more accurate bulk material handling applications in the mining sector into the future.
Control Systems Technology will be taking part in the International Mining and Resources Conference (IMARC) in Sydney from October 29–31. Visit the company at stand T23. AM



WHETHER PLANNED OR UNPLANNED, THE COST OF A MINE SHUTDOWN IS ALWAYS SUBSTANTIAL. THEJO’S SOLUTIONS AIM TO HELP CLIENTS MAXIMISE VALUE BY REDUCING THESE COSTS.
Thejo recognises the impact a shutdown has on operations and profitability – that’s why it offers a full-service capability, ranging from spares to basic modifications of a plant to a full redesign of various parts of plant equipment.
Thejo’s product focus is on conveyor belts, conveyor care, wear protection systems, transfer point solutions, grinding mills and trommels, screening plants, slurry handling hoses, and filtration.
According to filtration spares, abrasion wear and screening specialist David Wheelhouse, Thejo has reliable and efficient processes in place to reduce the need for shutdowns.
“At Thejo, our focus is on preventive maintenance and serviceability,” Wheelhouse told Australian Mining “We aim to improve efficiency, improve wear life and reduce downtime.
“Downtime and plant availability are enormous cost-drivers in the mineral processing plant, and if one can improve availability and reduce the number of shutdowns or the time it takes to do these necessary change-outs, it would be invaluable to the customer.”
Abrasion and wear are unavoidable in all parts of mineral processing, as the
material transitions from rock to a slurry when moving around the circuit.
Even small improvements in slurry transfer efficiency can have a drastic impact on mining profitability – on equipment such as chutes and launders, grinding mills, trommels, screens and cyclones.
All the products Thejo manufactures for the beneficiation and grinding circuit are designed to protect assets with sacrificial liners.
The mills themselves feature internal sacrificial liners and trommels are assembled with screens inside. They are designed to resist the continued wearand-tear action of the processed materials as it goes about segregation of sizes.
“In a very aggressive environment, some of these products might have to be changed out on a six-monthly basis, and some of them, in a less arduous situation, could go a year or two before they need to be replaced,” Wheelhouse said.
Meeting Australian demands
Thejo Australia offers solutions for the mining, mineral processing and corrosion protection segments of the local industry.
Manned with technical sales experts, and a warehouse carrying a wide range of inventory, the company’s focus is on


the growing demands of specialised custom solutions for its clients across Australia from its headquarters in Perth.
“We’re a solution-based organisation that assists customers in product selection, installation and product monitoring,” Wheelhouse said. “We feed the information we receive from the customer back to our designers and engineers at our head office in India to work on improvement of the designs.”
Wheelhouse said every effort is made to reduce unplanned shutdowns, which means product integrity and reliability is especially critical.
“During a planned shutdown, we want to minimise downtime with systems that are easily and safely replaceable,” he said. “Safety is a primary concern, so we’re looking for products that can be easily and safely handled.
“Any hours that can be saved in a shutdown translate straight back to savings to the customer.”
Trommels with screen panels, dams and spirals are critical elements that Thejo has focused on for improvements.
“It is not just the wear life, but also efficiency in terms of how effectively the trommel screens can segregate between
oversized material from the size that you require,” Wheelhouse said.
“No mine would appreciate even an hour of unplanned shutdown, as that can translate into millions of dollars of lost production, and that’s where we add value to our clients.”
Thejo is also focused on reducing the number of planned shutdowns a mine may require. This is a highly customised process, as each site has its own shutdown schedules.
The length of shutdown periods also varies from site to site. To offer extended time between each shutdown, Thejo alters its product and service designs to the specific needs of the site.
“You have to look at what’s best suited for that customer, so you can extend the life of the products,” Wheelhouse said. “We customise our process for each customer.
“For example, if a customer is on a 12week shutdown cycle, then extending life to, say, 15 weeks may not be beneficial.
“Our objective is to try and get at least 24 weeks life in order to skip an entire shutdown.”
One of Thejo’s major customers in the Goldfields-Esperance region of
Western Australia recently went through a reorganisation of its shutdown periods. The mine was having a shutdown every 15 weeks, with the second shutdown of the year mainly for the changeover of trommel panels.
Thejo designed a screen panel that lasted 35 weeks, meaning the miner could eliminate the second shutdown, which saved 40 hours of lost production equating to a huge cost saving.
“We eliminate that stress for them, so they don’t have to shut down and now they’ve moved it out to be one to two shutdowns per year in that sort of circuit,” Wheelhouse said.
“That’s what we want to try and achieve with all our clients – to get the best part for their plant and best timeframe to reduce those costs.
“An unplanned shutdown could cost a minimum of $100,000 per hour and could be up to $500,000 per hour – it’s a cost that adds up quickly.”
Thejo engineers visit customer sites and collect data by observing the plant. They then use that data to determine what is required for a client to get the best performance out of a product.
“There are frequent process changes in plant operations, which are periodically monitored and studied by our engineers,” Wheelhouse said. “Based on the data, we make alterations to the design of
the screens if necessary to maintain the required optimum output desired by the clients.
“It’s a constant cycle of taking feedback from the site and passing it on to the technical and design team in order to design a product or solution that will be best suited for the client.”
Thejo has an extensive research and development (R&D) department that tests its products and solutions in some of the harshest working conditions in leading Australian mines.
“We constantly receive varied needs from the mines and industry, enabling us to continually innovate and improve the product line,” Wheelhouse said. “Whenever such requirements arise, we consider it a product development opportunity.
“It could be in terms of a process change or it could be through an engineering design change. Either way it is pointed towards our R&D team to be addressed.”
Wheelhouse emphasised Thejo’s aim to optimise availability of customers’ plant by understanding their needs and how to address them.
“We spend time understanding the process and trying to improve the product,” he said. “But there’s also the relationship we have with the customer, and we spend a lot of time understanding them and making it easier for them.” AM







WITH AN EYE ON EXPANSION AND A NEW ACQUISITION UNDER ITS BELT, METSO IS ON A MISSION TO FURTHER SOLIDIFY ITS POSITION AS A MARKET LEADER IN BULK MATERIAL HANDLING AND AUTOMATION.
Metso has been an industry leader in the bulk material handling industry for more than a century, with over 8000 machines installed globally.
The company provides state-ofthe-art solutions for all mining and aggregates customers, focusing on safety, reliability, lowering environmental impact, and supporting its customers.
And in August 2023, Metso further enhanced its offering, acquiring Brouwer Engineering, an Australian firm specialising in providing electrical and control system integration services to the mining sector.
“Brouwer Engineering has extensive design and development experience with key software and hardware platforms, delivering fit-for-purpose end-to-end solutions using all major industrial automation systems, including PLC, SCADA, and HMI platforms,” Metso global engineering manager, bulk materials handling John Gupwell told Australian Mining.
“This acquisition has enhanced Metso’s automation and control capabilities for bulk material handling from mine to port.
“It is exciting times for our bulk material handling customers in Australia. We have a strong history and reputation in design, supply and servicing of rail car dumpers, apron feeders, belt feeders and conveyor equipment.
“So adding expertise in automation to our broad material handling offering, in areas such as stockyard machines, for example, really makes us a ‘one-stopshop’ for our customers.”
The Brouwer acquisition has seen Metso’s engineered solutions get stronger by the day, with the company testing and simulating solutions in its laboratory to ensure a successful outcome.
Metso is also equipped to design and integrate custom equipment from scratch or using components from other vendors.

conditions, redesign or create new systems as needed, and handle all aspects of execution, including equipment supply, installation, and commissioning. Metso ensures seamless integration of equipment and controls into our clients’ systems and in turn offers turnkey solutions.”
The application of automated control systems is a major part of Metso’s bulk material handling services portfolio, as it offers several advantages over humancontrolled processes.
“Automated systems can perform repetitive tasks with consistent accuracy and speed, significantly reducing errors and waste,” Gupwell said.
“They minimise the need for human interaction leading to long-term cost savings, resource optimisation, waste reduction and improved energy efficiency.
“Additionally, automation and integration can manage dangerous tasks thus reducing the potential risk of injury to workers, and consistently follow safety protocols without deviation.”
Metso’s bulk material handling teams recently worked with a major customer to upgrade their car dumper.
The scope for Metso included the design, software development, installation, integration, and commissioning of the project.
“The upgrade delivered both operational and maintenance improvements to extend the life of the asset, improve safety, and reduce future costs,” Gupwell said. “Our team was commended by the customer for completing the work ahead of time and without incident (over the 4000 man hours required for the project).

“Our clients can see the benefits of having a one-stop shop for the design, supply, installation and commissioning for these important projects. It means they don’t have to manage multiple agencies during a timeconstrained plant shutdown, completing the job safely.”
Metso also offers comprehensive beforeand after-sales support so customers know they will be looked after for the entirety of the project, no matter where they are located.
“Our team manages the entire process – from design and service to equipment replacement at the end of its lifecycle,” Gupwell said.
“Metso has a large service footprint throughout Asia Pacific, with our service centres strategically located close to our customers.”
This not only improves speed of support but also brings sustainability benefits to the table, as customers can minimise emissions from needing to ship large components over long distances for repair.
Metso’s Karratha service centre, the company’s largest service centre globally, opened in March 2024.
“This state-of-the-art centre is well positioned to support all customers’ offsite repairs in the Pilbara,” Gupwell said.
“Our after-sales support also includes a large team of field service engineers for onsite servicing, repairs, and retrofitting with new technology.
“We are determined to offer bestin-class solutions and support to our customers.”
With customers already experiencing the benefits of Metso’s acquisition of Brouwer Engineering, it’s certainly an exciting time for Metso as it continues on its mission to deliver safer and smarter solutions in the realms of bulk material handling and automation.
“Some people may not be aware that our bulk material handling services extend to stackers, reclaimers, shiploaders and long-distance cable belt conveyors,” Gupwell said.
“So adding this expertise in automation to our broad material handling offering, plus our large footprint in after-sales service, really underlines Metso’s commitment to offering maximum support to our customers.” AM
Most conveyor belts in quarries and on mine sites are considered operating in “severe duty” and typically don’t just wear out.
The fact they’re exposed to raw material and punishing weather conditions means they more often experience a shortened life from catastrophic events, whether it’s significant impact, splice failure or piercing damage. Or they suffer from chronic issues such as mis-tracking or frozen idlers.
In addition to correcting such problems to extend belt life, a concern to many bulk material handling operations is the damage from loading, belt wear from cleaning devices, and the difficulty of cleaning damaged belts.
Since the belt is a major financial element in the process of conveying bulk materials, much attention is focused on reducing wear and damage.
In general, loading wear occurs over a long period from the discharge of material onto the belt and from contact with conveyor components such as idlers and belt cleaners. Belt wear from loading includes impact damage and frictional wear.

oversized lumps in the material flow stream. This type of sudden damage can result in catastrophic failure that requires immediate attention in the form of a system shutdown.
The negative effects of long-term wear are less dramatic, and replacement can generally be scheduled for planned outages to avoid affecting conveyor availability.
development of discrete element modelling (DEM) as applied to conveyor loading chutes has given the industry a valuable tool for verifying chute designs and predicting conveyor belt wear.
The primary objectives of chute design are to direct an uninterrupted flow of the bulk solid from the chute to the receiving belt, centred
PROPERLY POSITIONED AND TENSIONED CLEANERS MITIGATE BELT WEAR ISSUES COMMONLY ASSOCIATED WITH CLEANERS.
ENGINEERED CHUTES CONTROL CARGO FLOW ON THE RECEIVING BELT TO AVOID OVER SHIFTING AND MIS-TRACKING
receiving belt.
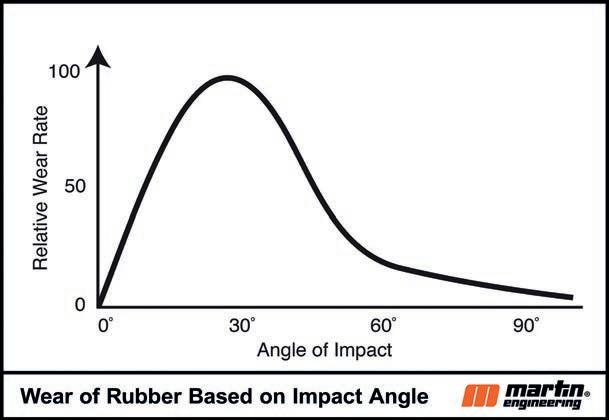
While the interaction between the belt and the bulk material is complex, troubleshooting belt wear caused by chute design can generally take advantage of some simple relationships. The first is the relationship between material impact angles and the wear rate of rubber.
Figure 1 shows that as the impact angle increases, the wear generally decreases.

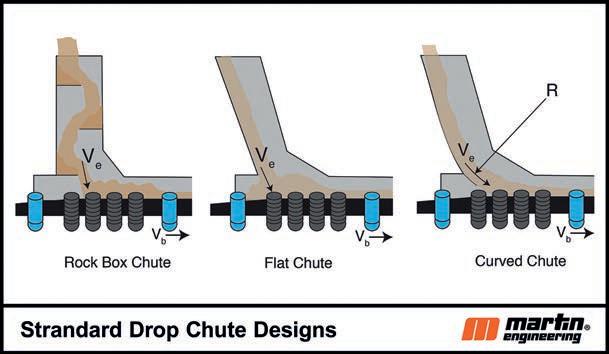
The second fundamental principal that can be applied to chute design to minimise belt wear is the speed of the bulk material stream, which is affected by friction and acceleration due to gravity as the load falls to the belt.
The coefficients of friction between the bulk material, chute and belt are important parameters that are utilised in DEM programs to optimise the shape of the chute, producing the desired exit velocity and direction of the discharged bulk material.
Common chute configurations include rock boxes, inclined flat chutes and curved chutes (as shown in
Other factors to consider when designing the optimum chute for a given application include drop height and preferred liner materials. However, belt wear from the choice of chute design is generally greatest with rock boxes, which do little to slow the material’s velocity and introduce a large amount of disruption as the load cascades from one shelf to the next,
then lands on the moving belt at a nearperpendicular angle.
Flat inclined chutes help shift the load in the general direction of the receiving belt’s travel but, depending on the drop height, can involve even greater impacts than a rock box. The violent landing takes a constant toll on the belt, often creating significant fugitive material in the form of dust and spillage.
Belt wear from loading impact is generally minimised when using curved chute designs, as the bulk material stream’s velocity can be most closely matched to that of the belt with curved chutes.
Figure 2 is a generalisation, but it shows that the exit velocity of a curved chute is the lowest of the three design choices. This is due in part to the force resulting from the curved chute, which tends to reduce the impact velocity relative to a flat chute, even if the basic discharge angles are similar.
Rock boxes may reduce chute liner wear but can create significant belt wear due to high vertical velocity and the resulting shearing action between the bulk material and the belt as the load gets up to belt speed.
While belt wear is the main concern, attention should be paid to the selection
of liners to prolong chute life. Given the relative cost of the belt compared to the chute in most applications, wear liners should be considered sacrificial components and attention is better spent on improving chute design, selecting lower friction liners and making the liners easier and quicker to change.
For example, some manufacturers have engineered new designs for liners that can be serviced from outside the chute, eliminating the need for confined space entry and drastically reducing replacement time.
Cleaning efficiency is related to the material properties extracted from the mine, the number of belt cleaners, the mechanics of a particular belt cleaner design, and the belt surface, among other variables.
It’s a common expectation that a conveyor belt can be cleaned with an efficiency approaching 100 per cent, but even a new belt has macro and micro defects that make cleaning at this level practically impossible. These imperfections can result in as much as 60 grams per square metre (g/m2) of carryback passing a belt cleaner station with a new belt.
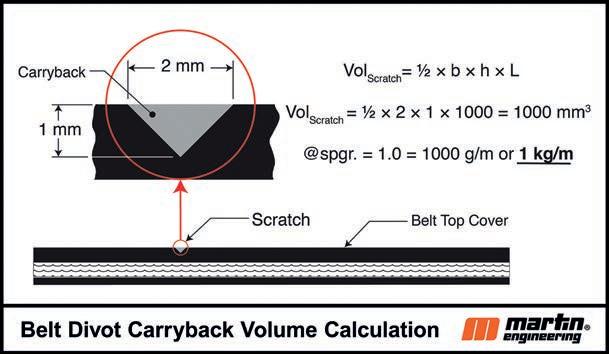
When the belt surface is damaged, the amount of carryback that can be shielded from belt cleaning in scratches and gouges can be even more significant, in the order of 100–200g/m 2
Figure 3 shows how much carryback can be contained in a single scratch measuring 2mm wide and 1mm deep in the belt top cover.
The US Mine Safety and Health Administration estimates that 85 per cent of all conveyor problems –including wear – come from fugitive materials, which escape the conveyor other than at the discharge, including spillage, dust and carryback.
Since carryback is a significant source of fugitive materials, it makes sense to focus on adequate belt cleaning. Cleaning damaged belts is best accomplished using water in combination with mechanical scrapers.
In severe cases, brush cleaners are effective in removing material from damages such as skirtboard grooves, but these cleaners require more frequent adjustment and replacement than mechanical scrapers.
With a belt in good condition and professional maintenance, a belt cleaning station can usually control carryback to within 10–100g/m 2
The seventh edition of the Conveyor Equipment Manufacturers Association’s ‘Belt conveyors for bulk materials’ has established a system for rating the difficulty of the belt cleaning application and for desired levels of carryback exiting a cleaning station to aid users in specifying belt cleaning performance, rather than making decisions based on brand preference or price alone. AM

When a mining company urgently needed a high-capacity mining radial telescopic conveyor for an operation near Kalgoorlie, it faced a challenge that atfirst seemed unachievable. The required equipment was not available in stock in Australia, and the timeline to get it ready was razor thin.
Enter Lincom Group, known for its resourceful material handling solutions and fast turnarounds, who delivered the project through a mix of innovation and sheer determination.
Lincom national product manager Alan Dunbar played a key role in mobilising the Thor Global LPT 130 conveyor for the mining company.
Despite the intense pressure, Dunbar and the Lincom WA team successfully converted a stocked quarry-specified radial telescopic conveyor into a mining-specified solution, an achievement made possible through strategic adjustments, rapid prototyping, and close collaboration with international partners.
“The reason our customer moved forward with Lincom was because we could deliver within the timeframe,” Dunbar told Australian Mining. “The customer had a strict deadline because they wanted to capitalise on the soaring gold price.”
Within 34 days, the Lincom WA team dismantled the original machine, re-engineered it to meet mining standards and delivered it to Kalgoorlie, beating the client’s already-tight deadline by a day.
Dunbar said transforming the conveyor from quarry to mining spec was no small feat, with quarry machines typically containing a stone box instead of a hopper.
Fortunately, the customer’s stock machines already featured impact idlers, heavy-duty head and tail drums and included a storage bay for a genset designed into the lower chassis.
The team had to remove the stone box and replace it with a custom fabricated hopper lined with abrasionresistant AR400 wear plate. The conveyor also required upgraded motors, rewiring and an upgrade of the electrical system, along with the fabrication and fitment of a heavy-duty head chute with similar AR400 lining.
The time constraints made the task difficult, but Lincom had some tricks up its sleeve and was able to call on Thor Global’s engineering expertise.
Based in Canada, Thor Global provided the necessary design and engineering support, helping to boost the machine’s capacity from 725 tonnes to 950 tonnes per hour.
The Thor LPT 130 conveyor delivered to Kalgoorlie was designed to be multifunctional, a critical requirement for the client’s heap leaching operations.
With a versatile programmable logic controller (PLC) system, the conveyor could operate both as a mobile grasshopper and a stacker for stockpiling.

“The customer wanted a short, nimble machine, which is exactly what our LPT range was designed to be,” Dunbar said.
The LPT range features a static feed area, with the hopper remaining at a fixed angle regardless of the extension or elevation of the conveyor. A self-powered Thor TRAX mobile track unit is fitted under the tail of the machine, allowing the stacker to move itself across the site and offer greater flexibility.
Operating in Kalgoorlie’s harsh mining environment posed its own challenges. Handling sticky materials in dusty, dry conditions required additional modifications.
“We removed the standard urethane primary scrapers and fitted tungsten carbide primary and secondary belt cleaners,” Dunbar said.
Before the Thor LPT 130 was mobilised, Lincom ensured the machine met all Australian safety standards prior to delivery.
The importance of meeting Australian standards was a recurring theme in the project. From guarding to electrical systems, every aspect had to comply with stringent local regulations.
“Surprisingly, a lot of equipment used in Australian mining doesn’t
even come close to these standards,” Dunbar said.
Lincom doesn’t just provide on time, but the company also delivers extensive aftermarket support to ensure smooth operations. The customer opted to purchase a comprehensive set of spare parts, nearly enough to build a second machine, ensuring minimal downtime if any issues arose.
“We hold major components such as rollers, head drums, gearboxes and motors in stock in both Brisbane and WA,” Dunbar said.
After the LPT 130 was installed, Lincom dispatched a service team to Kalgoorlie to oversee its initial setup and provide on-site assistance.
“We have a full-service crew in WA that can respond quickly if needed,” Dunbar said.
The Kalgoorlie project showed Lincom’s capacity to deliver a highcapacity mining conveyor in record time, an accomplishment that’s already earning the company recognition across the industry.
While the LPT 130 conveyor wasn’t at the right spec initially, Lincom’s swift response and engineering ingenuity ensured the client’s needs were met.
“We always try to meet customer needs and think outside the box to find the best solution,” Dunbar said.
In a sector where time is money, Lincom’s ability to deliver ahead of schedule was a game-changer for this Kalgoorlie gold operation. AM

Innovative designs focusing on power, efficiency, and operator comfort. Eco-friendly operations with smart connectivity for optimal fleet management.










TRADESALES IS A GOTO PARTNER FOR MINE SHUTDOWNS, WITH A LARGE IN-HOUSE ENGINEERING TEAM CAPABLE OF TAILORING EQUIPMENT TO EACH PROJECT.
Mine shutdowns can be high-pressure situations, with the speed at which essential equipment is deployed and set up key to the success of the operation.
Tradesales, a company with deep roots in the mining industry, understands these unique demands and has tailored its offerings to meet them.
With a focus on efficient material movement, safety, and versatility, Tradesales plays a crucial role in ensuring mine shutdowns are completed smoothly and on-time.
At the core of Tradesales’ service offering is its ability to support the entire ecosystem of a mining shutdown.
Tradesales national sales manager Jay McEwen said the company provides a comprehensive range of products designed to facilitate the transport, storage, and dispensing of the parts, tools, and supplies necessary to carry out shutdowns.
“From a storage cage or skid right up to a 40-foot shutdown container or lubricant dispensing unit, we have offerings that are built specifically for mining, which have been tried and tested in the field by major miners, original equipment manufacturers and contractors alike,” McEwen told Australian Mining
“Many of these offerings are in stock and ready for delivery and others are manufactured in Australia at our

One of the key advantages of partnering with Tradesales is the company offers engineer certification on all its products.
With a large in-house engineering team, Tradesales ensures all items meet Australian standards and the more stringent mining standards set by individual major miners.
This level of compliance provides mine operators with the confidence that Tradesales’ equipment will perform under the fast-paced, demanding conditions of a shutdown.
Minimising downtime is critical during a mine shutdown, and Tradesales plays a pivotal role in streamlining material movement to keep operations running smoothly.
“During shutdowns it is common for expensive parts and tools to go missing or get damaged because they haven’t been stored correctly,” McEwen said.
“Our range of maintenance
transport and secure storage of your critical equipment.”
Tradesales has developed innovative products like hydration stations to address specific challenges faced during shutdowns.
Dehydration is a significant risk during these busy periods, and Tradesales has taken proactive steps to mitigate this issue.
Research conducted by Newcrest at a remote gold mine in WA found a considerable percentage of shutdown staff were dehydrated before their shift started, leading to the need for medical attention and, in some cases, standing workers down from duty.
To combat this, Tradesales’ hydration stations provide a cool, insulated space where workers can rehydrate and rest before returning to work.
“A hydration station is a relocatable site solution built out of a fresh shipping container that’s fully insulated and comes standard with a high-powered air conditioner to keep the room cool,”

“It can be fitted with up to four Aquapax 1000-litre water pods, giving operators and contractors the flexibility to position it anywhere.
“The hydration station can also be connected to the mains water supply.”
Shutdown containers are another key offering from Tradesales, specifically designed to manage the unique demands of mine shutdowns.
These containers are not just about storage; they also support efficient material movement by serving as centralised hubs where equipment can be quickly accessed and deployed.
The company is also working on off-grid site offices, crib rooms, and
toilet blocks that require no connection to mains power, water, or sewerage. This is ideal for temporary increases in the workforce size during shutdowns.
McEwen said conducting a postshutdown evaluation and analysis is crucial in identifying areas for improvement and implementing changes to enhance the efficiency of future shutdowns.
“By reviewing the entire shutdown process, mining companies can pinpoint any issues or inefficiencies during the downtime, allowing them to make necessary adjustments for future shutdowns,” McEwen said.
“This evaluation process should involve gathering feedback from all stakeholders involved in the shutdown, including maintenance teams, equipment operators, and management personnel.”
Analysing data collected during a shutdown, such as maintenance logs and equipment performance reports, Tradesales said it can provide valuable insights into potential areas for improvement.
“By identifying trends or recurring issues that arose during the shutdown, mining companies can develop strategies to address these concerns proactively in future shutdowns,” McEwen said.
“Utilising this information to create updated maintenance schedules or implement new technologies for predictive maintenance can help prevent unexpected breakdowns and minimise disruptions to operations during future shutdowns.”
With a focus on quick deployment, safety, versatility, and comprehensive support, Tradesales ensures that shutdowns are executed safely and efficiently. AM

With an increase in tonnages and declining conveyors with several hundred metres of drop, the installation of intelligent soft braking systems to address the starting and stopping requirements under various load conditions is an imperative.
Svendborg Brakes’ unique SOBO® soft braking control provides a range of safety and durability benefits in harsh mining applications. Decelerating and stopping heavy conveyor loads is critical, and controlled braking is essential for a significant reduction of torque peaks, preventing belt and mechanical component damage.








TREOTHAM WORKED WITH SOUTHERN PORTS TO DELIVER BOOSTED EFFICIENCY TO ITS ESPERANCE SHIP LOADER.
Western Australia’s Port of Esperance is a busy place, with more than 13 million tonnes of trade passing through the port last year.
Esperance is a well-traversed path for Australian miners, with iron ore and spodumene joining nickel as the port’s major exports.
When dealing with this kind of tonnage, even the slightest inefficiencies can have an impact on trade. That’s why the Port of Esperance’s custodian, Southern Ports, looks for solutions it can count on to reduce inefficiencies.
Treotham national sales manager John Sharp was brought in by Southern Ports to design a solution that would keep the port running smoothly while offering cost savings and boosting worker safety.
“I had been to the site a few times and saw the opportunities to improve the system that supplied power to the ship loader,” Sharp told Australian Mining
“Treotham’s priority is to develop solutions that work, so we put together a new custom-designed system that would get the loader running more efficiently.”
The system, called a belt tripper, was incorporated onto a conveyor in order to “trip” the material off at specified locations between the terminal pulleys. The material is then discharged onto another conveyor that loads the Port of Esperance’s ship-loader.
A belt tripper can be in a fixed position or travel continuously at a constant speed for layered stacking.
In the port’s case, as the ship-loader was moving, it caused the energy chain to move from where it should be, disrupting the ship-loading operation and requiring it to be stopped until the energy chain was put back in its trough.
Treotham supplied Southern Ports with a marine-grade aluminium guide trough, energy chain and cable management system with anti-lift protection used to power the loader.
Sharp said the biggest challenge was determining where the energy chain should go.
“We ultimately decided to put it in the gallery, meaning we could simply put brackets on the existing conveyor structure, making installation quicker and more efficient than alternative locations,” he said.
Treotham turned to long-time partner igus for a 105m energy chain that was used to get the power needed for the system.
When igus first began developing its energy chain solutions, it saw great potential in an area that it felt had been somewhat overlooked.
Working from its extensive testing facilities in Germany, igus uses different construction methods within the cable materials to find those that work best. Its portfolio now contains tens of thousands of chains divided up into family groups, with the E4 family known as the most ‘heavy duty’ solution.
A key feature of these chains is their flexibility.
“For the Port of Esperance’s solution we used water hoses, fibre optics and high-voltage igus Chainflex cables,” Sharp said. “If you think about the
market for high-voltage cables, they’re around on every street corner at a transformer, but they’re not flexible, so they’re for static installation.
“Then when you look at high-voltage cables for continuous motion, not many companies actually produce this; it’s quite a feat of engineering to build such a high-voltage cable designed to continually bend.”
Sharp said using the igus energy chains for the Esperance project led to something of an eyeopening development.
“When the chains are moulded, tools can wear out over time,” he said. “That means it’s possible to build a chain that’s no longer straight because of the different lengths of each side part.
“What igus did with the E4 was make left and right sides interchangeable, so there’s just one tool.
“This streamlines the stock holding, and also makes for a betterquality product.”

igus energy chains are designed to withstand extreme push and pull forces, a critical element in bulk material handling.

Such is the reliance on the energy chain’s durability, most systems integrating them don’t shut down until a ‘catastrophic’ failure. When a failure does reach a catastrophic level, the downtime caused by damage to the chain or the system can be excessive.
That’s why Treotham’s Esperance solution included a ‘push–pull detection system’ (PPDS) that triggers a signal to operators when forces on the chain are
“The PPDS is a mounted sensor that measures force continually,” Sharp said. “It can be configured to meet the needs of the operator when excessive force is detected, whether that be a warning or an automatic controlled stop.”
The system’s safety features were put to the test when a ladder was left against the new system.
“The ladder hit the chain, which proceeded to stop completely rather than continue and risk causing a catastrophic failure,” Sharp said. “The customer was extremely pleased to not have the damage and downtime that would have ensued.”
Treotham’s expertise allowed Southern Ports to explore a unique solution to the issues it was facing with
The end result delivered not only improvements to the tripper but also reduced installation costs in a collaboration between Treotham
personnel and Southern Ports’ own inhouse technicians.
“It was a huge benefit to be on the
projects that were sub-contracted out and snowballed into taking more than 12 months.

Complex projects • Systematic planning • Manage timelines
• Monitoring
• Coordinate resources
• Extensive expertise with all igus products
• Specialised knowledge on mining applications
• Tailored solutions ensuring optimal performance
• Comprehensive range of igus products
• Readily available
• Products specifically for mining including cables and connectors
• Local supply in all states
• Trained personnel
• Systematic approach to planning
• Executing, monitoring and completing projects efficiently and effectively.
• Treotham provides support to all projects.
• Completing projects efficiently and successfully.
To the untrained eye, Bulk Handling Technologies (BHT) and Total Rockbreaking Solutions (TRS) may seem like separate entities that happen to work in the same building.
While both companies support mining and heavy industry, BHT is focused on the design and manufacturing of bulk material handling equipment and systems, and TRS provides leading hydraulic attachments and a large range of boom systems and automation.
But by looking a little deeper, it becomes obvious that the companies are intrinsically linked by a common factor: a focus on the customer.
And when two companies work together for this reason, great synergies can be achieved.
“I started BHT about six months before TRS was established,” BHT and TRS director Paul Ingleson told Australian Mining. “Then, separately, I partnered with Jeff Jackson and Mark Godsell to start TRS to focus on the Rammer range of rock breakers and fixed plant hydraulic boom systems. BHT AND TRS HAVE

L–R: TRS DIRECTOR AND SALES MANAGER JEFF JACKSON; TRS DIRECTOR AND SERVICE MANAGER MARK GODSELL; AND BHT AND TRS DIRECTOR AND ENGINEERING MANAGER PAUL INGLESON.
be to unite the companies in the one large facility– and Kewdale, Western Australia, was the perfect location.
“Working together under the same roof means that TRS can take on a broader scope and manage larger projects that complement its equipment,” Ingleson said.
“If a customer has a special requirement, TRS has the added engineering capacity to meet that requirement in-house.
“For BHT, it means we can complete
the last decade.
“It means that no request is too hard. We have a vast amount of experience and talent across the two entities which means we can respond quicker and provide innovative and custom solutions where required within very short time frames.”
And customers are loving the benefits.
“The way we work is seamless”, Ingleson said. “Often customers don’t realise how integrated the companies work day-to-day until we explain it to them, and
“BHT had a longer establishment phase without the benefits of a wellknown brand to start with, but after nearly 12 years, has really developed a strong order book and a long list of clients and successful projects,” he said
“We’re still very much in a growth phase with BHT, and I can see us continuing to grow our market with innovative Australian-made and engineered products.”
Supporting local is important to BHT and TRS, and this ethos is something Ingleson said the owners are keen to carry into the future.
“It’s important to all of us that we are making this equipment here, and making it well,” he said.
“It makes BHT and TRS a nice place to work, too, because everyone knows they’re supporting local businesses and suppliers while also working with quality and genuine products.”
So what’s next for the two companies? For Ingleson, it’s all about innovation and doing things a little bit differently.
“We’re focused on product development and innovation,” Ingleson said. “Spending extra time on a product
BHT AND TRS WORK
TOGETHER IN THE ONE LARGE FACILITY IN KEWDALE, WA.

“Without strong relationships, there’s we can do to make a customer’s job safer


Australian Power Equipment is a leading provider of low, medium and high-voltage power equipment across the Power Generation, Infrastructure, Renewable Energy and Resources sectors.
As the agents for Üntel cables, B&D transformers, Leistung Energie switchgear, CAB cable systems and WE Walter substations, they can supply new equipment to specification.
With a strong commitment to sustainability, the company also provides repurposed and refurbished equipment including substations, transformers and switchrooms.
They can provide immediate solutions to unplanned outages with their in-stock equipment or their critical sourcing solutions.
Australian Power Equipment is dedicated to delivering exceptional customer service and electrical engineering support, ensuring businesses can make best-practice decisions for their operations.










NORD DRIVESYSTEMS’ MAXXDRIVE INDUSTRIAL GEAR UNITS ARE PERFECT FOR HEAVY-DUTY APPLICATIONS.
Across the bulk goods industry, gearboxes are often seen as the “beating heart” of conveying systems. Their critical role in adjusting input torque to meet application-specific requirements ensures the proper output torque is delivered to power long overland conveyor belts.
Without robust, efficient gearboxes, conveyor systems risk unplanned downtime, increased costs and decreased productivity.
Recognising the importance of reliability, German-based NORD Drivesystems offers scalable drive solutions across diverse industries. With production facilities in 36 countries, NORD has been assembling its high-quality drive solutions in Australia since 2008.
“Motors typically produce lower torque with higher speeds determined by the electric grid’s frequency,” NORD Australia director Max Jarmatz said.
“Frequency inverters can modify motor speed, or larger motors can generate more torque; however, the most economical method uses a lever effect in gearboxes, reducing speed mechanically while increasing torque.
“We’ve perfected this over nearly 60 years with solutions provided to over 100 industries.”
NORD’s gear units are manufactured with the UNICASE design, developed in-house in the 1980s to endure harsh industrial conditions.
The UNICASE housing, machined from a single piece, integrates all transmission elements and heavy-duty bearings. This design is a hallmark of NORD’s MAXXDRIVE industrial gear units, which offer high output
torques from 15,000 to 282,000 Newton meters, with power inputs between 1.5 and 2000 kilowatts.
The MAXXDRIVE range is specifically engineered for heavy-duty applications like conveyor belt drives, agitators, mixers, mills, drums, and crushers, making it ideal for industries requiring high input powers across wide speed ranges.
In mining, fast-moving conveyors generate significant thermal energy, leading to thermal losses. To mitigate this, NORD developed the highly efficient MAXXDRIVE XT industrial gear unit equipped with fins that radiate more heat and reduce the risk of thermal overload.
Additionally, the XT design requires a lower oil level. This allows conveyors to operate faster and handle higher loads without overheating or requiring external cooling systems.
NORD also offers specially engineered MAXXDRIVE SAFOMI solutions for mixing applications, stretched housings, MAXXDRIVE XD units for hoisting gearboxes and
to-torque ratio. MAXXDRIVE units are compatible with all NORD electric motors, ensuring flexibility in application. NORD’s modular system includes a frequency inverter of up to 160 kilowatts, an asynchronous motor, a gear unit, couplings, and brakes designed for client needs.
“Our gearboxes often come as part of a base frame arrangement with a motor and additional components like couplings, brakes, or IoT sensors,” Jarmatz said. “Each NORD industrial gearbox project is like a mini engineering project, as we strive to meet all customer specifications and requirements.”
NORD can also equip gearboxes with pre-installed sensors for integration into SCADA (supervisory control and data acquisition) systems, enabling predictive maintenance through monitoring of vibration, temperature, and other critical parameters.
The MAXXDRIVE gear units are available as helical or bevel gear units, with various output shaft and flange options for optimal application connections.

ROBUST, EFFICIENT GEARBOXES ALLOW CONVEYOR SYSTEMS TO MINIMISE UNPLANNED DOWNTIME.
are specially designed to withstand Australia’s fluctuating ambient conditions. Taconite seals, heavyduty bearings and NSD5 paint specs guarantee a long service life.
Over the past decade, NORD has developed three new motor generations driven by European government standards. NORD IE3 motors are up to 94 per cent efficient, while NORD’s gearboxes utilise highly efficient bevel and inline gears, achieving 96 per cent efficiency per stage, minimising thermal losses, and reducing a mine’s carbon footprint.
To further support Australian industries, NORD operates a gearbox assembly facility in Melbourne, Victoria, and offers an Australia-wide service partner network for repairs, spare parts, and after-sales support.
“A service case might occur 2000km north of Perth, WA,” Jarmatz said. “For critical projects, we engage local service providers with the necessary personnel and tools close to our customer, while NORD provides expertise, drawings, and spare parts.”
In recent years, NORD has expanded its customer base in traditional mining sectors such as iron ore and copper while also delivering innovative solutions for the rapidly growing lithium market.
“We take pride in supplying highly efficient gearboxes to the lithium industry, fuelling the demand for electric vehicles worldwide,” Jarmatz said. “This collaboration is a perfect match, combining German engineering with Australian entrepreneurship.”
As pioneers in gearbox manufacturing, NORD remains committed to supporting the Australian mining industry and beyond with its comprehensive drive solutions. AM

Featuring superior hauling capabilities, industry leading technology and economic advantages.

Tbeen made very clear in recent years.
This is especially true when it comes to mine sites, mineral processing plants and bulk handing terminals, where damage and accidents around conveyors can easily result in unplanned downtime, not to mention worker injuries.
DYNA Engineering general manager Thomas Greaves said HDPE benefits include increased safety, recyclability, and environmental, maintenance and cost savings.
“HDPE guards are roughly 40 per cent lighter than steel equivalents,” Greaves told Australian Mining.
“If you’re talking a conveyor guard that’s a couple of hundred metres long, it can cause injuries over time. HDPE guards reduce stress and the chance of a repetitive lifting injury, as well as the labour required on and off the guards.”
According to Greaves, standard steel guards can more be easily scratched and chipped, causing corrosion. When DYNA came across HDPE as an alternative to traditional steel guards, it developed a range of robust HDPE guards that are easy to install and are resistant to caustic soda, hydrochloric acid, kerosene and sulfuric acid.
Supported by its patented ‘X’ shape design, the strength of DYNA’s HDPE guards is 60 per cent higher than standard HDPE square mesh guards.
increasing the effectiveness of the spray when washing and hosing.
“We can customise our HDPE guards to any size and shape without increasing costs, instead of companies having their own metal and welding guide, which is slow, labour-intensive and extensive.”
Several Tier 1 miners utilising DYNA’s HDPE guards have raved about the money they have saved in relation to maintenance and replacing traditional steel guards.
“We would always hear the story about the guy with a little paint brush who, at the end of every job, would go around and hand-paint all the chips, scratches and cracks,” Greaves said.
“It would cost companies up to $200,000 to have people go around and fix all the damage from general installation. That’s now completely removed from the process because HDPE is corrosion-resistant and made in colour.
“You can scratch, chip or hit them with a hammer; it won’t cause damage like it would on a steel guard.”
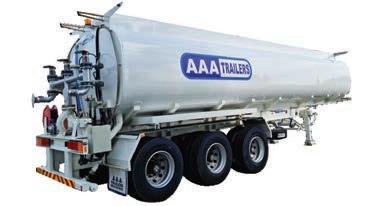
DYNA’s HDPE guards can be applied to equipment beyond conveyors. To illustrate, ground support specialist Jetcrete queried about the possibility of fitting protective guarding to underground agitator trucks.

“Initially, these guards were fabricated from steel and fitted to agitator trucks for underground operation,” Jetcrete plant asset manager Andrew Purchase said. “This took place in 2020 at the Granny Smith mine in WA.
“We had an instance where part of the steel guard mesh surrounding the agitator started to foul with the rotating bowl. Being underground and in tight spaces, guards were often damaged and bent. This caused the agitator to contact the mesh guard.
“Because it was made of steel, some of it started to come adrift from the rest of the mesh. This meant the contact caused more damage with every revolution of the bowl. The steel was too strong and non-flexible, so it harmed more than it helped.”

After hearing the benefits of HDPE conveyor guards, Purchase approached DYNA for initial discussions about the design, fabrication, fitting and trialling of HDPE guards.
Several of Jetcrete’s sites have now completed comprehensive trials and the company has commissioned DYNA to continue fabricating the guards to its fleet.
“We’re so pleased that this new use for HDPE guarding in underground equipment has come through with flying colours,” Greaves said.
“That we design, manufacture and fabricate all this in-house here at our own workshop in Bayswater, Perth, is very encouraging. And it proves you don’t have to be a multinational to make a new mining refinement work and find a market for it.” AM

The International Mining and Resources Conference (IMARC) is where the most influential people in the mining industry come together, delivering ideas, inspiration and serving as a meeting ground for the industry. From ground-breaking technology and world-class content to a vivid showcase of all the elements that make the mining industry great, IMARC is an opportunity to learn from more than 600 mining leaders and resource experts with a program covering the entire mining value chain.
Use code R68KNZ for 10% off Delegate Passes or 752DXP for a FREE Expo

MARTINUS’ DRIVE TO PROVIDE CUSTOMER-CENTRIC SUPPORT IS SEEING THE NEWCOMER MAKE WAVES IN THE AUSTRALIAN RESOURCES INDUSTRY.
Mining isn’t just confined to the mine.
After all, mined product needs to travel from pit to port, and what better way to ensure that product travels in style than by rail?
In an effort to help mines get product to port seamlessly, Martinus has made railways its business.
The company’s vertically integrated model allows it to develop, build, own, operate and maintain railways, ensuring its clients get long-term solutions and support.
It’s all part of Martinus’ commitment to providing solutions-driven services.
“The Australian rail industry is positioned perfectly for modernisation,” Martinus national business development manager Lee Morrissey told Australian Mining
“It’s the right time for a player like Martinus to come in with brand-new rolling stock that offers the next calibre of reliability.”
Martinus general manager –haulage Nathan Spicer told Australian Mining that the company has invested substantially in new locomotives to deliver more tonnes to port.
us at the moment,” Spicer said. “Eventually, we will be investing in battery locomotives.
contend with, being a new business, so we are able to bring in diesel engines of a higher standard.”
MARTINUS IS COMMITTED TO PROVIDING SOLUTIONS-DRIVEN SERVICES.

This position is resonating well with Martinus customers, who are on the lookout for reliable new assets.
“Customer centricity is one of the pillars that we’ve based our solutions on,” Morrissey said.
“One of the things we’re demonstrating to customers straight up is that everything we do with them is a partnership. We sit with the customer from the start and look at solutions, and what’s going to benefit their business.
“If we set up the business this way, it means the ongoing support can be
“Martinus was setting up a hauling business to start selling from scratch and I was keen to get involved.”
Morrissey’s journey followed a similar trajectory.
“I have spent years in the customer and business development spaces, and when I was approached for a job with Martinus it was too good of an opportunity to pass up,” he said.
“I saw this as the next chapter in my career and I jumped at it.”
This experience and drive to make haulage easier for the customer has translated to some positive results.
manufacturers to design, develop and construct new assets which will add value to the Australian market.
Delivery of these modern assets can take upwards of 24 months to get stock built, and Martinus doesn’t want its customers to wait.
“We work with the customer to understand what the best consist (a group of rail vehicles that make up a train) is for them, rather than just trying to make something work,” Spicer said. “We get them involved in the supply chain.
“We ask questions to understand the motive behind their choices and design the rolling stock around that.”
It’s a time-intensive process, but one the Martinus team is happy to undertake.
“We are already recognised as trusted rail experts, and as we expand into new areas, we remain committed to being exceptional partners in every endeavour,” Morrissey said.
“Adding genuine value right from the get-go is important – we don’t just approach customers; we approach people who we believe we can help from a railway perspective.”
Currently based in Queensland, Martinus is looking to expand its reach small team now, but we’re growing, and
“But primarily, we’re customer-focused.

At MASPRO, quality is embedded in our DNA, influencing every decision we make. Through innovative design, rigorous testing, continuous improvement, and a customer-first approach, we consistently deliver products and services that meet the highest standards, ensuring reliability our customers can trust.
AN AUSTRALIAN MINE RECENTLY APPROACHED MINERAL PROCESSING SOLUTIONS WITH A CLEAR GOAL IN MIND TO INCREASE PRODUCTION.
The importance of reliable equipment and machinery in the mining industry cannot be understated. Without it, production targets will be missed and revenue reduced.
Understanding these needs, an Australian coal mining operation contacted Mineral Processing Solutions (MPS) – an OPS Group company – to find a forward-thinking solution for material feeding and stacking to achieve an increased feed rate of 1000 tonne per hour (tph).
At the site, coal is processed before being transported by truck to a train load-out facility, where it reaches the Port of Brisbane to be shipped to various Asian markets.
To deliver the desired production
The companies worked together to create an innovative system that comprised several pieces of machinery from Telestack, notably an HF 24T hopper feeder, a HF 10T tracked hopper feeder, two TC 424X tracked stockpiling conveyors, and three TC 624R tracked radial stockpiling conveyors.
The system
In the initial stage of the system, coal is directly stacked from the impact crusher and the TC 424X tracked stockpiling conveyor, with the TC 624R tracked radial stockpiling conveyor helping to stack the material.
The TC 424X then takes the bypass material (50mm-plus) before it enters the impactor and creates a conical stockpile, creating a greater


The TC 624R stacks the coal from the crusher’s product belt, stacking up to 13,000 square metres of material without moving.
When the coal is processed, it’s fed through the HF 10T tracked hopper feeder, which regulates the material flow. The HF 10T then works with a TC 424X to feed the correct material into the coal handling preparation plant (CHPP) at a height of 8m.
Once the material is processed through the CHPP, two TC 624R tracked radial stockpiling conveyors stockpile the

MINERAL PROCESSING SOLUTIONS AND TELESTACK WORKED TOGETHER TO HELP AN AUSTRALIAN MINE SITE INCREASE ITS FEED RATE.
the HF 24T hopper feeder feeds the train load-out system, which can handle up to 1600tph at 35 hertz, with further capacity to run at 55 hertz if required.
“We seamlessly integrated our equipment with existing on-site infrastructure to enhance automation and user-friendliness,” Telestack international sales manager Philip Waddell said. “The equipment has various applications within the Australian mining operation.
“The ability to integrate the equipment into both mobile and static applications and to supply the equipment quickly with Mineral Processing Solutions stock in Australia was also a factor in winning this project.”
The solution not only met the customer’s desired goal but exceeded it, with a feed rate of 1600tph.
Waddell said the Australian mining operation estimates it has saved millions in engineering and construction costs since the Telestack system became operational, all while maintaining high throughput rates and improving operational flexibility.
According to those involved in the collaboration, the new feed rate cut 50 minutes off the loading time per cycle, significantly increasing the project’s efficiency.
MPS area manager Adam Dever said the project was a significant milestone.
“This collaboration has resulted in substantial cost savings for the customer and minimal downtime for their plant, thanks to the high-quality structure, motors and gearboxes that Telestack provides,” Dever said. AM
We are now better equipped than ever to help you to optimise your comminution and material handling operations for maximum performance, safety and efficiency.
Combining the industry leading screening, feeding and loading expertise of Schenck Process Mining with our mastery of crushing and wear protection, allows us to bring you an unrivalled equipment line-up. We underpin this unique offering with our expert process knowledge, full range of digital tools, high quality OEM spare parts, consumables and life-cycle services.
Scan the QR code to discover why we are the industry’s partner in eco-efficient mineral processing.




A LOOK AT A COMPLEX CONVEYOR BELT CHANGEOUT PROJECT THAT WAS COMPLETED INCIDENT-FREE, AHEAD OF SCHEDULE AND UNDER BUDGET.
It has been described as one of the most complex and innovative belt changeout projects in Australia’s iron ore mining history, without a single reportable incident occurring during the entire operation.
In an example of successful collaboration between three multinational public companies, the methodology, engineering and execution of this major project in the Pilbara began in 2020, with initial scoping and longterm scheduling discussions.
The belt changeout operation was successfully completed during the second half of 2023 ahead of schedule, below budget and, most importantly, completely without incident.
Continental Service Engineering was engaged to assist the mining company and other engineering contractors to develop the work methodology and baseline engineering calculations. Continental’s heavy equipment was
engineered into the project, with foundations and support structures designed to suit.
“Conveyor systems are becoming larger and more complex – traditional methods and equipment are sometimes no longer adequate to deliver the safe and efficient levels required for projects and everyday service work,” Continental Industrial Solutions APAC application engineer Sridhar Mullapudi said.
“Industries are changing, being driven by new technologies and increased regulations.”
Customers are demanding new solutions with a focus on safety and better efficiency via reduced downtime.
“We had to design and construct our own specialised heavy equipment for this complex belt changeout,” Mullapudi said. “Transport and installation also needed to be planned and executed to successfully accomplish the project.”
Stage two: Belt flaking and splicing
This second stage involved the preparation and flaking of around
23.8km of 1500mm ST4000 conveyor belt. Some of the main items required were two 300m piles of belt at 1.4m in height; 40-600m belt lengths; and 50.5 tonnes of belt and reels weight.
The flaking and splicing was completed in 101 days, against a scheduled 107.
“One of the challenging aspects of this final stage of the project was that we had to incorporate a dual pony drive system to achieve the motive force required,” Mullapudi said.
“Typically, a single pony drive is comprised of a smaller gear motor temporarily fitted to a conveyor drive’s reduction high-speed input that provides assistance to drive the belt at a low speed.
“The use of a single pony drive driving one pulley is not unusual on large systems such as CV2104; however, the need to have two driven pulleys is quite rare.
“The challenge with this dualdrive system was the set-up of the load-sharing between the two drives

and the interaction with the other replacement equipment.”
To give some further context and scale, the dual pony drives were pulling up to 42 tonnes of force on break-away with the belt travelling at a steady-state speed of 16m per minute.
Critical process parameters such as belt tension loads and belt speed were continuously monitored via devices such as load cells and purpose-built encoders that allowed adjustments to the equipment to be made as required. This maintained a smooth, constant belt speed and avoided any major problems occurring.
The final analysis and outcomes:
• Z ero reportable incidents

industry. A great example of this was the impressive lifting work they performed with their 300-tonne mobile crane.
“However, they recognised the value of collaboration and worked closely with our own engineers and service teams for certain stages of the project, leveraging our specialised expertise to ensure the best possible outcome.
• Belt movement completed in 85 hours versus a scheduled 154 hours
• A n average cycle time of one hour and 40 minutes taken per 600m roll length, significantly faster than the currently accepted industry standard
The completed conveyor belt was handed back to the owners 80 hours ahead of schedule – only 156.5 hours of the 237 allocated were required, which resulted in approximately 396,000 tonnes of additional ore being available to the mine. This would have equated to roughly $65.5 million in potential sales for the company.
Mullapudi believes the secret to the successful project was in the specialist expertise brought by each of the three global corporations involved, as well as their collaborative and unselfish operational approach.
“The multinational mining company had the sense and wisdom to commence the planning for the whole project at the optimum time,” he said. “They understood the scope and magnitude of what would be involved and tendered it out accordingly to key organisations with the appropriate skill-sets and resources with definitive work packages.
“One of the major engineering contractors selected has tremendous expertise in heavy engineering and is very highly regarded throughout the
“Continental Service Engineering exists to support our growing industrial service business. It provides technical and engineering services for our field service engineering and maintenance teams. It also offers consultation services for customers as needed.
“In this case, we were working together with our WA Continental Conveyors service teams in Karratha and Wangara. Their knowledge of this particular conveyor system and familiarity with its location, combined with their many earlier experiences at the customer’s iron ore sites, enabled those fantastic value-adding benefits outcomes to come about.
“It’s all about each of the three companies doing what they do best and allowing the others do the same. This is how we ended up with a very satisfying win–win–win result across the board.” AM
The CV2104 overland conveyor is one of Australia’s longest single flight conveyor systems, delivering up to 5000 tonnes of high-grade iron ore per hour over 23km from the mine to the rail loading facility.
The three-year project methodology was arranged in three stages:
• Stage one – Work method development and engineering
• Stage two – Belt flaking and splicing
• Stage three – Belt replacement

FLEXCO’S CONTINUOUS BLADE CLEANER IS ENHANCING CONVEYOR PERFORMANCE AND REDUCING DOWNTIME.
Flexco’s continuous blade secondary (CBS) cleaner has been making significant strides in improving conveyor belt performance and material handling efficiency.
According to Flexco conveyor specialist Richard Bourne, one of the primary ways the cleaner differentiates itself is through its durability and adaptability.
“Flexco created the continuous blade secondary cleaner with a heavyduty unsegmented blade for enhanced longevity and reduced maintenance,”
Bourne told Australian Mining
The blade features a steel backbone holding a carbide leading edge which is encapsulated in Flexco’s proprietary polyurethane to provide a longwearing solution.
This innovative design offers sites a viable alternative to the commonly used P-type and R-type secondary cleaners.
Increased durability means Flexco’s CBS cleaner can be used in a broader range of applications, effectively addressing a common misconception that primary cleaners are always necessary, especially on high-speed belts. The CBS cleaner is even designed to be a viable replacement in some cases.
“Primary cleaners on balanced machines and overlanders often experience chattering when run dry without material,” Bourne said. “However, the CBS is specially engineered to combat chattering.
“In the field, we have replaced primary cleaners that were chattering with a CBS, and the chattering was eliminated.”
This reduction in chatter has a significant impact on belt durability and performance, especially in harsh environments like those found in Western Australia’s iron ore industry.
Beyond improved performance, the CBS cleaner enhances the installation process and integrates seamlessly with existing systems.
Bourne said the cleaner can be easily swapped into set-ups that accommodate standard secondary configurations.
“The CBS cleaner is designed for easy integration into secondary configurations where common secondary cleaners are used,” he said.
When it comes to maintenance, Bourne said, the CBS cleaner offers impressive longevity, often outperforming traditional set-ups.
The CBS cleaner has already proven its worth in several facilities along the north-west coast of Australia.

shutdown periods.
“This is simply because of the design and quality of the blade.”
This durability directly translates to reduced downtime and lower maintenance costs, with inspections extending this even further when the cleaner remains in good condition.
Flexco has also prioritised worker safety in the design of the CBS cleaner, as it can be refurbished on stackers insitu, minimising manual handling and reducing the need for multiple parts that can be mishandled during maintenance.
“With the CBS, it’s very, very minimal,” Bourne said, comparing it to older systems that require more extensive part replacements.
“The blade is secured with carriage bolts, allowing for quick and easy blade changes from a safe position at the side of the conveyor”.
Flexco is also looking to the future, with a focus on enhancing the CBS cleaner with upgrades. While details are still under wraps, Bourne suggested ongoing trials and customer feedback were driving future innovations.
One such improvement already being implemented is the option to switch from a flat blade to a curved option as belts wear and their profiles change.
The CBS curved blade features a 12mm rise from the edge to the centre of each blade – making it perfect for contouring to cupped belts, or belts with a thick top-cover that has worn out in a cupped shape over its life cycle.

Blades can also be easily interchanged from flat to curved as the belt wears.
In addition, Flexco is exploring the integration of the CBS cleaner with its new air tensioning system, which simplifies the process of maintaining optimal tension.

As the industry continues to prioritise safety and operational efficiency, Flexco’s continuous blade cleaner is positioned as a leading solution, delivering consistent performance, reduced maintenance costs, and improved safety outcomes across a wide range of applications. AM
FENNER CONVEYORS’ ENGINEERING SUBSIDIARY ACE IS DEDICATED TO UPHOLDING THE CRUCIAL ROLE OF QUALITY IN ENGINEERING EQUIPMENT FOR UNDERGROUND MINING.
In the demanding environment of underground mining, the reliability and safety of electrical equipment is paramount.
Choosing the right supplier is not just a matter of convenience; it’s a critical decision that impacts operational efficiency and, most importantly, safety.
Fenner Conveyors’ engineering subsidiary, ACE, understands the stakes are high and aims to adhere to stringent compliance and quality standards to ensure the safety and effectiveness of its products.
All Fenner Conveyors Group operations are underpinned by an ISO 9001 accredited quality management system that is used by organisations of all sizes and industries.
Custom versus off-the-shelf Underground mining operations have unique and challenging requirements that cannot always be met with off-theshelf solutions.
One of the areas ACE specialises in is underground substations that are custom-designed and manufactured to meet specific application requirements, rather than relying on standard, ‘onesize-fits-all’ products.
Each system is meticulously engineered and built to align with
Australian standards, with the aim of ensuring optimal performance in the harsh conditions of underground mining.
Compliance with relevant safety and quality standards is non-negotiable in the mining industry.
According to ACE NSW regional manager Shane Wilson, ACE equipment not only meets but often exceeds the standards outlined by Australian regulatory bodies.
“By adhering to these standards, we ensure that our electrical and mechanical conveyor equipment provides safe and reliable solutions for our clients, reducing risks and enhancing operational stability,” Wilson told Australian Mining.
ACE also simulates operational conditions from its workshops before dispatching equipment, which can significantly minimise the risk of issues once installed on site.
ACE performs load testing of substations in its workshop in Somersby, NSW, and pulley load testing from its workshop in Mackay, Queensland.
Wilson believes a key element of ACE’s success is its collaboration with leading industry stakeholders.
“By aligning ourselves with reputable names such as Ampcontrol, Littlefuse, Schneider, NHP and ABB, we gain access to cutting-edge technology and innovative solutions that enhance our equipment’s
As an authorised value partner, ACE has direct access to ABB’s engineering team, allowing it to incorporate the latest advancements and improvements into its products. Through this partnership, ACE aims to ensure its conveyor equipment integrates the latest technological developments and adheres to the highest standards of quality.
To provide local support and quick response times in the Bowen Basin, ACE collaborates with strategic

“This local partnership ensures that we can deliver timely assistance and support, which is critical for minimising downtime and maintaining operational efficiency,” ACE Queensland branch manager Scott Manley told Australian Mining.
“Furthermore, ACE sources all protection devices directly from original equipment manufacturers or certified partners, which guarantees the authenticity and quality of components, ensuring they meet or exceed industry standards for safety and performance.”
Tailored solutions for optimal performance
ACE’s commitment to working with major equipment suppliers across various domains, such as motors, transformers, gearboxes, hydraulics and switchgear, enables it to offer customised solutions tailored to the specific needs of each mining operation.
“By integrating the best components and technologies into our systems, we deliver solutions that are not only safe and reliable but also cost-effective and efficient,” Wilson said.
ACE’s dedication to custom manufacturing, adherence to Australian standards, and strategic partnerships with leading industry players underscores the business’ commitment to providing the best possible solutions for its clients.
By investing in high-quality, compliant equipment, mining operations can help to ensure operational efficiency and the safety of their workforce, ultimately contributing to a more productive and secure mining environment. AM


www.brokk.com/au

Hailing from Croswell in the US state of Michigan, the Conveyor Components Company (CCC) has built a reputation as one of the leading pioneers in the bulk material handling industry.
Since 1965, bulk material handling customers around the world have come to rely on CCC for its conveyor solutions. Now, the company is eyeing an expansion into Australia.
CCC business development manager John Carlson discussed the company’s growth plans.
“We went to a trade show in Phoenix, Arizona, and were talking to a manufacturer of emergency stops in Australia,” he said.
“After talking with them, we started thinking about why we didn’t have a presence in Australia. With the uptake of electric vehicles and the massive local mining industry, it made sense for us to be there.”
Conveyor systems play a critical role in the Australian mining industry, supporting the transportation of ore across vast distances. Conveyors can be found right across the Australian mining supply chain, not only supporting overland, in-pit and underground applications but also supporting material transportation at ports.
CCC prides itself on manufacturing rugged, durable equipment for monitoring conveyor systems. It specialises in producing conveyor controls, such as safety stop switches, belt alignment controls and pull cords, as well as motion controls, including line of contact and noncontact zero speed controls and speed monitors.
The company’s level controls include rugged paddle wheel switches and tilt level probes.
Carlson said CCC’s manufacturing processes separate the company from its competitors.
“No matter what you need, we can build it and ship it within five business days,” he said.
“We hyperfocus on quality and robust equipment, capable of withstanding the heavy industries they are used in.
“We manufacture every component of our switches and internal components, keeping raw material available to finish products in-house. That lets us build products at a moment’s notice.”
CCC PRIDES ITSELF ON MANUFACTURING RUGGED, DURABLE EQUIPMENT FOR MONITORING AND CLEANING CONVEYOR SYSTEMS.

Before deploying products to a particular project, CCC works closely with its customers to understand their unique needs and requirements. A large overland conveyor project, for example, would see CCC determine exactly where and how to install its products to avoid operational hiccups during installation.
One of the company’s latest developments is its conveyor safety system (CSS), which includes an emergency pull stop system, a belt misalignment system, a damaged belt detector, and motion controls.
These products were traditionally offered independently but CCC saw the advantages of offering a combined package of solutions.
“When working with a conveyor system, you need all of these systems,” Carlson said. “Any one of these systems will alert the customer if something is not right, alerting them to any problems.

“Having quality equipment you can trust is important for customer peace of mind, especially when it comes to the emergency stop.
“This is the last line of defence for someone in a hazardous situation, so our customers need to know it will work every time.”
CCC has plenty of experience handling international endeavours,
BEFORE DEPLOYING PRODUCTS TO A PARTICULAR PROJECT, CCC WORKS CLOSELY WITH ITS CUSTOMERS TO UNDERSTAND THEIR UNIQUE NEEDS AND REQUIREMENTS.
something that bodes well for the company’s participation in Australia.
“We’ve had great success in Peru and Chile,” Carlson said. “It’s given us a lot of experience dealing with international shipping. Almost a quarter of the business is international.
“We have a department to make sure it can get to the right freight order
to get it where they need, when they need it.”
Conveyor Components Company had a hunch that a venture into Australia would be a prudent move and given the critical role bulk material handling plays in Australia’s vast mining industry, the company’s intuition feels well placed. AM

Hexagon is the global leader in digital reality and autonomous solutions, connecting sensor, software and autonomous technologies in ONE data-intelligent platform. Designed by mining professionals for mining professionals, our technology solutions are backed by meaningful support and loaded with data-driven insights to help mines achieve true operational excellence.

One platform. One partner. For the life of your mine.
Fabric shelters have been a critical component of mine sites for decades.
Acting as a protector to ensure a safe working environment by shielding personnel and equipment from tough conditions, fabric shelters are known for benefits such as fast installation, portability and movability.
Leading the charge in fabric shelter development and manufacturing is DomeShelter Australia, which has delivered thousands of shelters to some of the most remote parts of the country, and to over 50 other countries around the world.
“Our ability to meet the requirements of the mining industry is where DomeShelter Australia stands out to the major miners,” DomeShelter director of global sales Roy Fawkes told Australian Mining. “Designing solutions that meet
their standards and requirements in an effective way is the key.
“There’s more to fabric structures than providing a fabric tarp over a steel structure.”
DomeShelter follows its unique sixelement design methodology – dubbed DomeShelter Logic – to govern the thinking, processes and outputs that aid in delivering tailored and optimal solutions to the mining industry.
“We have in-house designers, engineers and fabric specialists that go through a process where they ensure the shelter can not only be manufactured, but that it meets Australian standards and the client’s requirements, and it will be buildable in a remote location,” Fawkes said.
“There’s no point in designing and engineering something that can’t be easily installed on-site. By maintaining the DomeShelter Logic,

it ensures the shelter does what it’s designed to do.”
DomeShelter ensures that all material used to build its fabric structures is the highest-grade material and sourced in Australia, helping to support the nation’s economy.
“We’re supporting local people, in local communities throughout WA and Victoria to build our products,” Fawkes said. “We also have a creative ‘don’t say no’ attitude where we think outside of the box to create solutions. We’re not afraid to have a go and stretch our design, engineering and manufacturing team’s capacity to ensure a client gets the ultimate solution.
“The idea of protecting people and assets from the harmful effects of the elements quickly, simply and effectively is the heart of why we do this.”
Ideal for sand, mineral and chemical storage, DomeShelter’s bulk storage fabric shelters comprise fully enclosed structures with lockable doors that create a durable and fit-for-purpose facility that can withstand rigorous environmental conditions such as extreme wind, heat, rain and snow.
“Instead of having that bulk material out in the open, several ports and councils require it to be covered,” he said. “So that’s where a bulk storage facility comes in, which is where heavy trucks can stay so they are under cover.
“That way, when tipping or moving around the material, the dust is collected and kept within the facility.”
Every DomeShelter fabric structure is constructed with safety and quality at the forefront.
With a 10-year warranty, DomeShelter is internationally accredited with quality assurance certifications such as ISO 9001, AS 4801 and OHSAS 18001, certifying that each shelter is built to the highest standard.
DomeShelter also conducts safety audits, which involve a DomeShelter representative visiting sites with fabric structures to identify risks and make recommendations for preventing unexpected failure, damage and risks to the safety of personnel. This information is collated into a risk matrix and ensures customers have peace of mind that the structures on their sites are conforming and engineered to withstand the conditions.
“We complete many safety audits each year and unfortunately see cheaper structures that are not fit for purpose or engineered to Australian standards,” Fawkes said. “They are at risk of failure that may lead to damage or downtime, and more importantly, risk the safety of personnel who rely on them.”
DomeShelter Australia is committed to reducing its environmental footprint by repurposing older shelters, providing replacements parts so shelters can be resold and reused, running in-house recycling programs to reduce waste, and by reducing the need for transport of structures due to their light-weight and relocatable design.
When it comes to fabric shelters, DomeShelter has all bases covered, which is a boon for Australian mining operations and the industry at large. AM




Every solution starts with a problem.
According to Kinder Australia chief executive officer Charles Pratt, one of Australia’s largest mines had a problem no one else could solve.
“The miner had been around the world and tried three or four different options from other suppliers,” Pratt
“The mine initially contacted us about another product and invited us to site to inspect the issue,” Pratt said. “Straight away I realised the product they enquired about wasn’t going to be suitable because of the severity of the situation.
“They had a severe impact issue in their transfer point, which was damaging the conveyor belt, destroying the impact idlers and causing unscheduled downtime.”

With the demands of modern mining, unscheduled downtime is an issue every miner wants to avoid.
According to Pratt, the failures the iron ore miner was facing in its primary sizer load zone not only brought production to a standstill but also inflicted substantial financial losses, significantly affecting overall profitability.
“The system handles 5500 tonnes per hour of iron ore with a lump size up to 500mm,” he said. “The financial implications of any production downtime were staggering, equating to approximately $1.5 million in lost
“The miner needed the system to last longer than their 12-to-13-week shutdown period, but they were lucky to get four weeks before one part or another needed replacement.”
Kinder engineers quickly got to work designing four unique concepts to combat the issue and protect the conveyor belt and components, and presented them to the miner for review.
A high-capacity and high-speed impact belt support system design was the stand-out thanks to its ergonomic and maintenance-friendly features, and
KINDER AUSTRALIA’S K-SHIELD DYNAMAX IMPACT IDLER.

is now known as Kinder’s K-Shield Dynamax impact idler.
“This choice proved advantageous, especially when compared to larger impact beds that would have required the use of more extensive lifting equipment and cranes,” Pratt said. “We were able to increase belt life by up to 33 per cent, and we’ve seen great success at other sites with the idler since.”
Pratt said that after two years, the targeted load zone has experienced no major service interruptions.
“Prior to the K-Shield Dynamax impact idler installation, roller and idler frame failures were a monthly maintenance occurrence and have now been extended to over 18 months,” he said. “Conveyor belt service was also extended from six to nine months to up to 12 months.
“This, coupled with effective noise reduction, has greatly boosted the overall system efficiency.”

idler boasts features like a torsion spring element, sway bar suspension with polyurethane bushes, and a customisable heavy-duty frame with the ability to be implemented into any trough angle or roller quantity configuration.
These innovations came as a result of Kinder’s dedicated team of engineers working across Australia to support its customers to develop cutting-edge solutions to real problems.
“You can’t just innovate for the sake of innovation,” Pratt said. “You need to be solving problems, and if you don’t get to see those problems, you’re not going to have the ideas to solve them.
“Our strength is our ability to enter a site and identify an issue, then engineer equipment that makes a real impact to our customers’ operations, and we’re keen to continue developing those solutions into the future as we expand across Australia.”
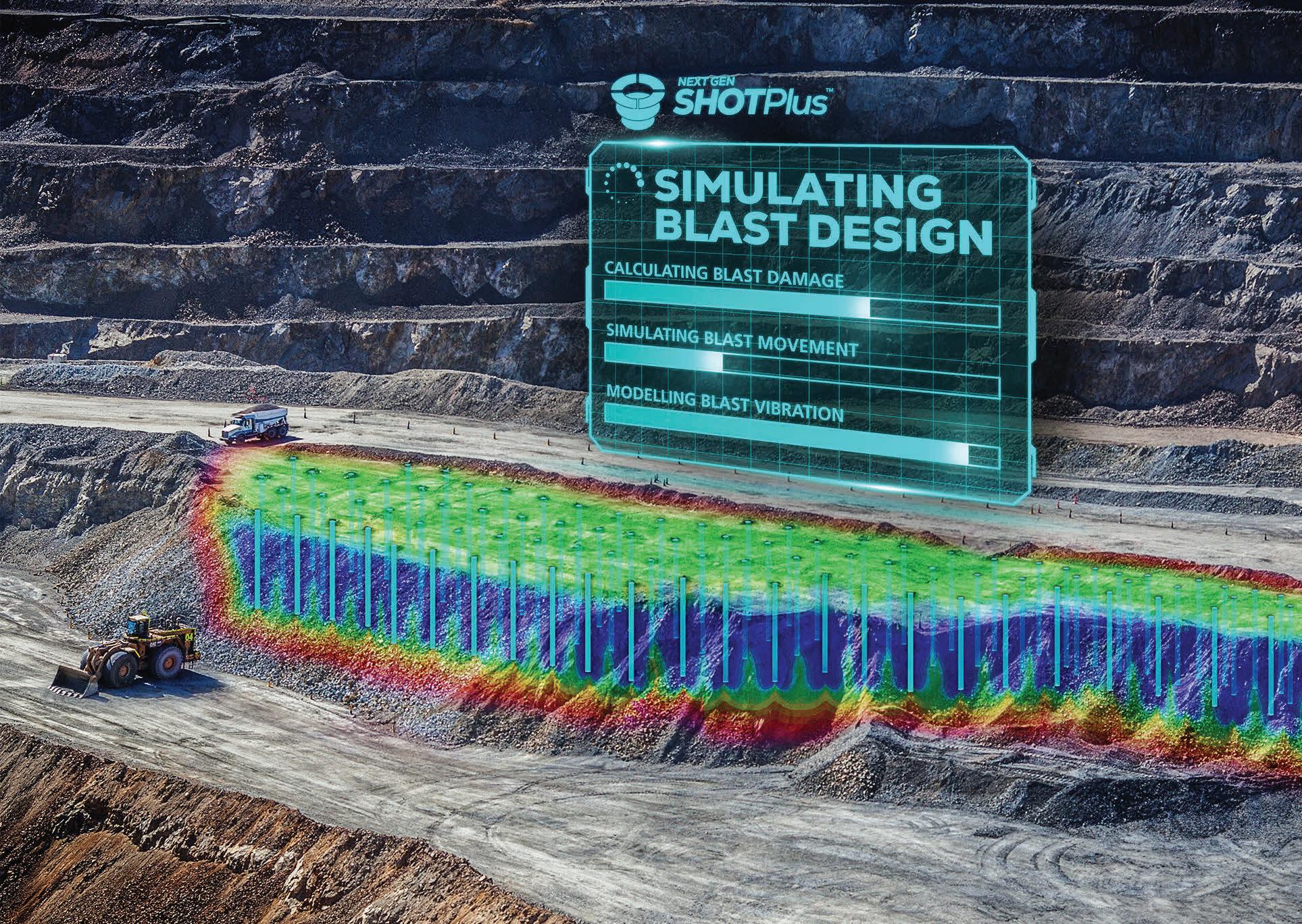
Orica Digital Solutions are excited to announce Next Gen SHOTPlusTM , a groundbreaking evolution in blast design. Leading drill and blast into the next era with highly performant, intelligent blast design, and modelling capabilities.
For 35 years, SHOTPlus™ has been a leader in intuitive and powerful workflows, becoming a mainstay in the drill and blast industry.
Next Gen SHOTPlus™ combines highly performant visualisation, with best-in-class design tools and predictive modelling capabilities; enabling users to assess the impact of engineering decisions and design the highest value blast for any situation.
To learn more about Next Gen SHOTPlus™, please contact your local Orica representative or visit orica.com/nextgenshotplus
WITH FUTURE TECHNOLOGIES RELIANT UPON LITHIUM, AUSTRALIAN MINING ANALYSES THE BATTERY METAL’S CURRENT STATE AND FUTURE PROSPECTS.
The global lithium market has made a complete transformation in recent years, primarily due to the surge in demand for electric vehicles (EVs) and the move to greener technology.
Being a crucial component in EV batteries, lithium has transformed from almost complete obscurity to becoming one of the most indemand commodities.
This urgency has been caused by the need to fight climate change, which has drawn a growing interest towards sustainable technology and renewable energy sources.
While lithium prices have declined from a price boom in 2022 – due to a combination of oversupply and weaker demand – experts believe this will be short-lived as the push for renewables continues.
Currently, Australia is home to some of the largest hard-rock lithium deposits in the world and is also at the forefront of lithium exploration.

Significant players in the field include Pilbara Minerals, IGO, Core Lithium, and Liontown Resources, and each are contributing to a growing supply chain.
Pilbara Minerals
Pilbara Minerals stands as one of Australia’s largest lithium producers and one of the leaders in the global supply of lithium raw materials.
The company operates the Pilgangoora lithium-tantalum project in Western Australia, a worldclass hard-rock resource supplying spodumene concentrate to battery manufacturers globally.
Pilbara Minerals has rapidly scaled up its operations to meet lithium’s growing demand. In 2023, the company made significant strides by expanding its Pilgangoora operation to a production capacity of over 680,000 tonnes of spodumene concentrate per year.
Pilbara Minerals is now focused on further expanding its production capacity to two million tonnes per annum (Mtpa).
This ambitious target, outlined in a recent presentation by chief executive officer Dale Henderson, positions the company as a leading supplier in the global lithium market.
Beyond raw material supply, Pilbara Minerals is also venturing into downstream processing through joint ventures aimed at producing lithium hydroxide, a key ingredient in lithiumion batteries.
The company’s battery material exchange (BMX) platform has proven successful in providing spot market sales, which gives Pilbara Minerals greater flexibility to capitalise on market price spikes.
With strong financial performance and a clear growth strategy, Pilbara Minerals remains a cornerstone of Australia’s lithium sector.
IGO is a diversified miner with a history in nickel and gold that has firmly established itself in the lithium sector through strategic partnerships.
The company’s most notable venture is its share of a 49 per cent stake in the Greenbushes lithium mine in Western Australia, the world’s largest hard-rock lithium mine.
Greenbushes is a cornerstone asset, producing lithium concentrate for battery manufacturers. IGO’s involvement in this project has allowed it to secure a significant position in the global lithium market while diversifying its portfolio away from base metals.
IGO also holds a 49 per cent stake in the Kwinana lithium hydroxide refinery in WA as part of a partnership with Tianqi Lithium Corporation.
This refinery is one of the first facilities outside of China capable of producing battery-grade lithium hydroxide.
As demand for lithium continues to grow, IGO’s diversified approach combining world-class assets and downstream processing positions the company as a long-term player in the sector.
Core Lithium
Core Lithium is a rising star among lithium producers with the company’s crown jewel being the Finniss lithium project, located near Darwin in the Northern Territory.
Finniss, which began production in 2023, is Australia’s first lithium mine outside of Western Australia. The mine boasts high-grade spodumene ore, critical for efficient lithium extraction.
While Core halted mining operations in January amidst declining lithium prices, the company is readying Finniss for a restart when market conditions allow.
The company is using over half of its 2024–25 financial year (FY25) expenditure on exploring prospects in the Finniss region.
The project’s proximity to Darwin’s port provides a logistical advantage for Core, enabling quicker exports to key markets in Asia.
Core has secured several offtake agreements with battery manufacturers and traders, providing long-term revenue stability.
As Core expands its Finniss footprint, the company is actively exploring growth opportunities through mergers and acquisitions. This includes Core entering into an agreement with Lithium Australia to purchase its 9.8 per cent stake in Charger Metals, which holds the neighbouring Bynoe lithium project.



• Robust with an impressive reach and fully automated functions
• Lowest feed height in the industry, providing maximum versatility
• With standard designs up to 1500 MTPH eliminate the need for additional conveying equipment
• Stockpile material in flat concentric rows to eliminate segregation with the Telescopic Luffing Technology. It can travel in a 270-degree arc to Stockpile 30% larger volumes of materials
With the lithium price set to recover in the coming years, Core is well-positioned to capitalise on the upswing as a spodumene producer with significant growth potential.
Liontown Resources has gained significant attention for its Kathleen Valley lithium project in WA, one of the most advanced lithium projects currently under development.
With an estimated reserve of 156 million tonnes grading 1.4 per cent lithium oxide, Kathleen Valley is among the largest undeveloped hard-rock lithium deposits globally.
Liontown’s journey has been marked by significant milestones.
In 2022, the company secured major offtake agreements with industry giants such as Tesla and LG Energy Solution, providing a strong foundation for future revenue streams.
Construction at Kathleen Valley commenced in 2023, with the mine achieving first production in July. By early September, the operation had produced more than 10,000 tonnes of spodumene. Kathleen Valley is expected to produce up to 700,000 tonnes of spodumene per annum at full capacity.
The company’s downstream ambitions are also noteworthy, with plans to eventually enter the lithium hydroxide market through a potential processing facility.
With first production achieved, strong customer relationships, and ambitious growth plans, Liontown is on the cusp of becoming a major player in the lithium space.
While the long-term outlook for lithium remains robust, the sector has faced significant volatility in recent times.
After a period of skyrocketing prices in 2022, the market saw a sharp correction in 2023, driven by supply chain adjustments and fluctuating EV demand.
Despite this, industry analysts expect a strong recovery as the energy transition accelerates, with demand for lithium-ion batteries set to surge over the next decade.
For companies like Pilbara Minerals, IGO, Core Lithium, and Liontown Resources, the challenge lies in balancing short-term market dynamics with long-term growth strategies.
This includes securing stable funding, navigating supply chain risks, and managing project timelines. Diversification through strategic partnerships and downstream
integration is a common theme among these companies, allowing them to capture more value from the lithium supply chain.
As sustainability and ethical sourcing become more important to consumers and regulators, these companies are increasingly focused on environmental, social, and governance practices.
and emerging players, all of whom are racing to meet the growing global demand for this critical mineral.
Whether it’s Pilbara Minerals’ production expansion, IGO’s diversified approach, Core’s growing development, or Liontown’s recent transition to production, each company is strategically positioned


Our HDPE (High-Density Polyethylene) conveyor guards have been very successful in lowering operating costs, reducing damage and preventing injuries on conveyor systems at various sites all around Australia. They are also way better for the environment as well as quicker and easier to manufacture, transport to site and fit than the cumbersome, heavy steel guards of yesterday.
Now we have added underground mobile plant to the list that benefits from HDPE’s many advantages.
One of Australia's leading ground support specialists chose us to design, manufacture and fit these protective guards to their entire fleet of underground concrete mixers and shotfirers due to our lengthy experience and large investment in a dedicated, local fabrication facility.
Maybe we can also help you to lower costs, improve safety and increase productivity? If we do, you’ll also be helping our environment thanks to the total recyclability benefits our HDPE guards deliver to us all.

CONTACT


Thomas Greaves for an exploratory chat soon. It could be the start of a really big improvement for your operation.

AHEAD OF ITS NEXT ITERATION FROM OCTOBER 29–31, IMARC IS EMBRACING INNOVATION AND COLLABORATION AS IT DELIVERS ANOTHER JAM-PACKED EVENT.
The 2024 edition of the International Mining and Resources Conference (IMARC) is shaping up to be a comprehensive and vibrant event that not only covers the full spectrum of the mining industry but also extends its reach into emerging sectors.
IMARC event director Sherene Asnasyous said there has been significant growth in both the scale and scope of the event.
One of the major additions to this year’s IMARC is the mine and project development stream.
“Historically, mining events have focused heavily on exploration and investment, but IMARC has recognised the need to delve deeper into the challenges of bringing mining projects from discovery to production,” Asnasyous told Australian Mining
“It can take up to 16 years for a mining project to move from initial discovery to full-scale production.
“This new stream is designed to address the complexities involved in this process, including funding, planning, and risk management.”
Asnasyous said the introduction of this stream has been met with considerable enthusiasm from across the industry.
“Engineering firms, state governments, banks, and investors are all keen to participate,” she said. “Stakeholders are particularly interested in discussions around how to fast-track mining projects.
“There’s a real desire for collaboration between the public and private sectors to accelerate project timelines.”
Another exciting development at IMARC 2024 is the expanded focus on the intersection between mining and space exploration, which is not just a matter of curiosity, it represents a strategic imperative for the future of both industries.
As the demand for critical minerals rises, traditional terrestrial sources are becoming increasingly scarce, driving
interest in the potential for space mining.
The IMARC 2024 program will explore how advancements in robotics, artificial intelligence and autonomous systems originally developed for space missions are now being adapted for use in mining operations on Earth.
This topic was first introduced three years ago with a single panel discussion, but the growing interest and investment in space-related technologies has prompted IMARC to dedicate an entire program to this topic.
“We’ve seen incredible interest in the crossover between mining and space, so much so that we’ve expanded this topic to cover four to five hours of programming,” Asnasyous said.
“We’re thrilled to have participation from major organisations like NASA and DARPA (Defense Advanced Research Projects Agency), which highlights the importance and potential of this new frontier.”
“The collaboration between the mining and space sectors is not just a theoretical exercise; it’s a practical one.

“This crossover has attracted companies that traditionally wouldn’t participate in a mining conference, further broadening the scope of IMARC.”
IMARC is also placing a strong emphasis on the mining industry’s role in the global transition to a net-zero economy, which is reflected in the executive briefings and discussions that will take place throughout the event.
“The focus will be on how the mining industry can contribute to reducing carbon emissions, both through its own operations and by supplying the critical minerals needed for renewable energy technologies,” Asnasyous said.
The inclusion of environmental, social, and governance (ESG) topics in the IMARC program highlights the industry’s commitment to sustainable practices.
Beyond the standard hurdles of securing permits and funding, modern mining projects face an increasingly complex regulatory environment and heightened scrutiny from local communities and environmental groups.
“The industry is under immense pressure to not only deliver projects on time and within budget but also to meet increasingly stringent ESG standards,” Asnasyous said. “This stream is designed to provide a forum where these challenges can be addressed head-on.”
One of the key issues that will be tackled in the ESG stream is the integration of new technologies to streamline project timelines.
From advanced geological modelling software to automated drilling systems, technology is playing a critical role in reducing the time it takes to move from discovery to production.
“Innovation is essential, but we also need to look at how we can create more collaborative frameworks between industry stakeholders, governments, and local communities to ensure that these projects can progress smoothly,” Asnasyous said.
“We’re seeing a significant shift in the industry’s approach to sustainability, and IMARC is at the forefront of these discussions.”
The conference will feature discussions on how mining companies can not only minimise their environmental impact but also play a leading role in the circular economy.
This involves rethinking waste management, recycling, and the reuse of materials, all of which are critical to achieving net-zero goals.
Asnasyous said IMARC is making a concerted effort to foster diversity and inclusion within the mining industry.
“This year, we’re proud to feature over 20 First Nations and Indigenous leaders who will share their insights across various streams, including project development, ESG, and decarbonisation,” she said.
This is part of a broader commitment by IMARC to ensure that a diverse range of voices is heard and that the industry benefits from the unique perspectives these leaders bring.
IMARC is also investing in the future of the industry through its
“We’re thrilled to welcome over 140 undergraduate and graduate students this year,” Asnasyous said.
“They’ll have the opportunity to attend IMARC, participate in guided tours, meet with industry CEOs, and even share their perspectives as part of the conference program.”
IMARC’s growth is not just limited to its content but also its global reach.
The conference is increasingly attracting international participants, including delegations from countries such as Mongolia, Chile, and Peru.
“The critical minerals conversation has been a significant driver of this international interest,” Asnasyous said. “Countries such as Germany and France are sending strong delegations to explore opportunities in this sector.”
Asnasyous said IMARC’s growing international presence is a strategic move
that aligns with global trends in the mining industry.
“As countries around the world look to secure supplies of critical minerals for their energy transitions, IMARC provides a platform for dialogue and collaboration that can lead to new partnerships and investments,” she said.
IMARC is not just a conference, it reflects the mining industry’s evolving role in the global economy.
By expanding its program to include new streams like mine and project development and mining and space, IMARC is positioning itself at the forefront of industry innovation.
At the same time, the event’s commitment to sustainability, inclusivity, and next-generation talent ensures that it remains relevant and impactful in a rapidly changing world. AM


ALLIGATOR ENERGY HAS BEEN ADVANCING ITS BIG LAKE URANIUM PROJECT IN SOUTH AUSTRALIA, MAKING A “SIGNIFICANT” DISCOVERY IN AUGUST.
Since making its debut as a pure uranium exploration company in 2010, aspiring producer Alligator Energy has expanded its portfolio by acquiring key uranium projects when the commodity price was low.
The Samphire uranium project 20km from Whyalla, South Australia, is the company’s flagship project – but Alligator has also been working to realise the potential of its Big Lake uranium project in the Cooper Basin of SA.
Alligator Energy chief executive officer Greg Hall told Australian Mining in February that the Big Lake site has deep granite underneath with lots of uranium.
“We’re trying to see if there is a new in-situ recovery (ISR) field there. We’re hoping to find some trapped in the upper sediments which overlie the Basin,” Hall said.
With the goal of covering Australia’s next ISR uranium field, Alligator commenced the inaugural drilling program at Big Lake in May. A new uranium discovery was made three months later.
Described by Alligator as “significant”, the discovery was made by intersecting substantial thicknesses of anomalous uranium mineralisation within interbedded palaeochannel sand units in the Namba Formation.
As of August, four aircore drillholes had intersected palaeochannel sand units hosting anomalous uranium mineralisation located between 90–130m below surface and potentially within an ISR amenable host and depths.
The indicative grade-thickness of two intersections was at or near the economic cut off used at Alligator’s Samphire project.
Using a calibrated portable X-ray fluorescence analyser (pXRF) on drill samples, initial preliminary estimates of the tenor of uranium grades included:
• 2 0m at 110 parts per million (ppm) uranium from 106m
• 5m at 130ppm from 107m
• 5m at 45ppm from 104m
• 10m at 120ppm from 180m.
Alligator described the discovery as “the first proof of concept that significant uranium is present within the Lake Eyre basin sediments” that sit above the Cooper Basin.
“This is the first significant greenfields discovery of uranium in South Australia since the Samphire uranium project in 2007 by the company UraniumSA,” Hall said.
“The thickness extent of mineralisation layers ranging up to 20m in these discovery holes is impressive for this style of mineralisation.
“While estimated grades are still on the lower side, to have grade thickness intersections close to the cut-off used
ALLIGATOR ENERGY IS LOOKING TO DISCOVER AUSTRALIA’S NEXT IN-SITU RECOVERY URANIUM FIELD.

at our Samphire project from the initial discovery area is very encouraging.”
Hall said the sediments lying above the Cooper Basin cover an extensive area, and Alligator hopes this marks the potential to develop a new ISR amenable uranium field.
“The discovery appears to validate the uranium formation model developed by the previous Big Lake geologists from whom Alligator acquired the initial tenement, and we acknowledge their work,” Hall said.
“The sediments above the Cooper Basin cover are an extensive area, and we hope this has the potential to develop into a new ISR amenable uranium field, similar
to the Curnamona Province which hosts the Beverley, Four Mile and Honeymoon deposits.”
Alligator is currently drilling two further holes within the area of the discovery. The company has also sent all samples of mineralised horizons for detailed elemental analysis. Once the results have been analysed, Alligator will commence the approvals process and initiate heritage clearances for follow-up drilling at Big Lake in early 2025.
Backed by 32 per cent of the world’s uranium resources, it’s clear there is more untapped potential in Australia. The country needs companies like Alligator to uncover them. AM


Fenner Conveyors are specialists in the design and manufacture of energy-saving conveyor belt. Conveyor Products & Solutions (CPS) specialise in the design and manufacture of energy-saving idler systems.
Through industry-leading low-rolling resistant compound recipes, coupled with our unique combination of high-tolerance idler frames and composite roller technology, we develop best-inclass conveyor solutions that deliver longer-life and more productivity in heavy-duty overland conveyor applications.

LESS ROLLER ROTATING RESISTANCE


LESS INDENTATION ROLLING RESISTANCE 40% 20%
LRR RUBBER COMPOUND FOR PULLEY COVERS
Reduces indentation rolling resistance by up to 40% compared to M grade compound equivalent. OEM engineering to ensure safe installation and maintenance.
COMPOSITE CONVEYOR ROLLERS
Reduces roller rotating drag by up to 20% compared to conventional rollers. Lightweight design provides added safety for site personnel.
WHEN COMBINED...
> Less energy required to run the system
> Smaller drives can be installed
> Longer service life can be achieved from larger drives
> Reduced capital expenditure
With a reduced overall power draw, site electricity costs are lowered as well as environmental impacts through reduced Scope 2 emissions.
AUSTRALIAN MINING EXAMINES HOW MINING COMPANIES CAN ADAPT TO LEGISLATIVE CHANGES IN EMISSION-REDUCTION REQUIREMENTS AND REPORTING ON CLIMATE RISKS.
Mining companies will benefit from being well prepared for changes to two key pieces of Australian government legislation that will affect their response to decarbonisation and its reporting.
According to SRK Consulting senior consultant ESG Ludovic Rollin, recent reforms to the Safeguard Mechanism and mandatory climate-related financial disclosures will add complexity to environmental compliance and reporting requirements.
“These are very important changes,” he told Australian Mining. “There will be more pressure on mining companies to accelerate their progress in reducing greenhouse gas emissions, and to report on how they are managing climate change risks.”
Rollin’s colleague, SRK Consulting principal consultant ESG Kate Vershinina, said smaller mining companies, in particular, could struggle with the reforms.
“Large mining companies with internal ESG resources have capacity to respond to the changes,” she said. “Smaller firms might not recognise the impact of the changes, how quickly the new requirements will be upon them, and what will be required of them.”
Mining suppliers are also affected by the changes, particularly through mandatory climate-related financial disclosure reforms.
“Mining companies will increasingly require more information from their suppliers on their greenhouse gas emissions as part of Scope 3 reporting requirements,” Vershinina said.
Scope 3 refers to indirect emissions that occur as part of a company’s value chain.
The first reform relates to the Safeguard Mechanism, which applies to facilities that emit more than 100,000 tonnes of carbon dioxide equivalent in a year. There were 219 such facilities in Australia in the 2022–23 financial year (FY23).
Put in place in 2016, the Safeguard Mechanism sets legislative targets, known as baselines, on the net greenhouse gas emissions from defined facilities. The legislative framework for the Safeguard Mechanism is set out in the National Greenhouse and Energy Reporting Act 2007 (the NGER Act).
In March 2023, the Australian Government secured parliamentary support to amend the Safeguard Mechanism.
The Bill, which officially commenced on July 1 2023, mandated that
Australia’s largest industrial facilities reduce emissions in line with national targets – and from a baseline – by 4.9 per cent each year to 2030.
If a safeguard facility exceeds its baseline, it must manage excess emissions through on-site abatement or by purchasing Australian carbon credit units (ACCUs). Facilities that don’t exceed their baseline may be eligible to earn, trade or store Safeguard Mechanism credits (SMCs), which are awarded to facilities that surpass their reduction targets.
The Bill also introduced a carbon emission ‘trigger’, which requires the Climate Change Minister to assess new or expanded projects that meet the Safeguard Mechanism threshold against the targets. Mining companies will have to account for their potential emissions during the project approval process.
Rollin said this change has ramifications for mine planning.
“Companies seeking government approval for new mines, or to expand existing ones, will need to understand how their facility achieves the baseline target,” he said. “They’ll need to incorporate data from emissionreduction modelling into their mine planning and approval processes. This could add significant new costs.”
Some mining companies may need additional studies to justify their emission-reduction targets.
“There is a risk of greenwashing if companies disclose emission-reduction targets for new projects that cannot be achieved,” Rollin said.
The Bill provides some flexibility through ‘disclosure buffers’ for emissionreduction targets. Companies can choose different mechanisms to reduce emissions (on-site abatement, ACCUs or SMCs) and choose to manage their reductions in a way that best meets their operational needs.
Also included in the Bill are transparency and accountability measures requiring companies that rely heavily on carbon offsets (more than
30 per cent of their baseline) to disclose why they have not made more on-site progress with emission reduction.
“Mining companies will need to think through any potential ramifications of this disclosure, particularly if they have not achieved their baseline target,” Rollin said.
Introduced to Parliament in March 2024, this legislation aims to enforce climate-related financial disclosures for companies that prepare annual reports under the Corporations Act 2001 or have emission reporting obligations under the NGER Act.
The Bill is designed to provide investors with greater transparency and more comparable information about an organisation’s climate change risks and opportunities, and their strategy to address them.
“Mining companies will have to disclose information to the market about environmental risks that they have not disclosed previously,” Rollin said. “Again, they’ll need to gather data to assess climate change threats and opportunities, and develop an action plan aligned with their governance strategy.”
Vershinina said increases in extreme weather events add complexity to climate-related disclosures.

THERE HAVE BEEN RECENT REFORMS TO THE SAFEGUARD MECHANISM AND MANDATORY CLIMATE-RELATED FINANCIAL DISCLOSURES WHICH COULD AFFECT MINERS.
“For example, a mining project will estimate the probability of flooding based on existing parameters and use this probability in the mine design,” she said. “A climate change risk assessment might demonstrate that the parameters have to be re-estimated due to the elevated risk of flooding from extreme weather, and this may require changes to the mine design.
We’ve also worked with mining companies that have reviewed their operational mining plans to account for a higher probability of extreme weather which affects the operational mine schedule.”
This legislation breaks entities into three groups based on their size, emissions and reporting obligations: group 1 (larger companies) must report these disclosures from January 1 2025; group 2 entities (mid-sized companies) start reporting from July 1 2026; group 3 entities (small companies) begin reporting a year after group 2.
“This change is not far away for large mining companies and will be upon smaller mining companies in a little over two years,” Rollin said.
“It’s vital that mining companies prepare now for these legislative
changes, particularly if additional studies and data are required to support their emission-reduction targets and climaterelated disclosures and strategy.” AM
SRK Consulting is a leading independent international consultancy that advises clients mainly in the earth and water resource industries. Its mining services range from exploration to closure. SRK experts are leaders in fields such as due diligence, technical studies, mine waste and water management, permitting, and mine rehabilitation. To learn more about SRK Consulting, visit www.srk.com
Prepare early and move quickly
For some mining companies, adapting to the two reforms may involve months of work. Start working on understanding your risks early, and note that these reforms are part of a larger package of expected reforms relating to decarbonisation this decade, including the ongoing JORC Code update and the Commonwealth Environment Protection and Biodiversity Conservation Act 1999 reform (Nature Positive law).
Risk assessment and gap analysis
Assess the reforms’ impact on your organisation and its internal resources to respond, particularly in areas such as ESG and financial reporting. Assess risks related to climate change and the additional regulatory requirements, and whether additional studies are required to provide data to support reduction targets or the disclosure of climate-related threats and opportunities to stakeholders.
Strategy and action plan
Develop your company’s strategy – aligned with your governance strategy –to address climate-related threats and opportunities, and support this with an action plan to demonstrate a pathway to achieve strategic aims.
Resources
Review your company’s internal resources to implement the strategy and action plan. Consider budget implications and identify what external resources might be required and ensure your organisation has access to expert advisers to assist on studies that provide data to support disclosures.
Say no to greenwashing
The difference of the reforms is the transition from reporting on good-looking assumed initiatives to the actual implementation of specific actions and the requirement to prove that declared targets will be achieved. Implement your plans and be ready to report on and disclose the required targets and the work done.
AS OPERATORS RECOGNISE ITS SCALE AND SPEED ADVANTAGES, AERIAL SEEDING IS BECOMING AN INCREASINGLY PROMINENT PRACTICE IN THE AUSTRALIAN RESOURCES INDUSTRY.
While mine sites are of varying sizes and profiles, they are all subject to their own environmental obligations, much of which necessitates the progressive rehabilitation of land throughout a site’s life.
Seeding is an important component of mine rehabilitation, enabling the restoration of vegetation and ecosystems that once inhabited the area before any resources were extracted from the ground. However, the practice has long been confined to light vehicles or dozers, which can present safety hazards and disturb the ground as they seed.
But seeding methodology is evolving, a movement led by environmental technology companies such as Dendra. Drone fleets are surpassing traditional methods due to their speed, accuracy, safety and cost-effectiveness.
Dendra senior drone pilot Michael Whitehouse, who operates unmanned aerial vehicles (UAVs) for a living, said aerial seeding can cover areas “double, nearly triple” the size of traditional practices in the same timeframe.
“Our method is scalable because we can use more drones when needed, which is a small equipment outlay
DENDRA PLATFORM IMAGE HIGHLIGHTING
VEGETATION GROWTH POST-SEEDING WITH OVERLAID FLIGHT PATHS.

compared to using more dozers,” Whitehouse told Australian Mining.
“We can have multiple drones operating at once, significantly increasing the amount of seed we can spread.”
Each Dendra pilot can operate up to three drones at a time, and more pilots can be deployed depending on the size of the seeding job, which means up to 10 drones can be seeding at one time.
“With more pilots and drones, it exponentially increases the number of hectares we can cover in a day,” he said.
“All our seeding missions are preplanned, meaning once we receive the seed mix and area boundaries, we calibrate the patented spreaders without wasting any of the seeds, then work out the swath distance and our spread rates.
“We can then generate the flight lines, so that each drone can complete its own seeding mission autonomously.
“We average between 15–20 hectares in a day, but on occasion, I’ve spread at least 40 hectares in a day. We can scale up or down as necessary to meet the required seeding deadline.”
Throughout a mission, the drone pilot monitors the spread rates and makes adjustments where necessary, ensuring the right deliverables are achieved.
The undulating terrain of a mine site can not only render traditional seeding methods difficult and less effective but also hazardous. By removing the human element from the seeding environment, Dendra’s drone technology has demonstrated its safety potential.
“We can seed slopes with an incline of at least 20°, which can be a dangerous, uneven environment for traditional seeding equipment,” Whitehouse said.
“And with mine sites becoming increasingly safety conscious, there is a greater emphasis on risk mitigation, which is generating more interest in aerial seeding.”
Depending on the environment and location, seeding is often conducted during the wet season. The sodden, muddy ground is another risk factor for traditional seeding methods – a challenge that presents no issues to drone fleets.
Operators are also likely to achieve greater restoration outcomes through Dendra’s drone technology.
“Not only do our drones avoid soil disturbance, but we can quickly mobilise to site and seed straight away which, from a biological point of view, means seeds are being dropped soon after the soil has been ripped, optimising the seed’s planting and potential for germination,” Dendra product marketing manager Maxim Stoker told Australian Mining
“Conversely, a dozer can compact the soil and spread weeds and create gullies. Sometimes it can even be a struggle to seed the way land needs to be seeded or achieve the right native ecosystem design within that seed mix, whereas Dendra drones are engineered purely for that.”
These ecosystems have optimal seeding seasons, which, depending on the weather, is a time of the year that provides the best environment for germination.
Whitehouse said he was booked with back-to-back seeding jobs from November to February, and the ability to quickly complete aerial seeding at scale and move onto the next job means Dendra is able to execute more projects in a tight window.
“Everyone wants their seeds to be done at the same time and you also have all the ripping that needs to be done,” Stoker said. “So you have a really small timeframe of seeding that needs to be achieved.
“The drones come in and do the job really quickly and get out without disturbing the soil; this reduces risk to personnel. And if a dozer needs to rip the land and the availability of that dozer is delayed, then your whole seeding program is thrown out of whack.
“Dendra removes the reliance on shared machinery because we bring our own drone fleet in, have our own pre-planned missions, seed the land and get out.”
Across successive seeding seasons, mining companies can significantly reduce operational expenditure by
implementing Dendra’s rapid and scalable aerial seeding solution. Being able to reliably meet deadlines also means seed is not wasted.
“Seed is an expensive commodity, and hard to collect at times,” Whitehouse said. “If anything isn’t seeded because of operational delays, this can have a huge cost, with the seed not necessarily usable the following year.”
“Having engineered a patented seed spreader, we can ensure that seeding happens when it needs to, and know we can spread large portions of seed in a short period of time, all within a homogenous seed mix, making it a huge cost consideration for sites.”
While Dendra offers its aerial seeding solution as a standalone service, it also forms part of the company’s holistic RestorationOS offering.
“We can offer a whole revegetation solution,” Stoker said. “From the initial seeding, we can then map it over time, see exactly how the land has become revegetated, and see if and which weeds are coming into the mix and harming revegetation. All this comes together to illustrate trends as to how a mining company is progressing against its environmental KPIs.
“Aerial seeding is part of a broader holistic approach to restoring ecosystems. It’s not efficient to just seed and hope for the best. Rather, the best restoration outcomes are achieved when you follow the process from end-to-end.”
Dendra deploys drone and remote sensing technologies to map and survey land at scale. This enables miners to have a detailed, bird’s eye view of their entire environmental ecosystem.
Artificial intelligence is then used to convert data into actionable insights, which could inform the next seeding window, support statutory reporting, or enable a mining company to manage other environmental risks.
This all culminates into a progressive ecosystem restoration model, with Dendra being a partner throughout a mine’s life, ensuring the best rehabilitation outcomes and postmining transition.

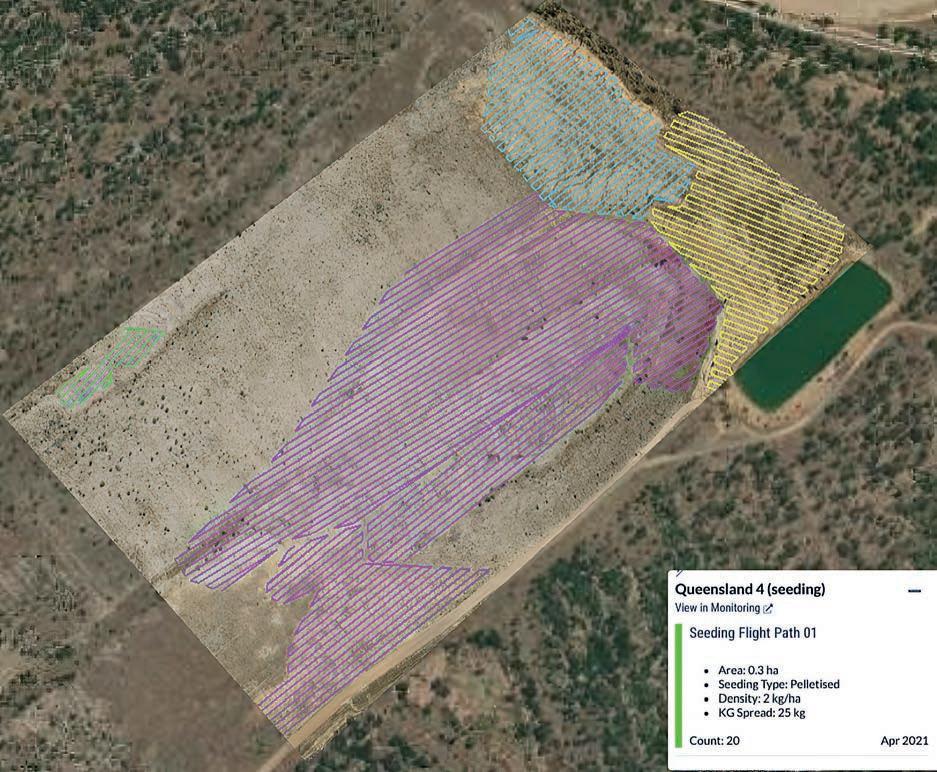
LIEBHERR-AUSTRALIA RECENTLY DELIVERED AN R 9400 E EXCAVATOR TO BHP’S YANDI MINE IN WESTERN AUSTRALIA –THE FIRST ELECTRIC EXCAVATOR IN BHP’S FLEET.
At the beginning of 2024, LiebherrAustralia continued to make history in Western Australia.
The company commissioned an R 9400 E 400-tonne class electric excavator for BHP at its Western Australia Iron Ore (WAIO) Yandi mine, marking the first electric excavator in BHP’s worldwide fleet.
is equipped with Liebherr’s cable reel – an autonomous cable management solution that offers improved machine manoeuvrability and operator safety.


solutions for the mining sector,” Boitano said.
“We are thrilled to partner with BHP to introduce our proven electric excavators into their operations.”
This milestone highlights Liebherr’s role as a trusted partner and solutions provider within the mining sector.
Liebherr’s ability to offer proven zero-emission solutions – such as its range of electric excavators – to its customers is vital as the industry moves rapidly towards zero emissions.
is exciting and the trial is another step forward on our pathway to net-zero.
“Collaborations with partners like Liebherr are critical to accelerate development of the technology required to reduce diesel emissions while ensuring we continue to improve the safety and productivity of our operations.
“Liebherr is a great company and a great partner, and we are delighted to be working with them on such an important project.” AM

• Bulk Material Feeders
• Circle Feeders
• Conveying and Elevating
• Reagent Systems
• Bin Activators & Dischargers
• Sliding Work Platforms
• Lime Slaking
• Weighing Systems
• Flocculant Plants
• Hoppers & Silos
Low Profile ‘Hybrid’ Apron Belt Feeders
• Isolation Gates
• Ball Charging Systems
• High Lift Steepwall Conveyors
• Diverter Valves
• Rotary Valves




With decades of expertise Bulk Handling Technologies specialise in custom design and supply of bulk materials handling equipment and systems. Our services also include site audits, troubleshooting, and offering refurbishment
Container and Bulk Bag Unloading Systems
• Bag Filling Systems
• Wet Grinding Tyre Mounted Mills
Contact us today and let our team to provide exceptional reliability and performance through solutions tailored specifically to your bulk materials
Design and manufacture of bulk materials handling and mechanical engineering equipment and systems.
Kal Tire has always been at the forefront of innovation.
From tyre management systems to thermal conversion and beyond, the mining industry has long enjoyed the benefits that come with purchasing a Kal Tire solution.
So it seemed like the logical next step to group these solutions into one sub-brand: KalPRO: Progressive Innovation.
“Our tools and products have been well received in the market for decades, and we wanted to make it easier for customers to identify a Kal Tire solution,” Kal Tire Australia managing director Miles Rigney told Australian Mining.
“As a company, we had been brainstorming KalPRO for a while, but it all came to fruition earlier this year.”
There have been six offerings and six innovation tools included in KalPRO so far (with more in the pipeline) including Kal Tire’s Tire & Operations Management System (TOMS), its new TireSight offering, the thermal conversion mining tyre recycling facility in Chile, and the proprietary Ultra-Tread and Ultra-Repair services.
Rigney explained how the company’s Innovation Centre in Canada works hand-in-hand with KalPRO.
“The Innovation Centre is an input and support hub,” he said.
“It gives our teams access to a portal where they can submit a challenge they are facing performing a certain task with existing tools and processes.
“The centre takes the problem and, if possible, fixes it by coming up with a solution that can be rolled out across Kal Tire worldwide, like our GATR (Gravity Assist Tooling Rig) that provides weightless operation for heavy tools such as a 36kg torque gun.”
One of the KalPRO solutions of which Rigney is most proud is the Maple Program. Accredited and validated by SCS Global Services, the Maple Program uses collected data to recognise a customer’s carbon savings.


“Customers send us their tyres that are in need of repair,” Rigney said. “We conduct the repair and annually issue them with a Maple certificate that informs them about their emissions savings that they can use in environmental reporting.”
The certificate details the oil and emissions saved in raw material consumption and production energy during the retreading process compared to the production of a new tyre. The system features one to five
maple leaves, depending on the carbon savings achieved.
“The Maple Program supports our customers’ sustainability goals,” Rigney said. “We’re saving emissions by extending the life of an asset rather than discarding it. There are also no off-the-road (OTR) tyres manufactured in Australia, so we’re also saving emissions by not having to get new tyres shipped from overseas.
“The Maple Program is in its third year and it’s only increasing in
popularity. We’ve been able to help our customers get the maximum tyre life possible and help them to realise the value of the good decision they’ve made in sending an old tyre for repair.”
And if customer satisfaction is any indication, the Maple Program has been a considerable success.
“When we provided a large international miner with their annual Maple certificates, they emailed to say how appreciative they were of our work and that they recognise the importance across their operations,” Rigney said.
“But we’ve also had a lot of positive feedback about KalPRO as a whole, too. We’re now getting people asking us directly if a solution is part of the KalPRO offering, so the name is getting out there.”
This encouraging feedback has helped Kal Tire to stay focused on creating the best possible offering for its clients.
“It gives us the confidence to keep investing in the Innovation Centre and continue to grow and expand,” Rigney said.
“Most importantly, we’re able to continue improving the safety and efficiency of our industry.
“We have a lot more projects in the pipeline for KalPRO, and we’re excited about the future.”




eft unchecked, fugitive material in any form can be extremely dangerous and expensive — to workers’ health, to belt conveyor components, to your bottom line. Martin’s transfer point associated products such as belt support, sealing and tracking minimize spillage and airborne dust problems. When bulk material transfer systems are properly designed and maintained, overall operations run cleaner, safer and more efficiently. Think Clean.®
MASPRO HAS BUILT A REPUTATION AS A PROBLEM-SOLVER IN THE AUSTRALIAN MINING INDUSTRY, OPTIMISING PARTS TO EXTEND EQUIPMENT LIFE AND MINIMISE DOWNTIME.
Engineering and reengineering critical parts to perform in the harsh conditions of the Australian mining industry demands painstaking design and high-precision manufacturing.
It also necessitates consistency in approach to ensure that each part is engineered consistently and delivers the outcomes expected of them.
Established in 2006, MASPRO has found its niche in improving underperforming components, helping mining machinery overcome challenges and continue operating without extended downtime.
While consistency is critical to MASPRO’s methodology, quality is the bedrock of its success, with the company’s engineering excellence compelling it to regularly develop firstof-its-kind proprietary solutions.
This is because MASPRO always strives to go one better and ensure its mining customers are looked after with products that don’t break down when the pressure is on.
MASPRO founder and chief executive officer Greg Kennard said the concept of ‘quality’ has become part of the company’s DNA.
“We try and foster a culture of quality, where it doesn’t matter where you fit in the business, in everything we do, we need to have that at the forefront
MASPRO REGULARLY DEVELOPS PROPRIETARY SOLUTIONS AS IT SOLVES PRESSING CUSTOMER CONCERNS.
of our minds: Have we put our best foot forward? Is this the best we can do for this customer,” Kennard told Australian Mining.
“It doesn’t matter whether you’re cleaning the floor, you’re speaking to a customer or you’re involved in the manufacture of a part, everything we do at MASPRO, we try and foster this culture where ‘quality’ has become the essence of who we are.”
So what does quality look like in practice at MASPRO?
“We have inspection plans to ensure that each step of manufacturing includes quality checks, with every QA (quality assurance) check recorded in the system,” Kennard said.
“Being able to provide a high-quality product that’s trusted, reliable and fit for the hard-rock mining industry is on the back of our quality processes and having all of our employees living and breathing quality and demanding the highest level when it comes to our exacting QA standards.”
And the proof is in the pudding, with MASPRO consistently getting results with its re-engineered components, as was the case with a case study in the Pilbara region of Western Australia.
“We had a situation where a Tier 1 mining client came to us with a reoccurring problem where a gearbox for
“They ran that unit to 6000 hours –their scheduled change-out time – and were very happy with the product. They pushed the gearbox further to test its range limit and achieved an impressive 11,000 hours.”
MASPRO has now become this client’s preferred supplier for this component across all their sites.
The company not only partners with Tier 1 miners, but also Tier 1 contractors

If any miner or mining contractor has a quandary that needs solving, they can have confidence in MASPRO’s ability to find that solution.
Kennard said companies that can’t deliver a quality product that meets customer expectations “wouldn’t have a business” in today’s mining industry.
“That is the cut and thrust of the mining industry,” he said.
“Manufacturing businesses that don’t have quality indoctrinated in their business will struggle to deliver consistently. That’s the key – to deliver quality consistently is what really sets us apart from the competition.
“Why there’s such a demand for highquality products in the mining industry is not only the downtime and the cost of a machine breakdown, but also the safety – operators can’t afford to have someone injured.
“So customers need to trust the equipment that they’re using and the replacement parts they’re putting on that machine.”
Whether it’s the Bolting Series 2.0, a range of compatible parts for Sandvik’s SB60 booms, components for Epiroc’s development and production drills, or parts for Sandvik’s LH621 loader, MASPRO has engineered solutions to prolong equipment life.
This is the MASPRO way, and with mining technology rapidly evolving to keep up with the heightened need for productivity and performance, the company has a key role to play as miners and contractors adapt to novel machinery and new ways of operating. AM


IN A TIME WHERE MINING COMPANIES MUST BALANCE BEING COST-CONSCIOUS WITH INCREASING FLEET UPTIME, LOOKING FOR PARTS THAT ADD VALUE AND DRIVE DOWN COSTS IS MORE IMPORTANT THAN EVER.
It’s no secret that times are tough in the mining industry at the moment.
Navigating new and emerging macroeconomic and microeconomic factors, mining companies are increasingly seeking ways to source high quality parts that are costeffective and delivered on time.
Understanding this, Geographe comes with a solution to the challenge.
“In the industry, customers are looking for reliable wear parts that sites can confidently fit in earthmoving equipment to achieve output goals, that also don’t cost a substantial amount,” Geographe chief customer officer Roy Chowdry told Australian Mining
“We have significant replacement wear part kits, and enhanced performance offerings that suit major heavy earthmoving equipment such as haul trucks, excavators and ancillary machinery.”
On top of the challenge of being cost-conscious, mine sites can often find it difficult to find aftermarket products that are specific to a site’s unique environment and needs.
Luckily enough, Geographe has already planned for this.
“We work with every Tier 1 miner on the ASX (Australian Stock Exchange), and actively service over 100 mine sites across Australia and work with a further 300-plus customers both nationally and internationally,” Chowdry said.
“Their concerns are often similar when it comes to aftermarket parts. They want parts fit for purpose, of OEM (original equipment manufacturer) equivalent quality or higher, have consistent supply and availability and come with an industry standard warranty.
“What we actively do is invite customers who wish to see where their parts are made and get them to see from an end-to-end perspective how it is done. Customers usually leave impressed with how much knowledge, technology and automation exists in regional Western Australia.”
Geographe also offers parts kits for various machinery, ensuring that replacement kits meet the specific cost and performance needs of mining operations.
“Our team develops and customises parts kits, based on a miner’s specific
GEOGRAPHE WORKS WITH ITS CUSTOMERS TO FIND OUT WHAT THEY NEED FROM THEIR REPLACEMENT PARTS.

GEOGRAPHE KEEPS FLEETS RUNNING OPTIMALLY WHILE REDUCING COSTS WITH REPLACEMENT PART KITS.

requirements,” Chowdry said. “This can be a full rebuild kit, or just a kit based on the parts they know wear most frequently.
“Taking this flexible approach allows us to supply only what our customers

really need. These bespoke kits are built into the job scope. They help avoid waste at a site level, and cost at a corporate level.
“We implement robotics and automation via our sales and operational
planning processes to optimise costs and engineer products through lean processes. This allows us to produce a very high-quality product made in Australia at competitive prices.”
As an example, Chowdry highlighted the ball stud kits Geographe manufactures to suit Caterpillar 7-series haul trucks.
“They have a very strong reputation in the market for longevity and safety which is what is required for critical steering components,” he said.
“With thousands sold and zero reported fleet breakdowns, the Geographe ball stud kits keep trucks running for longer and can come up to four times oversized to help keep costs down in mating steering components.
“Even those these ball studs have been enhanced by Geographe, they’re still a lower cost alternative than the OEM.”
Above all, Geographe ensures it maintains strong relationships with its mining customers to help them get the reliable replacement wear parts they need.
According to Chowdry, that starts with listening closely to what the customer is after.
“If we’ve already identified a core problem and developed a solution, we can share how it’s already helped others and how it may be the right fit,” he said.
“If not, we can partner with them to develop a new idea. We hold regular meetings both with maintenance and reliability teams on-site, and with corporate counterparts at their offices.
“Quarterly, we work to report on contract utilisation to help ensure that companies get the most from their agreement with Geographe.”
Importantly, Geographe works to ensure any customer problems are solved quickly to ensure minimal downtime on-site.
“We try hard to maintain close customer relationships and try and identify any pain points they have in their machine fleet before they become major issues,” Chowdry said.
“Understanding that mine sites are more cost-conscious than ever means we will continue to collaborate closely with customers to offer high quality parts that support fleet up-time, while driving down maintenance, repair and operation costs.” AM



The ultimate digital fuel management and emissions tracking platform is good for the bottom line and the environment.




AdaptFMS manages over 30 billion litres of fuel annually for BHP, Rio Tinto, Pacific National and 150 more mining and rail operations worldwide.
From oil and diesel to emerging future fuels, AdaptFMS delivers transactional security and transparency across the entire fuel chain while documenting carbon footprints at the mine site.



VBREATHE HAS DEVELOPED PROPRIETARY
Mining camps are a worker’s sanctuary at the end of a long day (or night), a place to relax and unwind before heading out for the next shift.
While a donga is meant to offer relief from the often-dusty environments of a mine site, the air quality within these portable homes can be harsh.
If it’s not the fatigue that affects the ability to work day-to-day, poor air quality can also lead to workers experiencing nausea and cognitive dysfunction. This is largely because, while air conditioner units help in cooling dongas, they typically recycle air without sanitising or purifying it, which means workers can be exposed to dirty air and carbon dioxide (CO2) build-up.
If the door or window of a donga isn’t opened regularly, CO2 levels can exceed 1000 parts per million in a few hours, leading to poor ventilation and the greater risk of a respiratory condition.
Understanding the air conditions to which many Australian miners are exposed every day, VBreathe has
highly efficient four-layer medical grade filter and proprietary gel technology to not only filter the air inside mining dongas but also sanitise it.
Already recognised for improving air quality in homes and healthcare settings, VBreathe felt compelled to act when it heard about air concerns facing the Australian mining sector.
“I’ve been motivated by what people have told me, such as, ‘When working up north, I always feel lethargic and stuffy and never wake up feeling the best’,” VBreathe executive account director – mining Jason Benino told Australian Mining. “This has always led back to poor ventilation in remote areas.
“VBreathe has designed an innovative product that is focused on looking after respiratory issues and keeping people safe, which, at the core of many applications, leads back to poor air quality.
“In the mining sector, VBreathe is looking to provide opportunities for people who fly to site, miss their family for two weeks and live in an environment that has clean and sanitised air and surfaces.”
VBreathe executive account director
A SIMULATION OF VBREATHE’S PROPRIETARY AIR AND SURFACE SANITISATION TECHNOLOGY IN A MINING DONGA.
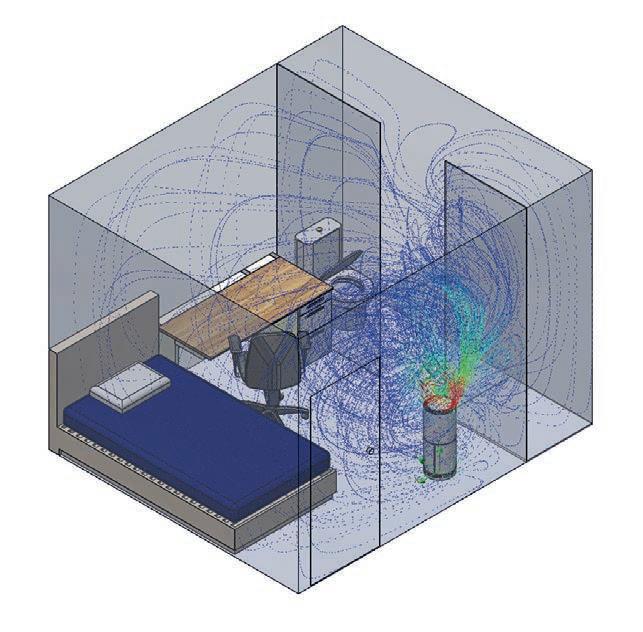



specifically for the mining sector.”
Tippett echoed Benino’s sentiment.
“VBreathe is the only service specifically designed to address air quality and sanitisation within dongas of mining camps, backed by proven technology,” he said. “The idea that we can provide a service that can help people and improve their overall wellbeing is exciting for us.
by providing a solution that can enable individuals to feel better about their next FIFO stint, ensuring they breathe and sleep easily, and feel enthusiastic about their upcoming shifts.
“Cleaner air means increased productivity, efficiency, and happier mine workers – three key ingredients to a successful mining operation.” AM


XCMG’S COMMITMENT TO RESEARCH AND DEVELOPMENT AND NEW ENERGY PRODUCTS IS KEY TO ITS MISSION TO LEAD THE CHARGE TOWARDS A SUSTAINABLE FUTURE.
As the world pivots towards a more sustainable and environmentally conscious future, the heavy machinery industry stands at a critical crossroads.
With an increasing emphasis on green energy solutions, the demand for innovative, low-emission equipment has never been higher.
XCMG is one company aiming to stand at the forefront of this transformation and set new standards with a commitment to research and development (R&D) and the production of new energy products.
According to XCMG business development manager Jason Keays, the core of the company’s success is a deeprooted commitment to R&D, which fuels its “innovation engine”.
“XCMG invests heavily in R&D, channelling significant resources into developing advanced technologies that meet the evolving needs of the global market,” Keays told Australian Mining “This investment is not merely financial; it encompasses an unwavering dedication to fostering a culture of innovation, collaboration, and forward-thinking within the company.”
XCMG operates several R&D centres around the world, employing thousands of engineers and technical experts who
work to push the boundaries of what’s possible in heavy machinery.
These R&D hubs are equipped with state-of-the-art facilities and cuttingedge technologies, enabling XCMG to conduct comprehensive research across various domains, including automation, intelligent manufacturing, materials science and, most critically, new energy solutions.
One of the key initiatives in XCMG’s R&D portfolio is the development of next-generation electric and hybrid machinery. This line of equipment is designed to minimise environmental impact without compromising performance or reliability.
“By integrating advanced battery technologies, efficient battery management systems, and intelligent controls, XCMG’s electric and hybrid machinery offers a glimpse into the future – a future where sustainability and efficiency go hand in hand,” Keays said.
Driving sustainability in heavy machinery
XCMG’s commitment to sustainability is best exemplified by its line-up of new energy products.
Recognising the urgent need to reduce carbon emissions and embrace greener alternatives, XCMG has developed a range of electric, hybrid and hydrogenpowered machinery that aims to address the challenges of today’s heavy machinery industry.
Electric heavy equipment
Electric heavy equipment is at the heart of XCMG’s new energy product strategy. The company’s electric excavators, wheel loaders and trucks are a cornerstone of XCMG’s drive to reduce emissions and noise pollution on job sites.
“These machines operate on highcapacity lithium iron phosphate/ LFP batteries that provide extended operational hours, rapid charging capabilities, and zero tailpipe emissions – an essential step towards decarbonising heavy-duty projects,” Keays said.
“XCMG’s electric equipment is engineered for versatility and performance, featuring robust powertrains and advanced energy management systems that optimise efficiency.
“The electric excavators, for instance, are not only quieter and more environmentally friendly than their diesel counterparts but also deliver comparable digging power and operational precision.”
This combination of eco-friendliness and high performance makes XCMG’s electric machines a potential gamechanger for urban construction sites, indoor projects, and areas with strict environmental regulations.

Hybrid solutions
For applications where full electrification is not yet feasible, XCMG’s hybrid solutions offer an alternative.
“By combining traditional internal combustion engines with electric powertrains, XCMG’s hybrid machinery delivers the best of both worlds – lower emissions and fuel consumption with the flexibility and range of conventional equipment,” Keays said.
XCMG’s hybrid excavators and loaders feature smart energy management systems that automatically

switch between power sources based on operational demands.
“This not only enhances fuel efficiency but also significantly reduces greenhouse gas emissions, making hybrid machines an ideal choice for operators seeking to balance environmental responsibility with practical performance,” Keays said.
Hydrogen fuel cell technology
XCMG’s exploration of hydrogen fuel cell technology represents its most ambitious push into new energy products.
“Hydrogen-powered machinery has the potential to revolutionise the industry, offering zero-emission performance with the range and refuelling speed that traditional fuels provide,” Keays said.
“XCMG has already introduced several prototypes of hydrogen-powered trucks and heavy equipment, showcasing our vision for a sustainable, emissionfree future.”
The development of hydrogen fuel cell technology is particularly significant as it addresses the limitations of battery-powered machinery, especially in heavy-duty applications that require extended operating hours and high power output.
XCMG’s hydrogen-powered vehicles are designed to operate in the most demanding conditions where heavy machinery could one day operate without any carbon footprint.
XCMG’s commitment to R&D and new energy products extends beyond its own operations.
The company actively collaborates with global partners, academic institutions, and technology leaders to accelerate the development and adoption of sustainable heavy machinery solutions. Through strategic alliances, XCMG has gained access to advanced technologies, innovative materials,
and expertise that further enhance its R&D capabilities.
One collaboration is XCMG’s partnership with leading battery manufacturers and research institutions to develop next-generation battery technologies that offer higher energy densities, faster charging, and improved safety.
“These partnerships are crucial as they enable XCMG to stay ahead of the technological curve and bring cuttingedge products to market faster,” Keays said. “Moreover, XCMG is actively involved in industry initiatives that promote sustainable practices and the development of green standards for heavy machinery.
“By working closely with regulatory bodies and participating in global forums, XCMG plays a pivotal role in shaping the future of the heavy machinery industry towards a more sustainable and environmentally responsible direction.”
vision for the future
XCMG’s pursuit of innovation is guided by a clear vision: to lead the heavy machinery industry towards carbon neutrality.
The company has set ambitious targets to reduce its carbon footprint, not only through the development of new energy products but also by implementing sustainable practices across its manufacturing processes.
“XCMG is committed to minimising waste, reducing energy consumption, and utilising renewable energy sources in its production facilities,” Keays said.
“Our factories are equipped with solar panels, energy-efficient systems, and smart manufacturing technologies that enhance productivity while reducing environmental impact.”
Looking ahead, XCMG plans to expand its portfolio of new energy products, further invest in R&D, and explore new technologies that will drive the industry’s transition to a lowcarbon future.
The company’s ongoing efforts to innovate, collaborate and lead by example are already positioning XCMG as a key player in the global push towards sustainable heavy machinery solutions.
“XCMG’s commitment to R&D and the development of new energy products is reshaping the heavy machinery landscape,” Keays said.
“Through relentless innovation, strategic partnerships, and a clear vision for sustainability, XCMG is not only meeting the demands of today but also paving the way for a greener, more efficient future.
“As the heavy machinery industry continues to evolve, XCMG stands ready to lead, driving the transition to sustainable machinery that powers progress without compromising our planet.”
DREDGE ROBOTICS IS LEADING THE WAY FOR TECHNOLOGICAL ADVANCEMENTS IN THE DREDGING SECTOR, WHICH HAS GENERATED SIGNIFICANT INTEREST IN THE AUSTRALIAN MINING INDUSTRY.
Implementing advanced technologies in heavy industries typically comes with a higher price tag, and this often results in operators opting for less efficient traditional methods to alleviate costs.
However, the time almost invariably comes when a tech company develops a solution to the point that it is not only safer and more efficient, but equally if not more competitive from a price perspective.
Dredge Robotics has been working on its liner-safe dredging solution for several years, with its robots now reaching that elusive point where they are consistently delivering better outcomes than traditional barged dredging methods in a shorter space of time.
And the cost-effectiveness of the robots is constantly improving because, as technology improves, Dredge is continually increasing the rate of material that can be removed.
According to Dredge Robotics chief executive officer Antony Old, the throughput of the company’s linersafe robots has doubled in the last 15 months, which has had an “incredible impact on the cost per unit cube” of dredged material.
“This means we’ve crossed that threshold now of being more affordable as an option for a lot of industries where previously we might have been 20 to 30 per cent more expensive than

Australian Mining.
Old explained the attributes of the liner-safe dredging pond.
“With our robots, you can dredge back to bare liner safely,” Old said. “There’s no human entry and no barges, and it always removes 100 per cent of the material, so it’s reliable. It’s an all-around easier way to dredge lined ponds.”
With traditional methods, mining operators are forced to take lined ponds offline before they can safely complete their dredging. This prolongs dredging projects and impacts mining operations, with revenue lost from stalled upstream assets and processing plants.
“If you drain a lined pond, or try and do it with suck trucks, you’ve got to take the whole operation offline,” Old said.
“If you try and dig a lined pond out with a digger, you risk damaging the liner, and if you throw a barge in there, you risk damaging the liner as well.
“Our liner-safe dredging robots avoid all of those eventualities, so they tick every box.”
One of the big bug bears of traditional lined-pond dredging methods has always
a day’s work, especially when it can be difficult to see what sediment has and hasn’t been removed with the naked eye.
Dredge Robotics has addressed this quandary with its real-time monitoring solution.
“The robot will tell you at any time how much material is being removed, what it weighs, and graph it for you,” Old said. “This can be exported into a PDF or Excel spreadsheet and automatically emailed to the client, providing an update on the progress from each dredging day.
“With a daily report, there’s no confusion around the progress we’ve made, and it also helps to demonstrate the tonnages we can deliver. This is valuable information as we look to further prove our solution to the mining sector.”
As Dredge continues to evolve its fleet, the company is redesigning the brain of its robot, harnessing artificial intelligence (AI) and machine learning in the process.
“We’re upgrading our robots to be AI-capable and have machine-learning
relatively small sample set to learn off and then they will teach themselves on the job to do whatever task you want to train them to do autonomously,” Old said.
Dredge Robotics is set to roll out this advancement in clear-water dredging to start, with further proof of the solution to pave the way for deployment into other dredging applications.
Dredge Robotics was recently selected by Invest and Trade WA, a government body that fosters investment in Western Australian businesses, to join a delegation of companies at MINExpo, which took place in Las Vegas in September.
Alongside its time at the exhibition, where Dredge was able to meet new clients and understand more of the opportunities available in the US and beyond, the company also engaged some of the largest miners in Nevada and visited their mine sites.
A Tier 1 miner showed particular interest in Dredge’s exotic liquor dredging solution, with another visit in the pipeline to solidify the relationship. AM


As the mining industry explores ways to enable greater operational sustainability, effective tailings management has become a major focal point.
As one of the leading companies in industrial separation technologies, ANDRITZ offers a suite of advanced tailings solutions designed to optimise water recovery, reduce environmental impact, enable drystacking solutions, and enhance overall operational efficiency.
ANDRITZ’s tailings offerings encompass a wide range of products designed to cover every aspect of the tailings management process. The company’s solutions extend from sedimentation and dewatering to filtration and water recovery.
“Our broad portfolio for tailings treatment covers the full solid–liquid separation process, including decanter centrifuges, heavy-duty belt presses, hyperbaric and vacuum disc filters, vacuum belt filters, and filter presses,” ANDRITZ regional manager – Australia and New Zealand Paul Stevens said.
These solutions aim to maximise water recovery, reduce storage volumes,
and provide safer disposal options for processed tailings.
Among ANDRITZ’s many products, the company highlights its heavyduty belt press CPF-Q and robust filter presses as key solutions for tailings dewatering.
“Our heavy-duty belt press CPF-Q is a reliable and robust machine that is simple and cost-efficient to operate,” Stevens said. “The CPF-Q is a solution for high throughput tailings dewatering, achieving a low residual moisture with low operating costs.”
Additionally, the excellent water recovery rates of ANDRITZ’s filter presses, a technology known for delivering high filtration rates even in harsh conditions, contribute to reducing water consumption and improving sustainability.
The company’s decanter centrifuges also play a crucial role, especially for operations dealing with slurries that have fine particle size distributions. These machines, with high-speed design capabilities and large diameterto-length ratios, are particularly effective in handling high volumes while enhancing recovery rates.
Innovation is at the core of ANDRITZ’s strategy in tailings
management. The company’s research and development (R&D) efforts in the field of tailings management are focused on three primary objectives: enhanced water recovery, sustainability, and automation and digitalisation.
ANDRITZ is actively developing technologies that maximise water extraction from tailings, which is vital for regions where water scarcity is a significant issue. The company is also exploring ways to reuse processed tailings in applications like construction materials, further promoting sustainable mining practices.
Automation and digitalisation are becoming an increasingly important part of ANDRITZ’s solutions.
“We’re working on advanced monitoring systems and AI-supported process controls that can optimise tailings management in real-time,” ANDRITZ industry director –minerals and mining Mario Gerards said. “This digital shift not only enhances operational efficiency but also improves safety and reduces downtime.”
Mining environments are notoriously tough, and equipment longevity is a major concern. ANDRITZ addresses this by utilising highquality, wear-resistant materials in its
designs and offering comprehensive maintenance programs.
“Our solutions are engineered with robust construction to withstand continuous operation in the harshest conditions,” Gerards said.
ANDRITZ’s commitment to providing comprehensive global service support ensures that equipment remains in peak condition, minimising operational disruptions.

And the company’s focus on reducing energy consumption through optimised designs adds another layer of sustainability to its offerings. By delivering a complete range of solutions from dewatering to water treatment, ANDRITZ enables streamlined operations that maximise efficiency across the entire tailings management process.
One of ANDRITZ’s most notable success stories and one of the best references for dry stacking of tailings comes from the Itaminas iron ore mine in Brazil. By implementing ANDRITZ filter presses with LENSER filter plates as well as an advanced Metris addIQ control system, the mine achieved significant improvements in water recovery and reduced tailings volumes.




This not only minimised Itaminas’ environmental footprint but also lowered operational costs associated with tailings storage, proving the value of ANDRITZ’s technologies in realworld applications.
Looking ahead, ANDRITZ is working on several cutting-edge technologies aimed at revolutionising tailings management.
“One of our current development programs is focused on significant operational enhancements within our filter press technology,” Gerards said.
“Inspired by our vast experience in the Brazilian iron ore industry, we have implemented R&D in improving filter plate handling and filter cloth changing technology.”
Another interesting innovation is the Metris addIQ RheoScan, a system designed to optimise polymer dosage in real-time during the dewatering process.
“This technology automatically adjusts polymer dosing based on the rheological properties of the tailings, ensuring maximum efficiency in flocculation and
sedimentation processes,” Gerards said.
The result is reduced polymer consumption, enhanced water recovery, and lower operational costs.
ANDRITZ is currently developing digital twin models that simulate and optimise tailings processes in real-time.
These virtual models allow operators to predict and fine-tune performance, leading to improved efficiency and safety in tailings management.
The company is also exploring energy recovery systems that capture and reuse energy generated during the dewatering process, turning waste into a valuable resource stream.
ANDRITZ also plans to roll out a new filter press design over the next 12 to 18 months, alongside other advancements like enhanced digital twin applications and energy-efficient filtration systems.
These innovations are expected to significantly reduce the environmental footprint of tailings management while improving operational efficiency and safety. AM

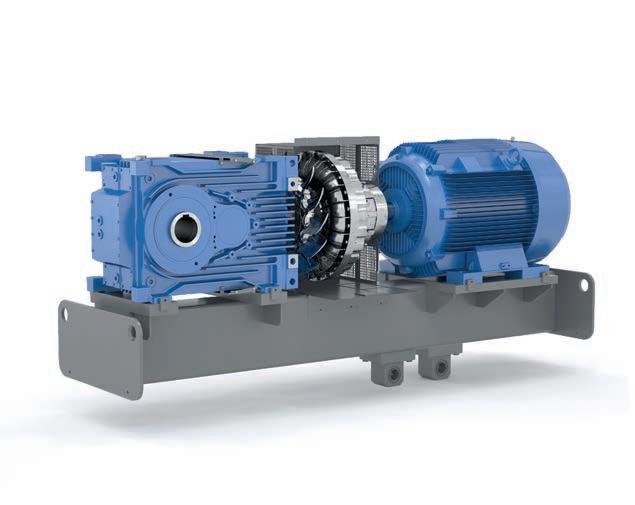
Tailor-made drive solutions. High-level industry expertise. Short delivery times.
Powerful, even in harsh environments
Product combinations from our modular system
System solutions from a single source with worldwide availability
NOW ACCELERATING MINING APPROVALS, HAS IT PROVIDED A MODEL FOR THE NATION?

Wonly due to its abundant natural resources but also because of its streamlined approach to mining approvals.
A report conducted by Climate Energy estimates Australia has the potential to increase its iron exports by up to $250 billion by producing green iron, but risks losing out to international competitors if government processes remain slow.
To help ensure exports remain competitive, WA has taken steps to accelerate the approval process, cutting red tape and increasing efficiency.
These efforts have positioned the state as a model for other Australian jurisdictions to emulate, particularly as the local mining sector becomes increasingly competitive globally.
Back in early August, the WA Government announced it would be working to expedite mining exploration approvals in a bid to streamline the process and provide incentives to
applications awaiting assessment.
This cut the wait times for applications by more than 50 per cent –from 16 business days down to seven.
But this wasn’t the only change the WA Government implemented.
One key element was the introduction of a lead agency framework, which designates one agency to manage the approvals for major projects. This reduces the complexity and time required by mining companies to navigate multiple regulatory bodies.
DEMIRS is a major agency in this framework, ensuring projects are assessed quickly without compromising on environmental, social and governance standards.
WA has also embraced digital transformation through the Streamline WA initiative. This whole-ofgovernment program focuses on using technology to simplify regulatory processes, allowing for online submissions and tracking of applications.
marked improvement from the previous multi-year timelines that were often cited as a barrier to investment.
WA has become a clear leader in this space, inspiring other states to work hard to catch up.
Queensland has been working to restructure its own processes through the implementation of the CoordinatorGeneral’s powers, allowing for a more integrated assessment and approval process for major projects.
While the approval process in Queensland is still a lengthy one, these incremental wins help to set the scene for a robust future.
Compared to Queensland, Victoria has a more streamlined process, potentially due to its smaller mining sector. However, the state’s stringent environmental regulations can slow approval applications, with the Victorian Government cautious in balancing the need for economic development with preservation.
can be completed quicker and with greater transparency, reducing the time taken.
A cultural shift towards greater collaboration between government and industry is also essential. WA’s success has been partly due to its willingness to work closely with mining companies to understand their needs and address regulatory bottlenecks.
By fostering similar partnerships, Australian states and territories could help ensure regulatory reforms are effective and practical.
The challenge now is for these states to take the lessons from WA and implement reforms that will benefit their economies and communities.
It remains to be seen how WA’s processes to streamline project applications and attract future investment will be taken up by other jurisdictions around the country, but all signs are pointing to an industry ready to make things happen. AM

Network solutions with brilliant reliability and security.
As a leading specialist in fibre and network solutions, Vocus supports some of Australia’s largest resources businesses.
With the second largest inter-capital city fibre network, direct subsea fibre connections into Asia from Australia’s west and north, and LEO satellite connectivity available anywhere in the country, Vocus is connecting the resources industry from land, sea and space.
The last three decades have seen Crusader Hose’s layflat hose systems emerge as a preferred solution for an increasing number of mining companies in Australia.
“With exceptional strength, flexibility, and ease of installation, the layflat hose offers significant advantages over traditional poly pipe,”
Crusader Hose said. “Its superiority in crucial requirements of hardiness, manoeuvrability and performance reinforces its place in the mining sector.”
Crusader Hose’s Waterlord and Waterlord Extra are engineered to withstand the rigours of mining environments.
Waterlord is a heavy-duty layflat hose manufactured by weaving a textile reinforcement of high-tensile polyester,
THE WATERLORD HOSE IS BUILT TO WITHSTAND TOUGH MINING CONDITIONS.
THE ROBUSTNESS AND RELIABILITY OF EQUIPMENT FOR TRANSPORTING
then extruded with abrasion-resistant polyurethane. The tough cover protects the hose against damage from most rocks and soils.
This robust construction allows the hose to handle high-pressure applications without compromising its integrity. Available in lengths of up to 200m, it is “ideal for overland pipelines”.
“Based on feedback from our existing Waterlord clients, we have introduced an extra abrasion protection hose to the Waterlord family,” Crusader Hose said.
“Waterlord Extra has a double skin that is crafted by inserting a Waterlord hose inside another. The outer hose forms a loose second skin which protects the inside Waterlord from abrasion damage across particularly rugged terrain.
“As always, care must be taken to ensure that the hose is ideally flat and

not kinked when dragged across the ground to ensure maximum efficiency and effectiveness.”
The flexible construction of the hose enables it to be deployed across varied landscapes, including high walls and rocky terrain, dragging down steep inclines and benches.
Unlike poly pipe, the rigidity of which requires significant anchoring, welding and specialised equipment to deploy, Waterlord layflat hose has a tight bend radius. This, according to Crusader Hose, allows it to adapt to diverse topography and snake easily around bends, reducing the likelihood of kinking.
“Transporting and unloading traditional poly pipe can be a timeconsuming and potentially hazardous task,” the company said. “Restricted to finite lengths in its design, loading and unloading pipe onto numerous trucks for transportation can be arduous and dangerous.”
Layflat hose, on the other hand, is transported in round coils, enabling more to be loaded onto one truck.
“Four kilometres of layflat hose requires only one truck for transportation, compared to a minimum of nine trucks for HDPE (highdensity polyethylene),” Crusader Hose said. “That’s a considerable saving in space, person power, truck availability and costs.
“Three operators can deploy and connect five to 10 kilometres of layflat hose in just one day. The durability of layflat hose ensures long-term
CRUSADER HOSE HAS INTRODUCED AN EXTRA ABRASION PROTECTION HOSE TO THE WATERLORD RANGE.
performance, allowing it to be seamlessly re-used in different locations within a mine.”
The couplings designed by Crusader Hose for its Waterlord hose family are engineered for precision and reliability. With high-tech features, the Boa clamps can sustain high pressures. These couplings and clamps are easy to fit and connect on-site.
“Crusader Hose is committed to quality control,” the company said. “Every hose is tested in our quality assurance facility for reliability and performance.
“All our hoses are hydrostatically tested prior to dispatch by our accredited hydrostatic facility that can test up to 7400kPa pressure.
“We understand the need for operational efficiency in mine dewatering and for reliable, easy-touse equipment to reinforce worker safety compliance.”
Crusader describes its layflat hose as a “game-changer” for mining operations.
“Its exceptional strength, flexibility and ease of installation provide significant advantages,” the company said. “Its ability to manoeuvre over abrasive terrain, withstand high pressures, and provide a safe and efficient installation process sets it apart from traditional poly pipe.
“By choosing Crusader layflat hose, mining operators can enhance their operational efficiency, rely on quality products that are built to last, and achieve long-term sustainability.” AM






THE LEADING BRAND IN AUTOMOTIVE, HOME IMPROVEMENT, AND LAW ENFORCEMENT IS NOW BRINGING TRUSTED PROTECTION TO MINING AND INDUSTRIAL SECTORS.
We offer the widest size range (XXS to XXXL) for the perfect fit. Recycled materials certified by the Global Recycling Standard - Full recyclability through Upparel. Superior comfort and fit, reducing the need to remove gloves. Dual protection against cuts and impacts*. Touchscreen capability for seamless smart device use. *Features vary by product.

EMESENT’S NEW HOVERMAP LHD SOLUTION AIMS TO HELP MINERS TAKE CONTROL OF THEIR OPERATIONS.
Emesent is an automation and digitalisation company that spun out of Australia’s CSIRO in 2018.
Its flagship product, Hovermap, is a simultaneous location and mappingbased (SLAM) light detection and ranging (LiDAR) scanner, enabling autonomous mapping of inaccessible and GPS-denied environments.
The unit can be attached to a drone or a ground robot to provide autonomous navigation and data capture within hazardous, unreachable spaces like stopes or large caves.
Emesent director of product Christian Skinner, and regional sales director of APAC Paul Fenner discussed the company’s latest release, Hovermap LHD, which enhances visibility for load, haul, dump or bogger operations.
How does Hovermap help underground surveying, especially in mining?
Christian Skinner: The output from Hovermap is a high-accuracy, colourised point cloud from which you can derive unique insights about the scanned environment.
It has been designed for speed, versatility and simplicity. Users can quickly attach it to a car, backpack, drone, cage or even a Boston Dynamics Spot and use it to explore and map previously unreachable areas.
Recently, we’ve been expanding our solutions for underground mining to enable faster and better decision-making.
An example is Hovermap LHD. We know mining can expose equipment to hazardous, unpredictable risks that can damage or destroy machinery. This stock or lost equipment can cost tens
of thousands of dollars for every hour of lost production – in addition to the recovery costs.
Load, haul, dump (LHD) operations can cost multiple millions of dollars, and there is a long lead time for replacement if that equipment is damaged.
CS: There are many reasons underground incidents occur and more generally why LHDs are not as productive as they should be.
Remote operators often struggle to see the environment they’re in given the limited field of view of the cameras they use, while geotechnical hazards can be precariously sitting within their blind spots.
Even if they can see the rock face, 2D cameras provide limited context of the
structural hazards or the implications of removing certain material.
In addition to equipment damage from these hazards, production decisions can be delayed by operators waiting for surveyors to be available. This means things like equipment relocation may not be timed optimally based on the remaining volume.
We’ve developed the Hovermap LHD as a simple way for anyone to get a better understanding of the entire stope environment they’re in by helping operators see further with Hovermap’s 300m range and 360º field of view – to give operators a complete map of the stope, even in the dark.
Essentially, Hovermap provides a full three-dimensional visualisation of an area which allows operators, surveyors and geotechs to identify loose rocks, structural hazards and rill angles.

Paul Fenner: It’s easy to look at the LHD mount and think that the solution is based purely on that hardware mount only, but a lot of work has gone into the applicability, the ease of use, and the analysis of data after the fact.
Whether you’re driving or not, and whether you are in the cabin or observing remotely, Hovermap LHD allows you to start a scan remotely and see in the dark where everything is.
What is the potential impact on existing or traditional practices?
CS: Hovermap LHD was designed to be as simple as possible. Anyone can answer their own questions about the operating environment they find themselves in at any time.
The magnetic mount attaches the unit to the roof of the bogger and can be connected to the mine network through the bogger’s M12 connector. The plugand-play deployment means anyone can create accurate stope scans in minutes.
Users start a scan and drive the equipment into the stope. With Hovermap, unlike terrestrial laser scanning, you do not have to stop the equipment from moving – you scan as the bogger’s moving in and out.
When the scan is complete and you’ve captured sufficient data, you stop the scan and hit review, and the data transfers wirelessly to the remote operator in near real-time.
The unit itself is robust and we’ve completed countless hours of testing to ensure the scan quality isn’t impacted by the rough ground. It can also be mounted to bogger buckets if users need to scan up and into narrow spaces.
Meanwhile, Hovermap’s near realtime visualisation delivers millions of points of actionable detail exceptionally fast. In addition to identifying hazards from a rill angle or suspended rocks, users can see the remaining volume and plan equipment tramming for the end of shift, thus improving productivity.
PF: With Hovermap LHD, the data is being captured by the bogger operator, not a surveyor. The ability to have that data captured and viewable by anyone at the mine adds a lot of value and frees the surveyor to review the data but not have to capture it.
The current best practice is that less than 90 seconds of captured data will provide sufficient intel for most of the stope areas. You can get visibility so quickly that you can understand the value that it presents almost immediately.
Our solution provides two things: it gives that immediacy whereby the operator can see what’s going on, but it also delivers a high-resolution, highdensity point cloud for a working face; and it does this even in the dark.
Being able to capture that and share that with the remote operating centre or the surface team has helped our customers improve safety by identifying obstacles in risky areas.
Who have you worked with in validating this technology?
PF: This Hovermap LHD solution was developed in partnership with Mining Plus. The advantage for us working with them was in engaging industry experts to look at the real-world applicability and the problems involved in field applications.
Mining Plus has been able to help customers avoid LHD units being stuck. A recent case involved a customer that caught on and pulled down a bit of mesh. This meant that the stope was out of action for many hours while the area was recovered.
One of the things we’ve developed in partnership with Mining Plus is a return-on-investment calculator for different commodities so we can help customers understand how the Hovermap LHD solution benefits them and what the value of optimisation could be through use of this technology.

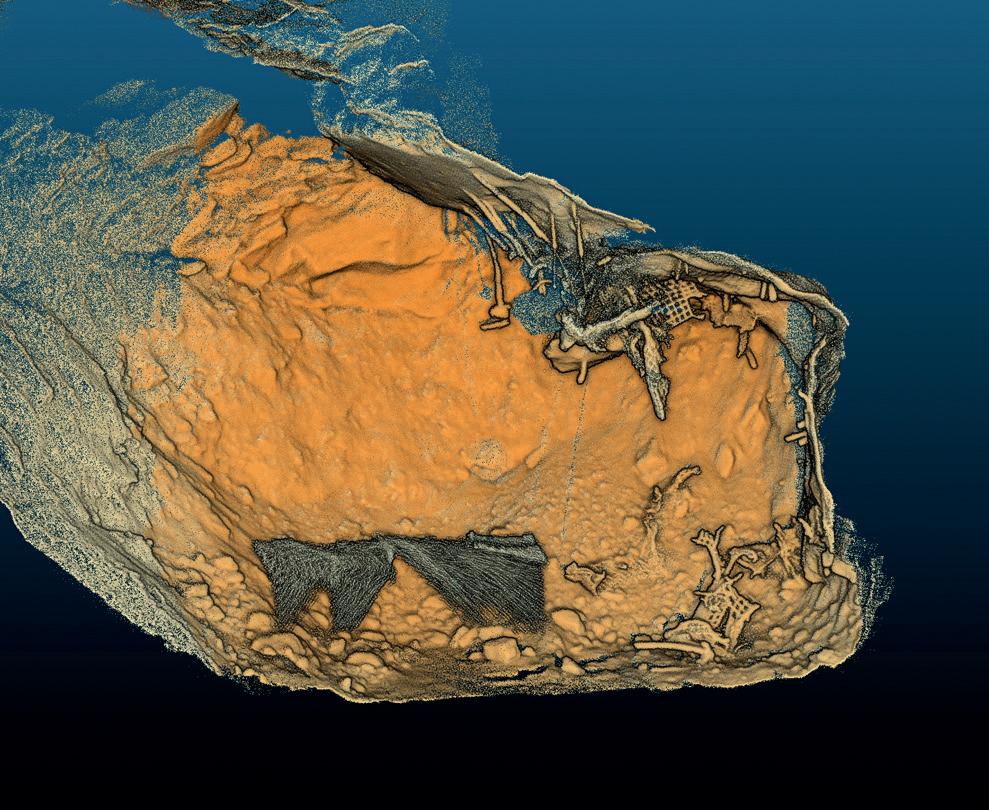
For most copper or gold operations it’s typically one to two hours of lost productivity that Hovermap can prevent, which is often enough to pay for use of the solution. So it’s a very quick return on investment.
During an early test example, we went to a customer with Mining Plus to do some stope scans and they told us that this was an old working with a little bit more ore to get out, but they were happy with the production.
Going in with Hovermap LHD they noticed that there was a rock just above the entrance. It was a six-cubic-metre rock hanging by a roof bolt. Had this fallen on the LHD, it would have been end-of-life for the equipment.
Being able to see these types of things proves value from the get go. And yes, the customer did purchase based on that, but what’s most important is that the operator was able to safely identify the rock. They were then able to do a mini blast to

remove the rock to ensure operations continued safely.
CS: There are multiple ways to understand underground mining environments, but we’ve developed this technology so operators themselves have the right information to make decisions quickly and independently.
Hovermap’s versatility means that it can be used by other teams outside of production for things like convergence monitoring, stockpile pick-ups, or shaft scanning – just to name a few. AM
AMPCONTROL IS POWERING THE RESOURCES INDUSTRY’S ELECTRIFICATION REVOLUTION.
Ampcontrol is one company leading the mining industry’s push towards decarbonisation, leveraging its long history in electrical engineering to innovate solutions needed for this generational shift.
The company provides solutions in surface and underground mining environments, spanning electrical engineering services, power infrastructure, cabling and renewable energy solutions.
Ampcontrol principal engineer – mining and power Jason Padgett discussed how the company is driving this change, with innovations such as its DRIFTEX battery-powered electric vehicle (EV), which is already seeing strong uptake in the Australian resources sector.
The company’s journey towards mining electrification began with a clear focus on addressing customer needs.
“We spoke with our customers early on in the journey to look at what their challenges were in mine electrification and what we could do to help them on their decarbonisation journey,” Padgett told Australian Mining Collaborating and working with customers and industry is a part of Ampcontrol’s DNA and core to the company’s approach in developing innovative solutions.
Customer feedback saw Ampcontrol confront the challenge of battery use in hazardous environments – a
section of the mining industry where decarbonisation challenges were particularly pronounced.
This saw Ampcontrol develop DRIFTEX, a battery-powered vehicle specifically designed for use in hazardous underground environments. The EV incorporates what Ampcontrol said is the world’s first IECEx-certified traction battery, making it safe to operate in Group 1 underground hazardous areas.
DRIFTEX not only offers enhanced safety but is also designed to improve the working environment for miners, removing diesel particulates and noise from the atmosphere.
“With DRIFTEX, operators no longer need hearing protection and can have conversations without the drone of a diesel engine or the smell of diesel fumes,” Padgett said.
DRIFTEX also delivers especially strong performance.
“Field trials showed that DRIFTEX is about 33 per cent faster than its diesel counterpart,” Padgett said.
“This is partly because of the vehicle’s electric drivetrain, which doesn’t have the torque curve of a diesel engine, meaning it accelerates straight away. This enables DRIFTEX to get instant speed when driving up a hill.”
Complementing DRIFTEX is Ampcontrol’s advanced charging infrastructure, which provides a reliable foundation for charging of EVs and equipment on mine sites, whether on the surface or underground.

Ampcontrol offers a range of charging options, including a 75-kilowatt underground charger and a surface charger capable of fully charging the DRIFTEX in just 10 minutes. This is in addition to Ampcontrol’s newly released megawatt charger, which has fast and dual-charge capabilities.
In innovating its charging stations, Ampcontrol recognised the need to deliver infrastructure that could achieve the same runtime as a tank of diesel.
“With the battery chemistry we’ve used and the amount of work we’ve done in the cooling system, operators can fully charge their DRIFTEX in the same time it takes to refuel, top up the water and change over a diesel vehicle between shifts,” Padgett said.
Ampcontrol is also deeply involved in upgrading and managing the electrical networks that power mining operations.
“Whilst we innovate new solutions such as charging infrastructure and battery technology, Ampcontrol has over half a century of experience in engineering complex electrical solutions,” Padgett said.
This includes reviewing power infrastructure needs and possibilities for mines, integrating renewable energy assets and battery storage into operations, further reducing carbon emissions and enhancing the energy efficiency of mine sites.
Ampcontrol has a diverse team includes power engineers, transformer specialists, automation experts and software developers who collaborate to solve complex mining challenges.
“We manufacture the electrification solutions that we design, but we also spend a large part of our time at site post-implementation, supporting our customers with our 24–7 service offering,” Padgett said.
“We’re always asking our customers, ‘What are your issues and how can we help you solve them?’. We thrive on the challenge of defining a custom solution for them.”
Padgett said the breadth of the Ampcontrol team means many of the projects the engineers undertake are multi-disciplined.
“For DRIFTEX, there were a lot of different aspects to consider,” he said. “Not one engineer would be able to handle it all, so we work with our customers and industry partners, coming together as a team to propose the ultimate solution.
“This happens across all our R&D (research and development) products. It also means that we’re able to provide our customers with a premium service across a range of disciplines.”
Ampcontrol is always committed to finding new ways to innovate and help the mining industry to decarbonise.
This strategic focus is not just about staying ahead of the curve; it’s also about shaping the future of the broader mining industry.
By combining its deep expertise in electrical engineering with a commitment to innovation and customer-driven solutions, Ampcontrol is helping to drive the industry towards a more sustainable, efficient and safer future. AM







INTRODUCING AN EASY WAY TO PROTECT YOUR WORKERS AS WELL AS PROTECT YOUR INVESTMENT INTO YOUR EQUIPMENT.
THE CONVEYOR SAFETY SYSTEM™ IS AN EASY, COST EFFICIENT WAY TO GET PEACE OF MIND AND PROTECTION FOR CONVEYOR EQUIPMENT. BY BUNDLING OUR MODEL RS SAFETY STOP SWITCH WITH OUR MODEL TA BELT ALIGNMENT SWITCH, MODEL DB DAMAGED BELT DETECTOR WE HAVE YOUR WORKERS AND EQUIPMENT COVERED. COUPLE THAT WITH ADDING ONE OF OUR MOTION SWITCHES (MAG-NEAT-O™ OR MODEL CMS), YOU CAN FEEL CONFIDENT KNOWING THAT YOUR SYSTEM AND WORKERS ARE PROTECTED FOR A FRACTION OF THE COST OF DOWNTIME, REPAIRS AND REPLACEMENT EQUIPMENT.
IN PARTNERSHIP WITH THIESS, FLEETCO DELIVERS FULLY COMMISSIONED DRY HIRE EQUIPMENT TO SHORT DEADLINES.
FleetCo’s dry hire equipment service has proven itself as a key offering for the mining industry, providing flexible and efficient solutions to mines across Australia.
With cleverly placed depots in Perth, the Bowen Basin and the Hunter Valley, and partners in Port Hedland and Kalgoorlie, FleetCo has positioned itself as a reliable partner for mining operations with both short-term and long-term equipment needs.
FleetCo group manager Greg
to choosing dry hire over wet hire or purchasing equipment, especially for mining companies dealing with shortterm projects.
“If a customer has a short-term project they can’t justify the capital for, our equipment is fully prepared and ready to go,” Arthy said. “On most occasions, it’s just a matter of mobilising the equipment.”
Arthy said that wet hire, which includes the provision of both equipment and operators, isn’t always ideal for mining companies that prefer to maintain

“In a wet hire scenario, the operators work for the contractor, so they’re not integrated within the company’s business,” he said.
“In many cases, mining companies would prefer operators to be on their books, so they have the flexibility to move workers into different roles and positions on a mine site.”
FleetCo’s dry hire equipment is built to withstand Australia’s demanding mining environments.
“We’re a subsidiary of Thiess, one of the world’s largest mining contractors, so all of our equipment is built to the same spec that is used in Thiess mining contracts,” Arthy said. “We’ve got many years of experience operating this equipment at our own projects.”
FleetCo has rigorous maintenance and replacement programs in place to ensure their fleet remains in peak condition.
“Components get changed when they need to be, which really reduces any sort of breakdown, particularly major breakdowns,” Arthy said. “By being proactive about maintenance and upkeep, we achieve much higher equipment availability than even what the miners

And in case of component failure, FleetCo can quickly mobilise to repair or replace the faulty parts, minimising downtime.
FleetCo’s service extends to changes in equipment needs or timelines, with the company ably to deploy additional resources quickly.
“We’re able to mobilise generally within four to six weeks, depending on transport permits and equipment size,” Arthy said.
The company’s strategically located depots in WA, Queensland and NSW

from project to project, we’re able to work closely with them to ensure fleet is made available.”
FleetCo’s expertise in delivering equipment to remote and challenging locations is another strength.

Arthy said it is FleetCo’s relationships with logistics providers that allows the company to navigate the complexities of coastal shipping, barge schedules, and transport permits with ease.
“For a recent project, we mobilised equipment from New South Wales,
getting it to various ports across Northern Australia ready for barging,” Arthy said.
“The customers’ barges then transported the trucks and ancillary equipment from the Queensland coast around Cape York and into the Gulf of Carpentaria.”
In addition to its extensive equipment range, FleetCo’s regular engagement with customers allows the company to anticipate needs and respond accordingly.
budgets and what might be coming up,” Arthy said.
This ongoing communication enables FleetCo to scale up or down in line with the evolving requirements of its customers.
“We’ve hired equipment everywherefrom Esperance to the Pilbara, into the Northern Territory, and mines all over the country,” Arthy said.
equipment range and experience in different commodities enabling us to assist with whatever operations our clients have going forward.”
With its vast reach, specialised equipment, and deep industry expertise, FleetCo remains a critical partner for mining companies across Australia, helping them achieve their production goals with flexibility and confidence. AM


TOTALENERGIES, WHICH IS HELPING AUSTRALIAN MINING OPERATORS FIND CREATIVE WAYS TO LIMIT THEIR CARBON FOOTPRINT, DETAILS THE IMPORTANCE OF ADVANCED LUBRICANTS.
The mining industry, an integral driver of economic progress, finds itself at a crossroads amid a global shift towards more sustainable energy.
This transition signifies a pivotal moment, demanding innovative approaches to balance economic growth with environmental responsibility.
As a global multi-energy company, TotalEnergies has been supplying mines with their energy needs for many decades, while also helping them meet their decarbonisation goals.
Within this new landscape, lubricants have emerged with a crucial and frequently underestimated position.
As the mining industry further aligns with energy transition goals, lubrication stands as a foundation for enhancing equipment performance, minimising wear, and optimising resource utilisation.
The use of advanced lubricants not only maintains efficiency but contributes to the broader goal of mitigating environmental impact.
In the dynamic landscape of mining operations, advanced lubricants are indispensable efficiency-enablers, playing a crucial role in maximising the productivity of heavy-duty machinery.
Sustainable lubrication technologies
As the global focus on environmental
industry is undergoing a shift towards adopting eco-friendly practices, with lubrication technologies emerging as a crucial player in this transformation.
“The cutting-edge developments in sustainable lubrication technologies emphasise adopting biodegradable, rerefined base oils and energy efficiency lubricants to align with miners’ goals to minimise their environmental footprint,” TotalEnergies technical specialist –mining lubricants and applications Pierre-Marie Maurice said.
“The evolution of sustainable lubrication technologies represents a critical step towards harmonising mining activities with ecological considerations. Biodegradable lubricants, formulated from renewable resources, offer a viable alternative to traditional petroleumbased counterparts.
“In some cases, these lubricants not only exhibit comparable performance but also boast the distinct advantage of being inherently less harmful to the environment.”


Mining companies have already been seen successfully transitioning to sustainable lubrication solutions, thereby reducing their reliance on nonrenewable resources and diminishing the overall environmental impact of their operations. The positive correlation between sustainable lubrication and reduced maintenance requirements is underscored, showcasing the economic advantages of
Sustainable lubrication technologies play a crucial role in this endeavour by minimising soil and water contamination in the event of leaks or spills where environmentally friendly lubricants have been successfully implemented, resulting in a notable reduction in the ecological footprint of mining activities.
Energy efficiency
The lubrication can do a lot more than just keep parts clean and protected against wear, corrosion, and contamination.

Using an advanced lubricant can in fact help improve a machine’s mechanical efficiency by reducing friction on surfaces and fluid losses from oil churn and pumping.
According to the Coalition for Energy Efficient Comminution (CECC), three per cent of total global electricity production is used for crushing and grinding in mining processes. It can represent up to 50 per cent of a mine’s energy consumption and almost 10 per cent of production costs.
The increased demand for raw materials, especially copper due to the push towards renewable power and electric vehicles, will lead to an increase in energy consumption for miners.
Crushing and grinding equipment are driven by massive gearboxes handling several megawatts of power and
Due to the growing cost and limited availability of energy, the opportunity for significant savings by using an appropriate lubricant is ever increasing. Furthermore, the energy cost is directly linked to a mining operation’s budget.
The lubrication thus creates a quick opportunity to increase equipment reliability and profitability.
The impact of even a one per cent reduction in energy consumption can deliver significant cost savings. The operational expenditure savings derived from the use of high-performance lubricants can immediately offset the increased purchase cost and lead to significant energy savings as well as reduced carbon emissions.
Lubricants act as multifaceted supporting materials, addressing challenges from extreme operational conditions to wear protection, equipment longevity, and maintenance. Often underestimated, lubricants are often proving to be performanceenhancers, playing an important role in boosting machinery reliability, prolonging component life, and ultimately increasing overall productivity in mining operations.
The integration of advanced lubrication technologies, including sustainable and eco-friendly options and energy efficiency lubricants, indicates a major shift towards aligning mining practices with environmental responsibility. AM


Master Drilling Australia sets the industry standard with world-class boring technology for vertical drilling.
Drawing upon our 35-years experience and drive for innovation, MDA is committed to spearheading essential drilling projects across Australia.
As an Original Equipment Manufacturer (OEM), our expertise includes the construction of ventilation shafts and other vertical developments. We believe our proactive approach marks a new era in Australian mining, ensuring precision, efficiency and safety in every project undertaken.
MDA, excels in raise bore drilling, revolutionising underground access. Our rigs remote drilling system, showcases operational safety and efficiency.
Our geotechnical engineering services analyse and manage poor stability zones for construction. We ensure structures stand the test of time.
MDA’s consulting services provide comprehensive guidance in mining projects. Early engagement at prefeasibility ensures our expertise maximises a project’s potential.


Vacuum Truck Supplies (VTS), one of Australia’s leading companies in vacuum tanker manufacturing, partnered with Aryan Pumps and Enviro Solutions to develop a new range of vacuum trucks tailored specifically for Australian conditions.
This collaboration has resulted in the DrainVac and DiggerVac models, which are set to revolutionise the market with their tough construction and ease of operation.
Based in Mansfield, Victoria, VTS has been at the forefront of vacuum tanker manufacturing for over 25 years, having built more than 1100 trucks in its time.
To ensure its new range of combination and non-destructive digging (NDD) vacuum trucks would meet the rigorous demands of the Australian market, VTS turned to Aryan Pumps, a company renowned for its high-quality drain cleaning and combination products.
Aryan Pumps, which has established a strong presence in Europe, the UK, the US, and Canada, brings a wealth of experience and proven reliability to the partnership.
Aryan’s products, which utilise trusted blowers, vacuum pumps and water pumps, have consistently delivered results in various global markets.
With this collaboration, customers in Australia can benefit from Aryan’s advanced technology, specifically adapted to local needs.
VTS managing director Rod Glue commented on the synergy between the two companies.
“Aryan’s philosophies are in line with ours in that we want to build a very simple-to-operate and maintain machine that’s not overly expensive,” Glue said.
“When I first saw the product at a trade show in Germany, I was very impressed with it. We’re very confident that the reliability and product development has been very thorough.”
This alignment of values and vision made Aryan the ideal partner for VTS as the company sought to create
a product that would stand out in the Australian market.
The DrainVac and DiggerVac models are designed to be robust, simple to operate and maintain, making them perfect for the tough conditions faced by Australian mining operators.
Both the DrainVac and DiggerVac models have stainless steel waste and water tanks, tipping tanks, and full opening rear doors. One of the most innovative aspects of these trucks is their non-computer control system, a feature that Glue believes will set them apart from competitors.
“Many European trucks rely on computers and a lot of customer feedback is that they break down or the software is out of date, and the trucks have been off the road,” Glue said.
“We’ve opted for a full manual control system, which is very simple for any relatively skilled person to diagnose and fix, should there be any issues with it.”
This design choice not only increases the reliability of the trucks but also reduces the likelihood of costly downtime due to software issues.
Equipped with liquid ring pumps, the DrainVac is available in both 6x4 and 8x4 Volvo cab chassis configurations that are compliant with Australian Design Rules (ADR), while the DiggerVac uses helix blowers.
“In terms of reliability, we’ll see increasing operational hours as there is a simplified driveline,” Glue said.
“That simplified driveline gives a lot of reliability that competitors will lose because of complex computer interfaces.
“We’ve also gone for minimal hydraulics so that gives us an increase in payload.”
These configurations have been carefully chosen to ensure that the trucks can handle the demands of Australian mining operations while offering enhanced reliability and performance.
One of the key features of the new DrainVac and DiggerVac models is their simplified driveline.
By reducing the complexity of the driveline and minimising the use of hydraulics, VTS has created a truck that not only offers increased reliability but also allows for a higher payload capacity.


This is a significant advantage over competitors who may lose reliability due to more complex computer interfaces.
Limiting the use of hydraulics further contributes to the trucks’ efficiency, providing users with a more durable and user-friendly machine.
While the new range of vacuum trucks has been designed for simplicity and reliability, VTS has not compromised on safety, with all belts and shafts fully guarded and protected in line with WorkSafe requirements.
“Any access points are clearly marked with safety yellow, and the machine has relevant sensors that would sound an alarm should something be not quite right,” Glue said.
These safety features ensure the trucks meet the high standards required by Australian regulations while providing mining operators with peace of mind during their work.
The new DrainVac and DiggerVac models rolled out in July, with VTS committed to providing
comprehensive support services for its mining customers.
The company anticipates moving up the eastern seaboard with its support teams, ensuring customers have the assistance they need as they begin to use these new trucks.
However, Glue believes the simplicity of the DrainVac and DiggerVac models will result in fewer service requirements compared to other products on the market.
VTS is also partnered with NozzTeq, a leading supplier of durable, lowmaintenance and high-performance sewer nozzles within the sewer cleaning industry, which has a similar approach to providing the best and most efficient cleaning equipment.
VTS sales manager Mike Fischer said the new partnership is a natural continuation of both companies’ missions.
“Partnering with NozzTeq is a logical progression for VTS as it complements our entry into the combi and nondestructive digging markets with our new range of DrainVac and DiggerVac trucks,” Fischer said.
“Under this new partnership, VTS will supply NozzTeq products with technical assistance and advice, delivering an optimised and synchronised cleaning tool at the end of the hose, adapted to each individual jetting truck.”



NozzTeq’s products go back to the 1960s, when one of the founders worked as a consultant for municipalities in sewer, water and storm disciplines.
At the time, most cleaning nozzles were of poor quality so the company decided to develop what would become NozzTeq nozzles.
The NozzTeq product range is designed and manufactured in Sweden under the AquaTeq Sweden brand, a division of ENZ.
Some of the products within the range include Goblin, Jaws and Lumberjack – all well-known names across the industry.
Goblin is a laminar flow cleaning nozzle developed in 1984 by AquaTeq. Its high-quality stainless-steel construction makes it an ideal choice for general pipe or drain cleaning.
The Jaws series allows for water to be looped around a system of conduits for maximum pulling and cleaning power, wear resistance and safety.
The Lumberjack is the original low-torque, high-speed cutter that has serviced the industry for more than 30 years.
VTS’ commitment to providing the absolute best for its customers is demonstrated by its willingness to engage and collaborate with companies that can take their products to the next level. AM


Tradesales offers a comprehensive range of heavy-duty storage systems and relocatable site solutions designed to meet the demands of any shutdown. Our site boxes, parts consolidation units, and drop point cages, have been rigorously tested in countless shutdowns.
We design and manufacture Shutdown Containers for larger-scale operations, which serve as a central hub for tools and parts to streamline your shutdown.
ROY HILL ACHIEVED A FUEL RECONCILIATION RATE OF 0.02 PER CENT IN FY24.
and have the data flow validated and centralised.

VERIDAPT SUPPORTS ROY HILL TO SET THE STANDARD FOR FUEL RECONCILIATION IN THE MINING INDUSTRY.
Fuel is one of the most important assets on a mine site, so when you can achieve a near-zero fuel reconciliation rate, operators can unlock significant productivity benefits.
Roy Hill, a leading iron ore miner, is a prime example, recently achieving a fuel reconciliation rate of 0.02 per cent across its pit-to-port iron ore value chain in the 2023–24 financial year (FY24), setting an industry benchmark. Working with fuel management expert Veridapt, Roy Hill has undertaken a range of improvements including updating technology to ensure hardware and software is standardised across its mine, port and rail.
Veridapt’s AdaptMAC hardware is part of the AdaptFMS solution – a fuel management system that provides complete visibility of hydrocarbon usage down to each consuming asset. AdaptFMS aggregates data from field devices and presents it in a meaningful format for statutory reporting and internal analysis.
The platform enables operators to visualise their entire fuel supply chain in real-time.
Roy Hill and Veridapt have worked together to constantly innovate fuelmanagement processes.
with APIs (application programming interfaces) implemented so multiple systems can interact with each other
Roy Hill tracks fuel levels and volumes in real-time with AdaptMAC tank gauging. The accuracy of the information allows the iron ore miner to set up alerts that tell the company when fuel storage drops below a certain level,
VERIDAPT’S ADAPTMAC HARDWARE HAS ENABLED ROY HILL TO TRACK ITS FUEL EXPENSE ACROSS ITS OPERATIONS.
other lubricants. This data quickly allows maintainers to determine if the asset is consuming more than OEM (original equipment manufacturer) recommendations and make the necessary adjustment.
Having established a trusted and collaborative relationship, Veridapt’s product development team is able to move product developments to a proof-of-concept within the Roy Hill ecosystem, delivering the safety, efficiency and productivity outcomes that have made Roy Hill’s fuel management reconciliation an industry leader. AM


ORICA DIGITAL
SOLUTIONS RECENTLY LAUNCHED THE NEXT GENERATION OF ITS MUCH-LOVED SHOTPLUS SOLUTION.
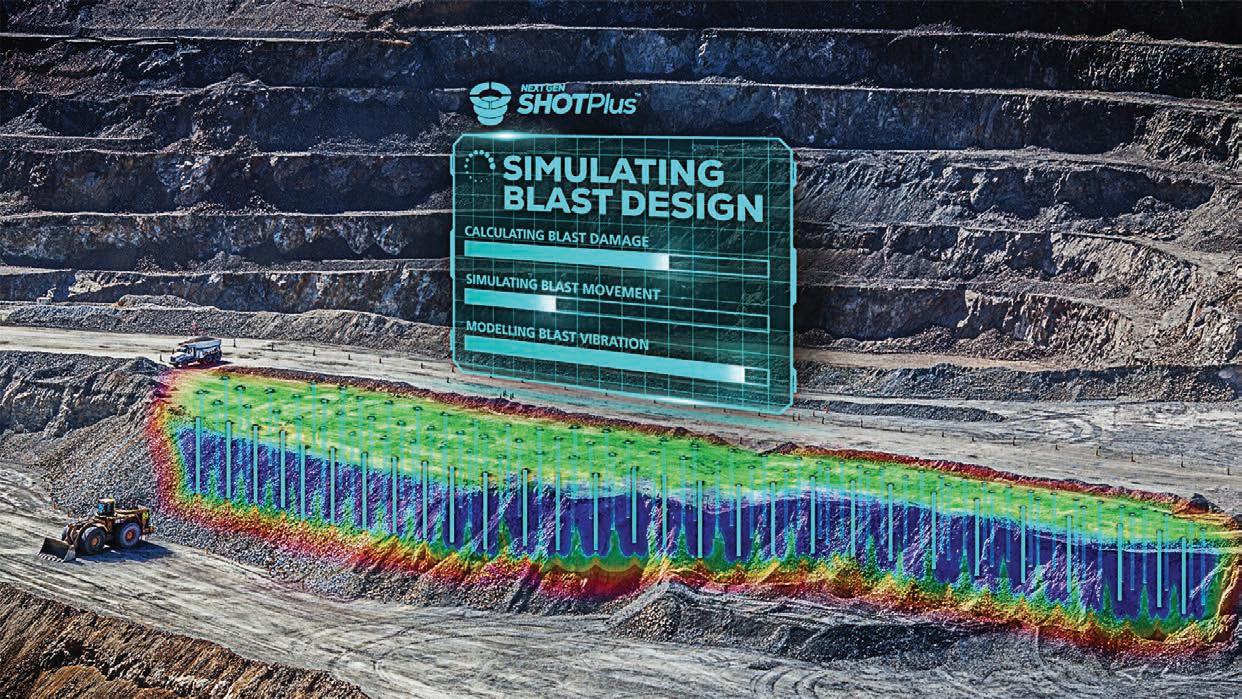
In celebrating its 150th anniversary, Orica has had the opportunity to reflect on some of its most successful innovations.
In 2019, Orica’s ongoing digital expansion led to the creation of a dedicated digital solutions division, which sought to better connect the mining value chain.
Orica Digital Solutions is underpinned by four product categories: orebody intelligence, blast design and execution, geosolutions, and mine simulation and optimisation.
This dedicated digital arm has delivered many well-known solutions. This includes RHINO, Axis Mining Technology and WIREBmr for greater orebody intelligence, OREPro, BlastIQ and FRAGTrack for blast design and execution, GroundProbe, Syscom, 3VGeomatics and Navstar for downstream geotechnical and structural monitoring, and the Integrated Extraction Simulator for better decision-making across the mine-to-mill landscape.
But few Orica solutions have been as influential as SHOTPlus.
Featuring charging and initiation design tools, superior visualisation and blast analysis functionality, SHOTPlus supports regulatory compliance, drives higher productivity, and reduces the overall cost of a drill and blast operation.
SHOTPlus is a foundational Orica technology, meaning not only has it inspired the research and development (R&D) of other Orica solutions, but it is also inherently compatible with the company’s broader product portfolio.
“SHOTPlus celebrates its 35th anniversary this year, so it’s a bit of a
mainstay in the market,” Orica senior product manager – technology Daniel Andrew told Australian Mining
“It’s used to enable other solutions within Orica, including the i-kon electronic blasting system, our wireless blasting technology WebGen, as well as our bulk explosives range. SHOTPlus
is used with those technologies to design blasts.
“But SHOTPlus is also used to enable more recent developments such as BlastIQ, OREPro, and BlastVision.”
While SHOTPlus’ initial ingredients remain central to the product’s current iteration, the solution has continued to
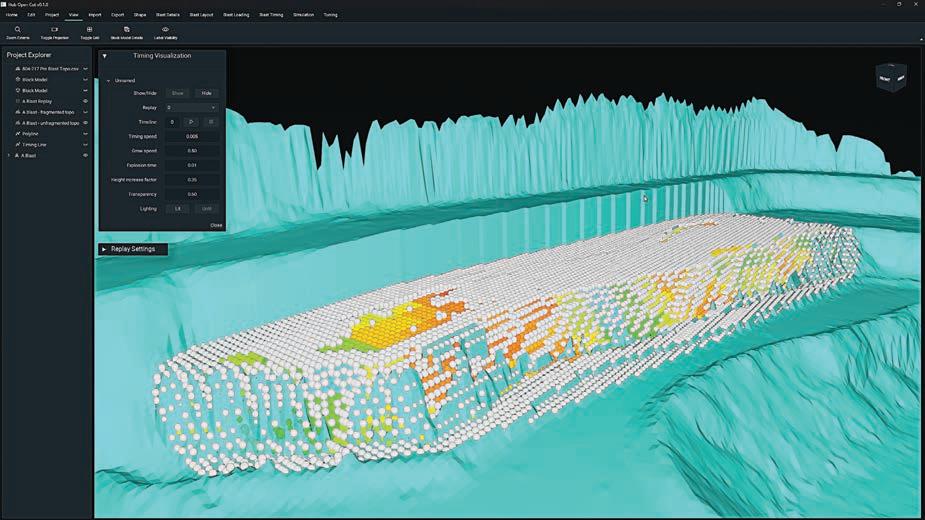
GEOMETALLURGICAL DATA WHEN ENGINEERING BLAST DESIGNS.
evolve, which has been driven just as much by Orica’s own R&D as it has been by customer appetite.
“Instead of just maintaining its initial use case, which was initiation design, SHOTPlus has continued to develop and evolve as our customers needed it to,” Andrew said.
“It was originally a two-dimensional tool that demonstrated how an initiation design would be implemented in the field. Then it evolved into a three-dimensional application.
“Then, as there was demand for blasting technologies or techniques, such as throughseam blasting, SHOTPlus developed in a way that enabled not only engineers to design those blasts, which are incredibly technical, but also enabled users to implement those blasts out in the field.”
Orica Digital Solutions senior manager for technology Matthew Craft echoed Andrew’s sentiment.
“SHOTPlus has really struck the balance between managing complex situations like through-seam blasting as intuitively as possible,” Craft told Australian Mining.
“There’s a real coming-of-age when an Orica employee becomes a SHOTPlus expert, because it’s such a universally loved solution internally and externally.
“The challenge Dan and his team have now is maintaining the essence of a loved product such as SHOTPlus while continuing its evolution through new generations.”
As of 2024, SHOTPlus has more than 2000 users worldwide, many of which are now benefiting from the release of Next Gen SHOTPlus.
In its latest iteration, SHOTPlus will continue to be the focal point of drill and blast decision-making while supporting Orica’s heightened focus on facilitating adjacent and integrated workflows.
Next Gen SHOTPlus, Andrew said, will support cloud-based collaboration for a single source of truth.
“Drill and blast doesn’t operate in a vacuum; it is part of a wider mining value chain,” he said. “So Next Gen SHOTPlus will be integrated with a cloud-based source of truth in the form of a model through time.
“This will be a four-dimensional digital replica of an operation, which can store geo-
metallurgical and topographical information that represents the in-situ and blasted rock mass, as well as other relevant reference data, such as drone flyovers.
“Next Gen SHOTPlus will also be the storage centre for blasts and all their relevant information as they change through time.
“Users will no longer be working with files shared over OneDrive, for example. Rather, you can think of Next Gen SHOTPlus as the Google Earth of a mining operation. A user can visualise their blasts, and choose which blast to work with, or the area they want to work with.”
Andrew said Next Gen SHOTPlus also enables users to visualise and manage big data in a performant manner.
“As we were developing this new product, we did a lot of collaboration and workshopping with our customers, including SHOTPlus users and customers who use competitor products,” Andrew said.
“While blast design has historically been thought as more of an art than a science, where data is not a central focus, customers are coming to realise the power of data in blast design.
“A mining operation has large data sets, whether it be topographies, high-detail photogrammetry or geo-metallurgical block models, which can be used to a blast engineer’s advantage.
“And we believe the platform we’re building is far and away the most performant in the market when it comes to using big data.”
Next Gen SHOTPlus also enables users to model outcomes before they are implemented, with engineers able to run calculations and simulations before a blast occurs.
With solutions such as Next Gen SHOTPlus, Craft believes Orica is inspiring a new paradigm in drill and blast.
“Next Gen SHOTPlus will lay the foundations for more and more innovation, not only within our blast design and execution space, but also within other areas such as ground radar and orebody intelligent data management,” Craft said.
“Being able to powerfully handle big data at high volume with predictive capability is a massive step change for the industry. This is something we’ve been trying to achieve for a while.” AM

NEW RAPID-DEPLOYMENT SATELLITE SOLUTIONS ARE MAKING IT POSSIBLE TO ESTABLISH HIGH-SPEED COMMUNICATIONS AT EVEN THE MOST REMOTE EXPLORATION SITES.
For mining companies exploring far-flung corners of the country, establishing reliable highspeed connectivity has traditionally been one of the biggest challenges.
But that challenge is changing with a new suite of rapid-deployment solutions from Vocus, one of Australia’s specialist digital infrastructure providers, and its strategic solution partners.
“The new offerings are specifically designed to bring metro-grade connectivity to even the most remote exploration sites, and customers can have them up and running in a matter of minutes to hours, not months,” Vocus general manager of enterprise and government Kevin Griffen said.
The new solutions, which include the Rapid Satellite Pod and a range of ruggedised field-fixed and mobile asset deployment kits, tap into the “gamechanging” capabilities of low earth orbit (LEO) satellite technology, specifically the Starlink platform.
“LEO satellites are a quantum leap forward in terms of the speeds and latency you can achieve in remote areas,” Griffen said.
“We’re talking about gigabit-plus speeds with latency comparable to what you’d get in a major city. It’s a total game-changer for the mining industry.”
The Rapid Satellite and Edge
Compute Pod is a self-contained unit combining extremely high-throughput satellite connectivity with on-site edge computing capabilities.
“The Pod is pre-fitted with multiple Starlink satellite terminals, which we bond together to deliver speeds up to 1.7 gigabits per second (Gbps), depending on the configuration chosen by the customer and available network capacity at the site,” Griffen said.
But the Pod is more than just a connectivity solution. It can be equipped with powerful on-board servers and storage, enabling it to function as a complete remote data centre.
“We’ve designed the Pod to be a complete technology hub for exploration teams,” Griffen said.
“Geologists can store all their data on-site, with none of the hassle or delay of uploading it to head office. They

can run data analytics, AI (artificial intelligence) models, and machinelearning workloads, all right there at the edge where the data is being collected.”
According to Griffen, this edge computing capability has the potential to revolutionise how exploration teams work.
“It’s about enabling real-time decision making,” he said. “If you can process and analyse your exploration data on-site, you can adjust your strategies on the fly.
“It is a huge efficiency and productivity booster.”
The Rapid Satellite Pods are shipped to sites fully pre-configured and can be operational immediately. They can be permanently installed or mounted on a trailer for mobility, with optional solar power upgrades for fully autonomous operation even without a generator.
Alongside the Rapid Satellite Pod, Vocus has introduced a range of small, ruggedised field deployment kits that enable standalone Vocus Satellite –Starlink connectivity to be offloaded from the back of a 4WD and established in minutes.
“The pre-built kits have everything needed – routers, cooling, batteries, the works – all packaged in tough
weatherproof cases,” Griffen said. “For exploration teams wanting to set up a remote comms point quickly, they’re the ideal solution.”
The kits are designed for maximum portability and rapid deployment.
“You can pull up to a site, offload the kit, and have high-speed internet up and running in minutes,” Griffen said.
“It’s a level of agility that just has not been possible before in these remote environments.”
solutions has the potential to be truly transformative for the mining industry.
“The future of mining will be shaped just as much by the data streams above the ground as the resources below it,” Griffen said.
“Having high-performance compute capabilities at the edge, fully integrated with high-speed connectivity, will allow mining companies to leverage AI, machine learning and real-time data analysis to optimise their exploration activities like
As projects progress from exploration to established sites, Vocus’ offerings provide a pathway for seamless integration with the company’s extensive terrestrial fibre network and high-powered data
“We’re in a unique position to support mining customers at every stage of their digital journey,” Griffen said.
“By combining low earth orbit satellite, fibre, edge and cloud into a cohesive platform, we are enabling a new era of connected, data-driven
“I don’t think it’s overstating things to say that this is a once-in-a-century step-change in the communications and analysis capabilities miners will have as they prospect for new sites.” AM

AUSTRALIAN POWER EQUIPMENT DIRECTORS ABBY CRAWFORD AND ANDREW COCKBAIN RECENTLY EMBARKED ON AN INTERNATIONAL TRIP TO SECURE STRONG SUPPLY CHAINS FOR AUSTRALIA’S MINES.
Whether at the coalface or in the workshop, the phrase ‘everyone knows everyone’ isn’t far from the truth when it comes to the Australian mining industry.
It’s not rare to find people onsite in New South Wales with connections to miners in Western Australia, Queensland or the Northern Territory. Working together and fostering industry connections is undoubtedly one of the mining industry’s greatest strengths.
The world has become a smaller place, with resources professionals able to easily connect with their compatriots across the world, and it’s more common than ever for those connections to become just as vital as those grown on Australian soil.
That’s why Australian Power Equipment (APE) directors Abby Crawford and Andrew Cockbain were keen to take their own commitment to industry collaboration a step further
Starting in Surabaya, Indonesia, Crawford and Cockbain met with B&D Transformers directors Teddy Suwignjo and Henky Suwignjo.
Established in Surabaya in 1985, B&D Transformers has emerged as a premier power, distribution and instrument transformer manufacturer in Indonesia. The company has continually elevated its standards throughout the years, leveraging cutting-edge technology, machinery and a team of highly skilled professionals.
Crawford said discussions with the B&D team proved invaluable in APE’s exploration of avenues for innovation, optimised shipping processes, and alignment on sustainability objectives.
“I was struck by their genuine commitment to sustainability,” Crawford told Australian Mining

manufacturing sector.
“The manufacturing facilities were truly impressive,” Cockbain told Australian Mining.
“From utilising environmentally friendly but superior quality, biodegradable natural ester transforming insulating oil in their transformers to implementing simple

“I have full confidence in B&D’s operational prowess as a supplier, not only for their proven equipment, which we have provided to numerous clients across Australia, but also for their engineers’ collaborative approach, ensuring that new designs were embraced from the outset.”
For Cockbain and Crawford, nurturing global partnerships is paramount for sustained success.
“Spending time not only with the heads of business but their families fosters a strong sense of connection, building an environment of transparency, trust and shared vision for the future,” Crawford said. “People like working with people they like.
“With mutual respect, strong work ethics and a shared vision, the partnership between APE and B&D Transformers presents a promising opportunity for ongoing collaboration.”
From Indonesia, Crawford and Cockbain headed to Istanbul, Turkey, where they met with APE’s cable supplier, Üntel.
The trip was aimed at deepening APE and Üntel’s collaboration and exploring innovative solutions in cable design, specifically tailored for challenging environments such as tunnelling and mobile equipment, including cable reeling applications.
During their visit, Cockbain and Crawford had the opportunity to inspect Üntel’s cable-manufacturing plant.
conditions, aiming to minimise wear and tear and reduce frequency of replacement.
Cockbain said such innovations not only promise operational benefits but also align with sustainable practices by extending the lifecycle of equipment.
“Travelling to Üntel headquarters and spending time with their extensive design team allowed us to develop a new product and collaboratively overcome any design challenges,” he said. “This way of working ensures the outcome is tailored for industry and reduces significant backand-forth in product development.
“There’s a lot to be said for having all the knowledge of design, manufacturing and industry applied in one place.”
The visit not only facilitated technical advancements but also forged stronger ties between the two companies, paving the way for future innovations and mutual growth.
“Spending time with Üntel strengthened our working relationship, and inspecting the extensive manufacturing plant allowed us to see firsthand the quality of workmanship and management they put into their products and people,” Crawford said.
As APE continues to push the boundaries of cable technology with Üntel, its journey to Istanbul stands as a testament to the power of working together in today’s global marketplace.
“At APE, our core values constitute our dedication to delivering top-tier equipment to our clients, fostering genuine relationships within our supply chain and prioritising sustainable practices within our business,” Crawford said.
“These values resonated deeply with the ethos of B&D and Üntel, and we look forward to a future of collaboration and innovation.” AM

Eliminate monthly pre-cleaner inspection and maintenance REDUCED ANNUAL MAINTENANCE
Reduce production downtime caused by high intake restriction events VEHICLE AVAILABILITY 12x
Eliminates dirty-time consuming routine service works STREAMLINED SERVICING
SUSTAINABILITY
Enhanced pre-cleaner efficiency lowers consumable expenses and maximises potential engine life. Benefit from reduced maintenance costs and a smaller environmental footprint
The Trusted Choice in Mining Filtration


BROKK AUSTRALIA HAS ADDED A SUITE OF ZERO-EMISSION SKID STEERS TO ITS PORTFOLIO.
Brokk Australia’s new partnership with Firstgreen Industries will continue to provide the market with products that promote mine safety and reduce emissions, supporting companies on their journey to net-zero.
“We’re excited to introduce the first green machines to the Australian market,” Brokk Australia sales manager Stefan Mace told Australian Mining.
“When considering our mining customers, our goal is to help them improve safety, reduce operational costs, and offer a range of partner products that complement Brokk machines in underground and aboveground applications. We’re particularly excited about having a fully remotecontrolled skid steer that can access areas inaccessible by conventional skid steers due to operator safety concerns.”
Firstgreen Industries is at the forefront of eco-friendly innovation, manufacturing fully electric, zero-emission machines that set a standard in industrial efficiency and environmental consciousness.
The company’s machines are built with 99 per cent recyclable materials and powered by advanced batteries, significantly reducing sound levels and environmental impact, improving the safety of operators and the environment.
Among its products for the mining industry, Firstgreen recently introduced its ROCKEAT electric skid steer loader, a cabinless machine that’s been developed in response to growing fatality rates in the US mining industry.

The ROCKEAT skid steer boasts remote operability and a 360° camera, with its electric motor not only producing zero carbon emissions but also delivering near-silent operation.
The ROCKEAT has been developed for the most challenging mining conditions and has the potential to be a boon in underground mines, where operators are afforded little room, with the skid steer designed to navigate confined spaces while providing manoeuvrability and durability.
The precision of the remote-control technology enables operators to achieve more accurate and refined movements, highlighting the upside of the ROCKEAT range compared with its diesel competitors.
A sophisticated battery-management system enables the ROCKEAT skid
steer to deliver up to eight hours of work on a single charge depending on the type of battery installed. A loading capacity of up to 1500kg highlights the machine’s strength and capability.
The remote-controlled ROCKEAT is available in a 700 option, capable of handling loads up to 700kg, and a 1200 option, capable of handling loads of 1200–1500kg.
Firstgreen also offers its CBL, Elise and MiniZ ranges of electric loaders, further expanding Brokk’s product portfolio.
A cabinless skid steer loader, the CBL range is perfect for applications where operators face challenging terrains, such as underground mines, contaminated areas, or harsh weather conditions, with the machine noiseless, fully electric and remote-operable.
The absence of a cabin allows for a more compact design, enabling improved manoeuvrability and ability to navigate tight spaces.
With a range of attachments including a bucket, sweeper, hammer, pallet forks and auger, to name a few, the CBL can be adapted to various industries and tasks.
The Elise range includes Firstgreen Industries’ most powerful electric skid steer loader, the Elise 1200. This machine embodies the company’s years of experience in advancing the technology of its skid steer loaders.
The Elise 1200 boasts more than six hours of battery capacity, depending on use, conditions and configuration, and a loading capacity of at least 1200kg.
Also electric, the Elise 1200 delivers operation akin to standard fully featured skid steer loaders.
The MiniZ is Firstgreen’s new generation of loaders. With compact dimensions of 1150mm of height and 788mm of width, the MiniZ range can fit through a door frame.
Like all other Firstgreen models, the MiniZ loader can be operated via remote control from up to 50m away. This machine takes manoeuvrability to another level, with the ability to work in tight spaces with all-terrain capacity.
The addition of products such as Firstgreen brings adjacent capabilities into the fold, further rounding out Brokk Australia’s product suite and the company’s ability to support its customers with their operational challenges, embracing a green future in the process. AM


MORE THAN 40 SPEAKERS ARE ON THE DOCKET TO SHARE CASE STUDIES AND THOUGHT LEADERSHIP.

TRACK’EM, WHICH HAS BEEN GAINING ATTENTION FOR ITS INNOVATIVE MATERIAL-TRACKING TECHNOLOGY, WILL BE MAKING ITS DEBUT AT THE WA MINING CONFERENCE & EXHIBITION.
Track’em has been making competitors in the process. to material tracking has positioned it
as a key player across industries, with Track’em founder and chief executive materials are accurately tracked during the final stages of their journey. Rio Tinto, on the other hand, sought a comprehensive solution that could cover the entire supply chain.
“While we were best-in-class for last-mile tracking, we hadn’t done much a rigorous selection process. Saleem said



“Rio Tinto went through a very stringent audit process to find the right partner,” Saleem said. “We were an underdog and won the contract over some much larger tech giants.”
Track’em’s focus on delivering a working solution rather than simply promoting its success helps set it apart.
“For us, it was more important that we delivered first and then told the story,” Saleem said.
This commitment to excellence in delivery has been fundamental to Track’em’s approach, which earned the company the Western Australian Innovator of the Year award in 2015.
And the Rio Tinto project is its biggest undertaking yet.



“This is the biggest and the largest project we’ve ever done in the past 10 years,” Saleem said “Internally, we call it a technological miracle.
The platform integrates multiple systems, including third-party logistics, and handles millions of transactions a month, running on Microsoft Azure.
“It’s not about the technology, it’s about the people and building those relationships,” Saleem said. “Anyone can build technology, but it’s important to listen to the customers and understand what they need, and be willing to change.”
Track’em’s success story will be highlighted at the upcoming WA Mining Conference & Exhibition (WA Mining), where Saleem will participate in a panel discussion with
The focus of the discussion will be on operational excellence and how mining companies can improve efficiency.
“We’re looking forward to understanding the challenges people face and discussing how we can help solve them,” Saleem said.
“The mining industry is very tightknit – everyone knows everyone – so it’s crucial to attend these conferences, see what others are doing, and learn what opportunities are out there to improve.”
Saleem said industry events such as WA Mining are important because they offer the chance to foster relationships and stay informed.
“It is an exciting opportunity for people who will be attending, and for Track’em, we want to make it interactive,” Saleem said. “I hope people will come prepared to ask questions.”
As Track’em continues to innovate and develop, the company’s presence at WA Mining is proof of its growth from a small Perth-based startup to a key player in the global mining technology landscape. AM



CUMMINS HAS INTRODUCED A NEW CUSTOMISED SERVICE INITIATIVE FOR ITS MINING CUSTOMERS, BUT IS WARNING AGAINST THE TRAP OF COUNTERFEIT PARTS.

Ctypes of technical and digital support.
So in order to ensure its mining customers get the services they need to succeed, Cummins has created the PowerCare service kit program.
The program is designed to meet customers’ specific service strategies while saving time and money by bundling essential parts. It’s suitable for Cummins engines 19L and above.
The kits include key components for specific service events, including midlife maintenance, to ensure the engine performs at factory specification.
“Importantly, customers can customise the kits for their specific servicing and maintenance strategies and can have peace of mind knowing they will be getting genuine quality parts each and every time,” Cummins Asia Pacific mining aftermarket business development manager Kyle Miller said.
“The kits are available for both large and small requirements and are ordered through Cummins’ extensive branch network.”
equipment manufacturer (OEM) brands to complete kit contents if require.
Genuine Cummins parts are a key feature of the kits and come with a standard one-year, unlimited hours and progressive damage warranty backed by Cummins’ branch network.
Several packaging options are available, including quality cardboard, plastic pallets, skids, metal cabinets and containers.
The importance of using genuine parts in high horsepower (hp) diesel engines recently hit home at a mining operation in Western Australia, when an 1800hp Cummins K50 engine failed at only 6000 hours – after it was expected to clock up to 16,000 hours.
Engine teardown revealed total destruction inside one cylinder.
The reason for the damage was glaring: counterfeit parts, including the cylinder liners, had been used by a thirdparty repairer to rebuild the K50.
When the rocker cover was removed, the team found extensive metal debris.
cylinder, hit the injector and snapped off the bolts inside the rocker box. The injector had come out and cracked the rocker cover.
“The real challenge is when thirdparty repairers import parts from outside Cummins’ channels,” Miller said.
“Some importers think they’re getting genuine Cummins parts and are telling customers the parts are genuine … but they’re not genuine, they’re counterfeit.
“Our reputation is obviously at stake because the end-user customer perceives they are buying genuine product.”
Cummins started working with Australian Border Force earlier in 2024 to train officers to identify and stop shipments of counterfeit parts entering the country.
Globally, Cummins encounters and fights against counterfeiting every day, warning of the dangers of using cheap and unsafe parts.
“The magnitude of the problem in Australia is requiring Cummins to take a tougher stance against counterfeiters,
sophisticated that their parts look like the original, even down to their labelling, packaging, barcodes and QR codes, and many consumers are misled into thinking they are buying the genuine article.
“The risk to customers is that the counterfeit parts don’t meet Cummins’ design standards, so buying these parts can lead to rapid wear, poor reliability, high fuel and oil consumption and even engine failure.”
And it’s not only fake engine parts that have become the focus of counterfeiters; Cummins has also seen fake filtration products, generator sets and even Valvoline–Cummins oils making the rounds.
“Customers need to exercise caution when buying parts,” Miller said. “Using cheap bogus parts can cause extensive engine damage that isn’t covered by Cummins’ warranty.
“Cummins genuine parts sourced from the extensive network of Cummins branches and authorised Cummins dealers in Australia and New Zealand are the only parts approved and warranted by Cummins.”

Crush your Compliance Challenges! Dredge your lined ponds online.

Optimize your program today.
Emesent offers a more effective way to improve the frequency and extent of your convergence monitoring efforts, with an easy-to-use workflow that doesn’t require data segmentation or manual alignment. Optimize safety and reduce risk — without trading off between accuracy and coverage. Scan the QR code to download our technical guide.
emesent.com/convergence




Personal protective equipment (PPE) is a vital part of any mine.
But like any piece of equipment, when PPE reaches the end of its lifespan, it needs to be replaced – and the old PPE needs to be discarded.
To help prevent old gloves from ending up in landfill, Mechanix Wear has partnered with Melbourne-based garment recycling facility UPPAREL to create RevUp and ensure every glove is used for good.
“RevUp involves Mechanix Wear and its customers sending us their old gloves, which we then turn into functional products,” UPPAREL partnerships manager Riley Aickin told Australian Mining.
“We’ve been working on this Mechanix Wear–UPPAREL partnership since early 2024.”
When the gloves arrive at UPPAREL’s facility, they are sorted into those that can be reused and those that can be recycled.
The gloves that can be reused are circulated through UPPAREL’s 450 charity partners to find their new home. Those that can be recycled are turned into any number of important products.
“The gloves might be shredded to make ‘FluffUP’, which is used to fill things like soft toys, beds or cushions,” Aickin said.
“They could also be used to make UPtex, a material from UPPAREL that is made entirely from recycled textiles. UPtex can be used to make slippers, desk mats, furniture – the possibilities are endless.”
Mechanix Wear commercial accounts manager Courtney-Jane Wilson told Australian Mining that RevUp represents a labour of love.
“We wanted to ensure our products are recycled in a 360° manner,” Wilson said. “That means that not only are they made from recycled materials but they are also able to be recycled at the end of their lives.
“Above all, we wanted a service that had no greenwashing and was genuinely traceable and trackable.”
Wilson said the partnership began when Mechanix Wear was updating its environmental, social and governance (ESG) goals.
The company soon realised its customers wanted to work with companies that had strong ESG goals – especially given it can be hard to find ways to recycle products in Australia.
“We’re an island nation, so our waste problem is heightened,” Wilson said. “If we can’t find a way to recycle, the problem remains front-of-mind.
“The UPPAREL partnership solves this problem not only by enabling us to have a 360° recyclable product, but also through its ease of use.”
Those keen to recycle their Mechanix Wear gloves simply have to box them up and send them to UPPAREL.
Once the gloves arrive, UPPAREL’s process is fully traceable, making it easy for customers to report on their own sustainability goals.
“It’s a positive step forward on all fronts,” Wilson said.
“People’s eyes light up when we talk about this because it’s become such a clear need for the industry.”
GLOVES CAN BE RECYCLED INTO ‘FLUFFUP’, USED IN PET BEDS AND CUSHIONS.
MECHANIX WEAR HAS PARTNERED WITH UPPAREL, A LEADING TEXTILE WASTE RECYCLING COMPANY, TO MAKE ITS RANGE OF GLOVES AS SUSTAINABLE AS POSSIBLE.
There is no financial gain for Mechanix Wear in this partnership. Rather, the win comes from knowing the company is helping to make the world a
“They know they have a sustainable, quality product in Mechanix Wear gloves, and we know our gloves won’t end up in landfill at the end of the day.

FLUKE AUSTRALIA HAS BROUGHT BACK ONE OF ITS ESSENTIAL TOOLS FOR MINERS.
Mining environments present some of the most hazardous conditions, requiring equipment that’s not only robust but also fundamentally safe.
The Fluke 28 II Ex has become an important tool for mining personnel due to its advanced safety features, durability and precision.
Designed specifically for use in explosive environments, the multimeter addresses the unique challenges faced by the mining industry, offering reliability in underground and surface operations.
Fluke Australia product manager Allen Xie said the Fluke 28 II Ex is specifically tailored to withstand the often-harsh conditions of the Australian resources sector.
“While previous versions may have been durable, the Fluke 28 II Ex has an
submersion in water up to one metre for 30 minutes,” he told Australian Mining
“This rugged build is crucial for mining environments, where the risk of drops and exposure to dust and moisture is high.”
The multimeter operates effectively in a wide range of temperatures, from -15°C to more than 55°C.
“This is crucial in mining environments, where temperature fluctuations can be extreme,” Allen said.
“Additionally, the ATEX and ANZEX certifications provide a higher level of safety assurance, making the Fluke 28 II Ex suitable for hazardous mining environments.
“In underground mining, where the presence of explosive gases, vapours, and dust is a constant risk, these certifications ensure the device can be used without the threat of ignition.
“This directly enhances the safety of


The battery life has also been extended, with one charge supporting 400 hours of life, allowing longer operation in remote areas where replacements are challenging.
On the 28 II Ex, Fluke has improved the multimeter’s user interface with a larger backlit display for better visibility in low-light conditions, while the controls are designed to be more intuitive, even when using gloves.
“Safety is a priority in mining operations, and the Fluke 28 II Ex meets these demands through its intrinsic safety design,” Allen said.
“It includes energy-limiting circuits that prevent excessive electrical or thermal energy from causing ignition in explosive atmospheres.
“The device is also engineered to maintain controlled temperatures, avoiding any risk of overheating.”
The device is built to handle environmental hazards commonly found in mining, like dust, moisture and physical impacts.
The multimeter has received multiple safety approvals, including compliance with CAT III 1000V and CAT IV 600V overvoltage protection, adding to its reliability in industrial settings.
Allen said feedback from the mining industry has been instrumental in shaping the Fluke 28 II Ex’s design and ensuring it meets the specific needs and challenges faced by professionals in the sector.
“The need for enhanced shock resistance and IP67 protection was directly addressed, ensuring the device
could handle the rugged conditions miners face daily,” he said.
“Safety concerns, especially in explosive atmospheres, drove the emphasis on intrinsic safety and certification.
“Feedback also influenced the device’s user-centric features, such as the large backlit display for low-light environments and glovefriendly controls.”
The Fluke 28 II Ex is designed to be particularly effective in several mining applications. It excels in maintaining and troubleshooting underground electrical systems, where dust and moisture are prevalent.
“In hazardous areas where fuel or battery charging stations are located, the intrinsic safety of the multimeter ensures safe operation,” Allen said.
Fluke Australia has added overvoltage protection and the ability to detect faults early further support preventive maintenance, helping to avert issues that could compromise safety.
The multimeter’s compliance with global safety standards also aids in meeting regulatory requirements, making it an essential tool for safety audits and overall risk management.
In hazardous mining areas, where equipment maintenance and troubleshooting are often a challenge, the Fluke 28 II Ex addresses these issues with its intrinsic safety features and rugged design.
Its ability to perform in extreme conditions while ensuring accurate diagnostics enables mining professionals to maintain critical systems safely and efficiently. AM

Martinus is transforming rail haulage with a full-scale develop, build, own, operate and maintain model. Our new rolling stock boosts operational efficiency, delivering more tonnes reliably while incorporating the latest environmentally-friendly technologies. Additionally, through our partnership with InfraPay, we offer a unique Infrastructure Financing, Construction & Ownership Platform (FBoot Model) that converts capex to opex, releasing capital and enabling build-now-pay-later solutions.
BHP’S PLANS TO MORE THAN DOUBLE ITS COPPER PRODUCTION IN SOUTH AUSTRALIA BY 2030 HAVE BEEN MET WITH SUPPORT FROM THE INDUSTRY.
Holding 69 per cent of Australia’s copper resources, South Australia has long been called the “Copper Kingdom” of the country.
Some of the most well-known copper mines call South Australia home, including BHP’s Olympic Dam, Carrapateena and Prominent Hill, and Hillgrove Resources’ Kanmantoo.
There are also a handful of developing projects in the area, with BHP again leading the way with its renowned Oak Dam mine.
The Big Australian has been vocal about its ambitions in the Copper Kingdom for a number of years.
Now, on the back of a recent announcement by the South Australian Government, it plans to take its copper projects to new heights.
The SA Government in September revealed it had commenced the application and assessment process for BHP’s planned smelter and refinery expansion at Olympic Dam.
The move will support BHP’s strategy to potentially double copper production in the region over the next decade.
BHP highlighted these plans in its full-year results for the 2023–24 financial year (FY24), revealing a phased approach to increasing refined copper cathode production to 500,000 tonnes annually by the early 2030s, with a possible boost to 650,000 tonnes by the mid-2030s.
This would represent a significant jump from the approximately 322,000 tonnes produced in FY24.
“Today’s announcement is an important step for BHP and the South Australian Government as we work together towards our shared ambition to significantly increase copper production in this state,” BHP asset president copper South Australia Anna Wiley said in September.
“We are already growing BHP’s copper production in South Australia with projects and studies underway at all of our operating sites, and we’re moving at pace to potentially double our current production by the middle of the next decade.”
The SA Government’s declaration of BHP’s proposed development as an “impact assessed development” sets the stage for a rigorous consultation and decision-making process.
“This declaration marks the beginning of a robust consultation and decision-making process,” SA Minister for Energy and Mining Tom Koutsantonis said.
“It’s an opportunity for BHP to make a case for this proposal, and allowing the South Australian community to weigh up the benefits the project could bring against any economic, social and environmental impacts it could have.
“It’s very encouraging to see BHP planning for ongoing significant investment in South Australia; as we’d expect, they’ve done a mountain of work before reaching this point and their public statements about the potential of this copper plan are significant.”
The South Australian Chamber of Mines and Energy (SACOME) weighed in on BHP’s copper decision that same week.
“Today’s copper renaissance is crucial to our everyday lives and to our energy transition,” SACOME chief executive officer Rebecca Knol said.
“From EVs (electric vehicles) and charging stations to mobile devices and life-saving healthcare, copper is fuelling our lives and our net-zero ambitions.”
SACOME said it is essential for state and federal governments to ensure BHP’s strategy for the smelter and refinery expansion becomes a reality.
Several steps need to be taken to advance the project, including an environment protection and biodiversity conservation determination, development of terms of reference, and the preparation of an environmental impact assessment.
“(This) is a significant milestone in BHP’s proposed smelter and refinery expansion, which aims to position SA as a leading global copper jurisdiction,” Knol said. “The State Prosperity Project has provided a framework for strategic development that enables value-add to South Australia’s already impressive resource endowment.”
The State Prosperity Project is a co-ordinated initiative by the SA Government to unlock the full potential of renewable energy, critical minerals and green manufacturing to herald a new era of prosperity for the state.
With BHP well-placed to capitalise on the extensive copper resources in SA, it’s perhaps only a matter of time before the state can be called the “Copper Kingdom” once more. AM



APTELLA HAS PARTNERED WITH TORSA TO INTRODUCE CUTTING-EDGE COLLISION AVOIDANCE SOLUTIONS ACROSS AUSTRALIA, NEW
Automation and positioning specialist
Aptella and international technology giant Torsa are collaborating to deliver a collision avoidance system designed to enhance safety for heavy mobile equipment operations without the need for tags or identifiers.
The system uses an array of technologies and a predictive algorithm to monitor and analyse interactions between vehicles and personnel with centimetre-level precision. By proactively identifying potential hazards and collisions before they occur, the system is able to provide realtime alerts.
Centralising data on a unified platform, the system acts as a bridge between field personnel and decisionmakers, offering situational awareness and enhanced site-wide safety.
Aptella product manager for mining Denzil Khan said a standout feature of Torsa technology is its ability to minimise false alerts.
“The beauty of Torsa is the multisensor approach; that is, intelligently processing sensor data to give accurate alerts, ensuring operators trust the technology, and avoiding alert fatigue or unnecessary frustration,” Khan told Australian Mining
“Torsa’s intelligent processing capabilities allow it to adapt to various operational scenarios.
“This level of sophistication not only enhances safety but streamlines operations, reducing unnecessary distractions for operators that have previously caused frustration and inefficient use of time.”
Torsa chief executive officer Juan Raúl Santana called the system “a breakthrough in safety technology”.
“It has the potential to save lives by significantly improving safety standards across various domains,” Santana told Australian Mining.
“Our system is unique in its ability to detect non-metallic obstacles, including rocks, quarrying fronts and berms, thanks to advanced LiDAR (light detection and ranging) technology.”
Aptella executive manager of mining Andrew Granger also believes the Torsa technology marks a pivotal shift for the sector.
“It’s well documented that fatalities and incidents have occurred in mine sites across Australia. I think anyone that has been to a mine or works in mining knows the sheer size and enormity of these risks,” Granger told Australian Mining. “While it can be accepted that it is a dangerous environment, it cannot be accepted that we’re not doing
Another key benefit of Torsa’s technology is its ability to adapt to diverse conditions.

It provides customisable alerts and adaptive responses tailored to varying environments, aiming to enhance safety and operational efficiency. This flexibility can help to improve safety and contribute to optimised workflows, leading to increased productivity and cost savings.
Certified to levels seven, eight and nine, Torsa’s collision avoidance system offers full intervention control, customisable to different site requirements and asset types, including draglines, dozers, haul trucks, and light vehicles.
“Our goal is to create universally applicable systems, which is why we actively engage with industry forums and standards bodies,” Santana said.
With its extensive network across Australia, New Zealand and south-east Asia, Aptella, supported by Mitsui &

sales, deployment, training, and technical support under the distribution agreement with Torsa.
“Torsa’s collision avoidance system enhances our safety portfolio and integrates seamlessly with our machine guidance and fleet management solutions,” Granger said.
Granger is confident the industry isn’t slowing down anytime soon, meaning it is crucial the sector is made as sustainable as possible for future generations.
“Often in mining it’s an environment where multiple generations have been in the sector,” he said. “I think technology makes that hugely exciting for the modern generation.
“Systems like these mean that maybe you’re not a truck driver anymore because in the future that’s an autonomous system, but perhaps you’re working on the technical side, running and managing these state-ofthe-art systems.”
According to Granger, Torsa’s collision avoidance technology allows operators to confidently address environmental challenges while safeguarding their workforce.
“The technology not only signifies a major step forward in safety practices but also promises improved operational efficiency and sustainability across the sector,” he said.
“For mining professionals and stakeholders, embracing Torsa technology is not just an option; it is a necessary step towards a safer and more efficient mining operation.”

ALLFLO PUMPS AND EQUIPMENT TAILORS ITS HEAVY-DUTY PUMP SOLUTIONS FOR AUSTRALIAN MINES OPERATING IN THE TOUGHEST CONDITIONS.
Allflo Pumps and Equipment business developer manager Lee Baker has worked across Australia’s mine sites for years.
Originally starting as a plumber 15 years ago in the Bowen Basin before transitioning into the Goldfields region, Baker soon became known in the industry as a go-to site resource for not just plumbing but poly welding, piping and pumping, and for this quickly developed an understanding of the intricacies of shifting fluids on a site.
After helping one of Western Australia’s largest gold mines drastically reduce its water intensity, Baker was told “if you can dewater this place, you can dewater anywhere”.
Baker has carried this accolade into his current role at Allflo, where he works to help other mines cut water consumption and achieve their sustainability goals.
“I’m heavily focused on the efficiency side of pumping,” Baker told Australian Mining
“It’s key for me to hone in on the reality of what a site’s needs are –finding out their pipe size and friction losses, how they work out their total
dynamic head. These are the kinds of things that paint a picture of a site and allow me to work with them to calculate exactly what they need, and how to make our solutions go further.
“Part of that is working with a site’s environmental team to determine where protected areas are and what kind of pump will be best suited to the environment.
“We’re not just a ‘pump-in-a-box’ seller, we’re a solution-provider and we make sure we meet all needs.”
With a manufacturing facility in Shepparton, Victoria, and partnerships with leading brands, Australian-owned Allflo has developed a specialised range of pumps and equipment tailored to the unique needs of Australia’s mining industry.
Thanks to the workshop’s stock holdings and the experience within the team, Baker said they can have completed custom equipment out the door and on its way to site within a short timeframe.
This could include water edge pickup, dry prime and wet prime units, bore pumps, pontoon pumping, skid mounted units, trailer mounted units, custom frame mounted units, submersible pumps and many more.
“In these cases, it’s generally a custom fabrication,” Baker said. “Not every site is the same, that’s why we develop specialty solutions that can meet highly specific requirements.
“We’re looking forward to expanding our footprint into various locations across Australia so we can get our solutions to customers even quicker, which sets us apart from the market.”
With the world’s focus turning to issues like environmental protection and water conservation, dewatering is becoming a key consideration for Australia’s mines. But Baker said the issue can be something of a bugbear, with many not sure where to start.
“There’s a lot of componentry involved in dewatering; it’s not just pumps but hosing, pipes and controllers – there’s a lot of elements that go into creating a solution,” he said.
“Our biggest focus is to find a turnkey solution our customers can be confident they can press a button and have everything work exactly as they need it to.”
Part of finding dewatering solutions for mines means also considering how those solutions fit into a broader environmental context.
Baker said Allflo’s solutions are all available with a standard diesel system or can be customised to an electric configuration to help operators meet environmental regulations.

“It all comes back to our commitment to delivering tailored solutions to our customers that meet their specific needs,” he said. “Especially in harsh and diverse Australian mining conditions, we can create pump and dewatering packages that last.”
One such package recently made waves at a mine in the Goldfields region, with the site’s dewatering superintendent commending Baker’s role in helping the mine get its dewatering schedule back on track.
“Working with Lee Baker and Allflo Pumps and Equipment has transformed our mining operations,” the site’s dewatering superintendent said. “When we faced dewatering challenges, Lee’s expertise and Allflo’s reliable equipment made all the difference.
“He helped us select the right pumps, significantly reducing our dewatering time from days to hours and boosting our efficiency.
“Lee’s exceptional customer service and technical support have greatly impacted our project success.
“I highly recommend Lee Baker and Allflo to any mining operation facing similar challenges.”
Baker believes the key to Allflo’s lasting solutions is the combined power of its manufacturing capabilities and its range of trusted brands.
“We provide pumps that are going to be there years down the track and look just as new and perform just as well as when we first installed them,” he said. “We back our brands 100 per cent to get the right pump for the right application, and to ensure our customers’ operations stay on track.”



HITACHI AND WENCO ARE ATTRACTING PLENTY OF ATTENTION FOR THEIR NEW STOCKPILE MANAGEMENT SOLUTION.
Stockpiles are one of the few aspects of mining operations that remain unmanaged by materialtracking technology, leading to inefficiencies that impact plant operations and productivity.
Old-school methods of treating stockpiles as uniform blends have led to plant feeds being inconsistent, undermining the ability to achieve shift plan targets.
Wenco International Mining Systems has built a new product set to address these longstanding issues, bringing a new level of precision and control to the management of stockpiles.
Wenco’s Stockpile Manager is an innovative system that fundamentally changes the way run-of-mine (ROM) stockpiles are perceived and managed.
Rather than viewing stockpiles as standardised masses, Stockpile Manager captures detailed location data for each load, enabling a more granular understanding of material attributes.
This approach is similar to how shovels and excavators utilise dig blocks but extends that precision to stockpiles.
“About two years ago, several of our customers in different regions were actively asking Wenco if we had a product that could deliver a higher fidelity model of their stockpiles,” Wenco product line manager of fleet management Reid Given told Australian Mining.
“They explained to us some of the challenges such as high variability across
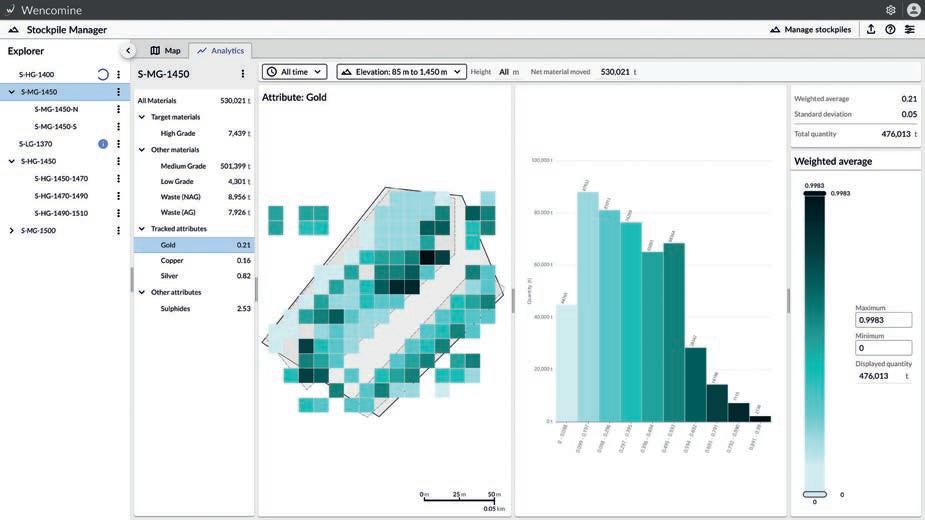
the stockpile, and the impacts of those challenges, including mills calling for an increased grade.
“The only knowledge they had as to what was in the stockpile were values based on averages.”
Recognising this gap in the market, Wenco decided to develop Stockpile Manager as a standalone product.
The solution was built using Wenco’s advanced architecture, designed to be agnostic to fleet management systems.
“The product is built as a standalone product, and can be made to interface with a variety of systems, including those leveraged underground where stockpiling at the surface occurs,” Given said.
The product is GPS agnostic and therefore can work with the lowprecision GPS receivers commonly used in haul trucks.
“We didn’t want to build a product that required the bulk of our customer base to undergo extensive hardware
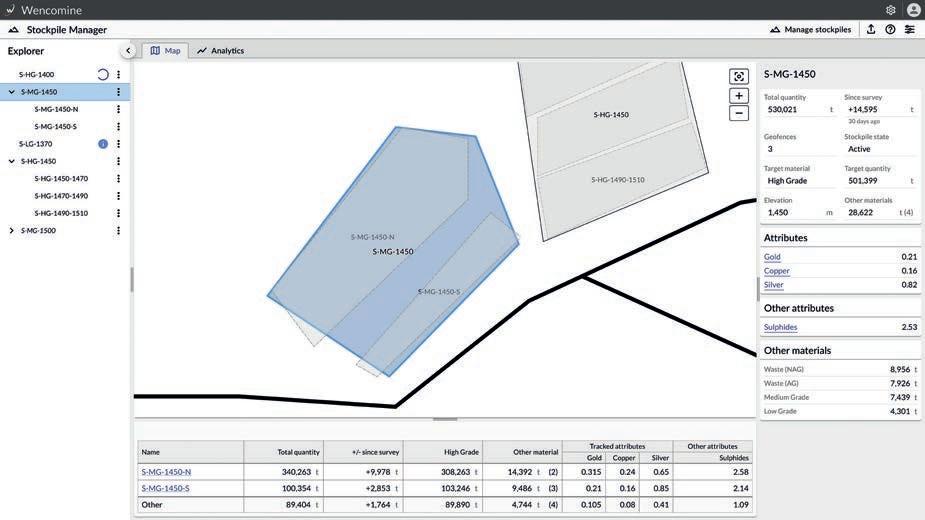
upgrades,” Given said. “Higher precision GPS will yield a more accurate model, but low precision GPS will still result in value for ore controllers.”
Stockpile Manager was officially launched at MINExpo in September, with a presentation on stage at the Hitachi theatre.
The product’s launch was highly anticipated by the industry, with early feedback from beta customers and industry professionals being overwhelmingly positive.
“We’ve heard ‘Can I have this product now?’ multiple times,” Given said. “That’s very exciting to hear.”
Hitachi Construction Machinery Australia national manager of mining technology Paul Green said Stockpile Manager will solve pressing pinch points in the mining industry.
“Innovations like Stockpile Manager are crucial for the industry, as they provide the precision and control needed to enhance stockpile management and ensure more consistent and effective plant operations,” he told Australian Mining.
As the mining industry continues to face increasing pressures to optimise operations and reduce costs, products like Stockpile Manager will become increasingly valuable.
Being able to provide a more precise and comprehensive understanding of stockpiles, Wenco’s new system enables mining companies to better utilise their resources and improve the consistency of their operations.




Dependable testing and troubleshooting for critical applications. Built for hazardous environments.
• Completely sealed, IP67-rated, intrinsically safe digital multimeter (ATEX and ANZEZ) with CAT III 1000V and CAT IV 600V rating
• True RMS AC voltage and current allow for accurate measurement of non-linear signals
• Measures AC and DC voltage and current up to 1000V and 10A
• Low-pass filter ensures accurate voltage and frequency measurements on variable speed drives (VSD)

FOR OVER 40 YEARS, CUSTOMISATION HAS BEEN THE CORNERSTONE OF TOSHIBA’S LOW-VOLTAGE MOTOR OFFERINGS IN THE AUSTRALIAN MARKET.
The Toshiba name is synonymous with quality and customisation.
With modern workshops staffed by skilled professionals, Toshiba consistently delivers site-specific motors for both safe and hazardous area applications.
The company’s advanced testing facilities and extensive local inventory give customers the assurance they need for peace of mind.
In the modern world, industries demand complex products that perform tasks efficiently and comply with stringent standards and regulations –and Toshiba’s low-voltage electric motors are no exception.
Every project presents unique challenges and site-specific requirements that must be met. Toshiba goes beyond standard practices and excels in creating motors that are truly site-specific.
This commitment ensures that most motors are customised to meet the demanding conditions of heavy industry and the mining environments, providing excellent performance, reliability, and longevity.
Toshiba handles most of the necessary modifications in-house, setting the company apart in the market.
With large motor modification workshops housed in both Sydney and Perth, Toshiba is well-placed to cater to the complex needs of its customers.
More than 80 per cent of Toshiba motors supplied in Australia are modified to meet specific requirements. The modification possibilities are virtually endless, from custom paint colours and additional thermistors to changing terminal box sides, enlarging terminal boxes, installing special flanges, or fitting rain hats.
As a key player in the hazardous area motor market, Toshiba is fully equipped to manufacture motors to meet various safety compliance standards, including non-sparking (Ex nA/ec), increased safety (Ex eb), dust excluding ignition proof (Ex tb), and flameproof (Ex d).
With certifications and audits from Australian and internationally accredited institutes, Toshiba’s qualified engineers and technicians have maintained an impressive record in the hazardous area motor market segment. And Toshiba’s commitment doesn’t stop there.
The company has established a stateof-the-art motor performance testing centre in Sydney, where low-voltage motors can be tested under load for various parameters, both with and without variable speed drives.
Since motors behave differently when connected to variable speed drives, these specialised tests reveal the true performance of motors in real-world situations – a service highly valued by Toshiba’s customers.
Toshiba’s dedication to the Australian market extends beyond supplying customised motors.

Given Toshiba motors are predominantly used in heavy industries that operate around the clock, after-sales service is critical. An hour of downtime in a remote mine can result in tens of thousands of dollars in losses.
To address emergencies such as these, Toshiba maintains a substantial stock of motors and spare parts in warehouses on both the east and west coasts of Australia.
With an emergency breakdown service team on standby, identical motors can be supplied in a very short time. When it comes to customisation, Toshiba stands tall in the Australian motor market.
The company’s advanced testing facilities and extensive local stock ensure Toshiba customers enjoy peace of mind for years to come. AM
THE ATLAS COPCO CEA HILIGHT BI+ 4 HYBRID LIGHT TOWER HAS LANDED IN AUSTRALIA, AND IS IDEAL FOR LOCAL MINE SITES, WHERE IT CAN LIGHT THE WAY TO A BRIGHTER FUTURE.
Atlas CEA, the distributor of Atlas Copco lighting towers in Australia, has expanded its established range of HiLight temporary lighting solutions with the addition of the BI+ 4.
The new HiLight BI+ 4 Hybrid Light Tower builds on the existing range to incorporate lithium-ion batteries and a low-consumption Stage V diesel engine.
The result is a hybrid-power lighting solution that offers a reliable source of light that doesn’t cost the Earth.
“Atlas Copco has a focus on developing a variety of products across their power portfolio for a more sustainable future,” Atlas CEA Atlas Copco brand leader David Buttigieg told Australian Mining
“The BI4 was born through a series of battery development projects and an addition to the already proven lighting tower range adding battery technology.”
The tower features four operating modes – it can be powered directly from mains electricity, from its lithium-ion batteries, from its diesel engine, or from
a hybrid setting to make the most of the energy available.
The new hybrid light towers offer battery autonomy of up to six hours when operating at full capacity. And, when using their dimming function, they can provide over 19 hours of silent and emission-free operation with a single charge.
With a battery recharging time of just four hours, the HiLight BI+ 4 can also feature an external power plug as an added option.
Buttigieg said operators can be assured of the robustness and quality of the HiLight BI+ 4.
“Atlas Copco products have long been known for their strength and build quality,” Buttigieg said.
“The site conditions across Australia can be diverse and demanding. It’s critical our products can withstand
these conditions to support our local customer needs.
“Its what you would expect from Atlas Copco – a proven, efficient, sustainable, reliable and well supported product for now and into the future.”
The HiLight BI+ 4 requires a service interval every 1500 hours of lighting, saving operators on costs associated with maintenance and servicing. With a 60 per cent reduction in engine runtime, these service intervals are three times longer than light towers that run solely on diesel.
“With the capacity to run for an extensive period, the BI+4 ensures worksites stay well-lit with energyefficient luminosity, night after night,” Buttigieg said.
Not only is the HiLight built to last, but each tower also has four floodlights providing 150-watt power to reliably cover 4000 square metres at 20 lux.
The HiLight BI+ 4 employs surfacemount device LED technology, which Buttigieg said is renowned for its energy efficiency and reliability, and which extends the working day and contributes to a safer working environment.
“With the ability to light such a large area, the HiLight range is both efficient and practical,” he said. “With safety a high priority for us and our customer base, we are confident the range
ensures sites are safe without limiting the opportunity to be as productive as possible.”
While keeping visibility at an optimal level on a mine site is essential, it’s the HiLight BI+ 4’s potential environmental benefits where the tower really shines.
Thanks to its lithium-ion batteries, the light tower reduces reliance on the diesel engine, cutting CO2 emissions by up to seven tonnes per unit per year compared to traditional diesel-powered light towers.
“Atlas Copco has placed a great deal of focus on creating a range that is efficient and environmentally conscious and delivers a cost-effective solution for its customers,” Buttigieg said.
The HiLight BI+ 4 is a versatile lighting solution suited for various applications, including construction sites, events, mining operations, emergency situations and rental services. Its ability to operate on batteries, diesel and hybrid mode provides users with flexibility, catering to diverse operational needs while enhancing sustainability and reducing operational costs.
“The interest for the BI4 has been really positive and now we have product to demonstrate supporting those opportunities,” Buttigieg said.
“The landscape is always evolving and Atlas Copco is at the forefront.” AM









Since Master Drilling hit Australian shores in June 2020, it has successfully delivered raise bore projects across the country for several Tier 1 miners. And the company is only getting stronger.
Having successfully introduced remote drilling operations in South Africa, Peru and Botswana, Master Drilling is now bringing those capabilities to Australian mine sites.
Master Drilling Australia’s remote capabilities offer flexibility and immediate impact through quick implementation, improved safety, and increased production time and profitability, decreasing operator fatigue in the process.
“Master Drilling Group’s expansion of remote drilling operations to Australia is driven by our commitment to aligning with the evolving needs of our clients,” Master Drilling general manager – Australasia Joshua Sugden told Australian Mining.
“By introducing this innovative technology, we aim to address critical challenges that our clients consistently face, particularly in terms of safety and efficiency.”
Establishing Master Drilling’s system is simple and features minimal requirements, comprising a site network, camera configuration, proxy sensors, surface hardware, and plug-and-play methodology. The client only needs to provide underground power and fibre connection.
“Our goal is to provide cuttingedge solutions that support our clients in achieving their objectives while maintaining the highest standards of safety and operational excellence,” Sugden said.
Master Drilling Australia is set to conduct its first remote drilling project at a mine in New South Wales, with the letter of award given to the company in February 2024.
“Since winning the work, the Master Drilling Australia team has been working tirelessly to ensure all equipment is fit for purpose, and our rig has the necessary upgrades to integrate the remote drilling capability,” Sugden said. “We began mobilising to the site in August.
“This meticulous preparation has involved rigorous testing and modifications to ensure the remote drilling technology operates seamlessly, guaranteeing the highest standards of safety and efficiency for our client.”

MASTER DRILLING IS COMMITTED TO PROVIDING INNOVATIVE SOLUTIONS THAT ENHANCE SAFETY AND EFFICIENCY.
Master Drilling will integrate its remote drilling technology by utilising the client’s underground fibre optic network to communicate with the underground rig’s surface controls.
“Combined with the installation of cameras to observe the drill site and bottom of the shaft material stockpile, the technology’s proximity sensors will ensure no personnel enters these areas during remote drilling operations,” Sugden said.
Other benefits of the technology include less downtime through increased machine utilisation during shift changes, as well as reduced mine delays and firing times, while operations can continue during underground shift changes or evacuation.
Training can also be facilitated from a safe environment.
“Master Drilling’s remote drilling capabilities are unique, especially as this technology is first of its kind in the Australian raisebore industry,” Sugden said.
“Our advanced solutions offer unmatched precision and efficiency, setting a new standard in the sector.”
Master Drilling’s innovation in the remote drilling space wouldn’t be possible without its research and development (R&D) expertise, with the company harnessing
advanced technology and expertise to seamlessly integrate control systems, instrumentation, communication networks and equipment development.
“The primary objectives of our R&D team are to optimise our processes and foster a culture of safety and innovation,” Sugden said.
“By doing so, R&D plays a pivotal role in driving Master Drilling’s success, ensuring we remain at the forefront of technological advancements in the drilling and rock boring industry.”
MASTER DRILLING WILL SOON CONDUCT ITS FIRST REMOTE DRILLING PROJECT IN AUSTRALIA AT A NSW MINE.
Master Drilling will look to incorporate more and more automation in the future as the company aims to eliminate human intervention entirely.
“This shift will mitigate the risk of human error and reduce potential hazards to personnel,” Sugden said.
“The benefits of autonomous drilling will revolutionise the raisebore sector, offering uninterrupted drilling time, self-learning operations, predictive feedback control, zero harm, 100 per cent production time, and zero per cent downtime.” AM


IT’S BEEN A LONG TIME COMING BUT THE DARTBROOK COAL MINE HAS FINALLY RETURNED TO THE PRODUCTION RANKS.
The Dartbrook mine in NSW is officially back in action, recently producing coal for the first time since its closure in 2006.
The milestone follows the installation and successful testing of a new 4km conveyor system.
Run of mine (ROM) coal production marks the first step in Dartbrook’s path towards commercial operations, and it signals a significant moment for Australian Pacific Coal (APC), the company now driving the project.
Australian Pacific Coal managing director and chief executive officer Ayten Saridas highlighted the importance of this milestone at Dartbrook.
“Commissioning is underway and the team on the ground is working hard to bring the mine safely into commercial production in the coming weeks,” he said in September.
“By producing coal to surface, we have demonstrated the exciting potential of the Dartbrook mine.”
Dartbrook’s return to production has been made possible by several key initiatives and investments.
APC made considerable progress on multiple fronts in the previous 18 months, securing $US60 million ($90 million) in restart capital expenditure, finalising land and water access agreements, dewatering and refurbishing the Hunter Tunnel, sourcing mining equipment, and installing the new conveyor system.

several steps to take before Dartbrook reaches full commercial operation.
“There is still work to be done to achieve commercial production and we remain focused on our goal of making Dartbrook a world-class underground mine,” Saridas said.
APC has been finalising port and rail agreements, which are essential for the transportation of coal from the mine to the broader market. Additionally, the company is securing a working capital facility to support its ongoing operations.
Preparations for the refurbishment of the coal handling and preparation plant (CHPP) are also well advanced.
metallurgical coal potential are expected soon, providing critical information for the company’s future plans.
The Dartbrook coal mine, located in the heart of the Hunter Valley, has a long and varied history.
The mine, initially developed by Anglo American in the 1990s, supplied coal for both domestic and international markets.
However, after years of operation, Dartbrook was placed into care and maintenance in 2006, with a combination of operational challenges and declining coal prices at the time making continued production unviable.
Dartbrook laid dormant for nearly a decade, until Anglo American divested its interest in 2015, with APC taking the stake on for $50 million.
The acquisition was part of APC’s strategy to rejuvenate dormant coal assets in key mining regions like the Hunter Valley.

Restarting Dartbrook has not been a straightforward task, as it has required substantial investment and upgrades to bring the site up to modern operational standards.
The Hunter Tunnel, a crucial part of Dartbrook’s operation, was dewatered and refurbished as part of the mine’s upgrade.
Additionally, the new conveyor system is expected to play a vital role in the mine’s long-term productivity by transporting coal efficiently from underground operations to the surface.
In addition to the refurbishments, APC also had to navigate numerous regulatory and environmental hurdles to obtain the necessary approvals for the restart.
Given it faced so many hurdles, the fact Dartbrook is once again producing coal and set to soon enter commercial operations, the mine’s journey from care and maintenance to active production is a testament to APC’s persistence.
And as APC continues to move forward with the restart, Dartbrook is poised to reclaim its place as a key player in the Hunter Valley’s coal sector.


HARDOX WEAR PLATE SHOWS PLENTY OF MUSCLE IN SCHLAM MINE TRUCK BODIES.
The challenges of surface mining can be many and varied, but some are more easily managed than others.
One thing that can be controlled is the total operating costs of a mine – and this is where Hercules HX from Schlam makes a difference on many levels.
The Hercules HX body for mine dump trucks made in Hardox wear plates has a 10–20 per cent higher load capacity, a number independently verified in real-life mining scenarios.
When returning unloaded, the lower tare weight also saves on fuel and tyre wear.
A 20-per-cent-longer service life is another figure with a positive effect on the bottom line.
cent longer, or more, by using Hardox 450 and Hardox 500 Tuf rather than conventional AR steel.
The 38° tilt angle of the Hercules HX body improves turnaround performance thanks to faster dumping and minimum spillage at the tip head. The high tilt angle also increases tail clearance and reduces the risk of damage.
When Schlam introduced Hardox wear steel in the Hercules dump bodies in 2016, joining SSAB’s member program ‘Hardox In My Body’ was a natural next step.
A well-known brand in Australia for abrasion-resistant steel, this Hardox program adds even greater value for Schlam’s customers.
Supported by SSAB’s team of wear
make the best possible use of Hardox 500 Tuf. This is the latest Hardox grade which has a high level of toughness in relation to its hardness.
The result is the Hercules HX, a new generation of light and durable high-productivity dump bodies for mine dump trucks.
Once the design and production process was certified by SSAB, the Hercules HX was then able to display the ‘Hardox In My Body’ sign as proof of outstanding quality and performance.
A Schlam Payload Solutions spokesperson said working with SSAB has been a “game-changer” for the company.
“The access we have to SSAB’s technical resources speeds up both design and production planning,” the
contact with the people at SSAB’s Knowledge Service Centre. We really appreciated having a direct link to specialists on Hardox steel for design considerations, wear calculations, welding standards and other topics.
“They are easy to reach and quick to respond, both crucial factors enabling us to stay ahead in this challenging industry.”
The sight of Hercules open-pit mining dump bodies in action is getting more and more common around the world, with more than 1000 Hercules bodies manufactured for mines at home and abroad.
Thanks to the mining industry’s growth, the sales of the Hercules bodies have exceeded previous numbers produced at Schlam’s


AIMEX PROVIDES AN UNMATCHED OPPORTUNITY TO CONNECT AND DO BUSINESS WITH LEADING MINING SUPPLIERS FROM AROUND THE WORLD.
AUSIMM’S THOUGHT LEADERSHIP SERIES 2024 OPENS THE DOOR TO ROBUST DISCUSSIONS AROUND SUSTAINABILITY AND THE FUTURE OF MINING IN A DIGITAL WORLD.
It should come as no surprise that mining companies are increasingly adopting new and innovative technology into their work. After all, technology is all around us, and the mines are no exception.
But with this uptake comes challenges, especially as the resources sector must ensure it protects its staff, profitability and productivity while exploring new ways to mine.
AusIMM’s Thought Leadership Series (TLS) 2024 aims to explore the theme ‘responsible mining in a digital era’ in this context, marrying groundbreaking technologies with more sustainable ways to mine.
Through four online panels, TLS 2024 leads conversations on safety, inclusion, productivity and decarbonisation, seeking to unlock actionable strategies for the mining industry.
As series co-host, PwC Australia is looking forward to sharing perspectives across the four panels.
“PwC has long been a keen supporter of AusIMM and we’re looking forward to helping them support the industry into the digital age,” PwC national mining leader Marc Upcroft told Australian Mining.
“The mining industry is facing challenges and higher expectations like never before. We want to make sure the industry has the ideas and tools it needs to contend with that.”
The four TLS 2024 panels cover different topics relating to the same central theme of digitalisation: ‘Innovating for success in a digital era’; ‘Investing in a sustainable future’;


As Upcroft explained, each topic has been carefully selected to be as pertinent to the industry as possible.
“The industry is investing in lowcarbon opportunities, and there’s a big push for critical and strategic minerals,”
“There’s also the challenge of decarbonising existing operations. It will be important to strike a balance between investing in these changes and ensuring it all happens at the right time and speed.”
Upcroft said the idea of decarbonising the mining industry in sync with the broader global push to reach net-zero is the industry’s biggest opportunity – and it’s biggest challenge.
“The industry can be a misunderstood one, and the negative aspects can be far clearer to the community,” he said.
“That just intensifies the challenge and the need to try harder to communicate all of the positive benefits that come from mining.
“Making our operations as sustainable as possible is something the industry must pay attention to in the here and now. The good news is that there is a lot of opportunity out there for mines to curb their emissions.”
Artificial intelligence (AI) has been a hot topic of late and will feature prominently in TLS 2024.
“We’ll be looking at how moving further down the automation and

digital path can strengthen our mining activities,” Upcroft said.
“AI can play a role in many areas of a mine, including in exploration. It can also make mines more efficient because it doesn’t make humanerror mistakes.”
Along with decarbonisation and digital transformations, the importance of psychosocial safety in the industry will also be discussed.
“Safety in the mining industry isn’t limited to physical safety,” Upcroft said.
“We’ve done a good job in shining a light on broader safety issues, but we need to continue on that path to keep people in their jobs and attract new talent to the sector.”
Upcroft is encouraging people to look at each of the panels and think about how ideas shared can benefit their site.
“We get asked what the most important topic is in the mining industry a lot, but all four topics are the most important right now,” he said. “There are so many moving parts in the industry, and leaders are in the spotlight to do things differently.
“Panels like the TLS show how complex the mining industry is, but they also show how many great people we have in the sector who are ready to drive us into a more sustainable future.” AM
AusIMM’s Thought Leadership Series 2024 is available online: ausimm.com/tls


The alljig is designed to ensure efficient sorting of primary and secondary raw materials featuring different densities.
The alljig fluidises feed material by pulsating water, forming layers of grains according to their density and subsequently separates the heavy material from the stratified material bed. Electronic sensors are then used to automatically monitor and control the precise discharge of heavy particles within the feed.
Because the alljig jigging machines are air-pulsed, the stroke-motion can be adjusted within wide parameters during operation. Therefore, water pulsation is achieved nearly wear-free, energy consumption is minimised, and wet processing is optimised.
The alljig’s particle sizes range from less than 1mm to 150mm, and its throughput rates range from five to 700 tonnes per hour per machine.
The water- and air-pulsed alljig is a smart, reliable and economical solution best suited for materials such as sand, coal, iron ore, salt, industrial minerals and recycling materials. The only prerequisite is a difference in particle density within the feed material.
• allmineral.com
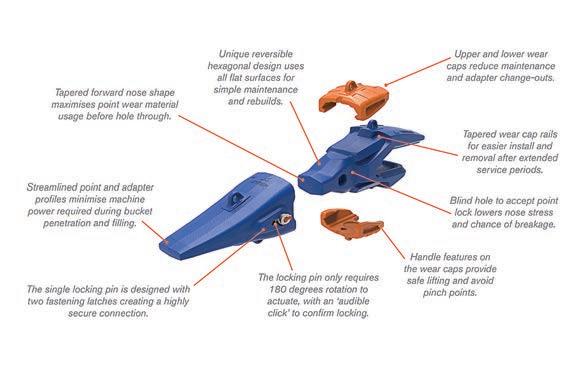
Excavation demands efficiency and resilience, with operators facing the ongoing challenge of maximising performance while minimising equipment wear and tear.
Luckily, Bradken’s Zenith Plate Lip ground engaging tools (GET) have been engineered to minimise dig energy required for penetration and extend wear life of points.
Bradken’s Zenith adapters are available in three options, depending on machine class or dig severity. Zenith points are also available in three styles to suit multiple applications.
The unique design of Bradken’s Zenith Plate Lip GET solutions eliminate through-pins and enables point rotation, with the point locking pins engineered to perform in all climates.
Bradken’s Zenith Plate Lip GET solutions seamlessly integrate with existing systems, ensuring compatibility, ease of use, and enhanced productivity. They also require less maintenance, with the components having a faster changeout time of two minutes per point with the hammer-free pin and removal tools.
• bradken.com
In the demanding world of mining, where operational reliability and efficiency are essential, SEWEURODRIVE’s X.e series mechanical agitators are designed to tackle the harshest conditions and heaviest loads.
Supported by the innovative digital twin concept, the X.e series simulates and optimises mechanical components and oil flow, resulting in a drive that excels in performance and reliability.
The X.e series is built upon SEW-EURODRIVE’s proven X series technology, which is now enhanced with advanced features tailored for highperformance applications.

Every mining project comes with a range of site conditions and unique requirements, which is why flexibility was at the forefront of the X.e series’ design.
The gear units are available with a variety of bearing concepts tailored to different load scenarios, allowing for customisation to suit specific requirements. This versatility, combined with the SEW modular motor system, enables users to optimise high-performance agitators and mixers for a variety of applications, all the while maximising performance and minimising downtime.
• sew-eurodrive.com.au
WEG’s WG20 range delivers a new generation of gearbox, adopting modern design principles, and proven WEG manufacturing standards, with local assembly.
Part of the WG20 range, the K series helical bevel gearboxes are a modular design that can be configured to accept WEG’s integral motors or a dry faced IEC input to suit all standard B5 motors and brake motors.
Featuring a torque range of 100Nm-18,000Nm and coupled with low operating noise and high load capacities, the K series offers reliable and efficient operation with local assembly and support.
With its right-angled orientation, multiple shaft variants, and options such as backstops and enhanced sealing, the K series is an ideal choice for mining, quarrying and material handling applications such as conveyors, crushers and bucket elevators.
• weg.net/au


9–10 October 2024 Perth Convention & Exhibition Centre
Featuring a highly targeted conference, seminar series, and 100+ leading mining suppliers.
EVENT SUBMISSIONS CAN BE EMAILED TO TOM.PARKER@PRIMECREATIVE.COM.AU

Australian Mining Prospect Awards
Perth | October 9
Mining has always been a part of Australia’s landscape, playing a major part in the development of this nation from its early days.
The sector remains vibrant and innovative, and for more than a decade, the Australian Mining Prospect Awards have been the only national awards program to stop, take a look at what the mining industry is doing, and reward those who are excelling and going above and beyond, recognising and rewarding innovation.
The Awards are the most esteemed and prestigious awards program for the mining and minerals processing industry within Australia. • prospectawards.com.au
WA Mining Conference and Exhibition
Perth | October 9–10
The WA Mining Conference and Exhibition will integrate the innovation and research ecosystem while addressing the social and environmental standards driving a more sustainably conscious industry.
The largely expanded exhibition will showcase the technical and digital innovation across the entire mining value chain, while the highly targeted
conference will illustrate the economic importance of Western Australia and its contribution the resource technology sector, its innovation capability, its job creation, and the attraction of capital to the state.
WA Mining is the ultimate event for mining and engineering professionals, showcasing the technical and digital evolution transforming the mining industry in Western Australia.
• waminingexpo.com.au
Mill Operators Conference
Perth | October 21–23
Now in its 16th iteration, AusIMM’s Mill Operators Conference 2024 is an acclaimed industry event that brings together metallurgists, geometallurgists, engineers, leaders, executives and other industry professionals to discuss advancing best practice, emerging technologies and global factors impacting mill operations.
• ausimm.com/conferences-andevents/mill-operators
IMARC
Sydney | October 29–31
The International Mining and Resources Conference (IMARC) is where people from across the entire
industry come together to deliver ideas and inspiration.
Learn from in excess of 500 mining leaders and resource experts throughout seven concurrent conferences with a program covering the entire mining value chain. Attend one of the many networking events or catch up with industry colleagues on the exhibition show floor featuring more than 470 leading companies.
There will be practically endless opportunities to network, brainstorm and share knowledge over the three days at the ICC Sydney.
• imarcglobal.com
PNG Industrial & Mining Resources Exhibition and Conference
Port Moresby, PNG | July 2–3 2025
The 2025 PNG Industrial & Mining Resources Exhibition will showcase over 100 local, national and international manufacturers and suppliers with the latest innovations in services and equipment for the industrial, mining and oil and gas sectors.
The two-day exhibition is the premier meeting place to connect and network with thousands of industry decision makers across a broad industry reach,
including senior management, procurement, government personnel, engineers, contractors and trade technicians.
With extensive support from key stakeholders in government, associations and industry, PNG2024 is a premier meeting place for industry trade and a forum for establishing high-quality customer contacts and conducting business.
• pngexpo.com
AIMEX
Sydney | September 2–4 2025
In 2025, Australia’s longest-running mining exhibition will return to Sydney Showground to bring together the largest community of mining suppliers and professionals all under one roof to drive innovation and collaboration.
As the key event on the mining calendar, Asia-Pacific’s International Mining Exhibition (AIMEX) is an internationally renowned platform showcasing the latest mining technology, equipment and services, and offering a unique opportunity for leading suppliers and buyers to conduct face-to-face business, learn about the latest trends and network in an interactive forum.
• aimex.com.au