pumpindustry

Powering Australia’s tallest man-made waterfall
HVAC pump selection and considerations
Increasing transfer capacity in South East Queensland
ISSUE 35 AUTUMN 2021






Submersible pumps do the essential – but dirty work – of transporting sewage to treatment plants. Prone to blockages, ragging, and general wear and tear, pumps need to be monitored to avoid events such as overflow and environmental contamination of public and residential areas.
Smartobserver can detect the following:
n Ragging
n Blockage by foreign objects
n Faulty or damaged bearings & seals
Optionally, the system can also monitor:
n Excess Current
n Sewage Level and Control
n Flow and Temperature
Detect problems in submersible pumps using ifm’s Smartobserver solution Sense and Process Send data to Smartobserver Download to Smart Device
1300 365 088 sales.au@ifm.com www.ifm.com/au
demonstration
how this solution works?
team would
more than happy to show you
discuss how this can be customised to your specific operational needs.
Interested in a
of
Our
be
– and to
Hygienic Pumps & Mixers.
At Inoxpa, our focus is on ensuring the quality and suitability of our products (mixing skids, CIP skids, product recovery systems, pasteurizers, manifolds, process automation, pumps, agitators, blenders, mixers, valves and fittings) for each industry.
Stainless steel, sanitary centrifugal, rotary lobe and progressive cavity pumps, hygenic agitators and mixers for:
Dairy
Food and beverage
Chemical
Cosmetic
Pharmaceutical
Experience. Innovation. Quality. Reliability.
At Hammelmann Australia, our primary focus is on delivering customer-specific solutions for pumping high pressure liquids and gases in diverse applications and industries:
Offshore platforms
HPUs
FPSOs
Mining and minerals
Chemical Petrochemical Ship cleaning
Construction
Our positive displacement high pressure process pumps are used for a variety of industrial uses:
Chemical injection
Sea water reinjection
Flowline services
Dosing

President’s welcome
Hello all and welcome to the Autumn Edition of Pump Industry Magazine, the official voice of Pump Industry Australia.
Pump Industry Australia Incorporated
C/-340, Stuarts Point Road Yarrahapinni NSW 2441 Australia Ph/Fax: (02) 6569 0160 pumpsaustralia@bigpond.com www.pumps.org.au
PIA Executive Council 2020
John Inkster – President Brown Brothers Engineers
James Blannin – Vice President Stevco Pumps & Seals
Kevin Wilson – Treasurer/Secretary Executive Officer
Alan Rowan – Councillor Executive Officer – Publications and Training, Life Member
Ken Kugler Executive Officer – Standards, Life Member
Geoff Harvey – Councillor Irrigation Australia Limited
Anant Yuvarajah – Councillor ASC Water Tanks
Joel Neideck – Councillor TDA Pumps
Matt Arnett – Councillor Ebara Pumps Australia
Michael Woolley – Councillor Tsurumi Australia
Steve Bosnar – Councillor Pioneer Pumps
Billie Tan – Councillor Regent Pumps
It’s Autumn already which distances us even further from the year I’m sure we’re all pleased to say is behind us now; but COVID-19 lives on and will remain with us throughout 2021. The vaccine rollout has started which is great news, but we still need to cope with it and work our personal and professional lives around it. A stark reminder from the Coronavirus Worldometer has over 110 million infections worldwide and over 2.5 million deaths. By world standards, Australia with 909 deaths managed the pandemic remarkably well.
Your Council is planning events for the year and at the time of writing the PIA’s 2nd Pumps and Systems Training Course was being planned for late March to be held in Melbourne. Our thanks to Ashley White for setting the time aside for running the course. Ashley has a wealth of experience and knowledge, and is highly regarded in this respect.
We’re also planning to hold a PIA meeting in Perth later in April, hosted by Tsurumi Australia. For all those WA Members, I’m sure this will be a great opportunity to attend and meet pump industry colleagues.
I am also pleased to announce that the 6th Edition of the Australian Pump Industry Technical Handbook is about to be published. This is the culmination of a full review over two years by Alan Rowan, our Publications and Training Executive Officer, and a small team of helpers. First published in 1980, the Handbook along with its sister publication, the Pipe Friction Handbook, are keenly sought after both in Australia and New Zealand and further abroad, holding widespread appeal by engineers, consultants, specifiers, designers, pump operators and the like. The publications remain the industry’s standard reference handbooks and an important revenue source for PIA.
So, what does 2021 hold for us? After 2020 it’s difficult to predict,
however, the likelihood of a similar sized shock is remote. What is clear is that much depends on the effective management of public health and the successful rollout of the vaccine. Whilst it is human nature to think the worst when times get tough, predictions for 2021 are pointing to the upside with the belief that the Australian economy will rebound in 2021 more so than in Europe and North America.
Already, we are seeing a strong rebound in the economy. Our industry is well served by the agricultural, industrial and mining markets where commodity prices remain strong – more than enough to offset the withdrawal of the government stimulus at the end of March. That said, there are still companies in industries like tourism and aviation that are still in deep trouble.
As our membership climbs to 100, perhaps it’s time to remind Members of the benefits of being a Member of PIA. Firstly, we are the peak organisation of the Australian pump industry, and our aim is to be the leading authority on pumps and pumping systems; to raise awareness of the Association; to provide a platform for discussion on issues affecting the pump industry with government (as we did in 2020 with the pandemic), instrumentalities and industry; to provide education (through Breakfast Meetings and seminars), and training, technical publications and networking with colleagues to provide a forum for the exchange of industry information. All of this has been somewhat limited in the last 12 months, but as COVID restrictions are lifted, we propose to gradually get back to where we were.
I take this opportunity to thank you all for your continued support both to PIA and the advertorial in our Pump Industry Magazine which has contributed significantly to keeping Members informed of upcoming webinars, training courses and other PIA activities.
Once again, all the best in 2021.
John Inkster President
2 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au PUMP INDUSTRY
Geosequestration & Enhanced Recovery
• Lean solvent charge pumps
• Hydraulic power recovery turbines
• Solvent booster pumps
• Supercritical phase liquid CO2 pumps

UNITED PUMPS SPECIALIST AUSTRALIAN MANUFACTURER OF API 610 PUMPS CO2
CO2
REMOVAL
TRANSPORT
www.unitedpumps.com.au T: +61 3 9464 9500 31 Western Avenue, Sunshine Victoria 3020, Australia Specialising in custom design, manufacture, repair and service of centrifugal pumps for over 30 years
Amine booster pump




ABN: 36 426 734 954
C/- The Commons, Office 1, 36-38 Gipps St, Collingwood VIC 3066
P: (03) 9988 4950
F: (03) 8456 6720
monkeymedia.com.au
info@monkeymedia.com.au pumpindustry.com.au magazine@pumpindustry.com.au
Editor: Lauren Cella
Assistant Editor: Eliza Booth
Marketing Assistant: Stephanie Di Paola
Business Development Manager: Rima Munafo
Design Manager: Alejandro Molano
Designers: Jacqueline Buckmaster, Danielle Harris
Publisher: Chris Bland
Managing Editor: Laura Harvey
ISSN: 2201-0270
CONTENTS This magazine is published by Monkey Media in cooperation with the Pump Industry Australia Inc. (PIA). The views contained herein are not necessarily the views of either the publisher or the PIA. Neither the publisher nor the PIA takes responsibility for any claims made by advertisers. All communication should be directed to the publisher. The publisher welcomes contributions to the magazine. All contributions must comply with the publisher’s editorial policy which follows. By providing content to the publisher, you authorise the publisher to reproduce that content either in its original form, or edited, or combined with other content in any of its publications and in any format at the publisher's discretion. NEWS Hydrogen projects proposed in VIC and WA 6 $177.5 million for Goulburn-Murray irrigation infrastructure 7 $100 million wastewater treatment plant upgrade underway .................8 Coal mine to be trialled in pumped hydro scheme 10 West to East Coast gas pipeline deal signed 11 Europump reveals energy-saving proposal ............................................ 12 WA funds $1.5 million water program for farmers 13 Heat pumps to help power new Queensland neighbourhoods ............ 14 PIA MEMBER NEWS The experience and capability of a world-leading pump manufacturer .................................................. 18 Layflat vs polypipe ................................................................................... 20 Drive Systems expands Poona Couplings range of rubber in compression couplings ........................................................ 22 INDUSTRY NEWS Reliable under pressure ........................................................................... 24 Cover shows the Lloyd Street Pump Station which is being converted to variable speed operation as part of Seqwater's $11 million waterworks package. pumpindustry Powering Australia’s tallest man-made waterfall Increasing transfer capacity in South East Queensland HVAC pump selection and considerations
by Monkey Media Enterprises
Published





MOTORS, DRIVES AND ENGINES
5 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 pumpindustry WATER Innovative off-grid feedwater purifying system improves water access to remote communities 26 Providing water transfer solutions – however or wherever it’s needed ..............................30 Boosting water security in Gippsland 32 Trust ITT Blakers for all your water pumping needs 34 Increasing transfer capacity to secure water for the northern section of the SEQ Water Grid .....................36 Raw water pump upgrade strengthens Echuca's water supply .............................40
Pump Genius 42 Designing a hydraulic system to power the tallest man-made waterfall in the Southern Hemisphere ....... 44 Optimising the Bonny Hills Wastewater Treatment Plant to cater for population growth ........... 48 SEALS Mechanical seals vs packing gland? 52 Overcome severe service duty application challenges with seal face technologies 57
The future of booster set technology ............................. 58 HVAC pump selection and considerations ..................... 60 Solutions for HVAC: in-line and close-coupled SAER pumps 62 TECHNICAL Upgrading the mechanical design of vertical multistage centrifugal pumps in low temperature service 64 Successful project management (Part 2) 68 Regulars : President’s welcome ....................................................... 2 Ask an expert: Mechanical seal maintenance options to successfully reduce maintenance costs 72 Pump school: What is the difference between a hose pump and a tube pump? 74 Editorial schedule 76 Advertisers’ index ......................................................... 76
HVAC AND BUILDING SERVICES
HYDROGEN PROJECTS PROPOSED IN VIC AND WA
Australian Gas Infrastructure Group (AGIG) has partnered on two bids to the Australian Renewable Energy Agency (ARENA) for renewable hydrogen projects in Victoria and WA.
In Victoria, Australian Gas Networks (AGN) – part of AGIG – is partnering with global low-carbon energy company ENGIE to develop a renewable hydrogen project that will supply carbon-free hydrogen at volumes of up to ten per cent, to around 40,000 existing residential, commercial and industrial connections.
The 10MW Hydrogen Park Murray Valley (HyP Murray Valley) project will be co-located with the West Wodonga Wastewater Treatment Plant, and supply renewable hydrogen blended with natural gas to customers on the existing Albury-Wodonga gas distribution network, with the facility also able to supply industry and transport markets.
The HyP Murray Valley bid has been submitted alongside the Clean Energy Innovation Park (CEIP) project proposal, a joint venture between AGIG and international integrated energy group ATCO.
The CEIP will be located alongside renewable electricity generation assets in Warradarge, Western Australia. It comprises a 10MW electrolyser and is capable of producing four tonnes of renewable hydrogen per day for use in gas networks, industry and transport.
These projects add to AGIG’s current hydrogen developments in Hydrogen Park South Australia and Hydrogen Park Gladstone in Queensland, and align with AGIG’s commitment to target ten per cent renewable gas in networks by no later than 2030.

AGIG Chief Executive Officer, Ben Wilson, said the Hydrogen Park Murray Valley project will put the whole of Albury-Wodonga on up to a ten per cent renewable hydrogen blend in the existing natural gas distribution network, as well as providing other services including electricity grid support, oxygen sales and the potential to supply hydrogen to cars, buses and trucks.
“Hydrogen Park Murray Valley will be globally significant in terms of market outreach, to around 40,000 connections, and its co-location with a wastewater treatment facility,” Mr Wilson said.
“It will demonstrate sustainable outcomes across the water, gas and electricity sectors. It aims to deliver a highly replicable model enabling the decarbonisation of more than 5.2 million gas connections in Australia.
“The CEIP in Western Australia delivers highly efficient renewable hydrogen production at around 4,000kg per day.
“ATCO and AGIG are already significant players in the Western Australia gas market, providing distribution and transmission services respectively. The CEIP joint venture brings together our strengths to establish a commercial hydrogen sector in the state.
“Both of these projects are eight times larger than our existing Hydrogen Park South Australia, which is the biggest hydrogen project under commissioning in Australia and one of the largest in the world, and demonstrates our commitment to play a leading role in Australia’s renewable hydrogen journey.”
Following Expressions of Interest in May 2020, seven projects, including Hydrogen Park Murray Valley and the CEIP were invited by ARENA to submit a full application as part of the $70 million Renewable Hydrogen Deployment Funding Round.




pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au 6 NEWS
52 Woodlands Drive, Braeside Victoria 3195 PO Box 876, Braeside Victoria 3195 Tel: (03) 9588 6900 Fax: (03) 9588 6999 Email: info@lkdiesel.com.au Web: www.lkdiesel.com.au • Petrol engines up to 13 HP • Diesel engines up to 83 HP • Generating sets up to 30 KVA We provide diesel engine solutions to EMPOWER your business WATER PUMPS ALSO AVAILABLE
The Federal Government is providing $177.5 million for the Goulburn Murray Water (GMW) Water Efficiency Project to upgrade aging off-farm water infrastructure in the Goulburn-Murray Irrigation District.
$177.5 million for Goulburn-Murray irrigation infrastructure
Minister for Resources, Water and Northern Australia, Keith Pitt, and then acting Victorian Water Minister, Richard Wynne, said it was a landmark investment in recovering water through off-farm efficiency and infrastructure projects, preventing the need for water buybacks.
Mr Pitt said it demonstrated the Federal Government’s commitment to off-farm water recovery.
“I am pleased to announce this offfarm funding that will modernise and make Victoria’s largest irrigation system more efficient, generating significant water savings without damaging regional economies,” Mr Pitt said.
“This is an investment in practical infrastructure upgrades across the Goulburn-Murray Irrigation District, which accounts for more than 70 per cent of all water stored in Victoria and around 90 per cent of water used for irrigation purposes across the state.
“I acknowledge the work of the Victorian Government, especially my colleague Water Minister, Lisa Neville, for getting on with the GMW Water Efficiency Project and making sure it is a case study in thorough community consultation.
“Socio-economic considerations have been, and will continue to be, front of mind for Victoria as they work to make sure local communities and businesses benefit.”
Mr Wynne said the project meant local jobs for local communities.
“The GMW Water Efficiency Project will provide significant economic stimulus for local and regional communities by creating hundreds of full time jobs during the construction phase while delivering significant environmental outcomes,” Mr Wynne said.
“The Victorian Government, through our delivery agency Goulburn-Murray Water, will deliver the GMW Water Efficiency Project generating 15.9GL of environmental water savings by modernising or decommissioning more than 250km of channels and upgrading more than 1,000 outlets by 2023.
“We’ve already recovered around 826GL for the environment and we’re ready to start delivering through the GMW Water Efficiency Project as soon as possible.”


7 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 NEWS Thousands of Pumps Have Never Seized Thousands of Pumps Have Never Seized Yonkers, NY USA Pumps fitted with GRAPHALLOY® wear parts survive upsets. • Run dry and keep running • Self-lubricating • Non-galling • Won’t swell • Corrosion resistant • Dimensionally stable • Improved efficiencies • -400˚F to 1000˚F (-240˚C to 535˚C) +1.914.968.8400 • www.GRAPHALLOY.com GRAPHITE METALLIZING CORPORATION

$100 MILLION WASTEWATER TREATMENT PLANT UPGRADE UNDERWAY
Stage one of the Loganholme Wastewater Treatment Plant (WWTP) upgrade is underway, the first of more than $100 million in major upgrades, which will include an upgrade to the pump station.
City of Logan’s largest water treatment facility services around 300,000 residents and is home to Australia’s first permanent biosolids gasification facility.
The $27 million facility transforms sewage sludge into renewable energy and a safe, environmentally friendly product called biochar. Trials were conducted in 2020 and the facility is expected to be operational by mid-2022.
Once running, it will reduce the volume of biosolids (sewage sludge) by 90 per cent, reducing environmental consequences and providing cost savings to ratepayers.
Council will also spend around $69 million to upgrade the WWTP’s main treatment process. This includes construction of a modern membrane bioreactor treatment facility covering 3,500sqm.
The technology will increase the plant’s treatment capacity from 45 million litres per day to 67 million litres per day and will service an additional 100,000 people.
It will complement the existing conventional treatment process and enable the transfer of flows from the Beenleigh
WWTP, which will be decommissioned.
The move is estimated to save ratepayers around $27 million in operating costs over the next 20 years.
Council’s drive to carbon neutrality will also take another leap forward with the construction of a 1,000KW solar array at the plant with construction starting in March 2021.
The $3.6 million project will include around 3,000 solar panels covering around 3,700sqm.
Meanwhile, a 30-year-old wastewater pump station at the plant will get a $6 million makeover including new pumps, valves and pipework to more efficiently manage incoming wastewater flows and enhance safety for operators.
City Infrastructure Chair, Councillor Teresa Lane, said the upgrades would minimise community impacts associated with conventional treatment processes and maximise the use of the flood-free land available on-site at Loganholme.
“This is a world-class facility and the envy of councils Australia-wide,” Ms Lane said.
“While the infrastructure upgrades will streamline operations and create efficiency, they’re creating employment and work opportunities for hundreds of construction jobs for Logan residents and contractors.”

Consider GOULDS PUMPS for all your industrial process pumping needs.
ITT Goulds Pumps make the widest range of pumps in the industry with pumps to handle virtually any service.
Optimum reliability and performance in all industries including:
- Chemical
- Pulp and Paper
- Mining and Minerals
- Power Generation
- Oil and Gas
- Primary Metals
- Water and Wastewater
- Food and Beverage
With our extensive range of pumps, first class customer service and ongoing comprehensive support, Kelair Pumps are second to none when it comes to your pumping needs.


pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au 8 NEWS 3196 i-FRAME® ANSI Process Pump 3185 i-ALERT® Process Pump i-ALERT® Monitoring System WHEN PUMP KNOWLEDGE MATTERS Rely on Kelair Find out more today 1300 789 466 www.kelairpumps.com.au 03/20
An ITT Brand
VSD Earth Leakage Protection

Arc-Flash Protection


Motor and Pump Protection

Robust Protection for Critical Infrastructure
Trust your motor and pump protection to the experts. Littelfuse protection relays stand up to the harshest conditions and safeguard the most critical parts of your operation. Our field application experts will help you update your protection to extend the life of your equipment, mitigate arc-flash hazards, and reduce the risk of electric shock.
relays@fuseco.com.au www.fuseco.com.au
Fuseco 1300 651 460
PGR-8800 Arc-Flash Relay EL731 Sensitive AC/DC Earth Leakage Relay MP8000 Bluetooth Overload Relay
COAL MINE TO BE TRIALLED IN PUMPED HYDRO SCHEME
The Australian Renewable Energy Agency (ARENA) has announced that it will help fund a new technical feasibility study into the use of an underground coal mine as part of a NSW Pumped Hydro Energy Storage (PHES) scheme.
ARENA will provide $995,000 in funding to Centennial Coal (Centennial) for a technical review and pilot trial to examine the feasibility of repurposing an underground coal mine for pumped hydro just south-west of Newcastle at Newstan Colliery, Fassifern. The mine has been in care and maintenance since 2014.
The New South Wales Government will also provide $4.16 million to jointly fund the technical review, pilot trial and further fund the following feasibility study, as part of their $75 million Emerging Energy Program.
The $13.04 million project will be ARENA’s first investment into the feasibility examining the repurposing of the former underground coal mine, building upon the current knowledge bank of PHES studies as well as looking at new approaches to assessing PHES developments.
If built, the utilisation of Centennial’s underground coal mine for PHES is expected to bring a lower cost of civil construction works relative to standard PHES projects due to the existence of a lower reservoir, the site already being grid connected, close to transmission lines and access to a secure water source.
These factors could lead to a broad commercialisation uptake in repurposing other disused brownfield sites and coal mines as hydro plants.
If feasible, the proposed 600MW PHES plant would employ nearly 1,000 people during construction and a further 50 people in ongoing operational roles.
ARENA CEO, Darren Miller, said repurposing brownfield sites like coal mines represent a significant opportunity for locating pumped hydro energy storage in the future.

ENGINEERS

“Through Centennial’s study, we aim to discover the factors that could lead to broad commercialisation uptake in repurposing brownfield sites and giving them a second life as energy storage facilities to support the growing share of renewable energy in our system,” Mr Miller said.
“On top of potentially lower construction costs by using the site, there would be future employment opportunities in the construction and operation of a PHES scheme.”
Katie Brassil, Centennial’s Executive General Manager External Relations, said, “We are excited to be working with ARENA and the NSW Government on this pumped hydro project which represents an important and tangible step in evolving Centennial’s business from one solely based on coal, to a diversified energy company.
“This project will explore the potential to utilise our existing assets of land, geographic proximity to infrastructure, gas and underground mining voids to provide large-scale energy storage and dispatchable generation in the future.”
Enhanced Evaporation Systems For Effective Pond Management

Remote monitoring of weather and system operation
Intelligent adaptive control system to eliminate spray drift
No clogging in high TDS waters and suitable for any pH water Quiet Electric
Enquiries: gjc@gjc.com.au
10 Peekarra Street, Regency Park, SA 5010
Phone: 08 8118 6450 www.gjc.com.au

pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au 10 NEWS
West to East Coast gas pipeline deal signed
Western Gas and APA Group have signed a Memorandum of Understanding (MOU) to develop and market a study to supply Equus gas to Western Australia and the East Coast via a transcontinental pipeline.
The scope of the study comprises a detailed assessment of development, commercial, marketing and regulatory aspects of the project, which will form the basis of an integrated bankable feasibility study.
The study is a key step in delivering a new and independent gas supply for Western Australia and East Coast gas customers.
The Australian-owned upstream and pipeline projects would support long-term domestic energy needs, create new jobs, drive significant economic and social benefits, and increase national energy security.
The Western Power owned and operated Equus Gas Project is a development-ready 2Tcf gas and 42MMbbl condensate (2C) project located offshore about 200km north-west of Onslow in Western Australia.
The independently certified low CO2 Equus resource is sufficient to supply 350TJ/d of gas for more than 15 years.
This gas supply is equivalent to 35 per cent of WA gas demand, 75 per cent of New South Wales (NSW) gas demand, or about 35 per cent of the combined gas demand of NSW and Victoria.
Western Gas plans to develop the Equus fields via a 210km offshore pipeline to the Ashburton North Strategic Industrial Area (ANSIA).
Establishment of this offshore pipeline has the potential to enable development of other stranded gas resources, creating opportunities for additional gas supply into domestic markets and new value-adding gas-related developments.
Gas supply to the East Coast would be via an onshore transcontinental pipeline.
Equus provides the large-scale, dedicated and proven gas resource necessary to support the development of the transcontinental pipeline and delivery of competitively priced gas to customers on both the West and East Coast markets.
Andrew Leibovitch, Executive Director, said, “We are delighted to be working with APA Group to advance an Australian resource for supply to Australian markets at an affordable price.
“This collaboration brings together our independentlyowned proven gas resource with APA’s long-standing expertise in pipeline construction and operation, and its strong relationships with domestic customers and retailers.
“Expectations are that gas supply will tighten in East and West Coast markets from the mid-2020s in the absence of the development of new gas fields.
“Equus has the opportunity to meet those market needs, as well as create new gas supply opportunities independent of LNG focused developments.”




Layne Bowler vertical turbine and submersible pumps have a proven record under the most demanding and toughest of conditions.
VERTICAL TURBINE PUMPS
• Flows to 7,500 L/Sec
• Heads to 500 m
• Power to 1000+ kW
• Temperatures to 150°C
• Bowls Diameter up to 45 inch
Applications
• Irrigation
• Water supply
• Process water
• Geothermal
• Cooling towers
• Fire protection
• Marine
• Water treatment
• Dewatering
SUBMERSIBLE PUMPS
• Flows to 140 L/Sec
• Heads to 200 m
• Power to 110 kW
• Bowls Diameter in sizes 6”, 7”, 8” and 10”
Applications
• Irrigation
• Deep well water supply
• Inline booster
• Service water
• Dewatering

Brown Brothers Engineers have innovative solutions whatever your application. Contact us today about your requirements.
11 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 NEWS
DELIVERING PUMPING SOLUTIONS Ph: 1300 4 BBENG www.brownbros.com.au 03/21
EUROPUMP REVEALS ENERGY-SAVING PROPOSAL
Europump, the European Association of Pump Manufacturers, has announced its intention to implement the extended product approach (EPA) for water pumps on behalf of its members.
Europump represents 16 national pump associations in 12 EU member states, as well as Russia, Switzerland, Turkey and the UK. Its members represent more than 450 pump companies with a collective production value of more than €10 billion, and an employee base of some 100,000 people across Europe.
Europump plays a significant role in helping to create the product and application standards that shape the manufacture, supply and installation of pumps and their related systems. Its Technical, Standards, SME, and Marketing Commissions, engage in a wide range of matters and interface with a host of other trade organisations and institutions around the world.
One such area of activity relates to the European Union’s ongoing revision of the Eco-Design Directive and its Implementing Measures, which are intended to facilitate a notable reduction in the energy used by a broad range of products and equipment,
be they for domestic, commercial or industrial applications.
Europump’s proposal would mean, in energy use assessment terms as required by the Directive, that not only should the actual pump be included, but also the associated electric motor and control system, which collectively comprise the entire pumping unit.
By way of precedence, this approach has already been readily accepted in the case of heating pumps.
Total lifecycle cost counts
This proposal would have a huge impact on energy efficiency. After China and the US, the continent of Europe has the third largest electricity consumption in the world – around 3,300 terawatt hours (TWh) per year.
More than 30 TWh of this is accounted for by electric pumps. That is the equivalent to the generated output of 30 large coal-fired power plants.
The Eco-Design Directive aims to improve the environmental impact of energy-intensive products through optimal design. Europump has determined that water pumps can reduce electricity consumption by 35TWh from 137TWh a year.
This would make it possible to shut down four coal-fired power stations. However, these enormous energy savings can only be achieved if indeed the narrow product approach is abandoned in favour of an extended product approach; with the aggregated savings being considered over the entire lifecycle of the product and its related system.
Making the right climate protection decisions
Representations are ongoing, with the pump industry determined to encourage the legislators to move away from the existing product approach that was adopted in 2009 for water pumps.
Frank Ennenbach, Chairman of the Standards Commission at Europump, said, “We see a real danger that we will not save the 35TWh that we could.
“We will then miss the opportunity to make a major contribution to sustainability and climate protection.
“We have everything we need. We just need the legislator to make the right decisions.”
Europump said that it supports the demand of pump manufacturers to move from the ‘narrow’ to the ‘extended’ product approach when assessing the energy efficiency for water pumps.


pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au 12 NEWS

WA funds $1.5 million water program for farmers
1.5 million has been allocated by the Western Australian Government towards Watersmart Farms, a project to assist farmers to adopt selfsufficient water supply systems and build long-term drought resilience.
The Watersmart Farms project facilitates the rapid, widespread adoption of on-farm desalination plants in agricultural regions to process brackish groundwater into a suitable resource for livestock, crop agronomy and other agribusiness activities.
The project seeks to optimise desalination technology and its application in the Wheatbelt and Great Southern regions, including assessing the technology, economics and systems, identifying suitable groundwater resources, and investigating options for the disposal of brine.
Researchers will examine how to improve farm dams and catchments to provide water in dry periods, including undertaking a targeted drilling exploration program to locate suitable groundwater for desalination trials.
The project aims to attract future co-investment to support the development and adoption of innovative and sustainable water supply options.
Western Australian Agriculture and Food Minister, Alannah MacTiernan, said, “Watersmart Farms will encourage onfarm initiatives to build drought resilience, particularly through desalination.
“With a record 12 Water Deficiency Declarations in the agricultural region during 2020, the cost and efficiency of securing suitable water supplies has become a major challenge for farmers.
“This visionary project builds on work by the Department of Primary Industries and Regional Development, Water Corporation, Murdoch University and the Wheatbelt Development Commission to assess on-farm desalination infrastructure and the implications to businesses, regional economies and the environment.
“There are now more than 30 small desalination plants across the agricultural region, reflecting a thirst by farmers to invest in self-sufficient, reliable, quality water supply systems.
“The groundwork laid by this project will position WA as a strong partner for future co-investment in innovative water security solutions to create a more resilient and self-reliant farming sector that is better able to adapt to climate variability.”

AUSTRALIA’S TRUSTED DIESEL POWER AUSTRALIA’S TRUSTED DIESEL POWER






13 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 NEWS 59 Export Dr, Brooklyn VIC 3012 Email: sales@wellcross.com.au wellcross.com.au 130 0 656 276
Adelaide | Brisbane | Melbourne | Perth | Sydney | Townsville Australian owned and operated since 1926. Manufactured in Australia. FOR YOUR PUMPING & IRRIGATION NEEDS ▶ Diesel Engines up to 800hp ▶ Diesel Generators up to 860 kVA ▶ Diesel Generators for prime, standby, sub pumps & centre pivot power $
Heat pumps to help power new
Neighbourhoods in two new residential developments, Carseldine and Oxley, are being completely powered by heat pumps, solar and battery, delivering major electricity cost savings for homebuyers.
Deputy Queensland Premier and Minister for State Development, Steven Miles, said both developments, which feature zero net energy emission homes, are showcasing innovation and sustainability, while supporting economic recovery and job creation.
“All the Carseldine Village terrace homes and the Oxley Songbird detached residential dwellings, will come with solar PV, battery storage systems, heat pump hot water systems, WiFi air conditioning and will be electric vehicle charger ready,” Mr Miles said
“This could save owners up to $1,600 per year off their power bills.”
Queensland Minister for Energy Renewables and Hydrogen, and Minister for Public Works and Procurement, Mick de Brenni, said that these futuristic homes were ensuring that Queensland reaches its renewable energy target of 50 per cent by 2030.
“We know that Queenslanders want smart, efficient homes that run on clean energy because ultimately it will save them money,” Mr de Brenni said.
“As we move to a carbon-neutral future, this sort of housing design is something that we are working towards becoming the norm across Queensland with updates for the National Construction Code in the pipeline.
“The Palaszczuk Government has also helped homeowners across the state enjoy lower costs when they receive their energy accounts, with a $250 electricity rebate delivered to households last year.”
Member for Aspley, Bart Mellish, said the Carseldine Village development had committed to delivering net-zero energy emissions with energy saving features to slash power bills.
“There will be a solar PV system in every home, with an AlphaESS solar battery to store surplus energy generated from the solar panels to provide power when the sun isn’t shining,” Mr Mellish said.
“This will save people living in terrace homes here in Carseldine money on
their power bills and make living here a more sustainable choice.”
An energy assessment found in comparing an average existing home to a similar sized energy efficient terrace home with solar PV and an AlphaESS battery system at Carseldine Village, owners could save up to $1,600 per year.
Mr Miles said at Oxley’s Songbird development, a landmark deal with Natural Solar and Tesla, will see homeowners have access to a solar PV and Tesla Powerwall package.
“Solar PV combined with a Tesla Powerwall will have on and off-grid capability and the option to link into a virtual power plant to generate revenue for the homebuyer,” Mr Miles said.
“This is incredible technology which will mean that in the event of a Queensland storm or power-outage in Oxley, these homes will still have power, so they will be able to use their fridge, lights and favourite streaming service.”
Natural Solar CEO, Chris Williams, said the innovation signifies the Queensland Government’s support of clean, green energy.
HIGH PRESSURE WATER BLASTERS
AVAILABLE IN PRESSURES FROM 200 BAR TO 3000 BAR







pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au 14 NEWS
SPECIALIST IN WORLD CLASS HP/UHP PUMPS TO SUIT YOUR APPLICATION MINE SPEC OPTION AVAILABLE mxj@denjet.com www.denjet.com.au +61 0439 118 776
Queensland neighbourhoods
“Homeowners at Songbird Oxley, can expect to save up to $2,000 per year, delivering a return on investment in around five years,” Mr Williams said.
With solar, you typically generate more energy than you need, so by combining with the Tesla Powerwall, it can be stored and used when needed.
“As Australia’s largest installer of solar batteries, we are proud to be at the forefront of energy innovation within new homes.
“Helping deliver this collaboration between Tesla and the Queensland Government closely aligns with our vision that all new homes across Australia should include world-class leading energy efficiency on the journey to net-zero carbon emissions.”
Mr Miles said both developments are demonstrating the use of innovation across different housing markets, with Carseldine Village featuring terrace homes and Songbird at Oxley catering for traditional detached homes.
“We’re hoping to inspire more home builders and developers to design and build sustainable, net-zero emission homes across Queensland,” Mr Miles said.

INCREASED EFFICIENCY SMART CONVEYING TECHNOLOGY
Smart Conveying Technology (SCT) provides quick maintenance, significantly reduced life cycle costs and the shortest downtime. Smart Seal Housing, the newest innovation for SCT pumps, removes the need to dismantle the suction or discharge pipework for inspection and replacement of the mechanical seal.
y Adjustable stator restores pump efficiency
y Reduced maintenance time by up to 85%
y Increased energy savings compared to conventional progressive cavity pumps
y Easy retrofit onto your existing SEEPEX pumps
y Up to 200% longer stator life
y Rapid removal and reassembly of mechanical seal
15 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 NEWS
Smart Rotor
Smart Stator
Smart Rotor Technology
Smart Seal Housing
SEEPEX Australia Pty. Ltd. T +61 2 43554500 info.au@seepex.com www.seepex.com
WORLD CLASS LAY-FLAT HOSES
WELLMAN FLEXIBLE RISING MAIN WELLMAN 120


RAPID INSTALLATION & RETRIEVAL OF THE SUBMERSIBLE PUMP
Supplied in a single length to the required pump setting, there are no flanges or joints, except at the pump and headworks.
LOW MAINTENANCE
All synthetic materials of construction mean that there is zero corrosion and no scale build up. The high grade polyurethane lining and cover material is resistant to hydrocarbon fuels, many chemicals, ozone and UV, abrasion and microbial attack.
SUPERIOR HYDRAULIC PERFORMANCE
The textile reinforcement is designed to swell under operating conditions up to 15%. This feature gives a nominal increase in riser diameter, reducing friction loss and improving hydraulic performance.

INTERNATIONAL DRINKING WATER CERTIFICATION

AUSTRALIA AS-NZS4020-2005 APPROVED
UK WRAS APPROVAL to BS6920
USA NSF61 LISTED
GERMANY KTW-DVGW APPROVED
POLAND PZH APPROVED



KTW-DVGW
CABLE ATTACHMENT STRAPS
On large diameter risers, two straps are fitted for applications with heavier cables and other ancillary equipment such as high and low level monitoring sensors.
SAFETY RATIO
The safety ratio between ultimate tensile strength and maximum recommended load is 2.5 : 1.
TYPICAL APPLICATION INCLUDE
• Groundwater abstraction – potable an brackish
• Water supply wells in R.O. desalination plant app
• Food processing
• Irrigation / Agriculture
• Environmental monitoring
• Mine de-watering
• Land stabilization
• Solar power systems
• Offshore rig fire water and service pumps

FOR MORE INFOMATION CONCTACT ADVANCED INDUSTRIAL PRODUCTS Head Office and Warehouse: 55 Bernoulli Street, Darra QLD 4076 sales@advancedip.com.au

Designed for long life and maintenancefree service in the harshest environments. This market leading hose is tough and durable with exceptional resistance to abrasion and cutting.



A heavy reinforced fluid transfer hose made from a blend of nitrile rubber and PVC, with added UV barrier to prevent damage from UV radiation.

Mandals AS (Part of the Michelin Group) is one of the pioneers and, today, leading manufacturer of Premium flexible lay-flat hoses worldwide.
Our history and roots began in 1775 in the iconic city of Mandal, in the southern tip of Norway, and ever since, the “Legacy Through Innovation” has been the inspiration that leads us to offer our customers products and services that support costs and operational solutions.
Designed and produced with the highest quality raw materials, high-tech machinery and constant investment in research and personnel, Mandals offers a wide range of flexible lay-flat hoses that operate across various industries in harsh environments, that support costs and operational solutions. Our rigorous testing process guarantees all hoses against defects in raw materials and processes under normal working conditions.
Mandals AS is one of the oldest companies in the production of circular looms. Our invention was patented almost 100 years ago, and yet today, it continues to be a great demand by the leading hose manufacturers around the world. Our Loom consists of 17,000 individual pieces manufactured with state-of-the-art machinery and detailed by top qualified staff, which gives high precision to the construction of the yarn, twisting and weave of the jacket. www.mandals.com

LOOKING TO RECYCLE INDUSTRIAL HOSES?

Mandals leads the world in research and development projects to explore how renewable and recycled materials can be used in the production of high-end industrial hoses. A new project is already underway with the purpose of developing a recycling and re-use process of the polyester-based weave material in order to double the durability and lifespan of the lay-flat hose, while significantly reducing the life cycle cost.
A Michelin Group Company
POWAFLEX PU TRAVELFLEX
The experience and capability of a world-leading pump manufacturer
Ebara is known worldwide as one of the largest and most diverse manufacturers of custom, industrial and general purpose pumps. Since its beginnings in Japan over 100 years ago, the Ebara Corporation has been a major supplier of pumping equipment to Japanese industry, and over the last 50 years expanded to all industrial markets worldwide.
Ebara has factories and sales offices in six continents and has recently undertaken a major globalisation of its standard industrial product range. This includes the introduction of a new range of EN733 end suction pumps, and a redesigned and economical vertical multistage pump.
In Australia, the Ebara name has been renowned for its quality and reliability. The Ebara Pumps Australia standard product line has been sold and supported in Australia for over 30 years.
Ebara continues to supply world-leading pumps.
Two recent examples are shown below:
Ebara has supplied some of the world’s largest boiler feed pumps to supercritical power plants in China. These were the first single pumps capable of supplying boiler feed water to an entire 1,000MW power plant.

Discharge: 500mm (20") Power: 37,000 kW (37 MW)
Duty: 3,200t/hr @ 3,800m.hd.
Many Ebara custom pumps have also been installed in Australian and New Zealand power stations and in industry for over 40 years with trouble free operation. The new products have been designed to global standards to suit the world market, and are manufactured at Ebara owned and managed factories in Europe and South East Asia. This is building on the 100 years of Japanese technology and engineering expertise obtained in the manufacturing of high-end custom pumps.

Ebara has recently manufactured its largest submersible pump in terms of length and motor power. This will be installed at Lake Mead to supply water to Las Vegas, US.
Diameter: 900mm Motor Power: 2,500kW
Duty: 79m3/min @ 132m.hd. Length*: 130m
Length*: The pump is assembled with 24 x 5.2m column pipes
pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au
18 PIA MEMBER NEWS | PARTNER SOLUTIONS
Ebara have been supplying pumps into Australia for over 30 years and have gained a reputation for their quality and












www.ebara.com.au EBARA PUMPS AUSTRALIA PTY. LTD. 7 Holloway Drive Bayswater, VIC. 3153 Ph: 03 9761 3033 sales@ebara.com.au
ahead, going beyond expectations
QUALITY and RELIABILITY
reliability. Looking
EBARA PUMPS -
Japanese technology since 1912
Single stage end suction centrifugal pumps Vertical and horizontal multistage pumps Stamped stainless steel pumps Submersible sewage & wastewater pumps
LAYFLAT VS POLYPIPE
Moving water quickly and efficiently has always been an important part of proficient mine project management. In the case of emergency flooding, as recently seen in the Northern Territory, rapid mine dewatering is essential to keep projects on track.

Crusader Hose, an Australian manufacturer of layflat hose systems for 35 years, knows all about what the best rapid dewatering methods are when managing emergency situations. Although originally starting out as a fire hose manufacturer, it has grown strategically into making hose for the mining sector too. Its wide range now includes Waterlord® for mine dewatering and Flexibore® for groundwater pumping for super- and ultra-deep bores.
An alternative to polypipe
The Waterlord® hose is a popular alternative to polypipe, its main features include ease of handling and rapid deployment.


Incorporated into a reel system, longer lengths of large diameter hose can be managed quickly and efficiently. This is a very labour-saving system, which is being used by leading mining companies all over Australia.
“The ability to have three operators deploy and connect 4km of DN200 pipe in one shift is a major benefit,” Francois Steverlynck, Managing Director at Crusader Hose, said.
“There is no need to weld and drag 6m lengths of polypipe around.”
Waterlord® layflat hose comes in diameters up to DN300 with pressure ratings of 50 bar. Lengths of up to 200m are supplied with reel systems to make handling safe and easy.

pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au 20 PIA MEMBER NEWS | PARTNER SOLUTIONS
Reel system ready to go.
Reel system with 200m of Waterlord hose assembly in action.
Waterlord layflat hose is available up to 200m.
Waterlord mine dewatering hose on hamersley hydraulic winder.
Rapid deployment & retrieval
Mine dewatering
Manages large diameter layflat
Turn-key solutions
Self-contained power source Hose Reel Systems by Crusader Hose are designed for the Australian Mining Sector.


www.crusaderhose.com.au
Crusader Hose Pty Ltd
22 Industry Place, Bayswater VIC 3153 Australia (03) 9720 1100
Customised Layflat Hose Systems We listen. We understand. We design, build
deliver. Call us today. THE PERFECT SOLUTION FOR HANDLING YOUR LAYFLAT HOSE THE PERFECT SOLUTION FOR HANDLING YOUR LAYFLAT HOSE REEL SYSTEM
For enquiries: sales@crusaderhose.com.au
&
REEL SYSTEM
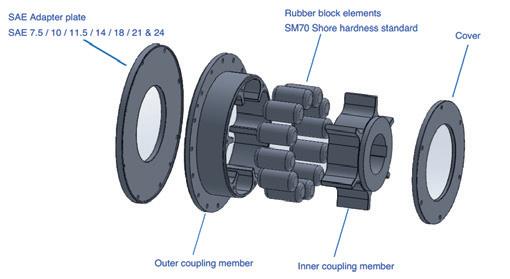
Drive Systems is pleased to announce its appointment as distributor for Australia and New Zealand for Poona Couplings. This includes the expansion of its Poona Coupling product range stocked in Australia to include the RB and PM series ranges suitable for diesel-driven drives and VSD-controlled electric motors drives.
Poona is engaged in the design and manufacture of couplings to suit various applications and market segments.
The fail-safe solutions of the Poona couplings make them suitable for all industrial applications and mechanical power transmission (electric motor and diesel driven) equipment. Along with standard product, Poona has the capability to manufacture a customised solution based on customer requirements and needs. Poona has a flexible and adaptive
RB Series
Poona RB series are ideally suited to diesel-driven drives utilising SAE flywheel connection. RB series couplings can be directly mounted to the flywheel, eliminating the need for stub shafts and can, in some cases, help in reducing overall length of baseplates.
RB series coupling elements absorb unavoidable torsional vibrations associated with internal combustion engines and other reciprocating equipment.
As Poona couplings are intrinsically fail safe, it makes them ideally suited for applications such as fire pumps or applications where it is imperative that the pump continues to operate even in the unlikely event of rubber block damage or failure.
Standard range comprises
• Flywheel to shaft
• Flywheel to shaft with increase shaft engagement
• Shaft to shaft
• Shaft to shaft with increase shaft engagement
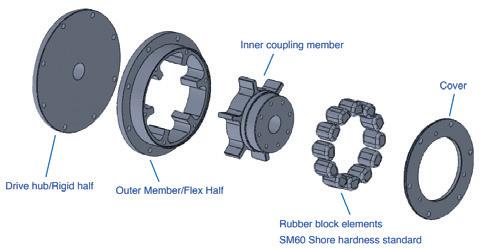
PM series
Poona PM series is best suited for pump drives being driven by electric motors and controlled by Variable Speed Drives where torsional resonance occurs. Drive Systems regularly sees coupling failure due to this very reason.
PM couplings with rubber blocks in compression generally have a lower torsional stiffness than steel coupling and provide additional damping. PM series couplings in compression are commonly used on larger VFD motor/pump drives systems.
PM series couplings utilise a wedge shape, 60 Shore hardness (SM60) rubber block element in compression. Depending on Torsional Vibration Analysis of the drive, various rubber durometer (SM70, SM80) hardness are available to ensure correct coupling setup.
Ensuring the right coupling for the application is critical to maximising the pump set life. Too often we see couplings purely selected on price.
RB and PM features and benefits
Features
• Intrinsically fail safe
• Rubber elements loaded in compression
• Control of resonant torsional vibration
• Maintenance free
• Severe shock load protection
• Accommodation of misalignment
• Zero backlash
manufacturing process to be able to design, engineer and assemble a unique solution, which is engineered to order.
Poona couplings are non-lubricated and utilise rubber blocks under compression to provide dampening of shock and variable loads in the drive system while transmitting high torque. These characteristics make them an ideal coupling for diesel-driven and electric motor drives controlled via Variable Speed Drives.


Benefits
• Provide protection and avoids failure of the driveline under high transient torque
• Ensures continuous operation of the driveline in the unlikely event of rubber block damage
• Achieves low vibratory loads in the driveline components by selection of optimum stiffness characteristic
• No lubrication or adjustment required resulting in low running cost
• Allows axial and radial misalignment
• Eliminate torque amplification through precompression of the rubber element blocks
pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au 22 PIA MEMBER NEWS | PARTNER SOLUTIONS
POONA COUPLINGS RANGE OF RUBBER IN COMPRESSION COUPLINGS
DRIVE SYSTEMS EXPANDS
The latest Poona Coupling catalogue can be downloaded from the Drive Systems website at www.drivesystems.com.au


Reliable under pressure
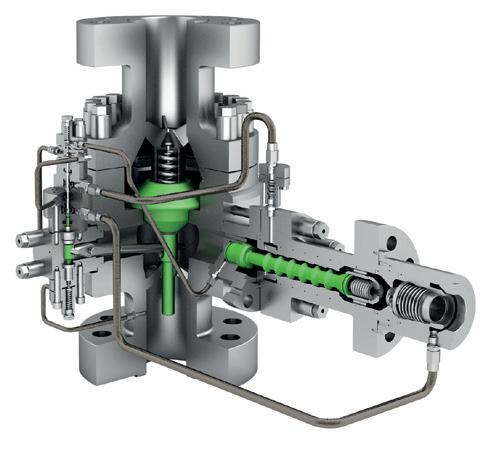
In fossil and nuclear energy generation, as well as in modern solar power plants, the steam circuit pumps are the core of the system, especially the boiler feed pumps. These power plant pumps must be protected against (severe) damage caused by vibrations, cavitation on the suction side, and partial evaporation of the medium due to overheating if the flow rate falls below a minimum. That is the job of the Schroeder Automatic Recirculation Check (ARC) valve.
The boiler feed pumps in gas (CCPP) and biomass power plants pose a particular challenge. Among other things, these systems are increasingly used to compensate for the natural load fluctuations from wind and solar energy use. The associated load changes lead to longer operating phases with heavy partial loads, i.e., very low process flow rates. This means longer operation with a partially open bypass for the minimum flow valve, which is associated with considerable wear and tear. For this operating mode, special minimum flow valves are required that can withstand the resulting loads. These are the Schroeder SIP and SHP series. Alternative areas of application are descaling systems in steelworks, injection pumps for the exploitation of oil and gas reserves, process pumps in the chemical and petrochemical industry, and heat transfer pumps in solar power plants.
Used to protect pumps and installations, Schroeder automatic recirculation valves help guarantee plant safety.
Operating principle

ARC valves are mounted on the discharge branch of the pump or in the pressure line right after the pump. The bypass branch of the valve is connected to the bypass line. The valve operates on demand flow. In start-up conditions with no demand flow to process, the valve will allow the minimum continuous flow through the bypass. As the process demand is opened, the valve will modulate flow between the process and bypass branch. As the process demand exceeds the minimum continuous flow, the bypass will fully close and all flow through the valve is sent to process. If the actual process flow rate falls below the required minimum flow, the valve automatically opens the bypass line, and the determined flow rate can be discharged through the bypass.
The ARC valve ensures that the total pump flow rate (process flow plus bypass flow) is always higher than the required minimum flow. In this scenario, the pump is always protected from low flow conditions.
Schroeder’s
100 per cent quality guarantee
Quality is a top priority for Schroeder Valves. Schroeder only uses premium components and materials and has developed a state-of-the-art test facility where every valve is subject to a 100 per cent pressure and functionality test before delivery. All flow related data is recorded and stored in a database for future reference.
A reliable solution
The ARC valve ensures that the pump never works below the minimum flow. As mentioned above, this prevents damage from vibrations, cavitation on the suction side, and partial evaporation of the medium due to overheating. The Schroeder Valves portfolio ranges from throttles to one-way check valves to high-pressure control valves. Each valve from Schroeder Valves is designed specifically for the customer's pumps and system data, and undergoes a 100 per cent pressure and functionality test prior to despatch.
pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au 24 INDUSTRY NEWS | PARTNER SOLUTIONS
For more information, contact the Australian distributor, www.industritech.com.au





Exclusively distributed in Australia by:
sales@industritech.com.au UNDER PRESSURE.
Pump protection valves designed and manufactured in Germany.
www.industritech.com.au |
The Schroeder automatic recirculation valve for all pressures and all load conditions.
Innovative off-grid purifying system improves water access to remote communities
For the majority of Australians, access to clean and safe water is as easy as turning on a tap. But for the more than 48,000 Indigenous Australians living across 694 remote locations nationwide it is much harder, as the groundwater they rely on can contain high concentrations of minerals that can contribute to disease. Project Gilghi – the brainchild of international engineering, design and advisory company Aurecon and New South Wales Hunter-based electrical engineering company Ampcontrol – is a self-sufficient, sustainable water treatment plant that provides a solution to this problem, delivering affordable and continuous potable water.

26 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au
WATER

The World Health Organisation has estimated that access to clean and safe water and sanitation could reduce the global disease burden by almost ten per cent, but many remote Australian communities still lack access to it. Not only can high concentrations of elements such as uranium be found in the groundwater in the arid areas these communities are located, but a lack of clean water is also a contributor to the high prevalence of diseases such as trachoma and increased child morbidity.
One of the key problems preventing remote communities from accessing clean and safe water that meets Australian Drinking Water Guidelines is energy. Water treatment is energy intensive, accounting for 13 per cent of Australia’s electricity use, and for remote communities without connection to the grid the cost is higher. Infrastructure overcapitalisation is unavoidable if wanting to produce a small-scale drinking water supply, otherwise communities rely on expensive transported water.
Developing the system
The project was developed over three years at Gillen Bore, a remote community about 75km north of Alice Springs. It was sponsored by the Northern Territory Government through a $70,000 Municipal and Essential Services Special Purposes Grant and developed for the Arrernte people as the custodians of the land and Alkupitja Land Trust.
In the past, the community of Gillen Bore had access to bore water, with a new bore sunk in 2014. Despite this, they relied on the continued transport (150km round trip from Alice Springs) of potable water due to high salinity, hardness and low pH levels in the bore water. This was a costly and inefficient expense that nationally in 2017 cost the Australian Government more than $13 million in transportation fees.
Aurecon and Ampcontrol saw an opportunity to address long-overdue water needs of remote communities like Gillen Bore. The team wanted to challenge traditional engineering design with a focus on sustainability and approached the issue from both the treatment process and energy design disciplines.
Julian Briggs, Design Director, Water and Waste Water Treatment at Aurecon, said, “It was realised that the change in rate of technology has not been matched by a change in the way developments have been implemented in the water sector.
“This presented an opportunity to capitalise on renewable power opportunities by comparing the levelised cost of electricity versus unvalued capital in the power grid system.
“For example, pumps are usually designed for peak output and the associated power demand, which results in the installation of many underutilised pumps, often resulting in a large amount of standby equipment. Ampcontrol’s new engineering approach to power management allows for a smarter, more efficient and cost-effective solution.”
Traditionally, water treatment systems operate continuously, whereas Gilghi’s innovative design makes smart use of available solar power to run the plant and charge the batteries during the day. To achieve this the team developed a specialist electrical control system that uses multiple power sources to purify the water, then feed that clean water into the community’s reticulation system.
“By intelligently using available power sources, and batching water pumping and treatment processes, Ampcontrol’s new engineering approach results in a smarter, more efficient and cost-effective solution,” Mr Briggs said.
After around 18 months of operation, system availability of Gilghi has been 99.6 per cent, and the standby diesel generator was only operated for 18 hours in total over that period.
By applying a human-centred approach and specifically focusing on, and addressing the community’s wants, needs and pain points, Gilghi was able to deliver meaningful sustainable value to the local community.

How does the system work
Gilghi’s flexible design enables the system to meet larger supply requirements and different treatment challenges without adversely affecting the cost per litre. Comprising photovoltaic (PV) solar, batteries and a back-up diesel generator, it is designed to take feedwater from a range of sources, including bores, streams, brackish and saltwater. The water is stored in an inlet tank before it passes through three stages of treatment:
27 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 WATER
1. Media filtration (sand media, carbon and softener)
2. Reverse osmosis (RO) unit, comprised of cartridge filters, pressure booster pump and RO membranes
3. UV disinfection system and outlet tank

Once treated, the water is transferred to a storage tank and is ready to use.
In terms of waste stream processing, an evaporation pond is built to treat the brine from the RO process.
The system can produce up to 28kL of potable water per day.
“Traditionally, water treatment systems operate continuously, whereas Gilghi’s innovative design makes smart use of available solar power to run the plant and charge the batteries during the day,” Mr Briggs said.
“The design took a modular approach to inclusion of the process units that provide the water treatment, allowing simple changes to the design to adapt to different feedwater conditions.
“This approach reduces the amount of bespoke design required and thus the overall cost of delivery, historically a significant challenge for small-scale systems.”
Mr Briggs said that installation time was another efficiency gain, with the fully off-grid unit up and running within just a few days and run remotely through satellite communications on renewable energy.
The critical operating functions have also been automated to help local communities to conduct routine maintenance on the devices, creating jobs and opportunities in the process.
Mr Briggs said Project Gilghi was already a huge hit in the local community.
“Simply put, the happiness on the faces of the Gillen Bore community at the opening ceremony communicated the importance of this water to their livelihood better than words ever could.
Overcoming challenges
Due to the project’s remote location, the team had to develop a ‘plug and play’ approach, with all components of the plant prototyped, assembled, connected and tested at Ampcontrol’s facility in Newcastle, NSW.
“We ran batches of brackish (salty) water through the unit and tested the treated water quality to make sure it met the guidelines. Due to the remoteness of the location, anticipating any issues prior to deployment in the Northern Territory was paramount to success,” Mr Briggs said.
“Reducing time spent installing the unit in the field is a critical element to the overall project cost. Careful thought had to be given to installation and commissioning activities that are typically required.
“Gilghi has levelling legs attached to the container so minimal site clearing and preparation works are required. The solar panels are designed to sit on an awning mounted on the roof and side of the unit.
“For the Gillen Bore unit, the panels were stored inside the container for transport, then erected in the field. The unit was up and running within just a few days. For the latest iteration, the PV array is now hinged and folds down for transport and then simply folded out during site installation, further reducing site set-up time down to 1-2 days from delivery of the unit to producing water.”
Ongoing maintenance of the unit was another key challenge – one that is typically faced by such installations of relatively complex technology in remote locations. To overcome this, Gilghi was designed for simplicity of operation.
“The critical operating functions are automated, with the control system identifying and performing the backwash and regeneration functions which are critical to quality, remotely monitored via telemetry by Ampcontrol,” Mr Briggs said.
“We have also designed the system for simplicity of maintenance, avoiding the need for storing and replacing hazardous chemicals in the unit. For Gillen Bore, this allows the local outstation service provider, Ingkerreke Outstation Services, who already visit the site, to do the more routine maintenance – an added benefit to the community by providing training and additional employment opportunities for the mostly indigenous local workforce.”

A roadmap for safe water worldwide
“Gilghi represents a breakthrough, innovative, solarpowered water purifying system solution,” Mr Briggs said.
“The project provides a roadmap for how Australia and other countries can meet the ambitious target of the United Nations’ Sustainable Development Goal 6 — to provide safe and affordable drinking water for all by 2030.
“Aurecon and Ampcontrol would love for other similar communities to be afforded the same opportunity.
“We believe Project Gilghi not only represents the start of a long tail of benefit for remote communities across Australia, and around the world, it is also a solution that highlights the achievements and ingenuity of the Australian engineering profession.”
Project Gilghi was recognised by the Australian Water Association in 2020 as the New South Wales Infrastructure Project Innovation of the Year. It was also recognised in the Social Impact category at the 2020 Good Design Awards for its breakthrough design, and at Engineering Australia's Australian Engineering Excellence Awards 2020, amongst a number of awards.
28 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au
WATER





PROVIDING WATER TRANSFER SOLUTIONS
– HOWEVER OR WHEREVER IT’S NEEDED
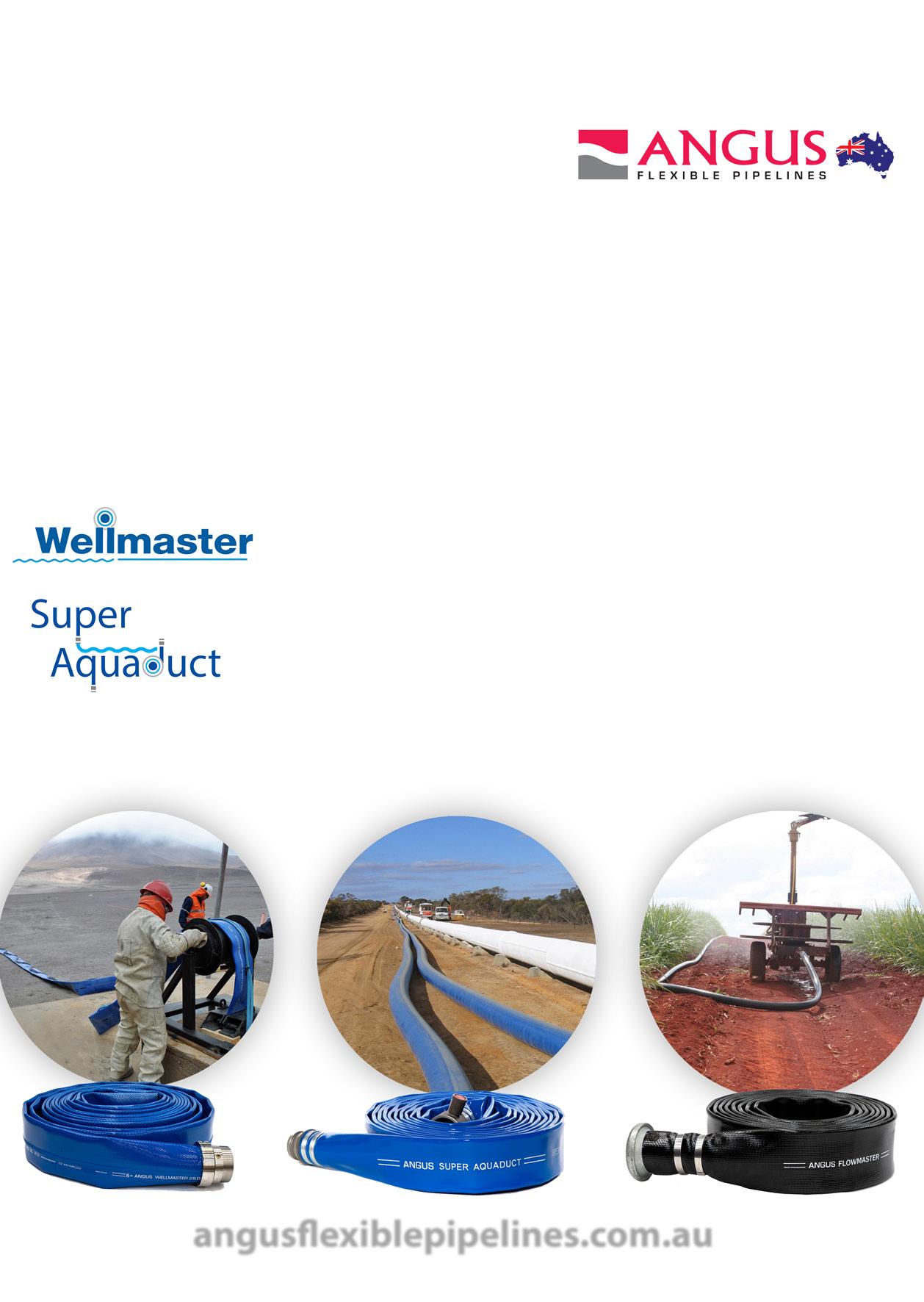
Angus Flexible Pipelines Australia is a leader in providing water transfer solutions to a wide range of applications such as mining, agriculture, military, ship to shore, oil and gas, and many more. At the heart of these solutions is the Angus layflat hose, produced for over 220 years and in use in the harshest and most challenging environments in over 100 countries worldwide.
Premium quality assured
Every metre of an Angus Flexible Pipelines layflat hose is tested before it leaves our factory; giving you 100 per cent assurance of its performance.
Performance
Long, continuous lengths can be quickly deployed whilst high flexibility and kink resistance allows natural ground contours to be followed without putting stress on the pipeline, eliminating expensive path-cutting work. Fewer joints and faster connections mean reduced labour and equipment costs.
Lifetime value
Capable of operating continuously at high pumping pressures with minimal maintenance in even the harshest environments. Our layflat hoses are resistant to abrasion, heat, fuels, chemical, ultraviolet, ozone, weathering, hydrolysis and microbiological attack.
Wellmaster
Wellmaster is the highest performing flexible riser main globally, designed for deeper depths – reaching 320m, as deep as the tallest buildings in Australia.
Wellmaster is designed for use with electric submersible pumps for all types of groundwater borehole extraction, well monitoring operations and mine dewatering. It has been tested to operate at higher pressures than rigid pipe, with a maximum loading of 12 tonnes. As every borehole is different, our dedicated WellCalc software will verify your Wellmaster set up based on your individual operating conditions.
Super Aquaduct
Super Aquaduct, is a flexible layflat pipeline for all emergency and temporary drinking water delivery operations. It is available in long continuous lengths (up to 200m and in diameters from 38 to 300mm) meaning it can be brought into service quickly and effectively.

• Temporary and emergency drinking water operations such as rigid pipe breakages caused by extreme weather and droughts
• The transfer of water following natural disasters such as floods or tsunamis
• Mobile air conditioning units and chiller modules require flexible hose solutions to connect the remotely located chillers to the facility. The robustness and temperature tolerance of the polymer combined with the high burst pressure of the jacket makes Super Aquaduct ideal for such mobile, rapid deployment applications
Flowmaster
Flowmaster is a high-performance flexible layflat hose, designed to perform in the harshest environments. It is the premium irrigation hose for both travelling irrigators and linear irrigation systems, designed to fit a wide range of coupling types and manufactured to meet ASAE 394
Flowmaster is steamed to size, minimising snaking and ensuring the hose coils back easily after use. With a maximum swell of only six per cent at normal operating pressure level of 7 bar, unacceptable hose contraction and excessive weight is severely reduced or eliminated.


30 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au
WATER | PARTNER SOLUTIONS
information on the range of high performance layflat hoses available. Please
Or contact us
sales.australia@angusfire.com.
For more
visit: www.angusflexiblepipelines.com.au.
at:
BOOSTING WATER SECURITY IN GIPPSLAND


The completion of the $15 million Moe-Warragul Interconnect is a significant water infrastructure milestone for Victoria’s Gippsland region, connecting the central and western Gippsland water basins to increase water security for the rapidly growing region and make the network more resilient to climate change. Made up of pipelines and pump stations, the Interconnect enables water to be transported in either direction between Moe and Warragul and links the Latrobe and Tarago systems. spoke to Gippsland Water to find out more about the project and the infrastructure that was constructed.
32 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au
WATER
Darnum Treated Water Pump Station.
Coordinator Field Services, Carlo Basile, at the Darnum Pump Station.
Completed in two stages over ten years, the major project involved the construction of a 6.3km pipeline between Yarragon and Darnum; an 8.3km pipeline between Darnum and Warragul; new booster pumps at Darnum; and a new pump station at Trafalgar West.
Stage one works were completed in 2013 and involved the construction of a new 6.3km DN375 water main from Yarragon to Darnum, as well as a one megalitre tank, pump station and disinfection site at Darnum.
Stage two started and was completed in 2019. This stage involved:

• Construction of inlet works pit and pipework at the Warragul South Basin
• Construction of pump station building at Sunny Creek Road, Trafalgar
• Construction of new 8.3km DN375 water main from Darnum to the Warragul water system
• Further pump station works at Sunny Creek Rd, Trafalgar and at Darnum pump station
• Dosing upgrade works to three disinfection sites
• Installation of swabbing stations and cleaning of the mains from Moe to Warragul
• Installation of pressure reduction valve due to the 400 kilopascal higher pressure imposed by the Warragul system
Procuring and testing the equipment
Gippsland Water’s General Manager Assets, Nic Moss, said the system was designed to be able to transfer between 6.5 and 9.5 megalitres of water per day between the Tarago and Latrobe systems. With the pumping equipment selected

needing to be able handle the required flows and variable speed drives used to vary the flow as required.
“Two Grundfos pumps with 7.5kW motor and Danfoss variable speed drives, were installed at Darnum pump station," Mr Moss said.
“Later, two Hydro-Titan back pull-out pumps with 90kW motor and Danfoss variable speed drives were also installed at the Darnum pump station.
“Over at Trafalgar pump station, two Hydro-Titan back pull-out pumps with 75kW motor and Danfoss variable speed drives were
“All pipework within the pump station buildings was stainless steel with welded and flanged joints. All external buried pipework was ductile iron, polyvinyl chloride (PVC) or polyethylene (PE),” Mr Moss said.
The contracts were in the form of AS 4000 – 1997 General Conditions of Contract, which was a lump sum contract for the supply of all plant, labour and materials.
“We conducted a standard testing program that began with factory acceptance testing, which evaluates the equipment during and after the assembly. We later performed wet and dry site acceptance testing, and performance testing.”
“There were 14 people involved in the commissioning and logistics planning, plus additional field team members undertaking testing, monitoring and flushing.”
The project aligns with the Victorian Government’s goals to further develop the water grid across Victoria – to improve security of supply and meet the challenges of population growth and climate change – and was delivered as part of its Water for Victoria plan.

33 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 WATER
Construction of the 8.3km section of the pipeline between Darnum and Warragul.
Microtunnelling works near Darnum.
TRUST ITT BLAKERS FOR ALL YOUR WATER PUMPING NEEDS
Due to increasing demands from the Australian and international industries to secure more reliable and technologically advanced pumps, ITT Blakers has established itself to become a diverse and all-inclusive pump provider servicing the industry.
With the most widely recognised and respected brands in the global pump industry, ITT Blakers’ highly-engineered critical components and customised technology solutions are achieving significantly improved results.
The company’s offerings include the most comprehensive line of double suction, end suction, multistage, vertical turbine, progressive cavity and chemical dosing pumps for chemical feed, water supply, booster, low lift and high lift.
For non-clog solids handling, a range of horizontal, vertical sump and submersible pumps have helped professional engineers solve water pollution problems around the world, while ITT Rheinhütte Pumpen offers an extensive range of plastic pumps for the industry.

At ITT Blakers, we do essential things in extraordinary ways. Working to supply clean water and treat wastewater are among them. We have been supplying horizontal and vertical pumps to municipal facilities, distribution networks and flood control stations across the world. And ITT Goulds Pumps, with its strong chemical processing heritage, provides a broad range of sealed and sealless chemical pumps to “polish” water treatment plant effluent to make it safe for drinking.
ITT PRO Services® provides a wide range of aftermarket services that help reduce equipment total cost of ownership and improve reliability, including parts, upgrades, repairs, inventory services, lifecycle design, monitoring and control.
The i-ALERT® Equipment Health Monitoring Solution provides customers with a flexible predictive maintenance
program for any level of operation. The solution is scalable to customers’ monitoring requirements.
ITT Goulds
As a global OEM, ITT Goulds offers pumping solutions, which includes but is not limited to:
• ITT Goulds 3400 series horizontal split case centrifugal pumps
• ITT 3600/3393 series horizontal high-pressure multistage centrifugal pumps
• ITT Goulds V series vertical seawater lift pumps
• ITT IC/3196 /3180 end suction centrifugal pumps
• ITT Goulds 3171 vertical cantilever type pumps
• ITT Goulds AF series axial flow pumps
• ITT Rheinhütte specialised corrosive service pumps
• ITT i-ALERT Equipment Health monitor for real-time pump equipment health monitoring
• ITT PumpSmart for efficient and reliable operation of the pump
ITT Goulds’ pump technology and expert knowledge enables the water industry to comply with regulatory requirements by supplying safe drinking water through:
• NSF approved materials as applicable
• Industry leading efficiency with high reliability
• Intelligent pump condition monitoring

SEEPEX
SEEPEX is a leading global supplier of products and services for conveying and controlling liquids. ITT Blakers is an authorised representative covering supply and services of SEEPEX products, with a long spanning relationship of over 40 years.
SEEPEX progressive cavity pumps offer the best conveying and metering solutions in all areas of water treatment:
• MD range for flocculent dosing
• BN range with SCT for sludge feed and transfer
• T range for dewatered sludge
• MD or BN range for hypochlorite dosing for disinfection
ITT Blakers and SEEPEX’s pump technology and expert knowledge enables the water treatment industry to comply with the regulator requirements by supplying safe drinking water through:
• NSF and WRAS approved materials
• Intelligent metering pumps for optimised chemical usage
• SCT

Iwaki Pumps
Iwaki Pumps is a leading global supplier of products and services for precise chemical dosing and magnetic drive pumps. ITT Blakers is an authorised representative covering supply and services of Iwaki products, with a long spanning relationship over of 32 years.
Highly precise control offers a solution for every chemical dosing and transfer application. Iwaki range covers:
• Iwaki’s IX series are digitally controlled direct-drive diaphragm pumps
• Iwaki’s LK series mechanical dosing diaphragm dosing pump pumps
• MD/MDM series leak-free magnetic process pumps
• Iwaki E series solenoid driven dosing pumps
34 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au WATER | PARTNER SOLUTIONS
ITT Blakers partners with its customers to deliver lasting solutions for assets that underpin the sector.
SEEPEX N pump.
Iwaki IX. Goulds 3600.
Essential Water Solutions in Extraordinary Ways
A leading Australian water utility required improved process efficiency and drastic cuts in their increasing annual maintenance costs. The ITT Blakers pump engineering team rose to the challenge, providing upgraded, fit for purpose drop-in replacements.
IMMEDIATELY REDUCING THE PUMPS YEARLY COSTS TO NIL, 4 YEARS IN A ROW AND COUNTING.
Trusted to deliver water solutions like this for more than 40 years, ITT Blakers have been supplying horizontal and vertical pumps to municipal water facilities, distribution networks, water treatment and flood control stations throughout Australia.
DELIVERS WATER SOLUTIONS:
• Lifetime, Reliable Performance Confidence.
• Optimized, Trusted OEM TCO Maintenance.
• Enabled by Accurate Remote Monitoring and Conditioning.
• Proven by Extensive Track Record.
• 100% Australian, Responsive Expert Local Support.


PUMPS:
As a global major OEM, ITT Goulds Pumps, with its 170 years chemical processing heritage, provides a broad range of sealed and sealless chemical pumps to “polish” water treatment plant effluent making it safe for drinking.
SERVICE:
ITT Blakers provides a complete range of aftermarket services reducing equipment total cost of ownership via reliability improvement, along with parts, upgrades, repairs, inventory services, life cycle design, monitoring and control.
MONITORING:
The i-ALERT Ai Machine Monitoring System provides customers with a low cost, integrated package, flexible predictive maintenance program for any level of operation, scalable to customers’ monitoring requirements.

SENSORS
Monitor tri-axial vibration, temperature, run-time hours and pressure

MOBILE APP
Monitor your machine right from your phone with the free mobile app
GATEWAY
Add remote monitoring capabilities by leveraging remote data collection
DIAGNOSTICS
Built in intelligence automatically detects and diagnoses machine issues
Ai PLATFORM
Monitor all of your i-ALERT sensors and machines from a simple web app
Tel: 1300 333 488 | www.ittblakers.com | sales.blakers@itt.com
ITT
INCREASING TRANSFER CAPACITY TO SECURE WATER FOR THE NORTHERN SECTION OF THE SEQ WATER GRID
Seqwater is undertaking an $11 million waterworks package to deliver up to 50 per cent more drinking water and boost water security for the suburbs north of Brisbane and the Sunshine Coast. The package is being delivered through a range of projects including the installation of new valves and upgrades to a number of pump stations to help increase transfer capacity of the area’s bulk water supply transport network. Here, we look at the works completed and being undertaken.
The SEQ Water Grid is made up of a connected network of dams, water treatment plants, reservoirs, pump stations and pipelines that allows treated drinking water to be delivered around South East Queensland as needed. Investment in water supply assets such as pipelines, pump stations and treatment plants are vital to better managing peaks in demand during hot, dry weather, with the series of projects being undertaken by Seqwater through this package of works aiming to increase capacity in the northern section of the SEQ Water Grid.
As part of this waterworks package, Seqwater is upgrading the northern transfer capacity of the bulk water supply transport network between Sparkes Hill Reservoir and Aspley Reservoir. The project aims to better enable water from the Mt Crosby Water Treatment Plants (WTP) to be transferred north to supplement the supply at the North Pine Water Treatment Plant, which in turn can service the northern region of the SEQ Water Grid. To do this, the transfer capacity from the Mt Crosby plants will be increased to about 125 megalitres per day to supply areas normally serviced by North Pine WTP.
Seqwater Chief Operating Officer, Stuart Cassie, said, “In the event of low storage levels at either North Pine Dam and/or Baroon Pocket Dam, production would need to be significantly reduced at their respective plants; the North Pine and Landers Shute Water Treatment Plants. If this occurs, a greater capacity is required to supplement supply to either the Moreton Bay and Sunshine Coast regions. This project helps meet that need.
“Investing in this section of the SEQ Water Grid will particularly benefit Moreton Bay and Sunshine Coast, allowing more drinking water to be transported in times of peak demand and help to reduce pressure on our Sunshine Coast dams.”
Mr Cassie said the adopted solution to achieve this increase is to utilise the Lloyd Street Pump Station to pump directly to Aspley Reservoir by bypassing the Sparkes Hill Reservoir.
“This involves converting the Lloyd Street Pump Station to variable speed operation, modifying pipework at Sparkes Hill to include a series of control valves that open the reservoir bypass pipework and close the reservoir outlet and restrict inlet flow.
“In addition, pressure reduction valves (PRV) are to be located on Urban Utilities-owned Pickering Street and Kitchener Road offtakes to restrict the pressures entering the reticulation network when the bypass pumping is in operation.
A replacement of the existing air valve on the Seqwater main at Appleby Road is also required to accommodate the transients pressures in the new mode of operation,” Mr Cassie said.
Seqwater is working with contractors Heaton Plant and Pipeline for the civil package of works (valving and mechanical works) at Sparks Hill, and CV Services Group for all the pump station upgrades at Lloyd Street and Byrnes Road, as well as Sparks Hill electrical integration with collaboration with Heaton.
Projects being undertaken as part of the package
Some of the projects and works being undertaken by Seqwater as part of the $11 million package include:
Major bypass pipework at Sparkes Hill Reservoir
The installation of a major bypass pipework at Sparkes Hill Reservoir #2 will increase the maximum northern flow transfer capacity into Aspley Reservoir to 125ML/d. This is to be achieved by utilising the existing Lloyd Street Pump Station to pump past Sparkes Hill Reservoir (bypass) into Aspley Reservoir.
Valving is to be added to pipework at Sparkes Hill Reservoir to facilitate this functionality and the pumps at the Lloyd Street Pump Station are to be converted to variable speed operation.
Pressure reducing valves (PRVs) are also required to be added to offtakes from the main to the Urban Utilities network to manage pressure increases in the transfer main, which would otherwise enter the reticulation system.

36 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au
WATER
Lloyd Street Pump Station.

Improvements to the Sparkes Hill Northern Inlet/Outlet
• Construction of a valve pit for the DN500 actuated butterfly valve including the supply and installation of valving and associated pipework and connections to the existing mains
• Supply and installation of a DN600 actuated butterfly valve and associated pipework modifications for installation within an existing valve pit on the outlet of Sparkes Hill Reservoir #1
• The construction, including supply of all materials, for a new DN600 pipeline connection from the QUU DN600 main to the existing DN1200 Sparkes Hill Reservoir #2 connection main:
» The supply and installation of an electric actuator onto the existing DN1200 butterfly valve
» The construction of a new DN600 pipeline from the existing DN600 gate valve, including the supply and installation of bypass valving, air valve, and pit and connections to the existing QUU DN600 main
• The supply and installation of a gearbox pit over the existing DN600 gate valve
• The construction of a valve pit for the DN750 actuated butterfly valve including the supply and installation of valving and associated pipework connections to the existing main
• The removal of existing pipework and relocation of existing services as required to complete new installation works


Sparkes Hill Southern Inlet/Outlet
• The refurbishment of an existing DN750 valve pit including supply and retrofitment with a DN750 actuated plug valve
• The construction of a flowmeter chamber for a new DN750 insertion flow meter, including supply and installation of the flowmeter
• Supply and installation of a scour valve onto existing DN750 main
Upgraded pumps at Lloyd Street Pump Station in
Enoggera
In order to increase the maximum northern flow transfer capacity into Aspley Reservoir to 125ML/d, the pumps at the Lloyd Street Pump Station will be utilised. Valving is to be added to pipework at Sparkes Hill Reservoir to facilitate this functionality and the Lloyd Street pumps will be converted to variable speed operation. Work includes:
• Detailed design of pump station upgrade
• Replacement of motors on existing pumps 1, 2 and 3
• Replacement of pump motor soft starters with VSDs
• Provision of air conditioning system to pump hall
Upgraded infrastructure at Kitchener Road, Stafford Heights
PRVs are required to be added to offtakes from the main to the Urban Utilities network to manage pressure increases in the transfer main which would otherwise enter the reticulation system.
Along with the installation of a flowmeter, these upgrades will increase Seqwater’s ability to distribute water north from the Mount Crosby WTP.
The PRV sites are built to SEQ Code – a consolidated set of design and construction standards for retail water supply and sewerage infrastructure in South East Queensland – and Urban Utilities standards as these will become their assets.
Completing the Stafford Heights upgrade
The PRV and flowmeter that were required for the upgraded infrastructure at Stafford Heights were installed between the Seqwater network and the Urban Utilities’ DN750 trunk main at Kitchener Road.
The project was funded by Seqwater, and engineering company KBR was engaged to undertake detailed design of the asset which would ultimately be handed over to Urban Utilities.
37 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 WATER
Byrnes Road Pump Station.
Work being undertaken to modify pipework at Sparkes Hill Reservoir.
Seqwater Chief Operating Officer, Stuart Cassie.
A critical part of this package of work was successfully completed over the weekend of the 26-27 September 2020, after a long period of collaboration between Seqwater, Urban Utilities, KBR and Dormway.
Installation of the PRV required a significant shut down, and as Kitchener Road is a busy urban road and the installation site was immediately in front of a school (within the pick-up and drop-off zone), careful planning was undertaken to ensure these works were done in school holidays, over the weekend and at night to ensure that minimal disruption to the public was experienced.
Urban Utilities was required to operate over 30 valves to isolate this critical trunk main, and Seqwater was required to operate a 750mm gate valve located on the corner of Kitchener and Appleby Roads. Over 800 homes were letterbox dropped by Seqwater to inform customers of the potential water supply impacts. The school and local businesses in the close vicinity to the job site were also involved and kept informed.
Upgrading the Byrnes Road Pump Station
Seqwater is also completing upgrades to the Byrnes Road Pump Station as part of the investment in water security boosting infrastructure to increase the flow capacity from the pump station to Narangba Reservoir to 43ML/d.
Mr Cassie said the increased flow capacity will be achieved by using the pump station’s existing two pumps to move water to the Narangba Reservoir and converting them to variable speed operation, with a third pump to be installed to provide standby capacity.
“The project also allows for the parallel operation of North Pine Pump Station in conjunction with Byrnes Road Pump Station to maximise the ability to transfer water north into the Northern Pipeline Interconnector (NPI) whilst allowing areas to the south to be supplied from the Mt Crosby WTP,” Mr Cassie said.
The Byrnes Road Pump Station Upgrade includes:
• Detailed design, supply and installation of pump 3 and associated pipework
• Replacement of the main switchboard
• Upgrade of power supply to main switchboard
• Replacement of motors for pumps 1 and 2
• Provision of VSDs for pumps 1, 2 and 3
“The Byrnes Road Pump Station has been completed from a mechanical and electrical prospective, however the automation and network-wide SCADA integration is currently underway,” Mr Cassie said.



Complimentary works to improve water quality
To compliment the works being undertaken as part of the $11 million waterworks package, an additional $9 million was invested to build the new Aspley Water Quality Facility (AWQF).
Mr Cassie said the AWQF improves the quality of water that is being distributed from the Aspley Reservoir and allows more treated drinking water from Brisbane’s main treatment plants at Mt Crosby to move safely into the northern parts of the SEQ Water Grid.
“A dosing station has been constructed at the reservoir inlets and outlets, with the ability to dose water being transferred in a northern direction. It cannot operate in a southern flow direction based on the current control system configuration.
“It includes a new inlet control valve and connection from the Sparkes Hill to Aspley main for northerly flow operation.”

38 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au
WATER
Work being undertaken at Lloyd Street Pump Station.
A pressure reducing valve (PRV) pit being dropped into position at Kitchener Road, Stafford Heights.
Work being undertaken at Kitchener Road, Stafford Heights.
Work being undertaken at Lloyd Street Pump Station.

























Raw water pump upgrade strengthens Echuca's water supply

In November 2020, Coliban Water completed a $220,000 upgrade on two water pumps that supply the Echuca Water Treatment Plant (WTP). The upgrade included the refurbishment of the pumps and motors, and the installation of an automated vacuum priming system, enabling the pumps to move 300 litres of water per second and providing additional water supply security for customers in Echuca.
40 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au
WATER

Corey Bourne, Manager Infrastructure at Coliban Water, said the pumps, which transfer raw water from the Murray River to the WTP, were originally installed in the 1960s.
“Located in an eight-metre deep well, the pumps and motors have been completely refurbished thanks to this project,” Mr Bourne said.
“They play a critical role in Echuca’s water security, and refurbishment was necessary to ensure future reliability and efficiency.
“When works started, an assessment of the pumps indicated the critical components were in good condition, however a manual vacuum priming system needed replacement.”
The project scope included:
• Refurbishment of the two pumps and electric motors
• Improved protection for parts of the pump exposed to water ingress
• Replenished supply of critical spare parts
Overcoming project challenges
Mr Bourne said the confined space of the underground well, as well as the limited space for overhead lifting were a challenge during the dismantling and removal of the pumps. Specialty parts and raw materials such as bronze had to be sourced as part of the project, and custom-made to fit the refurbished pumps.
“Work on the pumps took place one at a time and the work had to be carried out during winter and early spring when there was lower demand for water,” Mr Bourne said.
“A backup pump was also available for the duration of works in case there was a failure. Thankfully, this did not occur.
“There was an incident in January 2020 when a valve didn’t close properly and caused water to drain from the pumps which cut off supply to the plant.
“It happened during an extended period of extreme hot weather when there was high demand for water which had reduced the volume in our clear water storages.”
A new automated vacuum priming system was also installed for restarting the pumps, which links to Coliban Water’s digital network for remote monitoring.
Mr Bourne said whilst COVID-19 restrictions also impacted on the project and availability of services and materials, it was successfully completed prior to peak summer demand for water.
Investing for the future
Coliban Water is well underway with investment of more than $15 million on water and wastewater upgrades in the Echuca region.
“The funding includes a $9 million upgrade to the Echuca Water Treatment Plant to improve capacity, storage and disinfection, and meet the town’s growing demands,” Mr Bourne said.
“We are constructing two additional 3.3 megalitre treated water storage tanks at the plant, when combined this volume is equivalent to 2.6 olympic-size swimming pools.
“Our $3.7 million Echuca West Tanks project is also on track for completion in
mid-2021. This features two new three megalitre treated water storage tanks and network booster pumps, to ensure we can continue to supply adequate water pressure to households in the growing Echuca West region.

The raw water supply is transferred from the Murray River to the Echuca Water Treatment Plant.
“Our investment reflects the significant growth in the region and aligns with our Strategy 2030 strategic directions for prosperous economies and regional liveability.
“Climate change adaptation is a fundamental focus of our Strategy 2030 and our investment will deliver a more resilient water service during extended hot weather periods.”
The Echuca works include odour mitigation systems at the sewer pump stations in Anstruther Street and Mount Terrick Road, and a number of smaller projects including maintenance works on the Echuca Water Tower on High Street.
41 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35
WATER
Echuca’s raw water pumps are located in an eight-metre well, which added to the challenge of working in a confined space during the works.
Pump Genius
Pumps, pipeline and fittings can get seriously damaged if pressure or flow are out of control and such occurrences are not tracked early.
The Pump Genius is a customisable feature of WEG drives that enables your standard VSD to become dedicated for pumping systems. It ensures accurate pressure/flow control throughout the processing cycle, starting with raw water and its usage, ending on wastewater treatment.
With an easy-to-use programming wizard, Pump Genius helps you to minimise downtime and maximise energy savings. Everything you need is selecting one of the three options that best fits to your application.
WEG has launched Pump Genius process control software which enables engineers to optimise their pumping systems, so they run more efficiently. The software is designed to reduce pumping system operation and maintenance costs while increasing process accuracy and protection.
The software works with WEG’s popular CFW11 drive to control system processes easily, providing multiple pump control and protection, as well as system monitoring. Pump Genius can be applied to any system that requires constant flow or pressure and can manage and monitor up to six pumps in a coordinated system.
simplex
The simplex software adds ideal features to the VSD for single pump control:
• Pipe charging mode
• Sleep and wake-up modes
• Dry pump protection
• Broken pipe or leakage detection
• Pump Cavitation Monitoring

multiplex


multipump
multipump is the best choice when a pumping system needs to be integrated with a cost-effective solution. It enables one single VSD to control up to five pumps via DOL, soft-starter or other starting methods.

multiplex software is the most complete solution to accurately control flow and pressure with high reliability. The VSDs control, monitor and manage the entire system on their own. There is no need for additional PLC, HMI or any external devices thus installation costs can be optimised.


42
MOTORS, DRIVES AND ENGINES | PARTNER SOLUTIONS
pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au


Pump Genius

Essentially developed for pumping systems, Pump Genius is a customizable function of the WEG drives, which makes the frequency inverter suitable for this type of application, ensuring precise control of pressure and flow throughout the entire processing cycle. With an easy-to-use programming assistant, Pump Genius helps to minimize maintenance time and maximize energy savings. From water abstraction to waste treatment, Pump Genius is the customizable WEG solution for maximum efficiency.

Motors | Automation | Energy | Transmission & Distribution | Service
Watch the video and see how Pump Genius works
pumps Desalination plants Distribution of water Wastewater treatment plants Irrigation systems
PUMP GENIUS FOR YOUR SYSTEM
Submersible
Transforming energy into solutions. www.weg.net
DESIGNING A HYDRAULIC SYSTEM
TO POWER THE TALLEST MAN-MADE WATERFALL
IN THE SOUTHERN HEMISPHERE
Towering eight storeys above Green Square’s town centre in Waterloo, 4km from Sydney’s CBD, is Australia’s – and the Southern Hemisphere’s – tallest man-made waterfall. Designed as a feature of the $400 million multi-residential development named after it, Waterfall by Crown Group, it is set into the wall of the building and surrounded by thousands of tropical plants. Pump Industry spoke to Waterforms International, the company behind the design of the waterfall, to find out more about the design of the feature, weir type and flow rate testing and the equipment driving it.

44 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au
MOTORS, DRIVES AND ENGINES
Four water displays.
SJB was awarded the development project as part of the City of Sydney Competitive Design Policy with a proposal that was sensitive to urban grain, texture, built form and public realm – guided by an approach to open up the buildings and let the landscape in.
Inspired by cascading water and dense forests, the scale of Waterfall’s communal open space allows for the insertion of a significant landscape area, able to support large mature trees over time. Lush gardens frame a tranquil outdoor ‘billabong’ and bamboo-covered walkway on ground level.
The 22m-high waterfall is the first of its kind for a residential project in Australia and is only visible from within the development, adding a beautiful sense of tranquility to the grounds. It is comprised of four water displays that are programmed to function alternatively as waterfalls or waterwalls, and in three main formats:
1. All operating as waterfalls
2. Two waterwalls and two waterfalls – the highest of the displays to be waterwalls
3. All operating as waterwalls
At nightfall there is a lighting program that operates automatically, thrusting illumination from the ground level to the waterfall’s highest point, bringing a highly dramatic visual element to the display.
Waterforms International’s Dirk Slotboom, the designer for the waterfall said, “The concept behind Crown’s Waterfall development was to create an urban oasis within the Waterloo area. The brief to Waterforms International by the Crown Group was to create the highest man-made waterfall on a residential building in the southern hemisphere.
“The project contained various levels of complexity that required new and innovative design principles to resolve. Building the highest man-made waterfall in the Southern Hemisphere had its
challenges from the outset, but what contributed to the complexity of the project was the narrow space between the buildings.”
Other complex design challenges posed by the project included having water flow from eight storeys high in a high wind zone, with minimal noise and splash for residents.
“We constructed a full-size prototype and a separate plant room, designed to recycle water and to ensure the plants in the green wall are kept alive. What’s more, we designed the waterfall during Australia’s worst recorded drought, in a way that allows the waterfall to stop and start according to wind and weather conditions,” Mr Slotboom said.

Testing the design
As the project had no precedent and was a world first, it was necessary to build a full-size prototype on-site in order to test and perfect the weir design before construction began.
Multiple types of waterfall weirs (piano keys, radius, wave and saw tooth) were tested on the prototype to see which one was not only visually appealing, but also able to pass all of the construction tests and achieve a successful outcome.
45 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35
MOTORS, DRIVES AND ENGINES

The testing involved the alteration of the type of weirs and the volume of water coming over the edge. This allowed the design team to refine the design and the optimum flow rate of the water, focusing on how the weir shapes affected the water trajectory.
“The final weir was selected due to the efficiency of the design to combat and compensate for the high wind zone caused by the narrow gap between the buildings,” Mr Slotboom said.
The team ultimately chose the piano keys weir type which is a fairly unique design where little fingers – similar to piano keys – help to control the water and make sure it falls vertically, while also ensuring it doesn’t fall or drift away from the building onto the walkway space.
Mr Slotboom said to create the effect of the waterfall there are two flows going over the surface.
“The effect that we created, we had to have the wall wet and then we have the water rolling over the wet surface.”
There are six weirs and spouts that create this effect, with pumps controlling the water flow.
Overcoming project challenges
Two of the major challenges for the project were the narrow space between the buildings, and the noise and splashout zone affecting residents. Testing on the prototype was key to overcoming these.
Mr Slotboom said the narrow space between the buildings creates a high wind zone and extends the resulting splash out zone.
“The solution was to split the display into two functions – waterwall and waterfall – to combat the high wind and splash out zones. The program allows the project to respond dynamically to weather and wind conditions while remaining functioning, rather than going into immediate automatic shutdown.”
Tests were also conducted on the blade walls surrounding the waterfall that contain the drift of the spray.
“The weir design was perfected at full-size prototype in order to address this issue before casting the weir in bronze. This weir was specifically designed and manufactured for this project and has not been used anywhere else in the world.”
To lessen the effects of noise and splash out zone on residents, multiple wind sensors were incorporated into the project in order to accurately adjust the water flow and contain the splash out zone, particularly during high wind periods.
This is possible with the use of variable speed pumps which adjust the flow rates of the water depending on such external conditions.
When selecting the variable speed pumps, Mr Slotboom said environmental impact and energy efficiency are always high priority considerations when selecting equipment for any of Waterforms’ projects, regardless of size or complexity.
“A further consideration for the residents was to develop a unique solution to reduce any sound or splash issues. Special sound and splash screens

were designed and developed and placed at specific angles to effectively deflect the noise and the splash out,” Mr Slotboom said.
“The design was further enhanced by incorporating flexibility into the angle of the screens so they could be adjusted depending on the season and the weather.”
A sustainable design
While the waterfall was not designed to be a mechanism to increase sustainability, it was designed with sustainability in mind.
The water used for the waterfall is rainwater that has been captured and is continually recycled on a loop system, with pumps moving the water to the top of the waterfall before it falls again.
The rainwater and resulting recycled water are run through pump-driven sanitation and filtration systems to help maintain water quality, and prevent algae from growing on the walls.
Maintaining the system
Mr Slotboom said Waterforms International came into the project after most of the building was constructed, and the plant room space that had been designated was not sufficient for the equipment or to allow technicians to move around the equipment they needed to operate during service and maintenance while also keeping the plant area clean and tidy. This created a challenge that required an innovative approach to overcome.
“Waterforms designed a split level plant room that maximised the area
46 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au
MOTORS, DRIVES AND ENGINES
The prototype weir from above.
Four water displays – dramatic lighting.

that had been allocated by creating a mezzanine level which created a larger floor area within the same footprint,” Mr Slotboom said.
“Essentially the service and maintenance routine is designed to keep the water display functioning at its highest performance at all times and to fast-track any issues that may arise before they become problems.”
Maintenance is particularly important as the living green wall requires highly sensitive consideration for the water treatment and sanitation systems.
“Due to the green living wall in close proximity to the waterfall it is imperative that the chemical balance is maintained in order to keep the plants free from any chemical damage while maintaining healthy treated water in the atmosphere and the ponds for the public and residents,” Mr Slotboom said.
“Regular service and maintenance will ensure this as all our service technicians are highly trained and experienced.”
The team is also in close and regular contact with the Department of Health to ensure the system is chemically balanced correctly, produces water quality that is safe and healthy for the residents and general public, and doesn't harm the plants.
47 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 MOTORS, DRIVES AND ENGINES
Four water displays with minimal lighting.
OPTIMISING THE BONNY HILLS WASTEWATER TREATMENT PLANT to cater for population growth

Built in the mid 1980s, the Bonny Hills Wastewater Treatment Plant (formerly known as Bonny Hills Sewerage Treatment Plant) services the Bonny Hills and Lake Cathie catchments. It was originally designed as a 9,000 Equivalent Person (EP) activated sludge pasveer sewerage treatment plant with sludge lagoons and detention ponds with the discharge going to a seepage trench along a sand dune that is adjacent to the plant and the ocean. However, in the mid 2000s, Port Macquarie- Hastings Council identified the need to upgrade the plant to cater for a growing population and new development areas. Pump Industry spoke to the Council to find out more about the various upgrades that have been carried out.
48 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au
MOTORS, DRIVES AND ENGINES
Upgrades to the Bonny Hills Wastewater Treatment Plant have taken place over several years, with phased upgrades to augment the plant ensuring the needs of the community are met, and to ensure that the quality of the water meets the limits of Council's EPA licence and the ongoing requirements for reuse into the future.
The key phases of the upgrade include:
• 2009 – Phase 1 upgrade
• 2010 – Construction of Councils Hastings Effluent Management Strategy (HEMS) pipeline
• 2016 – On-site reuse upgrade
• 2017 – Aeration upgrade trials
• 2018 – Bioreactor 2 aeration upgrade, chemical dosing upgrade (Hypo), pasveer condition assessment, instrument upgrade
• 2019 – Recycled water system (off site) commissioning, control system optimisation to optimise MF duty rotations, process flow control and chemical dosing Phase 1 upgrade: increasing capacity and improving quality
In 2009, the phase 1 upgrade took place to increase the plant’s capacity to 12,000EP with the future option to further increase it to 18,000EP. These upgrades would ensure improved discharge quality and regulatory compliance, and allow the treated water to be utilised for a number of reuse proposals into the future if required.
The phase 1 upgrade scope of works included the following:
• Inlet works, balance tank, screens, flow measurement, grit removal and screening
• Anoxic tank and mixers
• Modification to existing pasveer channels
• Solids contact pit and A-recycle and Waste Activated Sludge (WAS) pumps
• Secondary clarifiers
• Return Activated Sludge (RAS) pumping station
• Equalisation tank
• Recycled water pumping station
• Chemical storage and dosing systems
• Two new sludge lagoons
• Relining of effluent ponds 1 and 2
• Foul water pumping station
• Power, instrument and control upgrades
• Membrane Filtration
Port Macquarie-Hastings Council’s Group Manager of Infrastructure Planning, Cameron Hawkins, said, “The upgrade included the incorporation of inlet works that enabled improved flow monitoring. The inlet also improved solids and grit removal at the head of the works, which enhanced process performance and enhanced outcomes for the health and safety of our workers due to less manual handling of the waste.
“A new anoxic biological process was built to convert the bioreactors from an intermittent to a continuous process. Clarifiers were installed to enable solids separation of the biological process. Filtration through microfiltration was also added at the end of the treatment process.
“The change to the biological process improved effluent quality, as it introduced a higher removal rate of nutrients
such as phosphorus and nitrogen that can be harmful to the environment. The clarifiers and membranes improved the water quality as they remove solids that can pollute the effluent and the areas that it is discharged.
“The addition of microfiltration allows small solids removal, including harmful pathogens, resulting in improved water quality prior to discharge for the exfiltration trench.”
The phase 1 upgrades also improved process control through additional online monitoring, giving Council the ability to operate, monitor and control the system through an automatic computerised system.
“The upgrades required our plant operators to be trained to use the new system, but this process and the inlet works reduced workplace risks as they now have less direct contact with raw sewage and reduced physical labour,” Cameron said.
“Since the upgrades, effluent water quality has improved as levels of nutrients, solids and pathogens have decreased. This means we can now provide recycled water to be used for site services and irrigation of sports grounds.”
On-site reuse upgrade and aeration trial
In 2016, an upgrade to the existing on-site reuse system was commissioned to replace an obsolete system that was in use and causing plant reliability issues.
The new system included the installation of a 110,000L tank and standby variable speed booster pump which were connected to the treated effluent/recycled water manifold. This was connected to the site process water distribution main, allowing the water to be used for screen cleaning, grit removal and general site water service for wash down.
In 2017, the Council undertook a review of options to upgrade the aeration system – including surface aerators, jet aerators, diffused aerators and mixers, and aspirating aerators – with the view to replace the outdated surface aerators that were in use. The key factors in the selection process were efficiency, effectiveness, whole of life cost and suitability to be installed into an existing process.
After an initial investigation, a diffused aerator was selected as it was the most efficient and the return on investment over whole-of-life costs would be favourable. However, the existing pasveers were too shallow to realise the benefits as the existing surface aerators had lower transfer efficiency of all the options reviewed. This prompted further consideration into jet aerators and aspirating aerators, due to the oxygen transfer for both these options being comparable, with cost being the deciding factor.
To limit risk, a new aerator to be controlled by VSD was purchased, giving Council full control over its performance range, and was put through extensive testing to allow a thorough evaluation.
Cameron said following the trialled VSD-operated aerators have been implemented continuously at the site.
“This replacement program is still ongoing, and a number are replaced each year as part of Councils capital works program," Cameron said.
“VSD control allows the aeration tanks to be operated at the required dissolved oxygen level, meaning they can increase and decrease aeration as the demand for air changes through the day. This provides improved aeration control, reduces energy consumption and helps with improvement in nutrient removal.
“Council procures equipment on a preferred equipment basis, where we acquire equipment that has been tested and proven to meet our needs. Having consistency in equipment across the shire makes it easier to hold spare parts and manage maintenance of equipment.”
49 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 MOTORS, DRIVES AND ENGINES

Upgrading the chemical dosing system
In 2018, Council scoped an upgrade to the sodium hypochlorite dosing system which had been in service since the phase 1 upgrade in 2009, due to a number of design issues from excessively long dosing lines (200m), flow meter measurement issues and pump air locking. It also ensures that the chemical storage meets the current standards for storage of hazardous chemicals, and enables safe handling and storage of bulk chemicals during delivery of the chemicals and as used at the site.
The scope of works included:
• Installation of two new self-contained dosing systems –one for primary disinfection and the second for the dual reticulated recycled system
• Utilisation of the existing bulk storage tank for the main storage and transfer to the dosing skids and dosing tank through dual contained chemical hose
• Replacement of all current dosing pipework with dual contained chemical hose
“Aluminium sulphate and caustic soda dosing was added to the scheme to help with phosphorus removal and balancing the pH of treated effluent. The chlorine storage system was also upgraded as part of this project,” Cameron said.
Skids were installed and are able to run as a full duty standby rotation on either manual, auto flow paced or auto flow and residual trim control options.,
Optimising the control system
In 2019, the Council undertook optimisation of the microfiltration feed flow and microfiltration duty rotation control systems, as the original project in 2009 had some incredibly tight control limits for some of the control level parameters.

Cameron said the aim of the project was to increase the run times of the membranes and reduce the starting and stopping of the systems.
Council’s Lamella Settler had a five per cent band for VSD pump control, which resulted in a flow variation of 10L/s every 60 seconds. The biggest issue this created was for chemical dosing control for primary disinfection as dosing into a flow that is so variable is not conducive for accurate process control.
To improve the system, the band on the Lamella was opened and the control span on the Equalisation Tank increased to allow the microfiltration plant to run for longer at a more constant flow rate. This has improved Council’s dosing control by ensuring a more consistent and constant flow, Cameron said.
Continuing upgrades
Council is continuing to upgrade the Bonny Hills Wastewater Treatment Plant to ensure aims of the project are realised.
Along with the continuing and consistent aerator upgrades, works to improve effluent treatment are underway to enable it to be used for dual reticulation of recycled water to residential properties, including the installation of a UV disinfection system and improved chlorine dosing
50 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au
MOTORS, DRIVES AND ENGINES



Sydney 335–337 Woodpark Road, Smithfield, NSW 2164 Tel: +61 2 9765 8118 Fax: +61 2 9765 8185 Melbourne 16 Longstaff Road, Baywater VIC 3153 Tel: +61 3 9720 4411 Fax: +61 3 9720 5355 Brisbane 50 Murdoch Circuit, Acacia Ridge QLD 4110 Tel: +61 7 3373 9600 Fax: +61 7 3373 9699 Fax: +61 8 9478 3876 Fax: +64 9 526 8484 When comes to waste & water and irrigation, TECO products ticks all the boxes: WEB www.teco.com.au E-MAIL sales@teco.com.au � High efficiency and power factor � Cast Iron and aluminium frames � Class F and H insulation � Motor and drive solution for multipump � Vibrators
Control panels
IoT
Australian custom-built solutions Over 65 years of building motors and drives for Pumps
�
�
�

MECHANICAL SEALS VS GLAND PACKING: WHICH SHOULD YOU CHOOSE?
By Eliza Booth, Assistant Editor, Pump Industry Magazine
While they are often forgotten, pump sealing is one of the most important aspects of pump management to ensure optimal operation and a long service life. Choosing the right sealing option for your application requires consideration of what type of pump you have, what kind of liquid you are pumping, and what environment your pumps operate in. Here, we take a look at why sealing solutions are important, and compare the pros and cons of the two main types of sealing – mechanical seals and packing gland – to help you decide which option is right for your application.
Before we get into the comparison, let’s first take a look at why seals are integral to good pumping operations. The main purpose of pump sealing is to help prevent fluid loss. The pump sealing allows the rotating shaft to enter the wet area of the pump while also preventing the pressurised fluid in the pump to escape. To achieve this, there are two main types of sealing that are preferred by engineers: mechanical seals and gland packing. Each option has their own benefits and drawbacks, and it is up to users to consider what option is best for their application.
To achieve the best outcome and function from a sealing solution, it is integral to ensure it is installed correctly, proper maintenance is kept up, the area surrounding the seal is kept clean, and that the pump is never run dry as this can cause premature degradation of the sealing.
Now, let's take a look at gland packing and mechanical seals in detail and explore how they work, their differences, and the pros and cons of each method.
Gland packing
Gland packing has long been the traditional sealing solution for many industries thanks to its low upfront cost and flexibility. Gland packing utilises a braided rope-like material that is packed around the shaft of the pump. This fills the
52 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au
SEALS
Mechanical seals are ideal for applications where leakage of the pumped fluid is undesirable or hazardous.


53 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 SEALS
DiamondFace technology: Unbeatable performance for mechanical seals EagleBurgmann Australasia Pty. Ltd. 16 Stennett Road, Ingleburn, NSW 2565 Sydney, Australia Phone: +61 2 9605 0600 info@au.eagleburgmann.com http://eagleburgmann.com.au
the solution for difficult
applications. Wherever poor lubrication, partial dry running, abrasive media or electrochemical corrosion leads to high
offers the most robust solution. ANZ_DF-SA_185x125_1017_END.indd 1 04.10.17 14:27
DiamondFace by EagleBurgmann is
mechanical seals
wear, DiamondFace

space between and prevents fluid loss from around the shaft. It is often considered the sealing of choice for slurry pumps in applications like mining and ore processing where large equipment size, large shaft movements, and aggressive liquids often make mechanical seals the inferior economic choice.
Gland packing offers multiple benefits that make it an ideal choice for certain applications. Firstly, gland packing offers a low upfront cost and easier installation compared to mechanical seals as it does not require decoupling of drive shaft, resulting in a shorter turnaround time. Users need to take into consideration that gland packing will degrade faster than mechanical seals due to the friction of the shaft wearing it away over time and therefore it will need to be replaced sooner. However, thanks to advancements in technology and design such as new materials, new braiding technology and advanced lubricants, newer gland packing options currently on the market are able to last longer, extending the life of your sealing.
As much as there are benefits to using gland packing as a seal, there are also negatives which need to be considered. Most critical to remember is that gland packing is not the best option for abrasive fluids or applications with dangerous liquids that need complete leakage protection. Gland packing also wears out faster than other seal types so there needs to be adequate staff to attend to, maintain, adjust and replace
it when needed. Additionally, the gland packing uses a significantly greater amount of power to operate, increasing power consumption over time and perhaps offsetting the initial low cost of installation.
Discussing your unique pumping application and specific needs with a reputable seal supplier is the best way to determine which type of seal will work best for your pump and which will economically work best in the long term.
Pros
• Preferred option for aggressive fluids
• Can be adjusted while pump is in service to avoid leakage
• Low upfront cost
• Simple maintenance
• Easy to install
• Soft and flexible
Cons
• Not suitable for abrasive fluids
• Requires frequent adjustment and lubrication
• Leakage can increase as packing wears away
• Grooves often need replacing
• Constant flow of water needed to keep packing cool
• Can use more power to operate
54 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au
SEALS
Gland packing offers a low upfront cost and easy installation.
Gland packing

Often Copied. Seldom Equaled.
Rexnord Elastomeric Couplings have been an industry benchmark for over 40 years.
Ideal for the Pump Industry — Rexnord® Elastomeric Omega®, and Wrapflex Couplings are non-lubricated, material flexing couplings. These products have excellent vibration dampening capability and high misalignment capacity, providing extended life to connected equipment, making them ideal for the demanding pump industry.
Reduce Maintenance Costs and Downtime — Designed for quick replacement, Rexnord elastomeric elements can be installed without moving the driving or driven equipment from their mounted locations or removing the hubs.
Designed for Specific Applications — Each of the elastomer coupling designs feature attributes that meet unique customer needs. The Wrapflex Coupling incorporates a patented hub design to reduce operating thrusts on seals and bearings and the Omega Coupling is available in the HSU model designed specifically for hot and humid applications.
Contact Rexnord today to see which coupling is right for your application. sales.australia@rexnord.com or Tel 02 4677 6000

www.rexnord.com
MY FREQUENCY INVERTER IS FROM NORD!
THE NORDAC FLEX
High control quality down to low speed ranges
Gentle starting and stopping with self-regulating speed adjustment
Compact, robust and flexible with a versatile range of functions
Super durable IP rating up to IP69K
Internal PLC for flexible programming

Mechanical seals
Mechanical seals are the preferred sealing option for pump applications where leakage problems need to be avoided, especially in applications where liquid is hazardous. This is because mechanical seals are much more durable than gland packing and are able to withstand much more abrasive fluids. Mechanical seals use several sealing points and when fitted correctly it should eliminate almost all leakage, making them the best option to avoid leaks and ensure safety from dangerous fluids.
The main barrier to uptake for mechanical seals is the increased initial upfront cost compared to gland packing. However, there are other benefits to mechanical seals which offset the higher upfront cost and can, in many instances, make it the better economical option in the long term.
Unlike gland packing, mechanical seals are much more durable and have a much longer lifespan, meaning that you don’t need to constantly check on the seal, wasting staff resources. This long lifespan is also the best option to minimise sleeve damage to the pump compared to gland packing, which requires frequent changing, meaning increased wear and tear as the pump is disassembled and put back together again. Mechanical seals also offer a lower consumption of energy which makes it ideal for constant usage.
There are also considerations to using mechanical seals, primarily when it comes to adjusting or replacing the seal. Unlike gland packing, mechanical seals are much more difficult to adjust and when it comes to replacing the seal, the pump needs to be taken out of service, requiring service downtime of the pump. Dry runs also need to be avoided as this can cause damage to the mechanical seal. As mechanical seals are complicated pieces of equipment, it is integral to discuss which mechanical seal is suitable for your application with a supplier.
Mechanical seals
Pros
• Durable and sturdy
• Low consumption of energy means it can be run around the clock
• Almost maintenance free
• Leakage rarely a problem
• Superior option for fluids that present a safety, health, or environmental hazard
Cons
• Constant pressure and high temperatures can cause wear and tear
• Life of seal depends on the application, temperature and duration
• Relies on internal or external lubrication
• Can not be adjusted while pump is in service
• Dry runs must be avoided
56 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au SEALS | PARTNER SOLUTIONS NORD Drivesystems (AU) Pty Ltd | Fon +61 3 9394 0500 au-sales@nord.com | www.nord.com GEAR UNIT + MOTOR + FREQUENCY INVERTER = DER ANTRIEB.

Find the perfect seal for your application
Choosing the right sealing option for your application requires detailed consideration of the needs of your pump. If you’re unsure of which will be the best for your pump and budget, it is vital to discuss options with a reliable supplier or your pump manufacturer, who will be able to assess your needs
and suggest the right seal for your job. You can find a nearby supplier through notable directories such as the Pump Industry Capability Guide – accessible at https://www.pumpindustry. com.au/directory/ – where you are able to search for suppliers by product, location or application to find the right fit for you.
SEALS | PARTNER SOLUTIONS
OVERCOME SEVERE SERVICE
DUTY APPLICATION CHALLENGES
WITH SEAL FACE TECHNOLOGIES
High heat generation, low lubricity, intermittent dry running conditions and abrasion are severe service conditions that may adversely affect reliability, operational costs and the life of a mechanical seal. Overcoming these rigorous challenges helps reduce costs, water waste and equipment downtime.
Adding face treatments to your mechanical seals improves seal face lubrication, helping to combat these problems and improve rotating equipment performance. John Crane offers a suite of face treatments engineered to handle the numerous sets of circumstances found throughout process industries.
One such face treatment is John Crane Diamond®, which uses UNCD® technology – a pure diamond material grown onto the mechanical seal face through a chemical vapour deposition process to stand up to challenging applications.

It is useful in applications that include inadequate lubricating fluids, intermittent dry running and abrasive slurries. Its low coefficient of friction reduces heat generation, cooling water requirements and energy consumption. Another significant characteristic is its versatility. John Crane Diamond face treatments are found in almost every industry including, oil and gas, chemical, pharmaceutical, pulp and paper, and mining. The technology has proven effective across more than 40,000 components, supporting production capabilities for John Crane customers.
For more information,
visit www.johncrane.com
57 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 SEALS
The future of booster set technology
“When we started to think about Esybox Max, we asked ourselves how to manage the evolution of the Esybox range. It was clear from the very beginning, it could not just be something bigger. We felt we had to bring forward the path of evolution, completely changing the rules of the game for booster sets in residential and commercial buildings. Esybox Max is the outcome of listening to and communicating with many different people who will be in direct contact with the product.”
Introducing a new concept and industry first in the booster set industry, Esybox Max is an integrated pumping system for pressurisation in commercial building services. Available in two power sizes, it consists of modular elements that allow different configurations to cover the needs of medium/large apartment blocks and high buildings (even over 14 floors). Each unit consists of the single, double or triple connection base and the pumping units – a four-pump system is available with the additional kit to connect two double bases.
Large energy savings are achieved with the DAB inverter combined with a brand new permanent magnet motor. DAB also designed completely new hydraulics, making it leaps ahead in terms of energy efficiency. But it is not just energy efficiency that is at the forefront of this new technology.
Esybox Max will improve the storage efficiency in the warehouse. Where there was once one booster occupying space, you can now fit three twin pump booster sets in its place. This allows people to store the full range on one pallet, meaning a customer can pick up an off the shelf booster solution of up to four pumps the same day.
Keeping it flexible, DAB has the on-site assembly concept. So if you have difficulties getting to the pump's location, due to narrow stairways and corridors etc., you can choose to assemble your booster on-site which will only require moving smaller, lighter boxes into the location then carrying out a quick and easy assembly.
DConnect
The Esybox Max also offers full connectivity and control using DAB’s DConnect technology which is built into the pump and offers many more advantages than typical BMS systems.

Performance, data storage and remote monitoring support users, and facility managers can control their pumps from anywhere, making sure that the running parameters of the pumps follow project specifications exactly and avoiding any possible site issues for complete peace of mind.

58 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au HVAC AND BUILDING SERVICES | PARTNER SOLUTIONS
1 Display 2 Inverter 3 Module Wifi/Bluetooth 4 Pressure sensor (delivery side) 5 Pressure sensor (suction side) 6 Non-return valve 7 Two Litre expansion tank 8 Impellers 9 Hydraulic connections 10 Fast connection tool 11 Water cooled permanent magnet motor 12 Handles

LINE UP FOR THE FUTURE

Modular Integration
The most compact and integrated booster set on the market. Connect 1, 2, 3 or 4 Esybox MAX units.
Easy to maintain Connect and control from anywhere with DConnect.
Easy to move & install
Quick On-Site Assembly.
State of the art efficiency
Leaps ahead in terms of energy efficiency with the DAB inverter, brand new permanent magnet motor and new hydraulics.
0 100 0 20 40 60 80 100 H (m) 200 300 400 500 600 700 800 900 1000 1100 Q (l/min) Esybox Max 60/120 T Esybox Max 85/120 T 2Esybox Max 60/120 T 2Esybox Max 85/120 T 3Esybox Max 60/120 T 3Esybox Max 85/120 T 4Esybox Max 60/120 T 4Esybox Max 85/120 T LEARN MORE
DABPUMPS.COM.AU
HVAC PUMP SELECTION and considerations

Types of pump used in HVAC systems
The most common type of pump used in HVAC systems today is the centrifugal pump, with circulator, end suction, split case and vertical in-line types found in this application.
Circulator pumps
Circulator pumps are typically used in low pressure, lowcapacity systems, and are designed to circulate water through a closed system where the fluid runs in a loop between the discharge line and the suction without ever being exposed to atmospheric pressure. They can also be used in a completely closed system, in which case there is usually an expansion tank attached to the pump’s suction line to prevent the pipes from becoming over pressurised and bursting as the water expands.
They are most commonly single stage, and the size of the system is typically under 150 gpm and not rated for more than 125 psig operating pressure. Small systems found in homes and small commercial hydronic heating systems are designed to be close coupled to eliminate the need for a mechanical seal, and include a centrifugal wet rotor. On the other hand, high flow versions are designed as vertical in-line pumps with mechanical seals.
They are usually mounted directly in and supported by the piping system, with the motor available in either vertical or horizontal position.
End suction
End suction pumps have a casing with the suction on one end and the discharge at the top. They are usually single stage and can either be close or flexible coupled. A close-coupled pump has the impeller directly mounted to the motor shaft, while a flexible-coupled pump has the impeller and the motor shaft separated by a flexible coupling. One of the benefits of
using a close-coupled pump is that the alignment of the motor shaft to the impeller is fixed, whereas a flexible-coupled pump has the risk of this becoming misaligned during maintenance, which can cause problems if it is not properly reassembled. In both cases, the pump is typically installed on a solid base on the floor.
In HVAC applications, end suction pumps with capacities up to 4000 gpm and 150ft of head are usually used. Closecoupled pumps have the advantage of taking up less floor space, but on the downside the motor is typically specially matched to the shaft type and seals used. Flexible-coupled pumps have the advantage of typically using a standard motor.
Split case
Like end suction pumps, split case pumps are flexible coupled, with the assembly mounted to a baseplate. Pump suction and discharge are arranged in the horizontal direction and are perpendicular to the shaft.
They are available in single suction (the water enters the impeller from only one side) or double suction (the fluid enters the impeller from both sides) models. Double suction versions are preferred over single suction as they reduce the risk of hydraulic imbalance. These pumps are also available with multiple impellers for multistage operation.
While these pumps can be horizontal or vertical split case, horizontal split case pumps are more commonly used in HVAC applications. Horizontal split case pumps are designed with the casing split on a horizontal plane into two separate chambers, and the suction and discharge connections in the lower half, opposed to each other. They are more economical for high flow applications as the impeller can be supported by bearings on both sides.
60 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au
HVAC AND BUILDING SERVICES
Pumps are the heart of many HVAC systems, providing the energy needed to move water and other fluid through piping, fittings and equipment. When selecting a pump for a HVAC application, there are a number of factors to be considered such as operating expenses, energy costs, system reliability and longevity. Using a systems approach to focus on the total system performance rather than individual components will aid in the selection of an optimally operating pump that will last. Here, we look at the most common types of pump used in HVAC applications, selection considerations and system selection.

Split case pumps can be found in HVAC applications for large capacity systems, with a capacity range up to 6,500 gpm and 600 ft of head, and versions with increased operating pressures up to 400 psig available.
Vertical in-line
Vertical in-line can be either single or double suction, are close coupled, and the pump and motor are directly mounted on the pump casing. These pumps are typically mounted and supported by the piping system, ensuring they have a small site footprint, but for larger capacity versions, the pump assembly may have a base for floor mounting. Inertia bases are usually installed to reduce vibration from the rotating parts within the pump.
Vertical in-line pumps have a capacity of up to 25,000 gpm and 300ft of head.
Selection considerations
There are several factors that will need to be considered when selecting a pump, with some of them including, but not limited to:
• Building HVAC load
• Flow rate
• Pressure losses
• Best efficiency point (BEP) compared to the duty point
• Total lifecycle cost
• Any special electric controls, e.g. variable frequency drive (VFD)
System configuration
The most common system configuration used for HVAC systems is closed-loop. In this application, static elevation
is not accounted for in head pressure calculations and the system should not lose water.
In a closed-loop system, water is circulated through an air handler coil that cools or heats the incoming air. In some applications, the air handler can be designed to first expose the incoming air to a chilled loop, lowering the humidity before exposing the cooled/dry air to a hot loop to moderate the temperature and sending it into the building. In other applications, the water acts as the condenser for remote water-source heat pump installations.
This system is preferred in HVAC applications as it is more energy efficient and provides better control than an openloop system. This is because the controller can compare the temperature of the air leaving the coil to the desired setpoint, and then adjust the valve in order to meet the desired temperature.
Pump selection for closed-loop systems need to take into account factors such as pressure losses caused by the length of piping, the piping elbows and tees (fittings), the valves and other piping accessories, equipment coils, the minimum system pressure, and net positive suction head required.
Open-loop systems can be used for HVAC, but are much less common than closed-loop. In these systems, static elevation needs to be taken into account, as well as pressure losses.
When selecting a pump for an open-loop system, net positive suction head required (NPSHr) and net positive suction head available (NPSHa) must also be considered as cavitation can occur if the pressure at the inlet is less than the vapour pressure of the water or fluid at local temperature.
61 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 HVAC AND BUILDING SERVICES
Solutions for HVAC: in-line and close-coupled SAER pumps
Always looking for innovative solutions to offer a complete service in terms of water management, SAER presents the L series of in-line pumps and an expanded range of models available in the IR series. The new offerings are designed and engineered according to the SAER’s mission to meet all the market’s requirements while still insisting on maximum quality for raw materials, and are ideal for use in HVAC applications.
L series
With over 70 years’ experience in the water sector, SAER designed the L series pumps to be sturdy and compact in response to market need for an alternative that is reliable, efficient and with low consumptions values.
Therefore, over 170 different highperformance models have been released, and as they are made in Italy, they have extremely competitive delivery times.

The customer is at the centre of the process, as the catalogue offers standard solutions as well as a full range of options and accessories. They can ask for the pump that responds to their exact needs.
The available range is vast: pumps from DN 32 to DN 150, with powers from 0.18 to 90 kW, and 2 and 4 poles.
The close-coupled version for models with flange up to DN 65, and with rigid joints – from DN 80 and above – is ideal for operations up to 140°C as standard.
Furthermore, thanks to the use of ductile iron for the manufacture of parts subject to pressure, the SAER L series can be used for applications in the civil sector as well as the industrial sector where high temperatures are common. They can operate in pressures of PN 16 and PN 25 is on request for sizes up to DN 50.
IR series
IR series pumps are one of the most well-known and appreciated models offered by SAER.
SAER is now releasing the new, updated catalogue which –considering the different metallurgies available – includes more than 800 models available in 2 and 4 poles, outlets from DN32 to DN200, and a power rating from 0.37kW to 90kW.
What’s new with the IR series
• A super duplex version has been added to the range in addition to cast iron, AISI 316 stainless steel, bronze and ductile iron one (for hot water applications)
• Available in 2 and 4 poles for power up to 90kW
• The range now includes version with IE4 efficiency motor
Both L and IR series pumps come with the option to include an inverter on the motor board up to 15kW to regulate the rotation speed of the motor, allowing pump operation to be adapted to the conditions of use.

Taking advantage of the optional inverter
Selecting the option to include an inverter has several advantages, such as less wear of the mechanical components and a reduced risk of waterhammer, therefore reducing total lifecycle cost, and minimising environmental impact and energy costs due to reduced power consumption.
SAER’s inverters come with simple and functional programming thanks to the self-learning process.
Laboratory tests are conducted to offer a solution even for highly extreme working conditions.
For more information, contact info@saer.it, and to keep up to date with the latest news, subscribe to SAER’s monthly newsletter at www.saerelettropompe.com
62 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au HVAC AND BUILDING SERVICES | PARTNER SOLUTIONS
L series.
IR series.
UPGRADING THE MECHANICAL
DESIGN OF VERTICAL MULTISTAGE CENTRIFUGAL
PUMPS
IN LOW TEMPERATURE SERVICE
Multistage deep well pumps are available in styles and models that range from just one HP, and single stage to multistage versions that often comprise over 20 stages and horsepower levels in the mid four-digit range (Reference 1). Some have their column bearings encased in a tube or inner pipe which allows strict separation between lubricant and the liquid (“pumpage”) being pumped in the surrounding annulus. In other words, the pumpage rises between the inner pipe and a much larger diameter outer pipe. In the second very popular style (Figure 1), there is no separate inner pipe. On its way from pump suction to discharge, the pumpage makes contact with the column bearings, one of which is shown near the center of the first stage inlet bowl and impeller in Figure 1.
64 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au TECHNICAL
Fortunately, a few of the very best pump repair companies offer the customer a combination of repair and upgrading. The “perforated” sleeve bearing in Figure 2 is among them. It can also serve as an intermediate shaft stabilising bushing and a top rebuilder can design and proof-test these and similar bearings to suit specific applications. As just one of many examples, the clearances at startup may differ significantly from operating temperature in low temperature services, such as low temperature service conditions where startup clearances may differ from operating clearances. A special design may be the solution.

the wear rings in virtually every type of pump. Accordingly, PFA/CF has also become the material of choice for vertical column bearings. PerfluoroAlkoxies are in the Teflon® family but exhibit a lower coefficient of thermal expansion (CTE) than the metallic wear parts used earlier in a particular pump design.

pumps, and especially pumps in low temperature service, merits close consideration of many issues (Reference 2 and 3). Ask if your old installation reflects best practices and widely accepted rules of thumb for vertical column pumps:
• The dn-value of the bearings (shaft rpm multiplied by the mean bearing diameter, in mm), should not exceed the experience-based limit of 500,000 (Reference 3)
• Disclosure of mechanical seal pv-values (pv = pressure times velocity), also seal component materials and seal balance ratios is needed (Reference 4). Working with a respected manufacturer, reliabilityfocused users should verify the pv-values against prior experience. In case of unusually high pv-values, the locations of satisfied users and names of contact persons may need to be established for follow-up verification
In a popular upgrade, unique carbonfilled Perfluoro-Alkoxy (PFA/CF) materials have been used to upgrade
In mid to large-size vertical column pumps similar or identical to Figure 3, today’s overall mechanical design and reliability meet many of the expectations of modern pump users. Such pumps are now often equipped with their own oil-lubricated thrust bearing assembly whereas, in decades past, they depended on motor thrust bearings alone. This is why some older vertical pumps deserve closer scrutiny. Depending on failure frequency, and assuming relatively frequent thrust bearing distress, upgrading to superior bearings and lubrication methods may be cost-justified. Whenever in-house cost justification data are not available, the probable returns on investment for such upgrades are easy to calculate. Several rule-of-thumb approaches are given in Optimized Equipment Lubrication, Oil Mist Technology, and Storage Preservation (Reference 2). If existing cold service deep well vertical pumps were purchased from the lowest bidder and/or with an inadequate purchase specification, they may be good candidates for upgrading at the next routine repair or maintenance opportunity. So, how does their failure frequency compare to that of similar pumps located at a nearby best-in-class competitor facility?
Determining the adequacy of the mechanical design of large vertical

Hydro Inc., Chicago, IL; also Morwell, Vic., 3840).
• The line bearings or column bushings used for shaft stabilisation (Figure 2) can be used to upgrade the vertical pump shown in Figure 3 and 4. The same applicability is true for virtually every other type and size of pump. Upgraded bushings are made of a high-performance polymer material, such as the carbon fibre-filled Perfluoro-Alkoxy Ref. 5. The typical diametral clearance should be [(0.001) (Shaft Diameter, in) + 0.002 in] inches. For a nominal shaft diameter of 1.6875 inches and operation at standard temperatures, the inservice bushing bore should thus be 1.6912”+/-0.0005”. However, these clearances will be different for low operating temperatures. Three or four axial grooves are usually provided in the bore to counteract fretting risk during occasional, but potentially severe, rubbing contact
65 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 TECHNICAL
Figure 1: First stage (inlet) bowl, impeller and bottom stabilising bearing (Reference 4).
Figure 2: Special line and/or intermediate bushings can be manufactured with perforations for shaft stabilisation (Source: Hydro Inc., Chicago, IL, also Morwell, Vic., 3840).
Figure 3: Mid-size deep well vertical column pump, with discharge flange and motor mounting surface in foreground (Source: Hydro Inc., Chicago, IL; also Morwell, Vic., 3840).
Figure 4: Mid-size deep well vertical column pump, with inlet bowl in foreground (Source:
• A nominal diametral clearance of 0.010 inches is recommended for the bore of labyrinth bushings not serving as bearings
• If vibration probes are used, they should monitor both high-frequency acceleration and low-frequency velocity. Gradually developing bearing defects will show up in the acceleration spectrum long before there are velocity excursions. During shop testing, the pump manufacturer should verify the absence of resonant vibration. This is especially important in variable-speed vertical pumps and resonant vibration must be absent at all anticipated operating speeds
• Hand-fitting of keys and bottomradiusing of keyways should be considered (Reference 2) and roll-pins should not be used for key fixation. It can be shown that improved shop practices along these lines will increase the shaft factors of safety
• Pay attention to proper assembly procedures (Reference 4). Bearing manufacturers have long insisted on either supporting the bearing inner ring while pushing on a shaft or, alternatively, while pushing the bearing inner ring on the shaft
• O-ring selection varies with the fluid being pumped. Teflon® wrap over Nitrile® rubber or Viton® cores should be considered for olefins services. The final selection should be approved by an O-ring or mechanical seal manufacturer

Figure 5: Cartridge-style dual seals are a widely-used upgrade component in cold service deep well vertical pumps (Source: AESSEAL, Inc., Rotherham, UK and Rockford, IL).
• In cryogenic temperature environments and where dual seals (Figure 5) are used, a specially formulated low pour-point synthetic lubricant will be advantageous as a barrier fluid
• There is universal agreement among bearing manufacturers that an oil spray or oil mist introduced into the bearing cage (the “ball separator”) of pumps and electric motors with rolling element bearings is the most desirable lubricant application method. Either an oil spray or oil mist greatly reduce the risk of overheating – of primary concern in pump geometries where several rolling element bearings are assembled as a stack of two or more bearings. This is an especially important recommendation for low temperature process pumps
1. Bloch, Heinz P. (2020), Fluid Machinery: Life extension of Pumps, Gas Compressors and Drivers, DeGruyter Publishing, Berlin/Germany, ISBN 978-3-11-067413-2
2. Bloch, Heinz P.; Ehlert, Don; Geitner, Fred (2020), Optimized Equipment Lubrication, Oil Mist Technology, and Storage Preservation, Reliabilityweb.com, Ft. Myers, FL., ISBN 978-1-941872-98-7
3. Bloch, Heinz P. (2012), Pump Wisdom: Problem Solving for Operators and Specialists, John Wiley & Sons, Hoboken, NJ, ISBN 978-1-118-04123-9
4. Bloch, Heinz P. (2017), Petrochemical Machinery Insights, Elsevier Publishing, Oxford (UK) and Cambridge (Massachusetts, USA), ISBN 978-0-12-809272-9
5. Bloch, Heinz P. (2020),Fluid Machinery, DeGruyter, Berlin/Germany, ISBN 978-3-11-067413-2
Lowara has an extensive range of pumps and pressure systems suitable for commercial buildings, homes, general
Reliable, high performance, quality materials, and the widespread Lowara support network make these pumps an ideal selection for your water supply requirements.






66 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au TECHNICAL Ph: 1300 4 BBENG www.brownbros.com.au Call us today to see how we can deliver your
pumping solution.
industries, agriculture and irrigation.
DELIVERING PUMPING SOLUTIONS 03/21

















































































SUCCESSFUL PROJECT MANAGEMENT
In the first article in our series on successful pump project management, Keith Sanders looked at the upcoming opportunities for the industry, manufacturing in Australia in the past and present, what you need to know about sourcing equipment from overseas, and the roadmap for energy efficiency regulation in the EU. Here, he continues the discussion, taking a deep dive into the first of three pillars that will help upcoming projects not only be successful, but also help to contribute to better outcomes for other important objectives such as climate change, water resources and energy conservations.

68 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au TECHNICAL

MANAGEMENT (PART 2)
By Keith Sanders
Pillar 1: System design and equipment selection
What do we mean by efficient pumping systems? What most pump users are looking for is “functionality” through the operating life of the plant. The whole system needs to be “fit for purpose”, to get the job done at reasonable cost and with minimum interruption to normal services.
This is generally assessed by evaluating three important factors.
a. Optimise power consumption
b. Maximise reliability
c. Minimise downtime
Pumping systems come in all shapes and sizes, but the one thing they all have in common is that the user has a particular purpose in mind and seeks to achieve the operational outcome as effectively as possible at reasonable cost. This requires a detailed knowledge of the conditions of service that the pumping equipment must tolerate and the system parameters that exist within the plant.
• Project flow rates – Constant, variable, intermittent? Demand profile over time?
• Drive speed – Fixed or variable?
• Circuit type – Open loop, closed loop?
• Fluid properties – SG, viscosity, solids content?
• Operating temperatures, humidity, altitude?
Much of this information can be provided by the end user based on historical data from similar installations. Past experience is often helpful in avoiding some hidden pitfalls or traps in the application. The trick is to find the right people to talk to.
The following information is a summary of the key initiatives outlined in the Ecopump documentation and developed by cooperation between the pump industry and legislators.
Optimising power consumption
There has been much study of pump performance aimed at determining the relative efficiency of similar products. In Europe, the EU has legislated for minimum efficiency criteria for various categories. Commission Regulation (EU) 547/2012 prompted a response from the European Association of Pump Manufacturers (Europump) to classify centrifugal pumps and pumping systems from an efficiency perspective based on the ECOPUMP approach, as outlined in the European Pump Industry- Energy Commitment brochure.
The product approach – The House of Efficiency
Originating from a preparatory study for the Energy Using Products (EuP) Directive (2005/32/EC), the ‘House of Efficiency’ is a pass or fail scheme that takes into account design and application requirements as well as pump minimum efficiency, dependent on flow capacity and other design parameters. It sets out formulae to calculate energy efficiency of water pumps, based on three flow rates (BEP flow, 75 per cent BEP flow and 110 per cent BEP flow). From this, the concept of Minimum Efficiency Index (MEI) was developed and many products now carry an MEI rating on their nameplate. Special procedures are required for manufacturers to nominate an MEI for a particular product to ensure that the data can be trusted.
69 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 TECHNICAL
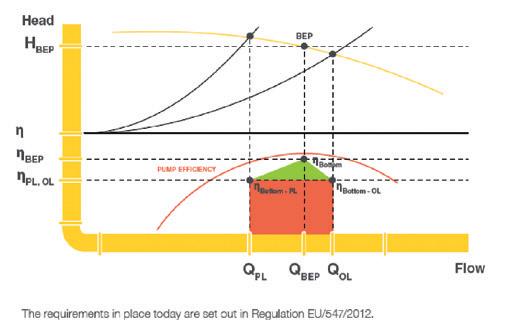
For a given set of operating conditions, this allows the most efficient pump product to be selected. This approach gave rise to the development of MEI ratings for pumps, which enables manufacturers to rate their products in the marketplace. Similar legislation is being introduced in the US.

The product approach can also be applied to electric motors used to drive the pump, thereby improving the overall efficiency of the pumping unit. MEPS standards for electric motors have existed in Australia for many years, but these are now being formalised by GEMS legislation introduced in 2019.
The extended products approach
This approach employs a methodology to focus on the different operating points that may exist within an installation. It has a major advantage for installations with a high variability in load e.g. HVAC systems. In this approach, an Energy Efficiency Index (EEI) is calculated which incorporates flow v time profiles and envisages an appropriate control system to match pump output to the needs of the system at any point in time.
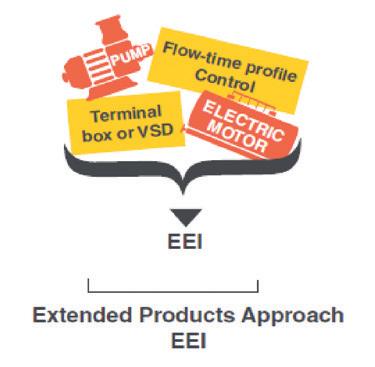
The systems approach
This approach involves selection of individual components which in themselves can be efficient, but which are interacting within a system that does not allow the pump to operate in its preferred zone.
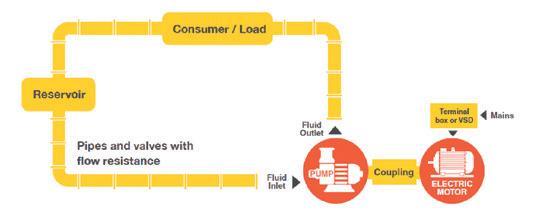
By investigating the total system need (demand) and then looking at the actual operating conditions, a comparison of how efficient the actual system might be, can be assessed. Pumping systems are often oversized for a variety of reasons. This results in a mismatch between anticipated (design) pump performance and the actual performance experienced in service. Once the total system demand is realised, individual components can be investigated to see if they are operating efficiently or can be improved.
The system approach potentially offers the most energy savings within motor driven systems, but also can result in significant improvements in equipment reliability and reduced maintenance. Acceptance of a systems approach requires the user (operator) to be made aware of the potential energy savings within motor driven systems. If energy audits are conducted after a period in service, this can provide a basis for considering changes to the pump or other system components to achieve optimal power consumption for the operating life of the equipment.
Maximise reliability
For many pumping applications, reliability is equally as important as efficiency. In fact, some pump design features may sacrifice efficiency for greater reliability, so a compromise has to be considered. For example, pumps required to handle solids in suspension may require special non-clog impeller designs that are lower in efficiency but have a greater solids-handling tolerance. Again, there are some principal issues to consider
a. Product design
b. Production quality control
c. Careful determination of the operating point
If we consider each of these issues, it should be possible to select equipment with optional features that make it fit for purpose, even though the operating conditions may be too severe for pumps in standard execution.
Product design
Pump manufacturers around the world often have decades of experience in designing products to suit particular pump applications. Many products are suitable for pumping water at ambient temperatures and the main focus is on hydraulic design to achieve high efficiency. However, many pump applications are more severe in terms of service conditions, having to deal with different fluids, different temperature ranges, higher pressures etc. The conditions of service are influential in the selection of pump construction and materials used for key components to provide corrosion resistance or erosion resistance etc.
70 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au TECHNICAL
Figure 1: Fig 10.1.1 – The House of Efficiency.
Figure 2: The product approach.
Figure 3: The extended products approach.
Caption: Figure 4: The systems approach.
In the ISO system, there are three pump design standards that deal with the severity of operating conditions:
• ISO 9908 - Technical specifications for centrifugal pumps – Class III (Low severity)
• ISO 5199 - Technical specifications for centrifugal pumps – Class II (Medium severity)
• ISO 9905 - Technical specifications for centrifugal pumps – Class I (High severity)
These specifications do not appear to be in regular use in Australia, as many consultants and end users prefer to use their own pump specifications based on experience.
API 610 has been regarded as a global standard for the oil and gas sector. More recently, ISO 13709 – Centrifugal pumps for petroleum, petrochemical and natural gas industries was developed to mirror the requirements of API 610 in the European market.
It is recommended that pump users make themselves aware of standards that may be appropriate to their industry, since there is a wealth of knowledge that underpins the development of such standards.
Production quality control
Pumps, like most industrial products, are manufactured in a workshop environment with a mix of materials and labour brought together in a controlled environment, often with specialist machine tools used to complete critical operations. Production control systems need to be monitored to ensure consistent quality and reliability for the end product, both by in-process control systems and final product testing, prior to dispatch. ISO 9000 is a set of international standards on quality management and quality assurance developed to help companies effectively document the quality system elements needed to maintain an efficient quality system and many suppliers use ISO 9001 to manage their product quality.
It should be recognised that many “standard pumps” are not subjected to an individual performance test and selection is based on a published curve or a computerised selection program. Users should be aware that the hydraulic performance is based on type testing and the information included is subject to tolerances that should be made clear on the data provided. Most published data is based on ISO 9906 Grade 3 test tolerances and reference should be made to Table 8 in that document. Individual factory testing is recommended for pumps that are used in critical applications or with a high annual usage factor, but this usually involves an extra cost.
Careful determination of the operating point
It is well-known that a pump will operate at the point where the pump curve and system curve intersect. The intersection should ideally occur close to the Best Efficiency Point (BEP) of the pump, under which conditions the pump is operating with minimum losses in vibration, heat and internal leakage. However, it is not unusual for system resistance to be overestimated, with a consequent overspecification of the head requirements of the pump at the design flow rate. Operating away from BEP can result in adverse conditions for the pump. However, this often results in premature failure of seals, bearings, overheating and can even result in shaft breakage under extreme conditions.
Minimise downtime
If pumping equipment is unavailable for operation when required, it represents a cost to the pump user that is measured by the loss of service provision or production depending on the purpose of the plant. Once reliability issues have been explored,
it is also helpful to consider matters that might influence the speed with which it might be put back into service.
• Access – Ease of access to the product is important. All too often pumping equipment doesn’t have the necessary space for service personnel to both routinely service the plant or conduct speedy repair in the event of a failure of a key component
• Sealing method – Perhaps the most common component failure in a pump would be at the stuffing box. While packed glands are less common these days, as they do require periodic replacement of the packing material, they are simpler to work with by unskilled operators. They can be serviced in situ, assuming adequate access is provided. Mechanical seals may have a longer service life if correctly matched to the application, but replacement is usually a workshop job and pumps will be out of service for the period of that replacement. Cartridge seals are now becoming more common even on standard pumps to speed up the replacement process and minimise the risk of incorrect installation by operators
• Bearing arrangements – Another common item for routine service and maintenance, the bearing arrangement will need periodic attention. Many pumps have “sealed for life” bearings and in this regard the lubrication system needs to be verified as suitable for the conditions of service. Many pump manufacturers can provide re-greasable bearing arrangements or oil lubrication options and these need to be considered for pumps handling fluids at higher temperatures or other more severe conditions
• Scheduled maintenance – If high levels of availability of service are required, it may be necessary to consider standby pump capacity and development of scheduled maintenance programs to avoid an unplanned failure. These may vary from plant to plant and based on operational experience. If routine maintenance is required, then rapid change out strategies may help minimise downtime
• Condition monitoring – Pumping equipment with a high service level may demonstrate changes on their condition over time. By monitoring some key indicators, it is possible to sense any deterioration before any major failure occurs. Typical areas for consideration are:
» Differential pressure monitoring
» Temperature monitoring
» Noise level monitoring
» Vibration monitoring
If these parameters are measured at the time of original commissioning of the pumping plant, a history of changes can be developed over time, which will assist in scheduled maintenance planning.
There is an old saying, “If you can’t measure it, you can’t manage it”. In general terms, it is usually more cost effective to install appropriate instrumentation within the original equipment package, so that routine readings of operating performance can be taken and recorded. Often, a careful study of these key performance indicators can assist in troubleshooting or premature failure analysis.
Look out for Part 3 of this article in the Winter edition of Pump Industry, looking at the second pillar for successful project management.
71 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 TECHNICAL

The pump industry relies on expertise from a large and varied range of specialists, from experts in particular pump types to those with an intimate understanding of pump reliability; and from researchers who delve into the particulars of pump curves to experts in pump efficiency. To draw upon the wealth of expert knowledge the Australian pump industry has to offer, Pump Industry has established a panel of experts to answer all your pumping questions.
This edition of Ask an Expert will look at which mechanical seal maintenance options can successfully reduce maintenance costs.
Modern maintenance programs are decisive for the successful operation of industrial plants and installations. They provide economical and financial benefits to the operator and save precious resources, for a more sustainable lifetime operation of the equipment. Sometimes it is small things like seals that have a big effect.
Q: What role do seals play in maintenance costs?
A: Seals must meet high requirements, they need to be robust, safe, ecologically sound and highly resistant to pressure and vacuum. For example, if sludge and sand are present within the process medium, seals are subject to higher wear and must be changed more frequently to ensure smooth operation. This maintenance can significantly increase costs.
Q: Which seals are predominantly used in the wastewater industry?
A: Depending on requirements of the media and operating conditions such as pressure or temperature and the characteristics of the medium to be sealed, the selection is adapted. Gland packing or mechanical seals are mainly used. Gland packing typically has a lower initial cost, but also requires more regular maintenance. Mechanical seals, on the other hand, do not require much maintenance, but when damaged they may require complete replacement. Traditionally, when mechanical seals need replacing, the pipe work and pump suction casing require removal to gain access to the drive-side joint and mechanical seal. This is a time consuming process.
72 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au ASK AN EXPERT
Cutaway view of an “MIP” (maintain in place) progressive cavity pump with Smart Seal Housing.
Q. Is there any way to reduce mechanical seal maintenance costs?
A: At least one innovative progressive cavity pump manufacturer has developed a split seal housing made of two parts: essentially a “Smart Seal Housing” (SSH). This Smart Seal Housing is available as an option for a popular range of “maintain in place” pumps and can also be retrofitted to selected existing pumps. It allows the seal to be completely replaced without complex dismantling and without damaging the mechanical seal faces. This means that maintenance work is reduced to a few minutes and results in significantly shorter downtime.
Benefits of Smart Seal Housing at a glance
• Sectioned seal casing – quick maintenance and easy replacement of the mechanical seal
• Easy access to the drive-side joint
• No damage to the mechanical seal during drive-side work
• No dismantling of suction casing and piping necessary

• Removal of casing cover with stationary seal face is possible – suitable for standard mechanical seals
• Many of the benefits associated with cartridge seal design, without the added cost
• Reduced maintenance times and costs – patent pending
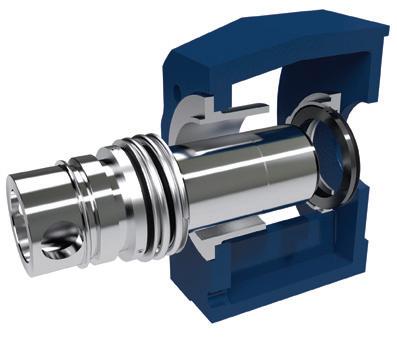
Smart Seal Housing enables complete replacement of the stationary seal without needing to dismantle further components.
Peter Vila, Managing Director of SEEPEX Australia, is a progressive cavity pump expert. He has been involved with pumps for over 40 years. Peter spent the first five years repairing pumps and the following 35 years in technical sales, 20 of which have been with SEEPEX progressive cavity pumps.
For more information on progressive cavity pumps, please contact SEEPEX Australia on (02) 4355 4500 or at info.au@seepex.com
ENGINEERED INDUSTRIAL PUMPING SOLUTIONS





73 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 ASK AN EXPERT
UHP • HP • VAC • ACCESSORIES • ROBOTICS • EXPLOSION PROTECTION www.woma.com.au | hpwater@woma.com.au | +61 8 9434 6622

PUMP SCHOOL
What is the difference between a hose pump and a tube pump?
The term peristaltic pump is applied to various ranges known as hose or tube pumps. They are self-priming rotary positive displacement pumps, and consist of three major parts: hose or tubing, housing and rotor. The hose/tube is placed in the tubing bed between the rotor and the housing. The rotor has a number of "rollers” or "shoes" attached to the external circumference that move across the hose/tube where it is occluded (squeezed) pushing the fluid. The hose/tube behind the shoe or roller recovers its shape, creating a vacuum and drawing fluid in behind it.
Liquid is trapped between the rollers specific to the ID of the hose/tube and the geometry of the rotor. Flow rate is determined by multiplying speed (rpm) by the volume of the trapped liquid. The volume moved is consistent, even under a wide range of viscosities or density. The flow rate is directly proportional to the gearbox speed (rpm).
So what’s the difference between a hose and a tube pump?
Hose pumps
• High pressure – can operate at pressures up to 16 bars
• Typically use shoes
• Casings are filled with lubricant to prevent abrasion of the exterior of the pump tube and to aid in the dissipation of heat
• Use reinforced tubes, often called "hoses", with a very thick wall
• For a given ID the hoses have much bigger OD than tubing for the roller pump
• Force needed to occlude the hose is much greater than for the tubing
• A bigger pump and motor is needed for a given flow rate with the hose pump
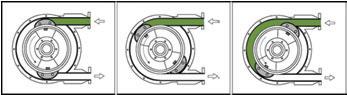
Tube pumps
• Lower pressure - can operate at pressures up to 4 bar
• Typically have dry casings, and use rollers and use non-reinforced, extruded tubing
• Use rollers to squeeze the tube
• Have a minimum of two rollers 180 degrees apart, and as many as eight or 12 rollers
• More rollers increase the frequency of the pumped fluid at the outlet, decreasing the amplitude of pulsing
• More rollers reduce tubing life due to a higher number occlusions
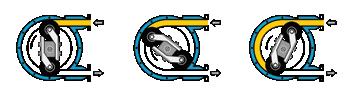
Roller designs
There are two kinds of roller design in peristaltic pumps:
1. Fixed occlusion: The rollers have a fixed locus as it turns, keeping the occlusion constant. This is a simple, yet effective design. The only downside is that the occlusion as a per cent on the hose/tube varies with the variation of the hose/tube
wall thickness. Therefore, tubing at the high end of the wall thickness, but within the accepted tolerance, will have higher per cent occlusion, increasing wear and decreasing tube life. The hose/tube wall thickness tolerances today are kept pretty tight so that this is not much of a practical issue.
2. Spring loaded rollers: The rollers are mounted on a spring. This design is more elaborate than fixed occlusion, but helps overcome variations in the hose/tube wall thickness over a broader range. Irrespective of variations, the roller imparts the same amount of stress on the hose/ tubing that is proportional to the spring constant.
The operating pressure of these pumps is determined by the hose/tubing, and the motor's ability to overcome the strength of the hose/tubing and the pressure of the pumped fluid.
Consult your local pump supplier for choosing the best peristaltic pump for you.

74 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au Article courtesy of Kelair Pumps Australia “When Pump Knowledge Matters” Phone 1300 789 466, or visit www.kelairpumps.com.au .

Combining our experience in publishing, live events, digital marketing and video production, Monkey Media has the capability to deliver a range of online events for your organisation.


03 9988 4950
Specialising in the energy, infrastructure and utility sectors, we combine our expert knowledge in these fields with our behind-the-scenes knowhow to help you deliver your events in a range of online formats.
We work closely with our partners to understand why and how you want to connect with your audience online, and can recommend the right solution to help you cut through and achieve the high levels of audience engagement and participation you’re looking for.
Some of the online events we can help you deliver include:
Webinars
Virtual conferences
Awards nights
Round tables
Online learning
Hybrid virtual/live events for a complete online event solution
www.monkeymedia.com.au/services/custom-virtual-events/
75 www.pumpindustry.com.au pump industry | Autumn 2021 | Issue 35 Looking for a complete solution for online events?
schedule
76 pump industry | Autumn 2021 | Issue 35 www.pumpindustry.com.au ADVERTISERS’ INDEX Adelaide Control Engineering 10 Advanced Industrial Products............16-17 Angus Flexible Pipelines............................ 31 AW Austworld 67 Brown Brothers Engineers 11, 66 Crusader Hose .............................................. 21 DAB Pumps Oceania ................................. 59 Den-Jet Australia 14 Drive Systems 23 Dwyer Instruments 12 EagleBurgmann Australasia.................... 53 Ebara Pumps Australia 19 Franklin Electric IBC Fuseco 9 Graphite Metallizing Corporation (Graphalloy) 7 Hammelmann Australia 1 ifm efector ................................................... IFC IndustriTech .................................................. 25 ITT Blakers 35 John Crane Australia 57 Kelair .................................................................. 8 Lk Diesel Service ............................................ 6 Monkey Media 75 NORD Drivesystems 56 Polymaster 29 Rexnord Australia ....................................... 55 Roto Pumps 39 SAER Elettropompe S.p.A. 63 Seamech OBC SEEPEX Australia ......................................... 15 Teco Australia ............................................... 51 United Pumps Australia 3 WEG Australia 43 Welling & Crossley ....................................... 13 Woma (Australia) .........................................73
Subscribe NOW www.pumpindustry.com.au/subscribe/ WINTER 2021 Deadline: 28 May 2021 MAIN FEATURE Also featuring DISTRIBUTION Mining Irrigation Oil and gas Instrumentation and monitoring Food WIOA Bendigo Irrigation Australia/ICID International Congress (TBC) SPRING 2021 Deadline: 20 August 2021 MAIN FEATURE Also featuring Energy efficiency Smart pumps Couplings Plus the 2022 Industry Capability Guide SUMMER 2022 Deadline: 19 November 2021 MAIN FEATURE Also featuring DISTRIBUTION Wastewater State of the industry Valves Fire Power generation WIOA NSW ARBS2022 (TBC) Digital Mines (TBC) AUTUMN 2022 Deadline: TBC MAIN FEATURE Also featuring DISTRIBUTION Water Seals Motors, drives and engines HVAC WIOA QLD Austmine (TBC) OzWater
Editorial

MHQP Series
Multistage versatile pump set, combining and FPS MH pump with DrivE-Tech.



FPS
ISO Series
Designed for both industrial and agricultural application.
Moving Water Moving Forward


HWR Series
Wear-resistant pumps manufactured with high-chrome white iron to maximize resistance against destructive abrasives and maintain peak performance in light slurry applications.
VR Series Multistage Pump

Vertical multistage pump booster and pressure system, designed in various combinations to suit, whether it be Industrial, Building Services, Commercial, HVAC, Domestic or irrigation applications. Ranging from a singular pump system through to a complex 8 piece design.


Fhoton SolarPAK
All in one, optimal preforming high-output package, containing a submersible pump and motor, proven in reliability.
VR Series
Vertical multi-stage pumps are available in high- and low-speed models for superior durability, efficiency, and performance in a wide variety of applications.
Drives and protection
Equip a Franklin drive to protect, monitor, and meet the different needs and demands of each application with the same pump.
Bore Hole Pumps
Submersible water pumps, with mechanical seals, designed to repel water from entering the motor. These pumps vary in applications from a standard system for clear waters to an industrial model aiding in the movement sewage and other tougher materials.

Dandenong South Facility
106–110 Micro Circuit, Dandenong South, Victoria 3175 Tel: +61 3 9799 5000 Fax: +61 3 9799 5050
Sunshine West Facility
1/67 Proximity Drive, Sunshine West, Victoria 3020 Phone +61 3 9988 1650 Fax: +61 3 9988 1666
Email: feaustralia@fele.com PO Box 4023, Dandenong South, Victoria 3164
Franklin Electric has over 75 years of experience, providing leading technical service to the irrigation industry, offering support and advice generating a sustainability to keep you pumping into the future
A.C.N. 055 492 647 A.B.N. 32 055 492 647
www.franklin-electric.com.au
A POWERFUL PARTNERSHIP


Volvo Penta. Robust, fuel efficient industrial diesel engines that keep running even in the toughest conditions. Easy to install, operate and maintain. A powerful partnership you can trust all the way from the drawing board throughout the operational life of your engine. Competitively priced complete power-pack units ready for delivery Australia wide with a local support team on hand 24/7. To find your nearest dealer visit www.volvopenta.com

105-515 KW
